- You are here:
-
Home

-
Contents
-
Part XII. Chemical Industries
- Oil and Natural Gas

78. Oil and Natural Gas
Chapter Editor: Richard S. Kraus
Table of Contents
Petroleum Refining Process
Richard S. Kraus
Tables
Click a link below to view table in article context.
1. Summary of the history of refining processing
2. Principal products of crude oil refining
3. Overview of petroleum refining processes
Figures
Point to a thumbnail to see figure caption, click to see figure in article context.

























Petroleum Refining Process
General Profile
Petroleum refining begins with the distillation, or fractionation, of crude oils into separate hydrocarbon groups. The resultant products are directly related to the characteristics of the crude oil being processed. Most of these products of distillation are further converted into more useable products by changing their physical and molecular structures through cracking, reforming and other conversion processes. These products are subsequently subjected to various treatment and separation processes, such as extraction, hydrotreating and sweetening, in order to produce finished products. Whereas the simplest refineries are usually limited to atmospheric and vacuum distillation, integrated refineries incorporate fractionation, conversion, treatment and blending with lubricant, heavy fuels and asphalt manufacturing; they may also include petrochemical processing.
The first refinery, which opened in 1861, produced kerosene by simple atmospheric distillation. Its by-products included tar and naphtha. It was soon discovered that high-quality lubricating oils could be produced by distilling petroleum under vacuum. However, for the next 30 years, kerosene was the product consumers wanted most. The two most significant events which changed this situation were:
- the invention of the electric light, which decreased the demand for kerosene
- the invention of the internal-combustion engine, which created a demand for diesel fuel and gasoline (naphtha).
With the advent of mass production and the First World War, the number of gasoline-powered vehicles increased dramatically, and the demand for gasoline grew accordingly. However, only a certain amount of gasoline could be obtained from crude oil through atmospheric and vacuum distillation processes. The first thermal cracking process was developed in 1913. Thermal cracking subjected heavy fuels to both pressure and intense heat, physically breaking their large molecules into smaller ones, producing additional gasoline and distillate fuels. A sophisticated form of thermal cracking, visbreaking, was developed in the late 1930s to produce more desirable and valuable products.
As higher-compression gasoline engines were developed, there was a demand for higher-octane gasoline with better anti-knock characteristics. The introduction of catalytic cracking and poly- merization processes in the mid- to late 1930s met this demand by providing improved gasoline yields and higher octane numbers. Alkylation, another catalytic process, was developed in the early 1940s to produce more high-octane aviation gasoline and petrochemical feedstocks, the starting materials, for explosives and synthetic rubber. Subsequently, catalytic isomerization was developed to convert hydrocarbons to produce increased quantities of alkylation feedstocks.
Following the Second World War, various reforming processes were introduced which improved gasoline quality and yield, and produced higher-quality products. Some of these involved the use of catalysts and/or hydrogen to change molecules and remove sulphur. Improved catalysts, and process methods such as hydrocracking and reforming, were developed throughout the 1960s to increase gasoline yields and improve anti-knock characteristics. These catalytic processes also produced molecules with a double bond (alkenes), forming the basis of the modern petrochemical industry.
The numbers and types of different processes used in modern refineries depend primarily on the nature of the crude feedstock and finished product requirements. Processes are also affected by economic factors including crude costs, product values, availability of utilities and transportation. The chronology of the introduction of various processes is given in table 1.
Table 1. Summary of the history of refining processing
|
Year |
Process name |
Process purpose |
Process by-products |
|
1862 |
Atmospheric distillation |
Produce kerosene |
Naphtha, tar, etc. |
|
1870 |
Vacuum distillation |
Lubricants (original) |
Asphalt, residual |
|
1913 |
Thermal cracking |
Increase gasoline |
Residual, bunker fuel |
|
1916 |
Sweetening |
Reduce sulphur and odour |
Sulphur |
|
1930 |
Thermal reforming |
Improve octane number |
Residual |
|
1932 |
Hydrogenation |
Remove sulphur |
Sulphur |
|
1932 |
Coking |
Produce gasoline base stocks |
Coke |
|
1933 |
Solvent extraction |
Improve lubricant viscosity index |
Aromatics |
|
1935 |
Solvent dewaxing |
Improve pour point |
Waxes |
|
1935 |
Catalytic polymerization |
Improve gasoline yield and octane number |
Petrochemical feedstocks |
|
1937 |
Catalytic cracking |
Higher octane gasoline |
Petrochemical feedstocks |
|
1939 |
Visbreaking |
Reduce viscosity |
Increased distillate, tar |
|
1940 |
Alkylation |
Increase gasoline octane and yield |
High-octane aviation gasoline |
|
1940 |
Isomerization |
Produce alkylation feedstock |
Naphtha |
|
1942 |
Fluid catalytic cracking |
Increase gasoline yield and octane |
Petrochemical feedstocks |
|
1950 |
Deasphalting |
Increase cracking feedstock |
Asphalt |
|
1952 |
Catalytic reforming |
Convert low-quality naphtha |
Aromatics |
|
1954 |
Hydrodesulphurization |
Remove sulphur |
Sulphur |
|
1956 |
Inhibitor sweetening |
Remove mercaptan |
Disulphides |
|
1957 |
Catalytic isomerization |
Convert to molecules with high octane number |
Alkylation feedstocks |
|
1960 |
Hydrocracking |
Improve quality and reduce sulphur |
Alkylation feedstocks |
|
1974 |
Catalytic dewaxing |
Improve pour point |
Wax |
|
1975 |
Residual hydrocracking |
Increase gasoline yield from residual |
Heavy residuals |
Basic refining processes and operations
Petroleum refining processes and operations can be classified into the following basic areas: separation, conversion, treatment, formulating and blending, auxiliary refining operations and refining non-process operations. See figure 1 for a simplified flow chart.
Figure 1. Refinery process chart
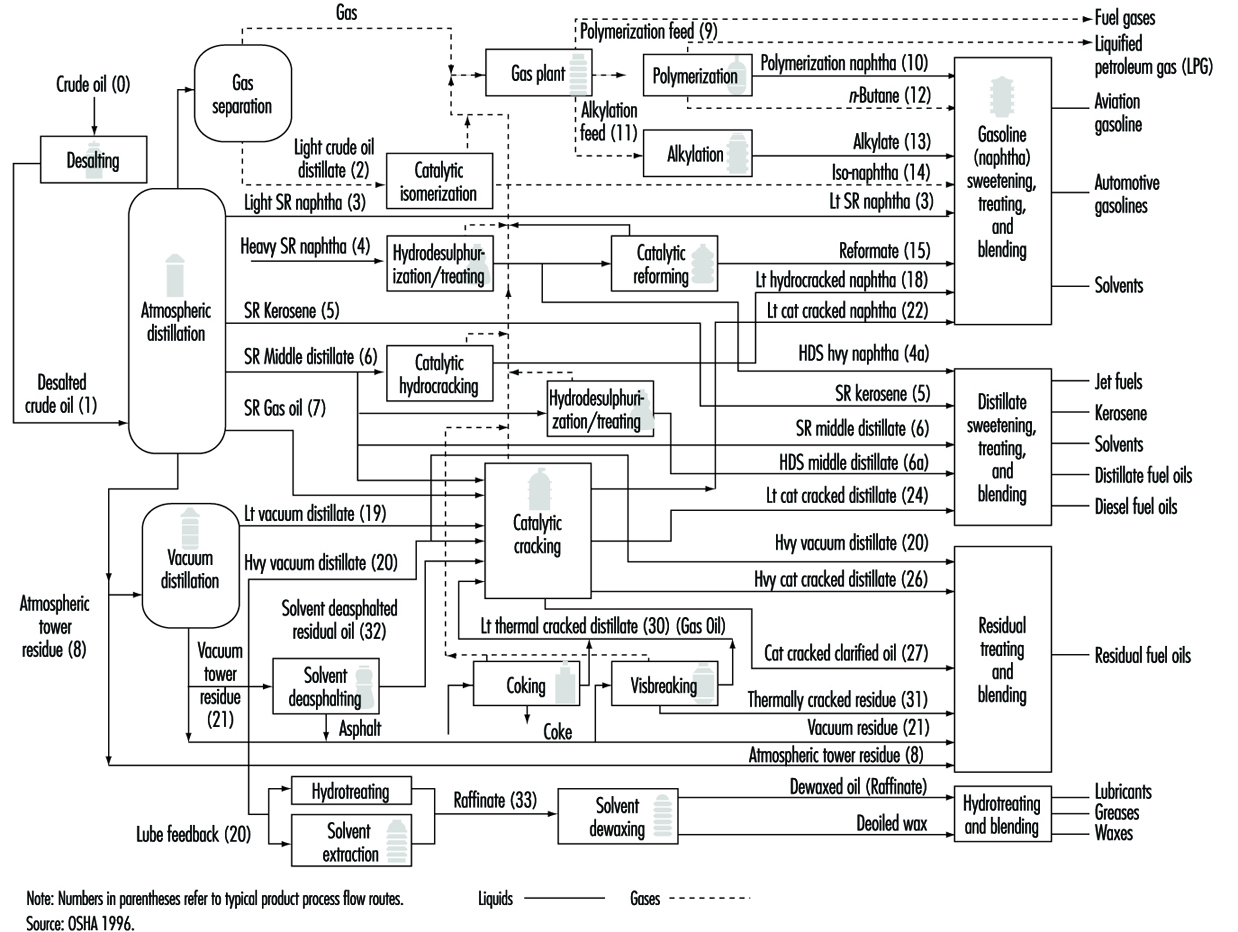
Separation. Crude oil is physically separated by fractionation in atmospheric and vacuum distillation towers, into groups of hydrocarbon molecules with various boiling-point ranges, called “fractions” or “cuts”.
Conversion. Conversion processes used to change the size and/or structure of hydrocarbon molecules include:
- decomposition (dividing) by hydro-, thermal and catalytic cracking, coking and visbreaking
- unification (combining) through alkylation and polymerization
- alteration (rearranging) with isomerization and catalytic reforming
- treatment.
Since the beginning of refining, various treatment methods have been used to remove non-hydrocarbons, impurities and other constituents that adversely affect the performance properties of finished products or reduce the efficiency of the conversion processes. Treatment involves both chemical reactions and physical separation, such as dissolving, absorption or precipitation, using a variety and combination of processes. Treatment methods include removing or separating aromatics and naphthenes, as well as removing impurities and undesirable contaminants. Sweetening compounds and acids are used to desulphurize crude oil before processing, and to treat products during and after processing. Other treatment methods include crude desalting, chemical sweetening, acid treating, clay contacting, hydrodesulphurizing, solvent refining, caustic washing, hydrotreating, drying, solvent extraction and solvent dewaxing.
Formulating and blending is the process of mixing and combining hydrocarbon fractions, additives and other components to produce finished products with specific desired performance properties.
Auxiliary refining operations. Other refinery operations which are required to support hydrocarbon processing include light ends recovery; sour water stripping; solid waste, waste water and process water treatment and cooling; hydrogen production; sulphur recovery; and acid and tail gas treatment. Other process functions are providing catalysts, reagents, steam, air, nitrogen, oxygen, hydrogen and fuel gases.
Refinery non-process facilities. All refineries have a multitude of facilities, functions, equipment and systems which support the hydrocarbon process operations. Typical support operations are heat and power generation; product movement; tank storage; shipping and handling; flares and relief systems; furnaces and heaters; alarms and sensors; and sampling, testing and inspecting. Non-process facilities and systems include firefighting, water and protection systems, noise and pollution controls, laboratories, control rooms, warehouses, maintenance and administrative facilities.
Major Products of Crude Oil Refining
Petroleum refining has evolved continuously in response to changing consumer demand for better and different products. The original process requirement was to produce kerosene as a cheaper and better source of fuel for lighting than whale oil. The development of the internal combustion engine led to the production of benzene, gasoline and diesel fuels. The evolution of the airplane created a need for high-octane aviation gasoline and jet fuel, which is a sophisticated form of the original refinery product, kerosene. Present-day refineries produce a variety of products, including many which are used as feedstocks for cracking processes and lubricant manufacturing, and for the petrochemical industry. These products can be broadly classified as fuels, petrochemical feedstocks, solvents, process oils, lubricants and special products such as wax, asphalt and coke. (See table 2.)
Table 2. Principal products of crude oil refining
|
Hydrocarbon gases |
Uses |
|
Liquified gases |
Cooking and industrial gas |
|
Chemical industry feedstock |
Rubber products |
|
Carbon black |
Printing inks |
|
Light distillates |
|
|
Light naphthas |
Olefins |
|
Intermediate naphthas |
Aviation and motor gasoline |
|
Heavy naphthas |
Military jet fuel |
|
Gas oil |
Cracking stock |
|
Heavy distillates |
|
|
Technical oils |
Textile oils |
|
Lubricating oils |
Transformer and spindle oils |
|
Paraffin wax |
Rubber industry |
|
Residues |
|
|
Petrolatum |
Petroleum jelly |
|
Residual fuel oil |
No. 6 boiler and process fuel oil |
|
Asphalts |
Paving asphalt |
|
Refinery by-products |
|
|
Coke |
Electrodes and fuel |
|
Sulphonates |
Emulsifiers |
|
Sulphuric acid |
Synthetic fertilizer |
|
Sulphur |
Chemicals |
|
Hydrogen |
Hydrocarbon reformation |
A number of chemicals are used in, or formed as a result of, hydrocarbon processing. A brief description of those which are specific and pertinent to refining follows:
Sulphur Dioxide
Flue gas from burning high-sulphur-content fuels usually contains high levels of sulphur dioxide, which usually is removed by water scrubbing.
Caustics
Caustics are added to desalting water to neutralize acids and reduce corrosion. Caustics are also added to desalted crude in order to reduce the amount of corrosive chlorides in the tower overheads. They are used in refinery treating processes to remove contaminants from hydrocarbon streams.
Nitrogen oxides and carbon monoxide
Flue gas contains up to 200 ppm of nitric oxide, which reacts slowly with oxygen to form nitrogen dioxide. Nitric oxide is not removed by water scrubbing, and nitrogen dioxide can dissolve in water to form nitrous and nitric acid. Flue gas normally contains only a slight amount of carbon monoxide, unless combustion is abnormal.
Hydrogen sulphide
Hydrogen sulphide is found naturally in most crude oils and is also formed during processing by the decomposition of unstable sulphur compounds. Hydrogen sulphide is an extremely toxic, colourless, flammable gas which is heavier than air and soluble in water. It has a rotten egg odour which is discernible at concentrations well below its very low exposure limit. This smell cannot be relied upon to provide adequate warning as the senses are almost immediately desensitized upon exposure. Special detectors are required to alert workers to the presence of hydrogen sulphide, and proper respiratory protection should be used in the presence of the gas. Exposure to low levels of hydrogen sulphide will cause irritation, dizziness and headaches, while exposure to levels in excess of the prescribed limits will cause nervous system depression and eventually death.
Sour water
Sour water is process water which contains hydrogen sulphide, ammonia, phenols, hydrocarbons and low-molecular-weight sulphur compounds. Sour water is produced by steam stripping hydrocarbon fractions during distillation, regenerating catalyst, or steam stripping hydrogen sulphide during hydrotreating and hydrofinishing. Sour water is also generated by the addition of water to processes to absorb hydrogen sulphide and ammonia.
Sulphuric acid and hydrofluoric acid
Sulphuric acid and hydrofluoric acid are used as catalysts in alkylation processes. Sulphuric acid is also used in some of the treatment processes.
Solid catalysts
A number of different solid catalysts in many forms and shapes, from pellets to granular beads to dusts, made of various materials and having various compositions, are used in refining processes. Extruded pellet catalysts are used in moving and fixed bed units, while fluid bed processes use fine, spherical particulate catalysts. Catalysts used in processes which remove sulphur are impregnated with cobalt, nickel or molybdenum. Cracking units use acid-function catalysts, such as natural clay, silica alumina and synthetic zeolites. Acid-function catalysts impregnated with platinum or other noble metals are used in isomerization and reforming. Used catalysts require special handling and protection from exposures, as they may contain metals, aromatic oils, carcinogenic polycyclic aromatic compounds or other hazardous materials, and may also be pyrophoric.
Fuels
The principal fuel products are liquefied petroleum gas, gasoline, kerosene, jet fuel, diesel fuel and heating oil and residual fuel oils.
Liquefied petroleum gas (LPG), which consists of mixtures of paraffinic and olefinic hydrocarbons such as propane and butane, is produced for use as a fuel, and is stored and handled as liquids under pressure. LPG has boiling points ranging from about –74 °C to
38 °C, is colourless, and the vapours are heavier than air and extremely flammable. The important qualities from an occupational health and safety perspective of LPGs are vapour pressure and control of contaminants.
Gasoline. The most important refinery product is motor gasoline, a blend of relatively low-boiling hydrocarbon fractions, including reformate, alkylate, aliphatic naphtha (light straight-run naphtha), aromatic naphtha (thermal and catalytic cracked naphtha) and additives. Gasoline blending stocks have boiling points which range from ambient temperatures to about 204 °C, and a flashpoint below –40 °C. The critical qualities for gasoline are octane number (anti-knock), volatility (starting and vapour lock) and vapour pressure (environmental control). Additives are used to enhance gasoline performance and provide protection against oxidation and rust formation. Aviation gasoline is a high-octane product, specially blended to perform well at high altitudes.
Tetra ethyl lead (TEL) and tetra methyl lead (TML) are gasoline additives which improve octane ratings and anti-knock performance. In an effort to reduce lead in automotive exhaust emissions, these additives are no longer in common use, except in aviation gasoline.
Ethyl tertiary butyl ether (ETBE), methyl tertiary butyl ether (MTBE), tertiary amyl methyl ether (TAME) and other oxygenated compounds are used in lieu of TEL and TML to improve unleaded gasoline anti-knock performance and reduce carbon monoxide emissions.
Jet fuel and kerosene. Kerosene is a mixture of paraffins and naphthenes with usually less than 20% aromatics. It has a flashpoint above 38 °C and a boiling range of 160 °C to 288 °C, and is used for lighting, heating, solvents and blending into diesel fuel. Jet fuel is a middle distillate kerosene product whose critical qualities are freezepoint, flashpoint and smokepoint. Commercial jet fuel has a boiling range of about 191 °C to 274 °C, and military jet fuel from 55 °C to 288 °C.
