- Você está aqui:
-
Início

- Parte XII. Indústrias Químicas

Categorias crianças

77. Processamento Químico (8)

77. Processamento Químico
Editores de capítulo: Jeanne Mager Stellman e Michael McCann
Conteúdo
Tabelas e Figuras
Indústria Química
L. De Boer
Desenvolvendo um Programa de Gerenciamento de Segurança de Processo
Richard S. Kraus
Principais operações e processos da unidade: uma visão geral
Sidney Lipton
Exemplos de operações de processamento químico
Produção de Cloro e Cáustica
O Instituto de Cloro, Inc.
Fabricação de tintas e revestimentos
Michael McCann
Indústria de Plásticos
PK Law e TJ Britton
Indústria de biotecnologia
Susan B. Lee e Linda B. Wolfe
Indústria pirotécnica
J. Kroeger
Tabelas
Clique em um link abaixo para visualizar a tabela no contexto do artigo.
1. Emprego na indústria química em países selecionados
2. Alguns fatores gerais de seleção do local
3. Considerações de segurança da localização da planta
4. Instalações geralmente separadas em layouts gerais da planta
5. Considerações gerais em um layout de unidade de processo
6. Etapas para limitar o estoque
7. Separação do tanque e considerações de localização
8. Bombas na indústria de processos químicos
9. Fontes potenciais de explosão em equipamentos
10. Produtos voláteis da decomposição de plásticos
11. Microrganismos de importância industrial
12. Matérias-primas utilizadas na fabricação de pirotecnia
figuras
Aponte para uma miniatura para ver a legenda da figura, clique para ver a figura no contexto do artigo.
|
|












78. Petróleo e Gás Natural (1)
78. Petróleo e Gás Natural
Editor do Capítulo: Richard S. Kraus
Conteúdo
Processo de Refino de Petróleo
Richard S. Kraus
Tabelas
Clique em um link abaixo para visualizar a tabela no contexto do artigo.
1. Resumo da história do processamento de refino
2. Principais produtos do refino de petróleo bruto
3. Visão geral dos processos de refino de petróleo
figuras
Aponte para uma miniatura para ver a legenda da figura, clique para ver a figura no contexto do artigo.

























79. Indústria Farmacêutica (2)
79. Indústria Farmacêutica
Editor do Capítulo: Keith D. Tait
Conteúdo
Tabelas e Figuras
Indústria farmacêutica
Keith D. Tait
Estudo de caso: Efeitos de estrogênios sintéticos em trabalhadores farmacêuticos: um exemplo dos Estados Unidos
Dennis D. Zaebst
Tabelas
Clique em um link abaixo para visualizar a tabela no contexto do artigo.
1. Principais categorias de agentes farmacêuticos
2. Solventes usados na indústria farmacêutica
figuras
Aponte para uma miniatura para ver a legenda da figura, clique para ver a figura no contexto do artigo.










80. Indústria da Borracha (12)
80. Indústria da Borracha
Editores de capítulo: Louis S. Beliczky e John Fajen
Conteúdo
Tabelas e Figuras
Perfil Geral
Louis S. Beliczky e John Fajen
Cultivo de Seringueira
Alan Echt
Fabricação de pneus
James S. Frederico
Produtos Industriais Não Pneumáticos
Ray C. Galinhola
Estudo de caso: Vulcaização por banho de sal
Beth Donovan Reh
1,3-Butadieno
Ronald L. Melnick
Controles de Engenharia
Ray C. Galinhola
Segurança
James R. Townhill
Estudos epidemiológicos
Robert Harris
Dermatite de contato com borracha e alergia ao látex
James S. Taylor e Yung Hian Leow
Ergonomia
Guilherme S. Marras
Questões ambientais e de saúde pública
Thomas Rhodarmer
Tabelas
Clique em um link abaixo para visualizar a tabela no contexto do artigo.
1. Alguns polímeros de borracha importantes
2. Consumo mundial de borracha em 1993
figuras
Aponte para uma miniatura para ver a legenda da figura, clique para ver a figura no contexto do artigo.
|
|














Produtos Industriais Não Pneumáticos
Os produtos de borracha são feitos para inúmeras aplicações, usando processos semelhantes aos descritos para a fabricação de pneus. Os produtos que não são pneus, no entanto, usam uma variedade muito maior de polímeros e produtos químicos para obter as propriedades de que precisam (consulte a tabela 1). Os compostos são cuidadosamente projetados para reduzir riscos como dermatite e nitrosaminas na fábrica e em produtos como suprimentos cirúrgicos, respiradores e bicos de mamadeira usados em contato com o corpo. Freqüentemente, o equipamento de processamento é em menor escala do que na fabricação de pneus, com mais uso de mistura de moinho. Membranas de telhados e aterros são feitas nas maiores calandras do mundo. Algumas empresas se especializam na composição de borracha de acordo com as especificações de outras que a transformam em muitos tipos diferentes de produtos.
produtos reforçados como correias de transmissão, diafragmas de freio a ar e calçados são construídos a partir de borracha calandrada, tecido revestido ou cordão em um tambor giratório ou forma estacionária. A cura geralmente é feita por moldagem por compressão para fixar a forma final, às vezes usando pressão de vapor e uma bexiga ou airbag como em um pneu. Mais polímeros sintéticos são usados em produtos que não são pneus. Eles não são tão pegajosos quanto a borracha natural, então mais solvente é usado para limpar e tornar as camadas acumuladas pegajosas. Moagem, calandragem e solventes ou adesivos são ignorados em alguns casos, indo diretamente do misturador para uma extrusora de cabeçote cruzado para construir o produto.
Produtos não reforçados são formados e curados por moldagem por transferência ou injeção, extrudados e curados em um forno de ar quente ou formados em um molde de compressão a partir de um molde pré-cortado. A borracha de esponja é feita por agentes no composto que liberam gás quando aquecidos.
Mangueira de borracha é construído trançando, tricotando ou girando cordão ou fio de reforço em um tubo extrudado suportado por pressão de ar ou um mandril sólido e, em seguida, extrudando um tubo de cobertura sobre ele. Uma cobertura de chumbo extrudado ou envoltório cruzado de náilon é então colocada na mangueira para moldagem por compressão e removida após a cura, ou então a mangueira é colocada no vulcanizador de vapor pressurizado nu. Nylon cross-wrap ou plástico extrudado estão cada vez mais substituindo o chumbo. A mangueira curva automotiva é cortada e empurrada para mandris moldados para cura; em alguns casos, os robôs estão assumindo esse trabalho manual extenuante. Também existe um processo que usa fibra cortada para reforço e uma matriz móvel na extrusora para moldar a mangueira.
Cimentos misturados de borracha e solvente são usados para revestir tecidos para uma série de produtos. Tolueno, acetato de etila e ciclohexano são solventes comuns. O tecido é mergulhado em cimento fino, ou a borracha pode ser construída em incrementos de alguns micrômetros, aplicando cimento mais espesso sob uma faca sobre um rolo. A cura é feita em um vulcanizador rotativo contínuo ou em um forno de ar quente protegido contra explosão. Processos de látex estão sendo desenvolvidos para tecidos revestidos para substituir os cimentos.
Os cimentos de borracha também são comumente usados como adesivos. Hexano, heptano, nafta e 1,1,1-tricloroetano são solventes comuns para esses produtos, mas o hexano está sendo substituído por causa da toxicidade.
Látex é uma suspensão tipicamente muito alcalina de borracha natural ou sintética em água. Formas para luvas e balões são mergulhadas, ou o composto de látex pode ser transformado em espuma para forro de carpete, extrudado em uma solução de coagulante de ácido acético e lavado para produzir fios ou espalhado no tecido. O produto é seco e curado em estufa. O látex de borracha natural é amplamente utilizado em luvas e dispositivos médicos. As luvas são polvilhadas com amido de milho ou tratadas com uma solução de cloro para remover a aderência da superfície. Luvas sem talco estão supostamente sujeitas a combustão espontânea quando armazenadas em grandes quantidades em uma área quente.
Perigos e Precauções
Os riscos do processamento de borracha incluem exposição a superfícies quentes, vapor pressurizado, solventes, auxiliares de processamento, vapores de cura e ruído. Agentes de pó incluem estearatos, talco, mica e amido de milho. As poeiras orgânicas são explosivas. O acabamento adiciona uma variedade de riscos, como perfuração, corte, retificação, solventes de tinta de impressão e lavagens de tratamento de superfície alcalina ou ácida.
