
ギラド、イッサカル
住所: ハイファ 32000 のテクニオン イスラエル工科大学インダストリアル エンジニアリングおよびマネジメント学部
国: イスラエル
電話番号: 972 4 829 4434
FAX: 972 4 823 5194
Eメール: igilad@ie.technion.ac.il
過去の役職: イスラエル人間工学協会長
教育: 理学士、1972 年、テクニオン IIT。 修士課程、1976 年、テクニオン IIT。 博士号、1978 年、ニューヨーク大学
関心のある分野: 仕事の測定方法と生産性; 産業用人間工学; 職業バイオメカニクス; リハビリテーション工学
ダイヤモンド製造におけるシステム設計
著者は、E. メッサー氏と W. ローリグ教授の生体力学的および設計面への貢献、H. スタイン教授と R. ランガー博士の、研磨の生理学的側面の支援に感謝します。処理する。 この研究は、イスラエルの労働社会問題省の労働安全衛生研究予防委員会からの助成金によって支援されました。
ダイヤモンド研磨業界における手動作業台の設計と作業方法は、何百年も変わっていません。 ダイヤモンド研磨者の職業上の健康に関する研究では、手と腕の筋骨格障害、特に肘の尺骨神経障害の割合が高いことが確認されています。 これらは、この手作業の集中的な職業の実践において上半身に課せられる高い筋骨格要求によるものです. テクニオン イスラエル工科大学で実施された研究では、ダイヤモンド研磨業界の職人の安全問題に関連する人間工学的側面と職業病の調査が行われました。 操作的な動きに対する需要が高いこの業界でのタスクには、頻繁かつ迅速な手の運動を必要とする動きが含まれます。 イスラエルのダイヤモンド産業で 1989 年から 1992 年にかけて実施された疫学的調査では、ダイヤモンド研磨で経験した操作的な動きが、非常に頻繁に労働者の上肢や背中の上下に深刻な健康問題を引き起こすことが指摘されています。 このような職業上の危険が労働者に影響を与えると、最終的に業界の経済にも影響を与える連鎖反応が生じます。
何千年もの間、ダイヤモンドは魅力、美しさ、豊かさ、資本的価値の対象でした. 熟練した職人や芸術家は、硬質炭素結晶形成のこの独特な形の形と価値を高めることによって、時代を超えて美を創造しようと試みてきました. 天然石を使った芸術的創造の継続的な成果と偉大な国際産業の出現とは対照的に、いくつかの疑わしい労働条件を改善するためにほとんど何もされていません. 英国、南アフリカ、イスラエルのダイヤモンド博物館を調査した結果、伝統的な研磨作業場が何百年も変わっていないという歴史的結論を導き出すことができます。 典型的なダイヤモンド研磨ツール、作業台、および作業プロセスは、Vleeschdrager (1986) によって説明されており、すべての研磨設定に普遍的に共通していることがわかっています。
ダイヤモンド製造のセットアップで行われた人間工学的評価は、作業姿勢による背中の痛みや首や腕のストレスを引き起こす研磨ワークステーションの工学的設計の大きな欠如を示しています。 ダイヤモンド研磨の専門職に関与するモーション パターンのマイクロモーション研究と生体力学的分析は、非常に激しい手と腕の動きを示しており、これには高加速、素早い動き、短い周期での高度な反復性が含まれます。 ダイヤモンド研磨者の症状調査では、研磨者の 45% が 40 歳未満であり、若くて健康な集団であるにもかかわらず、64% が肩の痛み、36% が上腕の痛み、27% が痛みを訴えていることが示されました。下腕に。 研磨作業は、振動する研磨ディスクに加えられる大量の「手作業による」圧力の下で行われます。
ダイヤモンド研磨ワークステーションに関する最初の既知の説明は、1568 年にイタリアの金細工師、ベンヴェヌート チェッリーニによって次のように記されています。 チェッリーニの説明は、今日でも書かれている可能性があります。人間のオペレーターの役割は、この 400 年間変わっていません。 作業ルーチン、手動ツール、およびプロセスに含まれる決定の性質を調べると、ユーザーとマシンの関係もほとんど変わっていないことがわかります。 この状況は、自動化、ロボット工学、およびコンピューター システムの参入によって大きな変化が起こったほとんどの業界で独特です。 これらは、今日の世界における労働者の役割を完全に変えました。 しかし、研磨作業サイクルは、研磨技術が始まったヨーロッパだけでなく、ファンシージオメトリを専門とする米国、ベルギー、イスラエルの高度な施設であるかどうかにかかわらず、世界中のほとんどの産業で非常に似ていることがわかっています。より価値の高いダイヤモンド製品、またはインド、中国、タイの施設では、一般的に人気のある形状と中価格帯の製品を生産しています。
