The Carpet and Rug Institute
Hand-woven or hand-knotted carpets originated several centuries BC in Persia. The first US woven carpet mill was built in 1791 in Philadelphia. In 1839, the industry was reshaped with Erastus Bigelow’s invention of the power loom. The majority of carpet is machine-made in modern mills by one of two processes: tufted or woven.
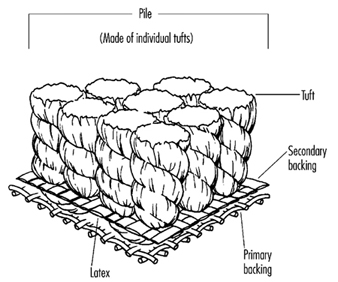
Tufted carpet is now the predominant method of carpet production. In the United States, for example, approximately 96% of all carpet is machine tufted, a process that developed from tufted bedspread manufacturing centred in northwest Georgia. Tufted carpet is made by inserting a pile yarn into a primary backing fabric (usually polypropylene) and then attaching a secondary backing fabric with a synthetic latex to hold the yarns in place and attach the backings to each other, adding stability to the carpet.
Carpet Construction
Machine tufting
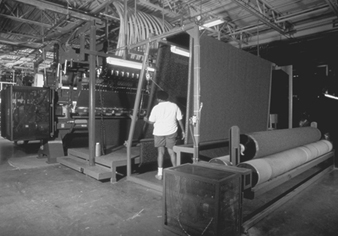
The tufting machine is comprised of hundreds of needles (up to 2,400) in a horizontal bar across the width of the machine (see figure 1). The creel, or yarn on cones arranged in racks, are passed overhead through small-diameter guide tubes to the machine needles on a jerker bar. Generally, two yarn spools are provided for each needle. The yarn end of the first spool is spliced together with the leading end of the second one, so that when yarn from the first spool has been used, yarn is supplied from the second without stopping the machine. A guide tube is provided for each yarn end, in order to prevent the yarns from becoming entangled. The yarns pass through a series of vertically aligned, fixed guides attached to the machine body and a guide located on the end of an arm extending from the moving needle bar of the machine. When the needle bar moves up and down, the relationship between the two guides is changed. Tufted product used for residential carpet is shown in figure 2.
Figure 1. Tufting machine
Carpet and Rug Institute
Figure 2. Residential carpet profile
Carpet and Rug Institute
The jerker bar takes up the slack yarn delivered during the upward stroke of the needles. The yarns are threaded through their respective needles in the needle bar. The needles are operated simultaneously at 500 or more strokes per minute in a vertical, reciprocating motion. A tufting machine can produce 1,000 to 2,000 square metres of carpet in 8 hours of operation.
The primary backing into which the yarns are inserted is supplied from a roll located in front of the machine. The speed of the roll of carpet backing controls the stitch length and the number of stitches per inch. The number of needles in the width per inch or cm of the machine determines the gauge of the fabric, such as 3/16 gauge or 5/32 gauge.
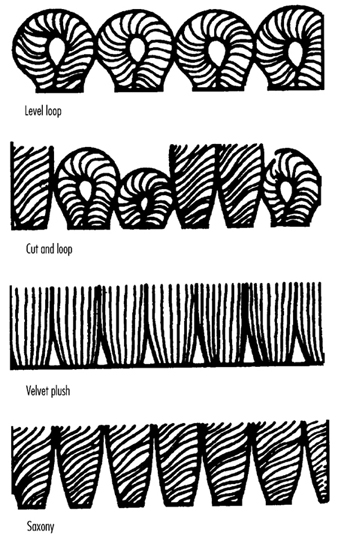
Located below the needle plate of the tufting machine are loopers or looper-and-knife combinations, which pick up and hold momentarily the yarns carried by the needles. When forming loop pile, loopers shaped like inverted hockey sticks are positioned in the machine so that the formed pile loops move away from the loopers as the backing is advanced through the machine.
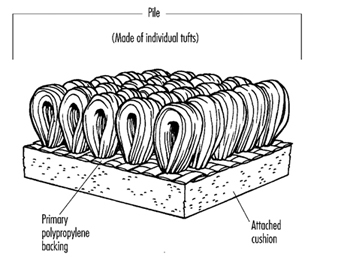
Loopers for cut pile are a reversed “C” shape, with a cutting surface on the top inside edge of the crescent shape. They are used in combination with knives having a ground cutting edge on one end. As the backing advances through the machine toward the cut pile loopers, the yarns picked up from the needles are cut with a scissor-like action between the looper and knife cutting edge. Figure 3 and figure 4 show the tufts on a backing and the kinds of loops available.
