- You are here:
-
Home

-
Part XI. Industries Based on Natural Resources
-
Iron and Steel
- Rolling Mills

73. Iron and Steel
Chapter Editor: Augustine Moffit
Table of Contents
Figures and Tables
Iron and Steel Industry
John Masaitis
Rolling Mills
H. Schneider
Health and Safety Problems and Patterns
Environmental and Public Health Issues
Tables
Click a link below to view table in article context.
1. Recoverable by-products of coke ovens
2. Waste generated & recycled in steel production in Japan
Figures
Point to a thumbnail to see figure caption, click to see figure in article context.














Iron and Steel Industry
Iron is most widely found in the crust of the earth, in the form of various minerals (oxides, hydrated ores, carbonates, sulphides, silicates and so on). Since prehistoric times, humans have learned to prepare and process these minerals by various washing, crushing and screening operations, by separating the gangue, calcining, sintering and pelletizing, in order to render the ores smeltable and to obtain iron and steel. In historic times, a prosperous iron industry developed in many countries, based on local supplies of ore and the proximity of forests to supply the charcoal for fuel. Early in the 18th century, the discovery that coke could be used in place of charcoal revolutionized the industry, making possible its rapid development as the base on which all other developments of the Industrial Revolution rested. Great advantages accrued to those countries where natural deposits of coal and iron ore lay close together.
Steel making was largely a development of the 19th century, with the invention of melting processes; the Bessemer (1855), the open hearth, usually fired by producer gas (1864); and the electric furnace (1900). Since the middle of the 20th century, oxygen conversion, pre-eminently the Linz-Donowitz (LD) process by oxygen lance, has made it possible to manufacture high quality steel with relatively low production costs.
Today, steel production is an index of national prosperity and the basis of mass production in many other industries such as shipbuilding, automobiles, construction, machinery, tools, and industrial and domestic equipment. The development of transport, in particular by sea, has made the international exchange of the raw materials required (iron ores, coal, fuel oil, scrap and additives) economically profitable. Therefore, the countries possessing iron ore deposits near coal fields are no longer privileged, and large smelting plants and steelworks have been built in the coastal regions of major industrialised countries and are supplied with raw materials from exporting countries which are able to meet the present-day requirements for high-grade materials.
During the past decades, so-called direct-reduction processes have been developed and have met with success. The iron ores, in particular high-grade or upgraded ores, are reduced to sponge iron by extracting the oxygen they contain, thus obtaining a ferrous material that replaces scrap.
Iron and Steel Production
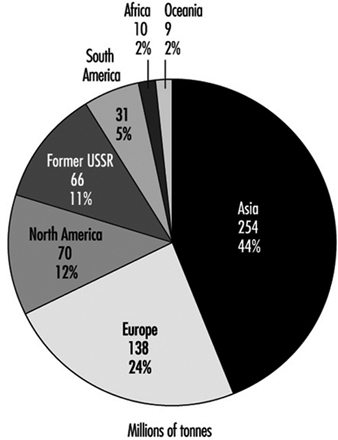
The world’s pig iron production was 578 million tonnes in 1995 (see figure 1).
Figure 1. World pig iron production in 1995, by regions
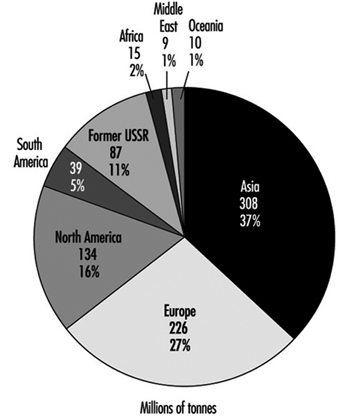
The world’s raw steel production was 828 million tonnes in 1995 (see figure 2).
Figure 2. World raw steel production in 1995, by regions
The steel industry has been undergoing a technological revolution, and the trend in building new production capacity has been towards the recycled steel-scrap-using electric arc furnace (EAF) by smaller mills (see figure 3). Although integrated steel works where steel is made from iron ore are operating at record levels of efficiency, EAF steel works with production capacities in the order of less than 1 million tonnes a year are becoming more common in the main steel-producing countries of the world.
Figure 3. Scrap charges or electric furnaces

Iron making
The overall flow line of iron and steel making is shown in figure 4.
Figure 4. Flow line of steel making
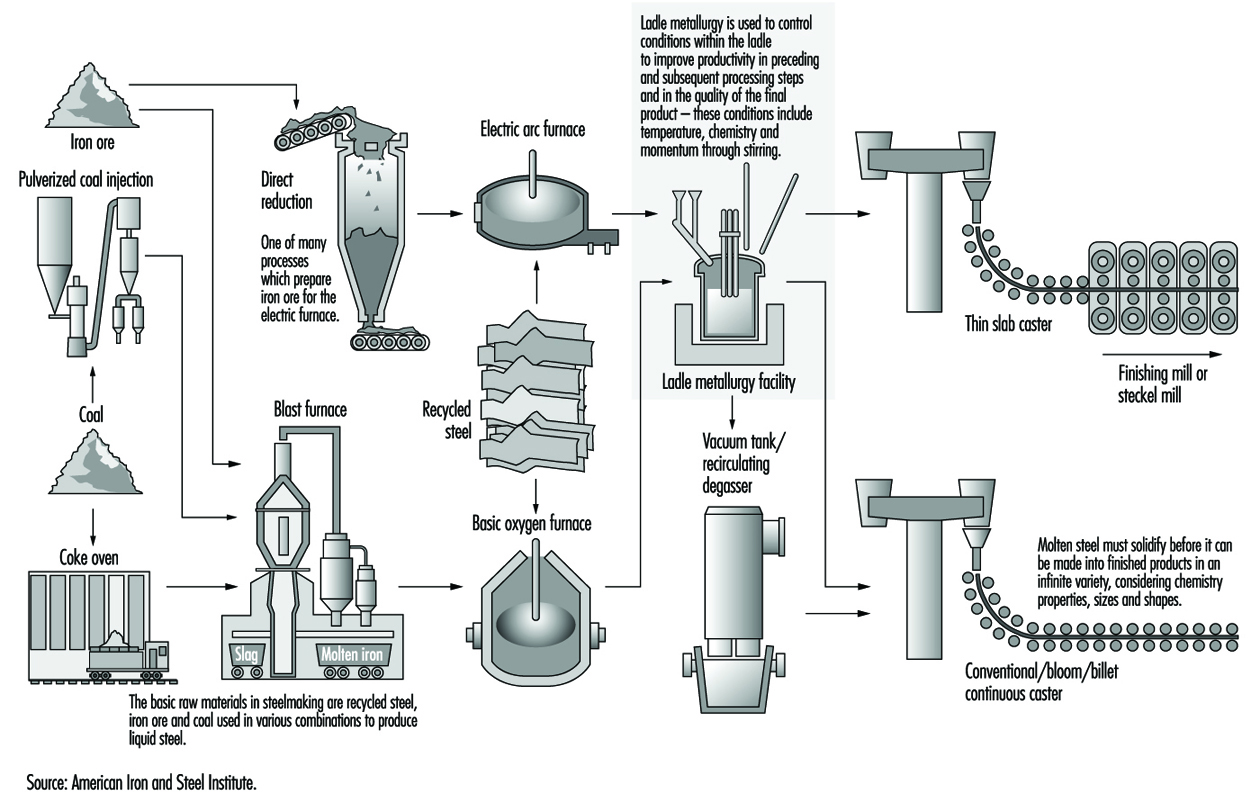
For iron making, the essential feature is the blast furnace, where iron ore is melted (reduced) to produce pig iron. The furnace is charged from the top with iron ore, coke and limestone; hot air, frequently enriched with oxygen, is blown in from the bottom; and the carbon monoxide produced from the coke transforms the iron ore into pig iron containing carbon. The limestone acts as a flux. At a temperature of 1,600°C (see figure 5) the pig iron melts and collects at the bottom of the furnace, and the limestone combines with the earth to form slag. The furnace is tapped (i.e., the pig iron is removed) periodically, and the pig iron may then be poured into pigs for later use (e.g., in foundries), or into ladles where it is transferred, still molten, to the steel-making plant.
Figure 5. Taking the temperature of molten metal in a blast furnace

Some large plants have coke ovens on the same site. The iron ores are generally subjected to special preparatory processes before being charged into the blast furnace (washing, reduction to ideal lump size by crushing and screening, separation of fine ore for sintering and pelletizing, mechanized sorting to separate the gangue, calcining, sintering and pelletizing). The slag that is removed from the furnace may be converted on the premises for other uses, in particular for making cement.
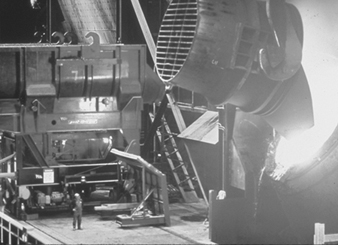
Figure 6. Hot metal charge for basic-oxygen furnace
Steel making
Pig iron contains large amounts of carbon as well as other impurities (mainly sulphur and phosphorus). It must, therefore, be refined. The carbon content must be reduced, the impurities oxidized and removed, and the iron converted into a highly elastic metal which can be forged and fabricated. This is the purpose of the steel-making operations. There are three types of steel-making furnaces: the open-hearth furnace, the basic-oxygen process converter (see figure 6) and the electric arc furnace (see figure 7). Open-hearth furnaces for the most part have been replaced by basic-oxygen converters (where steel is made by blowing air or oxygen into molten iron) and electric arc furnaces (where steel is made from scrap iron and sponge-iron pellets).
