- Você está aqui:
-
Início

- Parte XIV. Indústrias Têxteis e de Confecção

Categorias crianças

87. Vestuário e Produtos Têxteis Acabados (3)

87. Vestuário e Produtos Têxteis Acabados
Editores de Capítulo: Robin Herbert e Rebecca Plattus
Conteúdo
Tabelas e Figuras
Principais Setores e Processos
Rebecca Plattus e Robin Herbert
Acidentes na Fabricação de Vestuário
AS Bettenson
Efeitos na saúde e questões ambientais
Robin Herbert e Rebecca Plattus
Tabelas
Clique em um link abaixo para visualizar a tabela no contexto do artigo.
figuras
Aponte para uma miniatura para ver a legenda da figura, clique para ver a figura no contexto do artigo.



88. Couro, Pele e Calçados (6)
88. Couro, Pele e Calçados
Editor do capítulo: Michael McCann
Conteúdo
Tabelas e Figuras
Perfil Geral
Debra Osinsky
Curtimento e Acabamento de Couro
Reitor B. Baker
Indústria de peles
PE Trançado
Indústria de Calçados
FL Conradi e Paulo Portich
Efeitos na saúde e padrões de doenças
Frank B. Stern
Proteção Ambiental e Questões de Saúde Pública
Jerry Spiegel
Tabelas
Clique em um link abaixo para visualizar a tabela no contexto do artigo.
1. Opções tecnológicas para tratamento de efluentes de curtume
figuras
Aponte para uma miniatura para ver a legenda da figura, clique para ver a figura no contexto do artigo.









89. Indústria de Produtos Têxteis (15)
89. Indústria de Artigos Têxteis
Editores de capítulo: A. Lee Ivester e John D. Neefus
Conteúdo
Tabelas e Figuras
A Indústria Têxtil: História e Saúde e Segurança
Leon J. Warshaw
Tendências Globais na Indústria Têxtil
Jung-Der Wang
Produção e Descaroçamento de Algodão
W.Stanley Anthony
Fabricação de Fios de Algodão
Philip J. Wakelyn
Indústria de lã
DA Hargrave
Indústria da Seda
J. Kubota
Viscose (Rayon)
MM El Attal
Fibras sintéticas
AE Quinn e R. Mattiusi
Produtos de feltro natural
Jerzy A. Sokal
Tinturaria, Estamparia e Acabamento
JM Strother e AK Niyogi
Tecidos Têxteis Não Tecidos
William Blackburn e Subhash K. Batra
Tecelagem e tricô
Charles Crocker
Tapetes e tapetes
O Instituto de Carpetes e Tapetes
Tapetes tecidos e tufados à mão
ME Radabi
Efeitos respiratórios e outros padrões de doenças na indústria têxtil
E. Neil Schachter
Tabelas
Clique em um link abaixo para visualizar a tabela no contexto do artigo.
1. Empresas e funcionários na área da Ásia-Pacífico (85-95)
2. Graus de bissinose
figuras
Aponte para uma miniatura para ver a legenda da figura, clique para ver a figura no contexto do artigo.
|
|















Principais Setores e Processos
Processos gerais
Em geral, os processos envolvidos na produção de roupas e outros produtos têxteis acabados mudaram pouco desde o início da indústria. Embora a organização do processo de produção tenha mudado e continue a mudar, e alguns avanços tecnológicos tenham atualizado o maquinário, muitos dos riscos de segurança e saúde nessa indústria permanecem os mesmos enfrentados pelos primeiros trabalhadores do setor de vestuário.
As principais preocupações de saúde e segurança na indústria do vestuário estão relacionadas às condições gerais do ambiente de trabalho. Estações de trabalho, ferramentas e equipamentos mal projetados, combinados com sistemas de compensação por peça e o sistema de produção de pacotes progressivos, apresentam sérios riscos de lesões musculoesqueléticas e condições relacionadas ao estresse. As lojas de vestuário estão muitas vezes instaladas em edifícios mal conservados e mal ventilados, refrigerados, aquecidos e iluminados. A superlotação, juntamente com o armazenamento inadequado de materiais inflamáveis, frequentemente cria sérios riscos de incêndio. Saneamento precário e falta de medidas de limpeza adequadas contribuem para essas condições.
Grandes avanços foram feitos no projeto e produção de estações de trabalho de costura bem projetadas e ergonômicas, que incluem mesas e cadeiras de costura ajustáveis e levam em consideração o posicionamento adequado de equipamentos e ferramentas. Essas estações de trabalho estão amplamente disponíveis e são usadas em algumas instalações, principalmente em grandes estabelecimentos de manufatura. No entanto, apenas as instalações maiores e mais bem capitalizadas são capazes de arcar com essas comodidades. O redesenho ergonômico também é possível em outras operações de fabricação de roupas (consulte a figura 1). A maior parte da produção de roupas, no entanto, ainda ocorre em operações contratadas pequenas e mal equipadas, onde, em geral, pouca atenção é dada ao design do local de trabalho, condições de trabalho e perigos para a saúde e segurança.
Figura 1. Uma instalação de fabricação de lantejoulas

Fonte: Michael McCann
Design de produto e fabricação de amostras. O design de roupas e outros produtos têxteis é supervisionado por fabricantes de vestuário, varejistas ou “jobbers”, com o processo de design realizado por designers qualificados. Freqüentemente, os intermediários, fabricantes ou varejistas de vestuário são responsáveis apenas pelo design, produção de amostras e marketing do produto. Embora o empreiteiro ou fabricante assuma a responsabilidade de especificar todos os detalhes da produção da roupa, compre o tecido e apare os itens a serem usados, o trabalho real de produção em larga escala é normalmente realizado por oficinas terceirizadas independentes.
A fabricação de amostras, na qual pequenas quantidades de roupas de amostra são feitas para serem usadas para comercializar o produto e para serem enviadas a lojas terceirizadas como exemplos do produto acabado, também ocorre nas instalações do empreiteiro. As amostras são produzidas por operadores de máquinas de costura altamente qualificados, fabricantes de amostras, que costuram toda a roupa.
Modelagem e corte. O design do vestuário deve ser dividido em peças padrão para corte e costura. Tradicionalmente, os padrões de papelão são confeccionados para cada peça da roupa; esses padrões são classificados pelos tamanhos a serem feitos. A partir desses moldes, são criados os marcadores de recorte de papel, que são utilizados pelo cortador de roupas para recortar as peças do molde. Em fábricas mais modernas, os marcadores de corte são feitos e classificados por tamanho em uma tela de computador e depois impressos em um plotter computadorizado.
Na fase de corte, o tecido é primeiro espalhado em várias pilhas em uma mesa de corte, cujo comprimento e largura são determinados pelas demandas de produção. Isso é mais frequentemente realizado por uma máquina de espalhar automática ou semiautomática que desenrola os rolos de tecido ao longo do comprimento da mesa. Os tecidos xadrez ou estampados podem ser dispostos à mão e fixados com alfinetes para garantir que os xadrezes das estampas combinem. Os marcadores são então colocados no tecido a ser cortado.
Tecido para produção de vestuário é geralmente cortado usando ferramentas de corte de serra de fita manuais (veja a figura 2). Peças pequenas podem ser cortadas usando uma prensa de matriz. A tecnologia de corte avançada inclui corte robótico, que segue automaticamente os padrões feitos em um computador.
Figura 2. Uma fábrica de roupas nas Filipinas

Existem vários perigos associados ao corte de tecido. Embora a lâmina da ferramenta de corte seja protegida, esta proteção deve ser ajustada corretamente para dar a proteção necessária à mão que posiciona o material. Protetores devem ser sempre usados e posicionados corretamente. Como proteção adicional, recomenda-se que os operadores de máquinas de corte usem luvas de proteção, preferencialmente de malha metálica. Além de oferecer risco de cortes acidentais, o corte de tecidos também apresenta riscos ergonômicos. Apoiar e manobrar uma máquina de corte, enquanto se estende sobre a mesa de corte, pode apresentar um risco de distúrbios no pescoço, membros superiores e costas. Finalmente, muitos cortadores têm a tendência de trabalhar com a máquina de corte na altura do ouvido, muitas vezes se expondo a ruído excessivo com o consequente risco de perda auditiva induzida por ruído.
O manuseio de rolos de tecido, que podem pesar até 32 kg e devem ser levantados acima da cabeça em um rack para estender, também representa um risco ergonômico. Equipamentos de manuseio de materiais adequados podem eliminar ou reduzir esses riscos.
Operação de máquina de costura. Normalmente, as peças de tecido cortadas são costuradas em máquinas de costura operadas à mão. O tradicional “sistema de feixe progressivo”, no qual os feixes de peças cortadas passam de um operador de máquina de costura para outro, com cada operador realizando uma única operação diferente, continua prevalecendo na indústria, apesar das mudanças significativas na organização do trabalho em muitas oficinas. Este tipo de organização do trabalho divide o processo de produção em muitas operações diferentes, cada uma consistindo em um ciclo muito curto repetido centenas de vezes por um operador durante o curso de um dia de trabalho. Esse sistema, combinado com remuneração por peça que recompensa a velocidade acima de tudo e oferece aos trabalhadores muito pouco controle sobre o processo de produção, cria um ambiente de trabalho potencialmente muito estressante.
A maioria das estações de trabalho de máquinas de costura atualmente em uso são projetadas sem o conforto, a saúde ou a conveniência do operador da máquina de costura em mente (consulte a figura 3). Como os operadores de máquinas de costura geralmente trabalham sentados em estações de trabalho mal projetadas, realizando a mesma operação durante toda a jornada de trabalho, o risco de desenvolver distúrbios musculoesqueléticos é alto. As más posturas resultantes das condições descritas acima, combinadas com trabalho altamente repetitivo e pressionado pelo tempo, resultaram em altas taxas de distúrbios musculoesqueléticos relacionados ao trabalho (DORT) entre operadores de máquinas de costura e outros trabalhadores da indústria.
Figura 3. Mulher usando uma máquina de costura sem protetor de agulha

