- You are here:
-
Home

- Part X. Industries Based on Biological Resources

Children categories

64. Agriculture and Natural Resources Based Industries (34)

64. Agriculture and Natural Resources Based Industries
Chapter Editor: Melvin L. Myers
Table of Contents
Tables and Figures
General Profile
Melvin L. Myers
Case Study: Family Farms
Ted Scharf, David E. Baker and Joyce Salg
Farming Systems
Plantations
Melvin L. Myers and I.T. Cabrera
Migrant and Seasonal Farmworkers
Marc B. Schenker
Urban Agriculture
Melvin L. Myers
Greenhouse and Nursery Operations
Mark M. Methner and John A. Miles
Floriculture
Samuel H. Henao
Farmworker Education about Pesticides: A Case Study
Merri Weinger
Planting and Growing Operations
Yuri Kundiev and V.I. Chernyuk
Harvesting Operations
William E. Field
Storing and Transportation Operations
Thomas L. Bean
Manual Operations in Farming
Pranab Kumar Nag
Mechanization
Dennis Murphy
Case Study: Agricultural Machinery
L. W. Knapp, Jr.
Food and Fibre Crops
Rice
Malinee Wongphanich
Agricultural Grains and Oilseeds
Charles Schwab
Sugar Cane Cultivation and Processing
R.A. Munoz, E.A. Suchman, J.M. Baztarrica and Carol J. Lehtola
Potato Harvesting
Steven Johnson
Vegetables and Melons
B.H. Xu and Toshio Matsushita
Tree, Bramble and Vine Crops
Berries and Grapes
William E. Steinke
Orchard Crops
Melvin L. Myers
Tropical Tree and Palm Crops
Melvin L. Myers
Bark and Sap Production
Melvin L. Myers
Bamboo and Cane
Melvin L. Myers and Y.C. Ko
Specialty Crops
Tobacco Cultivation
Gerald F. Peedin
Ginseng, Mint and Other Herbs
Larry J. Chapman
Mushrooms
L.J.L.D. Van Griensven
Aquatic Plants
Melvin L. Myers and J.W.G. Lund
Beverage Crops
Coffee Cultivation
Jorge da Rocha Gomes and Bernardo Bedrikow
Tea Cultivation
L.V.R. Fernando
Hops
Thomas Karsky and William B. Symons
Health and Environmental Issues
Health Problems and Disease Patterns in Agriculture
Melvin L. Myers
Case Study: Agromedicine
Stanley H. Schuman and Jere A. Brittain
Environmental and Public Health Issues in Agriculture
Melvin L. Myers
Tables
Click a link below to view table in article context.
1. Sources of nutrients
2. Ten steps for a plantation work risk survey
3. Farming systems in urban areas
4. Safety advice for lawn & garden equipment
5. Categorization of farm activities
6. Common tractor hazards & how they occur
7. Common machinery hazards & where they occur
8. Safety precautions
9. Tropical & subtropical trees, fruits & palms
10. Palm products
11. Bark & sap products & uses
12. Respiratory hazards
13. Dermatological hazards
14. Toxic & neoplastic hazards
15. Injury hazards
16. Lost time injuries, United States, 1993
17. Mechanical & thermal stress hazards
18. Behavioural hazards
19. Comparison of two agromedicine programmes
20. Genetically engineered crops
21. Illicit drug cultivation, 1987, 1991 & 1995
Figures
Point to a thumbnail to see figure caption, click to see the figure in the article context.
|
|







































65. Beverage Industry (10)
65. Beverage Industry
Chapter Editor: Lance A. Ward
Table of Contents
Tables and Figures
General Profile
David Franson
Soft Drink Concentrate Manufacturing
Zaida Colon
Soft Drink Bottling and Canning
Matthew Hirsheimer
Coffee Industry
Jorge da Rocha Gomes and Bernardo Bedrikow
Tea Industry
Lou Piombino
Distilled Spirits Industry
R.G. Aldi and Rita Seguin
Wine Industry
Alvaro Durao
Brewing Industry
J.F. Eustace
Health and Environmental Concerns
Lance A. Ward
Tables
Click a link below to view table in article context.
1. Selected coffee importers (in tonnes)
Figures
Point to a thumbnail to see figure caption, click to see figure in article context.








66. Fishing (10)
66. Fishing
Chapter Editors: Hulda Ólafsdóttir and Vilhjálmur Rafnsson
Table of Contents
Tables and Figures
General Profile
Ragnar Arnason
Case Study: Indigenous Divers
David Gold
Major Sectors and Processes
Hjálmar R. Bárdarson
Psychosocial Characteristics of the Workforce at Sea
Eva Munk-Madsen
Psychosocial Characteristics of the Workforce in On-Shore Fish Processing
Marit Husmo
Social Effects of One-Industry Fishery Villages
Barbara Neis
Health Problems and Disease Patterns
Vilhjálmur Rafnsson
Musculoskeletal Disorders Among Fishermen and Workers in the Fish Processing Industry
Hulda Ólafsdóttir
Commercial Fisheries: Environmental and Public Health Issues
Bruce McKay and Kieran Mulvaney
Tables
Click a link below to view table in article context.
1. Mortality figures on fatal injuries among fishermen
2. The most important jobs or places related to risk of injuries
Figures
Point to a thumbnail to see figure caption, click to see figure in article context.









67. Food Industry (11)
67. Food Industry
Chapter Editor: Deborah E. Berkowitz
Table of Contents
Tables and Figures
Overview and Health Effects
Food Industry Processes
M. Malagié, G. Jensen, J.C. Graham and Donald L. Smith
Health Effects and Disease Patterns
John J. Svagr
Environmental Protection and Public Health Issues
Jerry Spiegel
Food Processing Sectors
Meatpacking/Processing
Deborah E. Berkowitz and Michael J. Fagel
Poultry Processing
Tony Ashdown
Dairy Products Industry
Marianne Smukowski and Norman Brusk
Cocoa Production and the Chocolate Industry
Anaide Vilasboas de Andrade
Grain, Grain Milling and Grain-Based Consumer Products
Thomas E. Hawkinson, James J. Collins and Gary W. Olmstead
Bakeries
R.F. Villard
Sugar-Beet Industry
Carol J. Lehtola
Oil and Fat
N.M. Pant
Tables
Click a link below to view table in article context.
1. The food industries, their raw materials & processes
2. Common occupational diseases in the food & drink industries
3. Types of infections reported in food & drink industries
4. Examples of uses for by-products from the food industry
5. Typical water reuse ratios for different industry sub-sectors
Figures
Point to a thumbnail to see figure caption, click to see figure in article context.








68. Forestry (17)
68. Forestry
Chapter Editor: Peter Poschen
Table of Contents
Tables and Figures
General Profile
Peter Poschen
Wood Harvesting
Dennis Dykstra and Peter Poschen
Timber Transport
Olli Eeronheimo
Harvesting of Non-wood Forest Products
Rudolf Heinrich
Tree Planting
Denis Giguère
Forest Fire Management and Control
Mike Jurvélius
Physical Safety Hazards
Bengt Pontén
Physical Load
Bengt Pontén
Psychosocial Factors
Peter Poschen and Marja-Liisa Juntunen
Chemical Hazards
Juhani Kangas
Biological Hazards among Forestry Workers
Jörg Augusta
Rules, Legislation, Regulations and Codes of Forest Practices
Othmar Wettmann
Personal Protective Equipment
Eero Korhonen
Working Conditions and Safety in Forestry Work
Lucie Laflamme and Esther Cloutier
Skills and Training
Peter Poschen
Living Conditions
Elías Apud
Environmental Health Issues
Shane McMahon
Tables
Click a link below to view table in article context.
1. Forest area by region (1990)
2. Non-wood forest product categories & examples
3. Non-wood harvesting hazards & examples
4. Typical load carried while planting
5. Grouping of tree-planting accidents by body parts affected
6. Energy expenditure in forestry work
7. Chemicals used in forestry in Europe & North America in the 1980s
8. Selection of infections common in forestry
9. Personal protective equipment appropriate for forestry operations
10. Potential benefits to environmental health
Figures
Point to a thumbnail to see figure caption, click to see figure in article context.
|
|



















69. Hunting (2)
69. Hunting
Chapter Editor: George A. Conway
Table of Contents
Tables
A Profile of Hunting and Trapping in the 1990s
John N. Trent
Diseases Associated with Hunting and Trapping
Mary E. Brown
Tables
Click a link below to view table in article context.
1. Examples of diseases potentially significant to hunters & trappers
70. Livestock Rearing (21)
70. Livestock Rearing
Chapter Editor: Melvin L. Myers
Table of Contents
Tables and Figures
Livestock Rearing: Its Extent and Health Effects
Melvin L. Myers
Health Problems and Disease Patterns
Kendall Thu, Craig Zwerling and Kelley Donham
Case Study: Arthopod-related Occupational Health Problems
Donald Barnard
Forage Crops
Lorann Stallones
Livestock Confinement
Kelley Donham
Animal Husbandry
Dean T. Stueland and Paul D. Gunderson
Case Study: Animal Behaviour
David L. Hard
Manure and Waste Handling
William Popendorf
A Checklist for Livestock Rearing Safety Practice
Melvin L. Myers
Dairy
John May
Cattle, Sheep and Goats
Melvin L. Myers
Pigs
Melvin L. Myers
Poultry and Egg Production
Steven W. Lenhart
Case Study: Poultry Catching, Live Hauling and Processing
Tony Ashdown
Horses and Other Equines
Lynn Barroby
Case Study: Elephants
Melvin L. Myers
Draught Animals in Asia
D.D. Joshi
Bull Raising
David L. Hard
Pet, Furbearer and Laboratory Animal Production
Christian E. Newcomer
Fish Farming and Aquaculture
George A. Conway and Ray RaLonde
Beekeeping, Insect Raising and Silk Production
Melvin L. Myers and Donald Barnard
Tables
Click a link below to view table in article context.
1. Livestock uses
2. International livestock production (1,000 tonnes)
3. Annual US livestock faeces & urine production
4. Types of human health problems associated with livestock
5. Primary zoonoses by world region
6. Different occupations & health & safety
7. Potential arthropod hazards in the workplace
8. Normal & allergic reactions to insect sting
9. Compounds identified in swine confinement
10. Ambient levels of various gases in swine confinement
11. Respiratory diseases associated with swine production
12. Zoonotic diseases of livestock handlers
13. Physical properties of manure
14. Some important toxicologic benchmarks for hydrogen sulphide
15. Some safety procedures related to manure spreaders
16. Types of ruminants domesticated as livestock
17. Livestock rearing processes & potential hazards
18. Respiratory illnesses from exposures on livestock farms
19. Zoonoses associated with horses
20. Normal draught power of various animals
Figures
Point to a thumbnail to see figure caption, click to see the figure in article context.
|
|










71. Lumber (4)
71. Lumber
Chapter Editors: Paul Demers and Kay Teschke
Table of Contents
Tables and Figures
General Profile
Paul Demers
Major Sectors and Processes: Occupational Hazards and Controls
Hugh Davies, Paul Demers, Timo Kauppinen and Kay Teschke
Disease and Injury Patterns
Paul Demers
Environmental and Public Health Issues
Kay Teschke and Anya Keefe
Tables
Click a link below to view the table in the article context.
1. Estimated wood production in 1990
2. Estimated production of lumber for the 10 largest world producers
3. OHS hazards by lumber industry process area
Figures
Point to a thumbnail to see figure caption, click to see the figure in article context.






72. Paper and Pulp Industry (13)
72. Paper and Pulp Industry
Chapter Editors: Kay Teschke and Paul Demers
Table of Contents
Tables and Figures
General Profile
Kay Teschke
Major Sectors and Processes
Fibre Sources for Pulp and Paper
Anya Keefe and Kay Teschke
Wood Handling
Anya Keefe and Kay Teschke
Pulping
Anya Keefe, George Astrakianakis and Judith Anderson
Bleaching
George Astrakianakis and Judith Anderson
Recycled Paper Operations
Dick Heederik
Sheet Production and Converting: Market Pulp, Paper, Paperboard
George Astrakianakis and Judith Anderson
Power Generation and Water Treatment
George Astrakianakis and Judith Anderson
Chemical and By-product Production
George Astrakianakis and Judith Anderson
Occupational Hazards and Controls
Kay Teschke, George Astrakianakis, Judith Anderson, Anya Keefe and Dick Heederik
Disease and Injury Patterns
Injuries and Non-malignant Diseases
Susan Kennedy and Kjell Torén
Cancer
Kjell Torén and Kay Teschke
Environmental and Public Health Issues
Anya Keefe and Kay Teschke
Tables
Click a link below to view table in article context.
1. Employment & production in selected countries (1994)
2. Chemical constituents of pulp & paper fibre sources
3. Bleaching agents & their conditions of use
4. Papermaking additives
5. Potential health & safety hazards by process area
6. Studies on lung & stomach cancer, lymphoma & leukaemia
7. Suspensions & biological oxygen demand in pulping
Figures
Point to a thumbnail to see figure caption, click to see figure in article context.
|
|












Vegetables and Melons
A wide variety of vegetables (herbaceous plants) is grown for edible leaves, stems, roots, fruits and seeds. Crops include leafy salad crops (e.g., lettuce and spinach), root crops (e.g., beets, carrots, turnips), cole crops (cabbage, broccoli, cauliflower) and many others grown for their fruit or seed (e.g., peas, beans, squashes, melons, tomatoes).
Since the 1940s, the nature of vegetable farming, particularly in North America and Europe, has changed dramatically. Previously, most fresh vegetables were grown close to population centres by garden or truck farmers and were available only during or shortly after harvest. The growth of supermarkets and the development of large food-processing companies created a demand for steady, year-round supplies of vegetables. At the same time, large-scale vegetable production on commercial farms became possible in areas far from major population centres because of rapidly expanding irrigation systems, improved insect sprays and weed control, and the development of sophisticated machinery for planting, spraying, harvesting and grading. Today, the main source of fresh vegetables in the United States is long-season areas, such as the states of California, Florida, Texas and Arizona, and Mexico. Southern Europe and North Africa are major vegetable sources for northern Europe. Many vegetables are also grown in greenhouses. Farmers’ markets selling local produce, however, remain the major outlet for vegetable growers throughout much of the world, particularly in Asia, Africa and South America.
Vegetable farming requires substantial skills and care to ensure production of high-quality vegetables that will sell. Vegetable farming operations include soil preparation, planting and growing crops, harvesting, processing and transportation. Weed and pest control and water management are crucial.
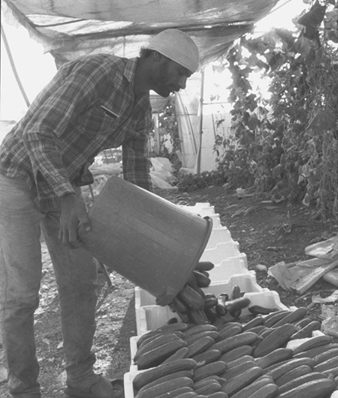
Vegetable and melon workers are exposed to many occupational hazards in their working environment, which include plants and their products, agrochemicals for controlling pests and oils and detergents for maintaining and repairing machinery. Manual or automatic work also forces the workers into uncomfortable positions (see figure 1). Musculoskeletal disorders such as low-back pain are important health problems in these workers. Agricultural tools and machines used with vegetables and melons give rise to high risks for traumatic injuries and various health impairments similar to those seen in other agricultural work. In addition, outdoor growers are exposed to solar radiation and heat, whereas exposure to pollens, endotoxins and fungi should be taken into account among greenhouse farmers. Therefore, a wide variety of work-related disorders can be found in those populations.