Distillate fuels. Diesel fuels and domestic heating oils are light-coloured mixtures of paraffins, naphthenes and aromatics, and may contain moderate quantities of olefins. Distillate fuels have flashpoints above 60 °C and boiling ranges of about 163 °C to 371 °C, and are often hydrodesulphurized for improved stability. Distillate fuels are combustible and when heated may emit vapours which can form ignitable mixtures with air. The desirable qualities required for distillate fuels include controlled flash- and pourpoints, clean burning, no deposit formation in storage tanks, and a proper diesel fuel cetane rating for good starting and combustion.
Residual fuels. Many ships and commercial and industrial facilities use residual fuels or combinations of residual and distillate fuels, for power, heat and processing. Residual fuels are dark- coloured, highly viscous liquid mixtures of large hydrocarbon molecules, with flashpoints above 121 °C and high boiling points. The critical specifications for residual fuels are viscosity and low sulphur content (for environmental control).
Health and safety considerations
The primary safety hazard of LPG and gasoline is fire. The high volatility and high flammability of the lower-boiling-point products allows vapours to evaporate readily into air and form flammable mixtures which can be easily ignited. This is a recognized hazard that requires specific storage, containment and handling precautions, and safety measures to assure that releases of vapours and sources of ignition are controlled so that fires do not occur. The less volatile fuels, such as kerosene and diesel fuel, should be handled carefully to prevent spills and possible ignition, as their vapours are also combustible when mixed with air in the flammable range. When working in atmospheres containing fuel vapours, concentrations of highly volatile, flammable product vapours in air are often restricted to no more than 10% of the lower flammable limits (LFL), and concentrations of less volatile, combustible product vapours to no more than 20% LFL, depending on applicable company and government regulations, in order to reduce the risk of ignition.
Although gasoline vapour levels in air mixtures are typically maintained below 10% of the LFL for safety purposes, this concentration is considerably above the exposure limits to be observed for health reasons. When inhaled, small amounts of gasoline vapour in air, well below the lower flammable limit, can cause irritation, headaches and dizziness, while inhalation of larger concentrations can cause loss of consciousness and eventually death. Long-term health effects may also be possible. Gasoline contains benzene, for example, a known carcinogen with allowable exposure limits of only a few parts per million. Therefore, even working in gasoline vapour atmospheres at levels below 10% LFL requires appropriate industrial hygiene precautions, such as respiratory protection or local exhaust ventilation.
In the past, many gasolines contained tetra-ethyl or tetra methyl alky lead anti-knock additives, which are toxic and present serious lead absorption hazards by skin contact or inhalation. Tanks or vessels which contained leaded gasoline at any time during their use must be vented, thoroughly cleaned, tested with a special “lead-in-air” test device and certified to be lead-free to assure that workers can enter without using self-contained or supplied breathing air equipment, even though oxygen levels are normal and the tanks now contain unleaded gasoline or other products.
Gaseous petroleum fractions and the more highly volatile fuel products have a mild anaesthetic effect, generally in inverse ratio to molecular weight. Lower-boiling-point liquid fuels, such as gasoline and kerosene, produce a severe chemical pneumonitis if inhaled, and should not be siphoned by mouth or accidentally ingested. Gases and vapours may also be present in sufficiently high concentrations to displace oxygen (in the air) below normal breathing levels. Maintaining vapour concentrations below the exposure limits and oxygen levels at normal breathing ranges, is usually accomplished by purging or ventilation.
Cracked distillates contain small amounts of carcinogenic polycyclic aromatic hydrocarbons (PAHs); therefore, exposure should be limited. Dermatitis may also develop from exposure to gasoline, kerosene and distillate fuels, as they have a tendency to defat the skin. Prevention is accomplished by use of personal protective equipment, barrier creams or reduced contact and good hygienic practices, such as washing with warm water and soap instead of cleaning hands with gasoline, kerosene or solvents. Some persons have skin sensitivity to the dyes used to colour gasoline and other distillate products.
Residual fuel oils contain traces of metals and may have entrained hydrogen sulphide, which is extremely toxic. Residual fuels which have high cracked stocks boiling above 370 °C contain carcinogenic PAHs. Repeated exposure to residual fuels without appropriate personal protection, should be avoided, especially when opening tanks and vessels, as hydrogen sulphide gas may be emitted.
Petrochemical feedstocks
Many products derived from crude-oil refining, such as ethylene, propylene and butadiene, are olefinic hydrocarbons derived from refinery cracking processes, and are intended for use in the petrochemical industry as feedstocks for the production of plastics, ammonia, synthetic rubber, glycol and so on.
Petroleum solvents
A variety of pure compounds, including benzene, toluene, xylene, hexane and heptane, whose boiling points and hydrocarbon composition are closely controlled, are produced for use as solvents. Solvents may be classified as aromatic or non-aromatic, depending on their composition. Their use as paint thinners, dry-cleaning fluids, degreasers, industrial and pesticide solvents and so on, is generally determined by their flashpoints, which vary from well below –18 °C to above 60 °C.
The hazards associated with solvents are similar to those of fuels in that the lower flashpoint solvents are flammable and their vapours, when mixed with air in the flammable range, are ignitable. Aromatic solvents will usually have more toxicity than non-aromatic solvents.
Process oils
Process oils include the high boiling range, straight run atmospheric or vacuum distillate streams and those which are produced by catalytic or thermal cracking. These complex mixtures, which contain large paraffinic, naphthenic and aromatic hydrocarbon molecules with more than 15 carbon atoms, are used as feedstocks for cracking or lubricant manufacturing. Process oils have fairly high viscosities, boiling points ranging from 260 °C to 538 °C, and flashpoints above 121 °C.
Process oils are irritating to the skin and contain high concentrations of PAHs as well as sulphur, nitrogen and oxygen compounds. Inhalation of vapours and mists should be avoided, and skin exposure should be controlled by the use of personal protection and good hygienic practices.
Lubricants and greases
Lubricating oil base stocks are produced by special refining processes to meet specific consumer requirements. Lubricating base stocks are light- to medium-coloured, low-volatile, medium- to high-viscous mixtures of paraffinic, naphthenic and aromatic oils, with boiling ranges from 371 °C to 538 °C. Additives, such as demulsifiers, anti-oxidants and viscosity improvers, are blended into the lubricating oil base stocks to provide the characteristics required for motor oils, turbine and hydraulic oils, industrial greases, lubricants, gear oils and cutting oils. The most critical quality for lubricating oil base stock is a high viscosity index, providing for less change in viscosity under varying temperatures. This characteristic may be present in the crude oil feed stock or attained through the use of viscosity index improver additives. Detergents are added to keep in suspension any sludge formed during the use of the oil.
Greases are mixtures of lubricating oils and metallic soaps, with the addition of special-purpose materials such as asbestos, graphite, molybdenum, silicones and talc to provide insulation or lubricity. Cutting and metal-process oils are lubricating oils with special additives such as chlorine, sulphur and fatty-acid additives which react under heat to provide lubrication and protection to the cutting tools. Emulsifiers and bacteria prevention agents are added to water-soluble cutting oils.
Although lubricating oils by themselves are non-irritating and have little toxicity, hazards may be presented by the additives. Users should consult supplier material safety data information to determine the hazards of specific additives, lubricants, cutting oils and greases. The primary lubricant hazard is dermatitis, which can usually be controlled by the use of personal protective equipment together with proper hygienic practices. Occasionally workers may develop a sensitivity to cutting oils or lubricants which will require reassignment to a job where contact cannot occur. There are some concerns about carcinogenic exposure to mists from naphthenic-based cutting and light spindle oils, which can be controlled by substitution, engineering controls or personal protection. The hazards of exposure to grease are similar to those of lubricating oil, with the addition of any hazards presented by the grease materials or additives. Most of these hazards are discussed elsewhere in this Encyclopaedia.
Special products
Wax is used for protecting food products; in coatings; as an ingredient in other products such as cosmetics and shoe polish and for candles.
Sulphur is produced as a result of petroleum refining. It is stored either as a heated, molten liquid in closed tanks or as a solid in containers or outdoors.
Coke is almost pure carbon, with a variety of uses from electrodes to charcoal briquettes, depending on its physical characteristics, which result from the coking process.
Asphalt, which is primarily used for paving roads and roofing materials, should be inert to most chemicals and weather conditions.
Waxes and asphalts are solid at ambient temperatures, and higher temperatures are needed for storage, handling and transportation, with the resulting hazard of burns. Petroleum wax is so highly refined that it usually does not present any hazards. Skin contact with wax can lead to plugging of pores, which can be controlled by proper hygienic practices. Exposure to hydrogen sulphide when asphalt and molten sulphur tanks are opened can be controlled by the use of appropriate engineering controls or respiratory protection. Sulphur is also readily ignitable at elevated temperatures. Asphalt is discussed elsewhere in the Encyclopaedia.
Petroleum Refining Processes
Hydrocarbon refining is the use of chemicals, catalysts, heat and pressure to separate and combine the basic types of hydrocarbon molecules naturally found in crude oil into groups of similar molecules. The refining process also rearranges the structures and bonding patterns of the basic molecules into different, more desirable hydrocarbon molecules and compounds. The type of hydrocarbon (paraffinic, naphthenic or aromatic) rather than the specific chemical compounds present, is the most significant factor in the refining process.
Throughout the refinery, operations procedures, safe work practices and the use of appropriate personal protective clothing and equipment, including approved respiratory protection, is needed for fire, chemical, particulate, heat and noise exposures and during process operations, sampling, inspection, turnaround and maintenance activities. As most refinery processes are continuous and the process streams are contained in enclosed vessels and piping, there is limited potential for exposure. However, the potential for fire exists because even though refinery operations are closed processes, if a leak or release of hydrocarbon liquid, vapour or gas occurs, the heaters, furnaces and heat exchangers throughout the process units are sources of ignition.
Crude oil pretreatment
Desalting
Crude oil often contains water, inorganic salts, suspended solids and water-soluble trace metals. The first step in the refining process is to remove these contaminants by desalting (dehydration) in order to reduce corrosion, plugging and fouling of equipment, and to prevent poisoning the catalysts in processing units. Chemical desalting, electrostatic separation and filtering are three typical methods of crude-oil desalting. In chemical desalting, water and chemical surfactants (demulsifiers) are added to the crude oil, heated so that salts and other impurities dissolve into the water or attach to the water, and are then held in a tank where they settle out. Electrical desalting applies high-voltage electrostatic charges in order to concentrate suspended water globules in the bottom portion of the settling tank. Surfactants are added only when the crude oil has a large amount of suspended solids. A third, less common process involves filtering heated crude oil using diatomaceous earth as a filtration medium.
In chemical and electrostatic desalting, the crude feedstock is heated to between 66 °C and 177 °C, to reduce viscosity and surface tension for easier mixing and separation of the water. The temperature is limited by the vapour pressure of the crude-oil feedstock. Both methods of desalting are continuous. Caustic or acid may be added to adjust the pH of the water wash, and ammonia added to reduce corrosion. Waste water, together with contaminants, is discharged from the bottom of the settling tank to the waste water treatment facility. The desalted crude oil is continuously drawn from the top of the settling tanks and sent to an atmospheric crude distillation (fractionating) tower. (See figure 2.)
Figure 2. Desalting (pre-treatment) process
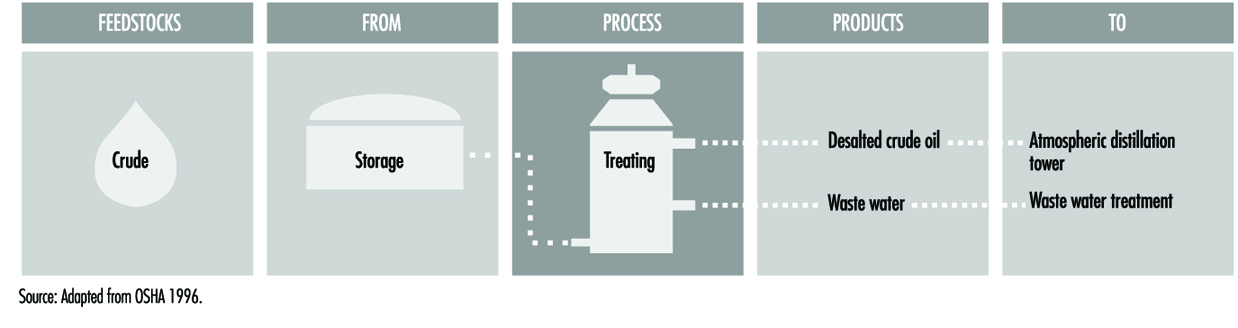
Inadequate desalting causes fouling of heater tubes and heat exchangers in all refinery process units, restricting product flow and heat transfer, and resulting in failures due to increased pressures and temperatures. Overpressuring the desalting unit will cause failure.
Corrosion, which occurs due to the presence of hydrogen sulphide, hydrogen chloride, naphthenic (organic) acids and other contaminants in the crude oil, also causes equipment failure. Corrosion occurs when neutralized salts (ammonium chlorides and sulphides) are moistened by condensed water. Because desalting is a closed process, there is little potential for exposure to crude oil or process chemicals, unless a leak or release occurs. A fire may occur as a result of a leak in the heaters, allowing a release of low-boiling-point components of crude oil.
There is the possibility of exposure to ammonia, dry chemical demulsifiers, caustics and/or acids during desalting. Where elevated operating temperatures are used when desalting sour crude oils, hydrogen sulphide will be present. Depending on the crude feedstock and the treatment chemicals used, the waste water will contain varying amounts of chlorides, sulphides, bicarbonates, ammonia, hydrocarbons, phenol and suspended solids. If diatomaceous earth is used in filtration, exposures should be minimized or controlled since diatomaceous earth can contain silica with a very fine particle size, making it a potential respiratory hazard.
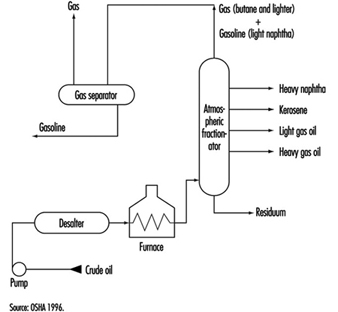
Crude oil separation processes
The first step in petroleum refining is the fractionation of crude oil in atmospheric and vacuum distillation towers. Heated crude oil is physically separated into various fractions, or straight-run cuts, differentiated by specific boiling-point ranges and classified, in order of decreasing volatility, as gases, light distillates, middle distillates, gas oils and residuum. Fractionation works because the gradation in temperature from the bottom to the top of the distillation tower causes the higher-boiling-point components to condense first, while the lower-boiling-point fractions rise higher in the tower before they condense. Within the tower, the rising vapours and the descending liquids (reflux) mix at levels where they have compositions in equilibrium with each other. Special trays are located at these levels (or stages) which remove a fraction of the liquid which condenses at each level. In a typical two-stage crude unit, the atmospheric tower, producing light fractions and distillate, is immediately followed by a vacuum tower which processes the atmospheric residuals. After distillation, only a few hydrocarbons are suitable for use as finished products without further processing.
Atmospheric distillation
In atmospheric distillation towers, the desalted crude feedstock is preheated using recovered process heat. It then flows to a direct-fired crude charge heater, where it is fed into the vertical distillation column just above the bottom at pressures slightly above atmosphere and at temperatures from 343 °C to 371 °C, to avoid undesirable thermal cracking at higher temperatures. The lighter (lower boiling point) fractions diffuse into the upper part of the tower, and are continuously drawn off and directed to other units for further processing, treating, blending and distribution.
Fractions with the lowest boiling points, such as fuel gas and light naphtha, are removed from the top of the tower by an overhead line as vapours. Naphtha, or straight-run gasoline, is taken from the upper section of the tower as an overhead stream. These products are used as petrochemical and reformer feedstocks, gasoline blending stocks, solvents and LPGs.
Intermediate boiling range fractions, including gas oil, heavy naphtha and distillates, are removed from the middle section of the tower as side streams. These are sent to finishing operations for use as kerosene, diesel fuel, fuel oil, jet fuel, catalytic cracker feedstock and blending stocks. Some of these liquid fractions are stripped of their lighter ends, which are returned to the tower as downflowing reflux streams.
The heavier, higher-boiling-point fractions (called residuum, bottoms or topped crude) which condense or remain at the bottom of the tower, are used for fuel oil, bitumen manufacturing or cracking feedstock, or are directed to a heater and into the vacuum distillation tower for further fractionation. (See figure 3 and figure 4.)
Figure 3. Atmospheric distillation process

Figure 4. Schematic of atmospheric distrillation process
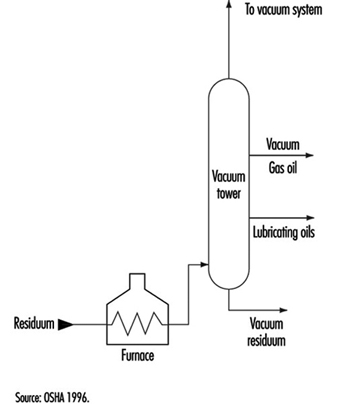
Vacuum distillation
Vacuum distillation towers provide the reduced pressure required to prevent thermal cracking when distilling the residuum, or topped crude, from the atmospheric tower at higher temperatures. The internal designs of some vacuum towers are different from atmospheric towers in that random packing and demister pads are used instead of trays. Larger diameter towers may also be used to keep velocities lower. A typical first-phase vacuum tower may produce gas oils, lubricating oil base stocks and heavy residual for propane deasphalting. A second-phase tower, operating at a lower vacuum, distills surplus residuum from the atmospheric tower which is not used for lube stock processing, and surplus residuum from the first vacuum tower not used for deasphalting.
Vacuum towers are typically used to separate catalytic cracker feedstocks from surplus residuum. Vacuum tower bottoms may also be sent to a coker, used as lubricant or asphalt stock or desulphurized and blended into low-sulphur fuel oil. (See figure 5 and figure 6.)
