Cet article traite des situations et enchaînements d'événements conduisant à des accidents imputables au contact avec la partie mobile des machines. Les personnes qui utilisent et entretiennent des machines courent le risque d'être impliquées dans des accidents graves. Les statistiques américaines suggèrent que 18,000 800 amputations et plus de 1979 décès aux États-Unis chaque année sont attribuables à de telles causes. Selon le National Institute for Occupational Safety and Health (NIOSH) des États-Unis, la catégorie de blessures « pris dans, sous ou entre » dans leur classification se classait au premier rang parmi les types de blessures professionnelles les plus importants en 1990. Ces blessures impliquaient généralement des machines ( Etherton et Myers 10). Le « contact avec une pièce mobile de la machine » a été signalé comme le principal événement traumatisant dans un peu plus de 1979 % des accidents du travail depuis que cette catégorie a été introduite dans les statistiques suédoises sur les accidents du travail en XNUMX.
La plupart des machines ont des pièces mobiles qui peuvent causer des blessures. De telles pièces mobiles peuvent être trouvées au point de fonctionnement où le travail est effectué sur le matériau, tel que là où la coupe, la mise en forme, le perçage ou la déformation a lieu. On les trouve dans les appareils qui transmettent l'énergie aux parties de la machine effectuant le travail, telles que les volants d'inertie, les poulies, les bielles, les coupleurs, les cames, les broches, les chaînes, les manivelles et les engrenages. Ils peuvent se trouver dans d'autres parties mobiles de la machine telles que les roues des équipements mobiles, les moteurs à engrenages, les pompes, les compresseurs, etc. Les mouvements dangereux des machines peuvent également être trouvés parmi d'autres types de machines, en particulier dans les équipements auxiliaires qui manipulent et transportent des charges telles que des pièces, des matériaux, des déchets ou des outils.
Toutes les pièces d'une machine qui bougent au cours de l'exécution du travail peuvent contribuer à des accidents causant des blessures et des dommages. Les mouvements rotatifs et linéaires des machines, ainsi que leurs sources d'énergie, peuvent être dangereux :
Mouvement de rotation. Même les arbres rotatifs lisses peuvent saisir un vêtement et, par exemple, entraîner le bras d'une personne dans une position dangereuse. Le danger dans un arbre en rotation augmente s'il présente des parties saillantes ou des surfaces inégales ou tranchantes, telles que des vis de réglage, des boulons, des fentes, des encoches ou des arêtes coupantes. Les pièces rotatives de la machine génèrent des « points de pincement » de trois manières différentes :
- Ce sont les points entre deux pièces rotatives qui tournent dans des directions opposées et ont des axes parallèles, tels que des engrenages ou des roues dentées, des rouleaux de chariot ou des mangles.
- Il y a les points de contact entre les pièces rotatives et les pièces en mouvement linéaire, comme on en trouve entre une courroie de transmission de puissance et sa poulie, une chaîne et un pignon, ou une crémaillère et un pignon.
- Les mouvements de la machine en rotation peuvent entraîner des risques de coupures et de blessures par écrasement lorsqu'ils se produisent à proximité d'objets fixes - ce type de condition existe entre un convoyeur à vis sans fin et son boîtier, entre les rayons d'une roue et le banc de la machine, ou entre une meule et un gabarit d'outil.
Mouvements linéaires. Les mouvements verticaux, horizontaux et alternatifs peuvent causer des blessures de plusieurs manières : une personne peut recevoir une poussée ou un coup d'une pièce de la machine et peut être coincée entre la pièce de la machine et un autre objet, ou peut être coupée par un bord tranchant, ou une pincement en étant coincé entre la pièce mobile et un autre objet (figure 1).