研磨プロセスは、研磨ディスクの表面に付着したダイヤモンド ダスト上で固定された原石ダイヤモンドを研磨することに基づいています。 その硬度のため、同様の炭素材料との摩擦による研磨のみが、ダイヤモンドの形状を幾何学的で輝かしい仕上げに操作するのに効果的です。 ワークステーション ハードウェアは、ワークステーション メカニズムとハンドヘルド ツールという 1950 つの基本的な要素グループで構成されています。 第1のグループは電気モーターを含み、おそらく単一の直接駆動によって、垂直円筒軸上で研磨ディスクを回転させる。 研磨ディスクを取り囲む頑丈で平らなテーブル。 ベンチシートと光源。 ハンドヘルド操作ツールは、すべての研磨段階で原石を収納するダイヤモンド ホルダー (またはタング) で構成され、通常は左手の手のひらに保持されます。 作品は右手の人差し指、人差し指、薬指で凸レンズを持ち、左目で拡大されます。 この操作方法は、ほとんどの場合利き手が考慮されていない厳密なトレーニング プロセスによって課せられます。 作業中、ポリッシャーはリクライニング姿勢をとり、ホルダーを研磨ディスクに押し付けます。 この姿勢では、手を安定させるために作業台で腕を支える必要があります。 その結果、尺骨神経は解剖学的な位置にあるため、外部の損傷を受けやすくなっています。 このような怪我は、ダイヤモンド研磨作業者の間で一般的であり、450,000 年代から職業病として受け入れられてきました。 今日、世界中の研磨業者の数は約 75 人であり、そのうちの約 80% は、過去 XNUMX 年間でダイヤモンド産業を劇的に拡大した極東、主にインドに位置しています。 研磨作業は手作業で行われ、ダイヤモンドの各ファセットは、石の形状の特定の部分に関して訓練を受け、熟練した研磨師によって作成されます。 ポリッシャーは、業界全体の労働力の約 XNUMX% を構成する、ダイヤモンド クラフト フォースの明らかな過半数です。 したがって、この業界の職業上のリスクのほとんどは、ダイヤモンド研磨ワークステーションの操作を改善することで対処できます。
研磨に関連する動作パターンの分析は、研磨ルーチンが XNUMX つのサブルーチンで構成されていることを示しています。基本的なダイヤモンド研磨操作を表す研磨サイクルと呼ばれるより単純なルーチンと、最終検査を含むファセット サイクルと呼ばれるより重要なルーチンです。ホルダー内の石の位置の変更。 全体的な手順には、次の XNUMX つの基本的な作業要素が含まれます。
- 研磨。 これが実際の研磨作業です。
- 検査。 数秒ごとに、オペレーターは拡大鏡を使用して、研磨されたファセットの進行状況を視覚的に検査します。
- ドップ調整員t。 ダイヤモンド ホルダーのヘッド (ドップ) に対して角度調整が行われます。
- ストーンチェンジ. ダイヤモンドを所定の角度で回転させてファセットを変更する行為。 ダイヤモンドのファセットを研磨するには、これら 25 つの要素を約 1993 回繰り返す必要があります。 このような繰り返しの回数は、オペレーターの年齢、石の硬度と特性、時間帯 (オペレーターの疲労による) などの側面に依存します。 平均して、各繰り返しには約 XNUMX 秒かかります。 研磨プロセスと使用された方法論で実行された微動研究は、Gilad (XNUMX) によって提供されています。
