製造プロセス
図 1. タイヤの製造工程
配合・バンバリーミキシング
バンバリー ミキサーは、ゴム素材、カーボン ブラック、およびその他の化学成分を組み合わせて、均質なゴム材料を作成します。 時間、熱、および原材料は、材料の構成を設計するために利用される要素です。 原材料は通常、事前に計量されたパッケージでプラントに提供されるか、Banbury のオペレーターが大量から準備して計量します。 計量された材料がコンベヤ システムに置かれ、バンバリーが投入されて混合プロセスが開始されます。
何百もの成分が組み合わされて、タイヤの製造に使用されるゴムが形成されます。 成分には、促進剤、酸化防止剤、オゾン防止剤、増量剤、加硫剤、顔料、可塑剤、強化剤、樹脂として作用する化合物が含まれます。 ほとんどの成分は規制されておらず、広範な毒性学的評価を受けていない可能性があります。 一般的に言えば、バンバリー オペレーターの原材料への職業的曝露は、管理および技術的管理の改善によって減少しました。 しかし、曝露を構成する成分の性質と量のために懸念が残ります。
フライス加工
ゴムの成形はフライス加工から始まります。 バンバリー混合サイクルの完了時に、ゴムはドロップミルに置かれます。 フライス加工では、異なる速度で異なる方向に回転する XNUMX つのセット ロールにゴムを押し込むことにより、ゴムを平らで長いストリップに成形します。
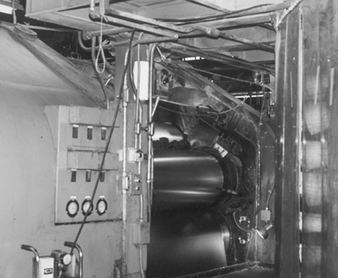
工場のオペレータは一般に、回転ロールの開放操作に関連する安全上の危険に関心を持っています。 古いミルには通常、オペレーターがミルに巻き込まれた場合に引っ張ることができるトリップワイヤーまたはバーがありました (図 2 を参照)。 最新のミルには、オペレーターがミルに巻き込まれた場合に自動的にトリガーされる膝の高さあたりにボディ バーがあります (図 3 を参照)。
図 2. トリップバーが高すぎて効果的でない古いミル。 ただし、オペレーターは大きな手袋を持っており、指より先に工場に引き込まれます。
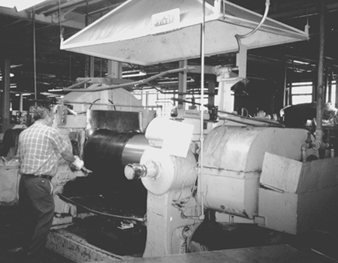
レイ・C・ウッドコック
図 3. 作業員がつまずいた場合にミルをシャットダウンするボディ バー ガードを備えたカレンダー ラインのミル。

ジェームズ・S・フレデリック
ほとんどの施設では、工場に閉じ込められた労働者のために広範な緊急救助手順が用意されています。 ミルのオペレーターは、熱と騒音、およびゴムの加熱によって形成されたコンポーネント、またはゴムから放出されたコンポーネントにさらされます) (図 4 のドロップ ミル上のキャノピー フードを参照)。
図 4. キャノピー フードとトリップ ワイヤーを備えたドロップ ミルとドライヤー
ジェームズ・S・フレデリック
押し出しとカレンダー加工
カレンダー操作はゴムを成形し続けます。 カレンダー機は 3 つまたは複数 (多くの場合 XNUMX つ) のロールで構成され、ゴムシートが押し出されます (図 XNUMX を参照)。
カレンダーマシンには次の機能があります。
- 一定の厚さと幅の均一なシートとして配合ゴムを準備する
- 生地にゴムの薄いコートを配置する (「コーティング」または「スキミング」)
- 摩擦によって布の隙間にゴムを押し込むこと(「摩擦」)。
カレンダーから出てきたゴムシートは、「シェル」と呼ばれるドラムに巻き付けられ、「ライナー」と呼ばれる布製のスペーサーがくっつかないようになっています。
押出機は、チューブ状のゴム部品を作成するため、「チューバー」と呼ばれることがよくあります。 押出機は、ゴムを適切な形状のダイに押し込むことによって機能します。 押出機は、スクリュー、バレルまたはシリンダー、ヘッド、およびダイで構成されます。 コアまたはスパイダーは、チューブの中空内部を形成するために使用されます。 押出機は、タイヤ トレッドの大きくて平らな部分を作ります。
