- You are here:
-
Home

-
Contents
-
Part X. Industries Based on Biological Resources
- Beverage Industry

65. Beverage Industry
Chapter Editor: Lance A. Ward
Table of Contents
Tables and Figures
General Profile
David Franson
Soft Drink Concentrate Manufacturing
Zaida Colon
Soft Drink Bottling and Canning
Matthew Hirsheimer
Coffee Industry
Jorge da Rocha Gomes and Bernardo Bedrikow
Tea Industry
Lou Piombino
Distilled Spirits Industry
R.G. Aldi and Rita Seguin
Wine Industry
Alvaro Durao
Brewing Industry
J.F. Eustace
Health and Environmental Concerns
Lance A. Ward
Tables
Click a link below to view table in article context.
1. Selected coffee importers (in tonnes)
Figures
Point to a thumbnail to see figure caption, click to see figure in article context.








General Profile
Overview of the Sector
The beverage industry consists of two major categories and eight sub-groups. The non-alcoholic category is comprised of soft drink syrup manufacture; soft drink and water bottling and canning; fruit juices bottling, canning and boxing; the coffee industry and the tea industry. Alcoholic beverage categories include distilled spirits, wine and brewing.
Evolution of the industry
Although many of these beverages, including beer, wine and tea, have been around for thousands of years, the industry has developed only over the past few centuries.
The beverage products industry, viewed as an aggregate group, is highly fragmented. This is evident by the number of manufacturers, methods of packaging, production processes and final products. The soft drink industry is the exception to the rule, as it is quite concentrated. Although the beverage industry is fragmented, ongoing consolidation since the 1970s is changing that.
Since the early 1900s beverage companies have evolved from regional firms that mainly produced goods for local markets, to today’s corporate giants that make products for international markets. This shift began when companies in this manufacturing sector adopted mass production techniques that let them expand. Also during this time period there were advances in product packaging and processes that greatly increased product shelf life. Air-tight containers for tea prevented absorption of moisture, which is the principle cause of loss of flavour. In addition, the advent of refrigeration equipment enabled lager beers to be brewed during the summer months.
Economic importance
The beverage industry employs several million people worldwide, and each type of beverage grosses billions of dollars in revenue each year. Indeed, in several small, developing countries, the production of coffee is the major support of the entire economy.
Characteristics of the Workforce
Though the ingredients and production of beverages vary, generally the characteristics of those employed in this industry have many commonalties. The process of harvesting raw materials, whether they be coffee beans, barley, hops or grapes, employs low-income, unskilled individuals or families. In addition to being their main source of income, the harvest determines a large part of their culture and lifestyle.
In contrast, the processing of the product involves automated and mechanized operations, usually employing a semi-skilled, blue-collar workforce. In the production facility and warehouse areas, some of the common jobs include packaging and filling machine operator, fork-lift operator, mechanic and manual labourer. The training for these positions is completed onsite with extensive on-the-job instruction. As technology and automation evolve, the workforce diminishes in number and technical training becomes more important. This semi-skilled manufacturing workforce is usually supported by a highly skilled technical group consisting of industrial engineers, manufacturing managers, cost accountants and quality assurance/food safety technicians.
The beverage industry for the most part distributes its products to wholesalers using common carriers. However, soft drink manufacturers usually employ drivers to deliver their products directly to individual retailers. These drivers-salesworkers account for about one-seventh of the workers in the soft drink industry.
The more health-conscious atmosphere in Europe and North America in the 1990s has led to a flat market in the alcoholic beverage industry, with demand shifting to non-alcoholic beverages. Both alcoholic and non-alcoholic beverages, however, are expanding considerably in developing nations in Asia, South America and to some extent Africa. Because of this expansion, numerous local jobs are being created to meet production and distribution needs.
Production of Fruit Juices
Fruit juices are made from a wide variety of fruits, including oranges and other citrus fruits, apples, grapes, cranberries, pineapples, mangoes and so forth. In many cases, various fruit juices are blended. Usually, the fruit is processed into a concentrate near where it is grown, then shipped to a fruit juice packager. Fruit juices can be sold as concentrates, frozen concentrates (especially orange juice) and as the diluted juice. Often sugar and preservatives are added.
Once received at the processing plant, the oranges are washed, graded to remove damaged fruit, separated according to size and sent to the juice extractors. There the oils are extracted from the peel, and then the juice extracted by crushing. The pulpy juice is screened to remove seeds and pulp, which often end up as cattle feed. If the orange juice is intended for sale as “not from concentrate”, it is then pasteurized. Otherwise the juice is sent to evaporators, which remove most of the water by heat and vacuum, then chilled, to produce the frozen, concentrated orange juice. This process also removes many oils and essences which are blended back into the concentrate before shipping to the juice packager.
The frozen concentrate is shipped to the packager in refrigerated trucks or tankers. Many dairies package orange juice using the same equipment used to package milk. (See the article “Dairy products industry” elsewhere in this volume.) The concentrate is diluted with filtered water, pasteurized and packaged under sterile conditions. Depending on the amount of water added, the final product can be cans of frozen orange juice concentrate or ready-to-serve orange juice.
Soft Drink Concentrate Manufacturing
Process Overview
The making of the concentrate is the first step in the production of a carbonated soft drink. At the beginnings of the industry, in the nineteenth century, both concentrate and soft drink were manufactured in the same facility. Sometimes the concentrate was sold to the consumers, who would make their own soft drinks. As the carbonated soft drink business has grown, the concentrate and the soft drink manufacturing have become specialized. Today, a concentrate manufacturing plant sells its product to various bottling companies.
Concentrate plants are constantly optimizing their operation through systems automation. As the demand for concentrate increases, automation has allowed the manufacturer to satisfy the demand without expanding the size of the manufacturing plant. Packaging size has increased too. Early in the industry, 1/2-, 1- and 5-gallon containers were the most common. Today 40- and 50-gallon drums and even tank trucks with capacities of 3,000 to 4,000 gallons are used.
Operations in a concentrate manufacturing plant can be divided into five basic processes:
- treating water
- receiving raw materials
- concentrate manufacturing
- concentrate and additives filling
- shipping finished products.
Each of these processes has safety hazards that must be evaluated and controlled. Water is a very important ingredient in the concentrate and it must have excellent quality. Each concentrate plant treats water until it reaches the desired quality and is free from micro-organisms. Water treatment is monitored during all stages.
When the plant receives the compounding ingredients, inspection, sampling and analysing of the ingredients in the quality-control department are begun. Only materials that have passed the tests will be used in the concentrate manufacturing process. Some of the raw materials are received in tank trucks and require special handling. Also, packaging material is received, evaluated and analysed in the same way as the raw materials.
During the manufacturing of concentrate, treated water and liquid and solid ingredients are pumped into stainless-steel tanks, where they are mixed, homogenized and/or extracted in accordance with the manufacturing instructions. The tanks have capacities of 50 gallons, 10,000 gallons and even more. These tanks are completely clean and sanitized at the time of mixing.
Once the concentrate is manufactured, the filling stage is started. All the products are piped into the filling room. Filling machines are strictly cleaned and sanitized before the filling process starts. Most of the filling machines are dedicated to specific container sizes. The product is kept inside pipes and tanks at times during the filling process in order to avoid contamination. Each container should be labelled with the product name and handling hazards (if necessary). Full containers are moved by conveyors to the packaging area. Containers are placed on pallets and wrapped in plastic or tied before they are stored. Besides the concentrates, additives to be used in the preparation of carbonated soft drinks are packed. Many of these additives are packed in plastic bags and placed in boxes.
Once at the warehouse, the products are divided and prepared to be sent to the different bottling companies. These products should be labelled following all government regulations. If products are going to another country, the product must be labelled in accordance with the other country’s labelling requirements.
Production of fruit juices
Fruit juices are made from a wide variety of fruits, including oranges and other citrus fruits, apples, grapes, cranberries, pineapples, mangoes and so forth. In many cases, various fruit juices are blended. Usually, the fruit is processed into a concentrate near where it is grown, then shipped to a fruit juice packager. Fruit juices can be sold as concentrates, frozen concentrates (especially orange juice) and as the diluted juice. Often sugar and preservatives are added.
Once received at the processing plant, the oranges are washed, graded to remove damaged fruit, separated according to size and sent to the juice extractors. There the oils are extracted from the peel, and then the juice extracted by crushing. The pulpy juice is screened to remove seeds and pulp, which often end up as cattle feed. If the orange juice is intended for sale as “not from concentrate”, it is then pasteurized. Otherwise the juice is sent to evaporators, which remove most of the water by heat and vacuum, then chilled, to produce the frozen, concentrated orange juice. This process also removes many oils and essences which are blended back into the concentrate before shipping to the juice packager.
