行動修正:安全管理テクニック
安全管理には、主に 1 つのタスクがあります。 安全組織には、(2) 会社の安全パフォーマンスを現在のレベルに維持し、(1978) 安全パフォーマンスを改善するための対策とプログラムを実施する義務があります。 タスクは異なり、異なるアプローチが必要です。 この記事では、1978 番目のタスクの方法について説明します。この方法は、多数の企業で使用され、優れた結果をもたらしています。 この手法の背景には、ビジネスや産業で多くの用途を持つ安全性を向上させるための手法である行動変容があります。 行動修正の最初の科学的応用に関する 1978 つの独立した実験が、XNUMX 年にアメリカ人によって発表されました。これらの応用は、まったく異なる場所で行われました。 Komaki、Barwick、および Scott (XNUMX) は、パン屋で研究を行いました。 Sulzer-Azaroff (XNUMX) は、大学の研究室で研究を行いました。
行動の結果
行動修正は、行動の結果に焦点を当てます。 労働者が選択すべきいくつかの行動を持っている場合、彼らはよりポジティブな結果をもたらすことが期待される行動を選択します。 行動する前に、労働者は一連の態度、スキル、設備、施設の状態を持っています。 これらは、行動の選択に影響を与えます。 しかし、行動の選択を決定するのは、主に予見可能な結果として行動に続くものです。 理論家によると、結果は態度やスキルなどに影響を与えるため、行動の変化を誘発する上で主な役割を果たします (図 1)。
図 1. 行動修正: 安全管理手法
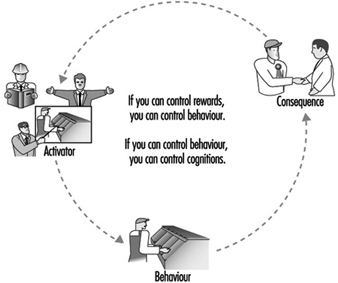
安全領域の問題は、多くの危険な行動が労働者に、安全な行動よりも肯定的な結果 (明らかに労働者に報酬を与えるという意味で) を選択させることです。 安全でない作業方法は、それがより速く、おそらくより簡単で、監督者からの感謝を誘発する場合、よりやりがいがあるかもしれません. 負の結果 (例えば、怪我) は、危険な行動の後に続くわけではありません。怪我が発生する前に、他の不利な条件が存在する必要があるからです。 したがって、肯定的な結果は、その数と頻度において圧倒的です。
一例として、参加者が生産工場でのさまざまな仕事のビデオを分析するワークショップが行われました。 これらの参加者である工場のエンジニアと機械オペレーターは、ガードが開いた状態で機械が操作されていることに気付きました。 「ガードを閉じたままにしておくことはできません」とオペレーターは主張しました。 「自動運転が止まったら、リミットスイッチを押して最後の部品を機械から出します」と彼は言いました。 「そうでなければ、未完成のパーツを取り出し、数メートル運んでコンベアに戻さなければなりません。 部品は重いです。 リミットスイッチを使用する方が簡単かつ迅速です。」
この小さな事件は、予想される結果が私たちの決定にどのように影響するかをよく示しています。 オペレータは、作業を迅速に行い、重くて扱いにくい部品を持ち上げないようにしたいと考えています。 これがより危険であっても、オペレーターはより安全な方法を拒否します。 同じメカニズムが組織のすべてのレベルに適用されます。 たとえば、工場の管理者は、操業の利益を最大化し、良好な経済的成果に対して報いを受けることを好みます。 トップマネジメントが安全に注意を払わない場合、工場長は、安全性を改善する投資よりも、生産を最大化する投資の方がより良い結果を期待できます。
肯定的および否定的な結果
