- あなたはここにいる:
-
ホーム

- パート XII。 化学工業

子供のカテゴリ

77. 化学処理 (8)

77。 化学処理
章の編集者: Jeanne Mager Stellman と Michael McCann
目次
表と図
化学工業
L. デ ボーア
プロセス安全管理プログラムの開発
リチャード・S・クラウス
主なユニットの操作とプロセス: 概要
シドニー・リプトン
化学処理業務の例
塩素と苛性生成
塩素研究所
塗料およびコーティングの製造
マイケル・マッキャン
プラスチック工業
PK ローと TJ ブリットン
バイオテクノロジー産業
スーザン・B・リーとリンダ・B・ウルフ
花火産業
J.クルーガー
テーブル類
以下のリンクをクリックして、記事のコンテキストで表を表示します。
1. 一部の国での化学産業の雇用
2. いくつかの一般的なサイト選択要因
3. プラントの設置に関する安全上の考慮事項
4. プラント全体のレイアウトで一般的に分離された設備
5. プロセス単位のレイアウトにおける一般的な考慮事項
6. 在庫を制限する手順
7. タンクの分離と配置に関する考慮事項
8. 化学プロセス産業のポンプ
9. 機器内の潜在的な爆発源
10. プラスチックの分解による揮発性生成物
11. 産業上重要な微生物
12. 火工品の製造に使用される原材料
フィギュア
サムネイルをポイントすると、図のキャプションが表示されます。クリックすると、記事のコンテキストで図が表示されます。
|
|












78. 石油・天然ガス (1)
78. 石油と天然ガス
章の編集者: リチャード S. クラウス
目次
石油精製プロセス
リチャード・S・クラウス
テーブル類
以下のリンクをクリックして、記事のコンテキストで表を表示します。
1. 精錬加工の歴史まとめ
2. 原油精製の主な製品
3. 石油精製プロセスの概要
フィギュア
サムネイルをポイントすると、図のキャプションが表示されます。クリックすると、記事のコンテキストで図が表示されます。

























79. 製薬産業 (2)
79。 製薬産業
チャプターエディター:キース・D・テイト
目次
表と図
製薬業界
キース・D・テイト
ケーススタディ:製薬労働者に対する合成エストロゲンの影響:米国の例
デニス・D・ゼーブスト
テーブル類
以下のリンクをクリックして、記事のコンテキストで表を表示します。
1. 医薬品の大分類
2. 製薬業界で使用される溶剤
フィギュア
サムネイルをポイントすると、図のキャプションが表示されます。クリックすると、記事のコンテキストで図が表示されます。










80. ゴム産業 (12)
80. ゴム産業
章の編集者: Louis S. Beliczky および John Fajen
目次
表と図
一般的なプロファイル
ルイス・S・ベリツキーとジョン・フェイジェン
ゴムの木の栽培
アラン・エクト
タイヤ製造
ジェームズ・S・フレデリック
タイヤ以外の工業製品
レイ・C・ウッドコック
ケーススタディ: 塩浴加硫
ベス・ドノヴァン・レー
1,3-ブタジエン
ロナルド・L・メルニック
エンジニアリングコントロール
レイ・C・ウッドコック
安全性
ジェームズ・R・タウンヒル
疫学研究
ロバート·ハリス
ゴム接触皮膚炎とラテックスアレルギー
James S. Taylor と Yung Hian Leow
エルゴノミクス
ウィリアム・S・マラス
環境と公衆衛生の問題
トーマス・ロダーマー
テーブル類
以下のリンクをクリックして、記事のコンテキストで表を表示します。
1. いくつかの重要なゴムポリマー
2. 1993年の世界のゴム消費量
フィギュア
サムネイルをポイントすると、図のキャプションが表示されます。クリックすると、記事のコンテキストで図が表示されます。
|
|














タイヤ以外の工業製品
ゴム製品は、タイヤ製造と同様のプロセスを使用して、数え切れないほどの用途のために作られています。 しかし、タイヤ以外の製品には、必要な特性を与えるために、はるかに多様なポリマーや化学物質が使用されています (表 1 を参照)。 化合物は、工場や身体に接触して使用される手術用品、人工呼吸器、哺乳瓶の乳首などの製品における皮膚炎やニトロソアミンなどの危険を軽減するように慎重に設計されています。 多くの場合、処理装置はタイヤ製造よりも小規模であり、ミル混合がより多く使用されます。 屋根と埋立地の膜は、世界最大のカレンダーで作られています。 一部の企業は、ゴムをさまざまな種類の製品に加工する他の企業の仕様に合わせて配合することを専門としています。
強化品 ドライブ ベルト、エア ブレーキ ダイアフラム、履物などは、カレンダー加工されたゴム、コーティングされた生地、または回転ドラムまたは固定フォーム上のコードから構築されます。 硬化は通常、最終的な形状を固定するための圧縮成形によって行われます。タイヤの場合と同様に、蒸気圧とブラダーまたはエアバッグを使用することもあります。 タイヤ以外の製品では、より多くの合成ポリマーが使用されています。 それらは天然ゴムほど粘着性がないため、より多くの溶剤を使用して洗浄し、ビルドアップ層を粘着性にします. 場合によっては、ミキサーから直接クロスヘッド押出機に移動して製品を構築することにより、フライス加工、カレンダー加工、および溶剤または接着剤をバイパスします。
非強化品 トランスファーまたは射出成形によって形成および硬化されるか、熱風オーブンで押し出されて硬化されるか、プレカットされたスラグから圧縮金型で形成されます。 スポンジゴムは、加熱するとガスを放出するコンパウンド中の薬剤によって作られています。
ゴムホース 補強コードまたはワイヤを、空気圧または中実のマンドレルで支えられた押し出しチューブに編組、編み、または紡績し、その上にカバー チューブを押し出すことによって構築されます。 次に、押し出しリード カバーまたはナイロン クロス ラップをホースに取り付けて圧縮成形し、硬化後にホースを取り外すか、ホースを加圧蒸気加硫機のベアに入れます。 ナイロン クロス ラップまたは押し出しプラスチックがリードに取って代わることが増えています。 自動車の湾曲したホースを切断し、成形されたマンドレルに押し込んで硬化させます。 場合によっては、ロボットがこの骨の折れる手作業を引き継いでいます。 チョップド ファイバーを補強材として使用し、押出機内の可動ダイを使用してホースを成形するプロセスも存在します。
セメント ゴムと溶剤を混合して、多くの製品の生地をコーティングするために使用されます。 トルエン、酢酸エチル、シクロヘキサンは一般的な溶媒です。 生地を薄いセメントに浸すか、ローラー上のナイフエッジの下でより厚いセメントを塗布することにより、数マイクロメートル単位でゴムを構築することができます. 硬化は、連続回転加硫機または防爆熱風オーブンで行われます。 ラテックス プロセスは、セメントを置き換えるためにコーティングされたファブリック用に開発されています。
ゴムセメントも接着剤として一般的に使用されています。 ヘキサン、ヘプタン、ナフサ、および 1,1,1-トリクロロエタンは、これらの製品の一般的な溶媒ですが、毒性のためにヘキサンが置き換えられています。
ラテックス 通常、水中の天然または合成ゴムの非常にアルカリ性の懸濁液です。 手袋や風船のフォームを浸すか、ラテックス化合物を発泡させてカーペットの裏地にしたり、酢酸凝固剤溶液に押し出し、洗浄して糸にしたり、生地に広げたりすることができます. 製品をオーブンで乾燥・硬化させます。 天然ゴムラテックスは、医療用手袋や医療機器に広く使用されています。 手袋は、コーンスターチを粉末にするか、塩素溶液で処理して表面の粘着性をなくします。 パウダーフリーの手袋は、高温の場所に大量に保管すると自然発火することが報告されています。
危険と注意事項
ゴム加工の危険には、高温面への暴露、加圧蒸気、溶剤、加工助剤、硬化ガス、および騒音が含まれます。 粉塵剤には、ステアレート、タルク、マイカ、コーンスターチなどがあります。 有機粉塵は爆発性です。 仕上げは、穴あけ、切断、研磨、印刷インキ溶剤、アルカリ性または酸性の表面処理洗浄など、さまざまな危険を伴います。
注意事項は記事参照 「エンジニアリングコントロール」 & "安全性" この章では。
マイクロ波、電子ビーム、超音波加硫が開発されており、外側から内側に非効率的に熱を伝達するのではなく、ゴム内で熱を発生させます。 業界は、鉛、ダスティング剤、揮発性有機溶剤のより安全な代替品を排除または発見し、処理および使用におけるより優れた安全な特性のために化合物を改善するために懸命に取り組んでいます.
