Adapté de NIOSH 1984.
Les peintures et les revêtements comprennent les peintures, les vernis, les laques, les teintures, les encres d'imprimerie et plus encore. Les peintures traditionnelles consistent en une dispersion de particules de pigment dans un véhicule composé d'un agent filmogène ou liant (généralement une huile ou une résine) et d'un diluant (généralement un solvant volatil). De plus, il peut y avoir une grande variété de charges et d'autres additifs. Un vernis est une solution d'huile et de résine naturelle dans un solvant organique. Des résines synthétiques peuvent également être utilisées. Les laques sont des revêtements dans lesquels le film sèche ou durcit entièrement par évaporation du solvant.
Les peintures traditionnelles contenaient moins de 70 % de solides, le reste étant principalement constitué de solvants. Les réglementations sur la pollution de l'air limitant la quantité de solvants pouvant être émis dans l'atmosphère ont entraîné le développement d'une grande variété de peintures de substitution contenant peu ou pas de solvants organiques. Ceux-ci comprennent : les peintures au latex à base d'eau ; peintures catalysées à deux composants (par exemple, systèmes époxy et uréthane); les peintures à haute teneur en solides (plus de 70 % de solides), y compris les peintures plastisol composées principalement de pigments et de plastifiants ; peintures durcies par rayonnement; et revêtements en poudre.
Selon le National Institute for Occupational Safety and Health des États-Unis (NIOSH 1984), environ 60 % des fabricants de peinture employaient moins de 20 travailleurs et seulement 3 % environ avaient plus de 250 travailleurs. Ces statistiques devraient être représentatives des fabricants de peinture du monde entier. Cela indique une prédominance de petits ateliers, dont la plupart n'auraient pas d'expertise interne en matière de santé et de sécurité.
Processus de manufacture
En général, la fabrication de peintures et autres revêtements est une série d'opérations unitaires utilisant des procédés discontinus. Il y a peu ou pas de réactions chimiques ; les opérations sont essentiellement mécaniques. La fabrication implique l'assemblage des matières premières, le mélange, la dispersion, la dilution et l'ajustement, le remplissage des conteneurs et l'entreposage.
Peintures
Les matières premières utilisées pour fabriquer les peintures se présentent sous forme de liquides, de solides, de poudres, de pâtes et de boues. Ceux-ci sont pesés manuellement et prémélangés. Les particules de pigment agglomérées doivent être réduites à la taille de pigment d'origine, et les particules doivent être mouillées avec le liant pour assurer la dispersion dans la matrice liquide. Ce processus de dispersion, appelé broyage, est effectué avec une variété de types d'équipements, y compris des disperseurs à roue à arbre à grande vitesse, des mélangeurs de pâte, des broyeurs à boulets, des broyeurs à sable, des broyeurs à trois cylindres, des broyeurs à carlin, etc. Après un premier cycle, qui peut prendre jusqu'à 48 heures, de la résine est ajoutée à la pâte et le processus de broyage est répété pendant une période plus courte. Le matériau dispersé est ensuite transféré par gravité vers un réservoir de décharge où un matériau supplémentaire tel que des composés de teinture peut être ajouté. Pour les peintures à base d'eau, le liant est généralement ajouté à ce stade. La pâte est ensuite diluée avec de la résine ou du solvant, filtrée puis à nouveau transférée par gravité vers la zone de remplissage des bidons. Le remplissage peut se faire manuellement ou mécaniquement.
Après le processus de dispersion, il peut être nécessaire de nettoyer les réservoirs et les broyeurs avant d'introduire un nouveau lot. Cela peut impliquer des outils manuels et électriques, ainsi que des nettoyants alcalins et des solvants.
Laques
La production de laque est généralement effectuée dans un équipement fermé tel que des réservoirs ou des mélangeurs afin de minimiser l'évaporation du solvant, ce qui entraînerait des dépôts d'un film de laque sèche sur l'équipement de traitement. Sinon, la production de laque se déroule de la même manière que la production de peinture.
Vernis
La fabrication de vernis oléorésineux consiste à cuire l'huile et la résine pour les rendre plus compatibles, développer des molécules ou polymères de haut poids moléculaire et augmenter la solubilité dans le solvant. Les usines plus anciennes peuvent utiliser des bouilloires portables et ouvertes pour le chauffage. La résine et l'huile ou la résine seule sont ajoutées à la bouilloire, puis chauffées à environ 316 °C. Les résines naturelles doivent être chauffées avant d'ajouter les huiles. Les matériaux sont versés sur le dessus de la bouilloire. Pendant la cuisson, les marmites sont recouvertes de hottes réfractaires. Après la cuisson, les bouilloires sont déplacées dans des pièces où elles sont refroidies rapidement, souvent par pulvérisation d'eau, puis des diluants et des siccatifs sont ajoutés.
Les usines modernes utilisent de grands réacteurs fermés d'une capacité de 500 à 8,000 XNUMX gallons. Ces réacteurs sont similaires à ceux utilisés dans l'industrie des procédés chimiques. Ils sont équipés d'agitateurs, de hublots, de conduites de remplissage et de vidange des réacteurs, de condenseurs, d'appareils de mesure de température, de sources de chaleur, etc.