Figure 1. Manual labour on a vegetable farm near Assam, Jordan
Food allergies to vegetables and melons are well known. They are mostly provoked by vegetable allergens and can cause an immediate reaction. Clinically, mucocutaneous and respiratory symptoms appear in most patients. Occupational allergy among vegetable workers differs from food allergy in several ways. Occupational allergens are diverse, including those of vegetable origin, chemicals and biological derivatives. Artichoke, brussels sprouts, cabbage, carrot, celery, chicory, chive, endive, garlic, horseradish, leek, lettuce, okra, onion, parsley and parsnip have been reported to contain vegetable allergens and to sensitize vegetable workers. Occupational allergies to melon allergens, however, are seldom reported. Only a few allergens from vegetables and melons have been isolated and identified because of the difficulty and complexity of the laboratory techniques required. Most allergens, especially those of vegetable origin, are fat soluble, but a few are water soluble. The ability to sensitize also varies depending on botanical factors: The allergens may be sequestered in resin canals and released only when the vegetables are bruised. However, in other cases they may be readily released by fragile grandular hairs, or be excreted onto the leaf, coat the pollens or be widely disseminated by the action of wind on trichomes (hair-like growths on the plants).
Clinically, the most common occupational allergic diseases reported in the vegetable workers are allergic dermatitis, asthma and rhinitis. Extrinsic allergic alveolitis, allergic photodermatitis and allergic urticaria (hives) can be seen in some cases. It should be emphasized that vegetables, melons, fruits and pollens have some allergens in common or cross-reacting allergens. This implies that atopic persons and individuals with an allergy to one of those may become more susceptible than others in the development of occupational allergies. To screen and diagnose these occupational allergies, a number of immune tests are currently available. In general, the prick test, intradermal test, measurement of allergen-specific IgE antibody and in vivo allergen challenge test are used for immediate allergies, whereas the patch test can be chosen for delayed-type allergy. The allergen-specific lymphocyte proliferation test and cytokine production are helpful in diagnosing both types of allergy. These tests can be performed using native vegetables, their extracts and released chemicals.
Dermatoses such as pachylosis, hyperkeratosis, nail injury chromatosis and dermatitis are observed in vegetable workers. In particular, contact dermatitis, both irritant and allergic, occurs more frequently. Irritant dermatitis is caused by chemical and/or physical factors. Vegetable parts such as thrichomes, spicules, coarse hairs, raphides and spines are responsible for most of this irritation. On the other hand, allergic dermatitis is classified into immediate and delayed types on the basis of their immunopathogenesis. The former is mediated through humoural immune responses, whereas the later is mediated through cellular immune responses.
Clinically, many patients with allergic dermatitis experience a range of symptoms including itching, erythema, rash, swelling and vesicles. The sites of lesions are mainly the hands, arms, face and neck. In a field survey of Japanese okra growers (Nomura 1993), more than 50% of farmers had skin lesions, and these appeared mostly on the hands and arms. About 20 to 30% of farmers showed a positive patch test reaction to okra pad or leaf extracts. Furthermore, proteolytic activity of okra extracts was shown to cause the skin lesions.
Agricultural chemicals are also important allergens responsible for allergic dermatitis. These include insecticides (DDVP, diazinon, EPN, malathion, naled, parathion and so on), fungicides (benomyl, captafol, captan, maneb, manzeb, nitrofen, plondrel®, thiram, zineb, ziram and so on), herbicides (carbyne, randox and so on) and fumigants (D-D® mixture of 1,3-dichloropropene and 1,1,2-dichloropropane and related compounds). Additionally, opportunistic bacteria and Streptococcus pyogenes are found to play an important role in allergic dermatitis and urticaria for vegetable workers.
Vegetable workers, especially those working in greenhouses or indoors, are exposed to many vegetable products and to compounds such as pesticides, which are responsible for increased lung diseases. In a national study conducted among Swiss farmers, it was documented that the age-standardized proportional mortality for all lung diseases, bronchitis and asthma, and asthma alone were 127, 140 and 137, respectively. Vegetable products can directly cause occupational allergic asthma, or provide non-specific irritants and/or the vehicle for other allergens including pollens, spores, mites and other substances. Vegetable products which can cause allergic asthma are bromelin, castor beans and wax, freesia, grain pollen, guar gum, papain, paprika, hops, ipecacuanha, plicatic acid, quillaic acid, saponin and sunflower pollen.
Fungi in the work environment produce many spores, some of which cause allergic asthma and/or extrinsic allergic alveolitis. However, it is rare that allergic asthma and extrinsic allergic alveolitis from those allergens occur in the same subjects. As for the causative micro-organisms, Alternaria, Aspergillus niger, Cladosporium, humidifier sludge, Merulius lacrymans, Micropolyspora faei, Paecilomyces and Verticillium have been identified. In most cases, antigens of fungal origin are present in spores and breakdown products.
Patients with occupational asthma caused by vegetable products always show elevated serum IgE antibody, eosinophilia and a positive prick test, whereas specific precipitating antibody, positive prick test and distinct radiological findings are seen in patients with extrinsic allergic alveolitis. In addition to pulmonary allergy to vegetable products and fungi spores, nasal symptoms are provoked in atopic patients when handling vegetables such as carrots and lettuce. Gastrointestinal complaints are not generally found.
Agrochemicals are applied for various purposes both in indoor and outdoor vegetable growing. Among the chemicals used, some have been found to have asthmatic potential. They include captafol, chlorothalonil, creosote, formaldehyde, pyrethrin and streptomycin. The improper uses of pesticides potentially can result in soil and vegetable contamination. The application of pesticides without suitable personal protective equipment can lead to both acute or chronic toxic effects.
Coffee Industry
General Overview
Coffee as a beverage was introduced in Europe during the sixteenth century, first in Germany and then throughout the European continent during the following century, especially to France and Holland. Afterwards, it spread to the rest of the world.
Since coffee will not keep its characteristic smell and flavour for long, after roasting and grinding, industrial establishments to roast and grind coffee have become needed wherever coffee is consumed. The establishments are usually small or medium-sized plants, but large factories do exist, mainly to produce regular as well as instant (soluble) coffee.
It is difficult to estimate the number of workers employed by the coffee industry. Some of the smaller plants do not keep registries, and figures are not entirely reliable. Considering a total consumption of approximately 100 million 60 kg bags of coffee during the year 1995, the worldwide coffee trade represents about US$50 million. Table 1 lists selected coffee-importing countries, giving an idea of the present world consumption.
Table 1. Selected coffee importers (in tonnes).
|
Country |
1990 |
1991 |
1992 |
|
United States |
1,186,244 |
1,145,916 |
1,311,986 |
|
France |
349,306 |
364,214 |
368,370 |
|
Japan |
293,969 |
302,955 |
295,502 |
|
Spain |
177,681 |
176,344 |
185,601 |
|
United Kingdom |
129,924 |
119,020 |
128,702 |
|
Austria |
108,797 |
118,935 |
125,245 |
|
Canada |
120,955 |
126,165 |
117,897 |
Source: FAO 1992.
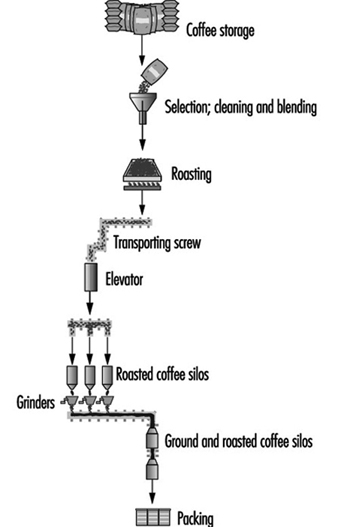
Coffee manufacturing is a relatively simple process, including cleaning, roasting, grinding and packing processes, as shown in figure 1. However, modern technology has led to complex processes, with an increase in speed of production and requiring laboratories for quality-control testing of the product.
Figure 1. Flow chart of coffee manufacturing.
Coffee beans arrive at factories in 60 kg bags, which are unloaded mechanically or manually. In the latter case, usually two workers hold a bag and place it upon another worker’s head. This worker will carry the bag to be stored. Even when transportation is done on coveyor belts, some physical effort with high energy consumption is required.
The use of instant coffee has steadily increased, reaching approximately 20% of the world consumption. Instant coffee is obtained through a complex process in which blasts of hot air blow over coffee extracts, followed by evaporation, cooling and lyophilization (freeze drying), varying in details from one factory to another. In the manufacture of decaffeinated coffee, which represents over 10% of the consumption in the United States and in Europe, some plants still utilize chlorinated solvents (such as methylene chloride), which is removed by a blast of water vapour.
Potential Risks and Health Effects
To start coffee processing, bags are opened with a small knife, and the beans are thrown inside a bin to be cleaned. The work area is noisy and a large amount of residual particulate material remains in suspension, released from the cleaning machine.
Roasting exposes workers to risks of burns and thermal discomfort. Bean mixing, or blending, is done automatically, as is grinding, in areas which may be deficient in lighting due to interference from suspended coffee dust. Dirt may accumulate, noise levels may be high and mechanization requires work at a high speed.
After grinding, bags of different materials and sizes are filled and then packed, usually in cardboard boxes. When performed manually, these operations require high-speed repetitive motion of hands and arms. Cardboard boxes are transported to storage areas and then to their final destination.
The strong odour characteristic of the coffee industry may bother workers inside the plants, and the surrounding community as well. The significance of this problem as a potential health risk has not yet been clarified. The odour of coffee is due to a mixture of different products; research is ongoing to identify individual effects of these chemicals. Some components of the coffee dust and some of the odour-producing substances are known to be allergens.
Potential risks in instant-coffee plants are similar to those in regular coffee production; in addition, there are risks due to hot steam and boiler explosions. In the removal of caffeine, even when performed automatically, the risk of solvent exposure may be present.
Other potential risks which may affect workers’ health are similar to those found in food industries in general. Risks for accidents arise from cuts from knives used in bag opening, burns during roasting and crushing during grinding operations, especially in old machinery without automatic machine guarding. There are fire and explosion hazards from the large amounts of dust, unsafe electric wiring and gas used for heating the roasters.
Several hazards may be found in the coffee industry including, among others: hearing loss due to excessive noise, thermal stress during roasting, poisoning from pesticides and musculoskeletal disorders, especially affecting the backs of workers who lift and carry heavy bags.
Allergic disorders affecting the eye, skin or respiratory system may occur in any area in a coffee plant. It is the coffee dust which is associated with bronchitis with lung function impairment; rhinitis and conjunctivitis are also concerns (Sekimpi et al. 1996). Allergic reactions to contaminants of bags previously used for other materials, such as castor bean seeds, have also occurred (Romano et al. 1995).
Repetitive-motion disorders may result from high-speed motion in packing operations, especially where workers are not warned of the risk.
In less developed countries, effects of occupational risks may develop early because conditions of work may be inadequate and, moreover, other social and public health factors may contribute to disease. Such factors include: low salaries, inadequate medical care and social security, improper housing and sanitation, low levels of education, illiteracy, endemic diseases and malnutrition.
Preventive Measures
Machine guarding, general ventilation and local exhaust systems, noise abatement, housekeeping and cleaning, decreased bag weights, substitutes of solvents used in caffeine extraction, periodic inspection and preventive maintenance of boilers are examples of preventive measures that are required for ensuring adequate levels of industrial hygiene and safety. Odour intensity may be reduced through modification of roasting procedures. The organization of work can be modified so that repetitive-motion disorders may be avoided through alteration of working position and rhythm, as well as the introduction of systematic breaks and regular exercises, among other practices.
Periodic health screening should stress evaluation of exposure to herbicides and pesticides, spinal disorders and early signs of repetitive-motion disorders. Scratch tests using extracts from coffee beans, even if not universally accepted as completely reliable, may be useful in the identification of hypersusceptible individuals. Lung function tests may aid in the early diagnosis of obstructive respiratory conditions.
Health education is an important instrument to enable workers to identify health risks and their consequences and to become aware of their right to a healthy working environment.
Governmental action is required, through legislation and enforcement; employers’ participation is needed in providing and maintaining adequate working conditions.
Grain, Grain Milling and Grain-based Consumer Products
Grain goes through many steps and processes to be prepared for human consumption. The major steps are: collection, consolidation and storage at grain elevators; milling into an intermediate product such as starch or flour; and processing into finished products such as bread, cereal or snacks.
Grain Collection, Consolidation and Storage
Grains are grown on farms and moved to grain elevators. They are transported by truck, rail, barge or ship depending on the location of the farm and the size and type of elevator. Grain elevators are used to collect, classify and store agricultural products. Grains are separated according to their quality, protein content, moisture content and so on. Grain elevators consist of bins, tanks or silos with vertical and horizontal continuous belts. Vertical belts have cups on them to carry the grain up to weighing scales and horizontal belts for distribution of the grain into bins. Bins have discharges on the bottoms which deposit grain on a horizontal belt which conveys the product to a vertical belt for weighing and transportation or return to storage. Elevators can have capacities ranging from just a few thousand bushels at a country elevator to millions of bushels at a terminal elevator. As these products move towards processing, they may be handled many times through elevators of increasing size and capacity. When they are ready to be transported to another elevator or processing facility, they will be loaded into either truck, railcar, barge or ship.
Grain Milling
Milling is a series of operations involving the grinding of grains to produce starch or flour, most commonly from wheat, oats, corn, rye, barley or rice. The raw product is ground and sifted until the desired size is reached. Typically, milling involves the following steps: raw grain is delivered to a mill elevator; grain is cleaned and prepared for milling; grain is milled and separated by size and grain part; flour, starch and by-products are packaged for consumer distribution or bulk transported to be used in various industrial applications.
Grain-based Consumer Products Manufacturing
Bread, cereal and other baked goods are produced using a series of steps, including: combining raw ingredients, batter production and processing, product forming, baking or toasting, enrobing or frosting, packaging, casing, palletizing and final shipment.
Raw materials are often stored in bins and tanks. Some are handled in large bags or other containers. The materials are transported to processing areas using pneumatic conveyors, pumps or manual material-handling methods.
Dough production is a step where raw ingredients, including flour, sugar and fats or oils, and minor ingredients, such as flavorings, spices and vitamins, are combined in a cooking vessel. Any particulate ingredients are added along with puréed or pulped fruits. Nuts are usually husked and cut to size. Cookers (either continuous process or batch) are used. Processing of the dough into intermediate product stages can involve extruders, formers, pelletizers and shaping systems. Further processing can involve rolling systems, formers, heaters, dryers and fermentation systems.
Packaging systems take the finished product and encase it in a paper or plastic individual wrapping, place individual products in a box and then pack boxes on a pallet to prepare for shipment. Manual pallet stacking or product handling is used along with fork-lift trucks.
Mechanical Safety Issues
Equipment safety hazards include points of operation which can abrade, cut, bruise, crush, fracture and amputate. Workers can be protected by guarding or isolating the hazards, de-energizing all power sources prior to performing any maintenance or adjustment on the equipment and training workers in proper procedures to follow when working on the equipment.
The machines used to mill and convey products can be particularly dangerous. The pneumatic system and its rotary valves can cause severe finger or hand amputations. The equipment must be locked out while maintenance or clean-up is being performed. All equipment must be properly guarded and all workers need to be trained in proper operating procedures.
