- Vous êtes ici:
-
Accueil

- Partie XII. Industries chimiques

Catégories Enfants

77. Traitement chimique (8)

77. Traitement chimique
Éditeurs de chapitre : Jeanne Mager Stellman et Michael McCann
Table des matières
Tableaux et figures
L’industrie chimique
L. De Boer
Élaboration d'un programme de gestion de la sécurité des procédés
Richard S. Kraus
Opérations et processus des principales unités : un aperçu
Sydney Lipton
Exemples d'opérations de traitement chimique
Production de chlore et caustique
L'Institut du chlore, Inc.
Fabrication de peinture et de revêtement
Michel McCann
Industrie des plastiques
PK Law et TJ Britton
Industrie de la biotechnologie
Susan B. Lee et Linda B. Wolfe
Industrie pyrotechnique
J.Kroeger
Tables
Cliquez sur un lien ci-dessous pour afficher le tableau dans le contexte de l'article.
1. Emploi dans l'industrie chimique dans certains pays
2. Quelques facteurs généraux de sélection de site
3. Considérations relatives à la sécurité de l'emplacement de l'usine
4. Installations généralement séparées dans l'aménagement général de l'usine
5. Considérations générales dans une disposition d'unité de processus
6. Étapes pour limiter les stocks
7. Considérations sur la séparation et l'emplacement des réservoirs
8. Pompes dans l'industrie chimique
9. Sources potentielles d'explosion dans l'équipement
10. Produits volatils de la décomposition des plastiques
11. Micro-organismes d'importance industrielle
12. Matières premières utilisées dans la fabrication de pièces pyrotechniques
Figures
Pointez sur une vignette pour voir la légende de la figure, cliquez pour voir la figure dans le contexte de l'article.
|
|












78. Pétrole et gaz naturel (1)
78. Pétrole et gaz naturel
Éditeur de chapitre : Richard S. Kraus
Table des matières
Processus de raffinage du pétrole
Richard S. Kraus
Tables
Cliquez sur un lien ci-dessous pour afficher le tableau dans le contexte de l'article.
1. Résumé de l'histoire de la transformation du raffinage
2. Principaux produits du raffinage du pétrole brut
3. Vue d'ensemble des procédés de raffinage du pétrole
Figures
Pointez sur une vignette pour voir la légende de la figure, cliquez pour voir la figure dans le contexte de l'article.

























79. Industrie pharmaceutique (2)
79. Industrie pharmaceutique
Éditeur de chapitre : Keith D. Tait
Table des matières
Tableaux et figures
Industrie pharmaceutique
Keith D.Tait
Étude de cas : effets des œstrogènes synthétiques sur les travailleurs pharmaceutiques : un exemple aux États-Unis
Dennis D. Zaebst
Tables
Cliquez sur un lien ci-dessous pour afficher le tableau dans le contexte de l'article.
1. Principales catégories d'agents pharmaceutiques
2. Solvants utilisés dans l'industrie pharmaceutique
Figures
Pointez sur une vignette pour voir la légende de la figure, cliquez pour voir la figure dans le contexte de l'article.










80. Industrie du caoutchouc (12)
80. Industrie du caoutchouc
Éditeurs de chapitre : Louis S. Beliczky et John Fajen
Table des matières
Tableaux et figures
Profil général
Louis S. Beliczky et John Fajen
Culture de l'hévéa
Alan Echt
Fabrication de pneus
James S.Frederick
Produits industriels non pneumatiques
Ray C. Bécasse
Étude de cas : vulcaisation en bain de sel
Beth Donovan Reh
1,3-Butadiène
Ronald L. Melnick
Contrôles d'ingénierie
Ray C. Bécasse
Sécurité
James R. Townhill
Études épidémiologiques
Robert Harris
Dermatite de contact avec le caoutchouc et allergie au latex
James S.Taylor et Yung Hian Leow
Ergonomie
William S.Marras
Questions environnementales et de santé publique
Thomas Rhodarmer
Tables
Cliquez sur un lien ci-dessous pour afficher le tableau dans le contexte de l'article.
1. Quelques polymères de caoutchouc importants
2. Consommation mondiale de caoutchouc en 1993
Figures
Pointez sur une vignette pour voir la légende de la figure, cliquez pour voir la figure dans le contexte de l'article.
|
|














Produits industriels non pneumatiques
Les produits en caoutchouc sont fabriqués pour d'innombrables applications, en utilisant des procédés similaires à ceux décrits pour la fabrication de pneus. Cependant, les produits autres que les pneumatiques utilisent une plus grande variété de polymères et de produits chimiques pour leur conférer les propriétés dont ils ont besoin (voir tableau 1). Les composés sont soigneusement conçus pour réduire les risques tels que la dermatite et les nitrosamines dans l'usine et dans des produits tels que les fournitures chirurgicales, les respirateurs et les tétines de biberons qui sont utilisés en contact avec le corps. Souvent, l'équipement de traitement est à plus petite échelle que dans la fabrication de pneus, avec une plus grande utilisation du mélange en usine. Les membranes de toiture et de décharge sont fabriquées sur les plus grandes calandres au monde. Certaines entreprises se spécialisent dans la composition du caoutchouc selon les spécifications d'autres qui le transforment en de nombreux types de produits différents.
Produits renforcés tels que les courroies d'entraînement, les diaphragmes de frein à air et les chaussures sont constitués de caoutchouc calandré, de tissu enduit ou de corde sur un tambour rotatif ou une forme fixe. Le durcissement se fait généralement par moulage par compression pour fixer la forme finale, en utilisant parfois la pression de la vapeur et une vessie ou un airbag comme avec un pneu. Plus de polymères synthétiques sont utilisés dans les produits autres que les pneus. Ils ne sont pas aussi collants que le caoutchouc naturel, donc plus de solvant est utilisé pour nettoyer et rendre les couches accumulées collantes. Le broyage, le calandrage et les solvants ou adhésifs sont contournés dans certains cas en passant directement du mélangeur à une extrudeuse à tête croisée pour fabriquer le produit.
Produits non renforcés sont formés et durcis par transfert ou moulage par injection, extrudés et durcis dans un four à air chaud ou formés dans un moule à compression à partir d'un lingot prédécoupé. Le caoutchouc spongieux est fabriqué par des agents dans le composé qui libèrent du gaz lorsqu'ils sont chauffés.
Tuyau en caoutchouc est construit en tressant, tricotant ou filant un cordon ou un fil de renfort sur un tube extrudé soutenu par une pression d'air ou un mandrin solide, puis en extrudant un tube de couverture dessus. Un revêtement en plomb extrudé ou une enveloppe croisée en nylon est ensuite placé sur le tuyau pour le moulage par compression et retiré après durcissement, ou bien le tuyau est mis nu dans le vulcanisateur à vapeur sous pression. Le nylon croisé ou le plastique extrudé remplacent de plus en plus le plomb. Le tuyau incurvé automobile est coupé et poussé sur des mandrins en forme pour le durcissement ; dans certains cas, les robots prennent en charge ce travail manuel pénible. Il existe également un procédé qui utilise des fibres coupées pour le renforcement et une matrice mobile dans l'extrudeuse pour façonner le tuyau.
Ciments mélangés à partir de caoutchouc et de solvant sont utilisés pour enduire le tissu d'une multitude de produits. Le toluène, l'acétate d'éthyle et le cyclohexane sont des solvants courants. Le tissu est trempé dans du ciment mince, ou le caoutchouc peut être accumulé par incréments de quelques micromètres en appliquant un ciment plus épais sous un couteau sur un rouleau. Le durcissement est effectué sur un vulcanisateur rotatif continu ou dans un four à air chaud protégé contre les explosions. Des procédés au latex sont en cours de développement pour les tissus enduits en remplacement des ciments.
Les ciments de caoutchouc sont également couramment utilisés comme adhésifs. L'hexane, l'heptane, le naphta et le 1,1,1-trichloroéthane sont des solvants courants pour ces produits, mais l'hexane est remplacé en raison de sa toxicité.
latex est une suspension typiquement très alcaline de caoutchouc naturel ou synthétique dans l'eau. Les formes pour les gants et les ballons sont trempées, ou le composé de latex peut être moussé pour le support de tapis, extrudé dans une solution coagulante d'acide acétique et lavé pour produire du fil, ou étalé sur du tissu. Le produit est séché et durci dans un four. Le latex de caoutchouc naturel est largement utilisé dans les gants et dispositifs médicaux. Les gants sont saupoudrés d'amidon de maïs ou traités dans une solution chlorée pour détacher la surface. Les gants non poudrés seraient sujets à une combustion spontanée lorsqu'ils sont stockés en grande quantité dans un endroit chaud.
Dangers et précautions
Les risques liés au traitement du caoutchouc comprennent l'exposition à des surfaces chaudes, à la vapeur sous pression, aux solvants, aux auxiliaires de traitement, aux vapeurs de durcissement et au bruit. Les agents de poudrage comprennent les stéarates, le talc, le mica et l'amidon de maïs. Les poussières organiques sont explosives. La finition ajoute une variété de risques tels que le poinçonnage, la coupe, le meulage, les solvants d'encre d'impression et les lavages de traitement de surface alcalins ou acides.