研磨と検査の XNUMX つの要素は、比較的静的な作業姿勢で実行されますが、いわゆる「研磨する手」(H から P) および「検査する手」(H から I) のアクションでは、肩の短くて速い動きが必要です。 、肘と手首。 両手の実際の動きのほとんどは、肘の屈曲と伸展、および肘の回内と回外によって行われます。 体の姿勢 (背中と首) と手首のずれを除くすべての動きは、通常の作業では比較的変化しません。 四角い断面の鋼棒で構成されたストーンホルダーは、血管や骨を圧迫するように保持され、薬指と小指への血流が減少する可能性があります。 右手は研磨サイクル中ずっと拡大鏡を持ち、XNUMX 本の人差し指に等尺性の圧力をかけます。 ほとんどの場合、右手と左手は平行な動きのパターンに従いますが、「研ぐ手」の動きでは左手が先導し、少し遅れて右手が動き始め、「検査する手」の動きでは順番にが反転します。 右手のタスクには、左手を支えながら拡大鏡を検査する左目に保持するか (肘の屈曲)、またはダイヤモンド ホルダー ヘッドに圧力をかけてよりよく研磨する (肘の伸展) ことが含まれます。 これらの速い動きは、非常に正確な研磨ディスク上への石の配置につながる急速な加速と減速をもたらします。これには、高度な手先の器用さが要求されます。 仕事の動きが自動的に実行されるほとんど埋め込まれた反射神経になるまで習熟するには長い年月がかかることに注意する必要があります。
ダイヤモンドの研磨は、一見単純な作業であり、ある意味ではそうですが、多くのスキルと経験が必要です。 原材料と加工された材料が正確な仕様に従って管理および製造される他のすべての業界とは対照的に、原石のダイヤモンドは均質ではなく、大小を問わず各ダイヤモンド結晶を個別にチェック、分類、処理する必要があります。 必要な手作業のスキルとは別に、研磨者はすべての研磨段階で操作上の決定を下す必要があります。 目視検査の結果、角度空間補正 (XNUMX 次元判断)、加えられる圧力の量と持続時間、砥石の角度位置、研磨ディスク上の接触点などの要因について決定を下す必要があります。 . 多くの重要なポイントを考慮する必要があり、すべて平均 XNUMX 秒です。 改善を設計するときは、この意思決定プロセスを理解することが重要です。
動作分析を使用して研磨ワークステーションのより良い人間工学的設計とエンジニアリング基準を設定できる段階に進む前に、この独自のユーザーマシン システムに含まれるさらに別の側面に注意する必要があります。 この自動化後の時代において、成功し拡大しているダイヤモンド産業の生産部分は、過去数十年間に行われた巨大な技術的進歩の影響をほとんど受けていません。 業界の他のほとんどすべての部門では、生産方法だけでなく製品自体も定義される技術の変化が継続的に行われていますが、ダイヤモンド業界は事実上静的なままです。 この安定性のもっともらしい理由は、製品も市場も何年にもわたって変化していないという事実かもしれません。 ダイヤモンドのデザインと形状は、実際にはほとんど変わっていません。 ビジネスの観点から、製品や方法を変更する理由はありませんでした。 さらに、研磨作業のほとんどは個々の労働者の下請けによって行われるため、市場の変動に応じて労働力を調整し、作業の流れとダイヤモンド原石の供給を調整することは業界にとって問題ではありませんでした。 生産方法が変わらない限り、製品も変わりません。 より高度な技術と自動化の使用がダイヤモンド業界で採用されると、製品は変化し、市場で入手できる形態はより多様になります。 しかし、ダイヤモンドには、他の製品とは一線を画す神秘的な品質があり、単なる大量生産品と見なされるようになると、価値が低下する可能性があります. しかし最近では、市場の圧力と、主に極東での新しい生産センターの到着が、古い確立されたヨーロッパのセンターに挑戦しています. これらにより、業界は新しい方法と生産システム、および人間のオペレーターの役割を検討することを余儀なくされています。
研磨ワークステーションの改善を検討する場合、人的要因、技術的要因、およびビジネス要因という XNUMX つの主な要因によって管理されるユーザーマシン システムの一部として、研磨ワークステーションを検討する必要があります。 人間工学の原則を考慮した新しい設計は、広い意味でのより良い生産セルへの足がかりを提供します。これは、長時間労働における快適さ、より良い品質の製品、より高い生産率を意味します。 XNUMX つの異なる設計アプローチが検討されています。 XNUMX つは、既存のワークステーションの再設計であり、作業者は同じタスクを実行する必要があります。 XNUMX つ目のアプローチは、最適なトータル ステーションとタスクの設計を目指して、偏りのない方法で研磨タスクを調べることです。 全体的な設計は、入力としての現在のワークステーションではなく、将来の研磨作業に基づいて、上記の XNUMX つのシステム要素のニーズを統合および最適化する設計ソリューションを生成する必要があります。