ケーススタディ: 塩浴加硫
塩浴加硫は、一般的な連続加硫 (CV) 法である液体硬化法 (LCM) です。 CV 法は、チューブ、ホース、ウェザー ストリップなどの製品の製造に適しています。 ソルトは、必要な硬化ユニットが比較的短いため、CV 法に適しています。熱交換特性が良好で、必要な高温 (177 ~ 260°C) で使用できます。 また、塩による表面酸化がなく、水で簡単に落とせます。 操作全体には、少なくとも 53 つの主要なプロセスが含まれます。ゴムはコールド フィード ベント付き (または真空) 押出機に供給され、塩浴を通過し、すすぎ、冷却された後、仕様に従って切断および加工されます。 押出物は、40% の硝酸カリウム、7% の亜硝酸ナトリウム、および XNUMX% の硝酸ナトリウムなどの硝酸塩と亜硝酸塩の共晶 (容易に可融性) ブレンドである溶融塩に浸漬するか、シャワーを浴びます。 ソルトバスは、通常、片側にアクセスドア、反対側に電気加熱コイルで囲まれています。
塩浴 LCM の欠点は、人間の発がん性が疑われるニトロソアミンの形成に関連付けられていることです。 これらの化学物質は、「ニトロソ化」化合物からの窒素 (N) と酸素 (O) がアミン化合物のアミノ基窒素 (N) に結合するときに形成されます。 塩浴で使用される硝酸塩および亜硝酸塩は、ニトロソ化剤として機能し、ゴム化合物中のアミンと結合してニトロソアミンを形成します。 ニトロソアミン前駆体であるゴム化合物には、スルフェンアミド、第二級スルフェンアミド、ジチオカルバメート、チウラム、およびジエチルヒドロキシルアミンが含まれます。 一部のゴムコンパウンドには、遅延剤であるニトロソジフェニルアミン (NDPhA) や発泡剤であるジニトロソペンタメチレンテトラミン (DNPT) などのニトロソアミンが実際に含まれています。 これらのニトロソアミンは弱い発がん性がありますが、「トランスニトロソ化」するか、ニトロソ基を他のアミンに転移して、より発がん性の高いニトロソアミンを形成することができます。 塩浴操作で検出されたニトロソアミンには、ニトロソジメチルアミン (NDMA)、ニトロソピペリジン (NPIP)、ニトロソモルホリン (NMOR)、ニトロソジエチルアミン (NDEA)、およびニトロソピロリジン (NPYR) が含まれます。
米国では、労働安全衛生局 (OSHA) と NIOSH の両方が NDMA を職業上の発がん物質と見なしていますが、どちらも曝露制限を設定していません。 ドイツでは、ニトロソアミンへの職業暴露に対する厳しい規制があります。一般産業では、総ニトロソアミン暴露は 1 μg/m を超えてはなりません。3. ゴムの加硫などの特定のプロセスでは、総ニトロソアミン暴露量が 2.5 μg/m を超えない場合があります。3.
CV操作からニトロソアミンの形成を排除するには、ゴムコンパウンドを再配合するか、ガラスビーズを使用した熱風やマイクロ波硬化などの塩浴以外のCV法を使用します。 どちらの変更でも、最終製品が以前のゴム製品と同じ望ましい特性をすべて備えていることを確認するための研究と開発が必要です。 暴露を減らす別のオプションは、局所排気換気です。 塩浴を密閉して適切に換気する必要があるだけでなく、製品の切断や穴あけを行う場所など、ラインに沿った他のエリアでも、作業員の曝露を低く抑えるために十分な技術的管理が必要です。
1,3-ブタジン
エチレン、1,3-ブタジエンの製造における副産物として生成される無色のガスは、合成ゴム (例えば、スチレン-ブタジエンゴム (SBR) およびポリブタジエンゴム) および熱可塑性樹脂の製造における出発物質として広く使用されます。 .
健康への影響
動物研究。 吸入されたブタジエンは、ラットおよびマウスの複数の臓器部位で発がん性があります。 0、1,000、または 8,000 ppm のブタジエンに 2 年間暴露したラットでは、雄の外分泌膵臓、精巣および脳、ならびに乳腺、甲状腺、子宮および Zymbal で、腫瘍発生率の増加および/または用量反応傾向が観察された。女性の腺。 マウスにおけるブタジエンの吸入試験は、6.25 ~ 1,250 ppm の暴露範囲で実施されました。 マウスで特に注目に値するのは、初期の悪性リンパ腫とまれな心臓の血管肉腫の誘発でした。 すべての暴露濃度で悪性肺腫瘍が誘発された。 マウスにおける腫瘍誘導の他の部位には、肝臓、前胃、ハーダー腺、卵巣、乳腺および包皮腺が含まれた。 マウスにおけるブタジエン曝露の非腫瘍性影響には、骨髄毒性、精巣萎縮、卵巣萎縮および発生毒性が含まれていました。
ブタジエンはマウスの骨髄細胞に対して遺伝毒性を示すが、ラットに対しては遺伝毒性を示さず、姉妹染色分体交換、小核および染色体異常を増加させる。 ブタジエンは変異原性も持っています ネズミチフス菌 代謝活性化システムの存在下で。 ブタジエンの変異原性活性は、変異原性 (および発がん性) エポキシド中間体への代謝に起因するとされています。
人間研究。 疫学的研究では、ブタジエンへの職業暴露に関連するリンパ系および造血系の癌による過剰死亡率が一貫して発見されています。 ブタジエン生産産業では、生産労働者のリンパ肉腫の増加は、1946 年以前に最初に雇用された男性に集中していました。 白血病症例の重要な特徴は、ほとんどが 1960 年以前に雇用され、10 つの工場で働いており、業界で少なくとも 1,3 年間雇用されていたことです。 国際がん研究機関 (IARC) は、1992-ブタジエンをおそらくヒトに対して発がん性があると分類しています (IARC XNUMX)。
最近の疫学的研究は、ブタジエンに暴露された SBR 労働者の白血病による死亡率が過剰であることを確認するデータを提供した (Delzell et al. 1996)。 ブタジエンに曝露されたマウスに誘発されたリンパ腫と、ブタジエンへの職業的曝露に関連するリンパ管および造血器の癌との間の部位の対応は、特に注目に値します。 さらに、マウスのブタジエン誘発性リンパ腫のデータから導き出されたヒトのがんリスクの推定値は、新しい疫学的データから決定された白血病リスクの推定値と類似しています。
工業用曝露および制御
1980 年代半ばに、米国国立労働安全衛生研究所 (NIOSH) によって、ブタジエンが製造および利用される産業における暴露調査が実施されました。 ばく露は、サンプルの 10% で 4 ppm を超え、サンプルの 1% で 81 ppm 未満でした。 ばく露は特定の職種内で一様ではなく、370 ppm ものエクスカーションが測定されました。 ブタジエンへの曝露は、合成ゴム産業が急速な成長を遂げていた第二次世界大戦中におそらくはるかに高かった. ゴム製タイヤおよびホース製造工場からの限られたサンプリングでは、検出限界 (0.005 ppm) 未満でした (Fajen、Lunsford、および Roberts 1993)。
ブタジエンへの曝露は、閉ループ システムのフィッティングが摩耗したり、正しく接続されていないことを確認することで減らすことができます。 潜在的な曝露を制御するためのさらなる対策には、シリンダーのサンプリングに閉ループシステムを使用すること、ポンプの漏れを制御するためのデュアルメカニカルシールの使用、鉄道車両の充填作業を監視するための磁気ゲージの使用、およびシリンダーの排尿のための実験室のフードの使用が含まれます。 .