Pour les précautions, consultez les articles "Contrôles d'ingénierie" ainsi que "Sécurité" dans ce chapitre.
La vulcanisation par micro-ondes, par faisceau d'électrons et par ultrasons est en cours de développement pour générer de la chaleur dans le caoutchouc au lieu de la transférer de manière inefficace de l'extérieur vers l'intérieur. L'industrie travaille dur pour éliminer ou trouver des substituts plus sûrs au plomb, aux agents de dépoussiérage et aux solvants organiques volatils et pour améliorer les composés pour des propriétés meilleures et plus sûres dans le traitement et l'utilisation.
Étude de cas : vulcanisation par bain de sel
La vulcanisation en bain de sel est une méthode de durcissement liquide (LCM), une méthode courante de vulcanisation continue (CV). Les méthodes CV sont souhaitables pour produire des produits tels que des tubes, des tuyaux et des coupe-froid. Le sel est un bon choix pour une méthode CV car il nécessite des unités de durcissement relativement courtes - il a de bonnes propriétés d'échange thermique et peut être utilisé aux températures élevées nécessaires (177 à 260 ° C). De plus, le sel ne provoque pas d'oxydation de surface et il est facile à nettoyer avec de l'eau. L'ensemble de l'opération implique au moins quatre processus principaux : le caoutchouc est alimenté par une extrudeuse ventilée (ou sous vide) à alimentation froide, transporté à travers le bain de sel, rincé et refroidi, puis coupé et traité selon les spécifications. L'extrudat est soit immergé soit arrosé par le sel fondu, qui est un mélange eutectique (facilement fusible) de sels de nitrate et de nitrite, tels que 53 % de nitrate de potassium, 40 % de nitrite de sodium et 7 % de nitrate de sodium. Le bain de sel est généralement fermé avec des portes d'accès d'un côté et des serpentins de chauffage électrique de l'autre.
Un inconvénient du bain de sel LCM est qu'il a été associé à la formation de nitrosamines, qui sont suspectées d'être cancérigènes pour l'homme. Ces produits chimiques se forment lorsqu'un azote (N) et un oxygène (O) d'un composé « nitrosant » se lient à l'azote du groupe amino (N) du composé amine. Les sels de nitrate et de nitrite utilisés dans le bain de sel servent d'agents de nitrosation et se combinent avec les amines dans le composé de caoutchouc pour former des nitrosamines. Les composés de caoutchouc qui sont des précurseurs de nitrosamines comprennent : les sulfénamides, les sulfénamides secondaires, les dithiocarbamates, les thiurames et les diéthylhydroxylamines. Certains composés de caoutchouc contiennent en fait une nitrosamine, telle que la nitrosodiphénylamine (NDPhA), un retardateur, ou la dinitrosopentaméthylènetétramine (DNPT), un agent gonflant. Ces nitrosamines sont faiblement cancérigènes, mais elles peuvent « trans-nitroser », ou transférer leurs groupes nitroso à d'autres amines pour former des nitrosamines plus cancérigènes. Les nitrosamines qui ont été détectées dans les opérations de bain de sel comprennent : la nitrosodiméthylamine (NDMA), la nitrosopipéridine (NPIP), la nitrosomorpholine (NMOR), la nitrosodiéthylamine (NDEA) et la nitrosopyrrolidine (NPYR).
Aux États-Unis, l'Occupational Safety and Health Administration (OSHA) et le NIOSH considèrent la NDMA comme un cancérogène professionnel, mais aucun n'a établi de limite d'exposition. En Allemagne, il existe une réglementation stricte pour les expositions professionnelles aux nitrosamines : dans l'industrie générale, l'exposition totale aux nitrosamines ne peut pas dépasser 1 μg/m3. Pour certains procédés, tels que la vulcanisation du caoutchouc, les expositions totales aux nitrosamines ne doivent pas dépasser 2.5 μg/m3.
L'élimination de la formation de nitrosamine des opérations CV peut être effectuée soit en reformulant les composés de caoutchouc, soit en utilisant une méthode CV autre qu'un bain de sel, comme l'air chaud avec des billes de verre ou le durcissement par micro-ondes. Les deux changements nécessitent de la recherche et du développement pour s'assurer que le produit final a toutes les mêmes propriétés souhaitables que l'ancien produit en caoutchouc. Une autre option pour réduire les expositions est la ventilation par aspiration locale. Non seulement le bain de sel doit être fermé et correctement ventilé, mais également d'autres zones le long de la ligne, telles que les endroits où le produit est coupé ou percé, nécessitent des contrôles techniques suffisants pour garantir que l'exposition des travailleurs reste faible.
1,3-butadine
Gaz incolore produit en tant que coproduit de la fabrication de l'éthylène, le 1,3-butadiène est largement utilisé comme matière première dans la fabrication de caoutchouc synthétique (par exemple, caoutchouc styrène-butadiène (SBR) et caoutchouc polybutadiène) et de résines thermoplastiques .
Effets sur la santé
Études animales. Le butadiène inhalé est cancérogène sur plusieurs sites d'organes chez le rat et la souris. Chez les rats exposés à 0, 1,000 8,000 ou 2 6.25 ppm de butadiène pendant 1,250 ans, une augmentation de l'incidence des tumeurs et/ou des tendances dose-réponse ont été observées dans le pancréas exocrine, les testicules et le cerveau des mâles et dans la glande mammaire, la glande thyroïde, l'utérus et le Zymbal glande des femelles. Des études d'inhalation de butadiène chez des souris ont été menées à des expositions allant de XNUMX à XNUMX XNUMX ppm. L'induction de lymphomes malins précoces et d'hémangiosarcomes cardiaques rares a été particulièrement remarquable chez la souris. Des tumeurs pulmonaires malignes ont été induites à toutes les concentrations d'exposition. D'autres sites d'induction de tumeurs chez la souris comprenaient le foie, le préestomac, la glande de Harder, l'ovaire, la glande mammaire et la glande préputiale. Les effets non néoplasiques de l'exposition au butadiène chez les souris comprenaient la toxicité de la moelle osseuse, l'atrophie testiculaire, l'atrophie ovarienne et la toxicité pour le développement.
Le butadiène est génotoxique pour les cellules de la moelle osseuse des souris, mais pas pour les rats, produisant une augmentation des échanges de chromatides soeurs, des micronoyaux et des aberrations chromosomiques. Le butadiène est également mutagène pour Salmonelle typhimurium en présence de systèmes d'activation métabolique. L'activité mutagène du butadiène a été attribuée à son métabolisme en intermédiaires époxydes mutagènes (et cancérigènes).
Études humaines. Des études épidémiologiques ont systématiquement mis en évidence une surmortalité par cancers lymphatiques et hématopoïétiques associée à une exposition professionnelle au butadiène. Dans l'industrie de la production de butadiène, l'augmentation des lymphosarcomes chez les travailleurs de la production était concentrée chez les hommes qui ont été employés pour la première fois avant 1946. Une étude cas-témoin des cancers lymphatiques et hématopoïétiques dans huit installations SBR a identifié une forte association entre la mortalité par leucémie et l'exposition au butadiène. Les caractéristiques importantes des cas de leucémie étaient que la plupart avaient été embauchés avant 1960, travaillaient dans trois des usines et avaient été employés pendant au moins 10 ans dans l'industrie. Le Centre international de recherche sur le cancer (CIRC) a classé le 1,3-butadiène comme probablement cancérogène pour l'homme (CIRC 1992).
Une étude épidémiologique récente a fourni des données qui confirment l'excès de mortalité par leucémie chez les travailleurs SBR exposés au butadiène (Delzell et al. 1996). La correspondance des sites entre les lymphomes induits chez la souris exposée au butadiène et les cancers lymphatiques et hématopoïétiques associés à l'exposition professionnelle au butadiène est particulièrement remarquable. En outre, les estimations du risque de cancer humain dérivées des données sur les lymphomes induits par le butadiène chez la souris sont similaires aux estimations du risque de leucémie déterminées à partir des nouvelles données épidémiologiques.
Exposition industrielle et contrôle
Des enquêtes sur l'exposition dans les industries où le butadiène est produit et utilisé ont été menées par l'Institut national américain pour la sécurité et la santé au travail (NIOSH) au milieu des années 1980. Les expositions étaient supérieures à 10 ppm dans 4 % des échantillons et inférieures à 1 ppm dans 81 % des échantillons. Les expositions n'étaient pas homogènes dans des catégories d'emplois spécifiques, et des excursions aussi élevées que 370 ppm ont été mesurées. Les expositions au butadiène étaient probablement beaucoup plus élevées pendant la Seconde Guerre mondiale, lorsque l'industrie du caoutchouc synthétique connaissait une croissance rapide. Un échantillon limité d'usines de fabrication de pneus et de boyaux en caoutchouc était inférieur à la limite de détection (0.005 ppm) (Fajen, Lunsford et Roberts, 1993).
Les expositions au butadiène peuvent être réduites en s'assurant que les raccords des systèmes en boucle fermée ne sont pas usés ou mal connectés. D'autres mesures pour contrôler les expositions potentielles comprennent : l'utilisation de systèmes en boucle fermée pour l'échantillonnage des bouteilles, l'utilisation de joints mécaniques doubles pour contrôler les fuites de pompes qui fuient, l'utilisation de jauges magnétiques pour surveiller les opérations de remplissage des wagons et l'utilisation d'une hotte de laboratoire pour vider les bouteilles. .