Para precauções, consulte os artigos "Controles de Engenharia" e "Segurança" neste capítulo.
Microondas, feixe de elétrons e vulcanização ultrassônica estão sendo desenvolvidos para gerar calor dentro da borracha, em vez de transferi-lo de forma ineficiente de fora para dentro. A indústria está trabalhando arduamente para eliminar ou encontrar substitutos mais seguros para chumbo, agentes de pó e solventes orgânicos voláteis e para melhorar os compostos para propriedades melhores e mais seguras no processamento e uso.
Estudo de caso: vulcanização em banho de sal
A vulcanização em banho de sal é um método de cura líquida (LCM), um método comum de vulcanização contínua (CV). Os métodos CV são desejáveis para a produção de produtos como tubos, mangueiras e calafetagem. O sal é uma boa escolha para um método CV porque requer unidades de cura de comprimento relativamente curto - tem boas propriedades de troca de calor e pode ser usado nas altas temperaturas necessárias (177 a 260°C). Além disso, o sal não causa oxidação da superfície e é fácil de limpar com água. Toda a operação envolve pelo menos quatro processos principais: a borracha é alimentada através de uma extrusora ventilada (ou a vácuo), transportada através do banho de sal, enxaguada e resfriada e depois cortada e processada de acordo com a especificação. O extrudado é imerso ou banhado pelo sal fundido, que é uma mistura eutética (facilmente fundível) de sais de nitrato e nitrito, como 53% de nitrato de potássio, 40% de nitrito de sódio e 7% de nitrato de sódio. O banho de sal é geralmente fechado com portas de acesso de um lado e serpentinas de aquecimento elétrico do outro.
Uma desvantagem do banho de sal LCM é que ele tem sido associado à formação de nitrosaminas, que são suspeitas de serem cancerígenas humanas. Esses produtos químicos são formados quando um nitrogênio (N) e um oxigênio (O) de um composto “nitrosante” se ligam ao nitrogênio do grupo amino (N) do composto de amina. Os sais de nitrato e nitrito usados no banho de sal servem como agentes nitrosantes e se combinam com aminas no composto de borracha para formar nitrosaminas. Os compostos de borracha que são precursores de nitrosaminas incluem: sulfenamidas, sulfenamidas secundárias, ditiocarbamatos, tiurams e dietilhidroxilaminas. Alguns compostos de borracha realmente contêm uma nitrosamina, como nitrosodifenilamina (NDPhA), um retardador, ou dinitrosopentametilenotetramina (DNPT), um agente de expansão. Essas nitrosaminas são fracamente cancerígenas, mas podem “trans-nitrosar”, ou transferir seus nitrosgrupos para outras aminas para formar nitrosaminas mais cancerígenas. Nitrosaminas que foram detectadas em operações de banho de sal incluem: nitrosodimetilamina (NDMA), nitrosopiperidina (NPIP), nitrosomorfolina (NMOR), nitrosodietilamina (NDEA) e nitrosopirrolidina (NPYR).
Nos Estados Unidos, tanto o Occupational Safety and Health Administration (OSHA) quanto o NIOSH consideram o NDMA um carcinógeno ocupacional, mas nenhum deles estabeleceu um limite de exposição. Na Alemanha, existem regulamentações rígidas para exposições ocupacionais a nitrosaminas: na indústria em geral, a exposição total a nitrosaminas não pode exceder 1 μg/m3. Para certos processos, como a vulcanização da borracha, a exposição total à nitrosamina não pode exceder 2.5 μg/m3.
A eliminação da formação de nitrosamina das operações de CV pode ser feita reformulando os compostos de borracha ou usando um método de CV diferente de um banho de sal, como ar quente com esferas de vidro ou cura por micro-ondas. Ambas as mudanças requerem pesquisa e desenvolvimento para garantir que o produto final tenha todas as mesmas propriedades desejáveis do antigo produto de borracha. Outra opção para reduzir as exposições é a ventilação de exaustão local. Não apenas o banho de sal precisa ser fechado e ventilado adequadamente, mas também outras áreas ao longo da linha, como locais onde o produto é cortado ou perfurado, precisam de controles de engenharia suficientes para garantir que a exposição dos trabalhadores seja mantida baixa.
1,3-butadina
Um gás incolor produzido como coproduto na fabricação de etileno, o 1,3-butadieno é amplamente utilizado como matéria-prima na fabricação de borracha sintética (por exemplo, borracha de estireno-butadieno (SBR) e borracha de polibutadieno) e resinas termoplásticas .
Efeitos na saúde
Estudos em animais. O butadieno inalado é cancerígeno em vários órgãos de ratos e camundongos. Em ratos expostos a 0, 1,000 ou 8,000 ppm de butadieno por 2 anos, foram observadas incidências aumentadas de tumores e/ou tendências de resposta à dose no pâncreas exócrino, testículo e cérebro de machos e na glândula mamária, glândula tireóide, útero e Zymbal glândula das fêmeas. Estudos de inalação de butadieno em camundongos foram conduzidos em exposições variando de 6.25 a 1,250 ppm. Particularmente notável em camundongos foi a indução de linfomas malignos precoces e hemangiossarcomas incomuns do coração. Tumores pulmonares malignos foram induzidos em todas as concentrações de exposição. Outros locais de indução de tumor em camundongos incluíram o fígado, estômago, glândula Harderiana, ovário, glândula mamária e glândula prepucial. Os efeitos não neoplásicos da exposição ao butadieno em camundongos incluíram toxicidade da medula óssea, atrofia testicular, atrofia ovariana e toxicidade no desenvolvimento.
O butadieno é genotóxico para células da medula óssea de camundongos, mas não de ratos, produzindo aumentos nas trocas de cromátides irmãs, micronúcleos e aberrações cromossômicas. O butadieno também é mutagênico para Salmonella typhimurium na presença de sistemas de ativação metabólica. A atividade mutagênica do butadieno foi atribuída ao seu metabolismo para intermediários epóxidos mutagênicos (e carcinogênicos).
Estudos humanos. Estudos epidemiológicos têm consistentemente encontrado excesso de mortalidade por cânceres linfáticos e hematopoiéticos associados à exposição ocupacional ao butadieno. Na indústria de produção de butadieno, o aumento de linfossarcomas em trabalhadores da produção se concentrou entre homens que trabalharam pela primeira vez antes de 1946. Um estudo de caso-controle de cânceres linfáticos e hematopoiéticos em oito instalações da SBR identificou uma forte associação entre mortalidade por leucemia e exposição ao butadieno. Características importantes dos casos de leucemia foram que a maioria foi contratada antes de 1960, trabalhou em três das fábricas e estava empregada há pelo menos 10 anos na indústria. A Agência Internacional de Pesquisa sobre Câncer (IARC) classificou como 1,3-butadieno provavelmente cancerígeno para humanos (IARC 1992).
Um estudo epidemiológico recente forneceu dados que confirmam o excesso de mortalidade por leucemia entre os trabalhadores da SBR expostos ao butadieno (Delzell et al. 1996). A correspondência local entre os linfomas induzidos em camundongos expostos ao butadieno e os cânceres linfáticos e hematopoiéticos associados à exposição ocupacional ao butadieno é especialmente digna de nota. Além disso, as estimativas de risco de câncer humano derivadas de dados de linfomas induzidos por butadieno em camundongos são semelhantes às estimativas de risco de leucemia determinadas a partir dos novos dados epidemiológicos.
Exposição e Controle Industrial
Pesquisas de exposição em indústrias onde o butadieno é produzido e utilizado foram conduzidas pelo Instituto Nacional de Segurança e Saúde Ocupacional dos EUA (NIOSH) em meados da década de 1980. As exposições foram superiores a 10 ppm em 4% das amostras e inferiores a 1 ppm em 81% das amostras. As exposições não eram homogêneas dentro de categorias de trabalho específicas, e foram medidas excursões de até 370 ppm. As exposições ao butadieno foram provavelmente muito maiores durante a Segunda Guerra Mundial, quando a indústria da borracha sintética estava em rápido crescimento. A amostragem limitada de fábricas de fabricação de pneus e mangueiras estava abaixo do limite de detecção (0.005 ppm) (Fajen, Lunsford e Roberts 1993).