エンジニアリングコントロール
タイヤやその他のゴム製品の製造では、労働者は多種多様な化学物質にさらされます。 これらには、配合成分として使用される多くの異なる粉末、固体、油、およびポリマーが含まれます。 付着を防ぐための粘着防止ダスト。 ゴムコンパウンドの加熱および硬化によって発生するミスト、煙および蒸気; セメントや加工助剤に使用される溶剤。 これらのほとんどに関連する健康への影響はよく知られていませんが、典型的な暴露レベルでは急性ではなく、通常は慢性的な性質を持っています. 工学的管理は、一般に、労働者がさらされる粉塵、加熱されたゴムの排出物、または硬化ガスのレベルを全体的に削減することを目的としています。 有害であることが知られている特定の化学物質、溶剤、または薬剤 (騒音など) への曝露がある場合、制御の取り組みはより具体的に対象を絞ることができ、多くの場合、曝露をなくすことができます。
有害物質の排除または代替は、おそらくゴム製造における危険を工学的に制御する最も効果的な手段です。 例えば、抗酸化剤に不純物として含まれるβ-ナフチルアミンは、1950年代に膀胱がんの原因物質として特定され、禁止されました。 ベンゼンはかつては一般的な溶媒でしたが、1950 年代以降、ベンゼンの含有量が着実に減少している (混合物の 4 ~ 7% から一般的には 0.1% 未満) ナフサまたはホワイト ガソリンに置き換えられました。 ヘプタンはヘキサンの代用として使用されており、同等またはそれ以上に機能します。 ホースを硬化させるための鉛被覆は、他の材料に置き換えられています。 ゴムコンパウンドは、取り扱い中の皮膚炎と硬化中のニトロソアミンの形成を減らすように設計されています. 粘着防止目的で使用されるタルクは、アスベストとシリカの含有量が少ないものを選択しています。
ゴム配合
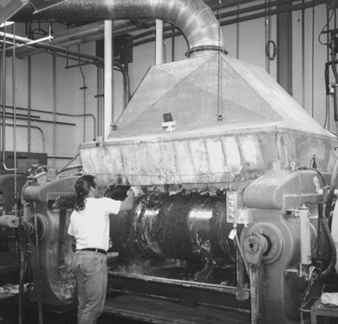
局所排気装置は、ゴムコンパウンドの調製と混合、およびゴム製品のバフ研磨と研磨を含む仕上げ工程で、粉塵、ミスト、および煙を制御するために使用されます (図 1 を参照)。 適切な作業慣行と換気設計により、粉塵への曝露は通常 2 mg/m をはるかに下回ります。3. フィルター、フード、機械設備の効果的なメンテナンスは、工学的制御の不可欠な要素です。 具体的なフードのデザインは、American Conference of Governmental Industrial Hygienists の換気マニュアルと、Rubber and the Plastics Research Association of Great Britain の換気ハンドブック (ACGIH 1995) に記載されています。
図 1. キャノピー フードは、イタリアの工業用ゴム工場でチューブ鋳造を仕上げる際の煙を制御します

調合用化学薬品は、伝統的にビンから計量器の小さな袋にすくい上げられ、コンベヤに置かれ、ミキサーまたはミルに注がれていました。 粉塵への露出は、スケールの後ろにあるスロット付きサイド ドラフト フードによって制御されます (図 2 を参照)。 場合によっては、ストックビンの端にあるスロット付きフードによって。 このプロセスでの粉塵制御は、粉末をより大きな粒子サイズまたは粒状の形に置き換えること、成分を XNUMX つの (多くの場合ヒート シールされた) バッグ内で組み合わせること、化合物を保管ビンから移送バッグに自動的に供給するか、直接移送バッグに供給することによって改善されます。ミキサー。 オペレータの作業慣行も粉塵暴露量に大きく影響します。
図 2. 複合計量ステーションのスロット付き局所排気換気装置

バンバリー ミキサーには、帯電による粉塵を捕捉し、混合時に加熱されたゴムから発生するガスやオイル ミストを収集する効果的な密閉フードが必要です。 適切に設計されたフードは、オペレーターを冷却するために使用される台座ファンからのドラフトによってしばしば混乱します。 パレットから荷積みコンベアまでバッグを運ぶための動力装置が利用可能です。
ミルにはキャノピー フードが装備されており、高温のゴムから発生するオイル ミスト、蒸気、煙の排出を捕捉します。 より密閉しない限り、これらのフードは、ミル上で化合物が混合されたり、ミルに粘着防止粉末がまぶされたりした場合に粉塵を捕捉する効果が低くなります (図 3 を参照)。 また、台座ファンからのドラフトや、一般的な換気の構成空気の方向を誤った場合にも敏感です。 キャノピーに向けられたオペレーターの前にエアカーテンを配置するプッシュプル設計が使用されています。 多くの場合、ミルは、ローラーのニップ点をオペレーターの手の届かないところに置くために持ち上げられます。また、オペレーターの前には、緊急時にミルを停止するためのトリップ ワイヤーまたはバーもあります。 かさばる手袋は、指が引っかかる前にニップに引き込まれます。
図 3. 混合ミルの上のキャノピー フードの端にあるカーテンは、粉塵を封じ込めるのに役立ちます。
ミルやカレンダーから取り出されたゴムスラブは、互いにくっつかないようにコーティングされています。 これは、ゴムに粉末をまぶすことによって行われることもありますが、現在では水浴に浸すことによって行われることが多くなっています (図 4 を参照)。 このように粘着防止コンパウンドを塗布すると、ほこりへの露出が大幅に減少し、ハウスキーピングが改善されます。
図 4. バンバリー バッチオフ ミルから取り出したゴム ストリップは、水浴を通過して粘着防止剤を塗布します。

レイ・C・ウッドコック
ダストと煙は、バッグハウスまたはカートリッジタイプの集塵機に送られます。 大規模な設備では、空気が工場に再循環されることがあります。 その場合、汚染物質が再循環しないようにするために、漏れ検出装置が必要です。 動物のにかわなどの一部の成分からの臭いは、空気の再循環を望ましくないものにします。 ゴムの粉塵は燃えやすいため、ダクトや集塵機の防火および防爆は重要な考慮事項です。 コーンスターチなどの硫黄や爆発性粉塵にも、特別な防火要件があります。
ゴム加工
ローカル排気フードは、押出機のヘッドでよく使用され、熱間押出からのミストと蒸気を捕捉します。これは、冷却して排出を抑制するためにウォーターバスに向けることができます。 フードは、空気汚染物質を発生源で簡単に収集できるグラインダー、浸漬タンク、実験室の試験装置など、工場内の他の多くの排出ポイントでも使用されます。
タイヤやその他の製品の製造ステーションの数と物理的な構成により、通常、局所的な排気換気には適していません。 慎重な作業慣行と作業エリアの適切な希釈空気量に加えて、蓋付きの容器に溶媒を可能な限り閉じ込めることは、暴露を低く抑えるために重要です。 皮膚への接触を最小限に抑えるために、手袋またはアプリケーター ツールが使用されます。