Figure 1. Exemples de mouvements mécaniques pouvant blesser une personne

Sources d'énergie. Fréquemment, des sources d'énergie externes sont utilisées pour faire fonctionner une machine qui peut impliquer des quantités considérables d'énergie. Ceux-ci comprennent les systèmes électriques, à vapeur, hydrauliques, pneumatiques et mécaniques, qui, s'ils sont libérés ou non contrôlés, peuvent entraîner des blessures graves ou des dommages. Une étude d'accidents survenus pendant un an (1987 à 1988) chez des agriculteurs de neuf villages du nord de l'Inde a montré que les machines à couper le fourrage, toutes par ailleurs de même conception, sont plus dangereuses lorsqu'elles sont alimentées par un moteur ou un tracteur. La fréquence relative des accidents impliquant plus qu'une blessure mineure (par machine) était de 5.1 pour mille pour les coupeurs manuels et de 8.6 pour mille pour les coupeurs motorisés (Mohan et Patel 1992).
Blessures associées aux mouvements de la machine
Étant donné que les forces associées aux mouvements de la machine sont souvent assez importantes, on peut supposer que les blessures qu'elles provoquent seront graves. Cette présomption est confirmée par plusieurs sources. Selon les statistiques britanniques (HSE 5), le « contact avec des machines en mouvement ou du matériel en cours d'usinage » ne représente que 10 % de tous les accidents du travail, mais jusqu'à 1989 % des accidents mortels et majeurs (fractures, amputations, etc.). Des études portant sur deux lieux de travail de fabrication de véhicules en Suède vont dans le même sens. Les accidents causés par des mouvements de machines ont donné lieu à deux fois plus de jours d'arrêt de travail, mesurés par des valeurs médianes, par rapport aux accidents non liés aux machines. Les accidents liés aux machines se distinguent également des autres accidents par la partie du corps lésée : les résultats indiquent que 80 % des blessures subies dans les accidents « machines » sont aux mains et aux doigts, alors que la proportion correspondante pour les « autres » accidents est 40 % (Backström et Döös 1995).
La situation des risques dans les installations automatisées s'est avérée à la fois différente (en termes de type d'accident, de séquence d'événements et de degré de gravité des blessures) et plus compliquée (à la fois en termes techniques et en ce qui concerne le besoin de compétences spécialisées) qu'au installations où des machines conventionnelles sont utilisées. Le terme automatisé désigne ici un équipement qui, sans l'intervention directe d'un être humain, peut soit initier un mouvement de la machine, soit modifier sa direction ou sa fonction. Un tel équipement nécessite des dispositifs de détection (par exemple, des capteurs de position ou des micro-interrupteurs) et/ou une certaine forme de commandes séquentielles (par exemple, un programme informatique) pour diriger et surveiller leurs activités. Au cours des dernières décennies, une Programmable Logic Controller (PLC) est de plus en plus utilisé comme unité de contrôle dans les systèmes de production. Les petits ordinateurs sont désormais les moyens les plus couramment utilisés pour contrôler les équipements de production dans le monde industrialisé, tandis que d'autres moyens de contrôle, tels que les unités électromécaniques, deviennent de moins en moins courants. Dans l'industrie manufacturière suédoise, l'utilisation de machines à commande numérique (NC) a augmenté de 11 à 12 % par an au cours des années 1980 (Hörte et Lindberg 1989). Dans la production industrielle moderne, être blessé par des "pièces mobiles de machines" équivaut de plus en plus à être blessé par des "mouvements de machines commandés par ordinateur".
Les installations automatisées se retrouvent dans de plus en plus de secteurs de l'industrie, et elles ont un nombre croissant de fonctions. La gestion des magasins, la manutention, le traitement, l'assemblage et l'emballage sont tous automatisés. La production en série ressemble désormais à la production en processus. Si l'alimentation, l'usinage et l'éjection des pièces sont mécanisés, l'opérateur n'a plus besoin de se trouver dans la zone à risque au cours d'une production régulière et non perturbée. Des études de recherche sur la fabrication automatisée ont montré que les accidents se produisent principalement dans la gestion des perturbations affectant la production. Cependant, les personnes peuvent également gêner les mouvements de la machine lors de l'exécution d'autres tâches, telles que le nettoyage, le réglage, la réinitialisation, le contrôle et la réparation.