Contrôles d'ingénierie
La fabrication de pneus et d'autres produits en caoutchouc expose les travailleurs à une grande variété de produits chimiques. Ceux-ci comprennent de nombreuses poudres, solides, huiles et polymères différents utilisés comme ingrédients de mélange; poussières anti-adhérentes pour empêcher le collage ; brouillard, fumées et vapeurs générés par le chauffage et le durcissement des composés de caoutchouc ; et les solvants utilisés pour les ciments et les auxiliaires de fabrication. Les effets sur la santé liés à la plupart d'entre eux ne sont pas bien connus, sauf qu'ils sont généralement de nature chronique plutôt qu'aigus à des niveaux d'exposition typiques. Les contrôles techniques visent généralement à réduire globalement le niveau de poussière, les émissions de caoutchouc chauffé ou les fumées de durcissement auxquelles les travailleurs sont exposés. En cas d'exposition à des produits chimiques, solvants ou agents spécifiques (tels que le bruit) connus pour être nocifs, les efforts de contrôle peuvent être ciblés plus spécifiquement et, dans de nombreux cas, l'exposition peut être éliminée.
L'élimination ou la substitution de matériaux nocifs est peut-être le moyen le plus efficace de contrôle technique des risques dans la fabrication du caoutchouc. Par exemple, la β-naphtylamine contenue comme impureté dans un antioxydant a été identifiée dans les années 1950 comme une cause de cancer de la vessie et a été interdite. Le benzène était autrefois un solvant courant mais a été remplacé depuis les années 1950 par le naphta, ou essence blanche, dans lequel la teneur en benzène a été régulièrement réduite (de 4 à 7 % à généralement moins de 0.1 % du mélange). L'heptane a été utilisé comme substitut de l'hexane et fonctionne aussi bien ou mieux. La gaine en plomb est remplacée par d'autres matériaux pour durcir les tuyaux. Des composés de caoutchouc sont conçus pour réduire les dermatites lors de la manipulation et la formation de nitrosamines lors du durcissement. Les talcs utilisés à des fins anti-collantes sont sélectionnés pour leur faible teneur en amiante et en silice.
Composé de caoutchouc
La ventilation par aspiration locale est utilisée pour contrôler la poussière, le brouillard et les fumées lors de la préparation et du mélange des composés de caoutchouc et dans les processus de finition impliquant le polissage et le meulage des produits en caoutchouc (voir figure 1). Avec de bonnes pratiques de travail et des conceptions de ventilation, les expositions à la poussière sont généralement bien inférieures à 2 mg/m3. L'entretien efficace des filtres, des hottes et des équipements mécaniques est un élément essentiel du contrôle technique. Des modèles de hottes spécifiques sont donnés dans le manuel de ventilation de l'American Conference of Governmental Industrial Hygienists et dans le Rubber and the Plastics Research Association of Great Britain ventilation handbook (ACGIH 1995).
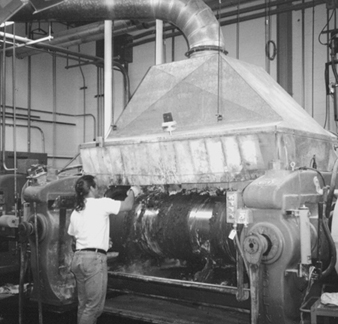
Figure 1. Une hotte à baldaquin contrôle les fumées lors de la finition d'un tube coulé dans une usine de caoutchouc industrielle en Italie

Les produits chimiques de mélange ont traditionnellement été récupérés des bacs dans de petits sacs sur une balance, puis placés sur un convoyeur pour être versés dans le mélangeur ou sur un broyeur. Les expositions à la poussière sont contrôlées par une hotte aspirante latérale située derrière la balance (voir figure 2). et dans certains cas par des capots à fentes au bord des bacs de stockage. Le contrôle de la poussière dans ce processus est amélioré en remplaçant les poudres par des formes de particules plus grosses ou granulaires, en combinant les ingrédients dans un seul sac (souvent thermoscellé) et en alimentant automatiquement les composés du bac de stockage au sac de transfert ou directement au sac. mixer. Les pratiques de travail des opérateurs influencent également fortement la quantité d'exposition à la poussière.
Figure 2. Ventilation par aspiration locale à fentes dans un poste de pesage composé

Le mélangeur Banbury nécessite une hotte enveloppante efficace pour capturer la poussière du chargement et pour collecter les fumées et le brouillard d'huile provenant du caoutchouc chauffé lorsqu'il se mélange. Les hottes bien conçues sont souvent perturbées par les courants d'air des ventilateurs sur pied utilisés pour refroidir l'opérateur. Un équipement motorisé est disponible pour transporter les sacs des palettes au convoyeur de chargement.
Les broyeurs sont équipés de hottes à auvent pour capter les émissions de brouillard d'huile, de vapeurs et de fumées provenant du caoutchouc chaud. À moins qu'elles ne soient plus fermées, ces hottes sont moins efficaces pour capturer la poussière lorsque les composés sont mélangés sur le broyeur ou que le broyeur est saupoudré de poudres anti-collantes (voir figure 3). Ils sont également sensibles aux courants d'air des ventilateurs sur pied ou à l'air d'appoint de ventilation générale mal dirigé. Une conception push-pull a été utilisée qui place un rideau d'air devant l'opérateur dirigé vers le haut dans la verrière. Les broyeurs sont souvent surélevés pour mettre le point de pincement du rouleau hors de portée de l'opérateur, et ils ont également un fil ou une barre de déclenchement devant l'opérateur pour arrêter le broyeur en cas d'urgence. Des gants volumineux sont portés qui seront tirés dans la pince avant que les doigts ne soient pris.
Figure 3. Un rideau au bord d'une hotte auvent au-dessus d'un broyeur-mélangeur aide à contenir la poussière.
Les dalles de caoutchouc retirées des moulins et des calandres sont recouvertes d'un revêtement pour les empêcher de coller les unes aux autres. Cela se fait parfois en saupoudrant le caoutchouc de poudre, mais est maintenant plus souvent fait en le trempant dans un bain-marie (voir figure 4). L'application du composé anti-collant de cette manière réduit considérablement l'exposition à la poussière et améliore l'entretien ménager.
Figure 4. Une bande de caoutchouc provenant d'un broyeur discontinu Banbury passe dans un bain d'eau pour appliquer un composé anti-collant.

Ray C. Bécasse
La poussière et les fumées sont acheminées vers des dépoussiéreurs à sac ou à cartouche. Dans les grandes installations, l'air est parfois recirculé dans l'usine. Dans ce cas, un équipement de détection des fuites est nécessaire pour s'assurer que les contaminants ne sont pas recirculés. Les odeurs de certains ingrédients tels que la colle animale rendent la recirculation de l'air indésirable. La poussière de caoutchouc brûle facilement, c'est pourquoi la protection contre les incendies et les explosions pour les conduits et les dépoussiéreurs est une considération importante. Le soufre et les poussières explosives telles que la fécule de maïs ont également des exigences particulières en matière de protection contre les incendies.
Traitement du caoutchouc
Des hottes d'évacuation locales sont souvent utilisées au niveau des têtes d'extrudeuse pour capturer le brouillard et les vapeurs de l'extrusion chaude, qui peuvent ensuite être dirigées dans un bain d'eau pour le refroidir et supprimer les émissions. Des hottes sont également utilisées à de nombreux autres points d'émission dans l'usine, tels que les broyeurs, les cuves de trempage et les équipements de test de laboratoire, où les contaminants de l'air peuvent facilement être collectés à la source.
Le nombre et la configuration physique des postes de construction pour pneus et autres produits les rendent généralement inadaptés à la ventilation par aspiration locale. Le confinement des solvants dans des récipients couverts autant que possible, ainsi que des pratiques de travail prudentes et un volume d'air de dilution adéquat dans la zone de travail, sont importants pour maintenir les expositions à un faible niveau. Des gants ou des outils applicateurs sont utilisés pour minimiser le contact avec la peau.
Les presses de durcissement et les vulcanisateurs libèrent de grandes quantités de vapeurs de durcissement chaudes lorsqu'elles sont ouvertes. La plupart des émissions visibles sont des brouillards d'huile, mais le mélange est également riche en de nombreux autres composés organiques. La ventilation par dilution est la mesure de contrôle la plus souvent utilisée, souvent en combinaison avec des hottes à auvent ou des enceintes à rideaux sur des vulcanisateurs individuels ou des groupes de presses. De grands volumes d'air sont nécessaires qui, s'ils ne sont pas remplacés par de l'air d'appoint adéquat, peuvent perturber la ventilation et les hottes dans les bâtiments ou services de liaison. Les opérateurs doivent être positionnés à l'extérieur de la hotte ou de l'enceinte. S'ils doivent être placés sous la hotte, des ventilateurs d'air frais à tirage descendant peuvent être placés au-dessus de leurs postes de travail. Sinon, l'air de remplacement doit être introduit à côté des enceintes mais pas dirigé vers la verrière. La limite d'exposition professionnelle britannique pour les fumées de vulcanisation du caoutchouc est de 0.6 mg/m3 de matière soluble dans le cyclohexane, ce qui est normalement faisable avec de bonnes pratiques et une bonne conception de la ventilation.
