- You are here:
-
Home

- k2 Feed
Occupational Hazards and Controls
Table 1 provides an overview of the types of exposures which may be expected in each area of pulp and paper operations. Although exposures may be listed as specific to certain production processes, exposures to employees from other areas may also occur depending on weather conditions, proximity to sources of exposure, and whether they work in more than one process area (e.g., quality control, general labour pool and maintenance personnel).
Table 1. Potential health and safety hazards in pulp and paper production, by process area
|
Process area |
Safety hazards |
Physical hazards |
Chemical hazards |
Biological hazards |
|
Wood preparation |
||||
|
Log pond |
Drowning; mobile equipment; |
Noise; vibration; cold; heat |
Engine exhaust |
|
|
Wood room |
Nip points; slipping, falling |
Noise; vibration |
Terpenes and other wood extracts; wood dust |
Bacteria; fungi |
|
Chip screening |
Nip points; slipping, falling |
Noise; vibration |
Terpenes and other wood extracts; wood dust |
Bacteria; fungi |
|
Chip yard |
Nip points; mobile equipment |
Noise; vibration; cold; heat |
Engine exhaust; terpenes and other wood extracts; wood dust |
Bacteria; fungi |
|
Pulping |
||||
|
Stone groundwood |
Slipping, falling |
Noise; electric and magnetic fields; high humidity |
||
|
RMP, CMP, CTMP |
Slipping, falling |
Noise; electric and magnetic fields; high humidity |
Cooking chemicals and by-products; terpenes and other wood extracts; wood dust |
|
|
Sulphate pulping |
Slipping, falling |
Noise; high humidity; heat |
Acids and alkalis; cooking chemicals and by-products; reduced sulphur gases; terpenes |
|
|
Sulphate recovery |
Explosions; nip points; slipping, |
Noise; heat; steam |
Acids and alkalis; asbestos; ash; cooking chemicals and by-products; fuels; reduced |
|
|
Sulphite pulping |
Slipping, falling |
Noise; high humidity; heat |
Acids and alkalis; cooking chemicals and by-products; sulphur dioxide; terpenes and other wood extracts; wood dust |
|
|
Sulphite recovery |
Explosions; nip points; slipping, |
Noise; heat; steam |
Acids and alkalis; asbestos; ash; cooking chemicals and by-products; fuels; sulphur dioxide |
|
|
Repulping/de-inking |
Slipping, falling |
Acids and alkalis; bleaching chemicals and by- products; dyes and inks; pulp/paper dust; slimicides; solvents |
Bacteria |
|
|
Bleaching |
Slipping, falling |
Noise; high humidity; heat |
Bleaching chemicals and by-products; slimicides; terpenes and other wood extracts |
|
|
Sheet forming and |
||||
|
Pulp machine |
Nip points; slipping, falling |
Noise; vibration; high |
Acids and alkalis; bleaching chemicals and by-products; flocculant; pulp/paper dust; slimicides; solvents |
Bacteria |
|
Paper machine |
Nip points; slipping, falling |
Noise; vibration; high |
Acids and alkalis; bleaching chemicals and by-products; dyes and inks; flocculant; pulp/paper |
Bacteria |
|
Finishing |
Nip points; mobile equipment |
Noise |
Acids and alkalis; dyes and inks; flocculant; |
|
|
Warehouse |
Mobile equipment |
Fuels; engine exhaust; pulp/paper dust |
||
|
Other operations |
||||
|
Power generation |
Nip points; slipping, falling |
Noise; vibration; electric and |
Asbestos; ash; fuels; terpenes and other wood extracts; wood dust |
Bacteria; fungi |
|
Water treatment |
Drowning |
Bleaching chemicals and by-products |
Bacteria |
|
|
Effluent treatment |
Drowning |
Bleaching chemicals and by-products; flocculant; reduced sulphur gases |
Bacteria |
|
|
Chlorine dioxide |
Explosions; slipping, falling |
Bleaching chemicals and by-products |
Bacteria |
|
|
Turpentine recovery |
Slipping, falling |
Cooking chemicals and by-products; reduced sulphur gases; terpenes and other wood extracts |
||
|
Tall oil production |
Acids and alkalis; cooking chemicals and by-products; reduced sulphur gases; terpenes and other wood extracts |
RMP = refining mechanical pulping; CMP = chemi-mechanical pulping; CTMP = chemi-thermomechanical pulping.
Exposure to the potential hazards listed in table 1 is likely to depend on the extent of automation of the plant. Historically, industrial pulp and paper production was a semi-automatic process which required a great deal of manual intervention. In such facilities, operators would sit at open panels adjacent to the processes to view the effects of their actions. The valves at the top and bottom of a batch digester would be manually opened, and during the filling stages, gases in the digester would be displaced by the incoming chips (figure 1). Chemical levels would be adjusted based on experience rather than sampling, and process adjustments would be dependent on the skill and knowledge of the operator, which at times led to upsets. For example, over-chlorination of pulp would expose workers downstream to increased levels of bleaching agents. In most modern mills, progress from manually controlled to electronically controlled pumps and valves allows for remote operation. The demand for process control within narrow tolerances has required computers and sophisticated engineering strategies. Separate control rooms are used to isolate the electronic equipment from the pulp and paper production environment. Consequently, operators usually work in air-conditioned control rooms which offer refuge from the noise, vibration, temperature, humidity and chemical exposures inherent to mill operations. Other controls which have improved the working environment are described below.
Figure 1. Worker opening cap on manually controlled batch digester.

MacMillan Bloedel archives
Safety hazards including nip points, wet walking surfaces, moving equipment and heights are common throughout pulp and paper operations. Guards around moving conveyors and machinery parts, quick clean-up of spills, walking surfaces which allow drainage, and guard-rails on walkways adjacent to production lines or at height are all essential. Lock-out procedures must be followed for maintenance of chip conveyors, paper machine rolls and all other machinery with moving parts. Mobile equipment used in chip storage, dock and shipping areas, warehousing and other operations should have roll-over protection, good visibility and horns; traffic lanes for vehicles and pedestrians should be clearly marked and signed.
Noise and heat are also ubiquitous hazards. The major engineering control is operator enclosures, as described above, usually available in wood preparation, pulping, bleaching and sheet-forming areas. Air-conditioned enclosed cabs for mobile equipment used in chip pile and other yard operations are also available. Outside these enclosures, workers usually require hearing protection. Work in hot process or outdoor areas and in vessel maintenance operations requires workers to be trained to recognize symptoms of heat stress; in such areas, work scheduling should allow acclimatization and rest periods. Cold weather may create frostbite hazards in outdoor jobs, as well as foggy conditions near chip piles, which remain warm.
Wood, its extracts and associated micro-organisms are specific to wood preparation operations and the initial stages of pulping. Control of exposures will depend on the particular operation, and may include operator booths, enclosure and ventilation of saws and conveyors, as well as enclosed chip storage and low chip inventory. Use of compressed air to clear wood dust creates high exposures and should be avoided.
Chemical pulping operations present the opportunity for exposures to digestion chemicals as well as gaseous by-products of the cooking process, including reduced (kraft pulping) and oxidized (sulphite pulping) sulphur compounds and volatile organics. Gas formation may be influenced by a number of operating conditions: the wood species used; the quantity of wood pulped; the amount and concentration of white liquor applied; the amount of time required for pulping; and maximum temperature attained. In addition to automatic digester capping valves and operator control rooms, other controls for these areas include local exhaust ventilation at batch digesters and blow tanks, capable of venting at the rate the vessel’s gases are released; negative pressure in recovery boilers and sulphite-SO2 acid towers to prevent gas leaks; ventilated full or partial enclosures over post-digestion washers; continuous gas monitors with alarms where leaks may occur; and emergency response planning and training. Operators taking samples and conducting tests should be aware of the potential for acid and caustic exposure in process and waste streams, and the possibility of side reactions such as hydrogen sulphide gas (H2S) production if black liquor from kraft pulping comes into contact with acids (e.g., in sewers).
In chemical recovery areas, acidic and alkaline process chemicals and their by-products may be present at temperatures in excess of 800°C. Job responsibilities may require workers to come into direct contact with these chemicals, making heavy duty clothing a necessity. For example, workers rake the spattering molten smelt that collects at the base of the boilers, thereby risking chemical and thermal burns. Workers may be exposed to dust when sodium sulphate is added to concentrated black liquor, and any leak or opening will release noxious (and potentially fatal) reduced sulphur gases. The potential for a smelt water explosion always exists around the recovery boiler. Water leaks in the tube walls of the boiler have resulted in several fatal explosions. Recovery boilers should be shut down at any indication of a leak, and special procedures should be implemented for transferring the smelt. Loading of lime and other caustic materials should be done with enclosed and ventilated conveyors, elevators and storage bins.
In bleach plants, field operators may be exposed to the bleaching agents as well as chlorinated organics and other by-products. Process variables such as bleaching chemical strength, lignin content, temperature and pulp consistency are constantly monitored, with operators collecting samples and performing laboratory tests. Because of the hazards of many of the bleaching agents used, continuous alarm monitors should be in place, escape respirators should be issued to all employees, and operators should be trained in emergency response procedures. Canopy enclosures with dedicated exhaust ventilation are standard engineering controls found at the top of each bleaching tower and washing stage.
Chemical exposures in the machine room of a pulp or paper mill include chemical carry-over from the bleach plant, the papermaking additives and the chemical mixture in the waste water. Dusts (cellulose, fillers, coatings) and exhaust fumes from mobile equipment are present in the dry-end and the finishing operations. Cleaning between product runs may be done with solvents, acids and alkalis. Controls in this area may include complete enclosure over the sheet drier; ventilated enclosure of the areas where additives are unloaded, weighed and mixed; use of additives in liquid rather than powder form; use of water-based rather than solvent-based inks and dyes; and eliminating the use of compressed air to clean up trimmed and waste paper.
Paper production in recycled paper plants is generally dustier than conventional paper production using newly produced pulp. Exposure to micro-organisms can occur from the beginning (paper collection and separation) to the end (paper production) of the production chain, but exposure to chemicals is less important than in conventional paper production.
Pulp and paper mills employ an extensive maintenance group to service their process equipment, including carpenters, electricians, instrument mechanics, insulators, machinists, masons, mechanics, millwrights, painters, pipefitters, refrigeration mechanics, tinsmiths and welders. Along with their trade-specific exposures (see the Metal processing and metal working and Occupations chapters), these tradespeople may be exposed to any of the process-related hazards. As mill operations have become more automated and enclosed, the maintenance, cleaning and quality assurance operations have become the most highly exposed. Plant shutdowns to clean vessels and machines are of special concern. Depending on mill organization, these operations may be carried out by in-house maintenance or production personnel, although subcontracting to non-mill personnel, who may have less occupational health and safety support services, is common.
In addition to process exposures, pulp and paper mill operations entail some noteworthy exposures for maintenance personnel. Because pulping, recovery and boiler operations involve high heat, asbestos was used extensively to insulate pipes and vessels. Stainless steel is often used in vessels and pipes throughout pulping, recovery and bleaching operations, and to some extent in papermaking. Welding this metal is known to generate chromium and nickel fumes. During maintenance shut-downs, chromium-based sprays may be applied to protect the floor and walls of recovery boilers from corrosion during start-up operations. Process quality measurements in the production line are often made using infrared and radio-isotope gauges. Although the gauges are usually well shielded, instrument mechanics who service them may be exposed to radiation.
Some special exposures may also occur among employees in other mill-support operations. Power boiler workers handle bark, waste wood and sludge from the effluent treatment system. In older mills, workers remove ash from the bottom of the boilers and then reseal the boilers by applying a mixture of asbestos and cement around the boiler grate. In modern power boilers, this process is automated. When material is fed into the boiler at too high a moisture level, workers may be exposed to blow-backs of incomplete combustion products. Workers responsible for water treatment may be exposed to chemicals such as chlorine, hydrazine and various resins. Because of the reactivity of ClO2, the ClO2 generator is usually located in a restricted area and the operator is stationed in a remote control room with excursions to collect samples and service the saltcake filter. Sodium chlorate (a strong oxidizer) used to generate ClO2 can become dangerously flammable if it is allowed to spill on any organic or combustible material and then dry. All spills should be wetted down before any maintenance work may proceed, and all equipment should be thoroughly cleaned afterward. Wet clothing should be kept wet and separate from street clothing, until washed.
