Cotton accounts for almost 50% of the worldwide consumption of textile fibre. China, the United States, the Russian Federation, India and Japan are the major cotton-consuming countries. Consumption is measured by the amount of raw cotton fibre purchased and used to manufacture textile materials. Worldwide cotton production is annually about 80 to 90 million bales (17.4 to 19.6 billion kg). China, the United States, India, Pakistan and Uzbekistan are the major cotton-producing countries, accounting for over 70% of world cotton production. The rest is produced by about 75 other countries. Raw cotton is exported from about 57 countries and cotton textiles from about 65 countries. Many countries emphasize domestic production to reduce their reliance on imports.
Yarn manufacturing is a sequence of processes that convert raw cotton fibres into yarn suitable for use in various end-products. A number of processes are required to obtain the clean, strong, uniform yarns required in modern textile markets. Beginning with a dense package of tangled fibres (cotton bale) containing varying amounts of non-lint materials and unusable fibre (foreign matter, plant trash, motes and so on), continuous operations of opening, blending, mixing, cleaning, carding, drawing, roving and spinning are performed to transform the cotton fibres into yarn.
Even though the current manufacturing processes are highly developed, competitive pressure continues to spur industry groups and individuals to seek new, more efficient methods and machines for processing cotton which, one day, may supplant today’s systems. However, for the foreseeable future, the current conventional systems of blending, carding, drawing, roving and spinning will continue to be used. Only the cotton picking process seems clearly destined for elimination in the near future.
Yarn manufacturing produces yarns for various woven or knitted end-products (e.g., apparel or industrial fabrics) and for sewing thread and cordage. Yarns are produced with different diameters and different weights per unit length. While the basic yarn manufacturing process has remained unchanged for a number of years, processing speeds, control technology and package sizes have increased. Yarn properties and processing efficiency are related to the properties of the cotton fibres processed. End-use properties of the yarn are also a function of processing conditions.
Yarn Manufacturing Processes
Opening, blending, mixing and cleaning
Typically, mills select bale mixes with the properties needed to produce yarn for a specific end-use. The number of bales used by different mills in each mix ranges from 6 or 12 to over 50. Processing begins when the bales to be mixed are brought to the opening room, where bagging and ties are removed. Layers of cotton are removed from the bales by hand and placed in feeders equipped with conveyors studded with spiked teeth, or entire bales are placed on platforms which move them back and forth under or over a plucking mechanism. The aim is to begin the sequential production process by converting the compacted layers of baled cotton into small, light, fluffy tufts that will facilitate the removal of foreign matter. This initial process is referred to as “opening”. Since bales arrive at the mill in various degrees of density, it is common for bale ties to be cut approximately 24 hours before the bales are to be processed, in order to allow them to “bloom”. This enhances opening and helps regulate the feeding rate. The cleaning machines in mills perform the functions of opening and first-level cleaning.
Carding and combing
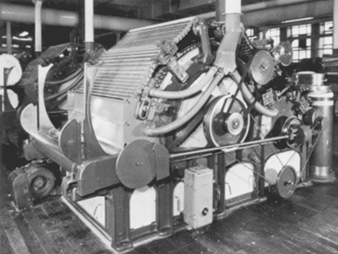
The card is the most important machine in the yarn manufacturing process. It performs second- and final-level cleaning functions in an overwhelming majority of cotton textile mills. The card is composed of a system of three wire-covered cylinders and a series of flat, wire-covered bars that successively work small clumps and tufts of fibres into a high degree of separation or openness, remove a very high percentage of trash and other foreign matter, collect the fibres into a rope-like form called a “sliver” and deliver this sliver in a container for use in the subsequent process (see figure 1).
Figure 1. Carding
Wilawan Juengprasert, Ministry of Public Health, Thailand
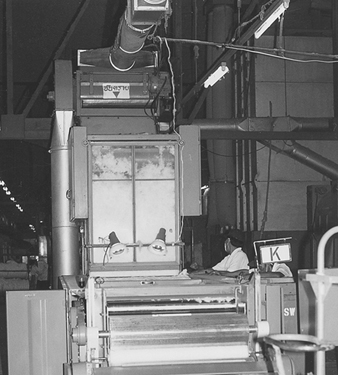
Historically, cotton has been fed to the card in the form of a “picker lap”, which is formed on a “picker”, a combination of feed rolls and beaters with a mechanism made up of cylindrical screens on which opened tufts of cotton are collected and rolled into a batt (see figure 2). The batt is removed from the screens in an even, flat sheet and then is rolled into a lap. However, labour requirements and the availability of automated handling systems with the potential for improved quality are contributing to the obsolescence of the picker.