La fabrication et l'application de ciment de caoutchouc présentent des exigences de contrôle technique spéciales pour les solvants. Les barattes de mélange sont scellées et ventilées vers un système de récupération de solvant, tandis que la ventilation par dilution contrôle les niveaux de vapeur dans la zone de travail. Les expositions les plus élevées de l'opérateur proviennent du fait qu'il atteint les barattes pour les nettoyer. Lors de l'application de ciment de caoutchouc sur le tissu, une combinaison de ventilation par aspiration locale aux points d'émission, de conteneurs couverts, de ventilation générale dans la salle de travail et d'air d'appoint correctement dirigé contrôle l'exposition des travailleurs. Les fours de séchage sont évacués directement, ou parfois l'air est recirculé dans le four avant d'être évacué. Les systèmes de récupération de solvant d'adsorption de carbone sont les dispositifs de purification de l'air les plus courants. Le solvant récupéré est réinjecté dans le procédé. Les normes de protection contre les incendies exigent que la concentration de vapeurs inflammables dans le four soit maintenue en dessous de 25 % de la limite inférieure d'explosivité (LIE), à moins qu'une surveillance continue et des contrôles automatiques ne soient fournis pour s'assurer que la concentration de vapeurs ne dépasse pas 50 % LIE (NFPA 1995).
L'automatisation des processus et des équipements réduit souvent l'exposition aux contaminants et aux agents physiques en suspension dans l'air en plaçant l'opérateur à une plus grande distance, en confinant la source ou en réduisant la génération du danger. La réduction des contraintes physiques sur le corps est également un avantage important de l'automatisation des processus et de la manutention des matériaux.
Lutte contre le bruit
Les expositions au bruit importantes proviennent souvent d'équipements tels que les tresseuses et les meuleuses à bande, les orifices d'échappement d'air, les fuites d'air comprimé et les fuites de vapeur. Les enceintes anti-bruit sont efficaces pour les tresseuses et les meuleuses. Des silencieux très efficaces sont fabriqués pour les orifices d'échappement d'air. Dans certains cas, les orifices peuvent être canalisés vers un collecteur commun qui s'évacue ailleurs. Le bruit de l'air provenant des fuites peut souvent être réduit par un meilleur entretien, une meilleure enceinte, une meilleure conception ou de bonnes pratiques de travail pour limiter le cycle du bruit.
Pratiques de travail
Pour prévenir les dermatites et les allergies au caoutchouc, les produits chimiques pour caoutchouc et les lots de caoutchouc frais ne doivent pas entrer en contact avec la peau. Lorsque les contrôles d'ingénierie sont insuffisants pour cela, des gants à manchettes longues, ou des gants et des chemises à manches longues, doivent être utilisés pour garder les poudres et les plaques de caoutchouc hors de la peau. Les vêtements de travail doivent être séparés des vêtements de ville. Les douches sont recommandées avant de se changer en vêtements de ville pour éliminer les contaminants résiduels de la peau.
D'autres équipements de protection tels que des protections auditives et des respirateurs peuvent également être parfois nécessaires. Cependant, les bonnes pratiques exigent que la priorité soit toujours donnée à la substitution ou à d'autres solutions techniques pour réduire les expositions dangereuses sur le lieu de travail.
Sécurité
Sécurité de l'usine
Les moulins et les calandres sont largement utilisés dans l'industrie du caoutchouc. Les accidents de pincement (se coincer dans les rouleaux en rotation) sont des risques majeurs pour la sécurité lors du fonctionnement de ces machines. En outre, il existe un potentiel d'accidents lors de la réparation et de l'entretien de ces machines et d'autres utilisées dans l'industrie du caoutchouc. Cet article traite de ces risques pour la sécurité.
En 1973, aux États-Unis, le National Joint Industrial Council for the Rubber Manufacturing Industry a conclu que pour les points de pincement en cours de course, un dispositif de sécurité qui dépendait de l'action de l'opérateur ne pouvait pas être considéré comme une méthode efficace pour prévenir les accidents de pincement de course. Cela est particulièrement vrai des moulins de l'industrie du caoutchouc. Malheureusement, peu a été fait pour forcer les changements de code. Actuellement, il n'y a qu'un seul dispositif de sécurité qui ne nécessite aucune action de l'opérateur pour s'activer. La barre de carrosserie est le seul dispositif automatique largement accepté qui est un moyen efficace de prévenir les accidents de laminage. Cependant, même la barre de corps a des limites et ne peut pas être utilisée dans tous les cas à moins que des modifications ne soient apportées à l'équipement et à la pratique du travail.
Le problème de la sécurité des usines n'est pas simple; il y a plusieurs problèmes majeurs impliqués:
- hauteur du moulin
- la taille de l'opérateur
- équipement auxiliaire
- le fonctionnement du moulin
- la pégosité ou le caractère collant du stock
- distance d'arrêt.
La hauteur du moulin fait une différence quant à l'endroit où l'opérateur travaille le moulin. Pour les usines de moins de
1.27 m de haut, où la taille de l'opérateur est supérieure à 1.68 m, on a tendance à travailler trop haut sur le broyeur ou trop près du pincement. Cela permet un temps de réaction très court de la sécurité automatique pour arrêter le broyeur.
La taille de l'opérateur dicte également la distance à laquelle l'opérateur doit se rendre au front de taille pour faire fonctionner le broyeur. Les opérateurs sont de tailles différentes et doivent souvent exploiter la même usine. La plupart du temps, aucun réglage n'est effectué sur les dispositifs de sécurité du broyeur.
Les équipements auxiliaires tels que les convoyeurs ou les chargeurs peuvent souvent entrer en conflit avec les câbles et cordes de sécurité. Malgré les codes contraires, souvent la corde ou le câble de sécurité est déplacé pour permettre le fonctionnement de l'équipement auxiliaire. Cela peut amener l'opérateur à travailler avec le moulin avec le câble de sécurité derrière la tête de l'opérateur.
Bien que la hauteur du moulin et l'équipement auxiliaire jouent un rôle dans le fonctionnement d'un moulin, d'autres facteurs entrent en ligne de compte. S'il n'y a pas de rouleau mélangeur sous le mélangeur pour répartir le caoutchouc uniformément sur le broyeur, l'opérateur devra déplacer physiquement le caoutchouc d'un côté du broyeur à l'autre à la main. Le mélange et le déplacement du caoutchouc exposent l'opérateur à un risque accru de foulures ou d'entorses en plus du risque de pincement du broyeur.
L'adhésivité ou le caractère collant du stock pose un risque supplémentaire. Si le caoutchouc colle au rouleau de laminage et que l'opérateur doit le retirer du rouleau, une barre de corps devient un danger pour la sécurité. Les opérateurs de moulins à caoutchouc chaud doivent porter des gants. Les opérateurs d'usine utilisent des couteaux. Le papier collant peut saisir un couteau, un gant ou une main nue et le tirer vers la ligne de contact du broyeur.
Même un dispositif de sécurité automatique ne sera efficace que si le broyeur peut être arrêté avant que l'opérateur n'atteigne l'emprise de fonctionnement du broyeur. Les distances d'arrêt doivent être vérifiées au moins une fois par semaine et les freins testés au début de chaque quart de travail. Les freins électriques dynamiques doivent être contrôlés régulièrement. Si le commutateur zéro n'est pas réglé correctement, le broyeur se déplacera d'avant en arrière et des dommages au broyeur en résulteront. Dans certaines situations, les freins à disque sont préférables. Avec les freins électriques, un problème peut survenir si l'opérateur a activé le bouton d'arrêt du broyeur et a ensuite tenté un arrêt d'urgence du broyeur. Sur certains broyeurs, l'arrêt d'urgence ne fonctionnera pas après l'activation du bouton d'arrêt du broyeur.
Certains ajustements ont été apportés pour améliorer la sécurité de l'usine. Les étapes suivantes ont considérablement réduit l'exposition aux blessures par pincement de course sur les moulins :
- Une barre de corps doit être utilisée sur la face de travail de chaque broyeur, mais seulement si la barre est réglable pour la hauteur et la portée de l'opérateur.
- Les freins de l'usine peuvent être mécaniques ou électriques, mais ils doivent être vérifiés à chaque quart de travail et la distance doit être vérifiée chaque semaine. Les distances d'arrêt doivent être conformes aux recommandations de distance d'arrêt de l'American National Standards Institute (ANSI).
- Là où les broyeurs mélangeurs ont un stock chaud et collant, un système à deux broyeurs a remplacé le système à broyeur unique. Cela a réduit l'exposition de l'opérateur et amélioré le mélange du stock.
- Lorsque les opérateurs doivent déplacer des stocks dans une usine, un rouleau mélangeur doit être ajouté pour réduire l'exposition de l'opérateur.
- Les pratiques de travail actuelles de l'usine ont été revues pour s'assurer que l'opérateur ne travaille pas trop près de la ligne de contact sur l'usine. Cela inclut les petits broyeurs de laboratoire, en particulier lorsqu'un échantillon peut nécessiter de nombreux passages à travers la ligne de contact en cours d'exécution.
