- Sei qui:
-
Casa

- Parte XIII. Industrie manufatturiere

bambini categorie

81. Apparecchi e apparecchi elettrici (7)

81. Apparecchi e apparecchiature elettriche
Editor del capitolo: NA Smith
Sommario
Tabelle e figure
Profilo generale
NA Smith
Produzione di batterie al piombo
Barry P. Kelley
Batterie
NA Smith
Fabbricazione di cavi elettrici
David A. O'Malley
Fabbricazione di tubi e lampade elettriche
Albert M. Zielinski
Produzione di elettrodomestici
NA Smith e W.Klost
Problemi ambientali e di salute pubblica
Pitman, Alessandro
tavoli
Fare clic su un collegamento sottostante per visualizzare la tabella nel contesto dell'articolo.
1. Composizione delle batterie comuni
2. Produzione: elettrodomestici
Cifre
Punta su una miniatura per vedere la didascalia della figura, fai clic per vedere la figura nel contesto dell'articolo.





82. Industria della lavorazione dei metalli e della lavorazione dei metalli (14)
82. Industria della lavorazione dei metalli e della lavorazione dei metalli
Editor del capitolo: Michael McCann
Sommario
Tabelle e figure
Operazioni di fusione e raffinazione
Fusione e raffinazione
Pekka Roto
Fusione e raffinazione di rame, piombo e zinco
Fusione e raffinazione dell'alluminio
Bertram D.Dinman
Fusione e raffinazione dell'oro
ID Gadaskina e LA Ryzik
Lavorazione dei metalli e lavorazione dei metalli
fonderie
Franklin E. Mirer
Forgiatura e stampaggio
Roberto M. Park
Saldatura e taglio termico
Philip A. Platcow e GS Lyndon
torni
Toni Retsch
Levigatura e lucidatura
K.Welinder
Lubrificanti industriali, fluidi per la lavorazione dei metalli e oli per automobili
Richard S. Kraus
Trattamento superficiale dei metalli
JG Jones, JR Bevan, JA Catton, A. Zober, N. Fish, KM Morse, G. Thomas, MA El Kadeem e Philip A. Platcow
Recupero metalli
Melvin E. Cassady e Richard D. Ringenwald, Jr.
Problemi ambientali nella finitura dei metalli e nei rivestimenti industriali
Steward Forbes
tavoli
Fare clic su un collegamento sottostante per visualizzare la tabella nel contesto dell'articolo.
1. Ingressi e uscite per la fusione del rame
2. Ingressi e uscite per la fusione del piombo
3. Ingressi e uscite per la fusione dello zinco
4. Ingressi e uscite per la fusione dell'alluminio
5. Tipi di forni da fonderia
6. Input di materiali di processo e output di inquinamento
7. Processi di saldatura: descrizione e pericoli
8. Sintesi dei pericoli
9. Comandi per alluminio, a comando
10 Controlli per il rame, per operazione
11 Controlli per piombo, per operazione
12 Controlli per lo zinco, per operazione
13 Controlli per il magnesio, per operazione
14 Controlli per il mercurio, per operazione
15 Controlli per il nichel, per operazione
16 Controlli per metalli preziosi
17 Controlli per il cadmio, per operazione
18 Controlli per il selenio, per operazione
19 Controlli per cobalto, per operazione
20 Controlli per stagno, per operazione
21 Controlli per il titanio, per operazione
Cifre
Punta su una miniatura per vedere la didascalia della figura, fai clic per vedere la figura nel contesto dell'articolo.
|
|







83. Microelettronica e Semiconduttori (7)
83. Microelettronica e semiconduttori
Editor del capitolo: Michael E.Williams
Sommario
Tabelle e figure
Profilo generale
Michael E.Williams
Produzione di semiconduttori di silicio
David G. Baldwin, James R. Rubin e Afsaneh Gerami
Display a cristalli liquidi
David G. Baldwin, James R. Rubin e Afsaneh Gerami
Produzione di semiconduttori III-V
David G. Baldwin, Afsaneh Gerami e James R. Rubin
Circuito stampato e assemblaggio di computer
Michael E.Williams
Effetti sulla salute e modelli di malattia
Donald V.Lassiter
Problemi ambientali e di salute pubblica
Corky masticare
tavoli
Fare clic su un collegamento sottostante per visualizzare la tabella nel contesto dell'articolo.
1. Sistemi di fotoresist
2. Estrattori di fotoresist
3. Aggressivi chimici umidi
4. Gas di incisione al plasma e materiali incisi
5. Droganti per la formazione di giunzioni per la diffusione
6. Principali categorie dell'epitassia del silicio
7. Principali categorie di CVD
8. Pulizia di schermi piatti
9. Processo PWB: ambiente, salute e sicurezza
10 Generazione e controlli dei rifiuti PWB
11 Generazione e controlli dei rifiuti di PCB
12 Generazione e controlli dei rifiuti
13 Matrice dei bisogni prioritari
Cifre
Punta su una miniatura per vedere la didascalia della figura, fai clic per vedere la figura nel contesto dell'articolo.
|
|













84. Vetro, ceramica e materiali affini (3)
84. Vetro, ceramica e materiali affini
Redattori di capitoli: Joel Bender e Jonathan P. Hellerstein
Sommario
Tabelle e figure
Vetro, Ceramica e Materiali Affini
Jonathan P. Hellerstein, Joel Bender, John G. Hadley e Charles M. Hohman
Caso di studio: fibre ottiche
George R. Osborne
Caso di studio: gemme sintetiche
Delfino Basilico
tavoli
Fare clic su un collegamento sottostante per visualizzare la tabella nel contesto dell'articolo.
1. Tipici costituenti corporei
2. Processo di produzione
3. Additivi chimici selezionati
4. Utilizzo del refrattario da parte dell'industria negli Stati Uniti
5. Potenziali rischi per la salute e la sicurezza
6. Infortuni e malattie professionali non mortali
Cifre
Punta su una miniatura per vedere la didascalia della figura, fai clic per vedere la figura nel contesto dell'articolo.



























85. Industria della stampa, della fotografia e della riproduzione (6)
85. Industria della stampa, della fotografia e della riproduzione
Editor del capitolo: David Richardson
Sommario
Tabelle e figure
Stampa e pubblicazione
Gordon C.Miller
Servizi di riproduzione e duplicazione
Robert W.Kilpper
Problemi di salute e modelli di malattia
Barry R. Friedlander
Panoramica delle questioni ambientali
Daniel R. Inglese
Laboratori fotografici commerciali
David Richardson
tavoli
Fare clic su un collegamento sottostante per visualizzare la tabella nel contesto dell'articolo.
1. Esposizioni nel settore della stampa
2. Rischi di mortalità del commercio di stampa
3. Esposizione chimica durante la lavorazione
Cifre
Punta su una miniatura per vedere la didascalia della figura, fai clic per vedere la figura nel contesto dell'articolo.






86. Lavorazione del legno (5)
86. Falegnameria
Editor del capitolo: Jon Parish
Sommario
Tabelle e figure
Profilo generale
Debra Osinsky
Processi di lavorazione del legno
Jon K. Parrocchia
Macchine per instradare
Batti Wegmüller
Piallatrici per legno
Batti Wegmüller
Effetti sulla salute e modelli di malattia
Leon J.Warshaw
tavoli
Fare clic su un collegamento sottostante per visualizzare la tabella nel contesto dell'articolo.
1. Varietà di legno velenose, allergeniche e biologicamente attive
Cifre
Punta su una miniatura per vedere la didascalia della figura, fai clic per vedere la figura nel contesto dell'articolo.

















Saldatura e taglio termico
Questo articolo è una revisione della terza edizione dell'articolo "Saldatura e taglio termico" dell'Encyclopaedia of Occupational Health and Safety di GS Lyndon.
Panoramica del processo
Saldatura è un termine generico che si riferisce all'unione di pezzi di metallo sulle facce dei giunti resi plastici o liquidi dal calore o dalla pressione, o entrambi. Le tre comuni fonti dirette di calore sono:
- fiamma prodotta dalla combustione di gas combustibile con aria o ossigeno
- arco elettrico, colpito tra un elettrodo e un pezzo o tra due elettrodi
- resistenza elettrica offerta al passaggio di corrente tra due o più pezzi.
Altre fonti di calore per la saldatura sono discusse di seguito (vedi tabella 1).
Tabella 1. Input di materiali di processo e output di inquinamento per la fusione e la raffinazione del piombo
|
Processo |
Ingresso materiale |
Emissioni nell'aria |
Rifiuti di processo |
Altri rifiuti |
|
Sinterizzazione del piombo |
Minerale di piombo, ferro, silice, fondente calcareo, coke, soda, cenere, pirite, zinco, sostanza caustica, polvere di baghouse |
Anidride solforosa, particolato contenente cadmio e piombo |
||
|
Fusione di piombo |
Piombo sinterizzato, coca cola |
Anidride solforosa, particolato contenente cadmio e piombo |
Acque reflue di lavaggio degli impianti, acque di granulazione delle scorie |
Scorie contenenti impurità come zinco, ferro, silice e calce, solidi di sequestro superficiale |
|
Bava di piombo |
Lingotti di piombo, carbonato di sodio, zolfo, polvere di filtri, coke |
Scorie contenenti impurità come rame, solidi di sequestro superficiale |
||
|
Raffinazione del piombo |
Lingotti di bava di piombo |
In saldatura e taglio a gas, l'ossigeno o l'aria e un gas combustibile vengono alimentati a un cannello (torcia) in cui vengono miscelati prima della combustione all'ugello. La cerbottana è solitamente tenuta in mano (vedi figura 1). Il calore fonde le facce metalliche delle parti da unire, facendole scorrere insieme. Spesso viene aggiunto un metallo d'apporto o una lega. La lega ha spesso un punto di fusione più basso rispetto alle parti da unire. In questo caso i due pezzi generalmente non vengono portati alla temperatura di fusione (brasatura, brasatura). I flussi chimici possono essere utilizzati per prevenire l'ossidazione e facilitare la giunzione.
Figura 1. Saldatura a gas con un cannello e un'asta di metallo filtrante. Il saldatore è protetto da un grembiule di pelle, guanti e occhiali

Nella saldatura ad arco, l'arco viene innescato tra un elettrodo e i pezzi in lavorazione. L'elettrodo può essere collegato a un'alimentazione elettrica a corrente alternata (CA) oa corrente continua (CC). La temperatura di questa operazione è di circa 4,000°C quando i pezzi si fondono insieme. Di solito è necessario aggiungere metallo fuso alla giunzione fondendo l'elettrodo stesso (processi con elettrodi consumabili) o fondendo un'asta di riempimento separata che non conduce corrente (processi con elettrodi non consumabili).
La maggior parte della saldatura ad arco convenzionale viene eseguita manualmente per mezzo di un elettrodo consumabile coperto (rivestito) in un portaelettrodo portatile. La saldatura viene eseguita anche mediante molti processi di saldatura elettrica semi o completamente automatici come la saldatura a resistenza o l'alimentazione continua dell'elettrodo.
Durante il processo di saldatura, l'area di saldatura deve essere protetta dall'atmosfera per evitare ossidazioni e contaminazioni. Esistono due tipi di protezione: rivestimenti di flusso e schermatura con gas inerte. In saldatura ad arco con flusso schermato, l'elettrodo consumabile è costituito da un nucleo metallico circondato da un materiale di rivestimento di flusso, che di solito è una miscela complessa di minerali e altri componenti. Il flusso fonde man mano che la saldatura procede, ricoprendo il metallo fuso di scorie e avvolgendo l'area di saldatura con un'atmosfera protettiva di gas (ad es. anidride carbonica) generati dal flusso riscaldato. Dopo la saldatura, le scorie devono essere rimosse, spesso mediante scheggiatura.
In saldatura ad arco con protezione da gas, una coltre di gas inerte sigilla l'atmosfera e previene l'ossidazione e la contaminazione durante il processo di saldatura. Argon, elio, azoto o anidride carbonica sono comunemente usati come gas inerti. Il gas selezionato dipende dalla natura dei materiali da saldare. I due tipi più popolari di saldatura ad arco con gas di protezione sono il gas inerte di metallo e tungsteno (MIG e TIG).
Saldatura a resistenza consiste nell'utilizzare la resistenza elettrica al passaggio di una corrente elevata a bassa tensione attraverso i componenti da saldare per generare calore per la fusione del metallo. Il calore generato all'interfaccia tra i componenti li porta alle temperature di saldatura.
Pericoli e loro prevenzione
Tutte le saldature comportano rischi di incendio, ustioni, calore radiante (radiazioni infrarosse) e inalazione di fumi metallici e altri contaminanti. Altri pericoli associati a processi di saldatura specifici includono pericoli elettrici, rumore, radiazioni ultraviolette, ozono, biossido di azoto, monossido di carbonio, fluoruri, bombole di gas compresso ed esplosioni. Vedere la tabella 2 per ulteriori dettagli.
Tabella 2. Descrizione e pericoli dei processi di saldatura
|
Processo di saldatura |
Descrizione |
Pericoli |
|
Saldatura e taglio a gas |
||
|
Saldatura |
La torcia fonde la superficie metallica e l'asta di riempimento, provocando la formazione di un giunto. |
Fumi metallici, biossido di azoto, monossido di carbonio, rumore, ustioni, radiazioni infrarosse, incendio, esplosioni |
|
Brasatura |
Le due superfici metalliche vengono incollate senza fondere il metallo. La temperatura di fusione del metallo d'apporto è superiore a 450 °C. Il riscaldamento avviene mediante riscaldamento a fiamma, riscaldamento a resistenza e riscaldamento a induzione. |
Fumi metallici (soprattutto cadmio), fluoruri, incendi, esplosioni, ustioni |
|
saldatura |
Simile alla brasatura, tranne per il fatto che la temperatura di fusione del metallo d'apporto è inferiore a 450 °C. Anche il riscaldamento viene effettuato utilizzando un saldatore. |
Disossidanti, fumi di piombo, ustioni |
|
Taglio di metalli e scriccatura a fiamma |
In una variante, il metallo viene riscaldato da una fiamma e un getto di ossigeno puro viene diretto sul punto di taglio e spostato lungo la linea da tagliare. Nella scriccatura a fiamma, una striscia di metallo superficiale viene rimossa ma il metallo non viene tagliato. |
Fumi metallici, biossido di azoto, monossido di carbonio, rumore, ustioni, radiazioni infrarosse, incendio, esplosioni |
|
Saldatura a pressione di gas |
Le parti vengono riscaldate da getti di gas mentre sono sotto pressione e vengono forgiate insieme. |
Fumi metallici, biossido di azoto, monossido di carbonio, rumore, ustioni, radiazioni infrarosse, incendio, esplosioni |
|
Saldatura ad arco con flusso schermato |
||
|
Saldatura ad arco metallico schermato (SMAC); saldatura ad arco “a bastone”; saldatura manuale ad arco metallico (MMA); saldatura ad arco aperto |
Utilizza un elettrodo consumabile costituito da un nucleo metallico circondato da un rivestimento di flusso |
Fumi metallici, fluoruri (soprattutto con elettrodi a basso contenuto di idrogeno), radiazioni infrarosse e ultraviolette, ustioni, elettrici, fuoco; anche rumore, ozono, biossido di azoto |
|
Saldatura ad arco sommerso (SAW) |
Sul pezzo viene depositato uno strato di flusso granulato, seguito da un elettrodo a filo di metallo nudo consumabile. L'arco fonde il flusso per produrre uno schermo fuso protettivo nella zona di saldatura. |
Fluoruri, fuoco, ustioni, radiazioni infrarosse, elettriche; anche fumi metallici, rumore, radiazioni ultraviolette, ozono e biossido di azoto |
|
Saldatura ad arco con protezione in gas |
||
|
Gas inerte metallico (MIG); saldatura ad arco metallico a gas (GMAC) |
L'elettrodo è normalmente un filo consumabile nudo di composizione simile al metallo di saldatura e viene alimentato continuamente all'arco. |
Radiazioni ultraviolette, fumi metallici, ozono, monossido di carbonio (con CO2 gas), biossido di azoto, fuoco, ustioni, radiazioni infrarosse, elettriche, fluoruri, rumore |
|
Gas inerte di tungsteno (TIG); saldatura ad arco di tungsteno a gas (GTAW); eliarc |
L'elettrodo di tungsteno non è consumabile e il metallo d'apporto viene introdotto manualmente come materiale di consumo nell'arco. |
Radiazioni ultraviolette, fumi metallici, ozono, biossido di azoto, fuoco, ustioni, radiazioni infrarosse, elettriche, rumore, fluoruri, monossido di carbonio |
Saldatura ad arco al plasma (PAW) e spruzzatura ad arco al plasma; taglio ad arco di tungsteno |
Simile alla saldatura TIG, tranne per il fatto che l'arco e il flusso di gas inerti passano attraverso un piccolo orifizio prima di raggiungere il pezzo, creando un "plasma" di gas altamente ionizzato che può raggiungere temperature superiori a 33,400°C. Viene utilizzato anche per la metallizzazione. |
Fumi metallici, ozono, biossido di azoto, radiazioni ultraviolette e infrarosse, rumore; fuoco, ustioni, elettrici, fluoruri, monossido di carbonio, possibili raggi x |
|
Saldatura ad arco con nucleo di flusso (FCAW); saldatura a gas attivo in metallo (MAG) |
Utilizza un elettrodo consumabile con filo animato; può avere uno scudo di anidride carbonica (MAG) |
Radiazioni ultraviolette, fumi metallici, ozono, monossido di carbonio (con CO2 gas), biossido di azoto, fuoco, ustioni, radiazioni infrarosse, elettriche, fluoruri, rumore |
|
Saldatura a resistenza elettrica |
||
|
Saldatura a resistenza (saldatura a punti, a cordone, a proiezione o testa a testa) |
Una corrente elevata a bassa tensione scorre attraverso i due componenti dagli elettrodi. Il calore generato all'interfaccia tra i componenti li porta alle temperature di saldatura. Durante il passaggio della corrente, la pressione degli elettrodi produce una saldatura a forgia. Non viene utilizzato alcun flusso o metallo d'apporto. |
Ozono, rumore (a volte), rischi di macchinari, incendi, ustioni, fumi elettrici e metallici |
|
Saldatura elettroscoria |
Utilizzato per la saldatura testa a testa verticale. I pezzi vengono posizionati verticalmente, con uno spazio tra loro, e piastre o scarpe di rame vengono posizionate su uno o entrambi i lati del giunto per formare un bagno. Un arco viene stabilito sotto uno strato di flusso tra uno o più fili di elettrodi alimentati in continuo e una piastra metallica. Si forma un bagno di metallo fuso, protetto da flusso o scoria fusa, che viene mantenuto fuso dalla resistenza alla corrente che passa tra l'elettrodo ei pezzi. Questo calore generato dalla resistenza scioglie i lati del giunto e il filo dell'elettrodo, riempiendo il giunto e realizzando una saldatura. Man mano che la saldatura procede, il metallo fuso e le scorie vengono trattenuti in posizione spostando le lastre di rame. |
Ustioni, fuoco, radiazioni infrarosse, elettriche, fumi metallici |
|
Saldatura flash |
Le due parti metalliche da saldare sono collegate a una sorgente a bassa tensione e alta corrente. Quando le estremità dei componenti vengono messe in contatto, scorre una forte corrente che provoca il "lampeggio" e porta le estremità dei componenti alla temperatura di saldatura. Una saldatura a forgia si ottiene per pressione. |
Elettricità, ustioni, incendio, fumi metallici |
Altri processi di saldatura |
||
|
Saldatura a fascio di elettroni |
Un pezzo in lavorazione in una camera a vuoto viene bombardato da un raggio di elettroni da un cannone elettronico ad alta tensione. L'energia degli elettroni viene trasformata in calore quando colpisce il pezzo, fondendo così il metallo e fondendo il pezzo. |
Raggi X ad alta tensione, elettrici, ustioni, polveri metalliche, ambienti confinati |
|
Taglio ad arco |
Viene innescato un arco tra l'estremità di un elettrodo di carbone (in un portaelettrodo manuale con alimentazione propria di aria compressa) e il pezzo in lavorazione. Il metallo fuso prodotto viene soffiato via da getti di aria compressa. |
Fumi metallici, monossido di carbonio, biossido di azoto, ozono, fuoco, ustioni, radiazioni infrarosse, elettriche |
|
Saldatura per attrito |
Una tecnica di saldatura puramente meccanica in cui un componente rimane fermo mentre l'altro viene ruotato contro di esso sotto pressione. Il calore è generato dall'attrito e alla temperatura di forgiatura la rotazione cessa. Una pressione di forgiatura effettua quindi la saldatura. |
Calore, ustioni, pericoli per i macchinari |
|
Saldatura laser e foratura |
I raggi laser possono essere utilizzati in applicazioni industriali che richiedono una precisione eccezionalmente elevata, come assemblaggi in miniatura e microtecniche nell'industria elettronica o filiere per l'industria delle fibre artificiali. Il raggio laser fonde e unisce i pezzi. |
Elettricità, radiazioni laser, radiazioni ultraviolette, fuoco, ustioni, fumi metallici, prodotti di decomposizione dei rivestimenti dei pezzi |
|
Saldatura di perni |
Viene scoccato un arco tra un perno metallico (che funge da elettrodo) tenuto in una pistola per saldatura per perni e la piastra metallica da unire, e aumenta la temperatura delle estremità dei componenti fino al punto di fusione. La pistola forza il perno contro la piastra e lo salda. La schermatura è fornita da una ghiera in ceramica che circonda il perno. |
Fumi metallici, radiazioni infrarosse e ultraviolette, ustioni, elettrici, fuoco, rumore, ozono, biossido di azoto |
|
Saldatura termite |
Una miscela di polvere di alluminio e una polvere di ossido di metallo (ferro, rame, ecc.) viene accesa in un crogiolo, producendo metallo fuso con sviluppo di intenso calore. Il crogiolo viene spillato e il metallo fuso scorre nella cavità da saldare (che è circondata da uno stampo di sabbia). Questo è spesso usato per riparare fusioni o forgiati. |
Incendio, esplosione, radiazioni infrarosse, ustioni |
Gran parte della saldatura non viene eseguita in officine dove le condizioni possono generalmente essere controllate, ma sul campo nella costruzione o riparazione di grandi strutture e macchinari (ad es. telai di edifici, ponti e torri, navi, locomotive e vagoni ferroviari, attrezzature pesanti e così via). Su). Il saldatore potrebbe dover portare sul posto tutta la sua attrezzatura, installarla e lavorare in spazi ristretti o su impalcature. Sforzo fisico, affaticamento eccessivo e lesioni muscoloscheletriche possono seguire la necessità di raggiungere, inginocchiarsi o lavorare in altre posizioni scomode e scomode. Lo stress da calore può derivare dal lavoro in climi caldi e dagli effetti occlusivi dei dispositivi di protezione individuale, anche senza il calore generato dal processo di saldatura.
Bombole di gas compresso
Negli impianti di saldatura a gas ad alta pressione, l'ossigeno e il gas combustibile (acetilene, idrogeno, gas di città, propano) vengono forniti alla torcia da bombole. I gas vengono immagazzinati in questi cilindri ad alta pressione. Gli speciali rischi di incendio ed esplosione e le precauzioni per l'uso e lo stoccaggio sicuri dei gas combustibili sono discussi anche altrove in questo documento Enciclopedia. Devono essere osservate le seguenti precauzioni:
- Sulle bombole devono essere montati solo regolatori di pressione progettati per il gas in uso. Ad esempio, un regolatore di acetilene non deve essere utilizzato con gas di carbone o idrogeno (sebbene possa essere utilizzato con propano).
- Le cerbottane devono essere mantenute in buono stato e pulite ad intervalli regolari. Per pulire le punte è necessario utilizzare un bastoncino di legno duro o un filo di ottone morbido. Dovrebbero essere collegati ai regolatori con tubi speciali rinforzati con tela posizionati in modo tale da non essere danneggiati.
- Le bombole di ossigeno e di acetilene devono essere conservate separatamente e solo in locali ignifughi privi di materiale infiammabile e devono essere collocate in modo tale da poter essere prontamente rimosse in caso di incendio. Devono essere consultati i regolamenti edilizi e di protezione antincendio locali.
- Vanno scrupolosamente osservate le codifiche cromatiche vigenti o consigliate per l'identificazione delle bombole e degli accessori. In molti paesi, in questo campo vengono applicati i codici colore accettati a livello internazionale utilizzati per il trasporto di materiali pericolosi. La necessità dell'applicazione di norme internazionali uniformi a questo riguardo è rafforzata da considerazioni di sicurezza legate alla crescente migrazione internazionale dei lavoratori dell'industria.
Generatori di acetilene
Nel processo di saldatura a gas a bassa pressione, l'acetilene viene generalmente prodotto nei generatori per reazione di carburo di calcio e acqua. Il gas viene quindi convogliato alla torcia di saldatura o taglio in cui viene alimentato l'ossigeno.
Gli impianti di generazione stazionari dovrebbero essere installati all'aperto o in un edificio ben ventilato lontano dalle officine principali. La ventilazione del locale generatore deve essere tale da impedire la formazione di un'atmosfera esplosiva o tossica. Dovrebbe essere fornita un'illuminazione adeguata; interruttori, altri dispositivi elettrici e lampade elettriche devono essere posizionati all'esterno dell'edificio o essere a prova di esplosione. Fumo, fiamme, torce, impianti di saldatura o materiali infiammabili devono essere esclusi dall'abitazione o dalle vicinanze di un generatore all'aperto. Molte di queste precauzioni si applicano anche ai generatori portatili. I generatori portatili devono essere utilizzati, puliti e ricaricati solo all'aria aperta o in un negozio ben ventilato, lontano da qualsiasi materiale infiammabile.
Il carburo di calcio viene fornito in fusti sigillati. Il materiale deve essere immagazzinato e mantenuto asciutto, su una piattaforma rialzata rispetto al livello del pavimento. I negozi devono essere situati al coperto e, se adiacenti a un altro edificio, il muro del partito deve essere ignifugo. Il magazzino deve essere adeguatamente ventilato attraverso il tetto. I fusti devono essere aperti solo immediatamente prima che il generatore venga caricato. Dovrebbe essere fornito e utilizzato un dispositivo di apertura speciale; un martello e uno scalpello non dovrebbero mai essere usati per aprire i fusti. È pericoloso lasciare fusti di carburo di calcio esposti a qualsiasi fonte d'acqua.
Prima di smantellare un generatore, tutto il carburo di calcio deve essere rimosso e l'impianto riempito d'acqua. L'acqua dovrebbe rimanere nella pianta per almeno mezz'ora per garantire che ogni parte sia priva di gas. Lo smontaggio e la manutenzione devono essere eseguiti solo dal produttore dell'apparecchiatura o da uno specialista. Quando un generatore viene ricaricato o pulito, nessuna delle vecchie cariche deve essere riutilizzata.
Pezzi di carburo di calcio incastrati nel meccanismo di alimentazione o aderenti a parti della pianta devono essere accuratamente rimossi, utilizzando strumenti antiscintilla in bronzo o altra lega non ferrosa idonea.
Tutti gli interessati dovrebbero avere piena dimestichezza con le istruzioni del produttore, che dovrebbero essere ben visibili. Vanno inoltre osservate le seguenti precauzioni:
- Tra il generatore e ciascun cannello deve essere montata una valvola di contropressione adeguatamente progettata per evitare ritorni di fiamma o flusso inverso di gas. La valvola deve essere ispezionata regolarmente dopo il ritorno di fiamma e il livello dell'acqua controllato quotidianamente.
- Devono essere utilizzati solo cannelli del tipo ad iniettore progettati per il funzionamento a bassa pressione. Per il riscaldamento e il taglio vengono talvolta impiegati gas di città o idrogeno a bassa pressione. In questi casi, una valvola di non ritorno deve essere posizionata tra ogni cannello e la conduttura o tubazione di alimentazione.
- Un'esplosione può essere causata da un "ritorno di fiamma", che deriva dall'immersione della punta dell'ugello nella pozza di metallo fuso, fango o vernice, o da qualsiasi altro blocco. Le particelle di scorie o metallo che si attaccano alla punta devono essere rimosse. Anche la punta dovrebbe essere raffreddata frequentemente.
- È necessario consultare i codici edilizi e antincendio locali.
Prevenzione incendi ed esplosioni
Nel localizzare le operazioni di saldatura, si dovrebbe tenere in considerazione le pareti circostanti, i pavimenti, gli oggetti vicini e il materiale di scarto. Dovrebbero essere seguite le seguenti procedure:
- Tutto il materiale combustibile deve essere rimosso o adeguatamente protetto con lamiere o altri materiali idonei; i teloni non dovrebbero mai essere usati.
- Le strutture in legno dovrebbero essere scoraggiate o protette in modo simile. I pavimenti in legno dovrebbero essere evitati.
- Vanno prese misure precauzionali in caso di aperture o crepe nelle pareti e nei pavimenti; il materiale infiammabile nelle stanze adiacenti o sul pavimento sottostante deve essere rimosso in una posizione sicura. È necessario consultare i codici edilizi e antincendio locali.
- Devono essere sempre a portata di mano idonei dispositivi antincendio. Nel caso di impianto a bassa pressione con generatore di acetilene, devono essere tenuti a disposizione anche secchi di sabbia asciutta; sono soddisfacenti gli estintori del tipo a polvere secca o ad anidride carbonica. L'acqua non deve mai essere usata.
- Potrebbero essere necessari i vigili del fuoco. Un responsabile dovrebbe essere incaricato di tenere sotto osservazione il sito per almeno mezz'ora dopo il completamento dei lavori, al fine di far fronte a qualsiasi focolaio di incendio.
- Poiché possono verificarsi esplosioni quando il gas acetilene è presente nell'aria in qualsiasi proporzione compresa tra il 2 e l'80%, sono necessari un'adeguata ventilazione e monitoraggio per garantire l'assenza di fughe di gas. Utilizzare solo acqua saponata per la ricerca di fughe di gas.
- L'ossigeno deve essere attentamente controllato. Ad esempio, non dovrebbe mai essere rilasciato nell'aria in uno spazio ristretto; molti metalli, indumenti e altri materiali diventano attivamente combustibili in presenza di ossigeno. Nel taglio del gas, l'eventuale ossigeno non consumato verrà rilasciato nell'atmosfera; il taglio del gas non dovrebbe mai essere effettuato in uno spazio ristretto senza adeguate disposizioni di ventilazione.
- Le leghe ricche di magnesio o altri metalli combustibili devono essere tenute lontane da fiamme o archi di saldatura.
- La saldatura dei contenitori può essere estremamente pericolosa. Se i contenuti precedenti sono sconosciuti, un recipiente dovrebbe sempre essere trattato come se avesse contenuto una sostanza infiammabile. Le esplosioni possono essere prevenute rimuovendo qualsiasi materiale infiammabile o rendendolo non esplosivo e non infiammabile.
- La miscela di alluminio e ossido di ferro utilizzata nella saldatura alla termite è stabile in condizioni normali. Tuttavia, in considerazione della facilità con cui la polvere di alluminio si infiamma e della natura quasi esplosiva della reazione, è necessario adottare adeguate precauzioni durante la manipolazione e lo stoccaggio (evitare l'esposizione a calore elevato e possibili fonti di accensione).
- In alcune giurisdizioni è richiesto un programma scritto di autorizzazione per lavori a caldo per la saldatura. Questo programma delinea le precauzioni e le procedure da seguire durante la saldatura, il taglio, la bruciatura e così via. Questo programma dovrebbe includere le operazioni specifiche condotte insieme alle precauzioni di sicurezza da attuare. Deve essere specifico dell'impianto e può includere un sistema di autorizzazioni interne che deve essere completato con ogni singola operazione.
Protezione dal calore e dai rischi di ustioni
Possono verificarsi ustioni agli occhi e alle parti esposte del corpo a causa del contatto con metallo caldo e schizzi di particelle metalliche incandescenti o metallo fuso. Nella saldatura ad arco, una scintilla ad alta frequenza utilizzata per innescare l'arco può causare ustioni piccole e profonde se concentrata in un punto della pelle. L'intensa radiazione infrarossa e visibile di una saldatura a gas o una fiamma di taglio e il metallo incandescente nel bagno di saldatura possono causare disagio all'operatore e alle persone nelle vicinanze dell'operazione. Ogni operazione dovrebbe essere considerata in anticipo e le precauzioni necessarie progettate e implementate. Gli occhiali realizzati appositamente per la saldatura e il taglio a gas devono essere indossati per proteggere gli occhi dal calore e dalla luce irradiati dal lavoro. Le coperture protettive sul vetro del filtro devono essere pulite secondo necessità e sostituite se graffiate o danneggiate. In caso di emissione di metallo fuso o particelle calde, l'abbigliamento protettivo indossato deve deviare gli schizzi. Il tipo e lo spessore degli indumenti ignifughi indossati devono essere scelti in base al grado di pericolo. Nelle operazioni di taglio e saldatura ad arco, indossare copriscarpe in pelle o altre ghette adatte per evitare che particelle calde cadano negli stivali o nelle scarpe. Per proteggere le mani e gli avambracci da calore, spruzzi, scorie e così via, è sufficiente il tipo di guanto in pelle con polsini in tela o pelle. Altri tipi di indumenti protettivi includono grembiuli, giacche, maniche, gambali e copricapo in pelle. Nella saldatura sopratesta sono necessari un mantello e un cappuccio protettivi. Tutti gli indumenti protettivi devono essere privi di olio o grasso e le cuciture devono essere all'interno, in modo da non intrappolare globuli di metallo fuso. L'abbigliamento non dovrebbe avere tasche o polsini che potrebbero intrappolare scintille e dovrebbe essere indossato in modo che le maniche si sovrappongano ai guanti, i leggings si sovrappongano alle scarpe e così via. Gli indumenti protettivi devono essere ispezionati per verificare che non vi siano cuciture scoppiate o fori attraverso i quali possono entrare metallo fuso o scorie. Gli articoli pesanti lasciati caldi al termine della saldatura devono sempre essere contrassegnati come "caldi" come avvertimento per gli altri lavoratori. Con la saldatura a resistenza, il calore prodotto potrebbe non essere visibile e le ustioni possono derivare dalla manipolazione di gruppi caldi. Particelle di metallo caldo o fuso non devono fuoriuscire da saldature a punti, giunzioni o proiezioni se le condizioni sono corrette, ma è necessario utilizzare schermi non infiammabili e prendere precauzioni. Gli schermi proteggono anche i passanti dalle ustioni agli occhi. Le parti sciolte non devono essere lasciate nella gola della macchina perché potrebbero essere proiettate con una certa velocità.
Sicurezza elettrica
Sebbene le tensioni a vuoto nella saldatura ad arco manuale siano relativamente basse (circa 80 V o meno), le correnti di saldatura sono elevate e i circuiti primari del trasformatore presentano i consueti rischi delle apparecchiature utilizzate alla tensione della linea di alimentazione. Il rischio di scosse elettriche non va quindi ignorato, soprattutto in spazi angusti o in posizioni poco sicure.
Prima di iniziare la saldatura, controllare sempre l'impianto di messa a terra dell'attrezzatura per la saldatura ad arco. I cavi e le connessioni devono essere solidi e di capacità adeguata. Utilizzare sempre un morsetto di messa a terra adeguato o un terminale imbullonato. Se due o più saldatrici sono collegate a terra alla stessa struttura o se sono in uso anche altri utensili elettrici portatili, la messa a terra deve essere supervisionata da una persona competente. La postazione di lavoro deve essere asciutta, sicura e libera da ostacoli pericolosi. Un posto di lavoro ben organizzato, ben illuminato, adeguatamente ventilato e ordinato è importante. Per lavorare in spazi ristretti o in posizioni pericolose, è possibile installare nel circuito di saldatura una protezione elettrica aggiuntiva (dispositivi a vuoto, a bassa tensione), assicurando che sia disponibile solo corrente a bassissima tensione al portaelettrodo quando la saldatura non è in corso . (Vedere la discussione sugli spazi ristretti di seguito.) Si consigliano portaelettrodi in cui gli elettrodi sono tenuti da una presa a molla o da una filettatura. Il disagio dovuto al riscaldamento può essere ridotto mediante un efficace isolamento termico sulla parte del portaelettrodo tenuta in mano. Le ganasce e le connessioni dei portaelettrodi devono essere pulite e serrate periodicamente per evitare il surriscaldamento. Dovrebbero essere presi provvedimenti per alloggiare il portaelettrodo in modo sicuro quando non è in uso per mezzo di un gancio isolato o di un portaelettrodo completamente isolato. Il collegamento del cavo deve essere progettato in modo tale che la continua flessione del cavo non causi l'usura e il cedimento dell'isolamento. Evitare il trascinamento di cavi e tubi di alimentazione del gas in plastica (processi con schermatura del gas) su piastre calde o saldature. Il cavo dell'elettrodo non deve entrare in contatto con il lavoro o qualsiasi altro oggetto collegato a terra (massa). Tubi di gomma e cavi ricoperti di gomma non devono essere utilizzati vicino alla scarica ad alta frequenza, perché l'ozono prodotto marcirà la gomma. Tubi di plastica e cavi rivestiti in cloruro di polivinile (PVC) devono essere utilizzati per tutte le alimentazioni dal trasformatore al portaelettrodo. I cavi vulcanizzati o rivestiti in gomma dura sono soddisfacenti sul lato primario. Sporcizia e polvere metallica o di altra natura conduttiva possono causare guasti all'unità di scarica ad alta frequenza. Per evitare questa condizione, l'unità deve essere pulita regolarmente soffiando con aria compressa. Indossare protezioni acustiche quando si utilizza aria compressa per più di pochi secondi. Per la saldatura a fascio di elettroni, la sicurezza delle attrezzature utilizzate deve essere verificata prima di ogni operazione. Per proteggersi dalle scosse elettriche, è necessario installare un sistema di interblocchi nei vari armadi. È necessario un sistema affidabile di messa a terra di tutte le unità e quadri elettrici. Per le apparecchiature di saldatura al plasma utilizzate per il taglio di grossi spessori, le tensioni possono arrivare fino a 400 V e il pericolo deve essere previsto. La tecnica di sparare l'arco con un impulso ad alta frequenza espone l'operatore ai pericoli di uno spiacevole shock e di un'ustione dolorosa e penetrante ad alta frequenza.
Radiazioni ultraviolette
La luce brillante emessa da un arco elettrico contiene un'elevata percentuale di radiazioni ultraviolette. Anche un'esposizione momentanea a scoppi di arco elettrico, compresi i lampi vaganti degli archi elettrici di altri lavoratori, può produrre una congiuntivite dolorosa (foto-oftalmia) nota come "occhio ad arco" o "lampo oculare". Se una persona è esposta all'arco elettrico, è necessario rivolgersi immediatamente a un medico. L'eccessiva esposizione alle radiazioni ultraviolette può anche causare surriscaldamento e bruciore della pelle (effetto scottatura). Le precauzioni includono:
- Deve essere utilizzato uno schermo o un elmetto dotato di filtro di grado corretto (vedere l'articolo "Protezione degli occhi e del viso" altrove in questo Enciclopedia). Per i processi di saldatura ad arco con gas schermato e il taglio ad arco di carbonio, gli schermi manuali piatti forniscono una protezione insufficiente dalle radiazioni riflesse; dovrebbero essere usati i caschi. Sotto l'elmetto devono essere indossati occhiali con filtro o occhiali con protezioni laterali per evitare l'esposizione quando l'elmetto viene sollevato per l'ispezione del lavoro. I caschi forniranno anche protezione da schizzi e scorie calde. I caschi e gli schermi per le mani sono dotati di un vetro filtrante e di un vetro protettivo all'esterno. Questo dovrebbe essere regolarmente ispezionato, pulito e sostituito se graffiato o danneggiato.
- Il viso, la nuca e le altre parti esposte del corpo devono essere adeguatamente protette, specialmente quando si lavora vicino ad altri saldatori.
- Gli assistenti devono indossare almeno occhiali adeguati e altri DPI in base al rischio.
- Tutte le operazioni di saldatura ad arco devono essere schermate per proteggere altre persone che lavorano nelle vicinanze. Dove il lavoro viene svolto su banchi fissi o in officine di saldatura, dovrebbero essere montati ove possibile schermi permanenti; in caso contrario, dovrebbero essere utilizzati schermi temporanei. Tutti gli schermi devono essere opachi, di costruzione robusta e di materiale ignifugo.
- L'uso di vernici nere per l'interno delle cabine di saldatura è diventata una pratica accettata, ma la vernice deve produrre una finitura opaca. Dovrebbe essere fornita un'adeguata illuminazione ambientale per prevenire l'affaticamento degli occhi che porta a mal di testa e incidenti.
- Le cabine di saldatura e gli schermi portatili devono essere controllati regolarmente per assicurarsi che non vi siano danni che potrebbero provocare l'arco che potrebbe interessare le persone che lavorano nelle vicinanze.
Rischi chimici
I contaminanti aerodispersi da saldatura e taglio a fiamma, inclusi fumi e gas, derivano da una varietà di fonti:
- il metallo da saldare, il metallo nell'asta di apporto o componenti di vari tipi di acciaio come nichel o cromo)
- qualsiasi rivestimento metallico sull'articolo da saldare o sull'asta di apporto (ad es. zinco e cadmio dalla placcatura, zinco dalla zincatura e rame come rivestimento sottile su barre di apporto continue in acciaio dolce)
- qualsiasi vernice, grasso, detriti e simili sull'articolo da saldare (ad es. monossido di carbonio, anidride carbonica, fumo e altri prodotti di decomposizione irritanti)
- rivestimento di flusso sull'asta di riempimento (ad esempio, fluoruro inorganico)
- l'azione del calore o della luce ultravioletta sull'aria circostante (p. es., biossido di azoto, ozono) o sugli idrocarburi clorurati (p. es., fosgene)
- gas inerte usato come scudo (es. anidride carbonica, elio, argon).
Fumi e gas devono essere rimossi alla fonte mediante LEV. Ciò può essere fornito dalla chiusura parziale del processo o dall'installazione di cappe che forniscono una velocità dell'aria sufficientemente elevata attraverso la posizione di saldatura in modo da garantire la cattura dei fumi.
Particolare attenzione dovrebbe essere prestata alla ventilazione nella saldatura di metalli non ferrosi e di alcuni acciai legati, nonché alla protezione dal pericolo di ozono, monossido di carbonio e biossido di azoto che possono formarsi. Sono facilmente disponibili sistemi di ventilazione portatili e fissi. In generale, l'aria esausta non deve essere ricircolata. Dovrebbe essere ricircolata solo se non ci sono livelli pericolosi di ozono o altri gas tossici e l'aria di scarico è filtrata attraverso un filtro ad alta efficienza.
Con la saldatura a fascio di elettroni e se i materiali da saldare sono di natura tossica (ad esempio, berillio, plutonio e così via), è necessario prestare attenzione per proteggere l'operatore da eventuali nuvole di polvere durante l'apertura della camera.
Quando c'è un rischio per la salute da fumi tossici (es. piombo) e LEV non è praticabile - per esempio, quando le strutture verniciate al piombo vengono demolite mediante taglio alla fiamma - è necessario l'uso di dispositivi di protezione delle vie respiratorie. In tali circostanze, è necessario indossare un respiratore a pieno facciale approvato ad alta efficienza o un respiratore purificato ad aria alimentato a pressione positiva (PAPR) ad alta efficienza. È necessario un elevato standard di manutenzione del motore e della batteria, in particolare con il respiratore a pressione positiva originale ad alta efficienza. L'uso di respiratori ad aria compressa a pressione positiva dovrebbe essere incoraggiato laddove sia disponibile un'adeguata fornitura di aria compressa di qualità respiratoria. Ogni volta che devono essere indossati dispositivi di protezione delle vie respiratorie, la sicurezza del posto di lavoro deve essere riesaminata per determinare se siano necessarie ulteriori precauzioni, tenendo presente la visione limitata, le possibilità di intrappolamento e così via delle persone che indossano dispositivi di protezione delle vie respiratorie.
Febbre da fumi metallici
La febbre da fumi metallici è comunemente osservata nei lavoratori esposti ai fumi di zinco nel processo di zincatura o stagnatura, nella fusione dell'ottone, nella saldatura del metallo zincato e nella metallizzazione o spruzzatura di metalli, nonché dall'esposizione ad altri metalli come rame, manganese e ferro. Si verifica nei nuovi lavoratori e in coloro che tornano al lavoro dopo un fine settimana o una pausa festiva. È una condizione acuta che si verifica diverse ore dopo l'iniziale inalazione di particelle di un metallo o dei suoi ossidi. Inizia con un cattivo sapore in bocca seguito da secchezza e irritazione della mucosa respiratoria con conseguente tosse e occasionalmente dispnea e "oppressione" del torace. Questi possono essere accompagnati da nausea e mal di testa e, circa 10-12 ore dopo l'esposizione, brividi e febbre che possono essere piuttosto gravi. Questi durano diverse ore e sono seguiti da sudorazione, sonno e spesso da poliuria e diarrea. Non esiste un trattamento particolare e il recupero è generalmente completo in circa 24 ore senza residui. Può essere evitato mantenendo l'esposizione ai fumi metallici offensivi ben entro i livelli raccomandati attraverso l'uso di LEV efficiente.
Spazi confinati
Per l'ingresso in spazi confinati, potrebbe esserci il rischio che l'atmosfera sia esplosiva, tossica, carente di ossigeno o una combinazione di quanto sopra. Qualsiasi spazio confinato di questo tipo deve essere certificato da una persona responsabile come sicuro per l'accesso e per il lavoro con arco o fiamme. Potrebbe essere necessario un programma di ingresso in spazi confinati, che includa un sistema di permessi di ingresso, altamente raccomandato per lavori che devono essere eseguiti in spazi che in genere non sono costruiti per un'occupazione continua. Gli esempi includono, ma non sono limitati a, tombini, caveau, stive di navi e simili. La ventilazione degli spazi ristretti è fondamentale, poiché la saldatura a gas non solo produce contaminanti aerodispersi, ma consuma anche ossigeno. I processi di saldatura ad arco con protezione da gas possono ridurre il contenuto di ossigeno dell'aria. (Vedi figura 2.)
Figura 2. Saldatura in uno spazio chiuso

SF Gilman
Rumore
Il rumore è un pericolo in diversi processi di saldatura, tra cui la saldatura al plasma, alcuni tipi di saldatrici a resistenza e la saldatura a gas. Nella saldatura al plasma, il getto di plasma viene espulso a velocità molto elevate, producendo un rumore intenso (fino a 90 dBA), in particolare nelle bande di frequenza più elevate. Anche l'uso di aria compressa per soffiare via la polvere crea livelli di rumorosità elevati. Per prevenire danni all'udito, devono essere indossati tappi per le orecchie o cuffie e deve essere istituito un programma di conservazione dell'udito, inclusi esami audiometrici (capacità uditiva) e formazione del personale.
Radiazione ionizzante
Nelle officine di saldatura in cui le saldature vengono ispezionate radiograficamente con apparecchiature a raggi X o raggi gamma, devono essere rigorosamente osservate le avvertenze e le istruzioni consuete. I lavoratori devono essere tenuti a distanza di sicurezza da tali apparecchiature. Le sorgenti radioattive devono essere maneggiate solo con gli strumenti speciali richiesti e con precauzioni speciali.
Devono essere seguite le normative locali e governative. Vedere il capitolo Radiazioni, ionizzanti altrove in questo Enciclopedia.
Deve essere fornita una schermatura sufficiente con saldatura a fascio di elettroni per evitare che i raggi X penetrino nelle pareti e nelle finestre della camera. Tutte le parti della macchina che forniscono schermature contro i raggi X devono essere interbloccate in modo che la macchina non possa essere alimentata se non sono in posizione. Le macchine devono essere controllate al momento dell'installazione per eventuali perdite di radiazioni a raggi X e successivamente regolarmente.
