- You are here:
-
Home

- Part X. Industries Based on Biological Resources

Children categories

64. Agriculture and Natural Resources Based Industries (34)

64. Agriculture and Natural Resources Based Industries
Chapter Editor: Melvin L. Myers
Table of Contents
Tables and Figures
General Profile
Melvin L. Myers
Case Study: Family Farms
Ted Scharf, David E. Baker and Joyce Salg
Farming Systems
Plantations
Melvin L. Myers and I.T. Cabrera
Migrant and Seasonal Farmworkers
Marc B. Schenker
Urban Agriculture
Melvin L. Myers
Greenhouse and Nursery Operations
Mark M. Methner and John A. Miles
Floriculture
Samuel H. Henao
Farmworker Education about Pesticides: A Case Study
Merri Weinger
Planting and Growing Operations
Yuri Kundiev and V.I. Chernyuk
Harvesting Operations
William E. Field
Storing and Transportation Operations
Thomas L. Bean
Manual Operations in Farming
Pranab Kumar Nag
Mechanization
Dennis Murphy
Case Study: Agricultural Machinery
L. W. Knapp, Jr.
Food and Fibre Crops
Rice
Malinee Wongphanich
Agricultural Grains and Oilseeds
Charles Schwab
Sugar Cane Cultivation and Processing
R.A. Munoz, E.A. Suchman, J.M. Baztarrica and Carol J. Lehtola
Potato Harvesting
Steven Johnson
Vegetables and Melons
B.H. Xu and Toshio Matsushita
Tree, Bramble and Vine Crops
Berries and Grapes
William E. Steinke
Orchard Crops
Melvin L. Myers
Tropical Tree and Palm Crops
Melvin L. Myers
Bark and Sap Production
Melvin L. Myers
Bamboo and Cane
Melvin L. Myers and Y.C. Ko
Specialty Crops
Tobacco Cultivation
Gerald F. Peedin
Ginseng, Mint and Other Herbs
Larry J. Chapman
Mushrooms
L.J.L.D. Van Griensven
Aquatic Plants
Melvin L. Myers and J.W.G. Lund
Beverage Crops
Coffee Cultivation
Jorge da Rocha Gomes and Bernardo Bedrikow
Tea Cultivation
L.V.R. Fernando
Hops
Thomas Karsky and William B. Symons
Health and Environmental Issues
Health Problems and Disease Patterns in Agriculture
Melvin L. Myers
Case Study: Agromedicine
Stanley H. Schuman and Jere A. Brittain
Environmental and Public Health Issues in Agriculture
Melvin L. Myers
Tables
Click a link below to view table in article context.
1. Sources of nutrients
2. Ten steps for a plantation work risk survey
3. Farming systems in urban areas
4. Safety advice for lawn & garden equipment
5. Categorization of farm activities
6. Common tractor hazards & how they occur
7. Common machinery hazards & where they occur
8. Safety precautions
9. Tropical & subtropical trees, fruits & palms
10. Palm products
11. Bark & sap products & uses
12. Respiratory hazards
13. Dermatological hazards
14. Toxic & neoplastic hazards
15. Injury hazards
16. Lost time injuries, United States, 1993
17. Mechanical & thermal stress hazards
18. Behavioural hazards
19. Comparison of two agromedicine programmes
20. Genetically engineered crops
21. Illicit drug cultivation, 1987, 1991 & 1995
Figures
Point to a thumbnail to see figure caption, click to see the figure in the article context.
|
|







































65. Beverage Industry (10)
65. Beverage Industry
Chapter Editor: Lance A. Ward
Table of Contents
Tables and Figures
General Profile
David Franson
Soft Drink Concentrate Manufacturing
Zaida Colon
Soft Drink Bottling and Canning
Matthew Hirsheimer
Coffee Industry
Jorge da Rocha Gomes and Bernardo Bedrikow
Tea Industry
Lou Piombino
Distilled Spirits Industry
R.G. Aldi and Rita Seguin
Wine Industry
Alvaro Durao
Brewing Industry
J.F. Eustace
Health and Environmental Concerns
Lance A. Ward
Tables
Click a link below to view table in article context.
1. Selected coffee importers (in tonnes)
Figures
Point to a thumbnail to see figure caption, click to see figure in article context.








66. Fishing (10)
66. Fishing
Chapter Editors: Hulda Ólafsdóttir and Vilhjálmur Rafnsson
Table of Contents
Tables and Figures
General Profile
Ragnar Arnason
Case Study: Indigenous Divers
David Gold
Major Sectors and Processes
Hjálmar R. Bárdarson
Psychosocial Characteristics of the Workforce at Sea
Eva Munk-Madsen
Psychosocial Characteristics of the Workforce in On-Shore Fish Processing
Marit Husmo
Social Effects of One-Industry Fishery Villages
Barbara Neis
Health Problems and Disease Patterns
Vilhjálmur Rafnsson
Musculoskeletal Disorders Among Fishermen and Workers in the Fish Processing Industry
Hulda Ólafsdóttir
Commercial Fisheries: Environmental and Public Health Issues
Bruce McKay and Kieran Mulvaney
Tables
Click a link below to view table in article context.
1. Mortality figures on fatal injuries among fishermen
2. The most important jobs or places related to risk of injuries
Figures
Point to a thumbnail to see figure caption, click to see figure in article context.









67. Food Industry (11)
67. Food Industry
Chapter Editor: Deborah E. Berkowitz
Table of Contents
Tables and Figures
Overview and Health Effects
Food Industry Processes
M. Malagié, G. Jensen, J.C. Graham and Donald L. Smith
Health Effects and Disease Patterns
John J. Svagr
Environmental Protection and Public Health Issues
Jerry Spiegel
Food Processing Sectors
Meatpacking/Processing
Deborah E. Berkowitz and Michael J. Fagel
Poultry Processing
Tony Ashdown
Dairy Products Industry
Marianne Smukowski and Norman Brusk
Cocoa Production and the Chocolate Industry
Anaide Vilasboas de Andrade
Grain, Grain Milling and Grain-Based Consumer Products
Thomas E. Hawkinson, James J. Collins and Gary W. Olmstead
Bakeries
R.F. Villard
Sugar-Beet Industry
Carol J. Lehtola
Oil and Fat
N.M. Pant
Tables
Click a link below to view table in article context.
1. The food industries, their raw materials & processes
2. Common occupational diseases in the food & drink industries
3. Types of infections reported in food & drink industries
4. Examples of uses for by-products from the food industry
5. Typical water reuse ratios for different industry sub-sectors
Figures
Point to a thumbnail to see figure caption, click to see figure in article context.








68. Forestry (17)
68. Forestry
Chapter Editor: Peter Poschen
Table of Contents
Tables and Figures
General Profile
Peter Poschen
Wood Harvesting
Dennis Dykstra and Peter Poschen
Timber Transport
Olli Eeronheimo
Harvesting of Non-wood Forest Products
Rudolf Heinrich
Tree Planting
Denis Giguère
Forest Fire Management and Control
Mike Jurvélius
Physical Safety Hazards
Bengt Pontén
Physical Load
Bengt Pontén
Psychosocial Factors
Peter Poschen and Marja-Liisa Juntunen
Chemical Hazards
Juhani Kangas
Biological Hazards among Forestry Workers
Jörg Augusta
Rules, Legislation, Regulations and Codes of Forest Practices
Othmar Wettmann
Personal Protective Equipment
Eero Korhonen
Working Conditions and Safety in Forestry Work
Lucie Laflamme and Esther Cloutier
Skills and Training
Peter Poschen
Living Conditions
Elías Apud
Environmental Health Issues
Shane McMahon
Tables
Click a link below to view table in article context.
1. Forest area by region (1990)
2. Non-wood forest product categories & examples
3. Non-wood harvesting hazards & examples
4. Typical load carried while planting
5. Grouping of tree-planting accidents by body parts affected
6. Energy expenditure in forestry work
7. Chemicals used in forestry in Europe & North America in the 1980s
8. Selection of infections common in forestry
9. Personal protective equipment appropriate for forestry operations
10. Potential benefits to environmental health
Figures
Point to a thumbnail to see figure caption, click to see figure in article context.
|
|



















69. Hunting (2)
69. Hunting
Chapter Editor: George A. Conway
Table of Contents
Tables
A Profile of Hunting and Trapping in the 1990s
John N. Trent
Diseases Associated with Hunting and Trapping
Mary E. Brown
Tables
Click a link below to view table in article context.
1. Examples of diseases potentially significant to hunters & trappers
70. Livestock Rearing (21)
70. Livestock Rearing
Chapter Editor: Melvin L. Myers
Table of Contents
Tables and Figures
Livestock Rearing: Its Extent and Health Effects
Melvin L. Myers
Health Problems and Disease Patterns
Kendall Thu, Craig Zwerling and Kelley Donham
Case Study: Arthopod-related Occupational Health Problems
Donald Barnard
Forage Crops
Lorann Stallones
Livestock Confinement
Kelley Donham
Animal Husbandry
Dean T. Stueland and Paul D. Gunderson
Case Study: Animal Behaviour
David L. Hard
Manure and Waste Handling
William Popendorf
A Checklist for Livestock Rearing Safety Practice
Melvin L. Myers
Dairy
John May
Cattle, Sheep and Goats
Melvin L. Myers
Pigs
Melvin L. Myers
Poultry and Egg Production
Steven W. Lenhart
Case Study: Poultry Catching, Live Hauling and Processing
Tony Ashdown
Horses and Other Equines
Lynn Barroby
Case Study: Elephants
Melvin L. Myers
Draught Animals in Asia
D.D. Joshi
Bull Raising
David L. Hard
Pet, Furbearer and Laboratory Animal Production
Christian E. Newcomer
Fish Farming and Aquaculture
George A. Conway and Ray RaLonde
Beekeeping, Insect Raising and Silk Production
Melvin L. Myers and Donald Barnard
Tables
Click a link below to view table in article context.
1. Livestock uses
2. International livestock production (1,000 tonnes)
3. Annual US livestock faeces & urine production
4. Types of human health problems associated with livestock
5. Primary zoonoses by world region
6. Different occupations & health & safety
7. Potential arthropod hazards in the workplace
8. Normal & allergic reactions to insect sting
9. Compounds identified in swine confinement
10. Ambient levels of various gases in swine confinement
11. Respiratory diseases associated with swine production
12. Zoonotic diseases of livestock handlers
13. Physical properties of manure
14. Some important toxicologic benchmarks for hydrogen sulphide
15. Some safety procedures related to manure spreaders
16. Types of ruminants domesticated as livestock
17. Livestock rearing processes & potential hazards
18. Respiratory illnesses from exposures on livestock farms
19. Zoonoses associated with horses
20. Normal draught power of various animals
Figures
Point to a thumbnail to see figure caption, click to see the figure in article context.
|
|










71. Lumber (4)
71. Lumber
Chapter Editors: Paul Demers and Kay Teschke
Table of Contents
Tables and Figures
General Profile
Paul Demers
Major Sectors and Processes: Occupational Hazards and Controls
Hugh Davies, Paul Demers, Timo Kauppinen and Kay Teschke
Disease and Injury Patterns
Paul Demers
Environmental and Public Health Issues
Kay Teschke and Anya Keefe
Tables
Click a link below to view the table in the article context.
1. Estimated wood production in 1990
2. Estimated production of lumber for the 10 largest world producers
3. OHS hazards by lumber industry process area
Figures
Point to a thumbnail to see figure caption, click to see the figure in article context.






72. Paper and Pulp Industry (13)
72. Paper and Pulp Industry
Chapter Editors: Kay Teschke and Paul Demers
Table of Contents
Tables and Figures
General Profile
Kay Teschke
Major Sectors and Processes
Fibre Sources for Pulp and Paper
Anya Keefe and Kay Teschke
Wood Handling
Anya Keefe and Kay Teschke
Pulping
Anya Keefe, George Astrakianakis and Judith Anderson
Bleaching
George Astrakianakis and Judith Anderson
Recycled Paper Operations
Dick Heederik
Sheet Production and Converting: Market Pulp, Paper, Paperboard
George Astrakianakis and Judith Anderson
Power Generation and Water Treatment
George Astrakianakis and Judith Anderson
Chemical and By-product Production
George Astrakianakis and Judith Anderson
Occupational Hazards and Controls
Kay Teschke, George Astrakianakis, Judith Anderson, Anya Keefe and Dick Heederik
Disease and Injury Patterns
Injuries and Non-malignant Diseases
Susan Kennedy and Kjell Torén
Cancer
Kjell Torén and Kay Teschke
Environmental and Public Health Issues
Anya Keefe and Kay Teschke
Tables
Click a link below to view table in article context.
1. Employment & production in selected countries (1994)
2. Chemical constituents of pulp & paper fibre sources
3. Bleaching agents & their conditions of use
4. Papermaking additives
5. Potential health & safety hazards by process area
6. Studies on lung & stomach cancer, lymphoma & leukaemia
7. Suspensions & biological oxygen demand in pulping
Figures
Point to a thumbnail to see figure caption, click to see figure in article context.
|
|












Draught Animals in Asia
Livestock contributes significantly to the life of small farmers, nomads and foresters all over the world and increases their productivity, income, employment and nutrition. This contribution is expected to rise. The world population will rise from its present 4.8–5.4 billion people to at least 10 billion in the next 100 years. The population of Asia can be expected to double over that same period. The demand for food will rise even more as the standard of living also rises. Along with this will be a rise in the need for draught power to produce the increased food required. According to Ramaswami and Narasimhan (1982), 2 billion people in the developing countries depend on draught animal power for farming and rural transportation. Draught power is critically short at the time of crop planting and is insufficient for other purposes throughout the year. Draught power will remain a major source of energy in agriculture into the foreseeable future, and the lack of draught power in some places may be the primary constraint to increasing crop production.
Animal draught power was the first supplement to human energy inputs in agriculture. Mechanized power has been used in agriculture only in the last century or so. In Asia, a greater proportion of farmers depend on animals for draught power than in any other parts of the world. A large proportion of these animals belong to farmers who have limited resources and cultivate small areas of land. In most parts of Asia, animal power is supplied by bullocks, buffalo and camels. Bullocks will continue to be the common source of farm power, mainly because they are adequate and live on waste residues. Elephants are also used in some places.
Production
In Asian countries, there are three main sources of power used in agriculture: human, mechanical and animal. Human beings provide the main source of power in developing countries for hoeing, weeding, rice transplanting, seed broadcasting and harvesting of crops. Mechanical power with its versatility is used for practically all the field operations, and the intensity of usage varies considerably from one developing country to another (Khan 1983). Animal power is generally used for tillage operations, haulage and operation of some water-lifting devices. A draught cow is a multipurpose farm animal, providing power, milk, dung, calves and meat. Normal draught power of various animals is presented in table 1.
