Processus de fabrication
La figure 1 montre une vue d'ensemble du processus de fabrication du pneu.
Figure 1. Le processus de fabrication des pneus

Compoundage et mélange Banbury
Un mélangeur Banbury combine une pâte de caoutchouc, du noir de carbone et d'autres ingrédients chimiques pour créer un matériau en caoutchouc homogène. Le temps, la chaleur et les matières premières sont des facteurs utilisés pour concevoir la composition des matériaux. Les ingrédients sont généralement fournis à l'usine dans des emballages pré-pesés ou sont préparés et pesés par l'opérateur de Banbury à partir de quantités en vrac. Les ingrédients mesurés sont placés sur un système de convoyeur et le Banbury est chargé d'initier le processus de mélange.
Des centaines de composants sont combinés pour former du caoutchouc utilisé pour la fabrication de pneus. Les composants comprennent des composés qui agissent comme des accélérateurs, des antioxydants, des anti-ozonants, des diluants, des vulcanisants, des pigments, des plastifiants, des agents de renforcement et des résines. La plupart des constituants ne sont pas réglementés et peuvent ne pas avoir fait l'objet d'évaluations toxicologiques approfondies. D'une manière générale, les expositions professionnelles des opérateurs de Banbury aux matières premières ont été réduites grâce à l'amélioration des contrôles administratifs et techniques. Cependant, des inquiétudes subsistent en raison de la nature et de la quantité des composants qui constituent l'exposition.
Fraisage
La mise en forme du caoutchouc commence dans le processus de fraisage. À la fin du cycle de mélange Banbury, le caoutchouc est placé sur un broyeur à chute. Le processus de fraisage façonne le caoutchouc en longues bandes plates en le forçant à travers deux rouleaux fixes tournant dans des directions différentes à des vitesses différentes.
Les opérateurs de laminoir sont généralement concernés par les risques de sécurité associés au fonctionnement ouvert des rouleaux tournants. Les moulins plus anciens avaient généralement des fils ou des barres de déclenchement qui pouvaient être tirés par l'opérateur s'il se coinçait dans le moulin (voir figure 2); les moulins modernes ont des barres de corps à peu près au niveau des genoux qui se déclenchent automatiquement si l'opérateur est pris dans les moulins (voir figure 3).
Figure 2. Broyeur plus ancien avec une barre de déclenchement située trop haut pour être efficace. L'opérateur, cependant, a de gros gants qui seraient tirés dans le moulin avant ses doigts.

Ray C. Bécasse
Figure 3. Broyeur pour ligne de calandre avec une barre de protection qui arrête le broyeur en cas de déclenchement par des travailleurs.

James S.Frederick
La plupart des installations ont mis en place de vastes procédures de sauvetage d'urgence pour les travailleurs coincés dans les usines. Les opérateurs d'usine sont exposés à la chaleur et au bruit ainsi qu'aux composants formés par le chauffage ou libérés du caoutchouc) (voir une hotte au-dessus d'un broyeur à chute dans la figure 4).
Figure 4. Broyeur à goutte et sécheur avec hotte à auvent et fils-pièges

James S.Frederick
Extrusion et calandrage
L'opération de calandrage continue à façonner le caoutchouc. La calandre se compose d'un ou plusieurs (souvent quatre) rouleaux, à travers lesquels les feuilles de caoutchouc sont forcées (voir figure 3).
La machine à calandrer a les fonctions suivantes :
- pour préparer le caoutchouc composé sous la forme d'une feuille uniforme d'épaisseur et de largeur définies
- déposer une fine couche de caoutchouc sur un tissu ("revêtement" ou "écrémage")
- forcer le caoutchouc dans les interstices du tissu par friction ("friction").
Les feuilles de caoutchouc sortant de la calandre sont enroulées sur des tambours, appelés "coquilles", avec des entretoises en tissu, appelées "liners", pour éviter qu'elles ne collent.
L'extrudeuse est souvent appelée "tubercule" car elle crée des composants en caoutchouc en forme de tube. L'extrudeuse fonctionne en forçant le caoutchouc à travers des matrices de forme appropriée. L'extrudeuse se compose d'une vis, d'un baril ou d'un cylindre, d'une tête et d'une filière. Un noyau ou une araignée est utilisé pour former le creux à l'intérieur du tube. L'extrudeuse fabrique la grande section plate des bandes de roulement des pneus.
Les opérateurs d'extrudeuse et de calandre peuvent être exposés au talc et aux solvants, qui sont utilisés dans le processus. De plus, les travailleurs à la fin de l'opération d'extrusion sont exposés à une tâche très répétitive consistant à placer la bande de roulement sur des chariots à plusieurs niveaux. Cette opération est souvent appelée réservation de marches, car le chariot ressemble à un livre dont les plateaux sont les pages. La configuration de l'extrudeuse ainsi que le poids et les quantités de bande de roulement à réserver contribuent à l'impact ergonomique de cette opération. De nombreux changements ont été apportés pour réduire cela, et certaines opérations ont été automatisées.
Assemblage et fabrication de composants
L'assemblage des pneus peut être un processus hautement automatisé. La machine de montage de pneumatiques se compose d'un tambour rotatif, sur lequel les composants sont assemblés, et de dispositifs d'alimentation pour fournir au manufacturier de pneumatiques les composants à assembler (voir figure 5). Les composants d'un pneu comprennent les talons, les nappes, les flancs et les bandes de roulement. Une fois les composants assemblés, le pneu est souvent qualifié de « pneu vert ».
Figure 5. Opérateur assemblant un pneu sur une machine à pneus à un étage