As exposições ao butadieno podem ser reduzidas garantindo que as conexões em sistemas de circuito fechado não estejam gastas ou conectadas incorretamente. Outras medidas para controlar as exposições potenciais incluem: uso de sistemas de circuito fechado para amostragem de cilindros, uso de selos mecânicos duplos para controlar a liberação de bombas com vazamento, uso de medidores magnéticos para monitorar operações de enchimento de vagões e uso de um capô de laboratório para esvaziamento de cilindros .
Controles de Engenharia
A fabricação de pneus e outros produtos de borracha expõe os trabalhadores a uma grande variedade de produtos químicos. Isso inclui muitos pós, sólidos, óleos e polímeros diferentes usados como ingredientes de composição; pós antiaderentes para evitar a aderência; névoa, fumos e vapores gerados pelo aquecimento e cura de compostos de borracha; e solventes usados para cimentos e auxiliares de processo. Os efeitos na saúde relacionados à maioria deles não são bem conhecidos, exceto que geralmente são de natureza crônica, em vez de agudos em níveis de exposição típicos. Os controles de engenharia geralmente visam a redução geral do nível de poeira, emissões de borracha aquecida ou vapores de cura aos quais os trabalhadores estão expostos. Onde houver exposição a produtos químicos, solventes ou agentes específicos (como ruído) que são conhecidos por serem prejudiciais, os esforços de controle podem ser direcionados mais especificamente e, em muitos casos, a exposição pode ser eliminada.
A eliminação ou substituição de materiais nocivos é talvez o meio mais eficaz de controle de engenharia de perigos na fabricação de borracha. Por exemplo, a β-naftilamina contida como uma impureza em um antioxidante foi identificada na década de 1950 como uma causa de câncer de bexiga e foi banida. O benzeno já foi um solvente comum, mas foi substituído desde a década de 1950 pela nafta, ou gasolina branca, na qual o teor de benzeno foi reduzido constantemente (de 4-7% para menos de 0.1% da mistura). O heptano tem sido usado como substituto do hexano e funciona tão bem ou melhor. O revestimento de chumbo está sendo substituído por outros materiais para a cura da mangueira. Compostos de borracha estão sendo desenvolvidos para reduzir a dermatite no manuseio e a formação de nitrosaminas na cura. Os talcos usados para fins antiaderentes são selecionados para baixo teor de amianto e sílica.
Composição de borracha
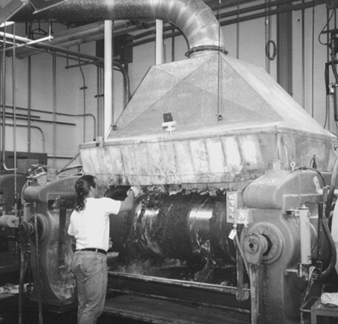
A ventilação de exaustão local é usada para controle de poeira, névoa e fumaça na preparação e mistura de compostos de borracha e em processos de acabamento envolvendo polimento e moagem de produtos de borracha (consulte a figura 1). Com boas práticas de trabalho e projetos de ventilação, as exposições à poeira geralmente ficam bem abaixo de 2 mg/m3. A manutenção eficaz de filtros, exaustores e equipamentos mecânicos é um elemento essencial do controle de engenharia. Projetos específicos de exaustores são fornecidos no manual de ventilação da Conferência Americana de Higienistas Industriais Governamentais e no manual de ventilação da Associação de Pesquisa de Plásticos e Borracha da Grã-Bretanha (ACGIH 1995).
Figura 1. Uma coifa controla a fumaça no acabamento de uma fundição de tubos em uma fábrica de borracha industrial na Itália

Os produtos químicos de composição são tradicionalmente retirados de caixas em pequenos sacos em uma balança e, em seguida, colocados em um transportador para serem despejados no misturador ou em um moinho. As exposições à poeira são controladas por um capô lateral com fenda atrás da balança (consulte a figura 2). e, em alguns casos, por tampas com fenda na borda das caixas de estoque. O controle de poeira neste processo é melhorado pela substituição de partículas maiores ou formas granulares por pós, pela combinação de ingredientes em um único saco (geralmente selado a quente) e pela alimentação automática de compostos do compartimento de armazenamento para o saco de transferência ou diretamente para o misturador. As práticas de trabalho do operador também influenciam fortemente a quantidade de exposição à poeira.
Figura 2. Ventilação de exaustão local com fenda em uma estação de pesagem composta

O misturador Banbury requer um capô fechado eficaz para capturar a poeira do carregamento e coletar a fumaça e a névoa de óleo provenientes da borracha aquecida à medida que ela se mistura. Coifas bem projetadas geralmente são interrompidas por correntes de ar de ventiladores de pedestal usados para resfriar o operador. O equipamento motorizado está disponível para transportar sacos de paletes para o transportador de carregamento.
Os moinhos são equipados com capotas para capturar as emissões de névoa de óleo, vapores e fumaças provenientes da borracha quente. A menos que sejam mais fechados, esses capuzes são menos eficazes na captura de poeira quando os compostos são misturados no moinho ou o moinho é polvilhado com pós antiaderentes (consulte a figura 3). Eles também são sensíveis a correntes de ar de ventiladores de pedestal ou ar de reposição de ventilação geral mal direcionado. Foi usado um projeto push-pull que coloca uma cortina de ar na frente do operador direcionado para o dossel. As fresadoras são frequentemente levantadas para colocar o ponto de aperto do rolo fora do alcance do operador e também têm um fio ou barra de disparo na frente do operador para parar a fresadora em caso de emergência. São usadas luvas volumosas que serão puxadas para dentro do aperto antes que os dedos sejam pegos.
Figura 3. Uma cortina na borda de um capô sobre um moinho de mistura ajuda a conter a poeira.
Placas de borracha retiradas de moinhos e calandras são revestidas para evitar que grudem umas nas outras. Às vezes, isso é feito polvilhando a borracha com pó, mas agora é mais comum mergulhando-a em banho-maria (consulte a figura 4). Aplicar o composto antiaderente dessa maneira reduz muito a exposição à poeira e melhora a limpeza.
Figura 4. Uma tira de borracha retirada de um moinho batch-off Banbury passa por um banho de água para aplicar o composto antiaderente.

Ray C. Galinhola
A poeira e os vapores são conduzidos para coletores de pó do tipo bolsa ou cartucho. Em grandes instalações, às vezes o ar é recirculado de volta para a fábrica. Nesse caso, o equipamento de detecção de vazamento é necessário para garantir que os contaminantes não sejam recirculados. Odores de alguns ingredientes, como cola animal, tornam a recirculação do ar indesejável. O pó de borracha queima facilmente, portanto, a proteção contra incêndio e explosão para dutos e coletores de pó é uma consideração importante. Enxofre e poeiras explosivas, como amido de milho, também possuem requisitos especiais de proteção contra incêndio.
Processamento de borracha
Coifas de exaustão locais são frequentemente usadas nas cabeças da extrusora para capturar névoa e vapores da extrusão quente, que podem então ser direcionados para um banho de água para resfriá-lo e suprimir as emissões. Os exaustores também são usados em muitos outros pontos de emissão na fábrica, como trituradores, tanques de imersão e equipamentos de teste de laboratório, onde os contaminantes do ar podem ser facilmente coletados na fonte.
O número e as configurações físicas das estações prediais para pneus e outros produtos geralmente as tornam inadequadas para exaustão local. O confinamento de solventes em recipientes cobertos tanto quanto possível, juntamente com práticas de trabalho cuidadosas e volume de ar de diluição adequado na área de trabalho, são importantes para manter baixas as exposições. Luvas ou ferramentas de aplicação são usadas para minimizar o contato com a pele.
Prensas de cura e vulcanizadores liberam grandes quantidades de vapores quentes de cura quando são abertos. A maior parte da emissão visível é névoa de óleo, mas a mistura também é rica em muitos outros compostos orgânicos. A ventilação de diluição é a medida de controle mais frequentemente usada, muitas vezes em combinação com capotas ou compartimentos com cortinas sobre vulcanizadores individuais ou grupos de prensas. São necessários grandes volumes de ar que, se não forem substituídos por ar de reposição adequado, podem interromper a ventilação e os exaustores em edifícios ou departamentos de conexão. Os operadores devem estar posicionados fora do capô ou gabinete. Se eles devem estar sob o capô, ventiladores de ar fresco downdraft podem ser colocados sobre suas estações de trabalho. Caso contrário, o ar de reposição deve ser introduzido adjacente aos gabinetes, mas não direcionado para o dossel. O limite de exposição ocupacional britânico para vapores de cura de borracha é de 0.6 mg/m3 de material solúvel em ciclohexano, o que normalmente é viável com boas práticas e projeto de ventilação.