Table 1. Normal draught power of various animals
|
Animals |
Weight (kg) |
Approx. draught (kg) |
Average speed of work (m/sec) |
Power developed (h.p.) |
|
Light horses |
400–700 |
60–80 |
1.0 |
1.00 |
|
Bullocks |
500–900 |
60–80 |
0.6–0.85 |
0.75 |
|
Buffaloes |
400–900 |
50–80 |
0.8–0.90 |
0.75 |
|
Cows |
400–600 |
50–60 |
0.7 |
0.45 |
|
Mules |
350–500 |
50–60 |
0.9–1.0 |
0.70 |
|
Donkeys |
200–300 |
30–40 |
0.7 |
0.35 |
Source: FAO 1966.
To have better draught animal power the following aspects should be considered:
For landless people to repay a loan for purchase of bullocks, feed them, and earn sufficient income to meet everyday costs, they must be able to work their animals for six hours per day.
- Draught animal nutrition. Animal nutrition is a principal factor in increasing the productivity of draught animal power. This is possible only if the necessary feed is available. In some areas, more effort is made to ensure the best use of available resources, such as treating straw with alkali (molasses urea block (MUB)) to improve its nutrient availability. As draught power availability is presently limiting the production of staple crops (there is an estimated 37% deficiency in draught requirements at the time of harvest), a primary objective is to produce draught animals and improve the efficiency of draught power. The opportunity to use improved nutritional technology (e.g., MUB) may assist draught power development through improved animal work capacity and reproduction rates in the female herd as well as better growth of young animals, which will lead to larger body size.
- Breeding and selection. Culling of local unproductive breed bulls and selection of the best local bull is necessary. Draught animals are currently selected according to their conformation, temperament and health; however, farmers often must rely on what is available locally.
Some crossbreds show a significant increase not only in milk and meat producing capability, but also in draught power. In India, Pakistan and Australia there have been tremendous efforts made in cross-breeding buffalo, cattle, horses (to produce mules) and, in some places, camels. This has produced very encouraging results. In many other Asian countries, especially developing countries, this research work for improving draught power as well as milk and meat production is very much needed.
- Equipment. Most farm equipment is old and unproductive. Much of the equipment that is used in conjunction with draught animals (harnesses, cultivation tools and carts) is of traditional type, the design of which has not changed for hundreds of years. In addition, farm implements are often badly designed and achieve low work output.
- Health. The stress of working may upset the balance which often exists between healthy animals and parasites.
Management
The daily feeding of draught animals varies according to work season. Both draught cattle and buffalo are fed in confinement (year-round) through a cut and carry system, with little or no grazing. Rice straw is fed all year long, depending on farmer preference, at either a measured rate of 8 to 10 kg per day or as necessary. Other crop residues such as rice hulls, pulse straw and cane tops are fed when available. In addition to these crop residues, cut or grazed green grass from roadsides and embankments is fed during the rainy season (April into November) at the rate of 5 to 7 kg/day and may be increased during times of heavy work to 10 kg/day.
Draught animal feed is usually supplemented with small amounts of by-product concentrates such as brans, oil cakes, pulses, rice hulls and molasses. The predominant means of feeding concentrates to draught animals is in a liquid form with all of the ingredients mixed together. The types and amounts of ingredients vary according to the daily workload of the animal, the geographical area, farmer preference and capability. Increased amounts of concentrates are fed during the heavy work seasons, and they are reduced during the monsoon season, when the workload is light.
Animal feed ingredients are also chosen by farmers based on availability, price, and their perception and understanding of its feeding value. For example, during the work season from November to June, daily rations may be: 200 g of mustard seed oil cake along with 100 g (dry weight) of boiled rice; 3/4 g of mustard seed oil cake, 100 g boiled rice and 3/4 g of molasses; or 2 kg total of equal parts sesame oil cake, rice polish, wheat bran and boiled rice, along with salt. On actual workdays during this period (163 days), animals are fed an extra 50% of these same rations. If animals are fed any concentrates at all during the non-working season, the rate ranges from 1/4 to 1/2 kg.
Draught Power in Australia
The Australian continent was first colonized by Europeans in 1788. Cattle were introduced with the first ships, but escaped into the surrounding forest. During those days ploughing and other land preparation was done with the heavy bullock plough, and light cultivation either with bullocks or horses. The bullock cart became the standard means of land transport in Australia and remained so until road building and railway construction began and became more widespread following the gold rushes from 1851 onwards.
In Australia other draught animals include the camel and the donkey. Although mules were used, they never became popular in Australia (Auty 1983).
Draught Power in Bangladesh
In Bangladesh livestock play a vital role in the economy, providing both draught power and milk and contributing up to 6.5% of the gross domestic product (GDP) (Khan 1983). Out of the 22 million head of cattle, 90% are used for draught power and transportation. Of this total, 8.2 million are dual purpose, supplying both draught power and dairy products, such as milk and meat (although in minimal amounts) for household consumption and trade. Adding energy value from draught power and dung (fertilizer and fuel), livestock contribute an estimated 11.3% to the GDP.
It has been observed that some cows are used for draught purposes, despite problems with fertility and health complications, which result in lower milk production and fewer calvings per lifetime. While cows are not usually worked during lactation, they contribute significantly to the annual supply of draught power in Bangladesh: 2.14 million (31%) adult female cattle and 60,000 (47%) adult buffalo cows supply animal power (Robertson et al. 1994). When combined with the male workforce, 76% of all adult cattle (11.2 million) and 85 to 90% of all adult buffalo (0.41 million) are used for draught purposes (Khan 1983).
There is no aggregate shortage of draught animals. Rather, the shortfall is based on the quality of draught power available, since malnourished animals are largely unproductive (Orlic and Leng 1992).
There are various breeds of cattle used for draught purposes, including pure deshi cattle and deshi cattle crossed with Sahiwal, Haryana and Red Sindhi cattle and Manipuri, Nili-Ravi and Murrah breeds of buffalo. Deshi bullocks weigh an average of 225 kg, crossbreds are slightly heavier at 275 kg and buffalo weigh an average of 400 kg. Bulls, cows, heifers and bullocks all provide animal power, but bullocks constitute the main workforce.
In Bangladesh, land preparation employs the highest percentage of draught animals. Research workers recommend that land be ploughed six to seven times prior to sowing. However, due to the shortage of draught power, many producers plough only four to five times in preparation for each crop. All ploughs in Bangladesh require two animals. Two bullocks can plough 1 acre in 2.75 (at 6 hours each day) (Orlic and Leng 1992; Robertson et al. 1994).
Draught Power in China
China has a long history of buffalo raising. The animals were used for farming as early as 2,500 years ago. Buffalo have a larger body size than the native cattle. Farmers prefer to use buffalo for farm work because of their great draught power, long working life and docile temperament. One buffalo can provide draught power for the production of 7,500 to 12,500 kg of rice (Yang 1995). Most of them are kept by small-scale farmers for draught purpose. The imported dairy buffalo, Murrah and Nili/Ravi, and crossbreds with these two breeds, are mainly raised on state farms and in research institutes. For centuries, buffalo have been reared mainly for draught purposes. The animals were slaughtered for meat only when they become old or disabled. Milking of buffalo was rare. After generations of selection and breeding, the buffalo have become extremely suitable for working, with deep and strong chests, strong legs, large hoofs and a docile temperament.
In China, buffalo are mainly used for paddy land and for field haulage. They are also employed in raising water, pudding clay for bricks, milling and pressing the juice from sugarcane. The extent of such use is declining due to mechanization. Training of buffalo usually starts at the age of two years. They begin to work a year later. Their working life is longer than that of cattle, usually more than 17 years. It is possible to see buffalo more than 25 years old still working in the fields. They work 90 to 120 days per year in the rice-growing area, with intensive work in the spring and autumn, when they work as long as 7 to 8 hours per day. The working capability varies widely with size, age and sex of the animal. The draught power reaches its maximum between the age of five and 12 years, remains high from 13 to 15 and begins to decline from 16 years. Most of the buffalo bulls are castrated (Yang 1995).
The Shanghai buffalo, one of the largest in China, has an excellent working capability. Working for 8 hours a day, one animal can plough 0.27 to 0.4 hectare of paddy land or 0.4 to 0.53 hectare of non-irrigated land (maximum 0.67 hectare). A load of 800 to 1,000 kg on a wooden-wheeled, bearingless vehicle can be drawn by a buffalo over 24 km within a working day. A buffalo can raise enough water to irrigate 0.73 hectares of paddy land in 4 hours.
In some sugar-producing areas, buffalo are used to draw stone rollers for sugar cane pressing. Six buffalo working in shifts can press 7,500 to 9,000 kg of sugar cane, requiring 15 to 20 minutes for every 1,000 kg.
Draught Power in India
According to Ramaswami and Narasimhan (1982) 70 million bullocks and 8 million buffalo generate about 30,000 million watts of power, assuming the Indian Council of Agricultural Research (ICAR) average of 0.5 hp output per animal. To generate, transmit and distribute this power at the same multitudinous points of application would call for an investment of 3,000,000 million rupees. It has also been estimated that an investment of 30,000 million rupees has gone into the Indian bullock cart system as against 45,000 million rupees in railways.
The Ministry of Shipping and Transport estimated that 11,700 to 15,000 million tonnes of freight in the urban areas is carried by cart each year, as against the railway haulage of 200,000 million tonnes. In the rural areas, where railroad service is not available, animal-drawn vehicles carry approximately 3,000 million tonnes of freight (Gorhe 1983).
Draught Power in Nepal
In Nepal, bullocks and male buffalo are the main source of draught power for tilling the fields. They are also used for carting, crushing sugar cane and oil seeds and for tracting loads. Due to the topographic nature of the country as well as the high cost of fuel, there is little opportunity for farm mechanization. Therefore, the demand for draught animal power in the country is high (Joshi 1983).
In wheat production, the contribution of bullocks in terms of labour days is 42% in ploughing, 3% in transplanting and 55% in threshing. In paddy production, it is 63% in ploughing, 9% in transplanting and 28% in threshing (Joshi 1983; Stem, Joshi and Orlic 1995).
Depending on the task, draught animals are generally worked a consistent number of hours each day and for a predetermined number of consecutive days before being allowed to rest. For instance, a full day of ploughing averages 6 hours for a bullock, and the average workday for a cow ranges from 4 to 5 hours per day. Animals used for ploughing follow a pattern of 6 to 8 consecutive days of work, followed by 2 days of rest. In the case of threshing, cows or lighter-weight animals usually work for 6 to 8 hours each day. The length and pattern of use for threshing and transport varies according to need. A bullock in full-time ploughing (maximum heavy labour) typically works for 163 days per year.
Draught Power in Sri Lanka
The total cattle population in Sri Lanka is estimated at 1.3 million. Various breeds are used as draught animals. Cattle breeds are used for draught purposes such as transport and ploughing of both wet and dry fields, as well as in farm operations. Indigenous animals have been used popularly in road transport for several decades. Crosses of Indian breeds with the indigenous cattle have resulted in larger animals that are used extensively for road transport. Out of a total buffalo population of 562,000, the number available in the work age range of three to 12 years is estimated at 200,000 males and 92,000 females.
Potential Hazards and Their Control
Other articles in this chapter address hazards and preventive actions for the draught animals discussed in this article. General information on animal behaviour and a checklist for livestock rearing safety practices are found in articles on these subjects and in the article “Animal husbandry”. Horses are addressed in the article “Horses and other equines”. Cattle (and by close association, bullocks and buffalo) are addressed in the article “Cattle, sheep and goats”. “Bull raising” also offers pertinent information on potential hazards and their control.
Bull Raising
While the term bull refers to the male of several species of livestock (elephant, water buffalo and cattle) this article will deal specifically with the cattle industry. The National Traumatic Occupational Fatalities (NTOF) surveillance system in the United States, based on death certificates and maintained by the National Institute for Occupational Safety and Health (NIOSH), identified 199 fatalities from 1980 to 1992 associated with the agricultural production industry and inflicted by livestock. Of these, about 46% (92) were directly attributed to beef and dairy bull handling.
Cattle raisers have for centuries used castration of male animals as a means of producing docile males. Castrated males are generally passive, indicating that hormones (largely testosterone) are related to aggressive behaviour. Some cultures place high value on the fighting character of bulls, which is utilized in sports and social events. In this case, certain bloodlines are bred to maintain and enhance these fighting characteristics. In the United States, demand has increased for bulls used in rodeos as these entertainment events have increased in popularity. In Spain, Portugal, parts of France, Mexico and parts of South America, bullfighting has been popular for centuries. (See the article “Bullfighting and rodeos” in the chapter Entertainment and the Arts.)
The cattle industry can be divided into two major categories—dairy and beef—with some dual-purpose breeds. Most commercial beef operations purchase bulls from pure-bred producers, while dairy operations have moved more toward artificial insemination (AI). Thus, the pure-bred producer generally raises the bulls and then sells them when they are of breeding age (2 to 3 years of age). There are three systems of mating currently used in the cattle industry. Pasture mating allows bull to run with the herd and breed cows as they come into oestrus (heat). This can be for the entire year (historically) or for a specific breeding season. If specific breeding seasons are utilized, this necessitates separating the bull from the herd for periods of time. Hand mating keeps the bull isolated from the cows, except when a cow in oestrus is brought to the bull for mating. Generally, only a single mating is allowed, with the cow being removed after service. Finally, AI is the process of using proven sires, through the use of frozen semen, to be bred to many cows by AI technicians or the producer. This has the advantage of not having a bull at the ranch, which is a reduction of risk for the producer. However, there is still potential for human-animal interaction at the point of semen collection.
When a bull is removed from the herd for hand mating or kept isolated from the herd to establish a breeding season, he may become aggressive when he detects a cow in oestrus. Since he cannot respond naturally through mating, this can lead to the “mean bull” complex, which is an example of abnormal behaviour in bulls. Typical antagonistic or combative behaviour of bulls includes pawing the ground and bellowing. Furthermore, disposition often deteriorates with age. Old breeding stock can be cantankerous, deceptive, unpredictable and large enough to be dangerous.
Facilities
To ensure movement of animals through facilities, chutes should be curved so that the end cannot be seen when first entering, and the corral should be designed with a gap to the left or right so that animals do not sense that they are trapped. Putting rubber bumpers on metal items which create a loud noise when they close can help lessen the noise and reduce stress to the animal. Ideally, facilities should maximize the reduction of hazards due to physical contact between the bull and humans through use of barriers, overhead walkways and gates that can be manipulated from outside the enclosure. Animals are less likely to balk in chutes built with solid walls instead of fencing materials, since they would not be distracted by movement outside the chutes. Alleyways and chutes should be large enough so the animals can move through them, but not so wide they can turn around.