Altri pericoli
Le saldatrici a resistenza hanno almeno un elettrodo, che si muove con notevole forza. Se una macchina viene azionata mentre un dito o una mano si trova tra gli elettrodi, ne risulteranno gravi schiacciamenti. Ove possibile, deve essere previsto un adeguato mezzo di protezione per salvaguardare l'operatore. Tagli e lacerazioni possono essere ridotti al minimo sbavando prima i componenti e indossando guanti o guanti protettivi.
Le procedure di lockout/tagout devono essere utilizzate durante la manutenzione o la riparazione di macchinari con fonti di energia elettrica, meccanica o di altro tipo.
Quando le scorie vengono rimosse dalle saldature mediante scheggiatura e così via, gli occhi devono essere protetti con occhiali o altri mezzi.
torni
Adattato dalla 3a edizione, Encyclopaedia of Occupational Health and Safety.
Il ruolo importante svolto dai torni nelle officine di lavorazione dei metalli è illustrato al meglio dal fatto che il 90-95% dei trucioli (trucioli metallici) prodotti nell'industria delle valvole e dei raccordi proviene dai torni. Circa un decimo degli infortuni denunciati in questo settore sono dovuti ai torni; ciò corrisponde a un terzo di tutti gli incidenti meccanici. Secondo uno studio sulla frequenza relativa degli infortuni per unità di macchina effettuato in uno stabilimento di produzione di minuteria di precisione e apparecchiature elettriche, i torni sono al quinto posto dopo le macchine per la lavorazione del legno, le seghe per il taglio dei metalli, le presse e le foratrici. La necessità di misure protettive sui torni è quindi fuor di dubbio.
La tornitura è un processo meccanico in cui il diametro del materiale viene ridotto da un utensile con un tagliente speciale. Il movimento di taglio è prodotto dalla rotazione del pezzo, mentre i movimenti di avanzamento e traslazione sono prodotti dall'utensile. Variando questi tre movimenti di base, e anche scegliendo la geometria e il materiale del tagliente dell'utensile appropriato, è possibile influenzare la velocità di asportazione del materiale, la qualità della superficie, la forma del truciolo formato e l'usura dell'utensile.
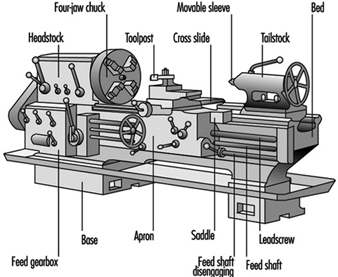
Struttura dei torni
Un tipico tornio è costituito da:
- un letto o una base con guide di scorrimento lavorate per la sella e la contropunta
- una paletta montata sul letto, con il fuso e il mandrino
- un riduttore di avanzamento fissato alla parte anteriore del letto per trasmettere il movimento di avanzamento in funzione della velocità di taglio attraverso la vite di comando o l'albero di avanzamento e il grembiule alla sella
- una sella (o carrello) che porta la slitta trasversale che esegue il movimento di traslazione
- un portautensili montato sulla slitta trasversale (vedi figura 1).
Figura 1. Torni e macchine simili
Questo modello base di tornio può essere variato all'infinito, dalla macchina universale al tornio automatico speciale progettato per un solo tipo di lavorazione.
I tipi più importanti di tornio sono i seguenti:
- Tornio centrale. Questo è il tornio più utilizzato. Corrisponde al modello base con asse di rotazione orizzontale. Il lavoro è tenuto tra i centri, da un frontalino o in un mandrino.
- Tornio multiutensile. Ciò consente di utilizzare più strumenti contemporaneamente.
- Tornio a torretta, tornio a cabestano. Macchine di questo tipo consentono di lavorare un pezzo con più utensili che vengono impegnati uno dopo l'altro. Gli utensili sono trattenuti nella torretta, che ruota per portarli in posizione di taglio. Le torrette sono generalmente del tipo a disco oa corona, ma esistono anche torni a torretta a tamburo.
- Torni a copiare. La forma desiderata viene trasmessa dal controllo del tracciante da un modello all'opera.
- Tornio automatico. Le varie operazioni, compreso il cambio dell'opera, sono automatizzate. Ci sono automatici a barra e automatici a mandrino.
- Tornio verticale (alesatore e tornio). L'opera ruota attorno ad un asse verticale; è fissato a un tavolo girevole orizzontale. Questo tipo di macchina è generalmente utilizzato per la lavorazione di fusioni e forgiati di grandi dimensioni.
- Torni a controllo numerico e CNC. Tutte le suddette macchine possono essere dotate di sistema a controllo numerico (NC) oa controllo numerico assistito da computer (CNC). Il risultato è una macchina semiautomatica o completamente automatizzata che può essere utilizzata in modo piuttosto universale, grazie alla grande versatilità e alla facile programmabilità del sistema di controllo.
Lo sviluppo futuro del tornio si concentrerà probabilmente sui sistemi di controllo. I controlli di contatto saranno sempre più sostituiti da sistemi di controllo elettronici. Per quanto riguarda quest'ultimo, c'è una tendenza nell'evoluzione da controlli programmati per interpolazione a controlli programmati da memoria. È prevedibile che nel lungo periodo l'utilizzo di computer di processo sempre più efficienti tenderà ad ottimizzare il processo di lavorazione.
incidenti
Gli incidenti al tornio sono generalmente causati da:
- inosservanza delle norme di sicurezza quando le macchine sono installate in officine (es. spazio insufficiente tra le macchine, mancanza di sezionatore di alimentazione per ogni macchina)
- protezioni mancanti o assenza di dispositivi ausiliari (lesioni gravi sono state causate agli operai che hanno cercato di frenare il mandrino dei loro torni premendo una mano contro pulegge delle cinghie non protette e agli operatori che hanno inavvertitamente azionato leve o pedali della frizione non protetti; lesioni dovute a si sono verificati anche trucioli volanti a causa dell'assenza di coperchi incernierati o scorrevoli)
- elementi di comando posizionati in modo inadeguato (ad esempio, la mano di un tornitore può essere trafitta dal centro della contropunta se il pedale che controlla il mandrino viene scambiato per quello che controlla il circuito idraulico del movimento del centro della contropunta)
- condizioni di lavoro sfavorevoli (vale a dire, carenze dal punto di vista della fisiologia occupazionale)
- mancanza di DPI o abbigliamento da lavoro non idoneo (lesioni gravi e anche mortali sono state causate a tornitori che indossavano abiti larghi o avevano i capelli lunghi e sciolti)
- istruzione insufficiente del personale (un apprendista è stato ferito a morte quando ha limato un albero corto che era fissato tra i centri e fatto ruotare da un portante a gomito sul naso del mandrino e da uno dritto sull'albero; il portante del tornio gli ha afferrato la manica sinistra, che era avvolto attorno al pezzo, trascinando violentemente l'apprendista nel tornio)
- cattiva organizzazione del lavoro che ha portato all'uso di attrezzature inadeguate (ad esempio, una barra lunga è stata lavorata su un tornio di produzione convenzionale; era troppo lunga per questo tornio e sporgeva oltre 1 m oltre la paletta; inoltre, l'apertura del mandrino era troppo grande per la barra ed è stato realizzato inserendo cunei di legno; quando il mandrino del tornio ha iniziato a ruotare, l'estremità libera della barra si è piegata di 45° e ha colpito la testa dell'operatore; l'operatore è morto nella notte successiva)
- elementi della macchina difettosi (ad esempio, un perno portante allentato in una frizione può causare l'avvio della rotazione del mandrino del tornio mentre l'operatore sta regolando un pezzo nel mandrino).
Prevenzione degli incidenti
La prevenzione degli incidenti al tornio inizia in fase di progettazione. I progettisti dovrebbero prestare particolare attenzione agli elementi di controllo e trasmissione.
Elementi di controllo
Ogni tornio deve essere dotato di un interruttore di disconnessione (o sezionamento) dell'alimentazione in modo che i lavori di manutenzione e riparazione possano essere eseguiti in sicurezza. Questo interruttore deve scollegare la corrente su tutti i poli, interrompere in modo affidabile l'alimentazione pneumatica e idraulica e sfiatare i circuiti. Sulle macchine di grandi dimensioni, l'interruttore di disconnessione dovrebbe essere progettato in modo tale da poter essere bloccato con un lucchetto nella sua posizione esterna, una misura di sicurezza contro la riconnessione accidentale.
La disposizione dei comandi della macchina deve essere tale che l'operatore possa facilmente distinguerli e raggiungerli e che la loro manipolazione non presenti alcun pericolo. Ciò significa che i comandi non devono mai essere disposti in punti raggiungibili solo passando la mano sulla zona di lavoro della macchina o dove possono essere colpiti da schegge volanti.
Gli interruttori che monitorano le protezioni e le interbloccano con l'azionamento della macchina devono essere scelti e installati in modo tale da aprire positivamente il circuito non appena la protezione viene spostata dalla sua posizione di protezione.
I dispositivi di arresto di emergenza devono provocare l'arresto immediato del movimento pericoloso. Devono essere progettati e posizionati in modo tale da poter essere agevolmente azionati dal lavoratore minacciato. I pulsanti di arresto di emergenza devono essere facilmente raggiungibili e devono essere in rosso.
Gli elementi di azionamento degli apparecchi di comando che possono far scattare un movimento pericoloso della macchina devono essere protetti in modo da escludere qualsiasi manovra involontaria. Ad esempio, le leve di innesto della frizione sulla paletta e sul grembiule dovrebbero essere dotate di dispositivi o schermi di bloccaggio di sicurezza. Un pulsante può essere messo in sicurezza alloggiandolo in un vano o avvolgendolo con un collare di protezione.
I comandi manuali devono essere progettati e posizionati in modo tale che il movimento della mano corrisponda al movimento controllato della macchina.
I controlli dovrebbero essere identificati con segni facilmente leggibili e comprensibili. Per evitare fraintendimenti e difficoltà linguistiche, si consiglia l'uso di simboli.
Elementi di trasmissione
Tutti gli organi di trasmissione in movimento (cinghie, pulegge, ingranaggi) devono essere coperti da protezioni. Un importante contributo alla prevenzione degli infortuni al tornio può essere dato dai responsabili dell'installazione della macchina. I torni dovrebbero essere installati in modo che gli operatori che li assistono non si ostacolino o si mettano in pericolo a vicenda. Gli operatori non devono voltare le spalle ai passaggi. Gli schermi protettivi devono essere installati dove i luoghi di lavoro o i passaggi vicini si trovano all'interno della portata dei trucioli volanti.
I passaggi devono essere chiaramente contrassegnati. Dovrebbe essere lasciato spazio sufficiente per le attrezzature per la movimentazione dei materiali, per impilare i pezzi e per le cassette degli attrezzi. Le guide della barra non devono sporgere nei passaggi.
Il pavimento su cui si trova l'operatore deve essere isolato dal freddo. Bisogna fare attenzione che l'isolante non costituisca ostacolo d'inciampo e che il pavimento non diventi scivoloso anche se ricoperto da un velo d'olio.
Le condutture e le tubazioni devono essere installate in modo tale da non diventare ostacoli. Le installazioni temporanee dovrebbero essere evitate.
Le misure tecniche di sicurezza in officina dovrebbero essere indirizzate in particolare ai seguenti punti:
- i dispositivi di tenuta del pezzo (piastre frontali, mandrini, pinze) devono essere bilanciati dinamicamente prima dell'uso
- la velocità massima consentita di un mandrino deve essere indicata sul mandrino dal produttore e rispettata dall'operatore del tornio
- quando si utilizzano mandrini a spirale, è necessario assicurarsi che le ganasce non possano essere estratte all'avvio del tornio
- mandrini di questo tipo dovrebbero essere progettati in modo tale che la chiave non possa essere rimossa prima che le ganasce siano state fissate. Le chiavi del mandrino in generale dovrebbero essere progettate in modo tale che sia impossibile lasciarle nel mandrino.
È importante prevedere attrezzature di sollevamento ausiliarie per facilitare il montaggio e la rimozione di mandrini e piastre frontali pesanti. Per evitare che i mandrini fuoriescano dal mandrino quando il tornio viene improvvisamente frenato, devono essere fissati saldamente. Ciò può essere ottenuto inserendo un dado di fissaggio con filettatura sinistrorsa sul naso del mandrino, utilizzando un innesto rapido “Camlock”, dotando il mandrino di una chiave di bloccaggio o fissandolo con un anello di bloccaggio in due parti.
Quando si utilizzano attrezzature motorizzate di bloccaggio del pezzo, come mandrini, pinze e contropunte ad azionamento idraulico, è necessario adottare misure che rendano impossibile l'introduzione delle mani nella zona di pericolo delle attrezzature di chiusura. Ciò può essere ottenuto limitando la corsa dell'elemento di bloccaggio a 6 mm, scegliendo la posizione dei comandi di uomo presente in modo da escludere l'introduzione delle mani nella zona pericolosa o prevedendo una protezione mobile che deve essere chiusa prima del bloccaggio il movimento può essere avviato.
Se l'avviamento del tornio con le griffe del mandrino aperte presenta un pericolo, è opportuno dotare la macchina di un dispositivo che impedisca l'avvio della rotazione del mandrino prima della chiusura delle griffe. L'assenza di alimentazione non deve provocare l'apertura o la chiusura di un'attrezzatura portapezzi motorizzata.
Se la forza di presa di un autocentrante diminuisce, la rotazione del mandrino deve essere arrestata e deve essere impossibile avviare il mandrino. L'inversione della direzione di presa dall'interno verso l'esterno (o viceversa) durante la rotazione del mandrino non deve provocare lo spostamento del mandrino dal mandrino. La rimozione dei dispositivi di fissaggio dal mandrino dovrebbe essere possibile solo quando il mandrino ha cessato di ruotare.
Quando si lavora il grezzo da barra, la parte sporgente oltre il tornio deve essere racchiusa da guide per il grezzo. I pesi di alimentazione della barra devono essere protetti da coperture incernierate che si estendono fino al pavimento.
I vettori
Per evitare incidenti gravi, in particolare durante la limatura di lavori su un tornio, non devono essere utilizzati supporti non protetti. Dovrebbe essere utilizzato un supporto di sicurezza di centraggio o un collare protettivo dovrebbe essere montato su un supporto convenzionale. È anche possibile utilizzare supporti autobloccanti o dotare il disco portante di una copertura protettiva.
Zona di lavoro del tornio
I mandrini universali per tornio devono essere protetti da coperchi incernierati. Se possibile, le coperture protettive dovrebbero essere interbloccate con i circuiti di azionamento del mandrino. I mulini per alesatura e tornitura verticali devono essere recintati con barre o piastre per evitare lesioni causate dalle parti rotanti. Per consentire all'operatore di assistere al processo di lavorazione in sicurezza, devono essere fornite piattaforme con ringhiere. In alcuni casi, è possibile installare telecamere TV in modo che l'operatore possa monitorare il bordo dell'utensile e l'avanzamento dell'utensile.
Le zone di lavoro di torni automatici, torni NC e CNC devono essere completamente chiuse. Gli involucri di macchine completamente automatiche dovrebbero avere solo aperture attraverso le quali viene introdotto il grezzo da lavorare, il pezzo tornito espulso e il truciolo rimosso dalla zona di lavoro. Queste aperture non devono costituire un pericolo quando il lavoro le attraversa e deve essere impossibile raggiungere attraverso di esse la zona pericolosa.
Le zone di lavoro dei torni semiautomatici, CN e CNC devono essere racchiuse durante il processo di lavorazione. Le custodie sono generalmente coperchi scorrevoli con finecorsa e circuito di interblocco.
Le operazioni che richiedono l'accesso alla zona di lavoro, come cambio di lavoro o utensili, calibratura e così via, non devono essere eseguite prima che il tornio sia stato arrestato in sicurezza. L'azzeramento di un azionamento a velocità variabile non è considerato un arresto sicuro. Le macchine con tali azionamenti devono avere coperture protettive bloccate che non possono essere sbloccate prima che la macchina venga arrestata in sicurezza (ad esempio, interrompendo l'alimentazione del motore del mandrino).
Se sono richieste operazioni speciali di impostazione degli utensili, è necessario prevedere un comando a impulsi che consenta di attivare determinati movimenti della macchina mentre il coperchio di protezione è aperto. In tali casi, l'operatore può essere protetto da schemi circuitali speciali (ad esempio, consentendo l'attivazione di un solo movimento alla volta). Ciò può essere ottenuto utilizzando i comandi a due mani.
Trucioli rotanti
I trucioli lunghi che girano sono pericolosi perché possono impigliarsi in braccia e gambe e causare gravi lesioni. I trucioli continui e sfilacciati possono essere evitati scegliendo velocità di taglio, avanzamenti e spessori del truciolo adeguati o utilizzando utensili da tornio con rompitruciolo del tipo a gola oa gradino. Per la rimozione dei trucioli devono essere utilizzati ganci per trucioli con manico e fibbia.
Ergonomia
Ogni macchina dovrebbe essere progettata in modo da consentire di ottenere il massimo rendimento con il minimo sforzo per l'operatore. Ciò può essere ottenuto adattando la macchina al lavoratore.
I fattori ergonomici devono essere presi in considerazione quando si progetta l'interfaccia uomo-macchina di un tornio. La progettazione razionale del posto di lavoro include anche la fornitura di attrezzature di movimentazione ausiliarie, come attrezzature di carico e scarico.
Tutti i comandi devono trovarsi all'interno della sfera fisiologica o alla portata di entrambe le mani. I controlli devono essere chiaramente definiti e devono essere logici da utilizzare. I comandi a pedale dovrebbero essere evitati nelle macchine gestite da operatori in piedi.
L'esperienza ha dimostrato che un buon lavoro viene svolto quando il posto di lavoro è progettato per posizioni sia in piedi che seduti. Se l'operatore deve lavorare in piedi, dovrebbe avere la possibilità di cambiare postura. I sedili flessibili sono in molti casi un gradito sollievo per gambe e piedi tesi.
Dovrebbero essere prese misure per creare un comfort termico ottimale, tenendo conto della temperatura dell'aria, dell'umidità relativa, del movimento dell'aria e del calore radiante. L'officina deve essere adeguatamente ventilata. Dovrebbero essere presenti dispositivi di scarico locali per eliminare le emanazioni gassose. Durante la lavorazione di semilavorati da barra, è necessario utilizzare tubi guida rivestiti in materiale fonoassorbente.
Il posto di lavoro dovrebbe essere preferibilmente dotato di un'illuminazione uniforme, che offra un livello di illuminazione adeguato.
Abbigliamento da lavoro e protezione personale
Le tute devono essere aderenti e abbottonate o con zip fino al collo. Dovrebbero essere senza tasche sul petto e le maniche devono essere ben abbottonate ai polsi. Le cinture non devono essere indossate. Non indossare anelli e braccialetti quando si lavora sui torni. L'uso di occhiali di sicurezza dovrebbe essere obbligatorio. Quando si lavorano pezzi pesanti, è necessario indossare scarpe antinfortunistiche con puntale in acciaio. Guanti protettivi devono essere indossati durante la raccolta dei trucioli.
Training
La sicurezza dell'operatore del tornio dipende in larga misura dai metodi di lavoro. È quindi importante che riceva una formazione teorica e pratica approfondita per acquisire competenze e sviluppare un comportamento che offra le migliori tutele possibili. La corretta postura, i movimenti corretti, la corretta scelta e manipolazione degli strumenti dovrebbero diventare routine a tal punto che l'operatore lavora correttamente anche se la sua concentrazione è temporaneamente rilassata.
Punti importanti in un programma di formazione sono una postura eretta, il corretto montaggio e smontaggio del mandrino e il fissaggio accurato e sicuro dei pezzi. La corretta tenuta di lime e raschietti e il lavoro sicuro con tela abrasiva devono essere praticati intensamente.
I lavoratori devono essere ben informati sui rischi di lesioni che possono essere causati durante la misurazione del lavoro, il controllo delle regolazioni e la pulizia dei torni.
Assistenza
I torni devono essere regolarmente mantenuti e lubrificati. I difetti devono essere corretti immediatamente. Se è in gioco la sicurezza in caso di guasto, la macchina deve essere messa fuori servizio fino a quando non sono state prese misure correttive.
I lavori di riparazione e manutenzione devono essere eseguiti solo dopo che la macchina è stata isolata dall'alimentazione
.
Levigatura e lucidatura
Adattato dalla 3a edizione, Enciclopedia della salute e sicurezza sul lavoro.
La molatura generalmente comporta l'uso di un abrasivo legato per consumare parti di un pezzo in lavorazione. Lo scopo è dare all'opera una certa forma, correggerne le dimensioni, aumentare la levigatezza di una superficie o migliorare la nitidezza dei taglienti. Gli esempi includono la rimozione di materozze e bordi ruvidi da una colata di fonderia, la rimozione di incrostazioni superficiali dai metalli prima della forgiatura o della saldatura e la sbavatura di parti in lamiere e officine meccaniche. La lucidatura viene utilizzata per rimuovere le imperfezioni superficiali come i segni degli utensili. La lucidatura non rimuove il metallo, ma utilizza un abrasivo morbido mescolato a una base di cera o grasso per produrre una superficie molto lucida.
La molatura è il metodo di lavorazione più completo e diversificato e viene impiegato su molti materiali, prevalentemente ferro e acciaio, ma anche altri metalli, legno, plastica, pietra, vetro, ceramica e così via. Il termine copre altri metodi per produrre superfici molto lisce e lucide, come la lucidatura, la levigatura, l'affilatura e la lappatura.
Gli utensili utilizzati sono mole di varie dimensioni, segmenti abrasivi, punte abrasive, pietre per affilare, lime, mole lucidanti, cinghie, dischi e così via. Nelle mole e simili, il materiale abrasivo è tenuto insieme da agenti leganti per formare un corpo rigido, generalmente poroso. Nel caso di nastri abrasivi, l'agente legante trattiene l'abrasivo fissato a un materiale di base flessibile. Le ruote lucidanti sono realizzate in cotone o altri dischi tessili cuciti insieme.
Gli abrasivi naturali - corindone naturale o smeriglio (ossidi di alluminio), diamante, arenaria, selce e granato - sono stati ampiamente sostituiti da abrasivi artificiali tra cui ossido di alluminio (allumina fusa), carburo di silicio (carborundum) e diamanti sintetici. Vengono utilizzati anche numerosi materiali a grana fine come gesso, pomice, tripoli, stucco di stagno e ossido di ferro, soprattutto per la lucidatura e la lucidatura.
L'ossido di alluminio è il più utilizzato nelle mole, seguito dal carburo di silicio. I diamanti naturali e artificiali vengono utilizzati per importanti applicazioni speciali. L'ossido di alluminio, il carburo di silicio, lo smeriglio, il granato e la selce vengono utilizzati nei nastri per molatura e lucidatura.
Sia gli agenti leganti organici che inorganici sono utilizzati nelle mole. I principali tipi di legami inorganici sono il silicato vetrificato e la magnesite. Notevoli tra gli agenti leganti organici sono la resina fenolo o urea-formaldeide, la gomma e la gommalacca. Gli agenti leganti vetrificati e la resina fenolica sono completamente dominanti all'interno dei rispettivi gruppi. Le mole diamantate possono anche essere a legante metallico. I vari agenti leganti conferiscono alle mole diverse proprietà di levigatura, nonché diverse proprietà in termini di sicurezza.
Nastri e dischi abrasivi e lucidanti sono composti da una base flessibile di carta o tessuto a cui è legato l'abrasivo mediante un adesivo naturale o sintetico.
Diverse macchine vengono utilizzate per diversi tipi di operazioni, come la rettifica in piano, la rettifica cilindrica (anche senza centri), la rettifica interna, la rettifica di sgrossatura e il taglio. I due tipi principali sono: quelli in cui la mola o il pezzo viene movimentato a mano e macchine con avanzamenti meccanici e mandrini. I tipi di apparecchiature comuni includono: smerigliatrici di superficie; smerigliatrici, lucidatrici e tamponi a colonna; smerigliatrici e lucidatrici a disco; mole interne; macchine da taglio abrasive; lucidatrici a nastro; smerigliatrici, lucidatrici e smerigliatrici portatili; e più lucidatrici e tamponi.
Pericoli e loro prevenzione
scoppio
Il principale rischio di lesioni nell'uso delle mole è che la mola potrebbe scoppiare durante la molatura. Normalmente, le mole lavorano a velocità elevate. C'è una tendenza verso velocità sempre maggiori. La maggior parte delle nazioni industrializzate ha regolamenti che limitano le velocità massime a cui possono funzionare i vari tipi di mole.
La misura protettiva fondamentale è rendere la mola il più robusta possibile; la natura dell'agente legante è molto importante. Le ruote con legami organici, in particolare resina fenolica, sono più tenaci di quelle con legami inorganici e più resistenti agli urti. Elevate velocità periferiche possono essere consentite per ruote con legami organici.
Le ruote ad altissima velocità, in particolare, spesso incorporano vari tipi di rinforzo. Ad esempio, alcune mole a tazza sono dotate di mozzi in acciaio per aumentarne la resistenza. Durante la rotazione la maggiore sollecitazione si sviluppa attorno al foro centrale. Per irrobustire la mola, la sezione attorno al foro centrale, che non prende parte alla molatura, può quindi essere realizzata con un materiale particolarmente resistente e non adatto alla molatura. Le grosse mole con sezione centrale così rinforzata sono utilizzate in particolare dalle acciaierie per la molatura di bramme, billette e simili con velocità fino a 80 m/s.
Il metodo più comune per rinforzare le mole, tuttavia, consiste nell'includere tessuto in fibra di vetro nella loro costruzione. Le ruote sottili, come quelle utilizzate per il taglio, possono incorporare tessuto in fibra di vetro al centro o su ciascun lato, mentre le ruote più spesse hanno un numero di strati di tessuto a seconda dello spessore della ruota.
Ad eccezione di alcune mole di piccole dimensioni, tutte le mole o un campione statistico di esse devono essere sottoposte a test di velocità da parte del produttore. Nei test le mole vengono fatte girare per un certo periodo ad una velocità superiore a quella consentita nella rettifica. Le normative sui test variano da paese a paese, ma di solito la ruota deve essere testata a una velocità superiore del 50% alla velocità di lavoro. In alcuni paesi, le normative richiedono test speciali delle ruote che devono funzionare a velocità più elevate del normale presso un istituto di controllo centrale. L'istituto può anche tagliare campioni dalla ruota e studiarne le proprietà fisiche. Le mole da taglio sono sottoposte a determinati test di impatto, test di flessione e così via. Il produttore è inoltre tenuto a garantire che la mola sia ben bilanciata prima della consegna.
Lo scoppio di una mola può causare lesioni mortali o gravissime a chiunque si trovi nelle vicinanze e gravi danni all'impianto o ai locali. Nonostante tutte le precauzioni prese dai produttori, occasionali scoppi o rotture delle ruote possono ancora verificarsi se non si presta la dovuta attenzione durante il loro utilizzo. Le misure precauzionali includono:
- Manipolazione e conservazione. Una ruota può danneggiarsi o rompersi durante il trasporto o la movimentazione. L'umidità può attaccare l'agente legante nelle ruote in resina fenolica, riducendone in ultima analisi la resistenza. Le mole vetrificate possono essere sensibili a ripetute variazioni di temperatura. L'umidità assorbita in modo irregolare può sbilanciare la ruota. Di conseguenza, è molto importante che le forme siano maneggiate con cura in tutte le fasi e conservate in modo ordinato in un luogo asciutto e protetto.
- Controllo delle crepe. Una ruota nuova dovrebbe essere controllata per assicurarsi che sia integra e asciutta, semplicemente picchiettando con un martello di legno. Una mola vetrificata impeccabile darà un suono chiaro, una mola a legante organico un suono meno squillante; ma entrambi possono essere differenziati dal suono rotto di una ruota difettosa. In caso di dubbio, la ruota non deve essere utilizzata e deve essere consultato il fornitore.
- Testing. Prima che la nuova ruota venga messa in servizio, dovrebbe essere testata a pieno regime con le dovute precauzioni. Dopo la macinazione a umido, la mola dovrebbe girare a vuoto per espellere l'acqua; in caso contrario, l'acqua potrebbe raccogliersi sul fondo della ruota e causare uno squilibrio, che potrebbe causare lo scoppio al successivo utilizzo della ruota.
- Montaggio. Incidenti e rotture si verificano quando le mole sono montate su apparecchiature non idonee, ad esempio sulle estremità del mandrino delle macchine lucidatrici. Il perno deve essere di diametro adeguato ma non così grande da allargare il foro centrale della ruota; le flange non devono essere inferiori a un terzo del diametro della ruota e realizzate in acciaio dolce o materiale simile.
- Velocità. In nessun caso deve essere superata la velocità operativa massima consentita specificata dai produttori. Su tutte le rettificatrici deve essere apposto un avviso indicante la velocità del mandrino e la mola deve essere contrassegnata con la velocità periferica massima consentita e il corrispondente numero di giri per una nuova mola. Precauzioni speciali sono necessarie con le smerigliatrici a velocità variabile e per garantire il montaggio di mole di velocità ammissibili adeguate nelle smerigliatrici portatili.
- Riposo lavorativo. Ovunque possibile, devono essere forniti supporti di lavoro montati rigidamente di dimensioni adeguate. Devono essere regolabili e tenuti il più vicino possibile alla ruota per evitare una trappola in cui il pezzo potrebbe essere forzato contro la ruota e romperla o, più probabilmente, impigliarsi e ferire la mano dell'operatore.
- Guardando. Le mole abrasive devono essere dotate di protezioni sufficientemente robuste da contenere le parti di una mola che scoppia (vedi figura 1). Alcuni paesi hanno regolamenti dettagliati per quanto riguarda il design delle protezioni e i materiali da utilizzare. In generale sono da evitare la ghisa e la fusione di alluminio. L'apertura di macinazione dovrebbe essere il più piccola possibile e potrebbe essere necessario un nasello regolabile. Eccezionalmente, dove la natura del lavoro preclude l'uso di una protezione, possono essere utilizzate speciali flange protettive o mandrini di sicurezza. I mandrini e le estremità rastremate delle lucidatrici a doppia estremità possono causare incidenti da intrappolamento se non sono adeguatamente protetti.
Figura 1. Una mola abrasiva vetrificata ben protetta montata in una smerigliatrice per piani e funzionante a una velocità periferica di 33 m/s
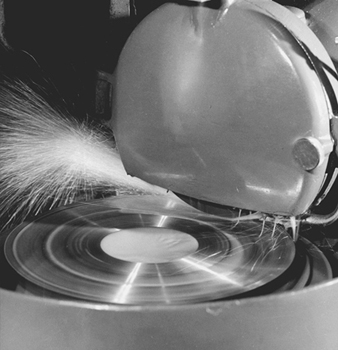
Lesioni agli occhi
Polvere, abrasivi, granelli e schegge sono un pericolo comune per gli occhi in tutte le operazioni di levigatura a secco. È essenziale un'efficace protezione degli occhi con occhiali o occhiali e schermi fissi per gli occhi sulla macchina; le protezioni per gli occhi fisse sono particolarmente utili quando le mole sono in uso intermittente, ad esempio per la rettifica di utensili.
Antincendio
La molatura delle leghe di magnesio comporta un elevato rischio di incendio a meno che non vengano prese rigorose precauzioni contro l'accensione accidentale e nella rimozione e inzuppamento della polvere. Elevati standard di pulizia e manutenzione sono richiesti in tutti i condotti di scarico per prevenire il rischio di incendio e anche per mantenere efficiente la ventilazione. La polvere tessile rilasciata dalle operazioni di lucidatura è un pericolo di incendio che richiede una buona pulizia e LEV.
Vibrazione
Le smerigliatrici portatili e a piedistallo comportano il rischio di sindrome da vibrazione mano-braccio (HAVS), nota anche come "dito bianco" dal suo segno più evidente. Le raccomandazioni includono la limitazione dell'intensità e della durata dell'esposizione, la riprogettazione degli strumenti, dei dispositivi di protezione e il monitoraggio dell'esposizione e della salute.
Rischi per la salute
Sebbene le mole moderne non creino di per sé il grave rischio di silicosi associato in passato alle mole in arenaria, la polvere di silice altamente pericolosa può ancora essere emessa dai materiali macinati, ad esempio le fusioni in sabbia. Alcune ruote con legante di resina possono contenere riempitivi che creano una polvere pericolosa. Inoltre, le resine a base di formaldeide possono emettere formaldeide durante la macinazione. In ogni caso, il volume di polvere prodotto dalla macinazione rende essenziale un LEV efficiente. È più difficile fornire uno scarico locale per le ruote portatili, sebbene sia stato ottenuto un certo successo in questa direzione mediante l'uso di sistemi di cattura a basso volume e ad alta velocità. Il lavoro prolungato deve essere evitato e, se necessario, devono essere forniti dispositivi di protezione respiratoria. La ventilazione di scarico è necessaria anche per la maggior parte delle operazioni di levigatura a nastro, finitura, lucidatura e simili. Con la lucidatura in particolare, la polvere tessile combustibile è una seria preoccupazione.
Dovrebbero essere forniti indumenti protettivi e buone strutture sanitarie e di lavaggio con docce ed è auspicabile la supervisione medica, in particolare per le mole metalliche.
Lubrificanti industriali, fluidi per la lavorazione dei metalli e oli per automobili
La rivoluzione industriale non sarebbe potuta avvenire senza lo sviluppo di oli industriali raffinati a base di petrolio, lubrificanti, oli da taglio e grassi. Prima della scoperta nel 1860 che un lubrificante superiore poteva essere prodotto distillando petrolio greggio sotto vuoto, l'industria dipendeva da oli naturali e grassi animali come strutto e olio di sperma di balena per la lubrificazione delle parti mobili. Questi oli e prodotti animali erano particolarmente suscettibili allo scioglimento, all'ossidazione e alla rottura a causa dell'esposizione al calore e all'umidità prodotti dai motori a vapore che a quel tempo alimentavano quasi tutte le apparecchiature industriali. L'evoluzione dei prodotti raffinati a base di petrolio è continuata dal primo lubrificante, utilizzato per conciare la pelle, ai moderni oli e grassi sintetici con maggiore durata, qualità lubrificanti superiori e migliore resistenza al cambiamento in condizioni di temperatura e climatiche variabili.
Lubrificanti industriali
Tutte le parti mobili di macchinari e attrezzature richiedono lubrificazione. Sebbene la lubrificazione possa essere fornita da materiali secchi come il teflon o la grafite, che vengono utilizzati in parti come i piccoli cuscinetti dei motori elettrici, oli e grassi sono i lubrificanti più comunemente usati. Con l'aumentare della complessità dei macchinari, i requisiti per i lubrificanti e gli oli per la lavorazione dei metalli diventano più severi. Gli oli lubrificanti ora vanno da oli trasparenti e molto fluidi usati per lubrificare strumenti delicati, a oli densi simili al catrame usati su ingranaggi di grandi dimensioni come quelli che fanno girare le acciaierie. Oli con requisiti molto specifici vengono utilizzati sia nei sistemi idraulici che per lubrificare grandi macchine utensili computerizzate come quelle utilizzate nell'industria aerospaziale per produrre parti con tolleranze estremamente strette. Oli sintetici, fluidi e grassi e miscele di oli sintetici e a base di petrolio vengono utilizzati dove si desidera una maggiore durata del lubrificante, come i motori elettrici sigillati a vita, dove l'aumento del tempo tra i cambi d'olio compensa la differenza di costo; dove esistono intervalli di temperatura e pressione estesi, come nelle applicazioni aerospaziali; o dove è difficile e costoso riapplicare il lubrificante.
Oli industriali
Gli oli industriali come oli per mandrini e lubrificanti, lubrificanti per ingranaggi, oli idraulici e per turbine e fluidi per trasmissioni sono progettati per soddisfare requisiti fisici e chimici specifici e per funzionare senza cambiamenti percepibili per periodi prolungati in condizioni variabili. I lubrificanti per uso aerospaziale devono soddisfare condizioni completamente nuove, tra cui pulizia, durata, resistenza alle radiazioni cosmiche e capacità di operare a temperature estremamente fredde e calde, senza gravità e nel vuoto.
Trasmissioni, turbine e sistemi idraulici contengono fluidi che trasferiscono forza o potenza, serbatoi per contenere i fluidi, pompe per spostare i fluidi da un luogo all'altro e apparecchiature ausiliarie come valvole, tubazioni, refrigeratori e filtri. I sistemi idraulici, le trasmissioni e le turbine richiedono fluidi con viscosità e stabilità chimica specifiche per funzionare senza intoppi e fornire il trasferimento controllato della potenza. Le caratteristiche di buoni oli idraulici e per turbine includono un elevato indice di viscosità, stabilità termica, lunga durata nei sistemi circolanti, resistenza ai depositi, elevata lubrificazione, capacità antischiuma, protezione dalla ruggine e buona demulsività.
I lubrificanti per ingranaggi sono progettati per formare pellicole resistenti e tenaci che forniscono lubrificazione tra gli ingranaggi sottoposti a pressioni estreme. Le caratteristiche degli oli per ingranaggi comprendono una buona stabilità chimica, demulsibilità e resistenza all'aumento della viscosità e alla formazione di depositi. Gli oli per mandrini sono oli fluidi, estremamente puliti e trasparenti con additivi lubrificanti. Le caratteristiche più importanti per gli oli per guide, utilizzati per lubrificare due superfici di scorrimento piatte in presenza di alta pressione e bassa velocità, sono la lubrificazione e l'appiccicosità per resistere allo schiacciamento e la resistenza a pressioni estreme.
Gli oli per cilindri e compressori combinano le caratteristiche degli oli industriali e automobilistici. Dovrebbero resistere all'accumulo di depositi, fungere da agente di trasferimento del calore (cilindri dei motori a combustione interna), fornire lubrificazione per cilindri e pistoni, fornire una tenuta per resistere alla pressione di ritorno, avere stabilità chimica e termica (soprattutto olio per pompe a vuoto), avere un alto indice di viscosità e resistono al lavaggio con acqua (cilindri a vapore) e alla detergenza.
Oli motore per autoveicoli
I produttori di motori a combustione interna e le organizzazioni, come la Society of Automotive Engineers (SAE) negli Stati Uniti e in Canada, hanno stabilito criteri di prestazione specifici per gli oli motore per autoveicoli. Gli oli per motori a benzina e diesel per autoveicoli sono sottoposti a una serie di test prestazionali per determinarne la stabilità chimica e termica, la resistenza alla corrosione, la viscosità, la protezione dall'usura, il potere lubrificante, la detergenza e le prestazioni alle alte e basse temperature. Vengono quindi classificati in base a un sistema di codici che consente ai consumatori di determinare la loro idoneità per un uso gravoso e per diversi intervalli di temperatura e viscosità.
Gli oli per motori automobilistici, trasmissioni e scatole ingranaggi sono progettati con indici di viscosità elevati per resistere ai cambiamenti di viscosità con le variazioni di temperatura. Gli oli motore per autoveicoli sono appositamente formulati per resistere alla rottura sotto il calore poiché lubrificano i motori a combustione interna. Gli oli per motori a combustione interna non devono essere troppo densi per lubrificare le parti mobili interne quando un motore si avvia a basse temperature e non devono diluirsi quando il motore si riscalda durante il funzionamento. Dovrebbero resistere all'accumulo di carbonio su valvole, anelli e cilindri e alla formazione di acidi corrosivi o depositi di umidità. Gli oli motore per autoveicoli contengono detergenti progettati per tenere in sospensione le particelle di carbonio e di usura metallica in modo che possano essere filtrate mentre l'olio circola e non si accumulino sulle parti interne del motore e causino danni.
Fluidi da taglio
I tre tipi di fluidi da taglio utilizzati nell'industria sono oli minerali, oli solubili e fluidi sintetici. Gli oli da taglio sono in genere una miscela di oli minerali di alta qualità e stabilità di varie viscosità insieme ad additivi per fornire caratteristiche specifiche a seconda del tipo di materiale da lavorare e del lavoro svolto. I fluidi da taglio solubili acqua in olio sono oli minerali (o oli sintetici) che contengono emulsionanti e additivi speciali tra cui antischiuma, antiruggine, detergenti, battericidi e germicidi. Vengono diluiti con acqua in rapporti variabili prima di essere utilizzati. I fluidi da taglio sintetici sono soluzioni di fluidi, additivi e acqua non a base di petrolio, piuttosto che emulsioni, alcuni dei quali sono resistenti al fuoco per la lavorazione di metalli specifici. I fluidi semisintetici contengono dal 10 al 15% di olio minerale. Alcuni fluidi speciali hanno caratteristiche sia di olio lubrificante che di fluido da taglio a causa della tendenza dei fluidi a fuoriuscire e mescolarsi in alcune macchine utensili come le avvitatrici automatiche a più mandrini.
Le caratteristiche desiderate dei fluidi da taglio dipendono dalla composizione del metallo su cui si lavora, dall'utensile da taglio utilizzato e dal tipo di operazione di taglio, piallatura o sagomatura eseguita. I fluidi da taglio migliorano e migliorano il processo di lavorazione dei metalli mediante il raffreddamento e la lubrificazione (vale a dire, proteggendo il tagliente dell'utensile da taglio). Ad esempio, quando si lavora su un metallo tenero che crea molto calore, il raffreddamento è il criterio più importante. Un migliore raffreddamento viene fornito utilizzando un olio leggero (come il cherosene) o un fluido da taglio a base d'acqua. Il controllo del tagliente di riporto sugli utensili da taglio è fornito da additivi antisaldatura o antiusura come composti di zolfo, cloro o fosforo. Il potere lubrificante, importante quando si lavora l'acciaio per vincere l'abrasività del solfuro di ferro, è fornito da grassi sintetici e animali o additivi di olio di sperma solforato.
Altri oli per lavorazione e lavorazione dei metalli
I fluidi per rettifica sono progettati per fornire raffreddamento e prevenire l'accumulo di metallo sulle mole. Le loro caratteristiche includono stabilità termica e chimica, protezione dalla ruggine (fluidi solubili), prevenzione dei depositi gommosi all'evaporazione e un punto di infiammabilità sicuro per il lavoro svolto.
Gli oli di tempra, che richiedono un'elevata stabilità, vengono utilizzati nel trattamento dei metalli per controllare il cambiamento della struttura molecolare dell'acciaio durante il raffreddamento. La tempra in olio più leggero viene utilizzata per cementare parti in acciaio piccole ed economiche. Una velocità di tempra più lenta viene utilizzata per produrre acciai per macchine utensili che sono piuttosto duri all'esterno con minore sollecitazione interna. Un olio da tempra con gap o multifase viene utilizzato per trattare acciai ad alto tenore di carbonio e legati.
Gli oli per rulli sono oli minerali o solubili appositamente formulati che lubrificano e forniscono una finitura liscia al metallo, in particolare all'alluminio, al rame e all'ottone, durante il passaggio attraverso i laminatoi a caldo e a freddo. Gli oli distaccanti vengono utilizzati per rivestire matrici e stampi per facilitare il distacco delle parti metalliche formate. Gli oli concianti sono ancora utilizzati nell'industria del feltro e della pelle. Gli oli per trasformatori sono fluidi dielettrici appositamente formulati utilizzati nei trasformatori e nei grandi interruttori e interruttori elettrici.
Gli oli per il trasferimento di calore sono utilizzati in sistemi aperti o chiusi e possono durare fino a 15 anni in servizio. Le caratteristiche primarie sono una buona stabilità termica in quanto i sistemi operano a temperature da 150 a 315°C, stabilità all'ossidazione ed elevato punto di infiammabilità. Gli oli per il trasferimento di calore sono normalmente troppo viscosi per essere pompati a temperatura ambiente e devono essere riscaldati per fornire fluidità.
I solventi a base di petrolio vengono utilizzati per pulire le parti mediante spruzzatura, gocciolamento o immersione. I solventi rimuovono l'olio ed emulsionano lo sporco e le particelle metalliche. Gli oli antiruggine possono essere a base solvente o acquosa. Vengono applicati a bobine, cuscinetti e altre parti in acciaio inossidabile mediante immersione o spruzzatura e lasciano pellicole polarizzate o cerate sulle superfici metalliche per la protezione da impronte digitali e ruggine e lo spostamento dell'acqua.
grassi
I grassi sono miscele di fluidi, addensanti e additivi utilizzati per lubrificare parti e apparecchiature che non possono essere rese a tenuta d'olio, che sono difficili da raggiungere o dove perdite o schizzi di lubrificanti liquidi potrebbero contaminare i prodotti o creare un pericolo. Hanno un'ampia gamma di applicazioni e requisiti prestazionali, dalla lubrificazione dei cuscinetti dei motori a reazione a temperature inferiori allo zero agli ingranaggi dei laminatoi a caldo, alla resistenza al dilavamento da parte di acido o acqua, nonché all'attrito continuo creato dai cuscinetti a rulli delle ruote dei vagoni ferroviari.
Il grasso viene prodotto miscelando saponi metallici (sali di acidi grassi a catena lunga) in un mezzo di olio lubrificante a temperature comprese tra 205 e 315°C. I grassi sintetici possono utilizzare diesteri, esteri siliconici o fosforici e glicoli polialchilici come fluidi. Le caratteristiche del grasso dipendono in larga misura dal particolare fluido, elemento metallico (es. calcio, sodio, alluminio, litio e così via) presente nel sapone e dagli additivi utilizzati per migliorare le prestazioni e la stabilità e per ridurre l'attrito. Questi additivi includono additivi per pressioni estreme che rivestono il metallo con un sottile strato di composti di zolfo metallico non corrosivi, naftenato di piombo o ditiofosfato di zinco, inibitori della ruggine, antiossidanti, acidi grassi per una maggiore lubrificazione, additivi appiccicosi, coloranti per l'identificazione e inibitori dell'acqua. Alcuni grassi possono contenere riempitivi di grafite o molibdeno che rivestono le parti metalliche e forniscono lubrificazione dopo che il grasso si è esaurito o si è decomposto.
Lubrificanti industriali, grassi e additivi per olio motore automobilistico
Oltre all'utilizzo di basi lubrificanti di alta qualità con stabilità chimica e termica e indici di viscosità elevati, sono necessari additivi per potenziare il fluido e fornire le caratteristiche specifiche richieste nei lubrificanti industriali, nei fluidi da taglio, nei grassi e negli oli per motori automobilistici. Gli additivi più comunemente usati includono ma non sono limitati a quanto segue:
- Anti-ossidanti. Gli inibitori dell'ossidazione, come il butile 2,6-diterziario, il paracresolo e la fenilnaftilammina, riducono il tasso di deterioramento dell'olio rompendo le molecole a catena lunga che si formano quando esposte all'ossigeno. Gli inibitori dell'ossidazione vengono utilizzati per rivestire metalli come rame, zinco e piombo per evitare il contatto con l'olio in modo che non agiscano come catalizzatori, accelerando l'ossidazione e formando acidi che attaccano altri metalli.
- Inibitori di schiuma. Gli antischiuma, come siliconi e siliossani poliorganici, sono utilizzati in oli idraulici, oli per ingranaggi, fluidi per trasmissioni e oli per turbine per ridurre la tensione del film superficiale e rimuovere l'aria intrappolata nell'olio da pompe e compressori, al fine di mantenere costante la pressione idraulica e prevenire la cavitazione .
- Inibitori di corrosione. Gli additivi antiruggine, come il naftenato di piombo e il solfonato di sodio, vengono utilizzati per prevenire la formazione di ruggine su parti metalliche e sistemi in cui l'olio circolante è stato contaminato da acqua o da aria umida che è entrata nei serbatoi del sistema mentre si raffreddavano quando l'apparecchiatura o il macchinario non era in uso.
- Additivi antiusura. Gli additivi antiusura, come il tricresilfosfato, formano composti polari che sono attratti dalle superfici metalliche e forniscono uno strato fisico di protezione aggiuntiva nel caso in cui il film d'olio non sia sufficiente.
- Miglioratori dell'indice di viscosità. I miglioratori dell'indice di viscosità aiutano gli oli a resistere agli effetti delle variazioni di temperatura. Sfortunatamente, la loro efficacia diminuisce con l'uso prolungato. Gli oli sintetici sono progettati con indici di viscosità molto elevati, che consentono loro di mantenere la loro struttura in intervalli di temperatura più ampi e per periodi di tempo molto più lunghi rispetto agli oli minerali con additivi per migliorare l'indice di viscosità.
