- Вы здесь:
-
Главная

-
Содержание (2)
-
Часть XVII. Услуги и торговля
-
Транспортная промышленность и складское хозяйство
- Хранилище

Гилад, Иссахар
Адрес: Факультет промышленной инженерии и менеджмента, Технион-Израильский технологический институт, Хайфа 32000
Страна: Израиль
Телефон: 972 4 829 4434
Факс: 972 4 823 5194
E-mail: igilad@ie.technion.ac.il
Прошлые должности: Глава Израильского общества эргономики
Образование: Бакалавр наук, 1972 г., Технион ИИТ; Магистр наук, 1976 г., Технион ИИТ; Доктор философии, 1978 г., Нью-Йоркский университет.
Области, представляющие интерес: Методы измерения труда и производительности; промышленная эргономика; профессиональная биомеханика; реабилитационная инженерия
Системный дизайн в производстве бриллиантов
Автор признателен за помощь г-ну Э. Мессеру и профессору В. Лоригу за их вклад в биомеханические аспекты и аспекты дизайна, а также профессору Х. Штейну и доктору Р. Лангеру за их помощь в физиологических аспектах полировки. процесс. Исследование было поддержано грантом Комитета по исследованиям и профилактике в области безопасности и гигиены труда Министерства труда и социальных дел Израиля.
Конструкция рабочих столов с ручным управлением и методы работы в отрасли полировки алмазов не менялись на протяжении сотен лет. Исследования гигиены труда полировщиков алмазов выявили высокий уровень нарушений опорно-двигательного аппарата кистей и предплечий, в частности, локтевой невропатии в локтевом суставе. Это связано с высокими требованиями к опорно-двигательному аппарату верхней части тела при занятиях этой профессией с интенсивным ручным трудом. Исследование, проведенное в Израильском технологическом институте Технион, было направлено на изучение эргономических аспектов и профессиональных заболеваний, связанных с вопросами безопасности среди мастеров в отрасли полировки алмазов. Задачи в этой отрасли с ее высокими требованиями к манипулятивным движениям включают в себя движения, требующие частых и быстрых усилий рук. Эпидемиологический обзор, проведенный в 1989-1992 годах в израильской алмазной промышленности, показал, что манипулятивные движения, возникающие при полировке алмазов, очень часто вызывают серьезные проблемы со здоровьем у рабочего в верхних конечностях, а также в верхней и нижней части спины. Когда такие профессиональные вредности затрагивают рабочих, это вызывает цепную реакцию, которая в конечном итоге влияет и на экономику отрасли.
На протяжении тысячелетий бриллианты были объектами очарования, красоты, богатства и капитальной ценности. Искусные мастера и художники на протяжении веков пытались создать красоту, улучшая форму и ценность этой уникальной формы образования твердых углеродных кристаллов. В отличие от продолжающихся достижений художественного творчества с использованием природного камня и появления крупной международной индустрии, очень мало было сделано для улучшения некоторых сомнительных условий труда. Осмотр музеев бриллиантов в Англии, Южной Африке и Израиле позволяет сделать исторический вывод о том, что традиционное рабочее место полировщика не менялось на протяжении сотен лет. Типичные алмазные полировальные инструменты, рабочий стол и рабочие процессы описаны Влишдрагером (1986), и было обнаружено, что они являются универсальными для всех полировальных установок.
Эргономическая оценка, проведенная на установках для производства бриллиантов, указывает на большой недостаток технического проектирования полировальной рабочей станции, что вызывает боль в спине и напряжение шеи и рук из-за рабочей позы. Исследование микродвижений и биомеханический анализ моделей движений, связанных с полировкой алмазов, указывают на чрезвычайно интенсивные движения кистей и рук, которые включают в себя высокое ускорение, быстрое движение и высокую степень повторяемости в коротких циклах. Опрос полировщиков алмазов по симптомам показал, что 45% огранщиков были моложе 40 лет, и хотя они представляют молодое и здоровое население, 64% сообщили о боли в плечах, 36% о боли в плече и 27% о боли. в нижней части руки. Полировка выполняется под сильным давлением «руки на инструмент», которое прикладывается к вибрирующему полировальному диску.
