- أنت هنا:
-
الصفحة الرئيسية

-
المحتويات (2)
-
الجزء السابع عشر. الخدمات والتجارة
-
صناعة النقل والتخزين
-
الخزائن
- ماير ، جون

جلعاد ، يساكر
العنوان كلية الهندسة الصناعية والإدارة ، معهد التخنيون الإسرائيلي للتكنولوجيا ، حيفا 32000
الدولة: إسرائيل
الهاتف 972 4 829 4434
Fax 972 4 823 5194
البريد الإلكتروني: igilad@ie.technion.ac.il
المناصب السابقة: رئيس جمعية بيئة العمل الإسرائيلية
التعليم: البكالوريوس ، 1972 ، التخنيون IIT ؛ ماجستير ، 1976 ، التخنيون IIT ؛ دكتوراه ، 1978 ، جامعة نيويورك
مجالات الاهتمام: طرق قياس العمل والإنتاجية ؛ بيئة العمل الصناعية الميكانيكا الحيوية المهنية هندسة إعادة التأهيل
تصميم النظام في صناعة الألماس
يقر المؤلف بمساعدة السيد E.Meser والبروفيسور W. Laurig لمساهمتهما في الجوانب الميكانيكية الحيوية والتصميم ، وكذلك للبروفيسور H. Stein والدكتور R.Langer لمساعدتهما في الجوانب الفسيولوجية للتلميع عملية. تم دعم البحث بمنحة من لجنة البحث والوقاية في السلامة والصحة المهنية ، وزارة العمل والشؤون الاجتماعية ، إسرائيل.
لم يتغير تصميم مقاعد العمل التي يتم تشغيلها يدويًا وأساليب العمل في صناعة تلميع الماس لمئات السنين. حددت دراسات الصحة المهنية لتلميع الماس معدلات عالية من الاضطرابات العضلية الهيكلية في اليدين والذراعين ، وعلى وجه التحديد ، اعتلال الأعصاب الزندي في الكوع. ويرجع ذلك إلى المطالب العضلية الهيكلية العالية المفروضة على الجزء العلوي من الجسم في ممارسة هذه المهنة المكثفة يدويًا. تناولت دراسة أُجريت في معهد التخنيون الإسرائيلي للتكنولوجيا نفسها إلى التحقيق في الجوانب المريحة والأمراض المهنية المتعلقة بقضايا السلامة بين الحرفيين في صناعة تلميع الماس. تشمل المهام في هذه الصناعة ، مع مطالبها العالية للحركات المتلاعبة ، الحركات التي تتطلب مجهودات يدوية متكررة وسريعة. أشارت مراجعة وبائية أجريت خلال الأعوام 1989-1992 في صناعة الماس الإسرائيلية إلى أن حركات التلاعب في تلميع الماس غالبًا ما تسبب مشاكل صحية خطيرة للعامل في الأطراف العلوية وفي الجزء العلوي والسفلي من الظهر. عندما تؤثر هذه المخاطر المهنية على العمال ، فإنها تنتج تفاعلًا متسلسلًا يؤثر في النهاية على اقتصاد الصناعة أيضًا.
لآلاف السنين ، كان الماس موضوعًا للفتنة والجمال والثراء والقيمة الرأسمالية. لقد حاول الحرفيون والفنانون الماهرون ، عبر العصور ، خلق الجمال من خلال تحسين شكل وقيم هذا الشكل الفريد لتشكيل الكريستال الكربوني الصلب. على عكس الإنجازات المستمرة للإبداع الفني بالحجر الأصلي وظهور صناعة دولية عظيمة ، لم يتم عمل الكثير لتحسين بعض ظروف العمل المشكوك فيها. يتيح مسح متاحف الماس في إنجلترا وجنوب إفريقيا وإسرائيل للمرء استخلاص نتيجة تاريخية مفادها أن مكان عمل التلميع التقليدي لم يتغير منذ مئات السنين. تم وصف أدوات تلميع الماس النموذجية ومنضدة العمل وعمليات العمل بواسطة Vleeschdrager (1986) ، وقد وجد أنها شائعة عالميًا في جميع أجهزة التلميع.