Processing systems have mechanical parts moving under automatic control which can cause severe injury, especially to fingers and hands. Cookers are hot and noisy, usually involving steam heating under pressure. Extrusion dies can have hazardous moving parts, including knives moving at high speed. Blenders and mixing machines can cause severe injuries and are particularly dangerous during clean-up between batches. Lockout and tagout procedures will minimize risk to workers. Slitter knives and water knives can cause severe lacerations and are especially dangerous during change-outs and adjustment procedures. Further processing can involve rolling systems, formers, heaters, dryers and fermentation systems, which present additional hazards to the extremities in the form of crushing and burn injuries. Manual handling and opening of bags can result in cuts and bruises.
Packaging systems have automated moving parts and can cause crushing or tearing injuries. Maintenance and adjustment procedures are particularly hazardous. Manual pallet stacking or product handling can cause repetitive strain injuries. Fork-lift trucks and hand pallet movers are also dangerous, and poorly stacked or secured loads can fall on nearby personnel.
Fire and Explosion
Fire and explosion can destroy grain-handling facilities and injure or kill workers and others who are in the facility or nearby at the time of explosion. Explosions require oxygen (air), fuel (grain dust), an ignition source of sufficient energy and duration (spark, flame or hot surface) and confinement (to allow pressure build-up). Typically, when an explosion occurs at a grain handling facility, it is not a single explosion but a series of explosions. The primary explosion, which can be quite small and localized, can suspend dust in the air throughout the facility in concentrations sufficient to sustain secondary explosions of great magnitude. The lower explosion limit for grain dust is approximately 20,000 mg/m3. Prevention of fire and explosion hazards can be accomplished by designing plants with minimal confinement (except for bins, tanks and silos); controlling dust emissions into air and accumulations on floors and equipment surfaces (enclosing product streams, LEV, housekeeping and grain additives such as food-grade mineral oil or water); and controlling the explosion (fire and explosion suppression systems, explosion venting). There should be adequate fire exits or means of escape. Firefighting equipment should be strategically located, and workers should be trained in emergency response; but only very small fires should be fought because of the explosion potential.
Health Hazards
Dust can be created when grain is moved or disturbed. Although most grain dusts are simple respiratory irritants, the dusts from unprocessed grain can contain moulds and other contaminants which can cause fever and allergic asthma reactions in sensitive persons. Employees tend not to work for prolonged times in dusty areas. Typically, a respirator is worn when needed. The highest dust exposures occur during loading/unloading operations or during major cleaning. Some research has indicated pulmonary function changes related to dust exposure. The current American Conference of Governmental Industrial Hygienists (ACGIH) TLVs for occupational exposure to grain dust are 4 mg/m3 for oat, wheat and barley and 10 mg/m3 for other grain dust (particulates, not otherwise classified).
Respiratory protection is often worn to minimize dust exposure. Approved dust respirators can be very effective if worn properly. Workers need to be trained in their proper use, maintenance and limitations. Housekeeping is essential.
Pesticides are used in the grain and grain-processing industries to control insects, rodents, birds, mould and so on. Some of the more common pesticides are phosphine, organophosphates and pyrethrins. Potential health effects can include dermatitis, dizziness, nausea and long-term problems with liver, kidney and nervous system functions. These effects occur only if employees are overexposed. Proper use of PPE and following safety procedures will prevent overexposure.
Most grain-processing facilities apply pesticides during shut-down times, when there are few employees in the buildings. Those workers present should be on the pesticide application team and receive special training. Re-entry rules should be followed to prevent overexposure. Many locations heat the entire structure to about 60 ºC for 24 to 48 hours in lieu of using chemical pesticides. Workers may also be exposed to pesticides on treated grain being brought to the truck cargo facility in trucks or rail cars.
Noise is a common problem in most grain-processing plants. The predominant noise levels range from 83 to 95 dBA, but can exceed 100 dBA in some areas. Relatively little acoustical absorption can be used due to the need for cleaning of equipment used in these facilities. Most floors and walls are made of cement, tile and stainless steel to allow easy cleaning and to prevent the facility from becoming a refuge for insects. Many employees move from area to area and spend little time working in the noisiest areas. This reduces personal exposure considerably, but hearing protection should be worn to reduce noise exposure to acceptable levels.
Working in a confined space such as a bin, tank or silo can present workers with health and physical hazards. The greatest concern is oxygen deficiency. Tightly sealed bins, tanks and silos can become oxygen deficient due to inert gases (nitrogen and carbon dioxide to prevent pest infestation) and biological action (insect infestation or mouldy grain). Prior to any entry into a bin, tank, silo or other confined space, the atmospheric conditions inside the confined space need to be checked for sufficient oxygen. If oxygen is less than 19.5%, the confined space must be ventilated. Confined spaces should also be checked for recent pesticide application or any other toxic material which may be present. Physical hazards in confined spaces include engulfment in the grain and entrapment in the space due to its configuration (inward sloping walls or entrapment in equipment inside the space). No worker should be in a confined space such as a grain silo, bin or tank while grain is being removed. Injury and death can be prevented by de-energizing and locking out all equipment associated with the confined space, ensuring that workers wear harnesses with lifelines while inside the confined space and maintaining a supply of breathable air. Prior to entry, the atmosphere inside a bin, silo or tank should be tested for the presence of combustible gases, vapours or toxic agents, and for the presence of sufficient oxygen. Employees must not enter bins, silos or tanks underneath a bridging condition, or where build-up of grain products on the sides could fall and bury them.
Medical Screening
Potential employees should be given a medical examination focusing on any pre-existing allergies and checking liver, kidney and lung function. Special examinations may be required for pesticide applicators and workers who use respiratory protection. Evaluations of hearing need to be made to assess any hearing loss. Periodic follow-up should seek to detect any changes.
Tea Industry
Legend tells us that tea may have been discovered in China by Emperor Shen-Nung, “The Divine Healer”. Observant of the fact that people who drank boiled water enjoyed better health, the wise Emperor insisted on this precaution. When adding branches to the fire, some tea leaves accidentally fell into the boiling water. The Emperor approved of the pleasing aroma and delightful flavour and tea was born.
From China, tea spread throughout Asia, soon becoming the national beverage of China and Japan. It was not until the 1600s that Europe became familiar with the beverage. Shortly thereafter, tea was introduced to North America. In the early 1900s, Thomas Sullivan, a New York wholesaler, decided to package tea in small silk bags rather than in tins. People started brewing the tea in the silk bag rather than removing its contents. Thus the tea bag was first introduced.
Tea is the world’s second most popular drink; only water is consumed more often. Consumers can choose from a wide variety of tea products—instant tea, iced tea mixes, specialty and flavoured teas, herbal teas, ready-to-drink teas decaffeinated teas and tea bags. The packaging of tea products has changed significantly; most of the small shops that once dispensed tea from wooden crates into individual tins have given way to sophisticated high-speed production lines which process, package, and/or bottle thousands of pounds of tea and ready-to-drink mixes per hour.
Process Overview
Production of tea bags consists of the blending of various cut and dried leaf teas from a number of regions around the world. Tea is usually received in wooden crates or large bags. The tea is blended and sent to tea packaging machines, where it is packaged either as individual tea bags or in bulk packages. Instant powdered tea requires blended tea in cut leaf form to be brewed using hot water. The liquid tea concentrate is then spray dried into a fine powder and placed in drums. The tea powder may be sent to the packaging lines where it is packaged into canisters or jars, or blended with other ingredients such as sugar or sugar substitutes. Flavouring such as lemon and other fruit flavors may also be added during the blending stage prior to packaging.
Hazards
There are a number of common safety hazards and health issues associated with the blending, processing and packaging of tea. Safety hazards such as machine guarding, noise, slips and falls and lifting-related injuries are quite common within the beverage industry. Other hazards, such as dust in the blending and packaging areas, are not usually found in wet-process bottling and canning operations.
Machine hazards
The blending and packaging of tea involves equipment and machinery where workers are exposed to chains and sprockets, belts and pullies, rotating shafts and equipment and high-speed packaging lines containing a number of dangerous pinch points. Most injuries are the result of lacerations and bruises to the fingers, hands or arms. Guarding of this equipment is critical to protect workers from getting caught in, under or between moving parts. Guards and/or interlocks should be installed to protect workers from moving parts where the potential of injury exists. Whenever a guard is removed (such as for maintenance), all energy sources should be isolated and maintenance and repair of equipment should be with an effective lockout/tagout programme in effect.
Dust hazards
Tea dust can be present in blending and packaging operations. Tea dust may also be present in high concentrations during clean-up or blow-down operations. Tea dust with a diameter greater than 10 micrometers can be classified as “nuisance dust”. Nuisance dust has little adverse effect on the lungs and should not produce significant organic disease or toxic effects when exposures are kept under reasonable control. Excessive concentrations of nuisance dust in the workroom air, however, may cause unpleasant deposits in the eyes, ears and nasal passages. Once inhaled, these particles may become entrapped in the nasal and pharyngeal region of the respiratory system, until they are expelled through the body’s own cleaning mechanisms (e.g., coughing or sneezing).
Respirable dust particulates are those that are less than 10 micro-meters in diameter and therefore small enough to pass through the nasal and pharyngeal regions and enter the lower respiratory tract. Once in the lungs, they may become embedded in the alveolar region, where scar tissue could develop. Respirable particulates can be respiratory irritants, especially in asthmatics. Effective seals and closures will help contain dust particles.
Exhaust ventilation or other types of dust-control equipment should be provided at the site of dust production to maintain dust levels below generally recognized standards (10 mg/m3) or other government regulations that may apply. Dust masks should be worn by workers who may be highly sensitive to dusts and by workers exposed to large concentrations of dust at any one time. Persons with chronic bronchitis or asthma are at higher risk. Workers who suffer from hypersensitivity to tea dust should be removed from the area.
Although there is little information on actual tea dust explosions, test data indicate that the explosion characteristics of tea dust are relatively weak. It appears that the greatest potential for a tea dust explosion exists with storage bins and dust collectors where concentrations and particle size are optimized. Minimizing dust concentration within a room or process will reduce the potential of a dust explosion. Electrical equipment designed for dust hazard areas may also be desirable in some operations.
Although tea and tea dust may not always burst into flames, large quantities of tea will almost always smoulder if ignited. Large quantities of water in a fine mist can be used to cool the smouldering tea below its ignition temperature.
Noise
As in most high-speed packaging operations, high noise levels are almost always present in the tea industry. High noise levels can be generated from vibrating blenders, air-operated and other packaging machines, air conveying systems, dust collectors and box cutters. The noise levels in many of these areas can range from 85 dBA to over 90 dBA. The major potential health hazard associated with exposure to noise lies in the possibility of producing permanent hearing loss. The severity of hearing loss is dependent on the noise levels within the workplace, duration of the exposure and the individual’s personal susceptibility. Noise and hearing conservation programmes are discussed further elsewhere in this Encyclopaedia.
Chemical hazards
Although most of the production processes and packaging operations do not expose workers to hazardous chemicals, sanitation operations use chemicals to clean and sanitize equipment. Some cleaning chemicals are handled in bulk quantities through fixed pipe systems, while other chemicals are applied by hand using predetermined mixtures. Exposure to these chemicals can cause respiratory problems, dermatitis or skin irritation and chemical burns to the skin. Severe burns to the eyes and/or loss of vision are also hazards associated with the handling of cleaning chemicals. Proper evaluations as to the hazards of the chemicals being used are essential. Proper selection and use of PPE should be part of routine job procedure. PPE such as splash-proof goggles or face shields, chemical-resistant gloves, aprons, boots and a respirator should be considered. Emergency eye and body wash stations should be provided where hazardous chemicals are either stored, mixed or used.
Material handling
Tea arrives on pallets in either bags or crates and is stored in warehouses to await blending and packaging. These bags and crates are moved either by hand or by material-handling devices such as fork-lifts or vacuum lifts. Once blended, the tea is conveyed to hoppers for packaging. Packaging operations can vary from using highly automated equipment to labour-intensive hand packaging operations (figure 1). Injuries to the lower back resulting from lifting tasks are quite common when handling bags weighing 100 pounds (45.5 kg) or more. Repetitive motions on packaging lines can result in cumulative trauma to the wrist, arm and/or shoulder area.
Figure 1. Packing of tea at the Brooke Bond tea and coffee factory in Dar-es-Salaam, Tanzania.

Mechanical devices such as vacuum lifts can aid in reducing heavy lifting tasks. Assigning two workers to a heavy lifting task can help reduce the chances of a serious back injury. Modifying work stations to be more ergonomically correct and/or automating equipment on packaging lines can reduce worker exposure to repetitive tasks. Rotating workers to light duty tasks can also reduce worker exposure to such tasks.
Personal aids such as back belts and wrist bands are also used by some workers to assist them in their lifting tasks or for temporary relief of minor strains. However, these have not been shown to be effective, and they may even be harmful.
Most warehouse operations require the use of fork-lift trucks. Failure to drive at safe speeds, sharp turns, driving with raised forks, failure to observe or yield to pedestrians and loading/ unloading accidents are the leading causes of injuries involving fork-lift operators. Only trained and competent operators should be permitted to drive fork-lifts. Training should consist of formal classroom training and a driving test where operators can demonstrate their skills. Proper maintenance and daily pre-use inspections also help ensure the safe operation of these vehicles.
Slips, trips and falls
Slips, trips and falls are a major concern. In dry blending and packaging operations, fine tea dust will accumulate on walking and working surfaces. Good housekeeping is important. Floors should be swept clean of tea dust on a regular basis. Debris and other items left on the floor should be picked up immediately. Slip-resistant, rubber-soled shoes appear to provide the best traction. Wet-process areas also provide slip and fall hazards. Floors should be kept as dry as possible. Adequate floor drainage should be provided within all wet-process areas. Standing water should not be permitted to accumulate. Where standing water exists, it should be mopped into floor drains.
Exposure to high temperatures
Contact with hot water, steam lines and process equipment can result in serious injury from burns. Most burns occur on the hands, arms and face. Hot water used for clean-up or wash-down has also been known to cause burns on feet and legs.
Heat sealers and glue operations on packaging lines also can cause burns. Guarding of exposed hot points on equipment is important. The proper evaluation of the hazards, and selection and use of personal protective equipment, will also help reduce or eliminate worker exposure to high temperatures and burns. Use of pipeline breaking and lockout procedures will protect workers from the unexpected release of hot liquids and steam.
Safe Practices
A general safety programme which addresses the use and selection of PPE, entry into confined spaces, isolation of energy sources, identification and communication of hazardous chemicals, self-inspection programmes, hearing conservation programmes, the control of infectious materials, process management and emergency response programmes should also be included as part of the work process. Training of workers in safe work practices is important in reducing worker exposure to hazardous conditions and injuries.
Bakeries
Adapted from 3rd edition, “Encyclopaedia of Occupational Health and Safety”.
The manufacture of foodstuffs from starches and sugars is done in bakeries and biscuit-, pastry- and cake-making establishments. The safety and health hazards presented by the raw materials, the plant and equipment and the manufacturing processes in these plants are similar. This article deals with small-scale bakeries and covers bread and various related products.
Production
There are three main stages in breadmaking—mixing and moulding, fermentation and baking. These processes are carried out in different work areas—the raw materials store, the mixing and moulding room, cold and fermentation chambers, the oven, the cooling room and the wrapping and packaging shop. The sales premises are frequently attached to the manufacturing shops.
Flour, water, salt and yeast are mixed together to make dough; hand mixing has been largely replaced by the use of mechanical mixing machines. Beating machines are used in the manufacture of other products. The dough is left to ferment in a warm, humid atmosphere, after which it is divided, weighed, moulded and baked (see figure 1).
