In most established markets around the world, soft drinks now rank first among manufactured beverages, surpassing even milk and coffee in terms of per capita consumption.
Including ready-to-drink, packaged products and bulk mixes for fountain dispensing, soft drinks are available in almost every conceivable size and flavour and in virtually every channel of retail distribution. Complementing this universal availability, much of the soft drink category’s growth can be attributed to convenient packaging. As consumers have become increasingly mobile, they have opted for easier-to-carry packaged goods. With the advent of the aluminium can and, more recently, the resealable plastic bottle, soft drink packaging has become lighter and more portable.
Stringent quality-control standards and state-of-the-art water treatment processes also have afforded the soft drink industry a high degree of confidence regarding product purity. Moreover, the manufacturing or bottling plants that produce soft drinks have evolved into highly mechanized, efficient and spotlessly clean food-processing facilities.
As early as the 1960s, most bottlers were producing beverages through machinery that ran at 150 bottles per minute. As product demand has continued to skyrocket, soft drink manufacturers have shifted to faster machinery. Thanks to advances in production technology, filling lines now are able to run in excess of 1,200 containers per minute, with minimal downtime except for product or flavour changes. This highly automated environment has allowed soft drink manufacturers to reduce the number of employees required to operate the lines (see figure 1). Still, as production efficiencies have risen dramatically, plant safety has remained an ever-important consideration.
Figure 1. Control panel in an automated soft drink plant in Novosibirsk, Russia.

Soft drink bottling or manufacturing involves five major processes, each with its own safety issues that must be evaluated and controlled:
- treating water
- compounding ingredients
- carbonating product
- filling product
- packaging.
See figure 2.
Figure 2. Flow chart of basic bottling operations.
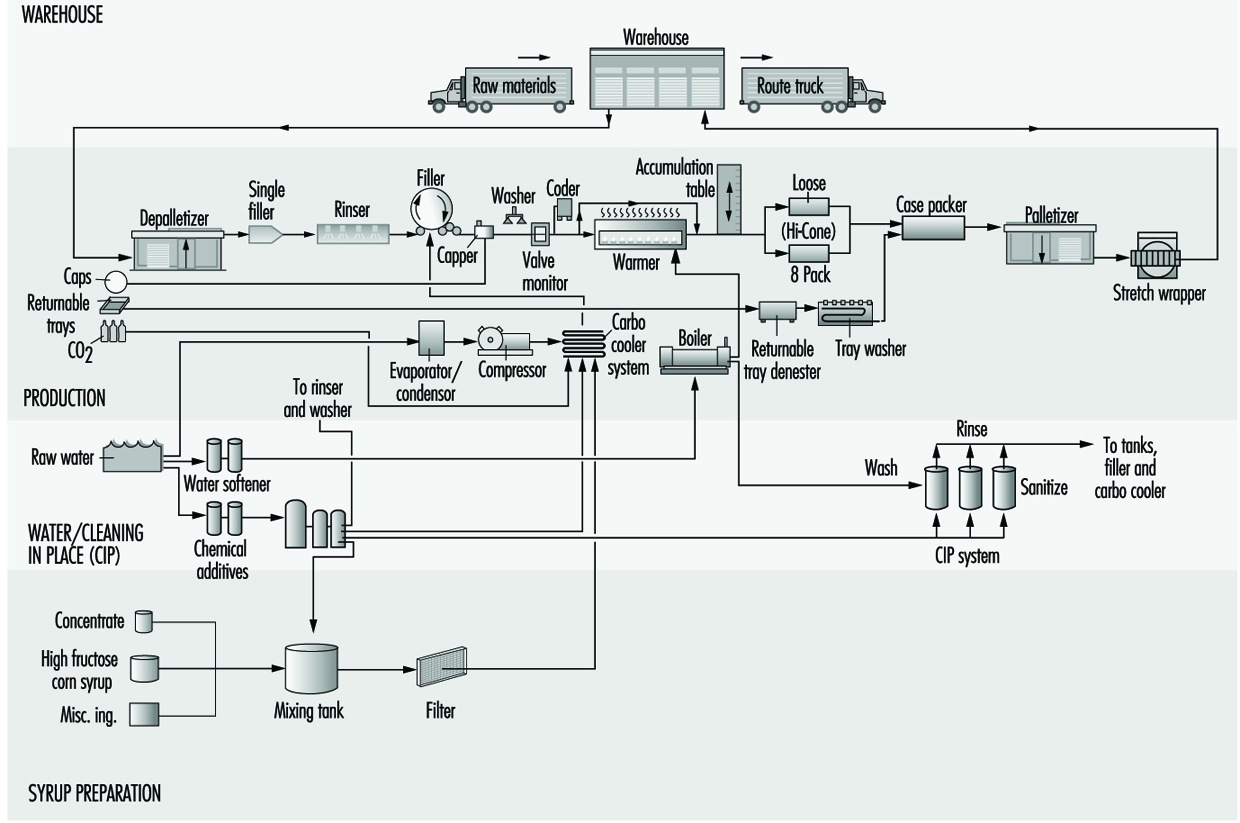
Soft drink manufacturing starts with water, which is treated and cleansed to meet exacting quality-control standards, usually exceeding the quality of the local water supply. This process is critical to achieving high product quality and consistent taste profiles.