Fazer e aplicar cimento de borracha apresenta requisitos especiais de controle de engenharia para solventes. As batedeiras de mistura são seladas e ventiladas para um sistema de recuperação de solvente, enquanto a ventilação de diluição controla os níveis de vapor na área de trabalho. As maiores exposições do operador vêm de entrar em rotações para limpá-los. Ao aplicar cimento de borracha no tecido, uma combinação de ventilação de exaustão local nos pontos de emissão, recipientes cobertos, ventilação geral na sala de trabalho e ar compensado adequadamente direcionado controla a exposição do trabalhador. Os fornos de secagem são esgotados diretamente ou, às vezes, o ar é recirculado no forno antes de ser esgotado. Os sistemas de recuperação de solvente por adsorção de carbono são os dispositivos de limpeza de ar mais comuns. O solvente recuperado é devolvido ao processo. Os padrões de proteção contra incêndio exigem que a concentração de vapor inflamável no forno seja mantida abaixo de 25% do limite inferior de explosão (LEL), a menos que monitoramento contínuo e controles automáticos sejam fornecidos para garantir que a concentração de vapor não exceda 50% LEL (NFPA 1995).
A automação de processos e equipamentos geralmente reduz a exposição a contaminantes aéreos e agentes físicos, colocando o operador a uma distância maior, confinando a fonte ou reduzindo a geração do perigo. Menos esforço físico do corpo também é um benefício importante da automação em processos e manuseio de materiais.
Controle de ruído
Exposições significativas ao ruído geralmente vêm de equipamentos como trançadeiras e trituradores de correia, portas de exaustão de ar, vazamentos de ar comprimido e vazamentos de vapor. Os gabinetes de redução de ruído são eficazes para trançadeiras e trituradores. Silenciadores muito eficazes são feitos para portas de exaustão de ar. Em alguns casos, as portas podem ser canalizadas para um coletor comum que deságua em outro lugar. O ruído do ar de vazamentos geralmente pode ser reduzido por uma melhor manutenção, enclausuramento, design ou boas práticas de trabalho para limitar o ciclo de ruído.
Práticas de trabalho
Para evitar dermatites e alergias à borracha, produtos químicos de borracha e lotes de borracha fresca não devem entrar em contato com a pele. Quando os controles de engenharia forem insuficientes para isso, luvas longas ou luvas e camisas de mangas compridas devem ser usadas para manter pós e placas de borracha longe da pele. As roupas de trabalho devem ser mantidas separadas das roupas de rua. Chuveiros são recomendados antes de mudar para roupas de rua para remover contaminantes residuais da pele.
Outros equipamentos de proteção, como protetores auriculares e respiradores, também podem ser necessários às vezes. No entanto, a boa prática determina que sempre seja dada prioridade à substituição ou outras soluções de engenharia para reduzir as exposições perigosas no local de trabalho.
Segurança
Segurança da Fábrica
Moinhos e calandras são usados extensivamente em toda a indústria da borracha. Acidentes com pinças em movimento (ficar preso nos rolos rotativos) são grandes riscos de segurança durante a operação dessas máquinas. Além disso, existe o potencial de acidentes durante o reparo e manutenção dessas e de outras máquinas utilizadas na indústria da borracha. Este artigo discute esses riscos de segurança.
Em 1973, nos Estados Unidos, o Conselho Industrial Conjunto Nacional para a Indústria de Manufatura de Borracha concluiu que, para pontos de pressão em operação, um dispositivo de segurança que dependia da ação do operador não poderia ser considerado um método eficaz de prevenir acidentes de pressão em operação. Isso é especialmente verdadeiro para as fábricas da indústria da borracha. Infelizmente, pouco foi feito para forçar mudanças no código. Atualmente, existe apenas um dispositivo de segurança que não requer ação do operador para ser ativado. A barra de carroceria é o único dispositivo automático amplamente aceito que é um meio eficaz de prevenir acidentes na fábrica. No entanto, mesmo a barra corporal tem limitações e não pode ser usada em todos os casos, a menos que sejam feitas modificações no equipamento e na prática de trabalho.
O problema da segurança da fábrica não é simples; há várias questões importantes envolvidas:
- altura do moinho
- o tamanho do operador
- equipamento auxiliar
- a maneira como o moinho é trabalhado
- a aderência ou viscosidade do estoque
- distância de parada.
A altura do moinho faz diferença em relação ao local onde o operador trabalha o moinho. Para moinhos com menos de
1.27 m de altura, onde a altura do operador é maior que 1.68 m, há uma tendência de trabalhar muito alto na fresadora ou muito próximo ao nip. Isso permite um tempo de reação muito curto para a segurança automática para parar o moinho.
O tamanho do operador também determina o quão perto o operador precisa chegar da face do moinho para trabalhar no moinho. Os operadores vêm em muitos tamanhos diferentes e muitas vezes devem operar a mesma fábrica. Na maioria das vezes, nenhum ajuste é feito nos dispositivos de segurança da fábrica.
Equipamentos auxiliares, como transportadores ou carregadores, muitas vezes podem entrar em conflito com cabos e cordas de segurança. Apesar dos códigos em contrário, muitas vezes a corda ou cabo de segurança é movido para permitir a operação do equipamento auxiliar. Isso pode fazer com que o operador trabalhe na fresadora com o cabo de segurança atrás da cabeça do operador.
Embora a altura do moinho e o equipamento auxiliar tenham uma parte na maneira como um moinho é trabalhado, existem outros fatores que entram em cena. Se não houver rolo de mistura abaixo do misturador para distribuir a borracha uniformemente no moinho, o operador terá que mover fisicamente a borracha de um lado do moinho para o outro manualmente. A mistura e o movimento da borracha expõem o operador a um maior risco de lesões por estiramento ou entorse, além do risco de esmagamento da fresa.
A aderência ou viscosidade do estoque representa um risco adicional. Se a borracha grudar no rolo do moinho e o operador tiver que retirá-la do rolo, uma barra de corpo torna-se um risco à segurança. Operadores de moinhos com borracha quente devem usar luvas. Operadores de moinhos usam facas. O estoque pegajoso pode pegar uma faca, luva ou mão nua e puxá-lo em direção ao aperto do moinho.
Mesmo um dispositivo de segurança automático não será eficaz a menos que o moinho possa ser parado antes que o operador atinja o ponto de operação do moinho. As distâncias de parada devem ser verificadas pelo menos semanalmente e os freios testados no início de cada turno. Os freios elétricos dinâmicos devem ser verificados regularmente. Se o interruptor zero não for ajustado corretamente, o moinho se moverá para frente e para trás e isso resultará em danos ao moinho. Para algumas situações, os freios a disco são os preferidos. Com freios elétricos, pode surgir um problema se o operador tiver ativado o botão de parada da fresadora e depois tentado uma parada de emergência da fresadora. Em alguns moinhos, a parada de emergência não funcionará depois que o botão de parada do moinho for ativado.
Foram feitos alguns ajustes que melhoraram a segurança da fábrica. As etapas a seguir reduziram consideravelmente a exposição a lesões por nip em operação nos moinhos:
- Uma barra de corpo deve ser usada na face de trabalho de cada fresadora, mas somente se a barra for ajustável para a altura e alcance do operador.
- Os freios da fábrica podem ser mecânicos ou elétricos, mas devem ser verificados a cada turno e a distância verificada semanalmente. As distâncias de parada devem estar de acordo com as recomendações de distância de parada do American National Standards Institute (ANSI).
- Onde os moinhos misturadores têm estoque quente e pegajoso, um sistema de dois moinhos substituiu o sistema de um único moinho. Isso reduziu a exposição do operador e melhorou a mistura do estoque.
- Onde os operadores são obrigados a mover o estoque em um moinho, um rolo de mistura deve ser adicionado para reduzir a exposição do operador.
- As práticas atuais de trabalho da fábrica foram revisadas para garantir que o operador não esteja trabalhando muito perto do nip de operação da fábrica. Isso inclui pequenos moinhos de laboratório, especialmente onde uma amostra pode exigir várias passagens pelo nip de execução.
- Carregadores de moinhos foram adicionados aos moinhos para carregar o estoque. Isso eliminou a prática de tentar carregar uma serraria usando uma empilhadeira e eliminou qualquer conflito com o uso de uma barra de carroceria como dispositivo de segurança.