硬化プレスおよび加硫機は、開封時に大量の熱硬化ガスを放出します。 目に見える放出のほとんどはオイルミストですが、混合物には他の多くの有機化合物も豊富に含まれています。 希釈換気は、最も頻繁に使用される制御手段であり、個々の加硫機またはプレスのグループを覆うキャノピー フードまたはカーテン付きエンクロージャと組み合わせて使用されることがよくあります。 大量の空気が必要であり、適切な補給空気で置き換えられない場合、接続する建物や部門の換気やフードが妨げられる可能性があります。 オペレーターは、フードまたはエンクロージャーの外に配置する必要があります。 フードの下に置く必要がある場合は、下降気流の外気換気装置をワークステーションの上に配置できます。 それ以外の場合は、エンクロージャーに隣接して置換空気を導入する必要がありますが、キャノピーには向けません。 英国のゴム硬化ガスの職業暴露限度は 0.6 mg/mXNUMX です。3 これは、良好な実践と換気設計によって通常実現可能です。
ラバー セメントの作成と適用には、溶剤に関する特別な工学的管理要件があります。 混合攪拌機は密閉され、溶媒回収システムに排出されます。希釈換気は、作業エリアの蒸気レベルを制御します。 作業員が最も危険にさらされているのは、チャーンを掃除するためにチャーンに手を伸ばすことです。 織物にラバーセメントを塗布する際には、放出点での局所排気換気、蓋付きの容器、作業室の全体換気、および適切に誘導された補給空気を組み合わせて、作業員の曝露を制御します。 乾燥オーブンは直接排気されるか、排気される前にオーブン内で空気が再循環される場合があります。 炭素吸着溶剤回収システムは、最も一般的な空気清浄装置です。 回収された溶剤はプロセスに戻されます。 防火基準では、蒸気濃度が 25% LEL を超えないようにするための継続的な監視と自動制御が提供されない限り、オーブン内の可燃性蒸気濃度を 50% 爆発下限 (LEL) 未満に維持する必要があります (NFPA 1995)。
プロセスと機器の自動化は、多くの場合、オペレーターをより遠くに配置したり、発生源を閉じ込めたり、危険の発生を減らしたりすることにより、空気中の汚染物質や物理的因子への曝露を減らします。 身体への身体的負担が少ないことも、プロセスとマテリアルハンドリングの自動化の重要な利点です。
騒音コントロール
ブレーダーやベルトグラインダー、空気排気ポート、圧縮空気の漏れ、蒸気の漏れなどの機器から、重大な騒音にさらされることがよくあります。 ブレーダーやグラインダーには静音エンクロージャーが効果的です。 排気ポートには非常に効果的なサイレンサーが作られています。 場合によっては、ポートを共通のヘッダーにダクト接続して、別の場所に排出することもできます。 漏れによる空気騒音は、メンテナンス、エンクロージャー、設計、または騒音サイクルを制限するための適切な作業慣行を改善することで、多くの場合削減できます。
労働慣行
皮膚炎やゴムアレルギーを防ぐために、ゴム薬品や新鮮なゴムバッチが皮膚に触れないようにしてください。 工学的管理が不十分な場合は、長いガントレット手袋、または手袋と長袖のシャツを使用して、粉末やゴム板が皮膚に付着しないようにする必要があります. 作業着は、私服とは別に保管する必要があります。 皮膚から残留汚染物質を取り除くために、街着に着替える前にシャワーを浴びることをお勧めします。
聴覚保護具や人工呼吸器などの他の保護具も必要になる場合があります。 ただし、優れた慣行では、職場での危険な暴露を減らすために、常に代替またはその他の工学的解決策を優先する必要があります。
安全性
ミルの安全性
ミルとカレンダーは、ゴム産業全体で広く使用されています。 ランニング ニップの事故 (回転するロールに巻き込まれる) は、これらの機械の操作中の主要な安全上の問題です。 さらに、ゴム産業で使用されるこれらの機械やその他の機械の修理やメンテナンス中に事故が発生する可能性があります。 この記事では、これらの安全上の問題について説明します。
1973 年、米国のゴム製造業全国共同産業協議会は、運転中のニップ ポイントについて、作業者の行動に依存する安全装置は、運転中のニップ事故を防止する効果的な方法とは見なされないと結論付けました。 これは特にゴム産業の工場に当てはまります。 残念ながら、コードの変更を強制するために行われたことはほとんどありません。 現在、作動するのにオペレーターの操作を必要としない安全装置は XNUMX つだけです。 ボディバーは、ミルの事故を防止する効果的な手段である、広く受け入れられている唯一の自動装置です。 ただし、ボディバーにも限界があり、装備や作業方法を工夫しない限り、すべての場合に使用できるわけではありません。
工場の安全性の問題は単純なものではありません。 関連するいくつかの主要な問題があります。
- ミルの高さ
- オペレーターのサイズ
- 補助装置
- 工場の働き方
- ストックのタックまたは粘着性
- 停止距離。
ミルの高さは、オペレータがどこでミルを操作するかについて違いをもたらします。 未満のミルの場合
高さ 1.27 m の場合、オペレーターの身長が 1.68 m を超えると、ミルの高さが高すぎるか、ニップに近づきすぎる傾向があります。 これにより、自動安全装置がミルを停止するための非常に短い反応時間が可能になります。
オペレーターのサイズは、オペレーターがミルを操作するためにミル面にどれだけ近づく必要があるかも決定します。 オペレーターにはさまざまな規模があり、多くの場合、同じミルを操作する必要があります。 ほとんどの場合、工場の安全装置は調整されません。
コンベアやローダーなどの補助装置は、安全ケーブルやロープと競合することがよくあります。 反対のコードにもかかわらず、多くの場合、補助装置の操作を可能にするために安全ロープまたはケーブルが動かされます。 これにより、オペレータは安全ケーブルをオペレータの頭の後ろに置いてミルを操作することになります。
ミルの高さと補助装置は、ミルの動作に影響を与えますが、他にも要因があります。 ゴムをミルに均一に分配するためのミキシング ロールがミキサーの下にない場合、オペレータはゴムをミルの一方の側から他方の側に手で物理的に移動する必要があります。 ゴムの混合と移動は、ミルニップの危険に加えて、オペレーターを緊張や捻挫の危険にさらします。
ストックの粘着性または粘着性は、追加の危険をもたらします。 ゴムがミル ロールにくっついて、オペレータがロールからゴムを引っ張らなければならない場合、ボディ バーは安全上の問題になります。 熱くなったゴムを使用する工場のオペレーターは、手袋を着用する必要があります。 工場のオペレーターはナイフを使用します。 粘着性のストックは、ナイフ、手袋、または素手でつかみ、ミルの実行中のニップに向かって引っ張ることができます.