As ingredients are being compounded, the treated water is piped into large, stainless-steel tanks. This is the stage at which various ingredients are added and mixed. Diet beverages are mixed with artificial, non-nutritive sweeteners such as aspartame or saccharin, whereas regularly sweetened drinks typically use liquid sugars like fructose or sucrose. It is during this stage of the production process that food colouring may be added. Flavoured, sparkling waters receive the desired flavouring at this stage, while plain waters are stored in the mixing tanks until the filling line calls for them. It is common for bottling companies to purchase concentrate from other firms.
In order for carbonation (absorption of carbon dioxide (CO2)) to occur, soft drinks are cooled using large, ammonia-based refrigeration systems. This is what gives carbonated products their effervescence and texture. CO2 is stored in a liquid state and piped into carbonation units as needed. This process can be manipulated to control the required rate of beverage absorption. Depending upon the product, soft drinks may contain from 15 to 75 psi of CO2. Fruit-flavoured soft drinks tend to have less carbonation than colas or sparkling water. Once carbonated, the product is ready to be dispensed into bottles and cans.
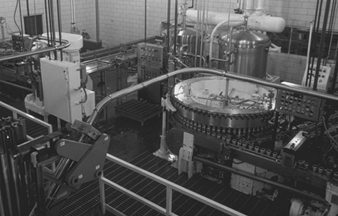
The filling room usually is separated from the rest of the facility, protecting open product from any possible contaminants. Again, the highly automated filling operation requires a minimal number of personnel. See figure 3 . Filling room operators monitor the equipment for efficiency, adding bulk lids or caps to the capping operation as necessary. Empty bottles and cans are transported automatically to the filling machine via bulk material-handling equipment.
Figure 3. Soft drink canning line showing filling operations.
Stringent quality-control procedures are followed throughout the production process. Technicians measure many variables, including CO2, sugar content and taste, to ensure that finished drinks meet required quality standards.
Packaging is the last stage prior to warehousing and delivery. This process also has become highly automated. Meeting various marketplace requirements, bottles or cans enter the packaging machinery and may be wrapped with cardboard to form cases or placed into reusable plastic trays or shells. The packaged products then enter a palletizing machine, which automatically stacks them onto pallets. (See figure 4.) Next, the loaded pallets are moved—typically via fork-lift—to a warehouse, where they are stored.
Figure 4. Eight-packs of 2-litre soft drink plastic bottles on the way to an automatic palletizer.

Hazard Prevention
Lifting-related injuries—especially to employees’ backs and shoulders—are not uncommon in the beverage business. While many technological advances have been made in material handling over the years, the industry continues to seek safer, more efficient ways to move heavy product.
Certainly, employees must be provided with the proper training on safe work practices. Injuries also can be minimized by limiting exposure to lifting through enhanced work-station design. Adjustable tables can be used to raise or lower material to waist level, for example, so that employees do not have to bend and lift as much. In this manner, most weight-related stress is transferred to a piece of equipment instead of the human body. All beverage manufacturers should implement ergonomics programmes that identify work-related hazards and minimize the risks—either through modification or by developing better equipment. A reasonable means to that end is job rotation, which reduces employee exposure to high-risk tasks.
The use of machine guarding is another critical component of safe beverage manufacturing. Equipment such as fillers and conveyors move at high speeds and, if left unguarded, could snag employee clothing or body parts, causing potentially severe injuries. Conveyors, pulleys, gears and spindles must have appropriate covers to prevent employee contact. Overhead conveyors can create an additional hazard of falling cases. Netting or wire-mesh screens should be installed to protect against this danger. Maintenance programmes should dictate that all guarding which is removed for repair be replaced as soon as repair work is completed.
Since wet conditions are prevalent in the filling room, adequate drainage is necessary to keep liquid from accumulating on nearby walkways. In order to avoid slip-and-fall injuries, proper efforts must be made to keep floors as dry as possible. While steel-toed shoes usually are not required in the filling room, slip-resistant soles are highly recommended. Shoes should be selected based on the slip coefficient of the sole. Additionally, all electrical equipment should be properly grounded and protected from any moisture. Employees must take precautions to dry the areas around equipment before any electrical work begins.
Good housekeeping practices and routine inspections also are beneficial in keeping the workplace hazard-free. By taking these comparatively simple steps, management can be sure that all equipment is in good operating condition and properly stored. Emergency equipment such as fire extinguishers and eyewash stations also should be inspected for proper operation.