Avanços no design de estações de trabalho de costura, como cadeiras e mesas de trabalho ajustáveis, criam o potencial de redução de alguns dos riscos associados à operação da máquina de costura. No entanto, embora essas estações de trabalho e cadeiras estejam amplamente disponíveis, seu preço geralmente as coloca fora do alcance de todos, exceto das empresas mais lucrativas. Além disso, mesmo com estações de trabalho melhor projetadas, o fator de risco de repetição permanece.
As mudanças na organização do trabalho e a introdução do trabalho em equipe, na forma de manufatura modular ou flexível, oferecem uma alternativa ao processo de produção tradicional taylorista e podem servir para aliviar alguns dos riscos à saúde envolvidos no sistema tradicional. Em um sistema de trabalho em equipe, os operadores de máquinas de costura trabalham em grupo para produzir uma roupa inteira, muitas vezes mudando frequentemente entre as máquinas e os trabalhos.
Em um dos sistemas de equipe mais populares, os trabalhadores trabalham em pé, em vez de sentados, e se movem frequentemente de uma máquina para outra. O treinamento cruzado para uma variedade de empregos aprimora as habilidades dos trabalhadores, e os trabalhadores recebem mais controle sobre a produção. Mudanças de um sistema individual de pagamento por peça para pagamento por hora ou para um sistema de incentivo em grupo, bem como maior ênfase no monitoramento da qualidade ao longo do processo de produção, podem ajudar a eliminar alguns fatores que colocam os trabalhadores em risco de desenvolver DORT.
Alguns sistemas de fabricação mais novos, embora tecnologicamente avançados, podem na verdade contribuir para aumentar o risco de DORT. Os chamados sistemas de produção unitária, por exemplo, são projetados para transportar mecanicamente mercadorias cortadas em um transportador aéreo de trabalhador para trabalhador, acelerando assim o progresso das mercadorias e eliminando muito do manuseio de material anteriormente realizado pelos operadores de máquinas de costura ou por trabalhadores do chão. Embora esses sistemas geralmente aumentem a produção acelerando a linha, eles eliminam o já pequeno tempo de descanso concedido ao operador entre os ciclos, resultando em aumento da fadiga e da repetição.
Ao instituir qualquer sistema alternativo de produção, deve-se tomar cuidado para avaliar os fatores de risco e projetar o novo sistema tendo em mente a ergonomia. Por exemplo, quando os trabalhadores serão treinados para fazer uma variedade de trabalhos, os trabalhos devem ser combinados para enfatizar diferentes partes do corpo e não sobrecarregar nenhum músculo ou articulação. Deve-se ter cuidado para garantir que equipamentos e máquinas possam ser adaptados para acomodar todos os trabalhadores da equipe.
Sempre que um novo equipamento for adquirido, ele deve ser facilmente ajustado pelos próprios trabalhadores, devendo ser fornecido treinamento sobre como fazer os ajustes. Isso é particularmente importante na indústria de vestuário, onde os mecânicos geralmente não estão prontamente disponíveis para ajustar o equipamento para caber adequadamente nos trabalhadores.
Estudos recentes levantaram preocupações sobre a exposição dos operadores de máquinas de costura a altos níveis de campos eletromagnéticos (EMFs) gerados pelos motores das máquinas de costura. Esses estudos indicaram que pode haver uma associação entre níveis aumentados da doença de Alzheimer (Sobel et al. 1995) e outras doenças crônicas encontradas entre operadores de máquinas de costura e a exposição dos operadores a altos níveis de EMFs.
Finalização e prensagem. Depois de costurada, a peça finalizada é passada a ferro por prensas e verificada quanto a fios soltos, manchas e outros defeitos pelos finalizadores. Os finalizadores executam uma variedade de trabalhos manuais, incluindo cortar fios soltos, costurar à mão, virar e prensar à mão. Os riscos ergonômicos são um problema para os trabalhadores que finalizam, tíquetem, embalam e distribuem roupas. Eles costumam realizar tarefas altamente repetitivas, frequentemente envolvendo o trabalho com as mãos e os braços em posturas desajeitadas e pouco saudáveis. Assentos e estações de trabalho para esses trabalhadores raramente são ajustáveis ou projetados para conforto ou saúde. Trabalhadores de acabamento, incluindo prensadores, muitas vezes trabalham em pé e em posições estáticas, apesar do fato de que muitos dos trabalhos podem ser equipados com cadeiras, bancos ou cadeiras de apoio, e os trabalhadores podem alternar entre em pé e sentados. Os tampos das mesas podem ser ajustados na altura adequada para o operador e podem ser inclinados para permitir que o operador trabalhe em uma posição mais confortável. As bordas acolchoadas da mesa e as ferramentas projetadas e dimensionadas adequadamente podem eliminar algumas tensões nas mãos, pulsos e braços.
A prensagem do produto costurado é realizada usando um ferro manual ou uma prensa buck. Os produtos costurados também podem ser vaporizados usando um vaporizador manual ou um túnel de vapor. Prensas e ferros de passar podem apresentar riscos de queimaduras, além de riscos ergonômicos. Embora a maioria das prensas seja projetada com controles de duas mãos, eliminando a possibilidade de prender a mão na prensa, ainda existem algumas máquinas antigas que não possuem esses recursos de segurança. Trabalhar em uma máquina de prensar também apresenta riscos de lesões nos ombros, pescoço e costas causadas por movimentos freqüentes acima da cabeça e por ficar constantemente em pé e operar os pedais. Embora o trabalho possa se tornar mais seguro por meio de uma máquina altamente automatizada e pelo posicionamento adequado do trabalhador na máquina, o maquinário atual dificulta a eliminação do alto estresse.
Os bilheteiros, que usam armas de emissão de bilhetes para colocar etiquetas em roupas acabadas, correm o risco de lesões nas mãos e pulsos devido a essa operação altamente repetitiva. As pistolas automáticas, em oposição às manuais, podem ajudar a diminuir a força necessária para executar a operação, reduzindo bastante o estresse e a tensão nos dedos e nas mãos.
Distribuição. Os trabalhadores dos centros de distribuição de vestuário estão expostos a todos os perigos de outros trabalhadores do armazém. O manuseio manual de materiais é responsável por muitas das lesões nas operações de depósito. Perigos específicos incluem levantamento e trabalhos acima da cabeça. Projetar o local de trabalho de distribuição tendo em mente o manuseio adequado de materiais, como a colocação de transportadores e mesas de trabalho em alturas adequadas, pode ajudar a evitar muitos ferimentos. Equipamentos mecânicos de manuseio de materiais, como empilhadeiras e guindastes, podem ajudar a prevenir lesões causadas por ter que realizar levantamentos desajeitados ou pesados.
Exposição química. Trabalhadores em todas as fases da produção de roupas podem estar expostos aos produtos químicos usados no acabamento dos tecidos; o mais comum deles é o formaldeído. Usado para tornar o tecido impresso permanentemente e com cores firmes, o formaldeído é liberado no ar do tecido na forma de um gás. Os trabalhadores também podem ter exposição da pele ao formaldeído enquanto manuseiam o tecido. A quantidade de formaldeído liberada do tecido depende de vários fatores, incluindo a quantidade usada no acabamento, o processo de acabamento usado e o calor e a umidade do ambiente. A exposição ao formaldeído pode ser evitada permitindo que o tecido gaste em uma área bem ventilada antes de ser manuseado e fornecendo boa ventilação nas áreas de trabalho, principalmente onde o tecido é exposto a alto calor e umidade (por exemplo, em operações de prensagem ). Os trabalhadores que apresentam problemas de pele devido ao manuseio de tecidos tratados com formaldeído podem usar luvas ou creme protetor. Finalmente, os fabricantes têxteis devem ser encorajados a desenvolver tratamentos de tecidos alternativos mais seguros.
Processos Especiais
Plissado. O processo de pregas é usado para colocar vincos ou pregas em tecidos ou roupas. Este processo usa altas temperaturas e alta umidade para colocar dobras em vários tipos de tecido. Os plissadores são expostos a essas condições de calor e umidade elevados, o que pode causar a liberação de maiores quantidades de substâncias usadas para o acabamento do tecido do que em condições normais de temperatura e umidade. Agentes de endurecimento podem ser adicionados a tecidos que serão plissados para facilitar a capacidade do tecido de manter o vinco. Caixas de vapor e câmaras de vapor expõem o tecido plissado ao vapor sob pressão.
Emborrachamento/impermeabilização. Para criar um acabamento emborrachado ou à prova d'água, os tecidos podem ser revestidos com uma substância à prova d'água. Esses vários revestimentos, que podem ser um tipo de borracha, muitas vezes são diluídos com solventes, inclusive aqueles que representam sérios riscos à saúde dos trabalhadores expostos. Esses revestimentos podem incluir benzeno ou dimetilformamida, bem como outros solventes. Os trabalhadores são expostos a esses produtos químicos quando são misturados ou derramados, muitas vezes à mão, ou em grandes tonéis em áreas pouco ventiladas. Os trabalhadores também podem ficar expostos ao derramar as misturas sobre o tecido para revestí-lo. As exposições perigosas devem ser minimizadas pela substituição de substâncias menos tóxicas e pelo fornecimento de ventilação adequada no ponto de uso. Além disso, as operações de mistura e vazamento devem ser contidas e automatizadas, sempre que possível.
Uso do computador. Os computadores são cada vez mais usados na indústria de vestuário, desde sistemas de design/manufatura assistida por computador (CAD/CAM) nos processos de design, marcação e corte até o rastreamento de mercadorias nas operações de armazenamento e remessa. Os perigos associados ao uso do computador são discutidos em outra parte deste Enciclopédia.
Botões, fivelas e outros adornos. Botões, fivelas e outros fechos em roupas ou produtos costurados geralmente são fabricados em instalações separadas daquelas que produzem roupas. Os botões podem ser fabricados a partir de uma variedade de materiais, e o material usado determinará o processo de produção. Mais comumente, botões e fivelas são feitos de plástico ou metais moldados, incluindo chumbo. Durante o processo de produção, as matérias-primas aquecidas são despejadas em moldes e depois resfriadas. Os trabalhadores podem ser expostos a produtos químicos ou metais tóxicos durante este processo de moldagem. Após o resfriamento, os trabalhadores podem ficar expostos à poeira gerada quando os produtos são polidos ou retificados. Essas exposições podem ser evitadas fornecendo ventilação adequada durante esse processo de acabamento ou pela contenção dessas operações. Outros adornos, como lantejoulas, miçangas e assim por diante, são produzidos a partir de plásticos e metais, estampados ou moldados, e podem expor os trabalhadores da produção aos perigos de seus componentes.
Produtos de plástico costurados e acessórios de plástico. Vários itens, como cortinas de chuveiro, toalhas de mesa e capas de chuva protetoras, são feitos de plásticos costurados ou unidos. Quando os produtos são costurados a partir de folhas de plástico, os perigos são semelhantes aos de outros itens costurados. No entanto, trabalhar com grandes estoques de material plástico cria um risco único de segurança contra incêndio, pois o aquecimento e a queima do plástico criam uma liberação de materiais tóxicos que podem ser muito perigosos. Deve-se ter extremo cuidado na área de prevenção e proteção contra incêndios, onde grandes quantidades de materiais plásticos são usados ou armazenados.
Além de serem costurados, os plásticos também podem ser unidos por calor ou radiação eletromagnética. Quando os plásticos são aquecidos, eles liberam seus componentes e podem expor os trabalhadores a esses tóxicos. Quando a radiação eletromagnética é usada para unir ou selar plásticos, deve-se tomar cuidado para não expor os trabalhadores a níveis perigosos dessa radiação.
Organização do Trabalho
O sistema de produção por peça, em que os trabalhadores são pagos de acordo com o número de unidades produzidas, ainda é amplamente utilizado na produção de vestuário e produtos costurados. O uso contínuo do sistema de compensação por peça representa riscos relacionados ao estresse e à saúde musculoesquelética dos trabalhadores da indústria de vestuário. Conforme discutido acima, sistemas alternativos de remuneração, bem como sistemas alternativos de produção, podem tornar a produção de vestuário uma opção mais atraente, menos estressante e menos perigosa para os trabalhadores que entram no mercado de trabalho.
Um sistema de trabalho em equipe, que dá aos trabalhadores mais controle sobre o processo de produção, bem como a oportunidade de trabalhar com outras pessoas, pode ser menos estressante do que o sistema tradicional de pacotes progressivos. No entanto, esses sistemas de equipe também podem causar estresse adicional se forem configurados de forma que os trabalhadores sejam responsáveis por fazer cumprir as regras de trabalho contra seus colegas de trabalho. Alguns tipos de sistemas de compensação de grupo que penalizam uma equipe inteira pela lentidão ou absenteísmo de qualquer um de seus membros podem criar tensão e estresse dentro do grupo.
O trabalho doméstico é o sistema de envio de trabalho para ser feito na casa de um trabalhador. É muito comum na indústria do vestuário. O trabalho pode ser enviado para casa com um trabalhador da fábrica no final do dia de trabalho para ser feito à noite ou no fim de semana; ou, o trabalho pode ser enviado diretamente para a casa do trabalhador, ignorando completamente a fábrica.
O sistema casa-trabalho é muitas vezes sinônimo de exploração dos trabalhadores. O trabalho doméstico não pode ser facilmente regulamentado por agências que impõem padrões trabalhistas, incluindo leis que regem o trabalho infantil, saúde e segurança, salário mínimo e assim por diante. Em muitos casos, os trabalhadores domésticos recebem salários abaixo do padrão e são forçados a fornecer, às suas próprias custas, equipamentos e ferramentas necessários para a produção. As crianças em casa podem ser levadas a fazer tarefas domésticas, independentemente de sua idade ou capacidade de trabalhar com segurança, ou em detrimento de seus estudos ou tempo de lazer. Riscos de saúde e segurança podem ser abundantes em situações de trabalho em casa, incluindo exposição a produtos químicos perigosos, incêndio e riscos elétricos. Maquinário industrial pode apresentar riscos para crianças pequenas em casa.
Acidentes na Fabricação de Vestuário
Adaptado da 3ª edição, Encyclopaedia of Occupational Health and Safety
Pequenas empresas em instalações domésticas inadequadas usadas para a fabricação de roupas geralmente apresentam sérios riscos de incêndio. Em qualquer sala de trabalho, grande ou pequena, há muito material combustível, e os resíduos combustíveis se acumularão, a menos que um controle muito rígido seja exercido. Alguns dos materiais usados são particularmente inflamáveis (por exemplo, resinas de espuma usadas para forrar e acolchoar e partículas finas de coco). Meios de fuga adequados, extintores de incêndio adequados e treinamento em procedimentos em caso de incêndio são necessários. A manutenção e a boa limpeza não só ajudam a prevenir incêndios e limitam a sua propagação, mas também são essenciais quando as mercadorias são transportadas mecanicamente.
Em geral, as taxas de frequência e gravidade dos acidentes são baixas, mas o comércio produz uma multiplicidade de lesões leves que podem ser evitadas de se tornarem mais graves por meio de primeiros socorros imediatos. As facas de fita podem causar ferimentos graves, a menos que sejam efetivamente protegidas; apenas a parte da faca necessariamente exposta ao corte deve ser deixada desprotegida; as facas circulares de máquinas de corte portáteis devem ser protegidas de forma semelhante. Se forem usadas prensas mecânicas, é necessária proteção adequada do maquinário, de preferência fixa, para manter as mãos fora da área de perigo. A máquina de costura apresenta dois perigos principais - os mecanismos de acionamento e a agulha. Em muitos lugares, longas filas de máquinas ainda são acionadas por eixos sob a bancada. É essencial que este eixo seja efetivamente protegido por enclausuramento ou guarda-corpo próximo; muitos acidentes de emaranhamento ocorreram quando os trabalhadores se abaixaram sob as bancadas para recuperar materiais ou substituir cintos. Vários tipos diferentes de proteção de agulha, que mantêm os dedos fora da área de risco, estão disponíveis.
O uso de prensas de roupas envolve um sério risco de esmagamento e queimaduras. Os controles de duas mãos são amplamente utilizados, mas não são totalmente satisfatórios: podem estar sujeitos a uso indevido (por exemplo, operação no joelho). Eles devem sempre ser ajustados para tornar isso impossível e impedir a operação com uma mão. Devem ser usadas proteções que impedem que a cabeça de pressão se feche na cabeça se alguma coisa (o mais importante, a mão) entrar na área. Todas as prensas, com seus suprimentos a vapor e pneumáticos, requerem inspeção frequente.
Todas as ferramentas elétricas portáteis requerem manutenção cuidadosa dos arranjos de aterramento.
Desenvolvimentos recentes na soldagem de plásticos (para substituir costuras e assim por diante) e na fabricação de costas de espuma geralmente envolvem o uso de uma prensa elétrica, às vezes operada por pedal, às vezes por ar comprimido. Existe o risco de entalamento físico entre os eletrodos e também de queimaduras elétricas por corrente de alta frequência. A única medida de segurança segura é fechar as partes perigosas para que o eletrodo não possa operar quando a mão estiver na área de perigo: o controle com as duas mãos não se mostrou satisfatório. Máquinas de costura devem incorporar projetos de segurança embutidos.
Efeitos na saúde e questões ambientais
Problemas de saúde e padrões de doenças
Os trabalhadores da produção de vestuário correm o risco de desenvolver DORT; asma ocupacional; dermatite de contato e irritativa; sintomas irritativos nos olhos, nariz e garganta; câncer de pulmão, nasofaringe e bexiga; e perda auditiva induzida por ruído. Além disso, como alguns processos nesta indústria envolvem exposição a vapores de plástico aquecidos, poeira de metal e vapores (especialmente chumbo), pó de couro, pó de lã e solventes perigosos, como dimetilformamida, as doenças associadas a essas exposições também podem ser observadas entre os trabalhadores do setor de vestuário. . Exposições a campos eletromagnéticos gerados por motores de máquinas de costura são uma área de preocupação crescente. Foram relatadas associações entre o emprego materno na produção de vestuário e resultados reprodutivos adversos.
A Tabela 1 resume o espectro de doenças ocupacionais que podem ser observadas na indústria de vestuário e têxteis acabados.
Tabela 1. Exemplos de doenças ocupacionais que podem ser observadas em trabalhadores da confecção
|
Condição |
Exposição |
|
Distúrbios músculo-esqueléticos |
|
|
Síndrome do túnel do carpo, tendinite do antebraço, |
força |
|
Asma |
Formaldeído |
|
Câncer |
|
|
Câncer de bexiga |
Corantes |
|
Câncer de pulmão, nasofaringe |
Formaldeído |
|
Perda de audição |
Ruído |
|
Pele |
|
|
Dermatite de contato e irritativa |
Formaldeído, corantes têxteis |
|
Envenenamento por chumbo |
Conduzir |
Distúrbios músculo-esqueléticos. A produção de vestuário envolve o desempenho de tarefas monótonas, altamente repetitivas e de alta velocidade, muitas vezes exigindo posturas articulares não neutras e desajeitadas. Essas exposições colocam os trabalhadores de vestuário em risco de desenvolver DORTs no pescoço, extremidades superiores, costas e extremidades inferiores (Andersen e Gaardboe 1993; Schibye et al. 1995). Não é incomum que os trabalhadores do setor de vestuário desenvolvam múltiplas DORTs, muitas vezes com distúrbios dos tecidos moles, como tendinite, e síndromes concomitantes de aprisionamento de nervos, como a síndrome do túnel do carpo (Punnett et al. 1985; Schibye et al. 1995).
Operadores de máquinas de costura e costureiros manuais (fabricantes de amostras e finalizadores) executam trabalhos que requerem movimentos repetitivos de mão e punho, normalmente realizados com posturas não neutras dos dedos, pulso, cotovelos, ombros e pescoço. Portanto, eles correm o risco de desenvolver a síndrome do túnel do carpo, cistos ganglionares, tendinite do antebraço, epicondilite, distúrbios do ombro, incluindo tendinite bicipital e do manguito rotador, lesões do manguito rotador e distúrbios do pescoço. Além disso, a operação da máquina de costura geralmente requer ficar sentado por um período prolongado (muitas vezes em assentos sem encosto e em estações de trabalho que exigem inclinação para a frente a partir da cintura), levantamento intermitente e uso repetitivo de pedais. Assim, os operadores de máquinas de costura podem desenvolver DORTs na região lombar e nas extremidades inferiores.
Cortadores, cujo trabalho requer levantamento e transporte de rolos de tecido, bem como operação de máquinas de corte manuais ou operadas por computador, também correm o risco de desenvolver distúrbios musculoesqueléticos do pescoço, ombro, cotovelo, antebraço/punho e região lombar. Os praticantes de pressão correm o risco de desenvolver tendinite e distúrbios relacionados no ombro, cotovelo e antebraço, e também podem estar em risco de desenvolver distúrbios relacionados ao aprisionamento de nervos.
Além dos fatores ergonômicos/biomecânicos, os sistemas de produção rápida por peça e os fatores organizacionais do trabalho descritos mais detalhadamente na seção anterior podem contribuir para distúrbios musculoesqueléticos entre os trabalhadores da indústria de vestuário. Em um estudo de trabalhadores de vestuário, a duração do emprego em trabalho por peça foi associada a uma maior prevalência de deficiência grave (Brisson et al. 1989). Consequentemente, a prevenção de distúrbios musculoesqueléticos relacionados ao trabalho pode exigir modificações ergonômicas no local de trabalho e atenção às questões de organização do trabalho, incluindo trabalho por peça.
Riscos químicos. Tecidos tratados com resina usados em roupas de prensagem permanente podem liberar formaldeído. As exposições são maiores durante o corte, porque a liberação de gás é maior quando os parafusos de tecido são desenrolados pela primeira vez; durante a prensagem, pois o aquecimento promove a liberação do formaldeído das quantidades residuais de resinas; em áreas de produção em que grandes quantidades de tecido estão sendo usadas; e em armazéns e áreas de varejo. Muitas lojas de roupas são mal ventiladas e permitem um controle deficiente da temperatura ambiente. Com o aumento da temperatura, a emissão de gases é maior; com pouca ventilação, concentrações crescentes de formaldeído no ambiente podem se acumular. O formaldeído é um irritante agudo bem conhecido dos olhos, nariz, garganta e vias aéreas superiores e inferiores. O formaldeído pode ser uma causa de asma ocupacional devido a efeitos irritativos ou sensibilização alérgica (Friedman-Jimenez 1994; Ng et al. 1994).
A exposição ao formaldeído tem sido associada em vários estudos com o desenvolvimento de câncer de pulmão e nasofaringe (Alderson 1986). Além disso, a exposição ao formaldeído pode resultar em contato alérgico e dermatite irritativa. Os trabalhadores de vestuário podem desenvolver uma dermatite crônica semelhante a eczema nas mãos e nos braços, provavelmente relacionada à sensibilização ao formaldeído. Os efeitos irritantes e não alérgicos à saúde do formaldeído podem ser minimizados pela implementação de sistemas de ventilação adequados e pela substituição do produto, quando possível. A sensibilização alérgica, no entanto, pode ocorrer em níveis mais baixos de exposição. Uma vez que um trabalhador de vestuário tenha desenvolvido sensibilização alérgica, a remoção da exposição pode ser necessária.
Os trabalhadores da indústria têxtil acabada podem sofrer exposição a solventes orgânicos. Solventes como percloroetileno, tricloroetileno e 1,1,1-tricloroetano são frequentemente usados em departamentos de acabamento para remoção de manchas. Os efeitos na saúde devido a tais exposições podem incluir depressão do sistema nervoso central, neuropatia periférica, dermatite e, menos comumente, toxicidade hepática. A dimetilformamida (DMF) é um solvente particularmente perigoso que tem sido empregado para impermeabilizar tecidos. Seu uso em um desses ambientes resultou em um surto de hepatite ocupacional entre trabalhadores de vestuário expostos (Redlich et al. 1988). O uso de DMF deve ser evitado devido à sua hepatotoxicidade e porque foi descoberto que está associado ao câncer testicular em dois ambientes ocupacionais distintos. Da mesma forma, o benzeno ainda pode ser usado em alguns ambientes da indústria de vestuário. A sua utilização deve ser escrupulosamente evitada.
Riscos físicos; Campos electromagnéticos. Relatórios recentes indicaram que a operação de uma máquina de costura pode resultar em altas exposições a campos eletromagnéticos (EMFs). Os efeitos dos EMFs na saúde ainda não são bem compreendidos e são objeto de debate atual. No entanto, um estudo de caso-controle, que utilizou três conjuntos de dados separados de dois países (Estados Unidos e Finlândia), encontrou uma forte associação em todos os três conjuntos de dados entre exposição ocupacional a CEM e doença de Alzheimer entre operadores de máquinas de costura e outros classificados como tendo sofrido exposições médias e altas a CEM (Sobel et al. 1995). Um estudo de caso-controle de ocupação materna e leucemia linfoblástica aguda (LLA) na Espanha encontrou um risco aumentado de ALL em filhos de mães que trabalhavam em casa durante a gravidez, com a maioria operando máquinas de costura. Embora os autores do estudo tenham inicialmente especulado que a exposição materna a poeira orgânica e fibras sintéticas poderia ser responsável pelo aumento observado, a possibilidade de exposição a CEM como um possível agente etiológico foi levantada (Infante-Rivard et al. 1991). (Veja o capítulo Radiação não ionizante para uma discussão mais aprofundada.)
Outras doenças e riscos ocupacionais. Vários estudos mostraram que os trabalhadores de vestuário têm um risco aumentado de desenvolver asma (Friedman-Jimenez et al. 1994; Ng et al. 1994). Além do risco potencialmente aumentado de câncer de pulmão e nasofaringe devido à exposição ao formaldeído, descobriu-se que os trabalhadores do vestuário têm um risco aumentado de câncer de bexiga (Alderson 1986). O envenenamento por chumbo foi observado entre os trabalhadores da indústria de vestuário envolvidos na produção de botões metálicos. Trabalhadores de armazéns e distribuidores podem estar em risco de desenvolver doenças associadas à exposição ao escapamento de diesel.
Em todo o mundo, a alta proporção de mulheres e crianças empregadas na indústria de vestuário, combinada com a predominância da subcontratação e do trabalho doméstico industrial, criou um campo ideal para exploração. O assédio sexual, incluindo atividade sexual não consensual com seus problemas de saúde, é um problema sério na indústria de vestuário em todo o mundo. As crianças trabalhadoras são particularmente vulneráveis aos efeitos da exposição tóxica à saúde e aos efeitos da má ergonomia no local de trabalho devido ao desenvolvimento de seus corpos. As crianças que trabalham também são altamente vulneráveis a acidentes de trabalho. Por último, dois estudos recentes encontraram associações entre o trabalho na indústria de vestuário durante a gravidez e resultados reprodutivos adversos, sugerindo a necessidade de mais investigação nesta área (Eskenazi et al. 1993; Decouflé et al. 1993).
Saúde Pública e Questões Ambientais
A indústria de vestuário e outros produtos têxteis acabados é, geralmente, uma indústria que produz relativamente pouca contaminação ambiental por meio de descargas no ar, solo ou água. No entanto, a liberação de formaldeído pode persistir no nível de varejo neste setor, criando o potencial para o desenvolvimento de sintomas alérgicos, irritativos e respiratórios relacionados ao formaldeído entre vendedores e clientes. Além disso, alguns dos processos especiais utilizados na indústria de vestuário, como emborrachamento e produção de adornos à base de chumbo, podem representar ameaças mais sérias de contaminação ambiental.
Nos últimos anos, as crescentes preocupações sobre os potenciais efeitos adversos à saúde associados à exposição ao formaldeído e outros tratamentos de tecido levaram ao desenvolvimento de uma indústria “verde”. Vestuário e outros produtos têxteis acabados são normalmente costurados a partir de materiais à base de fibras naturais, em vez de sintéticos. Além disso, esses produtos naturais geralmente não são tratados com agentes anti-rugas e outros agentes de acabamento.
As condições lotadas, muitas vezes miseráveis, da indústria de vestuário criam condições ideais para a transmissão de doenças infecciosas. Em particular, a tuberculose tem sido um problema de saúde pública recorrente entre os trabalhadores da indústria do vestuário.
Perfil Geral
Peles de animais e couros de animais curtidos têm sido usados para fazer roupas por milhares de anos. A pele e o couro continuam sendo indústrias importantes hoje. A pele é usada para produzir uma variedade de roupas externas, como casacos, jaquetas, chapéus, luvas e botas, e também fornece acabamento para outros tipos de roupas. O couro é utilizado na confecção de peças de vestuário e pode ser empregado na fabricação de outros produtos, como couro para estofamento de automóveis e móveis, e uma grande variedade de artigos de couro, como pulseiras de relógios, bolsas e malas. O calçado é outro produto tradicional de couro.
Os animais produtores de peles incluem espécies aquáticas como o castor, a lontra, o rato almiscarado e a foca; espécies terrestres do norte, como raposa, lobo, vison, doninha, urso, marta e guaxinim; e espécies tropicais como leopardo, jaguatirica e chita. Além disso, os filhotes de certos animais, como bovinos, equinos, suínos e caprinos, podem ser processados para a produção de peles. Embora a maioria dos animais com peles esteja presa, o vison em particular é produzido em fazendas de peles.
Produção
As principais fontes de couro são bovinos, suínos, ovinos e ovinos. Em 1990, os Estados Unidos eram o maior produtor de couros e peles bovinas. Outros produtores significativos incluem Argentina, Austrália, Brasil, China, França, Alemanha (antiga República Federal) e Índia. Austrália, China, Índia, República Islâmica do Irã, Nova Zelândia, Federação Russa, Turquia e Reino Unido são os principais produtores de peles ovinas. As peles de cabra são amplamente produzidas na China, Índia e Paquistão. Os principais produtores de pele de porco são a China, o Leste Europeu e a ex-URSS.
Uma análise elaborada pela Landell Mills Commodities Studies (LMC) para a Organização Internacional do Trabalho (OIT) mostra que o mercado internacional de couros é cada vez mais dominado por alguns poucos grandes países produtores da América do Norte, Europa Ocidental e Oceania, que permitem a livre exportação de couros em qualquer forma. A indústria de curtumes nos Estados Unidos vem diminuindo constantemente desde 1981, enquanto a maioria dos curtumes sobreviventes no norte da Europa se diversificou para reduzir a dependência do mercado de couro para calçados. A produção mundial de calçados continuou a se deslocar principalmente para o Sudeste Asiático (ILO 1992).
Vários fatores influenciam a demanda global de couro em todo o mundo: o nível, taxa de crescimento e distribuição de renda; o preço do couro em comparação com materiais alternativos; e mudanças na preferência dos consumidores por couro em detrimento de materiais alternativos para uma variedade de produtos.
O setor de uso final que mais cresce na indústria do couro tem sido o de estofamento de couro, responsável por cerca de um terço da produção mundial de couro bovino de alta qualidade em 1990. Mais de um terço de todo o couro de estofamento é destinado à indústria de veículos e , de acordo com as previsões da LMC, as perspectivas para este subsetor são bastante animadoras. A proporção de carros com estofamento de couro aumentou substancialmente na década de 1990.
A demanda por roupas de couro é determinada principalmente pela renda e pela moda, enquanto a moda influencia particularmente a mudança na demanda por tipos específicos de couro. Por exemplo, uma forte demanda por couro de ovelha mais macio e flexível em roupas da moda motivou a produção da moda napa de vestuário de peles de ovelha e peles de gado.
Os principais produtores de peles de vison em 1996 foram o Canadá, a Federação Russa, os países escandinavos e os Estados Unidos.
Entre 1980 e 1989, o emprego de couro aumentou na China, Hungria, Índia, Indonésia, República da Coréia, Uruguai e Venezuela e diminuiu na Austrália, Colômbia, Quênia, Filipinas, Polônia e Estados Unidos. O emprego do couro também caiu na Dinamarca, Finlândia, Noruega e Suécia. Em Botswana, o emprego de couro caiu acentuadamente em 1984, depois experimentou um aumento acentuado, dobrando o nível de 1980 em 1988.
Existem várias questões que afetarão a produção futura e o emprego nas indústrias de couro, calçados e peles. Novas tecnologias, a transferência da produção de calçados para países em desenvolvimento e as regulamentações ambientais na indústria de curtumes continuarão a afetar as habilidades, a saúde e a segurança dos trabalhadores dessas indústrias.
Curtimento e Acabamento de Couro
Parte do texto foi revisado do artigo de autoria do VPGupta na 3ª edição desta Enciclopédia.
O curtimento é o processo químico que transforma couros e peles de animais em couro. O termo esconder é usado para a pele de grandes animais (por exemplo, vacas ou cavalos), enquanto pele é usado para pequenos animais (por exemplo, ovelhas). Couros e peles são principalmente subprodutos de matadouros, embora também possam vir de animais que morreram naturalmente ou foram caçados ou capturados. As indústrias de curtumes geralmente estão localizadas perto de regiões de criação de gado; no entanto, couros e peles podem ser preservados e transportados antes do curtimento, de modo que a indústria é difundida.
O processo de curtimento consiste em fortalecer a estrutura protéica do couro, criando uma ligação entre as cadeias peptídicas. O couro é composto por três camadas: epiderme, derme e subcutâneo. A derme consiste em cerca de 30 a 35% de proteína, que é principalmente colágeno, sendo o restante água e gordura. A derme é usada para fazer couro depois que as outras camadas foram removidas por meios químicos e mecânicos. O processo de curtimento usa ácidos, álcalis, sais, enzimas e agentes de curtimento para dissolver gorduras e proteínas não fibrosas e unir quimicamente as fibras de colágeno.
O bronzeamento é praticado desde os tempos pré-históricos. O sistema de curtimento mais antigo baseia-se na ação química de matéria vegetal contendo tanino (ácido tânico). Os extratos são retirados das partes das plantas que são ricas em tanino e processadas em licores de curtimento. As peles são embebidas em fossas ou tonéis de licores cada vez mais fortes até serem curtidas, o que pode levar semanas ou meses. Este processo é utilizado em países com baixo nível de tecnologia. Esse processo também é usado em países desenvolvidos para produzir couro mais firme e grosso para solas de sapatos, bolsas, estojos e tiras, embora tenham sido introduzidas mudanças no processo para reduzir o tempo necessário para o curtimento. O curtimento químico usando sais minerais, como o sulfato de cromo, foi introduzido no final do século 19 e tornou-se o principal processo para produzir couro mais macio e fino para produtos como bolsas, luvas, roupas, estofados e partes superiores de calçados. O bronzeamento também pode ser feito com óleos de peixe ou taninos sintéticos.
Há uma grande variação na escala e nos tipos de curtumes. Alguns curtumes são altamente mecanizados e usam sistemas automáticos fechados e muitos produtos químicos, enquanto outros ainda usam principalmente trabalho manual e substâncias de curtimento natural com técnicas essencialmente inalteradas ao longo dos séculos (ver figura 1). O tipo de produto requerido (por exemplo, couros pesados ou couros flexíveis finos) influencia a escolha dos agentes de curtimento e o acabamento desejado.
Figura 1. Métodos de trabalho manual em um curtume no Afeganistão