政府は法律を通じて経済の意思決定者にルールを与え、罰則を適用して法律を施行します。 メカニズムは直接的です。意思決定者は誰でも、法律違反のマイナスの結果を予期できます。 法的アプローチとここで提唱されているアプローチの違いは、結果の種類にあります。 法執行機関は安全でない行動に対して否定的な結果を使用しますが、行動修正技術は安全な行動に対して肯定的な結果を使用します。 否定的な結果には、効果的であっても欠点があります。 安全の分野では、政府の罰則から監督者の叱責に至るまで、否定的な結果を利用することが一般的です。 人々は罰則を回避しようとします。 そうすることで、彼らは安全性と罰則をあまり望ましくないものとして簡単に関連付けます。
安全な行動を強化する肯定的な結果は、肯定的な感情を安全と関連付けるため、より望ましいものです。 オペレーターが安全な作業方法からより肯定的な結果を期待できる場合、オペレーターはこれを行動の役割として選択する可能性が高くなります。 プラント管理者が安全性に基づいて評価され、報われる場合、彼らは意思決定において安全面により高い価値を与える可能性が高くなります。
考えられるポジティブな結果は多岐にわたります。 それらは、社会的注目からさまざまな特権やトークンにまで及びます。 結果のいくつかは、行動に簡単に結びつく可能性があります。 他のいくつかは、圧倒されるかもしれない管理行動を要求します。 幸いなことに、報われるチャンスがあるだけで、パフォーマンスが変わる可能性があります。
安全でない行動を安全な行動に変える
Komaki、Barwick、および Scott (1978) と Sulzer-Azaroff (1978) のオリジナル作品で特に興味深いのは、結果としてのパフォーマンス情報の使用です。 管理が難しいかもしれない社会的影響や具体的な報酬を使用するのではなく、彼らは労働者グループの安全パフォーマンスを測定する方法を開発し、パフォーマンス指標を結果として使用しました。 指数は0から100の間で変化するXNUMXつの数字になるように構成されています。シンプルであるため、関係者に現在のパフォーマンスに関するメッセージを効果的に伝えることができます。 この手法の最初のアプリケーションは、従業員の行動を変えることだけを目的としていました。 エンジニアリングによる問題の排除や手順の変更の導入など、職場改善のその他の側面には対応していませんでした。 このプログラムは、労働者の積極的な関与なしに研究者によって実施されました。
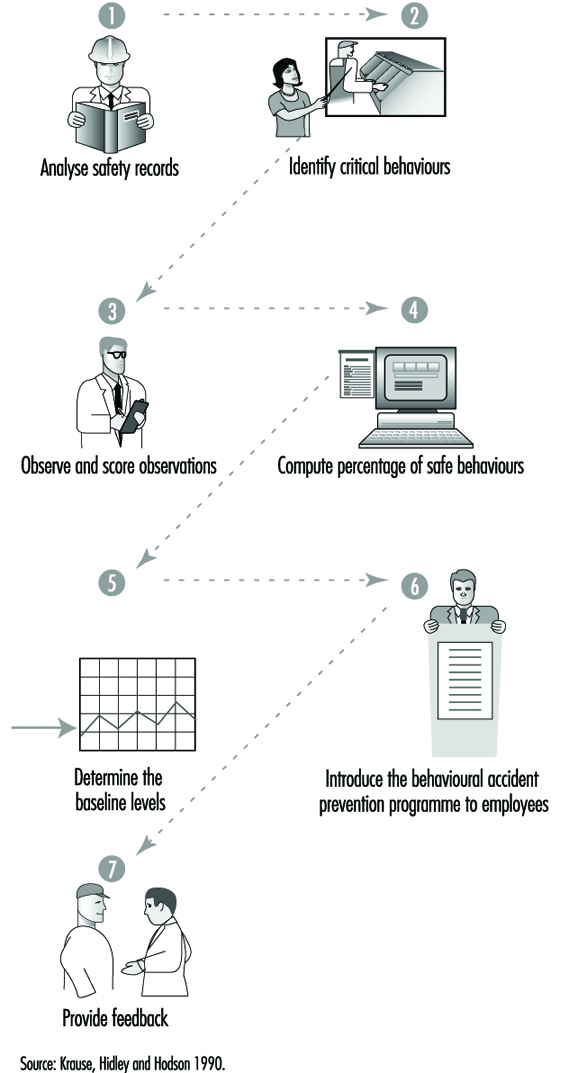
行動修正 (BM) 手法のユーザーは、安全でない行動が事故の原因となる重要な要因であり、その後の影響なしに単独で変化する可能性がある要因であると想定しています。 したがって、BM プログラムの自然な出発点は、危険な行動を特定するための事故の調査です (Sulzer-Azaroff and Fellner 1984)。 安全関連の動作変更の典型的なアプリケーションは、図 2 に示す手順で構成されます。技術の開発者によると、安全な行為は正確に指定する必要があります。 最初のステップは、部門、監督エリアなどのエリアで正しい行為を定義することです。 特定の領域で安全メガネを適切に着用することは、安全な行為の一例です。 通常、行動修正プログラムには少数の特定の安全な行為 (たとえば XNUMX 個) が定義されています。
図 2. 安全のための動作変更は、次の手順で構成されます
典型的な安全な動作の他のいくつかの例は次のとおりです。
- はしごでの作業では、それを縛る必要があります。
- キャットウォークで作業するときは、手すりに寄りかかってはいけません。
- ロックアウトは、電気のメンテナンス中に使用する必要があります。
