Some text was revised from the article authored by V.P.Gupta in the 3rd edition of this Encyclopaedia.
Tanning is the chemical process that converts animal hides and skins into leather. The term hide is used for the skin of large animals (e.g., cows or horses), while skin is used for that of small animals (e.g., sheep). Hides and skins are mostly by-products of slaughterhouses, although they may also come from animals that have died naturally or been hunted or trapped. Tanning industries are usually located near stock-raising regions; however, hides and skins may be preserved and transported prior to tanning, so the industry is widespread.
The tanning process consists in strengthening the hide’s protein structure by creating a bond between the peptide chains. The hide is composed of three layers: epidermis, dermis and subcutaneous layer. The dermis consists of about 30 to 35% protein, which is mostly collagen, with the remainder being water and fat. The dermis is used to make leather after the other layers have been removed using chemical and mechanical means. The tanning process uses acids, alkalis, salts, enzymes and tanning agents to dissolve fats and non-fibrous proteins and chemically bond the collagen fibres together.
Tanning has been practised since prehistoric times. The oldest system of tanning relies on the chemical action of vegetable material containing tannin (tannic acid). Extracts are taken from the parts of plants that are rich in tannin and processed into tanning liquors. The hides are soaked in pits or vats of increasingly strong liquors until they are tanned, which may take weeks or months. This process is used in countries with low levels of technology. This process is also used in developed countries to produce firmer, thicker leather for shoe soles, bags, cases and straps, although process changes have been introduced to shorten the time needed for tanning. Chemical tanning using mineral salts such as chromium sulphate was introduced during the late 19th century and has become the primary process to produce softer, thinner leather for goods such as handbags, gloves, garments, upholstery and shoe uppers. Tanning may also be accomplished using fish oils or synthetic tannins.
There is great variation in the scale and types of tanning facilities. Some tanneries are highly mechanized and use closed automatic systems and many chemicals, whereas others still use largely manual work and natural tanning substances with techniques essentially unchanged over the centuries (see figure 1). The type of product required (e.g., heavy-duty leather or fine flexible leathers) influences the choice of tanning agents and the finishing required.
Figure 1. Manual working methods in an Afghanistan tannery

Process Description
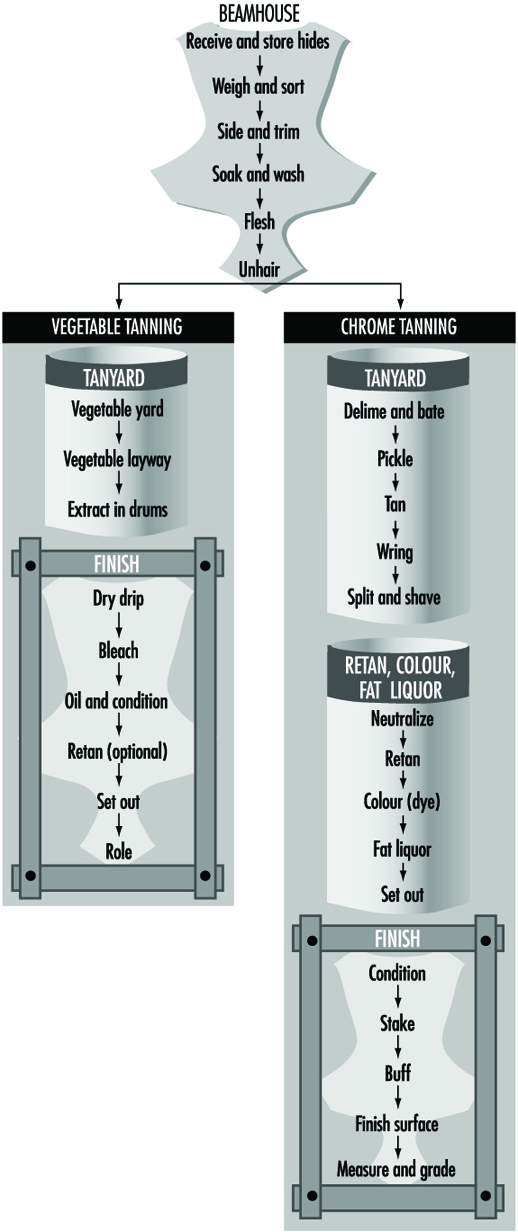
Leather production can be divided into three stages: preparation of the hide for tanning, which includes processes such as the removal of hair and adherent flesh; the tanning process; and the finishing process. Finishing includes mechanical processes to shape and smooth the leather and chemical treatments to colour, lubricate, soften and apply a surface finish to the leather (see figure 2). All of these processes may take place in one facility, although it is common for leather finishing to be conducted at locations different from tanning in order to take advantage of transportation costs and local markets. The implication is that it affects the likelihood of cross-contamination among the processes.