- Des chargeurs de moulin ont été ajoutés sur les moulins pour charger le stock. Cela a éliminé la pratique consistant à essayer de charger un broyeur à l'aide d'un chariot élévateur à fourche et a éliminé tout conflit avec l'utilisation d'une barre de corps comme dispositif de sécurité.
Il existe actuellement une technologie pour améliorer la sécurité des usines. Au Canada, par exemple, une usine de caoutchouc ne peut pas être exploitée sans une barre de corps sur la face de travail ou à l'avant de l'usine. Les pays qui reçoivent des équipements plus anciens d'autres pays doivent ajuster l'équipement pour s'adapter à leur main-d'œuvre.
Sécurité du calendrier
Les calandres ont de nombreuses configurations de machines et d'équipements auxiliaires, ce qui rend difficile d'être précis sur la sécurité des calandres. Pour une étude plus approfondie sur la sécurité des calandres, voir National Joint Industrial Council for the Rubber Manufacturing Industry (1959, 1967).
Malheureusement, lorsqu'une calandre ou toute autre pièce d'équipement a été transférée d'une entreprise à une autre ou d'un pays à un autre, souvent l'historique des accidents n'est pas inclus. Cela a entraîné le retrait des gardes et des pratiques de travail dangereuses qui avaient été modifiées en raison d'un incident antérieur. Cela a conduit à la répétition de l'histoire, à la répétition d'accidents survenus dans le passé. Un autre problème est la langue. Les machines dont les commandes et les instructions sont dans une langue différente du pays de l'utilisateur compliquent la sécurité d'utilisation.
Les calendriers ont augmenté en vitesse. La capacité de freinage de ces machines n'a pas toujours suivi le rythme de l'équipement. Cela est particulièrement vrai autour des rouleaux de calandre. Si ces rouleaux ne peuvent pas être arrêtés dans la distance d'arrêt recommandée, une méthode supplémentaire doit être utilisée pour protéger les employés. Si nécessaire, la calandre doit être équipée d'un dispositif de détection qui ralentira la machine lorsque les rouleaux sont approchés pendant le fonctionnement. Cela s'est avéré très efficace pour empêcher les employés de s'approcher trop près des rouleaux pendant le fonctionnement de la machine.
Certains des autres grands domaines identifiés par le National Joint Industrial Council sont encore une source de blessures aujourd'hui :
- éliminer les bourrages et ajuster le matériel
- blessures en cours d'exécution, en particulier lors des liquidations
- enfiler
- communication.
Un programme de verrouillage efficace et bien compris (voir ci-dessous) fera beaucoup pour réduire ou éliminer les blessures causées par le dégagement des bourrages ou le réglage du matériau pendant que la machine est en marche. Les dispositifs de proximité qui ralentissent les rouleaux lorsqu'ils sont approchés peuvent aider à dissuader une tentative d'ajustement.
Les blessures par pincement de course restent un problème, en particulier lors des liquidations. Les vitesses à l'enroulement doivent être réglables pour permettre un démarrage lent au début du rouleau. Des sécurités doivent être disponibles en cas de problème. Un dispositif qui ralentit le rouleau lorsqu'on s'en approche aura tendance à décourager une tentative d'ajustement d'une doublure ou d'un tissu pendant l'enroulement. Les rouleaux télescopiques sont une tentation particulière même pour les opérateurs expérimentés.
Le problème des incidents d'enfilage a augmenté avec la vitesse et la complexité du train de calandre et la quantité d'équipements auxiliaires. Ici, l'existence d'un contrôle de ligne unique et de bonnes communications sont essentielles. L'opérateur peut ne pas être en mesure de voir tout l'équipage. Tout le monde doit être pris en compte et les communications doivent être claires et facilement compréhensibles.
La nécessité de bonnes communications est essentielle à la sécurité des opérations lorsqu'un équipage est impliqué. Les moments critiques sont lorsque des ajustements sont effectués ou lorsque la machine est démarrée au début d'un cycle ou démarrée après un arrêt causé par un problème.
La réponse à ces problèmes est une équipe bien formée qui comprend les problèmes de fonctionnement de la calandre, un système de maintenance qui maintient tous les dispositifs de sécurité en bon état de fonctionnement et un système qui vérifie les deux.
Verrouillage de la machine
Le concept de verrouillage de la machine n'est pas nouveau. Bien que le cadenassage ait été généralement accepté dans les programmes de maintenance, très peu a été fait pour le faire accepter dans le domaine de l'exploitation. Une partie du problème est la reconnaissance du danger. Une norme de verrouillage typique exige que « si le mouvement inattendu de l'équipement ou la libération d'énergie peut causer des blessures à un employé, alors cet équipement doit être verrouillé ». Le verrouillage ne se limite pas à l'énergie électrique et toutes les énergies ne peuvent pas être verrouillées ; certaines choses doivent être bloquées en position, les tuyaux doivent être déconnectés et obturés, la pression stockée doit être relâchée. Alors que le concept de verrouillage est considéré dans certaines industries comme un mode de vie, d'autres industries ne l'ont pas accepté en raison de la crainte du coût du verrouillage.
Le contrôle est au cœur du concept de cadenassage. Lorsque la personne risque de se blesser à la suite d'un mouvement, la ou les sources d'alimentation doivent être désactivées et la ou les personnes à risque doivent en avoir le contrôle. Toutes les situations nécessitant un cadenassage ne sont pas faciles à identifier. Même lorsqu'ils sont identifiés, il n'est pas facile de changer les pratiques de travail.
Une autre clé d'un programme de verrouillage qui est souvent négligée est la facilité avec laquelle une machine ou une ligne peut être verrouillée ou l'alimentation coupée. Les équipements plus anciens n'ont pas été conçus ou installés en pensant au cadenassage. Certaines machines ont été installées avec un seul disjoncteur pour plusieurs machines. D'autres machines ont plusieurs sources d'alimentation, ce qui complique le verrouillage. Pour ajouter à ce problème, les disjoncteurs de la salle de commande des moteurs sont souvent changés ou alimentent des équipements supplémentaires, et la documentation des changements n'est pas toujours à jour.
L'industrie du caoutchouc a vu l'acceptation générale du cadenassage dans la maintenance. Alors que le concept de se protéger des dangers d'un mouvement inattendu n'est pas nouveau, l'utilisation uniforme du cadenassage l'est. Dans le passé, le personnel de maintenance utilisait différents moyens pour se protéger. Cette protection n'était pas toujours cohérente en raison d'autres pressions telles que la production, et pas toujours efficace. Pour certains équipements de l'industrie, la réponse au verrouillage est complexe et difficile à comprendre.
La presse à pneus est un exemple d'équipement pour lequel il existe peu de consensus sur l'heure exacte et la méthode de cadenassage. Bien que le verrouillage complet d'une presse pour une réparation importante soit simple, il n'y a pas de consensus sur le verrouillage d'opérations telles que les changements de moule et de vessie, le nettoyage du moule et l'équipement de déblocage.
La machine à pneus est un autre exemple de difficulté à se conformer au verrouillage. Bon nombre des blessures dans ce domaine n'ont pas touché le personnel d'entretien, mais plutôt les opérateurs et les techniciens de pneus qui effectuent des réglages, changent les tambours, chargent ou déchargent le stock ou débloquent l'équipement et les employés d'entretien nettoyant l'équipement.
Il est difficile d'avoir un programme de cadenassage réussi si le cadenassage prend du temps et est difficile. Dans la mesure du possible, les moyens de déconnexion doivent être disponibles au niveau de l'équipement, ce qui facilite l'identification et peut éliminer ou réduire la possibilité qu'une personne se trouve dans la zone dangereuse lorsque l'énergie est renvoyée à l'équipement. Même avec des modifications qui facilitent l'identification, aucun verrouillage ne peut jamais être considéré comme complet à moins qu'un test ne soit effectué pour s'assurer que les bons dispositifs d'isolation de l'alimentation ont été utilisés. Dans le cas de travaux sur le câblage électrique, un test doit être effectué après avoir tiré le sectionneur pour s'assurer que toute l'alimentation a été coupée.
Un programme de cadenassage efficace doit inclure les éléments suivants :
- L'équipement doit être conçu pour faciliter le verrouillage de toutes les sources d'énergie.
- Les sources de verrouillage doivent être identifiées correctement.
- Les pratiques de travail nécessitant un cadenassage doivent être identifiées.
- Tous les employés touchés par le cadenassage devraient suivre une formation sur le cadenassage.
- Les employés qui sont tenus de verrouiller doivent être formés et informés que le verrouillage est prévu et que toute autre mesure est inacceptable quelles que soient les circonstances.
- Le programme doit être audité régulièrement pour s'assurer qu'il est efficace.
Études épidémiologiques
Dans les années 1920 et 1930, des rapports du Royaume-Uni ont montré que les travailleurs du caoutchouc avaient des taux de mortalité plus élevés que la population générale et que les décès en excès étaient dus aux cancers. Des milliers de matériaux différents sont utilisés dans la fabrication de produits en caoutchouc et ceux qui, le cas échéant, pourraient être associés aux décès excessifs dans l'industrie n'étaient pas connus. L'inquiétude persistante pour la santé des travailleurs du caoutchouc a conduit à des programmes de recherche conjoints entreprise-syndicat sur la santé au travail au sein de l'industrie américaine du caoutchouc à l'Université de Harvard et à l'Université de Caroline du Nord. Les programmes de recherche se sont poursuivis tout au long de la décennie des années 1970, après quoi ils ont été supplantés par des programmes de surveillance de la santé et de maintien de la santé parrainés conjointement par l'entreprise et les syndicats, basés, au moins en partie, sur les résultats de l'effort de recherche.