Chemical and By-product Production
Because many bleaching chemicals are reactive and hazardous to transport, they are produced on-site or nearby. Chlorine dioxide (ClO2), sodium hypochlorite (NaOCl) and peracids are always produced on-site, while chlorine (Cl2) and sodium hydroxide or caustic (NaOH) are usually produced off-site. Tall oil, a product derived from the resin and fatty acids that are extracted during kraft cooking, may be refined on- or off-site. Turpentine, a lighter fraction kraft by-product, is often collected and concentrated on-site, and refined elsewhere.
Chlorine Dioxide
Chlorine dioxide (ClO2) is a highly reactive greenish-yellow gas. It is toxic and corrosive, explodes at high concentrations (10%) and is quickly reduced to Cl2 and O2 in the presence of ultraviolet light. It must be prepared as a dilute gas and stored as a dilute liquid, making bulk transport impossible.
ClO2 is generated by reducing sodium chlorate (Na2ClO3) with either SO2, methanol, salt or hydrochloric acid. The gas leaving the reactor is condensed and stored as a 10% liquid solution. Modern ClO2 generators operate at 95% efficiency or greater, and the small amount of Cl2 that is produced will be collected or scrubbed out of the vent gas. Side reactions may occur depending on the purity of the feed chemicals, the temperature and other process variables. By-products are returned to the process and spent chemicals are neutralized and sewered.
Sodium Hypochlorite
Sodium hypochlorite (NaOCl) is produced by combining Cl2 with a dilute solution of NaOH. It is a simple, automated process that requires almost no intervention. The process is controlled by maintaining the caustic concentration such that the residual Cl2 in the process vessel is minimized.
Chlorine and Caustic
Chlorine (Cl2), used as a bleaching agent since the early 1800s, is a highly reactive, toxic, green-coloured gas which becomes corrosive when moisture is present. Chlorine is usually manufactured by the electrolysis of brine (NaCl) into Cl2 and NaOH at regional installations, and transported to the customer as a pure liquid. Three methods are used to produce Cl2 on an industrial scale: the mercury cell, the diaphragm cell, and the most recent development, the membrane cell. Cl2 is always produced at the anode. It is then cooled, purified, dried, liquefied and transported to the mill. At large or remote pulp mills, local facilities may be constructed, and the Cl2 can be transported as a gas.
The quality of NaOH depends on which of the three processes is used. In the older mercury cell method, the sodium and mercury combine to form an amalgam that is decomposed with water. The resulting NaOH is nearly pure. One of the shortcomings of this process is that mercury contaminates the workplace and has resulted in serious environmental problems. The NaOH produced from the diaphragm cell is removed with the spent brine and concentrated to allow the salt to crystallize and separate. Asbestos is used as the diaphragm. The purest NaOH is produced in membrane cells. A semi-permeable resin-based membrane allows sodium ions to pass through without the brine or chlorine ions, and combine with water added to the cathode chamber to form pure NaOH. Hydrogen gas is a by-product of each process. It is usually treated and used either in other processes or as fuel.
Tall Oil Production
Kraft pulping of highly-resinous species such as pine produces sodium soaps of resin and fatty acids. The soap is collected from black liquor storage tanks and from soap skimming tanks that are located in the evaporator train of the chemical recovery process. Refined soap or tall oil can be used as a fuel additive, dust control agent, road stabilizer, pavement binder and roofing flux.
At the processing plant, soap is stored in primary tanks to allow the black liquor to settle to the bottom. The soap rises and overflows into a second storage tank. Sulphuric acid and the decanted soap are fed into a reactor, heated to 100°C, agitated and then allowed to settle. After settling overnight, the crude tall oil is decanted into a storage vessel and allowed to sit for another day. The top fraction is considered dry crude tall oil and is pumped to storage, ready for shipment. The cooked lignin in the bottom fraction will become part of the subsequent batch. The spent sulphuric acid is pumped to a storage tank, and any entrained lignin is allowed to settle to the bottom. The lignin left in the reactor is concentrated for several cooks, dissolved in 20% caustic and returned to the primary soap tank. Periodically, the collected black liquor and the residual lignin from all sources are concentrated and burned as fuel.
Turpentine Recovery
Gases from the digesters and condensate from black liquor evaporators may be collected for recovery of turpentine. The gases are condensed, combined, then stripped of turpentine, which is recondensed, collected and sent to a decanter. The top fraction of the decanter is drawn off and sent to storage, while the bottom fraction is recycled to the stripper. Raw turpentine is stored separately from the rest of the collection system because it is noxious and flammable, and is usually processed off-site. All the non-condensable gases are collected and incinerated either in the power boilers, the lime kiln or a dedicated furnace. The turpentine can be processed for use in camphor, synthetic resins, solvents, flotation agents and insecticides.
Power Generation and Water Treatment
In addition to liquor recovery, pulp mills recover a significant portion of energy from burning waste materials and by-products of the process in power boilers. Materials such as bark, wood waste and dried sludge collected from effluent treatment systems may be burned to provide steam to power electrical generators.
Pulp and paper mills consume vast amounts of fresh water. A 1,000 tonne per day bleached kraft pulp mill may use more than 150 million litres of water a day; a paper mill even more. In order to prevent adverse effects on mill equipment and to maintain product quality, the incoming water must be treated to remove contaminants, bacteria and minerals. Several treatments are applied depending on the quality of the incoming water. Sedimentation beds, filters, flocculants, chlorine and ion exchange resins are all used to treat water before it is used in the process. Water that is used in the power and recovery boilers is further treated with oxygen scavengers and corrosion inhibitors such as hydrazine and morpholine to avoid deposits forming in the boiler tubes, to reduce metal corrosion, and to prevent carry-over of water to the steam turbine.
Sheet Production and Converting: Market Pulp, Paper, Paperboard
End products of pulp and paper mills depend on the pulping process, and may include market pulp and various types of paper or paperboard products. For example, the relatively weak mechanical pulp is converted into single-use products such as newspapers and tissue. Kraft pulp is converted into multi-use paper products such as high-quality writing paper, books and grocery bags. Sulphite pulp, which is primarily cellulose, can be used in a series of diverse end-products including specialty paper, rayon, photographic film, TNT, plastics, adhesives, and even ice cream and cake mixes. Chemi-mechanical pulps are exceptionally stiff, ideal for the structural support needed for corrugated container board. The fibres in pulp from recycled paper are usually shorter, less flexible and less water permeable, and can therefore not be used for high-quality paper products. Recycled paper is therefore mainly used for the production of soft paper products like tissue paper, toilet paper, paper towelling and napkins.
To produce market pulp, the pulp slurry is usually screened once more and its consistency adjusted (4 to 10%) before it is ready for the pulp machine. The pulp is then spread onto a travelling metal screen or plastic mesh (known as the “wire”) at the “wet end” of the pulp machine, where the operator monitors the speed of the moving wire and the water content of the pulp (figure 1; the presses and the cover of the drier can be seen in the upper left; in modern mills, operators spend a great deal of time in control rooms). Water and filtrate are drawn through the wire, leaving a web of fibres. The pulp sheet is passed through a series of rotating rolls (“presses”) that squeeze out water and air until the fibre consistency is 40 to 45%. The sheet is then floated through a multi-storey sequence of hot-air dryers until the consistency is 90 to 95%. Finally, the continuous pulp sheet is cut into pieces and stacked into bales. The pulp bales are compressed, wrapped and packaged into bundles for storage and transport.
Figure 1. Wet end of pulp machine showing fibre mat on the wire.

Canfor Library
Although similar in principle to making pulp sheets, paper making is considerably more complex. Some mills use a variety of different pulps to optimize paper quality (e.g., a mix of hardwood, softwood, kraft, sulphite, mechanical or recycled pulps). Depending on the type of pulp used, a series of steps is necessary prior to forming the paper sheet. Generally, dried market pulp is rehydrated, while high-consistency pulp from storage is diluted. Pulp fibres may be beaten to increase the fibre-bonding area and thereby improve paper sheet strength. The pulp is then blended with “wet-end” additives (table 1) and passed through a final set of screens and cleaners. The pulp is then ready for the paper machine.
Table 1. Papermaking additives
|
Additive |
Location applied |
Purpose and/or examples of specific agents |
|
Most commonly used additives |
||
|
Talc |
Wet end |
Pitch control (prevent deposition and accumulation |
|
Titanium dioxide |
Wet end |
Pigment (brighten sheet, improve printing) |
|
“Alum”(Al2(SO4)3) |
Wet end |
Precipitates rosin sizing onto fibres |
|
Rosin |
Wet end |
Internal sizing (resist liquid penetration) |
|
Clay (kaolin) |
Wet/dry |
Filler (make brighter, smoother, more opaque) |
|
Starch |
Wet/dry |
Surface sizing (resist liquid penetration) |
|
Dyes and |
Wet/dry |
e.g., acid, basic or direct dyes,colour lakes, |
|
Latex |
Dry end |
Adhesive (reinforce sheet, bind additives to paper, |
|
Other additives |
||
|
Slimicides |
Wet end |
e.g., thiones, thiazoles, thiocyanates, hiocarbamates, thiols, isothiazolinones, |
|
Defoamers |
Wet end |
e.g., pine oil, fuel oil, recycled oils, silicones, alcohols |
|
Wire treatment |
Wet end |
e.g., imidazoles, butyl diglycol, acetone, turpentine, |
|
Wet and dry |
Wet end |
e.g., formaldehyde resins, epichlorohydrin, glyoxal, |
|
Coatings, |
Dry end |
e.g., aluminium hydroxide, polyvinyl acetate, |
|
Others |
Wet/dry |
Corrosion inhibitors, dispersants, flameproofing, |
The flow spreader and headbox distribute a thin suspension (1 to 3%) of refined pulp onto a moving wire (similar to a pulp machine, only at a much higher speed, sometimes in excess of 55 km/h) which forms the fibres into a thin felted sheet. The sheet moves through a series of press rolls to the dryer section, where a series of steam-heated rolls evaporate most of the remaining water. Hydrogen bonds between the fibres have fully developed at this stage. Finally, the paper is calendered and reeled. Calendering is the process by which the paper surface is ironed smooth and its thickness reduced. The dried, calendered paper sheet is wound onto a reel, labelled and transported to the warehouse (figure 2; note waste paper under reel, and unenclosed operator control panel). “Dry-end” additives can be added before calendering on the paper machine or in separate “off-machine” coating operations in the converting sector of the industry.
Figure 2. Dry end of a paper machine showing full paper reel and operator using air slitter to cut end.

George Astrakianakis
A variety of chemicals are used in the papermaking process to provide the paper with specific surface characteristics and sheet properties. The most commonly used additives (table 1) are typically used at the per cent level, though some such as clay and talc may contribute as much as 40% to the dry weight of certain papers. Table 1 also indicates the diversity of chemical additives which may be used for specific production purposes and products; some of these are used at very low concentrations (e.g., slimicides are added to process water in parts per million).
The process of making paperboard is similar to that of making paper or pulp. A suspension of pulp and water is dispersed onto a travelling wire, the water is removed, and the sheet dried and stored as a roll. The process differs in the way that the sheet is formed to give thickness, in the combining of multiple layers, and in the drying process. Board can be made from single or multi-layered sheets with or without a core. The sheets are usually high-quality kraft pulp (or kraft and CTMP blend), while the core is made from either a blend of semi-chemical and low-cost recycled pulp or from entirely recycled pulp and other waste material. Coatings, vapour barriers and multiple layers are added according to the end use to protect the contents from water and physical damage.
Recycled Paper Operations
The use of waste or recycled paper as the raw material for pulp production has increased during the last several decades, and some paper plants depend almost completely on waste paper. In some countries, waste paper is separated from other household waste at the source before it is collected. In other countries separation by grade (e.g., corrugated board, newsprint, high-grade paper, mixed) takes place in special recycling plants.