Figure 7. General view of electric furnace casting

Special steels are alloys in which other metallic elements are incorporated to produce steels with special qualities and for special purposes, (e.g., chromium to prevent rusting, tungsten to give hardness and toughness at high temperatures, nickel to increase strength, ductility and corrosion resistance). These alloying constituents may be added either to the blast-furnace charge (see figure 8) or to the molten steel (in the furnace or ladle) (see figure 9). Molten metal from the steel-making process is poured into continuous-casting machines to form billets (see figure 10), blooms (see figure 11) or slabs. The molten metal can also be poured into moulds to form ingots. The majority of steel is produced by the casting method (see figure 12). The benefits of continuous casting are increased yield, higher quality, energy savings and a reduction in both capital and operating costs. Ingot-poured moulds are stored in soaking pits (i.e. underground ovens with doors), where ingots can be reheated before passing to the rolling mills or other subsequent processing (figure 4). Recently, companies have begun making steel with continuous casters. Rolling mills are discussed elsewhere in this chapter; foundries, forging and pressing are discussed in the chapter Metal processing and metal working industry.
Figure 8. Back of hot-metal charge
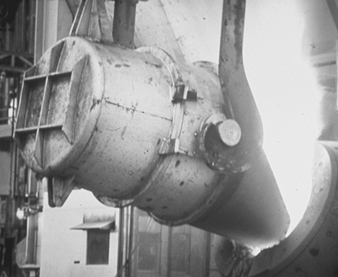
Figure 9. Continuous-casting ladle

Figure 10. Continuous-casting billet
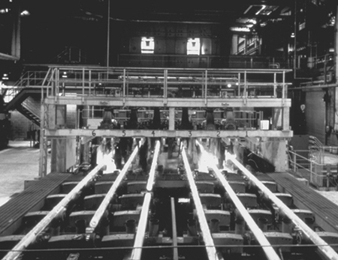
Figure 11. Continuous-casting bloom
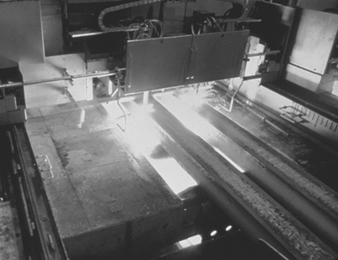
Figure 12. Control pulpit for continuous-casting process

Hazards
Accidents
In the iron and steel industry, large amounts of material are processed, transported and conveyed by massive equipment that dwarfs that of most industries. Steel works typically have sophisticated safety and health programmes to address hazards in an environment that can be unforgiving. An integrated approach combining good engineering and maintenance practices, safe job procedures, worker training and use of personal protective equipment (PPE) is usually required to control hazards.
Burns may occur at many points in the steel-making process: at the front of the furnace during tapping from molten metal or slag; from spills, spatters or eruptions of hot metal from ladles or vessels during processing, teeming (pouring) or transporting; and from contact with hot metal as it is being formed into a final product.
Water entrapped by molten metal or slag may generate explosive forces that launch hot metal or material over a wide area. Inserting a damp implement into molten metal may also cause violent eruptions.
Mechanical transport is essential in iron and steel manufacturing but exposes workers to potential struck-by and caught- between hazards. Overhead travelling cranes are found in almost all areas of steel works. Most large works also rely heavily on the use of fixed-rail equipment and large industrial tractors for transporting materials.
Safety programmes for crane use require training to ensure proper and safe operation of the crane and rigging of loads to prevent dropped loads; good communication and use of standard hand signals between crane drivers and slingers to prevent injuries from unexpected crane movement; inspection and maintenance programs for crane parts, lifting tackle, slings and hooks to prevent dropped loads; and safe means of access to cranes to avoid falls and accidents on crane transverse ways.
Safety programmes for railways also require good communication, especially during shifting and coupling of rail cars, to avoid catching people between rail car couplings.
Maintaining proper clearance for passage of large industrial tractors and other equipment and preventing unexpected start-up and movement are necessary to eliminate struck-by, struck-against and caught-between hazards to equipment operators, pedestrians and other vehicle operators. Programmes are also necessary for inspection and maintenance of equipment safety appliances and passageways.
Good housekeeping is a cornerstone of safety in iron and steel works. Floors and passageways can quickly become obstructed with material and implements that pose a tripping hazard. Large quantities of greases, oils and lubricants are used and if spilled can easily become a slipping hazard on walking or working surfaces.
Tools are subject to heavy wear and soon become compromised and perhaps dangerous to use. Although mechanization has greatly lessened the amount of manual handling in the industry, ergonomic strains still may occur on many occasions.
Sharp engines or burrs on steel products or metal bands pose laceration and puncture hazards to workers involved in finishing, shipping and scrap-handling operations. Cut-resistant gloves and wrist guards are often used to eliminate injuries.
Protective eye-wear programmes are particularly important in iron and steel works. Foreign-body eye hazards are prevalent in most areas, especially in raw material handling and steel finishing, where grinding, welding and burning are conducted.
Programmed maintenance is particularly important for accident prevention. Its purpose is to ensure the efficiency of the equipment and maintain fully operative guards, because failure may cause accidents. Adhering to safe operating practices and safety rules is also very important because of the complexity, size and speed of process equipment and machinery.
Carbon monoxide poisoning
Blast furnaces, converters and coke ovens produce large quantities of gases in the process of iron and steel manufacturing. After the dust has been removed, these gases are used as fuel sources in the various plants, and some are supplied to chemical plants for use as raw materials. They contain large amounts of carbon monoxide (blast-furnace gas, 22 to 30%; coke oven gas, 5 to 10%; converter gas, 68 to 70%).
Carbon monoxide sometimes emanates or leaks from the tops or bodies of blast furnaces or from the many gas pipelines inside plants, accidentally causing acute carbon monoxide poisoning. Most cases of such poisoning occur during work around blast furnaces, especially during repairs. Other cases occur during work around hot stoves, tours of inspection around the furnace bodies, work near the furnace tops or work near cinder notches or the tapping notches. Carbon monoxide poisoning may also result from gas released from water-seal valves or seal pots in the steel-making plants or rolling mills; from sudden shutdown of blowing equipment, boiler rooms or ventilation fans; from leakage; from failure to properly ventilate or purge process vessels, pipelines or equipment prior to work; and during closing of pipe valves.
Dust and fumes
Dust and fumes are generated at many points in the manufacture of iron and steel. Dust and fumes are found in the preparation processes, especially sintering, in front of the blast furnaces and steel furnaces and in ingot making. Dusts and fumes from iron ore or ferrous metals do not readily cause pulmonary fibrosis and pneumoconiosis is infrequent. Some lung cancers are thought to be connected with carcinogens found in coke-oven emissions. Dense fumes emitted during the use of oxygen lances and from the use of oxygen in open-hearth furnaces may particularly affect crane operators.
Exposure to silica is a risk to workers engaged in lining, relining and repairing blast furnaces and steel furnaces and vessels with refractory materials, which may contain as much as 80% silica. Ladles are lined with fire-brick or bonded crushed silica and this lining requires frequent repair. The silica contained in refractory materials is partly in the form of silicates, which do not cause silicosis but rather pneumoconiosis. Workers are rarely exposed to heavy clouds of dust.
Alloy additions to furnaces making special steels sometimes bring potential exposure risks from chromium, manganese, lead and cadmium.
Miscellaneous hazards
Bench and top-side operations in coking operations in front of blast furnaces in iron making and furnace-front, ingot-making and continuous-casting operations in steel making all involve strenuous activities in a hot environment. Heat-illness prevention programmes must be implemented.
Furnaces may cause glare that can injure eyes unless suitable eye protection is provided and worn. Manual operations, such as furnace bricklaying, and hand-arm vibration in chippers and grinders may cause ergonomic problems.
Blower plants, oxygen plants, gas-discharge blowers and high-power electric furnaces may cause hearing damage. Furnace operators should be protected by enclosing the source of noise with sound-deadening material or by providing sound-proofed shelters. Reducing exposure time may also prove effective. Hearing protectors (earmuffs or earplugs) are often required in high-noise areas due to the unfeasibility of obtaining adequate noise reduction by other means.
Safety and Health Measures
Safety organization
Safety organization is of prime importance in the iron and steel industry, where safety depends so much on workers’ reaction to potential hazards. The first responsibility for management is to provide the safest possible physical conditions, but it is usually necessary to obtain everyone’s cooperation in safety programmes. Accident-prevention committees, workers’ safety delegates, safety incentives, competitions, suggestion schemes, slogans and warning notices can all play an important part in safety programmes. Involving all persons in site hazard assessments, behaviour observation and feedback exercises can promote positive safety attitudes and focus work groups working to prevent injuries and illnesses.