Figure 5. Vacuum distillation process
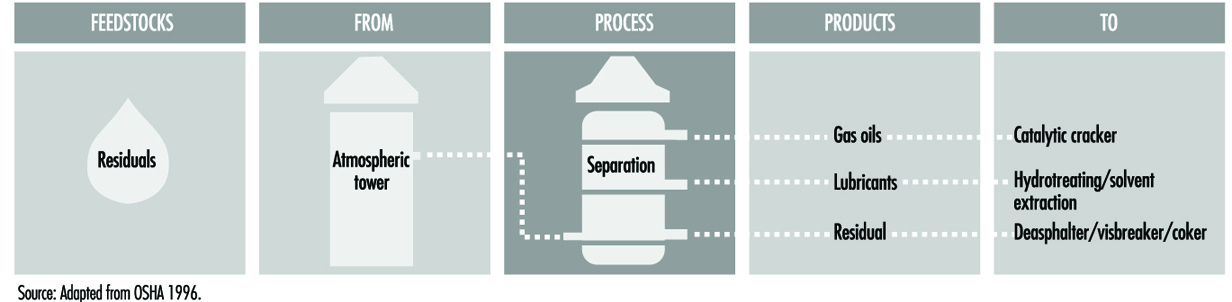
Figure 6. Schematic of vacuum distillation process
Distillation columns
Within refineries there are numerous other smaller distillation towers, called columns, designed to separate specific and unique products, which all work on the same principles as atmospheric towers. For example, a depropanizer is a small column designed to separate propane from isobutane and heavier components. Another larger column is used to separate ethyl benzene and xylene. Small “bubbler” towers, called strippers, use steam to remove trace amounts of light products (gasoline) from heavier product streams.
Control temperatures, pressures and reflux must be maintained within operating parameters to prevent thermal cracking from taking place within distillation towers. Relief systems are provided because excursions in pressure, temperature or liquid levels may occur if automatic control devices fail. Operations are monitored in order to prevent crude from entering the reformer charge. Crude feedstocks may contain appreciable amounts of water in suspension which separate during start-up and, along with water remaining in the tower from steam purging, settle in the bottom of the tower. This water may heat to the boiling point and create an instantaneous vaporization explosion upon contact with the oil in the unit.
The preheat exchanger, preheat furnace and bottoms exchanger, atmospheric tower and vacuum furnace, vacuum tower and overhead are susceptible to corrosion from hydrochloric acid (HCl), hydrogen sulphide (H2S), water, sulphur compounds and organic acids. When processing sour crudes, severe corrosion can occur in both atmospheric and vacuum towers where metal temperatures exceed 232 °C, and in furnace tubing. Wet H2S will also cause cracks in steel. When processing high-nitrogen crudes, nitrogen oxides, which are corrosive to steel when cooled to low temperatures in the presence of water, form in the flue gases of furnaces.
Chemicals are used to control corrosion by hydrochloric acid produced in distillation units. Ammonia may be injected into the overhead stream prior to initial condensation, and/or an alkaline solution may be carefully injected into the hot crude oil feed. If sufficient wash water is not injected, deposits of ammonium chloride can form, causing serious corrosion.
Atmospheric and vacuum distillation are closed processes, and exposures are minimal. When sour (high sulphur) crudes are processed, there may be potential exposure to hydrogen sulphide in the preheat exchanger and furnace, tower flash zone and overhead system, vacuum furnace and tower, and bottoms exchanger. Crude oils and distillation products all contain high-boiling aromatic compounds, including carcinogenic PAHs. Short-term exposure to high concentrations of naphtha vapour can result in headaches, nausea and dizziness, and long-term exposure can result in loss of consciousness. Benzene is present in aromatic naphthas, and exposure must be limited. The dehexanizer overhead may contain large amounts of normal hexane, which can affect the nervous system. Hydrogen chloride may be present in the preheat exchanger, tower top zones and overheads. Waste water may contain water-soluble sulphides in high concentrations and other water-soluble compounds, such as ammonia, chlorides, phenol and mercaptan, depending upon the crude feedstock and the treatment chemicals.
Crude oil conversion processes
Conversion processes, such as cracking, combining and rearranging, change the size and structure of hydrocarbon molecules in order to convert fractions into more desirable products. (See table 3.)
Table 3. Overview of petroleum refining processes
|
Process name |
Action |
Method |
Purpose |
Feedstocks |
Products |
|
Fractionation processes |
|||||
|
Atmospheric distillation |
Separation |
Thermal |
Separate fractions |
Desalted crude oil |
Gas, gas oil, distillate, residual |
|
Vacuum distillation |
Separation |
Thermal |
Separate without cracking |
Atmospheric tower residual |
Gas oil, lube stock, residual |
|
Conversion processes—Decomposition |
|||||
|
Catalytic cracking |
Alteration |
Catalytic |
Upgrade gasoline |
Gas oil, coke distillate |
Gasoline, petrochemical feedstock |
|
Coking |
Polymerization |
Thermal |
Convert vacuum residuals |
Residual, heavy oil, tar |
Naphtha, gas oil, coke |
|
Hydrocracking |
Hydrogenation |
Catalytic |
Convert to lighter hydrocarbons |
Gas oil, cracked oil, residuals |
Lighter, higher quality products |
|
Hydrogen steam reforming |
Decomposition |
Thermal/catalytic |
Produce hydrogen |
Desulphurized gas, O2 ,steam |
Hydrogen, CO,CO2 |
|
Steam cracking |
Decomposition |
Thermal |
Crack large molecules |
Atmospheric tower heavy fuel/distillate |
Cracked naphtha, coke, residuals |
|
Visbreaking |
Decomposition |
Thermal |
Reduce viscosity |
Atmospheric tower residual |
Distillate, car |
|
Conversion processes—Unification |
|||||
|
Alkylation |
Combining |
Catalytic |
Unite olefins and isoparaffins |
Tower isobutane/cracker olefin |
Iso-octane (alkylate) |
|
Grease compounding |
Combining |
Thermal |
Combine soaps and oils |
Lube oil, catty acid, alkymetal |
Lubricating grease |
|
Polymerization |
Polymerization |
Catalytic |
Unite two or more olefins |
Cracker olefins |
High octane naphtha, petrochemical stocks |
|
Conversion processes—Alteration/rearrangement |
|||||
|
Catalytic reforming |
Alteration/ |
Catalytic |
Upgrade low-octane naphtha |
Coker/hydrocracker naphtha |
High-octane reformate/aromatic |
|
Isomerization |
Rearrangement |
Catalytic |
Convert straight chain to branch |
Butane, centane, cexane |
Isobutane/pentane/hexane |
|
Treatment processes |
|||||
|
Amine treating |
Treatment |
Absorption |
Remove acidic contaminants |
Sour gas, cydrocarbons with CO2 and H2S |
Acid-free gases and liquid hydrocarbons |
|
Desalting (pre-treatment) |
Dehydration |
Absorption |
Remove contaminants |
Crude oil |
Desalted crude oil |
|
Drying and sweetening |
Treatment |
Absorption/thermal |
Remove H2O and sulphur compounds |
Liquid hydrocarbon, LPG, alkylated feedstock |
Sweet and dry hydrocarbons |
|
Furfural extraction |
Solvent extraction |
Absorption |
Upgrade middistillate and lubes |
Cycle oils and lube feedstocks |
High-quality diesel and lube oil |
|
Hydrodesulphurization |
Treatment |
Catalytic |
Remove sulphur, contaminants |
High-sulphur residual/gas oil |
Desulphurized olefins |
|
Hydrotreating |
Hydrogenation |
Catalytic |
Remove impurities/ saturate hydrocarbons |
Residuals, cracked hydrocarbons |
Cracker feed, cistillate, lube |
|
Phenol extraction |
Solvent extraction |
Absorption/thermal |
Improve lube viscosity index, colour |
Lube oil base stocks |
High-quality lube oils |
|
Solvent deasphalting |
Treatment |
Absorption |
Remove asphalt |
Vacuum tower residual, cropane |
Heavy lube oil, csphalt |
|
Solvent dewaxing |
Treatment |
Cool/filter |
Remove wax from lube stocks |
Vacuum tower lube oils |
Dewaxed lube base stock |
|
Solvent extraction |
Solvent extraction |
Absorption/ |
Separate unsaturated aromatics |
Gas oil, ceformate, cistillate |
High-octane gasoline |
|
Sweetening |
Treatment |
Catalytic |
Remove H2S, convert mercaptan |
Untreated distillate/gasoline |
High-quality distillate/gasoline |
A number of hydrocarbon molecules not normally found in crude oil but important to the refining process are created as a result of conversion. Olefins (alkenes, di-olefins and alkynes) are unsaturated chain- or ring-type hydrocarbon molecules with at least one double bond. They are usually formed by thermal and catalytic cracking and rarely occur naturally in unprocessed crude oil.
Alkenes are straight-chain molecules with the formula CnHn containing at least one double bond (unsaturated) linkage in the chain. The simplest alkene molecule is the mono-olefin ethylene, with two carbon atoms, joined by a double bond, and four hydrogen atoms. Di-olefins (containing two double bonds), such as 1,2-butadiene and 1,3-butadiene, and alkynes (containing a triple bond), such as acetylene, occur in C5 and lighter fractions from cracking. Olefins are more reactive than paraffins or naphthenes, and readily combine with other elements such as hydrogen, chlorine and bromine.
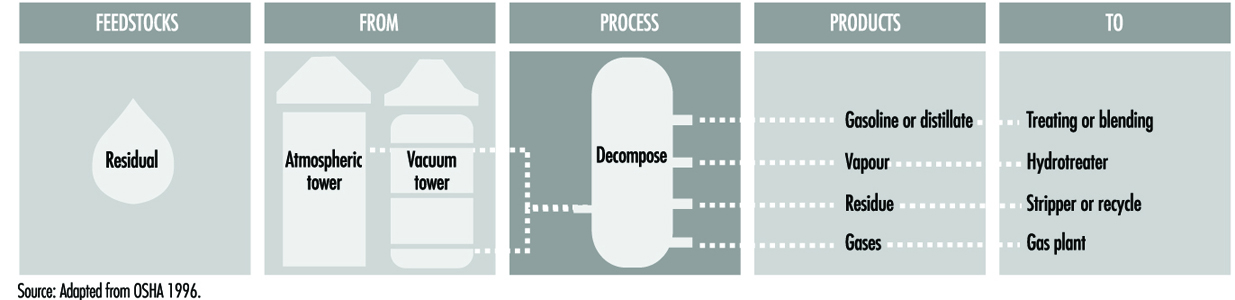
Cracking processes
Following distillation, subsequent refinery processes are used to alter the molecular structures of the fractions to create more desirable products. One of these processes, cracking, breaks (or cracks) heavier, higher-boiling-point petroleum fractions into more valuable products such as gaseous hydrocarbons, gasoline blending stocks, gas oil and fuel oil. During the process, some of the molecules combine (polymerize) to form larger molecules. The basic types of cracking are thermal cracking, catalytic cracking and hydro-cracking.
Thermal cracking processes
Thermal cracking processes, developed in 1913, heat distillate fuels and heavy oils under pressure in large drums until they crack (divide) into smaller molecules with better anti-knock characteristics. This early method, which produced large amounts of solid, unwanted coke, has evolved into modern thermal cracking processes including visbreaking, steam cracking and coking.
Visbreaking
Visbreaking is a mild form of thermal cracking which reduces the pour point of waxy residues and significantly lowers the viscosity of feedstock without affecting its boiling-point range. Residual from the atmospheric distillation tower is mildly cracked in a heater at atmospheric pressure. It is then quenched with cool gas oil to control overcracking, and flashed in a distillation tower. The thermally cracked residue tar, which accumulates in the bottom of the fractionation tower, is vacuum flashed in a stripper and the distillate is recycled. (See figure 7.)
Figure 7. Visbreaking process
Steam cracking
Steam cracking produces olefins by thermally cracking large hydrocarbon molecule feedstocks at pressures slightly above atmospheric and at very high temperatures. Residual from steam cracking is blended into heavy fuels. Naphtha produced from steam cracking usually contains benzene, which is extracted prior to hydrotreating.
Coking
Coking is a severe form of thermal cracking used to obtain straight-run gasoline (coker naphtha) and various middle distillate fractions used as catalytic cracking feedstocks. This process so completely reduces hydrogen from the hydrocarbon molecule, that the residue is a form of almost pure carbon called coke. The two most common coking processes are delayed coking and continuous (contact or fluid) coking, which, depending upon the reaction mechanism, time, temperature and the crude feedstock, produce three types of coke—sponge, honeycomb and needle coke. (See figure 8.)
Figure 8. Coking process

- Delayed coking. In delayed coking, the feedstock is first charged to a fractionator to separate lighter hydrocarbons, and then combined with heavy recycle oil. The heavy feedstock is fed to the coker furnace and heated to high temperatures at low pressures to prevent premature coking in the heater tubes, producing partial vaporization and mild cracking. The liquid/vapour mixture is pumped from the heater to one or more coker drums, where the hot material is held approximately 24 hours (delayed) at low pressures until it cracks into lighter products. After the coke reaches a predetermined level in one drum, the flow is diverted to another drum to maintain continuous operation. Vapour from the drums is returned to the fractionator to separate out gas, naphtha and gas oils, and to recycle heavier hydrocarbons through the furnace. The full drum is steamed to strip out uncracked hydrocarbons, cooled by water injection and decoked mechanically by an auger rising from the bottom of the drum, or hydraulically by fracturing the coke bed with high-pressure water ejected from a rotating cutter.
- Continuous coking. Continuous (contact or fluid) coking is a moving bed process which operates at lower pressures and higher temperatures than delayed coking. In continuous coking, thermal cracking occurs by using heat transferred from hot recycled coke particles to feedstock in a radial mixer, called a reactor. Gases and vapours are taken from the reactor, quenched to stop further reaction and fractionated. The reacted coke enters a surge drum and is lifted to a feeder and classifier where the larger coke particles are removed. The remaining coke is dropped into the reactor preheater for recycling with feedstock. The process is automatic in that there is a continuous flow of coke and feedstock, and coking occurs both in the reactor and in the surge drum.
Health and safety considerations
In coking, temperature control should be held within a close range, as high temperatures will produce coke which is too hard to cut out of the drum. Conversely, temperatures which are too low will result in a high asphaltic content slurry. Should coking temperatures get out of control, an exothermic reaction could occur.
In thermal cracking when sour crudes are processed, corrosion can occur where metal temperatures are between 232 °C and 482 °C. It appears that coke forms a protective layer on the metal above 482 °C. However, hydrogen sulphide corrosion occurs when temperatures are not properly controlled above 482 °C. The lower part of the tower, high temperature exchangers, furnace and soaking drums are subject to corrosion. Continuous thermal changes cause coke drum shells to bulge and crack.
Water or steam injection is used to prevent buildup of coke in delayed coker furnace tubes. Water must be completely drained from the coker, so as not to cause an explosion upon recharging with hot coke. In emergencies, alternate means of egress from the working platform on top of coke drums is needed.
Burns may occur when handling hot coke, from steam in the event of a steam line leak, or from hot water, hot coke or hot slurry which may be expelled when opening cokers. The potential exists for exposure to aromatic naphthas containing benzene, hydrogen sulphide and carbon monoxide gases, and to trace amounts of carcinogenic PAHs associated with coking operations. Waste sour water may be highly alkaline, and contain oil, sulphides, ammonia and phenol. When coke is moved as a slurry, oxygen depletion may occur within confined spaces such as storage silos, because wet carbon adsorbs oxygen.
Catalytic cracking processes
Catalytic cracking breaks up complex hydrocarbons into simpler molecules in order to increase the quality and quantity of lighter, more desirable products and decrease the amount of residuals. Heavy hydrocarbons are exposed at high temperature and low pressure to catalysts which promote chemical reactions. This process rearranges the molecular structure, converting heavy hydrocarbon feedstocks into lighter fractions such as kerosene, gasoline, LPG, heating oil and petrochemical feedstocks (see figure 9 and figure 10). Selection of a catalyst depends upon a combination of the greatest possible reactivity and the best resistance to attrition. The catalysts used in refinery cracking units are typically solid materials (zeolite, aluminium hydrosilicate, treated bentonite clay, Fuller’s earth, bauxite and silica-alumina) which are in the form of powders, beads, pellets or shaped materials called extrudites.
Figure 9. Catalytic cracking process
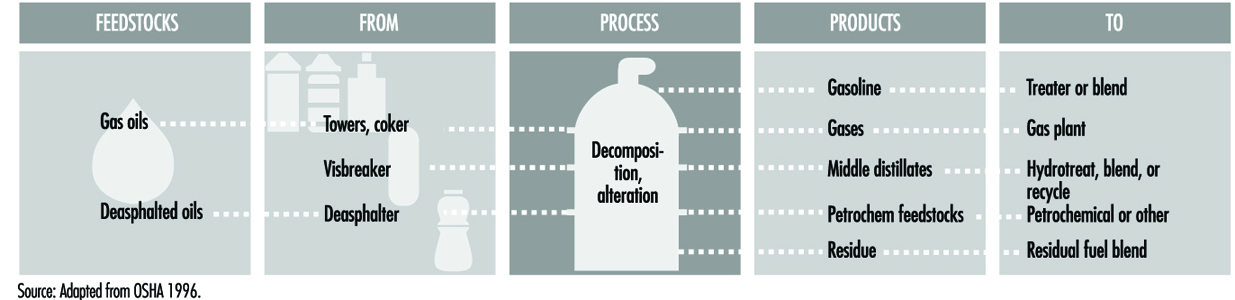
Figure 10. Schematic of catalytic cracking process
There are three basic functions in all catalytic cracking processes:
- Reaction—feedstock reacts with catalyst and cracks into different hydrocarbons.
- Regeneration—catalyst is reactivated by burning off coke.
- Fractionation—cracked hydrocarbon stream is separated into various products.
Catalytic cracking processes are very flexible and operating parameters can be adjusted to meet changing product demand. The three basic types of catalytic cracking processes are:
- fluid catalytic cracking (FCC)
- moving bed catalytic cracking
- thermofor catalytic cracking (TCC).
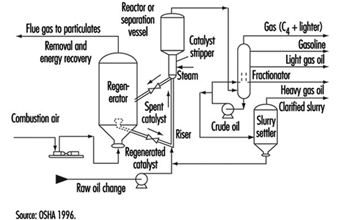
Fluid catalytic cracking
Fluid-bed catalytic crackers have a catalyst section (riser, reactor and regenerator) and a fractionating section, both operating together as an integrated processing unit. The FCC uses finely powdered catalyst, suspended in oil vapour or gas, which acts as a fluid. Cracking takes place in the feed pipe (riser) in which the mixture of catalyst and hydrocarbons flow through the reactor.