Recycled paper can be repulped in a relatively mild process which uses water and sometimes NaOH. Small metal pieces and plastics may be separated during and/or after repulping, using a debris rope, cyclones or centrifugation. Filling agents, glues and resins are removed in a cleaning stage by blowing air through the pulp slurry, sometimes with the addition of flocculating agents. The foam contains the unwanted chemicals and is removed. The pulp can be de-inked using a series of washing steps which may or may not include the use of chemicals (i.e., surfactant fatty acid derivatives) to dissolve remaining impurities, and bleaching agents to whiten the pulp. Bleaching has the disadvantage that it may reduce fibre length and therefore lessen final paper quality. The bleaching chemicals used in recycled pulp production are usually similar to those used in brightening operations for mechanical pulps. After the repulping and de-inking operations, sheet production follows in a manner very similar to that using virgin fibre pulp.
Bleaching
Bleaching is a multi-stage process that refines and brightens raw pulp. The objective is to dissolve (chemical pulps) or modify (mechanical pulps) the brown-coloured lignin that was not removed during pulping, while maintaining the integrity of the pulp fibres. A mill produces customized pulp by varying the order, concentration and reaction time of the bleaching agents.
Each bleaching stage is defined by its bleaching agent, pH (acidity), temperature and duration (table 1). After each bleaching stage, the pulp may be washed with caustic to remove spent bleaching chemicals and dissolved lignin before it progresses to the next stage. After the last stage, the pulp is pumped through a series of screens and cleaners to remove any contaminants such as dirt or plastic. It is then concentrated and conveyed to storage.
Table 1. Bleaching agents and their conditions of use
|
Symbol |
Concentration |
pH |
Consistency* |
Temperature |
Time (h) |
|
|
Chlorine (Cl2) |
C |
2.5–8 |
2 |
3 |
20–60 |
0.5–1.5 |
|
Sodium hydroxide (NaOH) |
E |
1.5–4.2 |
11 |
10–12 |
<80 |
1–2 |
|
Chlorine dioxide (ClO2) |
D |
~1 |
0–6 |
10–12 |
60–75 |
2–5 |
|
Sodium hypochlorite (NaOCl) |
H |
1–2 |
9–11 |
10–12 |
30–50 |
0.5–3 |
|
Oxygen (O2) |
O |
1.2–1.9 |
7–8 |
25–33 |
90–130 |
0.3–1 |
|
Hydrogen peroxide (H2O2) |
P |
0.25 |
10 |
12 |
35–80 |
4 |
|
Ozone (O3) |
Z |
0.5–3.5 |
2–3 |
35–55 |
20–40 |
<0.1 |
|
Acid washing (SO2) |
A |
4–6 |
1.8–5 |
1.5 |
30–50 |
0.25 |
|
Sodium dithionite (NaS2O4) |
Y |
1–2 |
5.5–8 |
4–8 |
60–65 |
1–2 |
* Concentration of fibre in water solution.
Historically, the most common bleaching sequence used to produce market-grade bleached kraft pulp is based on the five-stage CEDED process (see table 1 for definition of symbols). The first two stages of bleaching complete the delignification process and are considered extensions of pulping. Because of environmental concerns about chlorinated organics in pulp mill effluents, many mills substitute chlorine dioxide (ClO2) for a portion of the chlorine (Cl2) used in the first bleaching stage (CDEDED) and use oxygen (O2) pre-treatment during the first caustic extraction (CDEODED). The current trend in Europe and North America is towards complete substitution with ClO2 (e.g., DEDED) or elimination of both Cl2 and ClO2. Where ClO2 is used, sulphur dioxide (SO2) is added during the final washing stage as an “antichlor” to stop the ClO2 reaction and to control the pH. Newly developed chlorine-free bleaching sequences (e.g., OAZQP, OQPZP, where Q = chelation) use enzymes, O2, ozone (O3), hydrogen peroxide (H2O2), peracids and chelating agents such as ethylene diamine tetracetic acid (EDTA). Totally chlorine-free bleaching had been adopted at eight mills worldwide by 1993. Because these newer methods eliminate the acidic bleaching steps, acid washing is a necessary addition to the initial stages of kraft bleaching to allow removal of metals bound to the cellulose.
Sulphite pulps are generally easier to bleach than kraft pulps because of their lower lignin content. Short bleaching sequences (e.g., CEH, DCEHD, P, HP, EPOP) can be used for most paper grades. For dissolving-grade sulphite pulps used in the production of rayon, cellophane and so on, both hemicellulose and lignin are removed, requiring more complex bleaching sequences (e.g., C1C2ECHDA). The final acid wash is both for metal control and antichlor purposes. The effluent load for dissolving-grade sulphite pulps is much greater because so much of the raw wood is consumed (typical yield 50%) and more water is used.
The term brightening is used to describe bleaching of mechanical and other high-yield pulps, because they are whitened by destroying chromophoric groups without dissolving the lignin. Brightening agents include H2O2 and/or sodium hydrosulphite (NaS2O4). Historically, zinc hydrosulphite (ZnS2O4) was commonly used, but has been largely eliminated because of its toxicity in effluent. Chelating agents are added before bleaching to neutralize any metal ions, thereby preventing the formation of coloured salts or the decomposition of H2O2. The effectiveness of mechanical pulp bleaching depends on the species of wood. Hardwoods (e.g., poplar and cottonwood) and softwoods (e.g., spruce and balsam) that are low in lignin and extractives can be bleached to a higher brightness level than the more resinous pine and cedar.
Pulping
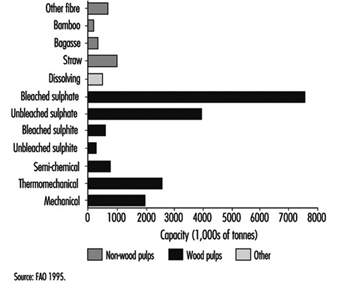
Pulping is the process by which the bonds within the wood structure are ruptured either mechanically or chemically. Chemical pulps can be produced by either alkaline (i.e., sulphate or kraft) or acidic (i.e., sulphite) processes. The highest proportion of pulp is produced by the sulphate method, followed by mechanical (including semi-chemical, thermomechanical and mechanical) and sulphite methods (figure 1). Pulping processes differ in the yield and quality of the product, and for chemical methods, in the chemicals used and the proportion that can be recovered for reuse.
Figure 1. Worldwide pulp capacities, by pulp type
Mechanical Pulping
Mechanical pulps are produced by grinding wood against a stone or between metal plates, thereby separating the wood into individual fibres. The shearing action breaks cellulose fibres, so that the resulting pulp is weaker than chemically separated pulps. The lignin connecting cellulose to hemicellulose is not dissolved; it merely softens, allowing the fibres to be ground out of the wood matrix. The yield (proportion of original wood in pulp) is usually greater than 85%. Some mechanical pulping methods also use chemicals (i.e., the chemi-mechanical pulps); their yields are lower since they remove more of the non-cellulosic materials.
In stone groundwood pulping (SGW), the oldest and historically most common mechanical method, fibres are removed from short logs by pressing them against a rotating abrasive cylinder. In refiner mechanical pulping (RMP, figure 2), which gained popularity after it became commercially viable in the 1960s, wood chips or sawdust are fed through the centre of a disc refiner, where they are shredded into finer pieces as they are pushed out through progressively narrower bars and grooves. (In figure 2, the refiners are enclosed in the middle of the picture and their large motors are on the left. Chips are supplied though the large diameter pipes, and pulp exits the smaller ones.) A modification of RMP is thermomechanical pulping (TMP), in which the chips are steamed before and during refining, usually under pressure.
Figure 2. Refiner mechanical pulping

One of the earliest methods of producing chemi-mechanical pulps involved pre-steaming logs before boiling them in chemical pulping liquors, then grinding them in stone grinders to produce “chemi-groundwood” pulps. Modern chemi-mechanical pulping uses disc refiners with chemical treatment (e.g., sodium bisulphite, sodium hydroxide) either prior to, during or after refining. Pulps produced in this manner are referred to either as chemi-mechanical pulps (CMP) or chemi-thermomechanical pulps (CTMP), depending on whether refining was carried out at atmospheric or elevated pressure. Specialized variations of CTMP have been developed and patented by a number of organizations.
Chemical Pulping and Recovery
Chemical pulps are produced by chemically dissolving the lignin between the wood fibres, thereby enabling the fibres to separate relatively undamaged. Because most of the non-fibrous wood components are removed in these processes, yields are usually in the order of 40 to 55%.
In chemical pulping, chips and chemicals in aqueous solution are cooked together in a pressure vessel (digester, figure 3) which can be operated on a batch or continuous basis. In batch cooking, the digester is filled with chips through a top opening, the digestion chemicals are added, and the contents cooked at elevated temperature and pressure. Once the cook is complete, the pressure is released, “blowing” the delignified pulp out of the digester and into a holding tank. The sequence is then repeated. In continuous digesting, pre-steamed chips are fed into the digester at a continuous rate. Chips and chemicals are mixed together in the impregnation zone at the top of the digester and then proceed through the upper cooking zone, the lower cooking zone, and the washing zone before being blown into the blow tank.
Figure 3. Continuous kraft digestor, with chip conveyor under construction

Canfor Library
The digesting chemicals are recovered in most chemical pulping operations today. The principal objectives are to recover and reconstitute digestion chemicals from the spent cooking liquor, and to recover heat energy by burning the dissolved organic material from the wood. The resulting steam and electricity supplies some, if not all, of the mill’s energy needs.
Sulphate Pulping and Recovery
The sulphate process produces a stronger, darker pulp than other methods and requires chemical recovery to compete economically. The method evolved from soda pulping (which uses only sodium hydroxide for digestion) and began to gain prominence in the industry from the 1930s to 1950s with the development of chlorine dioxide bleaching and chemical recovery processes, which also produced steam and power for the mill. The development of corrosion-proof metals, such as stainless steel, to handle the acidic and alkaline pulp mill environments also played a role.
The cooking mixture (white liquor) is sodium hydroxide (NaOH, “caustic”) and sodium sulphide (Na2S). Modern kraft pulping is usually carried out in continuous digesters often lined with stainless steel (figure 3). The temperature of the digester is raised slowly to approximately 170°C and held at that level for approximately 3 to 4 hours. The pulp (called brown stock because of its colour) is screened to remove uncooked wood, washed to remove the spent cooking mixture (now black liquor), and sent either to the bleach plant or to the pulp machine room. Uncooked wood is either returned to the digester or sent to the power boiler to be burned.
The black liquor collected from the digester and brown stock washers contains dissolved organic material whose exact chemical composition depends on the wood species pulped and the cooking conditions. The liquor is concentrated in evaporators until it contains less than 40% water, then sprayed into the recovery boiler. The organic component is consumed as fuel, generating heat which is recovered in the upper section of the furnace as high-temperature steam. The unburned inorganic component collects at the bottom of the boiler as a molten smelt. The smelt flows out of the furnace and is dissolved in a weak caustic solution, producing “green liquor” containing primarily dissolved Na2S and sodium carbonate (Na2CO3). This liquor is pumped to a recausticizing plant, where it is clarified, then reacted with slaked lime
(Ca(OH)2), forming NaOH and calcium carbonate (CaCO3). The white liquor is filtered and stored for subsequent use. CaCO3 is sent to a lime kiln, where it is heated to regenerate lime (CaO).
Sulphite Pulping and Recovery
Sulphite pulping dominated the industry from the late 1800s to the mid-1900s, but the method used during this era was limited by the types of wood which could be pulped and the pollution created by discharging untreated waste cooking liquor into waterways. Newer methods have overcome many of these problems, but sulphite pulping is now a small segment of the pulp market. Although sulphite pulping usually uses acid digestion, both neutral and basic variations exist.
The cooking liquor of sulphurous acid (H2SO3) and bisulphite ion (HSO3–) is prepared on-site. Elemental sulphur is burned to produce sulphur dioxide (SO2), which is passed up through an absorption tower that contains water and one of four alkaline bases (CaCO3, the original sulphite base, Na2CO3, magnesium hydroxide (Mg(OH)2) or ammonium hydroxide (NH4OH)) which produce the acid and ion and control their proportions. Sulphite pulping is usually carried out in brick-lined batch digesters. To avoid unwanted reactions, the digester is heated slowly to a maximum temperature of 130 to 140°C and the chips are cooked for a long time (6 to 8 hours). As the digester pressure increases, gaseous sulphur dioxide (SO2) is bled off and remixed with the raw cooking acid. When approximately 1 to 1.5 hours of cooking time remains, heating is discontinued and the pressure is decreased by bleeding off gas and steam. The pulp is blown into a holding tank, then washed and screened.
