この記事では、機械の可動部分との接触に起因する事故につながる状況とイベントの連鎖について説明します。 機械の操作やメンテナンスを行う人は、重大な事故に巻き込まれる危険性があります。 米国の統計によると、米国では毎年 18,000 件の切断と 800 人以上の死亡者がこのような原因によるものであることが示唆されています。 米国国立労働安全衛生研究所 (NIOSH) によると、1979 年の分類では、「挟み込み、挟み込み、挟み込み」の負傷が、最も重要な種類の労働災害の中で最高位にランクされています。イーサトンとマイヤーズ 1990)。 「可動機械部品との接触」は、10 年にスウェーデンの労働災害統計にこのカテゴリーが導入されて以来、労働災害の 1979% 強の主要な傷害イベントとして報告されています。
ほとんどの機械には、けがの原因となる可動部品があります。 このような可動部品は、切断、成形、中ぐり、または変形が行われる場所など、材料に対して作業が行われる作業点で見られる場合があります。 それらは、フライホイール、プーリー、コネクティングロッド、カプラー、カム、スピンドル、チェーン、クランク、ギアなど、作業を行う機械の部品にエネルギーを伝達する装置に見られます。 それらは、モバイル機器のホイール、ギアモーター、ポンプ、コンプレッサーなど、機械の他の可動部分に見られる場合があります。 危険な機械の動きは、他の種類の機械、特に工作物、材料、廃棄物、または工具などの負荷を処理および輸送する機器の補助部品にも見られます。
作業中に動く機械のすべての部品は、けがや損害を引き起こす事故につながる可能性があります。 機械の回転運動と直線運動の両方、およびそれらの動力源は危険な場合があります。
回転運動。 滑らかに回転するシャフトでも衣類をつかむことができ、たとえば人の腕を危険な位置に引き寄せることができます。 回転軸の危険性は、調整ねじ、ボルト、スリット、切り欠き、刃先などの突出部や凸凹のある表面や鋭利な表面がある場合に大きくなります。 回転する機械部品は、次の XNUMX つの方法で「ニップ ポイント」を発生させます。
- 歯車や歯車、キャリッジ ローラー、マングルなど、反対方向に回転し、平行な軸を持つ XNUMX つの回転部品の間にポイントがあります。
- 動力伝達ベルトとそのプーリー、チェーンとスプロケット、ラックとピニオンなど、回転部分と直線運動部分の接点があります。
- 回転する機械の動きは、停止している物体の近くで発生すると、切り傷や圧壊の危険を引き起こす可能性があります。この種の状態は、ウォーム コンベヤとそのハウジングの間、ホイールのスポークと機械ベッドの間、または砥石と工具治具の間。
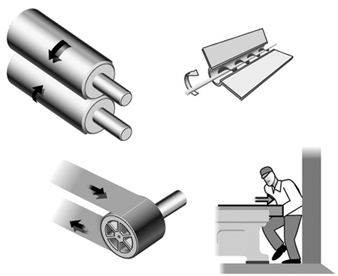
直線的な動き. 垂直方向、水平方向、および往復運動は、いくつかの方法で怪我を引き起こす可能性があります。人は、機械部品から押し出されたり打撃を受けたり、機械部品と他の物体の間に挟まれたり、鋭利なエッジで切られたり、支えられたりする可能性があります。可動部分と別の物体の間に挟まれることによる挟み込み損傷 (図 1)。
図 1. 人を傷つける機械的動作の例
電源。 多くの場合、かなりの量のエネルギーを必要とする可能性のある機械を動かすために、外部電源が使用されます。 これらには、電気、蒸気、油圧、空圧、および機械動力システムが含まれます。これらはすべて、解放または制御されていない場合、重傷または損傷を引き起こす可能性があります。 インド北部の 1987 つの村の農民の間で 1988 年間 (5.1 年から 8.6 年) に発生した事故に関する研究では、飼料切断機は、それ以外はすべて同じ設計ですが、モーターまたはトラクターで動力を供給されている場合、より危険であることが示されました。 軽傷を超える事故の相対頻度 (機械ごと) は、手動カッターの場合は 1992 件あたり XNUMX 件、電動カッターの場合は XNUMX 件あたり XNUMX 件でした (Mohan and Patel XNUMX)。
機械の動きに伴う怪我
機械の動きに伴う力は非常に大きいことが多いため、機械の動きによる負傷は深刻であると推測できます。 この推定は、いくつかの情報源によって確認されています。 英国の統計 (HSE 5) によると、「動いている機械または機械加工中の材料との接触」は、すべての労働災害の 10% にすぎませんが、致命的および重大な事故 (骨折、切断など) の 1989% を占めています。 スウェーデンの 80 つの自動車製造職場の研究は、同じ方向性を示しています。 機械の動きに起因する事故は、機械に関係しない事故と比較して、中央値で測定される病気休暇の日数が 40 倍になりました。 機械関連の事故は、負傷した身体の部位に関しても他の事故とは異なります。その結果、「機械」の事故で受けた負傷の 1995% が手と指であり、「その他」の事故の対応する割合はXNUMX% (Backström and Döös XNUMX)。