Descrição do processo
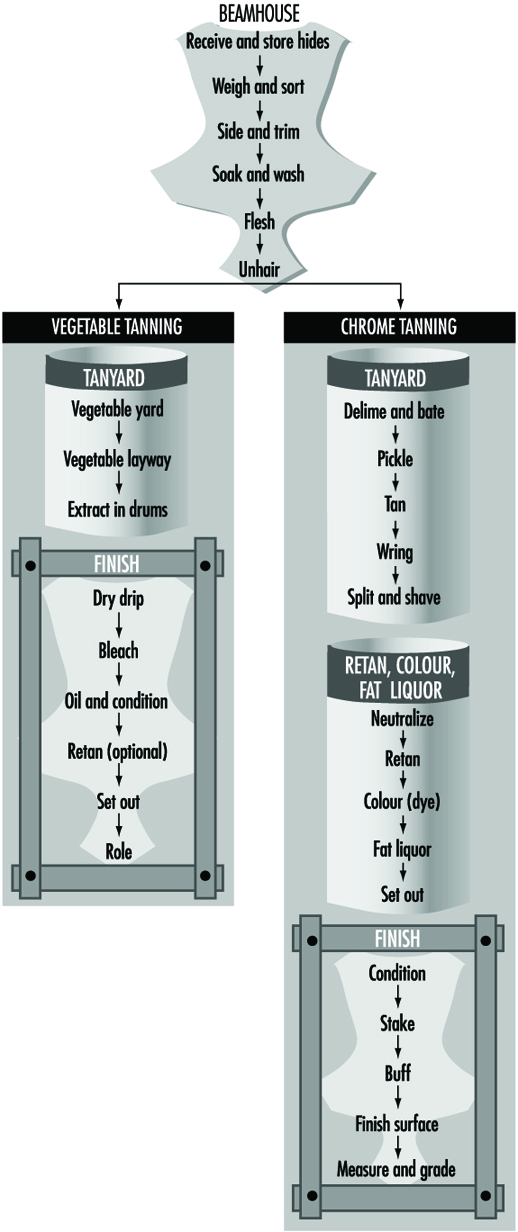
A produção do couro pode ser dividida em três etapas: preparação do couro para curtimento, que inclui processos como a retirada dos pelos e da carne aderente; o processo de curtimento; e o processo de acabamento. O acabamento inclui processos mecânicos para moldar e alisar o couro e tratamentos químicos para colorir, lubrificar, amaciar e aplicar um acabamento superficial ao couro (consulte a figura 2). Todos esses processos podem ocorrer em uma instalação, embora seja comum que o acabamento do couro seja realizado em locais diferentes do curtimento, a fim de aproveitar os custos de transporte e os mercados locais. A implicação é que isso afeta a probabilidade de contaminação cruzada entre os processos.
Figura 2. Processos típicos de curtimento e acabamento de couro
Cura e expedição. Como os couros e peles crus se deterioram rapidamente, eles são preservados e desinfetados antes do envio para o curtume. O couro ou pele é esfolado da carcaça e depois preservado por cura. A cura pode ser realizada por uma variedade de meios. A cura por secagem é adequada em regiões onde prevalecem condições climáticas quentes e secas. A secagem consiste em esticar os couros em armações ou estendê-los no chão ao sol. A salga a seco, outro método de cura de couros, consiste em esfregar o lado carnudo do couro com sal. A salmoura, ou salmoura, consiste em submergir as peles em uma solução de cloreto de sódio à qual pode ter sido adicionado naftaleno. A salga é a forma mais comum de preservação nos países desenvolvidos.
Antes do embarque, as peles são geralmente tratadas com DDT, cloreto de zinco, cloreto de mercúrio, clorofenóis ou outros agentes de desinfecção. Essas substâncias podem representar perigos tanto no local de cura quanto no recebimento no curtume.
PREPARAÇÃO. Os couros e peles curados são preparados para curtimento por diversas operações, denominadas coletivamente como casa de raios operações. Primeiro as peles são selecionadas, aparadas e depois lavadas em cubas ou tambores. Desinfetantes como pó descolorante, cloro e fluoreto de sódio ácido na água evitam a putrefação das peles. Produtos químicos como soda cáustica, sulfeto de sódio e surfactantes são adicionados à água para acelerar a imersão de peles secas ou salgadas.
Os couros e peles encharcados são então tratados com cal por imersão em leite de cal para soltar a epiderme e as raízes do cabelo e para remover outras proteínas solúveis e gorduras indesejadas. Em outro método, uma pasta depilatória de cal, sulfeto e sal é aplicada no lado carnoso das peles para economizar pelos e lã. As peles caladas são depiladas para remover os pêlos soltos e descarnados. Detritos epidérmicos e raízes de cabelos finos são removidos mecanicamente pela operação de raspagem.
Essas operações são seguidas de desencalhamento e maceração com sais tamponantes, como sulfato de amônio ou cloreto de amônio, e a ação de enzimas proteolíticas neutraliza a alta alcalinidade dos couros tratados com cal. Na decapagem, as peles são colocadas em um ambiente ácido que consiste em cloreto de sódio e ácido sulfúrico. O ácido é necessário porque os agentes de curtimento de cromo não são solúveis em condições alcalinas. Os couros curtidos com vegetais não precisam ser decapados.
Muitas das operações da casa de vigas são realizadas processando as peles em soluções usando grandes poços, cubas ou tambores. As soluções são canalizadas ou despejadas nos recipientes e posteriormente esvaziadas através de canos ou em canais de drenagem abertos na área de trabalho. Os produtos químicos podem ser adicionados aos recipientes por tubos ou manualmente pelos trabalhadores. Boa ventilação e equipamentos de proteção individual são necessários para prevenir a exposição respiratória e dérmica.
curtume. Várias substâncias podem ser usadas para curtimento, mas a principal distinção é entre vegetal e cromo. O curtimento vegetal pode ser feito em fossas ou em tambores rotativos. O curtimento rápido, no qual são utilizadas altas concentrações de taninos, é realizado em tambores rotativos. O processo de curtimento ao cromo mais utilizado é o um banho método, no qual as peles são moídas em uma solução coloidal de sulfato de cromo (III) até que o curtimento esteja completo. UMA dois banheiros o processo de curtimento com cromo era usado no passado, mas esse processo envolvia exposição potencial a sais de cromo hexavalente e exigia mais manuseio manual das peles. O processo de dois banhos agora é considerado obsoleto e raramente é usado.
Depois de curtida, a pele é processada para moldar e condicionar o couro. A pele é removida da solução e o excesso de água é removido por torção. O couro cromado deve ser neutralizado após o curtimento. Splitting é a divisão longitudinal do couro úmido ou seco muito grosso, para artigos como cabedais e artefatos de couro. Máquinas de rolo com lâminas de corte são usadas para reduzir ainda mais o couro à espessura necessária. Uma grande quantidade de poeira pode ser liberada quando o couro é rachado ou raspado enquanto seco.
Recurtimento, coloração e engorduramento. Após o curtimento, a maioria dos couros, exceto os couros de sola, passam por coloração (tingimento). Geralmente, a coloração é realizada em lote; e as operações de recurtimento, coloração e engorduramento são todas realizadas em seqüência no mesmo tambor com etapas intermediárias de lavagem e secagem. Três tipos principais de corantes são usados: ácidos, básicos e diretos. Misturas de corantes são usadas para obter a tonalidade exata desejada, portanto, a composição nem sempre é conhecida, exceto pelo fornecedor. O objetivo do licor de gordura é lubrificar o couro para dar-lhe resistência e flexibilidade. São utilizados óleos, gorduras naturais, seus produtos de transformação, óleos minerais e diversas gorduras sintéticas.
Acabamento. Após a secagem, o couro curtido vegetal é submetido a operações mecânicas (endurecimento e laminação) e recebe um polimento final. O processo de acabamento do couro cromado inclui uma série de operações mecânicas e, normalmente, a aplicação de uma camada de cobertura na superfície do couro. A estaca é uma operação mecânica de batimento usada para tornar o couro macio. Para melhorar a aparência final, o lado granulado do couro é polido com um tambor de lixa. Este processo gera uma enorme quantidade de poeira.
É aplicado um acabamento superficial final, que pode conter solventes, plastificantes, aglutinantes e pigmentos. Essas soluções são aplicadas por almofadas, revestimento por fluxo ou pulverização. Alguns curtumes empregam mão de obra para aplicar o acabamento com almofadas, mas isso geralmente é feito por máquinas. No revestimento por fluxo, a solução é bombeada para um reservatório acima do transportador que transporta o couro e flui para baixo sobre ele. Na maioria dos casos, os couros pintados ou pulverizados não são secos em fornos, mas em bandejas nas prateleiras. Essa prática fornece uma ampla superfície de evaporação e contribui para a poluição do ar.
Perigos e sua prevenção
Riscos infecciosos. Nos estágios iniciais das operações da casa de feixes, pode haver algum risco de infecção devido a zoonoses das peles cruas. O antraz era um perigo reconhecido entre os trabalhadores envolvidos no manuseio de couros e peles, particularmente couros secos e salgados secos. Este perigo foi praticamente eliminado nos curtumes devido à desinfecção das peles antes do envio para as instalações. Colônias de fungos podem se desenvolver nos couros e na superfície dos licores.
Lesões. Pisos escorregadios, molhados e gordurosos representam um sério perigo em todas as partes de um curtume. Todos os pisos devem ser de material impermeável, superfície plana e bem drenados. Boa manutenção e limpeza são essenciais. A transferência mecanizada de couros e peles de uma operação para outra e a drenagem adequada de licores de cubas e tambores ajudarão a reduzir os problemas ergonômicos de derramamento e manuseio manual. Fossas e cubas abertas devem ser cercadas para evitar ferimentos devido a afogamentos e queimaduras.
Existem muitos perigos relacionados com as partes operacionais das máquinas - por exemplo, lesões causadas por tambores giratórios, rolos em movimento e facas. Proteção eficiente deve ser fornecida. Todas as máquinas de transmissão, correias, polias e engrenagens devem ser protegidas.
Várias operações envolvem levantamento manual de peles e couros, o que representa um risco ergonômico. O ruído associado ao maquinário é outro perigo potencial.
Dust. A poeira é produzida em uma variedade de operações de curtimento. Pó químico pode ser produzido durante o carregamento dos tambores de processamento de couro. O pó de couro é produzido durante as operações mecânicas. O polimento é a principal fonte de poeira. A poeira dos curtumes pode estar impregnada de produtos químicos, além de fragmentos de cabelo, mofo e excrementos. Ventilação eficaz é necessária para a remoção de poeira.
Perigos químicos. A grande variedade de ácidos, álcalis, taninos, solventes, desinfetantes e outros produtos químicos podem ser irritantes respiratórios e cutâneos. Poeiras de curtume vegetal, cal e couro e névoas e vapores químicos provenientes dos diversos processos podem ser responsáveis por causar bronquite crônica. Vários produtos químicos podem causar dermatite de contato. A ulceração do cromo pode ocorrer no curtimento com cromo, especialmente nas mãos. As exposições nas operações da casa de pontes são principalmente a compostos de enxofre, como sulfetos e sulfatos. Como são substâncias alcalinas, existe o potencial de gerar gás sulfídrico se essas substâncias entrarem em contato com ácidos.
Agentes potencialmente cancerígenos usados no curtimento e acabamento de couro incluem sais de cromo hexavalente (no passado), anilina e corantes azo, taninos vegetais, solventes orgânicos, formaldeído e clorofenóis. A Agência Internacional de Pesquisa sobre o Câncer (IARC) avaliou a indústria de curtimento de couro no início dos anos 1980 e concluiu que não havia evidências que sugerissem uma associação entre o curtimento de couro e o câncer nasal (IARC 1981). Relatos de casos e estudos epidemiológicos desde a avaliação da IARC indicaram aumento do risco de câncer entre trabalhadores de curtimento e acabamento de couro - incluindo câncer de pulmão, câncer nasossinusal e câncer pancreático associado ao pó e curtimento de couro (Mikoczy et al. 1996) e câncer de bexiga e testicular associado a corantes ou solventes no processo de acabamento (Stern et al. 1987). Nenhuma dessas associações está claramente estabelecida neste momento.
Indústria de peles
Adaptado do artigo do autor que apareceu na 3ª edição desta Enciclopédia. Agradecimentos a Gary Meisel e a Tom Cunningham, do United Food and Commercial Workers Union, pela revisão e adaptação deste artigo
Meios rudimentares de preservação de peles têm sido usados desde tempos remotos e ainda são praticados em muitas partes do mundo. Normalmente, depois que a pele é raspada e limpa por lavagem, a pele é impregnada com óleo animal, que serve para preservá-la e torná-la mais flexível. A pele pode ser batida ou mastigada após o tratamento com óleo, a fim de obter uma melhor impregnação do óleo.
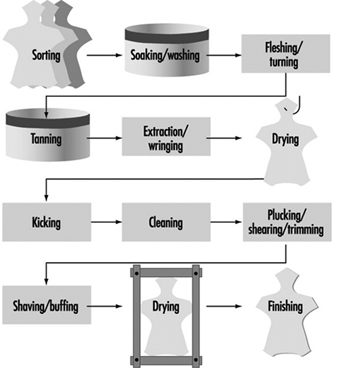
Na moderna indústria de peles, as peles são obtidas de produtores de peles, caçadores ou caçadores. Nesta fase, eles foram retirados da carcaça, a carne e os depósitos de gordura foram removidos por raspagem e as peles foram esticadas e secas ao ar. A indústria de peles classifica as peles de acordo com fatores como a condição geral da pele, comprimento da pele, ondulação e padrão. As peles passam por uma série de etapas de tratamento, chamadas de curativos, para serem preservadas (veja a figura 1). As peles também podem ser tingidas. O acabamento e tingimento de peles são feitos em lotes, com as peles geralmente sendo transferidas de uma etapa para outra usando carrinhos de mão.
Figura 1. Fluxograma do curativo de peles
Molho de pele
Primeiro, as peles são classificadas, marcadas com uma marca de identificação e cortadas com facas e tesouras. Eles são então embebidos em água salgada em banheiras ou barris por várias horas para amolecê-los novamente (veja a figura 2). As pás rotativas são frequentemente usadas para ajudar nessa imersão. Às vezes, ácido fórmico, ácido lático ou ácido sulfúrico são usados na etapa de imersão. O excesso de água é então removido em tambores giratórios.
Figura 2. Departamento de imersão em uma fábrica de processamento de peles

Escritório do filme em Quebec
Em seguida, a parte de baixo da pele é esticada em máquinas de descarnar com facas redondas afiadas por trabalhadores conhecidos como descarnadores (figura 3). O torneamento manual (virar a pele do avesso) e o corte com facas também são feitos. Esta operação remove o tecido conjuntivo frouxo da parte inferior da pele. O objetivo é remover, na medida do possível, qualquer tecido que não esteja envolvido na fixação do pelo, produzindo assim o máximo grau de leveza e flexibilidade do pelo.
Figura 3. Descarnagem mecânica de peles de cordeiro

Escritório do filme em Quebec
As peles agora estão prontas para o curtimento e são embebidas em solução de alume em fossas ou cubas. Assim como na imersão, são usadas pás. A solução de alúmen é geralmente um pouco acidificada com ácido clorídrico ou sulfúrico. O tratamento com alúmen pode ser realizado em solução aquosa ou oleosa. O excesso de líquido é extraído e as peles são secas em estufas especiais para fixar o colágeno da pele.
As peles curtidas são então tratadas com uma solução de óleo em uma máquina de chute ou tipo similar de máquina para forçar o óleo na pele. Em seguida, são limpos em tambores rotativos contendo serragem, que absorve a umidade e o excesso de óleo.
As peles contêm pêlos protetores, bem como as fibras de pêlo mais macias. Os pelos protetores são mais rígidos e longos que as fibras do pelo e, dependendo do tipo de pelo e do produto final desejado, esses pelos podem ser parcial ou totalmente removidos com máquina ou depenagem manual. Algumas peles também precisam ser tosadas ou cortadas com facas (veja a figura 4).
Figura 4. Operação de tosquia em peles de castores canadenses

Escritório do filme em Quebec
Outras etapas podem incluir raspagem ou “desbaste” com facas redondas, polimento com polidoras, secagem e acabamento. Este último pode incluir desengordurar, esticar, limpar, polir, escovar e lustrar com vernizes e resinas.
Tingimento
Embora o tingimento de peles não tenha sido visto com bons olhos, agora é uma parte aceita da preparação de peles e é praticado extensivamente. Isso pode ser feito ao mesmo tempo que o bronzeamento ou em uma etapa subsequente. O procedimento usual envolve o tratamento das peles com uma solução alcalina fraca (por exemplo, carbonato de sódio) para remover sujeira e resíduos de óleo. As peles são então embebidas em uma solução mordente (por exemplo, sulfato férrico), após o que são mergulhadas em solução de corante até que a cor desejada seja obtida. Em seguida, são repetidamente enxaguados e secos em tambores com a ajuda de serragem.
Muitos outros produtos químicos podem ser usados no tingimento, incluindo amônia, cloreto de amônio, formaldeído, peróxido de hidrogênio, acetato de chumbo ou nitrato, ácido oxálico, perborato de sódio,
p-corantes de fenilenodiamina, corantes de benzidina e assim por diante.
Manufatura de Vestuário de Pele
Antes de serem transformadas em vestimentas, as peles podem ser cortadas e “soltadas”. Isso envolve fazer uma série de fendas diagonais ou em forma de V espaçadas na pele, após o que a pele é puxada para alongá-la ou alargá-la conforme necessário. A pele é então costurada novamente (ver figura 5). Este tipo de operação requer grande habilidade e experiência. As peles são em seguida completamente umedecidas e, em seguida, dispostas e pregadas em uma tábua de acordo com um padrão a giz, deixadas para secar e costuradas juntas. Finalmente, o forro e outras etapas de acabamento completam a peça.
Figura 5. Operadores envolvidos na máquina de costura de peles