- 保護具を着用する必要があります。
- フォークリフトは、ブームが適切な位置にある状態で傾斜路を上り下りする必要があります (Krause、Hidley、および Hodgson 1990; McSween 1995)。
通常は 5 人から 30 人の十分な数の人が特定の地域で働いている場合、危険な行動に基づいて観察チェックリストを作成することができます。 主な原則は、正しいか正しくないかの XNUMX つの値しか持たないチェックリスト項目を選択することです。 安全メガネの着用が指定された安全行為の XNUMX つである場合、すべての人を個別に観察し、安全メガネを着用しているかどうかを判断することが適切です。 このようにして、観察は安全な行動の蔓延に関する客観的で明確なデータを提供します。 その他の指定された安全な行動は、観察チェックリストに含めるための他の項目を提供します。 たとえば、リストが XNUMX の項目で構成されている場合、観察が完了した後、正しいとマークされた項目の割合の安全性能指数を計算するのは簡単です。 通常、パフォーマンス インデックスは時々刻々と変化します。
測定技術の準備が整ったら、ユーザーはベースラインを決定します。 観測ラウンドは、毎週 (または数週間) ランダムな時間に行われます。 十分な数の観測ラウンドが行われると、ベースライン パフォーマンスの変動の妥当な図が得られます。 これは、正のメカニズムが機能するために必要です。 ベースラインは、改善の肯定的な開始点を示し、以前のパフォーマンスを認めるために、約 50 ~ 60% にする必要があります。 この技術は、安全行動を変える効果があることが証明されています。 Sulzer-Azaroff、Harris、および McCann (1994) は、レビューの中で、行動に対する明確な影響を示す 44 の公開された研究を挙げています。 この手法は、Cooper et al. で述べられているように、いくつかの例外を除いて、ほぼ常に機能しているようです。 1994年。
行動理論の実践的応用
動作変更にはいくつかの欠点があるため、欠点のいくつかを修正することを目的とした別の手法を開発しました。 新しいプログラムは ツッタバ、これはフィンランド語の頭字語です 安全に生産的. 主な違いを表 1 に示します。
表 1. Tuttava と他のプログラム/テクニックの違い
|
側面 |
安全のための行動修正 |
参加型職場改善プロセス、Tuttava |
|
ベース |
事故、インシデント、リスク認識 |
作業分析、ワークフロー |
|
フォーカス |
人とその行動 |
の賃貸条件 |
|
製品の導入 専門家、コンサルタント |
合同の従業員管理チーム |
|
|
効果 |
一時的な |
持続可能な未来に向けて |
|
目標 |
行動の変化 |
根本的かつ文化的な変化 |
行動安全プログラムの根底にある安全理論は非常に単純です。 間に明確な線があることを前提としています。 安全な & 安全でない. 安全メガネを着用することは、安全な行動を意味します。 メガネの光学的品質が悪くても、視野が狭くなっても問題ありません。 より一般的には、 安全な & 安全でない 危険な単純化かもしれません。
工場の受付で、工場見学のため指輪を外してほしいと言われました。 彼女は私に指輪を外すように頼むことで安全な行動をとりました。 しかし、結婚指輪は私にとって非常に感情的な価値があります。 そのため、ツアー中に指輪を紛失することが心配でした。 これは私の知覚的および精神的エネルギーの一部を周囲の観察から遠ざけました。 私はあまり注意を払っていなかったので、通り過ぎるフォークリフトに轢かれる危険性がいつもより高かった.