Les travaux du programme de recherche de Harvard portaient généralement sur la mortalité dans l'industrie du caoutchouc (Monson et Nakano 1976a, 1976b; Delzell et Monson 1981a, 1981b; Monson et Fine 1978) et sur la morbidité respiratoire chez les travailleurs du caoutchouc (Fine et Peters 1976a, 1976b, 1976c ; Fine et al. 1976). Un aperçu de la recherche de Harvard a été publié (Peters et al. 1976).
Le groupe de l'Université de Caroline du Nord s'est engagé dans une combinaison de recherche épidémiologique et environnementale. Les premiers efforts étaient principalement des études descriptives de l'expérience de mortalité des travailleurs du caoutchouc et des enquêtes sur les conditions de travail (McMichael, Spirtas et Kupper 1974; McMichael et al. 1975; Andjelkovich, Taulbee et Symons 1976; Gamble et Spirtas 1976; Williams et al. 1980 ; Van Ert et al. 1980). Cependant, l'accent a été mis principalement sur les études analytiques sur les associations entre les expositions liées au travail et la maladie (McMichael et al. 1976a; McMichael et al. 1976b; McMichael, Andjelkovich et Tyroler 1976; Lednar et al. 1977; Blum et al. 1979 ; Goldsmith, Smith et McMichael 1980 ; Wolf et al. 1981 ; Checkoway et al. 1981 ; Symons et al. 1982 ; Delzell, Andjelkovich et Tyroler 1982 ; Arp, Wolf et Checkoway 1983 ; Checkoway et al. 1984 ; Andjelkovich et al. 1988). Il convient de noter les résultats concernant les associations entre les expositions aux vapeurs de solvants d'hydrocarbures et les cancers (McMichael et al. 1975; McMichael et al. 1976b; Wolf et al. 1981; Arp, Wolf et Checkoway 1983; Checkoway et al. 1984) et les associations entre les expositions aux matières particulaires en suspension dans l'air et incapacité pulmonaire (McMichael, Andjelkovich et Tyroler 1976; Lednar et al. 1977).
À l'Université de Caroline du Nord, les premières études analytiques sur la leucémie chez les travailleurs du caoutchouc ont montré un excès de cas chez les travailleurs qui avaient des antécédents d'emplois dans lesquels des solvants étaient utilisés (McMichael et al. 1975). L'exposition au benzène, un solvant courant dans l'industrie du caoutchouc il y a de nombreuses années et une cause reconnue de leucémie, a été immédiatement suspectée. Des analyses plus détaillées ont cependant montré que les leucémies en excès étaient généralement lymphocytaires, alors que les expositions au benzène étaient couramment associées au type myéloblastique (Wolf et al. 1981). On a supposé qu'un agent autre que le benzène pouvait être impliqué. Un examen très minutieux des registres d'utilisation de solvants et des sources d'approvisionnement en solvants d'une grande entreprise a montré que l'utilisation de solvants à base de charbon, y compris le benzène et le xylène, avait une association beaucoup plus forte avec la leucémie lymphocytaire que l'utilisation de solvants à base de pétrole ( Arp, Wolf et Checkoway 1983). Les solvants à base de charbon sont généralement contaminés par des hydrocarbures aromatiques polynucléaires, y compris des composés dont il a été démontré qu'ils provoquent une leucémie lymphocytaire chez des animaux de laboratoire. Des analyses plus poussées dans cette étude ont montré une association encore plus forte de la leucémie lymphocytaire avec des expositions au sulfure de carbone et au tétrachlorure de carbone qu'avec des expositions au benzène (Checkoway et al. 1984). Les expositions au benzène sont dangereuses et les expositions au benzène sur les lieux de travail doivent être éliminées ou minimisées dans la mesure du possible. Cependant, la conclusion selon laquelle l'élimination du benzène de l'utilisation dans les procédés du caoutchouc éliminera les futurs excès de leucémie, en particulier de leucémie lymphocytaire, chez les travailleurs du caoutchouc peut être incorrecte.
Des études spéciales menées à l'Université de Caroline du Nord sur des travailleurs du caoutchouc qui avaient pris une retraite pour invalidité ont montré que des maladies pulmonaires invalidantes, telles que l'emphysème, étaient plus susceptibles de se produire chez les personnes ayant des antécédents de travail dans le séchage, la préparation du séchage, la finition et l'inspection que chez les travailleurs dans d'autres emplois (Lednar et al. 1977). Toutes ces zones de travail impliquent des expositions à des poussières et des fumées qui peuvent être inhalées. Dans ces études, il a été constaté qu'une histoire de tabagisme faisait généralement plus que doubler le risque de retraite pour incapacité pulmonaire, même dans les emplois poussiéreux qui étaient eux-mêmes associés à l'incapacité.
Des études épidémiologiques étaient en cours dans les industries européennes et asiatiques du caoutchouc (Fox, Lindars et Owen 1974 ; Fox et Collier 1976 ; Nutt 1976 ; Parkes et al. 1982 ; Sorahan et al. 1986 ; Sorahan et al. 1989 ; Kilpikari et al. 1982 ; Kilpikari 1982 ; Bernardinelli, Marco et Tinelli 1987 ; Negri et al. 1989 ; Norseth, Anderson et Giltvedt 1983 ; Szeszenia-Daborowaska et al. 1991 ; Solionova et Smulevich 1991 ; Gustavsson, Hogstedt et Holmberg 1986 ; Wang et al. 1984 ; Zhang et al. 1989) à peu près au même moment et se sont poursuivis après ceux de Harvard et de l'Université de Caroline du Nord aux États-Unis. Des découvertes de cancers en excès à divers sites ont été fréquemment signalées. Plusieurs études ont montré un excès de cancer du poumon (Fox, Lindars et Owen 1974 ; Fox et Collier 1976 ; Sorahan et al. 1989 ; Szeszenia-Daborowaska et al. 1991 ; Solionova et Smulevich 1991 ; Gustavsson, Hogstedt et Holmberg 1986 ; Wang et al. 1984), associée, dans certains cas, à une histoire de travail en cure. Cette constatation a été reproduite dans certaines études aux États-Unis (Monson et Nakano 1976a; Monson et Fine 1978) mais pas dans d'autres (Delzell, Andjelkovich et Tyroler 1982; Andjelkovich et al. 1988).
L'expérience de la mortalité parmi une cohorte de travailleurs de l'industrie allemande du caoutchouc a été rapportée (Weiland et al. 1996). La mortalité, toutes causes confondues et tous cancers confondus, était significativement élevée dans la cohorte. Des excès statistiquement significatifs de la mortalité par cancer du poumon et par cancer de la plèvre ont été identifiés. L'excès de mortalité par leucémie chez les travailleurs allemands du caoutchouc a à peine atteint la signification statistique.
Une étude cas-témoin des cancers lymphatiques et hématopoïétiques dans huit installations de caoutchouc styrène-butadiène (SBR) a identifié une forte association entre la mortalité par leucémie et l'exposition au butadiène. Le CIRC a conclu que le 1,3-butadiène est probablement cancérogène pour les humains (CIRC 1992). Une étude épidémiologique plus récente a fourni des données qui confirment l'excès de mortalité par leucémie chez les travailleurs SBR exposés au butadiène (Delzell et al. 1996).
Au fil des ans, des études épidémiologiques parmi les travailleurs du caoutchouc ont permis d'identifier les risques sur le lieu de travail et d'améliorer leur contrôle. Le domaine de la recherche épidémiologique professionnelle qui a le plus besoin d'amélioration à l'heure actuelle est l'évaluation des expositions passées des sujets de l'étude. Des progrès sont réalisés tant dans les techniques de recherche que dans les bases de données dans ce domaine. Bien que des questions concernant les associations causales demeurent, la poursuite des progrès épidémiologiques conduira sûrement à des améliorations continues du contrôle des expositions dans l'industrie du caoutchouc et, par conséquent, à une amélioration continue de la santé des travailleurs du caoutchouc.
Remerciements : Je voudrais souligner les efforts de pionnier de Peter Bommarito, ancien président du United Rubber Workers Union, qui a été le principal responsable de la réalisation de recherches dans l'industrie du caoutchouc aux États-Unis dans les années 1970 et 1980 sur la santé des travailleurs du caoutchouc.
Dermatite de contact avec le caoutchouc et allergie au latex
Dermatite de contact
Des réactions cutanées indésirables ont été signalées fréquemment chez les travailleurs en contact direct avec le caoutchouc et avec les centaines de produits chimiques utilisés dans l'industrie du caoutchouc. Ces réactions comprennent la dermatite de contact irritante, la dermatite de contact allergique, l'urticaire de contact (urticaire), l'aggravation de maladies cutanées préexistantes et d'autres troubles cutanés moins courants tels que la folliculite huileuse, la xérose (peau sèche), la miliaire (éruption cutanée) et la dépigmentation de certaines dérivés phénoliques.