The spent digestion mixture, called red liquor, can be used for heat and chemical recovery for all but calcium-bisulphite-base operations. For ammonia-base sulphite pulping, the dilute red liquor is first stripped to remove residual SO2, then concentrated and burned. The flue gas containing SO2 is cooled and passed through an absorption tower where fresh ammonia combines with it to regenerate the cooking liquor. Finally, the liquor is filtered, fortified with fresh SO2 and stored. The ammonia cannot be recovered because it is converted into nitrogen and water in the recovery boiler.
In magnesium-base sulphite pulping, burning the concentrated pulping liquor gives magnesium oxide (MgO) and SO2, which are easily recovered. No smelt is produced in this process; rather MgO is collected from the flue gas and slaked with water to produce magnesium hydroxide (Mg(OH)2). SO2 is cooled and combined with the Mg(OH)2 in an absorption tower to reconstitute the cooking liquor. The magnesium bisulphite (Mg(HSO3)2) is then fortified with fresh SO2 and stored. Recovery of 80 to 90% of the cooking chemicals is possible.
Recovery of sodium-base sulphite cooking liquor is more complicated. Concentrated spent liquor is incinerated, and approximately 50% of the sulphur is converted into SO2. The remainder of the sodium and sulphur is collected at the bottom of the recovery boiler as a smelt of Na2S and Na2CO3. The smelt is dissolved to produce green liquor, which is converted to sodium bisulphite (NaHSO3) in several steps. The NaHSO3 is fortified and stored. The regeneration process produces reduced sulphur gases, in particular hydrogen sulphide (H2S).
The Generation and Transport of Hazardous Wastes: Social and Ethical Issues
Adapted from Soskolne 1997, with permission.
Hazardous wastes include, among other things, radioactive materials and chemicals. The movement of these substances from their source to other locations has been termed “toxic trade”. It was in the late 1980s that concern was raised about toxic trade, in particular with Africa (Vir 1989). This set the stage for the recently recognized issue of environmental justice, in some situations also known as environmental racism (Coughlin 1996).
Vir (1989) pointed out that as environmental safety laws became increasingly stringent in Europe and in the United States, and as the cost of disposal increased, “dumpers” or “waste merchants” began to turn their attention to poorer nations as potential and willing recipients of their waste products, providing a much needed source of revenue to these poorer countries. Some of these countries had been willing to take such waste at a fraction of the cost that developed nations would otherwise have had to pay for their disposal. To “nations that are drowning economically, this is an attractive deal” (Vir 1989).
Asante-Duah, Saccomanno and Shortreed (1992) show the exponential growth in the United States in the production of hazardous wastes since 1970, with the costs associated with treatment and disposal similarly increasing. They argue in favour of a controlled hazardous waste trade, one that is “regulated and informed”. They note that “countries generating small quantities of hazardous wastes should view the waste trade as an important economic option, as long as the waste recipients do not compromise their environmental sustainability”. Hazardous wastes will continue to be generated and there are countries for which an increase in some of these substances would not increase the risk to health of either present or future generations. It might therefore be economically efficient for such countries to accept waste.
There are others who argue that waste should be disposed of only at the source and not be transported at all (Puckett and Fogel 1994; Cray 1991; Southam News 1994). The latter argue from the position that science is incapable of providing any guarantees about the absence of risk.
One ethical principle that emerges from the foregoing argument is that of respect for autonomy (i.e., respect for persons), which also includes questions of national autonomy. The crucial question is one of the ability of a recipient country to adequately assess the level of risk associated with a shipment of hazardous waste. Assessment presupposes full disclosure of the contents of a shipment from the originating country and a level of local expertise to assess any potential impacts on the recipient country.
Because communities in developing countries are less likely to be informed about the potential risks associated with waste shipments, the NIMBY phenomenon (i.e., not in my backyard) so evident in the more affluent regions of the world is less likely to manifest in poorer regions. Furthermore, workers in developing regions of the world tend not to have the infrastructure related to worker protection, including information concerning the labelling of products with which they come into contact. Hence, workers in poorer nations involved in the management, storage and disposal of hazardous waste would lack the training to know how to protect themselves. Regardless of these ethical considerations, in the final analysis the economic benefits to be derived from accepting such waste shipments would need to be weighed against any potential harms that could arise in the short, medium and longer terms.
A second ethical principle emerging from the preceding argument is that of distributive justice, which involves question regarding who takes risks and who derives benefits. When there is an imbalance between those who take risks and those who derive benefits, the principle of distributive justice is not being honoured. It has often been financially poor labourers who have been exposed to hazards without any ability to enjoy the fruits of their efforts. This has occurred in the context of production of relatively expensive merchandise in the developing world for the benefit of first world markets. Another example related to the testing of new vaccines or drugs on people in developing countries who could never afford access to them in their own countries.
Towards Controlling the Transport of Hazardous Wastes
Because of the recognized need to better control the dumping of hazardous wastes, the Basel Convention was entered into by ministers of 33 countries in March 1989 (Asante-Duah, Saccomanno and Shortreed 1992). The Basel Convention addressed the transboundary movements of hazardous wastes and required the notification and consent of recipient countries before any waste shipments could take place.
Subsequently, the United Nations Environment Programme (UNEP) launched its Cleaner Production Programme, in close cooperation with governments and industry, to advocate low- and non-waste technologies (Rummel-Bulska 1993). In March 1994, a full ban was introduced on all transboundary movements of hazardous wastes from the 24 rich industrialized countries of the Organization for Economic Cooperation and Development (OECD) to other states that are not members of the OECD. The ban was immediate for wastes bound for final disposal and enters into force at the beginning of 1998 for all hazardous wastes that are said to be destined for recycling or recovery operations (Puckett and Fogel 1994). The countries most opposed to the introduction of a total ban were Australia, Canada, Japan and the United States. Despite this opposition from a handful of powerful industrial governments through the penultimate vote, the ban was finally agreed to by consensus (Puckett and Fogel 1994).
Greenpeace has stressed the primary prevention approach to solving the mounting waste crisis by addressing the root cause of the problem, namely minimizing waste generation through clean production technologies (Greenpeace 1994a). In making this point, Greenpeace identified major countries exporting hazardous wastes (Australia, Canada, Germany, the United Kingdom and the United States) and some countries importing them (Bangladesh, China (including Taiwan), India, Indonesia, Malaysia, Pakistan, the Philippines, the Republic of Korea, Sri Lanka and Thailand). In 1993, Canada, for example, had exported some 3.2 million kilograms of ash containing lead and zinc to India, the Republic of Korea and Taiwan, China, and 5.8 million kilograms of plastic waste to Hong Kong (Southam News 1994). Greenpeace (1993, 1994b) also addresses the extent of the problem in terms of specific substances and approaches to disposal.
Risk Assessment
Epidemiology is at the centre of human health risk assessment, which is invoked when concern is raised by a community about the consequences, if any, of exposure to hazardous and potentially toxic substances. The scientific method that epidemiology brings to the study of the environmental determinants of ill health can be fundamental to protecting unempowered communities, both from environmental hazards and from environmental degradation. Risk assessment conducted in advance of a shipment likely would fall into the legal trade arena; when conducted after a shipment has arrived, risk assessment would be undertaken to determine whether or not any health concerns were justified from what likely would have been an illegal shipment.
Among the concerns to the risk assessor would be hazard assessment, i.e., questions about what hazards, if any, exist and in what quantities and in what form they might be present. In addition, depending on the type of hazard, the risk assessor must make an exposure assessment to establish what possibilities there are for people to be exposed to the hazardous substance(s) through inhalation, skin absorption or ingestion (by contamination of the food chain or directly on foodstuffs).
In terms of trade, autonomy would require the informed consent of the parties in a voluntary and non-coercive milieu. However, it is hardly possible that non-coerciveness could ever pertain in such a circumstance by virtue of the financial need of an importing developing world country. The analogue here is the now accepted ethical guideline which does not permit the coercion of participants in research through payment for anything but direct costs (e.g., lost wages) for the time taken to participate in a study (CIOMS 1993). Other ethical issues involved here would include, on the one hand, truth in the presence of unknowns or in the presence of scientific uncertainty and, on the other hand, the principle of caveat emptor (buyer beware). The ethical principle of non-maleficence requires the doing of more good than harm. Here the short-term economic benefits of any trade agreement to accept toxic wastes must be weighed against the longer term damage to the environment, the public health and possibly also to future generations.
Finally, the principle of distributive justice requires recognition by the parties involved in a trade deal as to who would be deriving the benefits and who would be taking the risks in any trade deal. In the past, general practices for dumping waste and for locating hazardous waste sites in unempowered communities in the United States have led to the recognition of the concern now known as environmental justice or environmental racism (Coughlin 1996). In addition, questions of environmental sustainability and integrity have become central concerns in the public forum.
Acknowledgements: Dr. Margaret-Ann Armour, Department of Chemistry, University of Alberta, provided valuable references on the topic of toxic trade as well as materials from the November 1993 Pacific Basin “Conference on Hazardous Waste” at the University of Hawaii.
The Greenpeace office in Toronto, Ontario, Canada, was most helpful in providing copies of the Greenpeace references cited in this article.
Waste Disposal Operations
Workers involved in municipal waste disposal and handling face occupational health and safety hazards which are as diverse as the materials they are handling. Workers’ primary complaints relate to odour and upper respiratory tract irritation usually related to dust. However, actual occupational health and safety concerns vary with the work process and the waste stream characteristics (mixed municipal solid waste (MSW), sanitary and biological waste, recycled wastes, agricultural and food wastes, ash, construction debris and industrial wastes). Biological agents such as bacteria, endotoxins and fungi may present hazards, particularly for immune system-compromised and hypersensitive workers. In addition to safety concerns, health impacts have involved predominantly respiratory health problems among workers, including symptoms of organic dust toxic syndrome (ODTS), irritation of the skin, eyes and upper airways and cases of more severe pulmonary diseases such as asthma, alveolitis and bronchitis.
The World Bank (Beede and Bloom 1995) estimates that 1.3 billion tonnes of MSW were generated in 1990 which represents an average of two-thirds of a kilogram per person per day. In the US alone, an estimated 343,000 workers were involved in MSW collection, transport and disposal according to 1991 US Census Bureau statistics. In industrialized countries waste streams are increasingly distinct and work processes are increasingly complex. Efforts to segregate and better define the compositions of waste streams are often critical for identifying occupational hazards and appropriate controls and for controlling environmental impacts. Most waste disposal workers continue to face unpredictable exposures and risks from mixed wastes in dispersed open dumps, often with open burning.
The economics of waste disposal, reuse and recycling, as well as public health concerns, are driving rapid changes in waste handling globally to maximize recovery of resources and reduce dispersion of refuse into the environment. Depending on local economic factors this results in the adoption of either increasingly labour-intensive or capital-intensive work processes. Labour-intensive practices draw an increasing number of workers into hazardous work environments and commonly involve informal sector scavengers who sort mixed refuse by hand and sell recyclable and reusable materials. Increased capitalization has not automatically led to improvements in working conditions as increased work within confined spaces (e.g., in drum composting operations or incinerators), and increased mechanical processing of wastes can result in increased exposure to both airborne contaminants and mechanical hazards, unless proper controls are implemented.
Waste Disposal Processes
A variety of waste disposal processes are used, and as waste collection, transportation and disposal costs increase to meet increasingly stringent environmental and community standards, an increasing diversity of processes can be cost-justified. These processes break down into four basic approaches which may be used in combination or in parallel for various waste streams. The four basic processes are dispersal (land or water dumping, evaporation), storage/isolation (sanitary and hazardous waste landfills), oxidation (incineration, composting) and reduction (hydrogenation, anaerobic digestion). These processes share some general occupational hazards associated with waste handling, but also involve work-process-specific occupational hazards.