Первое известное описание станка для полировки алмазов было дано в 1568 году итальянским ювелиром Бенвенуто Челлини, который писал: «Один алмаз трется о другой до тех пор, пока в результате взаимного истирания оба не примут форму, которую желает получить искусный полировщик». Описание Челлини можно было бы написать сегодня: роль человека-оператора не изменилась за эти 400 лет. Если изучить рабочие процедуры, ручные инструменты и характер решений, связанных с процессом, можно увидеть, что отношения между пользователем и машиной также практически не изменились. Эта ситуация уникальна среди большинства отраслей, где произошли огромные изменения с появлением автоматизации, робототехники и компьютерных систем; они полностью изменили роль рабочего в современном мире. Тем не менее, было обнаружено, что рабочий цикл полировки очень похож не только в Европе, где зародилось ремесло полировки, но и в большинстве отраслей промышленности по всему миру, будь то на передовых предприятиях в США, Бельгии или Израиле, которые специализируются на причудливой геометрии. и более дорогие бриллиантовые изделия — или предприятия в Индии, Китае и Таиланде, которые обычно производят популярные формы и изделия средней стоимости.
Процесс полировки основан на шлифовании закрепленного необработанного алмаза над алмазной пылью, закрепленной на поверхности полировального диска. Из-за его твердости только шлифовка трением о аналогичный углеродный материал эффективна для изменения формы алмаза до его геометрической и блестящей отделки. Аппаратное обеспечение рабочей станции состоит из двух основных групп элементов: механизмов рабочей станции и ручных инструментов. К первой группе относятся электродвигатель, который вращает полировальный диск на вертикальном цилиндрическом валу, возможно, от одного прямого привода; твердый плоский стол, который окружает полировальный диск; скамья и источник света. Ручные рабочие инструменты состоят из алмазного держателя (или хвостовика), который удерживает необработанный камень на всех этапах полировки и обычно удерживается в левой ладони. Работа увеличивается с помощью выпуклой линзы, которую держат между первым, вторым и третьим пальцами правой руки и смотрят левым глазом. Такой метод работы обусловлен жестким тренировочным процессом, в большинстве случаев не учитывающим ручность. Во время работы полировщик принимает полулежачее положение, прижимая держатель к шлифовальному диску. Эта поза требует поддержки рук на рабочем столе, чтобы стабилизировать руки. В результате локтевой нерв уязвим для внешних повреждений из-за своего анатомического положения. Такая травма распространена среди полировщиков алмазов и считается профессиональным заболеванием с 1950-х годов. Сегодня в мире насчитывается около 450,000 75 огранщиков, из которых около 80% расположены на Дальнем Востоке, в первую очередь в Индии, которая резко расширила свою алмазную промышленность за последние два десятилетия. Процесс полировки выполняется вручную, при этом каждая из граней алмаза производится полировщиками, которые обучены и имеют опыт работы с определенной частью геометрии камня. Огранщики составляют явное большинство работников алмазного ремесла, составляя около XNUMX% всей рабочей силы отрасли. Таким образом, большинство профессиональных рисков в этой отрасли можно устранить за счет улучшения работы рабочего места для полировки алмазов.
Анализ моделей движения, связанных с полировкой, показывает, что процедура полировки состоит из двух подпрограмм: более простой процедуры, называемой циклом полировки, которая представляет собой базовую операцию полировки алмаза, и более важной процедуры, называемой циклом обработки граней, которая включает окончательную проверку и изменение положения камня в держателе. Общая процедура включает четыре основных рабочих элемента:
- Полировка. Это просто фактическая операция полировки.
- Осмотр. Каждые несколько секунд оператор с помощью увеличительного стекла визуально осматривает процесс полировки грани.
- Доп регулировкат. Производится угловая регулировка головки алмазодержателя (доп).
- Изменение камня. Акт смены граней, который осуществляется путем поворота бриллианта на заданный угол. Для полировки грани бриллианта требуется около 25 повторений этих четырех элементов. Количество таких повторений зависит от таких аспектов, как возраст оператора, твердость и характеристики камня, время суток (из-за усталости оператора) и т.д. В среднем каждое повторение занимает около четырех секунд. Гилад (1993) провел исследование микродвижений процесса полировки и использованной методологии.
