La lavorazione dei metalli comporta la fusione, la saldatura, la brasatura, la forgiatura, la brasatura, la fabbricazione e il trattamento superficiale del metallo. La lavorazione dei metalli sta diventando ancora più comune poiché anche gli artisti nei paesi in via di sviluppo stanno iniziando a utilizzare il metallo come materiale scultoreo di base. Sebbene molte fonderie d'arte siano gestite commercialmente, anche le fonderie d'arte fanno spesso parte dei programmi artistici del college.
Pericoli e precauzioni
Fusione e fonderia
Gli artisti inviano il lavoro alle fonderie commerciali o possono fondere il metallo nei propri studi. Il processo a cera persa viene spesso utilizzato per la fusione di piccoli pezzi. I metalli e le leghe comuni utilizzati sono bronzo, alluminio, ottone, peltro, ferro e acciaio inossidabile. L'oro, l'argento e talvolta il platino sono usati per fondere piccoli pezzi, in particolare per i gioielli.
Il processo a cera persa prevede diversi passaggi:
- formando la forma positiva
- realizzazione dello stampo di investimento
- bruciare la cera
- sciogliendo il metallo
- sciatto
- versando il metallo fuso nello stampo
- rimuovendo lo stampo
La forma positiva può essere realizzata direttamente in cera; può essere realizzato anche in gesso o altri materiali, uno stampo negativo in gomma e poi il positivo finale colato in cera. Il riscaldamento della cera può causare rischi di incendio e la decomposizione della cera per surriscaldamento.
Lo stampo è comunemente realizzato applicando un rivestimento contenente la forma cristobalite di silice, creando il rischio di silicosi. Una miscela 50/50 di intonaco e sabbia a 30 maglie è un sostituto più sicuro. Gli stampi possono essere realizzati anche utilizzando sabbia e olio, resine di formaldeide e altre resine come leganti. Molte di queste resine sono tossiche per contatto con la pelle e per inalazione e richiedono protezione e ventilazione della pelle.
La forma di cera viene bruciata in un forno. Ciò richiede una ventilazione di scarico locale per rimuovere l'acroleina e altri prodotti di decomposizione della cera irritanti.
La fusione del metallo viene solitamente eseguita in un forno a crogiolo alimentato a gas. Una cappa a baldacchino con scarico all'esterno è necessaria per rimuovere monossido di carbonio e fumi metallici, tra cui zinco, rame, piombo, alluminio e così via.
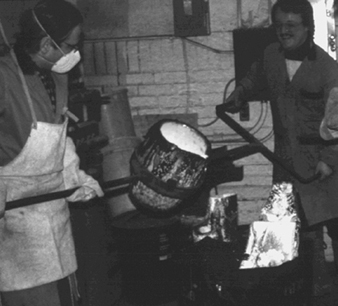
Il crogiolo contenente il metallo fuso viene quindi rimosso dal forno, le scorie sulla superficie vengono rimosse e il metallo fuso viene versato negli stampi (figura 1). Per pesi inferiori a 80 libbre di metallo, il sollevamento manuale è normale; per pesi maggiori è necessario un mezzo di sollevamento. La ventilazione è necessaria per le operazioni di scorificazione e colata per rimuovere i fumi metallici. Gli stampi in sabbia di resina possono anche produrre prodotti di decomposizione pericolosi dal calore. Sono essenziali schermi facciali che proteggano dalle radiazioni infrarosse e dal calore e indumenti protettivi personali resistenti al calore e agli schizzi di metallo fuso. I pavimenti in cemento devono essere protetti dagli schizzi di metallo fuso mediante uno strato di sabbia.
Figura 1. Colata di metallo fuso in una fonderia artistica.
Ted Rickard
La rottura dello stampo può provocare l'esposizione alla silice. È necessaria una ventilazione di scarico locale o una protezione respiratoria. Una variazione del processo a cera persa chiamato processo di vaporizzazione della schiuma prevede l'utilizzo di polistirene o poliuretano espanso invece della cera e la vaporizzazione della schiuma durante la colata del metallo fuso. Questo può rilasciare prodotti di decomposizione pericolosi, compreso l'acido cianidrico dalla schiuma di poliuretano. Gli artisti usano spesso rottami metallici da una varietà di fonti. Questa pratica può essere pericolosa a causa della possibile presenza di vernici contenenti piombo e mercurio, e per la possibile presenza di metalli come cadmio, cromo, nichel e così via nei metalli.