Guidelines for Handling
Male animals should be considered potentially dangerous at all times. When bulls are kept for breeding, injuries can be avoided by having adequate bull-confinement and restraint facilities. Extreme caution should be practised when handling male animals. Bulls may not purposefully hurt people, but their size and bulk make them potentially dangerous. All pens, chutes, gates, fences and loading ramps should be strong and work properly. Proper equipment and facilities are necessary to assure safety. Ideally, when working with bulls, having the handler physically separated from contact with the bull (outside the area and protected by chutes, walls, barriers and so on) greatly reduces the risk of injury. When handlers are with the animal, escape passages should be provided to allow handlers to escape from animals in an emergency. Animals should not be prodded when they have no place to go. Handlers should stay clear of animals that are frightened or “spooked” and be extra careful around strange animals. Solid wall chutes, instead of fencing, will lower the number of animals that balk in the chute. Since bulls see colours as different shades of black and white, facilities should be painted all in the same colour. Properly designed treatment stalls and appropriate animal-restraint equipment and facilities can reduce injuries during animal examination, medication, hoof trimming, dehorning and hand mating.
People who work with animals recognize that animals can communicate despite being unable to speak. Handlers should be sensitive to warnings such as raised or pinned ears, raised tail, pawing the ground and bellowing. General information and guidelines for working with bulls are provided in the checklist and article on animal behaviour in this chapter.
Zoonoses
Handlers should also be concerned with zoonotic diseases. A livestock handler can contract zoonotic illnesses by handling an infected animal or animal products (hides), ingesting animal products (milk, undercooked meat) and disposing of infected tissues. Leptospirosis, rabies, brucellosis (undulant fever in humans), salmonellosis and ringworm are especially important. Tuberculosis, anthrax, Q fever and tularaemia are other illness that should be of concern. To reduce exposure to disease, basic hygiene and sanitation practices should be used, which include prompt treatment or proper disposal of infected animals, adequate disposal of infected tissues, proper cleaning of contaminated sites and proper use of personal protective equipment.
The most sanitary method of carcass disposal is burning it at the site of death, to avoid contamination of the surrounding ground. A hole of appropriate size should be dug, flammable materials of sufficient quantity placed inside and the carcass placed on top in order that it can be consumed in its entirety. However, the most common method of carcass disposal is burial. In this procedure, the carcass should be buried at least 4 feet deep and covered with quicklime in soil that is not susceptible to contamination by drainage and away from flowing streams.
Pet, Furbearer and Laboratory Animal Protection
Processes
Institutional animal programmes involve four major processes:
- receipt, quarantine and separation of animals
- separation of species or animals for individual projects when necessary
- housing, care and sanitation
- storage.
Husbandry tasks include feeding, watering, providing bedding, maintaining sanitation, disposing of waste including carcasses, controlling pests and veterinarian care. Materials handling is significant in most of these tasks, which include moving cages, feed, pharmaceuticals, biologics and other supplies. Handling and manipulating animals is also fundamental to this work. Sanitation involves changing bedding, cleaning and disinfecting, and cage washing is a significant sanitation task.
Institutional animal facilities include cages, hutches, pens or stalls within a room, barn or outdoor habitat. Adequate space, temperature, humidity, food and water, illumination, noise control and ventilation are provided in a modern facility. The facility is designed for the type of animal that is confined. Animals that are typically confined in institutional settings include group-housed rodents (mice, rats, hamsters and guinea pigs), rabbits, cats, dogs, mink, non-human primates (monkeys, baboons and apes), birds (pigeons, quail and chickens) and farm animals (sheep and goats, swine, cattle, horses and ponies).
Hazards and Precautions
Persons involved with the production, care and handling of pet, furbearer and laboratory animals are potentially exposed to a variety of biological, physical and chemical hazards that can be controlled effectively through available risk reduction practices. The biological hazards intrinsic to the various animal species of concern to personnel include: bites and scratches; highly sensitizing allergens in dander, serum, tissues, urine or salivary secretions; and a wide variety of zoonotic agents. Although the biological hazards are more diverse and potentially more devastating in the work environments supporting these types of animals, the physical and chemical hazards generally are more pervasive, as reflected by their contribution to illness and injury in the workplace.
Personnel involved in the care and production of pet, furbearer or laboratory animals should receive appropriate training in handling techniques and behaviour of the animal species in question, because incorrect handling of an intractable animal frequently is a precipitating cause of a bite or scratch. Such injuries can become contaminated with micro-organisms from the animal’s rich oral and skin microflora or the environment, necessitating immediate wound disinfection and prompt and aggressive antimicrobial therapy and tetanus prophylaxis to avert the serious complications of wound infection and disfigurement. Personnel should appreciate that some zoonotic bite infections can produce generalized disease and even death; examples of the former include cat scratch fever, rat bite fever and human orf infection; examples of the latter include rabies, B virus and hantavirus infection.
Due to these extraordinary risks, wire-mesh, bite-proof gloves can be beneficial in some circumstances, and the chemical restraint of animals to facilitate safe handling is sometimes warranted. Personnel also can contract zoonoses through the inhalation of infectious aerosols, contact of the organisms with the skin or mucous membranes, ingestion of infectious materials or transmission by specific fleas, ticks or mites associated with the animals.
All types of zoonotic agents occur within pet, furbearer and laboratory animals, including viruses, bacteria, fungi and internal and external parasites. Some examples of zoonoses include: giardiasis and campylobacterosis from pets; anthrax, tularaemia and ringworm from furbearers; and lymphocytic choriomeningitis, hantavirus and dwarf tapeworm infestation from the laboratory rodent. The distribution of zoonotic agents varies widely according to host animal species, location and isolation from other disease reservoirs, housing and husbandry methods, and history and intensity of veterinary care. For example, some of the commercially produced laboratory animal populations have undergone extensive disease eradication programmes and been maintained subsequently under strict quality control conditions precluding the reintroduction of diseases. However, comparable measures have not been applicable universally in the various settings for pet, furbearer and laboratory animal maintenance and production, enabling the persistence of zoonoses in some circumstances.
Allergic reactions, ranging from ocular and nasal irritation and drainage to asthma or manifesting on the skin as contact urticaria (“hives”), are common in individuals who work with laboratory rodents, rabbits, cats and other animal species. An estimated 10 to 30% of individuals working with these animal species eventually develop allergic reactions, and persons with pre-existing allergic disease from other agents are at higher risk and have an increased incidence of asthma. In rare circumstances, such as a massive exposure to the inciting allergen through an animal bite, susceptible persons can develop anaphylaxis, a potentially life-threatening generalized allergic reaction.
Good personal hygiene practices should be observed by personnel to reduce their likelihood of exposure to zoonoses and allergens during work with animals or animal by-products. These include the use of dedicated work clothing, the availability and use of hand washing and shower facilities and separation of personnel areas from animal housing areas. Work clothing or protective outer garments covering the skin should be worn to prevent exposure to bites, scratches and hazardous microbes and allergens. Personal protective equipment, such as impervious gloves, safety glasses, goggles or other eye protection, and respiratory protection devices (e.g., particle masks, respirators or positive air pressure respirators) appropriate to the potential hazards and the individual’s vulnerability, should be provided and worn to promote safe work conditions. Engineering controls and equipment design also can effectively reduce the exposure of personnel to hazardous allergens and zoonoses through directional air flow and the use of isolation caging systems that partition the workers’ and animals’ environments.
Personnel also encounter significant physical and chemical hazards during animal care. Routine husbandry tasks involve moving or lifting heavy equipment and supplies, and performing repetitive tasks, affording personnel the ubiquitous opportunity to develop cuts and crush injuries, muscular strains and repetitive motion injuries. Work practice redesign, specialized equipment and personnel training in safe work practices can be used to curb these untoward outcomes. Equipment and facility sanitation frequently relies on machinery operating on live steam or extremely hot water, placing personnel at risk of severe thermal injury. The correct design, maintenance and utilization of these devices should be assured to prevent personnel injury and facilitate heat dissipation to provide a comfortable work environment. Personnel who work around large equipment, as well as around rambunctious dog or non-human primate populations, may be exposed to extremely high noise levels, necessitating the use of hearing protection. The various chemicals used for cage and facility sanitation, pest control within the animal facility and external parasite control on animals should be reviewed carefully with personnel to ensure their strict adherence to practices instituted to minimize exposure to these potentially irritating, corrosive or toxic substances.
Fish Farming and Aquaculture
Background
Rearing marine organisms for food has been a widespread practice since ancient times. However, large-scale farming of molluscs, crustaceans and bony fishes has rapidly gained momentum since the early 1980s, with 20% of the world’s seafood harvest now farmed; this is projected to increase to 25% by 2000 (Douglas 1995; Crowley 1995). Expansion of world markets contemporaneous with depletion of wild stocks has resulted in very rapid growth of this industry.
Land-based aquaculture takes place in tanks and ponds, while water-based culture systems generally employ screened cages or moored net pens of widely varying designs (Kuo and Beveridge 1990) in salt water (mariculture) or fresh rivers.
Aquaculture is performed as either an extensive or intensive practice. Extensive aquaculture entails some form of environmental enhancement for naturally produced species of fish, shellfish or aquatic plants. An example of such a practice would be laying down oyster shells to be used as attachment substrate for juvenile oysters. Intensive aquaculture incorporates more complex technology and capital investment in the culture of aquatic organisms. A salmon hatchery that uses concrete tanks supplied with water via some delivery system is an example. Intensive aquaculture also requires greater allocation of labour in the operation.
The process of intensive aquaculture includes the acquisition of broodstock adults used for production of gametes, gamete collection and fertilization, incubation of eggs and juvenile rearing; it may include rearing of adults to market size or release of the organism into the environment. Herein lies the difference between farming and enhancement aquaculture. Farming means rearing the organism to market size, generally in an enclosed system. Aquaculture for enhancement requires the release of the organism into the natural environment to be harvested at a later date. The essential role of enhancement is to produce a specific organism as a supplement to natural production, not as a replacement. Aquaculture can also be in the form of mitigation for loss of natural production caused by a natural or human-made event—for example, construction of a salmon hatchery to replace lost natural production caused by the damming of a stream for hydroelectric power production.
Aquaculture can occur in land-based facilities, on-bottom marine and freshwater environments and floating structures. Floating net pens are used for fish farming, and cages suspended from raft or buoy flotation are commonly used for shellfish culture.
Land-based operations require the construction of dams and/or excavation of holes for ponds and raceways for water flushing. Mariculture can involve the construction and maintenance of complex structures in harsh environments. Handling of smolt (for bony fishes) or tiny invertebrates, feed, chemical treatments for water and the animals being raised and wastes have all evolved into highly specialized activities as the industry has developed.
Hazards and Controls
Injuries
Fish farming operations afford many injury risks, combining some of those common to all modern agriculture operations (e.g., entanglement in large machinery, hearing loss from prolonged exposure to loud engines) with some hazards unique to these operations. Slips and falls can have particularly bad outcomes if they occur near raceways or pens, as there are the dual added risks of drowning and biological or chemical contamination from polluted water.
Severe lacerations and even amputations may take place during roe-stripping, fish butchering and mollusc shelling and can be prevented by the use of guards, protective gloves and equipment designed specifically for each task. Lacerations contaminated by fish slime and blood can cause serious local and even systemic infections (“fish poisoning”). Prompt disinfection and debridement is essential for these injuries.
Electrofishing (used to stun fish during survey counts, and increasingly in collection of broodstock at hatcheries) carries a high potential for electrical shock to the operators and bystanders (National Safety Council 1985) and should be done only by trained operators, with personnel trained in cardiopulmonary resuscitation (CPR) on site. Only equipment specifically designed for electrofishing operations in water should be employed and scrupulous attention must be paid to establishing and maintaining good insulation and grounding.
All water poses drowning risks, while cold waters pose the additional hazard of hypothermia. Accidental immersions due to falls overboard must be guarded against, as must potential for ensnarement or entrapment in nets. Approved personal flotation devices should be worn by all workers at all times on or near the water, and some thermal protection should also be worn when working around cold waters (Lincoln and Klatt 1994). Mariculture personnel should be trained in marine survival and rescue techniques, as well as CPR.
Repetitive strain injuries may also occur in butchering and hand-feeding operations and can be largely avoided by attention to ergonomics (via task analysis and equipment modifications as necessary) and frequent task rotations of manual workers. Those workers developing repetitive strain injury symptoms should receive prompt evaluation and treatment and possible reassignment.
Sleep deprivation can be a risk factor for injuries in aquaculture facilities requiring intensive labour over a short duration of time (e.g., egg harvest at salmon hatcheries).
Health hazards
Diving is frequently required in construction and maintenance of fishpens. Predictably, decompression illness (“bends”) has been observed among divers not carefully observing depth/time limits (“dive tables”). There have also been reports of decompression illness occurring in divers observing these limits but making many repetitive short dives; alternative methods (not using divers) should be developed for clearing dead fish from and maintaining pens (Douglas and Milne 1991). When diving is deemed necessary, observing published dive tables, avoiding repetitive dives, always diving with a second diver (“buddy diving”) and rapid evaluation of decompression-like illnesses for possible hyperbaric oxygen therapy should be regular practices.
Severe organophosphate poisoning has occurred in workers incidental to pesticidal treatment of sea lice on salmon (Douglas 1995). Algicides deployed to control blooms may be toxic to workers, and toxic marine and freshwater algae themselves may afford worker hazards (Baxter 1991). Bath treatments for fungal infections in fish may use formaldehyde and other toxic agents (Douglas 1995). Workers must receive adequate instruction and allotment of time for safe handling of all agricultural chemicals and hygienic practices around contaminated waters.
Respiratory illnesses ranging from rhinitis to severe bronchospasm (asthma-like symptoms) have occurred due to sensitization to putative endotoxins of gram-negative bacteria contaminating farmed trout during gutting operations (Sherson, Hansen and Sigsgaard 1989), and respiratory sensitization may occur to antibiotics in medicated fish feeds. Careful attention to personal cleanliness, keeping seafood clean during butchering and handling and respiratory protection will help ensure against these problems. Workers developing sensitivity should avoid subsequent exposures to the implicated antigens. Constant immersion of hands can facilitate dermal sensitization to agricultural chemicals and foreign (fish) proteins. Hygienic practice and use of task-appropriate gloves (such as cuffed, insulated, waterproof neoprene during cold butchering operations) will reduce this risk.
Sunburn and keratotic (chronic) skin injury may result from exposure to sunlight. Wearing hats, adequate clothing and sunscreen should be de rigueur for all outdoor agricultural workers.
Large quantities of stored fish feeds are often raided by or infested with rats and other rodents, posing a risk for leptospirosis (Weil’s disease). Workers handling fish feeds must be vigilant about feed storage and rodent control and protect abraded skin and mucous membranes from contact with potentially contaminated feeds and soiled pond waters. Feeds with known contamination with rat urine should be handled as potentially infectious, and discarded promptly (Ferguson and Path 1993; Benenson 1995; Robertson et al. 1981).
Eczema and dermatitis can easily evolve from inflammation of skin macerated by constant water contact. Also, this inflammation and wet conditions can foster reproduction of human papillaviridae, leading to rapid spread of skin warts (Verruca vulgaris). Prevention is best accomplished by keeping hands as dry as possible and using appropriate gloves. Emollients are of some value in the management of minor skin irritation from water contact, but topical treatment with corticosteroids or antibiotic creams (after evaluation by a physician) may be necessary if initial treatment is unsuccessful.