Accident statistics reveal danger areas and the need for additional physical protection as well as greater stress on housekeeping. The value of different types of protective clothing can be evaluated and the advantages can be communicated to the workers concerned.
Training
Training should include information about hazards, safe methods of work, avoidance of risks and the wearing of PPE. When new methods or processes are introduced, it may be necessary to retrain even those workers with long experience on older types of furnaces. Training and refresher courses for all levels of personnel are particularly valuable. They should familiarize personnel with safe working methods, unsafe acts to be proscribed, safety rules and the chief legal provisions associated with accident prevention. Training should be conducted by experts and should make use of effective audio-visual aids. Safety meetings or contacts should be held regularly for all persons to reinforce safety training and awareness.
Engineering and administrative measures
All dangerous parts of machinery and equipment, including lifts, conveyors, long travel shafts and gearing on overhead cranes, should be securely guarded. A regular system of inspection, examination and maintenance is necessary for all machinery and equipment of the plant, particularly for cranes, lifting tackle, chains and hooks. An effective lockout/tagout programme should be in operation for maintenance and repair. Defective tackle should be scrapped. Safe working loads should be clearly marked, and tackle not in use should be stored neatly. Means of access to overhead cranes should, where possible, be by stairway. If a vertical ladder must be used, it should be hooped at intervals. Effective arrangements should be made to limit the travel of overhead cranes when persons are at work in the vicinity. It may be necessary, as required by law in certain countries, to install appropriate switchgear on overhead cranes to prevent collisions if two or more cranes travel on the same runway.
Locomotives, rails, wagons, buggies and couplings should be of good design and maintained in good repair, and an effective system of signalling and warning should be in operation. Riding on couplings or passing between wagons should be prohibited. No operation should be carried on in the track of rail equipment unless measures have been taken to restrict access or movement of equipment.
Great care is needed in storing oxygen. Supplies to different parts of the works should be piped and clearly identified. All lances should be kept clean.
There is a never-ending need for good housekeeping. Falls and stumbles caused by obstructed floors or implements and tools left lying carelessly can cause injury in themselves but can also throw a person against hot or molten material. All materials should be carefully stacked, and storage racks should be conveniently placed for tools. Spills of grease or oil should be immediately cleaned. Lighting of all parts of the shops and machine guards should be of a high standard.
Industrial hygiene
Good general ventilation throughout the plant and local exhaust ventilation (LEV) wherever substantial quantities of dust and fumes are generated or gas may escape are necessary, together with the highest possible standards of cleanliness and housekeeping. Gas equipment must be regularly inspected and well maintained so as to prevent any gas leakage. Whenever any work is to be done in an environment likely to contain gas, carbon monoxide gas detectors should be used to ensure safety. When work in a dangerous area is unavoidable, self-contained or supplied-air respirators should be worn. Breathing-air cylinders should always be kept in readiness, and the operatives should be thoroughly trained in methods of operating them.
With a view to improving the work environment, induced ventilation should be installed to supply cool air. Local blowers may be located to give individual relief, especially in hot working places. Heat protection can be provided by installing heat shields between workers and radiant heat sources, such as furnaces or hot metal, by installing water screens or air curtains in front of furnaces or by installing heat-proof wire screens. A suit and hood of heat-resistant material with air-line breathing apparatus gives the best protection to furnace workers. As work in the furnaces is extremely hot, cool-air lines may also be led into the suit. Fixed arrangements to allow cooling time before entry into the furnaces are also essential.
Acclimatization leads to natural adjustment in the salt content of body sweat. The incidence of heat affections may be much lessened by adjustments of the workload and by well-spaced rest periods, especially if these are spent in a cool room, air- conditioned if necessary. As palliatives, a plentiful supply of water and other suitable beverages should be provided and there should be facilities for taking light meals. The temperature of cool drinks should not be too low and workers should be trained not to swallow too much cool liquid at a time; light meals are to be preferred during working hours. Salt replacement is needed for jobs involving profuse sweating and is best achieved by increasing salt intake with regular meals.
In cold climates, care is required to prevent the ill-effects of prolonged exposure to cold or sudden and violent changes of temperature. Canteen, washing and sanitary facilities should preferably be close at hand. Washing facilities should include showers; changing rooms and lockers should be provided and maintained in a clean and sanitary condition.
Wherever possible, sources of noise should be isolated. Remote central panels remove some operatives from the noisy areas; hearing protection should be required in the worst areas. In addition to enclosing noisy machinery with sound-absorbing material or protecting the workers with sound-proofed shelters, hearing protection programmes have been found to be effective means of controlling noise-induced hearing loss.
Personal protective equipment
All parts of the body are at risk in most operations, but the type of protective wear required will vary according to the location. Those working at furnaces need clothing that protects against burns—overalls of fire-resisting material, spats, boots, gloves, helmets with face shields or goggles against flying sparks and also against glare. Safety boots, safety glasses and hard hats are imperative in almost all occupations and gloves are widely necessary. The protective clothing needs to take account of the risks to health and comfort from excessive heat; for example a fire-resisting hood with wire mesh visor gives good protection against sparks and is resistant to heat; various synthetic fibres have also proved efficient in heat resistance. Strict supervision and continuous propaganda are necessary to ensure that personal protective equipment is worn and correctly maintained.
Ergonomics
The ergonomic approach (i.e. investigation of the worker-machine-environment relationship) is of particular importance at certain operations in the iron and steel industry. An appropriate ergonomic study is necessary not only to investigate conditions while a worker is carrying out various operations, but also to explore the impact of the environment on the worker and the functional design of the machinery used.
Medical supervision
Pre-placement medical examinations are of great importance in selecting persons suitable for the arduous work in iron and steel making. For most work, a good physique is required: hypertension, heart diseases, obesity and chronic gastroenteritis disqualify individuals from work in hot surroundings. Special care is needed in the selection of crane drivers, both for physical and mental capacities.
Medical supervision should pay particular attention to those exposed to heat stress; periodic chest examinations should be provided for those exposed to dust, and audiometric examinations for those exposed to noise; mobile equipment operators should also receive periodic medical examinations to ensure their continued fitness for the job.
Constant supervision of all resuscitative appliances is necessary, as is training of workers in first-aid revival procedure.
A central first-aid station with the requisite medical equipment for emergency assistance should also be provided. If possible, there should be an ambulance for the transport of severely injured persons to the nearest hospital under the care of a qualified ambulance attendant. In larger plants first-aid stations or boxes should be located at several central points.
Coke Operations
Coal preparation
The most important single factor for producing metallurgical coke is the selection of coals. Coals with low ash and low sulphur content are most desirable. Low-volatile coal in amounts up to 40% are usually blended with high-volatile coal to achieve the desired characteristics. The most important physical property of metallurgical coke is its strength and ability to withstand breakage and abrasion during handling and use in the blast furnace. The coal-handling operations consist of unloading from railroad cars, marine barges or trucks; blending of the coal; proportioning; pulverizing; bulk-density control using diesel grade or similar oil; and conveying to the coke battery bunkers.
Coking
For the most part coke is produced in by-product coking ovens that are designed and operated to collect the volatile material from the coal. The ovens consist of three main parts: the coking chambers, the heating flues and the regenerative chamber. Apart from the steel and concrete structural support, the ovens are constructed of refractory brick. Typically each battery contains approximately 45 separate ovens. The coking chambers are generally 1.82 to 6.7 metres in height, 9.14 to 15.5 metres in length and 1,535 °C at the heating flue base. The time required for coking varies with oven dimensions, but usually ranges between 16 and 20 hours.
In large vertical ovens, the coal is charged through openings in the top from a rail-type “larry car” that transports the coal from the coal bunker. After the coal has become coke, the coke is pushed out of the oven from one side by a power-driven ram or “pusher”. The ram is slightly smaller than the oven dimensions so that contact with the oven interior surfaces is avoided. The coke is collected in a rail-type car or in the side of the battery opposite the pusher and transported to the quenching facility. The hot coke is wet quenched with water prior to discharge on the coke wharf. At some batteries, the hot coke is dry quenched to recover sensible heat for the generation of steam.
The reactions during the carbonization of coal for the production of coke are complex. Coal decomposition products initially include water, oxides of carbon, hydrogen sulphide, hydro-aromatic compounds, paraffins, olefins, phenolic and nitrogen-containing compounds. Synthesis and degradation occur among the primary products that produce large amounts of hydrogen, methane, and aromatic hydrocarbons. Further decomposition of the complex nitrogen containing compounds produce ammonia, hydrogen cyanide, pyridine bases and nitrogen. The continual removal of hydrogen from the residue in the oven produces hard coke.
The by-product coke ovens that have equipment for recovering and processing coal chemicals produce the materials listed in table 1.
Table 1. Recoverable by-products of coke ovens
|
By-product |
Recoverable constituents |
|
Coke oven gas |
Hydrogen, methane, ethane, carbon monoxide, carbon dioxide, ethylene, |
|
Ammonia liquor |
Free and fixed ammonia |
|
Tar |
Pyridine, tar acids, naphthalene, creosote oil and coal-tar pitch |
|
Light oil |
Varying amounts of coal gas products with boiling points from about 40 ºC |
After sufficient cooling so that conveyor-belt damage will not occur, the coke is moved to the screening and crushing station where it is sized for blast-furnace use.
