- You are here:
-
Home

-
Part XIII. Manufacturing Industries
-
Metal Processing and Metal Working Industry
- Metal Processing and Metal Working
Woodworking Processes
For the purposes of this article, the processes of the woodworking industry will be considered to start with the reception of converted timber from the sawmill and continue until the shipping of a finished wood article or product. Earlier stages in the handling of wood are dealt with in the chapters Forestry and Lumber industry.
The woodworking industry produces furniture and a variety of building materials, ranging from plywood floors to shingles. This article covers the main stages in the processing of wood for the production of wooden products, which are machine working of natural wood or manufactured panels, assembly of machined parts and surface finishing (e.g., painting, staining, lacquering, veneering and so on). Figure 1 is a flow diagram for wood furniture manufacturing, which covers nearly the whole range of these processes.
Figure 1. Flow diagram for wood furniture manufacturing

Drying. Some furniture manufacturing facilities may purchase dried lumber, but others perform drying onsite using a drying kiln or oven, fired by a boiler. Usually wood waste is the fuel.
Machining. Once the lumber is dried, it is sawed and otherwise machined into the shape of the final furniture part, such as a table leg. In a normal plant, the wood stock moves from rough planer, to cutoff saw, to rip saw, to finish planer, to moulder, to lathe, to table saw, to band saw, to router, to shaper, to drill and mortiser, to carver and then to a variety of sanders.
Wood can be hand carved/worked with a variety of hand tools, including chisels, rasps, files, hand saws, sandpaper and the like.
In many instances, the design of furniture pieces requires bending of certain wooden parts. This occurs after the planing process, and usually involves the application of pressure in conjunction with a softening agent, such as water, and increased atmospheric pressure. After bending into the desired shape, the piece is dried to remove excess moisture.
Assembly. Wood furniture can either be finished and then assembled, or the reverse. Furniture made of irregularly shaped components is usually assembled and then finished.
The assembly process usually involves the use of adhesives (either synthetic or natural) in conjunction with other joining methods, such as nailing, followed by the application of veneers. Purchased veneers are trimmed to correct size and patterns, and bonded to purchased chipboard.
After assembly, the furniture part is examined to ensure a smooth surface for finishing.
Pre-finishing. After initial sanding, an even smoother surface is attained by spraying, sponging or dipping the furniture part with water to cause the wood fibres to swell and “raise”. After the surface has dried, a solution of glue or resin is applied and allowed to dry. The raised fibres are then sanded down to form a smooth surface.
If the wood contains rosin, which can interfere with the effectiveness of certain finishes, it may be derosinated by applying a mixture of acetone and ammonia. The wood is then bleached by spraying, sponging or dipping the wood into a bleaching agent such as hydrogen peroxide.
Surface finishing. Surface finishing may involve the use of a large variety of coatings. These coatings are applied after the product is assembled or in a flat line operation before assembly. Coatings could normally include fillers, stains, glazes, sealers, lacquers, paints, varnishes and other finishes. The coatings may be applied by spray, brush, pad, dip, roller or flow-coating machine.
Coatings can be either solvent based or water based. Paints may contain a wide variety of pigments, depending on the desired colour.
Hazards and Precautions
Machining safety
Woodworking manufacturing has many of the hazards to safety and health that are common to general industry, with a much larger proportion of extremely hazardous equipment and operations than most. Consequently, safety requires constant attention to safe work habits by employees, vigilant supervision, and maintenance of a safe work environment by employers.
Although in many instances woodworking machinery and equipment may be purchased without the necessary guards and other safety devices, it is management’s responsibility to provide adequate safeguards before such machinery and equipment is used. See also the articles “Routing machines” and “Wood planing machines”.
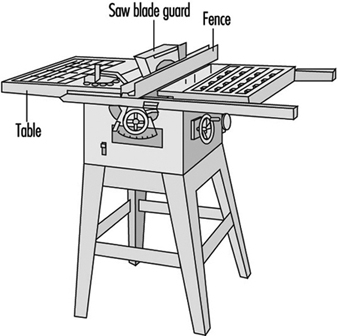
Sawing machines. Employees should be made aware of the safe operating practices necessary for the proper use of various woodworking saws (see figure 2 and figure 3).
Figure 2. Band saw

Specific guidelines are as follows:
1. When feeding a table saw, hands must be kept out of the line of the cut. No guard can prevent a person’s hand from following the stock into the saw. When ripping with the fence gauge near the saw, a push stick or suitable jig must be used to complete the cut. See figure 4.
Figure 4. Push sticks

2. The saw blade must be positioned so as to minimize its protrusion above the stock; the lower the blade, the less chance for kickbacks. It is good practice to stand out of the line of the stock being ripped. A heavy leather apron or other guard for the abdomen is recommended.
3. Freehand sawing is always dangerous. The stock must always be held against a gauge or fence. See figure 3.
4. The saw must be appropriate for the job. For instance, it is an unsafe practice to rip with a table saw not equipped with a non-kickback device. Kickback aprons are recommended.
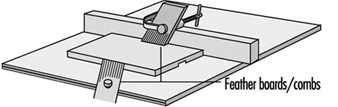
5. The dangerous practice of removing a hood guard because of narrow clearance on the gauge side can be avoided by clamping a filler board to the table between the gauge and the saw and using it to guide the stock. Employees must never be permitted to bypass guards. Combs, featherboards (see figure 5) or suitable jigs must be provided where standard guards cannot be used.
Figure 5. Featherboards & combs
6. Crosscutting long boards on a table saw should be avoided because the operator is required to use considerable hand pressure near the saw blade. Also, boards extending beyond the table may be struck by people or trucks. Long stock should be crosscut on a swing pull saw or radial arm saw with adequate supporting bench.
7. Work that should be done on special power-feed machines should not be done on general-purpose hand-fed machines.
8.To set a gauge of a table saw without taking off the guards, a permanent mark should designate the line of cut on the table top.
9. It is considered safe practice to bring equipment to a complete stop before adjusting blades or fences, and to disconnect the power source when changing blades.
10. A brush or stick should be used to clean sawdust and scrap from a saw.
A table saw is also called a variety saw because it can perform a wide variety of sawing functions. For this reason the operator should have a variety of guards, because no one guard can protect from every function. See figure 3.
Cutting machines. Cutting machines can also be hazardous if not adequately guarded and always used with respect and alertness. Cutting tools should be kept well sharpened and correctly balanced on their spindles.
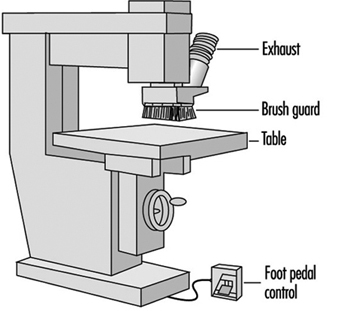
The router shown in figure 6 has a brush guard. Other routers may have a ring guard, a round guard that encircles the router bit. The purpose of guards is to keep the hands away from the cutting bit. Computer numerical controlled (CNC) routers may have several bits and are high production machines. On CNC machines the operator’s hands are kept further from the bit area. However, another problem is the high amount of wood dust. See also the article “Routing machines”.
Figure 6. Router
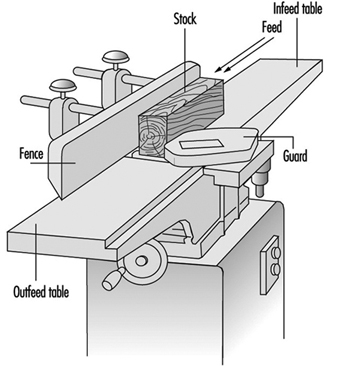
Guarding on a jointer or surface planing machine is mainly to keep the operator’s hands away from the revolving knives. The “mutton chop”-type guard allows only the portion of the knives which are cutting the stock to be exposed (see figure 7). The exposed portion of the knives behind the fence should also be guarded.
Figure 7. Jointer
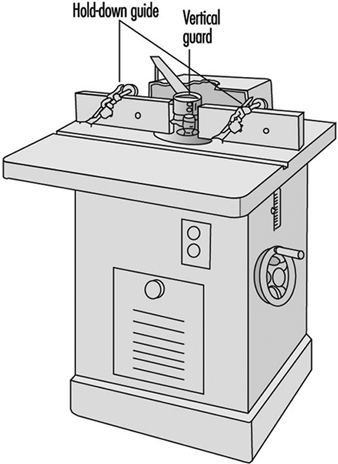
The shaper is a potentially very dangerous machine (see figure 8). If the shaper knives become separated from the above and below collars on the arbor, they can be thrown with great force. Also, stock must often be held close to the knives. This holding must be done with a fixture instead of by the operator’s hands. Featherboards can be used to hold the stock down against the table. Ring or saucer guards should be used whenever possible. A saucer guard is a round, flat, plastic disk that is mounted horizontally on the arbor above the shaper knives.
Figure 8. Shaper
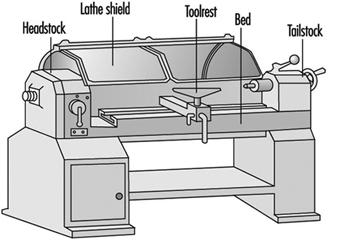
A lathe should be guarded by a hood guard because there is a danger of the stock being thrown from the machine. See figure 9. It is good practice for the hood to be interlocked with the motor so the lathe cannot be run unless the hood guard is in place.
Figure 9. Lathe
A ripsaw should have anti-kickback fingers installed to prevent the stock from reversing its direction and striking the operator. See figure 10. Also, the operator should wear a padded apron to lessen the impact if a kickback does occur.
Figure 10. Ripsaw

Because the radial arm saw blade can be tilted sideways, a guard must be used which will not lie into the blade. See figure 11.
Figure 11. Radial arm saw

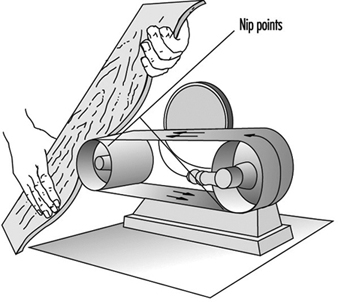
Sanding machines. Machined stock pieces are sanded down using belt, jitterbug, disc, drum or orbital sanders. Nip points are created in sanding belts. See figure 12. Often these nip points can be guarded with a hood which will also be part of a dust exhaust system.
Figure 12. Sander
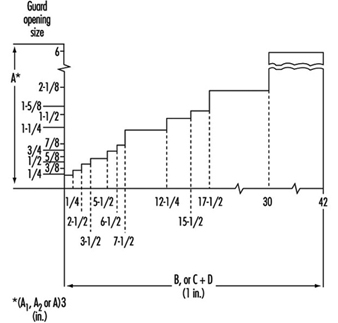
Machine guarding. Figure 13 illustrates that the opening between a guard and the point of contact must be decreased as the distance decreases.
Figure 13. Distance between guard & point of operation
Miscellaneous machine safety concerns. Care must be taken that the use of stock-clamping/holding devices do not create additional hazards.
Most woodworking machines create the necessity of the operator (and helper) wearing eye protection.
It is common practice for employees to blow dust off of themselves with compressed air. They should be cautioned to keep air pressure below 30 psi and to avoid blowing into eyes or open cuts.
Wood dust hazards
Machines that produce wood dust should be equipped with dust-collecting systems. If the exhaust system is inadequate to dispose of the wood dust, the operator may need to wear a dust respirator. The International Agency for Research on Cancer (IARC) has now determined that “there is sufficient evidence in humans for the carcinogenicity of wood dust”, and that “Wood dust is carcinogenic to humans (Group 1)”. Other studies indicate that wood dust may prove an irritant to the mucous membranes of the eyes, nose and throat. Some toxic woods are more actively pathogenic and may produce allergic reactions and occasionally pulmonary disorders and systemic poisoning. See table 1.
