Manufacturing Process
Figure 1 shows an overview of the tyre manufacturing process.
Figure 1. The tyre manufacturing process

Compounding and Banbury mixing
A Banbury mixer combines rubber stock, carbon black and other chemical ingredients to create a homogeneous rubber material. Time, heat and raw materials are factors utilized to engineer material composition. The ingredients are generally provided to the plant in pre-weighed packages or are prepared and weighed by the Banbury operator from bulk quantities. Measured ingredients are placed onto a conveyor system, and the Banbury is charged to initiate the mixing process.
Hundreds of components are combined to form rubber utilized for tyre manufacturing. The components include compounds which act as accelerators, anti-oxidants, anti-ozonants, extenders, vulcanizers, pigments, plasticizers, reinforcing agents and resins. Most constituents are unregulated and may not have had extensive toxicological evaluations. Generally speaking, the Banbury operators’ occupational exposures to the raw materials have been reduced by improvements in administrative and engineering controls. However, concern remains due to the nature and quantity of components which make up the exposure.
Milling
Shaping of rubber begins in the milling process. At the completion of the Banbury mixing cycle, rubber is placed onto a drop mill. The milling process shapes the rubber into flat, long strips by forcing it through two set rolls rotating in different directions at different speeds.
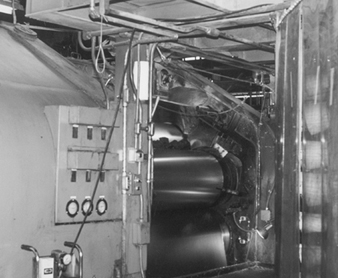
Mill operators are generally concerned with safety hazards associated with the open operation of the turning rolls. Older mills usually had trip wires or bars which could be pulled by the operator if he or she got caught in the mill (see figure 2); modern mills have body bars at about knee level that are automatically triggered if the operator is caught in the mills (see figure 3).
Figure 2. Older mill with a trip bar located too high to be effective. The operator, however, has large gloves which would be pulled into the mill before his fingers.
Ray C. Woodcock
Figure 3. Mill for calender line with a body bar guard that shuts down the mill if tripped by workers.

James S. Frederick
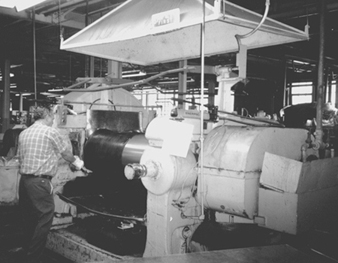
Most facilities have extensive emergency rescue procedures in place for workers trapped in mills. Mill operators are exposed to heat and noise as well as components formed by the heating of, or released from, rubber) (see a canopy hood over a drop mill in figure 4).
Figure 4. Drop mill and dryer with canopy hood and trip wires
James S. Frederick
Extruding and calendering
The calender operation continues to shape rubber. The calender machine consists of one or more (often four) rolls, through which the rubber sheets are forced (see figure 3).
The calender machine has the following functions:
- to prepare compounded rubber as a uniform sheet of definite thickness and width
- to place a thin coat of rubber on a fabric (“coating” or “skimming”)
- to force rubber into the interstices of fabric by friction (“frictioning”).
The rubber sheets coming off the calender are wound on drums, called “shells,” with fabric spacers, called “liners,” to prevent sticking.
The extruder is often referred to as a “tuber” because it creates tube-like rubber components. The extruder functions by forcing rubber through dies of appropriate shape. The extruder consists of a screw, barrel or cylinder, head and die. A core or spider is used to form the hollow inside of tubing. The extruder makes the large, flat section of tyre treads.
Extruder and calender operators may be exposed to talc and solvents, which are used in the process. Also, the workers at the end of the extrusion operation are exposed to a highly repetitive task of placing the tread onto multi-tiered carts. This operation is often referred to as booking treads, because the cart looks like a book with the trays being the pages. The configuration of the extruder as well as the weight and quantities of tread to be booked contribute to the ergonomic impact of this operation. Numerous changes have been made to lessen this, and some operations have been automated.
Component assembly and building
Tyre assembly can be a highly automated process. The tyre assembly machine consists of a rotating drum, on which the components are assembled, and feeding devices to supply the tyre builder with the components to assemble (see figure 5). The components of a tyre include beads, plies, side walls and treads. After the components are assembled, the tyre is often referred to as a “green tyre”.
Figure 5. Operator assembling a tyre on a single-stage tyre machine