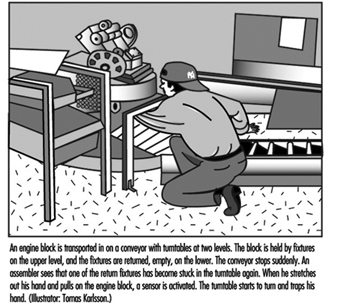
Lorsque la production est automatisée et que le processus n'est plus sous le contrôle direct de l'être humain, le risque de mouvements imprévus de la machine augmente. La plupart des opérateurs qui travaillent avec des groupes ou des lignes de machines interconnectées ont été confrontés à de tels mouvements de machine inattendus. De nombreux accidents d'automatisation surviennent à la suite de tels mouvements. Un accident d'automatisation est un accident dans lequel l'équipement automatique a contrôlé (ou aurait dû contrôler) l'énergie à l'origine de la blessure. Cela signifie que la force qui blesse la personne provient de la machine elle-même (par exemple, l'énergie d'un mouvement de machine). Dans une étude de 177 accidents d'automatisation en Suède, il a été constaté que les blessures étaient causées par le «démarrage inattendu» d'une partie d'une machine dans 84% des cas (Backström et Harms-Ringdahl 1984). Un exemple typique de blessure causée par un mouvement de machine contrôlé par ordinateur est illustré à la figure 2.
Figure 2. Exemple typique d'une blessure causée par un mouvement de machine contrôlé par ordinateur
L'une des études mentionnées ci-dessus (Backström et Döös 1995) a montré que les mouvements de machines contrôlés automatiquement étaient causalement liés à des périodes d'arrêt de travail plus longues que les blessures dues à d'autres types de mouvements de machines, la valeur médiane étant quatre fois plus élevée sur l'un des lieux de travail. . Le schéma des blessures des accidents d'automatisation était similaire à celui des autres accidents de machine (impliquant principalement les mains et les doigts), mais la tendance était que le premier type de blessures était plus grave (amputations, écrasements et fractures).
Le contrôle par ordinateur, comme le manuel, présente des faiblesses du point de vue de la fiabilité. Il n'y a aucune garantie qu'un programme informatique fonctionnera sans erreur. L'électronique, avec ses faibles niveaux de signal, peut être sensible aux interférences si elle n'est pas correctement protégée, et les conséquences des pannes qui en résultent ne sont pas toujours prévisibles. De plus, les changements de programmation ne sont souvent pas documentés. Une méthode utilisée pour pallier cette faiblesse consiste par exemple à exploiter des systèmes « doubles » dans lesquels il y a deux chaînes indépendantes de composants fonctionnels et une méthode de contrôle telle que les deux chaînes affichent la même valeur. Si les systèmes affichent des valeurs différentes, cela indique une défaillance de l'un d'entre eux. Mais il est possible que les deux chaînes de composants souffrent du même défaut et qu'elles soient toutes les deux mises hors service par la même perturbation, donnant ainsi une lecture faussement positive (comme les deux systèmes sont d'accord). Cependant, seuls quelques-uns des cas enquêtés ont permis d'attribuer un accident à une panne informatique (voir ci-dessous), alors qu'il est courant qu'un seul ordinateur contrôle toutes les fonctions d'une installation (même l'arrêt des une machine à la suite de l'activation d'un dispositif de sécurité). Comme alternative, on peut envisager de fournir un système éprouvé avec des composants électromécaniques pour les fonctions de sécurité.
Problèmes techniques
De manière générale, on peut dire qu'un même accident a de nombreuses causes, notamment techniques, individuelles, environnementales et organisationnelles. À des fins préventives, il vaut mieux considérer un accident non pas comme un événement isolé, mais comme un séquence d'événements ou d'un processus (Backström 1996). Dans le cas des accidents d'automatisation, il a été démontré que les problèmes techniques font souvent partie d'une telle séquence et surviennent soit à l'un des premiers stades du processus, soit à proximité de l'événement traumatisant de l'accident. Les études dans lesquelles les problèmes techniques impliqués dans les accidents d'automatisation ont été examinés suggèrent que ceux-ci sont à l'origine de 75 à 85 % des accidents. Dans le même temps, dans tout cas spécifique, il existe généralement d'autres causes, telles que celles de nature organisationnelle. Ce n'est que dans un cas sur dix qu'il a été constaté que la source directe d'énergie à l'origine d'une blessure pouvait être attribuée à une défaillance technique, par exemple un mouvement de la machine se produisant alors que la machine était en position d'arrêt. Des chiffres similaires ont été rapportés dans d'autres études. Habituellement, un problème technique entraînait des problèmes avec l'équipement, de sorte que l'opérateur devait changer de tâche (par exemple, repositionner une pièce qui était dans une position tordue). L'accident s'est ensuite produit lors de l'exécution de la tâche, provoqué par la défaillance technique. Un quart des accidents d'automatisation ont été précédés d'une perturbation du flux de matériaux, telle qu'une pièce se coinçant ou se mettant dans une position tordue ou autrement défectueuse (voir figure 3).