押出機とカレンダーのオペレーターは、プロセスで使用されるタルクと溶剤にさらされる可能性があります。 また、押し出し作業の最後に、作業者はトレッドを多層カートに載せる非常に反復的な作業にさらされます。 この操作は、カートがページであるトレイを備えた本のように見えるため、ブッキング スレッドと呼ばれることがよくあります。 押出機の構成と、予約されるトレッドの重量と量は、この操作の人間工学的影響に寄与します。 これを軽減するために多くの変更が加えられ、一部の操作が自動化されました。
コンポーネントの組み立てと構築
タイヤの組み立ては高度に自動化されたプロセスです。 タイヤ組立機は、コンポーネントが組み立てられる回転ドラムと、組み立てるコンポーネントをタイヤ ビルダーに供給するための供給装置で構成されます (図 5 を参照)。 タイヤの構成要素には、ビード、プライ、サイドウォール、トレッドが含まれます。 コンポーネントが組み立てられた後、タイヤはしばしば「グリーンタイヤ」と呼ばれます。
図 5. XNUMX 段階のタイヤ マシンでタイヤを組み立てるオペレーター

プロセスのこの領域にいるタイヤ ビルダーやその他の作業者は、多数の反復動作操作にさらされます。 コンポーネントは、多くの場合重いロールで、組立装置の供給部分に配置されます。 これには、限られたスペースでの重いロールの持ち上げと取り扱いが必要になる場合があります。 また、組み立ての性質上、タイヤ製造者は、各組み立て品で一連の類似または同一の動作を実行する必要があります。 タイヤ ビルダーは、ヘキサンなどの溶剤を使用して、ゴムのトレッドとプライを接着させます。 溶剤への暴露は懸念事項です。
組み立てた後、生タイヤに溶剤または水ベースの材料を吹き付けて、硬化型に付着しないようにします。 これらの溶剤は、スプレー オペレーター、マテリアル ハンドラー、硬化プレス オペレーターを危険にさらす可能性があります。 最近は水性素材が多く使われています。
硬化と加硫
養生プレスのオペレーターは、グリーン タイヤを養生プレスまたはプレス装填装置に配置します。 北米で稼働中の硬化プレスには、さまざまな種類、年齢、および自動化の程度があります (図 6 を参照)。 プレスは、蒸気を利用してグリーン タイヤを加熱または硬化します。 ゴムの硬化または加硫により、粘着性があり柔軟な素材が、粘着性がなく、柔軟性が低く、長持ちする状態に変わります。
図 6. シーリングファンで換気された乗用車と軽トラックの Bag-o-matic McNeal 硬化プレス、米国オハイオ州アクロン
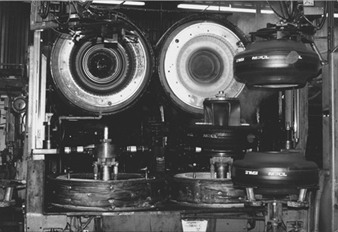
ジェームズ・S・フレデリック
硬化中またはプロセスの初期段階でゴムが加熱されると、発がん性のある N-ニトロソアミンが生成されます。 N-ニトロソアミンへの曝露はどのレベルでも管理する必要があります。 N-ニトロソアミンへの曝露を可能な限り制限するように努める必要があります。 さらに、ゴムの加熱、硬化、または加硫の際に、粉塵、ガス、蒸気、煙が作業環境を汚染します。
検査と仕上げ
硬化後、タイヤが保管または出荷される前に、仕上げ作業と検査が行われます。 仕上げ作業では、タイヤのバリや余分なゴムを取り除きます。 この余分なゴムは、硬化型の通気口からタイヤに残ります。 さらに、ゴムの余分な層をサイドウォールから削ったり、タイヤの文字を浮き上がらせたりする必要がある場合があります。
作業者が硬化したタイヤを取り扱う際にさらされる主な健康被害の 7 つは、繰り返しの動作です。 タイヤの仕上げまたは研磨作業では、通常、労働者は硬化したゴムの粉塵または粒子にさらされます (図 XNUMX を参照)。 これは仕上げエリアの労働者の呼吸器疾患の一因となります。 さらに、サイドウォールやタイヤの文字を保護するためによく使用される保護塗料からの溶剤暴露の可能性があります。