Fabbricazione
Il metallo può essere tagliato, forato e limato utilizzando seghe, trapani, cesoie e lime metalliche. La limatura di metallo può irritare la pelle e gli occhi. Gli utensili elettrici possono causare scosse elettriche. L'uso improprio di questi strumenti può causare incidenti. Gli occhiali sono necessari per proteggere gli occhi da trucioli e limatura volanti. Tutte le apparecchiature elettriche devono essere adeguatamente messe a terra. Tutti gli strumenti devono essere maneggiati e conservati con cura. Il metallo da fabbricare deve essere fissato saldamente per evitare incidenti.
Forgiatura
La forgiatura a freddo utilizza martelli, mazze, incudini e strumenti simili per modificare la forma del metallo. La forgiatura a caldo comporta un ulteriore riscaldamento del metallo. La forgiatura può creare grandi quantità di rumore, che possono causare la perdita dell'udito. Piccole schegge di metallo possono danneggiare la pelle o gli occhi se non vengono prese precauzioni. Le ustioni sono anche un pericolo con la forgiatura a caldo. Le precauzioni includono buoni strumenti, protezione per gli occhi, pulizia ordinaria, abbigliamento da lavoro adeguato, isolamento dell'area di forgiatura e indossare tappi per le orecchie o cuffie.
La forgiatura a caldo comporta la combustione di gas, coke o altri combustibili. Una cappa a baldacchino per la ventilazione è necessaria per scaricare il monossido di carbonio e le possibili emissioni di idrocarburi policiclici aromatici e per ridurre l'accumulo di calore. Gli occhiali a infrarossi devono essere indossati per proteggersi dalle radiazioni infrarosse.
Trattamento della superficie
Il trattamento meccanico (cesellatura, repousse) viene eseguito con martelli, incisione con strumenti affilati, incisione con acidi, fotoincisione con acidi e fotochimici, elettrodeposizione (placcatura di una pellicola metallica su un altro metallo) ed elettroformatura (placcatura di una pellicola metallica su un oggetto non metallico ) con acidi e soluzioni di cianuro e colorazione dei metalli con molti prodotti chimici.
La galvanica e l'elettroformatura utilizzano spesso sali di cianuro, la cui ingestione può essere fatale. La miscelazione accidentale di acidi e la soluzione di cianuro produrrà acido cianidrico gassoso. Questo è pericoloso sia per assorbimento cutaneo che per inalazione: la morte può avvenire in pochi minuti. Lo smaltimento e la gestione dei rifiuti delle soluzioni di cianuro esaurito è strettamente regolamentato in molti paesi. La galvanica con soluzioni di cianuro dovrebbe essere eseguita in un impianto commerciale; altrimenti utilizzare sostituti che non contengano sali di cianuro o altri materiali contenenti cianuro.
Gli acidi sono corrosivi ed è necessaria la protezione della pelle e degli occhi. Si consiglia una ventilazione di scarico locale con canalizzazione resistente agli acidi.
L'anodizzazione di metalli come il titanio e il tantalio comporta l'ossidazione di questi all'anodo di un bagno elettrolitico per colorarli. L'acido fluoridrico può essere utilizzato per la pulizia preliminare. Evitare l'uso di acido fluoridrico o utilizzare guanti, occhiali e un grembiule protettivo.
Le patine utilizzate per colorare i metalli possono essere applicate a freddo oa caldo. I composti di piombo e arsenico sono molto tossici in qualsiasi forma e altri possono emettere gas tossici se riscaldati. Le soluzioni di ferricianuro di potassio emettono gas di acido cianidrico quando vengono riscaldate, le soluzioni di acido arsenico emettono gas di arsina e le soluzioni di solfuro emettono gas di idrogeno solforato. Per la colorazione del metallo è necessaria un'ottima ventilazione (figura 2). Dovrebbero essere evitati i composti di arsenico e il riscaldamento delle soluzioni di ferrocianuro di potassio.