Figure 3. Types de problèmes techniques impliqués dans les accidents d'automatisation (nombre d'accidents = 127)

Dans une étude de 127 accidents impliquant l'automatisation, 28 de ces accidents, décrits dans la figure 4, ont fait l'objet d'une enquête plus approfondie pour déterminer les types de problèmes techniques impliqués comme facteurs de causalité (Backström et Döös, sous presse). Les problèmes spécifiés dans les enquêtes sur les accidents étaient le plus souvent causés par des composants bloqués, défectueux ou usés. Dans deux cas, un problème a été causé par une erreur de programme informatique et dans un cas par des interférences électromagnétiques. Dans plus de la moitié des cas (17 sur 28), les défauts étaient présents depuis un certain temps mais n'avaient pas été corrigés. Ce n'est que dans 5 des 28 cas où une défaillance ou une déviation technique a été mentionnée que le défaut ne sauraient s'est manifesté auparavant. Certains défauts avaient été réparés pour réapparaître plus tard. Certains défauts étaient présents dès l'installation, tandis que d'autres résultaient de l'usure et de l'impact de l'environnement.
La proportion d'accidents d'automatismes survenant au cours de la correction d'un dysfonctionnement de la production se situe entre un tiers et deux tiers des cas selon la plupart des études. En d'autres termes, il est généralement admis que la gestion des perturbations de la production est une tâche professionnelle dangereuse. La variation de l'ampleur de ces accidents a de nombreuses explications, dont celles liées au type de production et à la classification des tâches professionnelles. Dans certaines études de perturbations, seuls les problèmes et les arrêts de machine au cours de la production régulière ont été pris en compte ; dans d'autres, un éventail plus large de problèmes a été traité, par exemple ceux liés à l'installation du travail.
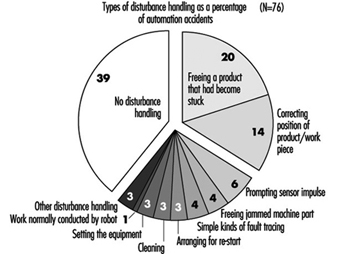
Une mesure très importante dans la prévention des accidents d'automatisation consiste à préparer des procédures pour éliminer les causes des perturbations de la production afin qu'elles ne se répètent pas. Dans une étude spécialisée sur les perturbations de la production au moment de l'accident (Döös et Backström 1994), il a été constaté que la tâche la plus courante à laquelle les perturbations donnaient lieu était le dégagement ou la correction de la position d'une pièce qui s'était bloquée ou avait été mal positionnée. mis. Ce type de problème a déclenché l'une des deux séquences d'événements assez similaires : (1) la pièce a été libérée et est venue dans sa position correcte, la machine a reçu un signal automatique de démarrage et la personne a été blessée par le mouvement de la machine initié, (2 ), la pièce n'a pas eu le temps de se libérer ou de se repositionner avant que la personne ne soit blessée par un mouvement de la machine qui s'est produit de manière inattendue, plus rapidement ou avec une force supérieure à celle prévue par l'opérateur. Une autre gestion des perturbations impliquait de déclencher une impulsion de capteur, de libérer une pièce de machine coincée, d'effectuer des types simples de recherche de pannes et d'organiser le redémarrage (voir figure 4).