Table 1. Poisonous, allergenic and biologically active wood varieties
|
Scientific names |
Selected commercial names |
Family |
Health Impairment |
|
Abies alba Mill (A. pectinata D.C.) |
Silver fir |
Pinaceae |
Dermatitis; conjunctivitis-rhinitis; asthma |
|
Acacia spp. |
Australian blackwood |
Mimosaceae |
Dermatitis; conjunctivitis-rhinitis; asthma; toxic effects |
|
Acer spp. |
Maple |
Aceraceae |
Dermatitis |
|
Afrormosia elata Harms. |
Afrormosia, kokrodua, asamala, obang, oleo pardo, bohele, mohole |
Papilionaceae |
Dermatitis; conjunctivitis-rhinitis; asthma |
|
Afzelia africana Smith |
Doussié, afzelia, aligua, apa, chanfuta, lingue merbau, intsia, hintsy |
Caesalpinaceae |
Dermatitis; conjunctivitis-rhinitis; asthma |
|
Agonandra brasiliensis Miers |
Pao, marfim, granadillo |
Olacaceae |
Dermatitis |
|
Ailanthus altissima Mill |
Chinese sumac |
Simaroubaceae |
Dermatitis |
|
Albizzia falcata Backer |
Iatandza |
Mimosaceae |
Dermatitis; conjunctivitis-rhinitis; asthma; |
|
Alnus spp. |
Common alder |
Betulaceae |
Dermatitis; conjunctivitis-rhinitis; asthma |
|
Amyris spp. |
Venezuelan or West Indian sandalwood |
Rutaceae |
Dermatitis; toxic effects |
|
Anacardium occidentale L. |
Cashew |
Anacardiaceae |
Dermatitis |
|
Andira araroba Aguiar. (Vataireopsis araroba Ducke) |
Red cabbage tree |
Papilionaceae |
Dermatitis; conjunctivitis-rhinitis; asthma |
|
Aningeria spp. |
Aningeria |
Sapotaceae |
Conjunctivitis-rhinitis; asthma |
|
Apuleia molaris spruce (A. leiocarpa MacBride) |
Redwood |
Caesalpinaceae |
Dermatitis; toxic effects |
|
Araucaria angustifolia O. Ktze |
Parana pine, araucaria |
Araucariaceae |
Toxic effects |
|
Aspidosperma spp. |
Red peroba |
Apocynaceae |
Dermatitis; conjunctivitis- |
|
Astrocaryum spp. |
Palm |
Palmaceae |
Dermatitis; toxic effects |
|
Aucoumea klaineana Pierre |
Gabon mahogany |
Burseraceae |
Dermatitis; conjunctivitis-rhinitis; asthma; allergic extrinsic alveolitis |
|
Autranella congolensis |
Mukulungu, autracon, elang, bouanga, kulungu |
Sapotaceae |
Dermatitis |
|
Bactris spp. (Astrocaryum spp.) |
Palm |
Palmaceae |
Dermatitis; toxic effects |
|
Balfourodendron riedelianum Engl. |
Guatambu, gutambu blanco |
Rutaceae |
Dermatitis |
|
Batesia floribunda Benth. |
Acapu rana |
Caesalpinaceae |
Toxic effects |
|
Berberis vulgaris L. |
Barberry |
Berberidaceae |
Toxic effects |
|
Betula spp. |
Birch |
Betulaceae |
Dermatitis |
|
Blepharocarva involucrigera F. Muell. |
Rosebutternut |
Anacardiaceae |
Dermatitis; conjunctivitis-rhinitis; asthma |
|
Bombax brevicuspe Sprague |
Kondroti, alone |
Bombacaceae |
Dermatitis |
|
Bowdichia spp. |
Black sucupira |
Papilionaceae |
Dermatitis |
|
Brachylaena hutchinsii Hutch. |
Muhuhu |
Compositae |
Dermatitis |
|
Breonia spp. |
Molompangady |
Rubiaceae |
Dermatitis |
|
Brosimum spp. |
Snakewood, letterwood, tigerwood |
Moraceae |
Dermatitis; conjunctivitis-rhinitis; asthma; toxic effects |
|
Brya ebenus DC. (Amerimnum ebenus Sw.) |
Brown ebony, green ebony, Jamaican ebony, tropical American ebony |
Papilionaceae |
Dermatitis |
|
Buxus sempervirens L. |
European boxwood, East London b., Cape b. |
Buxaceae |
Dermatitis; conjunctivitis-rhinitis; asthma; toxic effects |
|
Caesalpinia echinata Lam. (Guilandina echinata Spreng.) |
Brasilwood |
Caesalpinaceae |
Dermatitis; toxic effects |
|
Callitris columellaris F. Muell. |
White cypress pine |
Cupressaceae |
Dermatitis; conjunctivitis-rhinitis; asthma |
|
Calophyllum spp. |
Santa maria, jacareuba, kurahura, galba |
Guttiferae |
Dermatitis; toxic effects |
|
Campsiandra laurifolia Benth. |
Acapu rana |
Caesalpinaceae |
Toxic effects |
|
Carpinus betulus |
Hornbeam |
Betulaceae |
Dermatitis |
|
Cassia siamea Lamk. |
Tagayasan, muong ten, djohar |
Caesalpinaceae |
Dermatitis; conjunctivitis-rhinitis; asthma |
|
Castanea dentata Borkh |
Chestnut, sweet chestnut |
Fagaceae |
Dermatitis; conjunctivitis-rhinitis; asthma |
|
Castanospermum australe A. Cunn. |
Black bean, Australian or Moreton Bay chestnut |
Papilionaceae |
Dermatitis |
|
Cedrela spp. (Toona spp.) |
Red cedar, Australian cedar |
Meliaceae |
Dermatitis; conjunctivitis-rhinitis; asthma |
|
Cedrus deodara (Roxb. ex. Lamb.) G. Don |
Deodar |
Pinaceae |
Dermatitis; conjunctivitis-rhinitis; asthma |
|
Celtis brieyi De Wild. |
Diania |
Ulmaceae |
Dermatitis |
|
Chlorophora excelsa Benth. and Hook I. |
Iroko, gelbholz, yellowood, kambala, mvule, odum, moule, African teak, abang, tatajuba, fustic, mora |
Moraceae |
Dermatitis; conjunctivitis-rhinitis; asthma; allergic extrinsic alveolitis |
|
Chloroxylon spp. |
Ceylon satinwood |
Rutaceae |
Dermatitis; toxic effects |
|
Chrysophyllum spp. |
Najara |
Sapotaceae |
Dermatitis |
|
Cinnamomum camphora Nees and Ebeim |
Asian camphorwood, cinnamon |
Lauraceae |
Toxic effects |
|
Cryptocarya pleurosperma White and Francis |
Poison walnut |
Lauraceae |
Dermatitis; conjunctivitis-rhinitis; asthma; toxic effects |
|
Dacrycarpus dacryoides (A. Rich.) de Laub. |
New Zealand white pine |
Podocarpaceae |
Dermatitis; conjunctivitis-rhinitis; asthma |
|
Dacrydium cupressinum Soland |
Sempilor, rimu |
Podocarpaceae |
conjunctivitis-rhinitis; asthma |
|
Dactylocladus stenostachys Oliv. |
Jong kong, merebong, medang tabak |
Melastomaceae |
Toxic effects |
|
Dalbergia spp. |
Ebony |
Papilionaceae |
Dermatitis; conjunctivitis-rhinitis; asthma; |
|
Dialium spp. |
Eyoum, eyum |
Caesalpinaceae |
Dermatitis; conjunctivitis-rhinitis; asthma |
|
Diospyros spp. |
Ebony, African ebony |
Ebenaceae |
Dermatitis; conjunctivitis-rhinitis; asthma; toxic effects |
|
Dipterocarpus spp. |
Keruing, gurjum, yang, keruing |
Dipterocarpaceae |
Dermatitis |
|
Distemonanthus benthamianus Baill. |
Movingui, ayan, anyaran, Nigerian satinwood |
Caesalpinaceae |
Dermatitis |
|
Dysoxylum spp. |
Mahogany, stavewood, red bean |
Meliaceae |
dermatitis; conjunctivitis-rhinitis; asthma; toxic effects |
|
D. muelleri Benth. |
Rose mahogany |
||
|
Echirospermum balthazarii Fr. All. (Plathymenia reticulata Benth.) |
Vinhatico |
Mimosaceae |
Dermatitis; conjunctivitis-rhinitis; asthma |
|
Entandophragma spp. |
Tiama |
Meliaceae |
Dermatitis; |
|
Erythrophloeum guineense G. Don |
Tali, missanda, eloun, massanda, sasswood, erun, redwater tree |
Caesalpinaceae |
Dermatitis; conjunctivitis-rhinitis; asthma; toxic effects |
|
Esenbeckia leiocarpa Engl. |
Guaranta |
Rutaceae |
Dermatitis |
|
Eucalyptus spp. |
|
Myrtaceae |
Dermatitis; conjunctivitis-rhinitis; asthma |
|
Euxylophora paraensis Hub. |
Boxwood |
Rutaceae |
Dermatitis; conjunctivitis-rhinitis; asthma |
|
Excoecaria africana M. Arg. (Spirostachys africana Sand) |
African sandalwood, tabootie, geor, aloewood, blind-your-eye |
Euphorbiaceae |
Dermatitis; conjunctivitis-rhinitis; asthma; toxic effects |
|
Fagara spp. |
Yellow sanders, West Indian satinwood, atlaswood, olon, bongo, mbanza |
Rutaceae |
Dermatitis; conjunctivitis-rhinitis; asthma; toxic effects |
|
Fagus spp. (Nothofagus spp.) |
Beech |
Fagaceae |
Dermatitis; conjunctivitis-rhinitis; asthma |
|
Fitzroya cupressoides (Molina) Johnston |
Alerce |
Cupressaceae |
Dermatitis |
|
Flindersia australis R. Br. |
Australian teak, Queensland maple, maple |
Rutaceae |
Dermatitis |
|
Fraxinus spp. |
Ash |
Oleaceae |
Dermatitis |
|
Gluta spp. |
Rengas, gluta |
Anacardiaceae |
Dermatitis; toxic effects |
|
Gonioma kamassi E. Mey. |
Knysna boxwood, kamassi |
Apocynaceae |
Dermatitis; conjunctivitis-rhinitis; asthma; toxic effects |
|
Gonystylus bancanus Baill. |
Ramin, melawis, akenia |
Gonystylaceae |
Dermatitis; conjunctivitis-rhinitis; asthma; allergic extrinsic alveolitis |
|
Gossweilerodendron balsamiferum (Verm.) Harms. |
Nigerian cedar |
Caesalpinaceae |
Dermatitis; conjunctivitis-rhinitis; asthma |
|
Grevillea robusta A. Cunn. |
Silky oak |
Proteaceae |
Dermatitis |
|
Guaiacum officinale L. |
Gaiac, lignum vitae |
Zygophyllaceae |
Dermatitis; conjunctivitis-rhinitis; asthma |
|
Guarea spp. |
Bossé |
Meliaceae |
Dermatitis; conjunctivitis-rhinitis; asthma; toxic effects |
|
Halfordia scleroxyla F. Muell. |
Saffron-heart |
Polygonaceae |
Dermatitis; allergic extrinsic alveolitis |
|
Hernandia spp. |
Mirobolan, topolite |
Hernandiaceae |
Dermatitis |
|
Hippomane mancinella L. |
Beach apple |
Euphorbiaceae |
Dermatitis; conjunctivitis-rhinitis; asthma; toxic effects |
|
Illipe latifolia F. Muell. |
Moak, edel teak |
Sapotaceae |
Dermatitis |
|
Jacaranda spp. |
Jacaranda |
Bignoniaceae |
Dermatitis |
|
Juglans spp. |
Walnut |
Juglandaceae |
Dermatitis; conjunctivitis-rhinitis; asthma |
|
Juniperus sabina L. |
|
Cupressaceae |
Dermatitis; conjunctivitis-rhinitis; asthma; toxic effects |
|
Khaya antotheca C. DC. |
Ogwango, African mahogany, krala |
Meliaceae |
Dermatitis; allergic extrinsic alveolitis |
|
Laburnum anagyroides Medic. (Cytisus laburnum L.) |
Laburnum |
Papilionaceae |
Dermatitis; conjunctivitis-rhinitis; asthma; toxic effects |
|
Larix spp. |
Larch |
Pinaceae |
Dermatitis; conjunctivitis-rhinitis; asthma |
|
Liquidambar styracifolia L. |
Amberbaum, satin-nussbaum |
Hamamelidaceae |
Dermatitis |
|
Liriodendron tulipifera L. |
American whitewood, tulip tree |
Magnoliaceae |
Dermatitis |
|
Lovoa trichilioides Harms. (L. klaineana Pierre) |
Dibetou, African walnut, apopo, tigerwood, side |
Meliaceae |
dermatitis; conjunctivitis-rhinitis; asthma; toxic effects |
|
Lucuma spp. (Pouteria spp.) |
Guapeva, abiurana |
Sapotaceae |
Dermatitis; conjunctivitis-rhinitis; asthma |
|
Maba ebenus Wight. |
Makassar-ebenholz |
Ebenaceae |
Dermatitis |
|
Machaerium pedicellatum Vog. |
Kingswood |
Papilionaceae |
Dermatitis |
|
Mansonia altissima A. Chev. |
Nigerian walnut |
Sterculiaceae |
Dermatitis; conjunctivitis-rhinitis; asthma; toxic effects |
|
Melanoxylon brauna Schott |
Brauna, grauna |
Caesalpinaceae |
Dermatitis |
|
Microberlinia brazzavillensis A. Chev. |
African zebrawood |
Caesalpinaceae |
Dermatitis; conjunctivitis-rhinitis; asthma; toxic effects |
|
Millettia laurentii De Wild. |
Wenge |
Papilionaceae |
Dermatitis; conjunctivitis-rhinitis; asthma; |
|
Mimusops spp. (Manilkara spp.) |
Muirapiranga |
Sapotaceae |
Dermatitis; conjunctivitis-rhinitis; asthma; |
|
Mitragyna ciliata Aubr. and Pell. |
Vuku, African poplar |
Rubiaceae |
Dermatitis; conjunctivitis-rhinitis; asthma; |
|
Nauclea diderrichii Merrill (Sarcocephalus diderrichii De Wild.) |
Bilinga, opepe, kussia, badi, West African boxwood |
Rubiaceae |
Dermatitis; conjunctivitis-rhinitis; asthma; toxic effects |
|
Nesogordonia papaverifera R. Capuron |
Kotibé, danta, epro, otutu, ovové, aborbora |
Tiliaceae |
Toxic effects |
|
Ocotea spp. |
Stinkwood |
Lauraceae |
Dermatitis; conjunctivitis-rhinitis; asthma; toxic effects |
|
Paratecoma spp. |
|
Bignoniaceae |
Dermatitis; conjunctivitis-rhinitis; asthma; toxic effects |
|
Parinarium spp. |
|
Rosaceae |
Dermatitis |
|
Peltogyne spp. |
Blue wood, purpleheart |
Caesalpinaceae |
Toxic effects |
|
Phyllanthus ferdinandi F.v.M. |
Lignum vitae, chow way, tow war |
Euphorbiaceae |
Dermatitis; conjunctivitis-rhinitis; asthma |
|
Picea spp. |
European spruce, whitewood |
Pinaceae |
Dermatitis; conjunctivitis-rhinitis; asthma; allergic extrinsic alveolitis |
|
Pinus spp. |
Pine |
Pinaceae |
Dermatitis; conjunctivitis-rhinitis; asthma |
|
Piptadenia africana Hook f. |
Dabema, dahoma, ekhimi |
Mimosaceae |
Dermatitis; conjunctivitis-rhinitis; asthma |
|
Platanus spp. |
Plane |
Platanaceae |
Dermatitis |
|
Pometia spp. |
Taun |
Sapindaceae |
Dermatitis; conjunctivitis-rhinitis; asthma |
|
Populus spp. |
Poplar |
Salicaceae |
Dermatitis; conjunctivitis-rhinitis; asthma |
|
Prosopis juliflora D.C. |
Cashaw |
Mimosaceae |
Dermatitis |
|
Prunus spp. |
Cherry |
Rosaceae |
dermatitis; conjunctivitis-rhinitis; asthma |
|
Pseudomorus brunoniana Bureau |
White handlewood |
Moraceae |
Dermatitis; toxic effects |
|
Pseudotsuga douglasii Carr. (P. menziesii Franco) |
Douglas fir, red fir, Douglas spruce |
Pinaceae |
Dermatitis; conjunctivitis-rhinitis; asthma |
|
Pterocarpus spp. |
African padauk, New Guinea rosewood, red sandalwood, red sanders, quassia wood |
Papilionaceae |
Dermatitis; conjunctivitis-rhinitis; asthma; toxic effects |
|
Pycnanthus angolensis Warb. (P. kombo Warb.) |
Ilomba |
Myristicaceae |
Toxic effects |
|
Quercus spp. |
Oak |
Fagaceae |
Dermatitis; conjunctivitis-rhinitis; asthma |
|
Raputia alba Engl. |
Arapoca branca, arapoca |
Rutaceae |
Dermatitis |
|
Rauwolfia pentaphylla Stapf. O. |
Peroba |
Apocynaceae |
Dermatitis; conjunctivitis-rhinitis; asthma; toxic effects |
|
Sandoricum spp. |
Sentul, katon, kra-ton, ketjapi, thitto |
Meliaceae |
Dermatitis; conjunctivitis-rhinitis; asthma; toxic effects |
|
Schinopsis lorentzii Engl. |
Quebracho colorado, red q., San Juan, pau mulato |
Anacardiaceae |
Dermatitis; toxic effects |
|
Semercarpus australiensis Engl. |
Marking nut |
Anacardiaceae |
Dermatitis; toxic effects |
|
Sequoia sempervirens Endl. |
Sequoia, California |
Taxodiaceae |
Dermatitis; conjunctivitis-rhinitis; asthma; toxic effects |
|
Shorea spp. |
Alan, almon, red balau |
Dipterocarpaceae |
Dermatitis |
|
S. assamica Dyer |
Yellow lauan, white meranti |
||
|
Staudtia stipitata Warb. (S. gabonensis Warb.) |
Niové |
Myristicaceae |
Dermatitis |
|
Swietenia spp. |
Mahogany, Honduras mahogany, Tabasco m., baywood, American mahogany, |
Meliaceae |
Dermatitis; conjunctivitis-rhinitis; asthma; allergic extrinsic alveolitis; toxic effects |
|
Swintonia spicifera Hook. |
Merpauh |
Anacardiaceae |
Dermatitis |
|
Tabebuia spp. |
Araguan, ipé preto, lapacho |
Bignoniaceae |
Dermatitis; conjunctivitis-rhinitis; asthma; toxic effects |
|
Taxus baccata L. |
Yew |
Taxaceae |
Dermatitis; conjunctivitis-rhinitis; asthma; allergic extrinsic alveolitis; toxic effects |
|
Tecoma spp. |
Green heart |
Bignoniaceae |
Dermatitis; conjunctivitis-rhinitis; asthma; toxic effects |
|
Tectona grandis L. |
Teak, djati, kyun, teck |
Verbenaceae |
Dermatitis; conjunctivitis-rhinitis; asthma; allergic extrinsic alveolitis |
|
Terminalia alata Roth. |
Indian laurel |
Combretaceae |
Dermatitis; conjunctivitis-rhinitis; asthma |
|
Thuja occidentalis L. |
White cedar |
Cupressaceae |
Dermatitis; conjunctivitis-rhinitis; asthma; toxic effects |
|
Tieghemella africana A. Chev. (Dumoria spp.) |
Makoré, douka, okola, ukola, makoré, abacu, baku, African cherry |
Sapotaceae |
Dermatitis; conjunctivitis-rhinitis; asthma; toxic effects |
|
Triplochiton scleroxylon K. Schum |
Obeche, samba, wawa, abachi, African whitewood, arere |
Sterculiaceae |
Dermatitis; conjunctivitis-rhinitis; asthma |
|
Tsuga heterophylla Sarg. |
Tsuga, Western hemlock |
Pinaceae |
Dermatitis |
|
Turraeanthus africana Pell. |
Avodiré |
Meliaceae |
Dermatitis; allergic extrinsic alveolitis |
|
Ulmus spp. |
Elm |
Ulmaceae |
Dermatitis |
|
Vitex ciliata Pell. |
Verbenaceae |
Dermatitis |
|
|
V. congolensis De Wild. and Th. Dur |
Difundu |
||
|
V. pachyphylla Bak. |
Evino |
||
|
Xylia dolabriformis Benth. |
Mimosaceae |
Conjunctivitis-rhinitis; |
|
|
X. xylocarpa Taub. |
Pyinkado |
asthma |
|
|
Zollernia paraensis Huber |
Santo wood |
Caesalpinaceae |
Dermatitis; toxic effects |
Source: Istituto del Legno, Florence, Italy.