Escritório do filme em Quebec
Perigos e sua prevenção
Acidentes
Algumas das máquinas usadas no processamento de peles apresentam sérios riscos, a menos que sejam mantidas proteções suficientes: em particular, todos os tambores devem ser protegidos com uma porta de travamento e as centrífugas usadas para extração de umidade devem ser equipadas com tampas de travamento; As máquinas de tosquia e corte de pelo devem ser totalmente fechadas, exceto pelas aberturas de alimentação e descarga.
As cubas devem ser cobertas ou gradeadas de forma eficaz para evitar imersão acidental. As quedas em pisos molhados e escorregadios podem ser amplamente evitadas pela manutenção de superfícies sólidas, impermeáveis, bem drenadas e frequentemente limpas. As cubas de tingimento devem ser circundadas por canais de drenagem. Acidentes causados por ferramentas manuais podem ser reduzidos se os cabos forem bem projetados e as ferramentas bem mantidas. No setor de fabricação de peles, as máquinas de costura requerem proteção semelhante àquelas usadas no comércio de vestuário (por exemplo, proteção de mecanismos de acionamento e de agulhas).
Perigos para a saúde
O uso pela indústria de peles de uma proporção tão grande de peles de animais criados em cativeiro reduziu consideravelmente a probabilidade de transmissão de doenças animais aos trabalhadores de peles. No entanto, o antraz pode ocorrer em trabalhadores que manuseiam carcaças, peles, peles ou pêlos de animais infectados; uma vacina pode ser administrada a todos que possam ter contato. Todos os envolvidos devem estar cientes do risco e treinados para relatar quaisquer sintomas suspeitos imediatamente.
Vários produtos químicos usados na indústria de peles são irritantes potenciais para a pele. Estes incluem álcalis, ácidos, alume, cromatos, agentes de branqueamento, óleos, sais e os compostos envolvidos no processo de tingimento, que compreendem vários tipos de corantes, bem como mordentes.
Desempacotar fardos que foram tratados com pó para pó em seus países de origem, tamborilar, depenar, depilar e tosquiar podem produzir poeira irritante. Nas tinturarias e cozinhas de tinturaria, onde os sais de chumbo, cobre e cromo (e possivelmente corantes cancerígenos) são pesados e cozidos, existe também o risco de ingestão de poeiras tóxicas. Vapores nocivos podem surgir de solventes desengordurantes e produtos químicos fumigantes. Existe também a possibilidade de desenvolvimento de sensibilização de contato (alergia) a algum desses produtos químicos ou ao pó de um ou mais tipos de peles manuseadas.
A principal proteção contra os riscos de poeira e vapores é o fornecimento de exaustão local; boa ventilação geral também é necessária durante todo o processo. Uma boa limpeza é importante para remover a poeira. O equipamento de proteção respiratória individual pode ser necessário para trabalhos de curto prazo ou além da exaustão local em operações particularmente empoeiradas. Atenção especial deve ser dada aos riscos potenciais de espaços confinados em fossas e cubas usadas para imersão/lavagem, curtimento e tingimento.
Roupas de proteção adequadas ao processo são necessárias na maioria das etapas do processamento de peles. Proteções de borracha para mãos, pés e pernas e aventais são necessários para processos úmidos (por exemplo, nas cubas de tingimento e mordentes) e como proteção contra ácidos, álcalis e produtos químicos corrosivos. Boas instalações sanitárias e de lavagem, incluindo chuveiros, devem ser fornecidas. Alvejantes e sabonetes alcalinos fortes não devem ser usados para a limpeza das mãos.
Problemas ergonômicos podem resultar do levantamento e movimentação manual de materiais, especialmente carrinhos de mão, e carregamento e descarregamento manual de peles (especialmente quando molhado). A automação desses processos pode ajudar a resolver esses problemas. Movimentos repetitivos na fabricação de roupas de pele também são uma fonte de problemas ergonômicos.
Doenças de estresse térmico podem ocorrer durante o trabalho na sala de secagem. As medidas preventivas incluem exaustão adequada de ar quente e fornecimento de ar frio, limitando o tempo de exposição, água potável facilmente acessível e treinamento no reconhecimento de sintomas de estresse por calor e em medidas de primeiros socorros.
O ruído pode ser um problema com muitas das máquinas utilizadas, especialmente em tambores e máquinas de pentear, tosquiar e polir.
O exame médico pré-colocação pode auxiliar na prevenção de dermatites por meio da colocação adequada de funcionários com histórico de sensibilidade. Supervisão médica é desejável; provisões de primeiros socorros bem mantidas a cargo de pessoal treinado são essenciais. É necessária atenção estrita à higiene, ventilação e temperatura nas muitas pequenas salas de trabalho em que grande parte da confecção de roupas de peles é feita.
Indústria de Calçados
Adaptado por P. Portich do artigo da 3ª edição desta Enciclopédia de FL Conradi.
O termo calçados abrange uma vasta gama de produtos feitos de muitos materiais diferentes. Botas, sapatos, sandálias, chinelos, tamancos e assim por diante são feitos total ou parcialmente de couro, borracha, materiais sintéticos e plásticos, lona, corda e madeira. Este artigo trata da indústria de calçados como geralmente entendida (ou seja, baseada em métodos tradicionais de fabricação). A fabricação de botas de borracha (ou seus equivalentes sintéticos) é essencialmente uma seção da indústria da borracha, abordada no capítulo Indústria da borracha.
Sapatos, botas e sandálias de couro, feltro e outros materiais foram feitos à mão ao longo dos séculos. Sapatos finos ainda são feitos total ou parcialmente à mão, mas em todos os países industrializados existem agora grandes fábricas de produção em massa. Mesmo assim, alguns trabalhos ainda podem ser dados para serem feitos em casa. O trabalho infantil continua sendo um dos problemas mais graves da indústria calçadista, embora vários países tenham atuado contra o trabalho infantil com o auxílio de diversos programas internacionais nessa área.
As fábricas de botas e calçados geralmente se localizam perto de áreas produtoras de couro (ou seja, perto de áreas de criação de gado); alguns chinelos e calçados leves se desenvolveram onde havia um suprimento abundante de feltros do comércio têxtil e, na maioria dos países, a indústria tende a se localizar em seus centros originais. Couros de tipo e qualidade diferentes, e algumas peles de répteis, formavam os materiais originais, com uma pele de qualidade mais dura para as solas. Nos últimos anos, o couro tem sido cada vez mais substituído por outros materiais, em particular borracha e plásticos. Os forros podem ser de tecido de lã ou poliamida (nylon) ou pele de carneiro; os cadarços são feitos de crina ou fibras sintéticas; papel, papelão e termoplásticos são usados para endurecimento. Ceras naturais e coloridas, corantes de anilina e corantes são usados no acabamento.
Fatores econômicos e outros transformaram a indústria de calçados nos últimos anos. A fabricação de tênis é um dos setores de maior crescimento da indústria e passou da produção predominantemente em um país para a produção mundial, especialmente nos países em desenvolvimento da Ásia e da América do Sul, a fim de aumentar a produção e reduzir custos. Essa migração da produção para países em desenvolvimento também ocorreu em outros setores da indústria calçadista.
Processos
Pode haver mais de cem operações na fabricação de um sapato, e apenas um breve resumo é possível aqui. A mecanização foi aplicada em todas as etapas, mas o padrão do processo manual foi seguido de perto. A introdução de novos materiais modificou o processo sem alterar suas linhas gerais.
Na fabricação da parte superior (parte superior dos sapatos), o couro ou outro material é classificado e preparado, e a parte superior é então cortada em prensas de costura (ou entalhe) por ferramentas de facas soltas. As peças, incluindo os forros, são então “fechadas” (ou seja, costuradas ou coladas). Perfuração, ilhós e caseado também podem ser realizados.
Para a confecção de solas, solados, palmilhas, tacões e debrums, as peças são cortadas em prensas rotativas com tesouras soltas, ou em prensas de moldagem de solas; os saltos são feitos por compressão de tiras de couro ou madeira. O estoque é aparado, moldado, polido e estampado.
As partes superior e inferior são montadas e depois costuradas, coladas, pregadas ou aparafusadas. Estas operações são seguidas de conformação e nivelamento entre rolos. O acabamento final do sapato inclui enceramento, coloração, pulverização, polimento e embalagem.
Dentre as matérias-primas utilizadas no processo de fabricação, as mais importantes do ponto de vista dos riscos ocupacionais são os adesivos. Isso inclui adesivos naturais sólidos e líquidos e soluções adesivas baseadas em solventes orgânicos.
Perigos e sua prevenção
O uso intensivo de líquidos inflamáveis constitui um risco considerável de incêndio, e o uso generalizado de prensas e máquinas de montagem introduziu um risco aumentado de acidentes mecânicos nesta indústria. Os principais riscos à saúde são solventes tóxicos, altas concentrações de poeira atmosférica, riscos ergonômicos e ruído das máquinas.
Fogo
Os solventes e sprays usados em adesivos e materiais de acabamento podem ser altamente inflamáveis. As precauções incluem:
- usando os solventes de menor ponto de fulgor possíveis
- usando boa ventilação geral e ventilação de exaustão local em cabines de pintura e prateleiras de secagem para reduzir a concentração de vapores inflamáveis
- remover resíduos combustíveis de armários e bancadas e fornecer recipientes fechados para resíduos contendo solventes e oleosos
- manter saídas e passarelas desobstruídas
- minimizando a quantidade de líquidos inflamáveis armazenados; mantenha-os em recipientes, armários e salas de armazenamento aprovados
- garantindo que todos os equipamentos elétricos e fiação perto de solventes inflamáveis atendam aos códigos elétricos apropriados
- aterramento adequado de polidoras e outras fontes de eletricidade estática.
Acidentes
Muitas das partes operacionais das máquinas apresentam sérios riscos, em particular prensas, estampadoras, rolos e facas. Os cortadores de faca soltos em prensas de costura e rotativas podem causar ferimentos graves. As precauções apropriadas incluem minimamente controles bimanuais (um dispositivo de célula fotoelétrica para corte automático de energia pode ser preferível), a redução da taxa de golpe para um nível seguro em relação ao tamanho do cortador e o uso de ferramentas bem projetadas , cortadores estáveis de altura adequada, com flanges equipados talvez com alças. A moldagem da sola e as prensas de calcanhar devem ser protegidas para impedir o acesso das mãos. As máquinas de estampagem podem causar queimaduras, bem como lesões por esmagamento, a menos que o acesso das mãos seja impedido por proteção. Nips de rolos e facas de fresadoras e máquinas de conformação devem ser equipados com proteção de maquinário adequada. Os rebolos de sombreamento e polimento das máquinas de acabamento e os fusos nos quais são montados também devem ser protegidos. Deve haver um programa eficaz de bloqueio/sinalização para trabalhos de reparo e manutenção.
Riscos para a saúde
Solventes orgânicos podem causar efeitos agudos e crônicos no sistema nervoso central. O benzeno, que antes era usado em adesivos e solventes, foi substituído por tolueno, xileno, hexano, metil etil cetona (MEK) e metil butil cetona (MBK). Ambos n-hexano e MBK podem causar neuropatia periférica e devem ser substituídos por heptano ou outros solventes.
Surtos de uma doença conhecida popularmente como “paralisia dos sapateiros” têm surgido em várias fábricas, apresentando um quadro clínico de uma forma mais ou menos grave de paralisia. Esta paralisia é do tipo flácido, localiza-se nos membros (pélvicos ou torácicos) e origina atrofia osteotendinosa com arreflexia e sem alteração da sensibilidade superficial ou profunda. Clinicamente, é uma síndrome decorrente da inibição funcional ou lesão dos neurônios motores inferiores do sistema motor voluntário (trato piramidal). O resultado comum é a regressão neurológica com extensa recuperação funcional próximo-distal.
Boa ventilação geral e ventilação de exaustão no ponto de origem dos vapores devem ser fornecidas para manter as concentrações bem abaixo dos níveis máximos permitidos. Se esses níveis forem observados, o risco de incêndio também será diminuído. Minimizar a quantidade de solvente usado, proteger os equipamentos que usam solvente e fechar os recipientes de solvente também são precauções importantes.
As máquinas de acabamento produzem poeira, que deve ser removida da atmosfera por ventilação de exaustão. Alguns dos esmaltes, corantes, cores e colas de policloropreno podem apresentar risco de dermatite. Boas instalações sanitárias e de lavagem devem ser mantidas e a higiene pessoal incentivada.
O aumento do uso intensivo de máquinas e equipamentos cria um risco significativo de ruído, necessitando de controle de origem do ruído ou outras medidas preventivas para evitar a perda auditiva. Também deve haver um programa de conservação auditiva.
O trabalho prolongado em máquinas de pregar que produzem altos níveis de vibração pode produzir “mão morta” (fenômeno de Raynaud). É aconselhável restringir o tempo gasto nessas máquinas.
A lombalgia e as lesões por esforços repetitivos são duas doenças musculoesqueléticas que representam grandes problemas na indústria calçadista. Soluções ergonômicas são essenciais para a prevenção desses problemas. Os exames médicos pré-colocação e periódicos relacionados aos riscos no local de trabalho são um fator eficaz para a proteção da saúde dos funcionários.
Perigos Ambientais e de Saúde Pública
O Earth Summit 1992, realizado no Rio de Janeiro, tratou das preocupações ambientais, e suas propostas de ações futuras, conhecidas como Agenda 21, podem transformar a indústria calçadista com ênfase na reciclagem. Em geral, no entanto, a maioria dos materiais residuais é descartada em aterros sanitários. Sem as devidas precauções, isso pode resultar na contaminação do solo e das águas subterrâneas.
Embora o trabalho em casa tenha vantagens sociais na diminuição do desemprego e na formação de cooperativas, os problemas para garantir os devidos cuidados e condições de trabalho em casa são enormes. Além disso, outros membros da família podem estar em risco se ainda não estiverem envolvidos no trabalho. Conforme discutido anteriormente, o trabalho infantil continua sendo um problema sério.
Efeitos na saúde e padrões de doenças
Bronzeamento de couro
O principal grupo de Classificação Industrial Padrão Internacional (ISIC) para o processamento de couro e peles é 323. Nos Estados Unidos, o grupo de Classificação Industrial Padrão (SIC) para a indústria de couro e produtos de fabricação de couro é SIC 311 (OMB 1987). Este grupo inclui estabelecimentos que se dedicam ao curtimento, secagem e acabamento de couros e peles, bem como estabelecimentos que fabricam couro acabado e produtos de couro artificial e alguns produtos similares feitos de outros materiais. Conversores de couro, cintos e camurça também estão incluídos no SIC 311. Além disso, partes do SIC 23 (ou seja, SIC 2371 e 2386) incluem estabelecimentos envolvidos na fabricação de casacos, roupas, acessórios e enfeites feitos de peles e estabelecimentos envolvidos em roupas forradas de ovelhas.
Existem muitas variedades de couro com características diferentes dependendo da espécie animal e da parte específica do corpo do animal de onde a pele é obtida. As peles são feitas de peles de gado ou cavalo; couro fantasia da pele do bezerro, porco, cabra, ovelha e assim por diante; e couro de réptil de crocodilo, lagarto, camaleão e assim por diante.
O emprego na indústria de couro e produtos de fabricação de couro tem sido associado a várias doenças causadas por agentes biológicos, toxicológicos e cancerígenos. A doença específica associada à exposição na indústria do couro depende do grau de exposição do trabalhador ao(s) agente(s), que depende da ocupação e área de trabalho dentro da indústria.
Para o processo de curtimento, primeiramente é retirada a epiderme do couro e apenas a derme transformada em couro. Durante este processo, a infecção é um perigo constante, uma vez que o couro serve de meio para inúmeros microrganismos. Colônias de fungos podem se desenvolver, especificamente aspergillus niger e Penicillus glaucum (Martignone 1964). Para evitar o desenvolvimento de fungos, fenóis clorados, especificamente o pentaclorofenol, têm sido amplamente utilizados; infelizmente, descobriu-se que tais produtos químicos são tóxicos para o trabalhador. Leveduras de três gêneros (Rhodotorula, Cladosporium e Torulopsis) também foram encontrados (Kallenberger 1978). Tétano, carbúnculo, leptospirose, afta epizoótica, febre Q e brucelose são exemplos de doenças que os trabalhadores podem contrair durante o processo de curtimento devido a couros infectados (Valsecchi e Fiorio 1978).
Distúrbios de pele como eczema e dermatite de contato (alérgica) também foram diagnosticados entre curtidores de couro expostos a conservantes aplicados às peles (Abrams e Warr 1951). O processo de curtimento e acabamento do couro demonstrou ter a maior incidência de dermatoses de qualquer grupo de trabalho nos Estados Unidos (Stevens 1979). Irritações das membranas mucosas da garganta e nariz e perfurações do septo nasal também podem ocorrer após a inalação de vapores de ácido crômico liberados durante o processo de curtimento ao cromo.
Trabalhadores de curtumes têm o potencial de exposição a numerosos carcinógenos ocupacionais conhecidos ou suspeitos, incluindo sais de cromo hexavalente, corantes azóicos à base de benzidina, solventes orgânicos (por exemplo, benzeno e formaldeído), pentaclorofenol, compostos N-nitrosos, arsênico, dimetilformamida e poeiras de couro transportadas pelo ar . Essas exposições podem resultar no desenvolvimento de vários cânceres específicos do local. Um excesso de câncer de pulmão foi observado em estudos realizados na Itália (Seniori, Merler e Saracci 1990; Bonassi et al. 1990) e em um estudo caso-controle realizado nos Estados Unidos (Garabrant e Wegman 1984), mas isso resultado nem sempre é apoiado por outros estudos (Mikoczy, Schutz e Hagmar 1994; Stern et al. 1987; Pippard e Acheson 1985). Cromo e arsenicais foram mencionados como possíveis contribuintes para o excesso de câncer de pulmão. Um risco significativamente aumentado de sarcoma de tecidos moles foi observado em pelo menos dois estudos separados em curtumes, um na Itália e outro no Reino Unido; os investigadores de ambos os estudos sugerem que os clorofenóis usados nos curtumes podem ter produzido essas malignidades (Seniori et al. 1989; Mikoczy, Schutz e Hagmar 1994).
Um excesso estatisticamente significativo de três vezes na mortalidade por câncer pancreático foi observado em um estudo de caso-controle sueco (Erdling et al. 1986); um aumento de 50% no câncer de pâncreas também foi observado em outro estudo que examinou três curtumes suecos (Mikoczy, Schutz e Hagmar 1994) e em um estudo de um curtume italiano (Seniori et al. 1989). Apesar do risco excessivo de câncer de pâncreas, nenhum agente ambiental específico foi identificado e fatores dietéticos foram considerados uma possibilidade. Um risco excessivo de câncer testicular foi observado entre os curtidores de couro do departamento de acabamento de um curtume; todos os três trabalhadores com câncer testicular trabalharam durante o mesmo período de tempo e foram expostos à dimetilformamida (Levin et al. 1987; Calvert et al. 1990). Um risco excessivo de câncer nasossinusal entre trabalhadores de curtume de couro foi observado em um estudo de caso-controle na Itália; cromo, pó de couro e taninos foram indicados como possíveis agentes etiológicos (Comba et al. 1992; Battista et al. 1995). No entanto, a pesquisa da IARC no início dos anos 1980 não encontrou nenhuma evidência de associação entre o curtimento de couro e o câncer nasal (IARC 1981). Os resultados de um estudo da indústria chinesa de curtimento de couro mostraram um excesso estatisticamente significativo de morbidade por câncer de bexiga entre os curtidores já expostos a corantes à base de benzidina, que aumentou com a duração da exposição (Chen 1990).
Os acidentes também são uma das principais causas de incapacidade em trabalhadores de curtume de couro. Escorregadelas e quedas em pisos úmidos e gordurosos são comuns, assim como cortes de facas no corte de couros. Além disso, as máquinas utilizadas para processar os couros são capazes de esmagar e causar contusões, escoriações e amputações. Por exemplo, os dados do United States Bureau of Labor Statistics (BLS) de 1994 mostraram uma taxa de incidência no SIC 311 para lesões e doenças combinadas de 19.1 por 100 trabalhadores em tempo integral e uma taxa de incidência apenas para lesões de 16.4. Esses resultados são mais de 50% maiores do que a incidência de todas as manufaturas para doenças e lesões combinadas, 12.2 por 100 trabalhadores em tempo integral, e a incidência de 10.4 apenas para lesões (BLS 1995).
Calçado
O manuseio e processamento do couro na fabricação de calçados e botas podem acarretar exposição a alguns dos mesmos produtos químicos utilizados nos processos de curtimento e acabamento citados acima, dando origem a doenças semelhantes. Além disso, diferentes produtos químicos utilizados também podem produzir outras doenças. As exposições a solventes tóxicos usados em adesivos e produtos de limpeza e a poeiras de couro transportadas pelo ar são particularmente preocupantes. Um solvente de preocupação específica é o benzeno, que pode produzir trombocitopenia; depressão das contagens de glóbulos vermelhos, plaquetas e glóbulos brancos; e pancitopenia. O benzeno foi amplamente eliminado da indústria de calçados. A neuropatia periférica também foi encontrada entre trabalhadores em fábricas de calçados devido a n-hexano nos adesivos. Isso também tem sido amplamente substituído por solventes menos tóxicos. Alterações eletroencefalográficas, danos hepáticos e alterações comportamentais também foram relatadas em relação à exposição a solventes em sapateiros.
O benzeno foi considerado um carcinógeno humano (IARC 1982), e vários investigadores observaram excesso de leucemia entre trabalhadores expostos ao benzeno na indústria de calçados. Um estudo incluiu a maior fábrica de calçados em Florença, Itália, composta por mais de 2,000 funcionários. Os resultados do estudo revelaram um risco quatro vezes maior de leucemia, e o benzeno foi citado como a exposição mais provável (Paci et al. 1989). Um acompanhamento deste estudo mostrou um risco de mais de cinco vezes para os trabalhadores de calçados empregados em empregos onde a exposição ao benzeno era substancial (Fu et al. 1996). Um estudo no Reino Unido examinando a mortalidade entre os homens empregados na fabricação de calçados encontrou um risco elevado de leucemia entre os trabalhadores que manuseavam colas e solventes que continham benzeno (Pippard e Acheson 1985). Vários estudos com trabalhadores da indústria de calçados em Istambul, Turquia, relataram um risco excessivo de leucemia devido à exposição ao benzeno. Quando o benzeno foi posteriormente substituído pela gasolina, o número absoluto de casos e o risco de leucemia caíram consideravelmente (Aksoy, Erdem e DinCol 1974; 1976; Aksoy e Erdem 1978).
Vários tipos de câncer nasal (adenocarcinoma, carcinoma de células escamosas e carcinoma de células transicionais) têm sido associados ao emprego na fabricação e reparo de calçados. Riscos relativos superiores a dez vezes foram relatados em estudos na Itália e no Reino Unido (Fu et al. 1996; Comba et al. 1992; Merler et al. 1986; Pippard e Acheson 1985; Acheson 1972, 1976; Cecchi et al. 1980), mas não nos Estados Unidos (DeCoufle e Walrath 1987; Walker et al. 1993). Os riscos elevados de câncer nasal foram quase totalmente explicados por funcionários “fortemente” expostos a pó de couro nas salas de preparação e acabamento. O mecanismo pelo qual a exposição ao pó de couro pode aumentar o risco de câncer nasal não é conhecido.