「リングなし」ポリシーは、おそらく過去の事故に端を発しています。 安全メガネの着用と同様に、それ自体が安全を表しているかどうかは明らかではありません。 事故の調査と関係者は、危険な行為を特定するための最も自然な情報源です。 しかし、これは非常に誤解を招く可能性があります。 調査員は、ある行為が調査中の傷害にどのように寄与したかを本当に理解していない可能性があります。 したがって、「安全ではない」とラベル付けされた行為は、一般的に言えば安全ではない可能性があります。 このため、ここで開発されたアプリケーション (Saari and Näsänen 1989) は、作業分析の観点から行動目標を定義します。 道具や材料に焦点を当てているのは、労働者が毎日それらを扱っており、身近な物について話し始めるのは簡単だからです。
直接的な方法で人々を観察すると、簡単に非難につながります。 非難は、経営陣と労働者の間の組織的緊張と対立につながり、継続的な安全改善には有益ではありません。 したがって、行動を直接強制しようとするよりも、体調に焦点を当てる方が良い. 材料やツールの取り扱いに関連する動作にアプリケーションをターゲットにすると、関連する変更が非常に目立つようになります。 行動自体は XNUMX 秒しか続かないかもしれませんが、目に見える痕跡を残さなければなりません。 例えば、使用後のツールを所定の場所に戻すのは非常に短時間です。 ツール自体は引き続き表示および観察可能であり、動作自体を観察する必要はありません。
目に見える変化には 1 つの利点があります。(2) 改善が行われることが誰にとっても明らかであり、(XNUMX) 人々は自分のパフォーマンス レベルを環境から直接読み取れるようになります。 現在のパフォーマンスを知るために、観察ラウンドの結果は必要ありません。 このようにして、改善は正しい動作に関して肯定的な結果として機能し始め、人工的なパフォーマンス指標は不要になります。
研究者と外部コンサルタントは、前述のアプリケーションの主要なアクターです。 労働者は自分の仕事について考える必要はありません。 彼らが行動を変えればそれで十分です。 しかし、より深く、より永続的な結果を得るためには、彼らがプロセスに関与した方が良いでしょう. したがって、アプリケーションは作業者と管理者の両方を統合し、実装チームが両側の代表者で構成されるようにする必要があります。 また、継続的な測定を行わなくても永続的な結果が得られるアプリケーションがあると便利です。 残念ながら、通常の行動修正プログラムでは目に見える変化は起こらず、多くの重大な行動は XNUMX 秒または数分の XNUMX 秒しか持続しません。
この手法には、説明した形でいくつかの欠点があります。 理論的には、観察ラウンドが終了すると、ベースラインへの再発が発生するはずです。 プログラムを開発し、観察を実行するためのリソースは、得られる一時的な変化に比べて広すぎる可能性があります。
ツールと資料は、組織の機能の質への一種の窓を提供します。 たとえば、あまりにも多くのコンポーネントや部品がワークステーションを乱雑にしている場合、企業の購買プロセスまたはサプライヤーの手順に問題があることを示している可能性があります。 過剰な部品の物理的存在は、組織機能に関する議論を開始する具体的な方法です。 組織についての抽象的な議論に特に慣れていない労働者は、参加して、彼らの観察を分析に持ち込むことができます。 工具や材料は、事故のリスクにつながる潜在的な隠れた要因への道を提供することがよくあります。 これらの要因は通常、本質的に組織的および手続き的なものであるため、具体的かつ実質的な情報の問題なしに対処することは困難です。
組織の機能不全も安全上の問題を引き起こす可能性があります。 たとえば、最近の工場訪問では、労働者が数トンの重さのパレットに製品をまとめて手作業で持ち上げているのが観察されました。 これは、購買システムとサプライヤーのシステムがうまく機能せず、その結果、製品ラベルが適切なタイミングで入手できなかったために発生しました。 製品はパレットに何日も置いておかなければならず、通路を塞いでいました。 ラベルが到着すると、製品は再び手作業でラインに持ち上げられました。 これはすべて余分な作業であり、背中やその他の怪我のリスクにつながる作業でした.