The FCC process mixes a preheated hydrocarbon charge with hot, regenerated catalyst as it enters the riser leading to the reactor. The charge combines with recycle oil within the riser, is vaporized and is raised to reactor temperature by the hot catalyst. As the mixture travels up the reactor, the charge is cracked at low pressure. This cracking continues until the oil vapours are separated from the catalyst in the reactor cyclones. The resultant product stream enters a column where it is separated into fractions, with some of the heavy oil directed back into the riser as recycle oil.
Spent catalyst is regenerated to remove coke which collects on the catalyst during the process. Spent catalyst flows through the catalyst stripper to the regenerator where it mixes with preheated air, burning off most of the coke deposits. Fresh catalyst is added and worn-out catalyst removed to optimize the cracking process.
Moving bed catalytic cracking
Moving-bed catalytic cracking is similar to fluid catalytic cracking; however, the catalyst is in the form of pellets instead of fine powder. The pellets move continuously by conveyor or pneumatic lift tubes to a storage hopper at the top of the unit, and then flow downward by gravity through the reactor to a regenerator. The regenerator and hopper are isolated from the reactor by steam seals. The cracked product is separated into recycle gas, oil, clarified oil, distillate, naphtha and wet gas.
Thermofor catalytic cracking
In thermofor catalytic cracking, the preheated feedstock flows by gravity through the catalytic reactor bed. Vapours are separated from the catalyst and sent to a fractionating tower. The spent catalyst is regenerated, cooled and recycled, and the flue gas from regeneration is sent to a carbon monoxide boiler for heat recovery.
Health and safety considerations
Regular sampling and testing of feedstock, product and recycle streams should be performed to assure that the cracking process is working as intended and that no contaminants have entered the process stream. Corrosives or deposits in feedstock can foul gas compressors. When processing sour crude, corrosion may be expected where temperatures are below
482 °C. Corrosion takes place where both liquid and vapour phases exist and at areas subject to local cooling, such as nozzles and platform supports. When processing high-nitrogen feedstocks, exposure to ammonia and cyanide may subject carbon steel equipment in the FCC overhead system to corrosion, cracking or hydrogen blistering, which can be minimized by water wash or by corrosion inhibitors. Water wash may be used to protect overhead condensers in the main column subjected to fouling from ammonium hydrosulphide.
Critical equipment, including pumps, compressors, furnaces and heat exchangers should be inspected. Inspections should include checking for leaks due to erosion or other malfunctions such as catalyst buildup on the expanders, coking in the overhead feeder lines from feedstock residues, and other unusual operating conditions.
Liquid hydrocarbons in the catalyst or entering the heated combustion air stream can cause exothermic reactions. In some processes, caution must be taken to assure that explosive concentrations of catalyst dust are not present during recharge or disposal. When unloading coked catalyst, the possibility of iron sulphide fires exists. Iron sulphide will ignite spontaneously when exposed to air, and therefore needs to be wetted down with water to prevent it from becoming a source of ignition for vapours. Coked catalyst may either be cooled to below 49 °C before dumping from the reactor, or first dumped into containers purged with inert nitrogen and then cooled before further handling.
The possibility of exposure to extremely hot hydrocarbon liquids or vapours is present during process sampling or if a leak or release occurs. In addition, exposure to carcinogenic PAHs, aromatic naphtha containing benzene, sour gas (fuel gas from processes such as catalytic cracking and hydrotreating, which contains hydrogen sulphide and carbon dioxide), hydrogen sulphide and/or carbon monoxide gas may occur during a release of product or vapour. Inadvertent formation of highly toxic nickel carbonyl may occur in cracking processes that use nickel catalysts with resultant potential for hazardous exposures.
Catalyst regeneration involves steam stripping and decoking, which results in potential exposure to fluid waste streams which may contain varying amounts of sour water, hydrocarbon, phenol, ammonia, hydrogen sulphide, mercaptan and other materials, depending upon the feedstocks, crudes and processes. Safe work practices and the use of appropriate personal protective equipment (PPE) are needed when handling spent catalyst, recharging catalyst, or if leaks or releases occur.
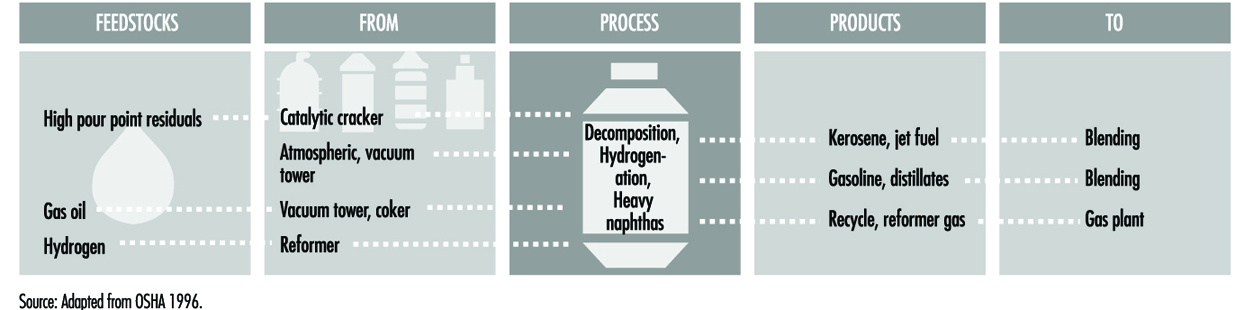
Hydrocracking process
Hydrocracking is a two-stage process combining catalytic cracking and hydrogenation, wherein distillate fractions are cracked in the presence of hydrogen and special catalysts to produce more desirable products. Hydrocracking has an advantage over catalytic cracking in that high-sulphur feedstocks can be processed without previous desulphurization. In the process, heavy aromatic feedstock is converted into lighter products under very high pressures and fairly high temperatures. When the feedstock has a high paraffinic content, the hydrogen prevents the formation of PAHs, reduces tar formation and prevents build-up of coke on the catalyst. Hydrocracking produces relatively large amounts of isobutane for alkylation feedstocks and also causes isomerization for pour point control and smoke point control, both of which are important in high-quality jet fuel.
In the first stage, feedstock is mixed with recycled hydrogen, heated and sent to the primary reactor, where a large amount of the feedstock is converted to middle distillates. Sulphur and nitrogen compounds are converted by a catalyst in the primary stage reactor to hydrogen sulphide and ammonia. The residual is heated and sent to a high-pressure separator, where hydrogen-rich gases are removed and recycled. The remaining hydrocarbons are stripped or purified to remove the hydrogen sulphide, ammonia and light gases, which are collected in an accumulator, where gasoline is separated from sour gas.
The stripped liquid hydrocarbons from the primary reactor are mixed with hydrogen and sent to the second-stage reactor, where they are cracked into high-quality gasoline, jet fuel and distillate blending stocks. These products go through a series of high- and low-pressure separators to remove gases, which are recycled. The liquid hydrocarbons are stabilized, split and stripped, with the light naphtha products from the hydrocracker used to blend gasoline while the heavier naphthas are recycled or sent to a catalytic reformer unit. (See figure 11.)
Figure 11. Hydrocracking process
Health and safety considerations
Inspection and testing of safety relief devices are important due to the very high pressures in this process. Proper process control is needed to protect against plugging reactor beds. Because of the operating temperatures and presence of hydrogen, the hydrogen sulphide content of the feedstock must be strictly kept to a minimum in order to reduce the possibility of severe corrosion. Corrosion by wet carbon dioxide in areas of condensation must also be considered. When processing high-nitrogen feedstocks, the ammonia and hydrogen sulphide form ammonium hydrosulphide, which causes serious corrosion at temperatures below the water dew point. Ammonium hydrosulphide is also present in sour water stripping. Because the hydrocracker operates at very high pressures and temperatures, control of both hydrocarbon leaks and hydrogen releases is important to prevent fires.
Because this is a closed process, exposures are minimal under normal operating conditions. There is a potential for exposure to aliphatic naphtha containing benzene, carcinogenic PAHs, hydrocarbon gas and vapour emissions, hydrogen-rich gas and hydrogen sulphide gas as a result of high-pressure leaks. Large quantities of carbon monoxide may be released during catalyst regeneration and changeover. Catalyst steam stripping and regeneration creates waste streams containing sour water and ammonia. Safe work practices and appropriate personal protective equipment are needed when handling spent catalyst. In some processes, care is needed to assure that explosive concentrations of catalytic dust do not form during recharging. Unloading coked catalyst requires special precautions to prevent iron sulphideinduced fires. The coked catalyst should either be cooled to below 49 °C before dumping, or placed in nitrogen-inerted containers until cooled.
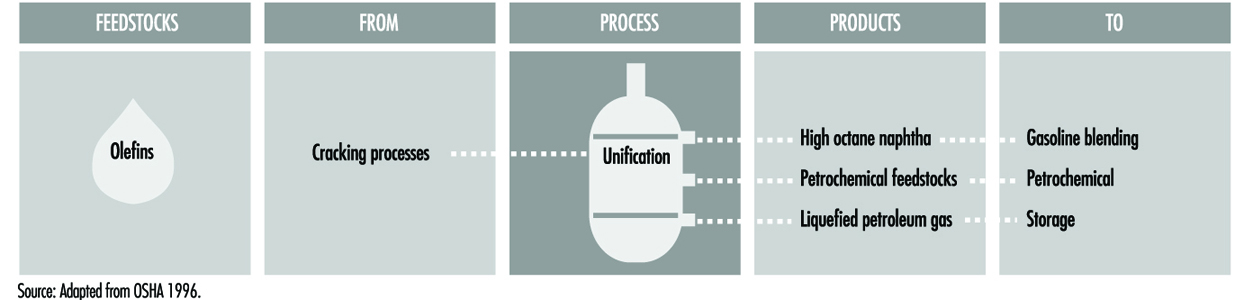
Combining processes
Two combining processes, polymerization and alkylation, are used to join together small hydrogen-deficient molecules, called olefins, recovered from thermal and catalytic cracking, in order to create more desirable gasoline blending stocks.
Polymerization
Polymerization is the process of combining two or more unsaturated organic molecules (olefins) to form a single, heavier molecule with the same elements in the same proportion as the original molecule. It converts gaseous olefins, such as ethylene, propylene and butylene converted by thermal and fluid cracking units, into heavier, more complex, higher-octane molecules, including naphtha and petrochemical feedstocks. The olefin feedstock is pretreated to remove sulphur compounds and other undesirables, and then passed over a phosphorus catalyst, usually a solid catalyst or liquid phosphoric acid, where an exothermic polymeric reaction occurs. This requires the use of cooling water and the injection of cold feedstock into the reactor to control temperatures at various pressures. Acid in the liquids is removed by caustic wash, the liquids are fractionated, and the acid catalyst is recycled. The vapour is fractionated to remove butanes and neutralized to remove traces of acid. (See figure 12.)
Figure 12. Polymerization process
Severe corrosion, leading to equipment failure, will occur should water contact the phosphoric acid, such as during water washing at shutdowns. Corrosion may also occur in piping manifolds, reboilers, exchangers and other locations where acid may settle out. There is a potential for exposure to caustic wash (sodium hydroxide), to phosphoric acid used in the process or washed out during turnarounds, and to catalyst dust. The potential for an uncontrolled exothermic reaction exists should loss of cooling water occur.
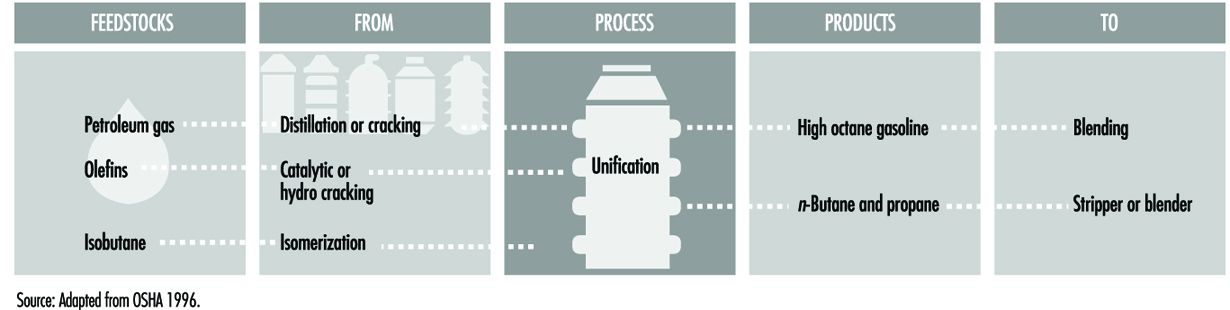
Alkylation
Alkylation combines the molecules of olefins produced from catalytic cracking with those of isoparaffins in order to increase the volume and octane of gasoline blends. Olefins will react with isoparaffins in the presence of a highly active catalyst, usually sulphuric acid or hydrofluoric acid (or aluminium chloride) to create a long-branched-chain paraffinic molecule, called alkylate (iso-octane), with exceptional anti-knock quality. The alkylate is then separated and fractionated. The relatively low reaction temperatures of 10°C to 16°C for sulphuric acid, 27°C to 0°C for hydrofluoric acid (HF) and 0°C for aluminium chloride, are controlled and maintained by refrigeration. (See figure 13.)
Figure 13. Alkylation process
Sulphuric acid alkylation. In cascade-type sulphuric acid alkylation units, feedstocks, including propylene, butylene, amylene and fresh isobutane, enter the reactor, where they contact the sulphuric acid catalyst. The reactor is divided into zones, with olefins fed through distributors to each zone, and the sulphuric acid and isobutanes flowing over baffles from zone to zone. Reaction heat is removed by evaporation of isobutane. The isobutane gas is removed from the top of the reactor, cooled and recycled, with a portion directed to the depropanizer tower. Residual from the reactor is settled, and the sulphuric acid is removed from the bottom of the vessel and recirculated. Caustic and/or water scrubbers are used to remove small amounts of acid from the process stream, which then goes to a de-isobutanizer tower. The debutanizer isobutane overhead is recycled, and the remaining hydrocarbons are separated in a rerun tower and/or sent to blending.
Hydrofluoric acid alkylation. There are two types of hydrofluoric acid alkylation processes: Phillips and UOP. In the Phillips process, olefin and isobutane feedstock is dried and fed to a combination reactor/settler unit. The hydrocarbon from the settling zone is charged to the main fractionator. The main fractionator overhead goes to a depropanizer. Propane, with trace amounts of hydrofluoric acid (HF), goes to an HF stripper, and is then catalytically defluorinated, treated and sent to storage. Isobutane is withdrawn from the main fractionator and recycled to the reactor/settler, and alkylate from the bottom of the main fractionator is sent to a splitter.
The UOP process uses two reactors with separate settlers. Half of the dried feedstock is charged to the first reactor, along with recycle and make-up isobutane, and then to its settler, where the acid is recycled and the hydrocarbon charged to the second reactor. The other half of the feedstock goes to the second reactor, with the settler acid being recycled and the hydrocarbons charged to the main fractionator. Subsequent processing is similar to Phillips in that the overhead from the main fractionator goes to a depropanizer, isobutane is recycled and alkylate is sent to a splitter.
Health and safety considerations
Sulphuric acid and hydrofluoric acid are dangerous chemicals, and care during delivery and unloading of acid is essential. There is a need to maintain sulphuric acid concentrations of 85 to 95% for good operation and to minimize corrosion. To prevent corrosion from hydrofluoric acid, acid concentrations inside the process unit must be maintained above 65% and moisture below 4%. Some corrosion and fouling in sulphuric acid units occurs from the breakdown of sulphuric acid esters, or where caustic is added for neutralization. These esters can be removed by fresh-acid treating and hot-water washing.
Upsets can be caused by loss of the coolant water needed to maintain process temperatures. Pressure on the cooling water and steam side of exchangers should be kept below the minimum pressure on the acid service side to prevent water contamination. Vents can be routed to soda ash scrubbers to neutralize hydrogen fluoride gas or hydrofluoric acid vapours before release. Curbs, drainage and isolation may be provided for process unit containment so that effluent can be neutralized before release to the sewer system.
Hydrofluoric acid units should be thoroughly drained and chemically cleaned prior to turnarounds and entry, to remove all traces of iron fluoride and hydrofluoric acid. Following shutdown, where water has been used, the unit should be thoroughly dried before hydrofluoric acid is introduced. Leaks, spills or releases involving hydrofluoric acid, or hydrocarbons containing hydrofluoric acid, are extremely hazardous. Precautions are necessary to assure that equipment and materials which have been in contact with acid are handled carefully and are thoroughly cleaned before they leave the process area or refinery. Immersion wash vats are often provided for neutralization of equipment which has come into contact with hydrofluoric acid.
There is a potential for serious hazardous and toxic exposures should leaks, spills or releases occur. Direct contact with sulphuric or hydrofluoric acid will cause severe skin and eye damage, and inhalation of acid mists or hydrocarbon vapours containing acid will cause severe irritation and damage to the respiratory system. Special precautionary emergency preparedness measures should be used, and protection should be provided that is appropriate to the potential hazard and areas possibly affected. Safe work practices and appropriate skin and respiratory personal protective equipment are needed where potential exposures to hydrofluoric and sulphuric acids during normal operations exist, such as reading gauges, inspecting and process sampling, as well as during emergency response, maintenance and turnaround activities. Procedures should be in place to assure that protective equipment and clothing worn in sulphuric or hydrofluoric acid activities, including chemical protective suits, head and shoe coverings, gloves, face and eye protection and respiratory protective equipment, are thoroughly cleaned and decontaminated before reissue.
Rearranging processes
Catalytic reforming and isomerization are processes which rearrange hydrocarbon molecules to produce products with different characteristics. After cracking, some gasoline streams, although of the correct molecular size, require further processing to improve their performance, because they are deficient in some qualities, such as octane number or sulphur content. Hydrogen (steam) reforming produces additional hydrogen for use in hydrogenation processing.