Hazards
Physical hazards
During the coal unloading, preparation and handling operations, thousands of tonnes of coal are manipulated, producing dust, noise and vibrations. The presence of large quantities of accumulated dust can produce an explosion hazard in addition to the inhalation hazard.
During coking, ambient and radiant heat are the major physical concerns, particularly on the topside of the batteries, where the majority of the workers are deployed. Noise may be a problem in mobile equipment, primarily from drive mechanism and vibrating components that are not adequately maintained. Ionizing radiation and/or laser producing devices may be used for mobile equipment alignment purposes.
Chemical hazards
Mineral oil is typically used for operation purposes for bulk density control and dust suppression. Materials may be applied to the coal prior to being taken to the coal bunker to minimize the accumulation and to facilitate the disposal of hazardous waste from the by-products operations.
The major health concern associated with coking operations is emissions from the ovens during charging of the coal, coking and pushing of the coke. The emissions contain numerous polycyclic aromatic hydrocarbons (PAHs), some of which are carcinogenic. Materials utilized for sealing leaks in lids and doors may also be a concern during mixing and when lids and doors are removed. Asbestos and refracting ceramic filters may also be present in the form of insulating materials and gaskets, although suitable replacements have been used for products that previously contained asbestos.
Mechanical hazards
The coal-production hazards associated with railroad car, marine barge and vehicular traffic as well as conveyor belt movement must be recognized. The majority of accidents occur when workers are struck by, caught between, fall from, are entrained and entrapped in, or fail to lockout such equipment (including electrically).
The mechanical hazards of greatest concern are associated with the mobile equipment on the pusher side, coke side and the larry car on top of the battery. This equipment is in operation practically the entire work period and little space is provided between it and the operations. Caught-between and struck-by accidents associated with mobile rail-type equipment account for the highest number of fatal coke-oven production incidents. Skin surface burns from hot materials and surfaces and eye irritation from dust particles are responsible for more numerous, less severe occurrences.
Safety and Health Measures
To maintain dust concentrations during coal production at acceptable levels, containment and enclosure of screening, crushing and conveying systems are required. LEV may also be required in addition to wetting agents applied to the coal. Adequate mainten- ance programmes, belt programmes and clean-up programmes are required to minimize spillage and keep passageways alongside process and conveying equipment clear of coal. The conveyor system should use components known to be effective in reducing spillage and maintaining containment, such as belt cleaners, skirt boards, proper belt tension and so on.
Due to the health hazards associated with the PAHs released during the coking operations, it is important to contain and collect these emissions. This is best accomplished by a combination of engineering controls, work practices and a maintenance programme. It is also necessary to have an effective respirator programme. The controls should include the following:
- a charging procedure designed and operated to eliminate emissions by controlling the volume of coal being charged, properly aligning the car over the oven, tightly fitting drop sleeves and charging the coal in a sequence that allows an adequate channel on top of the coal to be maintained for flow of emissions to the collector mains and relidding immediately after charging
- drafting from two or more points in the oven being charged and an aspiration system designed and operated to maintain sufficient negative pressure and flow
- air seals on the pusher machine level bars to control infiltration during charging and carbon cutters to remove carbon build-up
- uniform collector-main pressure adequate to convey the emissions
- chuck door and gaskets as needed to maintain a tight seal and adequately cleaned and maintained pusher side and coke side sealing edges
- luting of lids and doors and maintaining door seals as necessary to control emissions after charging
- green pushes minimized by heating the coal uniformly for an adequate period
- installation of large enclosures over the entire coke side area to control emissions during the pushing of coke or use of travelling hoods to be moved to the individual ovens being pushed
- routine inspection, maintenance and repair for proper containment of emissions
- positive-pressure and temperature controlled operator cabs on mobile equipment to control worker exposure levels. To achieve the positive-pressure cab, structural integration is imperative, with tight fitting doors and windows and the elimination of separations in structural work.
Worker training is also necessary so that proper work practices are used and the importance of proper procedures to minimize emissions is understood.
Routine worker exposure monitoring should also be used to determine that levels are acceptable. Gas monitoring and rescue programmes should be in place, primarily due to the presence of carbon monoxide in coke-gas ovens. A medical surveillance programme should also be implemented.
Rolling Mills
Adapted from 3rd edition, Encyclopaedia of Occupational Health and Safety.
Acknowledgements: The description of hot- and cold-rolling mill operations is used with permission of the American Iron and Steel Institute.
Hot slabs of steel are converted into long coils of thin sheets in continuous hot strip mills. These coils may be shipped to customers or may be cleaned and cold rolled to make products. See figure 1 for a flow line of the processes.
Figure 1. Flow line of hot- & cold-rolled sheet mill products
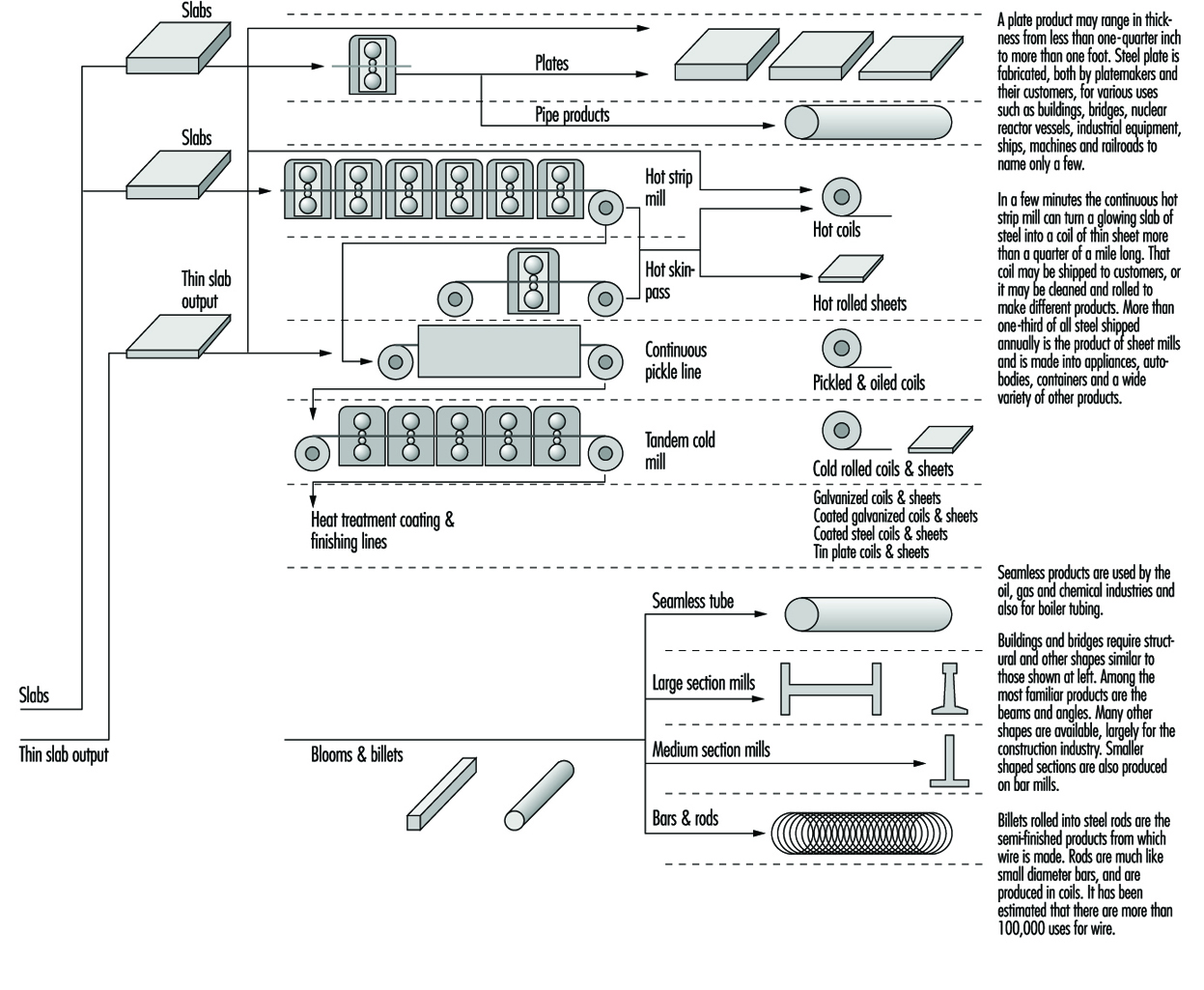
Continuous Hot Rolling
A continuous hot-rolling mill may have a conveyor that is several thousand feet long. The steel slab exits from a slab reheating furnace onto the beginning of the conveyor. Surface scale is removed from the heated slab, which then becomes thinner and longer as it is squeezed by horizontal rolls at each mill, usually called roughing stands. Vertical rolls at the edges help control width. The steel next enters the finishing stands for final reduction, travelling at speeds up to 80 kilometres per hour as it crosses the cooling table and is coiled.
