Adapted from 3rd edition, Encyclopaedia of Occupational Health and Safety.
Acknowledgements: The description of hot- and cold-rolling mill operations is used with permission of the American Iron and Steel Institute.
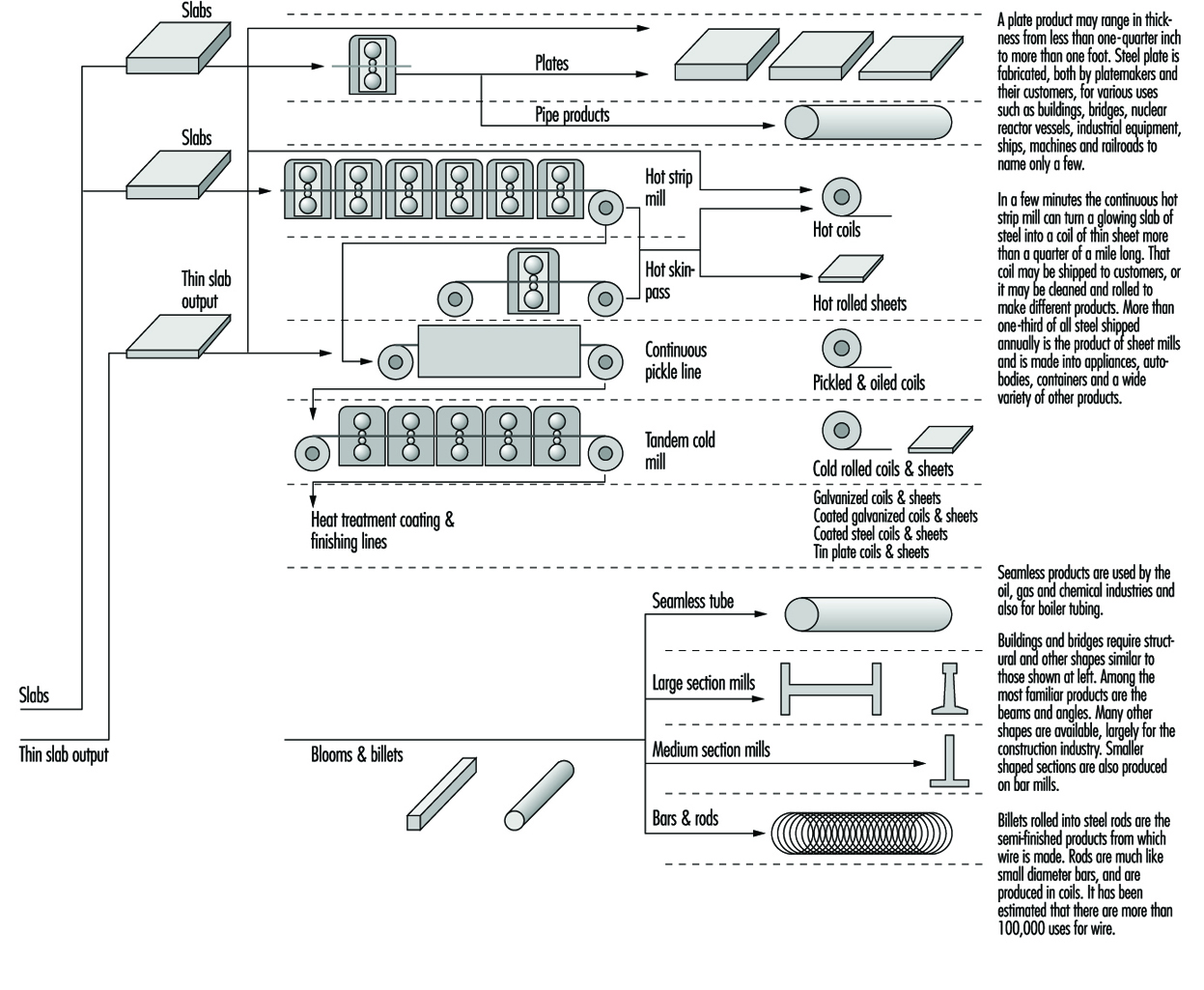
Hot slabs of steel are converted into long coils of thin sheets in continuous hot strip mills. These coils may be shipped to customers or may be cleaned and cold rolled to make products. See figure 1 for a flow line of the processes.