Figure 1. Bread production for a supermarket chain in Switzerland
 Small-scale production ovens are of the fixed-hearth type with direct or indirect heat transfer. In the direct type, the refractory lining is heated either intermittently or continuously before each charge. Off-gases pass to the chimney through the adjustable orifices at the rear of the chamber. In the indirect type, the chamber is heated by steam passing through tubes in the chamber wall or by forced hot-air circulation. The oven may be fired by wood, coal, oil, town gas, liquefied petroleum gas or electricity. In rural areas, ovens with hearths heated directly by wood fires are still found. Bread is charged into the oven on paddles or trays. The oven interior can be illuminated so that the baking bread can be observed through the chamber windows. During baking, the air in the chamber becomes charged with water vapour given off by the product and/or introduced in the form of steam. The excess usually escapes up the chimney, but the oven door may also be left open.
Small-scale production ovens are of the fixed-hearth type with direct or indirect heat transfer. In the direct type, the refractory lining is heated either intermittently or continuously before each charge. Off-gases pass to the chimney through the adjustable orifices at the rear of the chamber. In the indirect type, the chamber is heated by steam passing through tubes in the chamber wall or by forced hot-air circulation. The oven may be fired by wood, coal, oil, town gas, liquefied petroleum gas or electricity. In rural areas, ovens with hearths heated directly by wood fires are still found. Bread is charged into the oven on paddles or trays. The oven interior can be illuminated so that the baking bread can be observed through the chamber windows. During baking, the air in the chamber becomes charged with water vapour given off by the product and/or introduced in the form of steam. The excess usually escapes up the chimney, but the oven door may also be left open.
Hazards and Their Prevention
Working conditions
The working conditions in artisanal bakehouses can have the following features: night work starting at 2:00 or 3:00 a.m., especially in Mediterranean countries, where the dough is prepared in the evening; premises often infested with parasites such as cockroaches, mice and rats, which may be carriers of pathogenic micro-organisms (suitable construction materials should be used to ensure that these premises are maintained in an adequate state of hygiene); house-to-house bread delivery, which is not always carried out in adequate conditions of hygiene and which may entail an excess workload; low wages supplemented by board and lodging.
Premises
Premises are often old and dilapidated and lead to considerable safety and health problems. The problem is particularly acute in rented premises for which neither the lessor nor the lessee can afford the cost of renovation. Floor surfaces can be very slippery when wet, although reasonably safe when dry; non-slip surfaces should be provided whenever possible. General hygiene suffers owing to defective sanitary facilities, increased hazards of poisoning, explosions and fire, and the difficulty of modernizing heavy bakehouse plant owing to the terms of the lease. Small premises cannot be suitably divided up; consequently traffic aisles are blocked or littered, equipment is inadequately spaced, handling is difficult, and the danger of slips and falls, collisions with plant, burns and injuries resulting from overexertion is increased. Where premises are located on two or more storeys there is the danger of falls from a height. Basement premises often lack emergency exits, have access stairways which are narrow, winding or steep and are fitted with poor artificial lighting. They are usually inadequately ventilated, and consequently temperatures and humidity levels are excessive; the use of simple cellar ventilators at street level merely leads to the contamination of the bakehouse air by street dust and vehicle exhaust gases.
Accidents
Knives and needles are widely used in artisanal bakeries, with a risk of cuts and puncture wounds and subsequent infection; heavy, blunt objects such as weights and trays may cause crush injuries if dropped on the worker’s foot.
Ovens present a number of hazards. Depending on the fuel used, there is the danger of fire and explosion. Flashbacks, steam, cinders, baked goods or uninsulated plant may cause burns or scalds. Firing equipment which is badly adjusted or has insufficient draw, or defective chimneys, may lead to the accumulation of unburnt fuel vapours or gases, or of combustion products, including carbon monoxide, which may cause intoxication or asphyxia. Defective electrical equipment and installations, especially of the portable or mobile type, may cause electric shock. The sawing or chopping of wood for wood-fired ovens may result in cuts and abrasions.
Flour is delivered in sacks weighing up to 100 kg, and these must often be lifted and carried by workers through tortuous gangways (steep inclines and staircases) to the storage rooms. There is the danger of falls while carrying heavy loads, and this arduous manual handling may cause back pain and lesions of intervertebral discs. The hazards may be avoided by: providing suitable access ways to the premises; stipulating a suitable maximum weight for sacks of flour; using mechanical handling equipment of a type suitable for use in small undertakings and at a price within the range of most artisanal workers; and by wider use of bulk flour transport, which is, however, suitable only when the baker has a sufficiently large turnover.
Flour dust is also a fire and explosion hazard, and proper precautions should be taken, including fire and explosion suppression systems.
In mechanized bakeries, dough which is in an active state of fermentation may give off dangerous amounts of carbon dioxide; thorough ventilation should therefore be provided in confined spaces wherever the gas is likely to accumulate (dough chutes and so on). Workers should be trained in confined-space procedures.
A wide variety of machines are used in bread manufacture, particularly in industrial bakeries. Mechanization can bring serious accidents in its wake. Modern bakery machines are usually equipped with built-in guards whose correct operation often depends upon the functioning of electrical limit switches and positive interlocks. Feed hoppers and chutes present special hazards which can be eliminated by extending the length of the feed opening beyond arm’s length to prevent the operator from reaching the moving parts; hinged double gates or rotary flaps are sometimes used as feeding devices for the same purpose. Nips on dough brakes can be protected by either fixed or automatic guards. A variety of guards (covers, grids and so on) can be used on dough mixers to prevent access to the trapping zone while permitting insertion of additional material and scraping of the bowl. Increasing use is made of bread-slicing and wrapping machines with alternating saw blades or rotary knives; all moving parts should be completely enclosed, interlocking covers being provided where access is necessary. There should be a lockout/tagout programme for maintenance and repair of machinery.
Health Hazards
Bakehouse workers are usually lightly clothed and sweat profusely; they are subject to draughts and pronounced variations in ambient temperature when changing, for example, from oven charging to cooler work. Airborne flour dust may cause rhinitis, throat disorders, bronchial asthma (“baker’s asthma”) and eye diseases; sugar dust may cause dental caries. Airborne vegetable dust should be controlled by suitable ventilation. Allergic dermatitis may occur in persons with special predisposition. The above health hazards and the high incidence of pulmonary tuberculosis amongst bakers emphasize the need for medical supervision with frequent periodic examinations; in addition, strict personal hygiene is essential in the interests of both workers and the public in general.
Distilled Spirits Industry
Distilled spirits can be produced from any number of materials, such as fermented mashes of cereal grains, fermented fruit juices, sugar cane juice, molasses, honey and cactus juice. Fermentation for making wine and beer can be traced back to between 5000 and 6000 BC; however, the history of distillation is much more recent. Although it is uncertain where distillation originated, it was known to alchemists and began to spread in use throughout the thirteenth and fourteenth century. Early uses were primarily pharmaceutical.
Process Overview
Alcoholic beverages are divided into two groups, depending on their mode of preparation: fermented beverages, such as wine and beer, and distilled beverages, such as whisky and brandy. Liqueurs are basically prepared by blending juices or extracts of fruits, nuts or other food products. Wine and beer making are discussed in separate articles in this chapter.
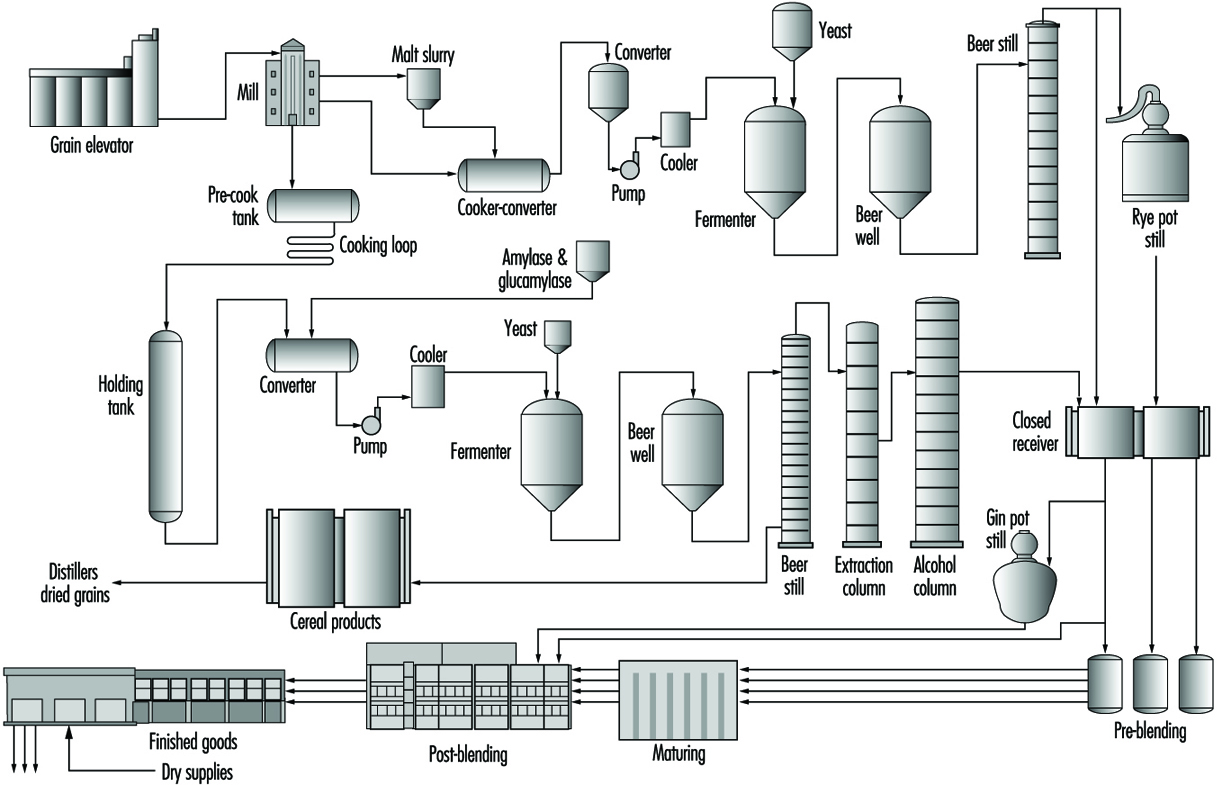
The phases of activity in distilled spirits production include receiving of grain, milling, cooking, fermentation, distillation, storage, blending and bottling (see figure 1).
Figure 1. Production flow chart for distilled spirits manufacturing.
The grain elevator receives and weighs incoming grains and places them in the appropriate bins. Milling consists of grinding the grains necessary for the mash bill. The mash bill is the recipe for the fermentation process.
The cookers receive meal from the mill and slurries with backslop, water and ammonia at a set pH (acidity) and temperature. The starch is solubilized using steam-jet cooking. Enzymes are added to break down starch to smaller starch molecules, reducing mash viscosity. The resulting mash is cooled to fermentation temperature.
Fermentation is the process of converting sugars to alcohol and carbon dioxide by the activities of yeast. Fermenters are cooled to optimum temperature conditions for the yeast, since the reactions that take place are exothermic in nature. Sanitation is important: the biological systems of fermentation are in constant competition with unwanted bacteria that can produce undesirable flavour components.
Distillation type will depend on the spirit being produced. Pot stills are generally used when a particular “character” is required for a product such as cognac and scotches, whereas continuous multicolumn distillation is generally used to produce more neutral spirits which can be used as blenders or neutral grain spirits.
By-product recovery is a very important aspect of the operation of a modern distillery. The residual (fermented and de-alcoholized) grain is rich in protein, vitamins, fibre and fats, and it can be further processed into a valuable animal feed supplement. These processes generally consist of centrifuging, evaporation, drying and mixing.
Whiskies, brandies and rums are aged (matured) in charred oak barrels. Maturation takes place over a number of years to produce the final characteristics that distinguish these products. Once these products have been matured, they are blended and filtered and then packaged as finished products for consumer use.
The bottling room is separated from the rest of the facility, protecting the product from any possible contaminants. The highly automated filling operation requires monitoring for continuous efficiency. Empty bottles are transported by conveyor to the filling machines.
Packaging is the final step prior to warehousing. This process has become automated, although there is a fair amount of manual packing, depending on size of bottle and type of packaging. The packaged product then enters a palletizing machine, which automatically stacks boxes on pallets, which are then removed by fork-lift trucks to warehouses for storage.
Health and Safety Issues
The most obvious safety concern in grain-handling facilities is the threat of dust fires and explosions. High concentrations of grain dust can be explosive; therefore, good housekeeping is the single most important factor in reducing risk of grain dust explosion. Some grains, if damp or kept in storage for a long period, will generate heat, thus becoming a fire hazard. Rotating the grain from bin to bin or adopting a “just-in-time” grain delivery procedure will eliminate this hazard.
Exposure to vapours and gases released throughout the production of distilled spirits is a possible hazard. During the fermentation process, refrigerant gases may cause toxic and explosive risks. Therefore, adequate ventilation and strict maintenance, including the use of intrinsically safe equipment such as air tools, are essential. Particularly significant are the risks of asphyxiation from the vapours of alcohol and carbon dioxide released by the fermentation process, especially when the liquids are transported and decanted into reservoirs, and in confined spaces where ventilation is inadequate. Respirators should be worn by workers in this process. The accompanying box describes some hazards of confined-space entry, which is also discussed elsewhere in this Encyclopaedia.
Hazardous materials such as varsol (mineral spirit), caustics, acids and many other solvents and cleaners are used throughout the facility. Employees must be trained to handle these products safely. A yearly review of a workplace hazardous materials information system, such as the Canadian WHMIS, can provide the opportunity for such ongoing training. Workers must be educated on the use of material data safety sheets (MSDSs), which are information sheets available from suppliers, giving information on the contents of the hazardous product and the related health hazards, emergency action, first aid and so on. It is imperative that every worker who is exposed or likely to be exposed to a hazardous material be trained and then provided with an annual review of the handling of hazardous material. In many countries it is required that MSDSs be available at every location where there are controlled substances and should be made convenient for all workers to access. In addition to employee training, eye wash stations, showers and first aid stations should be made available throughout the plant in order to minimize injury to anyone who is accidentally exposed to a hazardous chemical.
Fork-lift trucks are used in many different processes in the plant. The two most common uses are for transfer of barrels for maturing storage and handling of the finished product. There should be a preventive maintenance programme in place for the fork-lifts as well as a safety programme that ensures that all drivers understand fork-lift safety principles. All drivers should be licenced to operate a fork-lift truck.
The occupational hazards associated with the bottling process are similar to those in most bottling facilities. Repetitive-strain injuries such as tendinitis and carpal tunnel syndrome are the most common injuries, resulting from the repetitive work required for packing bottles and operating labellers. However, the frequency of these occupational injuries has declined; this may be due to the technological changes in the plant that have made jobs less labour intensive, including the automation of packing and the use of computerized equipment.
PPE is common throughout the bottling facility. It is mandatory for bottling room employees to wear safety glasses for eye protection, and ear protection where they are exposed to high noise levels. There should be a safety shoe programme in place, with employees expected to wear steel-toed shoes. If a hazard cannot be eliminated at the source (through engineering) or along the path (through barriers), then PPE must be used for the safety of the worker.
There are many key methods in creating a safe work environment. A company must have a health and safety policy and should convey this via a safety manual that outlines safety procedures. Also, monthly plant inspections can prevent hazards and minimize injuries. Communication with employees regarding safety practices is the most essential part of a successful safety programme.