The frozen concentrate is shipped to the packager in refrigerated trucks or tankers. Many dairies package orange juice using the same equipment used to package milk. (See the article “Dairy products industry” elsewhere in this volume.) The concentrate is diluted with filtered water, pasteurized and packaged under sterile conditions. Depending on the amount of water added, the final product can be cans of frozen orange juice concentrate or ready-to-serve orange juice.
Michael McCann
Hazard Prevention
Hazards in a concentrate manufacturing plant vary depending on the products manufactured and the size of the plant.
Concentrate plants have a low injury rate due to a high degree of automation and mechanized handling. Materials are handled by fork-lifts, and full containers are placed on pallets by automatic palletizers. Although, employees generally do not have to use excessive force to get the job done, lifting related injuries remain a concern. Major hazards include engines and equipment in motion, objects falling from overhead containers, energy hazards in repair and maintenance, confined space hazards in cleaning mixing tanks, noise, fork-lift accidents and hazardous chemical cleaning agents. See the article “Soft drink bottling and canning” for more information on hazards and precautions.
Soft Drink Bottling and Canning
In most established markets around the world, soft drinks now rank first among manufactured beverages, surpassing even milk and coffee in terms of per capita consumption.
Including ready-to-drink, packaged products and bulk mixes for fountain dispensing, soft drinks are available in almost every conceivable size and flavour and in virtually every channel of retail distribution. Complementing this universal availability, much of the soft drink category’s growth can be attributed to convenient packaging. As consumers have become increasingly mobile, they have opted for easier-to-carry packaged goods. With the advent of the aluminium can and, more recently, the resealable plastic bottle, soft drink packaging has become lighter and more portable.
Stringent quality-control standards and state-of-the-art water treatment processes also have afforded the soft drink industry a high degree of confidence regarding product purity. Moreover, the manufacturing or bottling plants that produce soft drinks have evolved into highly mechanized, efficient and spotlessly clean food-processing facilities.
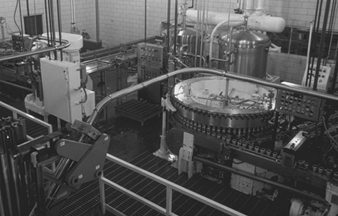
As early as the 1960s, most bottlers were producing beverages through machinery that ran at 150 bottles per minute. As product demand has continued to skyrocket, soft drink manufacturers have shifted to faster machinery. Thanks to advances in production technology, filling lines now are able to run in excess of 1,200 containers per minute, with minimal downtime except for product or flavour changes. This highly automated environment has allowed soft drink manufacturers to reduce the number of employees required to operate the lines (see figure 1). Still, as production efficiencies have risen dramatically, plant safety has remained an ever-important consideration.
Figure 1. Control panel in an automated soft drink plant in Novosibirsk, Russia.

Soft drink bottling or manufacturing involves five major processes, each with its own safety issues that must be evaluated and controlled:
- treating water
- compounding ingredients
- carbonating product
- filling product
- packaging.
See figure 2.
Figure 2. Flow chart of basic bottling operations.
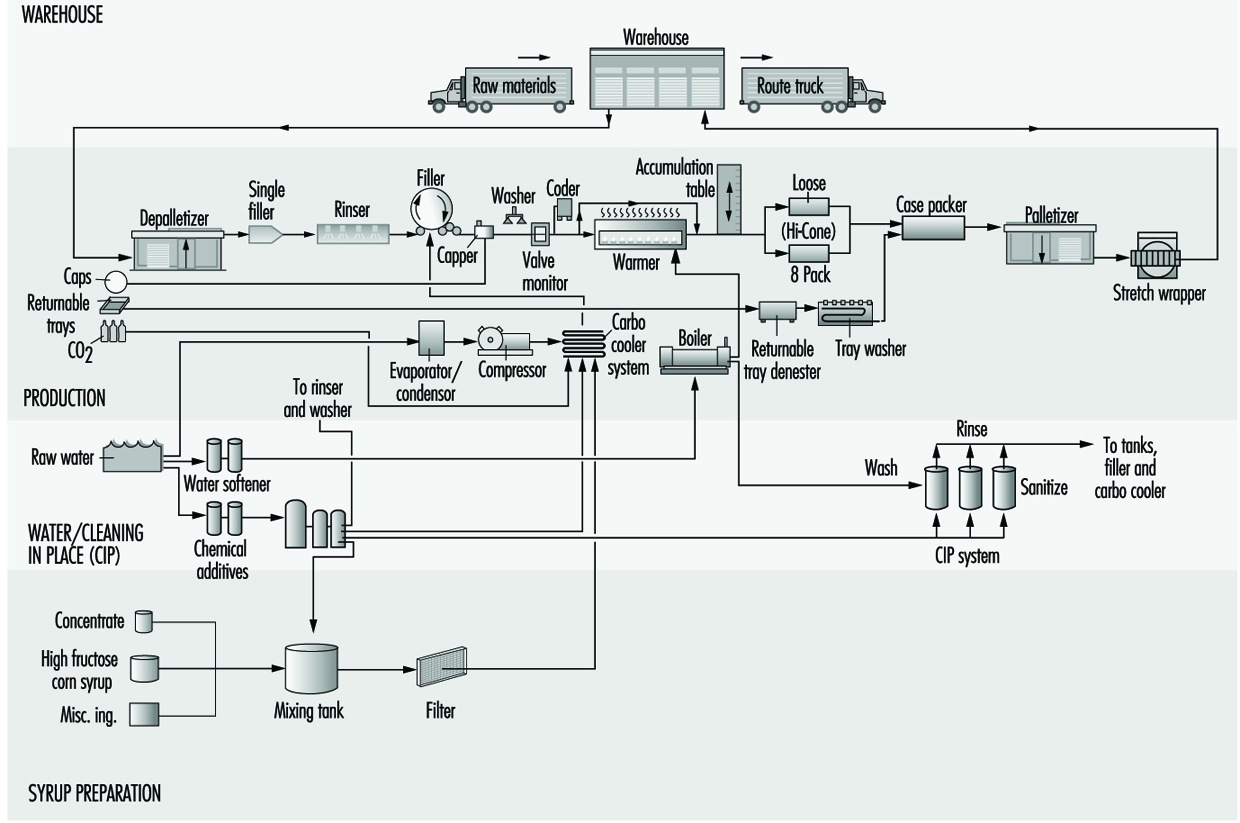
Soft drink manufacturing starts with water, which is treated and cleansed to meet exacting quality-control standards, usually exceeding the quality of the local water supply. This process is critical to achieving high product quality and consistent taste profiles.
As ingredients are being compounded, the treated water is piped into large, stainless-steel tanks. This is the stage at which various ingredients are added and mixed. Diet beverages are mixed with artificial, non-nutritive sweeteners such as aspartame or saccharin, whereas regularly sweetened drinks typically use liquid sugars like fructose or sucrose. It is during this stage of the production process that food colouring may be added. Flavoured, sparkling waters receive the desired flavouring at this stage, while plain waters are stored in the mixing tanks until the filling line calls for them. It is common for bottling companies to purchase concentrate from other firms.
In order for carbonation (absorption of carbon dioxide (CO2)) to occur, soft drinks are cooled using large, ammonia-based refrigeration systems. This is what gives carbonated products their effervescence and texture. CO2 is stored in a liquid state and piped into carbonation units as needed. This process can be manipulated to control the required rate of beverage absorption. Depending upon the product, soft drinks may contain from 15 to 75 psi of CO2. Fruit-flavoured soft drinks tend to have less carbonation than colas or sparkling water. Once carbonated, the product is ready to be dispensed into bottles and cans.
The filling room usually is separated from the rest of the facility, protecting open product from any possible contaminants. Again, the highly automated filling operation requires a minimal number of personnel. See figure 3 . Filling room operators monitor the equipment for efficiency, adding bulk lids or caps to the capping operation as necessary. Empty bottles and cans are transported automatically to the filling machine via bulk material-handling equipment.
Figure 3. Soft drink canning line showing filling operations.
Stringent quality-control procedures are followed throughout the production process. Technicians measure many variables, including CO2, sugar content and taste, to ensure that finished drinks meet required quality standards.
Packaging is the last stage prior to warehousing and delivery. This process also has become highly automated. Meeting various marketplace requirements, bottles or cans enter the packaging machinery and may be wrapped with cardboard to form cases or placed into reusable plastic trays or shells. The packaged products then enter a palletizing machine, which automatically stacks them onto pallets. (See figure 4.) Next, the loaded pallets are moved—typically via fork-lift—to a warehouse, where they are stored.
Figure 4. Eight-packs of 2-litre soft drink plastic bottles on the way to an automatic palletizer.

Hazard Prevention
Lifting-related injuries—especially to employees’ backs and shoulders—are not uncommon in the beverage business. While many technological advances have been made in material handling over the years, the industry continues to seek safer, more efficient ways to move heavy product.