Два элемента — полировка и проверка — выполняются в относительно статичных рабочих позах, в то время как так называемые действия «рука для полировки» (от H до P) и «рука для проверки» (от H до I) требуют коротких и быстрых движений плеча. , локоть и запястье. Большинство реальных движений обеих рук выполняются за счет сгибания и разгибания локтя, а также пронации и супинации локтя. Положение тела (спина и шея) и все другие движения, кроме отклонения запястья, при нормальной работе практически не изменяются. Держатель камня, изготовленный из стального стержня квадратного сечения, удерживается так, что давит на кровеносные сосуды и кость, что может привести к уменьшению притока крови к безымянному пальцу и мизинцу. Правая рука держит увеличительное стекло на протяжении всего цикла полировки, оказывая изометрическое давление на три первых пальца. Большую часть времени правая и левая руки следуют параллельным схемам движения, в то время как в движении «рука для шлифовки» левая рука ведет, а правая рука начинает движение с небольшой задержкой, а в движении «рука для проверки» порядок перевернуто. Задания для правой руки включают либо удерживание увеличительного стекла перед левым глазом, поддерживая левую руку (сгибание локтя), либо давление на головку держателя алмаза для лучшего шлифования (разгибание локтя). Эти быстрые движения приводят к быстрому ускорению и замедлению, что приводит к очень точному размещению камня на шлифовальном диске, что требует высокого уровня ловкости рук. Следует отметить, что требуются долгие годы, чтобы стать мастером до такой степени, что рабочие движения становятся почти встроенными рефлексами, выполняемыми автоматически.
На первый взгляд, полировка алмазов — простая и понятная задача, и в некотором смысле так и есть, но она требует большого мастерства и опыта. В отличие от всех других отраслей, где сырье и обработанный материал контролируются и производятся в соответствии с точными спецификациями, алмаз в необработанном виде не является однородным, и каждый кристалл алмаза, большой или маленький, должен проверяться, классифицироваться и обрабатываться индивидуально. Помимо необходимых ручных навыков, полировщик должен принимать оперативные решения на каждом этапе полировки. В результате визуального осмотра должны быть приняты решения по таким факторам, как угловая пространственная коррекция - трехмерная оценка - величина и продолжительность прилагаемого давления, угловое положение камня, точка контакта на шлифовальном круге и другие. . Необходимо учитывать множество важных моментов, все в среднем за четыре секунды. важно понимать этот процесс принятия решений при разработке улучшений.
Прежде чем можно будет перейти к этапу, на котором анализ движения может быть использован для определения более эргономичного дизайна и инженерных критериев для полировальной рабочей станции, необходимо знать еще о дополнительных аспектах, связанных с этой уникальной системой «пользователь-машина». В этот поставтоматизированный век мы по-прежнему обнаруживаем, что производственная часть успешной и расширяющейся алмазной отрасли практически не затронута огромным технологическим прогрессом, достигнутым за последние несколько десятилетий. В то время как почти во всех других секторах промышленности происходили постоянные технологические изменения, которые определяли не только методы производства, но и сами продукты, алмазная промышленность оставалась практически неизменной. Вероятной причиной такой стабильности может быть тот факт, что ни продукт, ни рынок не изменились на протяжении веков. Дизайн и формы бриллиантов практически не изменились. С точки зрения бизнеса не было причин менять продукт или методы. Кроме того, поскольку большая часть работ по шлифовке выполняется по субподряду с отдельными работниками, у отрасли не было проблем с регулированием рабочей силы, корректировкой потока работ и поставок необработанных алмазов в соответствии с колебаниями рынка. Пока не изменятся методы производства, не изменится и продукт. Как только в алмазной отрасли будут использоваться более передовые технологии и автоматизация, продукт изменится, и на рынке будет доступно большее разнообразие форм. Но у бриллианта по-прежнему есть мистическое качество, которое отличает его от других продуктов, ценность, которая вполне может уменьшиться, когда его начинают рассматривать просто как еще один предмет массового производства. Однако в последнее время давление рынка и появление новых производственных центров, в основном на Дальнем Востоке, бросают вызов старым устоявшимся европейским центрам. Это вынуждает отрасль изучать новые методы и производственные системы, а также роль человека-оператора.
При рассмотрении вопроса об усовершенствовании полировальной рабочей станции следует рассматривать ее как часть системы «пользователь-машина», которая регулируется тремя основными факторами: человеческим фактором, технологическим фактором и бизнес-фактором. Новый дизайн, учитывающий принципы эргономики, станет трамплином для улучшения производственной ячейки в широком смысле этого слова, что означает комфорт в течение продолжительного рабочего дня, более высокое качество продукции и более высокую производительность. Были рассмотрены два различных подхода к проектированию. Один включает в себя перепроектирование существующей рабочей станции, при этом работнику поручается выполнять те же задачи. Второй подход заключается в том, чтобы беспристрастно взглянуть на задачу полировки, стремясь к оптимальному тахеометру и плану задачи. Полный дизайн должен основываться не на существующей рабочей станции в качестве входных данных, а на будущей задаче полировки, генерирующей проектные решения, которые объединяют и оптимизируют потребности трех вышеупомянутых системных факторов.