自動安全装置でさえ、オペレータがミルの運転中のニップに到達する前にミルを停止できなければ効果がありません。 停止距離は少なくとも週 XNUMX 回確認し、各シフトの開始時にブレーキをテストする必要があります。 ダイナミック電気ブレーキは定期的にチェックする必要があります。 ゼロスイッチが正しく調整されていないと、ミルが前後に動き、ミルが損傷します。 状況によっては、ディスク ブレーキが推奨されます。 電気ブレーキでは、オペレーターがミル停止ボタンを作動させてから、ミルの緊急停止を試みた場合に問題が発生する可能性があります。 一部のミルでは、ミル停止ボタンがアクティブになった後、緊急停止が機能しません。
ミルの安全性を向上させるいくつかの調整が行われました。 次の手順により、ミルのランニング ニップによる損傷を大幅に減らすことができます。
- 各ミルの作業面に本体バーを使用する必要がありますが、オペレーターの高さとリーチに合わせてバーを調整できる場合に限ります。
- 工場のブレーキは機械式でも電気式でもかまいませんが、シフトごとにチェックし、距離を毎週チェックする必要があります。 停止距離は、American National Standards Institute (ANSI) の停止距離の推奨事項に準拠する必要があります。
- ミキサーミルが熱くて粘着性のストックを持っている場合、XNUMXミルシステムが単一ミルシステムに取って代わりました. これにより、オペレーターの露出が減少し、ストックの混合が改善されました。
- オペレーターが工場全体でストックを移動する必要がある場合は、オペレーターの露出を減らすために混合ロールを追加する必要があります。
- オペレーターがミルの稼働中のニップに近づきすぎないように、現在のミルの作業方法が見直されています。 これには、特にサンプルがランニング ニップを何度も通過する必要がある小規模なラボ ミルが含まれます。
- ミルローダーがミルに追加され、ストックをロードします。 これにより、フォーク トラックを使用してミルに積み込もうとする慣行が排除され、安全装置としてボディ バーを使用することとの矛盾が排除されました。
現在、工場の安全性を向上させる技術が存在します。 たとえば、カナダでは、ゴムミルは、ミルの作業面または前面に本体バーがないと操作できません。 他の国から古い機器を受け取った国は、労働力に合わせて機器を調整する必要があります。
カレンダーの安全性
カレンダには多くの機械と補助装置の構成があり、カレンダの安全性を特定することは困難です。 カレンダーの安全性に関するより詳細な研究については、National Joint Industrial Council for the Rubber Manufacturing Industry (1959, 1967) を参照してください。
残念なことに、カレンダーやその他の機器が、ある会社から別の会社に、またはある国から別の国に移された場合、多くの場合、事故履歴は含まれていません。 これにより、警備員が解任され、以前の事件のために変更された危険な作業慣行が発生しました。 これにより、過去に発生した事故が再発し、歴史が繰り返されました。 もう一つの問題は言語です。 ユーザーの国とは異なる言語の制御装置と指示を備えた機械は、安全な操作をより困難にします。
カレンダーの速度が向上しました。 これらのマシンのブレーキ能力は、必ずしも機器のペースに追いついていません。 これは、カレンダーロールの周りに特に当てはまります。 これらのロールを推奨される停止距離で停止できない場合は、従業員を保護するために追加の方法を使用する必要があります。 必要に応じて、操作中にロールが接近したときに機械の速度を低下させる感知装置をカレンダーに装備する必要があります。 これは、機械の操作中に従業員がロールに近づきすぎないようにするのに非常に効果的であることが証明されています。
National Joint Industrial Council によって特定されたその他の主要な分野のいくつかは、今日でも依然として負傷の原因となっています。
- 紙詰まりの解消と素材の調整
- 特にワインドアップでのランニングニップの損傷
- スレッドアップ
- コミュニケーション
効果的で十分に理解されたロックアウト プログラム (以下を参照) は、機械の稼働中に紙詰まりを解消したり、材料を調整したりする際の怪我を軽減または排除するのに大いに役立ちます。 ロールが近づいたときにロールを遅くする近接デバイスは、調整の試みを思いとどまらせるのに役立つ場合があります。
ランニング ニップの損傷は、特にワインドアップで問題が残ります。 巻取りの速度は、ロールの開始時にゆっくりと始動できるように調整可能でなければなりません。 問題が発生した場合に備えて、安全装置を利用できる必要があります。 ロールに近づいたときにロールを遅くする装置は、巻き取り中にライナーやファブリックを調整しようとする試みを思いとどまらせる傾向があります. 伸縮式ロールは、経験豊富なオペレーターにとっても特別な誘惑です。
スレッドアップ インシデントの問題は、カレンダー トレインの速度と複雑さ、および補助装置の量に伴って増加しています。 ここでは、単線制御の存在と良好な通信が不可欠です。 オペレーターはすべての乗組員を見ることができない場合があります。 誰もが責任を負う必要があり、コミュニケーションは明確で理解しやすいものでなければなりません。
乗組員が関与する場合、安全な操作には良好なコミュニケーションが不可欠です。 重要な時間は、調整が行われているとき、または実行の開始時にマシンが起動されたとき、または問題によって引き起こされたシャットダウン後に起動されたときです。
これらの問題への答えは、カレンダ操作の問題を理解している十分に訓練された乗組員、すべての安全装置が作動状態を維持する保守システム、および両方を監査するシステムです。
マシンのロックアウト
マシンのロックアウトの概念は新しいものではありません。 ロックアウトは保守プログラムでは一般的に受け入れられていますが、運用領域で受け入れられるようにするために行われたことはほとんどありません。 問題の一部は危険の認識です。 典型的なロックアウト基準では、「機器の予期しない動きやエネルギーの放出によって従業員が負傷する可能性がある場合、その機器をロックアウトする必要がある」ことが求められます。 ロックアウトは電気エネルギーに限定されず、すべてのエネルギーをロックアウトできるわけではありません。 いくつかのものを所定の位置にブロックする必要があり、パイプを取り外してブランクにする必要があり、蓄積された圧力を解放する必要があります。 ロックアウトの概念は一部の業界では生活様式と見なされていますが、ロックアウトのコストを恐れて受け入れていない業界もあります。
ロックアウトの概念の中心は制御です。 人が動きの結果として負傷する危険がある場合、電源を無効にし、危険にさらされている人が制御できるようにする必要があります。 ロックアウトが必要なすべての状況を特定するのは容易ではありません。 特定されたとしても、働き方を変えるのは容易ではありません。
見過ごされがちなロックアウト プログラムのもう XNUMX つの重要な点は、機械やラインを簡単にロックアウトしたり、電源を分離したりできることです。 古い機器は、ロックアウトを考慮して設計または設置されていませんでした。 一部の機械には、複数の機械に対して XNUMX つのブレーカが設置されていました。 他のマシンには複数の電源があり、ロックアウトがより複雑になります。 この問題に加えて、モーター制御室のブレーカーが頻繁に変更されたり、追加の機器に供給されたりするため、変更に関する文書が常に最新の状態に保たれるとは限りません。
ゴム業界では、メンテナンスにおけるロックアウトが一般的に受け入れられています。 予期しない動きの危険から自分自身を保護するという概念は新しいものではありませんが、ロックアウトの統一された使用法は新しいものです。 これまで保守担当者は、自分自身を守るためにさまざまな手段を使用していました。 この保護は、生産などの他の圧力のために常に一貫しているとは限らず、常に効果的ではありませんでした. 業界の一部の機器では、ロックアウトの答えは複雑で、簡単には理解できません。
タイヤプレスは、ロックアウトの正確な時間と方法についてほとんどコンセンサスが得られていない機器の一例です。 大規模な修理のためにプレスを完全にロックアウトするのは簡単ですが、金型やブラダーの交換、金型の洗浄、機器のジャミング解除などの操作でのロックアウトについては、コンセンサスがありません。
タイヤ マシンは、ロックアウト コンプライアンスの難しさのもう XNUMX つの例です。 この領域での負傷の多くは、メンテナンス担当者ではなく、調整、ドラムの交換、在庫の積み降ろし、詰まりの解消を行うオペレーターやタイヤ技術者、および機器を清掃する清掃員によるものです。
ロックアウトに時間がかかり困難な場合、ロックアウト プログラムを成功させることは困難です。 可能であれば、切断する手段を機器で利用できるようにする必要があります。これにより、識別が容易になり、エネルギーが機器に戻ったときに誰かが危険ゾーンにいる可能性を排除または低減できます。 識別を容易にする変更を行ったとしても、正しい電源分離デバイスが使用されていることを確認するためのテストが行われない限り、ロックアウトが完了したとは見なされません。 電気配線を扱う作業の場合、すべての電源が切断されていることを確認するために、断路器を引いた後にテストを行う必要があります。
効果的なロックアウト プログラムには、次のものが含まれている必要があります。