- Demulsionanti. Gli inibitori dell'acqua e i composti speciali separano l'acqua dall'olio e prevengono la formazione di gomma; contengono oli cerosi che forniscono una maggiore lubrificazione. Sono utilizzati dove l'attrezzatura è soggetta a lavaggio con acqua o dove è presente una grande quantità di umidità, come nei cilindri del vapore, nei compressori d'aria e nelle scatole degli ingranaggi contaminati da fluidi da taglio solubili.
- Coloranti a colori. I coloranti vengono utilizzati per aiutare gli utenti a identificare diversi oli utilizzati per scopi specifici, come fluidi per trasmissioni e oli per ingranaggi, al fine di evitare un'applicazione errata.
- Additivi per pressioni estreme. Gli additivi per pressioni estreme, come i composti grassi solforati non corrosivi, il ditiofosfato di zinco e il naftenato di piombo, sono utilizzati negli oli per automobili, ingranaggi e trasmissioni per formare rivestimenti che proteggono le superfici metalliche quando il film protettivo dell'olio si assottiglia o viene espulso e non possono impedire al metallo di contatto metallico.
- Detergenti. I detergenti a base di solfonato di metallo e fenato di metallo vengono utilizzati per trattenere in sospensione particelle di sporco, carbonio e usura metallica in oli idraulici, oli per ingranaggi, oli motore e fluidi per trasmissioni. Questi contaminanti vengono tipicamente rimossi quando l'olio passa attraverso un filtro per evitare che vengano ricircolati attraverso il sistema dove potrebbero causare danni.
- Additivi appiccicosi. Gli additivi adesivi o appiccicosi vengono utilizzati per consentire agli oli di aderire e resistere alle perdite da gruppi di cuscinetti, scatole degli ingranaggi, grandi ingranaggi aperti su mulini e attrezzature da costruzione e macchinari sopraelevati. La loro appiccicosità diminuisce con il servizio esteso.
- Emulsionanti. Gli acidi grassi e gli oli grassi sono usati come emulsionanti negli oli solubili per aiutare a formare soluzioni con l'acqua.
- Additivi lubrificanti. Grasso, strutto, sego, sperma e oli vegetali vengono utilizzati per fornire un grado più elevato di untuosità negli oli da taglio e in alcuni oli per ingranaggi.
- Battericidi. Battericidi e germicidi, come il fenolo e l'olio di pino, vengono aggiunti agli oli da taglio solubili per prolungare la vita del fluido, mantenere la stabilità, ridurre gli odori e prevenire le dermatiti.
Produzione di lubrificanti industriali e oli per autoveicoli
Lubrificanti e oli industriali, grassi, fluidi da taglio e oli per motori automobilistici sono prodotti in impianti di miscelazione e confezionamento, chiamati anche "impianti di lubrificazione" o "impianti di miscelazione". Queste strutture possono trovarsi all'interno o in prossimità di raffinerie che producono scorte di base per lubrificanti, oppure possono trovarsi a una certa distanza e ricevere le scorte di base da navi cisterna o chiatte, vagoni ferroviari cisterna o autocisterne. Gli impianti di miscelazione e confezionamento mescolano e mescolano additivi in oli lubrificanti per la produzione di un'ampia gamma di prodotti finiti, che vengono poi spediti alla rinfusa o in container.
I processi di miscelazione e compounding utilizzati per produrre lubrificanti, fluidi e grassi dipendono dall'età e dalla sofisticatezza dell'impianto, dalle attrezzature disponibili, dai tipi e dalla formulazione degli additivi utilizzati e dalla varietà e dal volume dei prodotti fabbricati. La miscelazione può richiedere solo la miscelazione fisica delle scorte di base e dei pacchetti di additivi in un bollitore utilizzando miscelatori, palette o agitazione ad aria, oppure potrebbe essere necessario il calore ausiliario delle bobine elettriche o di vapore per aiutare a dissolvere e miscelare gli additivi. Altri fluidi e lubrificanti industriali vengono prodotti automaticamente miscelando scorte di base e additivi premiscelati e fanghi oleosi attraverso sistemi collettori. Il grasso può essere prodotto in lotti o composto continuamente. Gli impianti di lubrificazione possono comporre i propri additivi da prodotti chimici o acquistare additivi preconfezionati da aziende specializzate; una singola pianta può utilizzare entrambi i metodi. Quando gli impianti di lubrificazione producono i propri additivi e pacchetti di additivi, potrebbero essere necessarie temperature e pressioni elevate oltre alle reazioni chimiche e all'agitazione fisica per comporre i prodotti chimici e i materiali.
Dopo la produzione, i fluidi e i lubrificanti possono essere tenuti nelle caldaie di miscelazione o collocati in serbatoi di contenimento per garantire che gli additivi rimangano in sospensione o in soluzione, per concedere il tempo necessario ai test per determinare se il prodotto soddisfa le specifiche di qualità e i requisiti di certificazione e per consentire il processo temperature per tornare ai livelli ambientali prima che i prodotti vengano imballati e spediti. Al termine dei test, i prodotti finiti vengono rilasciati per la spedizione alla rinfusa o l'imballaggio in container.
I prodotti finiti vengono spediti alla rinfusa in vagoni ferroviari cisterna o in autocisterne direttamente ai consumatori, distributori o impianti di imballaggio esterni. I prodotti finiti vengono inoltre spediti a consumatori e distributori in vagoni ferroviari o camion per la consegna di pacchi in una varietà di contenitori, come segue:
- Contenitori per rinfuse intermedie in metallo, plastica e combinazione metallo/plastica o plastica/fibra, di dimensioni comprese tra 227 l e circa 2,840 l, vengono spediti come unità singole su pallet integrati o separati, impilati 1 o 2.
- I fusti in metallo, fibra o plastica con una capacità di 208 l, 114 l o 180 kg vengono generalmente spediti 4 per pallet.
- I fusti in metallo o plastica con una capacità di 60 l o 54 kg, e i secchi in metallo o plastica da 19 l o 16 kg, sono impilati su pallet e fasciati o fasciati per mantenere la stabilità.
- Contenitori in metallo o plastica con una capacità di 8 l o 4 l, bottiglie e lattine in plastica, metallo e fibra da 1 l e cartucce di grasso da 2 kg sono imballati in cartoni che vengono impilati su pallet e fasciati o fasciati per la spedizione.
Alcuni impianti di miscelazione e confezionamento possono spedire pallet di prodotti misti e dimensioni miste di contenitori e pacchi direttamente ai piccoli consumatori. Ad esempio, una spedizione di un singolo pallet a una stazione di servizio potrebbe includere 1 fusto di fluido di trasmissione, 2 fusti di grasso, 8 casse di olio motore per autoveicoli e 4 secchi di lubrificante per ingranaggi.
Qualità del prodotto
La qualità del prodotto lubrificante è importante per mantenere le macchine e le apparecchiature funzionanti correttamente e per produrre parti e materiali di qualità. Gli impianti di miscelazione e confezionamento producono prodotti petroliferi finiti secondo rigorose specifiche e requisiti di qualità. Gli utenti devono mantenere il livello di qualità stabilendo pratiche sicure per la manipolazione, lo stoccaggio, l'erogazione e il trasferimento dei lubrificanti dai loro contenitori o serbatoi originali all'attrezzatura di erogazione e al punto di applicazione sulla macchina o attrezzatura da lubrificare o sul sistema da lubrificare essere riempito. Alcuni impianti industriali hanno installato sistemi centralizzati di erogazione, lubrificazione e idraulici che riducono al minimo la contaminazione e l'esposizione. Gli oli industriali, i lubrificanti, gli oli da taglio e i grassi si deteriorano a causa di contaminazione da acqua o umidità, esposizione a temperature eccessivamente alte o basse, miscelazione involontaria con altri prodotti e stoccaggio a lungo termine che consente l'abbandono di additivi o cambiamenti chimici.
Salute e Sicurezza
Poiché sono utilizzati e maneggiati dai consumatori, i prodotti industriali e automobilistici finiti devono essere relativamente privi di rischi. Esiste la possibilità di esposizioni pericolose durante la miscelazione e la composizione di prodotti, durante la manipolazione di additivi, durante l'utilizzo di fluidi da taglio e durante il funzionamento di sistemi di lubrificazione a nebbia d'olio.
Il capitolo Raffinerie di petrolio e gas naturale in questo Enciclopedia fornisce informazioni sui potenziali pericoli associati alle strutture ausiliarie negli impianti di miscelazione e confezionamento come locali caldaie, laboratori, uffici, separatori acqua-olio e impianti di trattamento dei rifiuti, banchine marittime, depositi di serbatoi, operazioni di magazzino, vagoni cisterna e scaffalature di carico per autocisterne e strutture per il carico e lo scarico di vagoni ferroviari e camion per pacchi.
Sicurezza
La produzione di additivi e fanghi, la miscelazione in batch, la miscelazione in batch e le operazioni di miscelazione in linea richiedono controlli rigorosi per mantenere la qualità del prodotto desiderata e, insieme all'uso di DPI, per ridurre al minimo l'esposizione a sostanze chimiche e materiali potenzialmente pericolosi, nonché il contatto con superfici calde e vapore. Fusti e contenitori di additivi devono essere conservati in modo sicuro e tenuti ben chiusi fino al momento dell'uso. Gli additivi in fusti e sacchi devono essere maneggiati correttamente per evitare sforzi muscolari. Le sostanze chimiche pericolose devono essere conservate correttamente e le sostanze chimiche incompatibili non devono essere conservate dove possono mescolarsi tra loro. Le precauzioni da prendere quando si utilizzano macchine di riempimento e confezionamento includono l'uso di guanti e l'evitare di intrappolare le dita in dispositivi che crimpano coperchi su fusti e secchi. Le protezioni della macchina e i sistemi di protezione non devono essere rimossi, scollegati o bypassati per accelerare il lavoro. I contenitori intermedi e i fusti alla rinfusa devono essere ispezionati prima del riempimento per assicurarsi che siano puliti e idonei.
Dovrebbe essere istituito un sistema di autorizzazioni per spazi ristretti per l'ingresso nei serbatoi di stoccaggio e nei recipienti di miscelazione per la pulizia, l'ispezione, la manutenzione o la riparazione. Una procedura di lockout/tagout dovrebbe essere stabilita e implementata prima di lavorare su macchinari per l'imballaggio, bollitori di miscelazione con miscelatori, nastri trasportatori, pallettizzatori e altre attrezzature con parti mobili.
Fusti e contenitori che perdono devono essere rimossi dall'area di stoccaggio e le fuoriuscite devono essere pulite per evitare scivolamenti e cadute. Il riciclaggio, la combustione e lo smaltimento di rifiuti, lubrificanti versati e usati, oli per motori di automobili e fluidi da taglio devono essere conformi alle normative governative e alle procedure aziendali. I lavoratori devono utilizzare DPI appropriati durante la pulizia di fuoriuscite e la manipolazione di prodotti usati o di scarto. L'olio motore scaricato, i fluidi da taglio o i lubrificanti industriali che possono essere contaminati con benzina e solventi infiammabili devono essere conservati in un luogo sicuro lontano da fonti di ignizione, fino al corretto smaltimento.
Protezione antincendio
Mentre il potenziale di incendio è minore nella miscelazione e miscelazione di lubrificanti industriali e automobilistici rispetto ai processi di raffinazione, è necessario prestare attenzione durante la produzione di oli e grassi per la lavorazione dei metalli a causa dell'uso di temperature di miscelazione e miscelazione elevate e di prodotti con punto di infiammabilità inferiore. Devono essere prese precauzioni speciali per prevenire gli incendi quando i prodotti vengono erogati o i contenitori riempiti a temperature superiori al loro punto di infiammabilità. Quando si trasferiscono liquidi infiammabili da un contenitore all'altro, è necessario applicare adeguate tecniche di collegamento e messa a terra per prevenire l'accumulo di elettricità statica e le scariche elettrostatiche. I motori elettrici e le apparecchiature portatili devono essere opportunamente classificati per i pericoli presenti nell'area in cui sono installati o utilizzati.
Esiste il rischio di incendio se un prodotto che perde o un rilascio di vapore nelle aree di miscelazione del lubrificante e lavorazione del grasso o di stoccaggio raggiunge una fonte di ignizione. Si dovrebbe prendere in considerazione l'istituzione e l'attuazione di un sistema di permessi per la lavorazione a caldo per prevenire gli incendi negli impianti di miscelazione e confezionamento. I serbatoi di stoccaggio installati all'interno degli edifici devono essere costruiti, sfiatati e protetti in conformità con i requisiti governativi e la politica aziendale. I prodotti stoccati su scaffalature e pile non devono bloccare i sistemi di protezione antincendio, le porte tagliafuoco o le vie di uscita.
Lo stoccaggio dei prodotti finiti, sia alla rinfusa che in contenitori e imballaggi, deve essere conforme alle pratiche riconosciute e alle norme di prevenzione incendi. Ad esempio, i liquidi infiammabili e gli additivi che si trovano in soluzioni di liquidi infiammabili possono essere immagazzinati in edifici esterni o in locali di stoccaggio separati, appositamente progettati all'interno o annessi. Molti additivi vengono conservati in ambienti caldi (da 38 a 65°C) o in ambienti caldi (oltre 65°C) per mantenere gli ingredienti in sospensione, per ridurre la viscosità di prodotti più densi o per facilitare la miscelazione o la composizione. Questi locali di stoccaggio devono essere conformi ai requisiti di classificazione elettrica, drenaggio, ventilazione e sfiato delle esplosioni, in particolare quando i liquidi infiammabili o combustibili sono conservati e distribuiti a temperature superiori ai loro punti di infiammabilità.
Salute e benessere
Durante la miscelazione, il campionamento e la composizione, è necessario prendere in considerazione dispositivi di protezione individuale e respiratoria per evitare l'esposizione a calore, vapore, polveri, nebbie, vapori, fumi, sali metallici, sostanze chimiche e additivi. Pratiche di lavoro sicure, buona igiene e protezione personale adeguata possono essere necessarie per l'esposizione a nebbie d'olio, fumi e vapori, additivi, rumore e calore quando si eseguono attività di ispezione e manutenzione durante il campionamento e la manipolazione di idrocarburi e additivi durante la produzione e l'imballaggio e durante la pulizia fuoriuscite e rilasci:
- Scarpe da lavoro con suole resistenti all'olio o allo scivolamento devono essere indossate per lavori generici e scarpe di sicurezza con punta protettiva approvate con suole resistenti all'olio o allo scivolamento devono essere indossate laddove esistano rischi di lesioni ai piedi dovute al rotolamento o alla caduta di oggetti o attrezzature.
- Occhiali di sicurezza e protezione respiratoria possono essere necessari per esposizioni pericolose a sostanze chimiche, polvere o vapore.
- Guanti, grembiuli, calzature, schermi facciali e occhiali protettivi impermeabili devono essere indossati durante la manipolazione di sostanze chimiche pericolose, additivi e soluzioni caustiche e durante la pulizia di fuoriuscite.
- La protezione della testa può essere necessaria quando si lavora in fosse o aree in cui esiste il rischio di lesioni alla testa.
- Dovrebbe essere fornito un facile accesso ad adeguate strutture di pulizia e asciugatura per gestire schizzi e fuoriuscite.
L'olio è una causa comune di dermatite, che può essere controllata attraverso l'uso di DPI e buone pratiche di igiene personale. Evitare il contatto diretto della pelle con qualsiasi grasso o lubrificante formulato. Gli oli più leggeri come il cherosene, i solventi e gli oli del fuso sgrassano la pelle e causano eruzioni cutanee. Prodotti più densi, come oli e grassi per ingranaggi, ostruiscono i pori della pelle, portando alla follicolite.
I pericoli per la salute dovuti alla contaminazione microbica dell'olio possono essere riassunti come segue:
- Le condizioni cutanee preesistenti possono essere aggravate.
- Gli aerosol lubrificanti di dimensioni respirabili possono causare malattie respiratorie.
- Gli organismi possono modificare la composizione del prodotto in modo che diventi direttamente dannoso.
- Possono essere introdotti batteri nocivi da animali, uccelli o esseri umani.
La dermatite da contatto può verificarsi quando i dipendenti sono esposti a fluidi da taglio durante la produzione, il lavoro o la manutenzione e quando si puliscono le mani sporche di olio con stracci intrisi di minuscole particelle metalliche. Il metallo provoca piccole lacerazioni nella pelle che possono infettarsi. I fluidi da taglio a base acquosa sulla pelle e sugli indumenti possono contenere batteri e causare infezioni e gli emulsionanti possono dissolvere i grassi dalla pelle. La follicolite oleosa è causata dall'esposizione prolungata a fluidi da taglio a base di olio, ad esempio indossando indumenti imbevuti di olio. I dipendenti devono rimuovere e lavare gli indumenti impregnati di olio prima di indossarli nuovamente. La dermatite può anche essere causata dall'uso di saponi, detergenti o solventi per pulire la pelle. La dermatite è meglio controllata da buone pratiche igieniche e riducendo al minimo l'esposizione. Se la dermatite persiste, è necessario consultare un medico.
Nell'ampia revisione condotta come base per il suo documento sui criteri, il National Institute for Occupational Safety and Health (NIOSH) degli Stati Uniti ha riscontrato un'associazione tra l'esposizione a fluidi per la lavorazione dei metalli e il rischio di sviluppare il cancro in diversi siti di organi, tra cui stomaco, pancreas , laringe e retto (NIOSH 1996). Restano da determinare le formulazioni specifiche responsabili degli elevati rischi di cancro.
L'esposizione professionale a nebbie d'olio e aerosol è associata a una varietà di effetti respiratori non maligni, tra cui polmonite lipoide, asma, irritazione acuta delle vie aeree, bronchite cronica e funzione polmonare compromessa (NIOSH 1996).
I fluidi per la lavorazione dei metalli sono facilmente contaminati da batteri e funghi. Possono colpire la pelle o, se inalati come aerosol contaminati, possono avere effetti sistemici.
I processi di raffinazione come l'idrofinitura e il trattamento acido vengono utilizzati per rimuovere gli aromatici dai lubrificanti industriali e l'uso di basi nafteniche è stato limitato per ridurre al minimo la cancerogenicità. Anche gli additivi introdotti nella miscelazione e nel compounding possono creare un potenziale rischio per la salute. L'esposizione a composti clorurati e composti con piombo, come quelli utilizzati in alcuni lubrificanti e grassi per ingranaggi, provoca irritazione della pelle e può essere potenzialmente pericolosa. Il tri-ortocresil fosfato ha causato epidemie di paralisi nervose quando l'olio lubrificante è stato usato accidentalmente per cucinare. Gli oli sintetici sono costituiti principalmente da nitrito di sodio e trietanolammina e additivi. La trietanolamina commerciale contiene dietanolamina, che può reagire con nitrito di sodio per formare un cancerogeno relativamente debole, N-nitrosodietanolamina, che può creare un pericolo. I lubrificanti semisintetici presentano i rischi di entrambi i prodotti, così come gli additivi nelle loro formulazioni.
Le informazioni sulla sicurezza dei prodotti sono importanti sia per i dipendenti dei produttori che per gli utilizzatori di lubrificanti, oli e grassi. I produttori dovrebbero disporre di schede di dati sulla sicurezza dei materiali (MSDS) o altre informazioni sul prodotto disponibili per tutti gli additivi e le basi utilizzate nella miscelazione e nella composizione. Molte aziende hanno condotto test epidemiologici e tossicologici per determinare il grado di rischio associato a eventuali effetti sulla salute acuti e cronici dei loro prodotti. Queste informazioni dovrebbero essere disponibili per i lavoratori e gli utenti attraverso etichette di avvertenza e informazioni sulla sicurezza del prodotto.
Trattamento superficiale dei metalli
Adattato dalla 3a edizione, Enciclopedia della salute e sicurezza sul lavoro.
Esiste un'ampia varietà di tecniche per rifinire le superfici dei prodotti in metallo in modo che resistano alla corrosione, si adattino meglio e abbiano un aspetto migliore (vedi tabella 1). Alcuni prodotti sono trattati con una sequenza di diverse di queste tecniche. Questo articolo descriverà brevemente alcuni di quelli più comunemente usati.
Tabella 1. Riepilogo dei pericoli associati ai diversi metodi di trattamento dei metalli
|
Metodo di trattamento del metallo |
Pericoli |
Precauzioni |
|
Lucidatura elettrolitica |
Ustioni e irritazioni da sostanze chimiche caustiche e corrosive |
Utilizzare dispositivi di protezione individuale adeguati. Installare un'efficace ventilazione di scarico. |
|
Galvanotecnica |
Esposizione a cromo e nichel potenzialmente cancerogeni; esposizione ai cianuri; ustioni e irritazioni da sostanze chimiche caustiche e corrosive; elettro-shock; il processo può essere bagnato, causando rischi di scivolamento e caduta; potenziale generazione di polvere esplosiva; rischi ergonomici |
Utilizzare dispositivi di protezione individuale adeguati. Installare un'efficace ventilazione di scarico, spesso scanalata, sistema push-pull. Pulisci immediatamente le fuoriuscite. Installa pavimenti antiscivolo. Utilizzare una progettazione efficace delle procedure e delle postazioni di lavoro per evitare lo stress ergonomico. |
|
Smalti e velature |
Pericoli fisici da macinini, nastri trasportatori, mulini; pericolo di ustioni da liquidi e apparecchiature ad alta temperatura; esposizione a polveri che possono causare malattie polmonari |
Installare adeguate protezioni della macchina, compresi gli interblocchi. Utilizzare dispositivi di protezione individuale adeguati. Installare un'efficace ventilazione di scarico per evitare l'esposizione alla polvere. Potrebbero essere necessarie apparecchiature con filtro HEPA. |
|
acquaforte |
Esposizione all'acido fluoridrico; ustioni e irritazioni da sostanze chimiche caustiche e corrosive; pericolo di ustione da liquidi e apparecchiature ad alta temperatura |
Attuare un programma per evitare l'esposizione all'acido fluoridrico. Utilizzare dispositivi di protezione individuale adeguati. Installare un'efficace ventilazione di scarico. |
|
zincatura |
Pericolo di ustione da liquidi, metalli e attrezzature ad alta temperatura; ustioni e irritazioni da sostanze chimiche caustiche e corrosive; febbre da fumi metallici; potenziale esposizione al piombo |
Utilizzare dispositivi di protezione individuale adeguati. Installare un'efficace ventilazione di scarico. Attuare un programma di riduzione/monitoraggio dell'esposizione al piombo. |
|
Trattamento termico |
Pericolo di ustione da liquidi, metalli e attrezzature ad alta temperatura; ustioni e irritazioni da sostanze chimiche caustiche e corrosive; possibili atmosfere esplosive di idrogeno; potenziale esposizione al monossido di carbonio; potenziale esposizione ai cianuri; pericolo di incendio dovuto all'estinzione dell'olio |
Utilizzare dispositivi di protezione individuale adeguati. Installare un'efficace ventilazione di scarico. Mostrare cartelli che avvertono di attrezzature e superfici ad alta temperatura. Installare sistemi per monitorare la concentrazione di monossido di carbonio. Installare adeguati sistemi antincendio. |
|
metallizzazione |
Pericolo di ustione da metalli e attrezzature ad alta temperatura; possibili atmosfere esplosive di polvere, acetilene; febbre da fumi di zinco metallico |
Installare adeguati sistemi antincendio. Separare correttamente prodotti chimici e gas. Utilizzare dispositivi di protezione individuale adeguati. Installare un'efficace ventilazione di scarico. |
|
fosfatazione |
Ustioni e irritazioni da sostanze chimiche caustiche e corrosive |
Utilizzare dispositivi di protezione individuale adeguati. Installare un'efficace ventilazione di scarico. |
|
Rivestimento in plastica |
Esposizione a sensibilizzanti chimici |
Cerca alternative ai sensibilizzanti. Utilizzare dispositivi di protezione individuale adeguati. Installare un'efficace ventilazione di scarico. |
|
adescamento |
Esposizione a vari solventi potenzialmente tossici e infiammabili, esposizione a sensibilizzanti chimici, esposizione a cromo potenzialmente cancerogeno |
Cerca alternative ai sensibilizzanti. Utilizzare dispositivi di protezione individuale adeguati. Installare un'efficace ventilazione di scarico. Separare correttamente sostanze chimiche/gas. |
Prima di poter applicare una qualsiasi di queste tecniche, i prodotti devono essere accuratamente puliti. Vengono utilizzati numerosi metodi di pulizia, singolarmente o in sequenza. Comprendono la molatura meccanica, la spazzolatura e la lucidatura (che producono polvere metallica o ossidica - la polvere di alluminio può essere esplosiva), lo sgrassaggio a vapore, il lavaggio con solventi organici per grassi, il "decapaggio" in soluzioni concentrate acide o alcaline e lo sgrassaggio elettrolitico. L'ultimo prevede l'immersione in bagni contenenti cianuro e alcali concentrati in cui l'idrogeno o l'ossigeno formati elettroliticamente rimuovono il grasso, ottenendo superfici metalliche "vuote" prive di ossidi e grasso. Alla pulizia segue un adeguato risciacquo ed asciugatura del prodotto.
Una corretta progettazione dell'attrezzatura e un LEV efficace ridurranno parte del rischio. I lavoratori esposti al pericolo di spruzzi devono essere dotati di occhiali protettivi o schermi per gli occhi e guanti, grembiuli e indumenti protettivi. Docce e fontanelle per il lavaggio degli occhi dovrebbero essere nelle vicinanze e in buone condizioni, e gli schizzi e le fuoriuscite dovrebbero essere lavati via prontamente. Con le apparecchiature elettrolitiche, i guanti e le scarpe devono essere non conduttivi e devono essere seguite altre precauzioni elettriche standard, come l'installazione di interruttori del circuito di guasto a terra e procedure di lockout/tagout.
Processi di trattamento
Lucidatura elettrolitica
La lucidatura elettrolitica viene utilizzata per produrre una superficie di migliore aspetto e riflettività, per rimuovere il metallo in eccesso per adattarsi accuratamente alle dimensioni richieste e per preparare la superficie per l'ispezione per le imperfezioni. Il processo prevede la dissoluzione anodica preferenziale dei punti alti sulla superficie dopo lo sgrassaggio a vapore e la pulizia alcalina a caldo. Gli acidi sono spesso usati come soluzioni elettrolitiche; di conseguenza, successivamente è necessario un adeguato risciacquo.
Galvanotecnica
La galvanica è un processo chimico o elettrochimico per l'applicazione di uno strato metallico al prodotto, ad esempio nichel per proteggerlo dalla corrosione, cromo duro per migliorare le proprietà della superficie o argento e oro per abbellirlo. Occasionalmente vengono utilizzati materiali non metallici. Il prodotto, cablato come il catodo, e un anodo del metallo da depositare vengono immersi in una soluzione elettrolitica (che può essere acida, alcalina o alcalina con sali e complessi di cianuro) e collegati esternamente ad una sorgente di corrente continua. I cationi caricati positivamente dell'anodo metallico migrano verso il catodo, dove vengono ridotti al metallo e depositati come uno strato sottile (vedi figura 1). Il processo viene continuato fino a quando il nuovo rivestimento raggiunge lo spessore desiderato, quindi il prodotto viene lavato, asciugato e lucidato.
Figura 1. Galvanotecnica: rappresentazione schematica
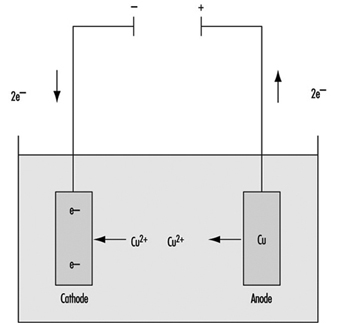
Anodo: Cu → Cu+2 + 2e- ; Catodo: Cu+2 + 2e- → Cu
In elettroformatura, un processo strettamente correlato alla galvanica, gli oggetti stampati, ad esempio, in gesso o plastica vengono resi conduttivi mediante l'applicazione di grafite e quindi vengono collegati come catodo in modo che il metallo si depositi su di essi.
In anodizzazione, un processo che è diventato sempre più importante negli ultimi anni, i prodotti di alluminio (si usano anche titanio e altri metalli) sono collegati come l'anodo e immersi in acido solforico diluito. Tuttavia, invece della formazione di ioni positivi di alluminio e della migrazione per la deposizione sul catodo, vengono ossidati dagli atomi di ossigeno che si formano all'anodo e si legano ad esso come uno strato di ossido. Questo strato di ossido viene parzialmente dissolto dalla soluzione di acido solforico, rendendo lo strato superficiale poroso. Successivamente, in questi pori possono essere depositati materiali colorati o sensibili alla luce, come ad esempio nella fabbricazione di targhette.
Smalti e smalti
Lo smalto vetroso o smalto porcellanato viene utilizzato per fornire un rivestimento altamente resistente al calore, alle macchie e alla corrosione di metalli, solitamente ferro o acciaio, in un'ampia gamma di prodotti fabbricati tra cui vasche da bagno, fornelli a gas ed elettrici, utensili da cucina, serbatoi di stoccaggio e container e apparecchiature elettriche. Inoltre, gli smalti sono utilizzati nella decorazione di ceramica, vetro, gioielli e ornamenti decorativi. L'uso specializzato di polveri di smalto nella produzione di articoli ornamentali come Cloisonné e Limoges è noto da secoli. Gli smalti vengono applicati a ceramiche di ogni tipo.
I materiali utilizzati nella fabbricazione di smalti vetrosi e smalti includono:
- refrattari, come quarzo, feldspato e argilla
- fondenti, come borace (borato di sodio decaidrato), carbonato di sodio (carbonato di sodio anidro), nitrato di sodio, fluorite, criolite, carbonato di bario, carbonato di magnesio, monossido di piombo, tetrossido di piombo e ossido di zinco
- coloranti, come ossidi di antimonio, cadmio, cobalto, ferro, nichel, manganese, selenio, vanadio, uranio e titanio
- opacizzanti, come ossidi di antimonio, titanio, stagno e zirconio e antimoninato di sodio
- elettroliti, come borace, carbonato di sodio, carbonato e solfato di magnesio, nitrito di sodio e alluminato di sodio
- agenti flocculanti, come argilla, gomme, alginato di ammonio, bentonite e silice colloidale.
Il primo passo in tutti i tipi di smaltatura o smaltatura vetrosa è la realizzazione della fritta, la polvere di smalto. Ciò comporta la preparazione delle materie prime, la fusione e la consegna della fritta.
Dopo un'accurata pulizia dei prodotti metallici (es. pallinatura, decapaggio, sgrassaggio), lo smalto può essere applicato con una serie di procedure:
- Nel processo a umido, l'oggetto viene immerso nella barbottina di smalto acquoso, prelevato e lasciato scolare o, in "granita", la barbottina di smalto è più densa e deve essere scossa dall'oggetto.
- Nel processo a secco, l'oggetto rivestito di terra viene riscaldato alla temperatura di smaltatura e quindi la polvere di smalto secca viene spolverata su di esso attraverso i setacci. Lo smalto si sinterizza in posizione e, quando l'oggetto viene riportato nella fornace, si scioglie in una superficie liscia.
- L'applicazione a spruzzo è sempre più utilizzata, di solito in un'operazione meccanizzata. Richiede un armadio con ventilazione di scarico.
- Gli smalti decorativi vengono solitamente applicati a mano, utilizzando pennelli o strumenti simili.
- Gli smalti per articoli in porcellana e ceramica vengono solitamente applicati per immersione oa spruzzo. Sebbene alcune operazioni di immersione vengano meccanizzate, i pezzi vengono solitamente immersi a mano nell'industria domestica della porcellana. L'oggetto viene tenuto in mano, immerso in una grande vasca di smalto, lo smalto viene rimosso con un movimento del polso e l'oggetto viene posto in un essiccatore. Quando si spruzza lo smalto, è necessario prevedere una cappa o un armadio chiuso con un'efficiente ventilazione di scarico.
Gli oggetti preparati vengono poi “cotti” in una fornace o fornace, che di solito è alimentata a gas.
acquaforte
L'incisione chimica produce una finitura satinata o opaca. Più frequentemente, viene utilizzato come pretrattamento prima dell'anodizzazione, laccatura, rivestimento di conversione, lucidatura o brillantatura chimica. Viene applicato più frequentemente all'alluminio e all'acciaio inossidabile, ma viene utilizzato anche per molti altri metalli.
L'alluminio viene solitamente inciso in soluzioni alcaline contenenti varie miscele di idrossido di sodio, idrossido di potassio, fosfato trisodico e carbonato di sodio, insieme ad altri ingredienti per prevenire la formazione di fanghi. Uno dei processi più comuni utilizza l'idrossido di sodio ad una concentrazione da 10 a 40 g/l mantenuto ad una temperatura da 50 a 85°C con un tempo di immersione fino a 10 minuti.
L'attacco alcalino è solitamente preceduto e seguito da un trattamento in varie miscele di acido cloridrico, fluoridrico, nitrico, fosforico, cromico o solforico. Un tipico trattamento acido prevede immersioni da 15 a 60 secondi in una miscela di 3 parti in volume di acido nitrico e 1 parte in volume di acido fluoridrico che viene mantenuta ad una temperatura di 20°C.
zincatura
La zincatura applica un rivestimento di zinco a una varietà di prodotti in acciaio per proteggerli dalla corrosione. Il prodotto deve essere pulito e privo di ossidi affinché il rivestimento aderisca correttamente. Questo di solito comporta una serie di processi di pulizia, risciacquo, asciugatura o ricottura prima che il prodotto entri nel bagno di zincatura. Nella zincatura “a caldo” il prodotto viene fatto passare attraverso un bagno di zinco fuso; La zincatura "a freddo" è essenzialmente galvanica, come descritto sopra.
I prodotti fabbricati sono solitamente zincati in un processo batch, mentre il metodo a nastro continuo viene utilizzato per nastri, lamiere o fili di acciaio. Il flusso può essere impiegato per mantenere una pulizia soddisfacente sia del prodotto che del bagno di zinco e per facilitare l'asciugatura. Una fase di preflussaggio può essere seguita da una copertura di fondente di cloruro di ammonio sulla superficie del bagno di zinco, oppure quest'ultimo può essere usato da solo. Nel tubo zincato, il tubo viene immerso in una soluzione calda di cloruro di zinco ammonio dopo la pulizia e prima che il tubo entri nel bagno di zinco fuso. I flussi si decompongono per formare acido cloridrico irritante e gas di ammoniaca, richiedendo LEV.
Le varie tipologie di zincatura a caldo in continuo si differenziano essenzialmente per la modalità di pulizia del manufatto e se la pulizia avviene in linea:
- pulitura mediante ossidazione alla fiamma degli oli superficiali con successiva riduzione in forno e ricottura effettuata in linea
- pulizia elettrolitica eseguita prima della ricottura in linea
- pulizia mediante decapaggio acido e pulizia alcalina, utilizzando un fondente prima del forno di preriscaldamento e ricottura in un forno prima della zincatura
- pulizia mediante decapaggio acido e pulizia alcalina, eliminazione del fondente e preriscaldamento in un gas riducente (ad es. idrogeno) prima della zincatura.
La linea di zincatura in continuo per nastri di acciaio di piccolo spessore omette il decapaggio e l'utilizzo di disossidante; utilizza la pulizia alcalina e mantiene pulita la superficie del nastro riscaldandolo in una camera o in un forno con un'atmosfera riducente di idrogeno finché non passa sotto la superficie del bagno di zinco fuso.
La zincatura continua del filo richiede fasi di ricottura, solitamente con una vasca di piombo fuso davanti alle vasche di pulizia e zincatura; raffreddamento ad aria o ad acqua; decapaggio in acido cloridrico caldo e diluito; risciacquo; applicazione di un flusso; asciugatura; e poi zincatura nel bagno di zinco fuso.
Una scoria, una lega di ferro e zinco, si deposita sul fondo del bagno di zinco fuso e deve essere rimossa periodicamente. Vari tipi di materiali vengono fatti galleggiare sulla superficie del bagno di zinco per prevenire l'ossidazione dello zinco fuso. È necessaria una rasatura frequente nei punti di entrata e di uscita del filo o del nastro da zincare.
Trattamento termico
Il trattamento termico, il riscaldamento e il raffreddamento di un metallo che rimane allo stato solido, è solitamente parte integrante della lavorazione dei prodotti metallici. Comporta quasi sempre un cambiamento nella struttura cristallina del metallo che si traduce in una modifica delle sue proprietà (ad esempio, ricottura per rendere il metallo più malleabile, riscaldamento e raffreddamento lento per ridurre la durezza, riscaldamento e tempra per aumentare la durezza, riscaldamento per ridurre al minimo le sollecitazioni interne).
ricottura
La ricottura è un trattamento termico di “rammollimento” largamente utilizzato per consentire un'ulteriore lavorazione a freddo del metallo, migliorare la lavorabilità, distendere il prodotto prima del suo utilizzo e così via. Implica il riscaldamento del metallo a una temperatura specifica, mantenendolo a quella temperatura per un periodo di tempo specifico e lasciandolo raffreddare a una velocità particolare. Vengono utilizzate numerose tecniche di ricottura:
- Ricottura blu, in cui viene prodotto uno strato di ossido blu sulla superficie delle leghe a base di ferro
- Ricottura brillante, che viene effettuata in atmosfera controllata per ridurre al minimo l'ossidazione superficiale
- Ricottura ravvicinata or ricottura della scatola, un metodo in cui i metalli ferrosi e non ferrosi vengono riscaldati in un contenitore metallico sigillato con o senza materiale di imballaggio e quindi raffreddati lentamente
- Ricottura completa, solitamente effettuata in atmosfera protettiva, finalizzata all'ottenimento della massima morbidezza economicamente fattibile
- malleabile, un tipo speciale di ricottura data alle fusioni di ferro per renderle malleabili trasformando il carbonio combinato nel ferro in carbonio fine (cioè grafite)
- Ricottura parziale, un processo a bassa temperatura per rimuovere le sollecitazioni interne indotte nel metallo dalla lavorazione a freddo
- Sub-critico or ricottura sferoidale, che produce una migliore lavorabilità consentendo al carburo di ferro nella struttura cristallina di acquisire una forma sferoidale.
Indurimento dell'età
L'indurimento è un trattamento termico spesso utilizzato sulle leghe alluminio-rame in cui l'indurimento naturale che avviene nella lega viene accelerato mediante riscaldamento a circa 180°C per circa 1 ora.
omogeneizzazione
L'omogeneizzazione, solitamente applicata a lingotti o compatti di metallo in polvere, è progettata per rimuovere o ridurre notevolmente la segregazione. Si ottiene riscaldando a una temperatura di circa 20°C al di sotto del punto di fusione del metallo per circa 2 ore o più e quindi raffreddando.
Normalizzazione
Un processo simile alla ricottura completa, assicura l'uniformità delle proprietà meccaniche da ottenere e produce anche una maggiore tenacità e resistenza ai carichi meccanici.
Brevetti
La brevettazione è un tipo speciale di processo di ricottura che viene solitamente applicato a materiali di piccola sezione che devono essere trafilati (ad esempio, filo di acciaio al carbonio allo 0.6%). Il metallo viene riscaldato in un normale forno al di sopra dell'intervallo di trasformazione e quindi passa direttamente dal forno, ad esempio, in un bagno di piombo mantenuto ad una temperatura di circa 170°C.
Tempra-tempra e rinvenimento
Un aumento della durezza può essere prodotto in una lega a base di ferro riscaldando al di sopra dell'intervallo di trasformazione e raffreddando rapidamente a temperatura ambiente mediante tempra in olio, acqua o aria. L'articolo è spesso troppo sollecitato per essere messo in servizio e, per aumentarne la tenacità, viene rinvenuto riscaldandolo ad una temperatura inferiore all'intervallo di trasformazione e lasciandolo raffreddare alla velocità desiderata.
Il martempering e l'austempering sono processi simili tranne per il fatto che l'articolo viene temprato, ad esempio, in un bagno di sale o piombo mantenuto a una temperatura di 400°C.
Indurimento superficiale e cementazione
Questo è un altro processo di trattamento termico applicato più frequentemente alle leghe a base di ferro, che consente alla superficie dell'oggetto di rimanere dura mentre il suo nucleo rimane relativamente duttile. Ha una serie di varianti:
- Indurimento alla fiamma comporta l'indurimento delle superfici dell'oggetto (ad es. denti di ingranaggi, cuscinetti, guide di scorrimento) mediante riscaldamento con un cannello a gas ad alta temperatura e quindi tempra in olio, acqua o altro mezzo idoneo.
- Tempra ad induzione elettrica è simile all'indurimento alla fiamma tranne per il fatto che il riscaldamento è prodotto da correnti parassite indotte negli strati superficiali.
- carburazione aumenta il contenuto di carbonio della superficie di una lega a base di ferro riscaldando l'oggetto in un mezzo carbonioso solido, liquido o gassoso (ad es. carbone solido e carbonato di bario, cianuro di sodio liquido e carbonato di sodio, monossido di carbonio gassoso, metano e così via ) ad una temperatura di circa 900°C.
- nitrurazione aumenta il contenuto di azoto della superficie di un oggetto speciale in ghisa o acciaio a bassa lega riscaldandolo in un mezzo azotato, solitamente ammoniaca gassosa, a circa 500-600°C.
- Cianizzazione è un metodo di cementazione in cui la superficie di un oggetto in acciaio a basso tenore di carbonio viene arricchita contemporaneamente sia di carbonio che di azoto. Di solito comporta il riscaldamento dell'oggetto per 1 ora in un bagno di cianuro di sodio fuso al 30% a 870°C, e quindi la tempra in olio o acqua.
- Carbo-nitrurazione è un processo gassoso per l'assorbimento simultaneo di carbonio e azoto nello strato superficiale dell'acciaio riscaldandolo a 800-875°C in un'atmosfera di un gas di carburazione (vedi sopra) e un gas di nitrurazione (ad esempio, dal 2 al 5% di anidro ammoniaca).
metallizzazione
La metallizzazione, o spruzzatura di metallo, è una tecnica per applicare un rivestimento metallico protettivo su una superficie irruvidita meccanicamente spruzzandola con gocce di metallo fuso. Viene anche utilizzato per ricostruire superfici usurate o corrose e per recuperare componenti mal lavorati. Il processo è ampiamente noto come Schooping, dal nome del Dr. Schoop che lo ha inventato.
Utilizza la pistola Schooping, una pistola a spruzzo manuale a forma di pistola attraverso la quale il metallo sotto forma di filo viene immesso in una fiamma di gas combustibile/ossigeno che lo scioglie e, utilizzando aria compressa, lo spruzza sull'oggetto. La fonte di calore è una miscela di ossigeno e acetilene, propano o gas naturale compresso. Il filo a spirale viene solitamente raddrizzato prima di essere inserito nella pistola. Può essere utilizzato qualsiasi metallo che può essere trasformato in un filo; la pistola può anche accettare il metallo in polvere.
La metallizzazione sottovuoto è un processo in cui l'oggetto viene posto in un barattolo sottovuoto in cui viene spruzzato il metallo di rivestimento.
fosfatazione
La fosfatazione viene utilizzata principalmente su acciaio dolce e zincato e alluminio per aumentare l'adesione e la resistenza alla corrosione di vernici, cere e finiture ad olio. Viene anche utilizzato per formare uno strato che funge da pellicola di separazione nell'imbutitura profonda della lamiera e ne migliora la resistenza all'usura. Consiste essenzialmente nel far reagire la superficie metallica con una soluzione di uno o più fosfati di ferro, zinco, manganese, sodio o ammonio. Le soluzioni di fosfato di sodio e ammonio vengono utilizzate per la pulizia e la fosfatazione combinate. La necessità di fosfatare oggetti multimetallici e il desiderio di aumentare la velocità della linea nelle operazioni automatizzate hanno portato a ridurre i tempi di reazione mediante l'aggiunta di acceleranti come fluoruri, clorati, molibdati e composti di nichel alle soluzioni di fosfatazione. Per ridurre la dimensione dei cristalli e, di conseguenza, per aumentare la flessibilità dei rivestimenti di fosfato di zinco, al risciacquo di pretrattamento vengono aggiunti agenti di raffinazione dei cristalli come fosfato di zinco terziario o fosfato di titanio.
La sequenza di fosfatazione include tipicamente i seguenti passaggi:
- pulizia caustica calda
- spazzolatura e risciacquo
- ulteriore pulizia caustica calda
- risciacquo con acqua condizionante
- spruzzatura o immersione in soluzioni calde di fosfati acidi
- risciacquo con acqua fredda
- risciacquo caldo con acido cromico
- un altro risciacquo con acqua fredda
- essiccazione.
adescamento
I primer per vernici organiche vengono applicati alle superfici metalliche per favorire l'adesione delle vernici applicate successivamente e per ritardare la corrosione all'interfaccia vernice-metallo. I primer solitamente contengono resine, pigmenti e solventi e possono essere applicati alle superfici metalliche preparate mediante pennello, spruzzo, immersione, rivestimento a rullo o elettroforesi.
I solventi possono essere qualsiasi combinazione di idrocarburi alifatici e aromatici, chetoni, esteri, alcoli ed eteri. Le resine più comunemente utilizzate sono il polivinilbutinolo, le resine fenoliche, gli alchidici dell'olio essiccante, gli oli epossidati, gli epossiesteri, i silicati di etile e le gomme clorurate. Nei primer complessi vengono utilizzati agenti reticolanti come tetraetilene pentamina, pentaetilene esammina, isocianati e urea formaldeide. I pigmenti inorganici utilizzati nelle formulazioni di primer includono composti di piombo, bario, cromo, zinco e calcio.
Rivestimento in plastica
I rivestimenti plastici vengono applicati ai metalli in forma liquida, come polveri che vengono successivamente polimerizzate o sinterizzate mediante riscaldamento, o sotto forma di fogli fabbricati che vengono laminati alla superficie metallica con un adesivo. Le materie plastiche più comunemente utilizzate includono polietilene, poliammidi (nylon) e PVC. Questi ultimi possono comprendere plastificanti a base di esteri monomerici e polimerici e stabilizzanti quali carbonato di piombo, sali di acidi grassi di bario e cadmio, dibutilstagno dilaurato, alchilstagno mercaptidi e fosfato di zinco. Sebbene generalmente di bassa tossicità e non irritanti, alcuni dei plastificanti sono sensibilizzanti per la pelle.
Pericoli e loro prevenzione
Come si potrebbe dedurre dalla complessità dei processi descritti sopra, vi è una grande varietà di rischi per la sicurezza e la salute associati al trattamento superficiale dei metalli. Molti si incontrano regolarmente nelle operazioni di produzione; altri sono presentati dall'unicità delle tecniche e dei materiali impiegati. Alcuni sono potenzialmente in pericolo di vita. In generale, tuttavia, possono essere prevenuti o controllati.
Progettazione del posto di lavoro
Il posto di lavoro dovrebbe essere progettato per consentire la consegna delle materie prime e delle forniture e la rimozione dei prodotti finiti senza interferire con la lavorazione in corso. Poiché molte delle sostanze chimiche sono infiammabili o soggette a reazioni se miscelate, è essenziale un'adeguata separazione durante lo stoccaggio e durante il trasporto. Molte delle operazioni di finitura dei metalli coinvolgono liquidi e quando si verificano perdite, fuoriuscite o schizzi di acidi o alcali devono essere lavati via prontamente. Di conseguenza, devono essere previsti pavimenti adeguatamente drenati e antiscivolo. Le pulizie devono essere diligenti per mantenere le aree di lavoro e gli altri spazi puliti e liberi da accumuli di materiali. I sistemi per lo smaltimento dei rifiuti solidi e liquidi e degli effluenti dei forni e della ventilazione di scarico devono essere progettati tenendo conto delle preoccupazioni ambientali.