يشير التقييم المريح الذي يتم إجراؤه في أجهزة تصنيع الألماس إلى نقص كبير في التصميم الهندسي لمحطة عمل التلميع ، مما يتسبب في آلام الظهر والرقبة والذراع بسبب وضعية العمل. تشير دراسة الحركة الدقيقة والتحليل الميكانيكي الحيوي لأنماط الحركة المشاركة في مهنة تلميع الماس إلى حركات اليد والذراع الشديدة للغاية التي تنطوي على تسارع عالي وحركة سريعة ودرجة كبيرة من التكرار في دورات قصيرة الفترة. أشارت دراسة استقصائية لأعراض ملمعات الماس إلى أن 45٪ من أدوات تلميع الماس تقل أعمارهم عن 40 عامًا ، وعلى الرغم من أنهم يمثلون فئة سكانية شابة وصحية ، فإن 64٪ أبلغوا عن ألم في الكتفين ، و 36٪ ألم في الجزء العلوي من الذراع ، و 27٪ ألمًا. في أسفل الذراع. يتم إجراء عملية التلميع تحت قدر كبير من ضغط "أداة اليد" التي يتم تطبيقها على قرص التلميع الاهتزازي.
تم تقديم أول وصف معروف لمحطة عمل لتلميع الماس في عام 1568 من قبل الصائغ الإيطالي ، Benvenuto Cellini ، الذي كتب: "يتم حك ماسة مقابل أخرى حتى يتخذ كلاهما شكلاً يرغب الصاقل الماهر في تحقيقه عن طريق التآكل المتبادل." كان من الممكن كتابة وصف تشيليني اليوم: لم يتغير دور العامل البشري خلال 400 عام. إذا فحص المرء إجراءات العمل والأدوات اليدوية وطبيعة القرارات المتضمنة في العملية ، يمكن للمرء أن يرى أن العلاقة بين المستخدم والآلة قد تغيرت بصعوبة. هذا الوضع فريد من نوعه بين معظم الصناعات التي حدثت فيها تغييرات هائلة مع دخول الأتمتة والروبوتات وأنظمة الكمبيوتر ؛ لقد غيرت هذه الأمور تمامًا دور العامل في العالم اليوم. ومع ذلك ، فقد وجد أن دورة عمل التلميع متشابهة جدًا ، ليس فقط في أوروبا حيث بدأت صناعة التلميع ، ولكن في معظم الصناعات في جميع أنحاء العالم ، سواء في المنشآت المتقدمة في الولايات المتحدة أو بلجيكا أو إسرائيل - والتي تتخصص في الهندسة الفاخرة ومنتجات الألماس عالية القيمة - أو المنشآت الموجودة في الهند والصين وتايلاند ، والتي تنتج بشكل عام أشكالًا شائعة ومنتجات ذات قيمة متوسطة.