Environmental Impacts
Demand for fresh water can be extremely high in all of these systems, with estimates centring on 40,000 litres required for each 0.5 kg of bony fish raised to maturity (Crowley 1995). Recirculation with filtration can greatly reduce demand, but requires intensive application of new technologies (e.g., zeolites to attract ammonia).
Fish farm discharges can include as much faecal waste as that from small cities, and regulations are rapidly proliferating for control of these discharges (Crowley 1995).
Consumption of plankton and krill, and side effects of mariculture such as algal blooms, can lead to major disruptions in species balance in the local ecosystems surrounding fish farms.
Beekeeping, Insect Raising and Silk Production
Some information on the silk industry was adapted from the article by J. Kubota in the 3rd edition of this Encyclopaedia.
More than a million species of insects exist in the world, and the global mass of insects exceeds the total mass of all other terrestrial animals. Insects such as crickets, grasshoppers, locusts, termites, beetle larvae, wasps, bees and moth caterpillars are among about 500 species that form part of the regular diet of people around the world. Usually humans hunt or gather insects for food rather than intentionally rearing and harvesting them.
In addition to food, humans use insects as sources of pollination, biological controls of pests and fibre. Different uses depend on the four stages of the insect’s life cycle, which consist of egg, larva, pupa and adult. Examples of commercial uses of insects include beekeeping (nearly 1 billion tonnes of honey produced annually and pollination of fruit and seed crops), insect rearing (more than 500 species in culture, including those used for insect biological control), shellac production (36,000 tonnes annually) and silk production (180,000 tonnes annually).
Beekeeping
Beekeepers raise the honey-bee in apiaries, a collection of hives that house bee colonies. The honey-bee is a source of flower pollination, honey and wax. Bees are important pollinators, making more than 46,430 foraging trips per bee for each kilogram of honey that they produce. During each foraging trip, the honey-bee will visit 500 flowers within a 25-minute period. The honey-bee’s source of honey is flower nectar. The bee uses the enzyme invertase to convert sucrose in the nectar into glucose and fructose and, with water evaporation, honey is produced. In addition, bumble-bees and cutter bees are grown for pollinating, respectively, tomato plants and alfalfa.
The honey-bee colony collects around a single queen bee, and they will colonize in boxes—artificial hives. Beekeepers establish an infant colony of about 10,000 bees in the bottom box of the hive, called a brood chamber. Each chamber contains ten panels with cells that are used for either storing honey or laying eggs. The queen lays about 1,500 eggs per day. The beekeeper then adds a food chamber super (a box placed on top of the brood box), which becomes the storage chamber for honey, on which the bees will survive through the winter. The colony continues to multiply, becoming mature at about 60,000 bees. The beekeeper adds a queen excluder (a flat panel that the larger queen cannot enter) on top of the food super to prevent the queen from laying eggs in additional shallow supers that will be stacked on top of the excluder. These additional supers are designed for harvesting only honey without the eggs.
The beekeeper moves the hives to where flowers are budding. A honey-bee colony can forage over an area of 48 hectares, and 1 hectare can support about two hives. The honey is harvested during the summer from the shallow supers, which can be stacked seven high as the colony grows and the bees fill the panels with honey. The supers with honey-laden panels are transported to the honey “house” for extraction. A sharp, warm knife, called an uncapping knife, is used to remove the wax caps that the bees have placed over the honeycombs within the panels. The honey is then extracted from the panels with a centrifugal force machine. The honey is collected and bottled for sale (Vivian 1986).
At the end of the season, the beekeeper winterizes the hives, wrapping them in tar paper to protect the colonies from the winter wind and to absorb the solar heat. The beekeeper also provides the bees with medicated sugar syrup for their winter consumption. In the spring, the hives are opened to begin production as mature honeybee colonies. If the colony becomes crowded, the colony will create another queen through special feeding, and the old queen will swarm with about half of the colony to find another accommodation. The beekeeper may capture the swarm and treat it as an infant colony.
Beekeepers are exposed to two related hazards from honey-bee stings. One hazard is sting envenomation. The other is venom hypersensitivity reaction and possible anaphylactic shock. Males at 40 years of age and older are at highest risk of fatal reactions. About 2% of the general population is thought to be allergic to venom, but systemic reactions in beekeepers and their immediate family members are estimated at 8.9%. The reaction incidence varies inversely to the numbers of stings received. Anaphylactic reactions to bumble-bee venom are rare except among bumble bee keepers, and their risk is greater if they have been sensitized to honey bee venom.
If a honey-bee stings the beekeeper, the stinger should be removed, and the sting site should be washed. Ice or a paste of baking soda and water should be applied to the site of envenomation. The victim should be watched for signs of systemic reaction, which can be a medical emergency. For anaphylactic reactions, epinephrine is administered subcutaneously at the first sign of symptoms. To assure safe beekeeping, the beekeeper should use smoke at the beehive to neutralize the bees’ protective behaviour and should wear a protective hood and veil, thin gloves and log sleeves or coveralls. Bees are attracted to sweat for the moisture, so beekeepers should not wear watch bands or belts where sweat collects. In extracting the honey, the beekeeper should keep his or her thumb and fingers clear of the cutting motion of the uncapping knife.
Mass Insect Raising
More than 500 species of arthropods are reared in the laboratory, including ants, beetles, mites, flies, moths, spiders and ticks. An important use of these arthropods is as biological controls for other animal species. For example, 2,000 years ago, markets in China sold nests of weaver ants to place in citrus orchards to prey on crop pests. Today, more than 5,000 species of insects have been identified worldwide as possible biological controls for crop pests, and 300 are successfully used regularly in 60 countries. Disease vectors have also become targets for biological control. As an example, the carnivorous mosquito from Southeast Asia, Toxorhynchites spp., also called the “tox” mosquito, has a larva that feeds on the larvae of the tiger mosquito, Aedesspp., which transmits diseases such as dengue fever to humans (O’Toole 1995).
Mass rearing facilities have been developed to raise sterile insects as a non-chemical pest-suppression tool. One such facility in Egypt rears a billion fruit flies (about 7 tonnes) each week. This rearing industry has two major cycles. One is the feed conversion or larval incubation cycle, and the other is the propagation or egg-production cycle. The sterile insect technique was first used to eliminate the screw worm, which preyed on cattle. Sterilization is accomplished by irradiating the pupae just prior to adult emergence from the cocoon with either x rays or gamma rays. This technique takes mass quantities of reared, sterile insects and releases them into infested areas where the sterile males mate with the wild, fertile females. Breaking the insect’s life cycle has dramatically reduced the fertility rate of these pests. This technique is used on screw worms, gypsy moths, boll weevils and fruit flies (Kok, Lomaliza and Shivhara 1988).
A typical sterile insect facility has an airlock system to restrict unwanted insect entry and fertile insect escape. Rearing tasks include mopping and sweeping, egg stacking, tray washing, diet preparation, inoculation (placing eggs into agar), pupae dyeing, emergence tending, packing, quarantining, irradiating, screening and weighing. In the pupae room, vermiculite is mixed with water and placed in trays. The trays are stacked, and the vermiculite dust is swept with a broom. The pupae are separated from the vermiculite with a sieve. The insect pupae chosen for the sterile insect technique are transported in trays stacked on racks to the irradiation chamber in a different area or facility, where they are irradiated and rendered sterile (Froehlich 1995; Kiefer 1996).
Insect workers, including silkworm workers, may have an allergic reaction to arthropod allergens (scales, hairs, other body parts). Initial symptoms are itchy eyes and irritation of the nose followed by intermittent episodes of wheezing, coughing and breathlessness. Subsequent asthma attacks are triggered by re-exposure to the allergen.
Entomologists and workers in sterile fly facilities are exposed to a variety of potentially hazardous, flammable agents. These agents include: in entomology laboratories, isopropyl alcohol, ethyl alcohol and xylene; in the diet preparation room, isopropyl alcohol is used in water solution to sterilize walls and ceilings with a sprayer. Vermiculite dust poses respiratory concerns. Some vermiculites are contaminated with asbestos. Air-handling units in these facilities emit noise that may be damaging to employee hearing. Proper exhaust ventilation and personal respiratory protection can be used in facilities to control exposure to airborne allergens and dusts. Non-dusty working materials should be used. Air conditioning and frequent changes of filters may help reduce airborne levels of spines and hairs. X rays or gamma rays (ionizing radiation) can damage genetic material. Protection is needed against x rays or gamma rays and their sources in the irradiation facilities (Froehlich 1995; Kiefer 1996).
Silkworm Raising
Vermiculture, the raising of worms, has a long history in some cultures. Worms, especially the meal worm (which is a larva rather than a true worm) from the darkling beetle, are raised by the billions as animal fodder for laboratory animals and pets. Worms are also used in composting operations (vermi-composting).
Sericulture is the term used for silkworm cocoon production, which includes silkworm feeding and cocoon formation. Cultivation of the silkworm and the silk moth caterpillar dates back to 3000 BC in China. Silkworm farmers have domesticated the silkworm moth; there are no remaining wild populations. Silkworms eat only white mulberry leaves. Fibre production thus has historically depended upon the leafing season of the mulberry tree. Artificial foods have been developed for the silkworm so that production can extend the year around. Silkworms are raised on trays sometimes mounted on racks. The worms take about 42 days of feeding at a constant temperature of 25 °C. Artificial heating may be required. Silk is a secretion from the silkworm’s mouth that solidifies upon contact with air. The silkworm secretes about 2 km of silk fibre to form a cocoon during the pupal stage (Johnson 1982). After the cocoon is formed, the silkworm farmer kills the pupa in a hot oven, and ships the cocoon to a factory. At the factory, silk is harvested from the cocoon and spun into thread and yarn.
Nine per cent of silkworm workers manifest asthma in response to silkworm moth scales, although most asthma in silkworm workers is attributed to inhalation of silkworm faeces. In addition, contact of the skin with silkworm caterpillar hairs may produce a primary irritant contact-dermatitis. Contact with raw silk may also produce allergic skin reactions. For silk moth production, hyposensitization therapy (for moth scales and faeces) provides improvement for 79.4% of recipients. Corticosteroids may reverse the effects of inhaled antigens. Skin lesions may respond to topical corticosteroid lotions and creams. Oral antihistamines relieve itching and burning. Carbon monoxide poisoning has been identified among some silkworm farmers in their homes, where they are maintaining warmth with charcoal fires as they raise the silkworms. Charcoal fires and kerosene heaters should be replaced with electric heaters to avoid carbon monoxide exposures.
General Profile
The lumber industry is a major natural resource-based industry around the world. Trees are harvested, for a variety of purposes, in the majority of countries. This chapter focuses on the processing of wood in order to produce solid wood boards and manufactured boards in sawmills and related settings. The term manufactured boards is used to refer to lumber composed of wood elements of varying sizes, from veneers down to fibres, which are held together by either additive chemical adhesives or “natural” chemical bonds. The relationship between the various types of manufactured boards is displayed in figure 1. Because of differences in process and associated hazards, manufactured boards are divided here into three categories: plywood, particleboard and fibreboard. The term particleboard is used to refer to any sheet material manufactured from small pieces of wood such as chips, flakes, splinters, strands or shreds, while the term fibreboard is used for all panels produced from wood fibres, including hardboard, medium-density fibreboard (MDF) and insulation board. The other major industrial use for wood is the manufacture of paper and related products, which is covered in the chapter Pulp and paper industry.
Figure 1. Classification of manufactured boards by particle size, density and process type.
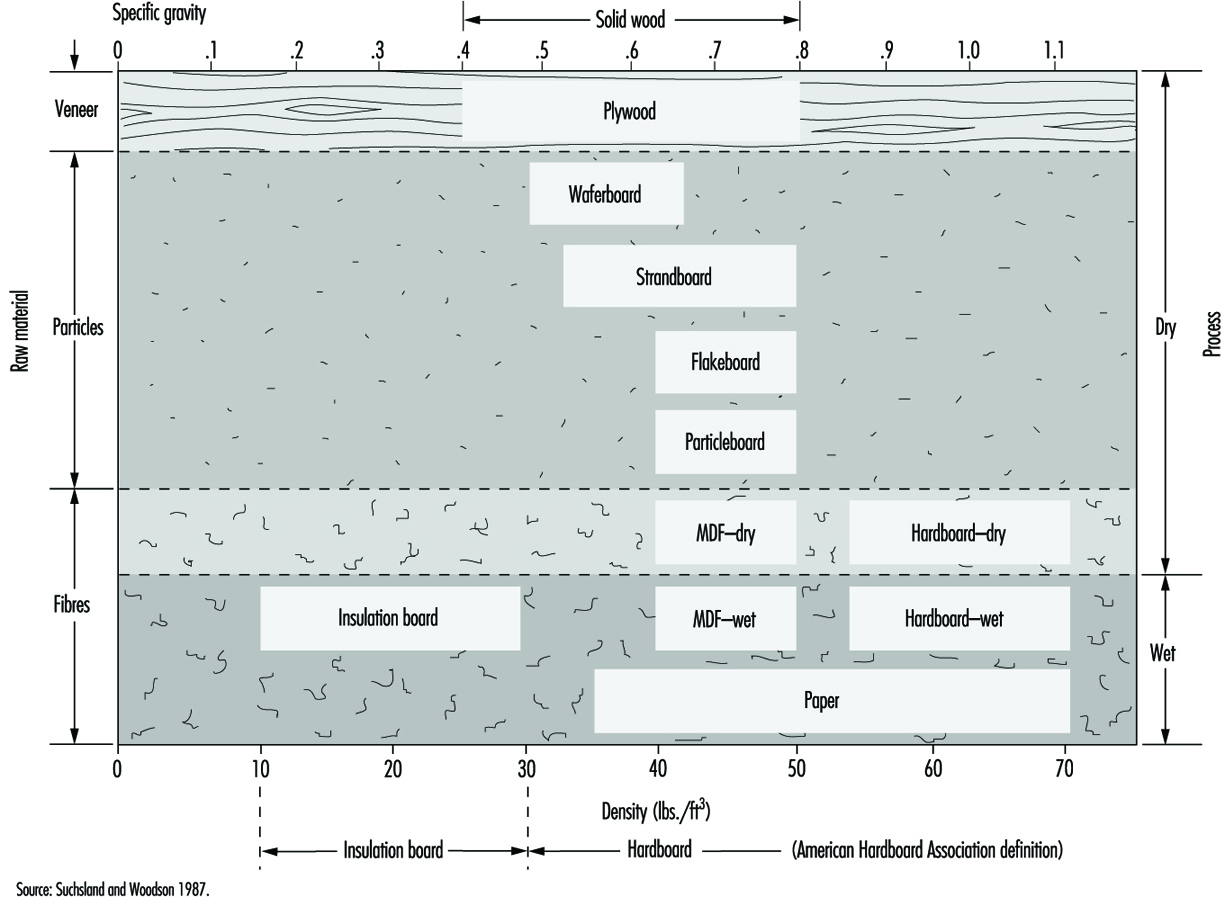
The sawmill industry has existed in simple forms for hundreds of years, although significant advances in sawmill technology have been made this century by the introduction of electric power, improvements in saw design and, most recently, the automation of sorting and other operations. The basic techniques for making plywood have also existed for many centuries, but the term plywood did not enter into common usage until the 1920s, and its manufacture did not become commercially important until this century. The other manufactured board industries, including particleboard, waferboard, oriented strandboard, insulation board, medium-density fibreboard and hardboard, are all relatively new industries which first became commercially important after the Second World War.