Excessos de cânceres do trato digestivo e urinário, como bexiga (Malker et al. 1984; Morrison et al. 1985), rim (Walker et al. 1993; Malker et al. 1984), estômago (Walrath, DeCoufle e Thomas 1987) e retal (DeCoufle e Walrath 1983; Walrath, DeCoufle e Thomas 1987), foram encontrados em outros estudos de trabalhadores de calçados, mas não foram relatados de forma consistente e não foram associados a exposições específicas na indústria.
Os riscos ergonômicos que causam distúrbios musculoesqueléticos relacionados ao trabalho (DORT) são os principais problemas na indústria de fabricação de calçados. Esses riscos são devidos ao equipamento especializado usado e ao trabalho manual que exige movimentos repetitivos, esforços vigorosos e posturas corporais inadequadas. Os dados da BLS mostram que os calçados masculinos são uma das “indústrias com as taxas mais altas de doenças não fatais associadas a traumas repetidos” (BLS 1995). A taxa de incidência para a indústria calçadista total para doenças e lesões combinadas foi de 11.9 por 100 trabalhadores, sendo 8.6 a taxa de incidência apenas para lesões. Essas taxas são ligeiramente menores do que as taxas de incidência para todas as manufaturas. As DORT na indústria de fabricação de calçados incluem condições como tendinite, sinovite, tenossinovite, bursite, cistos ganglionares, distensões, síndrome do túnel do carpo, lombalgia e lesões na coluna cervical.
Trabalhadores de peles
O processamento de peles envolve as atividades de três categorias de trabalhadores. Aparadores de peles de carne e peles bronzeadas; os tintureiros de peles colorem ou tingem as peles com corantes naturais ou sintéticos; e, finalmente, os trabalhadores do serviço de peles classificam, combinam e enfardam as peles vestidas. Os aparadores e tintureiros estão expostos a potenciais agentes cancerígenos, incluindo taninos, corantes oxidativos, cromo e formaldeído, enquanto os trabalhadores do serviço de peles estão potencialmente expostos a materiais de curtimento residuais ao manusear peles vestidas anteriormente. Muito poucos estudos epidemiológicos foram conduzidos em trabalhadores de peles. O único estudo abrangente entre esses trabalhadores revelou riscos estatisticamente elevados de câncer colo-retal e de fígado entre os tintureiros, câncer de pulmão entre os costureiros e doenças cardiovasculares entre os trabalhadores de serviços em comparação com as taxas gerais nos Estados Unidos (Sweeney, Walrath e Waxweiler 1985 ).
Proteção Ambiental e Questões de Saúde Pública
O tratamento e processamento de peles e couros animais pode ser uma fonte de considerável impacto ambiental. As águas residuais descarregadas contêm poluentes das peles, produtos de sua decomposição e produtos químicos e várias soluções usadas na preparação da pele e durante o processo de curtimento. Resíduos sólidos e algumas emissões atmosféricas também podem surgir.
A maior preocupação do público com os curtumes tem sido tradicionalmente sobre os odores e a poluição da água por descargas não tratadas. Outras questões surgiram mais recentemente do uso crescente de produtos químicos sintéticos, como pesticidas, solventes, corantes, agentes de acabamento e novos produtos químicos de processamento que introduzem problemas de toxicidade e persistência.
Medidas simples destinadas a controlar a poluição podem criar impactos ambientais secundários, como poluição das águas subterrâneas, contaminação do solo, despejo de lodo e envenenamento químico.
A tecnologia de curtimento agora disponível, baseada em um menor consumo de produtos químicos e água, tem menos impacto no meio ambiente do que os processos tradicionais. No entanto, muitos obstáculos permanecem à sua aplicação generalizada.
A Figura 1 apresenta os diferentes resíduos e impactos ambientais associados aos diversos processos utilizados na indústria de curtumes.
Figura 1. Impactos ambientais e operações de curtume
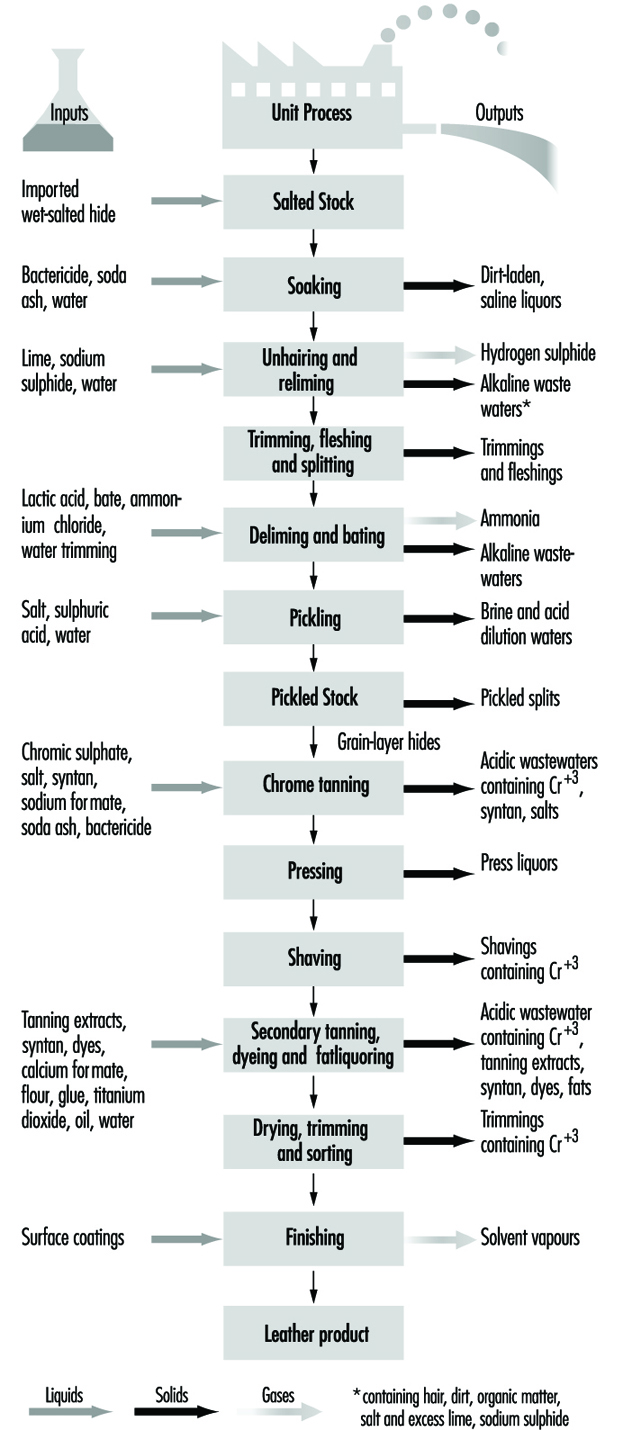
Controle de poluição
Controle de poluição da água
Resíduos de curtumes não tratados em águas superficiais podem provocar uma rápida deterioração de suas propriedades físicas, químicas e biológicas. Processos simples de tratamento de efluentes de fim de tubo podem remover mais de 50% dos sólidos suspensos e da demanda bioquímica de oxigênio (DBO) do efluente. Medidas mais sofisticadas são capazes de níveis mais elevados de tratamento.
Como os efluentes de curtume contêm diversos constituintes químicos que precisam ser tratados, uma sequência de processos de tratamento por sua vez deve ser utilizada. A segregação de fluxo é útil para permitir o tratamento separado de fluxos de resíduos concentrados.
A Tabela 1 resume as opções tecnológicas disponíveis para tratamento de efluentes de curtume.
Tabela 1. Escolhas tecnológicas para tratamento de efluentes de curtume
|
Decantação pré-tratamento |
Peneiramento mecânico para remover material grosseiro Equalização de fluxo (balanceamento) |
|
Tratamento primário |
Remoção de sulfeto de efluentes de casa de banho Remoção de cromo de efluentes de curtimento Tratamento físico-químico para remoção e neutralização de DBO |
|
Tratamento secundário |
Tratamento biológico Lodo ativado (vala de oxidação) Lodo ativado (convencional) Lagooning (aerado, facultativo ou anaeróbico) |
|
Tratamento terciário |
Nitrificação e desnitrificação |
|
Sedimentação e tratamento de lamas |
Diferentes formas e dimensões de tanques e bacias |
Controle da poluição do ar
As emissões atmosféricas dividem-se em três grandes grupos: odores, vapores de solventes das operações de acabamento e emissões de gases da incineração de resíduos.
A decomposição biológica da matéria orgânica, bem como as emissões de sulfeto e amônia das águas residuais são responsáveis pelos odores desagradáveis característicos dos curtumes. A localização das instalações tem sido um problema devido aos odores historicamente associados aos curtumes. A redução desses odores é mais uma questão de manutenção operacional do que de tecnologia.
O solvente e outros vapores das operações de acabamento variam de acordo com o tipo de produto químico usado e os métodos técnicos empregados para reduzir sua geração e liberação. Até 30% do solvente usado pode ser desperdiçado por meio de emissões, enquanto processos modernos estão disponíveis para reduzir isso para cerca de 3% em muitos casos.
A prática de muitos curtumes de incinerar resíduos sólidos e sobras aumenta a importância de adotar um bom projeto de incinerador e seguir práticas operacionais cuidadosas.
Gestão de resíduos
O tratamento do lodo constitui o maior problema de disposição, além do efluente. As lamas de composição orgânica, se isentas de crómio ou sulfuretos, têm valor como condicionador do solo, bem como um pequeno efeito fertilizante dos compostos azotados nelas contidos. Esses benefícios são melhor percebidos arando imediatamente após a aplicação. O uso agrícola de solos contendo cromo tem sido motivo de controvérsia em várias jurisdições, onde as diretrizes determinaram aplicações aceitáveis.
Existem vários mercados para a conversão de aparas e polpas em subprodutos utilizados para diversos fins, incluindo a produção de gelatina, cola, papelão, gordura de sebo e proteínas para ração animal. Os efluentes do processo, sujeitos a tratamento adequado e controle de qualidade, às vezes são usados para irrigação onde a água é escassa e/ou o descarte de efluentes é severamente restrito.
Para evitar problemas de geração de lixiviados e odor, apenas sólidos e lodos desidratados devem ser descartados em aterros sanitários. Deve-se tomar cuidado para garantir que os resíduos de curtume não reajam com outros resíduos industriais, como resíduos ácidos, que podem reagir para criar gás sulfídrico tóxico. A incineração em condições não controladas pode levar a emissões inaceitáveis e não é recomendada.
Prevenção da Poluição
IMelhorar as tecnologias de produção para aumentar o desempenho ambiental pode alcançar uma série de objetivos, tais como:
- aumentando a eficiência da utilização de produtos químicos
- redução do consumo de água ou energia
- recuperar ou reciclar materiais rejeitados.
O consumo de água pode variar consideravelmente, variando de menos de 25 l/kg de couro cru a mais de 80 l/kg. A eficiência do uso da água pode ser melhorada por meio da aplicação de técnicas como aumento do controle de volume das águas de processamento, lavagens em “lote” versus “água corrente”, modificação de baixa flutuação do equipamento existente; técnicas de baixa flutuação usando equipamentos atualizados, reutilização de águas residuais em processos menos críticos e reciclagem de licores de processo individuais.
A imersão e depilação tradicionais respondem por mais de 50% das cargas de DBO e demanda química de oxigênio (DQO) em efluentes de curtimento típicos. Vários métodos podem ser empregados para substituir o sulfeto, para reciclar licores de cal/sulfeto e para incorporar técnicas de economia de cabelo.
A redução da poluição do cromo pode ser alcançada através de medidas para aumentar os níveis de cromo que são fixados no banho de curtimento e reduzir as quantidades que são “esgotadas” nos processos subsequentes. Outros métodos para reduzir a liberação de cromo são através da reciclagem direta de licores de cromo usados (que também reduz a salinidade do efluente residual) e o tratamento de licores contendo cromo coletados com álcali para precipitar o cromo como hidróxido, que pode então ser reciclado. Uma ilustração de uma operação de recuperação de cromo comum é mostrada na figura 2.
Figura 2. Fluxograma de uma planta comunitária de recuperação de cromo
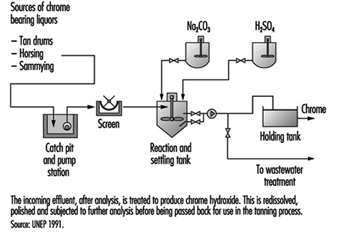
Onde o curtimento vegetal é empregado, o pré-condicionamento das peles pode aumentar a penetração e fixação das peles e contribuir para a diminuição das concentrações de taninos nos efluentes. Outros agentes de curtimento, como o titânio, têm sido usados como substitutos do cromo para produzir sais de toxicidade geralmente mais baixa e para gerar lodos inertes e mais seguros de manusear.
A Indústria Têxtil: História e Saúde e Segurança
A Indústria Têxtil
O termo industria têxtil (do latim texere, para tecer) foi originalmente aplicada à tecelagem de tecidos a partir de fibras, mas agora inclui uma ampla gama de outros processos, como malharia, tufting, feltragem e assim por diante. Também foi ampliado para incluir a fabricação de fios de fibras naturais ou sintéticas, bem como o acabamento e tingimento de tecidos.
Fabricação de fios
Em eras pré-históricas, pelos de animais, plantas e sementes eram usados para fazer fibras. A seda foi introduzida na China por volta de 2600 aC e, em meados do século 18 dC, surgiram as primeiras fibras sintéticas. Embora as fibras sintéticas feitas de celulose ou petroquímicas, sozinhas ou em combinações variadas com outras fibras sintéticas e/ou naturais, tenham visto uso cada vez mais amplo, elas não foram capazes de eclipsar totalmente os tecidos feitos de fibras naturais, como lã, algodão, linho e seda.
A seda é a única fibra natural formada em filamentos que podem ser torcidos juntos para fazer fios. As outras fibras naturais devem primeiro ser endireitadas, paralelas por penteação e depois esticadas em um fio contínuo por fiação. o eixo é a primeira ferramenta giratória; foi mecanizado pela primeira vez na Europa por volta de 1400 dC pela invenção da roda de fiar. O final do século 17 viu a invenção do girando jenny, que poderia operar vários fusos simultaneamente. Então, graças à invenção de Richard Arkwright do filatório em 1769 e a introdução de Samuel Crompton do mula, que permitia a um trabalhador operar 1,000 fusos ao mesmo tempo, a fabricação de fios passou de uma indústria caseira para as fábricas.
Confecção de tecido
A fabricação de tecido teve uma história semelhante. Desde suas origens na antiguidade, o tear manual tem sido a máquina de tecelagem básica. Melhorias mecânicas começaram nos tempos antigos com o desenvolvimento do atrapalhar, ao qual fios de urdidura alternativos são amarrados; no século XIII dC, o pedal de pé, que poderia operar vários conjuntos de liças, foi introduzido. Com a adição do sarrafo montado em quadro, que bate a trama ou enche os fios no lugar, o tear “mecanizado” tornou-se o instrumento de tecelagem predominante na Europa e, exceto nas culturas tradicionais onde os teares manuais originais persistiram, em todo o mundo.
A invenção de John Kay do lançadeira voadora em 1733, que permitia ao tecelão enviar automaticamente a lançadeira ao longo da largura do tear, foi o primeiro passo na mecanização da tecelagem. Edmund Cartwright desenvolveu o tear a vapor e em 1788, com James Watt, construiu a primeira fábrica têxtil movida a vapor na Inglaterra. Isso libertou as fábricas de sua dependência de máquinas movidas a água e permitiu que fossem construídas em qualquer lugar. Outro desenvolvimento significativo foi a cartão perfurado sistema, desenvolvido na França em 1801 por Joseph Marie Jacquard; isso permitiu a tecelagem automatizada de padrões. Os primeiros teares de madeira foram gradualmente substituídos por teares de aço e outros metais. Desde então, as mudanças tecnológicas se concentraram em torná-los maiores, mais rápidos e altamente automatizados.
Tingimento e impressão
Corantes naturais foram originalmente usados para dar cor a fios e tecidos, mas com a descoberta de corantes de alcatrão de hulha no século 19 e o desenvolvimento de fibras sintéticas no século 20, os processos de tingimento se tornaram mais complicados. A impressão em bloco foi originalmente usada para colorir tecidos (a impressão em serigrafia de tecidos foi desenvolvida em meados de 1800), mas logo foi substituída pela impressão em rolo. Os rolos de cobre gravados foram usados pela primeira vez na Inglaterra em 1785, seguidos de melhorias rápidas que permitiram a impressão de rolos em seis cores, todas em registro perfeito. A moderna impressão a rolo pode produzir mais de 180 m de tecido impresso em 16 ou mais cores em 1 minuto.
Acabamento
No início, os tecidos eram acabados escovando ou cortando a pelagem do tecido, enchendo ou dimensionando o tecido ou passando-o por rolos de calandra para produzir um efeito vidrado. Hoje, os tecidos são pré-encolhidos, mercerizado (fios e tecidos de algodão são tratados com soluções cáusticas para melhorar sua resistência e brilho) e tratados por uma variedade de processos de acabamento que, por exemplo, aumentam a resistência ao vinco, retenção de vincos e resistência à água, chama e mofo.
Tratamentos especiais produzem fibras de alto desempenho, assim chamado por causa de sua força extraordinária e resistência a temperaturas extremamente altas. Assim, a Aramida, fibra semelhante ao náilon, é mais forte que o aço, e o Kevlar, fibra produzida a partir da Aramida, é usado para fazer tecidos e roupas à prova de balas, resistentes tanto ao calor quanto a produtos químicos. Outras fibras sintéticas combinadas com carbono, boro, silício, alumínio e outros materiais são usadas para produzir materiais estruturais superfortes e leves usados em aviões, naves espaciais, filtros e membranas resistentes a produtos químicos e equipamentos esportivos de proteção.
Do artesanato à indústria
A manufatura têxtil era originalmente um ofício manual praticado por fiandeiros e tecelões caseiros e pequenos grupos de artesãos habilidosos. Com os desenvolvimentos tecnológicos, surgiram grandes empresas têxteis economicamente importantes, principalmente no Reino Unido e nos países da Europa Ocidental. Os primeiros colonizadores da América do Norte trouxeram fábricas de tecidos para a Nova Inglaterra (Samuel Slater, que havia sido supervisor de uma fábrica na Inglaterra, construiu de memória uma fiação em Providence, Rhode Island, em 1790) e a invenção da máquina de Eli Whitney descaroçador de algodão, que poderia limpar o algodão colhido com grande velocidade, criou uma nova demanda por tecidos de algodão.
Isso foi acelerado pela comercialização do máquina de costura. No início do século 18, vários inventores produziram máquinas que costuravam tecidos. Na França, em 1830, Barthelemy Thimonnier recebeu a patente de sua máquina de costura; em 1841, quando 80 de suas máquinas estavam ocupadas costurando uniformes para o exército francês, sua fábrica foi destruída por alfaiates que viam suas máquinas como uma ameaça ao seu sustento. Mais ou menos nessa época, na Inglaterra, Walter Hunt desenvolveu uma máquina melhorada, mas abandonou o projeto porque sentiu que isso tiraria o trabalho de costureiras pobres. Em 1848, Elias Howe recebeu uma patente nos Estados Unidos para uma máquina muito parecida com a de Hunt, mas se envolveu em batalhas legais, que acabou vencendo, acusando muitos fabricantes de violação de sua patente. A invenção da máquina de costura moderna é creditada a Isaac Merritt Singer, que inventou o braço saliente, o calcador para segurar o tecido, uma roda para alimentar o tecido até a agulha e um pedal em vez de uma manivela, deixando ambos mãos livres para manobrar o tecido. Além de projetar e fabricar a máquina, ele criou a primeira empresa de eletrodomésticos de grande porte, que apresentava inovações como uma campanha publicitária, venda de máquinas a prestações e fornecimento de um contrato de serviço.
Assim, os avanços tecnológicos durante o século XVIII não foram apenas o ímpeto para a indústria têxtil moderna, mas podem ser creditados com a criação do sistema fabril e as profundas mudanças na vida familiar e comunitária que foram rotuladas como a Revolução Industrial. As mudanças continuam hoje à medida que grandes estabelecimentos têxteis se deslocam das antigas áreas industrializadas para novas regiões que prometem mão de obra e fontes de energia mais baratas, enquanto a concorrência promove desenvolvimentos tecnológicos contínuos, como automação controlada por computador para reduzir as necessidades de mão de obra e melhorar a qualidade. Enquanto isso, os políticos debatem cotas, tarifas e outras barreiras econômicas para fornecer e/ou reter vantagens competitivas para seus países. Assim, a indústria têxtil não apenas fornece produtos essenciais para a crescente população mundial; também exerce profunda influência no comércio internacional e nas economias das nações.
Preocupações de segurança e saúde
À medida que as máquinas se tornaram maiores, mais rápidas e mais complicadas, elas também introduziram novos perigos potenciais. À medida que os materiais e processos se tornaram mais complexos, eles infundiram no local de trabalho potenciais riscos à saúde. E como os trabalhadores tiveram que lidar com a mecanização e a demanda por aumento de produtividade, o estresse no trabalho, em grande parte não reconhecido ou ignorado, exerceu uma influência crescente em seu bem-estar. Talvez o maior efeito da Revolução Industrial tenha sido na vida da comunidade, pois os trabalhadores se mudaram do campo para as cidades, onde tiveram que lidar com todos os males da urbanização. Esses efeitos estão sendo vistos hoje à medida que as indústrias têxteis e outras se deslocam para países e regiões em desenvolvimento, exceto que as mudanças são mais rápidas.
Os perigos encontrados em diferentes segmentos da indústria estão resumidos nos outros artigos deste capítulo. Eles enfatizam a importância de uma boa limpeza e manutenção adequada de máquinas e equipamentos, a instalação de proteções e cercas eficazes para evitar o contato com partes móveis, o uso de ventilação de exaustão local (LEV) como complemento para uma boa ventilação geral e controle de temperatura e o fornecimento de equipamentos de proteção individual (EPI) e roupas adequadas sempre que um perigo não puder ser completamente controlado ou evitado por engenharia de projeto e/ou substituição de materiais menos perigosos. A educação repetida e o treinamento de trabalhadores em todos os níveis e a supervisão efetiva são temas recorrentes.
Preocupações ambientais
As preocupações ambientais levantadas pela indústria têxtil decorrem de duas fontes: os processos envolvidos na fabricação de têxteis e os perigos associados à forma como os produtos são usados.
Manufatura têxtil
Os principais problemas ambientais criados pelas fábricas têxteis são as substâncias tóxicas liberadas na atmosfera e nas águas residuais. Além dos agentes potencialmente tóxicos, os odores desagradáveis costumam ser um problema, especialmente quando as fábricas de tingimento e impressão estão localizadas perto de áreas residenciais. Os exaustores de ventilação podem conter vapores de solventes, formaldeído, hidrocarbonetos, sulfeto de hidrogênio e compostos metálicos. Às vezes, os solventes podem ser capturados e destilados para reutilização. As partículas podem ser removidas por filtração. A depuração é eficaz para compostos voláteis solúveis em água, como o metanol, mas não funciona na impressão de pigmentos, onde os hidrocarbonetos constituem a maior parte das emissões. Inflamáveis podem ser queimados, embora isso seja relativamente caro. A solução definitiva, no entanto, é o uso de materiais o mais próximo possível de serem livres de emissões. Isso se refere não apenas aos corantes, aglutinantes e agentes de reticulação usados na impressão, mas também ao teor de formaldeído e monômero residual dos tecidos.
A contaminação de águas residuais por corantes não fixados é um sério problema ambiental, não apenas devido aos riscos potenciais à saúde humana e animal, mas também devido à descoloração que os torna altamente visíveis. No tingimento comum, a fixação de mais de 90% do corante pode ser alcançada, mas níveis de fixação de apenas 60% ou menos são comuns na impressão com corantes reativos. Isso significa que mais de um terço do corante reativo entra na água residual durante a lavagem do tecido impresso. Quantidades adicionais de corantes são introduzidas nas águas residuais durante a lavagem de telas, blanquetas de impressão e tambores.
Limites de descoloração de águas residuais foram estabelecidos em vários países, mas muitas vezes é muito difícil cumpri-los sem um sistema caro de purificação de águas residuais. Uma solução encontra-se na utilização de corantes com menor efeito contaminante e no desenvolvimento de corantes e espessantes sintéticos que aumentam o grau de fixação do corante, reduzindo assim a quantidade de excesso a ser lavado (Grund 1995).
Preocupações ambientais no uso de têxteis
Resíduos de formaldeído e alguns complexos de metais pesados (a maioria destes são inertes) podem ser suficientes para causar irritação e sensibilização da pele em pessoas que usam tecidos tingidos.
O formaldeído e os solventes residuais em carpetes e tecidos usados para estofamento e cortinas continuarão a vaporizar gradualmente por algum tempo. Em edifícios vedados, onde o sistema de ar condicionado recircula a maior parte do ar em vez de exauri-lo para o ambiente externo, essas substâncias podem atingir níveis altos o suficiente para produzir sintomas nos ocupantes do edifício, conforme discutido em outra parte deste enciclopédia.
Para garantir a segurança dos tecidos, a Marks and Spencer, varejista de roupas britânica/canadense, abriu o caminho ao estabelecer limites para o formaldeído nas roupas que compravam. Desde então, outros fabricantes de roupas, principalmente a Levi Strauss nos Estados Unidos, seguiram o exemplo. Em vários países, esses limites foram formalizados em leis (por exemplo, Dinamarca, Finlândia, Alemanha e Japão) e, em resposta à educação do consumidor, os fabricantes de tecidos aderiram voluntariamente a esses limites para poderem usar eco rótulos (veja a figura 1).
Figura 1. Rótulos ecológicos usados para têxteis