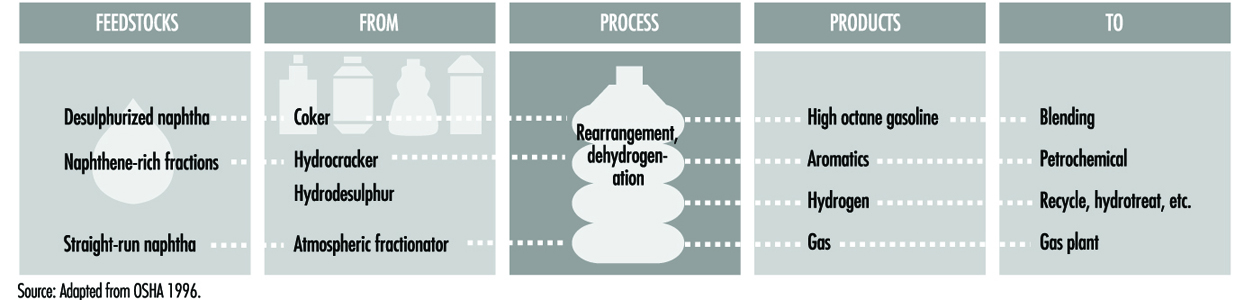
Catalytic reforming
Catalytic reforming processes convert low-octane heavy naphthas into aromatic hydrocarbons for petrochemical feedstocks and high-octane gasoline components, called reformates, by molecular rearrangement or dehydrogenation. Depending on the feedstock and catalysts, reformates can be produced with very high concentrations of toluene, benzene, xylene and other aromatics useful in gasoline blending and petrochemical processing. Hydrogen, a significant by-product, is separated from the reformate for recycling and use in other processes. The resultant product depends on reactor temperature and pressure, the catalyst used and the hydrogen recycle rate. Some catalytic reformers operate at low pressure and others at high pressure. Some catalytic reforming systems continuously regenerate the catalyst, some facilities regenerate all of the reactors during turnarounds, and others take one reactor at a time off stream for catalyst regeneration.
In catalytic reforming, naphtha feedstock is pretreated with hydrogen to remove contaminants such as chlorine, sulphur and nitrogen compounds, which could poison the catalyst. The product is flashed and fractionated in towers where the remaining contaminants and gases are removed. The desulphurized naphtha feedstock is sent to the catalytic reformer, where it is heated to a vapour and passed through a reactor with a stationary bed of bi-metallic or metallic catalyst containing a small amount of platinum, molybdenum, rhenium or other noble metals. The two primary reactions which occur are production of high-octane aromatics by removing hydrogen from the feedstock molecules, and the conversion of normal paraffins to branched-chain or isoparaffins.
In platforming, another catalytic reforming process, feedstock which has not been hydrodesulphurized is combined with recycle gas and first passed over a less expensive catalyst. Any remaining impurities are converted to hydrogen sulphide and ammonia, and removed before the stream passes over the platinum catalyst. Hydrogen-rich vapour is recirculated to inhibit reactions which may poison the catalyst. The reactor output is separated into liquid reformate, which is sent to a stripping tower, and gas, which is compressed and recycled. (See figure 14.)
Figure 14. Catalytic reforming process
Operating procedures are needed to control hot spots during start-up. Care must be taken not to break or crush the catalyst when loading the beds, as small fines will plug up the reformer screens. Precautions against dust when regenerating or replacing catalyst are needed. Small emissions of carbon monoxide and hydrogen sulphide may occur during regeneration of catalyst.
Water wash should be considered where stabilizer fouling has occurred in reformers due to the formation of ammonium chloride and iron salts. Ammonium chloride may form in pretreater exchangers and cause corrosion and fouling. Hydrogen chloride, from the hydrogenation of chlorine compounds, may form acids or ammonium chloride salt. The potential exists for exposure to aliphatic and aromatic naphthas, hydrogen-rich process gas, hydrogen sulphide and benzene should a leak or release occur.
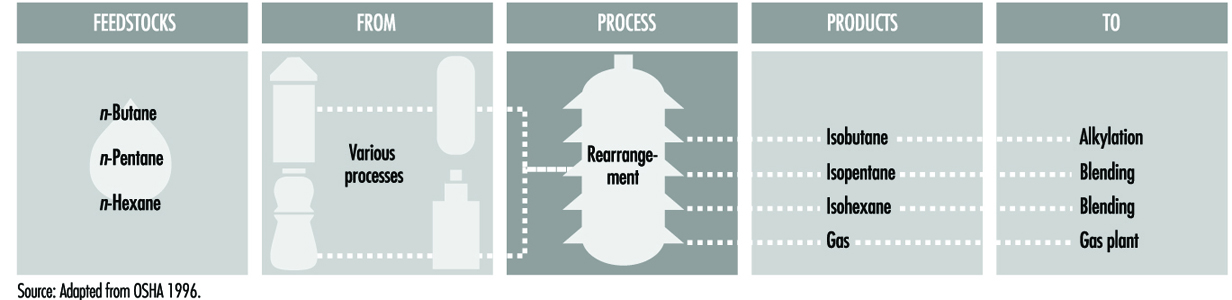
Isomerization
Isomerization converts n-butane, n-pentane and n-hexane into their respective iso-paraffins. Some of the normal straight-chain paraffin components of light straight-run naphtha are low in octane. These can be converted to high-octane, branched-chain isomers by rearranging the bonds between atoms, without changing the number or kinds of atoms. Isomerization is similar to catalytic reforming in that the hydrocarbon molecules are rearranged, but unlike catalytic reforming, isomerization just converts normal paraffins to iso-paraffins. Isomerization uses a different catalyst than catalytic reforming.
The two distinct isomerization processes are butane (C4) and pentane/hexane. (C5/C6).
Butane (C4) isomerization produces feedstock for alkylation. A lower-temperature process uses highly active aluminium chloride or hydrogen chloride catalyst without fired heaters, to isomerize n-butane. The treated and preheated feedstock is added to the recycle stream, mixed with HCl and passed through the reactor (see figure 15).
Figure 15. C4 isomerization
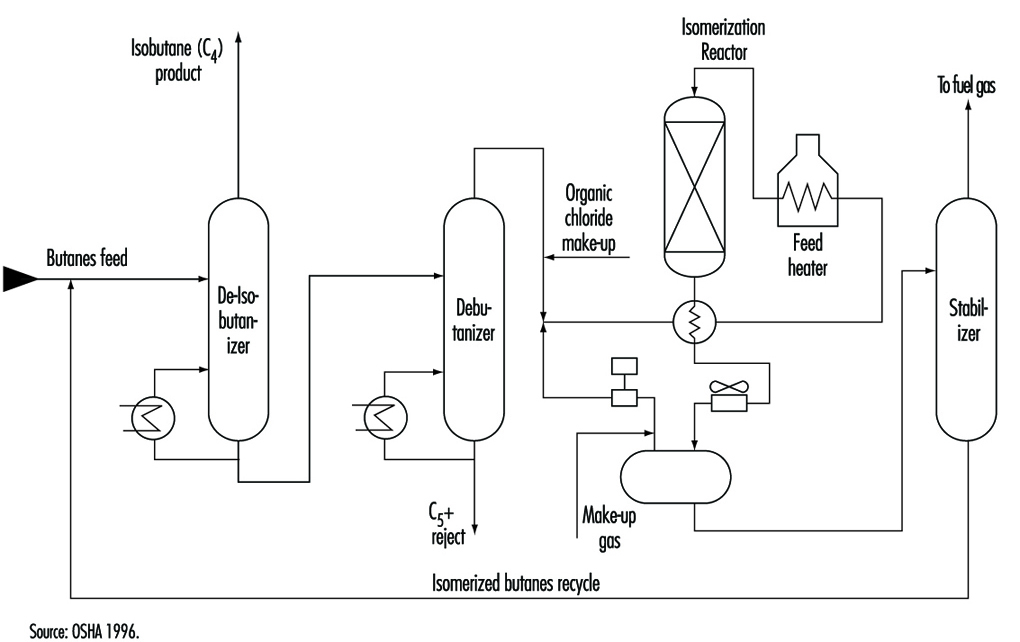
Pentane/hexane isomerization is used to increase the octane number by converting n-pentane and n-hexane. In a typical pentane/hexane isomerization process, dried and desulphurized feedstock is mixed with a small amount of organic chloride and recycled hydrogen, and heated to reactor temperature. It is then passed over supported-metal catalyst in the first reactor, where benzene and olefins are hydrogenated. The feed next goes to the isomerization reactor, where the paraffins are catalytically isomerized to isoparaffins, cooled and passed to a separator. Separator gas and hydrogen, with make-up hydrogen, is recycled. The liquid is neutralized with alkaline materials and sent to a stripper column, where hydrogen chloride is recovered and recycled. (See figure 16.)
Figure 16. Isomerization process
If the feedstock is not completely dried and desulphurized, the potential exists for acid formation, leading to catalyst poisoning and metal corrosion. Water or steam must not be allowed to enter areas where hydrogen chloride is present. Precautions are needed to prevent HCl from entering sewers and drains. There is a potential for exposure to isopentane and aliphatic naphtha vapours and liquid, as well as to hydrogen-rich process gas, hydrochloric acid and hydrogen chloride, and to dust when solid catalyst is used.
Hydrogen production (steam reforming)
High-purity hydrogen (95 to 99%) is needed for hydrodesulphurization, hydrogenation, hydrocracking and petrochemical processes. If not enough hydrogen is produced as by-products of refinery processes to meet the total refinery demand, the manufacture of additional hydrogen is required.
In hydrogen steam reforming, desulphurized gases are mixed with superheated steam and reformed in tubes containing a nickel base catalyst. The reformed gas, which consists of steam, hydrogen, carbon monoxide and carbon dioxide, is cooled and passed through converters where the carbon monoxide reacts with steam to form hydrogen and carbon dioxide. The carbon dioxide is scrubbed with amine solutions and vented to the atmosphere when the solutions are reactivated by heating. Any carbon monoxide remaining in the product stream is converted to methane. (See figure 17.)
Figure 17. Steam reforming process
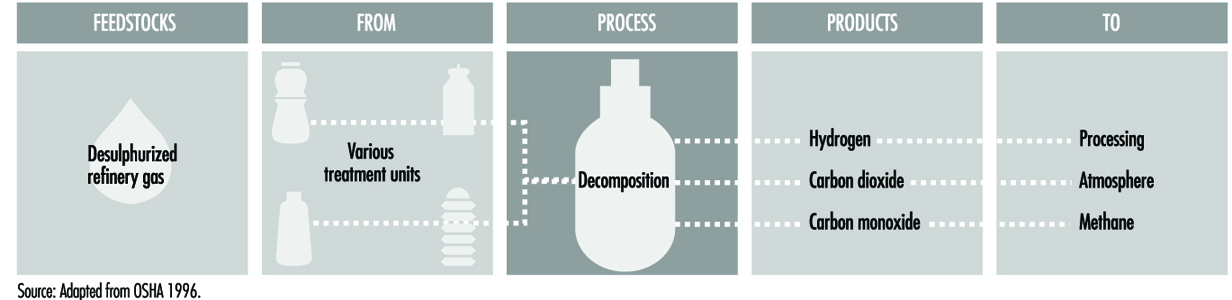
Inspections and testing must be conducted where the possibility exists for valve failure due to contaminants in the hydrogen. Carryover from caustic scrubbers to prevent corrosion in preheaters must be controlled and chlorides from the feedstock or steam system prevented from entering reformer tubes and contaminating the catalyst. Exposures can result from contamination of condensate by process materials such as caustics and amine compounds, and from excess hydrogen, carbon monoxide and carbon dioxide. The potential exists for burns from hot gases and superheated steam should a release occur.
Miscellaneous refinery processes
Lubricant base stock and wax processes
Lubricating oils and waxes are refined from various fractions of atmospheric and vacuum distillation. With the invention of vacuum distillation, it was discovered that the waxy residuum made a better lubricant than any of the animal fats that were then in use, which was the beginning of modern hydrocarbon lubricant refining technology, whose primary objective is to remove undesirable products, such as asphalts, sulphonated aromatics and paraffinic and iso-paraffinic waxes from the residual fractions in order to produce high-quality lubricants. This is done by a series of processes including de-asphalting, solvent extraction and separation and treatment processes such as dewaxing and hydrofinishing. (See figure 18)
Figure 18. Lubricating oil & wax manufacturing process
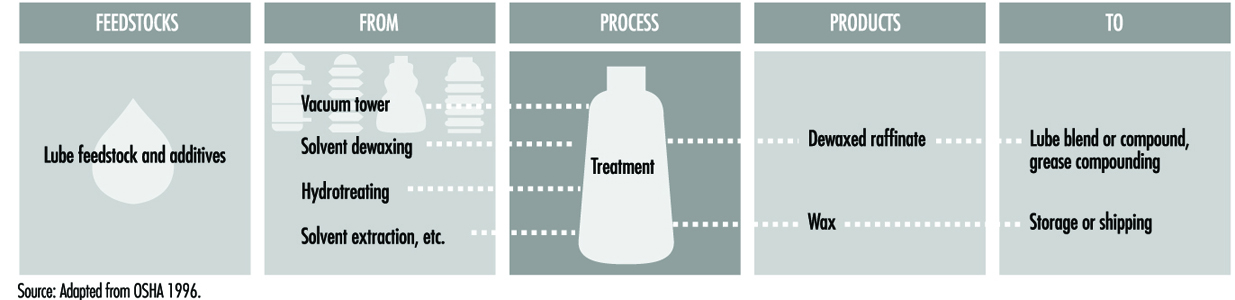
In extraction processing, reduced crude from the vacuum unit is propane de-asphalted and combined with straight-run lubricating-oil feedstock, preheated and solvent extracted to produce a feedstock called raffinate. In a typical extraction process which uses phenol as the solvent, the feedstock is mixed with phenol in the treating section at temperatures below 204 °C. Phenol is then separated from the raffinate and recycled. The raffinate may then be subjected to another extraction process which uses furfural to separate aromatic compounds from non-aromatic hydrocarbons, producing a lighter-coloured raffinate with improved viscosity index and oxidation and thermal stability.
Dewaxed raffinate may also be subject to further processing to improve the qualities of the base stock. Clay adsorbents are used to remove dark-coloured, unstable molecules from lubricating-oil base stocks. An alternate process, lube hydrofinishing, passes hot dewaxed raffinate and hydrogen through a catalyst that slightly changes the molecular structure, resulting in a lighter-coloured oil with improved characteristics. The treated lube oil base stocks are then mixed and/or compounded with additives to meet the required physical and chemical characteristics of motor oils, industrial lubricants and metal-working oils.
The two distinct types of wax derived from crude oil are paraffin wax, produced from distillate stocks, and microcrystalline wax, manufactured from residual stocks. Raffinate from the extraction unit contains a considerable amount of wax, which can be removed by solvent extraction and crystallization. The raffinate is mixed with a solvent, such as propane, methyl ethyl ketone (MEK) and toluene mixture or methyl isobutyl ketone (MIBK), and precooled in heat exchangers. The crystallization temperature is attained by the evaporation of the propane in the chiller and filter feed tanks. The wax is continuously removed by filters and cold solvent washed to recover retained oil. The solvent is recovered from the dewaxed raffinate by flashing and steam stripping, and recycled.
The wax is heated with hot solvent, chilled, filtered and given a final wash to remove all traces of oil. Before the wax is used, it may be hydro-finished to improve its odour and eliminate all traces of aromatics so the wax can be used in food processing. The dewaxed raffinate, which contains small amounts of paraffins, naphthenes and some aromatics, may be further processed for use as lubricating-oil base stocks.
Control of treater temperature is important to prevent corrosion from phenol. Wax can clog sewer or oil drainage systems and interfere with waste water treatment. The potential exists for exposure to process solvents such as phenol, propane, a methyl ethyl ketone and toluene mixture or methyl isobutyl ketone. Inhalation of hydrocarbon gases and vapours, aromatic naphtha containing benzene, hydrogen sulphide and hydrogen-rich process gas is a hazard.
Asphalt processing
After primary distillation operations, asphalt is a portion of residual matter which requires further processing to impart characteristics required by its final use. Asphalt for roofing materials is produced by air blowing. Residual is heated in a pipe still almost up to its flashpoint and charged to a blowing tower where hot air is injected for a predetermined period of time. The dehydrogen ation of the asphalt forms hydrogen sulphide, and the oxidation creates sulphur dioxide. Steam is used to blanket the top of the tower to entrain the contaminants, and is passed through a scrubber to condense the hydrocarbons.
Vacuum distillation is generally used to produce road tar asphalt. The residual is heated and charged to a column where vacuum is applied to prevent cracking.
Condensed steam from the various asphalt processes will contain trace amounts of hydrocarbons. Any disruption of the vacuum can result in the entry of atmospheric air and subsequent fire. In asphalt production, raising the temperature of the vacuum tower bottom to improve efficiency can generate methane by thermal cracking. This creates vapours in asphalt storage tanks which are in the flammable range, but not detectable by flash testing. Air blowing can create some polynuclear aromatics (i.e., PAHs). Condensed steam from the air blowing asphalt process may also contain various contaminants.
Hydrocarbon sweetening and treating processes
Many products, such as thermal naphthas from visbreaking, coking or thermal cracking, and high-sulphur naphthas and distillates from crude-oil distillation, require treating in order to be used in gasoline and fuel oil blends. Distillation products, including kerosene and other distillates, may contain trace amounts of aromatics, and naphthenes and lubricating-oil base stocks may contain wax. These undesirables are removed either at intermediate refining stages or just prior to sending products to blending and storage, by refining processes such as solvent extraction and solvent dewaxing. A variety of intermediate and finished products, including middle distillates, gasoline, kerosene, jet fuel and sour gases need to be dried and sweetened.
Treating is performed either at an intermediate stage in the refining process or just before sending finished products to blending and storage. Treating removes contaminants from oil, such as organic compounds containing sulphur, nitrogen and oxygen, dissolved metals, inorganic salts and soluble salts dissolved in emulsified water. Treating materials include acids, solvents, alkalis and oxidizing and adsorption agents. Acid treatments are used to improve the odour, colour and other properties of lube base stocks, to prevent corrosion and catalyst contamination, and to improve product stability. Hydrogen sulphide which is removed from “dry” sour gas by an absorbing agent (diethanolamine) is flared, used as a fuel or converted to sulphur. The type of treatment and agents depends on the crude feedstock, intermediate processes and end-product specifications.