Le postazioni di lavoro e gli incarichi di lavoro dovrebbero utilizzare principi ergonomici per ridurre al minimo stiramenti, distorsioni, affaticamento eccessivo e RSI. Le protezioni della macchina devono essere dotate di blocco automatico in modo che la macchina sia diseccitata se la protezione viene rimossa. I paraspruzzi sono essenziali. A causa del pericolo di schizzi di soluzioni calde acide e alcaline, le fontanelle per il lavaggio degli occhi e le docce per tutto il corpo devono essere installate a portata di mano. Devono essere affissi cartelli per avvertire altro personale addetto alla produzione e alla manutenzione di pericoli quali bagni chimici e superfici calde.
Valutazione chimica
Tutte le sostanze chimiche dovrebbero essere valutate per la potenziale tossicità e i pericoli fisici e, ove possibile, dovrebbero essere sostituiti materiali meno pericolosi. Tuttavia, poiché il materiale meno tossico può essere più infiammabile, è necessario considerare anche il pericolo di incendio ed esplosione. Inoltre, deve essere considerata la compatibilità chimica dei materiali. Ad esempio, la miscelazione accidentale di sali di nitrato e cianuro potrebbe causare un'esplosione a causa delle forti proprietà ossidanti dei nitrati.
ventilazione
La maggior parte dei processi di rivestimento metallico richiede un LEV posizionato strategicamente per allontanare i vapori o altri contaminanti dal lavoratore. Alcuni sistemi spingono aria fresca attraverso il serbatoio per "spingere" i contaminanti presenti nell'aria verso il lato di scarico del sistema. Le prese d'aria fresca devono essere posizionate lontano dalle aperture di scarico in modo che i gas potenzialmente tossici non vengano ricircolati.
Equipaggiamento per la protezione personale
I processi dovrebbero essere progettati per prevenire esposizioni potenzialmente tossiche, ma poiché non sempre possono essere evitate del tutto, i dipendenti dovranno essere dotati di DPI adeguati (ad esempio, occhiali con o senza visiera, guanti, grembiuli o tute e scarpe). Poiché molte delle esposizioni comportano soluzioni calde corrosive o caustiche, gli elementi protettivi devono essere isolati e resistenti agli agenti chimici. In caso di possibile esposizione all'elettricità, i DPI devono essere non conduttivi. I DPI devono essere disponibili in quantità adeguata per consentire la pulizia e l'asciugatura degli oggetti contaminati e bagnati prima del loro riutilizzo. Guanti isolanti e altri indumenti protettivi dovrebbero essere disponibili dove c'è il rischio di ustioni termiche da metallo caldo, fornaci e così via.
Un'aggiunta importante è la disponibilità di impianti di lavaggio e armadietti e spogliatoi puliti, in modo che gli indumenti dei lavoratori rimangano incontaminati e che i lavoratori non trasportino materiali tossici nelle loro case.
Formazione e supervisione del personale
L'istruzione e la formazione dei dipendenti sono essenziali sia quando sono nuovi al lavoro sia quando sono state apportate modifiche all'attrezzatura o al processo. Per ciascuno dei prodotti chimici devono essere fornite schede di sicurezza che spieghino i rischi chimici e fisici, in lingue ea livelli educativi che ne assicurino la comprensione da parte dei lavoratori. I test di competenza e la riqualificazione periodica assicureranno che i lavoratori abbiano conservato le informazioni necessarie. Si consiglia una stretta supervisione per assicurarsi che vengano seguite le procedure corrette.
Pericoli selezionati
Alcuni rischi sono unici per l'industria del rivestimento metallico e meritano una considerazione speciale.
Soluzioni alcaline e acide
Le soluzioni alcaline e acide riscaldate utilizzate nella pulizia e nel trattamento dei metalli sono particolarmente corrosive e caustiche. Sono irritanti per la pelle e le mucose e sono particolarmente pericolosi se spruzzati negli occhi. Fondamentali le fontanelle lavaocchi e le docce di emergenza. Indumenti e occhiali protettivi adeguati proteggeranno dagli inevitabili schizzi; quando uno spruzzo raggiunge la pelle, la zona deve essere immediatamente e abbondantemente risciacquata con acqua fresca e pulita per almeno 15 minuti; può essere necessaria l'assistenza medica, in particolare quando è coinvolto l'occhio.
Si deve prestare attenzione quando si utilizzano idrocarburi clorurati poiché il fosgene può derivare da una reazione dell'idrocarburo clorurato, degli acidi e dei metalli. L'acido nitrico e fluoridrico sono particolarmente pericolosi quando i loro gas vengono inalati, perché possono essere necessarie 4 ore o più prima che gli effetti sui polmoni diventino evidenti. Bronchite, polmonite e persino edema polmonare potenzialmente fatale possono comparire tardivamente in un lavoratore che apparentemente non ha avuto alcun effetto iniziale dall'esposizione. Per i lavoratori che sono stati esposti sono consigliabili tempestive cure mediche profilattiche e, spesso, il ricovero ospedaliero. Il contatto della pelle con l'acido fluoridrico può causare gravi ustioni senza dolore per diverse ore. L'assistenza medica tempestiva è essenziale.
Polvere
Le polveri metalliche e ossidiche sono un problema particolare nelle operazioni di levigatura e lucidatura e vengono rimosse in modo più efficace da LEV non appena vengono create. Le condutture dovrebbero essere progettate per essere lisce e la velocità dell'aria dovrebbe essere sufficiente per impedire alle particelle di depositarsi fuori dal flusso d'aria. La polvere di alluminio e magnesio può essere esplosiva e deve essere raccolta in una trappola umida. Il piombo è diventato meno un problema con il declino del suo utilizzo nelle ceramiche e negli smalti per porcellana, ma rimane il rischio professionale onnipresente e deve essere sempre evitato. Il berillio ei suoi composti hanno suscitato interesse di recente a causa della possibilità di cancerogenicità e della malattia cronica da berillio.
Alcune operazioni presentano un rischio di silicosi e pneumoconiosi: la calcinazione, la frantumazione e l'essiccazione di selce, quarzo o pietra; la setacciatura, la miscelazione e la pesatura di queste sostanze allo stato secco; e il caricamento dei forni con tali materiali. Rappresentano inoltre un pericolo quando vengono utilizzati in un processo a umido e vengono spruzzati sul posto di lavoro e sugli indumenti dei lavoratori, per tornare a polverizzarsi quando si asciugano. LEV e rigorosa pulizia e igiene personale sono importanti misure preventive.
Solventi organici
I solventi e altri prodotti chimici organici utilizzati nello sgrassaggio e in alcuni processi sono pericolosi se inalati. Nella fase acuta, i loro effetti narcotici possono portare alla paralisi respiratoria e alla morte. Nell'esposizione cronica sono più frequenti la tossicità del sistema nervoso centrale e danni al fegato e ai reni. La protezione è fornita da LEV con una zona di sicurezza di almeno 80-100 cm tra la sorgente e l'area di respirazione del lavoratore. Deve essere inoltre installata la ventilazione del banco per rimuovere i vapori residui dai pezzi finiti. Lo sgrassamento della pelle da solventi organici può essere un precursore della dermatite. Molti solventi sono anche infiammabili.
Cianuro
I bagni contenenti cianuri sono spesso usati nello sgrassaggio elettrolitico, nella galvanica e nella cianurazione. La reazione con l'acido formerà l'acido cianidrico volatile, potenzialmente letale (acido prussico). La concentrazione letale nell'aria è compresa tra 300 e 500 ppm. Le esposizioni fatali possono anche derivare dall'assorbimento cutaneo o dall'ingestione di cianuri. La pulizia ottimale è essenziale per i lavoratori che utilizzano il cianuro. Il cibo non deve essere consumato prima del lavaggio e non deve mai trovarsi nell'area di lavoro. Le mani e gli indumenti devono essere accuratamente puliti dopo una potenziale esposizione al cianuro.
Le misure di primo soccorso per l'avvelenamento da cianuro comprendono il trasporto all'aria aperta, la rimozione degli indumenti contaminati, il lavaggio abbondante delle zone esposte con acqua, l'ossigenoterapia e l'inalazione di nitrito di amile. LEV e la protezione della pelle sono essenziali.
Cromo e nichel
I composti di cromo e nichel utilizzati nei bagni galvanici nella galvanica possono essere pericolosi. I composti del cromo possono causare ustioni, ulcerazioni ed eczemi della pelle e delle mucose e una caratteristica perforazione del setto nasale. Può verificarsi asma bronchiale. I sali di nichel possono causare ostinate lesioni cutanee allergiche o tossico-irritanti. Esistono prove che sia i composti di cromo che di nichel possono essere cancerogeni. LEV e la protezione della pelle sono essenziali.
Forni e forni
Sono necessarie precauzioni speciali quando si lavora con i forni impiegati, ad esempio, nel trattamento termico dei metalli in cui i componenti vengono manipolati ad alte temperature ei materiali utilizzati nel processo possono essere tossici o esplosivi o entrambi. I mezzi gassosi (atmosfere) nel forno possono reagire con la carica metallica (atmosfere ossidanti o riducenti) oppure possono essere neutri e protettivi. La maggior parte di questi ultimi contiene fino al 50% di idrogeno e il 20% di monossido di carbonio, che, oltre ad essere combustibili, formano miscele altamente esplosive con l'aria a temperature elevate. La temperatura di accensione varia da 450 a 750 °C, ma una scintilla locale può provocare l'accensione anche a temperature inferiori. Il pericolo di esplosione è maggiore durante l'accensione o lo spegnimento del forno. Poiché un forno di raffreddamento tende ad aspirare aria (un pericolo particolare quando il combustibile o l'alimentazione elettrica vengono interrotti), dovrebbe essere disponibile una fornitura di gas inerte (ad es. azoto o anidride carbonica) per lo spurgo quando il forno è spento, nonché quando un'atmosfera protettiva viene introdotta in un forno caldo.
Il monossido di carbonio è forse il più grande pericolo di fornaci e forni. Poiché è incolore e inodore, spesso raggiunge livelli tossici prima che il lavoratore se ne accorga. Il mal di testa è uno dei primi sintomi di tossicità e, pertanto, un lavoratore che sviluppa mal di testa sul posto di lavoro dovrebbe essere immediatamente portato all'aria aperta. Le zone pericolose includono sacche incassate in cui può accumularsi il monossido di carbonio; va ricordato che la muratura è porosa e può trattenere il gas durante il normale spurgo ed emetterlo a spurgo ultimato.
I forni di piombo possono essere pericolosi poiché il piombo tende a vaporizzare abbastanza rapidamente a temperature superiori a 870°C. Di conseguenza, è necessario un efficace sistema di estrazione dei fumi. Anche una rottura o un guasto del vaso può essere pericoloso; dovrebbe essere previsto un pozzo o una fossa sufficientemente grande per catturare il metallo fuso se ciò si verifica.
Incendio ed esplosione
Molti dei composti utilizzati nel rivestimento metallico sono infiammabili e, in determinate circostanze, esplosivi. I forni e i forni di essiccazione sono per la maggior parte alimentati a gas e devono essere installate precauzioni speciali come dispositivi antifiamma ai bruciatori, valvole di intercettazione bassa pressione nelle linee di alimentazione e pannelli antideflagranti nella struttura delle stufe . Nelle operazioni elettrolitiche, l'idrogeno formatosi nel processo può raccogliersi sulla superficie del bagno e, se non esaurito, può raggiungere concentrazioni esplosive. I forni devono essere adeguatamente ventilati e i bruciatori protetti dall'intasamento dovuto a gocciolamento di materiale.
Anche l'estinzione dell'olio è un pericolo di incendio, soprattutto se la carica metallica non è completamente immersa. Gli oli da tempra devono avere un punto di infiammabilità elevato e la loro temperatura non deve superare i 27°C.
Le bombole di ossigeno compresso e gas combustibile utilizzate nella metallizzazione sono a rischio di incendio ed esplosione se non conservate e utilizzate correttamente. Vedere l'articolo "Saldatura e taglio termico" in questo capitolo per le precauzioni dettagliate.
Come richiesto dalle ordinanze locali, le attrezzature antincendio, inclusi gli allarmi, devono essere fornite e mantenute funzionanti, e i lavoratori devono esercitarsi a utilizzarle correttamente.
calore
L'uso di fornaci, fiamme libere, forni, soluzioni riscaldate e metalli fusi presenta inevitabilmente il rischio di un'eccessiva esposizione al calore, che è aggravata in climi caldi e umidi e, in particolare, da indumenti e dispositivi di protezione occlusivi. Il condizionamento completo dell'aria di un impianto potrebbe non essere economicamente fattibile, ma è utile fornire aria fresca nei sistemi di ventilazione locali. Le pause di riposo in un ambiente fresco e un'adeguata assunzione di liquidi (i liquidi prelevati sul posto di lavoro devono essere privi di contaminanti tossici) contribuiranno a evitare la tossicità da calore. I lavoratori e i supervisori dovrebbero essere addestrati a riconoscere i sintomi dello stress da calore.
Conclusione
Il trattamento superficiale dei metalli comporta una molteplicità di processi che comportano un'ampia gamma di esposizioni potenzialmente tossiche, la maggior parte delle quali può essere prevenuta o controllata mediante l'applicazione diligente di misure preventive ben riconosciute.
Recupero metalli
Il recupero dei metalli è il processo mediante il quale i metalli vengono prodotti dai rottami. Questi metalli recuperati non sono distinguibili dai metalli prodotti dalla lavorazione primaria di un minerale del metallo. Tuttavia, il processo è leggermente diverso e l'esposizione potrebbe essere diversa. I controlli tecnici sono fondamentalmente gli stessi. Il recupero dei metalli è molto importante per l'economia mondiale a causa dell'esaurimento delle materie prime e dell'inquinamento dell'ambiente creato dai materiali di scarto.
Alluminio, rame, piombo e zinco costituiscono il 95% della produzione dell'industria dei metalli non ferrosi secondari. Vengono recuperati anche magnesio, mercurio, nichel, metalli preziosi, cadmio, selenio, cobalto, stagno e titanio. (Il ferro e l'acciaio sono discussi nel capitolo Industria siderurgica. Vedi anche l'articolo "Fusione e raffinazione di rame, piombo e zinco" in questo capitolo.)
Strategie di controllo
Principi di controllo delle emissioni/esposizione
Il recupero dei metalli comporta esposizioni a polveri, fumi, solventi, rumore, calore, nebbie acide e altri potenziali materiali e rischi pericolosi. Alcune modifiche al processo e/o alla movimentazione dei materiali possono essere fattibili per eliminare o ridurre la generazione di emissioni: riduzione al minimo della movimentazione, abbassamento delle temperature del recipiente, riduzione della formazione di scorie e della generazione superficiale di polvere e modifica del layout dell'impianto per ridurre la movimentazione dei materiali o il rientro delle polvere.
L'esposizione può essere ridotta in alcuni casi se le macchine vengono selezionate per eseguire attività ad alta esposizione in modo che i dipendenti possano essere allontanati dall'area. Ciò può anche ridurre i rischi ergonomici dovuti alla movimentazione dei materiali.
Per prevenire la contaminazione incrociata delle aree pulite dell'impianto, è auspicabile isolare i processi che generano emissioni significative. Una barriera fisica conterrà le emissioni e ne ridurrà la diffusione. Pertanto, meno persone sono esposte e il numero di fonti di emissione che contribuiscono all'esposizione in una qualsiasi area sarà ridotto. Ciò semplifica le valutazioni dell'esposizione e facilita l'identificazione e il controllo delle fonti principali. Le operazioni di recupero sono spesso isolate dalle altre operazioni dell'impianto.
Occasionalmente, è possibile racchiudere o isolare una specifica fonte di emissione. Poiché gli involucri raramente sono a tenuta d'aria, all'involucro viene spesso applicato un sistema di scarico a tiraggio negativo. Uno dei modi più comuni per controllare le emissioni è fornire una ventilazione di scarico locale nel punto di generazione delle emissioni. Catturare le emissioni alla fonte riduce la possibilità che le emissioni si disperdano nell'aria. Previene inoltre l'esposizione secondaria dei dipendenti creata dal rientro di contaminanti depositati.
La velocità di cattura di una cappa aspirante deve essere sufficientemente elevata da impedire ai fumi o alla polvere di fuoriuscire dal flusso d'aria nella cappa. Il flusso d'aria dovrebbe avere una velocità sufficiente per trasportare fumi e particelle di polvere nella cappa e per superare gli effetti di disturbo delle correnti d'aria incrociate e altri movimenti d'aria casuali. La velocità richiesta per ottenere questo risultato varierà da un'applicazione all'altra. L'uso di riscaldatori a ricircolo o ventole di raffreddamento personali che possono superare la ventilazione di scarico locale dovrebbe essere limitato.
Tutti i sistemi di ventilazione di scarico o di diluizione richiedono anche aria di ricambio (nota anche come sistemi di “aria di reintegro”). Se il sistema di sostituzione dell'aria è ben progettato e integrato nei sistemi di ventilazione naturale e di comfort, ci si può aspettare un controllo più efficace delle esposizioni. Ad esempio, le prese d'aria sostitutive dovrebbero essere posizionate in modo che l'aria pulita scorra dall'uscita attraverso i dipendenti, verso la fonte di emissione e verso lo scarico. Questa tecnica viene spesso utilizzata con le isole ad aria compressa e pone il dipendente tra l'aria pulita in ingresso e la fonte di emissione.
Le aree pulite devono essere controllate attraverso il controllo diretto delle emissioni e la pulizia. Queste aree presentano bassi livelli di contaminanti ambientali. I dipendenti nelle aree contaminate possono essere protetti da cabine di servizio ad aria compressa, isole, pulpiti di stand-by e sale di controllo, integrati da protezioni respiratorie personali.
L'esposizione giornaliera media dei lavoratori può essere ridotta fornendo aree pulite come le mense e le mense fornite di aria fresca filtrata. Trascorrendo del tempo in un'area relativamente priva di contaminanti, è possibile ridurre l'esposizione media ponderata in base al tempo dei dipendenti ai contaminanti. Un'altra applicazione popolare di questo principio è l'isola ad aria compressa, dove l'aria fresca filtrata viene fornita alla zona di respirazione del dipendente alla postazione di lavoro.
Deve essere previsto uno spazio sufficiente per cappe, condotti, sale di controllo, attività di manutenzione, pulizia e stoccaggio delle attrezzature.
I veicoli su ruote sono fonti significative di emissioni secondarie. Laddove si utilizza il trasporto di veicoli su ruote, le emissioni possono essere ridotte pavimentando tutte le superfici, mantenendo le superfici libere da materiali polverosi accumulati, riducendo le distanze e la velocità di percorrenza del veicolo e reindirizzando lo scarico del veicolo e lo scarico della ventola di raffreddamento. Il materiale di pavimentazione appropriato come il calcestruzzo dovrebbe essere selezionato dopo aver considerato fattori come il carico, l'uso e la cura della superficie. I rivestimenti possono essere applicati su alcune superfici per facilitare il lavaggio delle carreggiate.
Tutti i sistemi di ventilazione dell'aria di scarico, di diluizione e di reintegro devono essere mantenuti correttamente per controllare efficacemente i contaminanti dell'aria. Oltre alla manutenzione dei sistemi di ventilazione generale, è necessario eseguire la manutenzione delle apparecchiature di processo per eliminare la fuoriuscita di materiale e le emissioni fuggitive.
Implementazione del programma di pratica lavorativa
Sebbene gli standard enfatizzino i controlli tecnici come mezzo per raggiungere la conformità, i controlli delle pratiche di lavoro sono essenziali per un programma di controllo di successo. I controlli ingegneristici possono essere sconfitti da cattive abitudini di lavoro, manutenzione inadeguata e scarsa pulizia o igiene personale. I dipendenti che utilizzano la stessa attrezzatura in turni diversi possono avere esposizioni aeree significativamente diverse a causa delle differenze di questi fattori tra i turni.
I programmi di pratica lavorativa, sebbene spesso trascurati, rappresentano una buona pratica manageriale oltre che un buon senso comune; sono convenienti ma richiedono un atteggiamento responsabile e collaborativo da parte dei dipendenti e dei capi di linea. L'atteggiamento dell'alta dirigenza nei confronti della sicurezza e della salute si riflette nell'atteggiamento dei supervisori di linea. Allo stesso modo, se i supervisori non applicano questi programmi, l'atteggiamento dei dipendenti potrebbe risentirne. La promozione di buone attitudini alla salute e alla sicurezza può essere realizzata attraverso:
- un'atmosfera cooperativa in cui i dipendenti partecipano ai programmi
- formazione formale e programmi educativi
- sottolineando il programma di sicurezza e salute degli impianti. Motivare i dipendenti e ottenere la loro fiducia è necessario per avere un programma efficace.
I programmi di pratica lavorativa non possono essere semplicemente “installati”. Proprio come con un sistema di ventilazione, devono essere mantenuti e controllati continuamente per assicurarsi che funzionino correttamente. Questi programmi sono di responsabilità della direzione e dei dipendenti. Dovrebbero essere istituiti programmi per insegnare, incoraggiare e supervisionare pratiche "buone" (vale a dire, bassa esposizione).
Equipaggiamento per la protezione personale
Occhiali di sicurezza con protezioni laterali, tute, scarpe antinfortunistiche e guanti da lavoro dovrebbero essere indossati regolarmente per tutti i lavori. Coloro che sono impegnati nella fusione e fusione, o nella fusione di leghe, devono indossare grembiuli e protezioni per le mani in pelle o altri materiali adatti per proteggersi dagli schizzi di metallo fuso.
Nelle operazioni in cui i controlli tecnici non sono adeguati per controllare le emissioni di polvere o fumi, è necessario indossare un'adeguata protezione respiratoria. Se i livelli di rumore sono eccessivi e non possono essere regolati o le fonti di rumore non possono essere isolate, è necessario indossare protezioni acustiche. Ci dovrebbe essere anche un programma di conservazione dell'udito, compresi i test audiometrici e la formazione.
Processi
Alluminio
L'industria dell'alluminio secondario utilizza rottami contenenti alluminio per produrre alluminio metallico e leghe di alluminio. I processi utilizzati in questo settore comprendono il pretrattamento dei rottami, la rifusione, l'alligazione e la colata. La materia prima utilizzata dall'industria dell'alluminio secondario comprende rottami vecchi e nuovi, maialino sudato e parte dell'alluminio primario. I nuovi rottami sono costituiti da ritagli, fucinati e altri solidi acquistati dall'industria aeronautica, dai fabbricanti e da altri impianti di produzione. Le alesature e le torniture sono un sottoprodotto della lavorazione di fusioni, barre e forgiatura da parte dell'industria aeronautica e automobilistica. Scorie, scremature e scorie sono ottenute da impianti di riduzione primaria, fonderie e fonderie. I vecchi rottami includono parti di automobili, articoli per la casa e parti di aeroplani. I passaggi coinvolti sono i seguenti:
- Ispezione e cernita. I rottami di alluminio acquistati vengono sottoposti a ispezione. I rottami puliti che non richiedono pretrattamento vengono trasportati allo stoccaggio o caricati direttamente nel forno fusorio. L'alluminio che necessita di pretrattamento viene selezionato manualmente. Ferro libero, acciaio inossidabile, zinco, ottone e materiali sovradimensionati vengono rimossi.
- Frantumazione e vagliatura. I vecchi rottami, in particolare fusioni e lamiere contaminate dal ferro, sono input di questo processo. Il rottame selezionato viene convogliato a un frantoio o mulino a martelli dove il materiale viene triturato e frantumato e il ferro viene strappato via dall'alluminio. Il materiale frantumato viene fatto passare su vagli vibranti per rimuovere lo sporco e le particelle fini.
- balle. Per compattare ingombranti rottami di alluminio come lamiere di scarto, fusioni e ritagli, vengono utilizzate attrezzature per la pressatura appositamente progettate.
- Triturazione/classificazione. Il cavo in alluminio puro con rinforzo o isolamento in acciaio viene tagliato con cesoie tipo coccodrillo, quindi granulato o ulteriormente ridotto in mulini a martelli per separare l'anima in ferro e il rivestimento plastico dall'alluminio.
- Bruciare/asciugare. Le alesature e le torniture sono pretrattate per rimuovere oli da taglio, grassi, umidità e ferro libero. Il rottame viene frantumato in un mulino a martelli o in un frantoio ad anello, l'umidità e le sostanze organiche vengono volatilizzate in un essiccatore rotativo alimentato a gas o olio, i trucioli essiccati vengono vagliati per rimuovere i fini di alluminio, il materiale rimanente viene trattato magneticamente per la rimozione del ferro e i fori puliti e asciutti vengono ordinati in scatole di plastica.
- Lavorazione a caldo. L'alluminio può essere rimosso dalle scorie calde scaricate dal forno di raffinazione mediante flussaggio discontinuo con una miscela sale-criolite. Questo processo viene eseguito in una botte ruotata meccanicamente e rivestita di refrattario. Il metallo viene picchiettato periodicamente attraverso un foro nella sua base.
- Fresatura a secco. Nel processo di macinazione a secco, le scorie cariche di alluminio a freddo e altri residui vengono lavorati mediante macinazione, vagliatura e concentrazione per ottenere un prodotto contenente un contenuto minimo di alluminio compreso tra il 60 e il 70%. Mulini a sfere, mulini a barre o mulini a martelli possono essere utilizzati per ridurre gli ossidi e i non metallici in polveri fini. La separazione dello sporco e di altri non recuperabili dal metallo si ottiene mediante schermatura, classificazione aerea e/o separazione magnetica.
- Torrefazione. Un foglio di alluminio rivestito con carta, guttaperca o isolante è un input in questo processo. Nel processo di tostatura, i materiali carboniosi associati ai fogli di alluminio vengono caricati e poi separati dal prodotto metallico.
- Sudorazione di alluminio. La sudorazione è un processo pirometallurgico utilizzato per recuperare l'alluminio da rottami ad alto contenuto di ferro. Rottami di alluminio ad alto contenuto di ferro, fusioni e scorie sono input in questo processo. Generalmente vengono impiegati forni a riverbero a fiamma aperta con suole inclinata. La separazione avviene quando l'alluminio e altri costituenti a basso punto di fusione si sciolgono e colano nel focolare, attraverso una griglia e in stampi raffreddati ad aria, pentole di raccolta o pozzetti di contenimento. Il prodotto è denominato “maiale sudato”. I materiali ad alto punto di fusione tra cui ferro, ottone e prodotti di ossidazione formatisi durante il processo di trasudazione vengono periodicamente prelevati dal forno.
- Fusione-raffinazione riverberante (cloro). I forni a riverbero vengono utilizzati per convertire rottami selezionati puliti, maiali sudati o, in alcuni casi, rottami non trattati in leghe specifiche. Il rottame viene caricato nel forno con mezzi meccanici. I materiali vengono aggiunti per la lavorazione mediante alimentazione batch o continua. Dopo che il rottame è stato caricato, viene aggiunto un flusso per impedire il contatto e la successiva ossidazione del fuso da parte dell'aria (flusso di copertura). Vengono aggiunti flussi di solventi che reagiscono con sostanze non metalliche, come residui di rivestimenti bruciati e sporcizia, per formare sostanze insolubili che galleggiano in superficie come scorie. Vengono quindi aggiunti agenti leganti, a seconda delle specifiche. Smagnetizzazione è il processo che riduce il contenuto di magnesio della carica fusa. Durante la smagnatura con cloro gassoso, il cloro viene iniettato attraverso tubi o lance di carbonio e reagisce con il magnesio e l'alluminio mentre bolle. Nella fase di scrematura i flussi semisolidi impuri vengono rimossi dalla superficie del fuso.
- Fusione-raffinazione riverberante (fluoro). Questo processo è simile al processo di fusione-raffinazione a riverbero (cloro), tranne per il fatto che viene impiegato fluoruro di alluminio anziché cloro.
La tabella 1 elenca l'esposizione ei controlli per le operazioni di recupero dell'alluminio.
Tabella 1. Controlli ingegneristici/amministrativi per l'alluminio, per operazione
|
Apparecchiature di processo |
Esposizione |
Controlli ingegneristici/amministrativi |
|
ordinamento |
Dissaldatura con torcia: fumi metallici come piombo e cadmio |
Ventilazione di scarico locale durante la dissaldatura; DPI: protezione respiratoria durante la dissaldatura |
|
Frantumazione/vagliatura |
Polveri e aerosol non specifici, nebbie oleose, particolato metallico e rumore |
Ventilazione di scarico locale e ventilazione generale dell'area, isolamento della fonte di rumore; DPI: protezione dell'udito |
|
balle |
Nessuna esposizione nota |
Nessun controllo |
|
Bruciare/asciugare |
Particolato non specifico che può includere metalli, fuliggine e sostanze organiche pesanti condensate. Gas e vapori contenenti fluoruri, anidride solforosa, cloruri, monossido di carbonio, idrocarburi e aldeidi |
Ventilazione di scarico locale, ventilazione generale dell'area, regime di lavoro/riposo da stress termico, fluidi, isolamento della fonte di rumore; DPI: protezione dell'udito |
|
Lavorazione a caldo |
Alcuni fumi |
Ventilazione di scarico locale, ventilazione generale dell'area |
|
Macinazione a secco |
Polvere |
Ventilazione di scarico locale, ventilazione generale dell'area |
|
Per arrosti |
Polvere |
Ventilazione di scarico locale, ventilazione generale dell'area, regime di lavoro/riposo da stress termico, fluidi, isolamento della fonte di rumore; DPI: protezione dell'udito |
|
Sudorazione |
Fumi e particolato metallici, gas e vapori non specifici, calore e rumore |
Ventilazione di scarico locale, ventilazione generale dell'area, regime di lavoro/riposo da stress termico, fluidi, isolamento della fonte di rumore; DPI: protezione dell'udito e protezione delle vie respiratorie |
|
Fusione-raffinazione riverberante (cloro). |
Prodotti della combustione, cloro, acido cloridrico, cloruri metallici, cloruri di alluminio, calore e rumore |
Ventilazione di scarico locale, ventilazione generale dell'area, regime di lavoro/riposo da stress termico, fluidi, isolamento della fonte di rumore; DPI: protezione dell'udito e protezione delle vie respiratorie |
|
Fusione-raffinazione riverberante (fluoro). |
Prodotti della combustione, fluoro, fluoruri di idrogeno, fluoruri metallici, fluoruri di alluminio, calore e rumore |
Ventilazione di scarico locale, ventilazione generale dell'area, regime di lavoro/riposo da stress termico, fluidi, isolamento della fonte di rumore; DPI: protezione dell'udito e protezione delle vie respiratorie |
Recupero del rame
L'industria del rame secondario utilizza rottami contenenti rame per produrre rame metallico e leghe a base di rame. Le materie prime utilizzate possono essere classificate come nuovo rottame prodotto nella fabbricazione di prodotti finiti o vecchio rottame da articoli obsoleti usurati o recuperati. Le vecchie fonti di rottame includono fili, impianti idraulici, apparecchiature elettriche, automobili ed elettrodomestici. Altri materiali con valore di rame includono scorie, scorie, ceneri di fonderia e rifiuti di fonderia. Sono coinvolti i seguenti passaggi:
- Spogliarello e smistamento. I rottami vengono selezionati in base al contenuto di rame e alla pulizia. I rottami puliti possono essere separati manualmente per essere caricati direttamente in un forno di fusione e lega. I componenti ferrosi possono essere separati magneticamente. L'isolamento e le coperture dei cavi in piombo vengono rimossi a mano o mediante attrezzature appositamente progettate.
- Bricchettatura e frantumazione. Fili puliti, lamiere sottili, schermature, alesature, torniture e trucioli vengono compattati per facilitarne la manipolazione. Le attrezzature utilizzate comprendono presse imballatrici idrauliche, mulini a martelli e mulini a sfere.
- Triturazione. La separazione del filo di rame dall'isolamento si ottiene riducendo le dimensioni della miscela. Il materiale triturato viene poi selezionato per classificazione aerea o idraulica con separazione magnetica di eventuali materiali ferrosi.
- Macinazione e separazione per gravità. Questo processo svolge la stessa funzione della triturazione ma utilizza un mezzo di separazione acquoso e diversi materiali di ingresso come scorie, scorie, scremature, ceneri di fonderia, spazzature e polvere dei filtri.
- Asciugatura. Alesature, torniture e trucioli contenenti impurità organiche volatili come fluidi da taglio, oli e grassi vengono rimossi.
- Bruciatura dell'isolamento. Questo processo separa l'isolamento e altri rivestimenti dal filo di rame bruciando questi materiali nelle fornaci. Il rottame di filo metallico viene caricato in lotti in una camera di accensione primaria o postcombustore. I prodotti volatili della combustione vengono quindi fatti passare attraverso una camera di combustione secondaria o filtro a maniche per la raccolta. Viene generato particolato non specifico che può includere fumo, argilla e ossidi metallici. I gas ei vapori possono contenere ossidi di azoto, anidride solforosa, cloruri, monossido di carbonio, idrocarburi e aldeidi.
- Sudorazione. La rimozione dei componenti a basso punto di fusione del vapore dai rottami viene effettuata riscaldando i rottami ad una temperatura controllata che è appena al di sopra del punto di fusione dei metalli da espellere. Il metallo primario, il rame, generalmente non è il componente fuso.
- Lisciviazione di carbonato di ammonio. Il rame può essere recuperato da rottami relativamente puliti mediante lisciviazione e dissoluzione in una soluzione basica di carbonato di ammonio. Gli ioni rameici in una soluzione di ammoniaca reagiranno con il rame metallico per produrre ioni rameosi, che possono essere riossidati allo stato rameico mediante ossidazione dell'aria. Dopo che la soluzione grezza è stata separata dal residuo di lisciviazione, l'ossido di rame viene recuperato mediante distillazione a vapore.
- Distillazione a vapore. L'ebollizione del materiale lisciviato dal processo di lisciviazione del carbonato fa precipitare l'ossido di rame. L'ossido di rame viene quindi essiccato.
- Riduzione dell'idrogeno idrotermale. La soluzione di carbonato di ammonio contenente ioni di rame viene riscaldata sotto pressione in idrogeno, facendo precipitare il rame sotto forma di polvere. Il rame viene filtrato, lavato, asciugato e sinterizzato in atmosfera di idrogeno. La polvere viene macinata e vagliata.
- Lisciviazione di acido solforico. Il rame di scarto viene sciolto in acido solforico caldo per formare una soluzione di solfato di rame per l'alimentazione al processo di elettroestrazione. Dopo la digestione, il residuo non disciolto viene filtrato.
- Fusione del convertitore. Il rame nero fuso viene caricato nel convertitore, che è un mattone refrattario rivestito di guscio d'acciaio a forma di pera o cilindrico. L'aria viene soffiata nelle cariche fuse attraverso ugelli chiamati ugelli. L'aria ossida il solfuro di rame e altri metalli. Un flusso contenente silice viene aggiunto per reagire con gli ossidi di ferro per formare una scoria di silicato di ferro. Questa scoria viene scremata dalla fornace, di solito ribaltando la fornace e poi c'è un secondo soffiaggio e schiumatura. Il rame di questo processo è chiamato rame blister. Il rame blister viene generalmente ulteriormente raffinato in un forno di raffinazione a fuoco.
- Raffinazione al fuoco. Il rame blister proveniente dal convertitore viene affinato a fuoco in un forno cilindrico inclinabile, un recipiente simile a un forno a riverbero. Il rame blister viene caricato nel recipiente di raffinazione in atmosfera ossidante. Le impurità vengono scremate dalla superficie e viene creata un'atmosfera riducente mediante l'aggiunta di tronchi verdi o gas naturale. Il metallo fuso risultante viene quindi colato. Se il rame deve essere raffinato elettroliticamente, il rame raffinato sarà fuso come anodo.
- Raffinazione elettrolitica. Gli anodi del processo di raffinazione al fuoco vengono posti in un serbatoio contenente acido solforico e corrente continua. Il rame dell'anodo viene ionizzato e gli ioni di rame vengono depositati su un foglio iniziale di rame puro. Quando gli anodi si dissolvono nell'elettrolita, le impurità si depositano sul fondo della cella sotto forma di melma. Questa melma può essere ulteriormente elaborata per recuperare altri valori di metallo. Il rame catodico prodotto viene fuso e colato in una varietà di forme.
La tabella 2 elenca le esposizioni ei controlli per le operazioni di recupero del rame.
Tabella 2. Controlli ingegneristici/amministrativi per il rame, per operazione
|
Apparecchiature di processo |
esposizioni |
Controlli ingegneristici/amministrativi |
|
Spogliarello e smistamento |
Contaminanti dell'aria derivanti dalla manipolazione del materiale e dalla dissaldatura o dal taglio di rottami |
Ventilazione di scarico locale, ventilazione generale dell'area |
|
Bricchettatura e frantumazione |
Polveri e aerosol aspecifici, nebbie oleose, particolato metallico e rumore |
Ventilazione di scarico locale e ventilazione generale dell'area, isolamento della fonte di rumore; DPI: protezione dell'udito e protezione delle vie respiratorie |
|
triturazione |
Polveri non specifiche, materiale isolante dei cavi, particolato metallico e rumore |
Ventilazione di scarico locale e ventilazione generale dell'area, isolamento della fonte di rumore; DPI: protezione dell'udito e protezione delle vie respiratorie |
|
Macinazione e separazione per gravità |
Polveri aspecifiche, particolato metallico da disossidanti, scorie e scorie, rumore |
Ventilazione di scarico locale e ventilazione generale dell'area, isolamento della fonte di rumore; DPI: protezione dell'udito e protezione delle vie respiratorie |
|
essiccazione |
Particolato non specifico, che può includere metalli, fuliggine e sostanze organiche pesanti condensate |
Ventilazione di scarico locale, ventilazione generale dell'area, regime di lavoro/riposo, fluidi, isolamento della sorgente di rumore; DPI: protezione dell'udito e protezione delle vie respiratorie |
|
Bruciatura dell'isolamento |
Particolato non specifico che può includere fumo, argilla |
Ventilazione di scarico locale, ventilazione generale dell'area, regime di lavoro/riposo, fluidi, isolamento della sorgente di rumore; DPI: protezione delle vie respiratorie |
|
Sudorazione |
Fumi metallici e particolato, gas non specifici, vapori e particolato |
Ventilazione di scarico locale, ventilazione generale dell'area, regime di lavoro/riposo, fluidi, isolamento della sorgente di rumore; DPI: protezione dell'udito e protezione delle vie respiratorie |
|
Lisciviazione di carbonato di ammonio |
Ammoniaca |
Ventilazione di scarico locale, ventilazione generale dell'area; DPI: protezione delle vie respiratorie |
|
Distillazione a vapore |
Ammoniaca |
Ventilazione di scarico locale, ventilazione generale dell'area; DPI: occhiali con protezioni laterali |
|
Riduzione dell'idrogeno idrotermale |
Ammoniaca |
Ventilazione di scarico locale, ventilazione generale dell'area; DPI: protezione delle vie respiratorie |
|
Lisciviazione di acido solforico |
Nebbie di acido solforico |
Ventilazione di scarico locale, ventilazione generale dell'area |
|
Fusione del convertitore |
Metalli volatili, rumore |
Ventilazione di scarico locale, ventilazione generale dell'area; DPI: protezione delle vie respiratorie e protezione dell'udito |
|
Fusione a crogiolo elettrico |
Particolato, ossidi di zolfo e di azoto, fuliggine, monossido di carbonio, rumore |
Ventilazione di scarico locale, ventilazione generale dell'area; DPI: protezione dell'udito |
|
Raffinazione al fuoco |
Ossidi di zolfo, idrocarburi, particolato |
Ventilazione di scarico locale, ventilazione generale dell'area; DPI: protezione dell'udito |
|
Raffinazione elettrolitica |
Acido solforico e metalli dai fanghi |
Ventilazione di scarico locale, ventilazione generale dell'area |
Bonifica del piombo
Le materie prime acquistate da fonderie secondarie di piombo possono richiedere una lavorazione prima di essere caricate in un forno fusorio. Questa sezione discute le materie prime più comuni che vengono acquistate dalle fonderie secondarie di piombo e i controlli tecnici fattibili e le pratiche di lavoro per limitare l'esposizione dei dipendenti al piombo dalle operazioni di lavorazione delle materie prime. Va notato che la polvere di piombo può generalmente essere trovata in tutte le strutture di bonifica del piombo e che l'aria veicolare può sollevare polvere di piombo che può quindi essere inalata o aderire a scarpe, indumenti, pelle e capelli.
Batterie automobilistiche
La materia prima più comune in una fonderia di piombo secondaria sono le batterie per automobili spazzatura. Circa il 50% del peso di una batteria automobilistica spazzatura verrà recuperato come piombo metallico nel processo di fusione e raffinazione. Circa il 90% delle batterie per auto prodotte oggi utilizza una scatola o custodia in polipropilene. Le casse in polipropilene vengono recuperate da quasi tutte le fonderie di piombo secondario per l'alto valore economico di questo materiale. La maggior parte di questi processi può generare fumi metallici, in particolare piombo e antimonio.
In rottura della batteria automobilistica esiste un potenziale per la formazione di arsina o stibina a causa della presenza di arsenico o antimonio usati come agenti indurenti nel metallo della griglia e il potenziale per la presenza di idrogeno nascente.
I quattro processi più comuni per la rottura delle batterie per autoveicoli sono:
- sega ad alta velocità
- sega a bassa velocità
- cesoia
- frantumazione a batteria intera (frantoio o trituratore Saturno o mulino a martelli).
I primi tre di questi processi comportano il taglio della parte superiore della batteria, quindi lo scarico dei gruppi o del materiale contenente piombo. Il quarto processo prevede la frantumazione dell'intera batteria in un mulino a martelli e la separazione dei componenti mediante separazione per gravità.
Separazione della batteria automobilistica avviene dopo che le batterie per autoveicoli sono state rotte in modo che il materiale contenente piombo possa essere separato dal materiale della custodia. La rimozione della custodia può generare nebbie acide. Le tecniche più utilizzate per svolgere questo compito sono:
- I Manuale tecnica. Questa è utilizzata dalla stragrande maggioranza delle fonderie secondarie di piombo e rimane la tecnica più utilizzata nelle fonderie di piccole e medie dimensioni. Dopo che la batteria è passata attraverso la sega o la cesoia, un dipendente scarica manualmente i gruppi o il materiale contenente piombo in una pila e posiziona la custodia e la parte superiore della batteria in un'altra pila o sistema di trasporto.
- A acrobata dispositivo. Le batterie vengono inserite in un dispositivo a tamburo dopo che le parti superiori sono state segate/tagliate via per separare i gruppi dalle custodie. Le costole all'interno del bicchiere scaricano i gruppi mentre ruota lentamente. I gruppi cadono attraverso le fessure del bicchiere mentre le casse vengono trasportate all'estremità opposta e vengono raccolte all'uscita. Le custodie e le parti superiori delle batterie in plastica e gomma vengono ulteriormente lavorate dopo essere state separate dal materiale del cuscinetto di piombo.
- A processo sink/float. Il processo sink/float è tipicamente combinato con il mulino a martelli o il processo di frantumazione per la rottura della batteria. I pezzi della batteria, sia i cuscinetti in piombo che le custodie, sono posti in una serie di serbatoi riempiti d'acqua. Il materiale del cuscinetto di piombo affonda sul fondo dei serbatoi e viene rimosso dal trasportatore a coclea o dalla catena di trascinamento mentre il materiale della cassa galleggia e viene rimosso dalla superficie del serbatoio.
Le batterie industriali utilizzate per alimentare apparecchiature elettriche mobili o per altri usi industriali vengono acquistate periodicamente come materia prima dalla maggior parte delle fonderie secondarie. Molte di queste batterie hanno custodie in acciaio che richiedono la rimozione tagliando la custodia con una torcia da taglio o una sega a gas portatile.
Altri rottami di piombo acquistati
Le fonderie secondarie di piombo acquistano una varietà di altri materiali di scarto come materie prime per il processo di fusione. Questi materiali includono rottami di impianti di produzione di batterie, scorie dalla raffinazione del piombo, rottami di piombo metallico come linotype e rivestimento di cavi e residui di piombo tetraetile. Questi tipi di materiali possono essere caricati direttamente nei forni fusori o miscelati con altri materiali di carica.
Movimentazione e trasporto materie prime
Una parte essenziale del processo di fusione del piombo secondario è la movimentazione, il trasporto e lo stoccaggio della materia prima. I materiali vengono trasportati tramite carrelli elevatori, caricatori frontali o trasportatori meccanici (coclea, elevatore a tazze o nastro). Il metodo principale di trasporto del materiale nell'industria del piombo secondario è l'attrezzatura mobile.
Alcuni comuni metodi di trasporto meccanico utilizzati dalle fonderie secondarie di piombo includono: sistemi di trasporto a nastro che possono essere utilizzati per trasportare il materiale di alimentazione del forno dalle aree di stoccaggio all'area di carbonizzazione del forno; trasportatori a coclea per il trasporto della polvere di combustione dal filtro a maniche a un forno di agglomerazione o a un'area di stoccaggio o elevatori a tazze e catene/linee di trascinamento.
Fusione
L'operazione di fusione in una fonderia secondaria di piombo comporta la riduzione dei rottami contenenti piombo in piombo metallico in un altoforno oa riverbero.
Altiforni sono caricati con materiale contenente piombo, coke (combustibile), calcare e ferro (disossidante). Questi materiali vengono immessi nel forno nella parte superiore del vano del forno o attraverso una porta di carico sul lato del vano vicino alla parte superiore del forno. Alcuni rischi ambientali associati alle operazioni di altoforno sono fumi metallici e particolato (in particolare piombo e antimonio), calore, rumore e monossido di carbonio. Nell'industria del piombo secondario viene utilizzata una varietà di meccanismi di trasporto del materiale di carica. Il paranco è probabilmente il più comune. Altri dispositivi in uso includono tramogge vibranti, nastri trasportatori ed elevatori a tazze.
Le operazioni di spillatura dell'altoforno comportano la rimozione del piombo fuso e delle scorie dal forno in stampi o mestoli. Alcuni fonditori versano il metallo direttamente in un recipiente che mantiene il metallo fuso per la raffinazione. I restanti fonditori colano il metallo della fornace in blocchi e consentono ai blocchi di solidificarsi.
L'aria di getto per il processo di combustione entra nell'altoforno attraverso tubiere che occasionalmente iniziano a riempirsi di concrezioni e devono essere perforate fisicamente, solitamente con un'asta d'acciaio, per evitare che vengano ostruite. Il metodo convenzionale per svolgere questo compito è rimuovere il coperchio delle tubiere e inserire l'asta d'acciaio. Dopo che gli accrescimenti sono stati punzonati, il coperchio viene sostituito.
Forni a riverbero vengono caricati con materie prime contenenti piombo mediante un meccanismo di caricamento del forno. I forni a riverbero nell'industria del piombo secondario hanno tipicamente un arco a molla o un arco pensile costruito con mattoni refrattari. Molti dei contaminanti e dei pericoli fisici associati ai forni a riverbero sono simili a quelli degli altiforni. Tali meccanismi possono essere un pistone idraulico, un trasportatore a coclea o altri dispositivi simili a quelli descritti per gli altiforni.
Le operazioni di spillatura del forno a riverbero sono molto simili alle operazioni di spillatura dell'altoforno.
raffinazione
La raffinazione del piombo nelle fonderie di piombo secondarie viene condotta in bollitori o pentole a fuoco indiretto. Il metallo proveniente dai forni fusori viene tipicamente fuso nel bollitore, quindi il contenuto di oligoelementi viene regolato per produrre la lega desiderata. I prodotti comuni sono piombo morbido (puro) e varie leghe di piombo duro (antimonio).
Praticamente tutte le operazioni secondarie di raffinazione del piombo impiegano metodi manuali per l'aggiunta di materiali leganti ai bollitori e impiegano metodi di scorifica manuale. La scoria viene spazzata fino al bordo del bollitore e rimossa con una pala o un cucchiaio grande in un contenitore.
La tabella 3 elenca le esposizioni ei controlli per le operazioni di bonifica del piombo.