Atualmente existe tecnologia para melhorar a segurança da fábrica. No Canadá, por exemplo, um moinho de borracha não pode ser operado sem uma barra de corpo na face de trabalho ou na frente do moinho. Os países que recebem equipamentos mais antigos de outros países precisam ajustar o equipamento para se adequar à sua força de trabalho.
Segurança da calandra
As calandras têm muitas configurações de máquinas e equipamentos auxiliares, tornando difícil especificar a segurança da calandra. Para um estudo mais aprofundado sobre a segurança da calandra, consulte o National Joint Industrial Council for the Rubber Manufacturing Industry (1959, 1967).
Infelizmente, quando uma calandra ou qualquer outro equipamento é transferido de uma empresa para outra ou de um país para outro, muitas vezes o histórico do acidente não é incluído. Isso resultou na remoção de guardas e em práticas de trabalho perigosas que foram alteradas devido a um incidente anterior. Isso fez com que a história se repetisse, com acidentes ocorridos no passado se repetindo. Outro problema é a linguagem. Máquinas com controles e instruções em um idioma diferente do país do usuário tornam a operação segura mais difícil.
As calandras aumentaram de velocidade. A capacidade de frenagem dessas máquinas nem sempre acompanhou o ritmo dos equipamentos. Isso é especialmente verdadeiro em torno dos rolos de calandra. Se esses rolos não puderem ser parados na distância de parada recomendada, um método adicional deve ser usado para proteger os funcionários. Se necessário, a calandra deve ser equipada com um dispositivo de detecção que reduza a velocidade da máquina quando os rolos são aproximados durante a operação. Isso provou ser muito eficaz para evitar que os funcionários se aproximem demais dos rolos durante a operação da máquina.
Algumas das outras áreas importantes identificadas pelo National Joint Industrial Council ainda são uma fonte de lesões hoje:
- limpeza de atolamentos e ajuste de material
- lesões de nip correndo, especialmente em wind-ups
- enfiando
- comunicações.
Um programa de travamento eficaz e bem compreendido (veja abaixo) fará muito para reduzir ou eliminar lesões causadas pela remoção de atolamentos ou pelo ajuste de material enquanto a máquina estiver em operação. Dispositivos de proximidade que retardam as rolagens quando são aproximados podem ajudar a impedir uma tentativa de ajuste.
Lesões de nip de corrida continuam sendo um problema, especialmente em wind-ups. As velocidades na corda devem ser ajustáveis para permitir uma partida lenta no início do rolo. Seguranças devem estar disponíveis no caso de um problema. Um dispositivo que desacelera o rolo quando ele é aproximado tenderá a desencorajar uma tentativa de ajustar um forro ou tecido durante o enrolamento. Os rolos telescópicos são uma tentação especial até mesmo para operadores experientes.
O problema dos incidentes de encadeamento aumentou com a velocidade e a complexidade do trem da calandra e a quantidade de equipamentos auxiliares. Aqui a existência de um único controle de linha e boas comunicações são essenciais. O operador pode não conseguir ver toda a tripulação. Todos devem ser contabilizados e as comunicações devem ser claras e de fácil compreensão.
A necessidade de boas comunicações é essencial para uma operação segura quando uma tripulação está envolvida. Os momentos críticos são quando os ajustes estão sendo feitos ou quando a máquina é iniciada no início de uma operação ou iniciada após um desligamento causado por um problema.
A resposta para esses problemas é uma equipe bem treinada que entende os problemas da operação da calandra, um sistema de manutenção que mantém todos os dispositivos de segurança em condições de funcionamento e um sistema que audita ambos.
Bloqueio da máquina
O conceito de bloqueio da máquina não é novo. Embora o bloqueio tenha sido geralmente aceito em programas de manutenção, muito pouco foi feito para obter aceitação na área operacional. Parte do problema é o reconhecimento do perigo. Um padrão típico de bloqueio exige que “se o movimento inesperado do equipamento ou a liberação de energia puder causar ferimentos a um funcionário, esse equipamento deve ser bloqueado”. O bloqueio não se limita à energia elétrica e nem toda a energia pode ser bloqueada; algumas coisas devem ser bloqueadas na posição, os tubos devem ser desconectados e tapados, a pressão armazenada deve ser aliviada. Embora o conceito de bloqueio seja visto em algumas indústrias como um modo de vida, outras indústrias não o aceitaram devido ao medo do custo do bloqueio.
Central para o conceito de bloqueio é o controle. Quando a pessoa estiver em risco de lesão como resultado do movimento, a(s) fonte(s) de energia deve(m) ser desativada(s) e a(s) pessoa(s) em risco deve(m) ter o controle. Todas as situações que requerem bloqueio não são fáceis de identificar. Mesmo quando identificados, não é fácil mudar as práticas de trabalho.
Outra chave para um programa de bloqueio que muitas vezes é negligenciada é a facilidade com que uma máquina ou linha pode ser bloqueada ou a energia isolada. Equipamentos mais antigos não foram projetados ou instalados com o bloqueio em mente. Algumas máquinas foram instaladas com um único disjuntor para várias máquinas. Outras máquinas têm várias fontes de energia, tornando o bloqueio mais complicado. Para aumentar esse problema, os disjuntores da sala de controle do motor são frequentemente trocados ou alimentam equipamentos adicionais, e a documentação das mudanças nem sempre é mantida atualizada.
A indústria da borracha viu a aceitação geral do bloqueio na manutenção. Embora o conceito de se proteger dos perigos de movimentos inesperados não seja novo, o uso uniforme do bloqueio é. No passado, o pessoal de manutenção usava diferentes meios para se proteger. Essa proteção nem sempre foi consistente devido a outras pressões, como produção, e nem sempre efetiva. Para alguns dos equipamentos da indústria, a resposta do bloqueio é complexa e não é facilmente compreendida.
A prensa de pneus é um exemplo de equipamento para o qual há pouco consenso sobre o tempo exato e o método de travamento. Embora o bloqueio completo de uma prensa para um reparo extenso seja direto, não há consenso sobre o bloqueio em operações como trocas de moldes e bexigas, limpeza de moldes e desobstrução de equipamentos.
A máquina de pneus é outro exemplo de dificuldade no cumprimento do bloqueio. Muitas das lesões nesta área não foram de pessoal de manutenção, mas sim de operadores e técnicos de pneus fazendo ajustes, trocando tambores, carregando ou descarregando estoque ou desobstruindo equipamentos e funcionários de zeladoria limpando o equipamento.
É difícil ter um programa de bloqueio bem-sucedido se o bloqueio for demorado e difícil. Sempre que possível, os meios para desconectar devem estar disponíveis no equipamento, o que facilita a identificação e pode eliminar ou reduzir a possibilidade de alguém estar na zona de perigo quando a energia for devolvida ao equipamento. Mesmo com alterações que facilitam a identificação, nenhum bloqueio pode ser considerado completo a menos que seja feito um teste para garantir que os dispositivos de isolamento de energia corretos foram usados. No caso de trabalho com fiação elétrica, um teste deve ser feito após a desconexão para garantir que toda a energia foi desconectada.
Um programa de bloqueio eficaz deve incluir o seguinte:
- O equipamento deve ser projetado para facilitar o bloqueio de todas as fontes de energia.
- As fontes de bloqueio devem ser identificadas corretamente.
- As práticas de trabalho que requerem bloqueio devem ser identificadas.
- Todos os funcionários afetados pelo bloqueio devem ter algum treinamento em bloqueio.
- Os funcionários que são obrigados a bloquear devem ser treinados e informados de que o bloqueio é esperado e que qualquer coisa menos é inaceitável sob quaisquer circunstâncias.
- O programa precisa ser auditado regularmente para garantir sua eficácia.
Estudos epidemiológicos
Nas décadas de 1920 e 1930, relatórios do Reino Unido mostraram que os trabalhadores da borracha tinham taxas de mortalidade mais altas do que a população em geral e que o excesso de mortes era devido ao câncer. Milhares de materiais diferentes são usados na fabricação de produtos de borracha e não se sabe qual deles pode estar associado ao excesso de mortes na indústria. A preocupação contínua com a saúde dos trabalhadores da borracha levou a programas conjuntos de pesquisa em saúde ocupacional entre empresas e sindicatos na indústria da borracha dos Estados Unidos na Universidade de Harvard e na Universidade da Carolina do Norte. Os programas de pesquisa continuaram durante a década de 1970, após o que foram suplantados por programas de vigilância sanitária e manutenção da saúde patrocinados conjuntamente por empresas e sindicatos, baseados, pelo menos em parte, nos resultados do esforço de pesquisa.