自動化された設備でのリスク状況は、(事故の種類、事象の順序、傷害の重症度の点で) 異なり、(技術的な面でも、専門的なスキルの必要性に関しても) より複雑であることが判明しています。従来の機械が使用される設備。 用語 自動の 本明細書では、人が直接介入することなく、機械の動きを開始したり、その方向や機能を変更したりできる機器を指すことを意味します。 このような機器は、その活動を指示および監視するために、センサー デバイス (位置センサーやマイクロスイッチなど) および/または何らかの形式のシーケンス制御 (コンピューター プログラムなど) を必要とします。 ここ数十年にわたって、 プログラマブルロジックコントローラー (PLC)は、生産システムの制御ユニットとしてますます採用されています。 小型コンピュータは現在、工業化された世界で生産設備を制御するために使用される最も一般的な手段ですが、電気機械ユニットなどの他の制御手段はますます一般的ではなくなりつつあります。 スウェーデンの製造業では、数値制御 (NC) 機械の使用が 11 年代に年間 12 ~ 1980% 増加しました (Hörte and Lindberg 1989)。 現代の工業生産では、「機械の可動部分」によって負傷することは、「コンピューター制御の機械の動き」によって負傷することと同等になりつつあります。
自動化された設備は、業界のますます多くの分野で見られ、機能の数が増えています。 店舗管理、マテリアルハンドリング、加工、組み立て、梱包のすべてが自動化されています。 連続生産は、プロセス生産に似てきました。 ワークピースの供給、加工、および排出が機械化されている場合、オペレータは、通常の中断のない生産過程でリスクゾーンにいる必要がなくなります。 自動化された製造に関する調査研究は、事故は主に生産に影響を与える障害の処理で発生することを示しています。 しかし、清掃、調整、リセット、制御、修理などの他のタスクを実行する際に、人が機械の動きを妨げることもあります。
生産が自動化され、プロセスが人間の直接制御下になくなると、予期しない機械の動きのリスクが高まります。 連結された機械のグループまたはラインで作業するほとんどのオペレーターは、このような予期しない機械の動きを経験しています。 多くの 自動化事故 まさにそのような動きの結果として発生します。 自動化事故とは、自動化された機器が負傷の原因となるエネルギーを制御した (または制御すべきだった) 事故です。 これは、人を傷つける力が機械自体から発生することを意味します (例えば、機械の動きのエネルギー)。 スウェーデンでの 177 件の自動化事故に関する研究では、84% のケースで、機械の一部の「予期せぬ始動」によって負傷が引き起こされたことがわかりました (Backström and Harms-Ringdahl 1984)。 コンピューター制御の機械の動きによって引き起こされる怪我の典型的な例を図 2 に示します。
図 2. コンピュータ制御の機械の動きによって引き起こされた傷害の典型的な例

上記で言及した研究の 1995 つ (Backström and Döös XNUMX) は、自動制御された機械の動きが、他の種類の機械の動きによる怪我よりも長い病気休暇と因果関係があることを示しており、中央値は職場の XNUMX つで XNUMX 倍高かった. 自動化事故の負傷パターンは、他の機械事故 (主に手と指) の負傷パターンと類似していましたが、前者の種類の負傷 (切断、圧挫、骨折) がより深刻である傾向がありました。