Tabella 3. Controlli ingegneristici/amministrativi per il piombo, per operazione
|
Apparecchiature di processo |
esposizioni |
Controlli ingegneristici/amministrativi |
|
Veicoli |
Polvere di piombo dalle strade e spruzzi d'acqua contenenti piombo |
Lavaggio dell'acqua e mantenimento delle aree bagnate. La formazione degli operatori, pratiche di lavoro prudenti e una buona pulizia sono elementi chiave per ridurre al minimo le emissioni di piombo quando si utilizzano apparecchiature mobili. Racchiudere l'apparecchiatura e fornire un sistema di aria filtrata a pressione positiva. |
|
Trasportatori |
Polvere di piombo |
È inoltre preferibile dotare i sistemi di trasporto a nastro di pulegge di coda autopulenti o di spazzole del nastro se vengono utilizzati per il trasporto di materiali di alimentazione per forni o polveri di combustione. |
|
Decadimento della batteria |
Polvere di piombo, nebbie acide |
Ventilazione di scarico locale, ventilazione generale dell'area |
|
Preparazione della carica |
Polvere di piombo |
Ventilazione di scarico locale, ventilazione generale dell'area |
|
Altoforno |
Fumi e particolati metallici (piombo, antimonio), calore e rumore, monossido di carbonio |
Ventilazione di scarico locale, ventilazione generale dell'area, regime di lavoro/riposo, fluidi, isolamento della sorgente di rumore; DPI: protezione delle vie respiratorie e protezione dell'udito |
|
Forno a riverbero |
Fumi e particolati metallici (piombo, antimonio), calore e rumore |
Ventilazione di scarico locale, ventilazione generale dell'area, regime di lavoro/riposo, fluidi, isolamento della sorgente di rumore; DPI: protezione delle vie respiratorie e protezione dell'udito |
|
raffinazione |
Particolato di piombo e possibilmente metalli leganti e agenti fondenti, rumore |
Ventilazione di scarico locale, ventilazione generale dell'area; DPI: protezione dell'udito |
|
Casting |
Particolato di piombo e possibilmente metalli leganti |
Ventilazione di scarico locale, ventilazione generale dell'area |
Recupero zinco
L'industria dello zinco secondario utilizza nuovi ritagli, scremature e ceneri, schiumature pressofuse, scorie di galvanizzazione, polveri di combustione e residui chimici come fonti di zinco. La maggior parte dei nuovi rottami lavorati è costituita da leghe a base di zinco e rame provenienti da crogioli di zincatura e pressofusione. Inclusi nella categoria dei vecchi rottami ci sono vecchie lastre di incisione in zinco, fusioni pressofuse e rottami di bacchette e matrici. I processi sono i seguenti:
- Sudorazione riverberante. I forni a sudorazione vengono utilizzati per separare lo zinco da altri metalli controllando la temperatura del forno. I prodotti pressofusi di scarto, come le griglie delle automobili e i telai delle targhe, e le pelli o i residui di zinco sono materiali di partenza per il processo. Il rottame viene caricato nel forno, viene aggiunto il flusso e il contenuto viene fuso. Il residuo altofondente viene rimosso e lo zinco fuso fuoriesce dal forno direttamente ai processi successivi, come la fusione, la raffinazione o la legatura, o ai recipienti di raccolta. I contaminanti metallici includono zinco, alluminio, rame, ferro, piombo, cadmio, manganese e cromo. Altri contaminanti sono agenti fondenti, ossidi di zolfo, cloruri e fluoruri.
- Sudorazione rotatoria. In questo processo rottami di zinco, prodotti pressofusi, sfridi e schiumature vengono caricati in un forno a fuoco diretto e fusi. La massa fusa viene scremata e lo zinco metallico viene raccolto in caldaie situate all'esterno del forno. Il materiale non fondibile, le scorie, viene quindi rimosso prima della ricarica. Il metallo di questo processo viene inviato alla distillazione o al processo di lega. I contaminanti sono simili a quelli della sudorazione riverberante.
- Sudorazione a muffola e sudorazione del bollitore (pentola). In questi processi i rottami di zinco, i pressocolati, i residui e le schiumature vengono caricati nel forno a muffola, il materiale sudato e lo zinco sudato viene inviato ai processi di raffinazione o alligazione. Il residuo viene rimosso da un vaglio vibrante che separa la scoria dalla scoria. I contaminanti sono simili a quelli della sudorazione riverberante.
- Frantumazione/vagliatura. I residui di zinco vengono polverizzati o frantumati per abbattere i legami fisici tra zinco metallico e flussi contaminanti. Il materiale ridotto viene quindi separato in una fase di vagliatura o classificazione pneumatica. La frantumazione può produrre ossido di zinco e quantità minori di metalli pesanti e cloruri.
- Lisciviazione di carbonato di sodio. I residui sono trattati chimicamente per filtrare e convertire lo zinco in ossido di zinco. Il rottame viene prima frantumato e lavato. In questa fase, lo zinco viene lisciviato dal materiale. La parte acquosa viene trattata con carbonato di sodio provocando la precipitazione dello zinco. Il precipitato viene essiccato e calcinato per produrre ossido di zinco grezzo. L'ossido di zinco viene quindi ridotto a zinco metallico. Possono essere prodotti vari contaminanti di sale di zinco.
- Bollitore (pentola), crogiolo, riverbero, fusione ad induzione elettrica. Il rottame viene caricato nel forno e vengono aggiunti i flussi. Il bagno viene agitato per formare una scoria che può essere scremata dalla superficie. Dopo che il forno è stato scremato, lo zinco metallico viene versato in mestoli o stampi. Possono essere prodotti fumi di ossido di zinco, ammoniaca e cloruro di ammonio, acido cloridrico e cloruro di zinco.
- Alligazione. La funzione di questo processo è quella di produrre leghe di zinco da rottami metallici di zinco pretrattati aggiungendovi in una caldaia di raffinazione flussi e agenti leganti sia in forma solidificata che fusa. Il contenuto viene quindi mescolato, le scorie scremate e il metallo viene fuso in varie forme. Particolati contenenti zinco, metalli leganti, cloruri, gas e vapori non specifici, nonché calore, sono potenziali esposizioni.
- Distillazione in muffola. Il processo di distillazione in muffola viene utilizzato per recuperare lo zinco dalle leghe e per produrre lingotti di zinco puro. Il processo è semicontinuo e comporta il caricamento dello zinco fuso da un crogiuolo o forno di sudorazione alla sezione della muffola e la vaporizzazione dello zinco e la condensazione dello zinco vaporizzato e la spillatura dal condensatore agli stampi. Il residuo viene rimosso periodicamente dalla muffola.
- Distillazione/ossidazione in storta e distillazione/ossidazione in muffola. Il prodotto dei processi di distillazione/ossidazione in storta e di distillazione/ossidazione in muffola è l'ossido di zinco. Il processo è simile alla distillazione in storta attraverso la fase di vaporizzazione, ma, in questo processo, il condensatore viene bypassato e viene aggiunta aria di combustione. Il vapore viene scaricato attraverso un orifizio in un flusso d'aria. La combustione spontanea avviene all'interno di una camera refrattaria rivestita di vapore. Il prodotto viene trasportato dai gas di combustione e dall'aria in eccesso in un filtro a maniche dove viene raccolto. L'aria in eccesso è presente per assicurare la completa ossidazione e per raffreddare il prodotto. Ciascuno di questi processi di distillazione può portare all'esposizione ai fumi di ossido di zinco, nonché ad altre particelle metalliche e all'esposizione agli ossidi di zolfo.
La tabella 4 elenca le esposizioni ei controlli per le operazioni di recupero dello zinco.
Tabella 4. Controlli ingegneristici/amministrativi per lo zinco, per operazione
|
Apparecchiature di processo |
esposizioni |
Controlli ingegneristici/amministrativi |
|
Sudorazione riverberante |
Particolato contenente zinco, alluminio, rame, ferro, piombo, cadmio, manganese e cromo, contaminanti da agenti fondenti, ossidi di zolfo, cloruri e fluoruri |
Ventilazione di scarico locale, ventilazione generale dell'area, stress da calore-regime di lavoro/riposo, fluidi |
|
Sudorazione rotatoria |
Particolato contenente zinco, alluminio, rame, ferro, piombo, cadmio, manganese e cromo, contaminanti da agenti fondenti, ossidi di zolfo, cloruri e fluoruri |
Ventilazione di scarico locale, ventilazione generale dell'area, regime di lavoro/riposo, fluidi |
|
Sudorazione a muffola e sudorazione del bollitore (pentola). |
Particolato contenente zinco, alluminio, rame, ferro, piombo, cadmio, manganese e cromo, contaminanti da agenti fondenti, ossidi di zolfo, cloruri e fluoruri |
Ventilazione di scarico locale, ventilazione generale dell'area, regime di lavoro/riposo, fluidi |
|
Frantumazione/vagliatura |
Ossido di zinco, quantità minori di metalli pesanti, cloruri |
Ventilazione di scarico locale, ventilazione generale dell'area |
|
Lisciviazione di carbonato di sodio |
Ossido di zinco, carbonato di sodio, carbonato di zinco, idrossido di zinco, cloruro di idrogeno, cloruro di zinco |
Ventilazione di scarico locale, ventilazione generale dell'area |
|
Crogiolo di fusione a bollitore (pentola), fusione a riverbero, ad induzione elettrica |
Fumi di ossido di zinco, ammoniaca, cloruro di ammoniaca, acido cloridrico, cloruro di zinco |
Ventilazione di scarico locale, ventilazione generale dell'area, regime di lavoro/riposo, fluidi |
|
Alligazione |
Particolato contenente zinco, leghe metalliche, cloruri; gas e vapori non specifici; calore |
Ventilazione di scarico locale, ventilazione generale dell'area, regime di lavoro/riposo, fluidi |
|
Distillazione in storta, distillazione/ossidazione in storta e distillazione in muffola |
Fumi di ossido di zinco, altre particelle metalliche, ossidi di zolfo |
Ventilazione di scarico locale, ventilazione generale dell'area, regime di lavoro/riposo, fluidi |
|
Distillazione con resistore a barra di grafite |
Fumi di ossido di zinco, altre particelle metalliche, ossidi di zolfo |
Ventilazione di scarico locale, ventilazione generale dell'area, regime di lavoro/riposo, fluidi |
Recupero del magnesio
I vecchi rottami sono ottenuti da fonti come rottami di automobili e parti di aeromobili e lastre litografiche vecchie e obsolete, nonché alcuni fanghi provenienti da fonderie di magnesio primario. Il rottame nuovo è costituito da ritagli, torniture, alesature, scremature, scorie, scorie e articoli difettosi provenienti da lamiere e impianti di fabbricazione. Il pericolo maggiore nel maneggiare il magnesio è quello del fuoco. Piccoli frammenti di metallo possono essere facilmente accesi da una scintilla o da una fiamma.
- Smistamento a mano. Questo processo viene utilizzato per separare le frazioni di magnesio e leghe di magnesio dagli altri metalli presenti nel rottame. Lo sfrido viene distribuito manualmente, selezionato in base al peso.
- Fusione a pentola aperta. Questo processo viene utilizzato per separare il magnesio dai contaminanti nel rottame selezionato. Il rottame viene aggiunto a un crogiolo, riscaldato e viene aggiunto un flusso costituito da una miscela di cloruri di calcio, sodio e potassio. Il magnesio fuso viene quindi colato in lingotti.
La tabella 5 elenca le esposizioni ei controlli per le operazioni di recupero del magnesio.
Tabella 5. Controlli ingegneristici/amministrativi per il magnesio, per operazione
|
Apparecchiature di processo |
esposizioni |
Ingegneria/amministrativo |
|
Smistamento rottami |
Polvere |
Lavaggio con acqua |
|
Fusione a pentola aperta |
Fumi e polveri, alto potenziale di incendio |
Ventilazione di scarico locale e ventilazione generale dell'area e pratiche di lavoro |
|
Casting |
Polveri e fumi, calore e alto potenziale di incendio |
Ventilazione di scarico locale, ventilazione generale dell'area, regime di lavoro/riposo, fluidi |
Bonifica del mercurio
Le principali fonti di mercurio sono amalgami dentali, rottami di batterie al mercurio, fanghi derivanti da processi elettrolitici che utilizzano il mercurio come catalizzatore, mercurio proveniente da impianti cloro-soda smantellati e strumenti contenenti mercurio. I vapori di mercurio possono contaminare ciascuno di questi processi.
- Frantumazione. Il processo di frantumazione viene utilizzato per rilasciare il mercurio residuo da contenitori di metallo, plastica e vetro. Dopo che i contenitori sono stati frantumati, il mercurio liquido contaminato viene inviato al processo di filtraggio.
- Filtrazione. Le impurità insolubili come lo sporco vengono rimosse facendo passare i rottami contenenti vapori di mercurio attraverso un mezzo filtrante. Il mercurio filtrato viene inviato al processo di ossigenazione ei solidi che non passano attraverso i filtri vengono inviati alla distillazione in autoclave.
- Distillazione sotto vuoto. La distillazione sotto vuoto viene impiegata per raffinare il mercurio contaminato quando le tensioni di vapore delle impurità sono sostanzialmente inferiori a quelle del mercurio. La carica di mercurio viene vaporizzata in una pentola riscaldante ei vapori vengono condensati utilizzando un condensatore raffreddato ad acqua. Il mercurio purificato viene raccolto e inviato all'operazione di imbottigliamento. Il residuo rimasto nella pentola riscaldante viene inviato al processo di stortatura per recuperare le tracce di mercurio che non sono state recuperate nel processo di distillazione sotto vuoto.
- Purificazione della soluzione. Questo processo rimuove i contaminanti metallici e organici lavando il mercurio liquido grezzo con un acido diluito. Le fasi coinvolte sono: lisciviazione del mercurio liquido grezzo con acido nitrico diluito per separare le impurità metalliche; agitare l'acido-mercurio con aria compressa per fornire una buona miscelazione; decantazione per separare il mercurio dall'acido; lavaggio con acqua per rimuovere l'acido residuo; e filtrare il mercurio in un mezzo come carbone attivo o gel di silice per rimuovere le ultime tracce di umidità. Oltre ai vapori di mercurio può esserci esposizione a solventi, sostanze chimiche organiche e nebbie acide.
- Ossigenazione. Questo processo raffina il mercurio filtrato rimuovendo le impurità metalliche mediante ossidazione con aria di lavaggio. Il processo di ossidazione prevede due fasi, sparging e filtraggio. Nella fase di sparging, il mercurio contaminato viene agitato con aria in un recipiente chiuso per ossidare i contaminanti metallici. Dopo lo sparging, il mercurio viene filtrato in un letto di carbone per rimuovere gli ossidi metallici solidi.
- Ribattere. Il processo di replicazione viene utilizzato per produrre mercurio puro volatilizzando il mercurio presente nei rottami solidi contenenti mercurio. Le fasi coinvolte nel retorting sono: riscaldare il rottame con una fonte di calore esterna in una pentola chiusa o pila di vassoi per vaporizzare il mercurio; condensare i vapori di mercurio in condensatori raffreddati ad acqua; raccogliere il mercurio condensato in un recipiente di raccolta.
La tabella 6 elenca le esposizioni ei controlli per le operazioni di bonifica del mercurio.
Tabella 6. Controlli tecnici/amministrativi per il mercurio, per operazione
|
Apparecchiature di processo |
esposizioni |
Controlli ingegneristici/amministrativi |
|
Frantumazione |
Mercurio volatile |
Scarico locale; DPI: protezione delle vie respiratorie |
|
Filtrazione |
Mercurio volatile |
Ventilazione di scarico locale; DPI: protezione delle vie respiratorie |
|
Distillazione sotto vuoto |
Mercurio volatile |
Ventilazione di scarico locale; DPI: protezione delle vie respiratorie |
|
Purificazione della soluzione |
Mercurio volatile, solventi, sostanze organiche e nebbie acide |
Ventilazione di scarico locale, ventilazione generale dell'area; DPI: protezione delle vie respiratorie |
|
Ossidazione |
Mercurio volatile |
Ventilazione di scarico locale; DPI: protezione delle vie respiratorie |
|
Ribattere |
Mercurio volatile |
Ventilazione di scarico locale; DPI: protezione delle vie respiratorie |
Bonifica del nichel
Le principali materie prime per il recupero del nichel sono le leghe a base di vapore di nichel, rame e alluminio, che possono essere reperite come rottami vecchi o nuovi. I rottami vecchi comprendono le leghe recuperate da parti di macchinari e aeroplani, mentre i rottami nuovi si riferiscono a rottami di lamiere, torniture e solidi che sono sottoprodotti della fabbricazione di prodotti in lega. I seguenti passaggi sono coinvolti nel recupero del nichel:
- ordinamento. Il rottame viene ispezionato e separato manualmente dai materiali non metallici e non nichel. Lo smistamento produce esposizioni alla polvere.
- sgrassante. I rottami di nichel vengono sgrassati utilizzando tricloroetilene. La miscela viene filtrata o centrifugata per separare il rottame di nichel. La soluzione di solvente esaurito di tricloroetilene e grasso passa attraverso un sistema di recupero del solvente. Ci può essere esposizione al solvente durante lo sgrassaggio.
- Forno fusorio (ad arco elettrico oa riverbero rotativo). Il rottame viene caricato in un forno elettrico ad arco e viene aggiunto un agente riducente, solitamente calce. La carica viene fusa e fusa in lingotti o inviata direttamente a un reattore per un'ulteriore raffinazione. Sono possibili esposizioni a fumi, polvere, rumore e calore.
- Raffinazione del reattore. Il metallo fuso viene introdotto in un reattore dove vengono aggiunti rottame a base fredda e pig nickel, seguiti da calce e silice. Vengono quindi aggiunti materiali leganti come manganese, columbio o titanio per produrre la composizione di lega desiderata. Sono possibili esposizioni a fumi, polvere, rumore e calore.
- Colata di lingotti. Questo processo comporta la fusione del metallo fuso dal forno fusorio o dal reattore di raffinazione in lingotti. Il metallo viene versato negli stampi e lasciato raffreddare. I lingotti vengono rimossi dagli stampi. Sono possibili esposizioni al calore e ai fumi metallici.
Le esposizioni e le misure di controllo per le operazioni di recupero del nichel sono elencate nella tabella 7.
Tabella 7. Controlli ingegneristici/amministrativi per il nichel, per operazione
|
Apparecchiature di processo |
esposizioni |
Controlli ingegneristici/amministrativi |
|
ordinamento |
Polvere |
Scarico locale e sostituzione del solvente |
|
sgrassante |
Solvente |
Ventilazione di scarico locale e sostituzione e/o recupero del solvente, ventilazione generale dell'area |
|
Fusione |
Fumi, polvere, rumore, calore |
Ventilazione di scarico locale, regime di lavoro/riposo, fluidi; DPI: protezione delle vie respiratorie e protezione dell'udito |
|
raffinazione |
Fumi, polvere, calore, rumore |
Ventilazione di scarico locale, ventilazione generale dell'area, regime di lavoro/riposo, fluidi; DPI: protezione delle vie respiratorie e protezione dell'udito |
|
Casting |
Calore, fumi metallici |
Ventilazione di scarico locale, ventilazione generale dell'area, regime di lavoro/riposo, fluidi |
Recupero metalli preziosi
Le materie prime per l'industria dei metalli preziosi sono costituite da rottami vecchi e nuovi. I vecchi rottami includono componenti elettronici provenienti da apparecchiature militari e civili obsolete e rottami dell'industria dentale. Nuovi rottami vengono generati durante la fabbricazione e la produzione di prodotti in metalli preziosi. I prodotti sono i metalli elementari come oro, argento, platino e palladio. La lavorazione dei metalli preziosi comprende le seguenti fasi:
- Smistamento e triturazione manuale. I rottami contenenti metalli preziosi vengono selezionati a mano, frantumati e sminuzzati in un mulino a martelli. I mulini a martelli sono rumorosi.
- Processo di incenerimento. I rottami selezionati vengono inceneriti per rimuovere carta, plastica e contaminanti liquidi organici. Sono possibili esposizioni a sostanze chimiche organiche, gas di combustione e polvere.
- Fusione in altoforno. I rottami trattati vengono caricati in un altoforno, insieme a coke, flusso e ossidi metallici di scorie riciclate. La carica viene fusa e scorificata, producendo rame nero che contiene i metalli preziosi. La scoria dura che si forma contiene la maggior parte delle impurità della scoria. Potrebbero essere presenti polvere e rumore.
- Fusione del convertitore. Questo processo è progettato per purificare ulteriormente il rame nero soffiando aria attraverso la massa fusa in un convertitore. I contaminanti metallici contenenti scorie vengono rimossi e riciclati nell'altoforno. Il lingotto di rame contenente i metalli preziosi viene colato in stampi.
- Raffinazione elettrolitica. Il lingotto di rame funge da anodo di una cella elettrolitica. Il rame puro si deposita così sul catodo mentre i metalli preziosi cadono sul fondo della cella e vengono raccolti come melma. L'elettrolita utilizzato è il solfato di rame. Sono possibili esposizioni a nebbie acide.
- Raffinazione chimica. La melma di metallo prezioso proveniente dal processo di raffinazione elettrolitica viene trattata chimicamente per recuperare i singoli metalli. I processi a base di cianuro vengono utilizzati per recuperare oro e argento, che possono essere recuperati anche dissolvendoli acqua regia soluzione e/o acido nitrico, seguita da precipitazione con solfato ferroso o cloruro di sodio per recuperare rispettivamente l'oro e l'argento. I metalli del gruppo del platino possono essere recuperati sciogliendoli in piombo fuso, che viene poi trattato con acido nitrico e lascia un residuo dal quale i metalli del gruppo del platino possono essere selettivamente precipitati. I precipitati di metalli preziosi vengono poi fusi o accesi per raccogliere l'oro e l'argento come grani e i metalli di platino come spugne. Possono esserci esposizioni acide.
Le esposizioni ei controlli sono elencati, per operazione, nella tabella 8 (vedi anche “Fondazione e raffinazione dell'oro”).
Tabella 8. Controlli ingegneristici/amministrativi sui metalli preziosi, per operazione
|
Apparecchiature di processo |
esposizioni |
Controlli ingegneristici/amministrativi |
|
Smistamento e triturazione |
Hammermill è un potenziale pericolo di rumore |
Materiale per il controllo del rumore; DPI: protezione dell'udito |
|
Incenerimento |
Sostanze organiche, gas di combustione e polveri |
Ventilazione di scarico locale e ventilazione generale dell'area |
|
Fusione in altoforno |
Polvere, rumore |
Ventilazione di scarico locale; DPI: protezione dell'udito e protezione delle vie respiratorie |
|
Raffinazione elettrolitica |
Nebbie acide |
Ventilazione di scarico locale, ventilazione generale dell'area |
|
Raffinazione chimica |
Acido |
Ventilazione di scarico locale, ventilazione generale dell'area; DPI: indumenti resistenti agli acidi, occhiali protettivi e visiera |
Bonifica del cadmio
I vecchi rottami contenenti cadmio includono parti placcate al cadmio di veicoli e barche rottamati, elettrodomestici, hardware e dispositivi di fissaggio, batterie al cadmio, contatti al cadmio di interruttori e relè e altre leghe di cadmio usate. I rottami nuovi sono normalmente scarti contenenti vapori di cadmio e sottoprodotti contaminati provenienti da industrie che trattano i metalli. I processi di bonifica sono:
- Pretrattamento. La fase di pretrattamento del rottame prevede lo sgrassaggio a vapore del rottame legato. I vapori di solvente generati dal riscaldamento di solventi riciclati vengono fatti circolare attraverso un recipiente contenente le leghe di scarto. Il solvente e il grasso rimosso vengono quindi condensati e separati con il solvente che viene riciclato. Può esserci esposizione a polvere di cadmio e solventi.
- Fusione/raffinazione. Nell'operazione di fusione/raffinazione, i rottami di lega pretrattata o rottami di cadmio elementare vengono lavorati per rimuovere eventuali impurità e produrre lega di cadmio o cadmio elementare. Possono essere presenti prodotti dell'esposizione alla combustione di petrolio e gas e polvere di zinco e cadmio.
- Distillazione in storta. I rottami di lega sgrassati vengono caricati in una storta e riscaldati per produrre vapori di cadmio che vengono successivamente raccolti in un condensatore. Il metallo fuso è quindi pronto per la colata. Sono possibili esposizioni alla polvere di cadmio.
- Fusione/dezincatura. Il cadmio metallico viene caricato in un crogiolo e riscaldato allo stadio fuso. Se lo zinco è presente nel metallo, vengono aggiunti fondenti e agenti clorurati per rimuovere lo zinco. Tra le potenziali esposizioni vi sono i fumi e la polvere di cadmio, i fumi e la polvere di zinco, il cloruro di zinco, il cloro, l'acido cloridrico e il calore.
- Casting. L'operazione di colata forma la linea di prodotti desiderata dalla lega di cadmio purificata o cadmio metallico prodotto nella fase precedente. La colata può produrre polvere di cadmio, fumi e calore.
Le esposizioni nei processi di recupero del cadmio e i necessari controlli sono riassunti nella tabella 9.
Tabella 9. Controlli ingegneristici/amministrativi per il cadmio, per operazione
|
Apparecchiature di processo |
esposizioni |
Controlli ingegneristici/amministrativi |
|
Sgrassaggio rottami |
Solventi e polvere di cadmio |
Scarico locale e sostituzione del solvente |
|
Fusione/affinazione di leghe |
Prodotti della combustione di petrolio e gas, fumi di zinco, polveri e fumi di cadmio |
Ventilazione di scarico locale e ventilazione generale dell'area; DPI: protezione delle vie respiratorie |
|
Distillazione in storta |
Fumi di cadmio |
Ventilazione di scarico locale; DPI: protezione delle vie respiratorie |
|
Fusione/dezincatura |
Fumi e polveri di cadmio, fumi e polveri di zinco, cloruro di zinco, cloro, acido cloridrico, stress termico |
Ventilazione di scarico locale, ventilazione generale dell'area, regime di lavoro/riposo, fluidi; DPI: protezione delle vie respiratorie |
|
Casting |
Polveri e fumi di cadmio, calore |
Ventilazione di scarico locale, ventilazione generale dell'area, regime di lavoro/riposo, fluidi; DPI: protezione delle vie respiratorie |
Bonifica del selenio
Le materie prime per questo segmento sono i cilindri fotocopiatori xerografici e gli scarti generati durante la fabbricazione dei raddrizzatori al selenio. Le polveri di selenio possono essere presenti ovunque. La distillazione e la fusione della storta possono produrre gas di combustione e polvere. La fusione della storta è rumorosa. In raffinazione sono presenti nebbie di anidride solforosa e nebbie acide. Le polveri metalliche possono essere prodotte dalle operazioni di fusione (vedi tabella 10).
Tabella 10. Controlli ingegneristici/amministrativi per il selenio, per operazione
|
Apparecchiature di processo |
esposizioni |
Controlli ingegneristici/amministrativi |
|
Pretrattamento rottami |
Polvere |
Scarico locale |
|
Fusione di storta |
Gas di combustione e polveri, rumore |
Ventilazione di scarico locale e ventilazione generale dell'area; DPI: protezione dell'udito; controllo del rumore del bruciatore |
|
raffinazione |
SO2, nebbia acida |
Ventilazione di scarico locale; DPI: occhiali chimici |
|
Distillazione |
Polveri e prodotti della combustione |
Ventilazione di scarico locale, ventilazione generale dell'area |
|
tempra |
Polvere di metallo |
Ventilazione di scarico locale, ventilazione generale dell'area |
|
Casting |
Fumi di selenio |
Ventilazione di scarico locale, ventilazione generale dell'area |
Le procedure di bonifica sono le seguenti:
- Pretrattamento rottami. Questo processo separa il selenio mediante processi meccanici come il mulino a martelli o la granigliatura.
- Fusione di storte. Questo processo purifica e concentra i rottami pretrattati in un'operazione di distillazione in storta fondendo i rottami e separando il selenio dalle impurità mediante distillazione.
- raffinazione. Questo processo ottiene una purificazione del selenio di scarto basata sulla lisciviazione con un solvente adatto come il solfito di sodio acquoso. Le impurità insolubili vengono rimosse mediante filtrazione e il filtrato viene trattato per precipitare il selenio.
- Distillazione. Questo processo produce un selenio di elevata purezza del vapore. Il selenio viene fuso, distillato e i vapori di selenio vengono condensati e trasferiti come selenio fuso ad un'operazione di formazione del prodotto.
- estinguere. Questo processo viene utilizzato per produrre pallini e polvere di selenio purificati. Il selenio fuso viene utilizzato per produrre uno sparo. Lo sparo viene quindi asciugato. I passaggi necessari per produrre la polvere sono gli stessi, tranne per il fatto che il vapore di selenio, anziché il selenio fuso, è il materiale che viene temprato.
- colata. Questo processo viene utilizzato per produrre lingotti di selenio o altre forme dal selenio fuso. Queste forme vengono prodotte versando selenio fuso in stampi di dimensioni e forma adeguate e raffreddando e solidificando il fuso.
Bonifica del cobalto
Le fonti di rottami di cobalto sono molature e torniture di superleghe, parti di motori e pale di turbine obsolete o usurate. I processi di bonifica sono:
- Smistamento a mano. I rottami grezzi vengono selezionati a mano per identificare e separare i componenti a base di cobalto, a base di nichel e non lavorabili. Questa è un'operazione polverosa.
- Sgrassante. I rottami sporchi selezionati vengono caricati in un'unità di sgrassaggio dove vengono fatti circolare vapori di percloroetilene. Questo solvente rimuove il grasso e l'olio dal rottame. La miscela solvente-olio-grasso vapore viene quindi condensata e si recupera il solvente. Sono possibili esposizioni ai solventi.
- Sabbiatura. Il rottame sgrassato viene sabbiato con graniglia per rimuovere sporco, ossidi e ruggine. Possono essere presenti polveri, a seconda della graniglia utilizzata.
- Processo di decapaggio e trattamento chimico. I rottami dell'operazione di sabbiatura vengono trattati con acidi per rimuovere la ruggine residua e i contaminanti di ossido. Le nebbie acide sono una possibile esposizione.
- Fusione sottovuoto. Il rottame pulito viene caricato in un forno sottovuoto e fuso mediante arco elettrico o forno a induzione. Può esserci esposizione a metalli pesanti.
- colata. La lega fusa viene fusa in lingotti. Lo stress da calore è possibile.
Vedere la tabella 11 per un riepilogo delle esposizioni e dei controlli per il recupero del cobalto.
Tabella 11. Controlli ingegneristici/amministrativi per il cobalto, per operazione
|
Apparecchiature di processo |
esposizioni |
Controlli ingegneristici/amministrativi |
|
Smistamento a mano |
Polvere |
Lavaggio con acqua |
|
sgrassante |
solventi |
Recupero del solvente, scarico locale e sostituzione del solvente |
|
brillamento |
Polvere: la tossicità dipende dalla graniglia utilizzata |
Ventilazione di scarico locale; DPI per rischio fisico e protezione delle vie respiratorie a seconda della graniglia utilizzata |
|
Processo di decapaggio e trattamento chimico |
Nebbie acide |
Ventilazione di scarico locale, ventilazione generale dell'area; DPI: protezione delle vie respiratorie |
|
Fusione sotto vuoto |
Metalli pesanti |
Ventilazione di scarico locale, ventilazione generale dell'area |
|
Casting |
calore |
Ventilazione di scarico locale, ventilazione generale dell'area, regime di lavoro/riposo, fluidi |
Bonifica dello stagno
Le principali fonti di materie prime sono i rifili di acciaio stagnato, gli scarti delle aziende produttrici di barattoli di latta, le bobine di placcatura scartate dall'industria siderurgica, le scorie e i fanghi di stagno, le scorie e i fanghi di saldatura, il bronzo usato e gli scarti di bronzo e i rottami di tipo metallico. Polvere di stagno e nebbie acide possono essere trovate in molti dei processi.
- Dealluminizzazione. In questo processo l'idrossido di sodio caldo viene utilizzato per lisciviare l'alluminio dai rottami di latta mettendo a contatto il rottame con idrossido di sodio caldo, separando la soluzione di alluminato di sodio dal residuo di rottame, pompando l'alluminato di sodio a un'operazione di raffinazione per recuperare lo stagno solubile e recuperando il rottami di stagno dealluminato per mangimi.
- Miscelazione in lotti. Questo processo è un'operazione meccanica che prepara un'alimentazione adatta per essere caricata nel forno fusorio miscelando scorie e fanghi con un contenuto di stagno significativo.
- Determinazione chimica. Questo processo estrae lo stagno in rottami. Ai rottami dealluminati o grezzi viene aggiunta una soluzione calda di idrossido di sodio e nitrito o nitrato di sodio. Il drenaggio e il pompaggio della soluzione in un processo di raffinazione/colata vengono eseguiti quando la reazione di detinizzazione è completa. Il rottame detintato viene quindi lavato.
- Fusione di scorie. Questo processo viene utilizzato per purificare parzialmente le scorie e produrre metallo di fornace grezzo fondendo la carica, spillando il metallo di fornace grezzo e spillando le matte e le scorie.
- Lisciviazione e filtrazione della polvere. Questo processo rimuove i valori di zinco e cloro dalle polveri di combustione mediante lisciviazione con acido solforico per rimuovere zinco e cloro, filtrando la miscela risultante per separare l'acido e lo zinco e il cloro disciolti dalla polvere lisciviata, essiccando la polvere lisciviata in un essiccatore e convogliando il stagno e polvere ricca di piombo tornano al processo di miscelazione in lotti.
- Decantazione e filtrazione fogliare. Questo processo purifica la soluzione di stannato di sodio prodotta nel processo di detintura chimica. Impurità come argento, mercurio, rame, cadmio, un po' di ferro, cobalto e nichel vengono precipitate come solfuri.
- Evapocentrifugazione. Lo stannato di sodio viene concentrato dalla soluzione purificata mediante evaporazione, la cristallizzazione dello stannato di sodio e il recupero dello stannato di sodio avviene mediante centrifugazione.
- Raffinazione elettrolitica. Questo processo produce stagno catodico puro dalla soluzione di stannato di sodio purificata facendo passare la soluzione di stannato di sodio attraverso celle elettrolitiche, rimuovendo i catodi dopo che lo stagno è stato depositato e strappando lo stagno dai catodi.
- Acidificazione e filtrazione. Questo processo produce un ossido di stagno idrato dalla soluzione purificata di stannato di sodio. Questo ossido idrato può essere lavorato per produrre l'ossido anidro o fuso per produrre stagno elementare. L'ossido idrato viene neutralizzato con acido solforico per formare l'ossido di stagno idrato e filtrato per separare l'idrato come panello di filtrazione.
- Raffinazione al fuoco. Questo processo produce stagno purificato dallo stagno catodico fondendo la carica, rimuovendo le impurità come scorie e scorie, versando il metallo fuso e colando lo stagno metallico.
- Fusione. Questo processo viene utilizzato per produrre stagno quando la raffinazione elettrolitica non è fattibile. Ciò si ottiene riducendo l'ossido di stagno idrato con un agente riducente, fondendo lo stagno metallico formato, scremando le scorie, versando lo stagno fuso e colando lo stagno fuso.
- Calcinante. Questo processo converte gli ossidi di stagno idrati in ossido stannico anidro calcinando l'idrato e rimuovendo e impacchettando gli ossidi stannici.
- Raffinazione al bollitore. Questo processo viene utilizzato per purificare il metallo grezzo della fornace caricando con esso un bollitore preriscaldato, asciugando la scoria per rimuovere le impurità come scorie e opaco, fondendo con zolfo per rimuovere il rame come opaco, fondendo con alluminio per rimuovere l'antimonio e fondendo il metallo fuso nel desiderato forme.
Vedere la tabella 12 per un riepilogo delle esposizioni e dei controlli per il recupero dello stagno.
Tabella 12. Controlli ingegneristici/amministrativi per lo stagno, per operazione
|
Apparecchiature di processo |
esposizioni |
Controlli ingegneristici/amministrativi |
|
Dealluminizzazione |
Idrossido di sodio |
Scarico locale; DPI: occhiali protettivi per sostanze chimiche e/o visiera |
|
Miscelazione in lotti |
Polvere |
Ventilazione di scarico locale e ventilazione generale dell'area |
|
Determinazione chimica |
caustico |
Ventilazione di scarico locale; DPI: occhiali protettivi per sostanze chimiche e/o visiera |
|
Fusione di scorie |
Polvere e calore |
Ventilazione di scarico locale, ventilazione generale dell'area, regime di lavoro/riposo, fluidi |
|
Lisciviazione e filtrazione della polvere |
Polvere |
Ventilazione di scarico locale, ventilazione generale dell'area |
|
Decantazione e filtrazione fogliare |
Nessuno identificato |
Nessuno identificato |
|
Evapocentrifugazione |
Nessuno identificato |
Nessuno identificato |
|
Raffinazione elettrolitica |
Nebbia acida |
Ventilazione di scarico locale e ventilazione generale dell'area; DPI: occhiali protettivi per sostanze chimiche e/o visiera |
|
Acidificazione e filtrazione |
Nebbie acide |
Ventilazione di scarico locale e ventilazione generale dell'area; DPI: occhiali protettivi per sostanze chimiche e/o visiera |
|
Raffinazione al fuoco |
calore |
Regime di lavoro/riposo, DPI |
|
Fusione |
Gas di combustione, fumi e polveri, calore |
Ventilazione di scarico locale e ventilazione generale dell'area, regime di lavoro/riposo, DPI |
|
calcinazione |
Polvere, fumi, calore |
Ventilazione di scarico locale e regime di lavoro/riposo di ventilazione generale dell'area, DPI |
|
Raffinazione al bollitore |
Polvere, fumi, calore |
Ventilazione di scarico locale e ventilazione generale dell'area, regime di lavoro/riposo, DPI |
Bonifica del titanio
Le due fonti principali di rottami di titanio sono la casa e i consumatori di titanio. Gli scarti domestici generati dalla fresatura e dalla produzione di prodotti in titanio includono fogli di rifinitura, fogli di assi, tagli, torniture e alesature. I rottami di consumo sono costituiti da prodotti in titanio riciclato. Le operazioni di bonifica comprendono:
- Sgrassante. In questo processo i rottami calibrati vengono trattati con solvente organico vaporizzato (ad es. tricloroetilene). Il grasso e l'olio contaminanti vengono rimossi dal rottame dal vapore del solvente. Il solvente viene fatto ricircolare fino a quando non ha più capacità di sgrassare. Il solvente esaurito può quindi essere rigenerato. Il rottame può anche essere sgrassato con vapore e detersivo.
- Decapaggio. Il processo di decapaggio acido rimuove le incrostazioni di ossido dall'operazione di sgrassaggio mediante lisciviazione con una soluzione di acido cloridrico e acido fluoridrico. Il rottame del trattamento acido viene lavato con acqua ed essiccato.
- Elettroraffinazione. L'elettroraffinazione è un processo di pretrattamento dei rottami di titanio che raffina elettroliticamente i rottami in un sale fuso.
- Fusione. I rottami di titanio pretrattati e gli agenti leganti vengono fusi in un forno sottovuoto ad arco elettrico per formare una lega di titanio. I materiali di input includono rottami di titanio pretrattati e materiali di lega come alluminio, vanadio, molibdeno, stagno, zirconio, palladio, columbio e cromo.
- colata. Il titanio fuso viene colato negli stampi. Il titanio si solidifica in una barra chiamata lingotto.
I controlli per le esposizioni nelle procedure di recupero del titanio sono elencati nella tabella 13.
Tabella 13. Controlli ingegneristici/amministrativi per il titanio, per operazione
|
Apparecchiature di processo |
esposizioni |
Controlli ingegneristici/amministrativi |
|
Sgrassaggio a solvente |
Solvente |
Scarico locale e recupero del solvente |
|
decapaggio |
Acidi |
Visiere, grembiuli, maniche lunghe, occhiali di sicurezza o occhiali protettivi |
|
elettroraffinazione |
Nessuno conosciuto |
Nessuno conosciuto |
|
Fusione |
Metalli volatili, rumore |
Ventilazione di scarico locale e controllo del rumore dei bruciatori; DPI: protezione dell'udito |
|
Casting |
calore |
DPI |
Problemi ambientali nella finitura dei metalli e nei rivestimenti industriali
Finitura del metallo
Il trattamento superficiale dei metalli ne aumenta la durata e ne migliora l'aspetto. Un singolo prodotto può subire più di un trattamento superficiale, ad esempio un pannello della carrozzeria di un'auto può essere fosfatato, trattato con primer e verniciato. Questo articolo si occupa dei processi utilizzati per il trattamento superficiale dei metalli e dei metodi utilizzati per ridurne l'impatto ambientale.
La gestione di un'attività di finitura dei metalli richiede la cooperazione tra la direzione dell'azienda, i dipendenti, il governo e la comunità per ridurre efficacemente al minimo l'impatto ambientale delle operazioni. La società si preoccupa della quantità e degli effetti a lungo termine dell'inquinamento che penetra nell'aria, nell'acqua e nell'ambiente terrestre. Gestione ambientale efficace è stabilito attraverso la conoscenza dettagliata di tutti gli elementi, prodotti chimici, metalli, processi e output.
Pianificazione della prevenzione dell'inquinamento sposta la filosofia di gestione ambientale dalla reazione ai problemi all'anticipazione delle soluzioni concentrandosi sulla sostituzione chimica, il cambiamento di processo e il riciclaggio interno, utilizzando la seguente sequenza di pianificazione:
- Avviare la prevenzione dell'inquinamento in tutti gli aspetti dell'attività.
- Identificare i flussi di rifiuti.
- Stabilire priorità per l'azione.
- Stabilire la causa principale dei rifiuti.
- Identificare e implementare modifiche che riducano o eliminino gli sprechi.
- Misura i risultati.
Il miglioramento continuo si ottiene stabilendo nuove priorità di azione e ripetendo la sequenza delle azioni.
La documentazione dettagliata del processo identificherà i flussi di rifiuti e consentirà di stabilire le priorità per le opportunità di riduzione dei rifiuti. Decisioni informate sui potenziali cambiamenti incoraggeranno:
- miglioramenti operativi facili e pratici
- cambiamenti di processo che coinvolgono clienti e fornitori
- modifiche ad attività meno dannose ove possibile
- riutilizzare e riciclare dove il cambiamento non è pratico
- utilizzando lo smaltimento in discarica di rifiuti pericolosi solo come ultima risorsa.
Processi principali e processi operativi standard
Pulizia è richiesto perché tutti i processi di finitura dei metalli richiedono che le parti da rifinire siano prive di sporco organico e inorganico, inclusi oli, incrostazioni, composti per lucidatura e lucidatura. I tre tipi fondamentali di detergenti in uso sono solventi, sgrassatori a vapore e detergenti alcalini.
I metodi di pulizia con solventi e sgrassaggio a vapore sono stati quasi totalmente sostituiti da materiali alcalini dove le successive lavorazioni sono ad umido. I solventi e gli sgrassanti a vapore sono ancora in uso dove le parti devono essere pulite e asciutte senza ulteriore lavorazione a umido. Solventi come i terpeni in alcuni casi stanno sostituendo i solventi volatili. Materiali meno tossici come l'1,1,1-tricloroetano sono stati sostituiti a materiali più pericolosi nello sgrassaggio a vapore (sebbene questo solvente sia in fase di eliminazione come impoveritore di ozono).
I cicli di pulizia alcalina di solito includono un'immersione in ammollo seguita da un'elettropulizia anodica, seguita da un'immersione in acido debole. Solitamente per pulire l'alluminio vengono utilizzati detergenti non incisivi e non silicati. Gli acidi sono tipicamente solforici, cloridrici e nitrici.
Anodizzazione, un processo elettrochimico per addensare il film di ossido sulla superficie metallica (spesso applicato all'alluminio), tratta le parti con soluzioni diluite di acido cromico o solforico.
Rivestimento di conversione viene utilizzato per fornire una base per la successiva verniciatura o per passivare per la protezione contro l'ossidazione. Con la cromatazione i pezzi vengono immersi in una soluzione di cromo esavalente con agenti attivi organici e inorganici. Per la fosfatazione, le parti vengono immerse in acido fosforico diluito con altri agenti. La passivazione si ottiene mediante immersione in acido nitrico o acido nitrico con bicromato di sodio.
Placcatura chimica comporta una deposizione di metallo senza elettricità. La deposizione chimica di rame o nichel viene utilizzata nella produzione di circuiti stampati.
Galvanotecnica comporta la deposizione di un sottile strato di metallo (zinco, nichel, rame, cromo, cadmio, stagno, ottone, bronzo, piombo, stagno-piombo, oro, argento e altri metalli come il platino) su un substrato (ferroso o non ferroso). I bagni di processo includono metalli in soluzione in formulazioni acide, alcaline neutre e alcaline al cianuro (vedi figura 1).
Figura 1. Ingressi e uscite per una tipica linea di galvanica
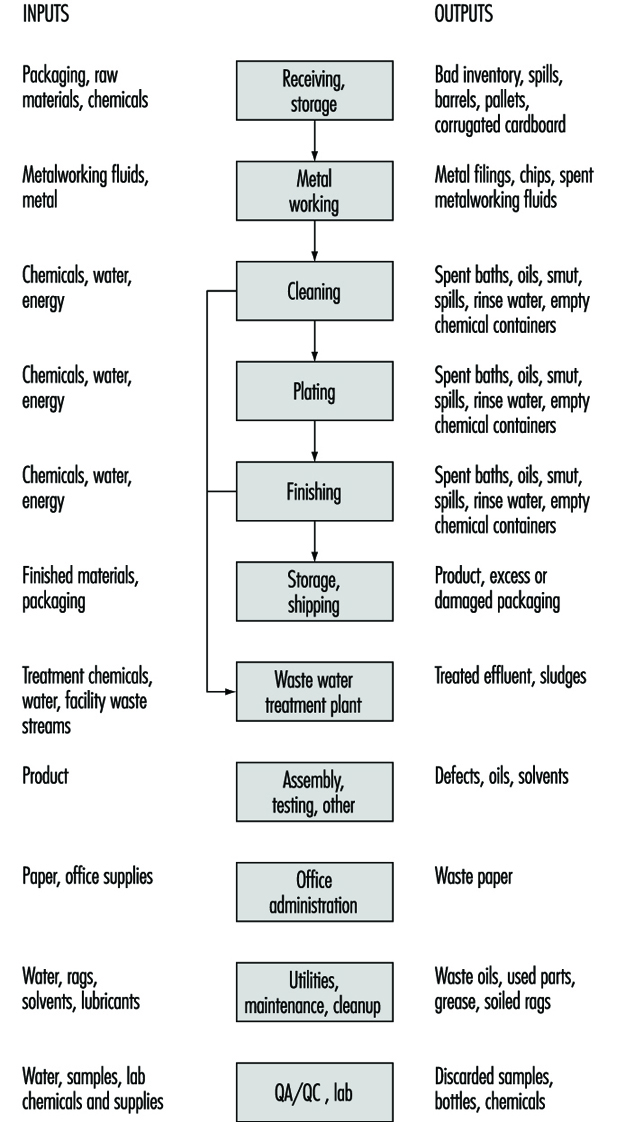
Fresatura chimica e incisione sono processi di immersione a dissoluzione controllata che utilizzano reagenti chimici e mordenzanti. L'alluminio è tipicamente inciso in caustico prima dell'anodizzazione o brillantato chimicamente in una soluzione che potrebbe contenere acido nitrico, fosforico e solforico.
Rivestimenti a caldo comportano l'applicazione di metallo su un pezzo in lavorazione mediante immersione in metallo fuso (zincatura dell'acciaio con zinco o stagno).