General Occupational Hazards in Waste Handling
Regardless of the specific disposal process being utilized, simply processing MSW and other wastes involves common defined hazards (Colombi 1991; Desbaumes 1968; Malmros and Jonsson 1994; Malmros, Sigsgaard and Bach 1992; Maxey 1978; Mozzon, Brown and Smith 1987; Rahkonen, Ettala and Loikkanen 1987; Robazzi et al. 1994).
Unidentified, highly hazardous materials are often intermixed with normal waste. Pesticides, flammable solvents, paints, industrial chemicals, and biohazardous waste, may all be intermixed with household waste. This hazard can be handled primarily through segregation of the waste stream and in particular separation of industrial and household waste.
Odours and exposure to mixed volatile organic compounds (VOCs) can induce nausea but are typically well below American Conference of Governmental Industrial Hygenists (ACGIH) threshold limit values (TLVs), even within enclosed spaces (ACGIH 1989; Wilkins 1994). Control typically involves isolation of the process, as in sealed anaerobic digesters or drum composters, minimizing worker contact through daily soil cover or transfer station cleanup and controlling biological degradation processes, particularly minimizing anaerobic degradation by controlling moisture content and aeration.
Insect- and rodent-borne pathogens can be controlled through daily cover of waste with soil. Botros et al. (1989) reported that 19% of garbage workers in Cairo had antibodies to Rickettsia Typhi (from fleas) which causes human rickettsial disease.
Injection or blood contact with infectious waste, such as needles and blood soiled waste, is best controlled at the generator by segregation and sterilization of such waste prior to disposal and disposal in puncture resistant containers. Tetanus is also a real concern should skin damage occur. Up-to-date immunization is required.
Ingestion of Giardia sp. and other gastrointestinal pathogens can be controlled by minimizing handling, reducing hand-to-mouth contact (including tobacco use), supplying safe drinking water, providing toilet and clean up facilities for workers and maintaining appropriate temperature in composting operations in order to destroy pathogens prior to dry handling and bagging. Precautions are particularly appropriate for Giardia found in sewage sludge and disposable baby diapers in MSW, as well as for tape and round worms from poultry and slaughterhouse wastes.
Inhalation of airborne bacteria and fungi is of particular concern when mechanical processing increases (Lundholm and Rylander 1980) with compactors (Emery et al. 1992), macerators or shredders, aeration, bagging operations and when moisture content is allowed to drop. This results in increased respiratory disorders (Nersting et al. 1990), bronchial obstruction (Spinaci et al. 1981) and chronic bronchitis (Ducel et al. 1976). Although there are no formal guidelines, the Dutch Occupational Health Association (1989) recommended that total bacteria and fungal counts should be kept below 10,000 colony forming units per cubic metre (cfu/m3) and below 500 cfu/m3 for any single pathogenic organism (outdoor air levels are about 500 cfu/m3 for total bacteria, indoor air is typically less). These levels may be regularly exceeded in composting operations.
Biotoxins are formed by fungi and bacteria including endotoxins formed by gram-negative bacteria. Inhaling or ingesting an endotoxin, even after killing the bacteria which produced it, can cause fever and flu-like symptoms without infection. The Dutch Working Group on Research Methods in Biological Indoor Air Pollution recommends that airborne gram-negative bacteria be kept below 1000 cfu/m3 to avoid endotoxin effects. Bacteria and fungi can produce a variety of other potent toxins which may also present occupational hazards.
Heat exhaustion and heat stroke can be serious concerns particularly where safe drinking water is limited and where PPE is utilized in sites known to contain hazardous wastes. Simple PVC-Tyvek suits show a heat stress equivalent of adding 6 to 11°C (11 to 20°F) to the ambient wet bulb globe temperature (WBGT) index (Paull and Rosenthal 1987). When the WBGT exceeds 27.7°C (82°F) conditions are considered hazardous.
Skin damage or disease are common complaints in waste handling operations (Gellin and Zavon 1970). Direct skin damage from caustic ash and other irritating waste contaminants, combined with high exposures to pathogenic organisms, frequent skin lacerations and punctures and, typically, poor availability of washing facilities result in a high incidence of skin problems.
Wastes contain a variety of materials that can cause lacerations or punctures. These are of particular concern in labour intensive operations such as waste sorting for recycling or manual turning of MSW compost and where mechanical processes such as compacting, crushing or shredding can create projectiles. The most critical control measures are safety glasses and puncture and slash resistant footwear and gloves.
Vehicular-use hazards include both operator hazards such as rollover and engulfment hazards and collision hazards with workers on the ground. Any vehicle that works on unsound or irregular surfaces should be equipped with rollover cages that will support the vehicle and allow the operator to survive. Pedestrian and vehicular traffic should be separated to the extent possible into distinct traffic areas, particularly where visibility is limited such as during open burning, at night and in composting yards where dense ground fogs may develop in cold weather.
Reports of increased atopic bronchopulmonary reactions such as asthma (Sigsgaard, Bach and Malmros 1990) and skin reactions can occur in waste workers, particularly where organic dust exposure levels are high.
Process-specific Hazards
Dispersion
Dispersion includes dumping waste into bodies of water, evaporation into the air or dumping with no effort at containment. Ocean dumping of MSW and hazardous wastes is rapidly declining. However, an estimated 30 to 50% of MSW is not collected in the cities of developing countries (Cointreau-Levine 1994) and is commonly burned or dumped in canals and streets, where it presents a significant public health threat.
Evaporation, sometimes with active heating at low temperatures, is used as a cost-saving alternative to incinerators or kilns, especially for volatile liquid organic contaminants such as solvents or fuel which are mixed with non-combustible wastes such as soil. Workers may face confined-space entry hazards and explosive atmospheres, especially in maintenance operations. Such operations should incorporate appropriate air emissions controls.
Storage/isolation
Isolation involves a combination of remote locations and physical containment in increasingly secure landfills. Typical sanitary landfills involve excavation with earth moving equipment, dumping of waste, compaction and daily cover with soil or compost to reduce pest infestations, odours and dispersion. Clay or impervious plastic caps and/or liners may be installed to limit water infiltration and leachate into groundwater. Test wells may be used to evaluate off-site leachate migration and to allow monitoring of leachate within the landfill. Workers include heavy equipment operators, truck drivers, spotters who may be responsible for rejecting hazardous waste and directing vehicle traffic flows and informal sector scavengers who may sort the waste and remove recyclables.
In areas dependent on coal or wood for fuel, ash can constitute a significant portion of the waste. Quenching prior to dumping, or segregation into ash monofills, may be necessary to avoid fires. Ash can cause skin irritation and caustic burns. Fly ash presents a variety of health hazards including respiratory and mucosal irritation as well as acute respiratory distress (Shrivastava et al. 1994). Low density fly ash can also constitute an engulfment hazard and can be unstable under heavy equipment and in excavations.
In many nations waste disposal continues to consist of simple dumping with open burning, which may be combined with informal scavenging of reusable or recyclable components with value. These informal sector workers face serious safety and health hazards. It is estimated that in Manila, Philippines, 7,000 scavengers work at the MSW dump, 8,000 in Jakarta and 10,000 in Mexico City (Cointreau-Levine 1994). Because of the difficulties in controlling work practices in informal work, an important step in controlling these hazards is to move separation of recyclables and reusables into the formal waste collection process. This may be performed by the waste generators, including consumers or household workers, by collection/sorting workers (e.g., in Mexico City collection workers officially spend 10% of their time sorting waste for sale of recyclables, and in Bangkok 40% (Beede and Bloom 1995)) or in pre-disposal waste separation operations (e.g., magnetic separation of metallic waste).
Open burning exposes workers to a potentially toxic mix of degradation products as discussed below. Because open burning can be used by informal scavengers to assist in separating metal and glass from combustible waste, it may be necessary to recover materials with salvage value prior to dumping in order to eliminate such open burning.
As hazardous wastes are successfully segregated from the waste stream, risks of MSW workers are reduced while quantities handled by hazardous waste site workers increase. Highly secure hazardous waste treatment and disposal sites depend on detailed manifesting of waste composition, high levels of worker PPE, and extensive worker training to control hazards. Secure landfills have unique hazards including slip and fall hazards where excavations are lined with plastic or polymer gels to reduce migration of leachate, potentially serious dermatological problems, heat stress related to work for extended periods in impermeable suits and supplied air quality control. Heavy equipment operators, labourers and technicians depend largely on PPE to minimize their exposures.
Oxidation (incineration and composting)
Open burning, incineration and waste-derived fuel are the most obvious examples of oxidation. Where the moisture content is low enough and the combustible content is high enough, increasing effort is made to utilize the fuel value in MSW either through the generation of waste-derived fuel as compressed briquettes or by incorporating electrical cogeneration or steam plants into municipal waste incinerators. Such operations can involve high levels of dry dusts due to efforts to produce a fuel with consistent heat value. Residual ash must still be disposed of, usually in landfills.
MSW incinerators involve a variety of safety hazards (Knop 1975). Swedish MSW incinerator workers showed increased ischemic heart disease (Gustavsson 1989), while a study of US incinerator workers in Philadelphia, Pennsylvania, failed to show a correlation between health outcomes and exposure groups (Bresnitz et al. 1992). Somewhat elevated blood lead levels have been identified in incinerator workers, primarily related to exposures to electrostatic precipitator ash (Malkin et al. 1992).
Ash exposures (e.g., crystalline silica, radioisotopes, heavy metals) can be significant not only in incinerator operations, but also at landfills and lightweight concrete plants where ash is used as aggregate. Although crystalline silica and heavy metal content vary with the fuel, this may present serious silicosis risk. Schilling (1988) observed lung function and respiratory symptom effects in ash exposed workers, but no changes observable by x ray.
Thermal degradation on pyrolysis products resulting from incomplete oxidation of many waste products can pose significant health risks. These products can include hydrogen chloride, phosgene, dioxins and dibenzofurans from chlorinated wastes, such as polyvinyl chloride (PVC) plastics and solvents. Non-halogenated wastes also can produce hazardous degradation products, including polyaromatic hydrocarbons, acrolein, cyanide from wools and silk, isocyanates from polyurethane and organotin compounds from a variety of plastics. These complex mixtures of degradation products can vary tremendously with waste composition, feed rates, temperature and available oxygen during combustion. While these degradation products are a significant concern in open burning, exposures in MSW incinerator workers appear to be relatively low (Angerer et al. 1992).
In MSW and hazardous waste incinerators and rotary kilns, control of combustion parameters and the residence time for waste vapours and solids at high temperatures is critical in destruction of wastes while minimizing the generation of more hazardous degradation products. Workers are involved in incinerator operation, loading and waste transfer into the incinerator, waste delivery and unloading from trucks, equipment maintenance, housekeeping and ash and slag removal. While incinerator design can limit necessary manual labour and worker exposures, with less capital-intensive designs there may be significant worker exposures and a need for regular confined space entry (e.g., chipping for removal of slag from glass waste from incinerator grates).
Composting
In aerobic biological processes the temperature and speed of oxidation are lower than incineration, but it is nevertheless oxidation. Composting of agricultural and yard wastes, sewage sludge, MSW and food wastes is increasingly common in city-scale operations. Rapidly developing technologies for biological remediation of hazardous and industrial wastes often involve a sequence of aerobic and anaerobic digestion processes.
Composting usually occurs either in wind rows (long piles) or in large vessels which provide aeration and mixing. The objective of composting operations is to create a mix of waste with optimum ratios of carbon and nitrogen (30:1) and then maintain moisture at 40 to 60% by weight, greater than 5% oxygen and temperature levels 32 to 60oC so that aerobic bacteria and other organisms can grow (Cobb and Rosenfield 1991). Following separation of recyclables and hazardous wastes (which typically involves hand sorting), MSW is shredded to create more surface area for biological action. Shredding can produce high noise and dust levels and significant mechanical guarding concerns. Some operations use ganged hammer-mills to allow reduced front-end sorting.
In-vessel or drum composting operations are capital intensive but allow more effective odour and process control. Confined space entry is a significant hazard for maintenance workers as high levels of CO2 may be released causing oxygen deficiency. Lockout of equipment prior to maintenance is also critical as mechanisms include internal screw-drives and conveyors.