Increased use of high-production CNC machinery such as routers, tenoners and lathes creates more wood dust and will require new dust-collection technology.
Dust control. Most dust in a woodworking production shop is removed by local exhaust systems. However, often there is a considerable accumulation of very fine dust that has settled on rafters and other structural members, especially in areas where sanding is done. This is a hazardous situation, with great potential for fire and explosion. A flash fire over dust-covered surfaces may be followed by explosions of increasing force. In order to minimize this probability, it would be wise to use a checklist. See sample checklist in box.
Assembly hazards
A wide range of adhesives is used in the bonding of veneers to manufactured panels, depending on the characteristics required of the final product. Apart from casein glue, natural adhesives are less widely employed and the greatest use is made of synthetic adhesives such as urea-formaldehyde. Synthetic adhesives may pose a hazard of skin disease or systemic intoxication, especially those which release free formaldehyde or organic solvents into the atmosphere. Adhesives should be handled in well ventilated premises and sources of vapour emission should be equipped with exhaust ventilation. Employees should be provided with gloves, protective creams, respirators and eye protection when necessary.
The moving parts, especially blades, of veneer slicing, jointing and clipping machines should be fully guarded. Two-hand controls may be necessary.
Finishing hazards
Surface finishing. Solvents used for carrying the sprayed pigments or for thinning can include a wide variety of volatile organic compounds which may reach toxic and explosive concentrations in the air. In addition, many pigments are toxic by inhalation of spray mist (e.g., lead, manganese and cadmium pigments). Wherever dangerous concentrations of vapour or mist can occur, use exhaust ventilation (e.g., spray painting in a booth) or use water sprays. All sources of ignition, including fires, electrical equipment and static electricity, should be eliminated before any operations begin.
An active hazardous material communication programme should be in place to alert employees to all hazards created by toxic, reactive, corrosive and/or ignitable finish, glue and solvent chemicals and the protective measures that should be taken. Eating in the presence of these chemicals should be prohibited. Proper storage of flammables and proper disposal of soiled rags and steel wool which could cause spontaneous ignition are imperative.
Fire prevention. In view of the highly flammable nature of wood (especially in the form of dust and shavings) and of the other items found in a woodworking plant (such as solvents, glues and coatings), the importance of fire prevention measures cannot be overemphasized. Measures include:
- installing automatic wood-dust and shaving collection equipment on saws, planers, moulders and so on, which transport the waste to storage silos pending disposal or recovery
- prohibiting smoking at the workplace and eliminating all sources of ignition (e.g., open flames)
- ensuring regular clean-up procedures of deposited dust and shavings
- adequate maintenance of machines to prevent occurrences such as the overheating of bearings
- installation of fire barriers, sprinkler systems, fire extinguishers, fire hoses and a crew trained to use this equipment
- proper storage of flammables
- explosion-proof electrical equipment where needed.
Environmental and Public Health Concerns
The production of finished products from wood can be done without long-range environmental damage. The harvesting of trees can be done in such a manner that new growth can replace what is cut. Major deforestation such as has been the case in rain forests can be discouraged. Waste products from the machining of wood (i.e., sawdust, wood chips) can be used in chipcore or as fuel.
While there are solid waste and process wastewater implications for the woodworking industry, the major concerns are the air emissions resulting from the use of waste wood as fuel and from solvent-intensive finishing operations. Wood-fired boilers are commonly used in drying operations, while many of the finishing materials are applied by spray. In both instances, engineering controls are required to reduce air-borne particulates and recover and/or incinerate the volatile compounds.
Controls should result in operators being exposed to less toxic chemicals as less hazardous substitutes are found. Use of water-based finishes instead of solvent-based will decrease fire hazards.
General Profile
Traditionally, furniture factories have been located in Europe and North America. With the increased cost of labour in industrialized countries, more furniture production, which is labour intensive, has shifted to Far Eastern countries. It is likely that this movement will continue unless more automated equipment can be developed.
Most furniture manufacturers are small enterprises. For example, in the United States, approximately 86% of the factories in the wood furniture industry have fewer than 50 employees (EPA 1995); this is representative of the situation internationally.
The woodworking industry in the United States is responsible for manufacturing household, office, store, public building and restaurant furniture and fixtures. The woodworking industry falls under the US Bureau of the Census Standard Industrial Classification (SIC) Code 25 (equivalent to International SIC Code 33) and includes: wood household furniture, such as beds, tables, chairs and bookshelves; wood television and radio cabinets; wood office furniture, such as cabinets, chairs and desks; and wood office and store fixtures and partitions, such as bar fixtures, counters, lockers and shelves.
Because production lines for assembling furniture are costly, most manufacturers do not supply an exceptionally large range of items. Manufacturers may specialize in the product manufactured, the product group or the production process (EPA 1995).
Commercial Photographic Laboratories
Materials and Processing Operations
Black-and-white processing
In black-and-white photographic processing, exposed film or paper is removed from a light-tight container in a darkroom and sequentially immersed in water solutions of developer, stop bath and fixer. After a water washing, the film or paper is dried and ready for use. The developer reduces the light-exposed silver halide to metallic silver. The stop bath is a weakly acidic solution that neutralizes the alkaline developer and stops further reduction of the silver halide. The fixer solution forms a soluble complex with the unexposed silver halide, which is subsequently removed from the emulsion in the washing process together with various water-soluble salts, buffers and halide ions.
Colour processing
Colour processing is more complex than black-and-white processing, with additional steps required for processing most types of colour film, transparencies and paper. In short, instead of one silver halide layer, as in black-and-white films, there are three superimposed silver negatives; that is, a silver negative is produced for each of three sensitized layers. On contact with the colour developer, the exposed silver halide is converted to metallic silver while the oxidized developer reacts with a specific coupler in each layer to form the dye image.
Another difference in colour processing is the use of a bleach to remove the unwanted metallic silver from the emulsion by converting metallic silver to silver halide by means of an oxidizing agent. Subsequently, the silver halide is converted to a soluble silver complex, which is then removed by washing as in the case of black-and-white processing. In addition, colour processing procedures and materials vary depending on whether a colour transparency is being formed or whether colour negatives and colour prints are being processed.
General processing design
The essential steps in photoprocessing thus consist of passing the exposed film or paper through a series of processing tanks either by hand or in machine processors. Although the individual processes may be different, there are similarities in the types of procedures and equipment used in photoprocessing. For example, there will be a storage area for chemicals and raw materials and facilities for handling and sorting incoming exposed photographic materials. Facilities and equipment are necessary for measuring, weighing and mixing processing chemicals, and for supplying these solutions to the various processing tanks. In addition, a variety of pumping and metering devices are used to deliver processing solutions to tanks. A professional or photofinishing laboratory will typically utilize larger, more automated equipment that will process either film or paper. To produce a consistent product, the processors are temperature controlled and, in most cases, are replenished with fresh chemicals as sensitized product is run through the processor.
Larger operations may have quality-control laboratories for chemical determinations and measurement of photographic quality of materials being produced. Although the use of packaged chemical formulations may eliminate the need for measuring, weighing and maintaining a quality-control laboratory, many large photoprocessing facilities prefer to mix their own processing solutions from bulk quantities of the constituent chemicals.
Following the processing and drying of materials, protective lacquers or coatings may be applied to the finished product, and film-cleaning operations may take place. Finally, materials are inspected, packaged and prepared for shipment to the customer.
Potential Hazards and their Prevention
Unique darkroom hazards
The potential hazards in commercial photographic processing are similar to those in other types of chemical operations; however, a unique feature is the requirement that certain portions of the processing operations be conducted in darkness. Consequently, the processing operator must have a good understanding of the equipment and its potential hazards, and of precautionary measures in case of accidents. Safelights or infrared goggles are available and can be used to provide sufficient illumination for operator safety. All mechanical elements and live electrical parts must be enclosed and projecting machine parts must be covered. Safety locks should be installed to ensure that light does not enter the darkroom and should be designed so that they allow free passage of personnel.
Skin and eye hazards
Because of the wide variety of formulae used by various suppliers and different methods of packaging and mixing photoprocessing chemicals, only a few generalizations can be made regarding the types of chemical hazards present. A variety of strong acids and caustic materials may be encountered, especially in storage and mixing areas. Many photoprocessing chemicals are skin and eye irritants and, in some cases, may cause skin or eye burns following direct contact. The most frequent health issue in photoprocessing is the potential for contact dermatitis, which most commonly arises from skin contact with alkaline developer solutions. The dermatitis may be due to irritation caused by alkaline or acidic solutions, or, in some cases, to skin allergy.
Colour developers are aqueous solutions that usually contain derivatives of p-phenylenediamine, whereas black-and-white developers usually contain p-methyl-aminophenolsulphate (also known as Metol or KODAK ELON Developing Agent) and/or hydroquinone. Colour developers are more potent skin sensitizers and irritants than black-and-white developers and may also cause lichenoid reactions. In addition, other skin sensitizers such as formaldehyde, hydroxylamine sulphate and S-(2-(dimethylamino)-ethyl)-isothiouronium dihydrochloride are found in some photoprocessing solutions. The development of skin allergy is more likely to occur after repeated and prolonged contact with processing solutions. Persons with pre-existing skin diseases or skin irritation are often more susceptible to the effects of chemicals on the skin.
Avoiding skin contact is an important goal in photoprocessing areas. Neoprene gloves are recommended for reducing skin contact, especially in the mixing areas, where more concentrated solutions are encountered. Alternatively, nitrile gloves may be used when prolonged contact with photochemicals is not required. Gloves should be of sufficient thickness to prevent tears and leaks, and should be inspected and cleaned frequently, preferably by thorough washing of the outer and inner surfaces with a non-alkaline hand cleaner. It is particularly important that maintenance personnel be provided with protective gloves during repair or cleaning of the tanks and rack assemblies, and so on, since these may become coated with deposits of chemicals. Barrier creams are not appropriate for use with photochemicals because they are not impervious to all photochemicals and may contaminate processing solutions. A protective apron or lab coat should be worn in the darkroom, and frequent laundering of work clothing is desirable. For all reusable protective clothing, users should look for signs of permeation or degradation after each use and replace clothing as appropriate. Protective goggles and a face shield also should be used, especially in areas where concentrated photochemicals are handled.
If photoprocessing chemicals contact the skin, the affected area should be flushed quickly with copious amounts of water. Because materials such as developers are alkaline, washing with a non-alkaline hand cleaner (pH of 5.0 to 5.5) reduces the potential to develop dermatitis. Clothing should be changed immediately if there is any contamination with chemicals, and spills or splashes should be immediately cleaned up. Hand-washing facilities and provisions for rinsing the eyes are particularly important in the mixing and processing areas. Emergency shower facilities should also be available.
Inhalation hazards
In addition to potential skin and eye hazards, gases or vapours emitted from some photoprocessing solutions may present an inhalation hazard, as well as contribute to unpleasant odours, especially in poorly ventilated areas. Some colour processing solutions may release vapours such as acetic acid, triethanolamine and benzyl alcohol, or gases such as ammonia, formaldehyde and sulphur dioxide. These gases or vapours may be irritating to the respiratory tract and eyes, or, in some cases, may cause other health-related effects. The potential health-related effects of these gases or vapours is concentration dependent and is usually observed only at concentrations that exceed occupational exposure limits. However, because of a wide variation in individual susceptibility, some individuals—for example, persons with pre-existing medical conditions such as asthma—may experience effects at concentrations below occupational exposure limits.
Some photochemicals may be detectable by odour because of the chemical’s low odour threshold. Although the odour of a chemical is not necessarily indicative of a health hazard, strong odours or odours that are increasing in intensity may indicate that the ventilation system is inadequate and should be reviewed.
Appropriate photoprocessing ventilation incorporates both general dilution and local exhaust to exchange air at an acceptable rate per hour. Good ventilation offers the added benefit of making the working environment more comfortable. The amount of ventilation required varies according to room conditions, processing output, specific processors and processing chemicals. A ventilation engineer may be consulted to ensure optimum operation of room and local exhaust ventilation systems. High-temperature processing and nitrogen-burst agitation of tank solutions may increase the release of some chemicals to the ambient air. Processor speed, solution temperatures and solution agitation should be set at minimum suitable performance levels to reduce the potential release of gases or vapours from processing tanks.