Certainly, employees must be provided with the proper training on safe work practices. Injuries also can be minimized by limiting exposure to lifting through enhanced work-station design. Adjustable tables can be used to raise or lower material to waist level, for example, so that employees do not have to bend and lift as much. In this manner, most weight-related stress is transferred to a piece of equipment instead of the human body. All beverage manufacturers should implement ergonomics programmes that identify work-related hazards and minimize the risks—either through modification or by developing better equipment. A reasonable means to that end is job rotation, which reduces employee exposure to high-risk tasks.
The use of machine guarding is another critical component of safe beverage manufacturing. Equipment such as fillers and conveyors move at high speeds and, if left unguarded, could snag employee clothing or body parts, causing potentially severe injuries. Conveyors, pulleys, gears and spindles must have appropriate covers to prevent employee contact. Overhead conveyors can create an additional hazard of falling cases. Netting or wire-mesh screens should be installed to protect against this danger. Maintenance programmes should dictate that all guarding which is removed for repair be replaced as soon as repair work is completed.
Since wet conditions are prevalent in the filling room, adequate drainage is necessary to keep liquid from accumulating on nearby walkways. In order to avoid slip-and-fall injuries, proper efforts must be made to keep floors as dry as possible. While steel-toed shoes usually are not required in the filling room, slip-resistant soles are highly recommended. Shoes should be selected based on the slip coefficient of the sole. Additionally, all electrical equipment should be properly grounded and protected from any moisture. Employees must take precautions to dry the areas around equipment before any electrical work begins.
Good housekeeping practices and routine inspections also are beneficial in keeping the workplace hazard-free. By taking these comparatively simple steps, management can be sure that all equipment is in good operating condition and properly stored. Emergency equipment such as fire extinguishers and eyewash stations also should be inspected for proper operation.
Although most of the chemicals present in bottling plants are not extremely hazardous, every operation uses flammable substances, acids, caustics, corrosives and oxidants. Appropriate work practices should be developed so employees know how to work safely with these chemicals. They must be taught how properly to store, handle and dispose of the chemicals and how to wear protective gear. Training should cover the location and operation of emergency response equipment. Eyewash stations and showers can minimize injury to anyone who is accidentally exposed to a hazardous chemical.
It also is necessary to install equipment such as chemical booms and dykes, as well as absorbent material, to be used in the event of a spill. Properly designed hazardous chemical storage facilities will minimize the risk of employee injury, too. Flammables should be separated from corrosives and oxidants.
The large tanks used for mixing ingredients, which need to be entered and cleaned routinely, are considered confined spaces. See the box on confined spaces in this chapter for information on the related hazards and precautions.
Mechanized equipment has become increasingly complex, often controlled by remote computers, pneumatic lines or even gravity. Employees must be sure that this equipment has been de-energized before it is serviced. Proper de-energizing procedures must be developed to guarantee the safety of those who maintain and repair this equipment. Energy must be shut off and locked out at its source so that the unit being serviced cannot be accidentally energized, causing potentially fatal injuries to service employees or nearby line operators.
Safety training and written de-energizing procedures are critical for each piece of equipment. Emergency stop switches should be strategically placed on all equipment. Interlocked safety devices are used to stop the equipment automatically when doors are opened or light beams are interrupted. Employees must be informed, however, that these devices cannot be relied upon to completely de-energize the equipment, but only to stop it in an emergency. Emergency stop switches cannot take the place of a proven de-energizing procedure for equipment maintenance.
Chlorine, which is used in the water treatment area, could be hazardous in the event of an accidental release. Chlorine typically comes in steel cylinders, which should be stored in an isolated, well-ventilated area and secured from tipping. Employees should be trained to follow safe cylinder-changing procedures. They also should be taught how to take quick, decisive action if an accidental release of chlorine occurs. In the late 1990s new chlorine compounds are gradually replacing the need for chlorine gas. Although still hazardous, these compounds are much safer to handle than gas.
Ammonia is used as a refrigerant in bottling operations. Typically, large ammonia systems can create a health hazard in the event of a leak or a spill. Bottling facilities should develop emergency response procedures to identify the responsibilities of involved employees. Those who are required to respond to such an emergency must be trained in spill response and respirator use. In the event of a leak or spill, respirators should be immediately available, and all non-essential personnel evacuated to safe areas until the situation is controlled.
CO2, which is used in the filling operation, also can create health concerns. If filling rooms and adjacent work areas are not adequately ventilated, CO2 accumulation can displace oxygen in employees’ breathing zones. Facilities should be monitored regularly for elevated CO2 levels and, if they are detected, ventilation systems should be inspected to determine the cause for this occurence. Additional ventilation may be required to correct the situation.
Technological advances have made available better sound-absorption material for insulating or muffling motors and gears in most equipment. Still, given the function and size of filling equipment, noise levels generally exceed 90 dBA in this area. Employees who are exposed to this level of noise for an 8-hour weighted average must be protected. Good hearing protection programmes should include research on better ways to control noise; employee education on related health effects; personal noise protection; and training on how to use hearing protection devices, the wearing of which must be enforced in high-noise areas. Employee hearing must be routinely checked.
Fork-lifts are operated throughout the bottling plant and their safe use is imperative. In addition to demonstrating their driving skills, potential operators must understand fork-lift safety principles. Licenses are commonly issued to show that a minimum level of competency has been achieved. Fork-lift safety programmes should include a pre-use inspection process, whereby the vehicles are checked to ensure that all safety equipment is in place and working. Any deficient conditions should be immediately reported and corrected. Gas or liquid petroleum (LP) fork-lifts generate carbon monoxide as a by-product of combustion. Such emissions can be minimized by keeping the fork-lift engines tuned to manufacturers’ specifications.
Personal protective equipment (PPE) is common throughout the bottling facility. Filling-room employees wear eye and ear protection. Sanitation crews wear face, hand and foot protection that is appropriate for the chemicals they are exposed to. While slip-resistant shoes are recommended throughout the plant, maintenance employees should also have the added protection of steel-toed shoes. The key to a good PPE programme is to identify and evaluate the potential hazards associated with each job and to determine whether those hazards can be eliminated through engineering changes. If not, PPE must be selected to address the specific hazard at hand.
Management’s role is critical in identifying hazards and developing practices and procedures to minimize them in the workplace. Once developed, these practices and procedures must be communicated to employees so that they can perform their jobs safely.
As plant technology continues to advance—providing better equipment, new guards and protective devices—soft drink bottlers will have even more ways to maintain the safety of their workforce.
Coffee Industry
General Overview
Coffee as a beverage was introduced in Europe during the sixteenth century, first in Germany and then throughout the European continent during the following century, especially to France and Holland. Afterwards, it spread to the rest of the world.
Since coffee will not keep its characteristic smell and flavour for long, after roasting and grinding, industrial establishments to roast and grind coffee have become needed wherever coffee is consumed. The establishments are usually small or medium-sized plants, but large factories do exist, mainly to produce regular as well as instant (soluble) coffee.
It is difficult to estimate the number of workers employed by the coffee industry. Some of the smaller plants do not keep registries, and figures are not entirely reliable. Considering a total consumption of approximately 100 million 60 kg bags of coffee during the year 1995, the worldwide coffee trade represents about US$50 million. Table 1 lists selected coffee-importing countries, giving an idea of the present world consumption.
Table 1. Selected coffee importers (in tonnes).
|
Country |
1990 |
1991 |
1992 |
|
United States |
1,186,244 |
1,145,916 |
1,311,986 |
|
France |
349,306 |
364,214 |
368,370 |
|
Japan |
293,969 |
302,955 |
295,502 |
|
Spain |
177,681 |
176,344 |
185,601 |
|
United Kingdom |
129,924 |
119,020 |
128,702 |
|
Austria |
108,797 |
118,935 |
125,245 |
|
Canada |
120,955 |
126,165 |
117,897 |
Source: FAO 1992.
Coffee manufacturing is a relatively simple process, including cleaning, roasting, grinding and packing processes, as shown in figure 1. However, modern technology has led to complex processes, with an increase in speed of production and requiring laboratories for quality-control testing of the product.
Figure 1. Flow chart of coffee manufacturing.
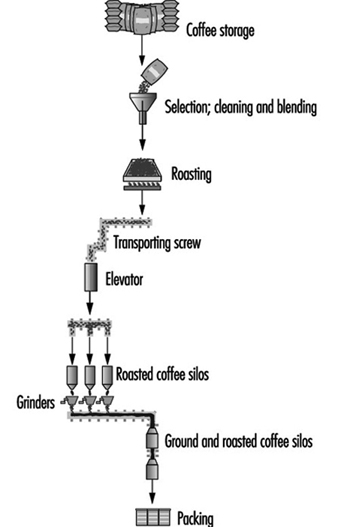
Coffee beans arrive at factories in 60 kg bags, which are unloaded mechanically or manually. In the latter case, usually two workers hold a bag and place it upon another worker’s head. This worker will carry the bag to be stored. Even when transportation is done on coveyor belts, some physical effort with high energy consumption is required.