Buone pratiche di gestione
Importanti miglioramenti della sicurezza, della salute e dell'ambiente possono essere raggiunti attraverso miglioramenti del processo, come ad esempio:
- utilizzando il risciacquo in controcorrente e i controlli di conducibilità
- aumentare il tempo di drenaggio
- utilizzando più o meglio agenti bagnanti
- mantenere le temperature di processo più alte possibile per ridurre la viscosità, aumentando così il recupero per trascinamento (ovvero il recupero della soluzione lasciata sul metallo)
- utilizzando l'agitazione dell'aria nel risciacquo per aumentare l'efficienza del risciacquo
- utilizzando sfere di plastica nei serbatoi di placcatura per ridurre l'appannamento
- utilizzando una migliore filtrazione sui serbatoi di placcatura per ridurre la frequenza del trattamento di purificazione
- posizionare un cordolo attorno a tutte le aree di processo per contenere le fuoriuscite
- utilizzando trattamenti separati per metalli recuperabili come il nichel
- installazione di sistemi di recupero quali scambio ionico, evaporazione atmosferica, evaporazione sottovuoto, recupero elettrolitico, osmosi inversa ed elettrodialisi
- integrando i sistemi di recupero per trascinamento con riduzioni del trascinamento di contaminanti e sistemi di pulizia migliorati
- utilizzando moderni controlli di inventario per ridurre gli sprechi e i rischi sul posto di lavoro
- l'applicazione di procedure standard (vale a dire, procedure scritte, revisioni operative periodiche e registri operativi affidabili) per fornire la base per una solida struttura di gestione ambientale.
Pianificazione ambientale per rifiuti specifici
I flussi di rifiuti specifici, generalmente soluzioni di placcatura esaurite, possono essere ridotti:
- Filtrazione. Per rimuovere l'accumulo di solidi, che riducono l'efficienza del processo, è possibile utilizzare filtri a cartuccia oa farina fossile.
- Trattamento al carbonio può essere utilizzato per rimuovere contaminanti organici (più comunemente applicato nella nichelatura, galvanica di rame e zincatura e cadmio).
- Acqua purificata. I contaminanti naturali presenti nell'acqua di reintegro e di risciacquo (ad es. calcio, ferro, magnesio, manganese, cloro e carbonati) possono essere rimossi mediante deionizzazione, distillazione o osmosi inversa. Il miglioramento dell'efficienza dell'acqua di risciacquo riduce il volume dei fanghi del bagno che richiedono un trattamento.
- Congelamento del carbonato a bagno di cianuro. L'abbassamento della temperatura del bagno a –3 °C cristallizza i carbonati formatisi nel bagno di cianuro dalla rottura del cianuro, densità di corrente anodica eccessive e l'adsorbimento di anidride carbonica dall'aria e ne facilita la rimozione.
- Precipitazione. La rimozione dei contaminanti metallici che entrano nel bagno come impurità negli anodi può essere ottenuta mediante precipitazione con cianuro di bario, idrossido di bario, idrossido di calcio, solfato di calcio o cianuro di calcio.
- Alternative al cromo esavalente. Il cromo esavalente può essere sostituito con soluzioni di cromatura trivalente per la cromatura decorativa. I rivestimenti di conversione del cromo per i pretrattamenti della vernice a volte possono essere sostituiti da rivestimenti di conversione del cromo o prodotti chimici di cromo senza risciacquo.
- Chimiche di processo non chelate. Invece di aggiungere chelanti ai bagni di processo per controllare la concentrazione di ioni liberi nella soluzione, è possibile utilizzare prodotti chimici di processo non chelati in modo che non sia necessario mantenere i metalli in soluzione. Questi metalli possono essere lasciati precipitare e possono essere rimossi mediante filtrazione continua.
- Prodotti chimici di processo senza cianuro. I flussi di rifiuti contenenti cianuro libero sono tipicamente trattati usando ipoclorito o cloro per ottenere l'ossidazione, e i cianuri complessi sono comunemente precipitati usando solfato ferroso. L'utilizzo di sostanze chimiche di processo senza cianuro elimina una fase di trattamento e riduce il volume del fango.
- Sgrassaggio a solvente. I bagni di pulizia alcalini caldi possono essere utilizzati al posto dello sgrassaggio con solvente dei pezzi prima della lavorazione. L'efficacia dei detergenti alcalini può essere migliorata applicando corrente elettrica o ultrasuoni. I vantaggi di evitare vapori e fanghi di solventi spesso superano qualsiasi costo operativo aggiuntivo.
- Detergenti alcalini. La necessità di scartare i detergenti alcalini quando l'accumulo di olio, grasso e sporco dovuto all'uso raggiunge un livello che compromette l'efficacia pulente del bagno può essere evitata utilizzando dispositivi di scrematura per rimuovere olii galleggianti, dispositivi di decantazione o filtri a cartuccia per rimuovere particolato e coalescer olio-acqua e utilizzando la microfiltrazione o l'ultrafiltrazione per rimuovere gli oli emulsionati.
- Riduzione del trascinamento. La riduzione del volume di trascinamento dai bagni di processo serve a ridurre la quantità di preziose sostanze chimiche di processo che contaminano l'acqua di risciacquo, il che a sua volta riduce la quantità di fanghi generati da un processo di trattamento di precipitazione metallica convenzionale.
Diversi metodi per ridurre il trascinamento includono:
- Concentrazione operativa del bagno di processo. La concentrazione chimica deve essere mantenuta la più bassa possibile per ridurre al minimo la viscosità (per un drenaggio più rapido) e la quantità di sostanze chimiche (nel film).
- Temperatura di esercizio del bagno di processo. La viscosità della soluzione di processo può essere ridotta aumentando la temperatura del bagno.
- Agenti bagnanti. La tensione superficiale della soluzione può essere ridotta aggiungendo agenti bagnanti al bagno di processo.
- Posizionamento del pezzo. Il pezzo deve essere posizionato sulla cremagliera in modo che la pellicola aderente scorra liberamente e non rimanga intrappolata in scanalature o cavità.
- Tempo di prelievo o drenaggio. Quanto più velocemente un pezzo viene rimosso dal bagno di processo, tanto più spessa è la pellicola sulla superficie del pezzo.
- Lame d'aria. Il soffio d'aria sul pezzo in lavorazione mentre la rastrelliera portapezzo viene sollevata sopra il serbatoio di processo può migliorare il drenaggio e l'asciugatura.
- Risciacqui spray. Questi possono essere utilizzati sopra bagni riscaldati in modo che la portata di risciacquo sia uguale alla velocità di evaporazione della vasca.
- Bagni di placcatura. I carbonati ei contaminanti organici devono essere rimossi per evitare l'accumulo di contaminazione che aumenta la viscosità del bagno galvanico.
- Tavole di drenaggio. Gli spazi tra i serbatoi di processo devono essere coperti con pannelli di drenaggio per raccogliere le soluzioni di processo e restituirle al bagno di processo.
- Carri armati di trascinamento. I pezzi devono essere posizionati in vasche di trascinamento (vasche di "risciacquo statico") prima dell'operazione di risciacquo standard.
Il recupero per trascinamento delle sostanze chimiche utilizza una varietà di tecnologie. Questi includono:
- Evaporazione. Gli evaporatori atmosferici sono i più comuni e gli evaporatori sottovuoto offrono risparmi energetici.
- Scambio ionico viene utilizzato per il recupero chimico dell'acqua di risciacquo.
- Elettrovincita. Si tratta di un processo elettrolitico mediante il quale i metalli disciolti nella soluzione vengono ridotti e depositati sul catodo. Il metallo depositato viene quindi recuperato.
- Elettrodialisi. Questo utilizza membrane permeabili agli ioni e corrente applicata per separare le specie ioniche dalla soluzione.
- Osmosi inversa. Questo utilizza una membrana semipermeabile per produrre acqua purificata e una soluzione ionica concentrata. L'alta pressione viene utilizzata per forzare l'acqua attraverso la membrana, mentre la maggior parte dei sali disciolti viene trattenuta dalla membrana.
Risciacquare l'acqua
La maggior parte dei rifiuti pericolosi prodotti in un impianto di finitura dei metalli proviene dalle acque reflue generate dalle operazioni di risciacquo che seguono la pulizia e la placcatura. Aumentando l'efficienza del risciacquo, una struttura può ridurre significativamente il flusso di acque reflue.
Due strategie di base migliorano l'efficienza del risciacquo. In primo luogo, la turbolenza può essere generata tra il pezzo in lavorazione e l'acqua di risciacquo mediante risciacqui a spruzzo e agitazione dell'acqua di risciacquo. Viene utilizzato il movimento del rack o l'acqua forzata o l'aria. In secondo luogo, è possibile aumentare il tempo di contatto tra il pezzo in lavorazione e l'acqua di risciacquo. Serbatoi di risciacquo multipli impostati controcorrente in serie ridurranno la quantità di acqua di risciacquo utilizzata.
Rivestimenti industriali
Il termine rivestimenti comprende pitture, vernici, lacche, smalti e gommalacca, stucchi, stucchi e sigillanti per legno, prodotti per rimuovere pitture e vernici, detergenti per pennelli e prodotti vernicianti affini. I rivestimenti liquidi contengono pigmenti e additivi dispersi in una miscela di legante liquido e solvente. I pigmenti sono composti inorganici o organici che forniscono il colore e l'opacità del rivestimento e influenzano il flusso e la durata del rivestimento. I pigmenti contengono spesso metalli pesanti come cadmio, piombo, zinco, cromo e cobalto. Il legante aumenta l'adesività, la coesione e la consistenza del rivestimento ed è il componente principale che rimane sulla superficie quando il rivestimento è completato. I leganti includono una varietà di oli, resine, gomme e polimeri. Additivi come riempitivi ed estensori possono essere aggiunti ai rivestimenti per ridurre i costi di produzione e aumentare la durata del rivestimento.
I tipi di solventi organici utilizzati nei rivestimenti includono idrocarburi alifatici, idrocarburi aromatici, esteri, chetoni, eteri glicolici e alcoli. I solventi disperdono o dissolvono i leganti e diminuiscono la viscosità e lo spessore del rivestimento. I solventi utilizzati nelle formulazioni dei rivestimenti sono pericolosi perché molti sono cancerogeni per l'uomo e sono infiammabili o esplosivi. La maggior parte dei solventi contenuti in un rivestimento evapora quando il rivestimento si indurisce, generando emissioni di composti organici volatili (VOC). Le emissioni di VOC stanno diventando sempre più regolamentate a causa degli effetti negativi sulla salute umana e sull'ambiente. Le preoccupazioni ambientali associate agli ingredienti convenzionali, alle tecnologie di applicazione del rivestimento e ai rifiuti di rivestimento sono una forza trainante per lo sviluppo di alternative per la prevenzione dell'inquinamento.
La maggior parte dei rivestimenti viene utilizzata su prodotti architettonici, industriali o speciali. I rivestimenti architettonici sono utilizzati negli edifici e nei prodotti per l'edilizia e per servizi decorativi e protettivi come le vernici per proteggere il legno. Gli impianti industriali incorporano operazioni di rivestimento in vari processi di produzione. L'industria automobilistica, delle lattine metalliche, delle macchine agricole, del coil coating, dei mobili e degli infissi in legno e metallo e degli elettrodomestici sono i principali consumatori di rivestimenti industriali.
La progettazione di una formulazione di rivestimento dipende dallo scopo dell'applicazione del rivestimento. I rivestimenti forniscono estetica e protezione dalla corrosione e dalla superficie. Costo, funzione, sicurezza del prodotto, sicurezza ambientale, efficienza di trasferimento e velocità di asciugatura e polimerizzazione determinano le formulazioni.
Processi di rivestimento
Ci sono cinque operazioni che comprendono la maggior parte dei processi di rivestimento: manipolazione e preparazione delle materie prime, preparazione della superficie, rivestimento, pulizia delle attrezzature e gestione dei rifiuti.
Gestione e preparazione della materia prima
La manipolazione e la preparazione delle materie prime comporta lo stoccaggio dell'inventario, le operazioni di miscelazione, l'assottigliamento e la regolazione dei rivestimenti e il trasferimento delle materie prime attraverso la struttura. Le procedure e le pratiche di monitoraggio e manipolazione sono necessarie per ridurre al minimo la generazione di rifiuti da deterioramento, fuori specifica e preparazione impropria che possono derivare da un eccessivo diradamento e conseguente spreco. Il trasferimento, manuale o tramite un sistema di tubazioni, deve essere programmato per evitare il deterioramento.
Preparazione delle superfici
Il tipo di tecnica di preparazione della superficie utilizzata dipende dalla superficie da rivestire: preparazione precedente, quantità di sporco, grasso, rivestimento da applicare e finitura superficiale richiesta. Le comuni operazioni di preparazione includono lo sgrassaggio, il prerivestimento o la fosfatazione e la rimozione del rivestimento. Per la finitura dei metalli, lo sgrassaggio prevede la pulizia con solvente, la pulizia a freddo o lo sgrassaggio a vapore con solventi alogenati, la pulizia acquosa alcalina, la pulizia semi-acquosa o la pulizia con idrocarburi alifatici per rimuovere sporco organico, sporco, olio e grasso. Il decapaggio acido, la pulizia abrasiva o la pulizia alla fiamma vengono utilizzati per rimuovere scaglie di laminazione e ruggine.
L'operazione di preparazione più comune per le superfici metalliche, oltre alla pulizia, è il rivestimento fosfatico, utilizzato per promuovere l'adesione di rivestimenti organici su superfici metalliche e ritardare la corrosione. I rivestimenti fosfatici vengono applicati immergendo o spruzzando superfici metalliche con una soluzione di fosfato di zinco, ferro o manganese. La fosfatazione è un processo di finitura superficiale simile alla galvanica, costituito da una serie di bagni chimici di processo e di risciacquo in cui i pezzi vengono immersi per ottenere la preparazione superficiale desiderata. Vedere l'articolo "Trattamento superficiale dei metalli" in questo capitolo.
La rimozione del rivestimento, chimica o meccanica, viene eseguita su superfici che richiedono un nuovo rivestimento, riparazione o ispezione. Il metodo di rimozione del rivestimento chimico più comune è lo stripping con solvente. Queste soluzioni di solito contengono fenolo, cloruro di metilene e un acido organico per dissolvere il rivestimento dalla superficie rivestita. Un lavaggio finale con acqua per rimuovere le sostanze chimiche può generare grandi quantità di acque reflue. La sabbiatura abrasiva è il comune processo meccanico, un'operazione a secco che utilizza aria compressa per spingere un mezzo di sabbiatura contro la superficie per rimuovere il rivestimento.
Le operazioni di preparazione della superficie influiscono sulla quantità di rifiuti derivanti dallo specifico processo di preparazione. Se la preparazione della superficie è inadeguata, con conseguente rivestimento scadente, la rimozione del rivestimento e la ricopertura aumenta la generazione di rifiuti.
Rivestimento
L'operazione di rivestimento comporta il trasferimento del rivestimento sulla superficie e l'indurimento del rivestimento sulla superficie. La maggior parte delle tecnologie di rivestimento rientra in 1 delle 5 categorie di base: rivestimento a immersione, rivestimento a rullo, rivestimento a flusso, rivestimento a spruzzo e la tecnica più comune, rivestimento a spruzzo atomizzato con aria che utilizza rivestimenti a base di solvente.
I rivestimenti a spruzzo atomizzati ad aria sono generalmente condotti in un ambiente controllato a causa delle emissioni di solventi e dell'overspray. I dispositivi di controllo dell'overspray sono filtri in tessuto o pareti d'acqua, che generano filtri usati o acque reflue dai sistemi di depurazione dell'aria.
L'indurimento viene eseguito per convertire il legante del rivestimento in una superficie dura, tenace e aderente. I meccanismi di polimerizzazione includono: essiccazione, cottura al forno o esposizione a un fascio di elettroni o luce infrarossa o ultravioletta. L'indurimento genera COV significativi dai rivestimenti a base di solvente e rappresenta un potenziale di esplosione se le concentrazioni di solvente superano il limite inferiore di esplosività. Di conseguenza, le operazioni di stagionatura sono dotate di dispositivi di controllo dell'inquinamento atmosferico per prevenire le emissioni di COV e per il controllo di sicurezza per prevenire le esplosioni.
Le preoccupazioni ambientali e sanitarie, l'aumento delle normative che interessano le formulazioni di rivestimento convenzionali, gli elevati costi dei solventi e il costoso smaltimento dei rifiuti pericolosi hanno creato una domanda di formulazioni di rivestimento alternative che contengano meno componenti pericolosi e generino meno rifiuti quando applicate. Le formulazioni di rivestimento alternative includono:
- Rivestimenti ad alto solido, contenente il doppio della quantità di pigmento e resina nello stesso volume di solvente dei rivestimenti convenzionali. L'applicazione riduce le emissioni di COV tra il 62 e l'85% rispetto ai tradizionali rivestimenti a base di solvente a basso contenuto di solidi perché il contenuto di solvente è ridotto.
- Vernici all'acqua usando acqua e una miscela di solventi organici come vettore con acqua usata come base. Rispetto ai rivestimenti a base solvente, i rivestimenti a base acqua generano tra l'80 e il 95% in meno di emissioni di COV e solventi esausti rispetto ai tradizionali rivestimenti a base solvente a basso contenuto di solidi.
- Vernici in polvere non contiene solventi organici, costituito da pigmento finemente polverizzato e particelle di resina. Sono polveri termoplastiche (resina ad alto peso molecolare per rivestimenti spessi) o termoindurenti (composti a basso peso molecolare che formano uno strato sottile prima della reticolazione chimica).
Pulizia attrezzature
La pulizia delle apparecchiature è un'operazione di manutenzione ordinaria necessaria nei processi di rivestimento. Ciò crea quantità significative di rifiuti pericolosi, in particolare se per la pulizia vengono utilizzati solventi alogenati. La pulizia delle apparecchiature per i rivestimenti a base di solventi è stata tradizionalmente condotta manualmente con solventi organici per rimuovere i rivestimenti dalle apparecchiature di processo. Le tubazioni richiedono il lavaggio con solvente in lotti fino alla pulizia. Le apparecchiature di rivestimento devono essere pulite tra i cambi di prodotto e dopo l'arresto del processo. Le procedure e le pratiche utilizzate determineranno il livello di rifiuti generati da queste attività.
Gestione dei rifiuti
Diversi flussi di rifiuti sono generati dai processi di rivestimento. I rifiuti solidi includono contenitori di rivestimento vuoti, fanghi di rivestimento da overspray e pulizia delle attrezzature, filtri esausti e materiali abrasivi, rivestimento a secco e stracci per la pulizia.
I rifiuti liquidi includono le acque reflue derivanti dalla preparazione delle superfici, dal controllo dell'overspray o dalla pulizia delle apparecchiature, materiali fuori specifica o in eccesso per rivestimenti o preparazione delle superfici, overspray, fuoriuscite e soluzioni detergenti esaurite. Il riciclo a ciclo chiuso in loco sta diventando sempre più popolare per i solventi usati con l'aumento dei costi di smaltimento. I liquidi a base acquosa vengono solitamente trattati in loco prima di essere scaricati nei sistemi di trattamento di proprietà pubblica.
Le emissioni di COV sono generate da tutti i processi di rivestimento convenzionali che utilizzano rivestimenti a base di solventi, che richiedono dispositivi di controllo come unità di adsorbimento del carbonio, condensatori o ossidatori catalitici termici.
Profilo generale
La diversità dei processi e dei prodotti nell'industria della microelettronica e dei semiconduttori è immensa. Il fulcro della discussione sulla salute e sicurezza sul lavoro in questo capitolo è incentrato sulla produzione di circuiti integrati a semiconduttore (IC) (sia in prodotti a base di silicio che in composti di valenza III-V), produzione di circuiti stampati (PWB), circuiti stampati (PCB) assemblaggio e assemblaggio di computer.
L'industria è composta da numerosi segmenti principali. L'Associazione dell'industria elettronica utilizza la seguente delineazione nel riportare i dati sulle tendenze, le vendite e l'occupazione pertinenti nel settore:
- componenti elettronici
- elettronica di consumo
- telecomunicazioni
- comunicazioni difensive
- computer e periferiche
- elettronica industriale
- elettronica medica.
I componenti elettronici includono tubi elettronici (ad es. tubi riceventi, speciali e televisivi), prodotti a stato solido (ad es. transistor, diodi, circuiti integrati, diodi emettitori di luce (LED) e display a cristalli liquidi (LCD)) e dispositivi passivi e altri componenti (ad es. condensatori, resistenze, bobine, trasformatori e interruttori).
L'elettronica di consumo comprende televisori e altri prodotti audio e video domestici e portatili, nonché apparecchiature informatiche come personal computer, apparecchi di trasmissione fax e dispositivi di risposta telefonica. Anche hardware e software per giochi elettronici, sistemi di sicurezza domestica, cassette audio e video vergini e floppy disk, accessori elettronici e batterie primarie totali rientrano nell'intestazione dell'elettronica di consumo.
Oltre ai computer generici e specializzati, i computer e le apparecchiature periferiche comprendono apparecchiature di archiviazione ausiliarie, apparecchiature di input/output (ad es. tastiere, mouse, dispositivi di scansione ottica e stampanti), terminali e così via. Sebbene le telecomunicazioni, le comunicazioni per la difesa e l'elettronica industriale e medica utilizzino parte della stessa tecnologia, questi segmenti coinvolgono anche apparecchiature specializzate.
L'emergere dell'industria microelettronica ha avuto un profondo impatto sull'evoluzione e sulla struttura dell'economia mondiale. Il ritmo del cambiamento all'interno delle nazioni industrializzate del mondo è stato fortemente influenzato dai progressi all'interno di questo settore, in particolare nell'evoluzione del circuito integrato. Questo ritmo di cambiamento è rappresentato graficamente nella sequenza temporale del numero di transistor per chip di circuito integrato (vedi figura 1).
Figura 1. Transistor per chip di circuito integrato
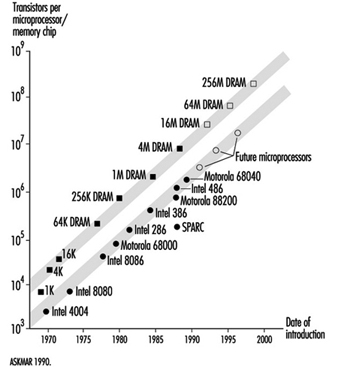
L'importanza economica delle vendite mondiali di semiconduttori è significativa. La Figura 2 è una proiezione della Semiconductor Industry Association per le vendite mondiali e regionali di semiconduttori dal 1993 al 1998.
Figura 2. Previsioni di vendita di semiconduttori a livello mondiale
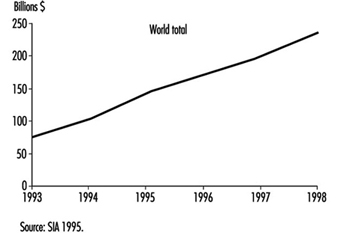
Le industrie di circuiti integrati a semiconduttore e di assemblaggio di computer/elettronica sono uniche rispetto alla maggior parte delle altre categorie industriali nella composizione relativa della loro forza lavoro di produzione. L'area di fabbricazione dei semiconduttori ha un'alta percentuale di operatrici che gestiscono le apparecchiature di processo. Le attività relative all'operatore in genere non richiedono sollevamento di carichi pesanti o forza fisica eccessiva. Inoltre, molte delle attività lavorative implicano abilità motorie e attenzione ai dettagli. I lavoratori di sesso maschile predominano nelle mansioni legate alla manutenzione, nelle funzioni ingegneristiche e nella gestione. Una composizione simile si trova nella porzione di assemblaggio di computer/elettronica di questo segmento industriale. Un'altra caratteristica insolita di questo settore è la concentrazione della produzione nell'area Asia/Pacifico del mondo. Ciò è particolarmente vero nel assemblea finale or back-end processi nell'industria dei semiconduttori. Questa elaborazione comporta il posizionamento e il posizionamento del chip del circuito integrato fabbricato (tecnicamente noto come die) su un supporto del chip e su un lead frame. Questa elaborazione richiede un posizionamento preciso del chip, tipicamente attraverso un microscopio, e capacità motorie molto fini. Ancora una volta, le lavoratrici predominano in questa parte del processo, con la maggior parte della produzione mondiale concentrata nell'area del Pacifico, con alte concentrazioni a Taiwan, Malesia, Tailandia, Indonesia e Filippine, e numeri in crescita in Cina e Vietnam.
Le aree di fabbricazione dei circuiti integrati a semiconduttore hanno varie proprietà e caratteristiche insolite uniche per questo settore. Vale a dire, l'elaborazione del circuito integrato comporta regimi e requisiti di controllo del particolato estremamente rigorosi. Una tipica area moderna di fabbricazione di circuiti integrati può essere classificata come camera bianca di Classe 1 o inferiore. Come metodo di confronto, un ambiente esterno sarebbe maggiore della Classe 500,000; una tipica stanza in una casa di circa Classe 100,000; e un'area di assemblaggio back-end di semiconduttori di circa Classe 10,000. Raggiungere questo livello di controllo del particolato implica effettivamente mettere l'operatore di fabbricazione in un luogo completamente chiuso costumi da coniglio che dispongono di sistemi di alimentazione e filtrazione dell'aria per controllare i livelli di particolato generati dagli operai nell'area di fabbricazione. Gli occupanti umani delle aree di fabbricazione sono considerati generatori molto potenti di particolato fine dalla loro aria espirata, perdita di pelle e capelli, e dai loro vestiti e scarpe. Questa esigenza di indossare indumenti confinanti e di isolare le routine lavorative ha contribuito a far sentire i dipendenti come se stessero lavorando in un ambiente di lavoro "non ospitale". Vedere la figura 3. Inoltre, nell'area fotolitografica, l'elaborazione comporta l'esposizione del wafer a una soluzione fotoattiva e quindi la modellazione di un'immagine sulla superficie del wafer utilizzando la luce ultravioletta. Per alleviare la luce ultravioletta (UV) indesiderata proveniente da quest'area di lavorazione, vengono utilizzate luci gialle speciali (mancano della componente della lunghezza d'onda UV normalmente presente nell'illuminazione per interni). Queste luci gialle aiutano a far sentire i lavoratori in un ambiente di lavoro diverso e possono avere un effetto disorientante su alcuni individui.
Figura 3. Una camera bianca all'avanguardia

Produzione di semiconduttori di silicio
Panoramica del processo
La descrizione dell'elaborazione di dispositivi semiconduttori in silicio, dispositivi discreti (un semiconduttore contenente un solo dispositivo attivo, come un transistor) o circuiti integrati (matrici interconnesse di elementi attivi e passivi all'interno di un singolo substrato semiconduttore in grado di eseguire almeno una funzione del circuito elettronico) , comporta numerose operazioni altamente tecniche e specifiche. Lo scopo di questa descrizione è quello di fornire una struttura di base e una spiegazione delle fasi dei componenti primari utilizzati nella fabbricazione di un dispositivo a semiconduttore di silicio e dei problemi associati di ambiente, salute e sicurezza (EHS).
La fabbricazione di un circuito integrato comporta una sequenza di processi che possono essere ripetuti molte volte prima che un circuito sia completo. I circuiti integrati più diffusi utilizzano 6 o più maschere per completare i processi di modellazione, con un numero tipico di maschere compreso tra 10 e 24. La produzione di un microcircuito inizia con un wafer di silicio ad altissima purezza da 4 a 12 pollici di diametro. Il silicio perfettamente puro è quasi un isolante, ma alcune impurità, chiamate droganti, aggiunto in quantità da 10 a 100 parti per milione, fa sì che il silicio conduca elettricità.
Un circuito integrato può essere costituito da milioni di transistor (anche diodi, resistori e condensatori) realizzati in silicio drogato, tutti collegati dall'appropriato schema di conduttori per creare la logica del computer, la memoria o altro tipo di circuito. Su un wafer possono essere realizzati centinaia di microcircuiti.
Sei principali fasi di processo di fabbricazione sono universali per tutti i dispositivi semiconduttori di silicio: ossidazione, litografia, incisione, drogaggio, deposizione chimica da vapore e metallizzazione. Seguono l'assemblaggio, il collaudo, la marcatura, l'imballaggio e la spedizione.
Ossidazione
Generalmente, la prima fase nella lavorazione del dispositivo a semiconduttore comporta l'ossidazione della superficie esterna del wafer per far crescere uno strato sottile (circa un micron) di biossido di silicio (SiO2). Questo protegge principalmente la superficie dalle impurità e funge da maschera per il successivo processo di diffusione. Questa capacità di far crescere un wafer protettivo chimicamente stabile di biossido di silicio su silicio rende i wafer di silicio il substrato semiconduttore più utilizzato.
L'ossidazione, comunemente chiamata ossidazione termica, è un processo discontinuo che avviene in un forno a diffusione ad alta temperatura. Lo strato protettivo di biossido di silicio viene coltivato in atmosfere contenenti ossigeno (O2) (ossidazione a secco) o ossigeno combinato con vapore acqueo (H2O) (ossidazione a umido). Le temperature nel forno vanno da 800 a 1,300oC. Possono essere aggiunti anche composti di cloro sotto forma di acido cloridrico (HCl) per aiutare a controllare le impurità indesiderate.
La tendenza negli impianti di fabbricazione più recenti è verso i forni di ossidazione verticali. I forni verticali soddisfano meglio la necessità di un maggiore controllo della contaminazione, dimensioni maggiori dei wafer e una lavorazione più uniforme. Consentono un ingombro ridotto dell'apparecchiatura che consente di risparmiare spazio prezioso nella camera bianca.
Ossidazione secca
I wafer di silicio da ossidare vengono prima puliti, utilizzando una soluzione detergente e acquosa, e solvente risciacquato con xilene, alcool isopropilico o altri solventi. I wafer puliti vengono essiccati, caricati in un porta wafer di quarzo chiamato a barca e caricato nell'estremità dell'operatore (fine carico) del tubo o cella del forno a diffusione di quarzo. L'estremità di ingresso del tubo (fine sorgente) fornisce ossigeno ad alta purezza o una miscela ossigeno/azoto. Il flusso di ossigeno "secco" è controllato nel tubo di quarzo e assicura che sia disponibile un eccesso di ossigeno per la crescita del biossido di silicio sulla superficie del wafer di silicio. La reazione chimica di base è:
Si+O2 → SiO2
Ossidazione a umido
Quattro metodi di introduzione del vapore acqueo sono comunemente usati quando l'acqua è l'agente ossidante: piroforico, ad alta pressione, gorgogliatore e flash. Le reazioni chimiche fondamentali sono:
Piroforico e alta pressione: Si + 2O2 + 2 H2 → SiO2 + 2H2O
Flash e gorgogliatore: Si + 2H2O → SiO2 + 2H2
Ossidazione piroforica comporta l'introduzione e la combustione di una miscela gassosa idrogeno/ossigeno. Tali sistemi sono generalmente chiamati idrogeno bruciato or torcia sistemi. Il vapore acqueo viene prodotto quando quantità adeguate di idrogeno e ossigeno vengono introdotte all'estremità di ingresso del tubo e lasciate reagire. La miscela deve essere controllata con precisione per garantire una corretta combustione ed evitare l'accumulo di gas idrogeno esplosivo.
Ossidazione ad alta pressione (HiPox) è tecnicamente chiamato sistema di pirosintesi dell'acqua e genera vapore acqueo attraverso la reazione di idrogeno e ossigeno ultra puri. Il vapore viene quindi pompato in una camera ad alta pressione e pressurizzato a 10 atmosfere, che accelera il processo di ossidazione a umido. L'acqua deionizzata può anche essere utilizzata come fonte di vapore.
In ossidazione del gorgogliatore l'acqua deionizzata viene posta in un contenitore chiamato a gorgogliatore e mantenuto ad una temperatura costante al di sotto del suo punto di ebollizione di 100°C attraverso l'uso di un mantello riscaldante. L'azoto o l'ossigeno gassoso entra nel lato di ingresso del gorgogliatore, si satura di vapore acqueo mentre sale attraverso l'acqua ed esce attraverso l'uscita nel forno di diffusione. I sistemi di gorgogliamento sembrano essere il metodo di ossidazione più utilizzato.
In ossidazione flash l'acqua deionizzata viene gocciolata continuamente nella superficie inferiore riscaldata di un contenitore di quarzo e l'acqua evapora rapidamente una volta che colpisce la superficie calda. Il gas vettore di azoto o ossigeno scorre sull'acqua in evaporazione e trasporta il vapore acqueo nel forno di diffusione.
Litografia
La litografia, nota anche come fotolitografia o semplicemente mascheratura, è un metodo per formare accuratamente modelli sul wafer ossidato. Il circuito microelettronico è costruito strato dopo strato, ogni strato riceve un modello da una maschera prescritta nella progettazione del circuito.
I mestieri della stampa hanno sviluppato i veri antecedenti degli odierni processi di microfabbricazione di dispositivi a semiconduttore. Questi sviluppi riguardano la fabbricazione di lastre da stampa, solitamente in metallo, sulle quali l'asportazione di materiale mediante incisione chimica produce un motivo in rilievo superficiale. Questa stessa tecnica di base viene utilizzata nella produzione maschere maestre utilizzato nella fabbricazione di ogni strato di elaborazione di un dispositivo.
I progettisti di circuiti digitalizzano i circuiti di base di ogni livello. Questo schema computerizzato consente una rapida generazione del circuito della maschera e facilita eventuali modifiche necessarie. Questa tecnica è nota come progettazione assistita da computer (CAD). Utilizzando potenti algoritmi informatici, questi sistemi di progettazione in linea consentono al progettista di disporre e modificare i circuiti direttamente su schermi video con funzionalità grafiche interattive.
Il disegno finale, o maschera, per ogni strato di circuiti viene creato da un fotoplotter computerizzato, o generatore di pattern. Questi disegni fotoplottati vengono poi ridotti alle dimensioni reali del circuito, una maschera master prodotta su vetro con rilievo cromato, e riprodotta su una lastra di lavoro che serve per la stampa a contatto oa proiezione sulla fetta.
Queste maschere delineano lo schema delle aree conduttive e isolanti che vengono trasferite al wafer attraverso la fotolitografia. La maggior parte delle aziende non produce le proprie mascherine, ma utilizza quelle fornite da un produttore di mascherine.
Pulizia
La necessità di una superficie esterna del wafer priva di particelle e contaminazioni richiede una pulizia frequente. Le principali categorie sono:
- lavaggio con acqua deionizzata e detergente
- solvente: alcool isopropilico (IPA), acetone, etanolo, terpeni
- acido: fluoridrico (HF), solforico (H2SO4) e perossido di idrogeno (H2O2), cloridrico (HCl), nitrico (HNO3) e miscele
- caustico: idrossido di ammonio (NH4OH).
Resistere all'applicazione
I wafer sono rivestiti con un materiale resistivo di polimero a base di solvente e ruotati rapidamente su a filatore, che stende un sottile strato uniforme. I solventi poi evaporano, lasciando una pellicola polimerica. Tutti i materiali resistivi dipendono dai cambiamenti indotti dalle radiazioni (principalmente ultravioletti) nella solubilità di un polimero organico sintetico in un risciacquo di sviluppatore selezionato. I materiali resist sono classificati come resist negativi o positivi, a seconda che la solubilità nello sviluppatore diminuisca (negativa) o aumenti (positiva) in seguito all'esposizione alle radiazioni. La tabella 1 identifica la composizione dei componenti di vari sistemi di fotoresist.
Tabella 1. Sistemi di fotoresist
|
ultravioletto |
|||
|
Vicino (350–450 nm) |
Negativo |
PB |
Gomma alifatica a base di azide (isoprene) |
|
Positivo |
PB |
Orto-diazoketone |
|
|
Profondo (200–250 nm) |
In primis |
||
|
Fascio di elettroni (circa 100 nm) |
|||
|
Negativo |
PB |
Copolimero-etil acrilato e glicidil metacrilato (COP) |
|
|
Positivo |
PB |
Polimetilmetacrilato, polifluoralchilmetacrilato, polialchilaldeide, policianoetilacrilato |
|
|
Raggi X (0.5–5 nm) |
|||
|
Negativo |
PB |
Copolimero-etil acrilato e glicidil metacrilato (COP) |
|
|
Positivo |
PB |
Polimetilmetacrilato, orto-diazoketone, poli |
|
PB = base polimerica; S = solvente; D = sviluppatore.
Poiché la maggior parte dei fotoresist è sensibile alla luce ultravioletta (UV), l'area di lavorazione è illuminata con speciali luci gialle prive di lunghezze d'onda UV sensibili (vedere la figura 1).
Figura 1. Attrezzatura fotolitografica “Camera Gialla”.

I resist UV negativi e positivi sono utilizzati principalmente nell'industria. I resist E-beam e X-ray, tuttavia, stanno guadagnando quote di mercato grazie alle loro risoluzioni più elevate. I problemi per la salute nella litografia sono principalmente causati da potenziali rischi riproduttivi associati a resist positivi selezionati (ad esempio, glicole etilenico monoetil etere acetato come vettore) che sono attualmente in fase di eliminazione da parte dell'industria. Anche gli odori occasionali delle resistenze negative (ad es. xilene) provocano preoccupazioni nei dipendenti. A causa di queste preoccupazioni, gli igienisti industriali dell'industria dei semiconduttori dedicano molto tempo al campionamento delle operazioni di fotoresist. Sebbene ciò sia utile per caratterizzare queste operazioni, le esposizioni di routine durante le operazioni di filatura e sviluppo sono in genere inferiori al 5% degli standard nell'aria per l'esposizione professionale per i solventi utilizzati nel processo (Scarpace et al. 1989).
Un'esposizione di 1 ora a etilene glicole monoetil etere acetato di 6.3 ppm è stata riscontrata durante il funzionamento di un sistema di filatura. Questa esposizione è stata principalmente causata da cattive pratiche lavorative durante le operazioni di manutenzione (Baldwin, Rubin e Horowitz 1993).
Essiccazione e precottura
Dopo l'applicazione del resist, i wafer vengono spostati su un binario o spostati manualmente dallo spinner a un forno a temperatura controllata con atmosfera di azoto. Una temperatura moderata (da 70 a 90°C) provoca l'indurimento del fotoresist (cottura delicata) e l'evaporazione dei restanti solventi.
Per garantire l'adesione dello strato di resist al wafer, viene applicato al wafer un primer, esametildisilizano (HMDS). Il primer lega l'acqua molecolare sulla superficie del wafer. L'HMDS viene applicato direttamente in un processo ad immersione o spin-on o attraverso un primer a vapore che offre vantaggi di processo e di costo rispetto agli altri metodi.
Allineamento ed esposizione della maschera
La maschera e il wafer vengono avvicinati utilizzando un preciso equipaggiamento ottico/meccanico e l'immagine sulla maschera viene allineata a qualsiasi motivo già esistente nel wafer sotto lo strato di fotoresist. Per la prima maschera non è necessario alcun allineamento. Nelle tecnologie più vecchie, l'allineamento per strati successivi è reso possibile dall'uso di un biscopio (microscopio a doppia lente) e controlli di precisione per il posizionamento del wafer rispetto alla maschera. Nelle tecnologie più recenti l'allineamento viene eseguito automaticamente utilizzando punti di riferimento sui wafer.
Una volta eseguito l'allineamento, una sorgente di vapori di mercurio ultravioletti ad alta intensità o di una lampada ad arco risplende attraverso la maschera, esponendo il resist in punti non protetti dalle regioni opache della maschera.
I vari metodi di allineamento ed esposizione dei wafer includono l'esposizione ai raggi UV (contatto o prossimità), l'esposizione ai raggi UV attraverso la lente di proiezione per la riduzione (proiezione), la fase UV e l'esposizione ripetuta alla riduzione (proiezione), il flusso di raggi X (prossimità) e la scansione del fascio di elettroni esposizione (scrittura diretta). Il metodo principale in uso prevede l'esposizione ai raggi UV da vapori di mercurio e lampade ad arco attraverso allineatori di prossimità o di proiezione. I resist UV sono progettati per reagire a un ampio spettro di lunghezze d'onda UV, oppure sono formulati per reagire preferenzialmente a una o più delle linee dello spettro principale emesse dalla lampada (ad esempio, linea g a 435 nm, linea h a 405 nm e linea i a 365 nm).
Le lunghezze d'onda predominanti della luce UV attualmente utilizzate nel fotomascheramento sono 365 nm o superiori, ma gli spettri delle lampade UV contengono anche un'energia significativa nella regione della lunghezza d'onda che preoccupa la salute, la regione attinica al di sotto di 315 nm. Normalmente, l'intensità della radiazione UV che fuoriesce dall'apparecchiatura è inferiore sia a quella presente dalla luce solare nella regione attinica sia agli standard fissati per l'esposizione professionale ai raggi UV.
Occasionalmente durante la manutenzione, l'allineamento della lampada UV richiede che venga alimentata all'esterno dell'armadio dell'apparecchiatura o senza i normali filtri di protezione. I livelli di esposizione durante questa operazione possono superare i limiti di esposizione professionale, ma l'abbigliamento standard per camere bianche (ad es. camici, guanti in vinile, maschere facciali e occhiali di sicurezza in policarbonato con inibitore UV) è solitamente adeguato per attenuare la luce UV al di sotto dei limiti di esposizione (Baldwin e Stewart 1989 ).
Mentre le lunghezze d'onda predominanti per le lampade ultraviolette utilizzate nella fotolitografia sono 365 nm o superiori, la ricerca di caratteristiche più piccole nei circuiti integrati avanzati sta portando all'uso di sorgenti di esposizione con lunghezze d'onda più piccole, come i raggi X e UV profondi. Una nuova tecnologia per questo scopo è l'uso di laser ad eccimeri al fluoruro di krypton utilizzati negli stepper. Questi stepper utilizzano una lunghezza d'onda di 248 nm con elevate uscite di potenza laser. Tuttavia, gli involucri per questi sistemi contengono la trave durante il normale funzionamento.
Come con altre apparecchiature contenenti sistemi laser ad alta potenza utilizzati nella produzione di semiconduttori, la preoccupazione principale è quando gli interblocchi del sistema devono essere disattivati durante l'allineamento del raggio. I laser ad alta potenza sono anche uno dei rischi elettrici più significativi nell'industria dei semiconduttori. Anche dopo che l'alimentazione è stata spenta, all'interno dello strumento esiste un notevole potenziale di shock. Controlli e considerazioni sulla progettazione della sicurezza per questi sistemi sono coperti da Escher, Weathers e Labonville (1993).
Una fonte di esposizione a tecnologia avanzata utilizzata nella litografia sono i raggi X. I livelli di emissione delle sorgenti di litografia a raggi X possono comportare tassi di dose che si avvicinano a 50 millisievert (5 rem) all'anno al centro dell'apparecchiatura. Si consiglia di limitare l'accesso alle aree all'interno del muro schermato per ridurre al minimo l'esposizione (Rooney e Leavey 1989).
Sviluppare
Durante la fase di sviluppo le aree non polimerizzate del resist vengono sciolte e rimosse. Lo sviluppatore a base di solvente viene applicato alla superficie del wafer ricoperta di resist mediante immersione, spruzzatura o atomizzazione. Le soluzioni di sviluppo sono identificate nella tabella 1. Un risciacquo con solvente (n-butile acetato, alcool isopropilico, acetone, ecc.) viene solitamente applicato dopo lo sviluppatore per rimuovere ogni residuo di materiale. Il resist che rimane dopo lo sviluppo protegge i singoli strati durante la successiva lavorazione.
Cottura
Dopo l'allineamento, l'esposizione e lo sviluppo del resist, i wafer passano quindi in un altro forno a temperatura controllata con atmosfera di azoto. Il forno a temperatura più elevata (da 120 a 135°C) fa sì che il fotoresist si indurisca e polimerizzi completamente sulla superficie del wafer (cottura dura).
Rimozione del fotoresist
Il wafer sviluppato viene quindi inciso selettivamente utilizzando sostanze chimiche umide o secche (vedere "Incisione" di seguito). Il fotoresist rimanente deve essere rimosso dal wafer prima dell'ulteriore elaborazione. Questo viene fatto utilizzando soluzioni chimiche umide in bagni a temperatura controllata o attraverso l'uso di un asher al plasma o di una sostanza chimica secca. La tabella 2 identifica i costituenti chimici umidi e secchi. Segue una discussione sull'incisione chimica al plasma a secco, utilizzando la stessa attrezzatura e gli stessi principi di funzionamento dell'incenerimento al plasma.
Tabella 2. Estrattori di fotoresist
Prodotto chimico umido
Acido
solforico (h2SO4) e cromico (CrO3)
solforico (h2SO4) e persolfato di ammonio ((NH4)2S2O8)
solforico (h2SO4) e perossido di idrogeno (H2O2)
Organici
Fenoli, acidi solforici, triclorobenzene, percloroetilene
Eteri glicolici, etanolamina, trietanolamina
Idrossido di sodio e silicati (resist positivo)
Prodotto chimico secco
Incenerimento al plasma (stripping)
Sorgente di alimentazione RF (radiofrequenza): frequenza 13.56 MHz o 2,450 MHz
Ossigeno (O2) fonte di gas
Sistemi di pompaggio del vuoto
—Olio lubrificato con trappola per azoto liquido (vecchia tecnologia)
—Lubrificato con fluidi perfluoropolieteri inerti (tecnologia più recente)
—Pompa a secco (tecnologia più recente)
acquaforte
L'incisione rimuove gli strati di biossido di silicio (SiO2), metalli e polisilicio, nonché resist, secondo gli schemi desiderati delineati dal resist. Le due principali categorie di incisione sono la chimica umida e secca. L'incisione a umido è utilizzata prevalentemente e coinvolge soluzioni contenenti i mordenzanti (di solito una miscela acida) alle forze desiderate, che reagiscono con i materiali da rimuovere. L'incisione a secco prevede l'uso di gas reattivi sotto vuoto in una camera altamente energizzata, che rimuove anche gli strati desiderati non protetti da resist.
Prodotto chimico umido
Le soluzioni di incisione chimica a umido sono alloggiate in bagni di incisione a temperatura controllata in polipropilene (poly-pro), polipropilene ignifugo (FRPP) o cloruro di polivinile (PVC). I bagni sono generalmente dotati di ventilazione di scarico plenum ad anello o di scarico scanalato nella parte posteriore della stazione di attacco chimico umido. Le cappe a flusso laminare verticale forniscono aria uniformemente filtrata e priva di particolato alla superficie superiore dei bagni di attacco. Le comuni soluzioni chimiche di mordenzante a umido sono presentate nella tabella 3, in relazione allo strato superficiale da mordenzare.
Tabella 3. Mordenzanti chimici umidi
|
Materiale da incidere |
Incidenti |
|
|
Silicio |
||
|
Silicio policristallino (Si) |
Acido fluoridrico, nitrico, acetico e iodio |
|
|
Biossido di silicio (SiO2) |
Attacco con ossido tamponato (BOE) - Fluoridrico e |
|
|
Nitruro di silicio (Si3N4) |
Acidi fosforici e fluoridrici |
|
|
CVD Ossido o Pad Etch |
Ammonio fluoruro, acido acetico e fluoridrico |
|
|
metalli |
||
|
Alluminio (Al) |
Acido fosforico, nitrico, acetico e cloridrico |
|
|
Cromo-Nichel (Cr/Ni) |
Nitrato di ammonio cerico e acido nitrico |
|
|
Oro (Au) |
Acidi cloridrico e nitrico (acqua regia) |
|
|
Argento (Ag) |
Nitrato ferrico (FeNO3) e glicole etilenico |
|
|
Compound |
Formula |
Concentrazione standard (%) |
|
Acido acetico |
CH3COOH |
36 |
|
Fluoruro di ammonio |
NH4F |
40 |
|
Acido acetico glaciale |
CH3COOH |
99.5 |
|
Acido cloridrico |
HCl |
36 |
|
Acido fluoridrico |
HF |
49 |
|
L'acido nitrico |
HNO3 |
67 |
|
Acido fosforico |
H3PO4 |
85 |
|
Idrossido di potassio |
KOH |
50 o 10 |
|
Idrossido di sodio |
NaOH |
50 o 10 |
|
acido solforico |
H2SO4 |
96 |
Le cappe di alimentazione del flusso montate verticalmente, se utilizzate in combinazione con paraspruzzi e ventilazione di scarico, possono creare aree di turbolenza dell'aria all'interno della stazione di attacco chimico umido. Di conseguenza, è possibile una diminuzione dell'efficacia della ventilazione di scarico locale nel catturare e indirizzare i contaminanti dell'aria fuggitivi dai bagni di attacco in uso.