Solid wood and manufactured boards may be produced from a wide variety of tree species. Species are selected on the basis of the shape and size of the tree, the physical characteristics of the wood itself, such as strength or resistance to decay, and the aesthetic qualities of the wood. Hardwood is the common name given to broad-leaved trees, which are classified botanically as angiosperms, while softwood is the common name given to conifers, which are classified botanically as gymnosperms. Many hardwoods and some softwoods which grow in tropical regions are commonly referred to as tropical or exotic woods. Although the majority of wood harvested worldwide (58% by volume) is from non-conifers, much of this is consumed as fuel, so that the majority used for industrial purposes (69%) is from conifers (FAO 1993). This may in part reflect the distribution of forests in relation to industrial development. The largest softwood forests are located in the northern regions of North America, Europe and Asia, while the major hardwood forests are located in both tropical and temperate regions.
Almost all wood destined for use in the manufacture of wood products and structures is first processed in sawmills. Thus, sawmills exist in all regions of the world where wood is used for industrial purposes. Table 1 presents 1990 statistics regarding the volume of wood harvested for fuel and industrial purposes in the major wood-producing countries on each continent, as well as volumes harvested for saw and veneer logs, a sub-category of industrial wood and the raw material for the industries described in this chapter. In developed countries the majority of wood harvested is used for industrial purposes, which includes wood used for saw and veneer logs, pulpwood, chips, particles and residues. In 1990, three countries—the United States, the former USSR and Canada - produced over half of the world’s total industrial wood as well as over half of the logs destined for saw and veneer mills. However, in many of the developing countries in Asia, Africa and South America the majority of wood harvested is used for fuel.
Table 1. Estimated wood production in 1990 (1,000 m3)
|
Wood used for |
Total wood used for |
Saw and veneer logs |
|
|
NORTH AMERICA |
137,450 |
613,790 |
408,174 |
|
United States |
82,900 |
426,900 |
249,200 |
|
Canada |
6,834 |
174,415 |
123,400 |
|
Mexico |
22,619 |
7,886 |
5,793 |
|
EUROPE |
49,393 |
345,111 |
202,617 |
|
Germany |
4,366 |
80,341 |
21,655 |
|
Sweden |
4,400 |
49,071 |
22,600 |
|
Finland |
2,984 |
40,571 |
18,679 |
|
France |
9,800 |
34,932 |
23,300 |
|
Austria |
2,770 |
14,811 |
10,751 |
|
Norway |
549 |
10,898 |
5,322 |
|
United Kingdom |
250 |
6,310 |
3,750 |
|
FORMER USSR |
81,100 |
304,300 |
137,300 |
|
ASIA |
796,258 |
251,971 |
166,508 |
|
China |
188,477 |
91,538 |
45,303 |
|
Malaysia |
6,902 |
40,388 |
39,066 |
|
Indonesia |
136,615 |
29,315 |
26,199 |
|
Japan |
103 |
29,300 |
18,377 |
|
India |
238,268 |
24,420 |
18,350 |
|
SOUTH AMERICA |
192,996 |
105,533 |
58,592 |
|
Brazil |
150,826 |
74,478 |
37,968 |
|
Chile |
6,374 |
12,060 |
7,401 |
|
Colombia |
13,507 |
2,673 |
1,960 |
|
AFRICA |
392,597 |
58,412 |
23,971 |
|
South Africa |
7,000 |
13,008 |
5,193 |
|
Nigeria |
90,882 |
7,868 |
5,589 |
|
Cameroon |
10,085 |
3,160 |
2,363 |
|
Cote d’Ivoire |
8,509 |
2,903 |
2,146 |
|
OCEANIA |
8,552 |
32,514 |
18,534 |
|
Australia |
7,153 |
17,213 |
8,516 |
|
New Zealand |
50 |
11,948 |
6,848 |
|
Papua New Guinea |
5,533 |
2,655 |
2,480 |
|
WORLD |
1,658,297 |
1,711,629 |
935,668 |
1 Includes wood used for saw and veneer logs, pulpwood, chips, particles and residues.
Source: FAO 1993.
Table 2 lists the world’s major producers of solid wood lumber, plywood, particleboard and fibreboard. The three largest producers of industrial wood overall also account for over half of world production of solid wood boards, and rank among the top five in each of the manufactured board categories. The volume of manufactured boards produced worldwide is relatively small compared to the volume of solid wood boards, but the manufactured board industries are growing at a faster rate. While the production of solid wood boards increased by 13% between 1980 and 1990, the volumes of plywood, particleboard and fibreboard increased by 21%, 25% and 19%, respectively.
Table 2. Estimated production of lumber by sector for the 10 largest world producers (1,000 m3)
|
Solid wood boards |
Plywood boards |
Particleboard |
Fibreboard |
||||
|
Country |
Volume |
Country |
Volume |
Country |
Volume |
Country |
Volume |
|
USA |
109,800 |
USA |
18,771 |
Germany |
7,109 |
USA |
6,438 |
|
Former USSR |
105,000 |
Indonesia |
7,435 |
USA |
6,877 |
Former USSR |
4,160 |
|
Canada |
54,906 |
Japan |
6,415 |
Former USSR |
6,397 |
China |
1,209 |
|
Japan |
29,781 |
Canada |
1,971 |
Canada |
3,112 |
Japan |
923 |
|
China |
23,160 |
Former USSR |
1,744 |
Italy |
3,050 |
Canada |
774 |
|
India |
17,460 |
Malaysia |
1,363 |
France |
2,464 |
Brazil |
698 |
|
Brazil |
17,179 |
Brazil |
1,300 |
Belgium-Luxembourg |
2,222 |
Poland |
501 |
|
Germany |
14,726 |
China |
1,272 |
Spain |
1,790 |
Germany |
499 |
|
Sweden |
12,018 |
Korea |
1,124 |
Austria |
1,529 |
New Zealand |
443 |
|
France |
10,960 |
Finland |
643 |
United Kingdom |
1,517 |
Spain |
430 |
|
World |
505,468 |
World |
47,814 |
World |
50,388 |
World |
20,248 |
Source: FAO 1993.
The proportion of workers in the entire workforce employed in wood products industries is generally 1% or less, even in countries with a large forest industry, such as the United States (0.6%), Canada (0.9%), Sweden (0.8%), Finland (1.2%), Malaysia (0.4%), Indonesia (1.4%) and Brazil (0.4%) (ILO 1993). While some sawmills may be located near urban areas, most tend to be located near the forests that supply their logs, and many are located in small, often isolated communities where they may be the only major source of employment and the most important component of the local economy.
Hundreds of thousands of workers are employed in the lumber industry worldwide, although exact international figures are difficult to estimate. In the United States in 1987 there were 180,000 sawmill and planer mill workers, 59,000 plywood workers and 18,000 workers employed in the production of particleboard and fibreboard (Bureau of the Census 1987). In Canada in 1991 there were 68,400 sawmill and planer mill workers and 8,500 plywood workers (Statistics Canada 1993). Even though wood production is increasing, the number of sawmill workers is decreasing due to mechanization and automation. The number of sawmill and planer mill workers in the United States was 17% higher in 1977 than in 1987, and in Canada there were 13% more in 1986 than in 1991. Similar reductions have been observed in other countries, such as Sweden, where smaller, less efficient operations are being eliminated in favour of mills with much larger capacities and modern equipment. The majority of jobs eliminated have been lower-skilled jobs, such as those involving the manual sorting or feeding of lumber.
Major Sectors and Processes: Occupational Hazards and Controls
Sawmill Process
Sawmills can vary greatly in size. The smallest are either stationary or portable units consisting of a circular saw headrig, a simple log carriage and a two-saw edger (see descriptions below) powered by a diesel or gasoline engine and operated by as few as one or two workers. The largest mills are permanent structures, have much more elaborate and specialized equipment, and can employ over 1,000 workers. Depending on the size of the mill and the climate of the region, operations may be performed outdoors or indoors. While the type and size of logs determine to a large degree what types of equipment are needed, the equipment in sawmills can also vary considerably based on the age and size of the mill as well as the type and quality of boards produced. Below is a description of some of the processes conducted in a typical sawmill.
After transport to a sawmill, logs are stored on land, in water bodies adjacent to the mill or in ponds constructed for storage purposes (see figure 1 and figure 2). The logs are sorted according to quality, species or other characteristics. Fungicides and insecticides may be used in land-based log storage areas if the logs will be stored for a long time until further processing. A cut-off saw is used to even up the ends of the logs either before or after debarking and prior to further processing in the sawmill. The removal of bark from a log may be accomplished by a number of methods. Mechanical methods include peripheral milling by rotating logs against knives; ring debarking, in which tool points are pressed against the log; wood-to-wood abrasion, which pounds the logs against themselves in a rotating drum; and using chains to tear away the bark. Bark may also be removed hydraulically by using high-pressure water jets. After debarking and between all operations within the sawmill, logs and boards are moved from one operation to the next using a system of conveyors, belts and rollers. In large sawmills these systems can become quite complex (see figure 3).
Figure 1. Chip loading with water storage of logs in background
Source: Canadian Forest Products Ltd.
Figure 2. Longs entering a sawmill; storage and kilns in background
Source: Canadian Forest Products Ltd.
Figure 3. Mill interior; conveyor belts and rollers transport wood
British Columbia Ministry of Forests
The first phase of sawmilling, sometimes referred to as primary breakdown, is performed at a headrig. The headrig is a large, stationary circular saw or band-saw used to cut the log longitudinally. The log is transported back and forth through the headrig using a travelling carriage which can rotate the log for the optimum cut. Multiple band-saw headrigs may also be used, especially for smaller logs. The products of the headrig are a cant (the square centre of the log), a series of slabs (the rounded outer edges of the log) and, in some cases, large boards. Lasers and x rays are becoming common in sawmills for use as viewing and cutting guides in order to optimize wood use and the size and types of boards produced.
In secondary breakdown, the cant and large boards or slabs are further processed into functional lumber sizes. Multiple parallel saw blades are usually used for these operations - for example, quad saws with four linked circular saws, or gang saws which may be of the sash or circular saw type. Boards are cut to the proper width using edgers, consisting of at least two parallel saws, and to the proper length using trim saws. Edging and trimming are usually performed using circular saws, though edgers sometimes are band-saws. Manual chain-saws are usually available in sawmills for freeing lumber caught in the system because it is bent or flared. In modern sawmills, each operation (i.e., headrig, edger) will generally have a single operator, often stationed within an enclosed booth. In addition, workers may be stationed between operations in later stages of secondary breakdown in order to manually ensure that the boards are properly positioned for subsequent operations.
After processing in the sawmill, the boards are graded, sorted according to dimensions and quality, then stacked by hand or machine (see figure 4). When lumber is manually handled, this area is referred to as a “green chain”. Automated sorting bins have been installed in many modern mills to replace labour-intensive manual sorting. In order to increase airflow to assist in drying, small pieces of wood may be placed between the boards as they are being stacked.
Figure 4. Fork-lift with load

Canadian Forest Productions Ltd.
Construction grades of lumber may be seasoned in the open air outdoors or dried in kilns, depending on local weather conditions and the wetness of the green lumber; but finishing grades are more commonly kiln dried. There are many kinds of kilns. Compartment kilns and high-temperature kilns are serial kilns. In continuous kilns, stacked bundles can move through the kiln in a perpendicular or parallel position, and the direction of air movement can be perpendicular or parallel to the boards. Asbestos has been used as an insulating material for steam pipes in kilns.
Prior to storage of green lumber, especially in wet or humid locales, fungicides may be applied to prevent growth of fungi which stain wood blue or black (sapstain). Fungicides may be applied in the production line (usually by spraying) or after bundling lumber (usually in dip tanks). The sodium salt of pentachlorophenol was introduced in the 1940s for the control of sapstain, and was replaced in the 1960s by the more water soluble tetrachlorophenate. Chlorophenate use has largely been discontinued because of concern regarding health effects and contamination with polychlorinated dibenzo-p-dioxins. Substitutes include didecyldimethyl ammonium chloride, 3-iodo-2-propynyl butyl carbamate, azaconazole, borax and 2-(thiocyanomethylthio)benzthiazole, most of which have been little studied among user workforces. Often lumber, especially that which has been kiln dried, does not need to be treated. In addition, wood of some tree species, such as Western red cedar, is not susceptible to sapstain fungi.
Either before or after drying, the wood is marketable as green or rough lumber; however, the lumber must be further processed for most industrial uses. Lumber is cut to final size and surfaced in a planing mill. Planers are used to reduce the wood to standard marketable sizes and to smooth the surface. The planer head is a series of cutting blades mounted on a cylinder which revolves at high speed. The operation is generally power fed and performed parallel to the wood grain. Often planing is performed simultaneously on two sides of the board. Planers which operate on four sides are called matchers. Moulders are sometimes used to round the edges of the wood.
After final processing, the wood must be sorted, stacked and bundled in preparation for shipping. Increasingly, these operations are being automated. In some specialized mills, wood may be further treated with chemical agents used as wood preservatives or fire retardants, or for protection of the surface from mechanical wear or weathering. For example, railroad ties, pilings, fence posts, telephone poles or other wood expected to be in contact with soil or water may be pressure treated with chromated or ammoniacal copper arsenate, pentachlorophenol or creosote in petroleum oil. Stains and colourants may also be used for marketability, and paints may be used to seal the ends of boards or to add company marks.
Large amounts of dust and debris are generated by saws and other wood-processing operations in sawmills. In many sawmills the slabs and other large pieces of wood are chipped. Chippers are generally large rotating discs with straight blades imbedded in the face, and slots for the chips to pass through. The chips are produced when logs or mill wastes are introduced to the blades using inclined gravity feed, horizontal self-feed or controlled power feeding. Generally the cutting action of the chipper is perpendicular to the blades. Different designs are used for whole logs than for slabs, edgings and other pieces of waste wood. It is common for a chipper to be integrated into the headrig to chip unusable slabs. Separate chippers to handle waste from the rest of the mill are also used. Wood chips and sawdust may be sold for pulp, reconstituted board manufacturing, landscaping, fuel or other uses. Bark, wood chips, sawdust and other material may also be burned either as fuel or as waste.
Large, modern sawmills will typically have a sizeable maintenance staff which includes clean-up workers, millwrights (industrial mechanics), carpenters, electricians and other skilled workers. Waste material may collect on machinery, conveyors and floors if sawmill operations are not equipped with local exhaust ventilation or the equipment is not operating properly. Clean-up operations are often performed using compressed air to remove wood dust and dirt from machinery, floors and other surfaces. Saws must be regularly inspected for broken teeth, cracks or other defects, and must be properly balanced to prevent vibration. This is done by a trade that is unique to the wood industries - saw filers, who are responsible for the re-toothing, sharpening and other maintenance of circular saws and band-saws.