改善プログラムを成功させるには、満たさなければならない XNUMX つの条件
成功するためには、問題とその背後にあるメカニズムについて、理論的かつ実践的に正しく理解する必要があります。 これは、改善の目標を設定するための基盤であり、(1) 人々は新しい目標を知る必要があり、(2) それに応じて行動するための技術的および組織的な手段を持たなければならず、(3) 動機付けされなければなりません (図3)。 このスキームは、すべての変更プログラムに適用されます。
図 3. 安全プログラムを成功させるための XNUMX つのステップ

安全キャンペーンは、目標に関する情報を効率的に広めるための優れた手段となる場合があります。 ただし、他の基準が満たされている場合にのみ、人々の行動に影響を与えます。 ヘルメットの着用を義務付けても、ヘルメットを持っていない人や、寒冷地などでヘルメットがひどく不快な場合には何の影響もありません。 安全キャンペーンもモチベーションを高めることを目的とする場合がありますが、受信者がメッセージを特定の行動に変換するスキルを持っていない限り、「安全第一」などの抽象的なメッセージを送るだけでは失敗します. 現場での負傷を 50% 減らすように言われている工場長も、事故のメカニズムを何も理解していなければ、同じような状況になります。
図 3 に示す XNUMX つの基準を満たす必要があります。 たとえば、溶接光が他の作業者の領域に到達するのを防ぐために、独立したスクリーンを使用することになっている実験が行われました。 適切な組織的合意がなされていないことが認識されなかったため、実験は失敗しました。 スクリーンを設置するのは、溶接工か、光にさらされている近くの他の作業者か? どちらも出来高ベースで作業し、時間を無駄にしたくないため、実験の前に補償に関する組織的な合意がなされている必要がありました。 安全プログラムを成功させるには、これら XNUMX つの領域すべてに同時に対処する必要があります。 そうしないと、進行が制限されます。
ツッタバプログラム
Tuttava プログラム (図 4) は 4 ~ 6 か月続き、一度に 5 ~ 30 人の作業領域をカバーします。 これは、管理者、監督者、および労働者の代表者からなるチームによって行われます。
図 4. Tuttava プログラムは XNUMX つの段階と XNUMX つのステップで構成されています

パフォーマンス目標
最初のステップは、約 2 個の明確に指定された目標で構成されるパフォーマンス目標またはベスト ワーク プラクティスのリストを準備することです (表 1)。 目標は、(2) 前向きで作業を容易にする、(3) 一般的に受け入れられる、(4) シンプルで簡潔に述べる、(5) 実行する重要な項目を強調するために動作動詞で最初に表現する、(XNUMX) 簡単にする必要があります。観察し、測定する。
表 2. 作業のベスト プラクティスの例
- 通路や通路は空けておいてください。
- 使用しないときは、ツールを適切な場所に保管してください。
- 化学薬品の適切な容器と廃棄方法を使用してください。
- 使用後はすべてのマニュアルを適切な場所に保管してください。
- 測定器の正しい校正を確認してください。
- トロリー、バギー、パレットは、使用後、適切な場所に戻してください。
- ビンから部品(ボルト、ナットなど)を適切な量だけ取り出し、未使用のアイテムを返却する
- 適切な場所に戻します。
- 気付かないうちに落下する可能性のある緩い物をポケットから取り除きます。
ターゲットを特定するためのキーワードは、 豊富なツール群 & 材料. 通常、目標とは、材料やツールの適切な配置、通路を開いたままにする、漏れやその他のプロセス障害をすぐに修正する、消火器、非常口、変電所、安全スイッチなどに自由にアクセスできるようにするなどの目標を指します。 印刷インキ工場でのパフォーマンス目標を表 3 に示します。