- 機器は、すべてのエネルギー源のロックアウトを容易にするように設計する必要があります。
- ロックアウトの原因を正しく特定する必要があります。
- ロックアウトが必要な作業慣行を特定する必要があります。
- ロックアウトの影響を受けるすべての従業員は、ロックアウトに関するトレーニングを受ける必要があります。
- ロックアウトが必要な従業員は、トレーニングを受け、ロックアウトが予想されること、およびそれ以下はいかなる状況下でも受け入れられないことを通知する必要があります。
- プログラムが効果的であることを確認するために、定期的に監査を受ける必要があります。
疫学研究
1920 年代と 1930 年代に英国からの報告によると、ゴム労働者の死亡率は一般人口よりも高く、超過死亡率はガンによるものでした。 ゴム製品の製造には何千もの異なる材料が使用されており、これらのいずれかが業界での過剰な死亡に関連している可能性があるかどうかは不明です. ゴム労働者の健康に対する継続的な関心は、ハーバード大学とノースカロライナ大学の米国ゴム産業内で、企業と労働組合の合同職業健康調査プログラムにつながりました。 研究プログラムは 1970 年代の XNUMX 年間も継続され、その後、少なくとも部分的には研究成果に基づいて、企業と組合が共同で後援する健康監視および健康維持プログラムに取って代わられました。
ハーバードの研究プログラムでの研究は、一般的にゴム産業における死亡率 (Monson and Nakano 1976a, 1976b; Delzell and Monson 1981a, 1981b; Monson and Fine 1978) とゴム労働者の呼吸器疾患 (Fine and Peters 1976a, 1976b, 1976c) に焦点を当てた。 ; Fine et al. 1976)。 ハーバードの研究の概要が公開されています (Peters et al. 1976)。
ノースカロライナ大学のグループは、疫学研究と環境研究の組み合わせに取り組んでいました。 初期の取り組みは、主にゴム労働者の死亡体験の記述的研究と労働条件の調査であった (McMichael, Spirtas and Kupper 1974; McMichael et al. 1975; Andjelkovich, Taulbee and Symons 1976; Gamble and Spirtas 1976; Williams et al. 1980)。 ; Van Ert et al. 1980)。 しかし、主な焦点は、仕事関連の曝露と疾患との関連に関する分析研究にあった (McMichael et al. 1976a; McMichael et al. 1976b; McMichael, Andjelkovich and Tyroller 1976; Lednar et al. 1977; Blum et al. 1979 ; Goldsmith, Smith and McMichael 1980; Wolf et al. 1981; Checkoway et al. 1981; Symons et al. 1982; Delzell, Andjelkovich and Tyroller 1982; Arp, Wolf and Checkoway 1983; Checkoway et al. 1984; Andjelkovich et al. 1988)。 注目に値するのは、炭化水素溶媒蒸気への曝露と癌との関連に関する所見 (McMichael et al. 1975; McMichael et al. 1976b; Wolf et al. 1981; Arp, Wolf and Checkoway 1983; Checkoway et al. 1984) および空気中の微粒子物質と肺障害 (McMichael、Andjelkovich、および Tyroller 1976; Lednar et al. 1977)。
ノースカロライナ大学では、ゴム労働者の白血病に関する最初の分析研究で、溶剤を使用する仕事で働いた経験のある労働者に過剰な症例がみられることが示された (McMichael et al. 1975)。 何年も前にゴム産業で一般的な溶剤であり、白血病の原因として認識されていたベンゼンへの曝露がすぐに疑われました. しかし、より詳細な分析では、過剰な白血病は一般にリンパ球性であり、ベンゼンへの暴露は一般に骨髄芽球性に関連していたことが示されました (Wolf et al. 1981)。 ベンゼン以外の物質が関与している可能性があると推測されました。 ある大企業の溶剤の使用記録と溶剤供給源の非常に綿密な調査により、ベンゼンとキシレンの両方を含む石炭ベースの溶剤の使用は、石油ベースの溶剤の使用よりもリンパ性白血病との関連性がはるかに強いことが示されました( Arp、Wolf、および Checkoway 1983)。 石炭ベースの溶媒は一般に、実験動物でリンパ球性白血病を引き起こすことが示されている化合物を含む、多核芳香族炭化水素で汚染されています。 この研究におけるさらなる分析は、リンパ球性白血病と二硫化炭素および四塩化炭素への曝露との関連は、ベンゼンへの曝露よりもさらに強いことを示した(Checkoway et al. 1984)。 ベンゼンへの曝露は危険であり、職場でのベンゼンへの曝露は排除するか、可能な限り最小限に抑える必要があります。 しかし、ゴム製造工程でのベンゼンの使用をなくせば、ゴム労働者の間で白血病、特にリンパ球性白血病の将来の過剰発生をなくすことができるという結論は正しくないかもしれません。
ノースカロライナ大学で行われた障害退職後のゴム労働者の特別研究によると、肺気腫などの肺疾患の障害は、硬化、硬化準備、仕上げ、検査の仕事の歴史を持つ人々の間で発生する可能性が高いことが示されました。他の仕事の労働者 (Lednar et al. 1977)。 これらの作業エリアはすべて、吸入可能な粉塵や煙にさらされます。 これらの研究では、喫煙歴があると、それ自体が障害に関連するほこりの多い仕事であっても、一般的に肺障害による退職のリスクが XNUMX 倍以上になることがわかりました。
疫学研究はヨーロッパとアジアのゴム産業で進行中であった (Fox, Lindars and Owen 1974; Fox and Collier 1976; Nutt 1976; Parkes et al. 1982; Sorahan et al. 1986; Sorahan et al. 1989; Kilpikari et al. 1982; Kilpikari 1982; Bernardinelli, Marco and Tinelli 1987; Negri et al. 1989; Norseth, Anderson and Giltvedt 1983; Szeszenia-Daborowaska et al. 1991; Solionova and Smulevich 1991; Gustavsson, Hogstedt and Holmberg 1986; Wang et al. 1984 ; Zhang et al. 1989) とほぼ同時期に、米国のハーバード大学とノースカロライナ大学の後に続きました。 さまざまな部位での過剰ながんの所見が一般的に報告されました。 いくつかの研究は、過剰な肺癌を示した (Fox, Lindars and Owen 1974; Fox and Collier 1976; Sorahan et al. 1989; Szeszenia-Daborowaska et al. 1991; Solionova and Smulevich 1991; Gustavsson, Hogstedt and Holmberg 1986; Wang et al. . 1984)、場合によっては、硬化の仕事の歴史に関連付けられています。 この発見は、米国のいくつかの研究 (Monson and Nakano 1976a; Monson and Fine 1978) で再現されましたが、他の研究 (Delzell, Andjelkovich and Tyroller 1982; Andjelkovich et al. 1988) では再現されませんでした。
ドイツのゴム産業の労働者集団の死亡率が報告されている (Weiland et al. 1996)。 すべての原因およびすべての癌による死亡率は、コホートで有意に上昇しました。 肺がんおよび胸膜がんによる死亡率の統計的に有意な超過が確認されました。 ドイツのゴム労働者の白血病による過剰死亡率は、ほとんど統計的有意性に達しませんでした。
1,3 つのスチレン-ブタジエン ゴム (SBR) 施設におけるリンパ系および造血系のがんの症例対照研究では、白血病による死亡率とブタジエンへの曝露との間に強い関連性があることが確認されました。 IARC は、1992-ブタジエンはおそらくヒトに対して発がん性があると結論付けています (IARC 1996)。 より最近の疫学的研究は、ブタジエンに暴露された SBR 労働者の白血病による死亡率が過剰であることを確認するデータを提供した (Delzell et al. XNUMX)。
何年にもわたって、ゴム労働者の疫学的研究により、職場の危険が特定され、その管理が改善されてきました。 現時点で最も改善が必要な職業疫学的研究の分野は、研究対象者の過去の暴露の評価です。 この分野では、研究技術とデータベースの両方で進歩が見られます。 因果関係については疑問が残るが、疫学の進歩が続くことで、ゴム産業におけるばく露の制御が改善され続け、その結果、ゴム労働者の健康が改善され続けることは確実である.