Figure 3. Commercial carpet profile
Carpet and Rug Institute
Figure 4. Level loop; cut and loop; velvet plush; saxony
Carpet and Rug Institute
Weaving
Woven carpet has a pile surface yarn woven simultaneously with warp and weft threads that form the integrated backing. Backing yarns are usually jute, cotton or polypropylene. Pile yarns can be wool, cotton or any of the synthetic fibres, such as nylon, polyester, polypropylene, acrylic and so on. A back coating is applied to add stability; however, a secondary back is unnecessary and is rarely applied. Variations of woven carpet include velvet, Wilton and Axminster.
There are other methods of making carpet—knitted, needlepunched, fusion bonded—but those methods are used less often and for more specialized markets.
Fibre and Yarn Production
Carpet is manufactured primarily from synthetic yarns—nylon, polypropylene (olefin) and polyester—with lesser quantities of acrylic, wool, cotton and blends of any of these yarns. In the 1960s, synthetic fibres became predominant because they provide a durable, quality product in an affordable price range.
Synthetic yarns are formed by the extrusion of a molten polymer forced through the tiny holes of a metal plate, or spinneret. Additives to the molten polymer may provide solution-dyed colour or less transparent, whiter, more durable fibres and various other performance attributes. After the filaments emerge from the spinneret, they are cooled, drawn and texturized.
Synthetic fibres can be extruded in different shapes or cross-sections, such as round, trilobal, pentalobal, octalobal or square, depending upon the design and shape of the spinneret holes. These cross-sectional shapes can affect many properties of carpet, including lustre, bulkiness, texture retention, and soil-hiding abilities.
After fibre extrusion, post-treatments, such as drawing and annealing (heating/cooling), increase tensile strength and generally enhance the fibre’s physical properties. The filament bundle then goes through a crimping or texturing process, which converts straight filaments to fibres with a repeating kinked, curled or sawtooth configuration.
Yarn can be produced as either bulked continuous filament (BCF) or staple. The BCF is continuous strands of synthetic fibre formed into yarn bundles. Extruded yarn is made by winding the proper number of filaments for the desired yarn denier directly onto “take-up” packages.
Staple fibres are converted into spun yarns by textile yarn spinning processes. When staple fibre is produced, large bundles of fibre called “tow” are extruded. After the crimping process, the tow is cut into fibre lengths of 10 to 20 cm. There are three critical preparation steps—blending, carding and drafting—before the staple fibres are spun. Blending carefully mixes bales of staple fibre to ensure that the fibres intermingle in a way so that yarn streaking will not occur in subsequent dyeing operations. Carding straightens the fibres and puts them in a continuous sliver (rope-like) configuration. Drafting has three main functions: it blends fibres, places them in a parallel form and continues to decrease the weight per unit length of the total fibre bundle to make it easy to spin into the final yarn.
After spinning, which draws the sliver down to the desired yarn size, the yarn is plied and twisted to provide various effects. The yarn is then wound onto yarn cones to prepare it for the heat-setting and yarn-twisting processes.
Colouration Techniques
Because the synthetic fibres have various shapes, they take dyestuffs differently and may have varying colouration performance characteristics. Fibres of the same generic type can be treated or modified so that their affinity for certain dyes is changed, producing a multicolour or two-toned effect.
Colouration for carpet can be achieved at two possible times in the manufacturing process—either by dyeing the fibre or yarn before the fabric is tufted (pre-dyeing) or by dyeing the tufted fabric (post-dyeing of greige goods) before the application of the secondary backing and the finishing process. Methods of pre-dyeing include solution dyeing, stock dyeing and yarn dyeing. Post-dyeing methods include piece dyeing, the application of colour from an aqueous dye bath onto unfinished carpet; beck dyeing, which handles batches of greige goods of approximately 150 running metres; and continuous dyeing, a continuous process of dyeing almost unlimited quantities by distributing dye with an injection applicator across the full width of the carpet as it moves in open-width form under the applicator. Carpet printing uses machinery that is essentially enlarged, modified textile printing equipment. Both flat-bed and rotary-screen printers are used.