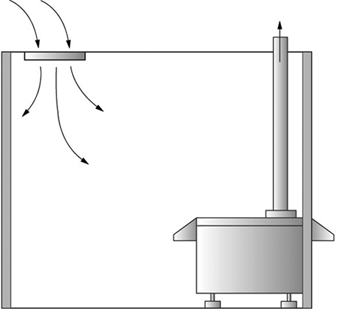
General room ventilation—for example, 4.25 m3/min supply and 4.8 m3/min exhaust (equivalent to 10 air changes per hour in a 3 x 3 x 3-metre room), with a minimum outside air replenishment rate of 0.15 m3/min per m2 floor area—is usually adequate for photographers who undertake basic photoprocessing. An exhaust rate higher than a supply rate produces a negative pressure in the room and reduces the opportunity for gases or vapours to escape to adjoining areas. The exhaust air should be discharged outside the building to avoid redistributing potential air contaminants within the building. If the processor tanks are enclosed and have an exhaust (see figure 1), the minimum air supply and exhaust rate can probably be reduced.
Figure 1. Enclosed-machine ventilation
Some operations (e.g., toning, film cleaning, mixing operations and special processing procedures) may require supplementary local exhaust ventilation or respiratory protection. Local exhaust is important because it reduces the concentration of airborne contaminants that might otherwise be recirculated by the general dilution ventilation system.
A lateral slot-type ventilation system for extracting vapours or gases at the surface of a tank may be used for some tanks. When designed and operated correctly, lateral slot-type exhausts draw clean air across the tank and remove contaminated air from the operator’s breathing zone and the surface of the processing tanks. Push-pull lateral slot-type exhausts are the most effective systems (see figure 2).
Figure 2. Open-tank with "push-pull" ventilation

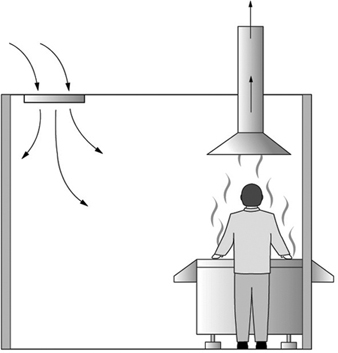
A hooded or canopy exhaust system (see figure 3) is not recommended because operators often lean over tanks with their heads under the hood. In this position, the hood draws vapours or gases into the operator’s breathing zone.
Figure 3. Overhead canopy exhaust
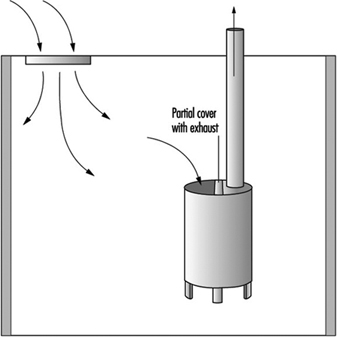
Split-tank covers with local exhaust attached to the stationary portion on mixing tanks may be used to supplement general room ventilation in mixing areas. Tank covers (tight-fitting covers or floating lids) should be used to prevent the release of potential air contaminants from storage and other tanks. A flexible exhaust may be attached to tank covers to facilitate the removal of volatile chemicals (see figure 4). As appropriate, automixers, which allow individual parts of multicomponent products to be added directly to and subsequently mixed in processors, should be used because they decrease the potential for operator exposure to photochemicals.
Figure 4. Chemical mixing tank exhaust
When mixing dry chemicals, the containers should be emptied gently to minimize chemical dust from becoming airborne. Tables, benches, shelves and ledges should be wiped with a water-dampened cloth frequently to keep residual chemical dust from accumulating and later becoming airborne.
Facility and operations design
Surfaces that may be contaminated with chemicals should be constructed to permit flushing with water. Adequate provisions should be made for floor drains, particularly in storage, mixing and processing areas. Because of the potential for leaks or spills, arrangements should be made for containment, neutralization and proper disposal of photochemicals. Since floors may be wet at times, flooring around potentially wet areas should be covered with non-skid tape or paint for safety purposes. Consideration should also be given to potential electrical hazards. For electrical devices used in or near water, ground-fault circuit interrupters and appropriate grounding should be used.
As a general rule, photochemicals should be stored in a cool (at temperatures no lower than 4.4 °C), dry (relative humidity between 35 and 50%), well-ventilated area, where they can be easily inventoried and retrieved. Chemical inventories should be actively managed so that the quantities of hazardous chemicals stored can be minimized and so that materials are not stored beyond their expiration dates. All containers should be properly labelled.
Chemicals should be stored to minimize the likelihood of container breakage during storage and retrieval. Chemical containers should not be stored where they can fall over, above eye level or where personnel have to stretch to reach them. Most hazardous materials should be stored at a low level and on a firm base in order to avoid possible breakage and spilling on the skin or eyes. Chemicals that, if accidentally mixed, might lead to fire, explosion or toxic chemical release should be segregated. For example, strong acids, strong bases, reducers, oxidizers and organic chemicals should be stored separately.
Flammable and combustible liquids should be stored in approved containers and storage cabinets. Storage areas should be kept cool, and smoking, open flames, heaters or anything else that might cause accidental ignition should be prohibited. During transfer operations, it should be ensured that containers are properly bonded and grounded. The design and operation of storage and handling areas for flammable and combustible materials should comply with applicable fire and electrical codes.
Whenever possible, solvents and liquids should be dispensed by metering pumps rather than by pouring. Pipetting of concentrated solutions and establishing siphons by mouth should not be permitted. The use of pre-weighed or pre-measured preparations may simplify operations and reduce the opportunities for accidents. Careful maintenance of all pumps and lines is necessary to avoid leakage.
Good personal hygiene should always be practiced in photoprocessing areas. Chemicals should never be placed in beverage or food containers or vice versa; only containers intended for chemicals should be used. Food or drink should never be brought into areas where chemicals are used, and chemicals should not be stored in refrigerators used for food. After handling chemicals, hands should be washed thoroughly, especially before eating or drinking.
Training and education
All personnel, including maintenance and housekeeping, should be trained in safety procedures relevant to their job tasks. An education programme for all personnel is essential in promoting safe work practices and preventing accidents. The educational programme should be carried out before personnel are allowed to work, at regular intervals thereafter and whenever new potential hazards are introduced into the workplace.
Summary
The key to working safely with photoprocessing chemicals is to understand the potential hazards of exposure and to manage the risk to an acceptable level. Risk management strategies for controlling potential occupational hazards in photoprocessing should include:
- providing personnel with training on potential hazards and safety procedures in the workplace,
- encouraging personnel to read and understand hazard communication vehicles (e.g., safety data sheets and product labels),
- maintaining workplace cleanliness and good personal hygiene,
- making certain that processors and other equipment are installed, operated and maintained to manufacturers’ specifications,
- substituting with less hazardous or less odorous chemicals, where possible,
- using engineering controls (e.g., general and local exhaust ventilation systems) where applicable,
- using protective equipment (e.g., protective gloves, goggles or face shield) when necessary,
- establishing procedures to ensure prompt medical attention for anyone with evidence of injury, and
- consideration of environmental exposure monitoring and health monitoring of employees as a verification of effective risk management strategies.
Additional information on black-and-white processing is discussed in the Entertainment and the arts chapter.
Overview of Environmental Issues
Major Environmental Issues
Solvents
Organic solvents are used for a number of applications in the printing industry. Major uses include cleaning solvents for presses and other equipment, solubilizing agents in inks, and additives in fountain solutions. In addition to general concerns about volatile organic compound (VOC) emissions, some potential solvent components may be persistent in the environment or have high ozone-depleting potential.
Silver
During black-and-white and colour photographic processing, silver is released into some of the processing solutions. It is important to understand the environmental toxicology of silver so that these solutions can be properly handled and disposed of. While free silver ion is highly toxic to aquatic life, its toxicity is much lower in a complexed form as in photoprocessing effluent. Silver chloride, silver thiosulphate and silver sulphide, which are forms of silver commonly observed in photoprocessing, are over four orders of magnitude less toxic than silver nitrate. Silver has a high affinity for organic material, mud, clay and other matter found in natural environments, and this lessens its potential impact in aquatic systems. Given the extremely low level of free silver ion found in photoprocessing effluents or in natural waters, control technology appropriate to complexed silver is sufficiently protective of the environment.
Other photoprocessing effluent characteristics
The composition of photographic effluent varies, depending on the processes being run: black-and-white, colour reversal, colour negative/positive or some combination of these. Water comprises 90 to 99% of the effluent volume, with the majority of the remainder being inorganic salts that function as buffers and fixing (silver halide-solubilizing) agents, iron chelates, such as FeEthylene diamine tetra-acetic acid, and organic molecules that serve as developing agents and anti-oxidants. Iron and silver are the significant metals present.
Solid waste
Every component of the printing, photography and reproduction industries generates solid waste. This can consist of packaging waste such as cardboard and plastics, consumables such as toner cartridges or waste material from operations such as scrap paper or film. Increasing pressure on industrial generators of solid waste has led businesses to examine carefully options to lower solid waste through reduction, reuse or recycling.
Equipment
Equipment plays an obvious role in determining the environmental impact of the processes used in the printing, photography and reproduction industries. Beyond this, scrutiny is increasing on other aspects of equipment. One example is energy efficiency, which relates back to the environmental impact of the energy generation. Another example is “takeback legislation”, which requires the manufacturers to receive equipment back for proper disposal after its useful commercial life.
Control Technologies
The effectiveness of a given control methodology can be quite dependent on the specific operating processes of a facility, the size of that facility and the necessary level of control.
Solvent control technologies
Solvent use can be reduced in several ways. More volatile components, such as isopropyl alcohol, can be replaced with compounds having lower vapour pressure. In some situations, solvent-based inks and washes can be replaced with water-based materials. Many printing applications need improvements in water-based options to compete effectively with solvent-based materials. High-solids ink technology can also result in reduction of organic solvent use.
Solvent emissions can be lowered by reducing the temperature of dampening or fountain solutions. In limited applications, solvents can be captured on adsorptive materials such as activated carbon, and reused. In other instances, windows of operation are too strict to allow captured solvents to be reused directly, but they may be recaptured for recycling offsite. Solvent emissions may be concentrated in condenser systems. These systems consist of heat exchangers followed by a filter or electrostatic precipitator. The condensate passes through an oil-water separator before ultimate disposal.
In larger operations, incinerators (sometimes called afterburners) can be used to destroy emitted solvents. Platinum or other precious metal materials may be used to catalyze the thermal process. Non-catalyzed systems must operate at higher temperatures but are not sensitive to processes that can poison catalysts. Heat recovery is generally necessary to make non-catalyzed systems cost effective.
Silver recovery technologies
The level of silver recovery from photoeffluent is controlled by the economics of recovery and/or by solution discharge regulations. Major silver recovery techniques include electrolysis, precipitation, metallic replacement and ion exchange.
In electrolytic recovery, current is passed through the silver-bearing solution and silver metal is plated on the cathode, usually a stainless steel plate. The silver flake is harvested by flexing, chipping or scraping and sent to a refiner for reuse. Attempting to lower the residual solution silver level significantly below 200 mg/l is inefficient and can result in formation of undesired silver sulphide or noxious sulphurous byproducts. Packed-bed cells are capable of reducing silver to lower levels but are more complex and expensive than cells with two-dimensional electrodes.
Silver may be recovered from solution by precipitation with some material that forms an insoluble silver salt. The most common precipitating agents are trisodium trimercaptotriazine (TMT) and various sulphide salts. If a sulphide salt is used, care must be taken to avoid generation of highly toxic hydrogen sulphide. TMT is an inherently safer alternative recently introduced to the photoprocessing industry. Precipitation has a recovery efficiency of greater than 99%.
Metallic replacement cartridges (MRCs) allow the flow of the silver-bearing solution over a filamentous deposit of iron metal. Silver ion is reduced to silver metal as iron is oxidized to ionic soluble species. The metallic silver sludge settles to the bottom of the cartridge. MRCs are not appropriate in areas where iron in the effluent is a concern. This method has a recovery efficiency of greater than 95%.
In ion exchange, anionic silver thiosulphate complexes exchange with other anions on a resin bed. When the capacity of the resin bed is exhausted, additional capacity is regenerated by stripping the silver with a concentrated thiosulphate solution or converting the silver to silver sulphide under acidic conditions. Under well-controlled conditions, this technique can lower silver below 1 mg/l. However, ion-exchange can be used only on solutions dilute in silver and thiosulphate. The column is extremely sensitive to stripping if the thiosulphate concentration of the influent is too high. Also, the technique is very labour- and equipment-intensive, making it expensive in practice.
Other photoeffluent control technologies
The most cost-efficient method to handle photographic effluent is via biological treatment at a secondary waste treatment plant (often referred to as a publicly owned treatment works, or POTW). Several constituents or parameters of photographic effluent may be regulated by sewer discharge permits. In addition to silver, other common regulated parameters include pH, chemical oxygen demand, biological oxygen demand and total dissolved solids. Multiple studies have demonstrated that photoprocessing wastes (including the small amount of silver remaining after reasonable silver recovery) following biological treatment are not expected to have an adverse effect on the receiving waters.
Other technologies have been applied to photoprocessing wastes. Haul-away for treatment in incinerators, cement kilns or other ultimate disposal is practised in some regions of the world. Some laboratories reduce the volume of solution to be hauled away through evaporation or distillation. Other oxidative techniques such as ozonation, electrolysis, chemical oxidation and wet air oxidation have been applied to photoprocessing effluents.
Another major source of reduced environmental burden is through source reduction. The level of silver coated per square metre in sensitized goods is steadily decreasing as new generations of products enter the marketplace. As the silver levels in media decrease, the amount of chemicals necessary to process a given area of film or paper has also decreased. Regeneration and reuse of solution overflows have also resulted in less environmental burden per image. For example, the amount of colour developing agent required to process a square metre of colour paper in 1996 is less than 20% of that required in 1980.
Solid-waste minimization
The desire to minimize solid waste is encouraging efforts to recycle and reuse materials rather than dispose of them in landfills. Recycling programmes exist for toner cartridges, film cassettes, single-use cameras and so on. Recycling and reuse of packaging is becoming more prevalent as well. More packaging and equipment parts are being labelled appropriately to allow more efficient material recycling programmes.
Life cycle analysis design for the environment
All of the issues discussed above have resulted in increasing consideration of the entire life cycle of a product, from procuring of natural resources to creating the products, to dealing with end-of-life issues for these products. Two related analytic tools, life cycle analysis and design for the environment, are being used to incorporate environmental issues into the decision-making process in product design, development and sales. Life cycle analysis takes into consideration all of the inputs and material flows for a product or process and attempts to quantitatively measure the impact on the environment of different options. Design for the environment brings into consideration various aspects of product design such as recyclability, reworkability and so on to minimize the impact on the environment of the production or disposal of the equipment in question.
Health Issues and Disease Patterns
Interpreting the human health data in the printing, commercial photographic processing and reproduction industry is no simple matter, since the processes are complex and are continually evolving - sometimes dramatically. While the use of automation has substantially reduced manual work exposures in modernized versions of all three of the disciplines, work volume per employee has increased substantially. Furthermore, dermal exposure represents an important route of exposure for these industries, yet is less well characterized by available industrial hygiene data. Case reporting of the less serious, reversible effects (e.g., headaches, nose and eye irritation) is incomplete and under-reported in the published literature. Despite these challenges and limitations, epidemiological studies, health surveys and case reports provide a substantial amount of information regarding the health status of workers in these industries.