The hot-rolled sheet steel is normally cleaned or pickled in a bath of sulphuric or hydrochloric acid to remove surface oxide (scale) formed during hot rolling. A modern pickler operates continuously. When one coil of steel is almost cleaned, its end is sheared square and welded to the start of a new coil. In the pickler, a temper mill helps break up the scale before the sheet enters the pickling or cleaning section of the line.
An accumulator is located beneath the rubber-lined pickling tanks, the rinsers and the dryers. The sheet accumulated in this system feeds into the pickling tanks when the entry-end of the line is stopped to weld on a new coil. Thus it is possible to clean a sheet continuously at the rate of 360 m (1,200 feet) per minute. A smaller looping system at the delivery end of the line permits continuous line operation during interruptions for coiling.
Cold Rolling
Coils of cleaned, hot-rolled sheet steel may be cold rolled to make a product thinner and smoother. This process gives steel a higher strength-to-weight ratio than can be made on a hot mill. A modern five-stand tandem cold mill may receive a sheet about 1/10 inch (0.25 cm) thick and 3/4 of a mile (1.2 km) long; 2 minutes later that sheet will have been rolled to 0.03 inch (75 mm) thick and be more than 2 miles (3.2 km) long.
The cold-rolling process hardens sheet steel so that it usually must be heated in an annealing furnace to make it more formable. Coils of cold-rolled sheets are stacked on a base. Covers are placed over the stacks to control the annealing and then the furnace is lowered over the covered stacks. The heating and re-cooling of sheet steel may take 5 or 6 days.
After the steel has been softened in the annealing process, a temper mill is used to give the steel the desired flatness, metallurgical properties and surface finish. The product may be shipped to consumers as coils or further side-trimmed or sheared into cut lengths.
Hazards and Their Prevention
Accidents. Mechanization has reduced the number of trapping points at machinery but they still exist, especially in cold rolling plants and in finishing departments.
In cold rolling, there is a risk of trapping between the rolls, especially if cleaning in motion is attempted; nips of rolls should be efficiently guarded and strict supervision exercised to prevent cleaning in motion. Severe injuries may be caused by shearing, cropping, trimming and guillotine machines unless the dangerous parts are securely guarded. An effective lockout/tagout programme is essential for maintenance and repair.
Severe injuries may be sustained, especially in hot rolling, if workers attempt to cross roller conveyors at unauthorized points; an adequate number of bridges should be installed and their use enforced. Looping and lashing may cause extensive injuries and burns, even severing of lower limbs; where full mechanization has not eliminated this hazard, protective posts or other devices are necessary.
Special attention should be paid to the hazard of cuts to workers in strip and sheet rolling mills. Such injuries are not only caused by the thin rolled metal, but also by the metal straps used on coils, which may break during handling and constitute a serious hazard.
The use of large quantities of oils, rust inhibitors and so on, which are generally applied by spraying, is another hazard commonly encountered in sheet rolling mills. Despite the protective measures taken to confine the sprayed products, they often collect on the floor and on communication ways, where they may cause slips and falls. Gratings, absorbent materials and boots with non-slip soles should therefore be provided, in addition to regular cleaning of the floor.
Even in automated works, accidents occur in conversion work while changing heavy rollers in the stands. Good planning will often reduce the number of roll changes required; it is important that this work should not be done under pressure of time and that suitable tools be provided.
The automation of modern plants is associated with numerous minor breakdowns, which are often repaired by the crew without stopping the plant or parts of it. In such cases it may happen that it is forgotten to make use of necessary mechanical safeguards, and severe accidents may be the consequence. The fire hazard involved in repairs of hydraulic systems is frequently neglected. Fire protection must be planned and organized with particular care in plants containing hydraulic equipment.
Tongs used to grip hot material may knock together; the square spanners used to move heavy rolled sections by hand may cause serious injuries to the head or upper torso by backlash. All hand tools should be well designed, frequently inspected and well maintained. The tongs used at the mills should have their rivets renewed frequently; ring spanners and impact wrenches should be provided for roll changing crews; bent-out, open-ended spanners should not be used. Workers should receive adequate training in the use of all hand tools. Proper storage arrangements should be made for all hand tools.
Many accidents may be caused by faulty lifting and handling and by defects in cranes and lifting tackle. All cranes and lifting tackle should be under a regular system of examination and inspection; particular care is needed in the storage and use of slings. Crane drivers and slingers should be specially selected and trained. There is always a risk of accidents from mechanical transport: locomotives, wagons and bogies should be well maintained and a well-understood system of warning and signalling should be enforced; clear passage ways should be kept for fork-lifts and other trucks.
Many accidents are caused through falls and stumbles or badly maintained floors, by badly stacked material, by protruding billet ends and cribbing rolls and so on. Hazards can be eliminated by good maintenance of all floor surfaces and means of access, clearly defined walkways, proper stacking of material and regular clearance of debris. Good housekeeping is essential in all parts of the plant including the yards. A good standard of illumination should be kept throughout the plant.
In hot rolling, burns and eye injuries may be caused by flying mill scale; splash guards can effectively reduce the ejection of scale and hot water. Eye injuries may be caused by dust particles or by whipping of cable slings; eyes may also be affected by glare.
Personal protective equipment (PPE) is of great importance in the prevention of rolling mill accidents. Hard hats, safety shoes, gaiters, arm protection, gloves, eye shields and goggles should be worn to meet the appropriate risk. It is essential to secure the cooperation of employees in the use of protective devices and the wearing of protective clothing. Training, as well as an effective accident prevention organization in which workers or their representatives participate, is important.
Heat. Radiant heat levels of up to 1,000 kcal/m2 have been measured at work points in rolling mills. Heat stress diseases are a concern, but workers in modern mills usually are protected through the use of air-conditioned pulpits. See the article “Iron and steel making” for information on prevention.
Noise. Considerable noise develops in the entire rolling zone from the gearbox of the rolls and straightening machines, from pressure water pumps, from shears and saws, from throwing finished products into a pit and from stopping movements of the material with metal plates. The general level of operating noises can be around 84-90dBA, and peaks up to 115 dBA or more are not unusual. See the article “Iron and steel making” for information on prevention.
Vibration. Cleaning of the finished products with high-speed percussion tools may lead to arthritic changes of the elbows, shoulders, collarbone, distal ulna and radius joint, as well as lesions of the navicular and lunatum bone.
Joint defects in the hand and arm system may be sustained by rolling mill workers, owing to the recoiling and rebounding effect of the material introduced into the gap between the rolls.
Harmful gases and vapours. When lead-alloyed steel is rolled or cutting-off discs containing lead are used, toxic particles may be inhaled. It is therefore necessary constantly to monitor lead concentrations at the workplace, and workers liable to be exposed should regularly undergo medical examination. Lead may also be inhaled by flame scarfers and gas cutters, who may at the same time be exposed to nitrogen oxides (NOx), chromium, nickel and iron oxide.
Butt welding is associated with the formation of ozone, which may cause, when inhaled, irritation similar to that due to NOx. Pit-furnace and reheating-furnace attendants may be exposed to harmful gases, the composition of which depends on the fuel used (blast-furnace gas, coke-oven gas, oil) and generally includes carbon monoxide and sulphur dioxide. LEV or respiratory protection may be necessary.
Workers lubricating rolling-mill equipment with oil mist may suffer health impairment due to the oils used and to the additives they contain. When oils or emulsions are used for cooling and lubricating, it should be ensured that the proportions of oil and additives are correct in order to preclude not only irritation of the mucosae but also acute dermatitis in exposed workers. See the article “Industrial lubricants, metal working fluids and automotive oils” in the chapter Metal processing and metal working industry.
Large amounts of degreasing agents are used for the finishing operations. These agents evaporate and may be inhaled; their action is not only toxic, but also causes deterioration of the skin, which may be degreased when solvents are not handled properly. LEV should be provided and gloves should be worn.
Acids. Strong acids in pickling shops are corrosive to skin and mucous membranes. Appropriate LEV and PPE should be used.
Ionizing radiation. X rays and other ionizing radiation equipment may be used for gauging and examining; strict precautions in accordance with local regulations are required.
Health and Safety Problems and Patterns
Adapted in part from an unpublished article by Simon Pickvance.
The iron and steel industry is a “heavy industry”: in addition to the safety hazards inherent in giant plants, massive equipment and movement of large masses of materials, workers are exposed to the heat of molten metal and slag at temperatures up to 1,800°C, toxic or corrosive substances, respirable air-borne contaminants and noise. Spurred by trade unions, economic pressures for greater efficiency and governmental regulations, the industry has made great strides in the introduction of newer equipment and improved processes which afford greater safety and better control of physical and chemical hazards. Workplace fatalities and lost-time accidents have been significantly reduced, but are still a significant problem (ILO 1992). Steel making remains a dangerous trade in which the potential hazards cannot always be designed out. Accordingly, this presents a formidable challenge to everyday plant management. It calls for ongoing research, continuous monitoring, responsible supervision and updated education and training of workers on all levels.