Dans les usines anciennes et modernes, la résine amincie est filtrée comme dernière étape avant l'emballage. Cela se fait normalement pendant que la résine est encore chaude, généralement à l'aide d'un filtre-presse.
Revêtements en poudre
Les revêtements en poudre sont des systèmes sans solvant basés sur la fusion et la fusion de résine et d'autres particules d'additifs sur les surfaces d'objets chauffés. Les revêtements en poudre peuvent être soit thermodurcissables soit thermoplastiques, et comprennent des résines telles que des époxydes, du polyéthylène, des polyesters, du chlorure de polyvinyle et des acryliques.
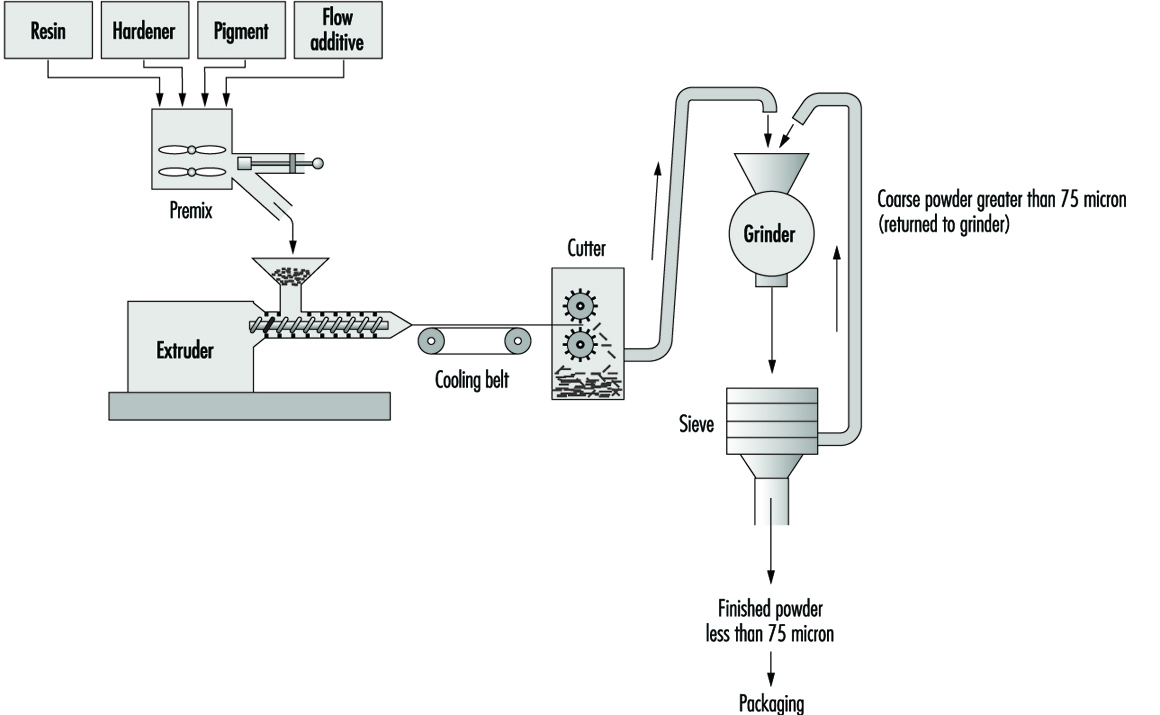
La méthode de fabrication la plus courante implique le mélange à sec des ingrédients en poudre et le mélange à l'état fondu par extrusion (voir figure 1). La résine sèche ou le liant, le pigment, la charge et les additifs sont pesés et transférés dans un prémélangeur. Ce processus est similaire aux opérations de mélange à sec dans la fabrication du caoutchouc. Après mélange, le matériau est placé dans une extrudeuse et chauffé jusqu'à ce qu'il fonde. Le matériau fondu est extrudé sur une bande transporteuse de refroidissement puis transféré vers un granulateur grossier. Le matériau granulé est passé dans un broyeur fin puis tamisé pour obtenir la granulométrie souhaitée. Le revêtement en poudre est ensuite conditionné.
Figure 1. Organigramme pour la fabrication de revêtements en poudre par la méthode d'extrusion-mélange à l'état fondu
Les dangers et leur prévention
En général, les principaux risques associés à la fabrication de peintures et de revêtements impliquent la manipulation des matériaux ; substances toxiques, inflammables ou explosives ; et des agents physiques tels que les chocs électriques, le bruit, la chaleur et le froid.
La manutention manuelle des caisses, fûts, conteneurs, etc. qui contiennent les matières premières et les produits finis sont des sources majeures de blessures dues à un soulèvement incorrect, des glissades, des chutes, des chutes de conteneurs, etc. Les précautions comprennent des contrôles techniques/ergonomiques tels que des aides à la manutention (rouleaux, crics et plates-formes) et des équipements mécaniques (convoyeurs, palans et chariots élévateurs), des sols antidérapants, des équipements de protection individuelle (EPI) tels que des chaussures de sécurité et une formation appropriée. en levage manuel et autres techniques de manutention.
