改編自 NIOSH 1984。
油漆和塗料包括油漆、清漆、生漆、著色劑、印刷油墨等。 傳統塗料由顏料顆粒分散在載體中組成,載體由成膜劑或粘合劑(通常是油或樹脂)和稀釋劑(通常是揮發性溶劑)組成。 此外,還可以有各種各樣的填料和其他添加劑。 清漆是油和天然樹脂在有機溶劑中的溶液。 也可以使用合成樹脂。 漆是一種塗層,其中薄膜完全通過溶劑的蒸發而乾燥或硬化。
傳統塗料的固體含量低於 70%,其餘大部分為溶劑。 限制可排放到大氣中的溶劑量的空氣污染法規導致開發出各種有機溶劑含量低或不含有機溶劑的替代塗料。 其中包括:水性乳膠漆; 兩部分催化塗料(例如,環氧樹脂和聚氨酯系統); 高固含量塗料(超過 70% 的固含量),包括主要由顏料和增塑劑組成的塑料溶膠塗料; 輻射固化塗料; 和粉末塗料。
根據美國國家職業安全與健康研究所 (NIOSH 1984) 的數據,大約 60% 的塗料製造商僱用的工人少於 20 人,只有約 3% 的工人超過 250 人。 這些統計數據有望代表全球塗料製造商。 這表明小商店占主導地位,其中大多數不具備內部健康和安全專業知識。
製造過程
一般來說,油漆和其他塗料的製造是使用批處理過程的一系列單元操作。 很少或沒有化學反應; 操作大多是機械的。 製造包括原材料的組裝、混合、分散、稀釋和調整、容器的灌裝和倉儲。
塗料
用於製造油漆的原材料有液體、固體、粉末、糊狀物和漿狀物。 這些是手動稱重和預混合的。 團聚的顏料顆粒必須減小到原始顏料尺寸,並且顆粒必須用粘合劑潤濕以確保分散在液體基質中。 這種稱為研磨的分散過程是通過多種類型的設備完成的,包括高速軸-葉輪分散機、麵團攪拌機、球磨機、砂磨機、三輥磨機、攪拌機等。 初始運行可能需要長達 48 小時,然後將樹脂添加到糊狀物中,然後在較短的時間內重複研磨過程。 然後分散的材料通過重力轉移到排放罐中,可以在其中添加其他材料,例如著色化合物。 對於水性塗料,通常在這個階段添加粘合劑。 然後用樹脂或溶劑稀釋糊狀物,過濾,然後通過重力再次轉移到罐裝區域。 填充可以手動或機械完成。
在分散過程之後,可能需要在引入新批次之前清潔罐和研磨機。 這可能涉及手動和電動工具,以及鹼性清潔劑和溶劑。
漆