Figure 2. Typical processes for leather tanning & finishing
Curing and shipment. Because raw hides and skins decay rapidly, they are preserved and disinfected prior to shipment to the tannery. The hide or skin is flayed from the carcass and then preserved by curing. Curing can be accomplished by a variety of means. Curing by drying is suitable in regions where hot and dry climatic conditions prevail. Drying consists of stretching the hides on frames or spreading them on the ground in the sun. Dry-salting, another method of curing hides, consists of rubbing the fleshy side of the hide with salt. Brine curing, or brining, consists of submerging the hides in a solution of sodium chloride to which naphthalene may have been added. Brining is the most common form of preservation in developed countries.
Prior to shipment, hides are generally treated with DDT, zinc chloride, mercury chloride, chlorophenols or other agents for disinfection. These substances may represent hazards both at the site of curing and on receipt at the tannery.
Preparation. The cured hides and skins are prepared for tanning by several operations, collectively referred to as beamhouse operations. First the hides are sorted, trimmed and then washed in vats or drums. Disinfectants such as bleaching powder, chlorine and sodium acid fluoride in the water prevent putrefaction of hides. Chemicals such as caustic soda, sodium sulphide and surfactants are added to the water to accelerate soaking of dry-salted or dried hides.
The soaked hides and skins are then limed by immersing in milk of lime to loosen the epidermis and hair roots and to remove other unwanted soluble proteins and fats. In another method, a depilatory paste of lime, sulphide and salt is applied to the flesh side of the skins in order to save hair and wool. The limed hides are unhaired to remove the loosened hairs and defleshed. Epidermal debris and fine hair roots are mechanically removed by the scudding operation.
These operations are followed by deliming and bating with buffering salts, such as ammonium sulphate or ammonium chloride, and the action of proteolytic enzymes neutralizes the high alkalinity of limed hides. In pickling, hides are placed in an acid environment consisting of sodium chloride and sulphuric acid. The acid is necessary because chrome-tanning agents are not soluble under alkaline conditions. Vegetable-tanned hides do not need to be pickled.
Many of the beamhouse operations are carried out by processing the hides in solutions using large pits, vats or drums. Solutions are piped or poured into the containers and later emptied through pipes or into open drainage channels in the work area. The chemicals may be added to the containers by pipes or manually by workers. Good ventilation and personal protective equipment are needed to prevent respiratory and dermal exposure.
Tanyard. Various substances may be used for tanning, but the main distinction is between vegetable and chrome tanning. Vegetable tanning may be carried out either in pits or in rotating drums. Rapid tanning, in which high concentrations of tannins are used, is carried out in rotating drums. The chrome-tanning process most often used is the one-bath method, in which the hides are milled in a colloidal solution of chromium (III) sulphate until tanning is complete. A two-bath chrome-tanning process was used in the past, but this process involved potential exposure to hexavalent chromium salts and required more manual handling of the hides. The two-bath process is now considered obsolete and is rarely used.
Once tanned, the hide is further processed to shape and condition the leather. The hide is removed from the solution and excess water is removed by wringing. Chrome leather must be neutralized after being tanned. Splitting is the longitudinal division of wet or dry leather that is too thick, for articles such as shoe uppers and leather goods. Roll machines with cutting blades are used to further reduce the leather to the thickness required. A large amount of dust may be released when the leather is split or shaved while dry.