تعتمد عملية التلميع على طحن الماس الخام الثابت فوق غبار الماس المرتبط بسطح قرص التلميع. نظرًا لصلابته ، فإن الطحن عن طريق الاحتكاك فقط ضد مادة كربونية مماثلة يكون فعالًا في معالجة شكل الماس إلى نهايته الهندسية والرائعة. تتكون أجهزة محطة العمل من مجموعتين أساسيتين من العناصر: آليات محطة العمل والأدوات المحمولة باليد. تتضمن المجموعة الأولى محركًا كهربائيًا يقوم بتدوير قرص تلميع على عمود أسطواني رأسي ، ربما بواسطة محرك مباشر واحد ؛ طاولة مسطحة صلبة تحيط بقرص التلميع ؛ مقعد على مقاعد البدلاء ومصدر للضوء. تتكون أدوات التشغيل المحمولة باليد من حامل الماس (أو تانغ) الذي يضم الحجر الخام خلال جميع مراحل التلميع وعادة ما يتم تثبيته في راحة اليد اليسرى. يتم تكبير العمل بعدسة محدبة توضع بين الأصابع الأولى والثانية والثالثة من اليد اليمنى وتنظر بالعين اليسرى. يتم فرض طريقة التشغيل هذه من خلال عملية تدريب صارمة والتي في معظم الحالات لا تأخذ في الاعتبار اليد. أثناء العمل ، يتخذ الملمع وضعية مستلقية ، ويضغط على الحامل على قرص الطحن. يتطلب هذا الموقف دعم الذراعين على طاولة العمل من أجل تثبيت اليدين. نتيجة لذلك ، يكون العصب الزندي عرضة للآفات الخارجية بسبب موقعه التشريحي. هذه الإصابة شائعة بين صانعي الماس وقد تم قبولها كمرض مهني منذ الخمسينيات. يبلغ عدد صانعي الماس في جميع أنحاء العالم اليوم حوالي 1950 ، منهم 450,000٪ تقريبًا يقعون في الشرق الأقصى ، وفي المقام الأول الهند ، التي وسعت صناعة الماس بشكل كبير في العقدين الماضيين. يتم إجراء عملية التلميع يدويًا ، حيث يتم إنتاج كل جانب من جوانب الماس بواسطة مصقلون تم تدريبهم ومهارتهم فيما يتعلق بجزء معين من هندسة الحجر. يشكل المصقلون أغلبية واضحة من قوة صناعة الماس ، ويشكلون حوالي 75 ٪ من إجمالي القوى العاملة في الصناعة. لذلك ، يمكن معالجة معظم المخاطر المهنية لهذه الصناعة من خلال تحسين تشغيل محطة عمل صقل الماس.
يوضح تحليل أنماط الحركة المتضمنة في التلميع أن روتين التلميع يتكون من روتين فرعيين: روتين أبسط يسمى دورة الصقل ، والذي يمثل عملية تلميع الماس الأساسية ، والآخر أكثر أهمية يسمى دورة الوجه ، والتي تتضمن فحصًا نهائيًا و تغيير في موضع الحجر في الحامل. يتضمن الإجراء العام أربعة عناصر عمل أساسية:
- تلميع. هذه ببساطة عملية التلميع الفعلية.
- نظم المعلومات الجغرافية كل بضع ثوانٍ ، يقوم المشغل ، باستخدام عدسة مكبرة ، بفحص التقدم المحرز على الوجه المصقول بصريًا.
- مخدر الضبطر. يتم إجراء تعديل زاوية على رأس حامل الماس (dop).
- تغيير الحجر. فعل تغيير الأوجه ، والذي يتم عن طريق قلب الماس من خلال زاوية محددة مسبقًا. يتطلب الأمر 25 تكرارًا لهذه العناصر الأربعة لتلميع وجه الماس. يعتمد عدد هذه التكرارات على جوانب مثل عمر المشغل وصلابة الحجر وخصائصه والوقت من اليوم (بسبب إجهاد المشغل) وما إلى ذلك. في المتوسط ، يستغرق كل تكرار حوالي أربع ثوان. دراسة micromotion كما تم إجراؤها على عملية التلميع والمنهجية المستخدمة قدمها جلعاد (1993).