表 3. 印刷インキ工場でのパフォーマンス目標
- 通路を開いたままにしてください。
- 可能であれば、常にコンテナにカバーを付けてください。
- 使用後はボトルを閉めてください。
- 使用後は工具を洗浄して返却してください。
- 引火性物質を移動するときは容器を接地する。
- 指定された個人保護具を使用してください。
- 局所排気装置を使用してください。
- 作業エリアには、すぐに必要な材料と物質のみを保管してください。
- フレキソ印刷インキを製造する部門では、指定されたフォークリフトのみを使用してください。
- すべての容器にラベルを付けます。
これらの目標は、行動修正プログラムで定義された安全な行動に匹敵します。 違いは、トゥッタバの行動は目に見える痕跡を残すことです。 使用後にボトルを閉じるのは、XNUMX 分もかからない動作です。 ただし、使用されていないボトルを観察することで、これが行われたかどうかを確認することができます。 人を観察する必要はありません。これは、指差しや非難を避けるために重要な事実です。
目標は、チームが従業員に期待する行動の変化を定義します。 この意味で、行動修正における安全な行動と比較されます。 ただし、ほとんどの目標は、労働者の行動だけでなく、より広い意味を持つものを指します。 たとえば、すぐに必要な資材だけを作業エリアに保管することが目標になる場合があります。 これには、作業プロセスの分析とその理解が必要であり、技術的および組織的な取り決めの問題が明らかになる可能性があります。 時々、材料は毎日の使用に便利に保管されていません. 場合によっては、配送システムの動作が非常に遅くなったり、妨害に弱いため、従業員が作業エリアに大量の物資を備蓄しすぎたりすることがあります。
観察チェックリスト
パフォーマンス目標が十分に明確に定義されている場合、チームは、目標がどの程度達成されているかを測定するための観察チェックリストを設計します。 エリアから約100箇所の測定ポイントを選定。 例えば、印刷インキ工場の測定点数は126点。 各ポイントで、チームは 1 つまたは複数の特定の項目を観察します。 たとえば、廃棄物容器に関しては、項目は (2) 容器がいっぱいになっていないか、(3) 適切な種類の廃棄物が入れられているか、(0) 必要に応じてカバーがかかっているか、などです。 各項目は、正しいか正しくないかしかありません。 二分された観察は、測定システムを客観的で信頼できるものにします。 これにより、すべての測定ポイントをカバーする観測ラウンドの後にパフォーマンス インデックスを計算できます。 指数は、単に正しく評価されたアイテムのパーセンテージです。 指数は明らかに 100 から 50 の範囲であり、基準がどの程度満たされているかを直接示します。 観察チェックリストの最初のドラフトが利用可能になると、チームはテスト ラウンドを実施します。 結果が 60 ~ 20% 程度で、チームの各メンバーがほぼ同じ結果を得た場合、チームは Tuttava の次のフェーズに進むことができます。 最初の観察ラウンドの結果が低すぎる場合 (たとえば 50%)、チームはパフォーマンス目標のリストを修正します。 これは、プログラムがあらゆる面でポジティブでなければならないからです。 ベースラインが低すぎると、以前のパフォーマンスを適切に評価できなくなります。 むしろ、パフォーマンスの悪さのせいにするだけです。 適切なベースラインは約 XNUMX% です。
技術的、組織的、および手続き上の改善