La preoccupazione principale con l'incisione a umido è la possibilità di contatto della pelle con gli acidi concentrati. Mentre tutti gli acidi utilizzati nell'incisione possono causare ustioni da acido, l'esposizione all'acido fluoridrico (HF) è particolarmente preoccupante. L'intervallo di tempo tra il contatto con la pelle e il dolore (fino a 24 ore per soluzioni con meno del 20% di HF e da 1 a 8 ore per soluzioni dal 20 al 50%) può comportare un trattamento ritardato e ustioni più gravi del previsto (Hathaway et al. 1991). .
Storicamente le ustioni da acido sono state un problema particolare all'interno del settore. Tuttavia, l'incidenza del contatto della pelle con gli acidi è stata ridotta negli ultimi anni. Parte di questa riduzione è stata causata da miglioramenti relativi al prodotto nel processo di incisione, come il passaggio all'incisione a secco, l'uso di più robotica e l'installazione di sistemi di erogazione di sostanze chimiche. La riduzione del tasso di ustioni da acido può anche essere attribuita a migliori tecniche di manipolazione, maggiore uso di dispositivi di protezione individuale, ponti bagnati meglio progettati e migliore addestramento, tutti elementi che richiedono un'attenzione continua se il tasso deve diminuire ulteriormente (Baldwin e Williams 1996 ).
Prodotto chimico secco
L'incisione chimica a secco è un'area di crescente interesse e utilizzo grazie alla sua capacità di controllare meglio il processo di incisione e ridurre i livelli di contaminazione. Il trattamento chimico a secco incide efficacemente gli strati desiderati attraverso l'uso di gas chimicamente reattivi o attraverso il bombardamento fisico.
Sono stati sviluppati sistemi di incisione al plasma chimicamente reattivi in grado di incidere efficacemente silicio, biossido di silicio, nitruro di silicio, alluminio, tantalio, composti di tantalio, cromo, tungsteno, oro e vetro. Sono in uso due tipi di reattori di incisione al plasma: il cilindro, o cilindrico, e il piatto parallelo, o planare. Entrambi operano secondo gli stessi principi e variano principalmente solo nella configurazione.
Un plasma è simile a un gas tranne per il fatto che alcuni degli atomi o delle molecole del plasma sono ionizzati e possono contenere un numero considerevole di radicali liberi. Il reattore tipico è costituito da una camera del reattore sottovuoto contenente il wafer, solitamente in alluminio, vetro o quarzo; una sorgente di energia a radiofrequenza (RF), solitamente a 450 kHz, 13.56 MHz o 40.5 MHz e un modulo di controllo per controllare il tempo di elaborazione, la composizione del gas reagente, la portata del gas e il livello di potenza RF. Inoltre, una sorgente di vuoto della pompa per sgrossatura lubrificata ad olio (tecnologia precedente) oa secco (tecnologia più recente) è in linea con la camera del reattore. I wafer vengono caricati nel reattore, singolarmente o in cassette, una pompa evacua la camera e viene introdotto il gas reagente (solitamente tetrafluoruro di carbonio). La ionizzazione del gas forma il plasma di attacco, che reagisce con i wafer formando prodotti volatili che vengono pompati via. L'introduzione di gas reagente fresco nella camera mantiene l'attività di attacco. La tabella 4 identifica i materiali e i gas plasma in uso per l'incisione dei vari strati.
Tabella 4. Gas di attacco al plasma e materiali incisi
|
Materiali |
Gas |
|
Silicio |
|
|
Polisilicio (polySi) e silicio |
CF+O2, CCl4 o CF3Cl, CF4 e HCl |
|
Biossido di silicio (SiO2) |
C2F6, C3F8, Cfr4, SiF4, C5F12, CHF3, CCl2F2, San Francisco6, HF |
|
Nitruro di silicio (Si3N4) |
CF4 + Ar, CF4 + O2, Cfr4 + H2 |
|
metalli |
|
|
Alluminio (Al) |
CCl4 o BCl3 + Lui o Ar |
|
Cromo (Cr) |
CCl4 |
|
Ossido di cromo (CrO3) |
Cl2 + Ar o CCl4 +Ar |
|
Arseniuro di gallio (GaAs) |
CCl2F2 |
|
Vanadio (V) |
CF4 |
|
Titanio (Ti) |
CF4 |
|
Tantulo (Ta) |
CF4 |
|
Molibdeno (Mo) |
CF4 |
|
Tungsteno (W) |
CF4 |
Un altro metodo attualmente in fase di sviluppo per l'incisione è il microonde downstream. Utilizza una scarica a microonde ad alta densità di potenza per produrre atomi metastabili con una lunga durata che attaccano il materiale quasi come se fosse immerso nell'acido.
I processi di incisione fisica sono simili alla sabbiatura in quanto gli atomi di gas argon vengono utilizzati per bombardare fisicamente lo strato da incidere. Un sistema di pompa a vuoto viene utilizzato per rimuovere il materiale dislocato. L'incisione con ioni reattivi comporta una combinazione di incisione chimica e fisica a secco.
Il processo di sputtering è uno di impatto ionico e trasferimento di energia. L'incisione sputter incorpora un sistema di sputtering, in cui il wafer da incidere è attaccato a un elettrodo negativo o bersaglio in un circuito di scarica a bagliore. Il materiale schizza dal wafer per bombardamento con ioni positivi, solitamente argon, e provoca la dislocazione degli atomi superficiali. L'alimentazione è fornita da una sorgente RF alla frequenza di 450 kHz. Un sistema di vuoto in linea viene utilizzato per il controllo della pressione e la rimozione dei reagenti.
L'incisione e la fresatura con raggio ionico è un processo di incisione delicato che utilizza un raggio di ioni a bassa energia. Il sistema a fascio ionico è costituito da una sorgente per generare il fascio ionico, una camera di lavoro in cui avviene l'incisione o la fresatura, fissaggio con una piastra bersaglio per trattenere i wafer nel fascio ionico, un sistema di pompa del vuoto, elettronica di supporto e strumenti. Il fascio ionico viene estratto da un gas ionizzato (argon o argon/ossigeno) o plasma, creato dalla scarica elettrica. La scarica è ottenuta applicando una tensione tra un catodo a filamento caldo emettitore di elettroni e un cilindro anodico situato nel diametro esterno della regione di scarica.
La fresatura del raggio ionico viene eseguita nella gamma a bassa energia del bombardamento ionico, dove si verificano solo interazioni superficiali. Questi ioni, solitamente nell'intervallo da 500 a 1,000 eV, colpiscono un bersaglio e scoppiettare atomi di superficie rompendo le forze che legano l'atomo al suo vicino. L'incisione con raggio ionico viene eseguita in un intervallo di energia leggermente superiore, il che comporta una dislocazione più drammatica degli atomi superficiali.
L'attacco con ioni reattivi (RIE) è una combinazione di sputtering fisico e attacco chimico di specie reattive a basse pressioni. RIE utilizza il bombardamento ionico per ottenere l'incisione direzionale e anche un gas chimicamente reattivo, il tetrafluoruro di carbonio (CF4) o tetracloruro di carbonio (CCl4), per mantenere una buona selettività dello strato inciso. Un wafer viene posto in una camera con un'atmosfera di composto di gas chimicamente reattivo a una bassa pressione di circa 0.1 torr (1.3 x 10-4 atmosfera). Una scarica elettrica crea un plasma di “radicali liberi” reattivi (ioni) con un'energia di poche centinaia di elettronvolt. Gli ioni colpiscono verticalmente la superficie del wafer, dove reagiscono per formare specie volatili che vengono rimosse da un sistema di vuoto in linea a bassa pressione.
Gli incisori a secco a volte hanno un ciclo di pulizia che viene utilizzato per rimuovere i depositi che si accumulano all'interno delle camere di reazione. I composti progenitori utilizzati per i plasmi del ciclo di pulizia includono il trifluoruro di azoto (NF3), esafluoroetano (C2F6) e ottafluoropropano (C3F8).
Questi tre gas utilizzati nel processo di pulizia e molti dei gas utilizzati nell'incisione sono una pietra angolare di un problema ambientale che l'industria dei semiconduttori deve affrontare e che è emersa a metà degli anni '1990. Molti dei gas altamente fluorurati sono stati identificati come aventi un significativo potenziale di riscaldamento globale (o effetto serra). (Questi gas sono anche indicati come PFC, composti perfluorurati.) La lunga durata atmosferica, l'elevato potenziale di riscaldamento globale e il significativo aumento dell'utilizzo di PFC come NF3, C2F6, C3F8, Cfr4, trifluorometano (CHF3) ed esafluoruro di zolfo (SF6) ha fatto sì che l'industria dei semiconduttori si concentrasse sui modi per ridurre le proprie emissioni.
Le emissioni atmosferiche di PFC dall'industria dei semiconduttori sono dovute alla scarsa efficienza degli strumenti (molti strumenti consumano solo dal 10 al 40% del gas utilizzato) e alle attrezzature inadeguate per l'abbattimento delle emissioni nell'aria. Gli scrubber a umido non sono efficaci nella rimozione dei PFC e i test su molte unità di combustione hanno riscontrato scarse efficienze di distruzione per alcuni gas, in particolare CF4. Molte di queste unità di combustione si sono guastate C2F6 e C3F8 in CF4. Inoltre, l'elevato costo di proprietà di questi strumenti di abbattimento, la loro richiesta di energia, il rilascio di altri gas di riscaldamento globale e i sottoprodotti della combustione di inquinanti atmosferici pericolosi indicavano che l'abbattimento della combustione non era un metodo adatto per controllare le emissioni di PFC.
Rendere gli strumenti di processo più efficienti, identificare e sviluppare alternative più rispettose dell'ambiente a questi gas di attacco a secco e recupero/riciclaggio dei gas di scarico sono stati gli aspetti ambientali associati agli incisori a secco.
La principale enfasi sull'igiene professionale per gli incisori a secco è stata sulle potenziali esposizioni del personale addetto alla manutenzione che lavora sulle camere di reazione, sulle pompe e su altre apparecchiature associate che possono contenere residui di prodotti di reazione. La complessità degli incisori di metalli al plasma e la difficoltà di caratterizzare gli odori associati alla loro manutenzione li ha resi oggetto di numerose indagini.
I prodotti di reazione che si formano negli attaccatori metallici al plasma sono una miscela complessa di composti clorurati e fluorurati. La manutenzione degli incisori metallici comporta spesso operazioni di breve durata che generano forti odori. L'esacloroetano è risultato essere la principale causa di odore in un tipo di incisore di alluminio (Helb et al. 1983). In un altro, il problema principale era il cloruro di cianogeno: i livelli di esposizione erano 11 volte superiori al limite di esposizione professionale di 0.3 ppm (Baldwin 1985). In altri tipi ancora di acquaforte, l'acido cloridrico è associato all'odore; l'esposizione massima misurata è stata di 68 ppm (Baldwin, Rubin e Horowitz 1993). Per ulteriori informazioni sull'argomento vedi Mueller e Kunesh (1989).
La complessità delle sostanze chimiche presenti negli scarichi di metal etcher ha portato i ricercatori a sviluppare metodi sperimentali per studiare la tossicità di queste miscele (Bauer et al. 1992a). L'applicazione di questi metodi negli studi sui roditori indica che alcune di queste miscele chimiche sono sospette mutagene (Bauer et al. 1992b) e sospette tossine riproduttive (Schmidt et al. 1995).
Poiché gli incisori a secco funzionano come sistemi chiusi, l'esposizione chimica agli operatori dell'apparecchiatura in genere non si verifica mentre il sistema è chiuso. Una rara eccezione a ciò si verifica quando il ciclo di spurgo per gli incisori discontinui più vecchi non è sufficientemente lungo per rimuovere adeguatamente i gas di attacco. Brevi ma irritanti esposizioni a composti del fluoro che sono al di sotto del limite di rilevamento per le tipiche procedure di monitoraggio dell'igiene industriale sono state segnalate quando le porte di questi incisori vengono aperte. Normalmente questo può essere corretto semplicemente aumentando la durata del ciclo di spurgo prima di aprire lo sportello della camera di attacco.
La principale preoccupazione per l'esposizione dell'operatore all'energia RF si verifica durante l'attacco al plasma e l'incenerimento (Cohen 1986; Jones 1988). Tipicamente, la perdita di energia RF può essere causata da:
- porte disallineate
- crepe e buchi negli armadietti
- tavoli metallici e cavi elettrici che fungono da antenne a causa di un'errata messa a terra dell'incisore
- nessuno schermo attenuante nella finestra di visualizzazione dell'incisore (Jones 1988; Horowitz 1992).
L'esposizione RF può verificarsi anche durante la manutenzione degli incisori, in particolare se l'armadio dell'apparecchiatura è stato rimosso. Un'esposizione di 12.9 mW/cm2 è stato trovato nella parte superiore di un vecchio modello di incisore al plasma con il coperchio rimosso per manutenzione (Horowitz 1992). L'effettiva perdita di radiazioni RF nell'area in cui si trova l'operatore era tipicamente inferiore a 4.9 mW/cm2.
doping
La formazione di una giunzione elettrica o confine tra p ed n regioni in un singolo wafer di silicio cristallino è l'elemento essenziale per il funzionamento di tutti i dispositivi a semiconduttore. Le giunzioni consentono alla corrente di fluire in una direzione molto più facilmente che nell'altra. Forniscono la base per gli effetti di diodi e transistor in tutti i semiconduttori. In un circuito integrato, un numero controllato di impurità elementari o droganti, deve essere introdotto in regioni incise selezionate del substrato di silicio, o wafer. Questo può essere fatto mediante tecniche di diffusione o di impiantazione ionica. Indipendentemente dalla tecnica utilizzata, gli stessi tipi o droganti vengono utilizzati per la produzione di giunzioni a semiconduttore. La tabella 5 identifica i principali componenti utilizzati per il drogaggio, il loro stato fisico, il tipo elettrico (p or n) e la tecnica di giunzione primaria in uso: diffusione o impianto ionico.
Tabella 5. Droganti di formazione di giunzioni per diffusione e impiantazione ionica
|
elemento |
Compound |
Formula |
Regione / Stato |
Tecnica |
|
tipo n |
||||
|
Antimonio |
Triossido di antimonio |
Sb2O3 |
Tinte Unite |
Emittente |
|
Arsenico |
Triossido di arsenico |
As2O3 |
Tinte Unite |
Emittente |
|
Fosforo |
Pentossido di fosforo |
P2O5 |
Tinte Unite |
Emittente |
|
tipo p |
||||
|
Boro |
Nitruro di boro |
BN |
Tinte Unite |
Emittente |
Le esposizioni chimiche di routine agli operatori sia dei forni a diffusione che degli impiantatori di ioni sono basse, in genere inferiori al limite di rilevamento delle procedure standard di campionamento dell'igiene professionale. Le preoccupazioni chimiche relative al processo si concentrano sulla possibilità di rilasci di gas tossici.
Già negli anni '1970, i progressivi produttori di semiconduttori iniziarono a installare i primi sistemi di monitoraggio continuo dei gas infiammabili e tossici. L'obiettivo principale di questo monitoraggio era rilevare i rilasci accidentali dei gas droganti più tossici con soglie di odore superiori ai limiti di esposizione professionale (ad esempio, arsina e diborano).
La maggior parte dei monitor dell'aria per l'igiene industriale nell'industria dei semiconduttori viene utilizzata per il rilevamento di fughe di gas infiammabili e tossici. Tuttavia, alcune strutture utilizzano anche sistemi di monitoraggio continuo per:
- analizzare le emissioni del condotto di scarico (camino).
- quantificare le concentrazioni nell'aria ambiente di sostanze chimiche volatili
- identificare e quantificare gli odori nelle aree favolose.
Le tecnologie più utilizzate nell'industria dei semiconduttori per questo tipo di monitoraggio sono il rilevamento di gas colorimetrico (ad esempio, rilevatore di gas continuo MDA), i sensori elettrochimici (ad esempio, i monitor sensidyne) e l'infrarosso in trasformata di Fourier (ad esempio, Telos ACM) (Baldwin e Williams 1996) .
Emittente
Emittente è un termine utilizzato per descrivere il movimento dei droganti dalle regioni ad alta concentrazione all'estremità della sorgente del forno di diffusione verso le regioni a concentrazione inferiore all'interno del wafer di silicio. La diffusione è il metodo più consolidato di formazione della giunzione.
Questa tecnica prevede di sottoporre un wafer ad un'atmosfera riscaldata all'interno del forno di diffusione. La fornace contiene i droganti desiderati sotto forma di vapore e risulta anch'essa nella creazione di regioni di attività elettrica drogata p or n. I droganti più comunemente usati sono il boro per il tipo p; e fosforo (P), arsenico (As) o antimonio (Sb) per il tipo n (vedi tabella 5).
Tipicamente, i wafer vengono impilati in un supporto o barca di quarzo e posti nel forno di diffusione. Il forno di diffusione contiene un lungo tubo di quarzo e un meccanismo per un accurato controllo della temperatura. Il controllo della temperatura è estremamente importante, poiché le velocità di diffusione dei vari droganti di silicio sono principalmente una funzione della temperatura. Le temperature in uso vanno da 900 a 1,300 oC, a seconda del drogante e del processo specifici.
Il riscaldamento del wafer di silicio ad alta temperatura consente agli atomi di impurità di diffondersi lentamente attraverso la struttura cristallina. Le impurità si muovono più lentamente attraverso il biossido di silicio che attraverso il silicio stesso, consentendo l'ossido sottile modello per fungere da maschera e quindi consentire al drogante di entrare nel silicio solo dove non è protetto. Dopo che si sono accumulate abbastanza impurità, i wafer vengono rimossi dal forno e la diffusione cessa effettivamente.
Per il massimo controllo, la maggior parte delle diffusioni viene eseguita in due passaggi:predeposizione ed guidare in. Il predeposito, o diffusione a sorgente costante, è il primo passaggio e avviene in un forno in cui la temperatura è selezionata per ottenere il miglior controllo delle quantità di impurità. La temperatura determina la solubilità del drogante. Dopo un trattamento di predeposito relativamente breve, il wafer viene spostato fisicamente in un secondo forno, solitamente a una temperatura più elevata, dove un secondo trattamento termico porta il drogante alla profondità di diffusione desiderata nel reticolo del wafer di silicio.
Le sorgenti droganti utilizzate nella fase di predeposito si trovano in tre distinti stati chimici: gassoso, liquido e solido. La tabella 5 identifica i vari tipi di droganti della sorgente di diffusione e i loro stati fisici.
I gas sono generalmente forniti da bombole di gas compresso con controlli o regolatori di pressione, valvole di intercettazione e vari attacchi di spurgo e vengono erogati attraverso tubi metallici di piccolo diametro.
I liquidi vengono erogati normalmente da gorgogliatori, che saturano un flusso di gas di trasporto, solitamente azoto, con i vapori droganti liquidi, come descritto nella sezione sull'ossidazione a umido. Un'altra forma di erogazione di liquidi è attraverso l'uso del spin-on drogante apparato. Ciò comporta la messa in soluzione di un drogante solido con un vettore di solvente liquido, quindi il gocciolamento della soluzione sul wafer e la rotazione, in modo simile all'applicazione dei fotoresist.
Le sorgenti solide possono avere la forma di un wafer di nitruro di boro, che viene inserito tra due wafer di silicio da drogare e quindi posto in un forno a diffusione. Inoltre, i droganti solidi, in forma di polvere o di perline, possono essere posti in a bomba al quarzo involucro (triossido di arsenico), scaricato manualmente all'estremità della sorgente di un tubo di diffusione o caricato in un forno sorgente separato in linea con il forno di diffusione principale.
In assenza di controlli adeguati, esposizioni all'arsenico superiori a 0.01 mg/m3 sono stati segnalati durante la pulizia di un forno di deposizione (Wade et al. 1981) e durante la pulizia delle camere di alloggiamento della sorgente per impiantatori ionici a sorgente solida (McCarthy 1985; Baldwin, King e Scarpace 1988). Queste esposizioni si sono verificate quando non sono state prese precauzioni per limitare la quantità di polvere nell'aria. Tuttavia, quando i residui sono stati mantenuti umidi durante la pulizia, le esposizioni sono state ridotte ben al di sotto del limite di esposizione nell'aria.
Nelle vecchie tecnologie di diffusione esistono rischi per la sicurezza durante la rimozione, la pulizia e l'installazione dei tubi del forno. I pericoli includono potenziali tagli da articoli in quarzo rotti e ustioni da acido durante la pulizia manuale. Nelle tecnologie più recenti questi rischi sono ridotti da on-site pulizia del tubo che elimina gran parte della movimentazione manuale.
Gli operatori di forni a diffusione sperimentano la più alta esposizione di routine in camere bianche a campi elettromagnetici a frequenza estremamente bassa (ad esempio, da 50 a 60 hertz) nella produzione di semiconduttori. Esposizioni medie superiori a 0.5 microtesla (5 milligauss) sono state riportate durante il funzionamento effettivo dei forni (Crawford et al. 1993). Questo studio ha anche rilevato che il personale delle camere bianche che lavorava in prossimità di forni a diffusione aveva esposizioni medie misurate che erano notevolmente più alte di quelle di altri lavoratori delle camere bianche. Questa scoperta era coerente con le misurazioni puntuali riportate da Rosenthal e Abdollahzadeh (1991), che hanno scoperto che i forni a diffusione producevano letture di prossimità (5 cm o 2 pollici di distanza) fino a 10-15 microtesla, con i campi circostanti che diminuivano più gradualmente con la distanza rispetto ad altre apparecchiature per camere bianche studiate; anche a 6 piedi di distanza dai forni di diffusione, le densità di flusso riportate erano comprese tra 1.2 e 2 microtesla (Crawford et al. 1993). Questi livelli di emissione sono ben al di sotto degli attuali limiti di esposizione basati sulla salute fissati dall'Organizzazione mondiale della sanità e quelli fissati dai singoli paesi.
Impianto di ioni
L'impianto ionico è il metodo più recente per introdurre elementi di impurità a temperatura ambiente nei wafer di silicio per la formazione di giunzioni. Gli atomi droganti ionizzati (cioè gli atomi privati di uno o più dei loro elettroni) vengono accelerati a un'energia elevata facendoli passare attraverso una differenza di potenziale di decine di migliaia di volt. Alla fine del loro percorso, colpiscono il wafer e vengono incassati a varie profondità, a seconda della loro massa ed energia. Come nella diffusione convenzionale, uno strato di ossido modellato o un modello di fotoresist maschera selettivamente il wafer dagli ioni.
Un tipico sistema di impiantazione ionica è costituito da una sorgente ionica (sorgente drogante gassosa, di solito in piccole bottiglie da lettura), apparecchiature di analisi, acceleratore, lente di focalizzazione, trappola del raggio neutro, camera di processo dello scanner e un sistema di vuoto (normalmente tre serie separate di pompe rotative e a diffusione d'olio). Il flusso di elettroni è generato da un filamento caldo mediante resistenza, scarica ad arco o fascio di elettroni a catodo freddo.
Generalmente, dopo che i wafer sono stati impiantati, viene eseguita una fase di ricottura ad alta temperatura (da 900 a 1,000°C) mediante una ricottura a raggio laser o una ricottura a impulsi con una sorgente a fascio di elettroni. Il processo di ricottura aiuta a riparare i danni alla superficie esterna del wafer impiantato causati dal bombardamento di ioni droganti.
Con l'avvento di un sistema di erogazione sicuro per le bombole di gas trifluoruro di arsina, fosfina e boro utilizzate negli impiantatori di ioni, il potenziale di rilascio catastrofico di questi gas è stato notevolmente ridotto. Queste piccole bombole di gas sono riempite con un composto a cui vengono adsorbiti arsina, fosfina e trifluoruro di boro. I gas vengono estratti dai cilindri mediante un vuoto.
Gli impiantatori di ioni sono uno dei rischi elettrici più significativi nell'industria dei semiconduttori. Anche dopo l'interruzione dell'alimentazione, all'interno dello strumento esiste un notevole potenziale di shock che deve essere dissipato prima di lavorare all'interno dell'impiantatore. Un'attenta revisione delle operazioni di manutenzione e dei rischi elettrici è garantita per tutte le apparecchiature di nuova installazione, ma soprattutto per gli impiantatori ionici.
Esposizioni a idruri (probabilmente una miscela di arsina e fosfina) fino a 60 ppb sono state riscontrate durante la manutenzione della criopompa dell'impiantatore ionico (Baldwin, Rubin e Horowitz 1993). Inoltre, elevate concentrazioni sia di arsina che di fosfina possono rilasciare gas dalle parti contaminate dell'impianto che vengono rimosse durante la manutenzione preventiva (Flipp, Hunsaker e Herring 1992).
Gli aspirapolvere portatili con filtri HEPA (High Efficiency Particulate Attenuator) vengono utilizzati per pulire le superfici di lavoro contaminate da arsenico nelle aree di impiantazione ionica. Esposizioni superiori a 1,000 μg/m3 sono stati misurati quando i vuoti HEPA sono stati puliti in modo improprio. Gli aspiratori HEPA, quando vengono scaricati nell'area di lavoro, possono anche distribuire in modo efficiente l'odore caratteristico, simile all'idruro, associato alla pulizia della linea del raggio dell'impiantatore ionico (Baldwin, Rubin e Horowitz 1993).
Sebbene preoccupante, non sono stati pubblicati rapporti di esposizioni significative al gas drogante durante i cambi d'olio delle pompe per vuoto utilizzate con droganti, forse perché questo di solito viene fatto come un sistema chiuso. La mancanza di esposizione segnalata può anche essere il risultato di bassi livelli di fuoriuscita di gas di idruri dall'olio usato.
Il risultato di uno studio sul campo in cui sono stati riscaldati 700 ml di olio per pompa per vuoto usato proveniente da un impiantatore ionico che utilizzava sia arsina che fosfina ha mostrato concentrazioni rilevabili di idruri nell'aria nello spazio della testa della pompa solo quando l'olio della pompa superava i 70oC (Baldwin, King e Scarpace 1988). Poiché le normali temperature di esercizio per le pompe rotative meccaniche vanno da 60 a 80oC, questo studio non ha indicato il potenziale per un'esposizione significativa.
Durante l'impianto ionico, i raggi X si formano incidentalmente all'operazione. La maggior parte degli impiantatori è progettata con una schermatura dell'armadio sufficiente (che include fogli di piombo posizionati strategicamente attorno all'alloggiamento della sorgente ionica e alle porte di accesso adiacenti) per mantenere l'esposizione dei dipendenti al di sotto di 2.5 microsievert (0.25 millirem) all'ora (Maletskos e Hanley 1983). Tuttavia, è stato riscontrato che un vecchio modello di implanter presentava perdite di raggi X superiori a 20 microsievert all'ora (μSv/h) sulla superficie dell'unità (Baldwin, King e Scarpace 1988). Questi livelli sono stati ridotti a meno di 2.5 μSv/h dopo l'installazione di una schermatura aggiuntiva in piombo. È stato riscontrato che un altro modello più vecchio di impiantatore ionico presenta perdite di raggi X attorno a una porta di accesso (fino a 15 μSv/h) e in corrispondenza di un viewport (fino a 3 μSv/h). È stata aggiunta un'ulteriore schermatura di piombo per attenuare le possibili esposizioni (Baldwin, Rubin e Horowitz 1993).
Oltre alle esposizioni ai raggi X da impiantatori ionici, è stata postulata la possibilità di formazione di neutroni se l'impiantatore viene azionato al di sopra di 8 milioni di elettronvolt (MeV) o il gas di deuterio viene utilizzato come sorgente di ioni (Rogers 1994). Tuttavia, in genere gli implantatori sono progettati per operare ben al di sotto di 8 MeV e il deuterio non è comunemente utilizzato nell'industria (Baldwin e Williams 1996).
Deposizione chimica da vapore
La deposizione chimica da vapore (CVD) comporta la stratificazione di materiale aggiuntivo sulla superficie del wafer di silicio. Le unità CVD normalmente funzionano come un sistema chiuso con conseguente esposizione chimica minima o nulla per gli operatori. Tuttavia, una breve esposizione all'acido cloridrico superiore a 5 ppm può verificarsi quando vengono puliti alcuni prelavatori per CVD (Baldwin e Stewart 1989). Due grandi categorie di deposizione sono di uso comune: epitassiale e la categoria più generale di CVD non epitassiale.
Deposizione chimica da vapore epitassiale
La crescita epitassiale è la deposizione rigidamente controllata di un sottile film monocristallino di un materiale che mantiene la stessa struttura cristallina dello strato di wafer di substrato esistente. Serve come matrice per fabbricare componenti semiconduttori nei successivi processi di diffusione. La maggior parte dei film epitassiali viene coltivata su substrati dello stesso materiale, come silicio su silicio, in un processo denominato omoepitassia. La crescita di strati di materiali diversi su un substrato, come il silicio su zaffiro, è chiamata elaborazione del dispositivo IC eteroepitassia.
Tre tecniche principali vengono utilizzate per far crescere gli strati epitassiali: fase vapore, fase liquida e fascio molecolare. L'epitassia in fase liquida ea fascio molecolare viene utilizzata principalmente nell'elaborazione di dispositivi III-V (ad es. GaAs). Questi sono discussi nell'articolo "Produzione di semiconduttori III-V".
L'epitassia in fase vapore viene utilizzata per far crescere un film mediante CVD di molecole a una temperatura compresa tra 900 e 1,300oC. I vapori contenenti il silicio e quantità controllate di droganti di tipo p o n in un gas di trasporto (solitamente idrogeno) vengono fatti passare su wafer riscaldati per depositare strati drogati di silicio. Il processo viene generalmente eseguito a pressione atmosferica.
La tabella 6 identifica i quattro principali tipi di epitassia in fase vapore, i parametri e le reazioni chimiche in atto.
Tabella 6. Principali categorie di epitassia in fase vapore di silicio
|
parametri |
||
|
Pressione |
atmosferico |
|
|
Temperatura |
900-1300 ° C |
|
|
Fonti di silicio |
Silano (SiH4), tetracloruro di silicio (SiCl4), triclorosilano (SiHCl3), |
|
|
Gas droganti |
Arsina (AsH3), fosfina (PH3), diborano (B2H6) |
|
|
Concentrazione di gas drogante |
≈100 ppm |
|
|
Gas corrosivo |
Acido cloridrico (HCl) |
|
|
Concentrazione di gas di attacco |
≈1–4% |
|
|
Gas di trasporto |
Idrogeno (H2), azoto (n2) |
|
|
Fonte di riscaldamento |
Radiofrequenza (RF) o infrarossi (IR) |
|
|
Tipi di epitassia in fase vapore |
Reazioni chimiche |
|
|
Riduzione dell'idrogeno del tetracloruro di silicio |
SiCl4 + 2H2 → Si + 4HCl |
|
|
Decomposizione pirolitica del silano |
SiH4 → Si + 2H2 |
|
|
Riduzione dell'idrogeno del triclorosilano |
SiHCl3 + H2 → Si + 3HCl |
|
|
Riduzione del diclorosilano |
SiH2Cl2 → Si + 2HCl |
|
La sequenza di deposizione normalmente seguita in un processo epitassiale prevede:
- pulizia del supporto—lavaggio fisico, sgrassaggio con solvente, pulizia con acido (solforico, nitrico e cloridrico e fluoridrico è una sequenza comune) e operazione di asciugatura
- caricamento delle cialde
- riscaldare- spurgo e riscaldamento dell'azoto a circa 500 °C, quindi viene utilizzato idrogeno gassoso e i generatori RF riscaldano induttivamente i wafer
- acido cloridrico (HCl) attacco—di solito nella camera del reattore viene erogata una concentrazione dall'1 al 4% di HCl
- deposizione—la sorgente di silicio e i gas droganti vengono dosati e depositati sulla superficie del wafer
- Calmati-l'idrogeno gassoso è passato nuovamente all'azoto a 500°C
- scarico.
Deposizione chimica da vapore non epitassiale
Mentre la crescita epitassiale è una forma altamente specifica di CVD in cui lo strato depositato ha lo stesso orientamento della struttura cristallina dello strato di substrato, la CVD non epitassiale è la formazione di un composto stabile su un substrato riscaldato mediante reazione termica o decomposizione di composti gassosi.
CVD può essere utilizzato per depositare molti materiali, ma nella lavorazione dei semiconduttori di silicio i materiali che generalmente si incontrano, oltre al silicio epitassiale, sono:
- silicio policristallino (poli Si)
- biossido di silicio (SiO2- sia drogati che non drogati; vetro drogato p)
- nitruro di silicio (Si3N4).
Ciascuno di questi materiali può essere depositato in una varietà di modi e ognuno ha molte applicazioni.
La tabella 7 identifica le tre principali categorie di CVD utilizzando la temperatura operativa come meccanismo di differenziazione.
Tabella 7. Principali categorie di deposizione chimica da vapore di silicio (CVD)
|
parametri |
||||
|
Pressione |
Atmosferico (APCVD) o bassa pressione (LPCVD) |
|||
|
Temperatura |
500-1,100 ° C |
|||
|
Fonti di silicio e nitruro |
Silano (SiH4), tetracloruro di silicio (SiCl4), ammoniaca (NH3), protossido di azoto (N20) |
|||
|
Fonti droganti |
Arsina (AsH3), fosfina (PH3), diborano (B2H6) |
|||
|
Gas di trasporto |
Azoto (N2), idrogeno (h2) |
|||
|
Fonte di riscaldamento |
Sistema a parete fredda: radiofrequenza (RF) o infrarossi (IR) |
|||
|
tipo CVD |
Reazione |
Gas di trasporto |
Temperatura |
|
|
Temperatura media (≈ 600–1,100 °C) |
||||
|
Nitruro di silicio (Si3N4) |
3SiH4 + 4 NH3 → Si3N4 + 12H2 |
H2 |
900-1,100 ° C |
|
|
Polisilicio (poli Si) |
SiH4 + Calore → Si + 2H2 |
H2 |
850-1,000 ° C |
|
|
Biossido di silicio (SiO2) |
SiH4 +4CO2 → SiO2 + 4CO + 2H2O |
N2 |
500-900 ° C |
|
|
Bassa temperatura (≈<600 C) Silox, Pyrox, Vapox e Nitrox** |
||||
|
Biossido di silicio (SiO2) o SiO drogato p2 |
||||
|
silox |
SiH4 + 2O2 + drogante → SiO2 + 2H2O |
N2 |
200-500 ° C |
|
|
Pirox |
SiH4 + 2O2 + drogante → SiO2 + 2H2O |
N2 |
<600 ° C |
|
|
Vapox |
SiH4 + 2O2 + drogante → SiO2 + 2H2O |
N2 |
<600 ° C |
|
|
Nitruro di silicio (Si3N4) |
||||
|
Nitrox |
3SiH4 +4NH3 (o n2O*) → Si3N4 + 12H2 |
N2 |
600-700 ° C |
|
|
Plasma a bassa temperatura potenziato (passivazione) (<600°C) |
||||
|
Utilizzando la radiofrequenza (RF) o |
||||
|
Biossido di silicio (SiO2) |
SiH4 + 2O2 → SiO2 + 2H20 |
|||
|
Nitruro di silicio (Si3N4) |
3SiH4 +4NH3 (o n2O*) → Si3N4 + 12H2 |
|||
* Nota: le reazioni non sono bilanciate stechiometricamente.
**Nomi generici, proprietari o marchi di fabbrica per sistemi di reattori CVD
I seguenti componenti si trovano in quasi tutti i tipi di apparecchiature CVD:
- camera di reazione
- sezione di controllo del gas
- controllo del tempo e della sequenza
- fonte di calore per i substrati
- trattamento degli effluenti.
Fondamentalmente, il processo CVD comporta l'alimentazione di quantità controllate di gas sorgente di silicio o nitruro, unitamente a gas di trasporto di azoto e/o idrogeno, e un gas drogante se desiderato, per la reazione chimica all'interno della camera del reattore. Il calore viene applicato per fornire l'energia necessaria per la reazione chimica oltre a controllare le temperature superficiali del reattore e dei wafer. Dopo che la reazione è completa, il gas sorgente non reagito più il gas di trasporto vengono scaricati attraverso il sistema di trattamento degli effluenti e scaricati nell'atmosfera.
La passivazione è un tipo funzionale di CVD. Comporta la crescita di uno strato di ossido protettivo sulla superficie del wafer di silicio, generalmente come ultima fase di fabbricazione prima della lavorazione non di fabbricazione. Lo strato fornisce stabilità elettrica isolando la superficie del circuito integrato dalle condizioni elettriche e chimiche dell'ambiente.
Metallizzazione
Dopo che i dispositivi sono stati fabbricati nel substrato di silicio, devono essere collegati insieme per eseguire le funzioni del circuito. Questo processo è noto come metallizzazione. La metallizzazione fornisce un mezzo per cablare o interconnettere gli strati superiori dei circuiti integrati depositando modelli complessi di materiali conduttivi, che indirizzano l'energia elettrica all'interno dei circuiti.
L'ampio processo di metallizzazione è differenziato in base alla dimensione e allo spessore degli strati di metalli e altri materiali depositati. Questi sono:
- pellicola sottile—spessore approssimativo della pellicola di un micron o inferiore
- pellicola spessa—spessore approssimativo del film di 10 micron o superiore
- placcatura- gli spessori del film sono variabili da film sottili a spessi, ma generalmente spessi.
I metalli più comuni utilizzati per la metallizzazione dei semiconduttori di silicio sono: alluminio, nichel, cromo o una lega chiamata nicromo, oro, germanio, rame, argento, titanio, tungsteno, platino e tantalio.
Film sottili o spessi possono anche essere evaporati o depositati su vari substrati ceramici o di vetro. Alcuni esempi di questi substrati sono: allumina (96% Al203), berillio (99% BeO), vetro borosilicato, vetroceramica e quarzo (SiO2).
Pellicola sottile
La metallizzazione a film sottile viene spesso applicata mediante l'uso di una tecnica di deposizione o evaporazione in alto o vuoto parziale. I principali tipi di evaporazione in alto vuoto sono fascio di elettroni, flash e resistivo, mentre la deposizione in vuoto parziale viene eseguita principalmente mediante sputtering.
Per eseguire qualsiasi tipo di metallizzazione sottovuoto a film sottile, un sistema è solitamente costituito dai seguenti componenti di base:
- una camera che può essere evacuata per fornire un vuoto sufficiente per la deposizione
- una pompa a vuoto (o pompe) per ridurre i gas ambientali nella camera
- strumentazione per il monitoraggio del livello di vuoto e di altri parametri
- un metodo per depositare o evaporare gli strati di materiale metallizzante.
Evaporazione a fascio di elettroni, chiamato frequentemente raggio E, utilizza un fascio focalizzato di elettroni per riscaldare il materiale di metallizzazione. Un fascio di elettroni ad alta intensità viene generato in modo simile a quello utilizzato in un cinescopio televisivo. Un flusso di elettroni viene accelerato attraverso un campo elettrico tipicamente da 5 a 10 kV e focalizzato sul materiale da evaporare. Il fascio focalizzato di elettroni fonde il materiale contenuto in un blocco raffreddato ad acqua con una grande depressione chiamata focolare. Il materiale fuso evapora quindi all'interno della camera a vuoto e si condensa sui wafer freddi e sull'intera superficie della camera. Quindi vengono eseguite operazioni standard di fotoresist, esposizione, sviluppo e incisione a umido oa secco per delineare l'intricato circuito metallizzato.
Evaporazione rapida è un'altra tecnica per la deposizione di sottili film metallizzati. Questo metodo viene utilizzato principalmente quando una miscela di due materiali (leghe) deve essere evaporata contemporaneamente. Alcuni esempi di film a due componenti sono: nichel/cromo (Nichrome), cromo/ossido di silicio (SiO) e alluminio/silicio.
Nell'evaporazione flash, una barra di ceramica viene riscaldata dalla resistenza termica e una bobina di filo alimentata in continuo, un flusso di pellet o una polvere erogata a vibrazione viene portata a contatto con il filamento o la barra calda. I metalli vaporizzati rivestono quindi la camera interna e le superfici del wafer.
Evaporazione resistiva (noto anche come evaporazione del filamento) è la forma di deposizione più semplice e meno costosa. L'evaporazione si ottiene aumentando gradualmente la corrente che fluisce attraverso il filamento per fondere prima le spire di materiale da evaporare, bagnando così il filamento. Una volta che il filamento è bagnato, la corrente attraverso il filamento aumenta fino a quando si verifica l'evaporazione. Il vantaggio principale dell'evaporazione resistiva è l'ampia varietà di materiali che possono essere evaporati.
A volte i lavori di manutenzione vengono eseguiti sulla superficie interna delle camere di deposizione dell'evaporatore a fascio elettronico chiamate campane di vetro. Quando i manutentori hanno la testa dentro le campane, possono verificarsi esposizioni significative. La rimozione dei residui metallici che si depositano sulla superficie interna delle campane può provocare tali esposizioni. Ad esempio, le esposizioni dei tecnici molto al di sopra del limite di esposizione aerea per l'argento sono state misurate durante la rimozione dei residui da un evaporatore utilizzato per depositare l'argento (Baldwin e Stewart 1989).
Anche la pulizia dei residui di campana con solventi organici per la pulizia può comportare un'elevata esposizione ai solventi. Durante questo tipo di pulizia si sono verificate esposizioni dei tecnici a metanolo superiori a 250 ppm. Questa esposizione può essere eliminata utilizzando l'acqua come solvente per la pulizia invece del metanolo (Baldwin e Stewart 1989).
I deposizione sputtering Il processo avviene in un'atmosfera gassosa a bassa pressione oa vuoto parziale, utilizzando corrente elettrica continua (CC o sputtering catodico) o tensioni RF come sorgente ad alta energia. Nello sputtering, gli ioni di gas inerte di argon vengono introdotti in una camera a vuoto dopo che è stato raggiunto un livello di vuoto soddisfacente mediante l'uso di una pompa per sgrossatura. Un campo elettrico si forma applicando un'alta tensione, tipicamente 5,000 V, tra due piastre di carica opposta. Questa scarica ad alta energia ionizza gli atomi di gas argon e li fa muovere e accelerare verso una delle piastre nella camera chiamata bersaglio. Quando gli ioni di argon colpiscono il bersaglio costituito dal materiale da depositare, staccano o polverizzano questi atomi o molecole. Gli atomi dislocati del materiale di metallizzazione vengono quindi depositati in una pellicola sottile sui substrati di silicio che si affacciano sul bersaglio.
È stato riscontrato che la perdita RF dai lati e dal retro di molte vecchie unità sputter supera il limite di esposizione professionale (Baldwin e Stewart 1989). La maggior parte delle perdite era attribuibile a crepe negli armadi causate dalla ripetuta rimozione dei pannelli di manutenzione. Nei modelli più recenti dello stesso produttore, i pannelli con rete metallica lungo le cuciture impediscono perdite significative. Gli sputterer più vecchi possono essere adattati con rete metallica o, in alternativa, è possibile utilizzare nastro di rame per coprire le giunture per ridurre le perdite.
Film spesso
La struttura e le dimensioni dei film più spessi non sono compatibili con la metallizzazione dei circuiti integrati al silicio, principalmente a causa dei vincoli dimensionali. I film spessi sono utilizzati principalmente per la metallizzazione di strutture elettroniche ibride, come nella produzione di LCD.
Il processo di serigrafia è il metodo dominante per l'applicazione del film spesso. I materiali a film spesso tipicamente utilizzati sono palladio, argento, biossido di titanio e vetro, oro-platino e vetro, oro-vetro e argento-vetro.
I film spessi resistivi vengono normalmente depositati e modellati su un substrato ceramico utilizzando tecniche di serigrafia. Cermet è una forma di film spesso resistivo composto da una sospensione di particelle metalliche conduttive in una matrice ceramica con una resina organica come riempitivo. Le strutture tipiche del cermet sono composte da cromo, argento o ossido di piombo in una matrice di monossido di silicio o biossido.
Placcatura
Nella formazione di pellicole metalliche su substrati semiconduttori vengono utilizzati due tipi fondamentali di tecniche di placcatura: galvanica e placcatura chimica.
In galvanica, il substrato da placcare viene posto al catodo, o terminale caricato negativamente, della vasca di placcatura e immerso in una soluzione elettrolitica. Un elettrodo realizzato con il metallo da placcare funge da anodo o terminale caricato positivamente. Quando una corrente continua passa attraverso la soluzione, gli ioni metallici caricati positivamente, che si dissolvono nella soluzione dall'anodo, migrano e si depositano sul catodo (substrato). Questo metodo di placcatura viene utilizzato per formare pellicole conduttive di oro o rame.
In placcatura elettrolitica, la riduzione e l'ossidazione simultanee del metallo da placcare viene utilizzata per formare un atomo o una molecola di metallo libero. Poiché questo metodo non richiede conduzione elettrica durante il processo di placcatura, può essere utilizzato con substrati di tipo isolante. Nichel, rame e oro sono i metalli più comuni depositati in questo modo.
Alligazione/ricottura
Dopo che le interconnessioni metallizzate sono state depositate e attaccate, può essere eseguita una fase finale di legatura e ricottura. L'alligazione consiste nel porre i substrati metallizzati, solitamente con alluminio, in un forno a diffusione a bassa temperatura per assicurare un contatto a bassa resistenza tra il metallo di alluminio e il substrato di silicio. Infine, durante la fase di legatura o subito dopo, i wafer sono spesso esposti a una miscela di gas contenente idrogeno in un forno di diffusione a una temperatura compresa tra 400 e 500°C. La fase di ricottura è progettata per ottimizzare e stabilizzare le caratteristiche del dispositivo combinando l'idrogeno con atomi non impegnati in corrispondenza o in prossimità dell'interfaccia silicio-biossido di silicio.
Lappatura e metallizzazione sul retro
Esiste anche una fase di elaborazione della metallizzazione opzionale chiamata backlapping. La parte posteriore del wafer può essere lappata o macinata utilizzando una soluzione abrasiva bagnata e pressione. Un metallo come l'oro può essere depositato sul lato posteriore del wafer mediante sputtering. Ciò facilita il fissaggio dello stampo separato alla confezione nell'assemblaggio finale.
Assemblaggio e collaudo
L'elaborazione non di fabbricazione, che include l'imballaggio esterno, gli accessori, l'incapsulamento, l'assemblaggio e il collaudo, viene normalmente eseguita in impianti di produzione separati e molte volte viene eseguita nei paesi del sud-est asiatico, dove questi lavori ad alta intensità di manodopera sono meno costosi da eseguire. Inoltre, i requisiti di ventilazione per il controllo del processo e del particolato sono generalmente diversi (non camere bianche) nelle aree di lavorazione diverse dalla fabbricazione. Queste fasi finali del processo di produzione comportano operazioni che includono saldatura, sgrassaggio, test con sostanze chimiche e sorgenti di radiazioni e rifilatura e marcatura con laser.
La saldatura durante la produzione di semiconduttori normalmente non comporta un'elevata esposizione al piombo. Per evitare danni termici al circuito integrato, la temperatura della saldatura viene mantenuta al di sotto della temperatura alla quale può verificarsi una significativa formazione di fumi di piombo fuso (430°C). Tuttavia, la pulizia dell'attrezzatura di saldatura mediante raschiatura o spazzolatura dei residui contenenti piombo può comportare esposizioni al piombo superiori a 50 μg/m3 (Baldwin e Stewart 1989). Inoltre, esposizioni al piombo di 200 μg/m3 si sono verificati quando vengono utilizzate tecniche di rimozione della bava improprie durante le operazioni di saldatura ad onda (Baldwin e Williams 1996).
Una preoccupazione crescente per le operazioni di saldatura è l'irritazione respiratoria e l'asma dovute all'esposizione ai prodotti di pirolisi dei flussi di saldatura, in particolare durante le operazioni di saldatura manuale o di ritocco, dove storicamente la ventilazione di scarico locale non è stata comunemente utilizzata (a differenza delle operazioni di saldatura ad onda, che negli ultimi decenni sono stati tipicamente rinchiusi in armadi esauriti) (Goh e Ng 1987). Vedere l'articolo "Circuito stampato e assemblaggio di computer" per maggiori dettagli.