Re-tanning, colouring and fat-liquoring. After tanning, most leathers except sole leathers undergo colouring (dyeing). Generally, colouring is performed in a batch mode; and re-tanning, colouring and fat liquoring operations are all performed in sequence in the same drum with intermediate steps of washing and drying. Three major types of dyes are used: acid, basic and direct. Blends of dyes are used in order to obtain the exact shade desired, so the composition is not always known except by the supplier. The purpose of fat-liquoring is to lubricate leather to give it strength and flexibility. Oils, natural fats, their transformation products, mineral oils and several synthetic fats are used.
Finishing. After drying, vegetable tanned leather is subjected to mechanical operations (setting and rolling) and given a final polish. The finishing process for chrome leather includes a series of mechanical operations and, normally, the application of a covering layer to the leather surface. Staking is a mechanical beating operation used to make the leather soft. To improve the final appearance, the grain side of the leather is buffed using a sanding drum. This process generates a tremendous amount of dust.
A final surface finish is applied, which may contain solvents, plasticizers, binders and pigments. These solutions are applied by pads, flow coating or spraying. Some tanneries employ hand labour to apply the finish using pads, but this is usually carried out by machines. In flow coating, the solution is pumped into a reservoir above the conveyor carrying the leather and flows down onto it. In most cases, painted or sprayed leathers are not dried in ovens, but on trays on shelves. This practice provides a wide evaporating surface and contributes to air pollution.
Hazards and Their Prevention
Infectious hazards. In the early stages of the beamhouse operations, there may be some risk of infection due to zoonoses from the raw hides. Anthrax was a recognized hazard among workers engaged in handling hides and skins, particularly dry and dry-salted hides. This hazard has been virtually eliminated in tanneries due to disinfection of hides prior to shipment to the facilities. Colonies of fungi may develop on leathers and on the surface of the liquors.
Injuries. Slippery, wet and greasy floors form a serious hazard in all parts of a tannery. All floors should be of impervious material, have an even surface and be well drained. Good maintenance and housekeeping are essential. Mechanized transfer of hides and skins from one operation to another and proper drainage of liquors from vats and drums will help to reduce spillage and manual-handling ergonomic problems. Open pits and vats should be fenced to prevent injuries due to drowning and scalds.
There are many hazards connected with the operating parts of the machines—for example, injuries caused by revolving drums, in-running rollers and knives. Efficient guarding should be provided. All transmission machinery, belts, pulleys and gear wheels should be guarded.
Several operations involve manual lifting of the hides and leather, which represents an ergonomic hazard. Noise associated with the machinery is another potential hazard.
Dust. Dust is produced in a variety of tanning operations. Chemical dust can be produced during the loading of hide-processing drums. Leather dust is produced during mechanical operations. Buffing is the major source of dust. The dust in tanneries may be impregnated with chemicals, as well as fragments of hair, mould and excrement. Effective ventilation is needed for dust removal.
Chemical hazards. The large variety of acids, alkalis, tannins, solvents, disinfectants and other chemicals can be respiratory and skin irritants. Dusts of vegetable tanning materials, lime and leather and chemical mists and vapours arising in the various processes may be responsible for causing chronic bronchitis. Several chemicals may cause contact dermatitis. Chrome ulceration may occur in chrome tanning, especially on the hands. Exposures in the beamhouse operations are mainly to sulphur compounds such as sulphides and sulphates. Since these are alkaline substances, there is a potential to generate hydrogen sulphide gas if these substances contact acids.
Potential cancer-causing agents used in leather tanning and finishing include hexavalent chromium salts (in the past), aniline and azo dyes, vegetable tannins, organic solvents, formaldehyde and chlorophenols. The International Agency for Research on Cancer (IARC) evaluated the leather tanning industry in the early 1980s and concluded that there was no evidence to suggest an association between leather tanning and nasal cancer (IARC 1981). Case reports and epidemiological studies since the IARC evaluation have indicated increased risk for cancers among leather tanning and finishing workers—including lung cancer, sinonasal cancer and pancreatic cancer associated with leather dust and tanning (Mikoczy et al. 1996) and bladder cancer and testicular cancer associated with dyes or solvents in the finishing process (Stern et al. 1987). None of these associations is clearly established at this time.