O trabalho no programa de pesquisa de Harvard concentrou-se geralmente na mortalidade na indústria da borracha (Monson e Nakano 1976a, 1976b; Delzell e Monson 1981a, 1981b; Monson e Fine 1978) e na morbidade respiratória entre os trabalhadores da borracha (Fine e Peters 1976a, 1976b, 1976c ; Fine et al. 1976). Uma visão geral da pesquisa de Harvard foi publicada (Peters et al. 1976).
O grupo da Universidade da Carolina do Norte se envolveu em uma combinação de pesquisa epidemiológica e ambiental. Os primeiros esforços foram principalmente estudos descritivos da experiência de mortalidade dos trabalhadores da borracha e investigações das condições de trabalho (McMichael, Spirtas e Kupper 1974; McMichael et al. 1975; Andjelkovich, Taulbee e Symons 1976; Gamble e Spirtas 1976; Williams et al. 1980 ; Van Ert et al. 1980). O foco principal, no entanto, estava em estudos analíticos sobre associações entre exposições relacionadas ao trabalho e doenças (McMichael et al. 1976a; McMichael et al. 1976b; McMichael, Andjelkovich e Tyroler 1976; Lednar et al. 1977; Blum et al. 1979 ; Goldsmith, Smith e McMichael 1980; Wolf et al. 1981; Checkoway et al. 1981; Symons et al. 1982; Delzell, Andjelkovich e Tyroler 1982; Arp, Wolf e Checkoway 1983; Checkoway et al. 1984; Andjelkovich et al. 1988). Digno de nota foram as descobertas sobre associações entre exposições a vapores de solventes de hidrocarbonetos e cânceres (McMichael et al. 1975; McMichael et al. 1976b; Wolf et al. 1981; Arp, Wolf e Checkoway 1983; Checkoway et al. 1984) e associações entre exposições a materiais particulados transportados pelo ar e incapacidade pulmonar (McMichael, Andjelkovich e Tyroler 1976; Lednar et al. 1977).
Na Universidade da Carolina do Norte, os estudos analíticos iniciais de leucemia entre trabalhadores da borracha mostraram um excesso de casos entre trabalhadores com histórico de trabalho em empregos nos quais solventes eram usados (McMichael et al. 1975). A exposição ao benzeno, um solvente comum na indústria da borracha há muitos anos, e uma causa reconhecida de leucemia, foi imediatamente suspeitada. Análises mais detalhadas, no entanto, mostraram que as leucemias em excesso eram geralmente linfocíticas, enquanto as exposições ao benzeno eram comumente associadas ao tipo mieloblástico (Wolf et al. 1981). Supôs-se que algum agente diferente do benzeno poderia estar envolvido. Uma revisão meticulosa dos registros de uso de solventes e fontes de fornecimento de solventes para uma grande empresa mostrou que o uso de solventes à base de carvão, incluindo benzeno e xileno, tinha uma associação muito mais forte com a leucemia linfocítica do que o uso de solventes à base de petróleo ( Arp, Wolf e Checkoway 1983). Os solventes à base de carvão são geralmente contaminados com hidrocarbonetos aromáticos polinucleares, incluindo compostos que demonstraram causar leucemia linfocítica em animais experimentais. Análises adicionais neste estudo mostraram uma associação ainda mais forte de leucemia linfocítica com exposições a dissulfeto de carbono e tetracloreto de carbono do que com exposições a benzeno (Checkoway et al. 1984). As exposições ao benzeno são perigosas e as exposições ao benzeno nos locais de trabalho devem ser eliminadas ou minimizadas na medida do possível. A conclusão, no entanto, de que a eliminação do benzeno do uso em processos de borracha eliminará futuros excessos de leucemia, particularmente de leucemia linfocítica, entre os trabalhadores da borracha pode estar incorreta.
Estudos especiais da Universidade da Carolina do Norte com trabalhadores da borracha que se aposentaram por invalidez mostraram que doenças pulmonares incapacitantes, como enfisema, eram mais prováveis de ocorrer entre pessoas com histórico de trabalho em cura, preparação de cura, acabamento e inspeção do que entre trabalhadores em outros empregos (Lednar et al. 1977). Todas essas áreas de trabalho envolvem exposição a poeiras e vapores que podem ser inalados. Nesses estudos, descobriu-se que uma história de tabagismo geralmente mais que dobrou o risco de aposentadoria por invalidez pulmonar, mesmo nos empregos empoeirados que estavam associados à invalidez.
Estudos epidemiológicos estavam em andamento nas indústrias de borracha da Europa e da Ásia (Fox, Lindars e Owen 1974; Fox e Collier 1976; Nutt 1976; Parkes et al. 1982; Sorahan et al. 1986; Sorahan et al. 1989; Kilpikari et al. 1982; Kilpikari 1982; Bernardinelli, Marco e Tinelli 1987; Negri et al. 1989; Norseth, Anderson e Giltvedt 1983; Szeszenia-Daborowaska et al. 1991; Solionova e Smulevich 1991; Gustavsson, Hogstedt e Holmberg 1986; Wang et al. 1984 ; Zhang et al. 1989) aproximadamente na mesma época e continuaram após os de Harvard e da Universidade da Carolina do Norte nos Estados Unidos. Achados de excesso de câncer em vários locais foram comumente relatados. Vários estudos mostraram um excesso de câncer de pulmão (Fox, Lindars e Owen 1974; Fox e Collier 1976; Sorahan et al. 1989; Szeszenia-Daborowaska et al. 1991; Solionova e Smulevich 1991; Gustavsson, Hogstedt e Holmberg 1986; Wang et al . 1984), associado, em alguns casos, a um histórico de trabalho em cura. Este achado foi duplicado em alguns estudos nos Estados Unidos (Monson e Nakano 1976a; Monson e Fine 1978), mas não em outros (Delzell, Andjelkovich e Tyroler 1982; Andjelkovich et al. 1988).
A experiência de mortalidade entre um grupo de trabalhadores na indústria alemã de borracha foi relatada (Weiland et al. 1996). A mortalidade por todas as causas e por todos os tipos de câncer foi significativamente elevada na coorte. Excessos estatisticamente significativos na mortalidade por câncer de pulmão e de câncer pleural foram identificados. O excesso de mortalidade por leucemia entre os seringueiros alemães quase não alcançou significância estatística.
Um estudo de caso-controle de câncer linfático e hematopoiético em oito instalações de borracha de estireno-butadieno (SBR) identificou uma forte associação entre a mortalidade por leucemia e a exposição ao butadieno. A IARC concluiu que o 1,3-butadieno é provavelmente cancerígeno para os seres humanos (IARC 1992). Um estudo epidemiológico mais recente forneceu dados que confirmam o excesso de mortalidade por leucemia entre os trabalhadores da SBR expostos ao butadieno (Delzell et al. 1996).
Ao longo dos anos, estudos epidemiológicos entre seringueiros permitiram identificar riscos no trabalho e melhorar seu controle. A área de pesquisa epidemiológica ocupacional que mais precisa de melhorias neste momento é a avaliação de exposições passadas dos sujeitos do estudo. Progressos estão sendo feitos tanto em técnicas de pesquisa quanto em bancos de dados nesta área. Embora permaneçam dúvidas sobre as associações causais, o progresso epidemiológico contínuo certamente levará a melhorias contínuas no controle de exposições na indústria da borracha e, consequentemente, à melhoria contínua da saúde dos trabalhadores da borracha.
Agradecimento: Gostaria de reconhecer os esforços pioneiros de Peter Bommarito, ex-presidente do United Rubber Workers Union, que foi o principal responsável por fazer com que pesquisas fossem feitas na indústria da borracha nos Estados Unidos nas décadas de 1970 e 1980 sobre a saúde dos trabalhadores da borracha.
Dermatite de contato com borracha e alergia ao látex
Dermatite de contato
Reações cutâneas adversas têm sido relatadas frequentemente entre os trabalhadores que têm contato direto com a borracha e com as centenas de produtos químicos usados na indústria da borracha. Estas reações incluem dermatite de contato irritante, dermatite de contato alérgica, urticária de contato (urticária), agravamento de doenças de pele pré-existentes e outras doenças de pele menos comuns, como foliculite oleosa, xerose (pele seca), miliária (erupção de calor) e despigmentação de certos derivados fenólicos.