Figura 2. Applicazione di una patina al metallo con cappa aspirante a fessura.

Ken Jones
Processi di finitura
Pulitura, levigatura, limatura, sabbiatura e lucidatura sono alcuni trattamenti finali per il metallo. La pulizia prevede l'uso di acidi (decapaggio). Ciò comporta i rischi della manipolazione degli acidi e dei gas prodotti durante il processo di decapaggio (come il biossido di azoto da acido nitrico). La molatura può provocare la produzione di polveri metalliche fini (che possono essere inalate) e particelle volanti pesanti (che rappresentano un pericolo per gli occhi).
La sabbiatura (sabbiatura abrasiva) è molto pericolosa, in particolare con la sabbia vera e propria. L'inalazione di polvere di silice fine dalla sabbiatura può causare silicosi in breve tempo. La sabbia dovrebbe essere sostituita con perle di vetro, ossido di alluminio o carburo di silicio. Le scorie di fonderia dovrebbero essere utilizzate solo se l'analisi chimica non mostra silice o metalli pericolosi come arsenico o nichel. È necessaria una buona ventilazione o protezione respiratoria.
La lucidatura con abrasivi come il rossetto (ossido di ferro) o il tripoli può essere pericolosa poiché il rossetto può essere contaminato da grandi quantità di silice libera e il tripoli contiene silice. È necessaria una buona ventilazione della mola lucidante.
Saldatura
I pericoli fisici nella saldatura includono il pericolo di incendio, scosse elettriche da apparecchiature di saldatura ad arco, ustioni causate da scintille di metallo fuso e lesioni causate da un'eccessiva esposizione a radiazioni infrarosse e ultraviolette. Le scintille di saldatura possono percorrere 40 piedi.
La radiazione infrarossa può causare ustioni e danni agli occhi. Le radiazioni ultraviolette possono causare scottature; l'esposizione ripetuta può portare al cancro della pelle. I saldatori ad arco elettrico in particolare sono soggetti all'occhio rosa (congiuntivite) e alcuni hanno danni alla cornea dovuti all'esposizione ai raggi UV. Sono necessari occhiali protettivi per la protezione della pelle e per saldatura con lenti protettive UV e IR.
Le torce ossiacetileniche producono monossido di carbonio, ossidi di azoto e acetilene incombusto, che è un lieve intossicante. L'acetilene commerciale contiene piccole quantità di altri gas tossici e impurità.
Le bombole di gas compresso possono essere sia esplosive che a rischio di incendio. Tutti i cilindri, le connessioni e i tubi devono essere mantenuti e ispezionati con cura. Tutte le bombole di gas devono essere conservate in un luogo asciutto, ben ventilato e protetto da persone non autorizzate. Le bombole di carburante devono essere conservate separatamente dalle bombole di ossigeno.
La saldatura ad arco produce energia sufficiente per convertire l'azoto e l'ossigeno dell'aria in ossidi di azoto e ozono, che sono irritanti per i polmoni. Quando la saldatura ad arco viene eseguita entro 20 piedi da solventi sgrassanti clorurati, il gas fosgene può essere prodotto dalla radiazione UV.
I fumi metallici sono generati dalla vaporizzazione di metalli, leghe metalliche e degli elettrodi utilizzati nella saldatura ad arco. I flussi di fluoruro producono fumi di fluoruro.
La ventilazione è necessaria per tutti i processi di saldatura. Mentre la ventilazione per diluizione può essere adeguata per la saldatura dell'acciaio dolce, la ventilazione di scarico locale è necessaria per la maggior parte delle operazioni di saldatura. Devono essere utilizzate cappe a flangia mobile o cappe a fessura laterale. La protezione respiratoria è necessaria se la ventilazione non è disponibile.
Molte polveri e fumi metallici possono causare irritazione e sensibilizzazione della pelle. Questi includono polvere di ottone (rame, zinco, piombo e stagno), cadmio, nichel, titanio e cromo.
Inoltre, ci sono problemi con i materiali di saldatura che possono essere rivestiti con varie sostanze (ad esempio piombo o vernice al mercurio).