Physical Hazards
Ergonomic problems
Musculoskeletal injuries are common in steel making. Despite the introduction of mechanization and assistive devices, manual handling of large, bulky and/or heavy objects remains a frequent necessity. Constant attention to housekeeping is necessary to reduce the number of slips and falls. Furnace bricklayers have been shown to be at highest risk of work-related upper arm and low back problems. The introduction of ergonomics into the design of equipment and controls (e.g., crane drivers’ cabs) based on study of the physical and mental requirements of the job, coupled with such innovations as job rotation and team working, are recent developments aimed at enhancing the safety, well-being and performance of steel workers.
Noise
Steel making is one of the noisiest industries, although hearing conservation programs are decreasing the risk of hearing loss. The major sources include fume extraction systems, vacuum systems using steam ejectors, electrical transformers and the arc process in electrical arc furnaces, rolling mills and the large fans used for ventilation. At least half of noise-exposed workers will be handicapped by noise-induced hearing loss after as little as 10 or 15 years on the job. Hearing conservation programmes, described in detail elsewhere in this Encyclopaedia, include periodic noise and hearing assessments, noise control engineering and maintenance of machines and equipment, personal protection, and worker education and training
Causes of hearing loss other than noise include burns to the eardrum from particles of slag, scale or molten metal, perforation of the drum from intense impulse noise and trauma from falling or moving objects. A survey of compensation claims filed by Canadian steelworkers revealed that half of those with occupational hearing loss also had tinnitus (McShane, Hyde and Alberti 1988).
Vibration
Potentially hazardous vibration is created by oscillating mechanical movements, most often when machine movements have not been balanced, when operating shop floor machines and when using such portable tools as pneumatic drills and hammers, saws and grindstones. Damage to vertebral discs, low back pain and degeneration of the spine have been attributed to whole body vibration in a number of studies of overhead crane operators (Pauline et al. 1988).
Whole body vibration can cause a variety of symptoms (e.g., motion sickness, blurring and loss of visual acuity) which may lead to accidents. Hand-arm vibration has been associated with carpal tunnel syndrome, degenerative joint changes and Reynaud’s phenomenon in the finger tips (“white finger disease”), which may cause permanent disability. A study of chippers and grinders showed that they were more than twice as likely to develop Dupuytren’s contracture than a comparison group of workers (Thomas and Clarke 1992).
Heat exposure
Heat exposure is a problem throughout the iron and steel industry, especially in plants located in hot climates. Recent research has shown that, contrary to previous belief, the highest exposures occur during forging, when workers are monitoring hot steel continuously, rather than during melting, when, although temperatures are higher, they are intermittent and their effects are limited by the intense heating of the exposed skin and by the use of eye protection (Lydahl and Philipson 1984). The danger of heat stress is reduced by adequate fluid intake, adequate ventilation, the use of heat shields and protective clothing, and periodic breaks for rest or work at a cooler task.
Lasers
Lasers have a wide range of applications in steel making and may cause retinal damage at power levels far below those required to have effects on the skin. Laser operators can be protected by sharp focus of the beam and the use of protective goggles, but other workers may be injured when they unknowingly step into the beam or when it is inadvertently reflected at them.
Radioactive nuclides
Radioactive nuclides are employed in many measuring devices. Exposures can usually be controlled by posting of warning signs and appropriate shielding. Much more dangerous, however, is the accidental or careless inclusion of radioactive materials in the scrap steel being recycled. To prevent this, many plants are using sensitive radiation detectors to monitor all scrap before it is introduced into the processing.
Airborne Pollutants
Steel workers may be exposed to a wide range of pollutants depending on the particular process, the materials involved and the effectiveness of monitoring and control measures. Adverse effects are determined by the physical state and propensities of the pollutant involved, the intensity and duration of the exposure, the extent of accumulation in the body and the sensitivity of the individual to its effects. Some effects are immediate while others may take years and even decades to develop. Changes in processes and equipment, along with improvement of measures to keep exposures below toxic levels, have reduced the risks to the workers. However, these have also introduced new combinations of pollutants and there is always the danger of accidents, fires and explosions.
Dust and fumes
Emissions of fumes and particulates are a major potential problem for employees working with molten metals, making and handling coke, and charging and tapping furnaces. They are also troublesome to workers assigned to equipment maintenance, duct cleaning and refractory wrecking operations. Health effects are related to the size of the particles (i.e., the proportion that are respirable) and the metals and aerosols that may be adsorbed on their surfaces. There is evidence that exposure to irritant dust and fumes may also make steelworkers more susceptible to reversible narrowing of the airways (asthma) which, over time, may become permanent (Johnson et al. 1985).
Silica
Exposures to silica, with resultant silicosis, once quite common among workers in such jobs as furnace maintenance in melting shops and blast furnaces, have been lowered through the use of other materials for furnace linings as well as automation, which has reduced the number of workers in these processes.
Asbestos
Asbestos, once used extensively for thermal and noise insulation, is now encountered only in maintenance and construction activities when formerly installed asbestos materials are disturbed and generate airborne fibres. The long term effects of asbestos exposure, described in detail in other sections of this Encyclopaedia, include asbestosis, mesothelioma and other cancers. A recent cross-sectional study found pleural pathology in 20 out of 900 steelworkers (2%), much of which was diagnosed as restrictive lung disease characteristic of asbestosis (Kronenberg et al. 1991).
Heavy metals
Emissions generated in steel making may contain heavy metals (e.g., lead, chromium, zinc, nickel and manganese) in the form of fumes, particulates, and adsorbates on inert dust particles. They are often present in scrap steel streams and are also introduced in the manufacture of special types of steel products. Research carried out on workers melting manganese alloys has shown impaired physical and mental performance and other symptoms of manganism at exposure levels significantly below the limits currently allowable in most countries (Wennberg et al. 1991). Short-term exposure to high levels of zinc and other vaporized metals may cause “metal fume fever”, which is characterized by fever, chills, nausea, respiratory difficulty and fatigue. Details of the other toxic effects produced by heavy metals are found elsewhere in this Encyclopaedia.
Acid mists
Acid mists from pickling areas can cause skin, eye and respiratory irritation. Exposure to hydrochloric and sulphuric acid mists from pickling baths have also been associated in one study with a nearly twofold increase in laryngeal cancer (Steenland et al. 1988).
Sulphur compounds
The predominant source of sulphur emissions in steel making is the use of high-sulphur fossil fuels and blast furnace slag. Hydrogen sulphide has a characteristic unpleasant odour and short-term effects of relatively low-level exposures include dryness and irritation of nasal passages and the upper respiratory tract, coughing, shortness of breath and pneumonia. Longer exposures to low levels may cause eye irritation, while permanent eye damage may be produced by higher levels of exposure. At higher levels, there may also be a temporary loss of smell which can delude workers into believing that they are no longer being exposed.
Oil mists
Oil mists generated in the cold rolling of steel can produce irritation of skin, mucous membranes and upper respiratory tract, nausea, vomiting and headache. One study reported cases of lipoid pneumonia in rolling mill workers who had longer exposures (Cullen et al. 1981).
Polycyclic aromatic hydrocarbons
PAHs are produced in most combustion processes; in steelworks, coke making is the major source. When coal is partially burnt to produce coke, a large number of volatile compounds are distilled off as coal tar pitch volatiles, including PAHs. These may be present as vapours, aerosols or adsorbates on fine particulates. Short-term exposures may cause irritation of the skin and mucous membranes, dizziness, headache and nausea, while long-term exposure has been associated with carcinogenesis. Studies have shown that coke-oven workers have a lung cancer mortality rate twice that of the general population. Those most exposed to coal tar pitch volatiles are at the highest risk. These included workers on the oven topside and workers with the longest period of exposure (IARC 1984; Constantino, Redmond and Bearden 1995). Engineering controls have reduced the numbers of workers at risk in some countries.
Other chemicals
Over 1,000 chemicals are used or encountered in steel making: as raw materials or as contaminants in scrap and/or in fuels; as additives in special processes; as refractories; and as hydraulic fluids and solvents used in plant operation and maintenance. Coke making produces by-products such as tar, benzene and ammonia; others are generated in the different steel-making processes. All may potentially be toxic, depending on the nature of the chemicals, the type, the level and duration of the exposures, their reactivity with other chemicals and the susceptibility of the exposed worker. Accidental heavy exposures to fumes containing sulphur dioxide and nitrogen oxides have caused cases of chemical pneumonitis. Vanadium and other alloy additions may cause chemical pneumonitis. Carbon monoxide, which is released in all combustion processes, can be hazardous when maintenance of equipment and its controls are substandard. Benzene, along with toluene and xylene, is present in coke-oven gas and causes respiratory and central nervous system symptoms on acute exposure; long-term exposures may lead to bone marrow damage, aplastic anaemia and leukaemia.
Stress
High levels of work stress are found in the steel industry. Exposures to radiant heat and noise are compounded by the need for constant vigilance to avoid accidents and potentially hazardous exposures. Since many processes are in continuous operation, shift work is a necessity; its impact on well-being and on workers’ essential social support are detailed elsewhere in this Encyclopaedia. Finally, there is the potent stressor of potential job loss resulting from automation and changes in processes, plant relocation and downsizing of the workforce.