Solvent treatment processes
Solvent extraction separates aromatics, naphthenes and impurities from product streams by dissolving or precipitation. Solvent extraction prevents corrosion, protects catalyst in subsequent processes and improves finished products by removing unsaturated, aromatic hydrocarbons from lubricant and grease base stocks.
The feedstock is dried and subjected to continuous countercurrent solvent treatment. In one process, feedstock is washed with a liquid in which the substances to be removed are more soluble than in the desired resultant product. In another process, selected solvents are added, causing impurities to precipitate out of the product. The solvent is separated from the product stream by heating, evaporation or fractionation, with residual trace amounts subsequently removed from the raffinate by steam stripping or vacuum flashing. Electric precipitation may be used for separation of inorganic compounds. The solvent is then regenerated to be used again in the process.
Typical chemicals used in the extraction process include a wide variety of acids, alkalis and solvents, including phenol and furfural, as well as oxidizing agents and adsorption agents. In the adsorption process, highly porous solid materials collect liquid molecules on their surfaces. The selection of specific processes and chemical agents depends on the nature of the feedstock being treated, the contaminants present and the finished product requirements. (See figure 19.)
Figure 19. Solvent extraction process
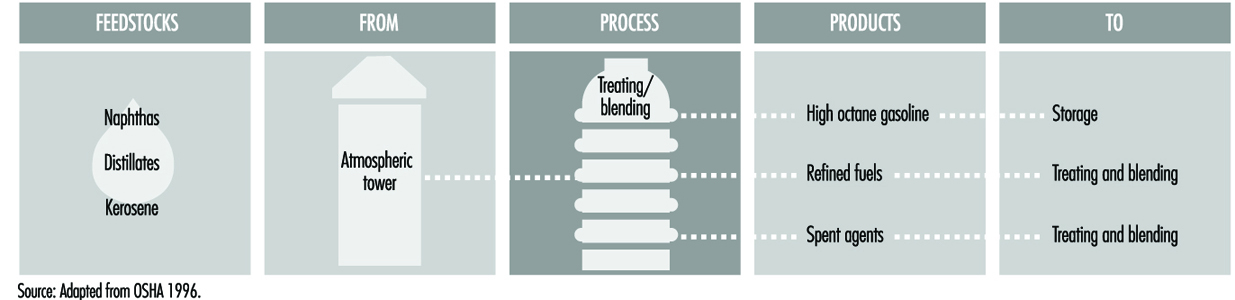
Solvent dewaxing removes wax from either distillate or residual base stocks, and may be applied at any stage in the refining process. In solvent dewaxing, waxy feedstocks are chilled by heat exchanger and refrigeration, and solvent is added to help develop crystals that are removed by vacuum filtration. The dewaxed oil and solvent are flashed and stripped, and the wax passes through a water settler, solvent fractionator and flash tower. (See figure 20.)
Figure 20. Solvent dewaxing process
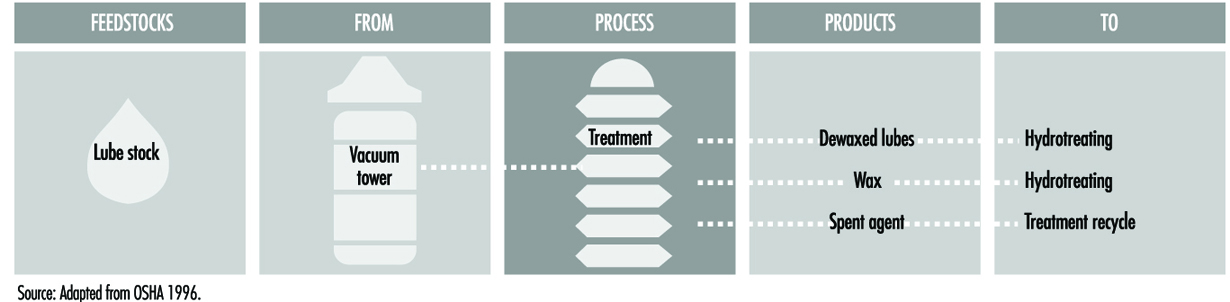
Solvent de-asphalting separates heavy oil fractions to produce heavy lubricating oil, catalytic cracking feedstock and asphalt. Feedstock and liquid propane (or hexane) are pumped to an extraction tower at precisely controlled mixtures, temperatures and pressures. Separation occurs in a rotating-disc contactor, based on differences in solubility. The products are then evaporated and steam stripped to recover propane for recycle. Solvent de-asphalting also removes sulphur and nitrogen compounds, metals, carbon residues and paraffins from feedstock. (See figure 21.)
Figure 21. Solvent de-asphalting process
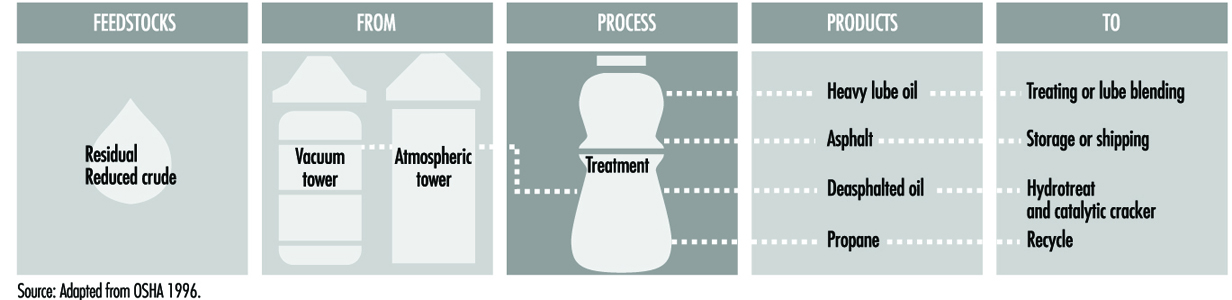
Health and safety considerations.
In solvent dewaxing, disruption of the vacuum will create a potential fire hazard by allowing air to enter the unit. The potential exists for exposure to dewaxing solvent vapours, a mixture of MEK and toluene. Although solvent extraction is a closed process, there is potential exposure to carcinogenic PAHs in the process oils and to extraction solvents such as phenol, furfural, glycol, MEK, amines and other process chemicals during handling and operations.
De-asphalting requires exact temperature and pressure control to avoid upset. In addition, moisture, excess solvent or a drop in operating temperature may cause foaming which affects the product temperature control and may create an upset. Contact with hot oil streams will cause skin burns. The potential exists for exposure to hot oil streams containing carcinogenic polycyclic aromatic compounds, liquefied propane and propane vapours, hydrogen sulphide and sulphur dioxide.
Hydrotreating processes
Hydrotreating is used to remove about 90% of contaminants, including nitrogen, sulphur, metals and unsaturated hydrocarbons (olefins), from liquid petroleum fractions such as straight-run gasoline. Hydrotreating is similar to hydrocracking in that both the hydrogen and the catalyst are used to enrich the hydrogen content of the olefin feedstock. However, the degree of saturation is not as great as that achieved in hydrocracking. Typically, hydrotreating is done prior to processes such as catalytic reforming, so that the catalyst is not contaminated by untreated feedstock. Hydrotreating is also used before catalytic cracking to reduce sulphur and improve product yields, and to upgrade middle distillate petroleum fractions into finished kerosene, diesel fuel and heating fuel oils.
Hydrotreating processes differ depending upon the feedstocks and catalysts. Hydrodesulphurization removes sulphur from kerosene, reduces aromatics and gum-forming characteristics, and saturates any olefins. Hydroforming is a dehydrogenation process used to recover excess hydrogen and produce high-octane gasoline. Hydrotreated products are blended or used as catalytic reforming feedstock.
In catalytic hydrodesulphurization, the feedstock is de-aerated, mixed with hydrogen, preheated and charged under high pressure through a fixed-bed catalytic reactor. The hydrogen is separated and recycled and the product stabilized in a stripper column where the light ends are removed.
During this process, sulphur and nitrogen compounds present in the feedstock are converted to hydrogen sulphide (H2S) and ammonia (NH3). Residual hydrogen sulphide and ammonia are removed either by steam stripping, by a combination high- and low-pressure separator or by amine wash which recovers hydrogen sulphide in a highly concentrated stream suitable for conversion into elemental sulphur. (See figure 22 and figure 23.)
Figure 22. Hydrodesulphurization process
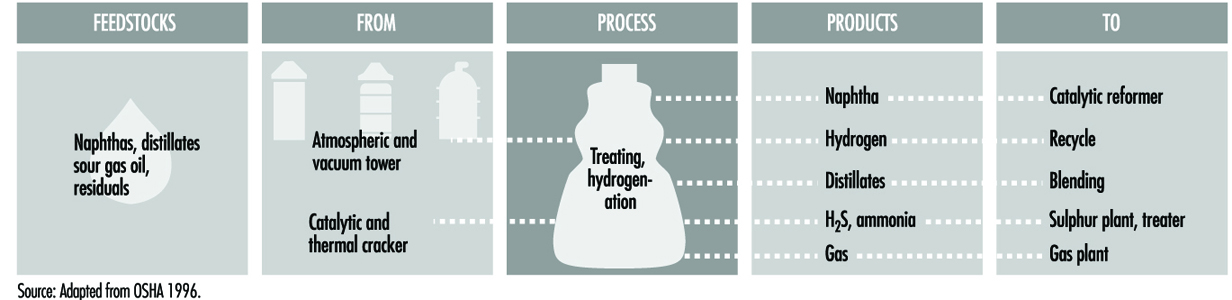
Figure 23. Schematic of hydrodesulphurization process
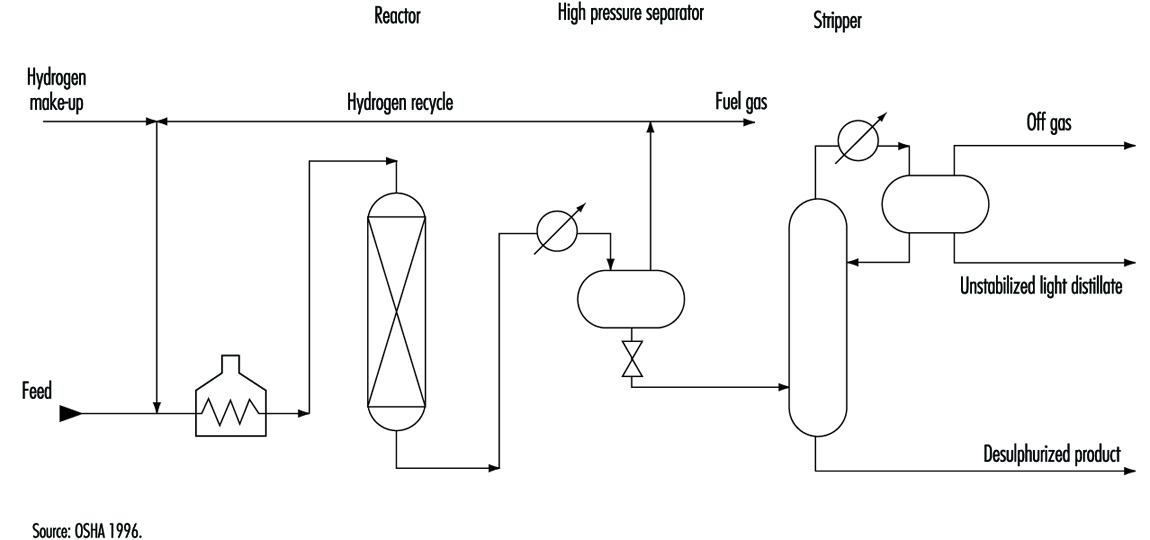
In hydrotreating, the hydrogen sulphide content of the feedstock must be strictly controlled to a minimum to reduce corrosion. Hydrogen chloride may form and condense as hydrochloric acid in the lower-temperature portions of the unit. Ammonium hydrosulphide may form in high-temperature, high-pressure units. In the event of a release, there is a potential for exposure to aromatic naphtha vapours which contain benzene, hydrogen sulphide or hydrogen gas, or to ammonia should a sour water leak or spill occur. Phenol may also be present if high-boiling-point feedstocks are processed.
Excessive contact time and/or temperature will create coking in the unit. Precautions need to be taken when unloading coked catalyst from the unit to prevent iron sulphide fires. The coked catalyst should be cooled to below 49 °C before removal, or dumped into nitrogen-inerted bins where it can be cooled before further handling. Special anti-foam additives may be used to prevent catalyst poisoning from silicone carryover in coker feedstock.
Other sweetening and treating processes
Treatment, drying and sweetening processes are used to remove impurities from blending stocks. (See figure 24.)
Figure 24. Sweetening & treating processes
Sweetening processes use air or oxygen. If excess oxygen enters these processes, it is possible for a fire to occur in the settler due to the generation of static electricity. There is a potential for exposure to hydrogen sulphide, sulphur dioxide, caustic (sodium hydroxide), spent caustic, spent catalyst (Merox), catalyst dust and sweetening agents (sodium carbonate and sodium bicarbonate).
Amine (acid gas treatment) plants
Sour gas (fuel gas from processes such as catalytic cracking and hydrotreating, which contains hydrogen sulphide and carbon dioxide) must be treated before it can be used as refinery fuel. Amine plants remove acid contaminants from sour gas and hydrocarbon streams. In amine plants, gas and liquid hydrocarbon streams containing carbon dioxide and/or hydrogen sulphide are charged to a gas absorption tower or liquid contactor, where the acid contaminants are absorbed by counterflowing amine solutions—monoethanolamine (MEA), diethanolamine (DEA) or methyldiethanolamine (MDEA). The stripped gas or liquid is removed overhead, and the amine is sent to a regenerator. In the regenerator, the acidic components are stripped by heat and reboiling action, and disposed of, while the amine is recycled.
In order to minimize corrosion, proper operating practices should be established, and regenerator bottom and reboiler temperatures need to be controlled. Oxygen should be kept out of the system to prevent amine oxidation. There is potential for exposure to amine compounds (i.e., MEA, DEA, MDEA), hydrogen sulphide and carbon dioxide.
Sweetening and drying
Sweetening (mercaptan removal) treats sulphur compounds (hydrogen sulphide, thiophene and mercaptan) to improve colour, odour and oxidation stability, and reduces concentrations of carbon dioxide in gasoline. Some mercaptans are removed by having the product make contact with water-soluble chemicals (e.g., sulphuric acid) that react with the mercaptans. Caustic liquid (sodium hydroxide), amine compounds (diethanolamine) or fixed-bed catalyst sweetening may be used to convert mercaptans to less objectionable disulphides.
Product drying (water removal) is accomplished by water absorption, with or without adsorption agents. Some processes simultaneously dry and sweeten by adsorption on molecular sieves.
Sulphur recovery
Sulphur recovery removes hydrogen sulphide from sour gases and hydrocarbon streams. The Clause process converts hydrogen sulphide to elemental sulphur through the use of thermal and catalytic reactions. After burning hydrogen sulphide under controlled conditions, knockout pots remove water and hydrocarbons from feed-gas streams, which are then exposed to a catalyst to recover additional sulphur. The sulphur vapour from burning and conversion is condensed and recovered.
Tail gas treatment
Both oxidation and reduction are used to treat tail gas from sulphur recovery units, depending on the composition of the gas and on refinery economics. Oxidation processes burn tail gas to convert all sulphur compounds to sulphur dioxide, and reduction processes convert sulphur compounds to hydrogen sulphide.
Hydrogen sulphide scrubbing
Hydrogen sulphide scrubbing is a primary hydrocarbon feedstock treating process used to prevent catalyst poisoning. Depending on the feedstock and the nature of the contaminants, desulphurization methods will vary from ambient-temperature-activated charcoal absorption to high-temperature catalytic hydrogenation followed by zinc oxide treating.
Sat and unsat gas plants
Feedstocks from various refinery units are sent to gas treating plants, where butanes and butenes are removed for use as alkylation feedstock, heavier components are sent to gasoline blending, propane is recovered for LPG and propylene is removed for use in petrochemicals.
Sat gas plants separate components from refinery gases, including butanes for alkylation, pentanes for gasoline blending, LPGs for fuel and ethane for petrochemicals. There are two different sat gas processes: absorption-fractionation or straight fractionation. In absorption-fractionation, gases and liquids from various units are fed to an absorber/de-ethanizer where C2 and lighter fractions are separated by lean-oil absorption and removed for use as fuel gas or petrochemical feed. The remaining heavier fractions are stripped and sent to a debutanizer, and the lean oil is recycled back to the absorber/de-ethanizer. C3/C4 is separated from pentanes in the debutanizer, scrubbed to remove hydrogen sulphide, and fed to a splitter to separate propane and butane. The absorption stage is eliminated in fractionation plants. Sat gas processes depend on feedstock and product demand.
Corrosion occurs from the presence of hydrogen sulphide, carbon dioxide and other compounds as a result of prior treating. Streams containing ammonia should be dried before processing. Anti-fouling additives are used in absorption oil to protect heat exchangers. Corrosion inhibitors are used to control corrosion in overhead systems. The potential exists for exposure to hydrogen sulphide, carbon dioxide, sodium hydroxide, MEA, DEA and MDEA to be carried over from prior treating.
Unsat gas plants recover light hydrocarbons from wet gas streams from catalytic crackers and delayed coker overhead accumulators or fractionation receivers. In a typical process, wet gases are compressed and treated with amine to remove hydrogen sulphide either before or after entering a fractionating absorber, where they mix into a concurrent flow of debutanized gasoline. The light fractions are separated by heat in a reboiler, with the offgas sent to a sponge absorber and the bottoms sent to a debutanizer. A portion of the debutanized hydrocarbon is recycled, and the balance goes to a splitter for separation. Overhead gases go to a depropanizer for use as alkylation unit feedstock. (See figure 25.)
Figure 25. Unsat gas plant process
Corrosion can occur from moist hydrogen sulphide and cyanides in unsat gas plants which handle FCC feedstocks. Corrosion from hydrogen sulphide and deposits in the high-pressure sections of gas compressors from ammonium compounds is possible when feedstocks are from the delayed coker or the TCC. The potential exists for exposure to hydrogen sulphide and to amine compounds such as MEA, DEA and MDEA.
Gasoline, distillate fuel and lubricant base stock blending processes
Blending is the physical mixture of a number of different liquid hydrocarbon fractions to produce finished products with specific desired characteristics. Products can be blended in-line through a manifold system or batch blended in tanks and vessels. In-line blending of gasoline, distillates, jet fuel and lubricant base stocks is accomplished by injecting proportionate amounts of each component into the main stream where turbulence promotes thorough mixing.