Les fabricants de pneus et autres travailleurs de ce domaine du processus sont exposés à un certain nombre d'opérations de mouvement répétitives. Les composants, souvent en rouleaux lourds, sont placés sur les parties d'alimentation de l'équipement d'assemblage. Cela peut impliquer un levage et une manipulation importants de rouleaux lourds dans un espace limité. La nature de l'assemblage oblige également le fabricant de pneus à effectuer une série de mouvements similaires ou identiques sur chaque assemblage. Les fabricants de pneus utilisent des solvants, tels que l'hexane, qui permettent à la bande de roulement et aux couches de caoutchouc d'adhérer. L'exposition aux solvants est un sujet de préoccupation.
Après avoir été assemblé, le pneu vert est aspergé d'un matériau à base de solvant ou d'eau pour l'empêcher d'adhérer au moule de vulcanisation. Ces solvants exposent potentiellement l'opérateur de pulvérisation, le manutentionnaire et l'opérateur de presse de durcissement. De nos jours, les matériaux à base d'eau sont principalement utilisés.
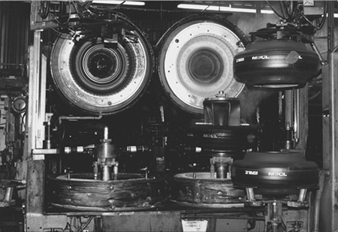
Durcissement et vulcanisation
Les opérateurs de presse de vulcanisation placent les pneus crus dans la presse de vulcanisation ou sur l'équipement de chargement de la presse. Les presses de vulcanisation en service en Amérique du Nord existent dans une variété de types, d'âges et de degrés d'automatisation (voir figure 6). La presse utilise de la vapeur pour chauffer ou durcir le pneu vert. Le durcissement ou la vulcanisation du caoutchouc transforme le matériau collant et pliable en un état non collant, moins pliable et durable.
Figure 6. Presse de séchage Bag-o-matic McNeal pour passagers et camions légers ventilée avec un ventilateur de plafond, Akron, Ohio, États-Unis
James S.Frederick
Lorsque le caoutchouc est chauffé pendant le durcissement ou dans les premières étapes du processus, des N-nitrosamines cancérigènes se forment. Tout niveau d'exposition à la N-nitrosamine doit être contrôlé. Des tentatives doivent être faites pour limiter autant que possible l'exposition à la N-nitrosamine. De plus, les poussières, les gaz, les vapeurs et les fumées contaminent l'environnement de travail lorsque le caoutchouc est chauffé, durci ou vulcanisé.
Inspection et finition
Après la cuisson, les opérations de finition et de contrôle restent à effectuer avant le stockage ou l'expédition du pneumatique. L'opération de finition élimine la bavure ou l'excès de caoutchouc du pneu. Cet excès de caoutchouc reste sur le pneu à partir des évents du moule de vulcanisation. De plus, les couches de caoutchouc en excès peuvent devoir être meulées à partir des parois latérales ou des lettres en relief sur le pneu.
L'un des principaux risques pour la santé auxquels les travailleurs sont exposés lors de la manipulation d'un pneu durci est le mouvement répétitif. Les opérations de finition ou de meulage des pneus exposent généralement les travailleurs à la poussière ou aux particules de caoutchouc durci (voir figure 7). Cela contribue aux maladies respiratoires chez les travailleurs de la zone de finition. De plus, il existe un potentiel d'exposition aux solvants provenant de la peinture protectrice qui est souvent utilisée pour protéger les flancs ou le lettrage des pneus.
Figure 7. Un collecteur de poussière d'une meule capture la poussière de caoutchouc