コンピュータ制御は、手動と同様、信頼性の面で弱点があります。 コンピュータ プログラムがエラーなく動作するという保証はありません。 信号レベルが低い電子機器は、適切に保護されていないと干渉に敏感になる可能性があり、結果として生じる障害の結果を常に予測できるとは限りません。 さらに、プログラミングの変更は、多くの場合、文書化されずに残されます。 この弱点を補うために使用される XNUMX つの方法は、たとえば、機能コンポーネントの XNUMX つの独立したチェーンがある「二重」システムを運用し、両方のチェーンが同じ値を表示するように監視する方法です。 システムが異なる値を表示する場合、これはそれらのいずれかに障害があることを示しています。 しかし、コンポーネントの両方のチェーンが同じ障害を被り、同じ外乱によって両方が故障し、それによって偽陽性の読み取り値が得られる可能性があります (両方のシステムが一致するように)。 しかし、XNUMX 台のコンピュータが設備のすべての機能を制御するのが一般的であるという事実にもかかわらず (以下を参照)、調査されたケースのうち、事故をコンピュータの故障にまで追跡することができたのはごくわずかです (以下を参照)。安全装置の作動の結果としての機械)。 別の方法として、安全機能のための電気機械コンポーネントを備えた実証済みのシステムを提供することを検討することもできます。
技術的な問題
一般に、一つの事故には、技術的要因、個人的要因、環境的要因、組織的要因など、多くの原因があると言えます。 事故を予防するためには、事故は孤立した出来事としてではなく、 シーケンス イベントまたはプロセスの (Backström 1996)。 自動化事故の場合、技術的な問題はしばしばそのような一連の過程の一部であり、プロセスの初期段階のいずれか、または事故の負傷イベントの近くで発生することが示されています。 自動化事故に関連する技術的問題を調べた研究では、これらが事故の 75 ~ 85% の背後にあることが示唆されています。 同時に、特定のケースでは、通常、組織的な性質など、他の原因があります。 けがを引き起こすエネルギーの直接的な原因が技術的な故障に起因する可能性があることがわかっているのは、3 分の XNUMX のケースだけです。 他の研究でも同様の数値が報告されています。 通常、技術的な問題が原因で装置にトラブルが発生したため、オペレータは作業を切り替える必要がありました (たとえば、曲がった位置にあった部品を再配置するなど)。 その後、技術的な障害が原因で、タスクの実行中に事故が発生しました。 自動化事故の XNUMX 分の XNUMX は、部品が動かなくなったり、曲がったり、その他の不具合が生じたりするなど、マテリアル フローの障害が先行していました (図 XNUMX を参照)。
図 3. 自動化事故に関連する技術的問題の種類 (事故数 = 127)
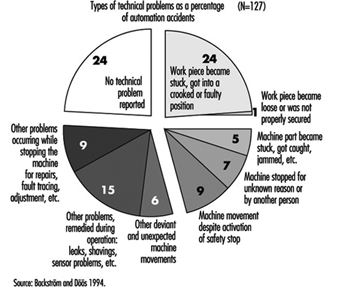
自動化に関連する 127 件の事故の調査では、これらの事故のうち 28 件 (図 4 を参照) をさらに調査して、原因要因として関係する技術的問題の種類を特定しました (Backström and Döös、印刷中)。 事故調査で特定された問題は、ほとんどの場合、詰まった、欠陥のある、または摩耗したコンポーネントによって引き起こされました。 17 つのケースでは、問題はコンピューター プログラムのエラーによって引き起こされ、28 つのケースでは電磁干渉によって引き起こされました。 ケースの半分以上 (5 件中 28 件) では、障害がしばらくの間存在していましたが、修正されていませんでした。 技術的な故障または逸脱が言及された XNUMX 件のうち XNUMX 件のみが欠陥を持っていました。 以前に姿を現した。 一部の障害は、後で再発するためだけに修復されました。 ある欠陥は設置時から存在していましたが、他の欠陥は摩耗や環境の影響によるものでした。
ほとんどの研究によると、生産への障害を修正する過程で発生する自動化事故の割合は、全ケースの XNUMX 分の XNUMX から XNUMX 分の XNUMX になります。 言い換えれば、生産妨害への対処は危険な職業的作業であるという一般的な合意があります。 そのような事故が発生する範囲の変動には多くの説明があり、その中には生産の種類や職業上のタスクの分類方法に関連するものがあります。 擾乱に関するいくつかの研究では、通常の生産過程における問題と機械の停止のみが考慮されています。 他の国では、仕事の準備に関わる問題など、より幅広い問題が扱われています。
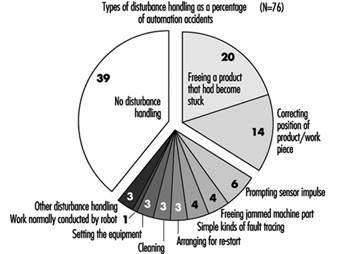