Confined-space entry hazards in the beverage industry
A confined space is defined as a space in which, because of its construction, location, contents or the work activity therein, the accumulation of a hazardous gas, vapour, dust or fumes, or the creation of an oxygen-deficient atmosphere, may occur. Where confined-space entry could occur, it is imperative that a confined-space entry procedure be in place and that all workers be trained and educated on the procedure. Prior to entering a confined space, testing for oxygen deficiency, combustible gases and toxic gases should be conducted. Positive-pressure self-contained breathing apparatus (SCBA) or other approved respirators may have to be worn by workers during entry. Continuous monitoring is mandatory while personnel are inside the confined space. All personnel entering must be properly suited up with a safety harness, complete with shoulder and leg straps. A stand-by observer must be assigned and maintain constant surveillance of employees within a confined space, and a person adequately trained in artificial respiration must be conveniently available.
The beverage industry has many situations in which there are confined-space entry hazards. Examples of such situations include:
· mixing vats in the soft drink industry in which hazardous vapours or gases might be present
· grain bins in brewing and distilled spirits industries
· fermentation vats in brewing and wine making
· fermenters and stills in the distilled spirits industry.
These grain bins, fermenter tanks and so forth may have to be entered from time to time for cleaning, repairing and so on. During the fermentation process, in particular, there are risks of asphyxiation from the vapours of alcohol and carbon dioxide released by the fermentation process when confined spaces are entered where ventilation is inadequate (Giullemin and Horisberger 1994).
R.G. Aldi and Rita Seguin
Sugar-Beet Industry
This is an update of the article prepared by the European Committee of Sugar Manufacturers (CEFS) for the 3rd edition of the “Encyclopaedia of Occupational Health and Safety”.
Processing
The process of producing sugar from beets consists of many steps, which have been improved continuously throughout the more than century-old history of the sugar-beet industry. Sugar-beet processing facilities have become modernized and use current technology as well as current safety measures. Workers are now trained in using modern and sophisticated equipment.
The sugar content of the beets ranges from 15 to 18%. They are first cleaned in a beet washer. They are then cut in beet slicers and the “cossettes” thus obtained are conveyed via a scalder into the diffuser, where most of the sugar contained in the beets is extracted in hot water. The desugarized cossettes, called “pulps”, are pressed mechanically and dried, mostly by heat. The pulps contain many nutrients and are used as animal feed.
The raw juice obtained in the diffuser, in addition to sugar, also contains non-sugar impurities which are precipitated (by adding lime and carbon dioxide) and then filtered. The raw juice thus becomes thin juice, with a sugar content of 12 to 14%. The thin juice is concentrated in evaporators to 65 to 70% dry matter. This thick juice is boiled in a vacuum pan at a temperature of about 70 °C until crystals form. This is then discharged into mixers, and the liquid surrounding the crystals is spun off. The low syrup thus separated from the sugar crystals still contains sugar which can be crystallized. The desugaring process is continued until it is no longer economical. Molasses is the syrup left after the last crystallization.
After drying and cooling, the sugar is stored in silos, where it can be kept indefinitely if adequately air conditioned and moisture controlled.
The molasses contains approximately 60% sugar and, together with the non-sugar impurities, constitutes valuable animal feed as well as an ideal culture medium for many micro-organisms. For animal feed, part of the molasses is added to the sugar-exhausted pulps before they are dried. Molasses is also used for the production of yeast and alcohol.
With the help of other micro-organisms, other products can be made, such as lactic acid, an important raw material for the food and pharmaceutical industries, or citric acid, which the food industry needs in great quantities. Molasses is also used in the production of antibiotics such as penicillin and streptomycin, and also of sodium glutamate.
Working Conditions
In the highly mechanized sugar-beet industry, the beet is transformed into sugar during what is known as the “campaign”. The campaign lasts from 3 to 4 months, during which time the processing plants operate continuously. Personnel work in rotating shifts around the clock. Additional workers may be added temporarily during peak periods. Upon completion of the beet processing, repairs, maintenance and updates are done in the facilities.
Hazards and Their Prevention
Sugar beet processing does not produce or involve working with toxic gases or airborne dusts. Parts of the processing facility may be extremely noisy. In areas where the noise levels cannot be brought down to the threshold limits, hearing protection needs to be provided and a hearing conservation programme instituted. However, for the most part, occupationally related illnesses are rare in the sugar-beet processing plants. This is partially due to the fact that the campaign is only of 3 to 4 months duration per year.
As in most food industries, contact dermatitis and skin allergies from cleaning agents used to clean vats and equipment can be a problem, requiring gloves. When entering vats for cleaning or other reasons, confined space procedures should be in effect.
Care must be taken when entering silos of stored granular sugar, due to the risk of engulfment, a hazard similar to that of grain silos. (See the article “Grain, grain milling and grain-based consumer products” in this chapter for more detailed recommendations.)
Burns from steam lines and hot water are a concern. Proper maintenance, PPE and employee training can help prevent this type of injury.
Mechanization and automation in the sugar-beet industry minimize the risk of ergonomic disorders.
Machinery must be regularly checked and routinely maintained and repaired as required. Safety guards and mechanisms must be kept in place. Employees should have access to protective equipment and devices. Employees should be required to participate in safety training.
Wine Industry
Adapted from 3rd edition, “Encyclopaedia of Occupational Health and Safety”.
Wine is produced from grapes. The ripe grape, when crushed, yields the must which, by total or partial and normal fermentation, turns into wine. During fermentation, first rapid and turbulent, then gradually slowing down, sugar is transformed into alcohol and carbon dioxide. Many elements contained in the grapes remain in the drink. The various phases of activity in the production of wine from grapes include wine-making, storage and bottling.
Wine-making
Wine-making involves a variety of activities carried out by a variety of methods ranging from traditional “farm production” to modern industrial production. The ancient method of pressing the grapes, in which the harvesters trod during the night the grapes they had gathered during the day, is less and less seen in modern wine-making. Wine is now produced in installations belonging to groups of farmers or to commercial firms, using techniques that produce a more uniform type of wine and reduce the risk of spoilage, especially that which arises from acidification which transforms the wine into vinegar.
On arrival at the cellars, the grapes are crushed in simple mills or large machines, such as centrifugal crushers, by rollers or in other ways. These processes always involve mechanical risks and noise for the entire period during which large quantities of must is being handled. The crushed mass is then transferred to large reservoirs, by pumping or other procedures, where it will be pressed to separate the juice from the skins and stalks. The must is then transferred to fermenting vessels. On completion of fermentation, the wine is drawn off from the dregs and poured into storage bins or tanks. Extraneous matter and impurities are removed by filters. Diatomaceous earth has replaced asbestos as a filter agent in some countries, such as the United States. Larger foreign matter may be removed by centrifuges.
The quality of the wine can be improved by refrigeration using continuous-flow refrigerators and double-jacketed cooling tanks. In these operations, exposure to vapours and gases released during the various stages of the process—particularly straining, fermentation and the use of disinfectants and other products intended to guarantee the hygienic condition and quality of the wine—must be borne in mind. Refrigerant gases such as ammonia may cause toxic and explosive risks, and adequate ventilation and strict maintenance to prevent leakage are essential. Automatic leak detection and respiratory protective equipment, frequently tested, should be available for emergencies. There are also the common risks due to wet and slippery floors, the disorder characteristic of seasonal activities and the quality of illumination and ventilation (the rooms where the wine is prepared are often also used for storage and are designed to maintain a uniform, relatively low temperature).
Particularly significant are the risks of asphyxiation from the vapours of alcohol and the carbon dioxide released by the fermentation process, especially when the liquids are transported and decanted into reservoirs or confined spaces where ventilation is inadequate.
Certain other harmful substances are used in wine-making. Metabisulphite in concentrated solution is irritating to the skin and the mucous membrane; tartaric acid, which is considered non-toxic, can be slightly irritating in very concentrated solutions; sulphur dioxide provokes an intense irritation of the eyes and the respiratory tract; tannins can dry a worker’s skin and make it lose pigmentation; the use of disinfectants and detergents for the washing of storage tanks cause dermatitis; and potassium bitartarate, ascorbic acid, proteolytic enzymes and so on, which may be used in the preparation of alcoholic beverages, can cause diarrhoea or allergic reactions.
When work processes are modernized, workers may need support and assistance in order to adapt. Large production cellars should consider ergonomic principles in the choice of the equipment for such installations. Crushers and presses should have easy access in order to facilitate pouring the grapes and the residues. Whenever possible, suitable pumps should be installed, which should be easy to inspect and should have a solid foundation in order not to cause any obstruction, high noise levels and vibrations.
The general organization of the production cellar should be such that no unnecessary risks are caused and that risks should not spread to other areas; ventilation should conform to standards; temperature control may be necessary; compressors, condensers, electrical equipment and so on must be installed so as to obviate all possible risks. Because of the humidity of several processes, protecting electrical equipment is necessary and, where possible, low voltages should be used, especially for portable equipment and inspection lamps. Ground fault circuit interrupters should be installed where necessary. Electrical equipment in the vicinity of distillation plants should be of flameproof construction.
Wooden vats are decreasingly common, though they can occasionaly be found in small cellars for farm production. In modern wine-making, vats are lined with glass or stainless steel for sanitary and control reasons; lined reinforced concrete and, sometimes, plastics are also used. Vats must have the proper dimensions and be adequately resistant to allow fermentation and decanting (right down to the dregs), to hold the volume of reserves as long as necessary and to allow for easy exchange of their contents, should it prove to be necessary. Cleaning of containers involves especially high risks, and a confined-space programme should be in effect: the gas should be dispelled by mobile ventilators before containers are entered, and safety belts and life-lines and respiratory protective equipment should be worn. A competent worker should be stationed outside to supervise and rescue workers inside, if necessary. See the box on confined spaces for more information.
Wine Storage
Storage involves not only the keeping of large volumes of liquid but also a number of activities such as cleaning and disinfecting the tanks or casks; their maintenance and conservation; application of sulphur dioxide, ascorbic acid, tartaric acid, inert gases, tannins and albumins; and other additional processes, such as mixing, glueing, filtering, centrifugation and so on. Some treatments of wine involve the use of heat and cold to destroy yeast and bacteria; the utilization of carbon and other deodorizers; the application of CO2, and so on. As an example of this type of installation we may refer to the system of instantaneous refrigeration, for the stabilization of wines at a temperature near the freezing point, which facilitates the elimination of colloids, microbes and other products such as potassium bitartarate, which provokes precipitation in the bottles. It is obvious that these installations imply risks that formerly did not need to be considered in this phase of storage. Prevention is essentially based on ergonomic planning and good maintenance.
Wine Bottling
Wine is usually sold in glass bottles (of 1.0, 0.8, 0.75 or 0.30 l capacity); glass containers of 5 l are occasionally used. Plastic containers are not as common. In the filling plants, bottles are first cleaned and then filled, sealed and labelled. Conveyors are widely used in bottling plants.
The risks of bottling arise from the handling of glass material; these vary according to whether the bottles to be washed are new or returned, and according to the products used (water and detergents) and the techniques applied (washing by hand or mechanically or both). Bottles’ shape; how the filling must be done (ranging from manual methods to sophisticated filling machines which can also introduce carbon dioxide); the process of corking; the more or less complicated system of stacking, or placing into boxes or crates after labelling; and other final touches determine the risks.
The risks involved are those which generally correspond to the filling of containers with liquids. The hands are constantly wet; if the bottles break, the projection of glass particles and liquid can cause injuries. The effort required to transport them once they are packed in boxes (usually by dozens) could be eliminated at least partially by mechanization. See also the article “Soft drink bottling and canning”.
Acknowledgments: The author would like to thank the Junta Nacional dos Vinhos (Lisbon) for their advice on technical aspects.
Oil and Fat
Adapted from 3rd edition, “Encyclopaedia of Occupational Health and Safety”.
The term oils and fats is generally applied to the triglycerides of fatty acids in plant seeds and animal tissues. Oils and fats constitute one of the three main types of organic materials regarded as the building materials of living organisms, the other two being proteins and carbohydrates.
More than 100 varieties of oil-bearing plants and animals are exploited as sources of oils and fats. The most important vegetable sources are: the olive, coconut, peanut, cotton seed, soya bean, rapeseed (canola oil), mustard seed, flax or linseed, palmfruit, sesame, sunflower, palm kernel, castor bean, hemp seed, tung, cocoa, mowrah, corn and babassu.
The main animal sources are beef cattle, pigs and sheep, the whale, cod and halibut.
Edible oils and fats provide a concentrated source of food energy, serve as carriers of fat-soluble vitamins and also furnish the essential fatty acids which are of vital importance to metabolism. Oils and fats constitute the major raw materials for soaps and detergents, paints, lacquers and varnishes, lubricants and illuminants such as candles. They are also used in the manufacture of linoleum and oiled fabrics, in the manufacture of fixatives and mordants in the tanning of leather, and as feedstock for chemical synthesis.
Processing
Initial processing depends upon the raw material; for example, animal fats are rendered in steam-jacketted vessels, seeds are cleaned, milled and separated and nut-meats are flaked. The fats or oils are extracted by pressing or treatment by solvents, and further processing depends upon the end use. Olives may be pressed several times, but no further treatment is usually required. For other edible oils and fats, processing may comprise a number of different stages, including refining, deodorization, hydrogenation, solidification or emulsification.
Raw oils and fats contain impurities, some of which are objectionable because they darken the oil, cause it to foam and smoke on heating, impart an undesirable flavour or odour or affect processing. Refining, which consists of neutralization and bleaching, removes most of these impurities. Neutralization removes fatty acids and gummy phosphatides by alkali and degumming treatments. The raw materials are bleached by absorption on natural or activated bleaching earths; however, heat bleaching may be employed. Oil temperature does not normally exceed 100 °C during refining.
Deodorization removes the odoriferous compounds by steam distillation at high temperature and low absolute pressure.
Liquid oils and soft fats are converted into firm plastic fats by hydrogenation, which also helps prevent rancidity due to oxidation. In this process, the oil is reacted with hydrogen at a temperature of 180 ºC or more in the presence of a catalyst, usually finely divided nickel. The hydrogen is fed in at a pressure of between 2 and 30 atmospheres, depending upon the desired end-product.
If the oil or fat is to be marketed in plastic or emulsion form, further processing is required. Many proprietary brand oils and fats are blended, and shortenings are solidified to yield granules by controlled gradual cooling (fractionation) and separation of crystallized fractions at various temperatures based on their melting points. An alternative method produces a texturized product by rapid chilling in special equipment called a votator.
Hazards and Their Prevention
Hydrogen presents a high risk of explosion and fire in the hydrogenation process. Burning oils and fats may emit highly irritant fumes such as acrolein. The solvents, such as hexane, used for the extraction of oils are highly flammable, although they are commonly used in closed systems. Precautions against fire and explosion include:
- elimination of all sources of ignition
- use of explosion-proof equipment and spark-proof tools
- prohibition of smoking
- ensuring fire exits are not blocked and are well maintained
- provision of appropriate fire extinguishers
- development of procedures for spills and leaks of hydrogen and flammable solvents
- training of staff in firefighting procedures.
Electrical installations present a risk of electrical shock in damp and steamy conditions. All equipment, conductors and so on should be suitably protected with special attention to any portable equipment or lights. Ground fault circuit interrupters should be installed on electrical equipment in wet or steamy areas.
Injuries from moving machinery parts can be prevented by efficient and well maintained machinery guarding. Particular attention should be given to crushing machinery, filling and drum-seaming machines and nips between belts, drums and pulleys of conveyors. Lockout/tagout procedures should be used when maintaining and repairing equipment. Risks of explosion and leakage in steam plant should be prevented by regular inspection and maintenance procedures.
Excessive noise from equipment should be minimized by engineering controls if possible. Employees exposed to excessive noise should wear appropriate hearing protectors, and there should be a hearing conservation programme.