يتم تنفيذ عنصرين - التلميع والفحص - في أوضاع عمل ثابتة نسبيًا بينما تتطلب إجراءات "اليد التي يتم تلميعها" (من H إلى P) و "اليد التي يتم فحصها" (H إلى I) حركات قصيرة وسريعة للكتف والكوع والمعصم. يتم تنفيذ معظم الحركات الفعلية لكلتا اليدين عن طريق ثني الكوع وبسطه وكب واستلقاء الكوع. وضع الجسم (الظهر والرقبة) وجميع الحركات الأخرى باستثناء انحراف الرسغ لا تتغير نسبيًا أثناء العمل العادي. يتم تثبيت حامل الحجر ، المصنوع من قضيب فولاذي مستعرض مربع ، بحيث يضغط على الأوعية الدموية والعظام ، مما قد يؤدي إلى انخفاض تدفق الدم إلى الحلقة والأصابع الصغيرة. تحمل اليد اليمنى العدسة المكبرة أثناء دورة التلميع ، وتضغط متساوي القياس على الأصابع الثلاثة الأولى. في معظم الأوقات ، تتبع اليد اليمنى واليسرى أنماط حركة متوازية ، بينما في حركة "اليد للطحن" ، تتقدم اليد اليسرى وتبدأ اليد اليمنى بالتحرك بعد تأخير قصير ، وفي حركة "اليد المراد فحصها" يتم عكس. تتضمن مهام اليد اليمنى إما إمساك العدسة المكبرة بالعين اليسرى التي يتم فحصها أثناء دعم اليد اليسرى (ثني الكوع) ، أو عن طريق الضغط على رأس حامل الماس للحصول على طحن أفضل (تمديد الكوع). تؤدي هذه الحركات السريعة إلى تسارعات وتباطؤات سريعة تنتهي بوضع دقيق للغاية للحجر على قرص الطحن ، الأمر الذي يتطلب مستوى عالٍ من البراعة اليدوية. وتجدر الإشارة إلى أن الأمر يستغرق سنوات طويلة لتصبح ماهرًا لدرجة أن حركات العمل تكون تقريبًا عبارة عن ردود أفعال مدمجة يتم تنفيذها تلقائيًا.
في ظاهر الأمر ، يعتبر تلميع الماس مهمة بسيطة ومباشرة ، وهي كذلك بطريقة ما ، ولكنها تتطلب الكثير من المهارة والخبرة. على عكس جميع الصناعات الأخرى ، حيث يتم التحكم في المواد الخام والمعالجة وتصنيعها وفقًا للمواصفات الدقيقة ، فإن الماس الخام ليس متجانسًا ويجب فحص كل بلورة ماسية ، كبيرة كانت أم صغيرة ، وتصنيفها ومعالجتها على حدة. بصرف النظر عن المهارة اليدوية المطلوبة ، يجب على الصقل اتخاذ قرارات تشغيلية في كل مرحلة من مراحل التلميع. كنتيجة للفحص البصري ، يجب اتخاذ قرارات بشأن عوامل مثل التصحيح المكاني الزاوي - حكم ثلاثي الأبعاد - مقدار ومدة الضغط المراد تطبيقه ، وتحديد الموضع الزاوي للحجر ، ونقطة الاتصال على قرص الطحن ، من بين أمور أخرى . يجب مراعاة العديد من النقاط المهمة ، كل ذلك في متوسط وقت يبلغ أربع ثوانٍ. من المهم فهم عملية صنع القرار هذه عند تصميم التحسينات.