Preventive Programmes
Protecting steel workers against potential toxicity requires allocation of adequate resources for a continuing, comprehensive and coordinated programme that should include the following elements:
- assessment of all raw materials and fuels and, when possible, substitution of safer products for those known to be hazardous
- effective controls for the storage and safe handling of raw materials, products, by-products and wastes
- continuous monitoring of workers’ personal occupational environment and ambient air quality, with biological monitoring when required, and periodic medical surveillance of workers to detect more subtle health effects and verify fitness for their jobs
- engineering systems to control potential exposures (e.g., equipment enclosures and adequate exhaust and ventilation systems) supplemented by personal protective equipment (e.g., shields, gloves, safety glasses and goggles, hearing protectors, respirators, foot and body protection, etc.) when engineering controls do not suffice
- application of ergonomic principles to design of equipment, machine controls and tools and analysis of job structure and content as a guide to interventions that may prevent injury and enhance workers’ well-being
- maintenance of readily available, up-to-date information about potential hazards, which must be disseminated among workers and supervisors as part of an ongoing worker education and training programme
- installation and maintenance of systems for the storage and retrieval of the voluminous health and safety data, as well as for the analysis and reporting of records of inspection findings, accidents and worker injury and disease.
Environmental and Public Health Issues
Adapted from UNEP and IISI 1997 and an unpublished article by Jerry Spiegel.
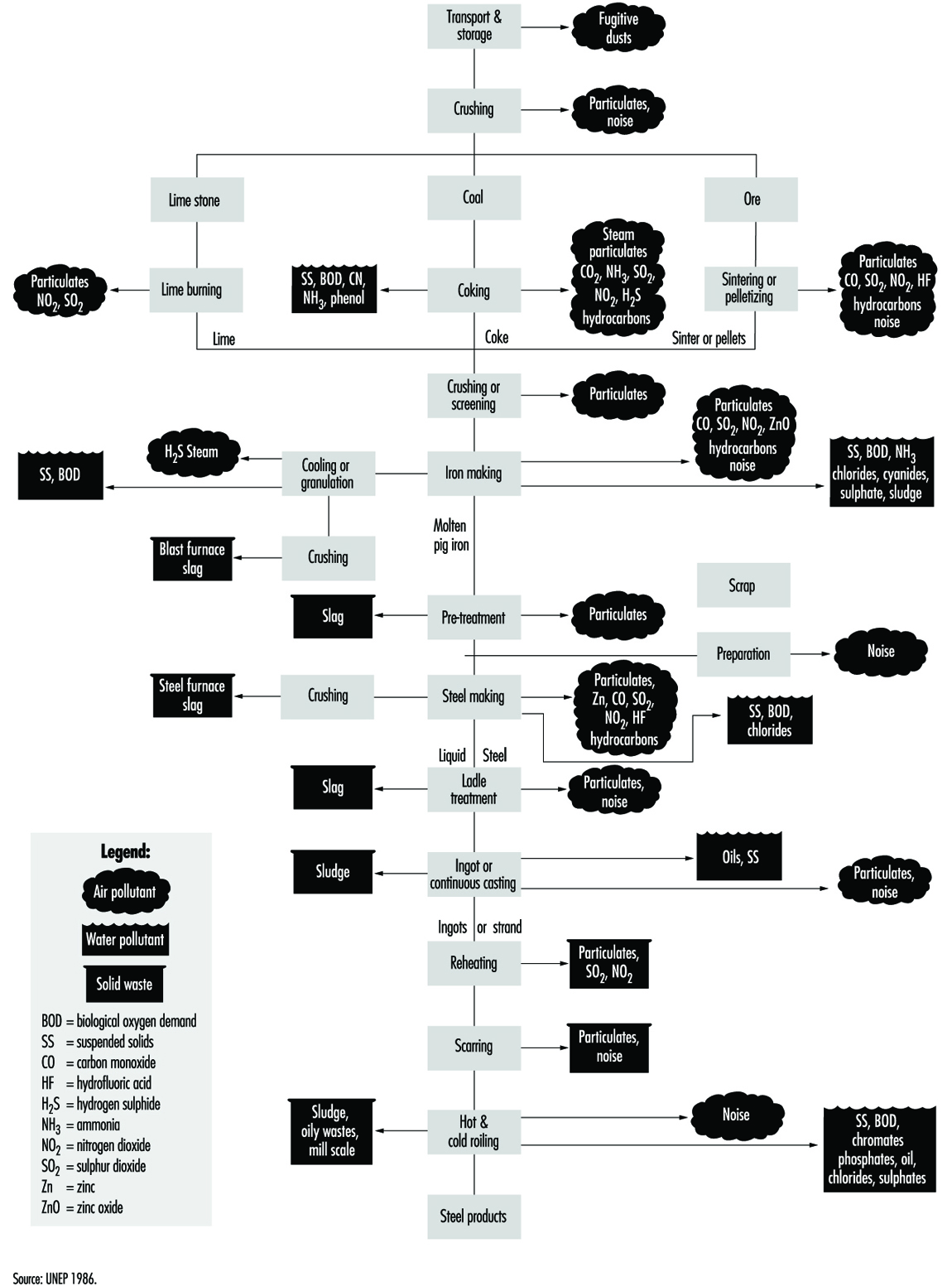
Because of the sheer volume and complexity of its operations and its extensive use of energy and raw materials, the iron and steel industry, like other “heavy” industries, has the potential of having a significant impact on the environment and the population of nearby communities. Figure 1 summarizes the pollutants and wastes generated by its major production processes. They comprise three primary categories: air pollutants, waste water contaminants and solid wastes.
Figure 1. Flow chart of pollutants & wastes generated by different processes
Historically, investigations of the public health impact of the iron and steel industry have concentrated on the localized effects in the densely populated local areas in which steel production has been concentrated and particularly in specific regions where acute air pollution episodes have been experienced, such as the Donora and Meuse valleys, and the triangle between Poland, the former Czechoslovakia and the former German Democratic Republic (WHO 1992).
Air Pollutants
Air pollutants from iron- and steel-making operations have historically been an environmental concern. These pollutants include gaseous substances such as oxides of sulphur, nitrogen dioxide and carbon monoxide. In addition, particulates such as soot and dust, which may contain iron oxides, have been the focus of controls. Emissions from coke ovens and from coke oven by-product plants have been a concern, but the continuous improvements in the technology of steel-making and of emissions control during the past two decades, coupled with more stringent government regulations, have significantly reduced such emissions in North America, Western Europe and Japan. Total pollution control costs, over half of which relate to air emissions, have been estimated to range from 1 to 3% of total production costs; air- pollution control installations have represented approximately 10 to 20% of total plant investments. Such costs create a barrier to the global application of state-of-the-art controls in developing countries and for older, economically marginal enterprises.
Air pollutants vary with the particular process, the engineering and construction of the plant, the raw materials employed, the sources and amounts of the energy required, the extent to which waste products are recycled into the process and the efficiency of the pollution controls. For example, the introduction of basic-oxygen steel making has permitted the collection and recycling of waste gases in a controlled manner, reducing the amounts to be exhausted, while the use of the continuous-casting process has reduced the consumption of energy, resulting in a reduction of emissions. This has increased product yield and improved quality.
Sulphur dioxide
The amount of sulphur dioxide, formed largely in the combustion processes, depends primarily on the sulphur content of the fossil fuel employed. Both coke and coke-oven gas used as fuels are major sources of sulphur dioxide. In the atmosphere, sulphur dioxide may react with oxygen radicals and water to form a sulphuric acid aerosol and, in combination with ammonia, may form an ammonium sulphate aerosol. The health effects attributed to sulphur oxides are not only due to the sulphur dioxide but also to its tendency to form such respirable aerosols. In addition, sulphur dioxide may be adsorbed onto particulates, many of which are in the respirable range. Such potential exposures may be reduced not only by use of fuels with low sulphur content but also by reduction of the concentration of the particulates. The increased use of electric furnaces has decreased the emission of sulphur oxides by eliminating the need for coke, but this has passed on this pollution control burden to the plants generating electricity. Desulphurization of coke-oven gas is achieved by the removal of reduced sulphur compounds, primarily hydrogen sulphide, prior to combustion.
Nitrogen oxides
Like the sulphur oxides, oxides of nitrogen, primarily nitrogen oxide and nitrogen dioxide, are formed in fuel combustion processes. They react with oxygen and volatile organic compounds (VOCs) in the presence of ultraviolet (UV) radiation to form ozone. They also combine with water to form nitric acid, which, in turn, combines with ammonia to form ammonium nitrate. These may also form respirable aerosols which can be removed from the atmosphere through wet or dry deposition.
Particulate matter
Particulate matter, the most visible form of pollution, is a varying, complex mixture of organic and inorganic materials. Dust may be blown from stockpiles of iron ore, coal, coke and limestone or it may enter the air during their loading and transport. Coarse materials generate dust when they are rubbed together or crushed under vehicles. Fine particles are generated in the sintering, smelting and melting processes, particularly when molten iron comes in contact with air to form iron oxide. Coke ovens produce fine coal coke and tar emissions. Potential health effects depend on the number of particles in the respirable range, the chemical composition of the dust and the duration and concentration of exposure.