漆的生產通常在罐或混合器等封閉設備中進行,以盡量減少溶劑的蒸發,這會導致乾漆膜沉積在加工設備上。 否則,漆的生產與油漆生產的方式相同。
清漆
含油清漆的製造包括對油和樹脂進行蒸煮,使它們更相容,開發高分子量分子或聚合物,並增加在溶劑中的溶解度。 較舊的工廠可能會使用便攜式開放式水壺進行加熱。 將樹脂和油或樹脂單獨加入釜中,然後加熱至約 316ºC。 天然樹脂必須在添加油之前加熱。 將材料倒在水壺的頂部。 在烹飪過程中,水壺上覆蓋著耐火排氣罩。 烹飪後,將水壺移到房間,通常通過噴水快速冷卻,然後加入稀釋劑和乾燥劑。
現代工廠使用容量為 500 至 8,000 加侖的大型封閉反應器。 這些反應器類似於化學加工工業中使用的反應器。 它們配有攪拌器、觀察鏡、填充和排空反應器、冷凝器、溫度測量裝置、熱源等的管線。
在舊工廠和現代工廠中,稀釋的樹脂在包裝前都經過過濾作為最後一步。 這通常是在樹脂還熱的時候完成的,通常使用壓濾機。
粉末塗料
粉末塗料是無溶劑體系,基於樹脂和其他添加劑顆粒在加熱物體表面的熔化和融合。 粉末塗料可以是熱固性或熱塑性的,包括諸如環氧樹脂、聚乙烯、聚酯、聚氯乙烯和丙烯酸樹脂之類的樹脂。
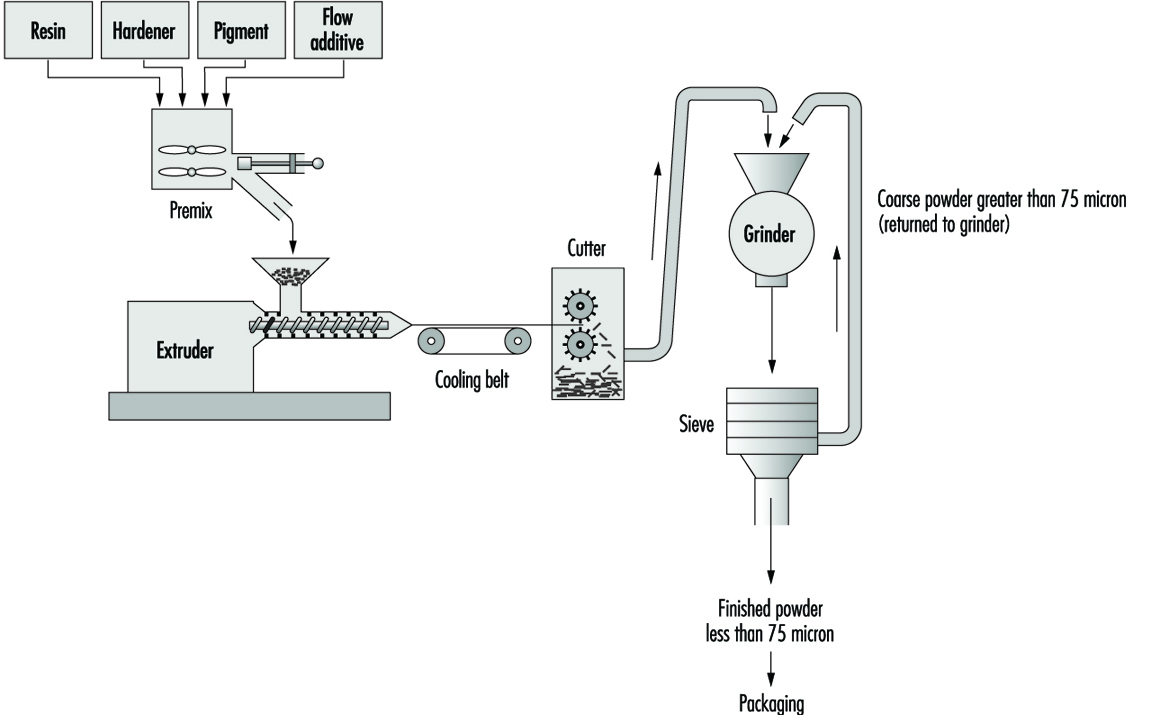
最常見的製造方法包括粉末成分的干混和擠出熔融混合(見圖 1)。 乾燥的樹脂或粘合劑、顏料、填料和添加劑被稱重並轉移到預混合器中。 該過程類似於橡膠製造中的干混操作。 混合後,將材料放入擠出機中加熱直至熔化。 熔融材料被擠出到冷卻傳送帶上,然後轉移到粗粒機。 粒狀材料通過細磨機,然後篩分以達到所需的粒度。 然後包裝粉末塗料。
圖 1. 擠出熔融混合法製造粉末塗料的流程圖
危害及其預防
一般來說,與油漆和塗料製造相關的主要危害涉及材料處理; 有毒、易燃或易爆物質; 和物理因素,如電擊、噪音、熱和冷。
人工搬運裝有原材料和成品的箱子、桶、容器等是因不當起吊、滑倒、跌落、掉落容器等造成傷害的主要來源。 預防措施包括工程/人體工程學控制,例如物料搬運輔助工具(滾筒、千斤頂和平台)和機械設備(輸送機、起重機和叉車)、防滑地板、個人防護裝備 (PPE),例如安全鞋和適當的培訓在手動起重和其他材料處理技術中。
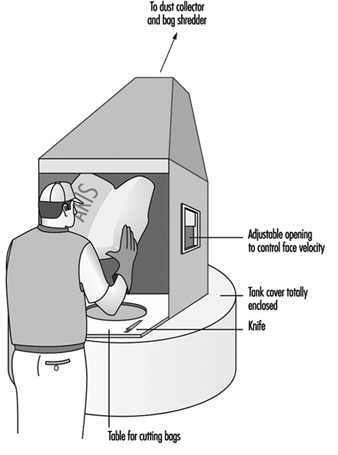