قبل أن يتمكن المرء من التقدم إلى المرحلة التي يمكن فيها استخدام تحليل الحركة لوضع معايير هندسية وتصميم هندسي أفضل لمحطة عمل التلميع ، يجب على المرء أن يكون على دراية بالجوانب الإضافية التي ينطوي عليها نظام المستخدم والآلة الفريد هذا. في عصر ما بعد الأتمتة هذا ، ما زلنا نجد أن جزء الإنتاج من صناعة الماس الناجحة والمتوسعة لم يمسها التقدم التكنولوجي الهائل الذي تم إحرازه في العقود القليلة الماضية. بينما خضعت جميع قطاعات الصناعة الأخرى تقريبًا لتغييرات تقنية مستمرة لم تحدد طرق الإنتاج فحسب ، بل حددت المنتجات نفسها ، ظلت صناعة الماس ثابتة تقريبًا. قد يكون أحد الأسباب المعقولة لهذا الاستقرار هو حقيقة أنه لم يتغير المنتج ولا السوق عبر العصور. ظل تصميم الماس وأشكاله في الممارسة العملية دون تغيير تقريبًا. من وجهة نظر العمل ، لم يكن هناك سبب لتغيير المنتج أو الأساليب. علاوة على ذلك ، نظرًا لأن معظم أعمال التلميع تتم عن طريق التعاقد من الباطن مع العمال الأفراد ، لم تواجه الصناعة مشكلة في تنظيم القوى العاملة ، وضبط تدفق العمل وتوريد الماس الخام وفقًا لتقلبات السوق. طالما أن طرق الإنتاج لا تتغير ، فلن يتغير المنتج أيضًا. بمجرد اعتماد صناعة الألماس للتكنولوجيا والأتمتة الأكثر تقدمًا ، سيتغير المنتج ، مع توفر مجموعة أكبر من الأشكال في السوق. لكن الماس لا يزال يتمتع بجودة صوفية تميزه عن المنتجات الأخرى ، وهي قيمة قد تنخفض عندما يتعلق الأمر بمجرد اعتبارها مجرد عنصر آخر يتم إنتاجه بكميات كبيرة. على الرغم من ذلك ، في الآونة الأخيرة ، تشكل ضغوط السوق وظهور مراكز إنتاج جديدة ، خاصة في الشرق الأقصى ، تحديًا للمراكز الأوروبية القديمة القائمة. هذا يجبر الصناعة على دراسة الأساليب الجديدة وأنظمة الإنتاج ودور المشغل البشري.
عند التفكير في تحسين محطة عمل التلميع ، يجب على المرء أن ينظر إليها كجزء من نظام مستخدم آلة تحكمه ثلاثة عوامل رئيسية: العامل البشري ، والعامل التكنولوجي ، وعامل الأعمال. سيوفر التصميم الجديد الذي يأخذ في الاعتبار المبادئ المريحة نقطة انطلاق لخلية إنتاج أفضل بالمعنى الواسع للمصطلح ، مما يعني الراحة خلال ساعات العمل الطويلة ، ومنتجات ذات جودة أفضل ومعدلات إنتاج أعلى. تم النظر في طريقتين مختلفتين للتصميم. الأول ينطوي على إعادة تصميم محطة العمل الحالية ، مع إعطاء العامل نفس المهام لأداءها. النهج الثاني هو النظر إلى مهمة التلميع بطريقة غير منحازة ، بهدف تصميم مثالي ومحطة كاملة ومهمة. لا ينبغي أن يعتمد التصميم الكلي على محطة العمل الحالية كمدخلات ولكن على مهمة التلميع المستقبلية ، وتوليد حلول التصميم التي تدمج وتحسن احتياجات عوامل النظام الثلاثة المذكورة أعلاه.
في الوقت الحاضر ، يقوم العامل البشري بأداء معظم المهام التي ينطوي عليها عمل التلميع. تعتمد هذه المهام التي يقوم بها الإنسان على "الملء" والخبرة العملية. هذه عملية نفسية فيزيولوجية معقدة ، واعية جزئيًا فقط ، بناءً على مدخلات التجربة والخطأ التي تمكن المشغل من تنفيذ عمليات معقدة مع توقع جيد للنتيجة. خلال دورات العمل اليومية الدورية لآلاف الحركات المتطابقة ، يتجلى "الملء" في التشغيل الآلي البشري للذاكرة الحركية التي يتم تنفيذها بدقة كبيرة. لكل من هذه الحركات التلقائية ، يتم إجراء تصحيحات صغيرة استجابة للتغذية المرتدة الواردة من أجهزة الاستشعار البشرية ، مثل العينين ومستشعرات الضغط. في أي محطة عمل مستقبلية لتلميع الماس ، سيستمر أداء هذه المهام بطريقة مختلفة. بالنسبة للمادة نفسها ، في صناعة الماس ، على عكس معظم الصناعات الأخرى ، فإن القيمة النسبية للمادة الخام عالية جدًا. تشرح هذه الحقيقة أهمية الاستفادة القصوى من حجم الماس الخام (أو وزن الحجر) من أجل الحصول على أكبر صافي حجر ممكن بعد التلميع. هذا التأكيد له أهمية قصوى في جميع مراحل معالجة الماس. لا يتم قياس الإنتاجية والكفاءة بالرجوع إلى الوقت فقط ، ولكن أيضًا بالحجم والدقة المحققة.