La dermatite de contact irritante est la réaction la plus fréquente et est causée soit par une exposition aiguë à des produits chimiques puissants, soit par une exposition cumulative à des irritants plus faibles tels que ceux que l'on trouve dans le travail humide et l'utilisation répétée de solvants. La dermatite de contact allergique est un type de réaction allergique retardée due aux accélérateurs, aux vulcanisateurs, aux antioxydants et aux anti-ozonants qui sont ajoutés lors de la fabrication du caoutchouc. Ces produits chimiques sont souvent présents dans le produit final et peuvent provoquer une dermatite de contact chez l'utilisateur du produit final ainsi que chez les travailleurs du caoutchouc, en particulier chez Banbury, les opérateurs de calandres et d'extrudeuses et les assembleurs.
Certains travailleurs contractent une dermatite de contact suite à une exposition dans le cadre d'un travail qui ne permet pas l'utilisation de vêtements de protection contre les produits chimiques (CPC). D'autres travailleurs développent également une allergie au CPC lui-même, le plus souvent à cause des gants en caoutchouc. Un test épicutané valide et positif à l'allergène suspecté est le test médical clé qui est utilisé pour différencier la dermatite de contact allergique de la dermatite de contact irritante. Il est important de se rappeler que la dermatite de contact allergique peut coexister avec une dermatite de contact irritante ainsi qu'avec d'autres affections cutanées.
La dermatite peut être prévenue par un mélange et un prémélange automatisés de produits chimiques, la fourniture d'une ventilation par aspiration, la substitution d'allergènes de contact connus par des produits chimiques alternatifs et une meilleure manipulation des matériaux pour réduire le contact avec la peau.
Allergie au latex de caoutchouc naturel (NRL)
L'allergie NRL est une réaction allergique immédiate de type I médiée par l'immunoglobuline E, le plus souvent due aux protéines NRL présentes dans les dispositifs médicaux et non médicaux en latex. Le spectre des signes cliniques va de l'urticaire de contact, de l'urticaire généralisée, de la rhinite allergique (inflammation de la muqueuse nasale), de la conjonctivite allergique, de l'angio-œdème (gonflement sévère) et de l'asthme (respiration sifflante) à l'anaphylaxie (réaction allergique grave mettant en jeu le pronostic vital). Les personnes les plus à risque sont les patients atteints de spina bifida, les travailleurs de la santé et les autres travailleurs exposés de manière significative au NRL. Les facteurs prédisposants sont l'eczéma des mains, la rhinite allergique, la conjonctivite allergique ou l'asthme chez les personnes qui portent fréquemment des gants, l'exposition des muqueuses au LNR et de multiples interventions chirurgicales. Quinze décès suite à une exposition au LNR lors d'examens de lavement baryté ont été signalés à la Food and Drug Administration des États-Unis. Ainsi, la voie d'exposition aux protéines NRL est importante et comprend le contact direct avec une peau intacte ou enflammée et l'exposition des muqueuses, y compris l'inhalation, à la poudre de gant contenant des NRL, en particulier dans les établissements médicaux et les salles d'opération. En conséquence, l'allergie au NRL est un problème médical, de santé au travail, de santé publique et de réglementation majeur dans le monde entier, le nombre de cas ayant augmenté de façon spectaculaire depuis le milieu des années 1980.
Le diagnostic d'allergie NRL est fortement suggéré en cas d'antécédent d'angio-œdème des lèvres lors du gonflage des ballons et/ou de démangeaisons, brûlures, urticaire ou anaphylaxie lors du port de gants, lors d'actes chirurgicaux, médicaux et dentaires ou suite à une exposition à des préservatifs ou à d'autres Appareils LNR. Le diagnostic est confirmé soit par un test de port ou d'utilisation positif avec des gants NRL, soit par un test de piqûre intracutanée positif valide pour NRL, soit par un test sanguin RAST (test radioallergosorbant) positif pour une allergie au latex. Des réactions allergiques graves se sont produites à la suite de tests de piqûre et d'usure; de l'épinéphrine et du matériel de réanimation sans LNR doivent être disponibles pendant ces procédures.
L'allergie au NRL peut être associée à des réactions allergiques aux fruits, en particulier aux bananes, aux châtaignes et aux avocats. L'hyposensibilisation au NRL n'est pas encore possible, et l'évitement et la substitution du NRL sont impératifs. La prévention et le contrôle de l'allergie au LNR comprennent l'évitement du latex dans les établissements de soins de santé pour les travailleurs et les patients touchés. Des gants synthétiques de remplacement non NRL doivent être disponibles et, dans de nombreux cas, des gants NRL à faible allergène doivent être portés par les collègues pour accommoder les personnes allergiques au NRL, afin de minimiser les symptômes et de diminuer l'induction d'une allergie NRL. Une coopération continue entre le gouvernement, l'industrie et les professionnels de la santé est nécessaire pour contrôler l'allergie au latex, comme indiqué dans le Établissements de soins de santé chapitre.
Ergonomie
L'ergonomie est la science qui évalue la relation entre les travailleurs et leur environnement de travail. Cette science comprend non seulement une évaluation du risque musculo-squelettique dû à la conception du travail, mais comprend également une prise en compte des processus cognitifs impliqués dans le travail qui peuvent conduire à des erreurs humaines.
Les emplois dans l'industrie du caoutchouc et des pneus ont été identifiés avec un risque accru de types particuliers de troubles musculo-squelettiques. En particulier, les blessures au dos semblent prédominantes. Un échantillon d'emplois de manutention de matériaux dans l'industrie du pneu et du caoutchouc a indiqué que les emplois à haut risque entraînent des taux de lésions lombaires environ 50 % plus élevés que ceux de l'industrie générale. Une évaluation des emplois indique que ces problèmes proviennent généralement d'emplois nécessitant le transport manuel de produits en caoutchouc. Ces emplois comprennent les opérations de transformation du caoutchouc (Banbury), les fabricants de pneus, les finisseurs de pneus et les transporteurs de pneus à la fois dans l'environnement de l'usine et de l'entrepôt. Les problèmes de poignet tels que le syndrome du canal carpien et la ténosynovite semblent également prédominants dans la construction de pneus. Un examen des opérations de fabrication de pneus suggère que des problèmes d'épaulement seraient à prévoir. Cependant, comme prévu, les dossiers de blessures ont tendance à sous-déclarer le risque de blessures à l'épaule en raison d'un manque de sensibilité au problème. Enfin, il semble y avoir des problèmes de traitement cognitif impliqués dans l'industrie du pneu. Ceux-ci sont apparents dans les tâches d'inspection et sont souvent exacerbés par un mauvais éclairage.
Plusieurs facteurs de risque liés au travail seraient responsables de ces problèmes musculo-squelettiques dans l'industrie du pneu et du caoutchouc. Les facteurs de risque consistent en des postures statiques et inconfortables du dos, des épaules et des poignets, des mouvements rapides du poignet et du dos, et de gros poids manipulés, ainsi que des forces importantes appliquées au tronc lors de la manipulation de gros morceaux de caoutchouc pendant la fabrication des pneus. Une étude des facteurs associés au risque de troubles lombaires indique qu'un plus grand poids est manipulé par les travailleurs de l'industrie de la fabrication de pneus que dans d'autres domaines et que ces charges sont manipulées à des distances supérieures à la moyenne du corps. De plus, ces forces et poids sont souvent imposés au corps lors de mouvements asymétriques du tronc, tels que la flexion. La durée des applications de la force dans ce type de travail est également problématique. Souvent, dans une opération de fabrication de pneus, de longues applications de force sont nécessaires, ce qui diminue la force disponible du travailleur au fil du temps. Enfin, les lieux de travail des pneus et du caoutchouc sont souvent chauds et exposés à la saleté et à la poussière. La chaleur sur le lieu de travail aura tendance à augmenter les besoins caloriques du travail, augmentant ainsi les besoins énergétiques. La résine et la poussière sur le lieu de travail augmentent la probabilité que les travailleurs portent des gants lors de l'exécution de leurs tâches. Cette utilisation de gants augmentera la tension requise dans les muscles de l'avant-bras qui contrôlent les doigts. De plus, lorsque les travailleurs portent des gants, ils augmentent leur force de préhension puisqu'ils ne peuvent pas percevoir quand un objet est sur le point de leur glisser des mains. Les solutions à ces problèmes liés à l'ergonomie comprennent le simple réaménagement du lieu de travail (par exemple, élever ou abaisser le travail ou déplacer les postes de travail afin d'éliminer les grands mouvements de torsion ou de flexion latérale du tronc ; ces derniers peuvent souvent être accomplis en réorientant les origines et destinations des tâches de levage de torsions de 180º à 90º). Souvent, des changements plus importants sont nécessaires. Celles-ci peuvent aller de l'incorporation de postes de travail réglables tels que des vérins à ciseaux ou des tables élévatrices, à l'incorporation de dispositifs d'assistance au levage tels que des ascenseurs et des grues, jusqu'à l'automatisation complète du poste de travail. Il y a évidemment un coût important associé à certaines de ces solutions au problème. Par conséquent, la clé d'une conception ergonomique appropriée est de n'apporter que les changements nécessaires et de déterminer l'effet du changement en termes de changement du risque musculo-squelettique. Heureusement, de nouvelles méthodes pour quantifier l'ampleur du risque associé à une conception donnée du lieu de travail deviennent disponibles. Par exemple, un modèle de risque a été rapporté qui évalue le risque de trouble lombaire lié au travail compte tenu des exigences du travail (Marras et al. 1993; 1995). Des modèles ont également été développés pour évaluer la charge de la colonne vertébrale due aux activités dynamiques du tronc (Marras et Sommerich 1991 ; Granata et Marras 1993).