Conclusão
Os desenvolvimentos tecnológicos continuam a aumentar a gama de tecidos produzidos pela indústria têxtil e a aumentar a sua produtividade. É muito importante, no entanto, que esses desenvolvimentos sejam guiados também pelo imperativo de melhorar a saúde, a segurança e o bem-estar dos trabalhadores. Mas, mesmo assim, há o problema de implementar esses desenvolvimentos em empresas mais antigas, marginalmente viáveis financeiramente e incapazes de fazer os investimentos necessários, bem como em áreas em desenvolvimento ávidas por novas indústrias, mesmo à custa da saúde e segurança do trabalhadores. Mesmo nessas circunstâncias, porém, muito pode ser alcançado pela educação e treinamento dos trabalhadores para minimizar os riscos aos quais eles podem estar expostos.
Mais...
Tendências Globais na Indústria Têxtil
Os seres humanos dependem de roupas e alimentos para sobreviver desde que surgiram na Terra. A indústria de vestuário ou têxtil começou assim muito cedo na história humana. Enquanto as pessoas primitivas usavam as mãos para tecer e tricotar algodão ou lã em tecido ou pano, foi somente no final do século 18 e início do século 19 que a Revolução Industrial mudou a maneira de fazer roupas. As pessoas começaram a usar vários tipos de energia para fornecer energia. No entanto, as fibras de algodão, lã e celulose continuaram sendo as principais matérias-primas. Desde a Segunda Guerra Mundial, a produção de fibras sintéticas desenvolvidas pela indústria petroquímica aumentou tremendamente. O volume de consumo de fibras sintéticas de produtos têxteis mundiais em 1994 foi de 17.7 milhões de toneladas, 48.2% de todas as fibras, e espera-se que ultrapasse 50% após 2000 (ver figura 1).
Figura 1. Mudança na oferta de fibras na indústria têxtil antes de 1994 e projetada até 2004.
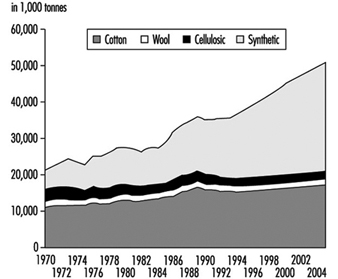
De acordo com a pesquisa mundial de consumo de fibras de vestuário pela Organização para Agricultura e Alimentação (FAO), as taxas médias anuais de crescimento do consumo têxtil durante 1969-89, 1979-89 e 1984-89 foram de 2.9%, 2.3% e 3.7%, respectivamente. Com base na tendência anterior de consumo, crescimento populacional, crescimento do PIB per capita (produto interno bruto) e aumento do consumo de cada produto têxtil com aumento da renda, a demanda por produtos têxteis em 2000 e 2005 será de 42.2 milhões de toneladas e 46.9 milhões toneladas, respectivamente, conforme a figura 1. A tendência indica que há uma demanda consistentemente crescente por produtos têxteis, e que a indústria ainda empregará uma grande força de trabalho.
Outra grande mudança é a automação progressiva da tecelagem e malharia, que, combinada com o aumento dos custos trabalhistas, deslocou a indústria dos países desenvolvidos para os países em desenvolvimento. Embora a produção de produtos de fios e tecidos, bem como algumas fibras sintéticas a montante, tenha permanecido em países mais desenvolvidos, uma grande proporção da indústria de vestuário a jusante, intensiva em mão-de-obra, já se mudou para os países em desenvolvimento. A indústria têxtil e de confecções da região da Ásia-Pacífico responde por aproximadamente 70% da produção mundial; a tabela 1 indica uma mudança na tendência do emprego nessa região. Assim, a segurança e saúde ocupacional dos trabalhadores têxteis tornou-se uma questão importante nos países em desenvolvimento; a figura 2, a figura 3, a figura 4 e a figura 5 ilustram alguns processos da indústria têxtil como são executados no mundo em desenvolvimento.
Tabela 1. Número de empresas e empregados nas indústrias têxteis e de confecções de países e territórios selecionados na região da Ásia-Pacífico em 1985 e 1995.
|
Número de |
Ano |
Australia |
China |
Hong Kong |
Índia |
Indonésia |
Republica da Coréia |
Malaysia |
Nova Zelândia |
Paquistão |
|
Empresas |
1985 |
2,535 |
45,500 |
13,114 |
13,435 |
1,929 |
12,310 |
376 |
2,803 |
1,357 |
|
Empregados (x10³) |
1985 |
96 |
4,396 |
375 |
1,753 |
432 |
684 |
58 |
31 |
NA |