A dermatite de contato irritante é a reação mais frequente e é causada pela exposição aguda a produtos químicos fortes ou pela exposição cumulativa a irritantes mais fracos, como os encontrados no trabalho úmido e no uso repetido de solventes. A dermatite alérgica de contato é um tipo retardado de reação alérgica dos aceleradores, vulcanizadores, antioxidantes e antiozonantes que são adicionados durante a fabricação da borracha. Esses produtos químicos estão frequentemente presentes no produto final e podem causar dermatite de contato tanto no usuário do produto final quanto nos trabalhadores da borracha, especialmente Banbury, operadores de calandras e extrusoras e montadores.
Alguns trabalhadores adquirem dermatite de contato por exposição no trabalho que não permite o uso de roupas de proteção química (CPC). Outros trabalhadores também desenvolvem alergia ao próprio CPC, mais comumente devido a luvas de borracha. Um teste de contato positivo válido para o alérgeno suspeito é o principal teste médico usado para diferenciar a dermatite de contato alérgica da dermatite de contato irritante. É importante lembrar que a dermatite de contato alérgica pode coexistir com a dermatite de contato irritativa, bem como com outras doenças da pele.
A dermatite pode ser evitada pela mistura automatizada e pré-mistura de produtos químicos, fornecimento de ventilação de exaustão, substituição de alérgenos de contato conhecidos por produtos químicos alternativos e melhor manuseio de materiais para reduzir o contato com a pele.
Alergia ao látex de borracha natural (NRL)
A alergia a NRL é uma reação alérgica tipo I imediata mediada por imunoglobulina E, quase sempre devido a proteínas NRL presentes em dispositivos de látex médicos e não médicos. O espectro de sinais clínicos varia de urticária de contato, urticária generalizada, rinite alérgica (inflamação da mucosa nasal), conjuntivite alérgica, angioedema (inchaço grave) e asma (pieira) até anafilaxia (reação alérgica grave com risco de vida). Indivíduos de maior risco são pacientes com espinha bífida, profissionais de saúde e outros trabalhadores com exposição significativa a NRL. Os fatores predisponentes são eczema nas mãos, rinite alérgica, conjuntivite alérgica ou asma em indivíduos que usam luvas com frequência, exposição das mucosas ao NRL e múltiplos procedimentos cirúrgicos. Quinze mortes após exposição a NRL durante exames de enema de bário foram relatadas à Food and Drug Administration dos EUA. Assim, a rota de exposição às proteínas NRL é importante e inclui o contato direto com a pele intacta ou inflamada e a exposição da mucosa, incluindo inalação, ao pó de luva contendo NRL, especialmente em instalações médicas e salas de cirurgia. Como resultado, a alergia a NRL é um grande problema médico, de saúde ocupacional, de saúde pública e regulatório em todo o mundo, com o número de casos aumentando dramaticamente desde meados da década de 1980.
O diagnóstico de alergia a NRL é fortemente sugerido se houver história de angioedema dos lábios ao inflar balões e/ou coceira, queimação, urticária ou anafilaxia ao calçar luvas, passar por procedimentos cirúrgicos, médicos e odontológicos ou após exposição a preservativos ou outros Dispositivos NRL. O diagnóstico é confirmado por um teste de desgaste ou uso positivo com luvas NRL, um teste de puntura intracutâneo positivo válido para NRL ou um teste de sangue RAST (teste radioalergossorvente) positivo para alergia ao látex. Reações alérgicas graves ocorreram em testes de picada e desgaste; epinefrina e equipamentos de ressuscitação livres de NRL devem estar disponíveis durante esses procedimentos.
A alergia ao NRL pode estar associada a reações alérgicas a frutas, especialmente bananas, castanhas e abacates. A hipossensibilização ao NRL ainda não é possível, e é imperativo evitar e substituir o NRL. A prevenção e o controle da alergia a NRL incluem evitar o látex em ambientes de assistência médica para trabalhadores e pacientes afetados. Luvas sintéticas não NRL substitutas devem estar disponíveis e, em muitos casos, luvas NRL de baixo alérgeno devem ser usadas por colegas de trabalho para acomodar pessoas com alergia a NRL, a fim de minimizar os sintomas e diminuir a indução de alergia a NRL. A cooperação contínua entre governo, indústria e profissionais de saúde é necessária para controlar a alergia ao látex, conforme discutido no Instalações de saúde capítulo.
Ergonomia
A ergonomia é a ciência que avalia a relação entre os trabalhadores e seu ambiente de trabalho. Esta ciência inclui não apenas uma avaliação do risco musculoesquelético devido ao design do trabalho, mas também uma consideração dos processos cognitivos envolvidos no trabalho que podem levar a erros humanos.
Empregos na indústria de borracha e pneus foram identificados com um risco aumentado de determinados tipos de distúrbios musculoesqueléticos. Em particular, lesões nas costas parecem ser proeminentes. Uma amostra de trabalhos de manuseio de materiais na indústria de pneus e borracha indicou que os trabalhos de alto risco resultam em taxas de lesões na região lombar que são aproximadamente 50% mais altas do que na indústria em geral. Uma avaliação dos trabalhos indica que esses problemas normalmente surgem de trabalhos que exigem o transporte manual de produtos de borracha. Esses trabalhos incluem operações de processamento de borracha (Banbury), construtores de pneus, finalizadores de pneus e transportadores de pneus, tanto na fábrica quanto no ambiente de depósito. Problemas no pulso, como síndrome do túnel do carpo e tenossinovite, também parecem ser proeminentes na construção de pneus. Um exame das operações de fabricação de pneus sugere que problemas de ombro seriam esperados. No entanto, como esperado, os registros de lesões tendem a subestimar o risco de lesões no ombro devido à falta de sensibilidade para o problema. Finalmente, parece haver alguns problemas de processamento cognitivo envolvidos na indústria de pneus. Estes são aparentes nas tarefas de inspeção e muitas vezes são agravados pela falta de iluminação.
Acredita-se que vários fatores de risco relacionados ao local de trabalho sejam responsáveis por esses problemas musculoesqueléticos na indústria de pneus e borracha. Os fatores de risco consistem em posturas estáticas e desajeitadas nas costas, ombros e pulsos, movimentos rápidos no pulso e nas costas e grandes pesos manuseados, bem como grandes forças aplicadas ao tronco durante o manuseio de grandes pedaços de borracha durante a construção do pneu. Um estudo dos fatores associados ao risco de lombalgia indica que trabalhadores da indústria de construção de pneus movimentam mais peso do que de outras áreas e essas cargas são movimentadas a distâncias maiores do que a média do corpo. Além disso, essas forças e pesos são freqüentemente impostos ao corpo durante movimentos assimétricos do tronco, como flexão. A duração das aplicações de força neste tipo de trabalho também é problemática. Freqüentemente, em uma operação de fabricação de pneus, são necessárias aplicações prolongadas de força que diminuem a força disponível do trabalhador ao longo do tempo. Finalmente, os locais de trabalho com pneus e borracha são frequentemente quentes e expostos a sujeira e poeira. O calor no local de trabalho tenderá a aumentar as demandas calóricas do trabalho, aumentando assim as demandas energéticas. A resina e a poeira no local de trabalho aumentam a probabilidade de os trabalhadores usarem luvas durante a execução de suas tarefas. O uso dessa luva aumentará a tensão necessária nos músculos do antebraço que controlam os dedos. Além disso, quando os trabalhadores usam luvas, aumentam a força de preensão, pois não conseguem perceber quando um objeto está prestes a escorregar de suas mãos. As soluções para esses problemas relacionados à ergonomia incluem o simples rearranjo do local de trabalho (por exemplo, elevar ou abaixar o local de trabalho ou mover as estações de trabalho para eliminar grandes movimentos de torção ou flexão lateral do tronco; o último pode ser realizado reorientando as origens e destinos de tarefas de levantamento de giros de 180º a giros de 90º). Muitas vezes, mudanças mais significativas são necessárias. Isso pode variar desde a incorporação de estações de trabalho ajustáveis, como macacos de tesoura ou mesas elevatórias, até a incorporação de dispositivos de assistência de elevação, como elevadores e guindastes, até a automação total da estação de trabalho. Obviamente, há um grande custo associado a algumas dessas soluções para o problema. Portanto, a chave para um design ergonômico adequado é fazer apenas as alterações necessárias e determinar o efeito da alteração em termos de alteração no risco musculoesquelético. Felizmente, novos métodos para quantificar a extensão do risco associado a um determinado projeto do local de trabalho estão se tornando disponíveis. Por exemplo, foi relatado um modelo de risco que avalia o risco de distúrbio lombar ocupacionalmente relacionado às demandas do trabalho (Marras et al. 1993; 1995) Também foram desenvolvidos modelos que avaliam a carga da coluna devido a atividades dinâmicas do tronco (Marras e Sommerich 1991; Granata e Marras 1993).