図7. 砥石の集塵機がゴム粉を捕集

レイ・C・ウッドコック
完成後、タイヤは倉庫に保管されるか、工場から出荷されます。
健康と安全に関する懸念
タイヤ製造施設における労働安全衛生への懸念は、これまでもこれからも最も重要です。 多くの場合、深刻な職場での負傷の影響は、職場での曝露に関連している可能性のある病気に関連する荒廃を覆い隠しています. 潜伏期間が長いため、一部の病気は、労働者が仕事を辞めるまで明らかになりません。 また、タイヤ工場の職業暴露に関連する可能性のある多くの病気は、職業関連であると診断されることはありません。 しかし、タイヤ製造施設のゴム労働者の間では、ガンなどの病気が蔓延し続けています。
タイヤ製造施設の労働者について、多くの科学的研究が行われてきました。 これらの研究のいくつかは、膀胱、胃、肺、造血およびその他の癌による過剰死亡率を特定しています。 これらの過剰死亡は、多くの場合、特定の化学物質に起因するものではありません。 これは、暴露期間中の多くの個々の化学物質への職場暴露および/または複数の化学物質への同時暴露によるものです。 また、タイヤ工場で使用される材料の配合も頻繁に変更されます。 ゴムコンパウンド成分のタイプと量のこれらの変化は、原因物質の追跡をさらに困難にします。
もう XNUMX つの懸念事項は、タイヤ工場の労働者の呼吸器系の問題または呼吸器への刺激 (すなわち、胸部圧迫感、息切れ、肺機能の低下およびその他の呼吸器症状) です。 肺気腫は、早期退職の一般的な理由であることが示されています。 これらの問題は、工場の養生、加工(原材料の予備混合、計量、混合、加熱)および最終仕上げ(検査)の分野でよく見られます。 処理および硬化において、化学物質への曝露は、比較的低い曝露レベルで多数の構成要素に対して行われることがよくあります。 労働者がさらされる個々の構成要素の多くは、政府機関によって規制されていません。 ほとんどの場合、毒性や発がん性について十分にテストされていません。 また、米国では、これらの地域のタイヤ工場の労働者は、呼吸保護具を使用する必要がないようです。 呼吸困難の明確な原因は特定されていません。
タイヤ工場の多くの労働者は接触性皮膚炎に苦しんでいますが、特定の物質に関連していないことがよくあります。 皮膚炎に関連する化学物質の一部は、北米ではタイヤの製造に使用されなくなりました。 しかし、代替化学物質の多くは十分に評価されていません。
反復性または累積性の外傷障害は、タイヤ製造における懸念事項として特定されています。 反復性外傷障害には、腱滑膜炎、手根管症候群、滑膜炎、騒音による難聴、および反復運動、振動、または圧力に起因するその他の状態が含まれます。 タイヤの製造プロセスには、本質的に、製造作業員の大部分に対して、材料および製品の操作が過剰かつ複数回発生します。 一部の国では、この問題に対処するために工場に多くの改善が導入され、現在も導入され続けています。 革新的な改善の多くは、労働者または労使合同委員会によって開始されました。 改善のいくつかは、材料と製品を操作するための工学的制御を提供します (図 8 を参照)。
図 8. バキューム リフトがバッグをバンバリー ミキサーの投入コンベアに運び、手作業による背中への負担をなくす

レイ・C・ウッドコック
労働力のリストラの影響もあり、多くのタイヤ工場では労働者の平均年齢が上昇し続けています。 また、ますます多くのタイヤ製造施設が継続的に稼働する傾向にあります。 継続的に稼働している多くの施設には、12 時間および/またはローテーション シフトの勤務シフト スケジュールが含まれています。 研究は、タイヤ製造における長時間労働シフト、年齢、および累積的な外傷性障害の間の可能な関係を研究し続けています。