In less capital intensive wind row composting operations, waste is shredded and placed in long piles which are mechanically aerated through perforated pipes or simply by turning, either with front-end loaders or manually. Wind rows may be covered or roofed to facilitate maintenance of constant moisture content. Where specialized wind row turning equipment is used, chain mixing-flails rotate at high speed through the compost and should be well guarded from human contact. As these flails rotate through the wind row, they eject objects which can become dangerous projectiles. Operators must assure safe clearance distances around and behind the equipment.
Regular temperature measurements with probes allow monitoring the progress of composting and assure high enough temperatures to kill pathogens while allowing adequate survival of beneficial organisms. At moisture contents of 20 to 45% when the temperature exceeds 93oC there can also be a spontaneous combustion fire hazard (much like a silo fire). This is most likely to occur when piles exceed 4 m in height. Fires can be avoided by keeping pile heights below 3 m, and turning when the temperature exceeds 60°C. Facilities should provide water hydrants and adequate access between wind rows for control of fires.
Hazards in composting operations include vehicle and mechanical hazards resulting from tractors and trucks involved in turning wind-rows of waste to maintain aeration and moisture content. In cooler climates the elevated temperatures of compost can produce dense ground fogs in a work area occupied by heavy equipment operators and pedestrian workers. Compost workers report more nausea, headache and diarrhoea than their counterparts in a drinking water plant (Lundholm and Rylander 1980). Odour problems can occur as a result of poor control of the moisture and air required for the composting to progress. If anaerobic conditions are allowed to occur, hydrogen sulphide, amines and other odorous materials are generated. In addition to typical disposal worker concerns, composting involving actively growing organisms can raise MSW temperatures high enough to kill pathogens, but can also produce exposures to moulds and fungi and their spores and toxins, especially in compost bagging operations and where compost is allowed to dry. Several studies have evaluated airborne fungi, bacteria, endotoxins and other contaminants (Belin 1985; Clark, Rylander and Larsson 1983; Heida, Bartman and van der Zee 1975; Lacey et al. 1990; Millner et al. 1994; van der Werf 1996; Weber et al. 1993) in composting operations. There is some indication of increased respiratory disorders and hypersensitivity reactions in compost workers (Brown et al. 1995; Sigsgaard et al. 1994). Certainly bacterial and fungal respiratory infections (Kramer, Kurup and Fink 1989) are a concern for immune-suppressed workers such as those with AIDS and those receiving cancer chemotherapy.
Reduction (hydrogenation and anaerobic digestion)
Anaerobic digestion for sewage and agricultural waste involves closed tanks, often with rotating brush contacts if nutrients are dilute, which can pose serious confined space entry concerns for maintenance workers. Anaerobic digesters are also commonly used in many countries as methane generators which may be fuelled with agricultural, sanitary or food wastes. Methane collection from MSW landfills and burning or compression for use is now required in many countries when methane generation exceeds specified thresholds, but most landfills have inadequate moisture for anaerobic digestion to proceed efficiently. Hydrogen sulphide generation is also a common result of anaerobic digestion and can cause eye irritation and olfactory fatigue at low levels.
More recently, high temperature reduction/hydrogenation has become a treatment option for organic chemical wastes. This can involve smaller, and therefore potentially mobile, installations with less energy input than a high temperature incinerator because metallic catalysts allow hydrogenation to proceed at lower temperatures. Organic wastes can be converted into methane and used as fuel to continue the process. Critical worker safety concerns include explosive atmospheres and confined space entry for cleaning, sludge removal and maintenance, hazards of transporting and loading the liquid feed wastes and spill response.
Summary
As wastes are viewed as resources for recycling and reuse, waste processing increases, resulting in rapid change in the waste disposal industry globally. Occupational health and safety risks of waste disposal operations often go beyond obvious safety hazards to a variety of chronic and acute health concerns. These hazards are often faced with minimal PPE and inadequate sanitary and wash-up facilities. Industrial waste reduction and pollution prevention efforts are increasingly shifting recycling and reuse processes away from contracted or external waste disposal operations and into production work areas.
Top priorities in controlling occupational safety and health hazards in this rapidly changing industry sector should include:
- integrating informal sector work into the formal work process
- providing adequate toilet and wash-up facilities and safe drinking water
- eliminating open burning and waste dispersion into the environment
- segregating waste streams to facilitate characterization of wastes and identification of appropriate control measures and work practices
- minimizing mixed vehicular and pedestrian traffic in work areas
- following appropriate excavation practices for soil and waste characteristics
- anticipating and controlling hazards prior to entry into confined spaces
- minimizing respirable dust exposures in high dust operations
- using safety glasses and slash and puncture resistant shoes and gloves
- integrating occupational safety and health concerns when introducing process change plans, particularly during transitions from open dumping and landfills to more complex and potentially more hazardous enclosed operations such as composting, mechanical or manual separation for recycling, waste to energy operations or incinerators.
In this period of rapid change in the industry, significant improvements in worker health and safety can be made at low cost.
Wood Handling
Wood may arrive at a pulp mill woodyard in the form of raw logs or as chips from a lumber mill. Some pulp mill operations have on-site sawmills (often called “woodrooms”) which produce both marketable lumber and stock for the pulp mill. Sawmilling is discussed in detail in the chapter Lumber. This article discusses those elements of wood preparation which are specific to pulp mill operations.
The wood preparation area of a pulp mill has several basic functions: to receive and meter the wood supply to the pulping process at the rate demanded by the mill; to prepare the wood so that it meets the mill’s feed specifications for species, cleanliness and dimensions; and to collect any material rejected by the previous operations and send it to final disposal. Wood is converted into chips or logs suitable for pulping in a series of steps which may include debarking, sawing, chipping and screening.
Logs are debarked because bark contains little fibre, has a high extractives content, is dark, and often carries large quantities of grit. Debarking can be done hydraulically with high-pressure water jets, or mechanically by rubbing logs against each other or with metal cutting tools. Hydraulic debarkers may be used in coastal areas; however, the effluent generated is difficult to treat and contributes to water pollution.
Debarked logs may be sawn into short lengths (1 to 6 metres) for stone groundwood pulping or chipped for refiner mechanical or chemical pulping methods. Chippers tend to produce chips with a considerable size range, but pulping requires chips of very specific dimensions to ensure constant flow through refiners and uniform cooking in digesters. Chips are therefore passed over a series of screens whose function is to separate chips on the basis of length or thickness. Oversized chips are rechipped, while undersized chips are either used as waste fuel or are metered back into the chip flow.
The requirements of the particular pulping process and chip conditions will dictate the duration of chip storage (figure 1; note the different types of chips available for pulping). Depending on fibre supply and mill demand, a mill will maintain a 2 to 6 week unscreened chip inventory, usually in large outdoor chip piles. Chips may degrade through auto-oxidation and hydrolysis reactions or fungal attack of the wood components. In order to avoid contamination, short-term inventories (hours to days) of screened chips are stored in chip silos or bins. Chips for sulphite pulping may be stored outside for several months to allow volatilization of extractives which may cause problems in subsequent operations. Chips used in kraft mills where turpentine and tall oil are recovered as commercial products typically proceed directly to pulping.
Figure 1. Chip storage area with front end loaders

George Astrakianakis
More...
Fibre Sources for Pulp and Paper
The basic structure of pulp and paper sheets is a felted mat of cellulose fibres held together by hydrogen bonds. Cellulose is a polysaccharide with 600 to 1,500 repeated sugar units. The fibres have high tensile strength, will absorb the additives used to modify pulp into paper and board products, and are supple, chemically stable and white. The purpose of pulping is to separate cellulose fibres from the other components of the fibre source. In the case of wood, these include hemicelluloses (with 15 to 90 repeated sugar units), lignins (highly polymerized and complex, mainly phenyl propane units; they act as the “glue” that cements the fibres together), extractives (fats, waxes, alcohols, phenols, aromatic acids, essential oils, oleoresins, stearols, alkaloids and pigments), and minerals and other inorganics. As shown in table 1, the relative proportions of these components vary according to the fibre source.
Table 1. Chemical constituents of pulp and paper fibre sources (%)
|
Softwoods |
Hardwoods |
Straw |
Bamboo |
Cotton |
|
|
Carbohydrates |
|||||
|
a-cellulose |
38–46 |
38–49 |
28–42 |
26–43 |
80–85 |
|
Hemicellulose |
23–31 |
20–40 |
23–38 |
15–26 |
nd |
|
Lignin |
22–34 |
16–30 |
12–21 |
20–32 |
nd |
|
Extractives |
1–5 |
2–8 |
1–2 |
0.2–5 |
nd |
|
Minerals and other |
|
|
|
|
|
nd = no data available.
Coniferous and deciduous trees are the major fibre sources for pulp and paper. Secondary sources include straws from wheat, rye and rice; canes, such as bagasse; woody stalks from bamboo, flax and hemp; and seed, leaf or bast fibres, such as cotton, abaca and sisal. The majority of pulp is made from virgin fibre, but recycled paper accounts for an increasing proportion of production, up from 20% in 1970 to 33% in 1991. Wood-based production accounted for 88% of worldwide pulp capacity in 1994 (176 million tonnes, figure 1); therefore, the description of pulp and paper processes in the following article focuses on wood-based production. The basic principles apply to other fibres as well.
Figure 1. Worldwide pulp capacities, by pulp type
Municipal Recycling Industry
Overview
Recycling means different things to different people. To consumers, recycling may mean putting out bottles and cans for curbside collection. To a product maker—a manufacturer of raw materials or fabricator of goods—it means including recycled materials in the process. To recycling service providers, recycling can mean providing cost-efficient collection, sorting and shipping services. For scavengers, it means culling recyclable materials from garbage and waste cans and selling them to recycling depots. To public policy makers in all levels of government, it means establishing regulations governing collection and utilization as well as reducing the volume of waste to be disposed of and deriving revenue from the sale of the recycled materials. For recycling to work effectively and safely, these diverse groups must be educated to work together and share responsibility for its success.
The recycling industry had been growing steadily since its inception a century ago. Until the 1970s, it remained basically unchanged as a voluntary private sector effort conducted largely by scrap dealers. With the advent of incineration in the 1970s, it became desirable to separate out certain materials before putting waste into the furnaces. This concept was introduced to address the emission problems created by metals, batteries, plastics and other materials discarded in urban wastes which were causing many old incinerators to be shut down as environmental polluters. The increasing concern about the environment provided the primary impetus for the organized separation of plastics, aluminium, tin, paper and cardboard from the residential waste stream. Initially, the recycling industry was not economically viable as a self-sustaining business, but by the mid 1980s, the need for the materials and the increase in their prices led to the development of many new material recycling facilities (MRFs) to handle commingled recyclable materials across the US and Europe.
Work Force
The broad range of skills and expertise makes the range of employment for a MRF very wide. Whether it is a full-service MRF or a single sorting-line operation, the following groups of workers are generally employed:
- Operators of heavy equipment (front end loaders, grapples, bull-dozers, etc.) work on the tipping floor, coordinating the movement of waste from the staging area of the tipping floor to the area where the materials are sorted.
- Material sorters, the majority of the workforce, segregate and sort recyclable materials by product and/or colour. This may be done entirely by hand or with the assistance of equipment. The sorted materials are then baled or crated.
- Forklift operators are responsible for moving finished bales from the throat of the baler to the storage area and from there to the trucks or other means of transportation.
- Maintenance workers are becoming increasingly important as the technology advances and the machines and equipment become more complicated.
Processes and Facilities
The recycling industry has been growing very rapidly and has evolved many different processes and procedures as the technology of sorting recyclable materials has advanced. The most common types of installation include full-service MRFs, non-waste stream MRFs and simple sorting and processing systems.
Full-service MRFs
The full-service MRF receives recyclable materials mixed in the residential waste streams. Typically, the resident places the recyclables in coloured plastic bags which are then placed in the residential waste container. This allows the community to combine recyclable materials with other residential wastes, eliminating the need for separate collection vehicles and containers. A typical sequence of operations includes the following procedures:
- The waste and recyclables bags are dropped from the collection vehicle onto the tipping/collection floor.
- The mixture of waste and recyclables is moved either by a grapple or a front-end loader to an in-floor conveyer.