Printing Activities
Agents and exposures
Today there are five categories of printing processes: flexography, gravure, letterpress, lithography and screen printing. The type of exposure that can occur from each process is related to the types of printing inks that are used and to the likelihood of inhalation (mists, solvent fumes and so on) and penetrable skin contact from the process and cleaning activities employed. It should be noted that the inks are composed of organic or inorganic pigments, oil or solvent vehicles (i.e., carriers), and additives applied for special printing purposes. Table 1 outlines some characteristics of different printing processes.
Table 1. Some potential exposures in the printing industry
|
Process |
Type of ink |
Solvent |
Potential exposures |
|
Flexography and gravure |
Liquid inks (low viscosity) |
Volatiles |
Organic solvents: xylene, benzene |
|
Letterpress and lithography |
Paste inks (high viscosity) |
Oils— |
Ink mist: hydrocarbon solvents; isopropanol; polycyclic aromatic hydrocarbons (PAHs) |
|
Screen printing |
Semipaste |
Volatiles |
Organic solvents: xylene, cyclohexanone, butyl acetate |
Mortality and chronic risks
Several epidemiological and case-report studies exist on printers. Exposure characterizations are not quantified in much of the older literature. However, respirable-size carbon black particles with potentially carcinogenic polycyclic aromatic hydrocarbons (benzo(a)pyrene) bound to the surface have been reported in rotary letterpress printing machine rooms of newspaper production. Animal studies find the benzo(a)pyrene tightly bound to the surface of the carbon black particle and not easily released to lung or other tissues. This lack of “bioavailability” makes it more difficult to determine whether cancer risks are feasible. Several, but not all, cohort (i.e., populations followed through time) epidemiological studies have found suggestions of increased lung cancer rates in printers (table 2). A more detailed assessment of over 100 lung cancer cases and 300 controls (case-control type study) from a group of over 9,000 printing workers in Manchester, England (Leon, Thomas and Hutchings 1994) found that the duration of work in a machine room was related to lung cancer occurrence in rotary letterpress workers. Since smoking patterns of the workers are not known, direct consideration of the role of occupation in the study is unknown. However, it is suggestive that rotary letterpress work may have presented a lung cancer risk in previous decades. In some areas of the world, however, older technologies, such as rotary letterpress work, may still exist and thus afford opportunities for preventive assessments, as well as installation of appropriate controls where needed.
Table 2. Cohort studies of printing trade mortality risks
|
Population studied |
Number of workers |
Mortality risks* (95% C.I.) |
||||
|
Follow-up period |
Country |
All causes |
All cancers |
Lung cancer |
||
|
Newspaper pressmen |
1,361 |
(1949–65) – 1978 |
USA |
1.0 (0.8–1.0) |
1.0 (0.8–1.2) |
1.5 (0.9–2.3) |
|
Newspaper pressmen |
,700 |
(1940–55) – 1975 |
Italy |
1.1 (0.9–1.2) |
1.2 (0.9–1.6) |
1.5 (0.8–2.5) |
|
Typographers |
1,309 |
1961–1984 |
USA |
0.7 (0.7–0.8) |
0.8 (0.7–1.0) |
0.9 (0.6–1.2) |
|
Printers (NGA) |
4,702 |
(1943–63) – 1983 |
UK |
0.8 (0.7–0.8) |
0.7 (0.6–0.8) |
0.6 (0.5–0.7) |
|
Printers (NATSOPA) |
4,530 |
(1943–63) – 1983 |
UK |
0.9 (0.9–1.0) |
1.0 (0.9–1.1) |
0.9 (0.8–1.1) |
|
Rotogravure |
1,020 |
(1925–85) – 1986 |
Sweden |
1.0 (0.9–1.2) |
1.4 (1.0–1.9) |
1.4 (0.7–2.5) |
|
Paperboard printers |
2,050 |
(1957–88) – 1988 |
USA |
1.0 (0.9–1.2) |
0.6 (0.3–0.9) |
0.5 (0.2–1.2) |
* Standardized Mortality Ratios (SMR) = number of observed deaths divided by number of expected deaths, adjusted for age effects over the time periods in question. An SMR of 1 indicates no difference between observed and expected. Note: 95% confidence intervals are provided for the SMRs.
NGA = National Graphical Association, UK
NATSOPA = National Society of Operative Printers, Graphical and Media Personnel, UK.
Sources: Paganini-Hill et al. 1980; Bertazzi and Zoccheti 1980; Michaels, Zoloth and Stern 1991; Leon 1994; Svensson et al. 1990; Sinks et al. 1992.
Another group of workers that has been substantially studied are lithographers. Modern lithographers’ exposure to organic solvents (turpentine, toluene and so on), pigments, dyes, hydroquinone, chromates and cyanates has been markedly reduced in recent decades due to the use of computer technologies, automated processes and changes in materials. The International Agency for Research on Cancer (IARC) recently concluded that occupational exposures in printing process are possibly carcinogenic to humans (IARC 1996). At the same time, it may be important to point out that IARC’s conclusion is based on historical exposures which, in most cases, should be significantly different today. Reports of malignant melanoma have suggested risks about twice the expected rate (Dubrow 1986). While some postulate that skin contact with hydroquinone could be related to melanoma (Nielson, Henriksen and Olsen 1996), it has not been confirmed in a hydroquinone manufacturing plant where significant exposure to hydroquinone was reported (Pifer et al. 1995). However, practices which minimize skin contact with solvents, particularly in plate cleaning, should be emphasized.
Photographic Processing Activities
Exposures and agents
Photographic processing of black-and-white or colour film or paper can be done either manually or by essentially fully automated larger-scale processes. The selection of the process, chemicals, working conditions (including ventilation, hygiene and personal protective equipment) and workload can all influence the types of exposures and potential health issues of the occupational environment. The types of jobs (i.e., processor-related tasks) having the greatest potential for exposure to key photographic chemicals, such as formaldehyde, ammonia, hydroquinone, acetic acid and colour developers, are noted in table 3. The typical photographic processing and handling work flow is depicted in figure 1.
Table 3. Tasks in photographic processing with chemical exposure potential
|
Work area |
Tasks with exposure potential |
|
Chemical mixing |
Mix chemicals into solution. |
|
Analytical laboratory |
Handle samples. |
|
Film/print processing |
Process film and print using developers, hardeners, bleaches. |
|
Film/print take-off |
Remove processed film and prints for drying. |
Figure 1. Photographic processing operations
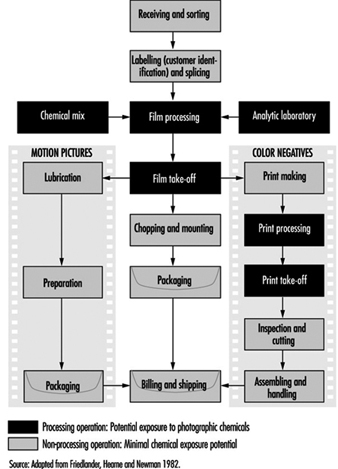
In more recently designed high-volume processing units, some of the steps in the workflow have been combined and automated, making inhalation and skin contact less likely. Formaldehyde, an agent that has been used for decades as a colour image stabilizer, is diminishing in concentration in photographic product. Depending on the specific process and site environmental conditions, its air concentration may range from non-detectable levels in the operator’s breathing zone up to about 0.2 ppm at machine dryer vents. Exposures can also occur during equipment cleaning, making or replenishing stabilizer fluid and unloading processors, as well as in spill situations.
It should be noted that while chemical exposures have been the primary focus of most health studies of photographic processors, other work environmental aspects, such as reduced light, materials handling and the postural demands of the job, are also of preventive health interest.
Mortality risks
The only published mortality surveillance of photographic processors suggests no increased risks of death for the occupation (Friedlander, Hearne and Newman 1982). The study covered nine processing laboratories in the United States, and was updated to cover 15 more years of follow-up (Pifer 1995). It should be noted that this is a study of over 2,000 employees who were actively working at the beginning of 1964, with over 70% of them having had at least 15 years of employment in their profession at that time. The group was followed for 31 years, through 1994. Many exposures relevant earlier in the careers of these employees, such as carbon tetrachloride, n-butylamine, and isopropylamine, were discontinued in the laboratories over thirty years ago. However, many of the key exposures in modern laboratories (i.e., acetic acid, formaldehyde and sulphur dioxide) were also present in previous decades, albeit at much higher concentrations. During the 31-year follow-up time period, the standardized mortality ratio was only 78% of that expected (SMR 0.78), with 677 deaths in the 2,061 workers. No individual causes of death were significantly increased.
The 464 processors in the study also had reduced mortality, whether compared to the general population (SMR 0.73) or to other hourly workers (SMR 0.83) and had no significant increases in any cause of death. Based on available epidemiological information, it does not appear that photographic processing presents an increased mortality risk, even at the higher concentrations of exposure likely to have been present in the 1950s and 1960s.
Pulmonary disease
The literature has very few reports of pulmonary disorders for photographic processors. Two articles, (Kipen and Lerman 1986; Hodgson and Parkinson 1986) describe a total of four potential pulmonary responses to processing workplace exposures; however, neither had quantitative environmental exposure data to assess the measured pulmonary findings. No increases in longer-term illness absence for pulmonary disorders was identified in the only epidemiological review of the subject (Friedlander, Hearne and Newman 1982); however, it is important to note that illness-absences of eight consecutive days were required in order to be captured in that study. It appears that respiratory symptoms can be aggravated or initiated in sensitive individuals by exposure to higher concentrations of acetic acid, sulphur dioxide and other agents in photographic processing, should ventilation be poorly controlled or errors occur during mixing, resulting in the release of undesired concentrations of these agents. However, work-related pulmonary cases have only rarely been reported in this occupation (Hodgson and Parkinson 1986).
Acute and subchronic effects
Contact irritative and allergic dermatitis has been reported in photographic processors for decades, starting with the initial use of colour chemicals in the late 1930s. Many of these cases occurred in the first few months of a processor’s exposure. The use of protective gloves and improved handling processes have substantially reduced photographic dermatitis. Eyesplashes with some photochemicals can present risks of corneal injury. Training on eyewash procedures (flushing eyes with cool water for at least 15 minutes followed by medical attention) and the use of protective eyewear is particularly important for photoprocessors, many of whom may work in isolation and/or in diminished light environments.
Some ergonomics concerns exist regarding the operation of rapid-turnaround, high-volume photographic processing units. The mounting and dismounting of large rolls of photographic paper can present a risk of upper back, shoulder and neck disorders. The rolls can weigh 13.6 to 22.7 kg (30 to 50 pounds), and may be awkward to handle, depending partly on access to the machine, which can be compromised in compact work sites.
Injuries and strains to the staff can be prevented by proper staff training, by provision of adequate access to the rolls and by considerations of human factors in the general design of the processing area.
Prevention and methods of early detection of effects
Protection from dermatitis, respiratory irritation, acute injury and ergonomic disorders starts with the recognition that such disorders can occur. With proper worker information (including labels, material safety data sheets, protective equipment and health protection training programmes), periodic health/safety reviews of the worksetting and informed supervision, prevention can be strongly emphasized. In addition, the early identification of disorders can be facilitated by having a medical resource for worker health reporting, coupled with targeted voluntary periodic health assessments, focusing on respiratory and upper extremity symptoms in questionnaires and direct observation of exposed skin areas for signs of work-related dermatitis.
Because formaldehyde is a potential respiratory sensitizer, a strong irritant and a possible carcinogen, it is important that each workplace be assessed to determine where formaldehyde is used (chemical inventory and material safety data sheet reviews), to assess air concentrations (if indicated by materials used), to identify where leaks or spills could occur and to estimate the quantity that could be spilled and the concentration generated in worst-case scenarios. An emergency response plan should be developed, conspicuously posted, communicated and periodically practised. A health and safety specialist should be consulted in the development of such an emergency plan.
Reproduction Activities
Agents and exposures
Modern photocopying machines emit very low levels of ultraviolet radiation through the glass cover (plenum), generate some noise and may emit low concentrations of ozone during the processing activity. These machines use a toner, primarily carbon black (for black-and-white printers), to produce a dark print on the paper or transparent film. Thus, potential routine exposures of health interest for photocopy operators can include ultraviolet radiation, noise, ozone and possibly toner. In older machines, toner could be an issue during replacement, although modern self-contained cartridges have substantially reduced potential respiratory and skin exposure.
The degree of ultraviolet radiation exposure that occurs through the copier machine platen glass is very low. The duration of a photocopier flash is approximately 250 microseconds, with continual copying making about 4,200 flashes per hour - a value that can vary depending upon the copier. With the glass platen in place, the emitted wavelength ranges from 380 to about 396 nm. UVB does not typically result from copier flashes. UVA measurements maximally recorded at the glass paten average about 1.65 microjoule/cm2 per flash. Thus, the maximum 8-hour near-UV spectral exposure from a continuously run photocopier making about 33,000 copies per day is approximately 0.05 joules/cm2 at the glass surface. This value is only a fraction of the threshold limit value recommended by the American Conference of Governmental Industrial Hygienists (ACGIH) and appears to present no measurable health risk, even in such exaggerated exposure conditions.
It should be noted that certain workers may be at higher risk for UV exposures, including those with photosensitive conditions, people using photosensitizing agents/medicines and people with impaired ocular pupils (aphakics). Such people are usually advised to minimize their UV exposures as a general precautionary measure.
Acute effects.
The literature does not reveal many acute effects meaningfully related to photocopying. Older, insufficiently maintained units could emit detectable ozone concentrations if run in poorly vented settings. While eye and upper respiratory irritation symptoms have been reported from workers in such environments, the minimum manufacturer specifications for space and ventilation, coupled with newer copier technology, have essentially eliminated ozone as an emission issue.
Mortality risks.
No studies were found that described mortality or chronic health risks from long-term photocopying.
Prevention and early detection
By simply following manufacturers’ recommended use, photocopying activity should not present a workplace risk. Individuals experiencing an aggravation of symptoms related to intense use of photocopiers should seek health and safety advice.
Reproduction and Duplicating Services
The modern office may contain several types of reproduction machines. They range from the ubiquitous dry-process photocopier to the rather special-purpose blueprint machine, the fax and mimeograph machines, as well as other types of duplicators. Within this article, the different devices will be grouped according to broad technology classes. Since dry-process photocopiers are so widespread, they will receive the greatest attention.
Photocopiers and Laser Printers
Processing operations
Most steps in conventional electrophotography (xerography) are directly analogous to those in photography. In the exposure step, the printed page or photograph to be copied is illuminated by a flash of bright light, and the reflected image is focused by a lens onto an electrically charged, light-sensitive photoreceptor, which loses its charge wherever the light hits its surface. The light will have hit in the same pattern as on the surface being copied. Next, developer, generally composed of large carrier beads with small, electrostatically charged particles adhering to them, is transported to the photoreceptor by a cascading or magnetic conveying process. The charged, latent image on the photoreceptor is developed when the finely divided powder (known as toner, dry imager or dry ink) is electrostatically attracted, separates out of the developer and remains on the image. Finally, the toner that has adhered to the imaged areas is electrostatically transferred (printed) to a sheet of plain paper and permanently fused to it (fixed) by the application of heat, or heat and pressure. Residual toner is removed from the photoreceptor by a cleaning process and deposited into a waste toner sump. The photoreceptor is then prepared for the next imaging cycle. Since the imaged paper removes only toner from the developer, the carrier that supplied it to the image is recirculated back into the developer housing and mixed with fresh toner that is metered into the system from a replaceable toner supply bottle or cartridge.