Wilawan Juengprasert, Ministério da Saúde Pública, Tailândia
Wilawan Juengprasert, Ministério da Saúde Pública, Tailândia
Figura 4. Um selecionador moderno
Wilawan Juengprasert, Ministério da Saúde Pública, Tailândia

Wilawan Juengprasert, Ministério da Saúde Pública, Tailândia
Produção e Descaroçamento de Algodão
Produção de Algodão
As práticas de produção de algodão começam após a colheita da safra anterior. As primeiras operações geralmente incluem talos de trituração, arrancando raízes e discando o solo. Fertilizantes e herbicidas geralmente são aplicados e incorporados ao solo antes que a terra seja acamada em preparação para irrigação ou plantio necessários. Uma vez que as características do solo e práticas anteriores de fertilização e cultivo podem causar uma ampla gama de níveis de fertilidade em solos de algodão, os programas de fertilidade devem ser baseados em análises de teste de solo. O controle de plantas daninhas é essencial para se obter alto rendimento e qualidade da fibra. A produtividade do algodão e a eficiência da colheita podem ser reduzidas em até 30% pelas ervas daninhas. Os herbicidas têm sido amplamente utilizados em muitos países para o controle de ervas daninhas desde o início da década de 1960. Os métodos de aplicação incluem tratamento pré-plantio para folhagem de ervas daninhas existentes, incorporação no solo pré-plantio e tratamento nos estágios de pré-emergência e pós-emergência.
Vários fatores que desempenham um papel importante na obtenção de um bom estande de plantas de algodão incluem preparo da cama de sementes, umidade do solo, temperatura do solo, qualidade da semente, infestação de doenças nas mudas, fungicidas e salinidade do solo. Plantar sementes de alta qualidade em um canteiro bem preparado é um fator chave para alcançar estandes precoces e uniformes de mudas vigorosas. As sementes de plantio de alta qualidade devem ter uma taxa de germinação de 50% ou mais em um teste frio. Em um teste frio/morno, o índice de vigor da semente deve ser 140 ou superior. Recomendam-se taxas de semeadura de 12 a 18 sementes/metro de linha para obter uma população de plantas de 14,000 a 20,000 plantas/hectare. Um sistema de dosagem de plantador adequado deve ser usado para garantir um espaçamento uniforme da semente, independentemente do tamanho da semente. As taxas de germinação de sementes e emergência de plântulas estão intimamente associadas a uma faixa de temperatura de 15 a 38 ºC.
Doenças de mudas no início da estação podem prejudicar estandes uniformes e resultar na necessidade de replantio. Importantes patógenos de doenças de mudas, como Pythium, Rizoctonia, Fusarium e Thielaviopsis pode reduzir os estandes de plantas e causar longos saltos entre as mudas. Só devem ser plantadas sementes devidamente tratadas com um ou mais fungicidas.
O algodão é semelhante a outras culturas no que diz respeito ao uso da água durante as diferentes fases de desenvolvimento da planta. O uso de água é geralmente inferior a 0.25 cm/dia desde a emergência até o primeiro quadrado. Nesse período, a perda de umidade do solo por evaporação pode exceder a quantidade de água transpirada pela planta. O consumo de água aumenta acentuadamente à medida que aparecem as primeiras floradas e atinge um nível máximo de 1 cm/dia durante a fase de pico da floração. A necessidade de água refere-se à quantidade total de água (chuva e irrigação) necessária para produzir uma cultura de algodão.
As populações de insetos podem ter um impacto importante na qualidade e no rendimento do algodão. O manejo populacional no início da estação é importante para promover um desenvolvimento frutífero/vegetativo equilibrado da cultura. Proteger as primeiras posições dos frutos é essencial para alcançar uma colheita lucrativa. Mais de 80% do rendimento é definido nas primeiras 3 a 4 semanas de frutificação. Durante o período de frutificação, os produtores devem inspecionar o algodão pelo menos duas vezes por semana para monitorar a atividade e os danos dos insetos.
Um programa de desfolhamento bem administrado reduz o lixo foliar que pode afetar adversamente a qualidade do algodão colhido. Os reguladores de crescimento, como o PIX, são desfolhadores úteis porque controlam o crescimento vegetativo e contribuem para a frutificação precoce.
Colheita
Dois tipos de equipamentos de colheita mecanizada são utilizados na colheita do algodão: a colhedora de fusos e a arrancadora de algodão. o seletor de eixo é uma colheitadeira de tipo seletivo que usa fusos cônicos e farpados para remover o algodão em caroço dos capulhos. Esta colheitadeira pode ser usada em um campo mais de uma vez para fornecer colheitas estratificadas. Por outro lado, o stripper de algodão é uma colheitadeira não seletiva ou única que remove não apenas as cápsulas bem abertas, mas também as cápsulas rachadas e fechadas, juntamente com as brocas e outros materiais estranhos.
As práticas agronômicas que produzem uma cultura uniforme de alta qualidade geralmente contribuem para uma boa eficiência da colheita. O campo deve ser bem drenado e as fileiras dispostas para o uso eficaz do maquinário. As extremidades das fileiras devem estar livres de ervas daninhas e grama, e devem ter uma borda de campo de 7.6 a 9 m para virar e alinhar as colhedoras com as fileiras. A borda também deve estar livre de ervas daninhas e grama. Disking cria condições adversas em tempo chuvoso, então o controle químico de ervas daninhas ou corte deve ser usado em seu lugar. A altura da planta não deve exceder cerca de 1.2 m para o algodão a ser colhido e cerca de 0.9 m para o algodão a ser descascado. A altura da planta pode ser controlada até certo ponto usando reguladores químicos de crescimento no estágio adequado de crescimento. Devem ser usadas práticas de produção que colocam o capulho inferior pelo menos 10 cm acima do solo. Práticas de cultivo como fertilização, cultivo e irrigação durante a estação de crescimento devem ser cuidadosamente manejadas para produzir uma colheita uniforme de algodão bem desenvolvido.
A desfolha química é uma prática de cultivo que induz a abscisão (queda) da folhagem. Desfolhantes podem ser aplicados para ajudar a minimizar a contaminação de folhas verdes e promover uma secagem mais rápida do orvalho da manhã no fiapo. Os desfolhantes não devem ser aplicados até que pelo menos 60% dos capulhos estejam abertos. Após a aplicação de um desfolhante, a cultura não deve ser colhida por pelo menos 7 a 14 dias (o período varia de acordo com os produtos químicos utilizados e as condições climáticas). Dessecantes químicos também podem ser usados para preparar as plantas para a colheita. A dessecação é a rápida perda de água do tecido vegetal e subsequente morte do tecido. A folhagem morta permanece presa à planta.
A tendência atual na produção de algodão é para uma estação mais curta e colheita única. Produtos químicos que aceleram o processo de abertura das cápsulas são aplicados junto com o desfolhante ou logo após a queda das folhas. Esses produtos químicos permitem colheitas antecipadas e aumentam a porcentagem de cápsulas que estão prontas para serem colhidas durante a primeira colheita. Como esses produtos químicos têm a capacidade de abrir ou abrir parcialmente cápsulas imaturas, a qualidade da colheita pode ser severamente afetada (ou seja, o micronaire pode estar baixo) se os produtos químicos forem aplicados muito cedo.
Armazenamento
O teor de umidade do algodão antes e durante o armazenamento é crítico; o excesso de umidade faz com que o algodão armazenado superaqueça, resultando em descoloração do fiapo, menor germinação das sementes e possivelmente combustão espontânea. Algodão em caroço com teor de umidade acima de 12% não deve ser armazenado. Além disso, a temperatura interna dos módulos recém-construídos deve ser monitorada durante os primeiros 5 a 7 dias de armazenamento do algodão; os módulos que experimentam um aumento de 11 ºC ou estão acima de 49 ºC devem ser descaroçados imediatamente para evitar a possibilidade de grandes perdas.
Várias variáveis afetam a qualidade da semente e da fibra durante o armazenamento do algodão em caroço. O teor de umidade é o mais importante. Outras variáveis incluem duração do armazenamento, quantidade de matéria estranha com alta umidade, variação no teor de umidade em toda a massa armazenada, temperatura inicial do caroço do algodão, temperatura do caroço do algodão durante o armazenamento, fatores climáticos durante o armazenamento (temperatura, umidade relativa, chuva ) e proteção do algodão contra chuva e solo úmido. O amarelecimento é acelerado em altas temperaturas. Tanto o aumento da temperatura quanto a temperatura máxima são importantes. O aumento da temperatura está diretamente relacionado ao calor gerado pela atividade biológica.
processo de descaroçamento
Cerca de 80 milhões de fardos de algodão são produzidos anualmente em todo o mundo, dos quais cerca de 20 milhões são produzidos por cerca de 1,300 descaroçadores nos Estados Unidos. A principal função do descaroçador de algodão é separar o fiapo da semente, mas o descaroçador também deve ser equipado para remover uma grande porcentagem de matéria estranha do algodão que reduziria significativamente o valor do fiapo descaroçado. Um descaroçador deve ter dois objetivos: (1) produzir pluma de qualidade satisfatória para o mercado do produtor e (2) descaroçar o algodão com redução mínima na qualidade da fiação da fibra, para que o algodão atenda às demandas de seus usuários finais, o fiandeiro e o consumidor. Consequentemente, a preservação da qualidade durante o descaroçamento requer a seleção e operação adequadas de cada máquina em um sistema de descaroçamento. O manuseio mecânico e a secagem podem modificar as características naturais de qualidade do algodão. Na melhor das hipóteses, um descaroçador só pode preservar as características de qualidade inerentes ao algodão quando entra no descaroçador. Os parágrafos a seguir discutem brevemente a função dos principais equipamentos mecânicos e processos no gin.
Máquinas de algodão em caroço
O algodão é transportado de um reboque ou módulo para uma armadilha de capulhos verdes na descaroçadora, onde os capulhos verdes, pedras e outros materiais estranhos pesados são removidos. O controle automático de alimentação fornece um fluxo uniforme e bem disperso de algodão para que o sistema de limpeza e secagem do descaroçador opere com mais eficiência. Algodão mal disperso pode passar pelo sistema de secagem em torrões, e apenas a superfície desse algodão será seca.
Na primeira etapa de secagem, o ar aquecido conduz o algodão pelas prateleiras por 10 a 15 segundos. A temperatura do ar de transporte é regulada para controlar a quantidade de secagem. Para evitar danos às fibras, a temperatura a que o algodão é exposto durante a operação normal nunca deve ultrapassar 177 ºC. Temperaturas acima de 150 ºC podem causar alterações físicas permanentes nas fibras do algodão. Os sensores de temperatura do secador devem estar localizados o mais próximo possível do ponto onde o algodão e o ar aquecido se encontram. Se o sensor de temperatura estiver localizado perto da saída do secador de torre, a temperatura do ponto de mistura pode ser de 55 a 110 ºC mais alta que a temperatura no sensor a jusante. A queda de temperatura a jusante resulta do efeito de resfriamento da evaporação e da perda de calor através das paredes do maquinário e da tubulação. A secagem continua enquanto o ar quente move o algodão em caroço para o limpador de cilindro, que consiste em 6 ou 7 cilindros com pontas giratórias que giram de 400 a 500 rpm. Esses cilindros esfregam o algodão sobre uma série de hastes de grade ou telas, agitam o algodão e permitem que materiais finos estranhos, como folhas, lixo e sujeira, passem pelas aberturas para descarte. Limpadores de cilindro quebram chumaços grandes e geralmente condicionam o algodão para limpeza e secagem adicionais. Taxas de processamento de cerca de 6 fardos por hora por metro de comprimento do cilindro são comuns.
A máquina de bastão remove materiais estranhos maiores, como brocas e bastões, do algodão. As máquinas de hastes usam a força centrífuga criada pelos cilindros da serra girando de 300 a 400 rpm para “lançar” o material estranho enquanto a fibra é mantida pela serra. O material estranho que é lançado do recuperador alimenta o sistema de manuseio de lixo. Taxas de processamento de 4.9 a 6.6 fardos/hr/m de comprimento do cilindro são comuns.
Descaroçamento (separação de fiapos e sementes)
Depois de passar por mais uma etapa de secagem e limpeza dos cilindros, o algodão é distribuído a cada barraca de descaroçamento pela esteira-distribuidora. Localizado acima do estande de descaroçamento, o extrator-alimentador dosa o algodão em caroço uniformemente para o estande de descaroçamento em taxas controláveis e limpa o algodão em caroço como uma função secundária. O teor de umidade da fibra de algodão no avental do alimentador-extrator é crítico. A umidade deve ser baixa o suficiente para que materiais estranhos possam ser facilmente removidos da barraca de gim. No entanto, a umidade não deve ser tão baixa (abaixo de 5%) que resulte na quebra de fibras individuais à medida que são separadas da semente. Essa quebra causa uma redução apreciável tanto no comprimento da fibra quanto na quantidade de fiapos. Do ponto de vista da qualidade, o algodão com maior teor de fibras curtas produz desperdício excessivo na fábrica têxtil e é menos desejável. A quebra excessiva de fibras pode ser evitada mantendo um teor de umidade de fibra de 6 a 7% no avental do alimentador-extrator.
Dois tipos de gins são de uso comum - o saw gin e o roller gin. Em 1794, Eli Whitney inventou um gim que removia a fibra da semente por meio de pontas ou serras em um cilindro. Em 1796, Henry Ogden Holmes inventou um gin com serras e costelas; este gin substituiu o gin Whitney e tornou o descaroçamento um processo de fluxo contínuo, em vez de um processo em lote. Algodão (geralmente Gossypium hirsutum) entra no estande de descaroçamento por uma frente de descascador. As serras agarram o algodão e o puxam através de nervuras amplamente espaçadas, conhecidas como nervuras descascadoras. As mechas de algodão são puxadas das nervuras do descascador para o fundo da caixa do rolo. O processo real de descaroçamento - separação de fiapos e sementes - ocorre na caixa de rolos do estande de descaroçamento. A ação de descaroçamento é causada por um conjunto de serras girando entre as nervuras de descaroçamento. Os dentes da serra passam entre as nervuras no ponto de descaroçamento. Aqui, a borda dianteira dos dentes é aproximadamente paralela à nervura, e os dentes puxam as fibras da semente, que são muito grandes para passar entre as nervuras. O descaroçamento em taxas acima das recomendadas pelo fabricante pode causar redução da qualidade da fibra, danos às sementes e engasgos. As velocidades da serra do suporte de gim também são importantes. Altas velocidades tendem a aumentar o dano à fibra causado durante o descaroçamento.
Os descaroçadores do tipo rolo forneceram o primeiro meio auxiliado mecanicamente para separar algodão de fibra extralonga (Gossypium barbadense) fiapos da semente. O gin Churka, de origem desconhecida, consistia em dois rolos duros que corriam juntos na mesma velocidade superficial, arrancando a fibra da semente e produzindo cerca de 1 kg de fibra/dia. Em 1840, Fones McCarthy inventou um descaroçador de rolos mais eficiente que consistia em um rolo de descaroçamento de couro, uma faca estacionária presa firmemente contra o rolo e uma faca recíproca que puxava a semente do fiapo enquanto o fiapo era segurado pelo rolo e pela faca estacionária. No final da década de 1950, um descaroçador de rolos com faca rotativa foi desenvolvido pelo Departamento de Pesquisa Agrícola do Serviço de Pesquisa Agrícola dos EUA (USDA) Southwestern Cotton Ginning Research Laboratory, fabricantes de gim dos EUA e descaroçadores privados. Este gin é atualmente o único gin do tipo roller usado nos Estados Unidos.
Limpeza de fiapos
O algodão é transportado do estande de gim através de dutos de fiapos para os condensadores e transformado novamente em uma manta. A manta é removida do tambor do condensador e alimentada no limpador de fiapos do tipo serra. Dentro do limpador de fiapos, o algodão passa pelos rolos de alimentação e sobre a placa de alimentação, que aplica as fibras na serra do limpador de fiapos. A serra carrega o algodão sob as grades, que são auxiliadas pela força centrífuga e removem as sementes imaturas e corpos estranhos. É importante que a folga entre as pontas da serra e as barras da grade seja ajustada corretamente. As barras da grade devem ser retas com uma ponta afiada para evitar a redução da eficiência da limpeza e o aumento da perda de fiapos. Aumentar a taxa de alimentação do limpador de fiapos acima da taxa recomendada pelo fabricante diminuirá a eficiência da limpeza e aumentará a perda de fibra boa. O algodão descaroçador geralmente é limpo com produtos de limpeza não agressivos e não tipo serra para minimizar os danos à fibra.
Os limpadores de fiapos podem melhorar a qualidade do algodão removendo matérias estranhas. Em alguns casos, os limpadores de fiapos podem melhorar a cor de um algodão levemente manchado, misturando-o para produzir um grau branco. Eles também podem melhorar o grau de cor de um algodão manchado para manchado claro ou talvez grau de cor branca.
Embalagens
O algodão limpo é compactado em fardos, que devem ser cobertos para protegê-los de contaminação durante o transporte e armazenamento. São produzidos três tipos de fardos: plano modificado, densidade universal comprimida e densidade universal de gim. Esses fardos são embalados em densidades de 224 e 449 kg/m3 para os fardos modificados de densidade plana e universal, respectivamente. Na maioria das descaroçadoras, o algodão é embalado em uma prensa de “caixa dupla” em que a pluma é inicialmente compactada em uma caixa de prensa por um tramper mecânico ou hidráulico; então a caixa de pressão é girada e o fiapo é ainda mais comprimido para cerca de 320 ou 641 kg/m3 por prensas modificadas planas ou de densidade universal de gim, respectivamente. Os fardos planos modificados são recompactados para se tornarem fardos de densidade universal comprimida em uma operação posterior para atingir taxas de frete ideais. Em 1995, cerca de 98% dos fardos nos Estados Unidos eram fardos de densidade universal de descaroçamento.
Qualidade da fibra
A qualidade do algodão é afetada por todas as etapas da produção, incluindo a seleção da variedade, colheita e descaroçamento. Certas características de qualidade são altamente influenciadas pela genética, enquanto outras são determinadas principalmente pelas condições ambientais ou pelas práticas de colheita e descaroçamento. Problemas durante qualquer etapa da produção ou processamento podem causar danos irreversíveis à qualidade da fibra e reduzir os lucros do produtor, bem como do fabricante têxtil.
A qualidade da fibra é mais alta no dia em que uma cápsula de algodão é aberta. Intemperismo, colheita mecânica, manuseio, descaroçamento e fabricação podem diminuir a qualidade natural. Existem muitos fatores que indicam a qualidade geral da fibra de algodão. Os mais importantes incluem resistência, comprimento da fibra, teor de fibras curtas (fibras menores que 1.27 cm), uniformidade do comprimento, maturidade, finura, teor de impurezas, cor, fragmento de casca e teor de nep e viscosidade. O mercado geralmente reconhece esses fatores, embora nem todos sejam medidos em cada fardo.
O processo de descaroçamento pode afetar significativamente o comprimento da fibra, a uniformidade e o conteúdo de fragmentos de casca, lixo, fibras curtas e neps. As duas práticas de descaroçamento que têm maior impacto na qualidade são a regulação da umidade da fibra durante o descaroçamento e a limpeza e o grau de limpeza de fiapos do tipo serra usado.
A faixa de umidade recomendada para o descaroçamento é de 6 a 7%. Os limpadores de gim removem mais lixo em baixa umidade, mas não sem mais danos às fibras. A umidade mais alta da fibra preserva o comprimento da fibra, mas resulta em problemas de descaroçamento e limpeza deficiente, conforme ilustrado na figura 1. Se a secagem for aumentada para melhorar a remoção de impurezas, a qualidade do fio será reduzida. Embora a aparência do fio melhore com a secagem até certo ponto, devido ao aumento da remoção de matérias estranhas, o efeito do aumento do teor de fibras curtas supera os benefícios da remoção de matérias estranhas.
Figura 1. Compromisso de limpeza com descaroçamento de umidade para algodão
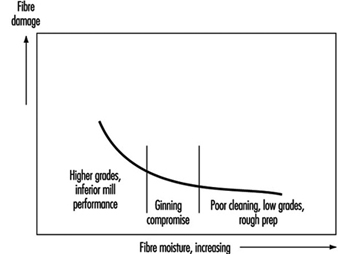
A limpeza faz pouco para mudar a verdadeira cor da fibra, mas pentear as fibras e remover o lixo muda a cor percebida. Às vezes, a limpeza de fiapos pode misturar a fibra para que menos fardos sejam classificados como manchados ou com manchas leves. O descaroçamento não afeta a finura e a maturidade. Cada dispositivo mecânico ou pneumático usado durante a limpeza e descaroçamento aumenta o teor de nep, mas os limpadores de fiapos têm a influência mais pronunciada. O número de fragmentos de semente no fiapo descaroçado é afetado pela condição da semente e pela ação do descaroçamento. Os limpadores de fiapos diminuem o tamanho, mas não o número de fragmentos. A resistência do fio, a aparência do fio e a quebra da ponta da fiação são três elementos importantes da qualidade da fiação. Todos são afetados pela uniformidade do comprimento e, portanto, pela proporção de fibras curtas ou quebradas. Esses três elementos geralmente são melhor preservados quando o algodão é descaroçado com o mínimo de máquinas de secagem e limpeza.
As recomendações para a sequência e a quantidade de maquinários de descaroçamento para secar e limpar o algodão colhido no fuso foram elaboradas para obter um valor de fardo satisfatório e preservar a qualidade inerente do algodão. Em geral, eles foram seguidos e, portanto, confirmados na indústria algodoeira dos Estados Unidos por várias décadas. As recomendações consideram os prêmios e descontos do sistema de marketing, bem como a eficiência de limpeza e os danos às fibras resultantes de várias máquinas de gim. Algumas variações dessas recomendações são necessárias para condições especiais de colheita.
Quando o maquinário de descaroçamento é usado na sequência recomendada, 75 a 85% das matérias estranhas são geralmente removidas do algodão. Infelizmente, esse maquinário também remove pequenas quantidades de algodão de boa qualidade no processo de remoção de corpos estranhos, de modo que a quantidade de algodão comercializável é reduzida durante a limpeza. A limpeza do algodão é, portanto, um compromisso entre o nível de matéria estranha e a perda e dano da fibra.
Preocupações de segurança e saúde
A indústria de descaroçamento de algodão, como outras indústrias de processamento, tem muitos riscos. As informações dos pedidos de indenização dos trabalhadores indicam que o número de lesões é maior nas mãos/dedos, seguido por lesões nas costas/coluna, olhos, pés/dedos dos pés, braço/ombro, perna, tronco e cabeça. Embora a indústria tenha atuado na redução de riscos e na educação sobre segurança, a segurança do gim continua sendo uma grande preocupação. As razões para a preocupação incluem a alta frequência de acidentes e reclamações trabalhistas, o grande número de dias de trabalho perdidos e a gravidade dos acidentes. Os custos econômicos totais para lesões de gim e distúrbios de saúde incluem custos diretos (compensações médicas e outras) e custos indiretos (tempo perdido no trabalho, tempo de inatividade, perda de poder aquisitivo, custos mais altos de seguro para compensação de trabalhadores, perda de produtividade e muitos outros fatores de perda ). Os custos diretos são mais fáceis de determinar e muito mais baratos do que os custos indiretos.
Muitos regulamentos internacionais de segurança e saúde que afetam o descaroçamento de algodão são derivados da legislação dos EUA administrada pela Administração de Saúde e Segurança Ocupacional (OSHA) e pela Agência de Proteção Ambiental (EPA), que promulga regulamentos de pesticidas.
Outros regulamentos agrícolas também podem se aplicar a um gin, incluindo requisitos para emblemas de veículos lentos em reboques/tratores operando em vias públicas, provisões para estruturas de proteção contra capotamento em tratores operados por funcionários e provisões para instalações adequadas para trabalho temporário. Embora os gins sejam considerados empresas agrícolas e não sejam especificamente cobertos por muitos regulamentos, os descaroçadores provavelmente desejarão estar em conformidade com outros regulamentos, como os “Padrões para a indústria geral, parte 1910” da OSHA. Existem três padrões específicos da OSHA que os descaroçadores devem considerar: aqueles para incêndio e outros planos de emergência (29 CFR 1910.38a), saídas (29 CFR 1910.35-40) e exposição ocupacional ao ruído (29 CFR 1910.95). Os principais requisitos de saída são fornecidos em 29 CFR 1910.36 e 29 CFR 1910.37. Em outros países, onde os trabalhadores agrícolas estão incluídos na cobertura obrigatória, tal cumprimento será obrigatório. A conformidade com o ruído e outras normas de segurança e saúde é discutida em outra parte deste Enciclopédia.
Participação dos funcionários em programas de segurança
Os programas de controle de perdas mais eficazes são aqueles em que a administração motiva os funcionários a se preocuparem com a segurança. Essa motivação pode ser alcançada estabelecendo uma política de segurança que envolva os funcionários em cada elemento do programa, participando de treinamentos de segurança, dando um bom exemplo e fornecendo incentivos adequados aos funcionários.
Distúrbios de saúde ocupacional são reduzidos ao exigir que o EPI seja usado em áreas designadas e que os funcionários observem práticas de trabalho aceitáveis. Os EPIs auditivos (tampões ou abafadores) e respiratórios (máscara contra poeira) devem ser usados sempre que trabalhar em áreas com alto nível de ruído ou poeira. Algumas pessoas são mais suscetíveis a ruídos e problemas respiratórios do que outras e, mesmo com EPI, devem ser realocadas para áreas de trabalho com menor nível de ruído ou poeira. Os riscos à saúde associados ao trabalho pesado e ao calor excessivo podem ser resolvidos por meio de treinamento, uso de equipamentos de manuseio de materiais, vestimenta adequada, ventilação e pausas do calor.
Todas as pessoas durante a operação do gim devem estar envolvidas na segurança do gim. Uma atmosfera de trabalho segura pode ser estabelecida quando todos estão motivados a participar plenamente do programa de controle de perdas.
Fabricação de Fios de Algodão
O algodão responde por quase 50% do consumo mundial de fibras têxteis. China, Estados Unidos, Federação Russa, Índia e Japão são os principais países consumidores de algodão. O consumo é medido pela quantidade de fibra de algodão em rama comprada e utilizada na fabricação de matérias têxteis. A produção mundial de algodão é anualmente de cerca de 80 a 90 milhões de fardos (17.4 a 19.6 bilhões de kg). China, Estados Unidos, Índia, Paquistão e Uzbequistão são os principais países produtores de algodão, respondendo por mais de 70% da produção mundial de algodão. O restante é produzido por cerca de 75 outros países. O algodão bruto é exportado de cerca de 57 países e os tecidos de algodão de cerca de 65 países. Muitos países enfatizam a produção doméstica para reduzir sua dependência de importações.
A fabricação de fios é uma sequência de processos que convertem fibras de algodão cru em fios adequados para uso em vários produtos finais. Vários processos são necessários para obter os fios limpos, fortes e uniformes exigidos nos mercados têxteis modernos. Começando com um pacote denso de fibras emaranhadas (fardos de algodão) contendo quantidades variáveis de materiais sem fiapos e fibras inutilizáveis (matéria estranha, lixo vegetal, motes e assim por diante), operações contínuas de abertura, mistura, mistura, limpeza, cardagem, estiramento , a mecha e a fiação são realizadas para transformar as fibras de algodão em fios.
Embora os processos de fabricação atuais sejam altamente desenvolvidos, a pressão competitiva continua a estimular grupos industriais e indivíduos a buscar novos métodos e máquinas mais eficientes para o processamento do algodão que, um dia, poderão suplantar os sistemas atuais. No entanto, no futuro previsível, os atuais sistemas convencionais de mistura, cardagem, trefilação, mecha e fiação continuarão a ser usados. Apenas o processo de colheita do algodão parece claramente destinado à eliminação em um futuro próximo.
A fabricação de fios produz fios para vários produtos finais tecidos ou tricotados (por exemplo, vestuário ou tecidos industriais) e para linhas de costura e cordéis. Os fios são produzidos com diferentes diâmetros e diferentes pesos por unidade de comprimento. Embora o processo básico de fabricação do fio tenha permanecido inalterado por vários anos, as velocidades de processamento, a tecnologia de controle e os tamanhos das bobinas aumentaram. As propriedades do fio e a eficiência do processamento estão relacionadas às propriedades das fibras de algodão processadas. As propriedades de uso final do fio também são uma função das condições de processamento.
Processos de Fabricação de Fios
Abertura, mistura, mistura e limpeza