The use of instant coffee has steadily increased, reaching approximately 20% of the world consumption. Instant coffee is obtained through a complex process in which blasts of hot air blow over coffee extracts, followed by evaporation, cooling and lyophilization (freeze drying), varying in details from one factory to another. In the manufacture of decaffeinated coffee, which represents over 10% of the consumption in the United States and in Europe, some plants still utilize chlorinated solvents (such as methylene chloride), which is removed by a blast of water vapour.
Potential Risks and Health Effects
To start coffee processing, bags are opened with a small knife, and the beans are thrown inside a bin to be cleaned. The work area is noisy and a large amount of residual particulate material remains in suspension, released from the cleaning machine.
Roasting exposes workers to risks of burns and thermal discomfort. Bean mixing, or blending, is done automatically, as is grinding, in areas which may be deficient in lighting due to interference from suspended coffee dust. Dirt may accumulate, noise levels may be high and mechanization requires work at a high speed.
After grinding, bags of different materials and sizes are filled and then packed, usually in cardboard boxes. When performed manually, these operations require high-speed repetitive motion of hands and arms. Cardboard boxes are transported to storage areas and then to their final destination.
The strong odour characteristic of the coffee industry may bother workers inside the plants, and the surrounding community as well. The significance of this problem as a potential health risk has not yet been clarified. The odour of coffee is due to a mixture of different products; research is ongoing to identify individual effects of these chemicals. Some components of the coffee dust and some of the odour-producing substances are known to be allergens.
Potential risks in instant-coffee plants are similar to those in regular coffee production; in addition, there are risks due to hot steam and boiler explosions. In the removal of caffeine, even when performed automatically, the risk of solvent exposure may be present.
Other potential risks which may affect workers’ health are similar to those found in food industries in general. Risks for accidents arise from cuts from knives used in bag opening, burns during roasting and crushing during grinding operations, especially in old machinery without automatic machine guarding. There are fire and explosion hazards from the large amounts of dust, unsafe electric wiring and gas used for heating the roasters.
Several hazards may be found in the coffee industry including, among others: hearing loss due to excessive noise, thermal stress during roasting, poisoning from pesticides and musculoskeletal disorders, especially affecting the backs of workers who lift and carry heavy bags.
Allergic disorders affecting the eye, skin or respiratory system may occur in any area in a coffee plant. It is the coffee dust which is associated with bronchitis with lung function impairment; rhinitis and conjunctivitis are also concerns (Sekimpi et al. 1996). Allergic reactions to contaminants of bags previously used for other materials, such as castor bean seeds, have also occurred (Romano et al. 1995).
Repetitive-motion disorders may result from high-speed motion in packing operations, especially where workers are not warned of the risk.
In less developed countries, effects of occupational risks may develop early because conditions of work may be inadequate and, moreover, other social and public health factors may contribute to disease. Such factors include: low salaries, inadequate medical care and social security, improper housing and sanitation, low levels of education, illiteracy, endemic diseases and malnutrition.
Preventive Measures
Machine guarding, general ventilation and local exhaust systems, noise abatement, housekeeping and cleaning, decreased bag weights, substitutes of solvents used in caffeine extraction, periodic inspection and preventive maintenance of boilers are examples of preventive measures that are required for ensuring adequate levels of industrial hygiene and safety. Odour intensity may be reduced through modification of roasting procedures. The organization of work can be modified so that repetitive-motion disorders may be avoided through alteration of working position and rhythm, as well as the introduction of systematic breaks and regular exercises, among other practices.
Periodic health screening should stress evaluation of exposure to herbicides and pesticides, spinal disorders and early signs of repetitive-motion disorders. Scratch tests using extracts from coffee beans, even if not universally accepted as completely reliable, may be useful in the identification of hypersusceptible individuals. Lung function tests may aid in the early diagnosis of obstructive respiratory conditions.
Health education is an important instrument to enable workers to identify health risks and their consequences and to become aware of their right to a healthy working environment.
Governmental action is required, through legislation and enforcement; employers’ participation is needed in providing and maintaining adequate working conditions.
Tea Industry
Legend tells us that tea may have been discovered in China by Emperor Shen-Nung, “The Divine Healer”. Observant of the fact that people who drank boiled water enjoyed better health, the wise Emperor insisted on this precaution. When adding branches to the fire, some tea leaves accidentally fell into the boiling water. The Emperor approved of the pleasing aroma and delightful flavour and tea was born.
From China, tea spread throughout Asia, soon becoming the national beverage of China and Japan. It was not until the 1600s that Europe became familiar with the beverage. Shortly thereafter, tea was introduced to North America. In the early 1900s, Thomas Sullivan, a New York wholesaler, decided to package tea in small silk bags rather than in tins. People started brewing the tea in the silk bag rather than removing its contents. Thus the tea bag was first introduced.
Tea is the world’s second most popular drink; only water is consumed more often. Consumers can choose from a wide variety of tea products—instant tea, iced tea mixes, specialty and flavoured teas, herbal teas, ready-to-drink teas decaffeinated teas and tea bags. The packaging of tea products has changed significantly; most of the small shops that once dispensed tea from wooden crates into individual tins have given way to sophisticated high-speed production lines which process, package, and/or bottle thousands of pounds of tea and ready-to-drink mixes per hour.
Process Overview
Production of tea bags consists of the blending of various cut and dried leaf teas from a number of regions around the world. Tea is usually received in wooden crates or large bags. The tea is blended and sent to tea packaging machines, where it is packaged either as individual tea bags or in bulk packages. Instant powdered tea requires blended tea in cut leaf form to be brewed using hot water. The liquid tea concentrate is then spray dried into a fine powder and placed in drums. The tea powder may be sent to the packaging lines where it is packaged into canisters or jars, or blended with other ingredients such as sugar or sugar substitutes. Flavouring such as lemon and other fruit flavors may also be added during the blending stage prior to packaging.
Hazards
There are a number of common safety hazards and health issues associated with the blending, processing and packaging of tea. Safety hazards such as machine guarding, noise, slips and falls and lifting-related injuries are quite common within the beverage industry. Other hazards, such as dust in the blending and packaging areas, are not usually found in wet-process bottling and canning operations.
Machine hazards
The blending and packaging of tea involves equipment and machinery where workers are exposed to chains and sprockets, belts and pullies, rotating shafts and equipment and high-speed packaging lines containing a number of dangerous pinch points. Most injuries are the result of lacerations and bruises to the fingers, hands or arms. Guarding of this equipment is critical to protect workers from getting caught in, under or between moving parts. Guards and/or interlocks should be installed to protect workers from moving parts where the potential of injury exists. Whenever a guard is removed (such as for maintenance), all energy sources should be isolated and maintenance and repair of equipment should be with an effective lockout/tagout programme in effect.
Dust hazards
Tea dust can be present in blending and packaging operations. Tea dust may also be present in high concentrations during clean-up or blow-down operations. Tea dust with a diameter greater than 10 micrometers can be classified as “nuisance dust”. Nuisance dust has little adverse effect on the lungs and should not produce significant organic disease or toxic effects when exposures are kept under reasonable control. Excessive concentrations of nuisance dust in the workroom air, however, may cause unpleasant deposits in the eyes, ears and nasal passages. Once inhaled, these particles may become entrapped in the nasal and pharyngeal region of the respiratory system, until they are expelled through the body’s own cleaning mechanisms (e.g., coughing or sneezing).
Respirable dust particulates are those that are less than 10 micro-meters in diameter and therefore small enough to pass through the nasal and pharyngeal regions and enter the lower respiratory tract. Once in the lungs, they may become embedded in the alveolar region, where scar tissue could develop. Respirable particulates can be respiratory irritants, especially in asthmatics. Effective seals and closures will help contain dust particles.
Exhaust ventilation or other types of dust-control equipment should be provided at the site of dust production to maintain dust levels below generally recognized standards (10 mg/m3) or other government regulations that may apply. Dust masks should be worn by workers who may be highly sensitive to dusts and by workers exposed to large concentrations of dust at any one time. Persons with chronic bronchitis or asthma are at higher risk. Workers who suffer from hypersensitivity to tea dust should be removed from the area.
Although there is little information on actual tea dust explosions, test data indicate that the explosion characteristics of tea dust are relatively weak. It appears that the greatest potential for a tea dust explosion exists with storage bins and dust collectors where concentrations and particle size are optimized. Minimizing dust concentration within a room or process will reduce the potential of a dust explosion. Electrical equipment designed for dust hazard areas may also be desirable in some operations.
Although tea and tea dust may not always burst into flames, large quantities of tea will almost always smoulder if ignited. Large quantities of water in a fine mist can be used to cool the smouldering tea below its ignition temperature.
Noise
As in most high-speed packaging operations, high noise levels are almost always present in the tea industry. High noise levels can be generated from vibrating blenders, air-operated and other packaging machines, air conveying systems, dust collectors and box cutters. The noise levels in many of these areas can range from 85 dBA to over 90 dBA. The major potential health hazard associated with exposure to noise lies in the possibility of producing permanent hearing loss. The severity of hearing loss is dependent on the noise levels within the workplace, duration of the exposure and the individual’s personal susceptibility. Noise and hearing conservation programmes are discussed further elsewhere in this Encyclopaedia.