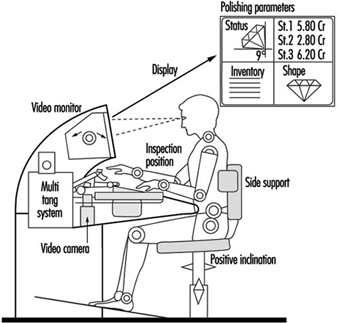
يمكن تصنيف عناصر العمل المتكررة الأربعة - "تلميع" و "يد لتفتيشها" و "فحص" و "يد لتلميع" - كما يتم إجراؤها في عملية التلميع ، ضمن فئات المهام الرئيسية الثلاث: المهام الحركية لعناصر الحركة والمرئية المهام كعناصر استشعار ، والرقابة والإدارة كعناصر محتوى القرار. يناقش جلعاد وميسر (1992) اعتبارات التصميم لمحطة عمل مريحة. يقدم الشكل 1 مخططًا لخلية تلميع متقدمة. يشار إلى البناء العام فقط ، حيث يتم حماية تفاصيل مثل هذا التصميم باعتباره "معرفة فنية" مقيدة مهنيًا. يُستخدم مصطلح خلية التلميع نظرًا لأن نظام المستخدم والآلة يشتمل على نهج مختلف تمامًا لتلميع الماس. بالإضافة إلى التحسينات المريحة ، يتكون النظام من أجهزة ميكانيكية وإلكترونية ضوئية تمكن من تصنيع ثلاثة إلى خمسة أحجار في نفس الوقت. تم نقل أجزاء من المهام المرئية والتحكمية إلى المشغلين التقنيين ويتم التوسط في إدارة خلية الإنتاج عبر وحدة عرض توفر معلومات لحظية حول الهندسة والوزن وحركات التشغيل الاختيارية من أجل دعم أعمال التشغيل المثلى. يأخذ مثل هذا التصميم محطة عمل التلميع بضع خطوات إلى الأمام في التحديث ، بدمج نظام خبير ونظام تحكم بصري ليحل محل العين البشرية في جميع الأعمال الروتينية. سيظل المشغلون قادرين على التدخل في أي وقت وإعداد البيانات وإصدار أحكام بشرية على أداء الماكينة. سيشكل المعالج الميكانيكي والنظام الخبير نظام حلقة مغلقة قادرة على أداء جميع مهام التلميع. ستظل مناولة المواد ومراقبة الجودة والموافقة النهائية بيد المشغل. في هذه المرحلة من نظام متقدم ، سيكون من المناسب النظر في استخدام تقنية أعلى مثل جهاز تلميع الليزر. في الوقت الحاضر ، يتم استخدام الليزر على نطاق واسع لنشر وقطع الماس. سيؤدي استخدام نظام متقدم تقنيًا إلى تغيير جذري في وصف المهمة البشرية. سوف تتضاءل الحاجة إلى أدوات التلميع الماهرة حتى يتعاملوا فقط مع تلميع الماس الأكبر حجمًا والأعلى قيمة ، وربما تحت الإشراف.
الشكل 1. عرض تخطيطي لخلية تلميع
"إخلاء المسؤولية: لا تتحمل منظمة العمل الدولية المسؤولية عن المحتوى المعروض على بوابة الويب هذه والذي يتم تقديمه بأي لغة أخرى غير الإنجليزية ، وهي اللغة المستخدمة للإنتاج الأولي ومراجعة الأقران للمحتوى الأصلي. لم يتم تحديث بعض الإحصائيات منذ ذلك الحين. إنتاج الطبعة الرابعة من الموسوعة (4). "