Sharp reductions in the levels of particulate pollution have been achieved. For example, by using electrostatic precipitators to clean dry waste gases in oxygen steel making, one German steel works decreased the level of emitted dust from 9.3 kg/t of crude steel in 1960 to 5.3 kg/t in 1975 and to somewhat less than 1 kg/t by 1990. The cost, however, was a marked rise in energy consumption. Other methods of particulate pollution control include the use of wet scrubbers, bag houses and cyclones (which are effective only against large particles).
Heavy metals
Metals such as cadmium, lead, zinc, mercury, manganese, nickel and chromium can be emitted from a furnace as a dust, fume or vapour or they may be adsorbed by particulates. Health effects, which are described elsewhere in this Encyclopaedia, depend on the level and duration of exposure.
Organic emissions
Organic emissions from primary steel operations may include benzene, toluene, xylene, solvents, PAHs, dioxins and phenols. The scrap steel used as raw material may include a variety of these substances, depending on its source and the way it was used (e.g., paint and other coatings, other metals and lubricants). Not all of these organic pollutants are captured by the conventional gas cleaning systems.
Radioactivity
In recent years, there have been reports of instances in which radioactive materials have inadvertently been included in the scrap steel. The physicochemical properties of the nuclides (e.g., melting and boiling temperatures and affinity for oxygen) will determine what happens to them in the steel making process. There may be an amount sufficient to contaminate the steel products, the by-products and the various types of wastes and thus require a costly clean-up and disposal. There is also the potential contamination of the steel-making equipment, with resultant potential exposure of the steel workers. However, many steel operations have installed sensitive radiation detectors to screen all purchased steel scrap.
Carbon dioxide
Although it has no effect on human health or ecosystems at the usual atmospheric levels, carbon dioxide is important because of its contribution to the “greenhouse effect”, which is associated with global warming. The steel industry is a major generator of carbon dioxide, more from the use of carbon as a reducing agent in the production of iron from iron ore than from its use as a source of energy. By 1990, through a variety of measures for blast furnace coke rate reduction, waste-heat recovery and energy saving, carbon dioxide emissions by the iron and steel industry had been reduced to 47% of the levels in 1960.
Ozone
Ozone, a major constituent of atmospheric smog near the surface of the earth, is a secondary pollutant formed in air by the photochemical reaction of sunlight on nitrogen oxides, facilitated to a varying degree, depending on their structure and reactivity, by a range of VOCs. The major source of ozone precursors is motor vehicle exhausts, but some are also generated by iron and steel plants as well as by other industries. As a result of atmospheric and topographic conditions, the ozone reaction may take place at great distances from their source.
Waste Water Contaminants
Steel works discharge large volumes of water to lakes, rivers and streams, with additional volumes being vaporized while cooling coke or steel. Waste water retained in unsealed or leaking holding ponds can seep through and may contaminate the local water table and underground streams. These may also be contaminated by the leaching of rainwater through piles of raw materials or accumulations of solid wastes. Contaminants include suspended solids, heavy metals and oils and greases. Temperature changes in natural waters due to discharge of higher temperature process water (70% of steel-making process water is used for cooling) may affect the ecosystems of these waters. Consequently, cooling treatment prior to discharge is essential and can be achieved through application of available technology.
Suspended solids
Suspended solids (SS) are the main waterborne pollutants discharged during steel production. They comprise mainly iron oxides from scale formation during processing; coal, biological sludge, metallic hydroxides and other solids may also be present. These are largely non-toxic in aqueous environments at normal discharge levels. Their presence at higher levels may lead to discolouration of streams, de-oxygenation and silting.
Heavy metals
Steel-making process water may contain high levels of zinc and manganese, while discharges from cold-rolling and coatings areas may contain zinc, cadmium, aluminium, copper and chromium. These metals are naturally present in the aquatic environment; it is their presence at higher than usual concentrations that creates concern about potential effects on humans and the ecosystems. These concerns are increased by the fact that, unlike many organic pollutants, these heavy metals do not biodegrade to harmless end products and may become concentrated in sediments and in the tissues of fish and other aquatic life. Further, by being combined with other contaminants (e.g., ammonia, organic compounds, oils, cyanides, alkalis, solvents and acids), their potential toxicity may be increased.
Oils and greases
Oils and greases may be present in waste water in both soluble and insoluble forms. Most heavy oils and greases are insoluble and are relatively easily removed. They may become emulsified, however, by contact with detergents or alkalis or by being agitated. Emulsified oils are routinely used as part of the process in cold mills. Except for causing discolouration of the water surface, small quantities of most aliphatic oil compounds are innocuous. Monohydric aromatic oil compounds, however, may be toxic. Further, oil components may contain such toxicants as PCBs, lead and other heavy metals. In addition to the question of toxicity, the biological and chemical oxygen demand (BOD and COD) of oils and other organic compounds can decrease the oxygen content of the water, thus affecting the viability of aquatic life.
Solid Wastes
Much of the solid waste produced in steel making is reusable. The process of producing coke, for example, gives rise to coal derivatives which are important raw materials for the chemical industry. Many by-products (e.g., coke dust) can be fed back into the production processes. Slag produced when the impurities present in coal and iron ore melt and combine with the lime used as a flux in smelting can be used in a number of ways: land fill for reclamation projects, in road building and as raw material for sintering plants that supply blast furnaces. Steel, regardless of grade, size, use or length of time in service, is completely recyclable and can be recycled repeatedly without any degradation of its mechanical, physical or metallurgical properties. The recycling rate is estimated to be 90%. Table 1presents an overview of the degree to which the Japanese steel making industry has achieved the recycling of waste materials.
Table 1. Waste generated and recycled in steel production in Japan
|
Generation (A) |
Landfill (B) |
Re-use |
|
|
Slag Blast furnaces |
24,717 |
712 |
97.1 |
|
Dust |
4,763 |
238 |
95.0 |
|
Sludge |
519 |
204 |
60.7 |
|
Waste oil |
81 |
||
|
Total |
41,519 |
3,570 |
91.4 |
Source: IISI 1992.
Energy Conservation
Energy conservation is desirable not only for economic reasons but also for reducing pollution at energy-supply facilities such as electric utilities. The amount of energy consumed in steel production varies widely with the processes used and the mix of scrap metal and iron ore in the feed material. The energy intensity of United States scrap-based plants in 1988 averaged 21.1 gigajoules per tonne while the Japanese plants consumed about 25% less. A model International Iron and Steel Institute (IISI) scrap-based plant required only 10.1 gigajoules per tonne (IISI 1992).
Increases in the cost of energy have stimulated development of energy- and materials-saving technologies. Low-energy gases, such as by-product gases produced in the blast-furnace and coke-oven processes, are recovered, cleaned and used as a fuel. Consumption of coke and auxiliary fuel by the German steel industry, which averaged 830 kg/tonne in 1960, was reduced to 510 kg/tonne in 1990. The Japanese steel industry was able to reduce its share of total Japanese energy consumption from 20.5% in 1973 to about 7% in 1988. The United States steel industry has made major investments in energy conservation. The average mill has reduced energy consumption by 45% since 1975 through process modification, new technology and restructuring (carbon dioxide emissions have fallen proportionately).
Facing the Future
Traditionally, governments, trade associations and individual industries have approached environmental concerns on a media-specific basis, dealing separately, for example, with air, water and waste disposal problems. While useful, this has sometimes merely shifted the problem from one environmental area to another, as in the case of costly waste water treatment which leaves the subsequent problem of disposing of the treatment sludge, which can also cause serious ground water pollution.
In recent years, however, the international steel industry has addressed this problem through Integrated Pollution Control, which has further developed into Total Environmental Risk Management, a programme that looks at all impacts simultaneously and addresses the priority areas systematically. A second development of equal importance has been a focus on preventive rather than remedial action. This addresses such issues as plant siting, site preparation, plant layout and equipment, specification of day-to-day management responsibilities, and the assurance of adequate staff and resources to monitor compliance with environmental regulations and report the results to appropriate authorities.
The Industry and Environment Centre, established in 1975 by the United Nations Environment Programme (UNEP), aims to encourage cooperation between the industries and governments in order to promote environmentally sound industrial development. Its goals include:
- encouragement of the incorporation of environmental criteria in industrial development plans
- facilitation of the implementation of procedures and principles for the protection of the environment
- promotion of the use of safe and clean techniques
- stimulation of the exchange of information and experience throughout the world.
The UNEP works closely with the IISI, the first international industry association devoted to a single industry. The IISI’s members include publicly- and privately-owned steel-producing companies and national and regional steel industry associations, federations and research institutes in the 51 countries which, together, account for over 70% of the total world steel production. IISI, often in concert with UNEP, produces statements of environmental policy and principles and technical reports such as the one on which much of this article has been based (UNEP and IISI 1997). Together, they are working to address the economic, social, moral, personal, management and technological factors that influence compliance with environmental principles, policies and regulations.
" DISCLAIMER: The ILO does not take responsibility for content presented on this web portal that is presented in any language other than English, which is the language used for the initial production and peer-review of original content. Certain statistics have not been updated since the production of the 4th edition of the Encyclopaedia (1998)."