Manual handling of drums may cause musculoskeletal strains and injuries to hands and toes. Mechanical handling equipment should be used when possible. There should be training in correct methods of handling and lifting, foot and hand protection, and checking of containers for sharp edges. Badly stacked drums may fall and cause serious injury; supervision and training in stacking and destacking will reduce the risk involved.
Falls may occur on slippery floors and staircases, and can be prevented by well maintained non-slip floor surfaces, regular cleaning and good housekeeping, and wearing of non-slip footwear.
Burns may be caused by sodium hydroxide during handling of drums for refining and from spurts of liquid caustic when drums are opened; by hot oil or spent catalyst during cleaning of filter presses; from acids; and from steamlines and steam leaks. Protective clothing, boots, aprons and gloves will prevent many injuries; face shields are necessary to protect the eyes from splashes of corrosive or hot material.
Oils are processed at high temperatures, and physical discomfort can result, especially in the tropics, unless effective measures are taken. Muscle cramps, exhaustion and heat strokes may occur. Radiant heat should be reduced by lagging or insulating the vessels and steam pipes. Efficient mechanical ventilation should provide frequent changes of air. Workers should have frequent access to liquids and frequent breaks in cool areas.
Entering bulk tanks for repair or cleaning can be a confined space hazard. Employees should be trained in confined space procedures, such as testing of the confined space air and emergency rescue procedures. A minimum of two workers should be present.
Solvents used for the extraction of fats and oils may present toxic risks. Benzene should not be used, and the least toxic solvent practicable should be substituted (e.g., substitution of heptane for hexane). LEV is required to remove solvent vapours at the point of origin, or closed systems should be used.
Dermatitis may be caused by handling of oils, fats and solvents. Provision and use of adequate washing and sanitary facilities is essential; barrier creams and protective clothing also aid in prevention.
In peanut oil processing plants, under suitable conditions of moisture and temperature, press-cakes can be contaminated by moulds of Aspergillus flavus, which contain aflatoxins. Workers exposed to heavy aflatoxin contamination in workroom air have been found to develop acute or subacute liver damage and to present an increased prevalence of tumours.
Rendering of animals to produce animal fats and animal feed can also involve biological hazards. Although most animals and animal materials used as a source for rendering are healthy or from healthy animals, a small percentage comes from animals that have been road-killed or have died of unknown causes and perhaps are diseased. Some animal diseases, such as anthrax and brucellosis, can also affect humans. Workers in slaughterhouses and rendering plants may be at risk. In the United Kingdom, people called knackers make their living going around the countryside picking up dead animals and rendering them in their backyards. They could be at greater risk because of the greater likelihood of their exposure to diseased animals and the crude conditions they work under.
The past rendering of sheep organs, including brains, as a source for cattle feed has resulted in bovine spongiform encephalopathy (“mad cow disease”) in some British cows where the sheep had a brain disease called scrapie. It appears that some humans have developed this disease from eating beef from cows with mad cow disease.
Periodic medical examination of workers, selection, training and supervision are aids in prevention of both accidents and occupational diseases.
Brewing Industry
Adapted from 3rd edition, “Encyclopaedia of Occupational Health and Safety”.
Brewing is one of the oldest industries: beer in different varieties was drunk in the ancient world, and the Romans introduced it to all their colonies. Today it is brewed and consumed in almost every country, particularly in Europe and areas of European settlement.
Process Overview
The grain used as the raw material is usually barley, but rye, maize, rice and oatmeal are also employed. In the first stage the grain is malted, either by causing it to germinate or by artificial means. This converts the carbohydrates to dextrin and maltose, and these sugars are then extracted from the grain by soaking in a mash tun (vat or cask) and then agitating in a lauter tun. The resulting liquor, known as sweet wort, is then boiled in a copper vessel with hops, which give a bitter flavour and helps to preserve the beer. The hops are then separated from the wort and it is passed through chillers into fermenting vessels where the yeast is added—a process known as pitching—and the main process of converting sugar into alcohol is carried out. (For discussion of fermentation see the chapter Pharmaceutical industry.) The beer is then chilled to 0 °C, centrifuged and filtered to clarify it; it is then ready for dispatch by keg, bottle, aluminium can or bulk transport. Figure 1 is a flow chart of the brewing process.
Figure 1. Flow chart of the brewing process.
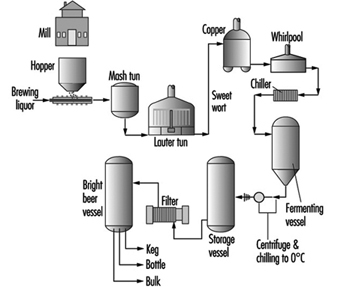
Hazards and Their Prevention
Manual handling
Manual handling accounts for most of the injuries in breweries: hands are bruised, cut or punctured by jagged hoops, splinters of wood and broken glass. Feet are bruised and crushed by falling or rolling barrels. Much can be done to prevent these injuries by suitable hand and foot protection. Increase in automation and standardization of barrel size (say at 50 l) can reduce the lifting risks. The back pain caused by lifting and carrying of barrels and so on can be dramatically reduced by training in sound lifting techniques. Mechanical handling on pallets can also reduce ergonomic problems. Falls on wet and slippery floors are common. Non-slip surfaces and footwear, and a regular system of cleaning, are the best precaution.
Handling of grain can produce barley itch, caused by a mite infesting the grain. Mill-worker’s asthma, sometimes called malt fever, has been recorded in grain handlers and has been shown to be an allergic response to the grain weevil (Sitophilus granarius). Manual handling of hops can produce a dermatitis due to the absorption of the resinous essences through broken or chapped skin. Preventive measures include good washing and sanitary facilities, efficient ventilation of the workrooms, and medical supervision of the workers.
When barley is malted by the traditional method of steeping it and then spreading it on floors to produce germination, it may become contaminated by Aspergillus clavatus, which can produce growth and spore formation. When the barley is turned to prevent root matting of the shoots, or when it is loaded into kilns, the spores may be inhaled by the workers. This may produce extrinsic allergic alveolitis, which in symptomatology is indistinguishable from farmer’s lung; exposure in a sensitized subject is followed by a rise in body temperature and shortness of breath. There is also a fall in normal lung functions and a decrease in the carbon monoxide transfer factor.
A study of organic dusts containing high levels of endotoxin in two breweries in Portugal found the prevalence of symptoms of organic dust toxic syndrome, which is distinct from alveolitis or hypersensitivity pneumonia, to be 18% among brewery workers. Mucous membrane irritation was found among 39% of workers (Carveilheiro et al. 1994).
In an exposed population, the incidence of the disease is about 5%, and continued exposure produces severe respiratory incapacity. With the introduction of automated malting, where workers are not exposed, this disease has largely been eliminated.
Machinery
Where malt is stored in silos, the opening should be protected and strict rules enforced regarding entry of personnel, as described in the box on confined spaces in this chapter. Conveyors are much used in bottling plants; traps in the gearing between belts and drums can be avoided by efficient machinery guarding. There should be an effective lockout/tagout programme for maintenance and repair. Where there are walkways across or above conveyors, frequent stop buttons should also be provided. In the filling process, very serious lesions can be caused by bursting bottles; adequate guards on the machinery and face guards, rubber gloves, rubberized aprons and non-slip boots for the workers can prevent injury.
Electricity
Owing to the prevailing damp conditions, electrical installations and equipment need special protection, and this applies particularly to portable apparatus. Ground fault circuit interrupters should be installed where necessary. Wherever possible, low voltages should be used, especially for portable inspection lamps. Steam is used extensively, and burns and scalds occur; lagging and protection of pipes should be provided, and safety locks on steam valves will prevent accidental release of scalding steam.
Carbon dioxide
Carbon dioxide (CO2) is formed during fermentation and is present in fermenting tuns, as well as vats and vessels that have contained beer. Concentrations of 10%, even if breathed only for a short time, produce unconsciousness, asphyxia and eventual death. Carbon dioxide is heavier than air, and efficient ventilation with extraction at a low height is essential in all fermentation chambers where open vats are used. As the gas is imperceptible to the senses, there should be an acoustic warning system which will operate immediately if the ventilation system breaks down. Cleaning of confined spaces presents serious hazards: the gas should be dispelled by mobile ventilators before workers are permitted to enter, safety belts and lifelines and respiratory protective equipment of the self-contained or supplied-air type should be available, and another worker should be posted outside for supervision and rescue, if necessary.
Gassing
Gassing has occurred during relining of vats with protective coatings containing toxic substances such as trichloroethylene. Precautions should be taken similar to those listed above against carbon dioxide.
Refrigerant gases
Chilling is used to cool the hot wort before fermentation and for storage purposes. Accidental discharge of refrigerants can produce serious toxic and irritant effects. In the past, chloromethane, bromomethane, sulphur dioxide and ammonia were mainly used, but today ammonia is most common. Adequate ventilation and careful maintenance will prevent most risks, but leak detectors and self-contained breathing apparatus should be provided for emergencies frequently tested. Precautions against explosive risks may also be necessary (e.g., flameproof electrical fittings, elimination of naked flames).
Hot work
In some processes, such as cleaning out mash tuns, workers are exposed to hot, humid conditions while performing heavy work; cases of heat stroke and heat cramps can occur, especially in those new to the work. These conditions can be prevented by increased salt intake, adequate rest periods and the provision and use of shower baths. Medical supervision is necessary to prevent mycoses of the feet (e.g., athlete’s foot), which spread rapidly in hot, humid conditions.
Throughout the industry, temperature and ventilation control, with special attention to the elimination of steam vapour, and the provision of PPE are important precautions, not only against accident and injury but also against more general hazards of damp, heat and cold (e.g., warm working clothes for workers in cold rooms).
Control should be exercised to prevent excessive consumption of the product by the persons employed, and alternative hot beverages should be available at meal breaks.
Noise
When metal barrels replaced wooden casks, breweries were faced with a severe noise problem. Wooden casks made little or no noise during loading, handling or rolling, but metal casks when empty create high noise levels. Modern automated bottling plants generate a considerable volume of noise. Noise can be reduced by the introduction of mechanical handling on pallets. In the bottling plants, the substitution of nylon or neoprene for metal rollers and guides can substantially reduce the noise level.
More...
Health and Environmental Concerns
Beverages, both alcoholic and non-alcoholic, are normally produced under strict sanitary guidelines set by governmental regulations. To meet these guidelines, equipment within beverage plants is constantly cleaned and disinfected with harsh cleaning agents. The copious use of cleaning agents can, in itself, pose health problems to the workers exposed to them in their job duties. Skin and eye contact with the caustic cleansers can cause severe dermatitis. Another concern is that inhalation of the fumes or spray produced when using the cleansers may cause damage to the lungs, nose, mouth or throat. Water or other liquids are commonly found in and around production, making slips and falls a common injury and causing many other injuries simply due to poor traction.
Glass containers, high-speed fillers and overhead conveyors result in a combination of elements that can produce serious harm from flying glass. Cuts and eye injuries are common due to glass breakage. Much of the beverage industry has moved to using larger and larger quantities of aluminium cans and plastic containers; this has reduced the incidence of glass-inflicted injuries. However, in certain countries and specific industries, such as wine and spirits, this has not been the case.
Electrical systems in any industry possess a high degree of potential injury. When mixed with the ever present water in beverage manufacturing, the threat of electrocution becomes extreme. Electrical systems within beverage plants are constantly being reworked as the industry rapidly modernizes with new high-speed equipment that results in increasing exposure.
The manufacturing process in the beverage industry entails the movement of massive quantities of raw materials in bags and barrels, on wooden and plastic pallets; loads of empty bottles and cans; and finished product in a variety of containers. Beverages, being liquid, are naturally heavy. Repetitive-motion injuries due to sorting and inspection of glass bottles and some packaging operations occur frequently. This continuous movement of light and heavy objects presents ergonomic challenges for the beverage industry as well as other industries. The incidence of soft tissue sprain and strain injuries in the United States has risen nearly 400% since 1980, for example. Nations are in different stages of progress in determining preventive measures to reduce these types of injuries.
Modern mechanized equipment has drastically reduced the number of personnel needed to operate the bottling and canning lines, which in itself has reduced the exposure to injury. However, the high-speed conveyers and automatic palletizing and de-palletizing equipment can cause serious, although less frequent, injuries. Personnel tempted to reach into a moving conveyor to put a bottle or can upright can get clothing caught and be dragged into the mechanism. Palletizers and depalletizers can become jammed, and a worker can suffer broken limbs trying to clear the machines.
Modern high-speed equipment has, in most cases, led to increased noise levels, especially at the higher frequencies. Hearing loss caused by workplace noise is classified as a disease, since it occurs insidiously over time and is irreversible. Incidence rates involving hearing loss are increasing. Engineering controls to reduce the noise levels are being tested and used, but enforcement of the wearing of standard hearing protection is still the preferred method used by most employers. New on the horizon is the investigation of the stress on workers due to the combination of high noise levels, 24-hour schedules and the tempo of work.
Confined spaces, such as tanks, casks, vats, wastewater pits and storage or mixing vessels used commonly in beverage manufacturing facilities, have the potential of causing catastrophic injuries. This issue has not received a lot of attention by beverage industry management because most vessels are considered to be “clean” and mishaps occur so infrequently. Although injuries in the types of vessels used by beverage plants are rare, a serious incident can occur due to the introduction of hazardous materials during cleaning operations or from atmospheric abnormalities, potentially resulting in a near or actual fatality. (See the box on confined spaces.)
Most beverage manufacturing facilities have raw material and finished product storage areas. Self-propelled material-handling equipment poses as serious a threat in a production plant as in any warehouse. Injuries involving fork-lift trucks and similar equipment often result in crushing injuries to pedestrian personnel or to the operator if the vehicle overturns. Production plants often entail cramped conditions as expansion of production capability in existing facilities takes place. These cramped conditions are often conducive to a serious accident involving material-handling equipment.
Beverage production usually requires pure water and refrigeration systems. Chemicals used most commonly to satisfy these requirements are chlorine and liquid anhydrous ammonia, respectively, and both are considered extremely hazardous substances. Chlorine is often purchased and stored in pressurized metal cylinders of various sizes. Injuries can occur to personnel during changeover from one cylinder to another or from a leaking or defective valve. An accidental release of anhydrous ammonia can cause burns to the skin and respiratory system on contact. A large, uncontrolled release of anhydrous ammonia can result in air concentrations high enough to explode violently. Emergency systems to detect leaks and automatic ventilation and shut down equipment are used frequently, along with evacuation and response procedures. Chlorine and anhydrous ammonia are chemicals that have strong identifiable odours and are easily detectable in the air. They are considered to have strong warning properties to alert workers of their presence.
Carbon dioxide, most commonly used for pressurization and carbonation, and carbon monoxide, emitted by internal combustion engines, are present in most beverage plants. Beverage filler rooms are usually the most prone to having high levels of carbon dioxide, especially during product changeover procedures. Beverage companies have been increasing the assortment of products offered to the public, so these changeovers occur more frequently, increasing the need for ventilation to exhaust the carbon dioxide. Carbon monoxide can be present if fork-lifts or similar equipment are used. A dangerous concentration can accumulate if engines are not operating within manufacturers’ specifications.
Employment in the beverage industry is often seasonal. This is more common in areas of the world with distinct seasons and in northern climates. A combination of worldwide manufacturing trends such as just-in-time inventory control and the use of contract and temporary personnel can have a great impact on safety and health. Often workers employed for short periods of time are not afforded the same amount of safety-related training as permanent employees. In some cases, resultant costs associated with injuries sustained by temporary personnel are not borne by the employer but by an agency supplying the worker to the employer. This has created an apparent “win-win” situation for the employer and the opposite effect on the workers employed in positions such as these. More enlightened governments, employers and trade associations are beginning to look closely at this growing problem and are working on methods to improve the amount and quality of safety training given to workers in this category.