Sawmill Health and Safety Hazards
Table 1 indicates the major types of occupational health and safety hazards found in the major process areas of a typical sawmill. There are many serious safety hazards within sawmills. Machine guarding is necessary at the point of operation for saws and other cutting devices as well as for gears, belts, chains, sprockets and nip points on conveyors, belts and rollers. Anti-kickback devices are necessary on many operations, such as circular saws, to prevent jammed lumber from being ejected from machines. Guard rails are necessary on walkways adjacent to operations or crossing over conveyors and other production lines. Proper housekeeping is necessary to prevent dangerous accumulation of wood dust and debris, which could result in falls as well as presenting a fire and explosion hazard. Many areas which require clean-up and routine maintenance are located in hazardous areas which would normally be inaccessible during times when the sawmill is in operation. Proper adherence to machinery lock-out procedures is extremely important during maintenance, repair and clean-up operations. Mobile equipment should be equipped with audible warning signals and lights. Traffic lanes and pedestrian walkways should be clearly marked. Reflective vests are also necessary to increase the visibility of pedestrians.
Table 1. Occupational health and safety hazards by lumber industry process area
|
Process area |
Safety hazards |
Physical hazards |
Dust/chemical hazards |
Biological hazards |
|
Yard and pond |
Mobile equipment;* unsecure logs/lumber;* conveyor belts |
Noise; temperate |
Road dust, other |
Mould and bacteria* |
|
Debarking |
Elevated walk-ways; machine kick-back; unsecure logs/lumber;* |
Noise |
Wood dust; road dust; |
Mould and bacteria* |
|
Sawing, trimming, |
Elevated walk-ways; machine kick-back;* unsecure logs/lumber; |
Noise;* repetitive strain |
Wood dust;* volatile |
Mould and bacteria |
|
Kiln drying |
Mobile equipment |
Temperature extremes |
Volatile wood |
Mould and bacteria |
|
Planing |
Elevated walk-ways; machine kick-back;* unsecure logs/lumber; |
Noise;* repetitive |
Wood dust;* volatile |
|
|
Sorting and grading |
Elevated walk-ways; unsecure logs/lumber; conveyor belts;* |
Noise; repetitive strain |
Wood dust; pesticides |
|
|
Chipping and related operations |
Elevated walk-ways; machine kick-back; conveyor belts; saws/ |
Noise* |
Wood dust;* volatile |
Mould and bacteria* |
|
Veneer cutting |
Elevated walk-ways; mobile equipment; conveyor belts; |
Noise* |
Wood dust; volatile wood |
Mould and bacteria* |
|
Veneer drying |
Mobile equipment; slivers |
Temperature extremes; |
Volatile wood components; |
Mould and bacteria |
|
Glue mixing and |
Repetitive strain injuries |
Formaldehyde;* other resin |
||
|
Hot press |
Mobile equipment; slivers; failure to lock-out machinery* |
Noise; repetitive strain |
Volatile wood components; |
|
|
Panel sanding |
Mobile equipment; saws/cutting equipment; flying debris; |
Noise;* repetitive strain |
Wood dust; formaldehyde; |
|
|
Clean-up operations |
Elevated walk-ways; conveyor belts;* flying debris;* slivers; |
Noise |
Wood dust;* formaldehyde; |
Mould and bacteria* |
|
Saw filing |
Elevated walk-ways; saws/cutting equipment; flying debris; |
Noise |
Metal fumes* |
|
|
Other maintenance |
Elevated walk-ways; mobile equipment;* failure to lock-out |
Wood dust; asbestos; |
||
|
Packing and shipping |
Elevated walk-ways; mobile equipment;* unsecure logs/lumber; |
Noise; temperature |
Road dust, other |
* Signifies high degree of hazard.
Sorting, grading and some other operations may involve the manual handling of boards and other heavy pieces of wood. Ergonomic design of the conveyors and receiving bins, and proper material-handling techniques should be used to help prevent back and upper extremity injuries. Gloves are necessary to prevent splinters, puncture wounds and contact with preservatives. Panels of safety glass or similar material should be placed between operators and points of operation because of the risk of eye and other injuries from wood dust, chips and other debris ejected from saws. Laser beams are also potential ocular hazards, and areas using Class II, III or IV lasers should be identified and warning signs posted. Safety glasses, hardhats and steel-toed boots are standard personal protective gear that should be worn during most sawmill operations.
Noise is a hazard in most areas of sawmills from debarking, sawing, edging, trimming, planing and chipping operations, as well as from logs striking each other on conveyors, rollers and drop-sorters. Feasible engineering controls to reduce noise levels include sound-proof booths for operators, enclosure of cutting machines with sound-absorbent material at the in- and out-feeds, and construction of sound barriers of acoustical materials. Other engineering controls are also possible. For example, idle running noise from circular saws may be reduced by purchasing saws with a suitable tooth shape or adjusting the speed of rotation. The installation of absorbing material on walls and ceilings may aid in reducing reflected noise throughout the mill, though source control would be necessary where noise exposure is direct.
Workers in almost all areas of the sawmill have the potential for exposure to particulate matter. Debarking operations involve little or no exposure to wood dust, since the goal is to leave the wood intact, but exposure to airborne soil, bark and biological agents, such as bacteria and fungi, is possible. Workers in almost all sawing, chipping and planing areas have the potential for exposure to wood dust. The heat generated by these operations may cause exposure to the volatile elements of the wood, such as monoterpenes, aldehydes, ketones and others, which will vary by tree species and temperature. Some of the highest wood dust exposures may occur among workers using compressed air for clean-up. Workers near kiln drying operations are likely to be exposed to wood volatiles. In addition, there is a potential for exposure to pathogenic fungi and bacteria, which grow at temperatures below 70°C. Exposure to bacteria and fungi is also possible during the handling of wood chips and waste, and the transport of logs in the yard.
Feasible engineering controls, such as local exhaust ventilation, exist to control the levels of airborne contaminants, and it may be possible to combine noise- and dust-control measures. For example, enclosed booths may reduce both noise and dust exposures (as well as preventing eye and other injuries). However, booths provide protection only to the operator, and controlling exposures at the source through enclosure of operations is preferable. Enclosure of planing operations has become increasingly common and has had the effect of reducing exposure to both noise and dust among persons who do not have to enter the enclosed areas. Vacuum and wet clean-up methods have been used in some mills, usually by clean-up contractors, but are not in general use. Exposure to fungi and bacteria may be controlled by reducing or increasing kiln temperatures and taking other steps to eliminate the conditions which promote the growth of these micro-organisms.
Other potentially hazardous exposures exist within sawmills. Exposure to cold and hot temperature extremes is possible near points where materials enter or leave the building, and heat is also a potential hazard in kiln areas. High humidity may be a problem when sawing wet logs. Exposure to fungicides is primarily via the dermal route and may occur if the boards are handled while still wet during grading, sorting and other operations. Appropriate gloves and aprons are necessary when handling boards that are wet with fungicides. Local exhaust ventilation with spray curtains and mist eliminators should be used in spraying operations. Exposure to carbon monoxide and other combustion products is possible from mobile equipment used to move logs and lumber within storage areas and to load semi-trailers or railroad cars. Saw filers may be exposed to hazardous levels of metal fumes including cobalt, chromium and lead from grinding, welding and soldering operations. Local exhaust ventilation as well as machine guarding are necessary.
Veneer and Plywood Mill Processes
The term plywood is used for panels consisting of three or more veneers which have been glued together. The term is also used to refer to panels with a core of solid wood strips or particleboard with top and bottom veneer surfaces. Plywood can be made from a variety of trees, including both conifers and non-conifers.
Veneers are usually created directly from debarked whole logs using rotary peeling. A rotary peeler is a lathe-like machine used to cut veneers, thin sheets of wood, from whole logs using a shearing action. The log is rotated against a pressure bar as it hits a cutting knife to produce a thin sheet between 0.25 and 5 mm in thickness. The logs used in this process may be soaked in hot water or steamed to soften them prior to peeling. The edges of the sheet are usually trimmed by knives attached to the pressure bar. Decorative veneers may be created by slicing a cant (the square centre of the log) using a pressure arm and blade in a manner similar to peeling. After either peeling or slicing, the veneers are collected on long, flat trays or rolled onto reels. The veneer is clipped into functional lengths using a guillotine-like machine, and dried using artificial heating or natural ventilation. The dried panels are inspected and, if necessary, patched using small pieces or strips of wood and formaldehyde-based resins. If the dried veneers are smaller than a standard-size panel, they may be spliced together. This is done by applying a liquid formaldehyde-based adhesive to the edges, pressing the edges together, and applying heat to cure the resin.
To produce the panels, veneers are roller- or spray-coated with formaldehyde-based resins, then placed between two unglued veneers with their grains in the perpendicular direction. The veneers are transferred to a hot press, where they are subjected to both pressure and heat to cure the resin. Phenol-resin adhesives are widely used to produce softwood plywood for severe service conditions, such as for construction and boat building. Urea-resin adhesives are used extensively in producing hardwood plywood for furniture and interior panelling; these can be fortified with melamine resin to increase their strength. The plywood industry has used formaldehyde-based glues in assembling of plywood for over 30 years. Prior to the introduction of formaldehyde-based resins in the 1940s, soybean and blood-albumen adhesives were used, and cold pressing of panels was common. These methods may still be used, but are increasingly rare.
The panels are cut to the proper dimensions using circular saws and are surfaced using large drum or belt sanders. Additional machining may also be performed in order to give the plywood special characteristics. In some cases, pesticides such as chlorophenols, lindane, aldrin, heptachlor, chloronaphthalenes and tributyltin oxide may be added to glues or used to treat the surface of panels. Other surface treatments may include the application of light petroleum oils (for concrete-form panels), paints, stains, lacquers and varnishes. These surface treatments may be performed at separate locations. Veneers and panels are often transported between operations using mobile equipment.
Veneer and Plywood Mill Hazards
Table 1 indicates the major types of occupational health and safety hazards found in the major process areas of a typical plywood mill. Many of the safety hazards in plywood mills are similar to those in sawmills, and the control measures are also similar. This section deals with only those issues which differ from sawmill operations.
Both dermal and respiratory exposure to formaldehyde and other components of glues, resins and adhesives is possible among workers in glue preparation, splicing, patching, sanding and hot pressing operations, and among workers nearby. Urea-based resins more readily release formaldehyde during curing than phenol-based ones; however, improvements in resin formulation have reduced exposures. Proper local exhaust ventilation and the use of appropriate gloves and other protective equipment are necessary to reduce respiratory and dermal exposure to formaldehyde and other resin components.
The wood used to produce veneers is wet, and the peeling and clipping operations do not generally produce much dust. The highest wood dust exposures during the production of plywood occur during the sanding, machining and sawing necessary to finish the plywood. Sanding, in particular, can produce large amounts of fine dust because as much as 10 to 15% of the board may be removed during surfacing. These processes should be enclosed and have local exhaust ventilation; hand sanders should have integral exhaust to a vacuum bag. If local exhaust is not present or it is not functioning properly, significant exposure to wood dust may occur. Vacuum and wet clean-up methods are more commonly found in plywood mills because the fine size of the dust makes other methods less effective. Unless noise control measures are in place, noise levels from sanding, sawing and machining operations are likely to exceed 90 dBA.
When veneers are dried, a number of chemical constituents of the wood may be released, including monoterpenes, resin acids, aldehydes and ketones. The types and amounts of chemical released depend on the species of tree and veneer dryer temperature. Proper exhaust ventilation and the prompt repair of veneer dryer leaks are necessary. Exposure to engine exhaust from fork-lifts may occur throughout plywood mills, and mobile equipment also presents a safety hazard. Pesticides mixed in glues are only slightly volatile and should not be detectable in workroom air, with the exception of chloronaphthalenes, which evaporate substantially. Exposure to pesticides may occur through the skin.
Other Manufactured Board Industries
This group of industries, including the manufacture of particleboard, waferboard, strandboard, insulation board, fibreboard and hardboard, produces boards consisting of wood elements of varying sizes, ranging from large flakes or wafers to fibres, held together by resinous glues or, in the case of wet process fibreboard, “natural” bonding between fibres. In the simplest sense, boards are created using a two-step process. The first step is the generation of the elements either directly from whole logs or as a waste by-product of other wood industries, such as sawmills. The second step is their recombination into sheet or panel form using chemical adhesives.
Particleboard, flakeboard, strandboard and waferboard are made from chips of wood of varying sizes and shapes using similar processes. Particleboard and flakeboard are made from small wood elements and are often used to make wood-veneered or plastic-laminated panels for the manufacture of furniture, cabinets and other wood products. Most elements may be made directly from wood waste. Waferboard and strandboard are made from very large particles - wood shavings and strands, respectively - and are primarily used for structural applications. The elements are generally made directly from logs using a machine containing a series of rotating knives which peel thin wafers. The design can be similar to a chipper, except the wood must be fed to the flaker with the grain oriented parallel to the knives. Peripheral milling designs can also be used. Water-saturated wood works best for these processes and, because the wood must be oriented, short logs are often used.
Before making sheets or panels, the elements must be sorted by size and grade, and then dried using artificial means, to a closely controlled moisture content. The dried elements are mixed with an adhesive and laid out in mats. Both phenol-formaldehyde and urea-formaldehyde resins are used. As is the case with plywood, phenolic resins are likely to be used for panels destined for applications requiring durability under adverse conditions, while the urea-formaldehyde resins are used for less demanding, interior applications. Melamine formaldehyde resins may also be used to increase durability, but rarely are because they are more expensive. In recent decades a new industry has emerged to produce reconstituted lumber for various structural uses as beams, supports and other weight-bearing elements. While the manufacturing processes used may be similar to particleboard, isocyanate-based resins are used because of the added strength needed.
The mats are divided into panel-sized sections, generally using an automated compressed air source or a straight blade. This operation is done in an enclosure so that the excess mat material can be recycled. The panels are formed into sheets by curing the thermosetting resin using a hot press in a manner similar to plywood. Afterwards the panels are cooled and trimmed to size. If necessary, sanders may be used to finish the surface. For example, reconstituted boards which are to be covered with a wood veneer or plastic laminate must be sanded to produce a relatively smooth, even surface. While drum sanders were used early in the industry, wide belt sanders are now generally used. Surface coatings may also be applied.
Fibreboards (including insulation board, medium-density fibreboard (MDF) and hardboard) are panels consisting of bonded wood fibres. Their production varies somewhat from particle- and other manufactured boards (see figure 5). To create the fibres, short logs or wood chips are reduced (pulped) in a manner similar to that used for producing pulp for the paper industry (see the chapter Paper and pulp industry). In general, a mechanical pulping process is used in which chips are soaked in hot water and then mechanically ground. Fibreboards can vary greatly in density, from low-density insulation boards to hardboards, and can be made from either conifers or non-conifers. Non-conifers generally make better hardboards, while conifers make better insulation boards. The processes involved in pulping have a minor chemical effect on the ground wood, removing a small amount of the lignin and extractive materials.