Figure 2. A modern picker
Wilawan Juengprasert, Ministry of Public Health, Thailand
The elimination of the picking process has been made possible by the installation of more efficient opening and cleaning equipment and chute-feed systems on the cards. The latter distribute opened and cleaned tufts of fibres to cards pneumatically through ducts. This action contributes to processing consistency and improved quality and reduces the number of workers required.
A small number of mills produce combed yarn, the cleanest and most uniform cotton yarn. Combing provides more extensive cleaning than is provided by the card. The purpose of combing is to remove short fibres, neps and trash so that the resulting sliver is very clean and lustrous. The comber is a complicated machine composed of grooved feed rolls and a cylinder that is partially covered with needles to comb out short fibres (see figure 3).
Figure 3. Combing

Wilawan Juengprasert, Ministry of Public Health, Thailand
Drawing and roving
Drawing is the first process in yarn manufacturing that employs roller drafting. In drawing, practically all draft results from the action of rollers. Containers of sliver from the carding process are staked in the creel of the drawing frame. Drafting occurs when a sliver is fed into a system of paired rollers moving at different speeds. Drawing straightens the fibres in the sliver by drafting to make more of the fibres parallel to the axis of the sliver. Parallelization is necessary to obtain the properties desired when the fibres are subsequently twisted into yarn. Drawing also produces a sliver that is more uniform in weight per unit of length and helps to achieve greater blending capabilities. The fibres that are produced by the final drawing process, called finisher drawing, are nearly straight and parallel to the axis of the sliver. Weight per unit length of a finisher-drawing sliver is too high to permit drafting into yarn on conventional ring-spinning systems.
The roving process reduces the weight of the sliver to a suitable size for spinning into yarn and inserting twist, which maintains the integrity of the draft strands. Cans of slivers from finisher drawing or combing are placed in the creel, and individual slivers are fed through two sets of rollers, the second of which rotates faster, thus reducing the size of the sliver from about 2.5 cm in diameter to that of the diameter of a standard pencil. Twist is imparted to the fibres by passing the bundle of fibres through a roving “flyer”. The product is now called “roving”, which is packaged on a bobbin about 37.5 cm long with a diameter of about 14 cm.
Spinning
Spinning is the single most costly step in converting cotton fibres to yarn. Currently, over 85% of the world’s yarn is produced on ring-spinning frames, which are designed to draft the roving into the desired yarn size, or count, and to impart the desired amount of twist. The amount of twist is proportional to the strength of the yarn. The ratio of the length to the length fed can vary on the order of 10 to 50. Bobbins of roving are placed onto holders that allow the roving to feed freely into the drafting roller of the ring-spinning frame. Following the drafting zone, the yarn passes through a “traveller” onto a spinning bobbin. The spindle holding this bobbin rotates at high speed, causing the yarn to balloon as twist is imparted. The lengths of yarn on the bobbins are too short for use in subsequent processes and are doffed into “spinning boxes” and delivered to the next process, which may be spooling or winding.
In the modern production of heavier or coarse yarns, open-end spinning is replacing ring spinning. A sliver of fibres is fed into a high-speed rotor. Here the centrifugal force converts the fibres into yarns. There is no need for the bobbin, and the yarn is taken up on the package required by the next step in the process.
Considerable research and development efforts are being devoted to radical new methods of yarn production. A number of new spinning systems currently under development may revolutionize yarn manufacturing and could cause changes in the relative importance of fibre properties as they are now perceived. In general, four of the different approaches used in the new systems appear practical for use on cotton. Core-spun systems are currently in use to produce a variety of specialty yarns and sewing threads. Twistless yarns have been produced commercially on a limited basis by a system that bonds the fibres together with a polyvinyl alcohol or some other bonding agent. The twistless yarn system offers potentially high production rates and very uniform yarns. Knit and other apparel fabrics from twistless yarn have excellent appearance. In air-vortex spinning, currently under study by several machinery manufacturers, drawing sliver is presented to an opening roller, similar to rotor spinning. Air-vortex spinning is capable of very high production speeds, but prototype models are particularly sensitive to fibre length variations and foreign matter content such as trash particles.
Winding and spooling
Once the yarn is spun, the manufacturers must prepare a correct package. The type of package depends on whether the yarn will be used for weaving or knitting. Winding, spooling, twisting and quilling are considered preparatory steps for weaving and knitting yarn. In general, the product of spooling will be used as warp yarns (the yarns that run lengthwise in woven fabric) and the product of winding will be used as filling yarns, or weft yarns (the yarns that run across the fabric). The products from open-end spinning by-pass these steps and are packaged for either the filling or warp. Twisting produces ply yarns, where two or more yarns are twisted together before further processing. In the quilling process yarn is wound onto small bobbins, small enough to fit inside the shuttle of a box loom. Sometimes the quilling process takes place at the loom. (See also the article “Weaving and knitting” in this chapter.)