Environmental concerns are not often associated with beverage production, since it is not thought of as a “smokestack industry”. Excluding an accidental release of a hazardous chemical such as anhydrous ammonia or chlorine, the main discharge from beverage production is wastewater. Usually this wastewater is treated prior to entry into the waste stream, so it is rare that a problem occurs. Occasionally a bad batch of product has to be discarded, which, depending on the ingredients involved, may have to be transported away for treatment or greatly diluted before release into the waste system. A large quantity of acidic beverage finding its way into a stream or lake can cause large fish kills and must be avoided.
The increasing use of chemical additives for enhancing flavour, extending shelf life or as a substitute sweetener has raised public health concerns. Some chemicals used as artificial sweeteners are prohibited in some countries because they have been found to be carcinogenic. Most, however, present no apparent health risk to the public. The handling of these raw chemicals and their presence in the workplace has not been studied in enough depth to determine if there are worker exposure risks.
Berries and Grapes
This article covers the injury and illness prevention methods against hazards commonly encountered in production of grapes (for fresh consumption, wine, juice or raisins) and berries, including brambles (i.e., raspberries), strawberries and bush berries (i.e., blueberries and cranberries).
Grapevines are stems that climb on supporting structures. Vines planted in commercial vineyards are usually started in spring from year-old rooted or grafted cuttings. They are typically planted 2 to 3.5 m apart. Each year, the vines must be dug over, fertilized, subdivided and pruned. The style of pruning varies in different parts of the world. In the system prevalent in the United States, all the shoots except the strongest ones on the vine are later pruned; the remaining shoots are cut back to 2 or 3 buds. The resulting plant develops a strong main stem which can stand alone, before it is allowed to bear fruit. During the expansion of the main stem, the vine is loosely tied to an upright support 1.8 m tall or higher. After the fruit-producing stage is reached, the vines are carefully pruned to control the number of buds.
Strawberries are planted in early spring, midsummer or later, depending on the latitude. The plants bear fruit in the spring of the following year. A variety called everbearing strawberries produces a second, smaller crop of fruit in the fall. Most strawberries are propagated naturally by means of runners that form about two months after the planting season. The fruit is found at ground level. Brambles such as raspberries are typically shrubs with prickly stems (canes) and edible fruits. The underground parts of brambles are perennial and the canes biennial; only second-year canes bear flowers and fruits. Brambles grow fruit at heights of 2 m or less. Like grapevines, berries require frequent pruning.
Growing practices differ for each fruit species, depending on the type of soil, climate and fertilizer it needs. Close control of insects and diseases is essential, often requiring frequent application of pesticides. Some modern growers have shifted toward biological controls and careful monitoring of pest populations, spraying chemicals only at the most effective times. Most grapes and berries are harvested by hand.
In a study of non-fatal injuries for the 10-year period 1981 through 1990 in California, the most common injury within this category of farms was sprains and strains, accounting for 42% of all injuries reported. Lacerations, fractures and contusions accounted for another 37% of injuries. The most common causes of injuries were being struck by an object (27%), overexertion (23%) and falls (19%) (AgSafe 1992). In a 1991 survey, Steinke (1991) found that 65% of injuries on farms identified as producing this category of crops in California were strains, sprains, lacerations, fractures and contusions. Parts of the body injured were fingers (17%), the back (15%), eyes (14%) and the hand or wrist (11%). Villarejo (1995) reported that there were 6,000 injury claims awarded per 100,000 full-time equivalents to workers in strawberry production in California in 1989. He also noted that most workers do not find employment throughout the year, so that the percentage of workers who suffer injuries could be several times higher than the 6% figure reported.
Musculoskeletal Problems
The major hazard associated with musculoskeletal injuries in these crops is rate of work. If the owner is working in the fields, she or he is typically working quickly to finish one task and move on to the next task. Hired labour is often paid by piece-rate, the practice of paying for work solely based upon what is accomplished (i.e., kilograms of berries harvested or number of grapevines pruned). This type of payment is often at odds with the extra time required to make sure fingers are out of the clipper before squeezing, or carefully walking to and from the edge of the field when exchanging filled baskets for empty ones during harvest. A high rate of work performance can lead to using poor postures, taking undue risks, and not following good safety practices and procedures.
Hand pruning of berries or vines requires the frequent squeezing of the hand to engage a clipper, or the frequent use of a knife. Hazards from the knife are obvious, as there is no solid surface against which to place the vine, shoot or stalk and frequent cuts to the fingers, hands, arms, legs and feet are likely to result. Pruning with a knife should be done only as a last resort.
Although a clipper is the preferred tool for pruning, either in the dormant season or while foliage is on the plants or vines, its use does have hazards. The major safety hazard is the threat of cuts from contact with the open blade while placing a vine or stalk in the jaws, or from inadvertent cutting of a finger while also cutting a vine or stalk. Sturdy leather or cloth gloves are good protection against both hazards and can also provide protection against contact dermatitis, allergies, insects, bees and cuts from a trellis.
The frequency and effort required for cutting determines the likelihood of development of cumulative-trauma injuries. Although injury reports do not currently show widespread injury, this is believed to be due to the frequent job rotation found on farms. The force required to operate a common clipper is in excess of recommended values, and the frequency of effort indicates the potential for cumulative-trauma disorders, according to accepted guidelines (Miles 1996).
To minimize likelihood of injury, clippers should be kept well lubricated and blades should be sharpened frequently. When large vines are encountered, as they are frequently in grapes, the size of the clipper should be increased accordingly, so as not to overload the wrist or the clipper itself. Lopping shears or pruning saws are often required for safe cutting of large vines or plants.
Lifting and carrying of loads is typically associated with harvesting of these crops. The berries or fruit are usually hand harvested and carried in some type of basket or carrier to the edge of the field, where they are deposited. Loads are often not heavy (10 kg or less), but the distance to be travelled is significant in many cases and over uneven terrain, which may also be wet or slippery. Workers should not run on the uneven terrain and should maintain solid footing at all times.
Harvesting of these crops is often done in awkward postures and at a rapid pace. Persons typically twist and bend, bend to the ground without bending the knees and move quickly between the bush or vine and the container. Containers are sometimes placed upon the ground and pushed or pulled along with the worker. Fruit and berries can be found anywhere from ground level to 2 m in height, depending upon the crop. Brambles are typically found at heights of 1 m or less, leading to almost continuous bending of the back during harvest. Strawberries are at ground level, but workers remain on their feet and bend down to harvest.
Grapes are also commonly cut to free them from the vine during hand harvest. This cutting motion is also very frequent (hundreds of times per hour) and requires sufficient force to cause concern regarding cumulative-trauma injuries if the harvest season were to last more then a few weeks.
Working with trellises or arbours is often involved in production of vines and berries. Installing or repairing arbours frequently involves doing work at heights above one’s head and stretching while exerting a force. Sustained effort of this type can lead to cumulative injuries. Each instance is an exposure to strain and sprain injury, particularly to the shoulders and arms, resulting from exerting significant force while working in an awkward posture. Training plants on trellises requires the exertion of substantial force, a force that is increased by the weight of the vines, foliage and fruit. This force is commonly exerted through the arms, shoulders and back, all of which are susceptible to both acute and long-term injury from such overexertion.
Pesticides and Fertilizers
Grapes and berries are subject to frequent pesticide applications for control of insects and disease pathogens. Applicators, mixers, loaders and anyone else in the field or assisting with the application should follow the precautions listed on the pesticide label or as required by local regulations. Applications in these crops can be particularly hazardous because of the nature of the deposit required for pest control. Frequently, all portions of the plant must be covered, including the undersides of the leaves and all surfaces of the fruit or berries. This often implies use of very small droplets and the use of air to promote canopy penetration and deposit of the pesticide. Thus many aerosols are produced, which can be hazardous through inhalation, ocular and dermal exposure routes.
Fungicides are frequently applied as dusts to grapes and many types of berries. The most common of these dusts is sulphur, which may be used in organic farming. Sulphur can be irritating to the applicator and to others in the field. It has also been known to reach air concentrations sufficient to cause explosions and fires. Care should be taken to avoid travelling through a cloud of sulphur dust with any possible ignition source, such as an engine, electric motor or other spark-producing device.
Many fields are fumigated with highly toxic materials before these crops are planted in order to reduce the population of such pests as nematodes, bacteria, fungi and viruses before they can attack the young plants. Fumigation usually involves injection of a gas or liquid into the soil and covering with a plastic sheet to prevent the pesticide from escaping too soon. Fumigation is a specialized practice and should be attempted only by those properly trained. Fumigated fields should be posted with warnings and should not be entered until the cover has been removed and the fumigant has dissipated.
Fertilizers may generate hazards during their application. Inhalation of dust, skin contact dermatitis and irritation of the lungs, throat and breathing passages may occur. A dust mask may be useful in reducing exposure to non-irritating levels.
Workers may be required to enter fields for culturing operations such as irrigation, pruning or harvest soon after pesticides have been applied. If this is sooner than the re-entry interval specified by the pesticide label or local regulations, protective clothing must be worn to protect against exposure. The minimum protection should be a long-sleeved shirt, long-legged pants, gloves, head covering, foot coverings and eye protection. More stringent protection, including a respirator, impermeable clothing and rubber boots may be required based upon the pesticide used, time since the application and regulations. Local pesticide authorities should be consulted to determine the proper level of protection.
Machine Exposures
The use of machinery in these crops is common for soil preparation, planting, weed cultivation and harvest. Many of these crops are grown on hillsides and uneven fields, increasing the chance for tractor and equipment rollovers. General safety rules of tractor and equipment operation to avoid rollovers should be followed, as should the policy of no riders on equipment unless additional personnel must be present for proper equipment operation and a platform is provided for their safety. More information on proper use of equipment can be found in the article “Mechanization” in this chapter and elsewhere in this Encyclopaedia.
Many of these crops are also grown in uneven fields, such as on beds or ridges or in furrows. These features increase the danger when they become muddy, slippery or concealed by weeds or the plant canopy. Falling in front of equipment is a hazard, as is falling and straining or spraining a body part. Extra precautions should be taken particularly when fields are wet or at harvest, when discarded fruit may be underfoot.
Mechanical pruning of grapes is increasing around the world. Mechanical pruning typically involves rotating knives or fingers to gather vines and draw them past stationary knives. This equipment can be hazardous to anyone in the vicinity of the entry point for the cutters and should be used only by a properly trained operator.
Harvest operations typically use several machines at once, requiring coordination and cooperation of all equipment operators. Harvesting operations also, by their very nature, include crop gathering and removal, which frequently requires the use of vibrating rods or paddles, stripping fingers, fans, cutting or slicing operations and rakes, any of which are capable of causing great physical harm to persons who become entangled in them. Care should be taken to not place any person near the intake of such machines while they are running. Machine guards should always be kept in place and maintained. If guards must be removed for lubrication, adjustment or cleaning, they should be replaced before the machine is started again. Guards on an operating machine should never be opened or removed.
Other Hazards
Infections
One of the most common injuries suffered by workers in grapes and berries is a cut or puncture, either from thorns on the plant, tools or the trellis or support structure. Such open wounds are always subject to infection from the many bacteria, viruses or infectious agents present in fields. Such infections can cause serious complications, even loss of limb or life. All field workers should be protected with an up-to-date tetanus immunization. Cuts should be washed and cleaned, and antibacterial agent applied; any infections that develop should be treated by a physician immediately.
Insect bites and bee stings
Field workers tending and harvesting are at an increased risk of insect bites and bee stings. Placing hands and fingers into the plant canopy to select and grasp ripe fruit or berries increases the exposure to bees and insects that may be foraging or resting in the canopy. Some insects may be feeding on the ripe berries also, as could rodents and other vermin. The best protection is to wear long sleeves and gloves whenever working in the foliage.
Solar radiation
Heat stress
Exposure to excessive solar radiation and heat can easily lead to heat exhaustion, heat stroke or even death. Heat added to the human body through solar radiation, the effort of work and heat transfer from the environment must be removed from the body through sweat or sensible heat loss. When ambient temperatures are above 37 °C (i.e., normal body temperature), there can be no sensible heat loss, so the body must rely solely on perspiration for cooling.
Perspiration requires water. Anyone working in the sun or in a hot climate should drink plenty of fluids over the entire day. Water or sports drinks should be used, even before one feels thirsty. Alcohol and caffeine should be avoided, as they tend to act as diuretics and actually speed water loss and interfere with the body’s heat-regulating process. It is often recommended that persons drink 1 litre per hour of work in the sun or in hot climates. A sign of drinking insufficient fluids is the lack of the need to urinate.
Heat-related diseases can be life-threatening and require immediate attention. Persons suffering from heat exhaustion should be made to lie down in the shade and drink plenty of fluids. Anyone suffering from heat stroke is in grave danger and needs immediate attention. Medical assistance should be summoned immediately. If assistance is not available within a matter of minutes, one should attempt to cool the victim by immersing him or her in cool water. If the victim is unconscious, continued breathing should be assured through first aid. Do not give fluids by mouth.
Signs of heat-related diseases include excessive sweating, weakness in the limbs, disorientation, headaches, dizziness and, in extreme cases, loss of consciousness and also loss of the ability to sweat. The latter symptoms are immediately life-threatening, and action is required.
Working in vineyards and bush berry fields may increase the risk of heat-related illnesses. Air circulation is reduced between the rows, and there is the illusion of working partially in the shade. High relative humidity and cloud covers can also give one a false impression of the effects of the sun. It is necessary to drink plenty of fluids whenever working in fields.
Skin diseases
Long-term exposure to the sun can lead to premature ageing of the skin and increased likelihood of skin cancers. Persons exposed to the direct rays of the sun should wear clothing or sun-screen products to provide protection. At lower latitudes, even a few minutes of exposure to the sun can result in a severe sunburn, especially in those with fair complexions.
Skin cancers can begin on any part of the body, and suspected cancers should immediately be checked by a physician. Some of the frequent signs of skin cancers or pre-cancerous lesions are changes in a mole or birthmark, an irregular border, bleeding or a change in colour, often to a brown or gray tone. Those with a history of sun exposure should undergo annual skin cancer screenings.
Contact dermatitis and other allergies
Frequent and prolonged contact with plant excretions or plant pieces can result in sensitization and cases of contact allergies and dermatitis. Prevention through wearing long-sleeved shirts, long-legged pants and gloves whenever possible is the preferred course of action. Some creams can be used to provide a barrier to the transfer of irritants to the skin. If the skin cannot be protected from exposure to plants, washing immediately after the plant contact ends will minimize the effects. Cases of dermatitis with skin eruptions or which do not heal should be seen by a physician.
General Profile
Overview
Fishing is among the oldest production activities of humankind. Archaeological and historical research shows that fishing—both freshwater and ocean fishing—was widespread in ancient civilizations. In fact, it seems that human settlements were frequently established in areas of good fishing. These findings concerning the role of fishing for human sustenance are confirmed by modern day anthropological research of primitive societies.
During the past few centuries, the world’s fisheries have been radically transformed. Traditional fishing methods have to a large extent been superseded by a more modern technology stemming from the industrial revolution. This has been followed by a dramatic increase in effective fishing effort, a much smaller increase in global catch levels and a serious decline in many fish stocks. The industrialization of global fishing has also led to destabilization and decline of many traditional fisheries. Finally, increased worldwide fishing pressure has given rise to international disputes about fishing rights.