謝辞: 1970 年代と 1980 年代に米国のゴム産業でゴム労働者の健康に関する研究が行われるようになった主な責任者である、全米ゴム労働組合の前会長であるピーター・ボマリートの先駆的な努力に感謝したいと思います。
ゴム接触皮膚炎とラテックスアレルギー
接触皮膚炎
ゴムやゴム産業で使用される何百もの化学物質と直接接触する労働者の間で、皮膚の有害反応が頻繁に報告されています. これらの反応には、刺激性接触皮膚炎、アレルギー性接触皮膚炎、接触蕁麻疹 (蕁麻疹)、既存の皮膚疾患の悪化、および油毛包炎、乾皮症 (乾燥肌)、粟粒腫 (あせも)、および特定のフェノール誘導体。
刺激性接触皮膚炎は最も頻度の高い反応であり、強い化学物質への急性曝露、または水仕事や溶剤の繰り返し使用で見られるような弱い刺激物質への累積的曝露のいずれかによって引き起こされます。 アレルギー性接触皮膚炎は、ゴム製造時に添加される促進剤、加硫剤、抗酸化剤、抗オゾン剤による遅延型のアレルギー反応です。 これらの化学物質は最終製品に含まれることが多く、最終製品のユーザーだけでなく、ゴム作業者、特にバンバリー、カレンダー、押出機のオペレーターや組み立て業者の両方に接触性皮膚炎を引き起こす可能性があります。
一部の労働者は、化学防護服 (CPC) の使用が許可されていない職場での暴露により、接触皮膚炎を発症します。 他の作業員も CPC 自体にアレルギーを発症しますが、最も一般的なのはゴム手袋です。 疑わしいアレルゲンに対する有効な陽性パッチテストは、アレルギー性接触皮膚炎と刺激性接触皮膚炎を区別するために使用される重要な医療検査です. アレルギー性接触皮膚炎は、刺激性接触皮膚炎や他の皮膚疾患と共存する可能性があることを覚えておくことが重要です.
皮膚炎は、化学物質の自動混合と事前混合、排気換気の提供、既知の接触アレルゲンの代替化学物質への代替、および皮膚接触を減らすための材料の取り扱いの改善によって防ぐことができます。
天然ゴムラテックス(NRL)アレルギー
NRL アレルギーは、免疫グロブリン E を介した即時型の I 型アレルギー反応であり、ほとんどの場合、医療用および非医療用ラテックス デバイスに存在する NRL タンパク質が原因です。 臨床徴候の範囲は、接触蕁麻疹、全身性蕁麻疹、アレルギー性鼻炎 (鼻粘膜の炎症)、アレルギー性結膜炎、血管性浮腫 (重度の腫れ)、喘息 (喘鳴) からアナフィラキシー (重度の生命を脅かすアレルギー反応) に及びます。 最もリスクの高い個人は、二分脊椎の患者、医療従事者、および重大な NRL 曝露を伴うその他の労働者です。 素因となるのは、手湿疹、アレルギー性鼻炎、アレルギー性結膜炎、手袋を頻繁に着用する人の喘息、NRL への粘膜曝露、および複数回の外科手術です。 バリウム浣腸検査中に NRL に曝露した後の 1980 人の死亡が、米国食品医薬品局に報告されています。 したがって、NRL タンパク質への曝露経路は重要であり、特に医療施設や手術室での NRL 含有手袋粉末への吸入を含む、無傷または炎症を起こした皮膚や粘膜への直接接触が含まれます。 その結果、NRL アレルギーは、XNUMX 年代半ば以降、症例数が劇的に増加しており、世界的な医療、労働衛生、公衆衛生、および規制上の主要な問題となっています。
NRL アレルギーの診断は、風船を膨らませるときの唇の血管性浮腫の病歴がある場合、および/または手袋を着用したとき、外科的、医学的および歯科的処置を受けているとき、またはコンドームまたは他のものにさらされた後に、かゆみ、灼熱感、蕁麻疹またはアナフィラキシーの病歴がある場合に強く推奨されます。 NRL デバイス。 診断は、NRL 手袋を使用した着用テストまたは使用テストの陽性、NRL に対する有効な皮内プリック テストの陽性、またはラテックス アレルギーの RAST (放射性アレル物質吸着テスト) 血液検査の陽性によって確認されます。 プリックテストと摩耗テストから、重度のアレルギー反応が発生しました。 これらの処置中は、NRL を含まないエピネフリンおよび蘇生装置を使用できるようにする必要があります。
NRL アレルギーは、果物、特にバナナ、栗、アボカドに対するアレルギー反応と関連している可能性があります。 NRL に対する減感作はまだ不可能であり、NRL の回避と代替が不可欠です。 NRL アレルギーの予防と管理には、影響を受ける労働者と患者の医療現場でのラテックス回避が含まれます。 NRL アレルギーの症状を最小限に抑え、NRL アレルギーの誘発を減らすために、NRL アレルギーのある人に対応するために、多くの場合、低アレルゲンの NRL 手袋を同僚が着用する必要があります。 で議論されているように、ラテックスアレルギーを制御するには、政府、業界、および医療専門家の間の継続的な協力が必要です。 医療施設 章。
エルゴノミクス
人間工学は、労働者とその作業環境との関係を評価する科学です。 この科学には、作業の設計に起因する筋骨格リスクの評価だけでなく、ヒューマン エラーにつながる可能性がある作業に関連する認知プロセスの考慮も含まれます。
ゴムおよびタイヤ業界での仕事は、特定の種類の筋骨格障害のリスクが高いことが確認されています。 特に背中の怪我が目立ちます。 タイヤおよびゴム産業のマテリアルハンドリングの仕事のサンプルは、リスクの高い仕事が一般産業よりも約 50% 高い腰痛障害の負傷率をもたらすことを示しています。 仕事の評価は、これらの問題は通常、ゴム製品の手動輸送を必要とする仕事から生じることを示しています。 これらの仕事には、ゴム加工 (バンバリー) 作業、タイヤ製造業者、タイヤ仕上げ業者、および工場と倉庫環境の両方でのタイヤ輸送業者が含まれます。 手根管症候群や腱鞘炎などの手首の問題も、タイヤの構造に顕著に現れるようです。 タイヤの製造作業を調べると、ショルダーの問題が予想されることが示唆されます。 しかし、予想通り、怪我の記録は、問題に対する感受性の欠如により、肩の怪我のリスクを過少報告する傾向があります. 最後に、タイヤ産業に関連する認知処理の問題がいくつかあるようです。 これらは検査作業で明らかであり、照明が不十分な場合に悪化することがよくあります。
タイヤおよびゴム産業におけるこれらの筋骨格系の問題の原因と考えられている職場関連のリスク要因がいくつかあります。 危険因子は、背中、肩、手首の静的でぎこちない姿勢、手首と背中の素早い動き、大きな重量の取り扱い、およびタイヤ製造中に大きなゴム片を扱うときに体幹にかかる大きな力で構成されます。 腰椎障害のリスクに関連する要因の研究は、タイヤ製造業界の労働者が他の分野よりも大きな重量を処理し、これらの負荷が身体から平均よりも離れた場所で処理されることを示しています. さらに、これらの力と重量は、曲げなどの体幹の非対称動作中に身体に課されることがよくあります。 このタイプの作業では、力の適用の持続時間も問題です。 多くの場合、タイヤ製造作業では長時間の力を加える必要があり、時間の経過とともに作業者が利用できる力が減少します。 最後に、タイヤやゴムの作業場はしばしば暖かく、汚れやほこりにさらされます。 職場内の暑さは、仕事のカロリー需要を増加させる傾向があり、エネルギー需要を増加させます. 作業場内の樹脂や粉塵により、従業員は作業中に手袋を着用する可能性が高くなります。 この手袋を使用すると、指を制御する前腕の筋肉に必要な緊張が高まります。 また、作業員が手袋を着用していると、物が手から滑り落ちそうになったことを感知できないため、握力が高まります。 これらの人間工学に関連する問題の解決策には、作業場の単純な再配置が含まれます (たとえば、作業を上げ下げするか、ワークステーションを移動して、体幹の大きなねじれや横方向の曲げ動作を排除します。後者は、多くの場合、原点の向きを変えることで達成できます)。および 180° ツイストから 90° ターンまでのリフティング タスクの目的地)。 多くの場合、より重要な変更が必要になります。 これらは、シザーズ ジャッキやリフト テーブルなどの調整可能なワークステーションの組み込みから、リフトやクレーンなどの持ち上げ補助装置の組み込み、ワークステーションの完全自動化まで、さまざまです。 問題に対するこれらのソリューションのいくつかには、明らかに大きなコストが伴います。 したがって、適切な人間工学的設計の鍵は、必要な変更のみを行い、筋骨格リスクの変更の観点から変更の影響を判断することです。 幸いなことに、職場の特定の設計に関連するリスクの程度を定量化するための新しい方法が利用可能になりつつあります。 たとえば、仕事の要求を考慮して、職業関連の腰椎障害のリスクを評価するリスクモデルが報告されています (Marras et al. 1993; 1995)。 動的な体幹活動による脊椎の負荷を評価するモデルも開発されています (Marras and Sommerich 1991; Granata and Marras 1993)。