Figure 5. Classification of manufactured boards by particle size, density and process type
Two different processes, wet and dry, may be used to bond the fibres and create the panels. Hardboard (high density fibreboard) and MDF can be produced by “wet” or “dry” processes, while insulation board (low density fibreboard) can be produced only by the wet process. The wet process was developed first, and extends from paper production, while the dry process was developed later and stems from particleboard techniques. In the wet process, a slurry of pulp and water is distributed on a screen to form a mat. Afterwards, the mat is pressed, dried, cut and surfaced. The boards created by wet processes are held together by adhesive-like wood components and the formation of hydrogen bonds. The dry process is similar, except that the fibres are distributed on the mat after addition of a binder (either a thermosetting resin, thermoplastic resin or a drying oil) to form a bond between the fibres. Generally, either phenol-formaldehyde or urea-formaldehyde resins are used during the manufacture of dry-process fibreboard. A number of other chemicals may be used as additives, including inorganic salts as fire retardants and fungicides as preservatives.
In general, the health and safety hazards in the particleboard and related manufactured board industries are quite similar to those in the plywood industry, with the exception of pulping operations for fibreboard production (see table 1). Exposure to wood dust is possible during the processing to create the elements and may vary greatly depending on the moisture content of the wood and the nature of the processes. The highest wood dust exposures would be expected during the cutting and finishing of panels, especially during sanding operations if engineering controls are not in place or not functioning properly. Most sanders are enclosed systems, and large capacity air systems are needed to remove the dust generated. Exposure to wood dust, as well as fungi and bacteria, is also possible during the chipping and grinding of dried wood and among workers involved in the transport of chips from storage to processing areas. Very high noise exposures are possible near all sanding, chipping, grinding and related wood-processing operations. Exposure to formaldehyde and other resin constituents is possible during the mixing of glues, laying of the mat and the hot pressing operations. The control measures for limiting exposure to safety hazards, wood dust, noise and formaldehyde in the manufactured board industries are similar to those for the plywood and sawmill industries.
Disease and Injury Patterns
Injuries
Sawmills and other lumber mills are extremely hazardous work environments due to the nature of the process, which involves the movement and cutting of large, very heavy pieces of wood at relatively high speeds. Even when good engineering controls are in place, strict adherence to safety rules and procedures is necessary. There are a number of general factors which may contribute to the risk of injury. Poor housekeeping can increase the risk of slips, trips and falls, and wood dust may pose a fire or explosion hazard. The high noise levels have been a cause of injuries due to the reduced ability of workers to communicate and hear audible warning signals. Many large mills operate on multiple shifts, and the hours of work, particularly changes in shift, can increase the probability of accidents.
Some common causes of fatal or very serious injuries are being struck by mobile equipment; falls from elevated walkways and platforms; failure to de-energize or lockout equipment during maintenance or attempts to remove jams; kick-backs from saws, edgers and planers; and drowning in log ponds or waterways. Newly hired workers are at increased risk. For example, in an analysis of the causes of 37 sawmill fatalities between 1985 and 1994 in British Columbia, Canada, 13 (35%) of the fatalities occurred within the first year of employment, and 5 of these occurred within the first week of employment (4 on the first day) (Howard 1995).
There is also a high risk of injuries which are not life threatening. Eye injuries may result from particles and small pieces of wood or debris ejected from machinery. Splinters, cuts and puncture wounds can result from contact between lumber and unprotected skin. Strains, sprains and other musculoskeletal injuries can result from attempts to push, pull or lift heavy materials during sorting, grading and other operations.
Non-Malignant Diseases
Workers in sawmills and related industries are exposed to a variety of respiratory hazards, including wood dust, the volatile components of wood, airborne moulds and bacteria, and formaldehyde. A number of studies have examined respiratory health among sawmill, plywood, particleboard and strandboard workers. The focus of the sawmill studies has generally been on wood dust, while the focus of the plywood and particleboard studies has primarily been on formaldehyde exposure.
Occupational exposure to wood dust has been associated with a broad range of upper- and lower-respiratory effects. Because of the particle sizes generated by operations in the lumber industries, the nose is a natural site for the effects of wood dust exposure. A wide variety of sino-nasal effects have been reported, including rhinitis, sinusitis, nasal obstruction, nasal hypersecretion and impaired mucociliary clearance. Lower-respiratory effects, including asthma, chronic bronchitis and chronic airflow obstruction, have also been associated with exposure to wood dust. Both upper- and lower-respiratory effects have been associated with both softwood and hardwood tree species from both temperate and tropical climates. For example, occupational asthma has been found to be associated with exposure to dust from African maple, African zebra, ash, California redwood, cedar of Lebanon, Central American walnut, Eastern white cedar, ebony, iroko, mahogany, oak, ramin and Western red cedar as well as other tree species.
Wood is primarily composed of cellulose, polyoses and lignin, but also contains a variety of biologically active organic compounds such as monoterpenes, tropolones, resin acids (diterpenes), fatty acids, phenols, tannins, flavinoids, quinones, lignanes and stilbenes. Because health effects have been found to vary by species of tree, it is suspected they may be due to these naturally occurring chemicals, referred to as extractives, which also vary by species. In some cases specific extractives have been identified as the cause of the health effects associated with exposure to wood. For example, plicatic acid, which occurs naturally in Western red cedar and Eastern white cedar, is responsible for asthma and other allergenic effects in humans. While higher-molecular-weight extractives remain with the dust during woodworking operations, other, lighter-weight extractives, such as the monoterpenes, are easily volatilized during kiln drying, sawing and trimming operations. The monoterpenes (such as α-pinene, β-pinene, d3-carene and limonene) are major components of the resin from many common softwoods and are associated with mouth and throat irritation, shortness of breath, and impaired lung function.
The moulds which grow on timber are another natural, wood-related exposure with potentially harmful effects. Exposure to moulds among sawmill workers appears to be common in regions where the climate is sufficiently damp and warm for moulds to grow. Cases of extrinsic allergic alveolitis, also referred to as hypersensitivity pneumonitis, have been observed among sawmill workers in Scandinavia, Great Britain and North America (Halpin et al. 1994). A much more common, although less serious, effect of exposure to moulds is inhalation fever, also referred to as organic dust toxic syndrome, consisting of acute attacks of fever, malaise, muscular pain and cough. The prevalence of inhalation fever among Swedish wood trimmers has been estimated to be between 5 and 20% in the past, although rates are likely to be much lower now due to the introduction of preventive measures.
Respiratory effects are also possible from exposure to chemicals used as adhesives in the lumber industry. Formaldehyde is an irritant and can cause inflammation of the nose and throat. Acute effects on lung function have been observed and chronic effects are suspected. Exposure has also been reported to cause asthma and chronic bronchitis.
The irritant or allergenic effects of wood dust, formaldehyde and other exposures are not limited to the respiratory system. For example, studies reporting nasal symptoms have often reported an increased prevalence of eye irritation. Dermatitis has been found to be associated with dust from over 100 different species of trees including some common hardwoods, softwoods and tropical species. Formaldehyde is also a skin irritant and can cause allergic contact dermatitis. In addition, a number of the anti-sapstain fungicides used on softwoods have also been found to cause eye and skin irritation.
Workers in sawmills and other lumber industries have a high risk for noise-related hearing loss. For example, in a recent survey in a United States sawmill, 72.5% of workers exhibited some degree of hearing impairment at one or more audiometric test frequencies (Tharr 1991). Workers in the vicinity of saws and other wood processing machinery are typically exposed to levels above 90 or 95 dBA. Despite this well recognized hazard, attempts to reduce noise levels are relatively rare (with the exception of planer mill enclosures), and new cases of noise-induced hearing loss continue to occur.
Cancer
Work in the lumber industries may entail exposure to both known and suspected carcinogens. Wood dust, the most common exposure in the lumber industries, has been classified as a human carcinogen (International Agency for Research on Cancer (IARC) - Group 1). Very high relative risks of sino-nasal cancer, particularly sino-nasal adenocarcinoma, have been observed among workers exposed to high levels of dust from hardwoods, such as beech, oak and mahogany, in the furniture industry. The evidence for softwood dust is less conclusive, and smaller excess risks have been observed. There is evidence of an excess risk among workers in sawmills and related industries based on a pooled re-analysis of the raw data from 12 sino-nasal cancer case-control studies (IARC 1995). Sino-nasal cancer is a relatively rare cancer in almost all regions of the world, with a crude annual incidence rate of approximately 1 per 100,000 population. Ten per cent of all sino-nasal cancers are thought to be adenocarcinomas. Although associations between wood dust and other, more common, cancers have been observed in some studies, the results have been much less consistent than for sino-nasal cancer.
Formaldehyde, a common exposure among workers in the plywood, particleboard and related industries, has been classified as a probable human carcinogen (IARC - Group 2A). Formaldehyde has been found to cause cancer in animals, and excesses of both nasopharyngeal and sino-nasal cancer have been observed in some studies of humans, but the results have been inconsistent. Pentachlorophenol and tetrachlorophenol pesticides, until recently commonly used in the wood industries, are known to be contaminated with furans and dioxins. Pentachlorophenol and 2,3,7,8-tetrachlorodibenzo-para-dioxin have been classified as possible human carcinogens (IARC - Group 2B). Some studies have found an association between chlorophenols and the risk of non-Hodgkin lymphoma and soft-tissue sarcoma. The results for non-Hodgkin lymphoma have been more consistent than for soft-tissue sarcoma. Other potential carcinogenic exposures which may affect some workers in the lumber industries include asbestos (IARC - Group 1), which is used for insulation of steam pipes and kilns, diesel exhaust (IARC - Group 2A) from mobile equipment, and creosote (IARC - Group 2A), which is used as a wood preservative for railroad ties and telephone poles.
Relatively few studies of cancer among workers specifically employed in sawmills, plywood mills or related board manufacturing industries have been performed. The largest was a cohort study of over 26,000 Canadian sawmill workers conducted by Hertzman and colleagues (1997) in order to examine the risk of cancer associated with exposure to chlorophenol pesticides. A twofold excess of sino-nasal cancer and a smaller excess of non-Hodgkin lymphoma were observed. The excess of non-Hodgkin lymphoma appeared to be associated with exposure to chlorophenates. The remaining studies have been much smaller. Jäppinen, Pukkala and Tola (1989) studied 1,223 Finnish sawmill workers and observed excesses of skin, mouth and pharyngeal cancers, and lymphomas and leukaemias.
Blair, Stewart and Hoover (1990) and Robinson and colleagues (1986) conducted studies of 2,309 and 2,283 US plywood mill workers, respectively. In an analysis of pooled data from the two plywood cohorts, excesses were observed for nasopharyngeal cancer, multiple myeloma, Hodgkin’s disease and non-Hodgkin’s lymphoma. It is unclear from the results of these studies which, if any, occupational exposures may have been responsible for the excesses observed. The smaller studies have lacked the power to examine the risk of rare cancers, and many of the excesses were based on very small numbers. For example, no sino-nasal cancers were observed, but only 0.3 were expected in the smaller sawmill study, and 0.3 and 0.1 were expected in the plywood mill studies.
Environmental and Public Health Issues
Use and Disposal of Wood Waste
By-products of the lumber industry which can cause environmental problems may include air emissions, liquid effluent and solid wastes. Most of these problems arise from waste wood, which may include wood chips or sawdust from milling operations, bark from debarking operations and log debris in waterways where logs are stored.
Sawdust and other process dust presents a fire and explosion hazard in mills. To minimize this hazard, dust may be removed by manual means or, preferably, gathered by local exhaust ventilation systems and collected in bag houses or cyclones. Larger wood waste is chipped. Most of the sawdust and chips produced in the lumber industry can be used in other wood products (e.g., particleboard, pulp and paper). Efficient use of this type of wood waste is becoming more common as the expense of waste disposal rises, and as forest companies become more vertically integrated. Some types of wood waste, especially fine dust and bark, are not as easily used in other wood products, so other means of disposal must be sought.
Bark can represent a high proportion of tree volume, especially in regions where the logs harvested are of small diameter. Bark and fine sawdust, and, in some operations, all wood waste including chips, may be burned (see figure 1). Older style operations have used inefficient burning techniques (e.g., beehive burners, teepee burners) which produce a range of incomplete organic combustion products. Particulate air pollution, which can produce “fog”, is a common complaint in the vicinity of these burners. In sawmills where chlorophenols are used, there is also concern about dioxin and furan production in these burners. Some modern sawmills use enclosed temperature-controlled power boilers to produce steam for kilns or power for the mill or other electricity users. Others sell their wood waste to pulp and paper mills, where it is burned to meet their high power requirements (see the chapter Paper and pulp industry). Boilers and other burners usually must meet particulate emission control standards using systems such as electrostatic precipitators and wet scrubbers. To minimize burning of wood waste, other uses can be found for bark and fine sawdust, including as compost or mulch in landscaping, agriculture, surface mine revegetation and forest renewal, or as extenders in commercial products. In addition, use of thin-kerf saws in the mill can result in dramatic reductions in sawdust production.
Figure 1. Conveyor belts transport waste to a beehive burner

Leanne Van Zwieten
Bark, logs and other wood debris may sink in water-based log storage areas, blanketing the bottom and killing benthic organisms. To minimize this problem, logs in booms can be bundled together and the bundles broken apart on land, where the debris can be easily collected. Even with this modification, sunken debris needs to be dredged from time to time. Recovered logs are available for lumber, but other waste requires disposal. Land-based disposal and deep-water dumping have both been used in the industry. Hydraulic debarking effluent can cause similar problems - thus the trend to mechanical systems.
Chip piles can create storm-water run-off problems since the leachate from wood includes resin and fatty acids and phenolics which are acutely toxic to fish. Landfill disposal of wood waste also produces leachate, requiring mitigation measures to protect ground and surface waters.
Antisapstain and Wood Preservation Fungicides
Wood treatment with fungicides to prevent the growth of sapstain organisms has led to contamination of nearby waterways (sometimes with large fish kills), as well as contamination of the soil on site. Treatment systems which involve driving bundled lumber through large, uncovered dip tanks and drainage in the sawmill yard allow rainfall overflows and widespread travel of runoff. Covered dip tanks with automated dipping elevators, spray booths in the production line, and containment berms around both the treatment system and the lumber drying area greatly reduce the potential for and impact of spills. However, although antisapstain spray booths minimize environmental exposure potential, they may entail more downstream worker exposure than dip tanks that treat finished bundled lumber.
Environmental impacts appear to have been reduced by the new generation of fungicides that have replaced chlorophenols. Although toxicity to aquatic organisms may be the same, certain substitute fungicides bind more strongly to wood, making them less bioavailable, and they are more easily degraded in the environment. In addition, the greater expense of many of the substitutes and the cost of disposal has encouraged recycling of liquid waste and other waste minimization procedures.