Questões ambientais e de saúde pública
Todos os produtos de borracha começam como um “composto de borracha”. Os compostos de borracha começam com um polímero de borracha, natural ou um dos muitos polímeros sintéticos, cargas, plastificantes, antioxidantes, auxiliares de processo, ativadores, aceleradores e curativos. Muitos dos ingredientes químicos são classificados como produtos químicos perigosos ou tóxicos, e alguns podem ser listados como cancerígenos. O manuseio e o processamento desses produtos químicos criam preocupações ambientais e de segurança.
Resíduos Perigosos
Sistemas de ventilação e coletores de pó são necessários para os trabalhadores que manuseiam e pesam os produtos químicos de borracha e para os trabalhadores que misturam e processam o composto de borracha não curado. Equipamentos de proteção individual também podem ser necessários para esses trabalhadores. O material coletado nos coletores de pó deve ser testado para determinar se é um resíduo perigoso. Seria um resíduo perigoso se fosse reativo, corrosivo, inflamável ou contivesse produtos químicos listados como perigosos como resíduos.
Os resíduos perigosos devem ser listados em um manifesto e enviados para descarte em um local de resíduos perigosos. Os resíduos não perigosos podem ir para aterros sanitários locais ou podem ter que ir para um aterro industrial, dependendo dos regulamentos ambientais aplicáveis.
Poluição atmosférica
Alguns produtos de borracha requerem uma aplicação de cimento de borracha no processo de fabricação. Os cimentos de borracha são feitos misturando o composto de borracha não curado com um solvente. Os solventes utilizados neste processo são geralmente classificados como compostos orgânicos voláteis (VOCs). Processos que usam VOCs devem ter algum tipo de equipamento de controle de emissão. Este equipamento pode ser um sistema de recuperação de solventes ou um oxidante térmico. Um oxidante térmico é um sistema de incineração que destrói os VOCs por combustão e geralmente requer um suplemento de combustível, como o gás natural. Sem equipamento de controle de emissão, os VOCs podem causar problemas de saúde na fábrica e na comunidade. Se os VOCs forem fotoquimicamente reativos, eles afetarão a camada de ozônio.
Quando as peças de borracha são curadas e o recipiente de cura é aberto, os vapores de cura saem do recipiente e da peça de borracha. Esses vapores estarão na forma de fumaça, vapor ou ambos. Os vapores de cura podem transportar produtos químicos não reagidos, plastificantes, lubrificantes de moldes e outros materiais para a atmosfera. Controles de emissão são necessários.
Poluição do solo e da água
O armazenamento e o manuseio de VOCs devem ser feitos com extremo cuidado. Nos últimos anos, os VOCs eram armazenados em tanques de armazenamento subterrâneos, o que, em alguns casos, resultava em vazamentos ou derramamentos. Vazamentos e/ou derramamentos em torno de tanques de armazenamento subterrâneo geralmente resultam na contaminação do solo e das águas subterrâneas, o que desencadeia uma cara reparação do solo e das águas subterrâneas. A melhor opção de armazenamento são tanques acima do solo com boa contenção secundária para prevenção de derramamento.
Resíduos de borracha
Todo processo de fabricação tem sucata de processo e produtos acabados. Parte da sucata do processo pode ser reprocessada no produto pretendido ou em outros processos de produto. No entanto, uma vez curada ou vulcanizada, a borracha não pode mais ser reprocessada. Todo o processo curado e sucata de produtos acabados se torna material residual. O descarte de sucata ou resíduos de produtos de borracha tornou-se um problema mundial.
Todos os lares e empresas do mundo usam algum tipo de produto de borracha. A maioria dos produtos de borracha são classificados como materiais não perigosos e, portanto, seriam resíduos não perigosos. No entanto, produtos de borracha como pneus, mangueiras e outros produtos tubulares criam um problema ambiental relacionado ao descarte após sua vida útil.
Pneus e produtos tubulares não podem ser enterrados em aterros porque as áreas vazias aprisionam o ar, o que faz com que os produtos subam à superfície com o tempo. Triturar os produtos de borracha elimina esse problema; no entanto, a trituração requer equipamento especial e é muito cara.
Incêndios de pneus sem chama podem gerar grandes quantidades de fumaça irritante que pode conter uma grande variedade de produtos químicos tóxicos e partículas.
Incineração de Sucata de Borracha
Uma das opções para descartar produtos de borracha de sucata e processar borracha de sucata dos processos de fabricação é a incineração. A incineração pode inicialmente parecer a melhor solução para o descarte dos inúmeros produtos de borracha “desgastados” que existem no mundo hoje. Algumas empresas de fabricação de borracha consideraram a incineração como um meio de descartar peças de borracha de sucata, bem como sucata de processo de borracha curada e não curada. Em teoria, a borracha poderia ser queimada para gerar vapor que poderia ser usado na fábrica.
Infelizmente, não é assim tão simples. O incinerador deve ser projetado de forma a lidar com as emissões atmosféricas e provavelmente exigiria depuradores para remover contaminantes como o cloro. As emissões de cloro geralmente viriam da queima de produtos e sucata que contêm polímeros de cloropreno. Os lavadores geram uma descarga ácida que pode ter que ser neutralizada antes da descarga.
Quase todos os compostos de borracha contêm algum tipo de carga, sejam negros de fumo, argilas, carbonatos de cálcio ou compostos de sílica hidratada. Quando esses compostos de borracha são queimados, eles geram cinzas equivalentes à carga de enchimento no composto de borracha. As cinzas são coletadas por lavadores úmidos ou secos. Ambos os métodos devem ser analisados para metais pesados antes do descarte. Os lavadores úmidos provavelmente produzirão águas residuais que contêm 10 a 50 ppm de zinco. Tanto zinco sendo descarregado em um sistema de esgoto criará problemas na estação de tratamento. Caso isso ocorra, deve-se instalar um sistema de tratamento para remoção do zinco. Esse sistema de tratamento gera um lodo contendo zinco que deve ser enviado para descarte.
Lavadores a seco geram uma cinza que deve ser coletada para descarte. As cinzas úmidas e secas são difíceis de manusear e o descarte pode ser um problema, pois a maioria dos aterros não aceita esse tipo de resíduo. As cinzas úmidas e secas podem ser muito alcalinas se os compostos de borracha que estão sendo queimados estiverem fortemente carregados com carbonato de cálcio.
Finalmente, a quantidade de vapor gerada não é suficiente para fornecer a quantidade total necessária para operar uma fábrica de borracha. O fornecimento de sucata de borracha é inconsistente e esforços estão em andamento para reduzir a sucata, o que reduziria o fornecimento de combustível. O custo de manutenção de um incinerador projetado para queimar sucata de borracha e produtos de borracha também é muito alto.
Quando todos esses custos são levados em consideração, a incineração de sucata de borracha pode ser o método de descarte menos econômico.
Conclusão
Talvez a melhor solução para as preocupações ambientais e de saúde associadas à fabricação de produtos de borracha seja um bom controle de engenharia para produzir e combinar produtos químicos em pó usados em compostos de borracha e programas de reciclagem para todos os produtos e sucata de processamento de borracha curada e não curada. Os produtos químicos em pó coletados em sistemas coletores de poeira poderiam ser adicionados de volta aos compostos de borracha com os controles de engenharia apropriados, o que eliminaria o aterro desses produtos químicos.
O controle das questões ambientais e de saúde na indústria da borracha pode ser feito, mas não será fácil ou gratuito. O custo associado ao controle de problemas ambientais e de saúde deve ser somado ao custo dos produtos de borracha.
" ISENÇÃO DE RESPONSABILIDADE: A OIT não se responsabiliza pelo conteúdo apresentado neste portal da Web em qualquer idioma que não seja o inglês, que é o idioma usado para a produção inicial e revisão por pares do conteúdo original. Algumas estatísticas não foram atualizadas desde a produção da 4ª edição da Enciclopédia (1998)."