Carpet Finishing
Carpet finishing has three separate purposes: to anchor the individual tufts into the primary backing, to adhere the tufted primary backing to a secondary backing and to shear and clean the surface pile to give an attractive surface appearance. Adding a secondary backing material, such as woven polypropylene, jute or attached cushion material, adds dimensional stability to the carpet.
First, the back of the carpet is coated, usually by means of a roller rotating in a synthetic latex mix, and the latex is spread by a doctor blade. The latex is a viscous solution, usually from 8,000 to 15,000 centipose viscosity. Normally, between 22 and 28 ounces (625–795 g) of latex per square yard is applied.
A separate roll of secondary backing is positioned carefully onto the latex coating. The two materials are then carefully pressed together by a marriage roller. This laminate, remaining flat and unflexed, then passes through a long oven, usually 24 to 49 m long, where it is dried and cured at temperatures from 115 to 150 C for 2 to 5 minutes through three zones of heating. A high rate of evaporation is important for carpet drying, with forced hot air moving along precisely controlled heating zones.
In order to clean the surface yarns that may have developed fuzzing on the tips of the fibre during the dyeing and finishing stages, the carpet is lightly sheared. The shear is a unit that heavily brushes the carpet pile to make it both erect and uniform; it passes the carpet through a series of rotary knives or blades that shear or cut off the fibre tips at a precise, adjustable height. Two or four shear blades operate in tandem. The “double shear” has a double set of hard bristle or nylon brushes and two shear blade heads per unit, used in tandem.
The carpet goes through an intense inspection process and is packaged and stored, or cut, packaged and shipped.
Safe Practices in Carpet Mills
Modern carpet and yarn mills provide safety policies, monitoring of safety performance and, when necessary, prompt and thorough accident investigation. Carpet manufacturing machinery is well guarded to protect employees. Keeping the equipment serviced and safe is of primary importance for enhancing quality and productivity and for protection of the workers.
Workers should be trained in the safe use of electrical equipment and work practices to avoid injuries resulting from the unexpected start-up of machines. They need training to recognize hazardous energy sources, the type and magnitude of the energy available and the methods necessary for energy isolation and control. They also should be trained to distinguish exposed live parts from other parts of electrical equipment; to determine the nominal voltage of exposed, energized parts; and to know the required clearance distances and corresponding voltages. In areas where lockout/tagout will be in effect, employees are instructed in the prohibition against restarting or re-energizing equipment.
Where older equipment is in use, careful inspections should be frequent and upgrades made when advisable. Rotating shafts, v-belts and pulley drives, chain and sprocket drives, and overhead hoists and rigging should be periodically inspected, and guards installed whenever possible.
Because hand-pushed yarn buggies are used to move material in a yarn mill, and because yarn fly waste or lint (the scrap from yarn production) accumulates on the floor, the wheels of the yarn buggies must be kept clean and free to roll.
Employees should be trained in the safe use of compressed air, which is frequently used in clean-up procedures.
Fork-lift trucks, either electric- or propane-powered, are used throughout the carpet manufacturing and warehouse facilities. Proper maintenance and attention to safe refuelling, battery changing and so on are essential. Because fork-lift trucks are used where other personnel are working, various ways may be employed to avoid accidents (e.g., walkways reserved exclusively for workers, in which the trucks are prohibited); portable stop signs where employees are required to work in aisles with heavy fork-lift truck traffic; limiting the warehouse/shipping-dock areas to fork-lift truck operators and shipping personnel; and/or instituting a one-way traffic system.
Redesign of machines to minimize repetitive motions should help to reduce the incidence of repetitive-motion injuries. Encouraging workers to regularly practise simple hand and wrist exercises along with adequate work breaks and frequent changes in work tasks may also be helpful.
Musculoskeletal injuries from lifting and carrying may be reduced by the use of mechanical lifting devices, hand-trucks and rolling carts, and by stacking materials on platforms or tables and, where possible, keeping their bulk and weight to more easily manageable dimensions. Training in proper lifting techniques and muscle strengthening exercises can also be helpful, especially for workers returning after an episode of back pain.
A hearing conservation programme is advisable to avoid injury from the noise levels created in some mill operations. Sound-level surveys of the manufacturing equipment will identify those areas in which engineering controls are not sufficiently effective and in which workers may be required to wear hearing-protection equipment and have annual audiometric testing.
Contemporary standards of ventilation and exhaust of heat, lint and dust should be met by the mills.