Chemical hazards
Although most of the production processes and packaging operations do not expose workers to hazardous chemicals, sanitation operations use chemicals to clean and sanitize equipment. Some cleaning chemicals are handled in bulk quantities through fixed pipe systems, while other chemicals are applied by hand using predetermined mixtures. Exposure to these chemicals can cause respiratory problems, dermatitis or skin irritation and chemical burns to the skin. Severe burns to the eyes and/or loss of vision are also hazards associated with the handling of cleaning chemicals. Proper evaluations as to the hazards of the chemicals being used are essential. Proper selection and use of PPE should be part of routine job procedure. PPE such as splash-proof goggles or face shields, chemical-resistant gloves, aprons, boots and a respirator should be considered. Emergency eye and body wash stations should be provided where hazardous chemicals are either stored, mixed or used.
Material handling
Tea arrives on pallets in either bags or crates and is stored in warehouses to await blending and packaging. These bags and crates are moved either by hand or by material-handling devices such as fork-lifts or vacuum lifts. Once blended, the tea is conveyed to hoppers for packaging. Packaging operations can vary from using highly automated equipment to labour-intensive hand packaging operations (figure 1). Injuries to the lower back resulting from lifting tasks are quite common when handling bags weighing 100 pounds (45.5 kg) or more. Repetitive motions on packaging lines can result in cumulative trauma to the wrist, arm and/or shoulder area.
Figure 1. Packing of tea at the Brooke Bond tea and coffee factory in Dar-es-Salaam, Tanzania.

Mechanical devices such as vacuum lifts can aid in reducing heavy lifting tasks. Assigning two workers to a heavy lifting task can help reduce the chances of a serious back injury. Modifying work stations to be more ergonomically correct and/or automating equipment on packaging lines can reduce worker exposure to repetitive tasks. Rotating workers to light duty tasks can also reduce worker exposure to such tasks.
Personal aids such as back belts and wrist bands are also used by some workers to assist them in their lifting tasks or for temporary relief of minor strains. However, these have not been shown to be effective, and they may even be harmful.
Most warehouse operations require the use of fork-lift trucks. Failure to drive at safe speeds, sharp turns, driving with raised forks, failure to observe or yield to pedestrians and loading/ unloading accidents are the leading causes of injuries involving fork-lift operators. Only trained and competent operators should be permitted to drive fork-lifts. Training should consist of formal classroom training and a driving test where operators can demonstrate their skills. Proper maintenance and daily pre-use inspections also help ensure the safe operation of these vehicles.
Slips, trips and falls
Slips, trips and falls are a major concern. In dry blending and packaging operations, fine tea dust will accumulate on walking and working surfaces. Good housekeeping is important. Floors should be swept clean of tea dust on a regular basis. Debris and other items left on the floor should be picked up immediately. Slip-resistant, rubber-soled shoes appear to provide the best traction. Wet-process areas also provide slip and fall hazards. Floors should be kept as dry as possible. Adequate floor drainage should be provided within all wet-process areas. Standing water should not be permitted to accumulate. Where standing water exists, it should be mopped into floor drains.
Exposure to high temperatures
Contact with hot water, steam lines and process equipment can result in serious injury from burns. Most burns occur on the hands, arms and face. Hot water used for clean-up or wash-down has also been known to cause burns on feet and legs.
Heat sealers and glue operations on packaging lines also can cause burns. Guarding of exposed hot points on equipment is important. The proper evaluation of the hazards, and selection and use of personal protective equipment, will also help reduce or eliminate worker exposure to high temperatures and burns. Use of pipeline breaking and lockout procedures will protect workers from the unexpected release of hot liquids and steam.
Safe Practices
A general safety programme which addresses the use and selection of PPE, entry into confined spaces, isolation of energy sources, identification and communication of hazardous chemicals, self-inspection programmes, hearing conservation programmes, the control of infectious materials, process management and emergency response programmes should also be included as part of the work process. Training of workers in safe work practices is important in reducing worker exposure to hazardous conditions and injuries.
Distilled Spirits Industry
Distilled spirits can be produced from any number of materials, such as fermented mashes of cereal grains, fermented fruit juices, sugar cane juice, molasses, honey and cactus juice. Fermentation for making wine and beer can be traced back to between 5000 and 6000 BC; however, the history of distillation is much more recent. Although it is uncertain where distillation originated, it was known to alchemists and began to spread in use throughout the thirteenth and fourteenth century. Early uses were primarily pharmaceutical.
Process Overview
Alcoholic beverages are divided into two groups, depending on their mode of preparation: fermented beverages, such as wine and beer, and distilled beverages, such as whisky and brandy. Liqueurs are basically prepared by blending juices or extracts of fruits, nuts or other food products. Wine and beer making are discussed in separate articles in this chapter.
The phases of activity in distilled spirits production include receiving of grain, milling, cooking, fermentation, distillation, storage, blending and bottling (see figure 1).
Figure 1. Production flow chart for distilled spirits manufacturing.
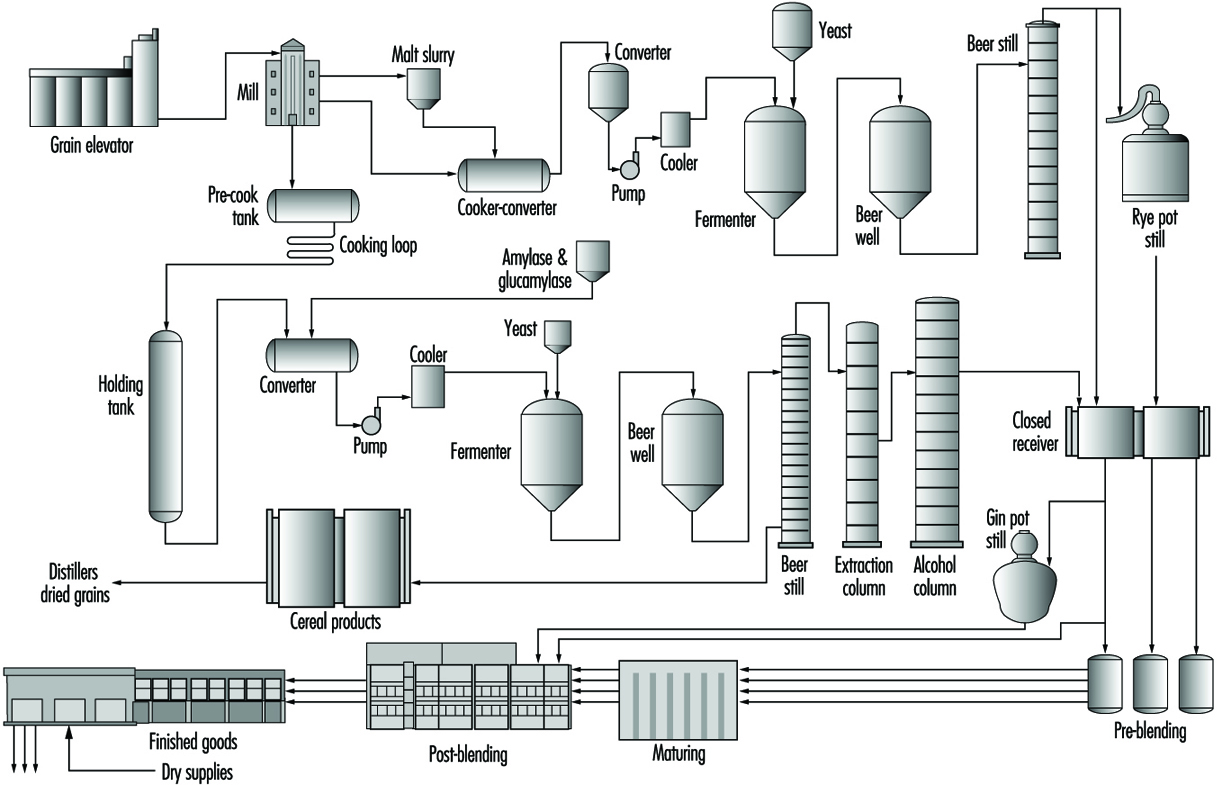
The grain elevator receives and weighs incoming grains and places them in the appropriate bins. Milling consists of grinding the grains necessary for the mash bill. The mash bill is the recipe for the fermentation process.
The cookers receive meal from the mill and slurries with backslop, water and ammonia at a set pH (acidity) and temperature. The starch is solubilized using steam-jet cooking. Enzymes are added to break down starch to smaller starch molecules, reducing mash viscosity. The resulting mash is cooled to fermentation temperature.
Fermentation is the process of converting sugars to alcohol and carbon dioxide by the activities of yeast. Fermenters are cooled to optimum temperature conditions for the yeast, since the reactions that take place are exothermic in nature. Sanitation is important: the biological systems of fermentation are in constant competition with unwanted bacteria that can produce undesirable flavour components.