- Gasolines are blends of reformates, alkylates, straight-run gasoline, thermal and catalytically cracked gasolines, coker gasoline, butane and appropriate additives.
- Fuel oil and diesel fuel are blends of distillates and cycle oils, and jet fuel may be straight-run distillate or blended with naphtha.
- Lubricating oils are blends of refined base stocks
- Asphalt is blended from various residual stocks depending on its intended use.
Additives are often mixed into gasoline and motor fuels during or after blending to provide specific properties not inherent in petroleum hydrocarbons. These additives include octane enhancers, anti-knock agents, anti-oxidants, gum inhibitors, foam inhibitors, rust inhibitors, carburettor (carbon) cleaners, detergents for injector cleaning, diesel odourizers, colour dyes, distillate anti-static, gasoline oxidizers such as methanol, ethanol and methyl tertiary butyl ether, metal deactivators and others.
Batch and in-line blending operations require strict controls to maintain desired product quality. Spills should be cleaned and leaks repaired to avoid slips and falls. Additives in drums and bags need to be handled properly to avoid strain and exposure. The potential for contacting hazardous additives, chemicals, benzene and other materials exists during blending, and appropriate engineering controls, personal protective equipment and proper hygiene are needed to minimize exposures.
Auxiliary Refinery Operations
Auxiliary operations supporting refinery processes include those which provide process heat and cooling; provide pressure relief; control air emissions; collect and treat waste water; provide utilities such as power, steam, air and plant gases; and pump, store, treat and cool process water.
Waste water treatment
Refinery waste water includes condensed steam, stripping water, spent caustic solutions, cooling tower and boiler blowdown, wash water, alkaline and acid waste neutralization water and other process-associated water. Waste water typically contains hydrocarbons, dissolved materials, suspended solids, phenols, ammonia, sulphides and other compounds. Waste water treatment is used for process water, runoff water and sewerage water prior to their discharge. These treatments may require permits, or there must be recycling.
The potential exists for fire should vapours from waste water containing hydrocarbons reach a source of ignition during the treatment process. The potential exists for exposure to the various chemicals and waste products during process sampling, inspection, maintenance and turnarounds.
Pretreatment
Pretreatment is the initial separation of hydrocarbons and solids from waste water. API separators, interceptor plates and settling ponds are used to remove suspended hydrocarbons, oily sludge and solids by gravity separation, skimming and filtration. Acidic waste water is neutralized with ammonia, lime or soda ash. Alkaline waste water is treated with sulphuric acid, hydrochloric acid, carbon dioxide-rich flue gas or sulphur. Some oil-in-water emulsions are first heated to help separate the oil and the water. Gravity separation depends on the different specific gravities of water and immiscible oil globules, which allows free oil to be skimmed off the surface of the waste water.
Sour water stripping
Water containing sulphides, called sour water, is produced in catalytic cracking and hydro-treating processes, and whenever steam is condensed in the presence of gases containing hydrogen sulphide.
Stripping is used on waste water containing sulphides and/or ammonia, and solvent extraction is used to remove phenols from waste water. Waste water which is to be recycled may require cooling to remove heat and/or oxidation by spraying or air stripping to remove any remaining phenols, nitrates and ammonia.
Secondary treatment
Following pretreatment, suspended solids are removed by sedimentation or air flotation. Waste water with low levels of solids is screened or filtered, and flocculation agents may be added to help separation. Materials with high adsorption characteristics are used in fixed-bed filters or added to the waste water to form a slurry which is removed by sedimentation or filtration. Secondary treatment processes biologically degrade and oxidize soluble organic matter by the use of activated sludge, unaerated or aerated lagoons, trickling filter methods or anaerobic treatments. Additional treatment methods are used to remove oils and chemicals from waste water.
Tertiary treatment
Tertiary treatments remove specific pollutants in order to meet regulatory discharge requirements. These treatments include chlorination, ozonation, ion exchange, reverse osmosis, activated carbon adsorption, and others. Compressed oxygen may be diffused into waste water streams to oxidize certain chemicals or to satisfy regulatory oxygen content requirements.
Cooling towers
Cooling towers remove heat from process water by evaporation and latent heat transfer between hot water and air. The two types of towers are counterflow and crossflow.
- In counterflow cooling, hot process water is pumped to the uppermost plenum and allowed to fall through the tower. Numerous slats, or spray nozzles, are located throughout the length of the tower to disperse the water flow and help in cooling. Simultaneously, air enters at the tower bottom, creating a concurrent flow of air against the water. Induced draft towers have the fans at the air outlet. Forced draft towers have the fans or blowers at the air inlet.
- Crossflow towers introduce airflow at right angles to the water flow throughout the structure.
Recirculated cooling water must be treated to remove impurities and any dissolved hydrocarbons. Impurities in cooling water can corrode and foul piping and heat exchangers, scale from dissolved salts can deposit on pipes, and wooden cooling towers can be damaged by micro-organisms.
Cooling tower water can be contaminated by process materials and by-products, including sulphur dioxide, hydrogen sulphide and carbon dioxide, with resultant exposures. There is potential for exposure to water treatment chemicals or to hydrogen sulphide when waste water is treated in conjunction with cooling towers. Because the water is saturated with oxygen from being cooled with air, the chances for corrosion are intensified. One means of corrosion prevention is the addition of a material to the cooling water which forms a protective film on pipes and other metal surfaces.
When cooling water is contaminated by hydrocarbons, flammable vapours can evaporate into the discharge air. If a source of ignition or lightning is present, fires may start. Fire hazards exist when there are relatively dry areas in induced-draft cooling towers of combustible construction. Loss of power to cooling tower fans or water pumps can create serious consequences in process operations.
Steam generation
Steam is produced through heater and boiler operations in central steam generation plants and at various process units, using heat from flue gas or other sources. Steam generation systems include:
- heaters (furnaces), with their burners and a combustion air system
- draft or pressure systems to remove flue gas from the furnace, soot blowers, and compressed air systems which seal openings to prevent flue gas from escaping
- boilers, consisting of a number of tubes which carry the water/steam mixture through the furnace providing for maximum heat transfer (these tubes run between steam distribution drums at the top of the boiler, and water collecting drums at the bottom of the boiler)
- steam drums to collect steam and direct it to the superheater before it enters the steam distribution system.
The most potentially hazardous operation in steam generation is heater start-up. A flammable mixture of gas and air can build up as a result of loss of flame at one or more burners during light-off. Specific start-up procedures are required for each different type of unit, including purging before light-off and emergency procedures in the event of misfire or loss of burner flame. If feedwater runs low and boilers are dry, the tubes will overheat and fail. Excess water will be carried over into the steam distribution system, causing damage to the turbines. Boilers should have continuous or intermittent blowdown systems to remove water from steam drums and to limit build-up of scale on turbine blades and superheater tubes. Care must be taken not to overheat the superheater during start-up and shut down. Alternate fuel sources should be provided in event of loss of fuel gas due to refinery unit shutdown or emergency.
Heater fuel
Any one or any combination of fuels, including refinery gas, natural gas, fuel oil and powdered coal may be used in heaters. Refinery off-gas is collected from process units and combined with natural gas and LPG in a fuel gas balance drum. The balance drum provides constant system pressure, fairly stable BTU (energy) content fuel and automatic separation of suspended liquids in gas vapours, and prevents carryover of large slugs of condensate into the distribution system.
Fuel oil is typically a mix of refinery crude oil and straight-run and cracked residues, blended with other products. The fuel oil system delivers fuel to process unit heaters and steam generators at required temperatures and pressures. The fuel oil is heated to pumping temperature, sucked through a coarse suction strainer, pumped to a temperature-control heater and then through a fine mesh strainer before being burned. Knockout pots, provided at process units, are used to remove liquids from fuel gas before burning.
In one example of process unit heat generation, carbon monoxide (CO) boilers recover heat in catalytic cracking units as carbon monoxide in flue gas is burned to complete combustion. In other processes, waste heat recovery units use heat from the flue gas to make steam.
Steam distribution
Steam typically is generated by heaters and boilers combined into one unit. Steam leaves the boilers at the highest pressure required by the process units or the electrical generator. The steam pressure is then reduced in turbines which drive process pumps and compressors. When refinery steam is also used to drive steam turbine generators to produce electricity, the steam must be produced at much higher pressure than required for process steam. The steam distribution system consists of valves, fittings, piping and connections which are suitable for the pressure of the steam transported. Most steam used in the refinery is condensed to water in heat exchangers and reused as boiler feedwater, or discharged to waste water treatment.
Steam feedwater
Feedwater supply is an important part of steam generation. There must always be as many pounds of water entering the steam generation system as there are pounds of steam leaving it. Water used in steam generation must be free of contaminants, including minerals and dissolved impurities, which can damage the system or affect the operation. Suspended materials such as silt, sewage and oil, which form scale and sludge, are coagulated or filtered out of the water. Dissolved gases, particularly carbon dioxide and oxygen which cause boiler corrosion, are removed by de-aeration and treatment. Dissolved minerals such as metallic salts, calcium and carbonates, which cause scale, corrosion and turbine blade deposits, are treated with lime or soda ash to precipitate them out of the water. Depending on its characteristics, raw boiler feedwater may be treated by clarification, sedimentation, filtration, ion exchange, de-aeration and internal treatment. Recirculated cooling water must also be treated to remove hydrocarbons and other contaminants.
Process heaters, heat exchangers and coolers
Process heaters and heat exchangers preheat feedstocks in distillation towers and in refinery processes to reaction temperatures. The major portion of heat provided to process units comes from fired heaters found on crude and reformer preheater units, coker heaters and large-column reboilers, which are fueled by refinery or natural gas, distillate and residual oils. Heaters are usually designed for specific process operations, and most are either cylindrical vertical or box-type designs. Heat exchangers use either steam or hot hydrocarbon, transferred from some other section of the process, for heat input.
Heat is also removed from some processes by air and water exchangers, fin fans, gas and liquid coolers and overhead condensers, or by transferring the heat to other systems. The basic mechanical vapour compression refrigeration system is designed to serve one or more process units, and includes an evaporator, compressor, condenser, controls and piping. Common coolants are water, alcohol/water mixture or various glycol solutions.
A means of providing adequate draft or steam purging is required to reduce the chance of explosions when lighting fires in heater furnaces. Specific start-up and emergency procedures are required for each type of unit. If fire impinges on fin fans, failure could occur due to overheating. If flammable product escapes from a heat exchanger or cooler due to a leak, a fire could occur.
Care must be taken to assure that all pressure is removed from heater tubes before removing any header or fitting plugs. Consideration should be given to providing for pressure relief in heat exchanger piping systems in the event they are blocked off while full of liquid. If controls fail, variations of temperature and pressure could occur on either side of the heat exchanger. If heat exchanger tubes fail and process pressure is greater than heater pressure, product could enter the heater with downstream consequences. If the pressure is less, the heater stream could enter into the process fluid stream. If loss of circulation occurs in liquid or gas coolers, increased product temperature could affect downstream operations, requiring pressure relief.
Depending on the fuel, process operation and unit design, there is a potential for exposure to hydrogen sulphide, carbon monoxide, hydrocarbons, steam boiler feedwater sludge and water treatment chemicals. Skin contact with boiler blowdown which may contain phenolic compounds should be avoided. Exposure to radiant heat, superheated steam and hot hydrocarbons is possible.
Pressure relief and flare systems
Engineering controls which are incorporated into processes include reducing flammable vapour concentrations by ventilation, dilution and inerting. Pressurization is used to maintain control rooms above atmospheric pressure in order to reduce the possibility of vapours entering. Pressure relief systems are provided to control vapours and liquids which are released by pressure-relieving devices and blowdowns. Pressure relief is an automatic, planned release when operating pressure reaches a predetermined level. Blowdown usually refers to the intentional release of material, such as blowdowns from process unit start-ups, furnace blowdowns, shutdowns and emergencies. Vapour depressuring is the rapid removal of vapours from pressure vessels in case of emergency. This may be accomplished by the use of a rupture disc, usually set at a higher pressure than the relief valve.
Safety relief valves
Safety relief valves, used to control air, steam, gas and hydrocarbon vapour and liquid pressures, open in proportion to the increase in pressure over the normal operating pressure. Safety valves, designed primarily to release high volumes of steam, usually pop open to full capacity. The overpressure needed to open liquid relief valves, where large-volume discharge is not required, increases as the valve lifts due to increased spring resistance. Pilot-operated safety release valves, with up to six times the capacity of normal relief valves, are used where tighter sealing and larger-volume discharges are required. Non-volatile liquids are usually pumped to oil/water separation and recovery systems, and volatile liquids are sent to units operating at a lower pressure.
Flares
A typical closed pressure-release and flare system includes relief valves and lines from process units for collection of discharges, knockout drums to separate vapours and liquids, seals and/or purge gas for flashback protection and a flare and igniter system, which combusts vapours if discharge direct to the atmosphere is not permitted. Steam may be injected into the flare tip to reduce visible smoke.
Liquids should not be allowed to discharge to a vapour disposal system. Flare knockout drums and flares need to be large enough to handle emergency blowdowns, and drums require relief in event of overpressure. Provide pressure relief valves where the potential exists for overpressure in refinery processes, such as due to the following causes:
- loss of cooling water, possibly resulting in a greatly increased pressure drop in condensers, in turn increasing the pressure in the process unit
- rapid vaporization and pressure increase from injection of a lower-boiling-point liquid, including water, into a process vessel operating at higher temperatures
- expansion of vapour and resultant overpressure due to overheated process steam, malfunctioning heaters or fire
- failure of automatic controls, closed outlets, heat exchanger failure, etc.
- internal explosion, chemical reaction, thermal expansion, accumulated gases, etc.
- loss of reflux, causing a pressure rise in distillation towers.
Because the quantity of reflux affects the volume of vapours leaving the distillation tower, loss of volume causes a pressure drop in condensers and a pressure rise in distillation towers.
Maintenance is important because valves are required to function properly. Common valve operating problems include:
- failure to open at set pressure due to plugging of the valve inlet or outlet or by corrosion, preventing proper operation of the disc holder and guides
- failure to reseat after popping open due to fouling, corrosion or deposits on the seat or moving parts, or by solids in the gas stream cutting the valve disc
- chattering and premature opening, due to operating pressure being too close to the valve set point.
Utilities
Water. Depending on location and community resources, refineries may draw upon public water supplies for drinking and process water or may have to pump and treat their own potable water. Treatment may include a wide range of requirements, from desalting to filtration, chlorination and testing.
Sewage. Also, depending on availability of community or private offsite treatment plants, refineries may have to provide for the permitting, collection, treatment and discharge of their sanitary waste.
Electric power. Refineries either receive electricity from outside sources or produce their own, using electric generators driven by steam turbines or gas engines. Areas are classified with regard to the type of electrical protection required to prevent a spark from igniting vapours or contain an explosion within electrical equipment. Electrical substations, which are normally located in non-classified areas, away from sources of flammable hydrocarbon vapour or cooling tower water spray, contain transformers, circuit breakers and feed circuit switches. Substations feed power to distribution stations within the process unit areas. Distribution stations can be located in classified areas, provided that electrical classification requirements are met. Distribution stations typically use a liquid-filled transformer provided with an oil-filled or air-break disconnect device.
Normal electrical safety precautions, including dry footing, “high voltage” warning signs and guarding should be implemented to protect against electrocution. Employees should be familiar with refinery electrical safe work procedures. Lockout/tagout and other appropriate safe work practices should be implemented to prevent energizing while work is being performed on high-voltage electrical equipment. Hazardous exposures may occur when working around transformers and switches which contain a dielectric fluid requiring special handling precautions. These subjects are discussed more fully elsewhere in this Encyclopaedia.
Turbine, gas and air compressor operations
Air and gas compressors
Refinery exhaust ventilation and air supply systems are designed to capture or dilute gases, fumes, dusts and vapours which may contaminate working spaces or the outside atmosphere. Captured contaminants are reclaimed if feasible, or directed to disposal systems after being cleaned or burned. Air supply systems include compressors, coolers, air receivers, air dryers, controls and distribution piping. Blowers are also used to provide air to certain processes. Plant air is provided for the operation of air-powered tools, catalyst regeneration, process heaters, steam-air decoking, sour water oxidation, gasoline sweetening, asphalt blowing and other uses. Instrument air is provided for use in pneumatic instruments and controls, air motors and purge connections. Plant gas, such as nitrogen, is provided for inerting vessels and other uses. Both reciprocating and centrifugal compressors are used for gas and compressed air.
Air compressors should be located so that the suction does not take in flammable vapours or corrosive gases. There is a potential for fire should a leak occur in gas compressors. Knockout drums are needed to prevent liquid surges from entering gas compressors. If gases are contaminated with solid materials, strainers are needed. Failure of automatic compressor controls will affect processes. If maximum pressure could potentially be greater than compressor or process equipment design pressure, pressure relief should be provided. Guarding is needed for exposed moving parts on compressors. Compressor buildings should be properly electrically classified, and provisions made for proper ventilation.
Where plant air is used as back-up to instrument air, interconnections must be upstream of the instrument air drying system to prevent contamination of instruments with moisture. Alternate sources of instrument air supply, such as use of nitrogen, may be needed in the event of power outages or compressor failure. Apply appropriate safeguards so that gas, plant air and instrument air are not used as the source for breathing or for pressuring potable water systems.
Turbines
Turbines are usually gas or steam powered and are used to drive pumps, compressors, blowers and other refinery process equipment. Steam enters turbines at high temperatures and pressures, expanding across and driving rotating blades while directed by fixed blades.
Steam turbines used for exhaust operating under vacuum need a safety relief valve on the discharge side for protection and to maintain steam in event of vacuum failure. Where maximum operating pressure could be greater than design pressure, steam turbines need relief devices. Consideration should be given to providing governors and overspeed-control devices on turbines.
Pumps, Piping and Valves
Centrifugal and positive displacement (reciprocating) pumps are used to move hydrocarbons, process water, fire water and waste water throughout the refinery. Pumps are driven by electric motors, steam turbines or internal combustion engines.