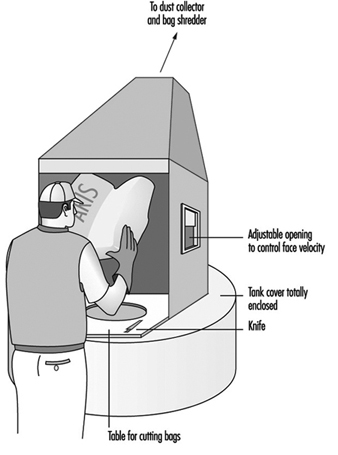
Les risques chimiques comprennent l'exposition à des poussières toxiques telles que les pigments de chromate de plomb, qui peuvent survenir pendant la pesée, le remplissage des trémies du mélangeur et du broyeur, les opérations d'équipement non fermé, le remplissage de contenants de peinture en poudre, le nettoyage de l'équipement et les déversements de contenants. La fabrication de revêtements en poudre peut entraîner de fortes expositions à la poussière. Les précautions comprennent la substitution de pâtes ou de bouillies pour les poudres ; ventilation par aspiration locale (LEV) pour l'ouverture des sacs de poudres (voir figure 2) et pour l'équipement de traitement, l'enceinte de l'équipement, les procédures de nettoyage des déversements et la protection respiratoire si nécessaire.
Figure 2. Système de contrôle des sacs et de la poussière
Une grande variété de solvants volatils sont utilisés dans la fabrication de peintures et de revêtements, notamment des hydrocarbures aliphatiques et aromatiques, des alcools, des cétones, etc. Les solvants les plus volatils se trouvent généralement dans les laques et les vernis. L'exposition aux vapeurs de solvant peut se produire lors de la dilution dans la fabrication de peinture à base de solvant ; lors du chargement des récipients de réaction (en particulier les anciens types de bouilloire) dans la fabrication de vernis ; pendant le remplissage de tous les revêtements à base de solvants ; et lors du nettoyage manuel de l'équipement de traitement avec des solvants. L'enceinte d'équipements tels que les réacteurs de vernis et les mélangeurs de laque implique généralement des expositions aux solvants plus faibles, sauf en cas de fuites. Les précautions comprennent l'enceinte de l'équipement de traitement, la LEV pour les opérations de dilution et de remplissage des canettes, la protection respiratoire et les procédures en espace confiné pour le nettoyage des récipients.
D'autres risques pour la santé comprennent l'inhalation et/ou le contact cutané avec les isocyanates utilisés dans la fabrication de peintures et de revêtements en polyuréthane ; avec des acrylates, d'autres monomères et des photoinitiateurs utilisés dans la fabrication de revêtements durcissant par rayonnement ; avec de l'acroléine et d'autres émissions gazeuses provenant de la cuisson du vernis ; et avec des agents de durcissement et d'autres additifs dans les revêtements en poudre. Les précautions comprennent l'enceinte, le LEV, les gants et autres vêtements et équipements de protection individuelle, la formation sur les matières dangereuses et les bonnes pratiques de travail.
Les solvants inflammables, les poudres combustibles (en particulier la nitrocellulose utilisée dans la production de laques) et les huiles présentent tous des risques d'incendie ou d'explosion s'ils sont enflammés par une étincelle ou des températures élevées. Les sources d'inflammation peuvent inclure un équipement électrique défectueux, la fumée, la friction, les flammes nues, l'électricité statique, etc. Les chiffons imbibés d'huile peuvent être une source de combustion spontanée. Les précautions comprennent la liaison et la mise à la terre des conteneurs lors du transfert de liquides inflammables, la mise à la terre d'équipements tels que les broyeurs à boulets contenant des poussières combustibles, la ventilation pour maintenir les concentrations de vapeur en dessous de la limite inférieure d'explosivité, la couverture des conteneurs lorsqu'ils ne sont pas utilisés, l'élimination des sources d'inflammation, l'utilisation de outils en métaux non ferreux à proximité de matériaux inflammables ou combustibles et bonnes pratiques d'entretien ménager.
Les risques liés au bruit peuvent être associés à l'utilisation de broyeurs à billes et à galets, de disperseurs à grande vitesse, de tamis vibrants utilisés pour le filtrage, etc. Les précautions comprennent des isolateurs de vibrations et d'autres contrôles techniques, le remplacement de l'équipement bruyant, un bon entretien de l'équipement, l'isolement de la source de bruit et un programme de conservation de l'ouïe en cas de bruit excessif.
Parmi les autres dangers, citons la protection inadéquate des machines, une source courante de blessures autour des machines. Les risques électriques sont un problème particulier s'il n'y a pas de programme de verrouillage/étiquetage approprié pour l'entretien et la réparation de l'équipement. Les brûlures peuvent résulter de récipients de cuisson de vernis chauds et de matériaux éclaboussants et de colles thermofusibles utilisées pour les emballages et les étiquettes.