Distillation type will depend on the spirit being produced. Pot stills are generally used when a particular “character” is required for a product such as cognac and scotches, whereas continuous multicolumn distillation is generally used to produce more neutral spirits which can be used as blenders or neutral grain spirits.
By-product recovery is a very important aspect of the operation of a modern distillery. The residual (fermented and de-alcoholized) grain is rich in protein, vitamins, fibre and fats, and it can be further processed into a valuable animal feed supplement. These processes generally consist of centrifuging, evaporation, drying and mixing.
Whiskies, brandies and rums are aged (matured) in charred oak barrels. Maturation takes place over a number of years to produce the final characteristics that distinguish these products. Once these products have been matured, they are blended and filtered and then packaged as finished products for consumer use.
The bottling room is separated from the rest of the facility, protecting the product from any possible contaminants. The highly automated filling operation requires monitoring for continuous efficiency. Empty bottles are transported by conveyor to the filling machines.
Packaging is the final step prior to warehousing. This process has become automated, although there is a fair amount of manual packing, depending on size of bottle and type of packaging. The packaged product then enters a palletizing machine, which automatically stacks boxes on pallets, which are then removed by fork-lift trucks to warehouses for storage.
Health and Safety Issues
The most obvious safety concern in grain-handling facilities is the threat of dust fires and explosions. High concentrations of grain dust can be explosive; therefore, good housekeeping is the single most important factor in reducing risk of grain dust explosion. Some grains, if damp or kept in storage for a long period, will generate heat, thus becoming a fire hazard. Rotating the grain from bin to bin or adopting a “just-in-time” grain delivery procedure will eliminate this hazard.
Exposure to vapours and gases released throughout the production of distilled spirits is a possible hazard. During the fermentation process, refrigerant gases may cause toxic and explosive risks. Therefore, adequate ventilation and strict maintenance, including the use of intrinsically safe equipment such as air tools, are essential. Particularly significant are the risks of asphyxiation from the vapours of alcohol and carbon dioxide released by the fermentation process, especially when the liquids are transported and decanted into reservoirs, and in confined spaces where ventilation is inadequate. Respirators should be worn by workers in this process. The accompanying box describes some hazards of confined-space entry, which is also discussed elsewhere in this Encyclopaedia.
Hazardous materials such as varsol (mineral spirit), caustics, acids and many other solvents and cleaners are used throughout the facility. Employees must be trained to handle these products safely. A yearly review of a workplace hazardous materials information system, such as the Canadian WHMIS, can provide the opportunity for such ongoing training. Workers must be educated on the use of material data safety sheets (MSDSs), which are information sheets available from suppliers, giving information on the contents of the hazardous product and the related health hazards, emergency action, first aid and so on. It is imperative that every worker who is exposed or likely to be exposed to a hazardous material be trained and then provided with an annual review of the handling of hazardous material. In many countries it is required that MSDSs be available at every location where there are controlled substances and should be made convenient for all workers to access. In addition to employee training, eye wash stations, showers and first aid stations should be made available throughout the plant in order to minimize injury to anyone who is accidentally exposed to a hazardous chemical.
Fork-lift trucks are used in many different processes in the plant. The two most common uses are for transfer of barrels for maturing storage and handling of the finished product. There should be a preventive maintenance programme in place for the fork-lifts as well as a safety programme that ensures that all drivers understand fork-lift safety principles. All drivers should be licenced to operate a fork-lift truck.
The occupational hazards associated with the bottling process are similar to those in most bottling facilities. Repetitive-strain injuries such as tendinitis and carpal tunnel syndrome are the most common injuries, resulting from the repetitive work required for packing bottles and operating labellers. However, the frequency of these occupational injuries has declined; this may be due to the technological changes in the plant that have made jobs less labour intensive, including the automation of packing and the use of computerized equipment.
PPE is common throughout the bottling facility. It is mandatory for bottling room employees to wear safety glasses for eye protection, and ear protection where they are exposed to high noise levels. There should be a safety shoe programme in place, with employees expected to wear steel-toed shoes. If a hazard cannot be eliminated at the source (through engineering) or along the path (through barriers), then PPE must be used for the safety of the worker.
There are many key methods in creating a safe work environment. A company must have a health and safety policy and should convey this via a safety manual that outlines safety procedures. Also, monthly plant inspections can prevent hazards and minimize injuries. Communication with employees regarding safety practices is the most essential part of a successful safety programme.
Confined-space entry hazards in the beverage industry
A confined space is defined as a space in which, because of its construction, location, contents or the work activity therein, the accumulation of a hazardous gas, vapour, dust or fumes, or the creation of an oxygen-deficient atmosphere, may occur. Where confined-space entry could occur, it is imperative that a confined-space entry procedure be in place and that all workers be trained and educated on the procedure. Prior to entering a confined space, testing for oxygen deficiency, combustible gases and toxic gases should be conducted. Positive-pressure self-contained breathing apparatus (SCBA) or other approved respirators may have to be worn by workers during entry. Continuous monitoring is mandatory while personnel are inside the confined space. All personnel entering must be properly suited up with a safety harness, complete with shoulder and leg straps. A stand-by observer must be assigned and maintain constant surveillance of employees within a confined space, and a person adequately trained in artificial respiration must be conveniently available.
The beverage industry has many situations in which there are confined-space entry hazards. Examples of such situations include:
· mixing vats in the soft drink industry in which hazardous vapours or gases might be present
· grain bins in brewing and distilled spirits industries
· fermentation vats in brewing and wine making
· fermenters and stills in the distilled spirits industry.
These grain bins, fermenter tanks and so forth may have to be entered from time to time for cleaning, repairing and so on. During the fermentation process, in particular, there are risks of asphyxiation from the vapours of alcohol and carbon dioxide released by the fermentation process when confined spaces are entered where ventilation is inadequate (Giullemin and Horisberger 1994).
R.G. Aldi and Rita Seguin
Wine Industry
Adapted from 3rd edition, “Encyclopaedia of Occupational Health and Safety”.
Wine is produced from grapes. The ripe grape, when crushed, yields the must which, by total or partial and normal fermentation, turns into wine. During fermentation, first rapid and turbulent, then gradually slowing down, sugar is transformed into alcohol and carbon dioxide. Many elements contained in the grapes remain in the drink. The various phases of activity in the production of wine from grapes include wine-making, storage and bottling.
Wine-making
Wine-making involves a variety of activities carried out by a variety of methods ranging from traditional “farm production” to modern industrial production. The ancient method of pressing the grapes, in which the harvesters trod during the night the grapes they had gathered during the day, is less and less seen in modern wine-making. Wine is now produced in installations belonging to groups of farmers or to commercial firms, using techniques that produce a more uniform type of wine and reduce the risk of spoilage, especially that which arises from acidification which transforms the wine into vinegar.
On arrival at the cellars, the grapes are crushed in simple mills or large machines, such as centrifugal crushers, by rollers or in other ways. These processes always involve mechanical risks and noise for the entire period during which large quantities of must is being handled. The crushed mass is then transferred to large reservoirs, by pumping or other procedures, where it will be pressed to separate the juice from the skins and stalks. The must is then transferred to fermenting vessels. On completion of fermentation, the wine is drawn off from the dregs and poured into storage bins or tanks. Extraneous matter and impurities are removed by filters. Diatomaceous earth has replaced asbestos as a filter agent in some countries, such as the United States. Larger foreign matter may be removed by centrifuges.
The quality of the wine can be improved by refrigeration using continuous-flow refrigerators and double-jacketed cooling tanks. In these operations, exposure to vapours and gases released during the various stages of the process—particularly straining, fermentation and the use of disinfectants and other products intended to guarantee the hygienic condition and quality of the wine—must be borne in mind. Refrigerant gases such as ammonia may cause toxic and explosive risks, and adequate ventilation and strict maintenance to prevent leakage are essential. Automatic leak detection and respiratory protective equipment, frequently tested, should be available for emergencies. There are also the common risks due to wet and slippery floors, the disorder characteristic of seasonal activities and the quality of illumination and ventilation (the rooms where the wine is prepared are often also used for storage and are designed to maintain a uniform, relatively low temperature).
Particularly significant are the risks of asphyxiation from the vapours of alcohol and the carbon dioxide released by the fermentation process, especially when the liquids are transported and decanted into reservoirs or confined spaces where ventilation is inadequate.
Certain other harmful substances are used in wine-making. Metabisulphite in concentrated solution is irritating to the skin and the mucous membrane; tartaric acid, which is considered non-toxic, can be slightly irritating in very concentrated solutions; sulphur dioxide provokes an intense irritation of the eyes and the respiratory tract; tannins can dry a worker’s skin and make it lose pigmentation; the use of disinfectants and detergents for the washing of storage tanks cause dermatitis; and potassium bitartarate, ascorbic acid, proteolytic enzymes and so on, which may be used in the preparation of alcoholic beverages, can cause diarrhoea or allergic reactions.