Waste handling
In modern textile mills where control of dust is important, the handling of waste is given greater emphasis. In classical textile operations, waste was collected manually and delivered to a “wastehouse” if it could not be recycled into the system. Here it was accumulated until there was enough of one type to make a bale. In the present state of the art, central vacuum systems automatically return waste from opening, picking, carding, drawing and roving. The central vacuum system is used for cleaning of machinery, automatically collecting waste from under machinery such as fly and motes from carding, and for returning unusable floor sweeps and wastes from filter condensers. The classical baler is a vertical upstroke press which still forms a typical 227-kg bale. In modern wastehouse technology, wastes are accumulated from the central vacuum system in a receiving tank which feeds a horizontal bale press. The various waste products of the yarn manufacturing industry can be recycled or reused by other industries. For example, spinning can be used in the waste spinning industry to make mop yarns, garnetting can be used in the cotton batting industry to make batting for mattresses or upholstered furniture.
Safety and Health Concerns
Machinery
Accidents may occur on all types of cotton textile machinery, though the frequency rate is not high. Effective guarding of the multiplicity of moving parts presents many problems and needs constant attention. Training of operators in safe practices is also essential, in particular to avoid attempting repairs while the machinery is in motion, the cause of many of the accidents.
Each piece of machinery may have sources of energy (electrical, mechanical, pneumatic, hydraulic, inertial and so on) that need to be controlled before any repair or maintenance work is attempted. The facility should identify energy sources, provide necessary equipment and train personnel to ensure that all hazardous energy sources are turned off while working on equipment. An inspection should be performed on a regular basis to ensure that all lockout/tagout procedures are being followed and correctly applied.
Cotton dust inhalation (byssinosis)
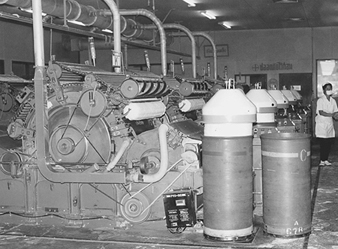
Inhalation of the dust generated where cotton fibre is converted into yarn and fabric has been shown to cause an occupational lung disease, byssinosis, in a small number of textile workers. It usually takes 15 to 20 years of exposure to higher levels of dust (above 0.5 to 1.0 mg/m3) for workers to become reactors. OSHA and the American Conference of Governmental Industrial Hygienists (ACGIH) standards set 0.2 mg/m3 respirable cotton dust as measured by the vertical elutriator as the limit for occupational exposure to cotton dust in textile yarn manufacturing. The dust, an airborne particulate released into the atmosphere as cotton is handled or processed, is a heterogeneous, complex mixture of botanical trash, soil and microbiological material (i.e., bacteria and fungi), which varies in composition and biological activity. The aetiological agent and pathogenesis of byssinosis are not known. Cotton plant trash associated with the fibre and the endotoxin from gram-negative bacteria on the fibre and plant trash are thought to be the cause or to contain the causative agent. The cotton fibre itself, which is mainly cellulose, is not the cause, since cellulose is an inert dust that does not cause respiratory disease. Appropriate engineering controls in cotton textile processing areas (see figure 4) along with work practices, medical surveillance and PPE can, for the most part, eliminate the byssinosis. A mild water washing of cotton by batch kier washing systems and continuous batt systems reduces the residual level of endotoxin in both lint and airborne dust to levels below those associated with the acute reduction in pulmonary function as measured by the 1-second forced expiratory volume.
Figure 4. Dust extraction system for a carding machine
Noise
Noise can be a problem in some processes in yarn manufacturing, but in a few modern textile mills the levels are below 90 dBA, which is the US standard but which exceeds noise exposure standards in many countries. Thanks to the abatement efforts of machinery manufacturers and industrial noise engineers, noise levels are continuing to decrease as machinery speeds increase. The solution for high noise levels is the introduction of more modern, quieter equipment. In the United States, a hearing conservation programme is required when noise levels exceed 85 dBA; this would include noise-level monitoring, audiometric testing and making hearing protection available to all employees when noise levels cannot be engineered below 90 dBA.
Heat stress
Since spinning sometimes requires high temperatures and artificial humidificaton of the air, careful monitoring attention is always necessary to ensure that permissible limits are not exceeded. Well designed and maintained air-conditioning plants are increasingly used in place of more primitive methods of temperature and humidity regulation.
Occupational safety and health management systems
Many of the more modern textile yarn manufacturing mills find it useful to have some type of occupational safety and health management system in place to control the workplace hazards that workers may encounter. This can be a voluntary programme like the “Quest for the Best in Health and Safety” developed by the American Textile Manufacturers Institute, or one that is mandated by regulations such as the US State of California Occupational Injury and Illness Prevention Program (Title 8, California Code of Regulations, Section 3203). When a safety and health management system is used, it should be flexible and adaptable enough to allow the mill to tailor it to its own needs.