In 1993, the world harvest of fish was in the neighbourhood of 100 million metric tonnes per annum (FAO 1995). Of this quantity, fish-farming (aqua- and mariculture) accounted for about 16 million tonnes. So the world’s fisheries produced some 84 million tonnes per annum. About 77 million tonnes come from marine fisheries and the rest, some 7 million tonnes, from inland fisheries. To catch this quantity, there was a fishing fleet counting 3.5 million vessels and measuring about 30 million gross registered tonnes (FAO 1993, 1995). There are few hard data about the number of fishermen employed in the operation of this fleet. The Food and Agriculture Organization of the United Nations (FAO 1993) has estimated that they may be as many as 13 million. There is even less information about the number of workers employed in the processing and distribution of the catch. Conservatively estimated they may be 1 to 2 times the number of fishermen. This means that 25 to 40 million people may be directly employed in the fishing industry worldwide.
Asia is by far the largest fishing continent in the world, with close to half of the total annual fish harvest (FAO 1995). North and South America together (30%) come next, followed by Europe (15%). As fishing continents, Africa and Oceania are relatively insignificant, with combined harvest of about 5% of the annual global catch.
In 1993, the largest fishing nation in terms of harvesting volume was China, with about 10 million tonnes of marine catch, corresponding to about 12% of the global marine fish catch. Second and third place were taken by Peru and Japan, with about 10% of the global marine catch each. In 1993, 19 nations had a marine catch in excess of 1 million tonnes.
The world’s harvest of fish is distributed over a large number of species and fisheries. Very few fisheries have an annual yield in excess of 1 million tonnes. The largest ones in 1993 were the Peruvian anchovy fishery (8.3 million tonnes), the Alaska pollock fishery (4.6 million tonnes) and the Chilean horse mackerel fishery (3.3 million tonnes). Together these three fisheries account for about 1/5 of the world’s total marine harvest.
Evolution and Structure of the Fishing Industry
The combination of population growth and advances in fishing technology has led to a great expansion in fishing activity. Commencing centuries ago in Europe, this expansion has been particularly pronounced worldwide during the current century. According to FAO statistics (FAO 1992, 1995), total world catches have quadrupled since 1948, from under 20 million tonnes to the current level of about 80 million tonnes. This corresponds to almost 3% annual growth. However, during the last few years, the ocean harvest has stagnated at about 80 million tonnes annually. As the global fishing effort has continued to increase, this suggests that the exploitation of the world’s most important fish stocks is already at or in excess of the maximum sustainable yield. Hence, unless new fish stocks come under exploitation, the ocean fish catch cannot increase in the future.
The processing and marketing of the fish harvest have also expanded greatly. Assisted by improvements in transportation and conservation technology, and spurred by increased real personal incomes, ever increasing volumes of catch are processed, packaged and marketed as high-value food commodities. This trend is likely to continue at an even faster rate in the future. This means a substantially increased value added per unit of catch. However, it also represents a replacement of the traditional fish-processing and distribution activity by high-technology, industrial production methods. More seriously, this process (sometimes referred to as the globalization of fish markets) threatens to strip underdeveloped communities of their staple fish supply due to overbidding from the industrial world.
The world’s fisheries today are composed of two quite distinct sectors: artisanal fisheries and industrial fisheries. Most artisanal fisheries are a continuation of the traditional local fisheries that have changed very little over the centuries. Consequently, they are usually low technology, labour-intensive fisheries confined to near-shore or inshore fishing grounds (see the article “Case Study: Indigenous Divers”). The industrial fisheries, by contrast, are high technology and extremely capital intensive. The industrial fishing vessels are generally large and well equipped, and can range widely over the oceans.
With regard to vessel numbers and employment, the artisanal sector dominates the world’s fisheries. Almost 85% of the world’s fishing vessels and 75% of the fishermen are artisanal ones. In spite of this, due to its low technology and limited range, the artisanal fleet accounts for only a small fraction of the world’s catch of fish. Moreover, due to the low productivity of the artisanal fleet, the artisanal fishermen’s income is generally low and their working conditions poor. The industrial fishing sector is economically much more efficient. Although the industrial fleet only comprises 15% of the world’s fishing vessels and approximately 50% of the total tonnage of the world’s fishing fleet, it accounts for over 80% of the volume of marine catch in the world.
The increase in fishing during this century is mostly caused by an expansion of the industrial fisheries. The industrial fleet has increased the effectiveness of the harvesting activity in traditional fishing areas and expanded the geographical reach of the fisheries from relatively shallow inshore areas to almost all parts of the oceans where fish are to be found. By contrast, the artisanal fishery has remained relatively stagnant, although there has been technical progress in this part of the fishery as well.
Economic Importance
The current value of the global fish harvest at dockside is estimated to be about US$60 to 70 billion (FAO 1993, 1995). Although fish processing and distribution may be assumed to double or triple this amount, fishing is nevertheless a relatively minor industry from a global perspective, especially when compared to agriculture, the major food production industry of the world. For certain nations and regions, however, fishing is very important. This applies, for instance, to many communities bordering the North Atlantic and North Pacific. Moreover, in many communities of West Africa, South America and Southeast Asia, fishing is the population’s main source of animal protein and, consequently, is economically very important.
Fisheries Management
The global fishing effort has risen sharply during this century, especially after the end of the Second World War. As a result, many of the world’s most valuable fish stocks have been depleted to the point where increased fishing effort actually leads to a drop in the sustainable catch level. The FAO estimates that most of the world’s major fish stocks are either fully utilized or overfished in this sense (FAO 1995). As a result, the harvest from many of the world’s most important species has actually contracted, and, in spite of continuing advances in fishing technology and increases in the real price of fish, the economic returns from the fishing activity have declined.
Faced with diminishing fish stocks and declining profitability of the fishing industry, most of the world’s fishing nations have actively sought means to remedy the situation. These efforts have generally followed two routes: extensions of the national fisheries jurisdictions to 200 nautical miles and more, and an imposition of new fisheries management systems within the national fisheries jurisdictions.
Many different fisheries management methods have been employed for the purpose of improving the economics of fishing. Recognizing that the source of the fisheries problem is the common property nature of the fish stocks, the most advanced fisheries management systems seek to solve the problem by defining quasi-property rights in the fisheries. A common method is to set the total allowable catch for each species and then to allocate this total allowable catch to individual fishing companies in the form of individual catch quotas. These catch quotas constitute a property right in the fishery. Provided the quotas are tradable, the fishing industry finds it to its advantage to restrict fishing effort to the minimum needed to take the total allowable catch and, provided the quotas are also permanent, to adjust the size of the fishing fleet to the long-term sustainable yield of the fishery. This method of fisheries management (usually referred to as the individual transferable quota (ITQ) system) is rapidly expanding in the world today and seems likely to become the management norm for the future.
The expanding range of national fisheries jurisdictions and the property-rights-based management systems being implemented within them imply a substantial restructuring of fishing. The virtual enclosure of the world’s oceans by national fisheries jurisdictions, already well under way, will obviously all but eliminate distant water fishing. The property-rights-based fisheries management systems also represent increased incursion of market forces into fishing. Industrial fishing is economically more efficient than artisanal fishing. Moreover, the industrial fishing companies are in a better position to adjust to new fisheries management systems than artisanal fishermen. Hence, it seems that the current evolution of fisheries management poses yet another threat to the artisanal way of fishing. Given this and the need to curtail overall fishing effort, it seems inevitable that the level of employment in the world’s fisheries will fall drastically in the future.
Orchard Crops
Generally, farms where fruit trees grow in the temperate zones are called orchards; tropical trees are typically grown in plantation or village groves. Naturally occurring fruit trees have been bred and selected over the centuries to produce a diversity of cultivars. Temperate orchard crops include the apple, pear, peach, nectarine, plum, apricot, cherry, persimmon and prune. Nut crops grown in either temperate or semitropical climates include the pecan, almond, walnut, filbert, hazelnut, chestnut and pistachio. Semitropical orchard crops include the orange, grapefruit, tangerine, lime, lemon, figs, kiwis, tangelo, kumquat, calamondin (Panama orange), citron, Javanese pomelo and date.
Orchard Systems
The growing of fruit trees involves several processes. Orchardists may choose to propagate their own stock either by planting seed or asexually through one or more cutting, budding, grafting or tissue culture techniques. Orchardists plow or disk the soil for planting the tree stock, dig holes in the soil, plant the tree and add water and fertilizer.
Growing the tree requires fertilizing, weed control, irrigation and protecting the tree from spring frost. Fertilizer is applied aggressively during the early years of a tree’s growth. Components of fertilizers mixtures used include ammonium nitrate and suphate, elemental fertilizer (nitrogen, phosphorus and potassium), cottonseed meal, blood meal, fish meal, sterilized sewage sludge and urea formaldehyde (slow release). Weeds are controlled by mulching, tilling, mowing, hoeing and applying herbicides. Insecticides and fungicides are applied with sprayers, which are tractor-drawn in the larger operations. Several pests can damage the bark or eat the fruit, including squirrels, rabbits, raccoons, opossums, mice, rats and deer. Controls include netting, live traps, electric fences and guns, as well as visual or odorous deterrents.
Spring freezes can destroy flower blooms in hours. Overhead sprinklers are used to maintain a water-ice mixture so that the temperature does not drop below freezing. Special frost-guard chemicals may be applied with the water to control ice-nucleating bacteria, which can attack damaged tree tissue. Heaters also may be used in the orchard to prevent freezing, and they may be oil-fired in open areas or electric incandescent bulbs under a plastic film supported by plastic pipe frames.
Pruning tools can transmit disease, so they are soaked in a water-chlorine bleach solution or rubbing alcohol after pruning each tree. All limbs and trimmings are removed, shredded and composted. Limbs are trained, which requires the positioning of scaffolds between limbs, building trellises, pounding vertical stakes into the soil and tying limbs to these devises.
The honey-bee is the principal pollinator of fruit trees. Partial girdling—knife cuts into the bark on each side of the trunk—of the peach and pear tree can stimulate production. To avoid excess stunting, limb breakage and irregular bearing, orchardists thin the fruit either by hand or chemically. The insecticide carbaryl (Sevin), a photo inhibitor, is used for chemical thinning.
Manual fruit picking requires climbing ladders, reaching for the fruit or nuts, placing the fruit into containers and carrying the filled container down the ladder and to a collection area. Pecans are knocked from the trees with long poles and gathered manually or by a special machine that envelopes and shakes the tree trunk and catches and automatically funnels the pecans into a container. Trucks and trailers are commonly used in the field during harvest and for transport on public roads.
Tree Crop Hazards
Orchardists use a variety of agricultural chemicals, including fertilizers, herbicides, insecticides and fungicides. Pesticide exposures occur during application, from residues during various tasks, from pesticide drift, during mixing and loading and during harvesting. Employees may also be exposed to noise, diesel exhaust, solvents, fuels and oils. Malignant melanoma is elevated for orchardists as well, especially to the trunk, scalp and arms, presumably from sunlight (ultraviolet exposure). Handling some types of fruit, especially citrus, may cause allergies or other skin problems.
Rotary mowers are popular machines for cutting weeds. These mowers are attached to and powered by tractors. Riders on tractors can fall off and be seriously injured or killed by the mower, and debris can be thrown hundreds of metres and cause injury.
The construction of fences, trellises and vertical stakes in orchards may require the use of tractor-mounted post hole diggers or post drivers. Post hole diggers are tractor-powered augers that drill holes 15 to 30 cm in diameter. Post drivers are tractor-power impact drivers for pounding posts into the soil. Both of these machines are dangerous if not operated properly.
Dry fertilizer can cause skin burns and irritation of the mouth, nose and eyes. The spinning mechanism at the rear of a centrifugal broadcast spreader is also a source of injury. Spreaders are also cleaned with diesel fuel, which presents a fire hazard.
Fatalities among orchard workers may occur from motor vehicle crashes, tractor rollovers, farm machinery incidents and electrocutions from moving irrigation pipe or ladders that come into contact with overhead power lines. For orchard work, rollover protective structures (ROPs) are commonly removed from tractors because of their interference with tree limbs.
Manual handling of fruit and nuts in the picking and carrying operations places orchardists at
risk of sprain and strain injury. In addition, hand tools such as knives and shears are hazards for cuts in orchard work. Orchardists are also exposed to falling objects from the trees during harvesting and injury from falls from ladders.
Hazard Control
In the use of pesticides, the pest must be identified first so that the most effective control method and timing of control can be used. Safety procedures on the label should be followed, including the use of personal protective equipment. Heat stress is a hazard when wearing protective gear, so frequent rest breaks and plenty of drinking water are needed. Attention needs to be given to allowing enough reentry time to prevent hazardous exposures from pesticide residue, and pesticide drift from applications elsewhere in the orchard needs to be avoided. Good sanitary facilities are needed, and gloves may be useful to avoid skin disorders. In addition, table 1 shows several safety precautions in operating rotary mowers, post hole diggers, post drivers and fertilizer spreading.
Table 1. Safety precautions for rotary mowers, post hole diggers and post drivers
Rotary mowers (cutters)
- Avoid cutting over tree stumps, metal, and rocks, which can become projectiles thrown
from the mower.
- Keep people out of the work area to avoid being struck by flying objects.
- Maintain the chain guards around the mower to prevent projectiles from being
- thrown from the mower.
- Do not allow riders on the tractor to avoid a fall under the mower.
- Keep PTO shields in place.
- Disengage the PTO before starting the tractor.
- Use care when turning sharp corners and pulling drawn mowers so as not to
catch the mower on the tractor wheel, which can result in the mower being
thrown towards the operator.
- Use front wheel weights when attached to a mower by the three-point hitch so
as to keep the front wheels on the round to maintain steering control.
- Use wide-set tires if possible to add to tractor stability.
- Lower the mower to the ground before leaving it unattended.
Post hole diggers (tractor mounted augers)
- Shift the transmission into park or neutral before operation.
- Set tractor brakes before digging.
- Run the digger slowly to maintain control.
- Dig the hole in small steps.
- Never wear loose hair, clothing, or drawstrings when digging.
- Keep everyone clear of the auger and power shafts when digging.
- Stop the auger and lower it to the ground when not digging.
- Do not engage the power when unlodging an auger. Remove lodged augers
manually by turning it counter clockwise and then hydraulically lift the auger with the tractor.
Post drivers (tractor mounted, impact driver)
- Shut off the tractor engine and lower the hammer before lubrication or adjustment.
- Never place hands between the top of the post and the hammer.
- Do not exceed the recommended hammer stroke per minute.
- Use a guide to hold the post during driving in case the post breaks.
- Keep hands clear of posts that are about to be driven.
- Put all shields in place before operation.
- Wear safety glasses and hearing protection during operation.
Fertilizer spreading (mechanical)
- Stay clear of the rear of fertilizer spreaders.
- Do not unplug a spreader while it is operating.
- Work in well-ventilated areas away from fire ignition sources when cleaning
the spreaders with diesel fuel.
- Keep the dust off of skin, wear long sleeved shirts, and button collar when
handling dry fertilizer. Wash several times a day.
- Work with the wind blowing away from work.
- Tractor operators should drive crosswind to the spreader to avoid dust blowing onto them.
Where ROPs interfere with orchard work, foldable or telescoping ROPs should be installed. The operator should not be belted into the seat when operating without a deployed ROPs. As soon as overhead clearance permits, the ROPs should be deployed and the seat belt fastened.
To prevent falls, use of the top step of the ladder should be prohibited, the ladder rungs should have anti-slip surfaces and workers should be trained and oriented on proper ladder use at the beginning of their employment. Non-conductive ladders or ladders with insulators designed into them should be used to avoid possible electrical shock if they contact a power line.
" DISCLAIMER: The ILO does not take responsibility for content presented on this web portal that is presented in any language other than English, which is the language used for the initial production and peer-review of original content. Certain statistics have not been updated since the production of the 4th edition of the Encyclopaedia (1998)."