Figure 1. Flow line of hot- & cold-rolled sheet mill products
Continuous Hot Rolling
A continuous hot-rolling mill may have a conveyor that is several thousand feet long. The steel slab exits from a slab reheating furnace onto the beginning of the conveyor. Surface scale is removed from the heated slab, which then becomes thinner and longer as it is squeezed by horizontal rolls at each mill, usually called roughing stands. Vertical rolls at the edges help control width. The steel next enters the finishing stands for final reduction, travelling at speeds up to 80 kilometres per hour as it crosses the cooling table and is coiled.
The hot-rolled sheet steel is normally cleaned or pickled in a bath of sulphuric or hydrochloric acid to remove surface oxide (scale) formed during hot rolling. A modern pickler operates continuously. When one coil of steel is almost cleaned, its end is sheared square and welded to the start of a new coil. In the pickler, a temper mill helps break up the scale before the sheet enters the pickling or cleaning section of the line.
An accumulator is located beneath the rubber-lined pickling tanks, the rinsers and the dryers. The sheet accumulated in this system feeds into the pickling tanks when the entry-end of the line is stopped to weld on a new coil. Thus it is possible to clean a sheet continuously at the rate of 360 m (1,200 feet) per minute. A smaller looping system at the delivery end of the line permits continuous line operation during interruptions for coiling.
Cold Rolling
Coils of cleaned, hot-rolled sheet steel may be cold rolled to make a product thinner and smoother. This process gives steel a higher strength-to-weight ratio than can be made on a hot mill. A modern five-stand tandem cold mill may receive a sheet about 1/10 inch (0.25 cm) thick and 3/4 of a mile (1.2 km) long; 2 minutes later that sheet will have been rolled to 0.03 inch (75 mm) thick and be more than 2 miles (3.2 km) long.
The cold-rolling process hardens sheet steel so that it usually must be heated in an annealing furnace to make it more formable. Coils of cold-rolled sheets are stacked on a base. Covers are placed over the stacks to control the annealing and then the furnace is lowered over the covered stacks. The heating and re-cooling of sheet steel may take 5 or 6 days.
After the steel has been softened in the annealing process, a temper mill is used to give the steel the desired flatness, metallurgical properties and surface finish. The product may be shipped to consumers as coils or further side-trimmed or sheared into cut lengths.
Hazards and Their Prevention
Accidents. Mechanization has reduced the number of trapping points at machinery but they still exist, especially in cold rolling plants and in finishing departments.
In cold rolling, there is a risk of trapping between the rolls, especially if cleaning in motion is attempted; nips of rolls should be efficiently guarded and strict supervision exercised to prevent cleaning in motion. Severe injuries may be caused by shearing, cropping, trimming and guillotine machines unless the dangerous parts are securely guarded. An effective lockout/tagout programme is essential for maintenance and repair.
Severe injuries may be sustained, especially in hot rolling, if workers attempt to cross roller conveyors at unauthorized points; an adequate number of bridges should be installed and their use enforced. Looping and lashing may cause extensive injuries and burns, even severing of lower limbs; where full mechanization has not eliminated this hazard, protective posts or other devices are necessary.
Special attention should be paid to the hazard of cuts to workers in strip and sheet rolling mills. Such injuries are not only caused by the thin rolled metal, but also by the metal straps used on coils, which may break during handling and constitute a serious hazard.
The use of large quantities of oils, rust inhibitors and so on, which are generally applied by spraying, is another hazard commonly encountered in sheet rolling mills. Despite the protective measures taken to confine the sprayed products, they often collect on the floor and on communication ways, where they may cause slips and falls. Gratings, absorbent materials and boots with non-slip soles should therefore be provided, in addition to regular cleaning of the floor.
Even in automated works, accidents occur in conversion work while changing heavy rollers in the stands. Good planning will often reduce the number of roll changes required; it is important that this work should not be done under pressure of time and that suitable tools be provided.
The automation of modern plants is associated with numerous minor breakdowns, which are often repaired by the crew without stopping the plant or parts of it. In such cases it may happen that it is forgotten to make use of necessary mechanical safeguards, and severe accidents may be the consequence. The fire hazard involved in repairs of hydraulic systems is frequently neglected. Fire protection must be planned and organized with particular care in plants containing hydraulic equipment.