Questions environnementales et de santé publique
Tous les produits en caoutchouc commencent comme un «composé de caoutchouc». Les composés de caoutchouc commencent par un polymère de caoutchouc, naturel ou l'un des nombreux polymères synthétiques, charges, plastifiants, antioxydants, auxiliaires de traitement, activateurs, accélérateurs et curatifs. De nombreux ingrédients chimiques sont classés comme produits chimiques dangereux ou toxiques, et certains peuvent être répertoriés comme cancérigènes. La manipulation et le traitement de ces produits chimiques créent des problèmes à la fois environnementaux et de sécurité.
Déchets dangereux
Des systèmes de ventilation et des dépoussiéreurs sont nécessaires pour les travailleurs qui manipulent et pèsent les produits chimiques du caoutchouc et pour les travailleurs qui mélangent et traitent le composé de caoutchouc non vulcanisé. Des équipements de protection individuelle peuvent également être nécessaires pour ces travailleurs. Le matériau recueilli dans les dépoussiéreurs doit être testé pour déterminer s'il s'agit d'un déchet dangereux. Ce serait un déchet dangereux s'il est réactif, corrosif, inflammable ou s'il contient des produits chimiques répertoriés comme déchets dangereux.
Les déchets dangereux doivent être répertoriés sur un manifeste et envoyés pour élimination dans un site de déchets dangereux. Les déchets non dangereux peuvent être acheminés vers des décharges sanitaires locales ou doivent être acheminés vers une décharge industrielle, selon les réglementations environnementales applicables.
Pollution de l'air
Certains produits en caoutchouc nécessitent une application de ciment de caoutchouc dans le processus de fabrication. Les ciments de caoutchouc sont fabriqués en mélangeant le composé de caoutchouc non durci avec un solvant. Les solvants utilisés dans ce procédé sont généralement classés comme composés organiques volatils (COV). Les processus qui utilisent des COV doivent disposer d'un certain type d'équipement de contrôle des émissions. Cet équipement peut être un système de récupération de solvant ou un oxydant thermique. Un oxydant thermique est un système d'incinération qui détruit les COV par combustion et nécessite généralement un supplément de carburant tel que le gaz naturel. Sans équipement de contrôle des émissions, les COV peuvent causer des problèmes de santé dans l'usine et dans la communauté. Si les COV sont photochimiquement réactifs, ils affecteront la couche d'ozone.
Lorsque les pièces en caoutchouc sont durcies et que le récipient de durcissement est ouvert, des fumées de durcissement s'échappent du récipient et de la pièce en caoutchouc. Ces vapeurs seront sous forme de fumée, de vapeur ou des deux. Les fumées de durcissement peuvent entraîner dans l'atmosphère des produits chimiques, des plastifiants, des lubrifiants pour moules et d'autres matériaux qui n'ont pas réagi. Des contrôles des émissions sont nécessaires.
Pollution du sol et de l'eau
Le stockage et la manipulation des COV doivent être effectués avec une extrême prudence. Au cours des dernières années, les COV étaient stockés dans des réservoirs de stockage souterrains, ce qui, dans certains cas, a entraîné des fuites ou des déversements. Les fuites et/ou les déversements autour des réservoirs de stockage souterrains entraînent généralement une contamination des sols et des eaux souterraines, ce qui entraîne une réhabilitation coûteuse des sols et des eaux souterraines. Le meilleur choix de stockage est les réservoirs hors sol avec un bon confinement secondaire pour la prévention des déversements.
Caoutchouc de rebut
Chaque processus de fabrication comporte des rebuts de processus et de produits finis. Une partie des rebuts de processus peut être retraitée dans le produit prévu ou dans d'autres processus de produit. Cependant, une fois que le caoutchouc est durci ou vulcanisé, il ne peut plus être retraité. Tous les déchets de processus et de produits finis durcis deviennent des déchets. L'élimination des rebuts ou des déchets de produits en caoutchouc est devenue un problème mondial.
Chaque ménage et entreprise dans le monde utilise un type de produit en caoutchouc. La plupart des produits en caoutchouc sont classés comme matériaux non dangereux et seraient donc des déchets non dangereux. Cependant, les produits en caoutchouc tels que les pneumatiques, les flexibles et autres produits tubulaires créent un problème environnemental lié à leur élimination après leur durée de vie utile.
Les pneus et les produits tubulaires ne peuvent pas être enfouis dans une décharge car les zones vides emprisonnent l'air, ce qui fait remonter les produits à la surface au fil du temps. Le déchiquetage des produits en caoutchouc élimine ce problème ; cependant, le déchiquetage nécessite un équipement spécial et coûte très cher.
Les incendies de pneus qui couvent peuvent générer de grandes quantités de fumée irritante pouvant contenir une grande variété de produits chimiques et de particules toxiques.
Incinération de déchets de caoutchouc
L'incinération est l'une des options pour éliminer les déchets de produits en caoutchouc et les déchets de processus de fabrication. L'incinération peut sembler à première vue être la meilleure solution pour l'élimination des nombreux produits en caoutchouc « usés » qui existent aujourd'hui dans le monde. Certaines entreprises de fabrication de caoutchouc ont considéré l'incinération comme un moyen d'éliminer les déchets de pièces en caoutchouc ainsi que les déchets de traitement du caoutchouc durcis et non durcis. En théorie, le caoutchouc pourrait être brûlé pour générer de la vapeur qui pourrait être réutilisée dans l'usine.
Malheureusement, ce n'est pas si simple. L'incinérateur doit être conçu de manière à gérer les émissions atmosphériques et nécessiterait très probablement des épurateurs pour éliminer les contaminants tels que le chlore. Les émissions de chlore proviendraient généralement de la combustion de produits et de déchets contenant des polymères de chloroprène. Les épurateurs génèrent une décharge acide qui peut devoir être neutralisée avant la décharge.
Presque tous les composés de caoutchouc contiennent un certain type de charges, soit des noirs de carbone, des argiles, des carbonates de calcium ou des composés de silice hydratée. Lorsque ces composés de caoutchouc sont brûlés, ils génèrent des cendres équivalentes à la charge de charge dans le composé de caoutchouc. Les cendres sont collectées soit par des épurateurs humides, soit par des épurateurs secs. Les deux méthodes doivent être analysées pour les métaux lourds avant l'élimination. Les épurateurs humides produiront très probablement des eaux usées contenant de 10 à 50 ppm de zinc. Cette quantité de zinc rejetée dans un système d'égouts créera des problèmes à la station d'épuration. Si cela se produit, un système de traitement pour l'élimination du zinc doit être installé. Ce système de traitement génère alors une boue contenant du zinc qui doit être expédiée pour élimination.
Les épurateurs à sec génèrent une cendre qui doit être collectée pour être éliminée. Les cendres humides et sèches sont difficiles à manipuler et leur élimination peut être un problème car la plupart des décharges n'acceptent pas ce type de déchets. Les cendres humides et sèches peuvent être très alcalines si les composés de caoutchouc brûlés sont fortement chargés de carbonate de calcium.
Enfin, la quantité de vapeur générée n'est pas suffisante pour fournir la quantité totale nécessaire au fonctionnement d'une usine de fabrication de caoutchouc. L'approvisionnement en caoutchouc de rebut est irrégulier et des efforts sont actuellement en cours pour réduire les rebuts, ce qui réduirait l'approvisionnement en carburant. Le coût d'entretien d'un incinérateur conçu pour brûler des déchets de caoutchouc et des produits en caoutchouc est également très élevé.
Lorsque tous ces coûts sont pris en considération, l'incinération des déchets de caoutchouc peut être la méthode d'élimination la moins rentable.
Conclusion
La meilleure solution aux problèmes environnementaux et sanitaires associés à la fabrication de produits en caoutchouc serait peut-être un bon contrôle technique de la production et de la composition des produits chimiques en poudre utilisés dans les composés de caoutchouc, ainsi que des programmes de recyclage pour tous les déchets et produits de traitement du caoutchouc non durcis et durcis. Les produits chimiques en poudre recueillis dans les systèmes de dépoussiérage pourraient être ajoutés aux composés de caoutchouc avec les contrôles techniques appropriés, ce qui éliminerait l'enfouissement de ces produits chimiques.
Il est possible de contrôler les problèmes environnementaux et sanitaires dans l'industrie du caoutchouc, mais cela ne sera ni facile ni gratuit. Le coût associé à la maîtrise des problèmes environnementaux et sanitaires doit être rajouté au coût des produits en caoutchouc.
" AVIS DE NON-RESPONSABILITÉ : L'OIT n'assume aucune responsabilité pour le contenu présenté sur ce portail Web qui est présenté dans une langue autre que l'anglais, qui est la langue utilisée pour la production initiale et l'examen par les pairs du contenu original. Certaines statistiques n'ont pas été mises à jour depuis la production de la 4ème édition de l'Encyclopédie (1998)."