- The conveyer moves the material into the sorting area where a rotating trommel (a cylindrical sieve) opens the bags and allows the very small particles of dirt, sand and gravel to pass through the openings to a collection container for discarding.
- The remaining materials are semi-automatically sorted by screens or disks according to weight and bulkiness. Glass is sorted by its heavier weight, plastics by their lighter weight and paper fibre materials by their bulk.
- Employees hand sort materials, typically from an elevated position above bunkers into which the materials can be stored. Materials are sorted according to the grade of paper, the colour of glass, the physical properties of plastic and so on.
- Refuse and other wastes are collected and removed by tractor-trailer loads.
- The separated materials are moved from the bunkers by forklift or by a “walking floor” (i.e., a conveyer) to a baler or a shredding and baling operation.
- The formed bale is discharged from the baler and moved to the storage area by a forklift.
- Collected bales are shipped either by rail or a tractor-trailer. Instead of baling, some MRFs loose load the materials into a rail car or a tractor trailer.
Non-waste stream MRF
In this system, only the recyclables are delivered to the MRF; the residential wastes go elsewhere. It involves an advanced, semi-automated sorting and processing process system in which all of the steps are the same as those described above. Because of the smaller volume, fewer employees are involved.
Simple sorting/processing system
This is a labour-intensive system in which the sorting is performed manually. Typically, a conveyer belt is used to move material from one work station to another with each sorter removing one type of material as the belt passes his station. A typical sequence for such a simple, inexpensive processing system would include these processes:
- Mixed recyclables are received on a tipping floor and are moved by a front-end loader to the main sorting conveyor belt.
- Glass bottles are separated manually by colour (flint, amber, green and so forth).
- Plastic containers are sorted by grade and accumulated for baling.
- Aluminium cans are removed manually and fed to either a compactor or baler.
- The remaining materials are discharged into a residue pile or container for disposal.
Equipment and machinery
The machinery and equipment used in a MRF is determined by the type of process and the volumes of materials handled. In a typical semi-automated MRF, it would include:
- bag openers
- magnetic separators
- screens (disks, shakers or trommel)
- material classification equipment (mechanical or pneumatic)
- glass crushers
- balers and compactors
- eddy current separators (for non-ferrous metal separation)
- conveyer belts
- rolling stock.
Health and safety hazards
MRF workers face a large variety of environmental and work hazards, many of which are unpredictable since the content of the waste changes continually. Prominent among them are:
- infectious disease from biological and medical wastes
- acute and chronic toxicity from household chemicals, solvents and other chemicals being discarded. This risk is not very great (except when industrial wastes find their way into the residential stream) since household chemicals are usually not very toxic and only relatively small amounts are present.
- solvents and fuel and exhaust fumes (especially vehicle operators and maintenance workers)
- exposures to heat, cold and bad weather since many MRFs are exposed to the elements
- noise at harmful levels when heavy machines operate in confined spaces
- physical hazards such as slips and falls, puncture wounds, lacerations and abrasions, muscular strains, sprains and repetitive motion injuries. Sorters usually stand continuously, while vehicle operators must sometimes contend with poorly designed seats and operating controls.
- airborne dust and particles.
Table 1 lists the most common types of injury in the recycling industry.
Table 1. Most frequent injuries in the recycling industry.
|
Injury type |
Cause of injury |
Body part affected |
|
Cuts, abrasions and lacerations |
Contact with sharp materials |
Hands and forearms |
|
Strain |
Lifting |
Lower back |
|
Particles in eye |
Airborne dust and flying objects |
Eye |
|
Repetitive motion |
Manual sorting |
Upper extremities |
Prevention
MRF workers have the potential to be exposed to whatever wastes are delivered to it, as well as the ever-changing environment in which they work. The management of the facility must constantly be aware of the content of the material being delivered, the training and supervision of the workers and their compliance with safety rules and regulations, the proper use of PPE and the maintenance of machinery and equipment. The following safety considerations deserve constant close attention:
- lockout/tagout precautions
- general housekeeping
- egress maintenance
- emergency preparedness and, when needed, access to first-aid and medical assistance
- hearing conservation programmes
- protection against blood-borne pathogens
- preventive maintenance of machines and equipment
- traffic patterns and danger to pedestrians from the rolling stock
- confined spaces
- fire prevention and training and equipment for fire-fighting
- household hazardous waste management
- availability and use of high-quality, properly-sized PPE.
Conclusion
Municipal recycling is a relatively new industry that is changing rapidly as it grows and its technology advances. The health and safety of its workforce depend on proper design of processes and equipment and the proper training and supervision of its workers.
General Profile
Evolution and Structure of the Industry
Papermaking is thought to have originated in China in about 100 A.D. using rags, hemp and grasses as the raw material, and beating against stone mortars as the original fibre separation process. Although mechanization increased over the intervening years, batch production methods and agricultural fibre sources remained in use until the 1800s. Continuous papermaking machines were patented at the turn of that century. Methods for pulping wood, a more abundant fibre source than rags and grasses, were developed between 1844 and 1884, and included mechanical abrasion as well as the soda, sulphite, and sulphate (kraft) chemical methods. These changes initiated the modern pulp and paper manufacturing era.
Figure 1 illustrates the major pulp and paper making processes in the current era: mechanical pulping; chemical pulping; repulping waste paper; papermaking; and converting. The industry today can be divided into two main sectors according to the types of products manufactured. Pulp is generally manufactured in large mills in the same regions as the fibre harvest (i.e., mainly forest regions). Most of these mills also manufacture paper - for example, newsprint, writing, printing or tissue papers; or they may manufacture paperboards. (Figure 2 shows such a mill, which produces bleached kraft pulp, thermomechanical pulp and newsprint. Note the rail yard and dock for shipping, chip storage area, chip conveyors leading to digester, recovery boiler (tall white building) and effluent clarifying ponds). Separate converting operations are usually situated close to consumer markets and use market pulp or paper to manufacture bags, paperboards, containers, tissues, wrapping papers, decorative materials, business products and so on.
Figure 1. Illustration of process flow in pulp and paper manufacturing operations
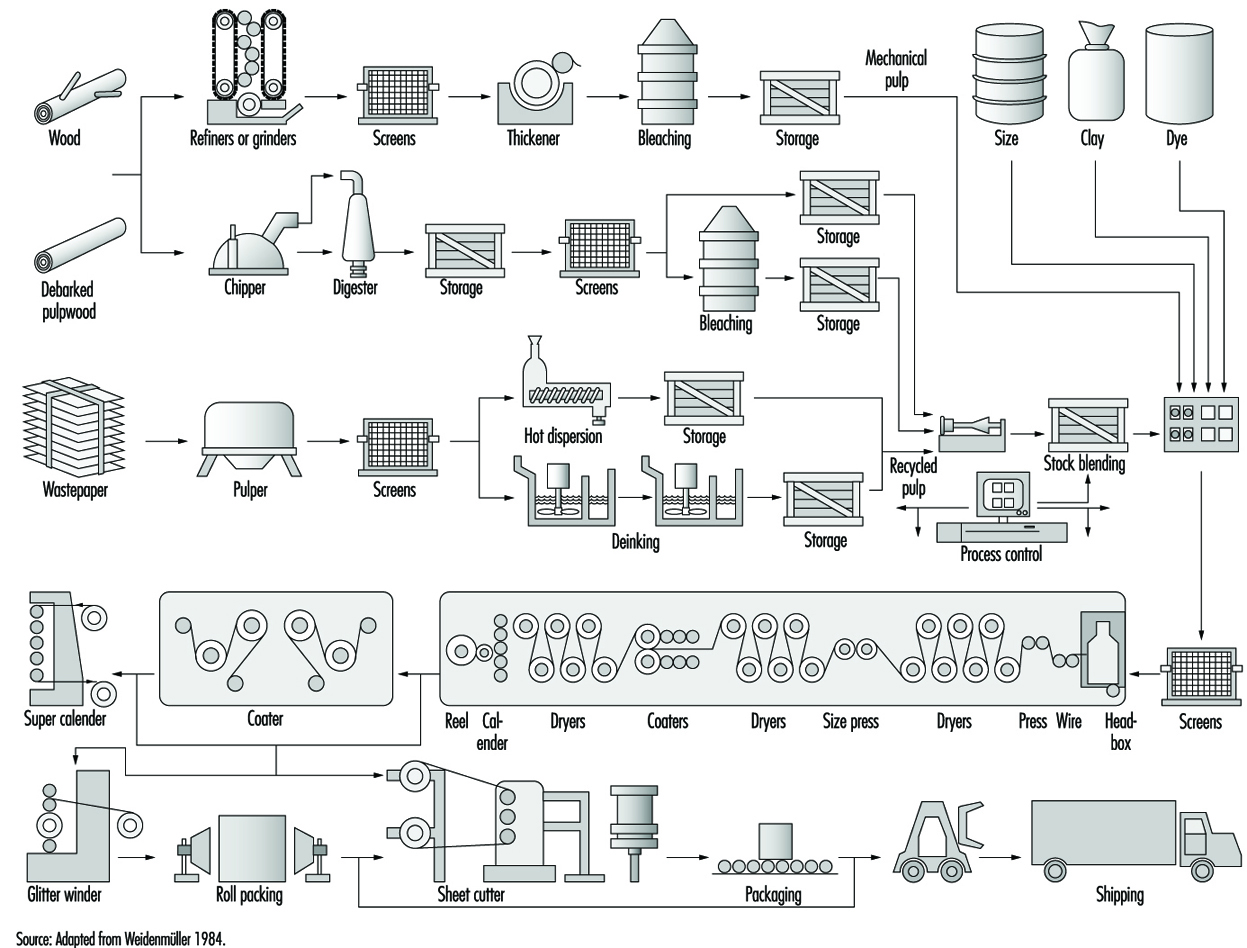
Figure 2. Modern pulp and paper mill complex situated on a coastal waterway
Canfor Library
There has been a trend in recent years for pulp and paper operations to become part of large, integrated forest product companies. These companies have control of forest harvesting operations (see the Forestry chapter), lumber milling (see the Lumber industry chapter), pulp and paper manufacturing, as well as converting operations. This structure ensures that the company has an ongoing source of fibre, efficient use of wood waste and assured buyers, which often leads to increased market share. Integration has been operating in tandem with increasing concentration of the industry into fewer companies and increasing globalization as companies pursue international investments. The financial burden of plant development in this industry has encouraged these trends to allow economies of scale. Some companies have now reached production levels of 10 million tonnes, similar to the output of countries with the highest production. Many companies are multinational, some with plants in 20 or more countries worldwide. However, even though many of the smaller mills and companies are disappearing, the industry still has hundreds of participants. As an illustration, the top 150 companies account for two-thirds of pulp and paper output and only one-third of the industry’s employees.
Economic Importance
The manufacture of pulp, paper and paper products ranks among the world’s largest industries. Mills are found in more than 100 countries in every region of the world, and directly employ more than 3.5 million people. The major pulp and paper producing nations include the United States, Canada, Japan, China, Finland, Sweden, Germany, Brazil and France (each produced more than 10 million tonnes in 1994; see table 1).