環境と公衆衛生の問題
すべてのゴム製品は「ゴムコンパウンド」から始まります。 ゴムコンパウンドは、天然または多くの合成ポリマー、充填剤、可塑剤、酸化防止剤、加工助剤、活性化剤、促進剤、および硬化剤のいずれかであるゴムポリマーから始まります。 化学成分の多くは、有害または有毒な化学物質として分類されており、一部は発がん性物質としてリストされている場合があります. これらの化学物質の取り扱いと処理は、環境と安全性の両方の懸念を引き起こします。
有害廃棄物
換気システムと集塵機は、ゴム薬品の取り扱いと計量を行う作業員、および未硬化のゴムコンパウンドを混合および処理する作業員に必要です。 これらの労働者には、個人用保護具も必要な場合があります。 集塵機に集められた物質は、有害廃棄物であるかどうかを判断するためにテストする必要があります。 反応性、腐食性、可燃性、または廃棄物として危険物としてリストされている化学物質を含む場合、それは有害廃棄物になります。
有害廃棄物はマニフェストに記載し、有害廃棄物処理場に送る必要があります。 非有害廃棄物は、適用される環境規制に応じて、地域の衛生埋立地に送られるか、産業用埋立地に送られる必要があります。
大気汚染
一部のゴム製品は、製造工程でゴム接着剤を塗布する必要があります。 ゴムセメントは、未硬化のゴムコンパウンドを溶剤と混合して作られます。 このプロセスで使用される溶媒は通常、揮発性有機化合物 (VOC) として分類されます。 VOC を使用するプロセスには、何らかの種類の排出制御装置が必要です。 この装置は、溶媒回収システムまたは熱酸化装置です。 熱酸化装置は、燃焼によって VOC を破壊する焼却システムであり、通常は天然ガスなどの燃料補給が必要です。 排気制御装置がなければ、VOC は工場や地域社会で健康上の問題を引き起こす可能性があります。 VOC が光化学的に反応する場合、オゾン層に影響を与えます。
ゴム部品を硬化させて硬化容器を開けると、容器とゴム部品から硬化ガスが噴き出します。 これらの煙は、煙、蒸気、またはその両方の形になります。 硬化ガスは、未反応の化学物質、可塑剤、成形潤滑剤、その他の物質を大気中に放出する可能性があります。 排出規制が必要です。
土壌汚染と水質汚染
VOC の保管と取り扱いは細心の注意を払って行う必要があります。 過去数年間、VOC は地下貯蔵タンクに貯蔵されていたため、場合によっては漏れや流出が発生していました。 地下貯蔵タンク周辺の漏れおよび/またはこぼれは、一般に土壌および地下水汚染を引き起こし、費用のかかる土壌および地下水修復の引き金となります。 最良の貯蔵の選択肢は、流出防止のための優れた二次封じ込めを備えた地上タンクです。
廃ゴム
すべての製造プロセスには、プロセスと完成品のスクラップがあります。 プロセススクラップの一部は、目的の製品または他の製品プロセスで再処理できます。 ただし、ゴムは一度硬化または加硫すると、再加工することはできません。 硬化工程や完成品のスクラップはすべて廃棄物となります。 スクラップまたは廃ゴム製品の処理は、世界的な問題になっています。
世界中のあらゆる家庭や企業で、何らかの種類のゴム製品が使用されています。 ほとんどのゴム製品は無害物質に分類されているため、無害廃棄物になります。 しかし、タイヤ、ホース、その他のチューブ製品などのゴム製品は、使用後の廃棄に関して環境問題を引き起こします。
タイヤと管状製品は、空隙領域に空気が閉じ込められ、時間の経過とともに製品が表面に浮き上がるため、埋め立て地に埋めることができません。 ゴム製品を細断すると、この問題が解消されます。 ただし、細断には特別な機器が必要であり、非常に高価です。
くすぶっているタイヤの火災は、多種多様な有毒化学物質や微粒子を含む刺激性の煙を大量に発生させる可能性があります。
ゴムくずの焼却
ゴムくず製品や製造工程から出るゴムくずの処理方法の一つに焼却があります。 今日の世界に存在する多数の「使い古された」ゴム製品の廃棄には、最初は焼却が最善の解決策のように思われるかもしれません。 一部のゴム製造会社は、焼却を、スクラップゴム部品や硬化および未硬化のゴムプロセススクラップの処分手段として検討しています。 理論的には、ゴムを燃やして蒸気を発生させ、工場で使用することができます。
残念ながら、それはそれほど単純ではありません。 焼却炉は、排気ガスを処理できるように設計する必要があり、塩素などの汚染物質を除去するスクラバーが必要になる可能性が最も高いでしょう。 塩素の排出は、一般に、クロロプレン ポリマーを含む製品やスクラップを燃やすことから発生します。 スクラバーは酸性の排出物を生成し、排出前に中和する必要がある場合があります。
ほとんどすべてのゴムコンパウンドには、カーボンブラック、クレー、炭酸カルシウム、または水和シリカコンパウンドのいずれかのタイプのフィラーが含まれています。 これらのゴムコンパウンドが燃焼すると、ゴムコンパウンドに充填されたフィラーと同等の灰が発生します。 灰は、湿式スクラバーまたは乾式スクラバーのいずれかによって収集されます。 どちらの方法も、廃棄する前に重金属を分析する必要があります。 ウェット スクラバーは、10 ~ 50 ppm の亜鉛を含む廃水を生成する可能性が最も高いです。 この大量の亜鉛が下水システムに排出されると、処理場で問題が発生します。 これが発生した場合、亜鉛を除去するための処理システムを設置する必要があります。 この処理システムでは、亜鉛を含む汚泥が生成されます。この汚泥は、廃棄のために出荷する必要があります。
乾式スクラバーは、廃棄のために収集しなければならない灰を生成します。 湿った灰も乾いた灰も扱いが難しく、ほとんどの埋め立て地はこの種の廃棄物を受け入れないため、処分が問題になる可能性があります。 燃焼中のゴム化合物に炭酸カルシウムが大量に含まれている場合、湿った灰と乾いた灰の両方が非常にアルカリ性になる可能性があります。
最後に、生成される蒸気の量は、ゴム製造施設の稼働に必要な全量を供給するには不十分です。 スクラップゴムの供給は安定しておらず、スクラップを削減するための努力が現在進行中であり、これにより燃料供給が減少します。 ゴムくずやゴム製品を燃やすために設計された焼却炉の維持費も非常に高額です。
これらすべてのコストを考慮すると、廃ゴムの焼却は、最も費用効果の低い廃棄方法となる可能性があります。
まとめ
おそらく、ゴム製品の製造に関連する環境と健康への懸念に対する最善の解決策は、ゴムコンパウンドに使用される粉末化学物質の製造とコンパウンドの適切な技術管理と、すべての未硬化および硬化ゴムプロセススクラップと製品のリサイクルプログラムでしょう. 集塵システムで収集された粉末状の化学物質は、適切な工学的管理によりゴムコンパウンドに戻すことができ、これらの化学物質の埋め立てをなくすことができます。
ゴム産業における環境と健康の問題を制御することはできますが、それは容易ではなく、無料でもありません。 環境および健康問題の管理に関連するコストは、ゴム製品のコストに追加する必要があります。
免責事項: ILO は、この Web ポータルに掲載されているコンテンツが英語以外の言語で提示されていることについて責任を負いません。英語は、オリジナル コンテンツの最初の制作およびピア レビューに使用される言語です。その後、特定の統計が更新されていません。百科事典の第 4 版 (1998 年) の作成。