Normalmente, as fábricas selecionam misturas de fardos com as propriedades necessárias para produzir fios para um uso final específico. O número de fardos usados por diferentes moinhos em cada mistura varia de 6 ou 12 a mais de 50. O processamento começa quando os fardos a serem misturados são levados para a sala de abertura, onde são removidos os ensacamento e amarrações. Camadas de algodão são removidas dos fardos manualmente e colocadas em alimentadores equipados com transportadores cravejados de dentes pontiagudos, ou fardos inteiros são colocados em plataformas que os movem para frente e para trás sob ou sobre um mecanismo de depenagem. O objetivo é iniciar o processo de produção sequencial, convertendo as camadas compactadas de algodão enfardado em tufos pequenos, leves e fofos que facilitarão a remoção de corpos estranhos. Este processo inicial é referido como “abertura”. Como os fardos chegam à fábrica em vários graus de densidade, é comum que os tirantes sejam cortados aproximadamente 24 horas antes dos fardos serem processados, para permitir que eles “floresçam”. Isso aumenta a abertura e ajuda a regular a taxa de alimentação. As máquinas de limpeza em moinhos executam as funções de abertura e limpeza de primeiro nível.
Cardar e pentear
A carda é a máquina mais importante no processo de fabricação do fio. Desempenha funções de limpeza de segundo e último nível na esmagadora maioria das fábricas têxteis de algodão. A carda é composta por um sistema de três cilindros revestidos de arame e uma série de barras planas revestidas de arame que trabalham sucessivamente pequenos aglomerados e tufos de fibras em um alto grau de separação ou abertura, removem uma porcentagem muito alta de lixo e outros corpos estranhos, colete as fibras em uma forma semelhante a uma corda chamada “fita” e entregue essa lasca em um recipiente para uso no processo subsequente (consulte a figura 1).
Figura 1. Cardação
Wilawan Juengprasert, Ministério da Saúde Pública, Tailândia
Historicamente, o algodão era alimentado na carda na forma de um “palhador”, que é formado sobre um “pegador”, uma combinação de rolos alimentadores e batedores com mecanismo composto por telas cilíndricas nas quais são depositados tufos de algodão abertos. recolhidos e enrolados em uma manta (ver figura 2). A manta é removida das telas em uma folha lisa e plana e, em seguida, é enrolada em um colo. No entanto, os requisitos de mão de obra e a disponibilidade de sistemas de manuseio automatizados com potencial para melhorar a qualidade estão contribuindo para a obsolescência do selecionador.
Figura 2. Um selecionador moderno
Wilawan Juengprasert, Ministério da Saúde Pública, Tailândia
A eliminação do processo de picking foi possibilitada pela instalação de equipamentos de abertura e limpeza mais eficientes e sistemas de alimentação por chute nas cardas. Estes últimos distribuem os tufos de fibras abertos e limpos às cardas pneumaticamente através de dutos. Esta ação contribui para a consistência do processamento e melhoria da qualidade e reduz o número de trabalhadores necessários.
Um pequeno número de fábricas produz fio penteado, o fio de algodão mais limpo e uniforme. A penteação proporciona uma limpeza mais extensa do que a fornecida pela carda. O objetivo da penteação é remover fibras curtas, neps e impurezas para que a mecha resultante fique muito limpa e lustrosa. A penteadeira é uma máquina complicada composta por rolos de alimentação ranhurados e um cilindro parcialmente coberto com agulhas para pentear fibras curtas (consulte a figura 3).
Figura 3. Pentear
Wilawan Juengprasert, Ministério da Saúde Pública, Tailândia
Desenho e roving
A trefilação é o primeiro processo na fabricação de fios que emprega trefilação por rolos. No desenho, praticamente toda a tiragem resulta da ação dos rolos. Recipientes de fita do processo de cardagem são estacados no cesto do estirador. A estiragem ocorre quando uma fita é alimentada em um sistema de rolos emparelhados que se movem em velocidades diferentes. A trefilação endireita as fibras na mecha, fazendo com que mais fibras fiquem paralelas ao eixo da mecha. A paralelização é necessária para obter as propriedades desejadas quando as fibras são subsequentemente torcidas em fio. A trefilação também produz uma fita com peso mais uniforme por unidade de comprimento e ajuda a obter maiores capacidades de mistura. As fibras que são produzidas pelo processo de estiramento final, chamado estiramento de acabamento, são quase retas e paralelas ao eixo da fita. O peso por unidade de comprimento de uma fita de trefilação de acabamento é muito alto para permitir a estiragem em fios em sistemas de fiação de anel convencionais.
O processo de mecha reduz o peso da mecha para um tamanho adequado para fiação em fios e inserção de torção, o que mantém a integridade dos fios de tração. As latas de fitas do finalizador ou penteadas são colocadas no cesto e as fitas individuais são alimentadas por dois conjuntos de rolos, o segundo dos quais gira mais rápido, reduzindo assim o tamanho da fita de cerca de 2.5 cm de diâmetro para o diâmetro de um lápis padrão. A torção é transmitida às fibras passando o feixe de fibras através de um “flyer” mecha. O produto agora é chamado de “roving”, que é embalado em uma bobina com cerca de 37.5 cm de comprimento e cerca de 14 cm de diâmetro.
Fiação
A fiação é a etapa mais cara na conversão de fibras de algodão em fios. Atualmente, mais de 85% do fio do mundo é produzido em fiações de anéis, que são projetadas para esticar a mecha no tamanho de fio desejado, ou contagem, e para fornecer a quantidade desejada de torção. A quantidade de torção é proporcional à força do fio. A proporção entre o comprimento e o comprimento alimentado pode variar da ordem de 10 a 50. As bobinas da mecha são colocadas em suportes que permitem que a mecha seja alimentada livremente no rolo de estiragem do quadro de fiação de anéis. Seguindo a zona de estiragem, o fio passa por um “viajante” para uma bobina giratória. O eixo que segura esta bobina gira em alta velocidade, fazendo com que o fio se inche à medida que a torção é aplicada. Os comprimentos de fio nas bobinas são muito curtos para uso em processos subsequentes e são trocados em “caixas de fiar” e entregues ao próximo processo, que pode ser bobinagem ou bobinagem.
Na produção moderna de fios mais pesados ou grossos, a fiação aberta está substituindo a fiação a anel. Uma lasca de fibras é alimentada em um rotor de alta velocidade. Aqui a força centrífuga converte as fibras em fios. Não há necessidade da bobina e o fio é recolhido na embalagem necessária para a próxima etapa do processo.
Esforços consideráveis de pesquisa e desenvolvimento estão sendo dedicados a novos métodos radicais de produção de fios. Uma série de novos sistemas de fiação atualmente em desenvolvimento pode revolucionar a fabricação de fios e pode causar mudanças na importância relativa das propriedades da fibra como são percebidas agora. Em geral, quatro das diferentes abordagens usadas nos novos sistemas parecem práticas para uso em algodão. Os sistemas core-spun estão atualmente em uso para produzir uma variedade de fios especiais e linhas de costura. Os fios sem torção foram produzidos comercialmente de forma limitada por um sistema que une as fibras com um álcool polivinílico ou algum outro agente de ligação. O sistema de fios sem torção oferece taxas de produção potencialmente altas e fios muito uniformes. Tecidos de malha e outros tecidos de fios sem torção têm excelente aparência. Na fiação a ar, atualmente em estudo por diversos fabricantes de máquinas, a fita trefilada é apresentada a um rolo abridor, semelhante à fiação a rotor. A fiação de vórtice de ar é capaz de velocidades de produção muito altas, mas os modelos de protótipo são particularmente sensíveis a variações de comprimento de fibra e conteúdo de matéria estranha, como partículas de lixo.
Enrolamento e enrolamento
Uma vez que o fio é fiado, os fabricantes devem preparar uma embalagem correta. O tipo de embalagem depende se o fio será usado para tecelagem ou malharia. Enrolar, enrolar, torcer e quilling são considerados etapas preparatórias para tecer e tricotar fios. Em geral, o produto do spool será usado como fios de urdidura (os fios que correm longitudinalmente em tecido) e o produto do enrolamento será usado como fios de enchimentoou fios de trama (os fios que passam pelo tecido). Os produtos da fiação open-end contornam essas etapas e são embalados para enchimento ou urdidura. A torção produz fios dobrados, onde dois ou mais fios são torcidos juntos antes do processamento posterior. No processo de quilling, o fio é enrolado em pequenas bobinas, pequenas o suficiente para caber dentro da lançadeira de um tear de caixa. Às vezes, o processo de quilling ocorre no tear. (Veja também o artigo “Tecelagem e tricô” neste capítulo.)
Tratamento de resíduos
Nas fábricas têxteis modernas, onde o controle de poeira é importante, o manuseio de resíduos recebe maior ênfase. Nas operações têxteis clássicas, os resíduos eram recolhidos manualmente e entregues a um “depósito de resíduos” se não pudessem ser reciclados no sistema. Aqui foi acumulado até que houvesse o suficiente de um tipo para fazer um fardo. No estado atual da arte, os sistemas de aspiração central devolvem automaticamente os resíduos da abertura, coleta, cardagem, estiramento e mecha. O sistema de aspiração central é usado para a limpeza do maquinário, coletando automaticamente os resíduos sob o maquinário, como moscas e ciscos da cardagem, e para devolver vassouras inutilizáveis e resíduos dos condensadores do filtro. A enfardadeira clássica é uma prensa vertical ascendente que ainda forma um fardo típico de 227 kg. Na moderna tecnologia de eliminação de resíduos, os resíduos são acumulados do sistema de aspiração central em um tanque receptor que alimenta uma prensa de enfardamento horizontal. Os vários resíduos da indústria de fabricação de fios podem ser reciclados ou reutilizados por outras indústrias. Por exemplo, a fiação pode ser usada na indústria de fiação de resíduos para fazer fios de esfregão, a granada pode ser usada na indústria de mantas de algodão para fazer mantas para colchões ou móveis estofados.
Preocupações de segurança e saúde
Maquinaria
Acidentes podem ocorrer em todos os tipos de máquinas têxteis de algodão, embora a taxa de frequência não seja alta. A proteção eficaz da multiplicidade de partes móveis apresenta muitos problemas e requer atenção constante. A formação dos operadores em práticas de segurança é também essencial, nomeadamente para evitar tentativas de reparação com a máquina em movimento, causa de muitos dos acidentes.
Cada peça de maquinário pode ter fontes de energia (elétrica, mecânica, pneumática, hidráulica, inercial e assim por diante) que precisam ser controladas antes de qualquer reparo ou trabalho de manutenção. A instalação deve identificar as fontes de energia, fornecer o equipamento necessário e treinar o pessoal para garantir que todas as fontes de energia perigosas sejam desligadas durante o trabalho no equipamento. Uma inspeção deve ser realizada regularmente para garantir que todos os procedimentos de bloqueio/sinalização estejam sendo seguidos e aplicados corretamente.
Inalação de pó de algodão (bissinose)
Foi demonstrado que a inalação da poeira gerada quando a fibra de algodão é convertida em fios e tecidos causa uma doença pulmonar ocupacional, a bissinose, em um pequeno número de trabalhadores têxteis. Geralmente leva de 15 a 20 anos de exposição a níveis mais altos de poeira (acima de 0.5 a 1.0 mg/m3) para que os trabalhadores se tornem reatores. Os padrões da OSHA e da Conferência Americana de Higienistas Industriais Governamentais (ACGIH) definem 0.2 mg/m3 pó de algodão respirável medido pelo elutriador vertical como o limite para exposição ocupacional ao pó de algodão na fabricação de fios têxteis. A poeira, um particulado transportado pelo ar liberado na atmosfera quando o algodão é manuseado ou processado, é uma mistura heterogênea e complexa de lixo botânico, solo e material microbiológico (ou seja, bactérias e fungos), que varia em composição e atividade biológica. O agente etiológico e a patogênese da bissinose não são conhecidos. Acredita-se que o lixo da planta de algodão associado à fibra e a endotoxina de bactérias gram-negativas na fibra e no lixo da planta sejam a causa ou contenham o agente causador. A própria fibra de algodão, que é principalmente celulose, não é a causa, já que a celulose é um pó inerte que não causa doenças respiratórias. Controles de engenharia apropriados em áreas de processamento têxtil de algodão (ver figura 4), juntamente com práticas de trabalho, vigilância médica e EPI podem, em grande parte, eliminar a bissinose. Uma lavagem suave de algodão com água por sistemas de lavagem em lote Kier e sistemas de mantas contínuas reduz o nível residual de endotoxina em fiapos e poeira no ar para níveis abaixo daqueles associados à redução aguda na função pulmonar medida pelo volume expiratório forçado de 1 segundo.
Figura 4. Sistema de extração de poeira para uma máquina de cardar
Ruído
O ruído pode ser um problema em alguns processos na fabricação de fios, mas em algumas fábricas têxteis modernas os níveis estão abaixo de 90 dBA, que é o padrão dos EUA, mas que excede os padrões de exposição ao ruído em muitos países. Graças aos esforços de redução dos fabricantes de máquinas e engenheiros de ruído industrial, os níveis de ruído continuam a diminuir à medida que a velocidade das máquinas aumenta. A solução para altos níveis de ruído é a introdução de equipamentos mais modernos e silenciosos. Nos Estados Unidos, um programa de conservação auditiva é exigido quando os níveis de ruído excedem 85 dBA; isso incluiria monitoramento do nível de ruído, testes audiométricos e disponibilização de proteção auditiva para todos os funcionários quando os níveis de ruído não puderem ser projetados abaixo de 90 dBA.
Estresse por calor
Como a fiação às vezes requer altas temperaturas e umidificação artificial do ar, é sempre necessária uma atenção cuidadosa para garantir que os limites permitidos não sejam excedidos. Plantas de ar condicionado bem projetadas e mantidas são cada vez mais usadas no lugar de métodos mais primitivos de regulação de temperatura e umidade.
Sistemas de gestão de segurança e saúde ocupacional
Muitas das fábricas de produção de fios têxteis mais modernas acham útil ter algum tipo de sistema de gerenciamento de segurança e saúde ocupacional para controlar os riscos no local de trabalho que os trabalhadores podem encontrar. Este pode ser um programa voluntário como o “Quest for the Best in Health and Safety” desenvolvido pelo American Textile Manufacturers Institute, ou um que é determinado por regulamentos como o Programa de Prevenção de Doenças e Lesões Ocupacionais do Estado da Califórnia (Título 8, Código de Regulamentações da Califórnia, Seção 3203). Quando um sistema de gestão de segurança e saúde é usado, ele deve ser flexível e adaptável o suficiente para permitir que a fábrica o adapte às suas próprias necessidades.
Indústria de lã
Adaptado da 3ª edição, Encyclopaedia of Occupational Health and Safety.
As origens da indústria da lã perdem-se na antiguidade. As ovelhas foram facilmente domesticadas por nossos ancestrais remotos e foram importantes para satisfazer suas necessidades básicas de comida e roupas. As primeiras sociedades humanas esfregavam as fibras coletadas das ovelhas para formar um fio e, a partir desse princípio básico, os processos de manipulação da fibra aumentaram em complexidade. A indústria têxtil de lã tem estado na vanguarda no desenvolvimento e adaptação de métodos mecânicos e, portanto, foi uma das primeiras indústrias no desenvolvimento do sistema fabril de produção.
Alta tecnologia
O comprimento da fibra quando retirada do animal é o fator dominante, mas não o único, que determina como ela é processada. O tipo de lã disponível pode ser amplamente classificado em (a) merino ou botânica, (b) mestiços - finos, médios ou grossos e (c) lãs para carpetes. Dentro de cada grupo, no entanto, existem vários graus. Merino geralmente tem o diâmetro mais fino e comprimento curto, enquanto as lãs de carpete são de fibra longa, com diâmetro mais grosso. Hoje, quantidades crescentes de fibras sintéticas simulando lã são misturadas com a fibra natural e são processadas da mesma maneira. Cabelos de outros animais - por exemplo, mohair (cabra), alpaca (lhama), caxemira (cabra, camelo), angorá (cabra) e vicunha (lhama selvagem) - também desempenham um papel importante, embora subsidiário, na indústria; é relativamente caro e geralmente é processado por empresas especializadas.
Produção
A indústria tem dois sistemas de processamento distintos - lã e lã penteada. O maquinário é em muitos aspectos semelhante, mas os propósitos são distintos. Em essência, o penteado utiliza as lãs grampeadas mais longas e nos processos de cardagem, preparação, embranqueamento e penteação as fibras são mantidas paralelas e as fibras mais curtas são rejeitadas. A fiação produz um fio forte de diâmetro fino, que é então tecido para produzir um tecido leve com a familiar aparência lisa e firme dos ternos masculinos. No de lã sistema, o objetivo é misturar e entrelaçar as fibras para formar um fio macio e fofo, que é tecido para dar um tecido de caráter cheio e volumoso com uma superfície “lanosa” - por exemplo, tweeds, cobertores e sobretudos pesados. Uma vez que a uniformidade da fibra não é necessária no sistema de lã, o fabricante pode misturar lã nova, fibras mais curtas rejeitadas pelo processo de penteação, lãs recuperadas de rasgar roupas de lã velhas e assim por diante; “shoddy” é obtido a partir de material macio e “mungo” a partir de resíduos duros.
Deve-se ter em mente, no entanto, que a indústria é particularmente complexa e que a condição e o tipo de matéria-prima utilizada e a especificação do tecido acabado influenciarão o método de processamento em cada etapa e a sequência dessas etapas. Por exemplo, a lã pode ser tingida antes do processamento, na fase do fio ou no final do processo quando na peça tecida. Além disso, alguns dos processos podem ser realizados em estabelecimentos separados.
Perigos e sua prevenção
Como em todas as seções da indústria têxtil, grandes máquinas com peças em movimento rápido apresentam riscos de ruído e lesões mecânicas. A poeira também pode ser um problema. A forma mais viável de proteção ou proteção deve ser fornecida para partes genéricas do equipamento, como rodas dentadas, correntes e rodas dentadas, eixos giratórios, correias e polias, e para as seguintes partes de máquinas usadas especificamente no comércio de têxteis de lã:
- rolos de alimentação e swifts de vários tipos de máquinas de abertura preparatória (por exemplo, teasers, willeys, garnetts, máquinas de moagem de pano e assim por diante)
- Licker-in ou take-in e rolos adjacentes de máquinas de rabiscar e cardar
- entrada entre os cilindros swift e doffer das máquinas de rabiscar, cardar e granular
- rolos e caidores de caixas de guelras
- eixos traseiros de trefiladoras e maçaroqueiras
- armadilhas entre a carruagem e o cabeçote das mulas
- pinos salientes, parafusos e outros dispositivos de fixação usados no movimento de trasfega de urdideiras
- rolos de compressão de máquinas de limpeza, moagem e torção de tecidos
- entrada entre pano e invólucro e rolo de máquinas de sopro
- cilindro de faca giratória de máquinas de colheita
- pás de ventiladores em sistemas de transporte pneumático (qualquer painel de inspeção na tubulação de tal sistema deve estar a uma distância segura do ventilador, e o trabalhador deve ter gravado de forma indelével em sua memória o tempo que leva para a máquina lento e parar após o corte de energia; isso é particularmente importante, pois o trabalhador que limpa um bloqueio no sistema geralmente não consegue ver as lâminas em movimento)
- a lançadeira voadora, que apresenta um problema especial (os teares devem ser providos de proteções bem projetadas para evitar que a lançadeira voe para fora do galpão e para limitar a distância que ela poderia percorrer caso voasse).
A proteção dessas partes perigosas apresenta problemas práticos. O projeto da proteção deve levar em conta as práticas de trabalho relacionadas com o processo específico e, principalmente, deve impedir a possível remoção da proteção quando o operador estiver em maior risco (por exemplo, dispositivos de bloqueio). Treinamento especial e supervisão cuidadosa são necessários para evitar a remoção e limpeza de resíduos enquanto o maquinário estiver em movimento. Grande parte da responsabilidade recai sobre os fabricantes de máquinas, que devem garantir que tais recursos de segurança sejam incorporados às novas máquinas na fase de projeto, e sobre o pessoal de supervisão, que deve garantir que os trabalhadores sejam adequadamente treinados no manuseio seguro do equipamento.
Espaçamento de máquinas
O risco de acidentes aumenta se o espaço entre as máquinas for insuficiente. Muitas instalações mais antigas espremeram o número máximo de máquinas na área útil disponível, reduzindo assim o espaço disponível para corredores e passagens e para o armazenamento temporário de matérias-primas e acabados dentro da sala de trabalho. Em algumas fábricas antigas, os corredores entre as máquinas de cardar são tão estreitos que o fechamento das correias de transmissão dentro de uma proteção é impraticável e deve-se recorrer a “cunha” de proteção entre a correia e a polia no ponto de entrada; um prendedor de cinto bem feito e liso é particularmente importante nessas circunstâncias. São exigidos padrões mínimos de espaçamento, conforme recomendado por um comitê do governo britânico para certas máquinas têxteis de lã.
Manuseio de materiais
Quando métodos mecânicos modernos de movimentação de cargas não são empregados, existe o risco de ferimentos devido ao levantamento de cargas pesadas. O manuseio de materiais deve ser mecanizado o máximo possível. Onde isso não estiver disponível, as precauções discutidas em outras partes deste enciclopédia deveria ser empregado. A técnica de elevação adequada é particularmente importante para os trabalhadores que manipulam vigas pesadas para dentro e para fora dos teares ou que lidam com fardos de lã pesados e desajeitados nos primeiros processos preparatórios. Sempre que possível, carrinhos de mão e carrinhos móveis ou patins devem ser usados para mover essas cargas volumosas e pesadas.
Fogo
Incêndio é um perigo sério, especialmente em antigas fábricas de vários andares. A estrutura e o layout da fábrica devem estar em conformidade com os regulamentos locais que regem passagens e saídas desobstruídas, sistemas de alarme de incêndio, extintores e mangueiras de incêndio, luzes de emergência e assim por diante. A limpeza e a boa manutenção evitam o acúmulo de poeira e cotão, que favorecem a propagação do fogo. Nenhum reparo envolvendo o uso de equipamento de corte ou queima de chama deve ser realizado durante o horário de trabalho. É necessário o treinamento de todo o pessoal nos procedimentos em caso de incêndio; exercícios de combate a incêndio, conduzidos se possível em conjunto com bombeiros locais, polícia e serviços médicos de emergência, devem ser praticados em intervalos apropriados.
Segurança geral
A ênfase foi colocada nas situações de acidentes que são especialmente encontradas na indústria têxtil de lã. No entanto, deve-se notar que a maioria dos acidentes nas fábricas ocorre em circunstâncias comuns a todas as fábricas - por exemplo, quedas de pessoas e objetos, manuseio de mercadorias, uso de ferramentas manuais e assim por diante - e que os requisitos fundamentais de segurança relevantes princípios a serem seguidos aplicam-se não menos na indústria de lã do que na maioria das outras indústrias.
Problemas de saúde
Antraz
A doença industrial geralmente associada aos têxteis de lã é o antraz. Já foi um grande perigo, particularmente para os classificadores de lã, mas foi quase completamente controlado na indústria têxtil de lã como resultado de:
- melhorias nos métodos de produção em países exportadores onde o antraz é endêmico
- desinfecção de materiais que possam conter esporos de antraz
- melhorias no manuseio do material possivelmente infectado sob ventilação exaustora nos processos preparatórios
- aquecer o fardo de lã no micro-ondas por tempo suficiente a uma temperatura que mate qualquer fungo. Este tratamento também auxilia na recuperação da lanolina associada à lã.
- avanços significativos no tratamento médico, incluindo a imunização de trabalhadores em situações de alto risco
- educação e treinamento dos trabalhadores e fornecimento de instalações para lavagem e, quando necessário, equipamentos de proteção individual.
Além dos esporos do fungo antraz, sabe-se que esporos do fungo Coccidiodes immitis pode ser encontrado em lã, especialmente do sudoeste dos Estados Unidos. Esse fungo pode causar a doença conhecida como coccidioidomicose, que, juntamente com a doença respiratória do antraz, costuma ter um prognóstico ruim. O antraz tem o risco adicional de causar uma úlcera maligna ou carbúnculo com um centro preto ao entrar no corpo através de uma ruptura na barreira da pele.
Substancias químicas
Vários produtos químicos são usados, por exemplo, para desengorduramento (dióxido de dietileno, detergentes sintéticos, tricloroetileno e, no passado, tetracloreto de carbono), desinfecção (formaldeído), branqueamento (dióxido de enxofre, cloro) e tingimento (clorato de potássio, anilinas). Os riscos incluem gaseamento, envenenamento, irritação dos olhos, membranas mucosas e pulmões e problemas de pele. Em geral, a prevenção depende de:
- substituição de um produto químico menos perigoso
- ventilação de exaustão local
- cuidado na rotulagem, armazenamento e transporte de líquidos corrosivos ou nocivos
- equipamento de proteção pessoal
- boas instalações de lavagem (incluindo banhos de chuveiro sempre que possível)
- rigorosa higiene pessoal.
Outros perigos
Ruído, iluminação inadequada e altas temperaturas e níveis de umidade necessários para o processamento da lã podem ter um efeito deletério na saúde geral, a menos que sejam rigorosamente controlados. Em muitos países, os padrões são prescritos. O vapor e a condensação podem ser difíceis de controlar de forma eficaz em galpões de tingimento, e muitas vezes é necessário aconselhamento especializado de engenharia. Em galpões de tecelagem, o controle de ruído apresenta um problema sério no qual ainda há muito trabalho a ser feito. Um alto padrão de iluminação é necessário em todos os lugares, especialmente onde tecidos escuros estão sendo fabricados.
Dust
Além do risco específico de esporos de antraz nas poeiras produzidas nos processos anteriores, muitas máquinas produzem poeiras em quantidades elevadas suficientes para induzir irritação das mucosas das vias respiratórias, especialmente aquelas com ação de rasgar ou cardar, e devem ser removidas por LEV efetivo.
Ruído
Com todas as partes móveis do maquinário, principalmente os teares, as fábricas de lã costumam ser locais muito barulhentos. Embora a atenuação possa ser alcançada pela lubrificação adequada, a introdução de defletores de som e outras abordagens de engenharia também devem ser consideradas. Em geral, a prevenção da perda auditiva ocupacional depende do uso de protetores auriculares ou protetores auriculares pelos trabalhadores. É essencial que os trabalhadores sejam treinados no uso adequado desses equipamentos de proteção e supervisionados para verificar se estão usando. Um programa de conservação auditiva com audiogramas periódicos é exigido em muitos países. À medida que o equipamento é substituído ou consertado, medidas apropriadas de redução de ruído devem ser tomadas.
Estresse no trabalho
O estresse no trabalho, com seus efeitos concomitantes na saúde e no bem-estar dos trabalhadores, é um problema comum neste setor. Como muitas das fábricas operam XNUMX horas por dia, o trabalho em turnos é frequentemente necessário. Para atender às cotas de produção, as máquinas operam continuamente, sendo que cada trabalhador fica “amarrado” a um ou mais equipamentos e não pode sair para ir ao banheiro ou descansar até que um “flutuador” ocupe seu lugar. Juntamente com o ruído ambiente e o uso de protetores de ruído, sua atividade altamente rotineira e repetitiva contribui para de fato isolamento dos trabalhadores e falta de interação social que muitos consideram estressante. A qualidade da supervisão e a disponibilidade de amenidades no local de trabalho têm grande influência nos níveis de estresse no trabalho dos trabalhadores.
Conclusão
Enquanto empresas maiores podem investir em novos desenvolvimentos tecnológicos, muitas usinas menores e mais antigas continuam a operar em fábricas antigas com equipamentos obsoletos, mas ainda em funcionamento. Os imperativos econômicos ditam menos atenção do que maior atenção à segurança e à saúde dos trabalhadores. De fato, em muitas áreas desenvolvidas, as fábricas estão sendo abandonadas em favor de novas fábricas em países em desenvolvimento e áreas onde a mão de obra mais barata está prontamente disponível e onde os regulamentos de saúde e segurança são inexistentes ou geralmente ignorados. Em todo o mundo, esta é uma importante indústria de mão-de-obra intensiva na qual investimentos razoáveis para a saúde e o bem-estar dos trabalhadores podem trazer dividendos significativos tanto para a empresa quanto para sua força de trabalho.
" ISENÇÃO DE RESPONSABILIDADE: A OIT não se responsabiliza pelo conteúdo apresentado neste portal da Web em qualquer idioma que não seja o inglês, que é o idioma usado para a produção inicial e revisão por pares do conteúdo original. Algumas estatísticas não foram atualizadas desde a produção da 4ª edição da Enciclopédia (1998)."