プログラムの非常に重要なステップは、パフォーマンス目標の達成を確実にすることです。 例えば、廃棄物コンテナの数が不十分であるという理由だけで、廃棄物が床に横たわっている可能性があります。 供給体制が整っていないため、材料や部品が余る場合があります。 労働者に行動の変化を要求することが正しくなる前に、システムが改善されなければなりません。 達成可能性についてそれぞれの目標を調べることにより、チームは通常、技術的、組織的、および手順上の改善のための多くの機会を特定します。 このようにして、ワーカー メンバーは実際の経験を開発プロセスに取り入れます。
労働者は一日中職場で過ごすため、管理者よりも作業プロセスについてはるかに多くの知識を持っています。 パフォーマンス目標の達成を分析することで、従業員は自分の考えを経営陣に伝える機会を得ます。 改善が行われると、従業員はパフォーマンス目標を達成するための要求をより受け入れやすくなります。 通常、この手順により、管理が容易な是正措置につながります。 たとえば、製品は調整のためにラインから削除されました。 良い製品もあれば、悪い製品もありました。 生産労働者は、どの製品をラインに戻し、どの製品をリサイクルに出すかを知るために、良品と不良品の指定された領域をマークしたいと考えていました。 このステップでは、拒否された製品が保管されているエリアの新しい換気システムなど、主要な技術的変更も必要になる場合があります。 場合によっては、変更の数が非常に多くなります。 たとえば、わずか 300 人の従業員を雇用する石油ベースの化学薬品を製造する工場では、60 以上の技術的改善が行われました。 不満や各部門の過負荷を避けるために、改善の実施をうまく管理することが重要です。
ベースライン測定
ベースライン観測は、パフォーマンス目標の達成が十分に保証され、観測チェックリストが十分に信頼できるときに開始されます。 改善には時間がかかるため、目標の修正が必要になる場合があります。 チームは、一般的な基準を決定するために、数週間にわたって毎週観察ラウンドを実施します。 このフェーズは重要です。なぜなら、後でいつでもパフォーマンスを初期パフォーマンスと比較できるからです。 人々は、ほんの数か月前のことを簡単に忘れてしまいます。 継続的な改善を強化するには、進歩の感覚を持つことが重要です。
フィードバック
次のステップとして、チームは地域のすべての人を訓練します。 通常、XNUMX時間のセミナーで行われます。 ベースライン測定の結果が一般に公表されるのは今回が初めてです。 フィードバック フェーズは、セミナーの直後に始まります。 観察ラウンドは毎週続きます。 現在、ラウンドの結果は、インデックスを目に見える場所に配置されたチャートに掲載することにより、すぐに全員に知られます。 すべての批判的な発言、非難、またはその他の否定的なコメントは固く禁じられています。 チームは、目標で指定されたとおりに行動していない個人を特定しますが、チームはその情報を秘密にしておくように指示されています。 場合によっては、特にその地域で働く人数が少ない場合は、最初からすべての従業員がプロセスに組み込まれます。 これは、代表的な実装チームを持つよりも優れています。 ただし、どこでもできるわけではありません。
パフォーマンスへの影響
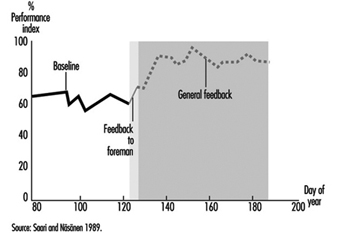
フィードバックが開始されてから数週間以内に変化が起こります (図 5)。 人々は職場を目に見えてより良い状態に保ち始めます。 パフォーマンス インデックスは通常 50% から 60% に跳ね上がり、さらに 80% または 90% に跳ね上がります。 これは絶対的には大したことではないかもしれませんが、 is ショップフロアに大きな変化をもたらします。
図 5. 造船所の部門からの結果
性能目標は安全性の問題だけでなく意図的に言及しているため、利点は安全性の向上から生産性、材料とフロア映像の節約、外観の向上などにまで及びます。 改善をすべての人にとって魅力的なものにするために、安全性を生産性や品質などの他の目標と統合する目標があります。 これは経営陣にとって安全性をより魅力的なものにするために必要であり、経営陣は重要度の低い安全性の改善に対してより積極的に資金を提供します。