Process and utility piping systems distribute hydrocarbons, steam, water and other products throughout the facility. They are sized and constructed of materials dependent on the type of service, pressure, temperature and nature of the products. There are vent, drain and sample connections on piping, as well as provisions for blanking. Different types of valves, including gate valves, bypass valves, globe and ball valves, plug valves, block and bleed valves and check valves are used, depending on their operating purpose. These valves can be operated manually or automatically.
Valves and instrumentation which require servicing or other work should be accessible at grade level or from an operating platform. Remote-controlled valves, fire valves and isolation valves may be used to limit the loss of product at pump suction lines in the event of leakage or fire. Operating vent and drain connections may be provided with double block valves, or a block valve and plug or blind flange for protection against releases. Depending on the product and service, backflow prevention from the discharge line may be needed. Provisions may be made for pipeline expansion, movement and temperature changes to avoid rupture. Pumps operated with reduced or no flow can overheat and rupture. The failure of automatic pump controls could cause a deviation in process pressure and temperature. Pressure relief in the discharge piping should be provided where pumps can be overpressured.
Tank storage
Atmospheric storage tanks and pressure storage tanks are used throughout the refinery for storage of crudes, intermediate hydrocarbons (those used for processing) and finished products, both liquids and gases. Tanks are also provided for fire water, process and treatment water, acids, air and hydrogen, additives and other chemicals. The type, construction, capacity and location of tanks depends on their use and the nature, vapour pressure, flashpoints and pour points of the materials stored. Many types of tanks are used in refineries, the simplest being above-ground, cone-roof tanks for storage of combustible (non-volatile) liquids such as diesel fuels, fuel oils and lubricating oils. Open-top and covered (internal) floating-roof tanks, which store flammable (volatile) liquids such as gasoline and crude oil, restrict the amount of space between the top of the product and the tank roof in order to maintain a vapour-rich atmosphere to preclude ignition.
The potential for fire exists if hydrocarbon storage tanks are overfilled or develop leaks which allow liquid and vapours to escape and reach sources of ignition. Refineries should establish manual gauging and product receipt procedures to control overfills or provide automatic overflow control and signaling systems on tanks. Tanks may be equipped with fixed or semi-fixed foam-water fire protection systems. Remote-controlled valves, isolation valves and fire valves may be provided at tanks for pump-out or closure in the event of a fire inside the tank or in the tank dike or storage area. Tank venting, cleaning and confined-space entry programmes are used to control work inside tanks, and hot work permit systems are used to control sources of ignition in and around storage tanks.
Handling, shipping and transportation
Loading gases and liquid hydrocarbons into pipelines, tank cars, tank trucks and marine vessels and barges for transport to terminals and consumers is the final refinery operation. Product characteristics, distribution needs, shipping requirements, fire prevention, and environmental protection and operating criteria are important when designing marine docks, loading racks and pipeline manifolds. Operating procedures need to be established and agreed to by the shipper and receiver, and communications maintained during product transfer. Tank trucks and rail tank cars may be either top or bottom loaded. Loading and unloading liquefied petroleum gas (LPG) requires special considerations over and above those for liquid hydrocarbons. Where required, vapour recovery systems should be provided at loading racks and marine docks.
Safe work practices and appropriate personal protective equipment may be needed when loading or unloading, cleaning up spills or leaks, or when gauging, inspecting, sampling or performing maintenance activities on loading facilities or vapour recovery systems. Delivery should be stopped or diverted in the event of an emergency such as a tank truck or tank car compartment overfill.
A number of different hazardous and toxic chemicals are used in refineries, varying from small amounts of test reagents used in laboratories to large quantities of sulphuric acid and hydrofluoric acids used in alkaline processing. These chemicals need to be received, stored and handled properly. Chemical manufacturers provide material safety information which can be used by refineries to develop safety procedures, engineering controls, personal protection requirements and emergency response procedures for handling chemicals.
The nature of the hazard at loading and unloading facilities depends upon the products being loaded and the products previously transported in the tank car, tank truck or marine vessel. Bonding equalizes the electrical charge between the loading rack and the tank truck or tank car. Grounding prevents the flow of stray currents at truck and rail loading facilities. Insulating flanges are used on marine dock piping connections to prevent static electricity build-up and discharges. Flame arrestors are installed in loading rack and marine vapour recovery lines to prevent flashback. Where switch loading is permitted, safe procedures should be established and followed.
Automatic or manual shutoff systems at supply headers should be provided at top- and bottom-loading racks and marine docks in the event of leaks or overfills. Anti-fall protection, such as hand rails, may be needed for docks and top-loading racks. Drainage and recovery systems may be provided at loading racks for storm drainage, at docks and to handle spills and leaks. Precautions are needed at LPG-loading facilities so as not to overload or overpressurize tank cars and trucks.
Refinery Support Activities and Facilities
A number of different facilities, activities and programmes, each of which has its own specific safety and health requirements, are needed to support refinery processes depending on the refinery’s location and available resources.
Administrative activities
A wide variety of administrative support activities, depending on the refining company’s philosophy and the availability of community services, are required to assure continued operation of a refinery. The function which controls oil movements into, within and out from the refinery is unique to refineries. The administrative functions can be broken down as follows. The day-to-day operation of the process units is the operations function. Another function is responsible for assuring that arrangements have been made for a continuous supply of crude oil. Other functional activities include medical services (both emergency and continuing health care), food service, engineering services, janitorial services and routine administrative and management functions common to most industries, such as accounting, purchasing, human relations and so on. The refinery training function is responsible for supervisor and employee skills and crafts training including initial, refresher and remedial training, and for employee and contractor orientation and training in emergency response and safe work practices and procedures.
Construction and maintenance
The continued safe operation of refineries depends upon the establishment and implementation of programmes and procedures for regular maintenance and preventive maintenance, and assuring replacement when necessary. Turnarounds, wherein the entire refinery or entire process units will be shut down for total equipment overall and replacement at one time, is a type of preventive maintenance programme unique to the process industry. Mechanical integrity activities, such as inspection, repair, testing and certification of valves and relief devices, which are part of the process safety management programme, are important to the continued safe operation of a refinery, as are maintenance work orders for the continued effectiveness of the refinery “management of change” programme. Work permit programmes control hot work and safe work, such as isolation and lockout, and entry into confined spaces. Maintenance and instrumentation shops have purposes which include:
- delicate and precise work to test, maintain and calibrate refinery process controls, instruments and computers
- welding
- equipment repair and overhaul
- vehicle maintenance
- carpentry and so on.
Construction and maintenance safety and health relies on some of the following programmes.
Isolation
The safe maintenance, repair and replacement of equipment within process units often requires the isolation of tanks, vessels and lines in order to preclude the possibility of flammable liquids or vapours entering an area where hot work is being performed. Isolation is normally attained by disconnecting and closing off all of the piping leading to or from a vessel; blinding or blanking the pipe at a connection near the tank or vessel; or closing a double set of block valves on the piping, if provided, and opening a bleeder valve between the two closed valves.
Lockout/tagout
Lockout and tagout programmes prevent the inadvertent activation of electrical, mechanical, hydraulic or pneumatically energized equipment during repair or maintenance. All electrically powered equipment should have its circuit breaker or main switch locked or tagged out and tested to assure non-operability, prior to starting work. Mechanical hydraulic and pneumatic equipment should be de-energized and have its power source locked or tagged out prior to starting work. Valve closing lines which are being worked on, or which are isolated, should also be locked out or tagged to prevent unauthorized opening.
Metallurgy
Metallurgy is used to assure the continued strength and integrity of lines, vessels, tanks and reactors which are subject to corrosion from the acids, corrosives, sour water, and gases and other chemicals created by and used in processing crude oil. Non-destructive testing methods are employed throughout the refinery to detect excessive corrosion and wear before failure occurs. Proper safety precautions are required to prevent excessive exposures to workers who are handling or are exposed to radioactive testing equipment, dyes and chemicals.
Warehouses
Warehouses store not only the parts, materials and equipment needed for continued refinery operations, but also store packaged chemicals and additives that are used in maintenance, processing and blending. Warehouses may also maintain supplies of required personal protective clothing and equipment including hard hats, gloves, aprons, eye and face protection, respiratory protection, safety and impervious footwear, flame-resistant clothing and acid-protective clothing. Proper storage and separation of flammable and combustible liquids and hazardous chemicals is needed to prevent spills, fires and mixing of incompatible products.
Laboratories
Laboratories are responsible for determining the values and consistency of the crude oils prior to processing, as well as performing the testing required for finished product quality control. Laboratory personnel should be trained to recognize the hazards inherent in the handling and mixing of toxic chemicals and flammable liquids, and provide protection for themselves and others.
Safety and environmental and occupational hygiene
Other important refinery support activities are safety, fire prevention and protection, environmental protection and industrial hygiene. These may be provided as separate functions or integrated into the refinery operations. Safety, emergency preparedness and response, and fire prevention and protection activities are often the responsibility of the same function within a refinery.
The safety function participates in process safety management programmes as part of the design review, pre-construction and construction review and pre-start-up review teams. Safety often assists in the contractor qualification process, reviews contractor activities and investigates incidents involving employees and contractors. Safety personnel may be responsible for overseeing permit-required activities such as confined space entry and hot work, and for checking the availability and readiness of portable fire extinguishers, decontamination facilities, safety showers, eye wash stations, fixed detection devices and alarms, and emergency self-contained breathing apparatus placed at strategic locations in event of a toxic gas release.
Safety programmes. The refinery safety function usually has responsibility for the development and administration of various safety and incident prevention programmes, including, but not limited to, the following:
- design construction and pre-start-up safety reviews
- accident, incident and near miss investigation and reporting
- emergency preparedness plans and response programmes
- contractor safety programme
- safe work practices and procedures
- lockout/tagout
- confined and inert space entry
- scaffolding
- electrical safety, equipment grounding and fault protection programme
- machine guarding
- safety signs and notices
- hot work, safe work and entry permit systems.
Fire brigades. Refinery fire brigades and emergency responders may be full-time brigade members; designated refinery employees, such as operators and maintenance personnel who are trained and assigned to respond in addition to their regular duties; or a combination of both. Besides fires, brigades traditionally respond to other refinery incidents such as acid or gas releases, rescue from vessels or tanks, spills and so on. The fire protection function may be responsible for the inspection and testing of fire detectors and signals, and fixed and portable fire protection systems and equipment, including fire trucks, fire pumps, fire water lines, hydrants, hoses and nozzles.
Refinery firefighting differs from normal firefighting because rather than extinguishment, it is often preferable to allow certain fires to continue to burn. In addition, each type of hydrocarbon liquid, gas and vapour has unique fire chemistry characteristics which must be thoroughly understood in order to best control their fires. For example, extinguishment of a hydrocarbon vapour fire without first stopping the vapour release, would only create a continued vapour gas cloud with the probability of re-ignition and explosion. Fires in tanks containing crude oil and heavy residuals need to be handled with specific firefighting techniques to avoid the possibility of an explosion or tank boil-over.
Hydrocarbon fires are often extinguished by stopping the flow of product and allowing the fire to burn out while applying cooling water to protect adjacent equipment, tanks and vessels from heat exposures. Many fixed fire protection systems are designed with this specific purpose. Fighting fires in process units under pressure requires special consideration and training, particularly when catalysts such as hydrofluoric acid are involved. Special firefighting chemicals, such as dry powder and foam-water solutions, may be used to extinguish hydrocarbon fires and control vapour emissions.
Emergency preparedness. Refineries need to develop and implement emergency response plans for a number of different potential situations, including explosions, fires, releases and rescues. The emergency plans should include the use of outside assistance, including contractors, governmental and mutual aid as well as availability of special supplies and equipment, such as firefighting foam and spill containment and adsorption materials.
Gas and vapour testing
Gas, particulate and vapour monitoring, sampling and testing in refineries is conducted to assure that work can be performed safely and processes can be operated without toxic or hazardous exposures, explosions or fires. Atmospheric testing is conducted using a variety of instruments and techniques to measure oxygen content, hydrocarbon vapours and gases, and to determine hazardous and toxic exposure levels. Instruments must be properly calibrated and adjusted prior to use, by qualified persons, to assure dependable and accurate measurements. Depending on the work location, potential hazards and type of work being performed, testing, sampling and monitoring may be conducted prior to the start of work, or at specified intervals during work, or continuously throughout the course of work.
When establishing refinery procedures for sampling and testing flammable, inert and toxic atmospheres, the use of personal protective equipment, including appropriate respiratory protection, should be considered. It should be noted that canister-type respirators are unsuitable for oxygen-deficient atmospheres. Testing requirements should depend upon the degree of hazard which would be present in the event of instrument failure.
Testing of the following substances may be performed using portable equipment or fixed instrumentation:
Oxygen. Combustible gas meters work by burning a minute sample of the atmosphere being tested. In order to obtain an accurate combustible gas reading, a minimum of 10% and a maximum of 25% oxygen must be present in the atmosphere. The amount of oxygen present in the atmosphere is determined by using an oxygen meter prior to, or simultaneously with, using the combustible gas meter. Testing for oxygen is essential when working in confined or enclosed spaces, as entry without respiratory protection (provided that there are no toxic exposures) requires normal breathing-air oxygen concentrations of approximately 21%. Oxygen meters are also used to measure the amount of oxygen present in inerted spaces, to assure that there is not enough present to support combustion during hot work or other operations.
Hydrocarbon vapours and gases. “Hot work” is work which creates a source of ignition, such as welding, cutting, grinding, blast cleaning, operating an internal combustion engine and so on, in an area where the potential for exposure to flammable vapours and gases exists. In order to conduct hot work safely, instruments known as combustible gas meters are used to test the atmosphere for hydrocarbon vapours. Hydrocarbon vapours or gases will burn only when mixed with air (oxygen) in certain proportions and ignited. If there is not enough vapour in the air, the mixture is said to be “too lean to burn”, and if there is too much vapour (too little oxygen), the mixture is “too rich to burn”. The limiting proportions are called the “upper and lower flammable limits” and are expressed as a percentage of volume of vapour in air. Each hydrocarbon molecule or mixture has different flammability limits, typically ranging from about 1 to 10% vapour in air. Gasoline vapour, for example, has a lower flammable limit of 1.4% and an upper flammable limit of 7.6 per cent.
Toxic atmospheres. Special instruments are used to measure the levels of toxic and hazardous gases, vapours and particulates which may be present in the atmosphere where people are working. These measurements are used to determine the level and type of protection needed, which may vary from complete ventilation and replacement of the atmosphere to the use of respiratory and personal protective equipment by people working in the area. Examples of hazardous and toxic exposures which may be found in refineries include asbestos, benzene, hydrogen sulphide, chlorine, carbon dioxide, sulphuric and hydrofluoric acids, amines, phenol and others.
Health and safety programmes
The basis for refinery industrial hygiene is an administrative and engineering controls programme covering facility exposures to toxic and hazardous chemicals, laboratory safety and hygiene, ergonomics and medical surveillance.
Regulatory agencies and companies establish exposure limitations for various toxic and hazardous chemicals. The occupational hygiene function conducts monitoring and sampling to measure employee exposure to hazardous and toxic chemicals and substances. Industrial hygienists may develop or recommend engineering controls, preventive work practices, product substitution, personal protective clothing and equipment or alternate measures of protection or reducing exposure.
Medical programmes. Refineries typically require preplacement and periodic medical examinations to determine the employee’s ability to initially and subsequently perform the work, and assure that the continued work requirements and exposures will not endanger the employee’s health or safety.
Personal protection. Personal protection programmes should cover typical refinery exposures, such as noise, asbestos, insulation, hazardous waste, hydrogen sulphide, benzene and process chemicals including caustics, hydrogen fluoride, sulphuric acid and so on. Industrial hygiene may designate the appropriate personal protective equipment to be used for various exposures, including negative pressure and air-supplied respirators and hearing, eye and skin protection.
Product safety. Product safety awareness covers knowing about the hazards of chemicals and materials to which the potential for exposure exists in the workplace, and what actions to take in the event exposure by ingestion, inhalation or skin contact occurs. Toxicological studies of crude oil, refinery streams, process chemicals, finished products and proposed new products are conducted to determine the potential effects of exposure on both employees and consumers. The data are used to develop health information concerning permissible limits of exposure or acceptable amounts of hazardous materials in products. This information is typically distributed by material safety data sheets (MSDSs) or similar documents, and employees are trained or educated in the hazards of the materials in the workplace.
Environmental Protection
Environmental protection is an important consideration in refinery operations because of regulatory compliance requirements and a need for conservation as oil prices and costs escalate. Oil refineries produce a wide range of air and water emissions that can be hazardous to the environment. Some of these are contaminants in the original crude oil, while others are a result of refinery processes and operations. Air emissions include hydrogen sulphide, sulphur dioxide, nitrogen oxides and carbon monoxide (see table 2). Waste water typically contains hydrocarbons, dissolved materials, suspended solids, phenols, ammonia, sulphides, acids, alkalis and other contaminants. There is also the risk of accidental spills and leaks of a wide range of flammable and/or toxic chemicals.
Controls established to contain liquid and vapour releases and reduce operating costs include the following:
- Energy conservation. Controls include steam leak control and condensate recovery programmes to conserve energy and increase efficiency.
- Water pollution. Controls include waste water treatment in API separators and subsequent treatment facilities, storm water collection, retainment and treatment and spill prevention containment and control programmes.
- Air pollution. Since refineries operate continuously, leak detection, particularly at valves and pipe connections, is important. Controls include reducing hydrocarbon vapour emissions and releases to the atmosphere, refinery valve and fitting tightness programmes, floating roof tank seals and vapour containment programmes, and vapour recovery for loading and unloading facilities and for venting tanks and vessels.
- Ground pollution. Preventing oil spillage from polluting soil and contaminating ground water is accomplished by the use of dikes and the providing of drainage to specified, protected containment areas. Contamination from spillage inside dike areas may be prevented by the use of secondary containment measures, such as impervious plastic or clay dike liners.
- Spill response. Refineries should develop and implement programmes to respond to spills of crude oil, chemicals and finished products, on both land and water. These programmes may rely on trained employees or outside agencies and contractors to respond to the emergency. The type, amount needed and availability of spill clean-up and restoration supplies and equipment, either on site or on call, should be included in the preparedness plan.
" DISCLAIMER: The ILO does not take responsibility for content presented on this web portal that is presented in any language other than English, which is the language used for the initial production and peer-review of original content. Certain statistics have not been updated since the production of the 4th edition of the Encyclopaedia (1998)."