When work processes are modernized, workers may need support and assistance in order to adapt. Large production cellars should consider ergonomic principles in the choice of the equipment for such installations. Crushers and presses should have easy access in order to facilitate pouring the grapes and the residues. Whenever possible, suitable pumps should be installed, which should be easy to inspect and should have a solid foundation in order not to cause any obstruction, high noise levels and vibrations.
The general organization of the production cellar should be such that no unnecessary risks are caused and that risks should not spread to other areas; ventilation should conform to standards; temperature control may be necessary; compressors, condensers, electrical equipment and so on must be installed so as to obviate all possible risks. Because of the humidity of several processes, protecting electrical equipment is necessary and, where possible, low voltages should be used, especially for portable equipment and inspection lamps. Ground fault circuit interrupters should be installed where necessary. Electrical equipment in the vicinity of distillation plants should be of flameproof construction.
Wooden vats are decreasingly common, though they can occasionaly be found in small cellars for farm production. In modern wine-making, vats are lined with glass or stainless steel for sanitary and control reasons; lined reinforced concrete and, sometimes, plastics are also used. Vats must have the proper dimensions and be adequately resistant to allow fermentation and decanting (right down to the dregs), to hold the volume of reserves as long as necessary and to allow for easy exchange of their contents, should it prove to be necessary. Cleaning of containers involves especially high risks, and a confined-space programme should be in effect: the gas should be dispelled by mobile ventilators before containers are entered, and safety belts and life-lines and respiratory protective equipment should be worn. A competent worker should be stationed outside to supervise and rescue workers inside, if necessary. See the box on confined spaces for more information.
Wine Storage
Storage involves not only the keeping of large volumes of liquid but also a number of activities such as cleaning and disinfecting the tanks or casks; their maintenance and conservation; application of sulphur dioxide, ascorbic acid, tartaric acid, inert gases, tannins and albumins; and other additional processes, such as mixing, glueing, filtering, centrifugation and so on. Some treatments of wine involve the use of heat and cold to destroy yeast and bacteria; the utilization of carbon and other deodorizers; the application of CO2, and so on. As an example of this type of installation we may refer to the system of instantaneous refrigeration, for the stabilization of wines at a temperature near the freezing point, which facilitates the elimination of colloids, microbes and other products such as potassium bitartarate, which provokes precipitation in the bottles. It is obvious that these installations imply risks that formerly did not need to be considered in this phase of storage. Prevention is essentially based on ergonomic planning and good maintenance.
Wine Bottling
Wine is usually sold in glass bottles (of 1.0, 0.8, 0.75 or 0.30 l capacity); glass containers of 5 l are occasionally used. Plastic containers are not as common. In the filling plants, bottles are first cleaned and then filled, sealed and labelled. Conveyors are widely used in bottling plants.
The risks of bottling arise from the handling of glass material; these vary according to whether the bottles to be washed are new or returned, and according to the products used (water and detergents) and the techniques applied (washing by hand or mechanically or both). Bottles’ shape; how the filling must be done (ranging from manual methods to sophisticated filling machines which can also introduce carbon dioxide); the process of corking; the more or less complicated system of stacking, or placing into boxes or crates after labelling; and other final touches determine the risks.
The risks involved are those which generally correspond to the filling of containers with liquids. The hands are constantly wet; if the bottles break, the projection of glass particles and liquid can cause injuries. The effort required to transport them once they are packed in boxes (usually by dozens) could be eliminated at least partially by mechanization. See also the article “Soft drink bottling and canning”.
Acknowledgments: The author would like to thank the Junta Nacional dos Vinhos (Lisbon) for their advice on technical aspects.
Brewing Industry
Adapted from 3rd edition, “Encyclopaedia of Occupational Health and Safety”.
Brewing is one of the oldest industries: beer in different varieties was drunk in the ancient world, and the Romans introduced it to all their colonies. Today it is brewed and consumed in almost every country, particularly in Europe and areas of European settlement.
Process Overview
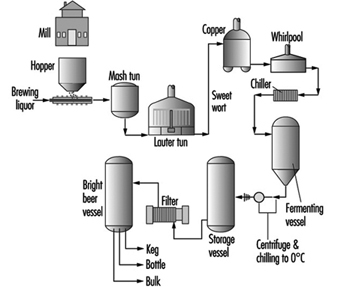
The grain used as the raw material is usually barley, but rye, maize, rice and oatmeal are also employed. In the first stage the grain is malted, either by causing it to germinate or by artificial means. This converts the carbohydrates to dextrin and maltose, and these sugars are then extracted from the grain by soaking in a mash tun (vat or cask) and then agitating in a lauter tun. The resulting liquor, known as sweet wort, is then boiled in a copper vessel with hops, which give a bitter flavour and helps to preserve the beer. The hops are then separated from the wort and it is passed through chillers into fermenting vessels where the yeast is added—a process known as pitching—and the main process of converting sugar into alcohol is carried out. (For discussion of fermentation see the chapter Pharmaceutical industry.) The beer is then chilled to 0 °C, centrifuged and filtered to clarify it; it is then ready for dispatch by keg, bottle, aluminium can or bulk transport. Figure 1 is a flow chart of the brewing process.
Figure 1. Flow chart of the brewing process.
Hazards and Their Prevention
Manual handling
Manual handling accounts for most of the injuries in breweries: hands are bruised, cut or punctured by jagged hoops, splinters of wood and broken glass. Feet are bruised and crushed by falling or rolling barrels. Much can be done to prevent these injuries by suitable hand and foot protection. Increase in automation and standardization of barrel size (say at 50 l) can reduce the lifting risks. The back pain caused by lifting and carrying of barrels and so on can be dramatically reduced by training in sound lifting techniques. Mechanical handling on pallets can also reduce ergonomic problems. Falls on wet and slippery floors are common. Non-slip surfaces and footwear, and a regular system of cleaning, are the best precaution.
Handling of grain can produce barley itch, caused by a mite infesting the grain. Mill-worker’s asthma, sometimes called malt fever, has been recorded in grain handlers and has been shown to be an allergic response to the grain weevil (Sitophilus granarius). Manual handling of hops can produce a dermatitis due to the absorption of the resinous essences through broken or chapped skin. Preventive measures include good washing and sanitary facilities, efficient ventilation of the workrooms, and medical supervision of the workers.
When barley is malted by the traditional method of steeping it and then spreading it on floors to produce germination, it may become contaminated by Aspergillus clavatus, which can produce growth and spore formation. When the barley is turned to prevent root matting of the shoots, or when it is loaded into kilns, the spores may be inhaled by the workers. This may produce extrinsic allergic alveolitis, which in symptomatology is indistinguishable from farmer’s lung; exposure in a sensitized subject is followed by a rise in body temperature and shortness of breath. There is also a fall in normal lung functions and a decrease in the carbon monoxide transfer factor.
A study of organic dusts containing high levels of endotoxin in two breweries in Portugal found the prevalence of symptoms of organic dust toxic syndrome, which is distinct from alveolitis or hypersensitivity pneumonia, to be 18% among brewery workers. Mucous membrane irritation was found among 39% of workers (Carveilheiro et al. 1994).
In an exposed population, the incidence of the disease is about 5%, and continued exposure produces severe respiratory incapacity. With the introduction of automated malting, where workers are not exposed, this disease has largely been eliminated.
Machinery
Where malt is stored in silos, the opening should be protected and strict rules enforced regarding entry of personnel, as described in the box on confined spaces in this chapter. Conveyors are much used in bottling plants; traps in the gearing between belts and drums can be avoided by efficient machinery guarding. There should be an effective lockout/tagout programme for maintenance and repair. Where there are walkways across or above conveyors, frequent stop buttons should also be provided. In the filling process, very serious lesions can be caused by bursting bottles; adequate guards on the machinery and face guards, rubber gloves, rubberized aprons and non-slip boots for the workers can prevent injury.
Electricity
Owing to the prevailing damp conditions, electrical installations and equipment need special protection, and this applies particularly to portable apparatus. Ground fault circuit interrupters should be installed where necessary. Wherever possible, low voltages should be used, especially for portable inspection lamps. Steam is used extensively, and burns and scalds occur; lagging and protection of pipes should be provided, and safety locks on steam valves will prevent accidental release of scalding steam.
Carbon dioxide
Carbon dioxide (CO2) is formed during fermentation and is present in fermenting tuns, as well as vats and vessels that have contained beer. Concentrations of 10%, even if breathed only for a short time, produce unconsciousness, asphyxia and eventual death. Carbon dioxide is heavier than air, and efficient ventilation with extraction at a low height is essential in all fermentation chambers where open vats are used. As the gas is imperceptible to the senses, there should be an acoustic warning system which will operate immediately if the ventilation system breaks down. Cleaning of confined spaces presents serious hazards: the gas should be dispelled by mobile ventilators before workers are permitted to enter, safety belts and lifelines and respiratory protective equipment of the self-contained or supplied-air type should be available, and another worker should be posted outside for supervision and rescue, if necessary.