Many machines apply both pressure and heat to the toner-on-paper image during a fusing process. The heat is supplied by a fusing roll, which contacts the toned surface. Depending on the characteristics of the toner and fuser materials, some toner may stick to the fuser surface rather than to the paper, resulting in a deletion of part of the image on the copy. In order to prevent this, a fuser lubricant, commonly a silicone-based fluid, is applied to the surface of the fuser roll.
In laser printing, the image is first converted to an electronic format; that is, it is digitized into a series of very small dots (pixels) by a document scanner, or a digital image may be created directly in a computer. The digitized image is then written onto the photoreceptor in the laser printer by a laser beam. The remaining steps are essentially those of conventional xerography, wherein the image on the photoreceptor is transformed to paper or other surfaces.
Some photocopiers use a process known as liquid development. This differs from the conventional, dry process in that the developer is generally a liquid hydrocarbon carrier in which finely divided toner particles are dispersed. Development and transfer are generally analogous to the conventional processes, except that the developer is washed over the photoreceptor and the wet copy is dried by the evaporation of residual liquid upon the application of heat or both heat and pressure.
Materials
The consumables associated with photocopying are toners, developers, fuser lubricants and paper. Although not generally considered as consumables, photoreceptors, fuser and pressure rolls and various other parts routinely wear out and need replacement, especially in high-volume machines. These parts are generally not considered to be customer replaceable, and require special knowledge for their removal and the adjustment. Many new machines incorporate customer replaceable units (CRUs), which contain the photoreceptor and developer in a self-contained unit which the customer can replace. In these machines, the fuser rolls and so on either last the life of the machine or require separate repair. In a move toward reduced service costs and greater customer convenience, some companies are moving towards increased customer reparability, where repair can be made with no mechanical or electrical hazard risk to the customer and will, at most, require a telephone call to a support centre for assistance.
Toners produce the image on the finished copy. Dry toners are fine powders composed of plastics, colourants and small quantities of functional additives. A polymer (plastic) is usually the major component of a dry toner; styrene-acrylic, styrene-butadiene and polyester polymers are common examples. In black toners, different carbon blacks or pigments are used as the colourant, while in colour copying, various dyes or pigments are employed. During the toner manufacturing process, the carbon black or colourant and the polymer are melt mixed and most of the colourant becomes encapsulated by the polymer. Dry toners may also contain internal and/or external additives which help determine the toner’s static charging and/or flow characteristics.
Wet-process toners are similar to dry toners in that they consist of pigments and additives inside a polymer coating. The difference is that those components are purchased as a dispersion in an isoparaffinic hydrocarbon carrier.
Developers are usually mixtures of toner and carrier. Carriers literally carry toner to the surface of the photoreceptor and are frequently made of materials based on special grades of sand, glass, steel or ferrite types of substances. They may be coated with a small amount of polymer to achieve the desired behaviour in a specific application. Carrier/toner mixtures are known as two-component developers. Single-component developers do not use a separate carrier. Rather, they incorporate a compound like iron oxide into the toner and utilize a magnetic device for applying the developer to the photoreceptor.
Fuser lubricants are most often silicone-based fluids which are applied to fuser rolls to prevent toner offset from the developed image to the roll. While many are simple polydimethylsiloxanes (PDMSs), others contain a functional component to enhance their adhesion to the fuser roll. Some fuser lubricants are poured from a bottle into a sump, from which they are pumped and ultimately applied to the fuser roll. In other machines the lubricant may be applied via a saturated fabric web which wipes part of the roll’s surface, while in some smaller machines and printers, an oil-impregnated wick makes the application.
Most, if not all, modern photocopiers are made to perform well with various weights of ordinary, untreated bond paper. Special carbonless forms are made for some high-speed machines, and non-fusing transfer papers are produced for imaging in photocopiers and then applying the image to a T-shirt or other fabric with the application of heat and pressure in a press. Large engineering/architectural drawing copiers often produce their copies on a translucent velum.
Potential hazards and their prevention
Responsible manufacturers have worked hard to minimize the risk from any unique hazards in the photocopying process. However, material safety data sheets (MSDSs) should be obtained for any consumables or service chemicals used with a particular machine.
Perhaps the only unique material to which one may be significantly exposed in the photocopying process is toner. Modern, dry toners should not present a skin or eye hazard to any but perhaps the most sensitive individuals, and recently designed equipment utilizes toner cartridges and CRUs that minimize contact with bulk toner. Liquid toners, as well, should not be directly irritating to the skin. However, their isoparaffinic hydrocarbon carriers are solvents and can defat the skin, leading to dryness and cracking upon repeated exposure. These solvents may also be mildly irritating to the eyes.
Well-designed equipment will not present a bright light hazard, even if the platen is flashed with no original on it, and some illumination systems are interlocked with the platen cover to prevent any operator exposure to the light source. All laser printers are classified as Class I laser products, meaning that, under normal conditions of operation, the laser radiation (beam) is inaccessible, being contained within the printing process, and does not present a biological hazard. Additionally, the laser device should not require maintenance, and in the highly unusual event that access to the beam is required, the manufacturer must provide safe working procedures to be followed by a properly trained service technician.
Finally, properly manufactured hardware will not have sharp edges, pinch points or exposed shock hazards in areas where operators might place their hands.
Skin and eye hazards
In addition to dry toners not presenting a significant skin or eye hazard, one would expect the same with silicon oil-based fuser lubricants. Polydimethylsiloxanes (PDMSs) have been subjected to extensive toxicological evaluations and have generally been found to be benign. While some low-viscosity PDMSs may be eye irritants, those used as fuser lubricants usually are not, nor are they skin irritants. Regardless of actual irritation, any of these materials will be nuisances either on the skin or in the eyes. Affected skin may be washed with soap and water, and eyes should be flooded with water for several minutes.
Individuals frequently working with liquid toners, especially under potential splash conditions, may want to wear protective goggles, safety glasses with side shields, or a face shield if needed. Rubber or vinyl-coated gloves should prevent the dry skin problems mentioned above.
Papers are generally benign as well. However, there have been cases of significant skin irritation when proper care was not taken during processing. Poor manufacturing processes can also cause odour problems when the paper is heated in the fuser of a dry-process copier. Occasionally, the vellum in an engineering copier has not been properly processed and creates a hydrocarbon solvent odour problem.
In addition to the isoparaffinic base of liquid toners, numerous solvents are routinely used in machine upkeep. Included are platen and cover cleaners and film removers, which, typically, are alcohols or alcohol/water solutions containing small amounts of surfactants. Such solutions are eye irritants, but do not directly irritate the skin. However, like the liquid toner dispersants, their solvent action can defat skin and lead to eventual skin-cracking problems. Rubber or vinyl-coated gloves and goggles or safety glasses with side shields should be sufficient to preclude problems.
Inhalation hazards
Ozone is usually the greatest concern of those in the general vicinity of photocopiers. The next most readily identified concerns would be toner, including paper dust, and volatile organic compounds (VOCs). Some situations also give rise to odour complaints.
Ozone is primarily generated by corona discharge from the devices (corotrons/scorotrons) which charge the photoreceptor in preparation for exposure and cleaning. At concentrations most apt to be encountered in photocopying, it can be identified by its pleasant, clover-like odour. Its low odour threshold (0.0076 to 0.036 ppm) gives it good “warning properties”, in that its presence can be detected before it reaches harmful concentrations. As it reaches concentrations which might produce headaches, eye irritation and breathing difficulty, its odour becomes strong and pungent. One should not expect ozone problems from well-maintained machines in properly ventilated areas. However, ozone may be detected when operators work in the machine’s exhaust stream, especially in the case of long copy runs. Odours that are identified as ozone by inexperienced operators are usually found to have arisen from other sources.
Toner has long been considered to be a nuisance particulate, or “particulate not otherwise classified” (PNOC). Studies performed by Xerox Corporation in the 1980s indicated that inhaled toner elicits the pulmonary responses one would expect from exposure to such insoluble particulate materials. They also demonstrated a lack of carcinogenic hazard at exposure concentrations well above those expected to be found in the office environment.
Paper dust consists of paper fibre fragments and sizers and fillers such as clay, titanium dioxide and calcium carbonate. All of these materials are considered to be PNOCs. No reasons for concern have been found for the paper dust exposures expected to occur in the office environment.
The emission of VOCs by photocopiers is a byproduct of their use in plastic toners and parts, rubbers and organic lubricants. Even so, exposures to individual organic chemicals in the environment of an operating photocopier are usually orders of magnitude below any occupational exposure limits.
Odour problems with modern photocopiers are most often an indication of inadequate ventilation. Treated papers, such as carbonless forms or image transfer papers, and occasionally vellums used in engineering copiers, may produce hydrocarbon solvent odours, but exposures will be well below any occupational exposure limits if ventilation is adequate for normal copying. Modern photocopiers are complex electro-mechanical devices which have some parts (fusers) operating at elevated temperatures. In addition to odours that are present during normal operation, odours also occur when a part fails under a heat load and the smoke and emissions from hot plastic and/or rubber are released. Obviously, one should not remain in the presence of such exposures. Common to nearly all odour problems are complaints of nausea and some sort of eye or mucous membrane irritation. These complaints are usually simply indications of exposure to an unknown, and probably unpleasant, odour, and are not necessarily signs of significant acute toxicity. In such cases, the exposed individual should seek fresh air, which nearly always leads to a rapid recovery. Even exposures to smoke and vapours from overheated parts are usually of such short duration that there is no need for concern. Even so, it is only prudent to seek medical advice if symptoms persist or exacerbate.
Installation considerations
As discussed above, copiers produce heat, ozone and VOCs. While the siting and ventilation recommendations should be obtained from the manufacturer and should be followed, it is reasonable to expect that, for all but possibly the largest machines, location in a room having reasonable air circulation, more than two air changes per hour and adequate space around the machine for servicing will be sufficient to prevent ozone and odour issues. Naturally, this recommendation also assumes that all American Society of Heating, Refrigeration and Air Conditioning Engineers (ASHRAE) recommendations for room occupants are also met. If more than one photocopier is added to a room, care should be taken to provide added ventilation and cooling capability. Large, high-volume machines may require special heat-control considerations.
Supplies do not require special considerations beyond those for the keeping of any flammable solvents and avoiding excessive heat. Paper should be kept in its box to the extent practical and the wrapper should not be opened until the paper is needed.
Facsimile (Fax) Machines
Processing operations.
In facsimile reproduction, the document is scanned by a light source and the image is converted to an electronic form compatible with telephone communications. At the receiver, electro-optical systems decode and print the transmitted image via direct thermal, thermal transfer, xerographic or ink-jet processes.
Machines using the thermal processes have a linear print array like a printed circuit board, over which the copy paper is stepped during the printing process. There are about 200 contacts per inch across the width of the paper, which are rapidly heated when activated by an electric current. When hot, a contact either causes the contact spot on a treated copy paper to turn black (direct thermal) or the coating on a typewriter ribbon-like donor roll to deposit a black dot onto the copy paper (thermal transfer).
Fax machines which operate by the xerographic process use the telephone-transmitted signal to activate a laser beam and they then function the same as a laser printer. In a similar fashion, ink-jet machines function the same as ink-jet printers.
Materials.
Paper, either treated or plain, donor rolls, toner and ink are the major materials used in faxing. Direct thermal papers are treated with leuco dyes, which turn from white to black when heated. Donor rolls contain a mixture of carbon black in a wax and polymer base, coated onto a film substrate. The mixture is sufficiently firm that it does not transfer to the skin when rubbed, but when heated it will transfer to the copy paper. Toners and inks are discussed in the photocopying and ink-jet printing sections.
Potential hazards and their prevention.
No unique hazards have been associated with fax machines. There have been odour complaints with some early direct thermal machines; however, as with many odours in the office environment, the problem is more indicative of a low odour threshold, and possibly inadequate ventilation, than a health problem. Thermal transfer machines usually are odour free, and no hazards have been identified with the donor rolls. Xerographic fax machines have the same potential problems as dry photocopiers; however, their low speed normally precludes any inhalation concerns.
Blueprinting (Diazo)
Processing operations.
Modern references to “blueprints” or “blueprint machines” generally mean diazo copies or copiers. These copiers are most often used with large architectural or engineering drawings made on a film, vellum or translucent paper base. Diazo-treated papers are acidic and contain a coupler which yields a colour change upon reaction with the diazo compound; however, the reaction is prevented by the acidity of the paper. The sheet to be copied is placed in contact with the treated paper and exposed to intense ultraviolet (UV) light from a fluorescent or mercury vapour source. The UV light breaks the diazo bond on the areas of the copy paper not protected from exposure by the image on the master, eliminating the possibility of subsequent reaction with the coupler. The master is then removed from contact with the treated paper, which is then exposed to an ammonia atmosphere. The alkalinity of the ammonia developer neutralizes the acidity of the paper, permitting the diazo/coupler colour-change reaction to produce a copy of the image on the parts of the paper which were protected from the UV by the image on the master.
Materials.
Water and ammonia are the only diazo-process materials in addition to the treated paper.
Potential hazards and their prevention.
The obvious concern around diazo-process copiers is the exposure to ammonia, which can cause eye and mucous membrane irritation. Modern machines usually control emissions, and hence exposures are usually considerably less than 10 ppm. However, older equipment may require careful and frequent maintenance and possible local exhaust ventilation. Care should be taken when servicing a machine to avoid spills and prevent eye contact. Manufacturers’ recommendations regarding protective equipment should be followed. One should also be aware that improperly manufactured paper also has the potential for causing skin problems.
Digital Duplicators and Mimeographs
Processing operations.
Digital duplicators and mimeographs share the same basic process in that a master stencil is “burned” or “cut” and placed onto an ink-containing drum, from which ink flows through the master onto the copy paper.
Materials.
Stencils, inks and papers are the supplies used by these machines. The scanned image is digitally burned onto the mylar master of a digital duplicator, while it is electro-cut into a mimeograph’s paper stencil. A further difference is that digital duplicator inks are water based, though containing some petroleum solvent, while mimeograph inks are based on either a naphthenic distillate or a glycol ether/alcohol mixture.
Potential hazards and their prevention.
The primary hazards associated with digital duplicators and mimeographs are due to their inks, although there is a potential hot wax vapour exposure associated with burning the image onto the digital duplicator’s stencil and an ozone exposure during the electro-cutting of stencils. Both types of ink have the potential for eye and skin irritation, while mimeograph ink’s higher petroleum distillate content has a greater potential for causing dermatitis. The use of protective gloves while working with the inks, and adequate ventilation while making copies, should protect against skin and inhalation hazards.
Spirit Duplicators
Processing operations.
Spirit duplicators use a reverse-image stencil which is coated with an alcohol-soluble dye. In processing, the copy paper is lightly coated with a methanol-based duplicating fluid, which removes a small amount of dye upon coming in contact with the stencil, resulting in image transfer to the copy paper. The copies may emit methanol for some time after duplication.
Materials.
Paper, stencils and duplicating fluid are the main supplies for this equipment.
Potential hazards and their prevention.