Although most of the chemicals present in bottling plants are not extremely hazardous, every operation uses flammable substances, acids, caustics, corrosives and oxidants. Appropriate work practices should be developed so employees know how to work safely with these chemicals. They must be taught how properly to store, handle and dispose of the chemicals and how to wear protective gear. Training should cover the location and operation of emergency response equipment. Eyewash stations and showers can minimize injury to anyone who is accidentally exposed to a hazardous chemical.
It also is necessary to install equipment such as chemical booms and dykes, as well as absorbent material, to be used in the event of a spill. Properly designed hazardous chemical storage facilities will minimize the risk of employee injury, too. Flammables should be separated from corrosives and oxidants.
The large tanks used for mixing ingredients, which need to be entered and cleaned routinely, are considered confined spaces. See the box on confined spaces in this chapter for information on the related hazards and precautions.
Mechanized equipment has become increasingly complex, often controlled by remote computers, pneumatic lines or even gravity. Employees must be sure that this equipment has been de-energized before it is serviced. Proper de-energizing procedures must be developed to guarantee the safety of those who maintain and repair this equipment. Energy must be shut off and locked out at its source so that the unit being serviced cannot be accidentally energized, causing potentially fatal injuries to service employees or nearby line operators.
Safety training and written de-energizing procedures are critical for each piece of equipment. Emergency stop switches should be strategically placed on all equipment. Interlocked safety devices are used to stop the equipment automatically when doors are opened or light beams are interrupted. Employees must be informed, however, that these devices cannot be relied upon to completely de-energize the equipment, but only to stop it in an emergency. Emergency stop switches cannot take the place of a proven de-energizing procedure for equipment maintenance.
Chlorine, which is used in the water treatment area, could be hazardous in the event of an accidental release. Chlorine typically comes in steel cylinders, which should be stored in an isolated, well-ventilated area and secured from tipping. Employees should be trained to follow safe cylinder-changing procedures. They also should be taught how to take quick, decisive action if an accidental release of chlorine occurs. In the late 1990s new chlorine compounds are gradually replacing the need for chlorine gas. Although still hazardous, these compounds are much safer to handle than gas.
Ammonia is used as a refrigerant in bottling operations. Typically, large ammonia systems can create a health hazard in the event of a leak or a spill. Bottling facilities should develop emergency response procedures to identify the responsibilities of involved employees. Those who are required to respond to such an emergency must be trained in spill response and respirator use. In the event of a leak or spill, respirators should be immediately available, and all non-essential personnel evacuated to safe areas until the situation is controlled.
CO2, which is used in the filling operation, also can create health concerns. If filling rooms and adjacent work areas are not adequately ventilated, CO2 accumulation can displace oxygen in employees’ breathing zones. Facilities should be monitored regularly for elevated CO2 levels and, if they are detected, ventilation systems should be inspected to determine the cause for this occurence. Additional ventilation may be required to correct the situation.
Technological advances have made available better sound-absorption material for insulating or muffling motors and gears in most equipment. Still, given the function and size of filling equipment, noise levels generally exceed 90 dBA in this area. Employees who are exposed to this level of noise for an 8-hour weighted average must be protected. Good hearing protection programmes should include research on better ways to control noise; employee education on related health effects; personal noise protection; and training on how to use hearing protection devices, the wearing of which must be enforced in high-noise areas. Employee hearing must be routinely checked.
Fork-lifts are operated throughout the bottling plant and their safe use is imperative. In addition to demonstrating their driving skills, potential operators must understand fork-lift safety principles. Licenses are commonly issued to show that a minimum level of competency has been achieved. Fork-lift safety programmes should include a pre-use inspection process, whereby the vehicles are checked to ensure that all safety equipment is in place and working. Any deficient conditions should be immediately reported and corrected. Gas or liquid petroleum (LP) fork-lifts generate carbon monoxide as a by-product of combustion. Such emissions can be minimized by keeping the fork-lift engines tuned to manufacturers’ specifications.
Personal protective equipment (PPE) is common throughout the bottling facility. Filling-room employees wear eye and ear protection. Sanitation crews wear face, hand and foot protection that is appropriate for the chemicals they are exposed to. While slip-resistant shoes are recommended throughout the plant, maintenance employees should also have the added protection of steel-toed shoes. The key to a good PPE programme is to identify and evaluate the potential hazards associated with each job and to determine whether those hazards can be eliminated through engineering changes. If not, PPE must be selected to address the specific hazard at hand.
Management’s role is critical in identifying hazards and developing practices and procedures to minimize them in the workplace. Once developed, these practices and procedures must be communicated to employees so that they can perform their jobs safely.
As plant technology continues to advance—providing better equipment, new guards and protective devices—soft drink bottlers will have even more ways to maintain the safety of their workforce.