自動化事故を防止する上で非常に重要な対策は、生産障害の原因を取り除くための手順を準備して、それらが繰り返されないようにすることです。 事故時の生産妨害に関する専門的な研究 (Döös and Backström 1994) では、妨害が生じた最も一般的な作業は、動かなくなったり間違ったりしたワークピースの位置を解放したり修正したりすることであることがわかりました。置いた。 このタイプの問題は、次の 1 つのかなり類似した一連のイベントのうちの 2 つを開始しました。(4) 部品が解放され、正しい位置に移動し、機械が自動起動信号を受信し、開始された機械の動きによって人が負傷しました。(XNUMX) ) 機械の動きが予期せず、より速く、またはオペレータの予想よりも大きいために人が負傷する前に、部品を解放または再配置する時間がありませんでした。 その他の障害処理には、センサー インパルスの促進、詰まった機械部品の解放、単純な種類の障害追跡の実行、および再起動の準備が含まれていました (図 XNUMX を参照)。
図4 事故時の擾乱処理の種類(事故件数=76件)
労働安全
自動化事故で負傷する傾向のある人員のカテゴリは、作業の編成方法、つまり、どの職業グループが危険なタスクを実行するかによって異なります。 実際には、これは、日常的に問題や混乱に対処するために職場のどの人が割り当てられるかの問題です。 現代のスウェーデンの産業では、通常、機械を操作する人に積極的な介入が求められます。 これが、前述のスウェーデンでの車両製造職場調査 (Backström と Döös、出版が承認された) で、自動化された機械によって負傷した人々の 82% が生産労働者またはオペレーターであることがわかった理由です。 また、オペレーターは保守作業員 (15 人あたり 1,000 件) よりも相対的な事故頻度が高かった (年間 6 人あたり 1,000 件の自動化事故)。 保守作業員がより影響を受けていることを示す調査結果は、一部の企業ではオペレーターが機械加工エリアに立ち入ることを許可されていないという事実によって少なくとも部分的に説明されます。 異なるタイプのタスク配分を持つ組織では、他のカテゴリの人員 (たとえば、セッター) が、発生した生産上の問題を解決するタスクを与えられる場合があります。
これに関連して個人の安全レベルを上げるために講じられる最も一般的な是正措置は、機械ガードなどの何らかの安全装置を使用して危険な機械の動きから人を保護することです。 ここでの主な原則は、「受動的」安全、つまり作業者側の行動を必要としない保護の提供です。 しかし、保護装置の有効性を判断するには、問題の機械での実際の作業要件を十分に理解する必要があります。このような知識は、通常、機械のオペレータのみが所有しています。
一見優れたマシン保護機能が機能しなくなる要因は数多くあります。 作業を行うために、オペレータは安全装置を解除または回避する必要がある場合があります。 ある調査 (Döös and Backström 1993) では、対象となる自動化事故の 12 件のうち 75 件で、そのような離脱または迂回が行われたことがわかりました。 多くの場合、オペレーターが野心的であり、生産上の問題や、指示に従って障害を修正することに伴う生産プロセスの遅延を受け入れる気がないことが原因です。 この問題を回避する XNUMX つの方法は、保護装置を目立たなくすることです。これにより、生産のペース、製品の品質、または作業のパフォーマンスに影響を与えません。 しかし、これが常に可能であるとは限りません。 また、生産への妨害が繰り返される場合、些細な不便さでさえ、安全装置を使用しないように人々を駆り立てる可能性があります。 繰り返しになりますが、生産障害の原因を取り除き、これらが繰り返されないようにするためのルーチンを利用できるようにする必要があります。 安全装置が実際に仕様どおりに機能することを確認する手段がないことは、さらに重大なリスク要因です。 接続不良、システム内に残り、後で予期しない始動を引き起こす始動信号、空気圧の上昇、およびセンサーの緩みはすべて、保護装置の故障の原因となる可能性があります。
まとめ
これまで見てきたように、問題に対する技術的な解決策は、新たな問題を引き起こす可能性があります。 けがは機械の動きによって引き起こされますが、機械の動きは本質的に本質的に技術的ですが、これは、それらを根絶する可能性が純粋に技術的な要因にあることを自動的に意味するものではありません。 技術システムは引き続き誤動作し、人々はこれらの誤動作が引き起こす状況に対処できなくなります。 リスクは引き続き存在し、さまざまな手段によってのみ抑制できます。 純粋な技術開発を補完するものとして、法律と管理、個々の企業での組織的な対策 (トレーニング、安全巡回、リスク分析、騒乱や事故に近い状況の報告の形で)、および着実で継続的な改善への重点がすべて必要です。