化學危害包括接觸有毒粉塵,例如鉻酸鉛顏料,這可能發生在稱重、混合器和研磨機料斗的填充、未封閉設備的操作、粉末塗料容器的填充、設備清潔和容器溢出過程中。 粉末塗料的製造會導致大量粉塵暴露。 預防措施包括用糊狀物或漿液代替粉末; 局部排氣通風 (LEV),用於打開粉末袋(見圖 2)和加工設備、設備外殼、洩漏清理程序和必要時的呼吸保護。
圖 2. 袋塵控制系統
油漆和塗料製造中使用了多種揮發性溶劑,包括脂肪烴和芳香烴、醇類、酮類等。 最易揮發的溶劑通常存在於漆和清漆中。 在溶劑型塗料製造過程中稀釋過程中可能會暴露於溶劑蒸汽中; 在清漆製造過程中給反應容器(尤其是舊的釜類型)裝料時; 在灌裝所有溶劑型塗料期間; 以及在使用溶劑手動清潔工藝設備期間。 清漆反應器和漆混合器等設備的外殼通常涉及較低的溶劑暴露,洩漏的情況除外。 預防措施包括工藝設備的外殼、稀釋和罐裝操作的 LEV 以及呼吸保護和清潔容器的密閉空間程序。
其他健康危害包括吸入和/或皮膚接觸用於製造聚氨酯油漆和塗料的異氰酸酯; 與用於製造輻射固化塗料的丙烯酸酯、其他單體和光引髮劑; 丙烯醛和清漆烹飪產生的其他氣體排放物; 以及粉末塗料中的固化劑和其他添加劑。 預防措施包括外殼、LEV、手套和其他個人防護服和設備、危險材料培訓和良好工作規範。
易燃溶劑、可燃粉末(尤其是用於漆器生產的硝化纖維)和油類,如果被火花或高溫點燃,都有著火或爆炸的危險。 點火源可能包括有故障的電氣設備、吸煙、摩擦、明火、靜電等。 浸油的抹布可能是自燃源。 預防措施包括在轉移易燃液體時將容器連接和接地,將包含可燃粉塵的球磨機等設備接地,通風以將蒸氣濃度保持在爆炸下限以下,在不使用時蓋住容器,移除火源,使用防火花易燃或可燃材料周圍的有色金屬工具和良好的內務管理規範。
噪音危害可能與使用球磨機、高速分散機、用於過濾的振動篩等有關。 預防措施包括隔振器和其他工程控制、更換噪音設備、良好的設備維護、隔離噪聲源以及存在過度噪聲的聽力保護計劃。
其他危險包括機器防護不足,這是機器周圍常見的傷害源。 如果沒有適當的設備維護和維修上鎖/掛牌程序,則電氣危險是一個特殊的問題。 灼熱的清漆烹飪容器和飛濺的材料以及用於包裝和標籤的熱熔膠可能會導致灼傷。