Ray C. Bécasse
Une fois terminé, le pneu est prêt à être stocké dans un entrepôt ou expédié de l'usine.
Préoccupations en matière de santé et de sécurité
Les préoccupations en matière de santé et de sécurité au travail dans les usines de fabrication de pneus ont toujours été et continuent d'être de la plus haute importance. Souvent, l'impact des accidents de travail graves éclipse la dévastation associée aux maladies qui peuvent être liées aux expositions sur le lieu de travail. En raison des périodes de latence prolongées, certaines maladies n'apparaissent qu'après que le travailleur a quitté son emploi. De plus, de nombreuses maladies qui peuvent être associées à des expositions professionnelles dans les usines de pneumatiques ne sont jamais diagnostiquées comme étant liées à la profession. Mais des maladies telles que le cancer continuent d'être répandues parmi les travailleurs du caoutchouc dans les usines de fabrication de pneus.
De nombreuses études scientifiques ont été réalisées sur les travailleurs des usines de fabrication de pneus. Certaines de ces études ont identifié une surmortalité due aux cancers de la vessie, de l'estomac, du poumon, hématopoïétiques et autres. Ces décès excessifs ne peuvent souvent pas être attribués à un produit chimique spécifique. Cela est dû en partie aux expositions sur le lieu de travail impliquant de nombreux produits chimiques individuels pendant toute la durée de l'exposition et/ou à des expositions combinées à plusieurs produits chimiques simultanément. Des changements fréquents se produisent également dans la formulation des matériaux utilisés dans une usine de pneumatiques. Ces changements dans les types et les quantités des constituants du composé de caoutchouc créent une difficulté supplémentaire dans le suivi des agents causals.
Un autre sujet de préoccupation concerne les problèmes respiratoires ou l'irritation des voies respiratoires chez les travailleurs des usines de pneus (c.-à-d. oppression thoracique, essoufflement, réduction des fonctions pulmonaires et autres symptômes respiratoires). Il a été démontré que l'emphysème est un motif courant de retraite anticipée. Ces problèmes se retrouvent souvent dans les zones de séchage, de transformation (prémélange, pesée, mélange et chauffage des matières premières) et de finition finale (inspection) des usines. Lors du traitement et du durcissement, les expositions chimiques concernent souvent de nombreux constituants à des niveaux d'exposition relativement faibles. De nombreux composants individuels auxquels les travailleurs sont exposés ne sont pas réglementés par les agences gouvernementales. Presque autant n'ont pas été suffisamment testés pour la toxicité ou la cancérogénicité. De plus, aux États-Unis, les travailleurs des usines de pneus de ces régions ne seront probablement pas tenus d'utiliser une protection respiratoire. Aucune cause claire de détresse respiratoire n'a été identifiée.
De nombreux travailleurs des usines de pneus ont souffert de dermatite de contact, qui n'a souvent pas été liée à une substance en particulier. Certains des produits chimiques associés à la dermatite ne sont plus utilisés dans la fabrication de pneus en Amérique du Nord; cependant, bon nombre des produits chimiques de remplacement n'ont pas été entièrement évalués.
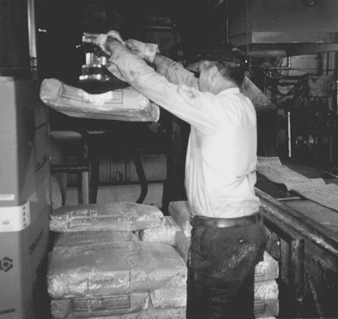
Les troubles traumatiques répétitifs ou cumulatifs ont été identifiés comme un sujet de préoccupation dans la fabrication de pneus. Les troubles traumatiques répétitifs comprennent la ténosynovite, le syndrome du canal carpien, la synovite, la perte auditive induite par le bruit et d'autres affections résultant de mouvements, de vibrations ou de pressions répétitifs. Le processus de fabrication des pneus contient intrinsèquement des occurrences excessives et multiples de manipulation de matériaux et de produits pour une grande partie des travailleurs de la production. Dans certains pays, de nombreuses améliorations ont été et continuent d'être introduites dans les usines pour résoudre ce problème. Bon nombre des améliorations novatrices ont été initiées par des travailleurs ou des comités mixtes patronaux-syndicaux. Certaines des améliorations fournissent des contrôles techniques pour manipuler les matériaux et les produits (voir figure 8).
Figure 8. Un élévateur à vide transporte les sacs vers le convoyeur de chargement d'un mélangeur Banbury, éliminant ainsi les douleurs dorsales dues à la manipulation manuelle
Ray C. Bécasse
En partie à cause de la restructuration de la main-d'œuvre, l'âge moyen des travailleurs dans de nombreuses usines de pneus continue d'augmenter. En outre, de plus en plus d'installations de fabrication de pneus ont tendance à fonctionner en continu. De nombreuses installations fonctionnant en continu incluent des horaires de travail par quarts de travail de 12 heures et/ou des quarts rotatifs. La recherche continue d'étudier les relations possibles entre les quarts de travail prolongés, l'âge et les troubles traumatiques cumulatifs dans la fabrication de pneus.