Figure 4. Type de gestion des perturbations au moment de l'accident (nombre d'accidents = 76)
Sécurité des travailleurs
Les catégories de personnel qui ont tendance à être blessées dans les accidents d'automatisation dépendent de la manière dont le travail est organisé, c'est-à-dire du groupe professionnel qui exécute les tâches dangereuses. En pratique, il s'agit de savoir quelle personne sur le lieu de travail est chargée de traiter les problèmes et les perturbations de façon routinière. Dans l'industrie suédoise moderne, des interventions actives sont généralement exigées des personnes qui utilisent la machine. C'est pourquoi, dans l'étude sur le lieu de travail de la fabrication de véhicules en Suède mentionnée précédemment (Backström et Döös, acceptée pour publication), il a été constaté que 82 % des personnes qui ont subi des blessures causées par des machines automatisées étaient des ouvriers ou des opérateurs de production. Les opérateurs avaient également une fréquence relative d'accidents plus élevée (15 accidents d'automatisation pour 1,000 6 opérateurs par an) que les travailleurs de maintenance (1,000 pour XNUMX XNUMX). Les résultats d'études qui indiquent que les ouvriers de maintenance sont plus touchés s'expliquent au moins en partie par le fait que les opérateurs ne sont pas autorisés à pénétrer dans les zones d'usinage dans certaines entreprises. Dans les organisations avec un autre type de répartition des tâches, d'autres catégories de personnel - les poseurs, par exemple - peuvent être chargées de résoudre les problèmes de production qui se posent.
La mesure corrective la plus courante prise à cet égard afin d'élever le niveau de sécurité des personnes consiste à protéger la personne contre les mouvements dangereux de la machine en utilisant un type de dispositif de sécurité, tel qu'une protection de la machine. Le principe fondamental ici est celui de la sécurité « passive », c'est-à-dire la fourniture d'une protection qui ne nécessite aucune action de la part du travailleur. Il est cependant impossible de juger de l'efficacité des dispositifs de protection sans une très bonne connaissance des exigences réelles de travail sur la machine en question, une connaissance qui n'est normalement possédée que par les opérateurs de machines eux-mêmes.
De nombreux facteurs peuvent mettre hors service même ce qui est apparemment une bonne protection de la machine. Pour effectuer leur travail, les opérateurs peuvent avoir besoin de désengager ou de contourner un dispositif de sécurité. Dans une étude (Döös et Backström 1993), il a été constaté qu'un tel désengagement ou contournement avait eu lieu dans 12 des 75 accidents d'automatisation couverts. Il s'agit souvent d'un opérateur ambitieux, qui n'accepte plus ni les problèmes de production, ni le retard de production qu'implique la correction des dysfonctionnements conformément aux consignes. Une façon d'éviter ce problème est de rendre le dispositif de protection imperceptible, afin qu'il n'affecte pas le rythme de production, la qualité du produit ou l'exécution des tâches. Mais ce n'est pas toujours possible ; et en cas de perturbations répétées de la production, même des désagréments mineurs peuvent inciter les personnes à ne pas utiliser les dispositifs de sécurité. Encore une fois, des routines doivent être mises à disposition pour supprimer les causes des perturbations de la production afin que celles-ci ne se répètent pas. L'absence de moyen de confirmer que les dispositifs de sécurité fonctionnent réellement conformément aux spécifications est un autre facteur de risque important. Des connexions défectueuses, des signaux de démarrage qui restent dans le système et provoquent plus tard des démarrages inattendus, une accumulation de pression d'air et des capteurs qui se sont détachés peuvent tous entraîner une défaillance de l'équipement de protection.
Résumé
Comme on l'a vu, les solutions techniques aux problèmes peuvent engendrer de nouveaux problèmes. Bien que les blessures soient causées par des mouvements de machines, qui sont essentiellement de nature technique, cela ne signifie pas automatiquement que le potentiel de leur éradication réside dans des facteurs purement techniques. Les systèmes techniques continueront à mal fonctionner et les hommes ne parviendront pas à gérer les situations auxquelles ces dysfonctionnements donnent lieu. Les risques continueront d'exister et ne pourront être maîtrisés que par une grande variété de moyens. Législation et contrôle, mesures organisationnelles au niveau des entreprises (sous forme de formations, rondes de sécurité, analyse des risques et signalement des perturbations et des quasi-accidents), et accent mis sur des améliorations régulières et continues sont nécessaires en complément du développement purement technique.