Spirit duplicating fluids are usually methanol based, and hence are toxic if absorbed through the skin, inhaled or ingested; they are also flammable. Ventilation should be adequate to ensure operator exposures are below current occupational exposure limits and should include providing a ventilated area for drying. Some more recent duplicating fluids used are ethyl alcohol or propylene glycol based, which avoid the toxicity and flammability concerns of methanol. Manufacturers’ recommendations should be followed regarding the use of protective equipment when handling all duplicating fluids.
General Profile
The printing, commercial photography and reproduction industries are important worldwide in terms of their economic significance. The printing industry is very diverse in technologies and in size of enterprises. However, regardless of size as measured by production volume, the different printing technologies described in this chapter are the most common. In terms of production volume, there are a limited number of large-scale operations, but many small ones. From the economic perspective, the printing industry is one of the largest industries and generates annual revenues of at least US$500 billion worldwide. Similarly, the commercial photography industry is diverse, with a limited number of large-volume and many small-volume operations. Photofinishing volume is about equally divided between the large and small-volume operations. The commercial photographic market generates annual revenues of approximately US$60 billion worldwide, with photofinishing operations comprising approximately 40% of this total. The reproduction industry, which consists of smaller-volume operations with combined annual revenues of about US$27 billion, generates close to 2 trillion copies annually. In addition, reproduction and duplication services on an even smaller scale are provided onsite at most organizations and companies.
Health, environmental and safety issues in these industries are evolving in response to substitutions with potentially less hazardous materials, new industrial hygiene control strategies, and the advent of new technologies, such as the introduction of digital technologies, electronic imaging and computers. Many historically important health and safety issues (e.g., solvents in the printing industry or formaldehyde as a stabilizer in photoprocessing solutions) will not be issues in the future due to material substitution or other risk management strategies. Nevertheless, new health, environmental and safety issues will arise that will have to be addressed by health and safety professionals. This suggests the continued importance of health and environmental monitoring as part of an effective risk management strategy in the printing, commercial photography and reproduction industries.
Printing and Publication
General profile
The printing, commercial photography and reproduction industries are important worldwide in terms of their economic significance. The printing industry is very diverse in technologies and in size of enterprises. However, regardless of size as measured by production volume, the different printing technologies described in this chapter are the most common. In terms of production volume, there are a limited number of large-scale operations, but many small ones. From the economic perspective, the printing industry is one of the largest industries and generates annual revenues of at least US$500 billion worldwide. Similarly, the commercial photography industry is diverse, with a limited number of large-volume and many small-volume operations. Photofinishing volume is about equally divided between the large and small-volume operations. The commercial photographic market generates annual revenues of approximately US$60 billion worldwide, with photofinishing operations comprising approximately 40% of this total. The reproduction industry, which consists of smaller-volume operations with combined annual revenues of about US$27 billion, generates close to 2 trillion copies annually. In addition, reproduction and duplication services on an even smaller scale are provided onsite at most organizations and companies.
Health, environmental and safety issues in these industries are evolving in response to substitutions with potentially less hazardous materials, new industrial hygiene control strategies, and the advent of new technologies, such as the introduction of digital technologies, electronic imaging and computers. Many historically important health and safety issues (e.g., solvents in the printing industry or formaldehyde as a stabilizer in photoprocessing solutions) will not be issues in the future due to material substitution or other risk management strategies. Nevertheless, new health, environmental and safety issues will arise that will have to be addressed by health and safety professionals. This suggests the continued importance of health and environmental monitoring as part of an effective risk management strategy in the printing, commercial photography and reproduction industries.David Richardson
Overview of the Printing Processes
The invention of printing dates back to China in the 11th century. In the latter part of the 15th century, Johannes Gutenburg first introduced moveable type and invented the printing press, thus creating the process of printing that is now common around the world. Since then, the printing process has expanded dramatically beyond simply printing of words on paper to printing of words and other forms of graphic arts on paper and other materials (substrates). In the 20th century, the packaging of all types of consumer products has taken printing to yet another level. Printing, packaging and publications, along with the closely associated field of coating and laminating, are found in everyday products and processes used in the home, at leisure and at work.
The art of placing words and pictures on paper or other substrates is moving in directions not anticipated even a few years ago. A very wide spectrum of technologies, ranging from the older and more traditional styles of printing to the newest technologies involving computers and related processes has evolved. This includes everything from the older technology of lead-based type in flat-bed presses to today’s modern web-fed, direct-to-plate presses (see figure 1). In some operations, these varying technologies are literally found side by side.
Figure 1. The finishing end of a printing process

There are four general types of printing and there are many safety, health and environmental hazards associated with these technologies.
1. Letterpress or relief printing. This process, used for many years in printing and publication, involves the creation of images, often letters or pictures, that are raised above a background or non-printing area. Ink is applied to the raised area, which is then placed into contact with the paper or other substrate which accepts the image.
There are several ways to create the relief image, such as assembly of individual letters by using moveable type, or by using the once common linotype machine or machine-created type. These processes are appropriate for simpler, shorter run printing tasks. For longer-running tasks, printing plates, often made of metal or plastic or rubber-type materials, are more appropriate. Using rubber or similar plates is often called flexography or flexographic printing.
Inks typical of this process can be either solvent or water based. Some newer inks, based on ultraviolet (UV) curing and other chemico-physical systems, are being developed and implemented in this printing system.
2. Intaglio or gravure printing. In intaglio or gravure printing processes, the image to be printed is recessed into the face of an engraved plate or cylinder. The plate or cylinder is bathed in ink. Excess ink is then removed from the non-engraved parts of the plate by use of a doctor blade. The plate or cylinder is then brought into contact with the paper or other substrate to which the ink transfers the image. This system of printing is very typical of long-run printed products, such as magazines and packaging materials.
Inks typically are solvent based, with toluene being the most common solvent in intaglio or gravure inks. Use of inks based on soybean oil and water is under way with some success. However, not all applications can utilize this newer technology.
3. Planographic or lithography printing. Dissimilar materials form the basis for planographic or lithographic printing. By using dissimilar materials, areas can be developed that are water receptive or water repelling (i.e., receptive to solvent ink). The solvent ink-receptive area will carry the image, while the water-receptive area will become the background or unprinted area. Thus, ink adheres only in specific areas for transfer to the paper or other substrate. In many instances, this step will involve transfer to an intermediate surface, known as the blanket, which will later be placed against the paper or other substrate. This transfer process is called offset printing, which is widely used for many printing, publication and packaging applications.
It should be noted that not all offset printing involves lithography. Depending upon the exact needs of the printing process, other printing methods may utilize elements of offset printing.
Inks used in planographic or lithographic printing are usually solvent based (i.e., not water based), but some inks that are not solvent based are rapidly being developed.
4. Porous or screen printing. Porous or screen printing uses a stencil placed over a fine mesh screen. The ink is applied to the open screen areas and pressed (squeegeed) over the stencil and open mesh area. The ink will transfer through the screen to the paper or other substrate under the screen. Screen printing is often used for simpler, low volume printing tasks, where this process may have a cost advantage. Typical use of this printing process is for textiles, posters, displays and wallpaper.
Inks for screen printing are either solvent or water based, depending largely on the substrate to be printed. Since the coating used in screen printing is often thicker, inks are typically more viscous than those used in other printing methods.
Preparation of Print-Ready Material
Preparing material for printing involves assembling the various materials, including text, photographs, artwork, illustrations and designs, that are the subject of reproduction into the printed material. All materials must be completely finalized because changes cannot be made after print plates are created. In order to correct errors, the process must be redone. Principles of graphic arts are applied at this point to insure proper aesthetics of the printed product.
The health and safety aspects of the graphic arts step of the printing process are generally regarded as less hazardous than the other aspects of printing. The generation of artwork may involve considerable physical strain, as well as health risks from the pigments, rubber cement, spray adhesives and other materials used. Much of this is being replaced by computerized graphics which is also discussed in the article “Commercial art” in the Entertainment and the arts chapter. The potential hazards of working with visual display units and computers are discussed elsewhere in this Encyclopaedia. Ergonomically sound workstations can alleviate the hazards.
Platemaking
The printing plates or cylinders that are typical of contemporary printing processes must be created for either process photography or computer-generated make-up. Often, the platemaking starts with a camera system that is used to create an image, which subsequently may be transferred by photochemical methods to the plate. Colours must be separated, and aspects of the print quality such as halftone imagery must be developed in this process. The photography used for platemaking is very sophisticated when compared to the typical home-use of a camera. Exceptionally fine sharpness, colour separation and register are needed to allow for the production of quality printed materials. With the introduction of the computer, much of the manual assembly and image development work has been eliminated.
The potential hazards seen in this part of the printing process are similar to those typical of the photographic industry and are discussed elsewhere in this chapter. Controlling potential chemical exposures is important during platemaking.
After the image is created, photomechanical processes are used to create the printing plate. The typical photomechanical processes for making plates can be grouped into the following:
Manual methods. Hand tools, engravers and knives can be used to create relief in the plate, or crayons can be used to create water-repelling areas on a lithography plate. (This is generally a method used in small production, or for special printing tasks.)
Mechanical methods. Lathes, ruling machines and similar types of mechanical equipment are used to create relief, or other equipment can be used to produce water-repelling areas on lithography plates.
Electrochemical methods. Electrochemical methods are used to deposit metals onto plates or cylinders.
Electronic methods. Electronic engravers are used to create relief on plates or cylinders.
Electrostatic methods. Xerographic or similar methods are used to create either relief or water-repelling image components on plates or cylinders.
Photomechanical methods. Photographic images can be transferred to the plates through light-sensitive coatings on the plate or cylinder.
Photomechanical platemaking is the most common process today. In many instances, two or more systems may be used to create the plate or cylinder.
The health and safety implications of making printing plates are extensive owing to the various methods used to create the plate. Mechanical methods, less used today than in the past, were the source of typical mechanical safety issues, including hazards arising from the use of hand tools and the larger mechanical equipment often seen in the machine shop. Risks related to hand safety and guarding are typical in platemaking using mechanical methods. Such platemaking often involves the use of oils and cleaners that may be flammable or toxic.
Older methods are often still in use in many facilities right alongside newer equipment and hazards can be spread. If the plate consists of movable type, a linotype machine, once very common in most printshops, would make type by casting lead into the shape of letters. The lead is melted and kept in a lead pot. With the lead pot present, many of the hazards associated with lead come directly into the printshop. Lead, which is discussed elsewhere in this Encyclopaedia, can enter the body through inhalation of lead compounds and by skin contamination with lead and lead-containing type which can then lead to lead ingestion. The result is possible chronic low-grade lead poisoning, with resultant nervous system dysfunction, kidney dysfunction and other toxicity.
Other methods of platemaking use chemical systems typical of plating or chemical etching to create an image on the plate or cylinder. This involves many different chemicals, including acids and heavy metals (zinc, chromium, copper and aluminium), along with organic chemical-based resin systems that make up some of the upper layers of the plate itself. Some systems now use petroleum-based solvents in the chemical processes of making plates. The potential health hazards from such chemicals must be considered in the safety effort undertaken for such a facility. Ventilation and personal protective equipment that are appropriate for chemicals used are very important. Additionally, the potential environmental effects of corrosives and heavy metals need to be taken into account as part of the safety effort for the chemistry of platemaking. Storage and mixing of these chemical systems also presents health risks which can be significant if a spill occurs.
Engraving systems, used in some instances to transfer the image to the plate or cylinder, also may present potential hazards. Standard systems of engraving will generate some metal contamination that can be a problem for those working with these systems. The newer systems utilize laser equipment to carve the image into the plate material. While this allows the elimination of some steps in the platemaking process, the presence of the laser may present a hazard to the eyes and skin. The laser may also be used to soften materials, such as plastics, rather than to heat them to vapourization, thus creating additional vapour- and fume-related problems for the workplace.
In most instances, the platemaking process is a relatively small portion of the total production operations of the printing facility, which automatically limits the risk present, since few people work in the platemaking area and smaller quantities of materials are typical of these types of operations. As technology progresses, fewer steps will be needed to translate the image to the plate, thus presenting fewer opportunities for hazards to have an impact on employees and the environment.
Ink Manufacture
Depending upon the technologies utilized, a variety of inks and coatings are used. Inks are typically made up of a carrier and pigment or dyes and resins that go to form the image.
The carrier allows the pigments and other components to remain in solution until the ink is dried. Typical printing ink carriers include alcohols, esters (acetates), ketones or water. Gravure inks often include large amounts of toluene. Newer inks may contain epoxidized soybean oil and other chemicals that are less hazardous because they are not volatile.
Another component of typical inks is the resin binder. The resin bender is used, after the solvent has dried, to hold the pigment to the substrate. Organic resins, some natural and others synthetic, such as acrylic resins, are routinely used in inks.
The pigment provides the colour. Pigment bases can come from a variety of chemicals including heavy metals and organic materials.
UV-cured inks are based on acrylates and do not contain carriers. They are not involved in the curing/drying process. These inks tend to be simply a resin and pigment system. The acrylates are potential skin and respiratory sensitizers.
There are many health and safety hazards associated with ink manufacture. Since ink make-up often includes flammable solvents, fire protection is important at any facility where ink manufacture is undertaken. Sprinkler systems and portable extinguishing equipment must be present and in full and complete operating condition. Since employees must know how to use the equipment, training is needed. Electrical systems should be instrinsically safe or involve purging or explosion proofing. Control of static is critical since many solvents can generate a static charge when run through a plastic hose or through the air. Humidity control, grounding and bonding are strongly recommended for static control.
Mixing equipment, from small mixers to large batch tanks, can impose many mechanical safety hazards. Mixer blades and systems must be guarded or otherwise protected during operation and while in make-ready and clean-up modes. Machine guards are needed and must be in place; when they are removed for maintenance-related activities, lockout/tagout programmes are essential.
Owing to the quantities of materials present, the handling of material may also present hazards. While it is recommended that all materials that are conveniently piped directly to the area of use be handled in such a manner, many ink components must be manually moved to the mixing area in bags, drums or other containers. This involves using not only mechanical equipment such as lift trucks and hoists, but also manual handling by the employee doing the mixing. Back strains and similar stresses are common in these operations. Training on correct lifting practices is an important aspect of preventive measures, as well as selecting mechanical lifting processes that require less direct human involvement.
With this much handling, spills and chemical handling incidents can occur. Systems should be in place to deal with such emergency situations. Also, care in storage to prevent spillage and possible mixing of incompatible materials is needed.
The specific chemicals and large amounts stored can lead to issues related to possible employee health exposures. Each component, whether carrier, resin or pigment, should be evaluated both individually and within the context of the ink system. The safety effort should include: industrial hygiene evaluation and sampling to determine whether exposures are judged acceptable; adequate ventilation for removal of toxic materials; and the use of appropriate personal protective equipment should be considered. Since spills and other opportunities for overexposure are present, emergency systems should be in place to render first aid. Safety showers, eye washes, first aid kits and medical surveillance are all recommended, otherwise injury to skin, eyes, respiratory system and other body systems may occur. Inputs can range from simple dermatitis resulting from skin exposure to solvents, to more permanent organ damage due to exposure to heavy-metal pigments, such as lead chromate, that are found in some ink formulations. The spectrum of possible toxicity is large because of the many materials that are used in various ink and coating manufacture. With newer technologies such as UV-curable inks, the hazard may change from standard solvent hazards to sensitization from repeated contact with skin. Care must be taken to fully understand the potential risks of the chemicals used in ink and coating manufacture. This is best done prior to formulation.