Gassing
Gassing has occurred during relining of vats with protective coatings containing toxic substances such as trichloroethylene. Precautions should be taken similar to those listed above against carbon dioxide.
Refrigerant gases
Chilling is used to cool the hot wort before fermentation and for storage purposes. Accidental discharge of refrigerants can produce serious toxic and irritant effects. In the past, chloromethane, bromomethane, sulphur dioxide and ammonia were mainly used, but today ammonia is most common. Adequate ventilation and careful maintenance will prevent most risks, but leak detectors and self-contained breathing apparatus should be provided for emergencies frequently tested. Precautions against explosive risks may also be necessary (e.g., flameproof electrical fittings, elimination of naked flames).
Hot work
In some processes, such as cleaning out mash tuns, workers are exposed to hot, humid conditions while performing heavy work; cases of heat stroke and heat cramps can occur, especially in those new to the work. These conditions can be prevented by increased salt intake, adequate rest periods and the provision and use of shower baths. Medical supervision is necessary to prevent mycoses of the feet (e.g., athlete’s foot), which spread rapidly in hot, humid conditions.
Throughout the industry, temperature and ventilation control, with special attention to the elimination of steam vapour, and the provision of PPE are important precautions, not only against accident and injury but also against more general hazards of damp, heat and cold (e.g., warm working clothes for workers in cold rooms).
Control should be exercised to prevent excessive consumption of the product by the persons employed, and alternative hot beverages should be available at meal breaks.
Noise
When metal barrels replaced wooden casks, breweries were faced with a severe noise problem. Wooden casks made little or no noise during loading, handling or rolling, but metal casks when empty create high noise levels. Modern automated bottling plants generate a considerable volume of noise. Noise can be reduced by the introduction of mechanical handling on pallets. In the bottling plants, the substitution of nylon or neoprene for metal rollers and guides can substantially reduce the noise level.
Health and Environmental Concerns
Beverages, both alcoholic and non-alcoholic, are normally produced under strict sanitary guidelines set by governmental regulations. To meet these guidelines, equipment within beverage plants is constantly cleaned and disinfected with harsh cleaning agents. The copious use of cleaning agents can, in itself, pose health problems to the workers exposed to them in their job duties. Skin and eye contact with the caustic cleansers can cause severe dermatitis. Another concern is that inhalation of the fumes or spray produced when using the cleansers may cause damage to the lungs, nose, mouth or throat. Water or other liquids are commonly found in and around production, making slips and falls a common injury and causing many other injuries simply due to poor traction.
Glass containers, high-speed fillers and overhead conveyors result in a combination of elements that can produce serious harm from flying glass. Cuts and eye injuries are common due to glass breakage. Much of the beverage industry has moved to using larger and larger quantities of aluminium cans and plastic containers; this has reduced the incidence of glass-inflicted injuries. However, in certain countries and specific industries, such as wine and spirits, this has not been the case.
Electrical systems in any industry possess a high degree of potential injury. When mixed with the ever present water in beverage manufacturing, the threat of electrocution becomes extreme. Electrical systems within beverage plants are constantly being reworked as the industry rapidly modernizes with new high-speed equipment that results in increasing exposure.
The manufacturing process in the beverage industry entails the movement of massive quantities of raw materials in bags and barrels, on wooden and plastic pallets; loads of empty bottles and cans; and finished product in a variety of containers. Beverages, being liquid, are naturally heavy. Repetitive-motion injuries due to sorting and inspection of glass bottles and some packaging operations occur frequently. This continuous movement of light and heavy objects presents ergonomic challenges for the beverage industry as well as other industries. The incidence of soft tissue sprain and strain injuries in the United States has risen nearly 400% since 1980, for example. Nations are in different stages of progress in determining preventive measures to reduce these types of injuries.
Modern mechanized equipment has drastically reduced the number of personnel needed to operate the bottling and canning lines, which in itself has reduced the exposure to injury. However, the high-speed conveyers and automatic palletizing and de-palletizing equipment can cause serious, although less frequent, injuries. Personnel tempted to reach into a moving conveyor to put a bottle or can upright can get clothing caught and be dragged into the mechanism. Palletizers and depalletizers can become jammed, and a worker can suffer broken limbs trying to clear the machines.
Modern high-speed equipment has, in most cases, led to increased noise levels, especially at the higher frequencies. Hearing loss caused by workplace noise is classified as a disease, since it occurs insidiously over time and is irreversible. Incidence rates involving hearing loss are increasing. Engineering controls to reduce the noise levels are being tested and used, but enforcement of the wearing of standard hearing protection is still the preferred method used by most employers. New on the horizon is the investigation of the stress on workers due to the combination of high noise levels, 24-hour schedules and the tempo of work.
Confined spaces, such as tanks, casks, vats, wastewater pits and storage or mixing vessels used commonly in beverage manufacturing facilities, have the potential of causing catastrophic injuries. This issue has not received a lot of attention by beverage industry management because most vessels are considered to be “clean” and mishaps occur so infrequently. Although injuries in the types of vessels used by beverage plants are rare, a serious incident can occur due to the introduction of hazardous materials during cleaning operations or from atmospheric abnormalities, potentially resulting in a near or actual fatality. (See the box on confined spaces.)
Most beverage manufacturing facilities have raw material and finished product storage areas. Self-propelled material-handling equipment poses as serious a threat in a production plant as in any warehouse. Injuries involving fork-lift trucks and similar equipment often result in crushing injuries to pedestrian personnel or to the operator if the vehicle overturns. Production plants often entail cramped conditions as expansion of production capability in existing facilities takes place. These cramped conditions are often conducive to a serious accident involving material-handling equipment.
Beverage production usually requires pure water and refrigeration systems. Chemicals used most commonly to satisfy these requirements are chlorine and liquid anhydrous ammonia, respectively, and both are considered extremely hazardous substances. Chlorine is often purchased and stored in pressurized metal cylinders of various sizes. Injuries can occur to personnel during changeover from one cylinder to another or from a leaking or defective valve. An accidental release of anhydrous ammonia can cause burns to the skin and respiratory system on contact. A large, uncontrolled release of anhydrous ammonia can result in air concentrations high enough to explode violently. Emergency systems to detect leaks and automatic ventilation and shut down equipment are used frequently, along with evacuation and response procedures. Chlorine and anhydrous ammonia are chemicals that have strong identifiable odours and are easily detectable in the air. They are considered to have strong warning properties to alert workers of their presence.
Carbon dioxide, most commonly used for pressurization and carbonation, and carbon monoxide, emitted by internal combustion engines, are present in most beverage plants. Beverage filler rooms are usually the most prone to having high levels of carbon dioxide, especially during product changeover procedures. Beverage companies have been increasing the assortment of products offered to the public, so these changeovers occur more frequently, increasing the need for ventilation to exhaust the carbon dioxide. Carbon monoxide can be present if fork-lifts or similar equipment are used. A dangerous concentration can accumulate if engines are not operating within manufacturers’ specifications.
Employment in the beverage industry is often seasonal. This is more common in areas of the world with distinct seasons and in northern climates. A combination of worldwide manufacturing trends such as just-in-time inventory control and the use of contract and temporary personnel can have a great impact on safety and health. Often workers employed for short periods of time are not afforded the same amount of safety-related training as permanent employees. In some cases, resultant costs associated with injuries sustained by temporary personnel are not borne by the employer but by an agency supplying the worker to the employer. This has created an apparent “win-win” situation for the employer and the opposite effect on the workers employed in positions such as these. More enlightened governments, employers and trade associations are beginning to look closely at this growing problem and are working on methods to improve the amount and quality of safety training given to workers in this category.
Environmental concerns are not often associated with beverage production, since it is not thought of as a “smokestack industry”. Excluding an accidental release of a hazardous chemical such as anhydrous ammonia or chlorine, the main discharge from beverage production is wastewater. Usually this wastewater is treated prior to entry into the waste stream, so it is rare that a problem occurs. Occasionally a bad batch of product has to be discarded, which, depending on the ingredients involved, may have to be transported away for treatment or greatly diluted before release into the waste system. A large quantity of acidic beverage finding its way into a stream or lake can cause large fish kills and must be avoided.
The increasing use of chemical additives for enhancing flavour, extending shelf life or as a substitute sweetener has raised public health concerns. Some chemicals used as artificial sweeteners are prohibited in some countries because they have been found to be carcinogenic. Most, however, present no apparent health risk to the public. The handling of these raw chemicals and their presence in the workplace has not been studied in enough depth to determine if there are worker exposure risks.
" DISCLAIMER: The ILO does not take responsibility for content presented on this web portal that is presented in any language other than English, which is the language used for the initial production and peer-review of original content. Certain statistics have not been updated since the production of the 4th edition of the Encyclopaedia (1998)."