Thermal and pressure treatment of wood for long-term resistance to fungi and insects has traditionally been done in more enclosed facilities than antisapstain treatment, and therefore tends not to produce the same liquid waste problems. Disposal of solid wastes including sludge from treatment and storage tanks presents similar problems for both processes. Options may include contained storage in leak-proof containers in a bermed impermeable area, burial in a secure, hydrogeologically isolated hazardous-waste landfill or incineration at high temperatures (e.g., 1,000°C) with specified residence times (e.g., 2 seconds).
Special Issues in Plywood and Particleboard Operations
Veneer dryers in plywood mills can produce a characteristic blue haze made up of volatile wood extractives such as terpenes and resin acids. This tends to be more of a problem inside plants, but can also be present in the dryer water-vapour plumes. Particleboard and plywood mills often burn wood waste to produce heat for the presses. Vapour and particulate control methods, respectively, can be used for these airborne emissions.
Wash water and other liquid effluents from plywood and particleboard mills can contain the formaldehyde resins used as glues; however, it is now common practice for waste water to be recycled for making up the glue mixtures.
General Profile
Evolution and Structure of the Industry
Papermaking is thought to have originated in China in about 100 A.D. using rags, hemp and grasses as the raw material, and beating against stone mortars as the original fibre separation process. Although mechanization increased over the intervening years, batch production methods and agricultural fibre sources remained in use until the 1800s. Continuous papermaking machines were patented at the turn of that century. Methods for pulping wood, a more abundant fibre source than rags and grasses, were developed between 1844 and 1884, and included mechanical abrasion as well as the soda, sulphite, and sulphate (kraft) chemical methods. These changes initiated the modern pulp and paper manufacturing era.
Figure 1 illustrates the major pulp and paper making processes in the current era: mechanical pulping; chemical pulping; repulping waste paper; papermaking; and converting. The industry today can be divided into two main sectors according to the types of products manufactured. Pulp is generally manufactured in large mills in the same regions as the fibre harvest (i.e., mainly forest regions). Most of these mills also manufacture paper - for example, newsprint, writing, printing or tissue papers; or they may manufacture paperboards. (Figure 2 shows such a mill, which produces bleached kraft pulp, thermomechanical pulp and newsprint. Note the rail yard and dock for shipping, chip storage area, chip conveyors leading to digester, recovery boiler (tall white building) and effluent clarifying ponds). Separate converting operations are usually situated close to consumer markets and use market pulp or paper to manufacture bags, paperboards, containers, tissues, wrapping papers, decorative materials, business products and so on.
Figure 1. Illustration of process flow in pulp and paper manufacturing operations
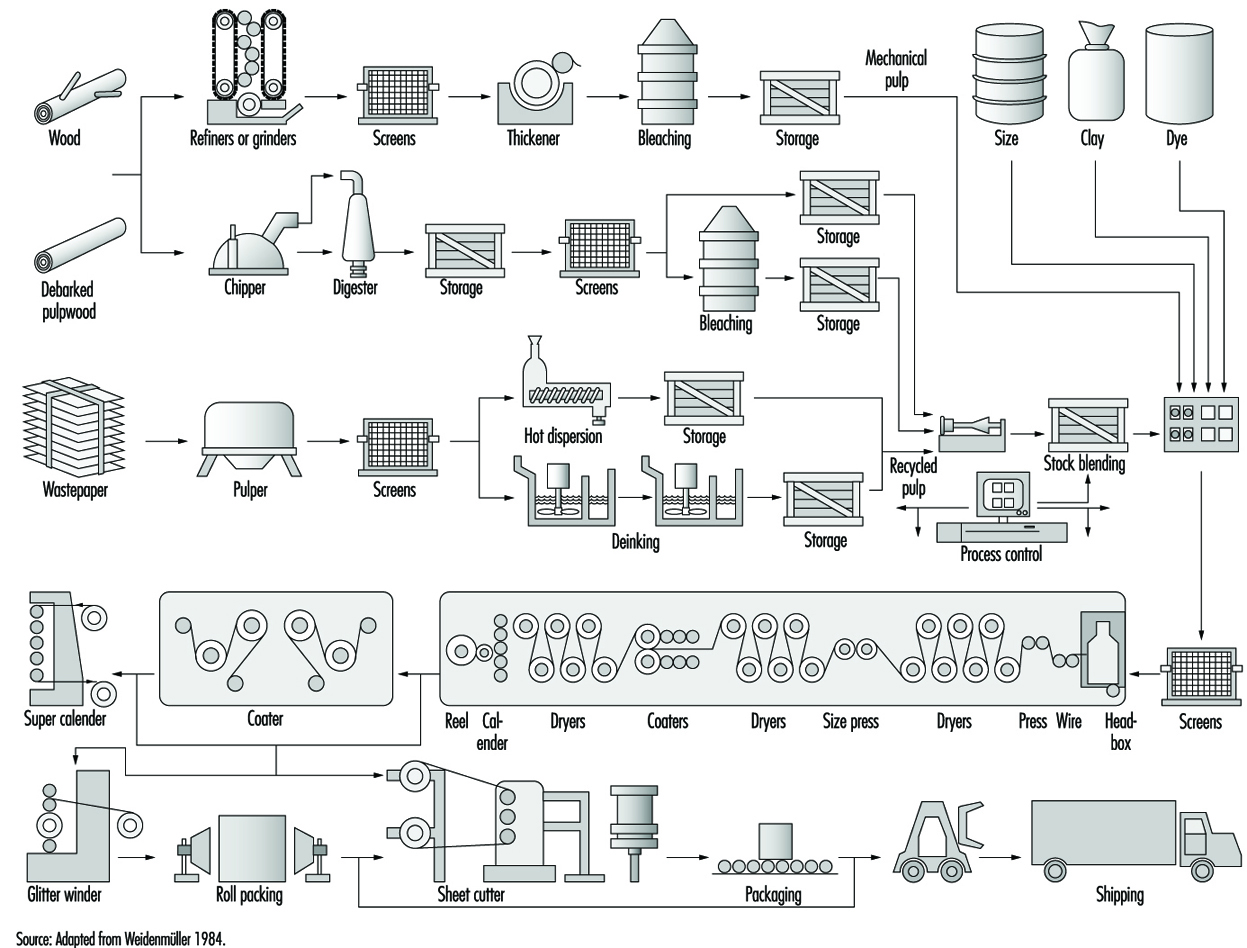
Figure 2. Modern pulp and paper mill complex situated on a coastal waterway
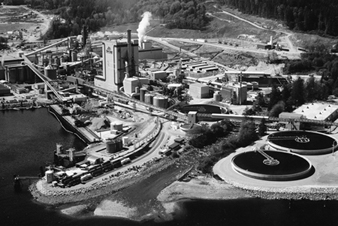
Canfor Library
There has been a trend in recent years for pulp and paper operations to become part of large, integrated forest product companies. These companies have control of forest harvesting operations (see the Forestry chapter), lumber milling (see the Lumber industry chapter), pulp and paper manufacturing, as well as converting operations. This structure ensures that the company has an ongoing source of fibre, efficient use of wood waste and assured buyers, which often leads to increased market share. Integration has been operating in tandem with increasing concentration of the industry into fewer companies and increasing globalization as companies pursue international investments. The financial burden of plant development in this industry has encouraged these trends to allow economies of scale. Some companies have now reached production levels of 10 million tonnes, similar to the output of countries with the highest production. Many companies are multinational, some with plants in 20 or more countries worldwide. However, even though many of the smaller mills and companies are disappearing, the industry still has hundreds of participants. As an illustration, the top 150 companies account for two-thirds of pulp and paper output and only one-third of the industry’s employees.
Economic Importance
The manufacture of pulp, paper and paper products ranks among the world’s largest industries. Mills are found in more than 100 countries in every region of the world, and directly employ more than 3.5 million people. The major pulp and paper producing nations include the United States, Canada, Japan, China, Finland, Sweden, Germany, Brazil and France (each produced more than 10 million tonnes in 1994; see table 1).
Table 1. Employment and production in pulp, paper, and paperboard operations in 1994, selected countries.
|
|
Number |
|
|
||
|
Number |
Production (1,000 |
Number |
Production (1,000 tonnes) |
||
|
Austria |
10,000 |
11 |
1,595 |
28 |
3,603 |
|
Bangladesh |
15,000 |
7 |
84 |
17 |
160 |
|
Brazil |
70,000 |
35 |
6,106 |
182 |
5,698 |
|
Canada |
64,000 |
39 |
24,547 |
117 |
18,316 |
|
China |
1,500,000 |
8,000 |
17,054 |
10,000 |
21,354 |
|
Czech Republic |
18,000 |
9 |
516 |
32 |
662 |
|
Finland |
37,000 |
43 |
9,962 |
44 |
10,910 |
|
Former USSR** |
|
|
|
|
|
|
France |
48,000 |
20 |
2,787 |
146 |
8,678 |
|
Germany |
48,000 |
19 |
1,934 |
222 |
14,458 |
|
India |
300,000 |
245 |
1,400 |
380 |
2,300 |
|
Italy |
26,000 |
19 |
535 |
295 |
6,689 |
|
Japan |
55,000 |
49 |
10,579 |
442 |
28,527 |
|
Korea, |
|
|
|
|
|
|
Mexico |
26,000 |
10 |
276 |
59 |
2,860 |
|
Pakistan |
65,000 |
2 |
138 |
68 |
235 |
|
Poland** |
46,000 |
5 |
893 |
27 |
1,343 |
|
Romania |
25,000 |
17 |
202 |
15 |
288 |
|
Slovakia |
14,000 |
3 |
304 |
6 |
422 |
|
South Africa |
19,000 |
9 |
2,165 |
20 |
1,684 |
|
Spain |
20,180 |
21 |
626 |
141 |
5,528 |
|
Sweden |
32,000 |
49 |
10,867 |
50 |
9,354 |
|
Taiwan |
18,000 |
2 |
326 |
156 |
4,199 |
|
Thailand |
12,000 |
3 |
240 |
45 |
1,664 |
|
Turkey |
12,000 |
11 |
416 |
34 |
1,102 |
|
United |
|
|
|
|
|
|
United States |
230,000 |
190 |
58,724 |
534 |
80,656 |
|
Total |
|
|
|
|
|
* Countries included if more than 10,000 people were employed in the industry.
** Data for 1989/90 (ILO 1992).
Source: Data for table adapted from PPI 1995.
Every country is a consumer. Worldwide production of pulp, paper and paperboard was about 400 million tonnes in 1993. Despite predictions of decreased paper use in the face of the electronic age, there has been a fairly steady 2.5% annual rate of growth in production since 1980 (figure 3). In addition to its economic benefits, the consumption of paper has cultural value resulting from its function in the recording and dissemination of information. Because of this, pulp and paper consumption rates have been used as an indicator of a nation’s socioeconomic development (figure 4).
Figure 3. Pulp and paper production worldwide, 1980 to 1993
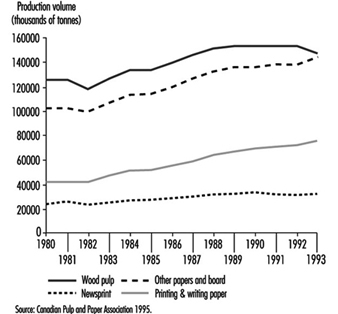
Figure 4. Paper and paperboard consumption as an indicator of economic development
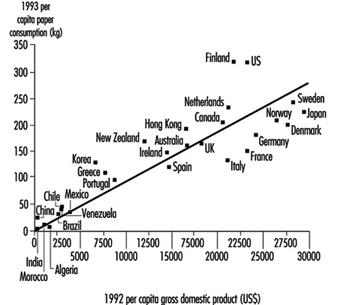
The main source of fibre for pulp production over the last century has been wood from temperate coniferous forests, though more recently the use of tropical and boreal woods has been increasing (see the chapter Lumber for data on industrial roundwood harvesting worldwide). Because forested regions of the world are generally sparsely populated, there tends to be a dichotomy between the producing and using areas of the world. Pressure from environmental groups to preserve forest resources by using recycled paper stocks, agricultural crops and short-rotation plantation forests as fibre sources may change the distribution of pulp and paper production facilities throughout the world over the coming decades. Other forces, including increased paper consumption in the developing world and globalization, are also expected to play a role in relocating the industry.
Characteristics of the Workforce
Table 1 indicates the size of the workforce directly employed in pulp and paper production and converting operations in 27 countries, which together represent about 85% of world pulp and paper employment and over 90% of mills and production. In countries which consume most of what they produce (e.g., United States, Germany, France), converting operations provide two jobs for every one in pulp and paper production.
The labour force in the pulp and paper industry mainly holds full-time jobs within traditional management structures, though some mills in Finland, the United States and elsewhere have had success with flexible working hours and self-managed job-rotation teams. Because of their high capital costs, most pulping operations run continuously and require shift work; this is not true of converting plants. Working hours vary with the patterns of employment prevalent in each country, with a range from about 1,500 to more than 2,000 hours per year. In 1991, incomes in the industry ranged from US$1,300 (unskilled workers in Kenya) to US$70,000 per year (skilled production personnel in the United States) (ILO 1992). Male workers predominate in this industry, with women usually representing only 10 to 20% of the labour force. China and India may form the upper and lower ends of the range with 35% and 5% women respectively.
Management and engineering personnel at pulp and paper mills usually have university-level training. In European countries, most of the skilled blue-collar workforce (e.g., papermakers) and many of the unskilled workforce have had several years of trade-school education. In Japan, formal in-house training and upgrading is the norm; this approach is being adopted by some Latin American and North American companies. However, in many operations in North America and in the developing world, informal on-the-job training is more common for blue-collar jobs. Surveys have shown that, in some operations, many workers have literacy problems and are poorly prepared for the life-long learning required in the dynamic and potentially hazardous environment of this industry.
The capital costs of building modern pulp and paper plants are extremely high (e.g., a bleached kraft mill employing 750 people might cost US$1.5 billion to build; a chemi-thermomechanical pulp (CTMP) mill employing 100 people might cost US$400 million), so there are great economies of scale with high-capacity facilities. New and refitted plants usually use mechanized and continuous processes, as well as electronic monitors and computer controls. They require relatively few employees per unit production (e.g., 1 to 1.2 working hours per tonne of pulp in new Indonesian, Finnish and Chilean mills). Over the last 10 to 20 years, output per employee has increased as a result of incremental advances in technology. The newer equipment allows easier change-overs between product runs, lower inventories and customer-driven just-in-time production. Productivity gains have resulted in job losses in many producing nations in the developed world. However, there have been increases in employment in developing countries, where new mills being constructed, even if sparsely staffed, represent new forays into the industry.
From the 1970s to 1990, there was a decline of about 10% in the proportion of blue-collar jobs in European and North American operations, so that they now represent between 70 and 80% of the workforce (ILO 1992). The use of contract labour for mill construction, maintenance and wood-harvesting operations has been increasing; many operations have reported that 10 to 15% of their on-site workforce are contractors.
" DISCLAIMER: The ILO does not take responsibility for content presented on this web portal that is presented in any language other than English, which is the language used for the initial production and peer-review of original content. Certain statistics have not been updated since the production of the 4th edition of the Encyclopaedia (1998)."