В настоящее время человек-оператор выполняет большую часть задач, связанных с полировкой. Эти задачи, выполняемые человеком, зависят от «заполнения» и опыта работы. Это сложный психофизиологический процесс, лишь частично осознанный, основанный на пробах и ошибках, который позволяет оператору выполнять сложные операции с хорошим предсказанием результата. При периодических ежедневных рабочих циклах из тысяч одинаковых движений «наполнение» проявляется в человеко-автоматической работе двигательной памяти, выполняемой с большой точностью. Для каждого из этих автоматических движений вносятся крошечные исправления в ответ на обратную связь, полученную от датчиков человека, таких как глаза и датчики давления. На любой будущей рабочей станции для полировки алмазов эти задачи будут выполняться другим способом. Что касается самого материала, то в алмазной промышленности, в отличие от большинства других отраслей, относительная стоимость сырья очень высока. Этот факт объясняет важность максимального использования объема необработанного алмаза (или веса камня) для получения максимально возможного чистого камня после полировки. Этот акцент имеет первостепенное значение на всех этапах обработки алмазов. Производительность и эффективность измеряются не только временем, но и размером и достигнутой точностью.
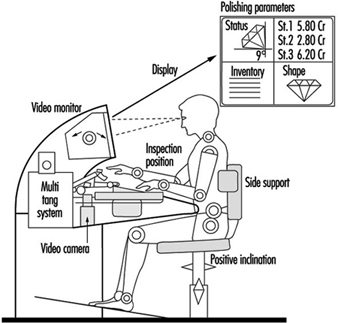
Четыре повторяющихся рабочих элемента — «полировка», «рука для проверки», «осмотр» и «рука для полировки» — выполняемые в акте полировки, могут быть классифицированы по трем основным категориям задач: моторные задачи для двигательных элементов, зрительные задачи как элементы восприятия, а контроль и управление как элементы содержания решений. Гилад и Мессер (1992) обсуждают особенности дизайна эргономичной рабочей станции. На рис. 1 представлена схема усовершенствованной полировальной ячейки. Указана только общая конструкция, поскольку детали такой конструкции охраняются как профессионально ограниченное «ноу-хау». Термин «полировальная ячейка» используется, поскольку эта система «пользователь-машина» включает в себя совершенно другой подход к полировке алмазов. Помимо эргономических улучшений, система состоит из механических и оптоэлектронных устройств, позволяющих производить от трех до пяти камней одновременно. Часть визуальных и контрольных задач была передана техническим операторам, а управление производственной ячейкой осуществляется через дисплей, который предоставляет мгновенную информацию о геометрии, весе и дополнительных рабочих движениях для поддержки оптимальных рабочих действий. Такая конструкция выводит полировальную рабочую станцию на несколько шагов вперед в плане модернизации, включая экспертную систему и систему визуального контроля, которые заменяют человеческий глаз во всей рутинной работе. Операторы по-прежнему смогут вмешиваться в любой момент, настраивать данные и оценивать производительность машины. Механический манипулятор и экспертная система образуют замкнутую систему, способную выполнять все задачи полировки. Обработка материалов, контроль качества и окончательное утверждение по-прежнему остаются за оператором. На этом этапе продвинутой системы было бы уместно рассмотреть возможность использования более высоких технологий, таких как лазерный полировщик. В настоящее время лазеры широко используются для распиловки и огранки алмазов. Использование технологически продвинутой системы радикально изменит описание человеческих задач. Потребность в квалифицированных огранщиках будет уменьшаться до тех пор, пока они не будут заниматься только шлифовкой более крупных и дорогих бриллиантов, вероятно, под надзором.
Рис. 1. Схематическое представление полировальной ячейки.
ОТКАЗ ОТ ОТВЕТСТВЕННОСТИ: МОТ не несет ответственности за контент, представленный на этом веб-портале, который представлен на каком-либо языке, кроме английского, который является языком, используемым для первоначального производства и рецензирования оригинального контента. Некоторые статистические данные не обновлялись с тех пор. выпуск 4-го издания Энциклопедии (1998 г.)».