Table 1. Employment and production in pulp, paper, and paperboard operations in 1994, selected countries.
|
|
Number |
|
|
||
|
Number |
Production (1,000 |
Number |
Production (1,000 tonnes) |
||
|
Austria |
10,000 |
11 |
1,595 |
28 |
3,603 |
|
Bangladesh |
15,000 |
7 |
84 |
17 |
160 |
|
Brazil |
70,000 |
35 |
6,106 |
182 |
5,698 |
|
Canada |
64,000 |
39 |
24,547 |
117 |
18,316 |
|
China |
1,500,000 |
8,000 |
17,054 |
10,000 |
21,354 |
|
Czech Republic |
18,000 |
9 |
516 |
32 |
662 |
|
Finland |
37,000 |
43 |
9,962 |
44 |
10,910 |
|
Former USSR** |
|
|
|
|
|
|
France |
48,000 |
20 |
2,787 |
146 |
8,678 |
|
Germany |
48,000 |
19 |
1,934 |
222 |
14,458 |
|
India |
300,000 |
245 |
1,400 |
380 |
2,300 |
|
Italy |
26,000 |
19 |
535 |
295 |
6,689 |
|
Japan |
55,000 |
49 |
10,579 |
442 |
28,527 |
|
Korea, |
|
|
|
|
|
|
Mexico |
26,000 |
10 |
276 |
59 |
2,860 |
|
Pakistan |
65,000 |
2 |
138 |
68 |
235 |
|
Poland** |
46,000 |
5 |
893 |
27 |
1,343 |
|
Romania |
25,000 |
17 |
202 |
15 |
288 |
|
Slovakia |
14,000 |
3 |
304 |
6 |
422 |
|
South Africa |
19,000 |
9 |
2,165 |
20 |
1,684 |
|
Spain |
20,180 |
21 |
626 |
141 |
5,528 |
|
Sweden |
32,000 |
49 |
10,867 |
50 |
9,354 |
|
Taiwan |
18,000 |
2 |
326 |
156 |
4,199 |
|
Thailand |
12,000 |
3 |
240 |
45 |
1,664 |
|
Turkey |
12,000 |
11 |
416 |
34 |
1,102 |
|
United |
|
|
|
|
|
|
United States |
230,000 |
190 |
58,724 |
534 |
80,656 |
|
Total |
|
|
|
|
|
* Countries included if more than 10,000 people were employed in the industry.
** Data for 1989/90 (ILO 1992).
Source: Data for table adapted from PPI 1995.
Every country is a consumer. Worldwide production of pulp, paper and paperboard was about 400 million tonnes in 1993. Despite predictions of decreased paper use in the face of the electronic age, there has been a fairly steady 2.5% annual rate of growth in production since 1980 (figure 3). In addition to its economic benefits, the consumption of paper has cultural value resulting from its function in the recording and dissemination of information. Because of this, pulp and paper consumption rates have been used as an indicator of a nation’s socioeconomic development (figure 4).
Figure 3. Pulp and paper production worldwide, 1980 to 1993
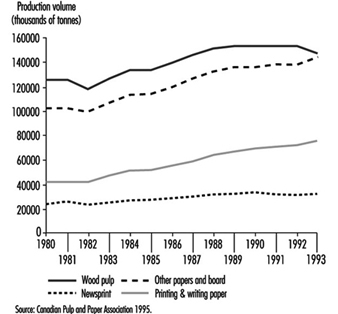
Figure 4. Paper and paperboard consumption as an indicator of economic development
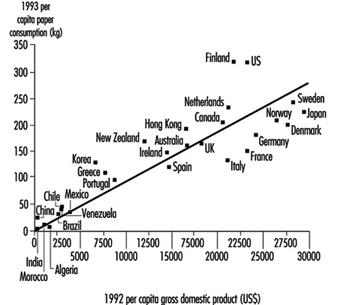
The main source of fibre for pulp production over the last century has been wood from temperate coniferous forests, though more recently the use of tropical and boreal woods has been increasing (see the chapter Lumber for data on industrial roundwood harvesting worldwide). Because forested regions of the world are generally sparsely populated, there tends to be a dichotomy between the producing and using areas of the world. Pressure from environmental groups to preserve forest resources by using recycled paper stocks, agricultural crops and short-rotation plantation forests as fibre sources may change the distribution of pulp and paper production facilities throughout the world over the coming decades. Other forces, including increased paper consumption in the developing world and globalization, are also expected to play a role in relocating the industry.
Characteristics of the Workforce
Table 1 indicates the size of the workforce directly employed in pulp and paper production and converting operations in 27 countries, which together represent about 85% of world pulp and paper employment and over 90% of mills and production. In countries which consume most of what they produce (e.g., United States, Germany, France), converting operations provide two jobs for every one in pulp and paper production.
The labour force in the pulp and paper industry mainly holds full-time jobs within traditional management structures, though some mills in Finland, the United States and elsewhere have had success with flexible working hours and self-managed job-rotation teams. Because of their high capital costs, most pulping operations run continuously and require shift work; this is not true of converting plants. Working hours vary with the patterns of employment prevalent in each country, with a range from about 1,500 to more than 2,000 hours per year. In 1991, incomes in the industry ranged from US$1,300 (unskilled workers in Kenya) to US$70,000 per year (skilled production personnel in the United States) (ILO 1992). Male workers predominate in this industry, with women usually representing only 10 to 20% of the labour force. China and India may form the upper and lower ends of the range with 35% and 5% women respectively.
Management and engineering personnel at pulp and paper mills usually have university-level training. In European countries, most of the skilled blue-collar workforce (e.g., papermakers) and many of the unskilled workforce have had several years of trade-school education. In Japan, formal in-house training and upgrading is the norm; this approach is being adopted by some Latin American and North American companies. However, in many operations in North America and in the developing world, informal on-the-job training is more common for blue-collar jobs. Surveys have shown that, in some operations, many workers have literacy problems and are poorly prepared for the life-long learning required in the dynamic and potentially hazardous environment of this industry.
The capital costs of building modern pulp and paper plants are extremely high (e.g., a bleached kraft mill employing 750 people might cost US$1.5 billion to build; a chemi-thermomechanical pulp (CTMP) mill employing 100 people might cost US$400 million), so there are great economies of scale with high-capacity facilities. New and refitted plants usually use mechanized and continuous processes, as well as electronic monitors and computer controls. They require relatively few employees per unit production (e.g., 1 to 1.2 working hours per tonne of pulp in new Indonesian, Finnish and Chilean mills). Over the last 10 to 20 years, output per employee has increased as a result of incremental advances in technology. The newer equipment allows easier change-overs between product runs, lower inventories and customer-driven just-in-time production. Productivity gains have resulted in job losses in many producing nations in the developed world. However, there have been increases in employment in developing countries, where new mills being constructed, even if sparsely staffed, represent new forays into the industry.
From the 1970s to 1990, there was a decline of about 10% in the proportion of blue-collar jobs in European and North American operations, so that they now represent between 70 and 80% of the workforce (ILO 1992). The use of contract labour for mill construction, maintenance and wood-harvesting operations has been increasing; many operations have reported that 10 to 15% of their on-site workforce are contractors.
Street Cleaning
Adapted from 3rd edition, Encyclopaedia of Occupational Health and Safety.
Prevention of dirt-borne disease, prevention of damage to vehicles by harmful objects and the joy of viewing a neat, attractive city are all benefits derived from clean streets. Herded animals or animal-drawn vehicles, which in earlier times caused unsanitary conditions, have generally ceased to be a problem; however, the expansion in world population with the resultant upsurge in waste generated, the increase in the number and size of factories, the growth in the number of vehicles and newspapers and the introduction of disposable containers and products have all contributed to the amount of street refuse and added to the street-cleaning problem.
Organization and Processes
Municipal authorities recognizing the threat to health posed by dirty streets have sought to minimise the danger by organizing street cleaning sections in the public works departments. In these sections, a superintendent responsible for scheduling frequency of cleaning various districts will have forepeople responsible for specific cleaning operations.
Normally, business districts will be swept daily while arterial roads and residential areas will be swept weekly. Frequency will depend upon rain or snowfall, topography and the education of the populace toward prevention of litter.
The superintendent will also decide the most effective means of achieving clean streets. These could be hand sweeping by one worker or a group, hose flushing or machine sweeping or flushing. Generally a combination of methods, depending on the availability of equipment, type of dirt encountered and other factors will be used. In areas of heavy snowfall, special snow-clearing equipment may be used on occasion.
Hand sweeping is generally done in the daytime and confined to cleaning of gutters or spot cleaning of pavements or adjacent areas. The equipment used consists of brooms, scrapers and shovels. One sweeper generally patrols a specified route and cleans about 9 km of curb per shift under favourable conditions; however, this may be reduced in congested business districts.
Dirt collected by one-person sweeping is placed in a cart which he or she pushes ahead and dumps in boxes placed at intervals along his or her route; these boxes are emptied periodically into refuse trucks. In group sweeping, dirt is swept into piles along the gutters and loaded directly into trucks. Normally a group of 8 sweepers will have 2 workers assigned as loaders. Group sweeping is particularly effective for massive clean-up jobs such as after storms, parades or other special events.
Advantages of hand sweeping are: it is easily adjusted to meet changing cleaning loads; it can be used in areas inaccessible to machines; it can be conducted in heavy traffic with minimum interference with vehicle movement; it can be done in freezing weather and it can be used on pavements where surface conditions do not permit machine cleaning. Disadvantages are: the work is dangerous in traffic; it raises dust; dirt piled in gutters may be dispersed by wind or traffic if not collected promptly; and hand sweeping may be costly in labour-expensive areas.
Hose flushing is not considered an economical operation today; however, it is effective where there is a large amount of dirt or mud adhering to the pavement surfaces, where there are large numbers of parked vehicles or in market areas. It is generally done at night by a two-person crew, one of whom handles the hose nozzle and directs the stream and the other connects hose to the hydrant. Equipment consists of hoses, hose nozzles and hydrant wrenches.
Machine sweepers consist of motorized chassis mounted with brushes, conveyors, sprinklers and storage bins. They are generally used in late evening or early morning hours in business districts and during the day in residential areas. Cleaning action is confined to the gutters and adjacent areas where most dirt accumulates.
The machine is operated by one worker and can be expected to clean approximately 36 km of curb during an 8 hour shift. Factors affecting output are: number of times and distance which must be travelled to dump dirt or pick up sprinkling water; traffic density; and amount of dirt collected.
The advantages of machine sweepers are: they clean well, rapidly and raise no dust when sprinklers are used; they pick up the dirt as they clean; they can be used at night; and they are relatively economical. The disadvantages are: they cannot clean under parked cars or in off-pavement areas; they are not effective on rough, wet or muddy streets; the sprinkler cannot be used in freezing weather and dry sweeping raises dust; and they require skilled operators and maintenance personnel.
Flushing machines are essentially water tanks mounted on a motorized chassis which is fitted with a pump and nozzle to provide pressure and direct the stream of water against the pavement surface. The machine can be expected to clean about 36 km of 7 m wide pavement during an 8 hour shift.
The advantages of flushing machines are: they can be used effectively on wet or muddy pavements; they clean rapidly, well and under parked cars without raising dust; and they can operate at night or in light traffic. The disadvantages are: they require additional cleaning to be effective where street, litter or sewer conditions are not favourable; they annoy pedestrians or vehicle operators who are splashed; they cannot be used in freezing weather; and they require skilled operators and maintenance personnel.
Hazards and Their Prevention
Street cleaning is a hazardous occupation due to the fact that it is conducted in traffic and is concerned with dirt and refuse, with the possibility of infection, cuts from broken glass, tins and so on. In crowded areas, hand sweepers may be exposed to a considerable amount of carbon monoxide and to a high level of noise.
Traffic hazards are protected against by training sweepers in ways of avoiding danger, such as arranging work against the traffic flow and providing them with highly visible clothing as well as attaching red flags or other warning devices to their carts. Machine sweepers and flushers are made visible by fitting them with flashing lights, waving flags and painting them distinctively.
Street cleaners, and in particular hand sweepers, are exposed to all the vagaries of weather and occasionally may have to work in very severe conditions. Illness, infection and handling accidents can in part be prevented by the use of PPE and in part by training. Mechanical equipment such as that used for snow cleaning should be operated only by trained workers.
There should be a conveniently accessible central point providing good washing facilities (including showers where practicable), a cloakroom with arrangements for changing and drying clothes, a messroom and a first-aid room. Periodical medical examination is desirable.
Environmental Concerns of Snow Disposal
Snow removal and disposal introduces a set of environmental concerns related to the potential deposition of debris, salts, oil, metals and particulates in local waterbodies. A particular danger exists from the concentration of particulates, such as lead, that originate in atmospheric emissions from industrialized areas and automobiles. The danger of melt-water runoff to aquatic organisms and the risk of soil and groundwater contamination has been countered by the adoption of safe handling practices that protect sensitive areas from exposure. Snow disposal guidelines have been adopted in several Canadian provinces (e.g., Quebec, Ontario, Manitoba).
" DISCLAIMER: The ILO does not take responsibility for content presented on this web portal that is presented in any language other than English, which is the language used for the initial production and peer-review of original content. Certain statistics have not been updated since the production of the 4th edition of the Encyclopaedia (1998)."