現在、人間のオペレーターは、研磨作業に関連するタスクのほとんどを実行しています。 これらの人間が実行するタスクは、「入力」と実務経験に依存しています。 これは複雑な心理生理学的プロセスであり、試行錯誤の入力に基づいて、部分的にのみ意識的であり、オペレーターは結果を適切に予測して複雑な操作を実行できます。 何千もの同一の動きの定期的な毎日の作業サイクル中に、「充填」は、非常に正確に実行される運動記憶の人間による自動操作に現れます。 これらの自動モーションのそれぞれについて、目や圧力センサーなどの人間のセンサーから受け取ったフィードバックに応じて、小さな修正が行われます。 将来のダイヤモンド研磨ワークステーションでは、これらのタスクは引き続き別の方法で実行されます。 素材自体に関して言えば、ダイヤモンド業界では、他のほとんどの業界とは対照的に、原材料の相対的価値は非常に高いです。 この事実は、研磨後に可能な限り最大の正味の石を得るために、原石の体積 (または石の重量) を最大限に活用することの重要性を説明しています。 この強調は、ダイヤモンド加工のすべての段階で最も重要です。 生産性と効率は、時間だけを参照するのではなく、達成されるサイズと精度によっても測定されます。
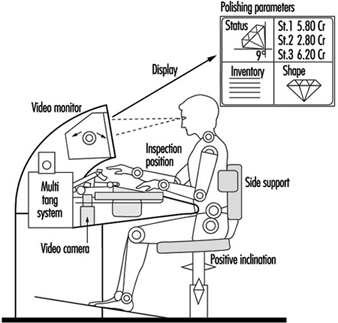
研磨行為で行われる「磨く」、「手で検査する」、「検査する」、「磨く手」という 1992 つの反復作業要素は、1 つの主要なタスク カテゴリに分類できます。センシング要素としてのタスクと、意思決定コンテンツ要素としての制御と管理。 Gilad と Messer (XNUMX) は、人間工学に基づいたワークステーションの設計上の考慮事項について説明しています。 図XNUMXは、高度な研磨セルの概要を示しています。 そのような設計の詳細は専門的に制限された「ノウハウ」として守られているため、一般的な構造のみが示されています。 研磨セルという用語が使用されているのは、このユーザーマシン システムには、ダイヤモンドを研磨するためのまったく異なるアプローチが含まれているためです。 人間工学に基づいた改良に加えて、このシステムは、同時に XNUMX ~ XNUMX 個の石を製造できる機械装置と光電子装置で構成されています。 視覚および制御タスクの一部は技術オペレーターに移され、生産セルの管理は、最適な操作行為をサポートするために形状、重量、およびオプションの操作移動に関する瞬間的な情報を提供するディスプレイ ユニットを介して仲介されます。 このような設計により、研磨ワークステーションは数歩進んで近代化され、エキスパート システムと視覚制御システムが組み込まれ、すべてのルーチン作業で人間の目に取って代わります。 オペレーターは、いつでも介入し、データを設定し、マシンのパフォーマンスについて人間の判断を下すことができます。 機械式マニピュレーターとエキスパート システムは、すべての研磨作業を実行できる閉ループ システムを形成します。 マテリアルハンドリング、品質管理、および最終承認は引き続きオペレーターに属します。 高度なシステムのこの段階では、レーザー研磨機などのより高度な技術の採用を検討するのが適切でしょう。 現在、レーザーはダイヤモンドのソーイングとカットに広く使用されています。 技術的に進歩したシステムを使用すると、ヒューマン タスクの記述が根本的に変わります。 熟練した研磨師の必要性は、おそらく監督の下で、より大きく、最高値のダイヤモンドのみを研磨するようになるまで減少します.
免責事項: ILO は、この Web ポータルに掲載されているコンテンツが英語以外の言語で提示されていることについて責任を負いません。英語は、オリジナル コンテンツの最初の制作およびピア レビューに使用される言語です。その後、特定の統計が更新されていません。百科事典の第 4 版 (1998 年) の作成。