Tongs used to grip hot material may knock together; the square spanners used to move heavy rolled sections by hand may cause serious injuries to the head or upper torso by backlash. All hand tools should be well designed, frequently inspected and well maintained. The tongs used at the mills should have their rivets renewed frequently; ring spanners and impact wrenches should be provided for roll changing crews; bent-out, open-ended spanners should not be used. Workers should receive adequate training in the use of all hand tools. Proper storage arrangements should be made for all hand tools.
Many accidents may be caused by faulty lifting and handling and by defects in cranes and lifting tackle. All cranes and lifting tackle should be under a regular system of examination and inspection; particular care is needed in the storage and use of slings. Crane drivers and slingers should be specially selected and trained. There is always a risk of accidents from mechanical transport: locomotives, wagons and bogies should be well maintained and a well-understood system of warning and signalling should be enforced; clear passage ways should be kept for fork-lifts and other trucks.
Many accidents are caused through falls and stumbles or badly maintained floors, by badly stacked material, by protruding billet ends and cribbing rolls and so on. Hazards can be eliminated by good maintenance of all floor surfaces and means of access, clearly defined walkways, proper stacking of material and regular clearance of debris. Good housekeeping is essential in all parts of the plant including the yards. A good standard of illumination should be kept throughout the plant.
In hot rolling, burns and eye injuries may be caused by flying mill scale; splash guards can effectively reduce the ejection of scale and hot water. Eye injuries may be caused by dust particles or by whipping of cable slings; eyes may also be affected by glare.
Personal protective equipment (PPE) is of great importance in the prevention of rolling mill accidents. Hard hats, safety shoes, gaiters, arm protection, gloves, eye shields and goggles should be worn to meet the appropriate risk. It is essential to secure the cooperation of employees in the use of protective devices and the wearing of protective clothing. Training, as well as an effective accident prevention organization in which workers or their representatives participate, is important.
Heat. Radiant heat levels of up to 1,000 kcal/m2 have been measured at work points in rolling mills. Heat stress diseases are a concern, but workers in modern mills usually are protected through the use of air-conditioned pulpits. See the article “Iron and steel making” for information on prevention.
Noise. Considerable noise develops in the entire rolling zone from the gearbox of the rolls and straightening machines, from pressure water pumps, from shears and saws, from throwing finished products into a pit and from stopping movements of the material with metal plates. The general level of operating noises can be around 84-90dBA, and peaks up to 115 dBA or more are not unusual. See the article “Iron and steel making” for information on prevention.
Vibration. Cleaning of the finished products with high-speed percussion tools may lead to arthritic changes of the elbows, shoulders, collarbone, distal ulna and radius joint, as well as lesions of the navicular and lunatum bone.
Joint defects in the hand and arm system may be sustained by rolling mill workers, owing to the recoiling and rebounding effect of the material introduced into the gap between the rolls.
Harmful gases and vapours. When lead-alloyed steel is rolled or cutting-off discs containing lead are used, toxic particles may be inhaled. It is therefore necessary constantly to monitor lead concentrations at the workplace, and workers liable to be exposed should regularly undergo medical examination. Lead may also be inhaled by flame scarfers and gas cutters, who may at the same time be exposed to nitrogen oxides (NOx), chromium, nickel and iron oxide.
Butt welding is associated with the formation of ozone, which may cause, when inhaled, irritation similar to that due to NOx. Pit-furnace and reheating-furnace attendants may be exposed to harmful gases, the composition of which depends on the fuel used (blast-furnace gas, coke-oven gas, oil) and generally includes carbon monoxide and sulphur dioxide. LEV or respiratory protection may be necessary.
Workers lubricating rolling-mill equipment with oil mist may suffer health impairment due to the oils used and to the additives they contain. When oils or emulsions are used for cooling and lubricating, it should be ensured that the proportions of oil and additives are correct in order to preclude not only irritation of the mucosae but also acute dermatitis in exposed workers. See the article “Industrial lubricants, metal working fluids and automotive oils” in the chapter Metal processing and metal working industry.
Large amounts of degreasing agents are used for the finishing operations. These agents evaporate and may be inhaled; their action is not only toxic, but also causes deterioration of the skin, which may be degreased when solvents are not handled properly. LEV should be provided and gloves should be worn.
Acids. Strong acids in pickling shops are corrosive to skin and mucous membranes. Appropriate LEV and PPE should be used.
Ionizing radiation. X rays and other ionizing radiation equipment may be used for gauging and examining; strict precautions in accordance with local regulations are required.