Tyre builders and other workers in this area of the process are exposed to a number of repetitive motion operations. Components, often in heavy rolls, are placed onto the feeding portions of the assembly equipment. This may entail extensive lifting and handling of heavy rolls in a limited space. The nature of assembly also requires the tyre builder to perform a series of similar or identical motions on each assembly. Tyre builders utilize solvents, such as hexane, which allow the tread and plies of rubber to adhere. Exposure to the solvents is an area of concern.
After being assembled, the green tyre is sprayed with a solvent- or water-based material to keep it from adhering to the curing mould. These solvents potentially expose the spray operator, material handler and curing press operator. Nowadays, water-based materials are mostly used.
Curing and Vulcanizing
Curing press operators place green tyres into the curing press or onto press loading equipment. Curing presses in operation in North America exist in a variety of types, ages and degrees of automation (see figure 6). The press utilizes steam to heat or cure the green tyre. Rubber curing or vulcanization transforms the tacky and pliable material to a non-tacky, less pliable, long-lasting state.
Figure 6. Passenger and light truck Bag-o-matic McNeal curing press ventilated with a ceiling fan, Akron, Ohio, US
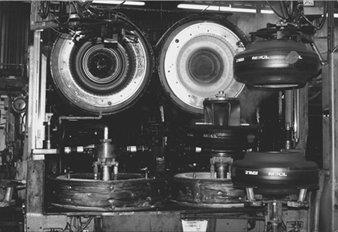
James S. Frederick
When rubber is heated in curing or in earlier stages of the process, carcinogenic N-nitrosamines are formed. Any level of N-nitrosamine exposure should be controlled. Attempts should be made to limit N-nitrosamine exposure as much as feasible. In addition, dusts, gases, vapours and fumes contaminate the work environment when rubber is heated, cured or vulcanized.
Inspection and finishing
Following curing, finishing operations and inspection remain to be performed before the tyre is stored or shipped. The finishing operation trims flash or excess rubber from the tyre. This excess rubber remains on the tyre from vents in the curing mould. Additionally, excess layers of rubber may need to be ground from the side walls or raised lettering on the tyre.
One of the major health hazards that workers are exposed to while handling a cured tyre is repetitive motion. The tyre finishing or grinding operations typically expose workers to cured rubber dust or particulate (see figure 7). This contributes to respiratory illness in workers in the finishing area. In addition, a potential exists for solvent exposure from the protective paint which is often used to protect the side-wall or tyre lettering.
Figure 7. A dust collector of a grinding wheel captures rubber dust

Ray C. Woodcock
After finishing, the tyre is ready to be stored in a warehouse or shipped from the plant.
Health and Safety Concerns
Occupational health and safety concerns in tyre manufacturing facilities have always been and continue to be of the utmost importance. Often the impact of serious workplace injuries overshadows the devastation associated with illnesses which may be linked to workplace exposures. Due to extended latency periods, some diseases do not become apparent until after the worker has left the job. Also, many diseases which may be associated with tyre plant occupational exposures are never diagnosed as being occupation-related. But diseases such as cancer continue to be prevalent among rubber workers in tyre manufacturing facilities.
Many scientific studies have been performed on workers in tyre manufacturing facilities. Some of these studies have identified excess mortality from bladder, stomach, lung, haematopoietic and other cancers. These excess deaths often cannot be attributed to a specific chemical. This is in part due to workplace exposures involving many individual chemicals throughout the duration of exposure and/or combination exposures to several chemicals simultaneously. Also frequent changes occur to the formulation of materials used in a tyre plant. These changes in types and quantities of the rubber compound constituents create additional difficulty in tracking the causal agents.
Another area of concern is respiratory problems or respiratory irritation in tyre plant workers (i.e., chest tightness, shortness of breath, reduction in pulmonary functions and other respiratory symptoms). Emphysema has been shown to be a common reason for early retirement. These problems are often found in curing, processing (premixing, weighing, mixing and heating of raw ingredients) and final finishing (inspection) areas of the plants. In processing and curing, chemical exposures are often to numerous constituents at relatively low exposure levels. Many of the individual components to which workers are exposed are not regulated by governmental agencies. Almost as many have not been adequately tested for toxicity or carcinogenicity. Also, in the United States, tyre plant workers in these areas are not likely to be required to utilize respiratory protection. No clear cause of respiratory distress has been identified.
Many workers in tyre plants have suffered from contact dermatitis, which has often not been linked to one substance in particular. Some of the chemicals which have been linked to dermatitis are no longer used in the manufacture of tyres in North America; however, many of the replacement chemicals have not been fully evaluated.
Repetitive or cumulative trauma disorders have been identified as an area of concern in tyre manufacturing. Repetitive trauma disorders include tenosynovitis, carpal tunnel syndrome, synovitis, noise-induced hearing loss and other conditions resulting from repetitive motion, vibration or pressure. The tyre manufacturing process inherently contains excessive and multiple occurrences of material and product manipulation for a large portion of production workers. In some countries, many improvements have been and continue to be introduced at the plants to address this issue. Many of the innovative improvements have been initiated by workers or joint labour-management committees. Some of the improvements provide engineering controls to manipulate materials and product (see figure 8).
Figure 8. A vacuum lift carries bags to the charging conveyor for a Banbury mixer, eliminating back strain from manual handling

Ray C. Woodcock
Due in part to workforce restructuring, the average age of workers in many tyre plants continues to increase. Also, more and more tyre manufacturing facilities tend to operate continuously. Many facilities with continuous operations include work shift schedules of 12-hour and/or rotating shifts. Research continues to study the possible relationships between extended work shifts, age and cumulative trauma disorders in tyre manufacturing.