Since many inks contain materials that are potentially harmful if they find their way into the environment, controls on the ink-making process may be necessary. Additionally, residual materials including clean-up materials and wastes must be handled carefully, to minimize their impact on the environment.
With the strong worldwide emphasis on a better environment, more “earth friendly” inks are being introduced, which use water as the solvent and less toxic resins and pigments. This should help reduce the hazards related to ink manufacturing.
Printing
Printing involves taking the plate, placing an ink onto the plate, and transferring the ink to the substrate. In offset processes, the image is transferred from a plate wrapped around a cylinder to an intermediate rubber cylinder (blanket) before being transferred to the desired substrate. Substrates are not always limited to paper, although paper is one of the most common substrates. Many fancy labels are printed on vacuum-metallized polyester film, using conventional printing techniques. Laminated plastics may be fed into the printing press in sheets or as part of a continuous web that is later cut to specification to make packaging.
Since printing often involves colour, several printed layers may be placed onto the substrate and then dried prior to the addition of the next layer. All of this must be done very precisely in order to keep all the colours in register. This requires multiple printing stations and sophisticated controls to maintain proper speed and tension through the press.
The hazards associated with operating a printing press are similar to those involved in ink manufacturing. The fire hazard is critical. As with ink manufacturing, sprinkler systems and other means of fire protection are needed. Other systems may be mounted directly to the press. These serve as added controls in addition to the portable extinguishers which should be available. Electrical systems should meet the purged, explosion-proof or intrinsically safe requirements. Static electricity control is also important, especially with solvents like isopropyl alcohol and with web presses. Added to the handling of flammable liquids that can generate static while moving through plastic hoses or the air, most plastic films or webs will also generate very substantial static charges when they move over a metal roll. Humidity control, grounding and bonding are necessary for removing static, along with web-focused static elimination techniques.
Manual handling of printing equipment, substrate materials and related inks is another safety concern. Storage issues similar to those in ink manufacture are present. Minimizing manual handling of equipment, substrate materials and inks is recommended. Where this is not possible, routine and focused education is needed for those employed in the printing room.
Added to the safety issues in the printing room are the mechanical safety issues involving rapidly moving/rotating equipment along with a substrate moving along at speeds in excess of 1,500 feet per minute. Guarding systems and alarms are needed to help insure employee safety. Lockout and tagout systems are also needed during repair/maintenance functions.
With the amount of rotating equipment and the speeds that are common in many printing operations, noise is often a significant issue, especially when multiple presses are present, as in newspaper printing. If noise levels are not acceptable, a hearing conservation programme should be implemented that includes engineering controls.
Although inks are often dried into the air around the press, drying tunnels are recommended to reduce exposure to volatile solvents.
Also, in some higher-speed printing operations, ink misting may occur. Both solvent drying and possible ink misting present a risk of inhalation of possibly toxic chemicals. Further, routine management of the printing operation, filling of tanks and trays, cleaning of rolls and idlers, and related tasks may involve contact with inks and cleaning solvents.
As with ink manufacturing, a well constructed industrial hygiene sampling effort, along with adequate ventilation and personal protective equipment, is recommended. Since these presses, some of which are very large, need to be routinely cleaned, chemical solvents are often used, leading to further chemical contact. Handling procedures can reduce exposures but not entirely remove them, depending on the size of the printing operations. As noted previously, even new inks and coatings that represent better technology still may have hazards. For example, UV-curable inks are potential sensitizers when in contact with the skin, and there is potential exposure to hazardous levels of UV radiation.
Emissions from printing operations, along with clean-up solutions and waste inks, are potential issues of environmental concern. Air pollution abatement systems may be needed to capture and either destroy or reclaim solvents evaporated from inks after printing. Careful management of the wastes generated to minimize the impact on the environment is important. Waste handling systems are recommended where solvents or other components can be recycled. Newer technology using better solvents for clean-up are coming from current research efforts. This may reduce emissions and possible exposures. An active review of current clean-up technology is recommended to see if alternatives to solvent cleaning, such as using water-based solutions or vegetable oils, are available that will meet the requirements found in specific printing operations. However, water-based cleaning solutions that are contaminated with solvent-based inks may still require careful management both inside the printing operation and upon disposal.
Finishing
Once printed, the substrate typically needs some additional finishing prior to being prepared for final use. Some materials can be sent directly from the press to packaging equipment which will form the package and fill in the contents or will apply an adhesive and place the label onto the container. In other instances, a large amount of cutting or slitting to size is needed for final assembly of the book or other printed material.
The health and safety issues related to finishing are mostly mechanical safety issues. Since much of the finishing involves cutting to size, cuts and lacerations to the fingers, hands and wrist/arm are typical. Guarding is important and must be used as part of every task. Small knives and blades used by employees also need to be used carefully and stored and disposed of properly to prevent inadvertent cuts and lacerations. Larger systems also need the same level of attention in guarding and training to prevent accidents.
The material handling aspect of finishing is significant. This applies to the material to be finished as well as the final packaged printed product. Where mechanical equipment such as lift trucks, hoists and conveyors can be used, they are recommended. Where manual lifting and handling must occur, education on proper lifting should be undertaken.
Recent evaluation of this component of the printing process indicates that possible ergonomic stress is placed on the human body. Each task - cutting, sorting, packaging - should be reviewed to determine possible ergonomic implications. If ergonomic problems are found, changes in the workplace may be needed to reduce this possible stressor to acceptable levels. Often some form of automation can help, but there still remain in most printing operations many manual handling tasks that may create ergonomic stress. Job rotation can help reduce this problem.
Printing in the Future
There will always be a need to print words on a substrate. But the future of printing will involve more direct transfer of information from computer to press, as well as electronic printing, where words and images are impressed onto electromagnetic media and other substrates. While such electronic print can be viewed and read only through an electronic device, more and more printed text and literature will move from the printed substrate to the electronic substrate format. This will lessen many of the mechanical safety and health issues related to printing, but will increase the number of ergonomic health risks in the printing industry.
Synthetic Gems
Synthetic gems are chemically and structurally identical to stones found in nature. Imitation gems, in contrast, are stones that are made to appear similar to a particular gem. There are a few basic processes that produce a variety of gem stones. Synthetic gems include garnet, spinel, emerald, sapphire and diamond. Most of these stones are produced for use in jewellery. Diamonds are used as abrasives, while rubies and garnets are used in lasers.
The first synthetic gem used in jewellery was emerald. The process employed in its manufacture is proprietary and kept secret, but probably involves a flux-growth method in which silicates of alumina and beryllium with additions of chromium for colour are melted together. Emeralds crystallize out of the flux. It may take a year to produce stones by this process.
The Verneuil or flame-fusion process is used in the production of sapphire and ruby. It requires large amounts of hydrogen and oxygen, therefore consuming great amounts of energy. This process involves heating a seed crystal with an oxyhydrogen flame until the surface is liquid. Powered raw material such as AI2O3 for sapphire is added carefully. As the raw material becomes molten, the seed crystal is slowly withdrawn from the flame, causing the liquid furthest from the flame to solidify. The end closest to the flame is still liquid and ready for more raw material. The end result is the formation of a rod-like crystal. Sundry colours are created by adding small amounts of various metal ions to the raw materials. Ruby is created by replacing 0.1% of its aluminium ions with chromium atoms.
Spinel, a colourless synthetic germ (MgAI2O4), is made by the Verneuil process. Along with sapphire, spinel is used by industry to provide a wide range of colours for use as birth stones and in class rings. The colour produced by adding the same metal ions will be different in spinel than it will be in sapphire.
Synthetic diamonds are used in industry because of their hardness. Applications for diamonds include cutting, polishing, grinding and drilling. Some of the common uses are cutting and grinding of granite for use in building construction, well drilling and grinding non-ferrous alloys. In addition, processes are being developed that will deposit diamond on surfaces to provide clear, hard, scratch-resistant surfaces.
Diamonds are formed when elemental carbon or graphite is subjected to pressure and heat over time. To create a diamond on the factory floor involves combining graphite and metal catalysts and pressing them together in high heat (up to 1,500 °C). The size and quality of the diamonds are controlled by adjusting the time, pressure and/or heat. Large tungsten carbide dies are used to achieve the high pressures needed to form diamonds in a reasonable period of time. These dies measure up to 2 m across and 20 cm thick, resembling a large doughnut. The mixture of graphite and catalyst is placed in a ceramic gasket, and tapered pistons squeeze from above and below. After a specified time, the gasket containing diamonds is removed from the press. The gaskets are broken away and the diamond-bearing graphite is subjected to a series of agents designed to digest away all material except for the diamonds. The reactants employed are strong agents that are potential sources of significant burns and respiratory injury. Gem-quality diamonds may be produced in the same manner, but the long press times required make this process prohibitively expensive.
Hazards resulting from the manufacture of diamonds include potential exposure to the highly reactive acids and caustic agents in great volumes, noise, dust from forming and breaking of ceramic gaskets, and metal dust exposure. Another potential hazard is created by the failure of the massive carbide dies. After a variable number of uses, the dies fail, posing a trauma hazard if the dies are not isolated. Ergonomic issues arise when the diamonds manufactured are classified and graded. Their small size makes this a tedious and repetitive job.
Optical Fibres
Optical fibres are hair-thin strands of glass designed to transmit light rays along their axis. Light-emitting diodes (LEDs) or laser diodes convert electrical signals into the optical signals that are transmitted through an inner cylindrical core of the optical fibre cable. The lower refractive properties of the external cladding allows light signals to be propagated by internal reflection along the inner cylindrical core. Optical fibres are designed and manufactured to propagate either as a single light beam or as multiple light beams simultaneously transmitted along the core. (See figure 1.)
Figure 1. Single & multi-mode optical fibres
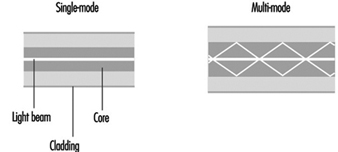
Single-mode fibre is primarily used for telephony, cable television applications and campus backbones. Multi-mode fibre is commonly used for data communications and in premise networks.
Optical fibre manufacturing
Special materials and processes are required to manufacture optical fibres that meet the basic design criteria: (1) a core with a high refractive index and cladding with a low refractive index, (2) a low signal attenuation or power loss, and (3) a low dispersion or broadening of the light beam.
High-purity silica glass with other glass materials (i.e., heavy-metal fluoride glasses, chalcogenide glasses) are the primary materials currently used to manufacture optical fibres. Polycrystalline materials, single-crystal materials, hollow waveguides and polymeric plastic materials are also used. Raw materials must be relatively pure with very low concentrations of transition metals and hydroxyl-forming groups (below the parts per billion level). Processing methods must shield the forming glass from impurities in the manufacturing environment.
Optical fibres are manufactured by using a non-conventional vapour phase preparation of a glass preform which is then drawn into fibre. Volatile silica compounds are converted to SiO2 by flame hydrolysis, chemical vapour deposition (CVD) or high-temperature oxidation. Other dopants are then added to the glass to change the glass properties. Variations in the process of vapour deposition start with the same material but differ in the method used to convert this material to silica.
One of the following vapour phase deposition methods is used to manufacture silica-based optical fibres: (1) modified chemical vapour deposition (MCVD), (2) plasma chemical vapour deposition (PCVD), (3) outside vapour deposition (OVD), and (4) vapour phase axial deposition (VAD) (see figure 2). Silicon tetrachloride (SiCI4), germanium tetrachloride (GeCI4) or other volatile liquid halides convert to gas when heated slightly due to their high vapour pressures. Gaseous halide is delivered to a reaction zone and converted to glass particles (see also the chapter Microelectronics and semiconductors.)
Figure 2. Optic fibre manufacturing flow chart
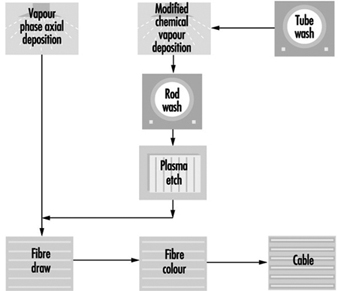
MCVD and PCVD processes. A high-quality fused silica tube is attached to a glass working lathe fitted with a hydrogen/oxygen torch that traverses its length. A halide material supply is attached to one end of the glass tube and a scrubber to the opposite end to remove excess halide material. The surface of the glass tube is first cleaned by fire polishing as the torch traverses the tube’s length. Various reagents are added in the vapour system depending on the product being manufactured. A chemical reaction occurs as the halides pass through the section of the tube being heated. The halides convert to silica “soot” particles that deposit on the inner glass tube wall downstream from the torch. Deposited particles are sintered into the glass layer. The PCVD process is similar to MCVD except that the halides are supplied by a bubbler system, and microwaves are used instead of a torch to convert the halide material to glass.
OVD and VAD processes. In the first stage of the fibre manufacturing process, the core and cladding glasses are vapour deposited around a rotating target rod to form a “soot” preform. The core material is deposited first, followed by the cladding. The entire preform must be extremely pure, since both the core and cladding are vapour deposited. Fibre geometry is determined during the laydown phase of manufacturing. After the target rod is removed, the preform is placed in a furnace, where it is consolidated into a solid, clear glass and the centre hole is closed. Gas is passed through the preform to remove residual moisture which adversely affects the attenuation of the fibre (loss of optical signal as light transmits along the fibre axis). Preforms are then washed with hydrofluoric acid to ensure the purity of the glass and to remove contaminants.
The consolidated glass preform is placed in a draw tower to form a continuous strand of glass fibre. First the preform is loaded into the top of a draw furnace. Next, the tip of the preform is heated and a piece of molten glass begins to fall. As this piece is drawn (pulled), it passes through an inline diameter monitor to assure the fibre meets an exact specified diameter (usually measured in microns.) The fibre’s cladding diameter must conform with exact specifications in order to keep signal loss at connections low. The outer cladding diameter is used as a guide to align fibre cores during end use. The cores must line up so light transfer occurs efficiently.
Acrylate polymer or other coatings are applied and cured with ultraviolet lamps. The coatings are intended to protect the optical fibre from the environment during end use. The optical fibres are tested to assure conformance with manufacturing standards for strength, attenuation and geometry. Specific lengths of fibre are wound onto reels per customer specifications.
A number of potential hazards are encountered during optical fibre manufacturing. These include: (1) exposure to hydrofluoric acid (when cleaning glass preforms), (2) radiant energy and heat stress associated with working environments near lathes and vapour deposition processes, (3) direct contact with hot surfaces or molten material (glass preforms), (4) exposure to acrylate polymer coatings (skin sensitizers), (5) skin punctures and lacerations during fibre handling and (6) a variety of physical hazards previously described.
" DISCLAIMER: The ILO does not take responsibility for content presented on this web portal that is presented in any language other than English, which is the language used for the initial production and peer-review of original content. Certain statistics have not been updated since the production of the 4th edition of the Encyclopaedia (1998)."