持続可能な結果
プログラムが最初に開発されたとき、さまざまなコンポーネントをテストするために 12 の実験が行われました。 追跡観測は、造船所で 2 年間行われました。 新しいレベルのパフォーマンスは、2 年間のフォローアップ中も維持されていました。 持続可能な結果は、このプロセスを通常の行動修正から分離します。 材料、ツールなどの場所の目に見える変化、および技術的な改善により、すでに確保されている改善が衰退するのを防ぎます。 3 年が経過した時点で、造船所での事故への影響の評価が行われました。 結果は劇的でした。 事故は 70% から 80% 減少しました。 これは、行動の変化に基づいて予想できる以上のものでした。 業績目標とは全く関係のない事故も減少しました。
事故に対する主な影響は、プロセスが達成する直接的な変化に起因するものではありません。 むしろ、これは他のプロセスが従うための出発点です。 Tuttava は非常に前向きで、顕著な改善をもたらすため、経営陣と労働者の関係が改善され、チームは他の改善に向けて励まされます。
文化の変化
大規模な製鉄所は、Tuttava の多数のユーザーの 987 つであり、その主な目的は安全文化を変えることでした。 57 年に始まったとき、987 万時間の労働時間あたり 35 件の事故がありました。 これまでの安全管理は、トップからの指示に大きく依存していました。 残念ながら、社長は引退し、新しい経営陣は安全文化に対する同様の需要を生み出すことができなかったため、誰もが安全を忘れてしまいました. 中間管理職の間では、安全は社長の要求により余分なものとして否定的に考えられていました。 彼らは XNUMX 年に XNUMX の Tuttava チームを編成し、その後毎年新しいチームが追加されました。 現在、XNUMX 万時間の労働時間あたりの事故件数は XNUMX 件未満であり、この数年間、生産量は着実に増加しています。 このプロセスにより、中間管理職がそれぞれの部門で安全と生産に同時に役立つ改善を目にしたため、安全文化が改善されました。 彼らは、他の安全プログラムやイニシアチブをより受け入れるようになりました。
実用上の利点は大きかった。 たとえば、従業員 300 人の製鉄所のメンテナンス サービス部門は、労働災害による損失日数が 400 日減少したと報告しました。つまり、600 日から 200 日になりました。 欠勤率もXNUMXポイント下がりました。 上司は、「物質的にも精神的にも組織化された職場に来る方が良い」と述べました. 投資は、経済的利益のほんの一部に過ぎませんでした。
1,500 人を雇用する別の会社は、15,000 m の放出を報告した2 材料、設備などをより良い状態で保管するため、生産エリアの。 同社は家賃を 1.5 万米ドル減らしました。 あるカナダの企業は、Tuttava の導入によって物的損害が減少したため、年間約 1 万カナダドルを節約しています。
これらは、文化の変化によってのみ可能な結果です。 新しい文化で最も重要な要素は、ポジティブな経験を共有することです。 マネージャーは、「人々の時間を買うことができ、特定の場所での物理的な存在を買うことができ、XNUMX時間あたりの熟練した筋肉の動きの測定数を買うことさえできます. しかし、あなたは忠誠心を買うことはできず、心、精神、魂の献身を買うことはできません. あなたはそれらを獲得しなければなりません。 Tuttava の積極的なアプローチは、マネージャーが作業チームの忠誠心と献身を獲得するのに役立ちます。 これにより、このプログラムは従業員をその後の改善プロジェクトに参加させるのに役立ちます。