Poiché la colofonia nel flusso di saldatura è un sensibilizzante, tutte le esposizioni dovrebbero essere ridotte al minimo possibile, indipendentemente dai risultati del campionamento dell'aria. I nuovi impianti di saldatura dovrebbero in particolare includere un sistema di ventilazione locale quando la saldatura deve essere eseguita per periodi di tempo prolungati (ad esempio, superiori a 2 ore).
I fumi della saldatura manuale saliranno verticalmente sulle correnti termiche, entrando nella zona di respirazione del dipendente quando la persona si sporge sul punto di saldatura. Il controllo di solito si ottiene mediante un'efficace ventilazione di scarico locale ad alta velocità e basso volume sulla punta della saldatura.
I dispositivi che restituiscono aria filtrata al posto di lavoro possono, se l'efficienza di filtrazione è inadeguata, causare un inquinamento secondario che può colpire le persone nel posto di lavoro diverse da quelle che si occupano della saldatura. L'aria filtrata non deve essere restituita alla stanza di lavoro a meno che la quantità di saldatura non sia ridotta e la stanza abbia una buona ventilazione generale per la diluizione.
Ordina e prova i wafer
Dopo che la fabbricazione del wafer è stata completata, ogni wafer intrinsecamente finito viene sottoposto a un processo di selezione dei wafer in cui i circuiti integrati su ogni die specifico vengono testati elettricamente con sonde controllate da computer. Un singolo wafer può contenere da cento a molte centinaia di matrici o chip separati che devono essere testati. Al termine dei risultati del test, gli stampi vengono contrassegnati fisicamente con una resina epossidica monocomponente erogata automaticamente. Il rosso e il blu vengono utilizzati per identificare e ordinare gli stampi che non soddisfano le specifiche elettriche desiderate.
Morire la separazione
Con i dispositivi oi circuiti sul wafer testati, contrassegnati e ordinati, le singole matrici sul wafer devono essere separate fisicamente. Sono stati studiati diversi metodi per separare i singoli stampi: incisione a diamante, incisione laser e segatura con mola diamantata.
L'incisione a diamante è il metodo più antico in uso e comporta il disegno di una punta incastonata di diamante di forma precisa attraverso il wafer lungo la linea di scriba o "strada" che separa i singoli stampi sulla superficie del wafer. L'imperfezione nella struttura cristallina causata dall'incisione consente al wafer di essere piegato e fratturato lungo questa linea.
L'incisione laser è una tecnica di separazione dello stampo relativamente recente. Un raggio laser viene generato da un laser al neodimio-ittrio ad alta potenza pulsato. Il raggio genera una scanalatura nel wafer di silicio lungo le linee di scrittura. Il solco funge da linea lungo la quale il wafer si rompe.
Un metodo ampiamente utilizzato per la separazione degli stampi è il taglio a umido dei substrati lungo la strada con una sega circolare diamantata ad alta velocità. La segatura può tagliare parzialmente (scrivere) o tagliare completamente (dadi) attraverso il substrato di silicio. Un impasto umido di materiale rimosso dalla strada viene generato mediante segatura.
Die allegare e incollaggio
Il singolo die o chip deve essere attaccato a un pacchetto di supporto e a un lead frame in metallo. I supporti sono generalmente realizzati in materiale isolante, ceramica o plastica. I materiali di supporto ceramici sono generalmente realizzati in allumina (Al2O3), ma può eventualmente essere costituito da berillio (BeO) o steatite (MgO-SiO2). I materiali plastici di supporto sono di tipo termoplastico o di resina termoindurente.
L'attacco del singolo stampo viene generalmente realizzato mediante uno dei tre distinti tipi di attacco: eutettico, preformato ed epossidico. L'attacco della matrice eutettica comporta l'uso di una lega di brasatura eutettica, come l'oro-silicio. In questo metodo, uno strato di metallo dorato viene predepositato sul retro dello stampo. Riscaldando la confezione al di sopra della temperatura eutettica (370°C per oro-silicio) e appoggiando su di essa la matrice, si forma un legame tra la matrice e la confezione.
L'incollaggio delle preforme comporta l'uso di un piccolo pezzo di materiale di composizione speciale che aderirà sia allo stampo che alla confezione. Una preforma viene posizionata sull'area di attacco dello stampo di una confezione e lasciata fondere. Lo stampo viene quindi strofinato attraverso la regione fino a quando lo stampo non viene attaccato, quindi la confezione viene raffreddata.
L'incollaggio epossidico prevede l'uso di una colla epossidica per fissare lo stampo alla confezione. Una goccia di resina epossidica viene erogata sulla confezione e lo stampo viene posizionato sopra di essa. Potrebbe essere necessario cuocere la confezione a una temperatura elevata per polimerizzare correttamente la resina epossidica.
Una volta che il die è fisicamente attaccato al pacchetto, devono essere forniti collegamenti elettrici tra il circuito integrato e i conduttori del pacchetto. Ciò si ottiene utilizzando tecniche di termocompressione, ultrasuoni o termosonico per collegare fili d'oro o di alluminio tra le aree di contatto sul chip di silicio e i conduttori del pacchetto.
L'incollaggio a termocompressione viene spesso utilizzato con filo d'oro e comporta il riscaldamento della confezione a circa 300oC e formando il legame tra il filo e le piazzole di unione utilizzando sia il calore che la pressione. Sono in uso due tipi principali di incollaggio per termocompressione:incollaggio a sfera ed incollaggio a cuneo. L'incollaggio a sfera, che viene utilizzato solo con filo d'oro, alimenta il filo attraverso un tubo capillare, lo comprime e quindi una fiamma di idrogeno scioglie il filo. Inoltre, questo forma una nuova sfera all'estremità del filo per il successivo ciclo di incollaggio. L'incollaggio a cuneo comporta uno strumento di incollaggio a forma di cuneo e un microscopio utilizzato per posizionare accuratamente il chip di silicio e il pacchetto sopra il cuscinetto di incollaggio. Il processo viene eseguito in atmosfera inerte.
Il legame a ultrasuoni utilizza un impulso di energia ultrasonica ad alta frequenza per fornire un'azione di sfregamento che forma un legame tra il filo e il tampone di legame. L'incollaggio a ultrasuoni viene utilizzato principalmente con filo di alluminio ed è spesso preferito all'incollaggio a termocompressione, poiché non richiede il riscaldamento del chip del circuito durante l'operazione di incollaggio.
Il legame termosonico è un recente cambiamento tecnologico nel legame del filo d'oro. Implica l'uso di una combinazione di energie ultrasoniche e termiche e richiede meno calore rispetto all'incollaggio a termocompressione.
incapsulamento
Lo scopo principale dell'incapsulamento è inserire un circuito integrato in un pacchetto che soddisfi i requisiti elettrici, termici, chimici e fisici associati all'applicazione del circuito integrato.
I tipi di rocca più utilizzati sono il tipo a conduttore radiale, il pacco piatto e la rocca dual-in-line (DIP). I contenitori del tipo a piombo radiale sono per lo più realizzati in Kovar, una lega di ferro, nichel e cobalto, con guarnizioni in vetro duro e piombo Kovar. Gli imballaggi piatti utilizzano telai in piombo metallico, solitamente realizzati in una lega di alluminio combinata con componenti in ceramica, vetro e metallo. Le confezioni dual-in-line sono generalmente le più comuni e spesso utilizzano ceramica o plastica stampata.
I pacchetti di semiconduttori in plastica stampata sono prodotti principalmente mediante due processi separati:stampaggio a trasferimento ed stampaggio ad iniezione. Lo stampaggio a trasferimento è il metodo di incapsulamento plastico predominante. In questo metodo, i chip vengono montati su lead frame non tagliati e quindi caricati in batch negli stampi. Le forme in polvere o in pellet di composti per stampaggio di materie plastiche termoindurenti vengono fuse in una pentola riscaldata e quindi forzate (trasferite) sotto pressione negli stampi caricati. I sistemi di composti per stampaggio plastica in polvere o in granuli possono essere utilizzati su resine epossidiche, siliconiche o siliconiche/epossidiche. Il sistema di solito consiste in una miscela di:
- resine termoindurenti—epossidici, siliconici o siliconici/epossidici
- indurenti—novolacche epossidiche e anidridi epossidiche
- riempitivi— biossido di silicio cristallino o fuso in silice (SiO2) e allumina (Al2O3), generalmente 50-70% in peso
- ignifugo-triossido di antimonio (Sb2O3) generalmente 1-5% in peso.
Lo stampaggio a iniezione utilizza un composto per stampaggio termoplastico o termoindurente che viene riscaldato fino al punto di fusione in un cilindro a temperatura controllata e forzato sotto pressione attraverso un ugello nello stampo. La resina solidifica rapidamente, lo stampo viene aperto e la confezione di incapsulamento viene espulsa. Un'ampia varietà di composti plastici viene utilizzata nello stampaggio a iniezione, con resine epossidiche e polifenilensolfuro (PPS) che sono le ultime entrate nell'incapsulamento dei semiconduttori.
L'imballaggio finale del dispositivo semiconduttore di silicio è classificato in base alla sua resistenza alle perdite o alla capacità di isolare il circuito integrato dal suo ambiente. Questi sono differenziati in ermeticamente (a tenuta d'aria) o non ermeticamente sigillati.
Test di tenuta e rodaggio
Test di tenuta è una procedura sviluppata per testare l'effettiva capacità di tenuta o ermetismo del dispositivo confezionato. Sono in uso due forme comuni di test di tenuta: rilevamento di perdite di elio e rilevamento di perdite di tracciante radioattivo.
Nel rilevamento delle perdite di elio, le confezioni completate vengono poste in un'atmosfera di pressione dell'elio per un periodo di tempo. L'elio è in grado di penetrare attraverso le imperfezioni nella confezione. Dopo la rimozione dalla camera di pressurizzazione dell'elio, la confezione viene trasferita in una camera con spettrometro di massa e testata per la fuoriuscita di elio dalle imperfezioni della confezione.
Il gas tracciante radioattivo, solitamente krypton-85 (Kr-85), viene sostituito all'elio nel secondo metodo e viene misurato il gas radioattivo che fuoriesce dalla confezione. In condizioni normali, l'esposizione del personale a questo processo è inferiore a 5 millisievert (500 millirem) all'anno (Baldwin e Stewart 1989). I controlli per questi sistemi di solito includono:
- isolamento in stanze con accesso limitato al solo personale necessario
- ha affisso segnali di avvertimento di radiazioni sulle porte delle stanze contenenti Kr-85
- monitor di radiazione continua con allarmi e spegnimento/isolamento automatico
- sistema di scarico dedicato e camera a pressione negativa
- monitoraggio delle esposizioni con dosimetria personale (p. es., badge con film radiante)
- regolare manutenzione degli allarmi e degli interblocchi
- controlli regolari per perdite di materiale radioattivo
- formazione sulla sicurezza per operatori e tecnici
- garantire che le esposizioni alle radiazioni siano mantenute al livello più basso ragionevolmente ottenibile (ALARA).
Inoltre, i materiali che entrano in contatto con Kr-85 (ad es. circuiti integrati esposti, olio della pompa usato, valvole e O-ring) vengono esaminati per garantire che non emettano livelli eccessivi di radiazioni a causa del gas residuo al loro interno prima che vengano rimossi dal la zona controllata. Leach-Marshal (1991) fornisce informazioni dettagliate sulle esposizioni e sui controlli dai sistemi di rilevamento delle perdite sottili Kr-85.
Bruciare è un'operazione di stress termico e elettrico per determinare l'affidabilità del dispositivo confezionato finale. I dispositivi vengono collocati in un forno a temperatura controllata per un lungo periodo di tempo utilizzando un'atmosfera ambiente o un'atmosfera inerte di azoto. Le temperature vanno da 125°C a 200°C (150°C è una media) e periodi di tempo da poche ore a 1,000 ore (48 ore è una media).
Test finale
Per una caratterizzazione finale delle prestazioni del dispositivo semiconduttore in silicio confezionato, viene eseguito un test elettrico finale. A causa dell'elevato numero e della complessità dei test richiesti, un computer esegue e valuta il test di numerosi parametri importanti per l'eventuale funzionamento del dispositivo.
Segna e impacchetta
L'identificazione fisica del dispositivo confezionato finale viene ottenuta mediante l'uso di una varietà di sistemi di marcatura. Le due principali categorie di marcatura dei componenti sono la stampa a contatto e senza contatto. La stampa a contatto in genere incorpora una tecnica offset rotativa che utilizza inchiostri a base di solvente. La stampa senza contatto, che trasferisce i segni senza contatto fisico, prevede la stampa con testina a getto d'inchiostro o toner utilizzando inchiostri a base di solventi o marcatura laser.
I solventi utilizzati come supporto per gli inchiostri da stampa e come pre-pulitore sono tipicamente composti da una miscela di alcoli (etanolo) ed esteri (acetato di etile). La maggior parte dei sistemi di marcatura dei componenti, diversi dalla marcatura laser, utilizza inchiostri che richiedono un passaggio aggiuntivo per l'impostazione o l'indurimento. Questi metodi di indurimento sono l'indurimento all'aria, l'indurimento a caldo (termico o infrarosso) e l'indurimento a raggi ultravioletti. Gli inchiostri a polimerizzazione ultravioletta non contengono solventi.
I sistemi di marcatura laser utilizzano un anidride carbonica ad alta potenza (CO2) o un laser al neodimio:ittrio ad alta potenza. Questi laser sono generalmente incorporati nell'apparecchiatura e dispongono di armadi interbloccati che racchiudono il percorso del raggio e il punto in cui il raggio entra in contatto con il bersaglio. Questo elimina il pericolo del raggio laser durante le normali operazioni, ma c'è un problema quando gli interblocchi di sicurezza vengono disattivati. L'operazione più comune in cui è necessario rimuovere gli involucri del raggio e annullare gli interblocchi è l'allineamento del raggio laser.
Durante queste operazioni di manutenzione, idealmente la stanza contenente il laser dovrebbe essere evacuata, fatta eccezione per i necessari tecnici di manutenzione, con le porte della stanza chiuse a chiave e affisse con idonea segnaletica di sicurezza laser. Tuttavia, i laser ad alta potenza utilizzati nella produzione di semiconduttori si trovano spesso in grandi aree di produzione aperte, rendendo poco pratico il trasferimento del personale non addetto alla manutenzione durante la manutenzione. Per queste situazioni, viene tipicamente istituita un'area di controllo temporanea. Normalmente queste aree di controllo sono costituite da tende laser o schermi di saldatura in grado di resistere al contatto diretto con il raggio laser. L'ingresso all'area di controllo temporanea avviene solitamente attraverso un ingresso nel labirinto che viene affisso con un segnale di avvertimento ogni volta che gli interblocchi per il laser vengono disattivati. Altre precauzioni di sicurezza durante l'allineamento del raggio sono simili a quelle richieste per il funzionamento di un laser ad alta potenza a raggio aperto (ad es. addestramento, protezione degli occhi, procedure scritte e così via).
I laser ad alta potenza sono anche uno dei rischi elettrici più significativi nell'industria dei semiconduttori. Anche dopo l'interruzione dell'alimentazione, all'interno dell'utensile esiste un notevole potenziale di shock che deve essere dissipato prima di lavorare all'interno dell'armadio.
Oltre al pericolo del raggio e del pericolo elettrico, è necessario prestare attenzione anche durante l'esecuzione della manutenzione dei sistemi di marcatura laser a causa della potenziale contaminazione chimica dovuta al triossido di antimonio ritardante di fiamma e al berillio (le confezioni di ceramica contenenti questo composto saranno etichettate). I fumi si possono creare durante la marcatura con i laser ad alta potenza e creare residui sulle superfici delle apparecchiature e sui filtri di aspirazione dei fumi.
Gli sgrassatori sono stati utilizzati in passato per pulire i semiconduttori prima che fossero contrassegnati con codici di identificazione. L'esposizione ai solventi al di sopra del limite di esposizione professionale applicabile nell'aria può facilmente verificarsi se la testa di un operatore è posizionata al di sotto delle serpentine di raffreddamento che causano la ricondensazione dei vapori, come può accadere quando un operatore tenta di recuperare parti cadute o quando un tecnico pulisce i residui dal fondo di l'unità (Baldwin e Stewart 1989). L'uso di sgrassanti è stato notevolmente ridotto nell'industria dei semiconduttori a causa delle restrizioni sull'uso di sostanze che riducono lo strato di ozono come clorofluorocarburi e solventi clorurati.
Analisi dei guasti e garanzia della qualità
I laboratori di analisi dei guasti e di analisi della qualità in genere eseguono varie operazioni utilizzate per garantire l'affidabilità dei dispositivi. Alcune delle operazioni eseguite in questi laboratori presentano il potenziale per l'esposizione dei dipendenti. Questi includono:
- test di marcatura utilizzando vari solventi e miscele corrosive in bicchieri riscaldati su piastre riscaldanti. Per controllare le emissioni fuggitive è necessaria una ventilazione di scarico locale (LEV) sotto forma di una cappa metallica con velocità frontali adeguate. Le soluzioni di monoetanolamina possono provocare esposizioni superiori al limite di esposizione nell'aria (Baldwin e Williams 1996).
- test di bolle/perdite utilizzando fluorocarburi ad alto peso molecolare (nome commerciale Fluorinerts)
- unità di imballaggio a raggi X.
Il cobalto-60 (fino a 26,000 curie) viene utilizzato negli irradiatori per testare la capacità dei circuiti integrati di resistere all'esposizione alle radiazioni gamma nelle applicazioni militari e spaziali. In condizioni normali, l'esposizione del personale a questa operazione è inferiore a 5 millisievert (500 millirem) all'anno (Baldwin e Stewart 1989). I controlli per questa operazione in qualche modo specializzata sono simili a quelli utilizzati per i sistemi a perdite fini Kr-85 (ad esempio, stanza isolata, monitor di radiazione continua, monitoraggio dell'esposizione del personale e così via).
Nel processo di analisi dei guasti vengono utilizzate piccole fonti alfa con "licenza specifica" (ad es. micro e millicurie di americio-241). Queste sorgenti sono coperte da un sottile rivestimento protettivo chiamato finestra che consente l'emissione di particelle alfa dalla sorgente per testare la capacità del circuito integrato di funzionare quando viene bombardato da particelle alfa. In genere le sorgenti vengono controllate periodicamente (ad esempio, semestralmente) per la fuoriuscita di materiale radioattivo che può verificarsi se la finestra di protezione è danneggiata. Qualsiasi perdita rilevabile di solito fa scattare la rimozione della sorgente e la sua spedizione al produttore.
I sistemi a raggi X in cabina vengono utilizzati per controllare lo spessore dei rivestimenti metallici e per identificare i difetti (ad es. bolle d'aria nelle confezioni di composti per stampi). Sebbene non costituiscano una fonte significativa di perdite, queste unità vengono generalmente controllate periodicamente (ad es. annualmente) con un rilevatore portatile per perdite di raggi X e ispezionate per garantire che i dispositivi di blocco delle porte funzionino correttamente.
Spedizione
La spedizione è l'endpoint del coinvolgimento della maggior parte dei produttori di dispositivi a semiconduttore in silicio. I produttori commerciali di semiconduttori vendono i propri prodotti ad altri produttori di prodotti finali, mentre i produttori vincolati utilizzano i dispositivi per i propri prodotti finali.
Studio sulla salute
Ogni fase del processo utilizza un particolare insieme di prodotti chimici e strumenti che comportano specifici problemi EHS. Oltre alle preoccupazioni associate a specifiche fasi di processo nella lavorazione dei dispositivi semiconduttori in silicio, uno studio epidemiologico ha studiato gli effetti sulla salute tra i dipendenti dell'industria dei semiconduttori (Schenker et al. 1992). Si veda anche la discussione nell'articolo “Effetti sulla salute e modelli di malattia”.
La principale conclusione dello studio è stata che il lavoro nelle strutture di fabbricazione di semiconduttori è associato a un aumento del tasso di aborti spontanei (SAB). Nella componente storica dello studio, il numero di gravidanze studiate nei dipendenti della fabbricazione e non della fabbricazione era approssimativamente uguale (rispettivamente 447 e 444), ma si sono verificati più aborti spontanei nella fabbricazione (n=67) rispetto ai non-fabbricazione (n=46) . Se aggiustato per vari fattori che potrebbero causare bias (età, etnia, fumo, stress, stato socio-economico e storia di gravidanza) il rischio relativo (RR) per fabbricazione rispetto a non fabbricazione era 1.43 (intervallo di confidenza 95%=0.95-2.09) .
I ricercatori hanno collegato l'aumento del tasso di SAB con l'esposizione a determinati eteri glicolici a base di etilene (EGE) utilizzati nella produzione di semiconduttori. Gli eteri glicolici specifici coinvolti nello studio e sospettati di causare effetti avversi sulla riproduzione sono:
- 2-metossietanolo (CAS 109-86-4)
- 2-metossietil acetato (CAS 110-49-6)
- 2-etossietil acetato (CAS 111-15-9).
Sebbene non facciano parte dello studio, altri due glicoleteri utilizzati nell'industria, il 2-etossietanolo (CAS 110-80-5) e il dietilenglicole dimetiletere (CAS 111-96-6) hanno effetti tossici simili e sono stati vietati da alcuni produttori di semiconduttori.
Oltre a un aumento del tasso di SAB associato all'esposizione a determinati eteri glicolici, lo studio ha anche concluso:
- Esisteva un'associazione incoerente per l'esposizione al fluoruro (nell'incisione) e il SAB.
- Lo stress auto-riferito era un forte fattore di rischio indipendente per SAB tra le donne che lavoravano nelle aree di fabbricazione.
- Ci è voluto più tempo per le donne che lavorano nell'area di fabbricazione per rimanere incinte rispetto alle donne nelle aree non di fabbricazione.
- Un aumento dei sintomi respiratori (irritazione di occhi, naso e gola e respiro sibilante) era presente per i lavoratori di fabbricazione rispetto ai lavoratori non di fabbricazione.
- I sintomi muscoloscheletrici dell'estremità distale superiore, come dolore alla mano, al polso, al gomito e all'avambraccio, sono stati associati al lavoro in sala di fabbricazione.
- Dermatite e perdita di capelli (alopecia) sono state segnalate più frequentemente tra i lavoratori della fabbricazione rispetto ai lavoratori non di fabbricazione.
Revisione dell'attrezzatura
La complessità delle apparecchiature per la produzione di semiconduttori, unita ai continui progressi nei processi di produzione, rende la revisione prima dell'installazione di nuove apparecchiature di processo importante per ridurre al minimo i rischi EHS. Due processi di revisione delle apparecchiature aiutano a garantire che le nuove apparecchiature di processo dei semiconduttori dispongano di controlli EHS appropriati: marchio CE e standard SEMI (Semiconductor Equipment and Materials International).
La marcatura CE è una dichiarazione del produttore che attesta che l'apparecchiatura così contrassegnata è conforme ai requisiti di tutte le Direttive applicabili dell'Unione Europea (UE). Per le apparecchiature di produzione di semiconduttori, la direttiva macchine (MD), la direttiva sulla compatibilità elettromagnetica (EMC) e la direttiva sulla bassa tensione (LVD) sono considerate le direttive più applicabili.
Nel caso della Direttiva EMC, i servizi di un organismo competente (organizzazione ufficialmente autorizzata da uno stato membro dell'UE) devono essere mantenuti per definire i requisiti di prova e approvare i risultati dell'esame. MD e LVD possono essere valutati dal fabbricante o da un organismo notificato (organizzazione ufficialmente autorizzata da uno stato membro dell'UE). Indipendentemente dal percorso scelto (autovalutazione o terze parti) è l'importatore registrato che è responsabile della marcatura CE del prodotto importato. Possono utilizzare le informazioni di terze parti o di autovalutazione come base per ritenere che l'apparecchiatura soddisfi i requisiti delle direttive applicabili, ma, alla fine, prepareranno la dichiarazione di conformità e apporranno la marcatura CE da soli.
Semiconductor Equipment and Materials International è un'associazione di categoria internazionale che rappresenta i fornitori di apparecchiature e materiali per schermi piatti e semiconduttori. Tra le sue attività c'è lo sviluppo di standard tecnici volontari che sono accordi tra fornitori e clienti volti a migliorare la qualità e l'affidabilità del prodotto a un prezzo ragionevole e una fornitura costante.
Due standard SEMI che si applicano specificamente ai problemi EHS per le nuove apparecchiature sono SEMI S2 e SEMI S8. SEMI S2-93, Linee guida sulla sicurezza per apparecchiature per la produzione di semiconduttori, è inteso come un insieme minimo di considerazioni EHS basate sulle prestazioni per le apparecchiature utilizzate nella produzione di semiconduttori. SEMI S8-95, Guida per l'utente sui criteri ergonomici di successo del fornitore, espande la sezione sull'ergonomia in SEMI S2.
Molti produttori di semiconduttori richiedono che le nuove apparecchiature siano certificate da una terza parte come conformi ai requisiti di SEMI S2. Le linee guida per l'interpretazione di SEMI S2-93 e SEMI S8-95 sono contenute in una pubblicazione del consorzio industriale SEMATECH (SEMATECH 1996). Ulteriori informazioni su SEMI sono disponibili sul web mondiale (http://www.semi.org).
Manipolazione chimica
Erogazione liquidi
Con i sistemi automatizzati di erogazione di sostanze chimiche che diventano la regola, non l'eccezione, il numero di ustioni chimiche per i dipendenti è diminuito. Tuttavia, è necessario installare adeguate protezioni in questi sistemi automatizzati di erogazione di sostanze chimiche. Questi includono:
- rilevamento delle perdite e spegnimento automatico alla fonte di alimentazione alla rinfusa e alle scatole di giunzione
- doppio contenimento delle linee se la sostanza chimica è considerata un materiale pericoloso
- sensori di alto livello agli endpoint (bagno o recipiente degli strumenti)
- spegnimento temporizzato della pompa (consente di pompare solo una quantità specifica in una posizione prima che si spenga automaticamente).
Erogazione gas
La sicurezza della distribuzione del gas è migliorata notevolmente nel corso degli anni con l'avvento di nuovi tipi di valvole per bombole, orifizi a flusso limitato incorporati nella bombola, pannelli automatizzati per lo spurgo del gas, rilevamento e intercettazione di portate elevate e attrezzature più sofisticate per il rilevamento delle perdite. A causa della sua proprietà piroforica e del suo ampio utilizzo come materia prima, il gas silano rappresenta il rischio di esplosione più significativo all'interno del settore. Tuttavia, gli incidenti dovuti al gas silano sono diventati più prevedibili grazie alle nuove ricerche condotte da Factory Mutual e SEMATECH. Con adeguati orifizi a flusso ridotto (RFO), pressioni di mandata e velocità di ventilazione, la maggior parte degli incidenti esplosivi è stata eliminata (SEMATECH 1995).
Diversi incidenti di sicurezza si sono verificati negli ultimi anni a causa di una miscelazione incontrollata di gas incompatibili. A causa di questi incidenti, i produttori di semiconduttori spesso riesaminano le installazioni delle linee del gas e le scatole del gas degli strumenti per garantire che non si verifichino miscelazioni improprie e/o riflussi di gas.
I problemi chimici in genere generano le maggiori preoccupazioni nella produzione di semiconduttori. Tuttavia, la maggior parte degli infortuni e dei decessi all'interno del settore derivano da rischi non chimici.
Sicurezza Impianti elettrici
Esistono numerosi rischi elettrici associati alle apparecchiature utilizzate in questo settore. Gli interblocchi di sicurezza svolgono un ruolo importante nella sicurezza elettrica, ma questi interblocchi sono spesso ignorati dai tecnici della manutenzione. Una quantità significativa di lavori di manutenzione viene generalmente eseguita mentre l'apparecchiatura è ancora sotto tensione o solo parzialmente diseccitata. I rischi elettrici più significativi sono associati agli impiantatori ionici e agli alimentatori laser. Anche dopo l'interruzione dell'alimentazione, all'interno dell'utensile esiste un notevole potenziale di shock che deve essere dissipato prima di lavorare all'interno dell'utensile. Il processo di revisione SEMI S2 negli Stati Uniti e il marchio CE in Europa hanno contribuito a migliorare la sicurezza elettrica per le nuove apparecchiature, ma le operazioni di manutenzione non sono sempre adeguatamente considerate. È necessaria un'attenta revisione delle operazioni di manutenzione e dei rischi elettrici per tutte le apparecchiature di nuova installazione.
Il secondo nell'elenco dei rischi elettrici è l'insieme di apparecchiature che generano energia RF durante i processi di incisione, sputtering e pulizia della camera. Sono necessarie una schermatura e una messa a terra adeguate per ridurre al minimo il rischio di ustioni RF.
Questi rischi elettrici e i numerosi strumenti che non vengono spenti durante le operazioni di manutenzione richiedono ai tecnici di manutenzione di impiegare altri mezzi per proteggersi, come le procedure di lockout/tagout. I rischi elettrici non sono le uniche fonti di energia che vengono affrontate con lockout/tagout. Altre fonti di energia includono linee pressurizzate, molte contenenti gas o liquidi pericolosi e controlli pneumatici. Le disconnessioni per il controllo di queste fonti di energia devono trovarsi in un luogo prontamente disponibile, all'interno del fab (fabbricazione) o un'area di inseguimento in cui il dipendente lavorerà, piuttosto che in luoghi scomodi come subfabs.
Ergonomia
L'interfaccia tra il dipendente e lo strumento continua a causare lesioni. Sforzi muscolari e distorsioni sono abbastanza comuni nell'industria dei semiconduttori, specialmente con il tecnico della manutenzione. L'accesso alle pompe, ai coperchi delle camere e così via spesso non è ben progettato durante la produzione dell'utensile e durante il posizionamento dell'utensile nella fabbrica. Le pompe devono essere su ruote o collocate in cassetti o vassoi estraibili. I dispositivi di sollevamento devono essere incorporati per molte operazioni.
La semplice manipolazione dei wafer causa rischi ergonomici, specialmente nelle strutture più vecchie. Le strutture più recenti in genere hanno wafer più grandi e quindi richiedono sistemi di movimentazione più automatizzati. Molti di questi sistemi di manipolazione dei wafer sono considerati dispositivi robotici e le preoccupazioni per la sicurezza di questi sistemi devono essere prese in considerazione quando vengono progettati e installati (ANSI 1986).
Sicurezza Antincendio
Oltre al gas silano, che è già stato affrontato, il gas idrogeno ha il potenziale per rappresentare un rischio di incendio significativo. Tuttavia, è meglio compreso e l'industria non ha riscontrato molti problemi importanti associati all'idrogeno.
Il pericolo di incendio più grave ora è associato a ponti bagnati o bagni di incisione. I tipici materiali plastici di costruzione (cloruro di polivinile, polipropilene e polipropilene ignifugo) sono stati tutti coinvolti nella fab incendi. La fonte di accensione può essere un riscaldatore del bagno di incisione o placcatura, i controlli elettrici montati direttamente sulla plastica o uno strumento adiacente. Se si verifica un incendio con uno di questi strumenti di plastica, la contaminazione da particelle e i prodotti di combustione corrosivi si diffondono in tutto il fab. La perdita economica è elevata a causa dei tempi di inattività della fabbrica mentre l'area e le attrezzature vengono riportate agli standard delle camere bianche. Spesso alcune attrezzature costose non possono essere adeguatamente decontaminate e devono essere acquistate nuove attrezzature. Pertanto, un'adeguata prevenzione e protezione antincendio sono entrambe fondamentali.
La prevenzione degli incendi può essere affrontata con diversi materiali da costruzione non combustibili. L'acciaio inossidabile è il materiale di costruzione preferito per questi ponti bagnati, ma spesso il processo non "accetta" uno strumento di metallo. Esistono materie plastiche con minore potenziale di fuoco/fumo, ma non sono state ancora adeguatamente testate per determinare se saranno compatibili con i processi di produzione dei semiconduttori.
Per la protezione antincendio, questi strumenti devono essere protetti da una protezione sprinkler non ostruita. Il posizionamento dei filtri HEPA sopra i banchi bagnati spesso blocca le testine degli irrigatori. In tal caso, sotto i filtri vengono installate testine sprinkler aggiuntive. Molte aziende richiedono anche l'installazione di un sistema di rilevamento e soppressione degli incendi all'interno delle cavità del plenum su questi strumenti, dove si innescano molti incendi.
Display a cristalli liquidi
I display a cristalli liquidi (LCD) sono disponibili in commercio dagli anni '1970. Sono comunemente usati in orologi, calcolatrici, radio e altri prodotti che richiedono indicatori e tre o quattro caratteri alfanumerici. I recenti miglioramenti nei materiali a cristalli liquidi consentono la produzione di display di grandi dimensioni. Sebbene gli LCD rappresentino solo una piccola parte dell'industria dei semiconduttori, la loro importanza è cresciuta con il loro utilizzo nei display a schermo piatto per computer portatili, computer portatili molto leggeri e elaboratori di testi dedicati. Si prevede che l'importanza degli LCD continuerà a crescere poiché alla fine sostituiranno l'ultimo tubo a vuoto comunemente usato nell'elettronica: il tubo a raggi catodici (CRT) (O'Mara 1993).
La produzione di LCD è un processo molto specializzato. I risultati del monitoraggio dell'igiene industriale indicano livelli molto bassi di contaminanti aerodispersi per le varie esposizioni ai solventi monitorate (Wade et al. 1981). In generale, i tipi e le quantità di sostanze chimiche tossiche, corrosive e infiammabili solide, liquide e gassose e di agenti fisici pericolosi in uso sono limitati rispetto ad altri tipi di produzione di semiconduttori.
I materiali a cristalli liquidi sono molecole simili a bastoncini esemplificate dalle molecole di cianobifenile mostrate nella figura 1. Queste molecole possiedono la proprietà di ruotare la direzione della luce polarizzata che le attraversa. Sebbene le molecole siano trasparenti alla luce visibile, un contenitore del materiale liquido appare lattiginoso o traslucido invece che trasparente. Ciò si verifica perché l'asse lungo delle molecole è allineato ad angoli casuali, quindi la luce viene diffusa in modo casuale. Una cella di visualizzazione a cristalli liquidi è disposta in modo che le molecole seguano uno specifico allineamento. Questo allineamento può essere modificato con un campo elettrico esterno, consentendo di modificare la polarizzazione della luce in entrata.
Figura 1. Molecole polimeriche di base a cristalli liquidi
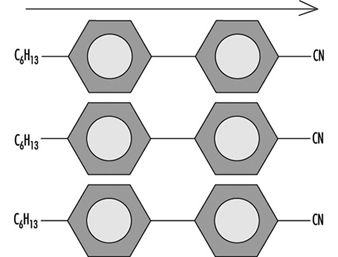
Nella produzione di display a schermo piatto, due substrati di vetro vengono lavorati separatamente, quindi uniti insieme. Il substrato anteriore è modellato per creare una matrice di filtri colorati. Il substrato di vetro posteriore è modellato per formare transistor a film sottile e le linee di interconnessione metalliche. Queste due lastre vengono accoppiate durante il processo di assemblaggio e, se necessario, tagliate e separate in display individuali. Il materiale a cristalli liquidi viene iniettato in uno spazio tra le due lastre di vetro. I display vengono ispezionati e testati e su ogni lastra di vetro viene applicata una pellicola polarizzante.
Per la produzione di display a schermo piatto sono necessari numerosi processi individuali. Richiedono attrezzature, materiali e processi specializzati. Alcuni processi chiave sono descritti di seguito.
Preparazione del substrato di vetro
Il substrato di vetro è un componente essenziale e costoso del display. È necessario un controllo molto stretto delle proprietà ottiche e meccaniche del materiale in ogni fase del processo, specialmente quando è coinvolto il riscaldamento.
Fabbricazione del vetro
Vengono utilizzati due processi per realizzare vetri molto sottili con dimensioni molto precise e proprietà meccaniche riproducibili. Il processo di fusione, sviluppato da Corning, utilizza un'asta di alimentazione del vetro che si fonde in un trogolo a forma di cuneo e scorre su e sopra i lati del trogolo. Scorrendo lungo entrambi i lati del trogolo, il vetro fuso si unisce in un unico foglio sul fondo del trogolo e può essere tirato verso il basso come un foglio uniforme. Lo spessore della lastra è controllato dalla velocità di estrazione del vetro. Si possono ottenere larghezze fino a quasi 1 m.
Altri produttori di vetro con le dimensioni appropriate per i substrati LCD utilizzano il metodo di produzione float. In questo metodo, il vetro fuso viene lasciato fuoriuscire su un letto di stagno fuso. Il vetro non si dissolve né reagisce con lo stagno metallico, ma galleggia sulla superficie. Ciò consente alla gravità di levigare la superficie e consentire a entrambi i lati di diventare paralleli. (Vedi il cap Vetro, ceramica e materiali affini.)
È disponibile una varietà di formati di supporto che si estendono fino a 450 × 550 mm e oltre. Lo spessore tipico del vetro per i display a schermo piatto è di 1.1 mm. Il vetro più sottile viene utilizzato per alcuni display più piccoli, come cercapersone, telefoni, giochi e così via.
Taglio, bisellatura e lucidatura
I substrati di vetro vengono tagliati a misura dopo il processo di fusione o frattazzo, tipicamente a circa 1 m di lato. Diverse operazioni meccaniche seguono il processo di formatura, a seconda dell'applicazione finale del materiale.
Poiché il vetro è fragile e facilmente scheggiato o incrinato ai bordi, questi sono tipicamente smussati, smussati o trattati in altro modo per ridurre la scheggiatura durante la manipolazione. Le sollecitazioni termiche sulle crepe dei bordi si accumulano durante la lavorazione del substrato e portano alla rottura. La rottura del vetro è un problema significativo durante la produzione. Oltre alla possibilità di tagli e lacerazioni dei dipendenti, rappresenta una perdita di rendimento e frammenti di vetro potrebbero rimanere nell'apparecchiatura, causando contaminazione da particolato o graffi di altri substrati.
L'aumento delle dimensioni del substrato comporta maggiori difficoltà per la lucidatura del vetro. I substrati di grandi dimensioni vengono montati su supporti utilizzando cera o altro adesivo e lucidati utilizzando un impasto di materiale abrasivo. Questo processo di lucidatura deve essere seguito da un'accurata pulizia chimica per rimuovere qualsiasi residuo di cera o altri residui organici, nonché i contaminanti metallici contenuti nel mezzo abrasivo o lucidante.
Pulizia
I processi di pulizia vengono utilizzati per substrati di vetro nudo e per substrati ricoperti di film organici, come filtri colorati, film di orientamento in poliimmide e così via. Inoltre, i substrati con film semiconduttori, isolanti e metallici richiedono la pulizia in determinati punti durante il processo di fabbricazione. Come minimo, è richiesta la pulizia prima di ogni fase di mascheratura nella fabbricazione di filtri colorati o transistor a film sottile.
La maggior parte della pulizia dei pannelli piatti impiega una combinazione di metodi fisici e chimici, con l'uso selettivo di metodi a secco. Dopo l'attacco chimico o la pulizia, i substrati vengono solitamente asciugati con alcol isopropilico. (Vedi tabella 1.)
Tabella 1. Pulizia dei display a schermo piatto
|
Pulizia fisica |
Lavaggio a secco |
Pulizia chimica |
|
Lavaggio a pennello |
Ozono ultravioletto |
Solvente organico* |
|
Getto d'acqua |
Plasma (ossido) |
Detergente neutro |
|
Ultrasonico |
Plasma (non ossido) |
|
|
Megasonico |
Laser |
Acqua pura |
* I comuni solventi organici utilizzati nella pulizia chimica includono: acetone, metanolo, etanolo, n-propanolo, isomeri di xilene, tricloroetilene, tetracloroetilene.
Formazione del filtro colore
La formazione del filtro colorato sul substrato di vetro anteriore include alcune delle fasi di finitura e preparazione del vetro comuni ai pannelli anteriore e posteriore, compresi i processi di smussatura e lappatura. Operazioni come la modellatura, il rivestimento e l'indurimento vengono eseguite ripetutamente sul substrato. Esistono molti punti in comune con la lavorazione dei wafer di silicio. I substrati di vetro vengono normalmente manipolati nei sistemi di binari per la pulizia e il rivestimento.
Motivo del filtro colore
Vari materiali e metodi di applicazione vengono utilizzati per creare filtri colorati per vari tipi di display a schermo piatto. È possibile utilizzare un colorante o un pigmento e uno dei due può essere depositato e modellato in diversi modi. In un approccio, la gelatina viene depositata e colorata in successive operazioni fotolitografiche, utilizzando apparecchiature di stampa di prossimità e fotoresist standard. In un altro vengono impiegati pigmenti dispersi in fotoresist. Altri metodi per formare filtri colorati includono l'elettrodeposizione, l'incisione e la stampa.
Deposizione ITO
Dopo la formazione del filtro colorato, la fase finale è la deposizione per sputtering di un materiale trasparente per l'elettrodo. Questo è l'ossido di indio-stagno (ITO), che in realtà è una miscela degli ossidi In2O3 e SnO2. Questo materiale è l'unico adatto per l'applicazione di conduttori trasparenti per LCD. È necessaria una sottile pellicola ITO su entrambi i lati del display. In genere, i film ITO vengono realizzati utilizzando l'evaporazione sotto vuoto e lo sputtering.
Le pellicole sottili di ITO sono facili da incidere con sostanze chimiche umide come l'acido cloridrico, ma, poiché il passo degli elettrodi si riduce e le caratteristiche diventano più fini, può essere necessario eseguire l'incisione a secco per evitare la sottosquadro delle linee a causa della sovraincisione.
Formazione di transistor a film sottile
La formazione di transistor a film sottile è molto simile alla fabbricazione di un circuito integrato.
Deposizione di film sottili
I substrati iniziano il processo di fabbricazione con una fase di applicazione del film sottile. I film sottili vengono depositati mediante CVD o deposizione fisica da vapore (PVD). La CVD potenziata dal plasma, nota anche come scarica a bagliore, viene utilizzata per silicio amorfo, nitruro di silicio e biossido di silicio.
Modello del dispositivo
Una volta che il film sottile è stato depositato, viene applicato un fotoresist e ripreso per consentire l'attacco del film sottile alle dimensioni appropriate. Una sequenza di film sottili viene depositata e incisa, come nella fabbricazione di circuiti integrati.
Applicazione e sfregamento della pellicola di orientamento
Sia sul substrato superiore che su quello inferiore viene depositato un sottile film polimerico per l'orientamento delle molecole di cristalli liquidi sulla superficie del vetro. Questa pellicola di orientamento, spessa forse 0.1 μm, può essere una poliimmide o un altro materiale polimerico "duro". Dopo la deposizione e la cottura, viene strofinato con tessuto in una direzione specifica, lasciando solchi appena percettibili sulla superficie. Lo sfregamento può essere eseguito con un panno una volta passato su un nastro, alimentato da un rullo su un lato, passando sotto un rullo a contatto con il substrato, su un rullo sull'altro lato. Il substrato si muove sotto il telo nella stessa direzione del telo. Altri metodi includono una spazzola mobile che si muove attraverso il substrato. Il pelo del materiale di sfregamento è importante. Le scanalature servono ad aiutare le molecole di cristalli liquidi ad allinearsi alla superficie del substrato e ad assumere il corretto angolo di inclinazione.
La pellicola di orientamento può essere depositata mediante spin coating o mediante stampa. Il metodo di stampa è più efficiente nell'uso del materiale; Dal 70 all'80% della poliimmide viene trasferito dal rullo di stampa alla superficie del substrato.
montaggio
Una volta completata la fase di sfregamento del substrato, viene avviata una sequenza di catena di montaggio automatizzata, che consiste in:
- applicazione adesivo (necessario per la sigillatura dei pannelli)
- applicazione del distanziatore
- posizione e allineamento ottico di una piastra rispetto all'altra
- esposizione (calore o UV) per polimerizzare l'adesivo e unire insieme le due lastre di vetro.
Il trasporto automatizzato delle lastre superiori e inferiori avviene attraverso la linea. Una piastra riceve l'adesivo e la seconda piastra viene introdotta nella stazione di applicazione del distanziatore.
Iniezione di cristalli liquidi
Nel caso in cui sul substrato sia stato costruito più di un display, i display vengono ora separati mediante slicing. A questo punto, il materiale a cristalli liquidi può essere introdotto nell'intercapedine tra i substrati, sfruttando un foro lasciato nel materiale di tenuta. Questo foro di ingresso viene quindi sigillato e preparato per l'ispezione finale. I materiali a cristalli liquidi vengono spesso forniti come sistemi a due o tre componenti che vengono miscelati all'iniezione. I sistemi di iniezione forniscono la miscelazione e lo spurgo della cella per evitare l'intrappolamento di bolle durante il processo di riempimento.
Ispezione e test
L'ispezione e il test funzionale vengono eseguiti dopo l'assemblaggio e l'iniezione di cristalli liquidi. La maggior parte dei difetti è correlata a particelle (inclusi difetti puntiformi e lineari) e problemi di gap cellulare.
Attacco polarizzatore
La fase di produzione finale per lo stesso display a cristalli liquidi è l'applicazione del polarizzatore all'esterno di ciascuna lastra di vetro. Le pellicole polarizzatori sono pellicole composite che contengono lo strato adesivo sensibile alla pressione necessario per fissare il polarizzatore al vetro. Sono applicati da macchine automatiche che erogano il materiale da rotoli o fogli pretagliati. Le macchine sono varianti di etichettatrici sviluppate per altri settori. La pellicola polarizzante è fissata su entrambi i lati del display.
In alcuni casi, prima del polarizzatore viene applicata una pellicola di compensazione. I film di compensazione sono film polimerici (ad es. policarbonato e polimetilmetacrilato) che vengono stirati in una direzione. Questo allungamento modifica le proprietà ottiche del film.
Un display completato avrà normalmente circuiti integrati driver montati su o vicino a uno dei substrati di vetro, solitamente il lato del transistor a film sottile.
Pericoli
La rottura del vetro è un rischio significativo nella produzione di LCD. Possono verificarsi tagli e lacerazioni. L'esposizione a sostanze chimiche utilizzate per la pulizia è un'altra preoccupazione.
Di Più...
Produzione di semiconduttori III-V
Il silicio ha storicamente dominato lo sviluppo della tecnologia dei circuiti integrati come materiale semiconduttore primario. L'attenzione principale negli ultimi anni su un'alternativa al silicio si è concentrata sui composti III-V, come l'arseniuro di gallio (GaAs), come materiale di substrato. Come materiale semiconduttore, GaAs mostra maggiori capacità rispetto al silicio, come la mobilità degli elettroni da 5 a 6 volte quella del silicio. Questa caratteristica, unita alle potenziali proprietà semiisolanti del GaAs, porta ad un aumento delle prestazioni sia in termini di velocità che di consumo energetico.
GaAs ha una struttura di blenda di zinco costituita da due sottoreticoli cubici centrati sulla faccia interpenetranti che si riferiscono alla crescita di materiale lingotto di alta qualità. La tecnologia coinvolta nella crescita di GaAs è considerevolmente più complicata di quella impiegata per il silicio, poiché è coinvolto un equilibrio bifase più complicato e un componente altamente volatile, l'arsenico (As). È necessario un controllo preciso della pressione del vapore di As nel sistema di crescita del lingotto per mantenere l'esatta stechiometria del composto GaAs durante il processo di crescita. Due categorie principali di display a semiconduttore III-V e produzione di dispositivi hanno procedure di elaborazione economicamente fattibili: display a LED e dispositivi IC a microonde.
I LED sono fabbricati da GaAs a cristallo singolo in cui le giunzioni pn sono formate dall'aggiunta di agenti droganti adatti, tipicamente tellurio, zinco o silicio. Strati epitassiali di materiali III-V ternari e quaternari come il fosfuro di arseniuro di gallio (GaAsP) vengono cresciuti sul substrato e danno luogo a una banda di emissione di lunghezze d'onda specifiche nello spettro visibile per i display o nello spettro infrarosso per emettitori o rilevatori. Ad esempio, la luce rossa con un picco a circa 650 nm proviene dalla ricombinazione diretta degli elettroni pn e delle lacune. I diodi a emissione verde sono generalmente composti da fosfuro di gallio (GaP). Le fasi di elaborazione dei LED generalizzate sono trattate in questo articolo.
I dispositivi IC a microonde sono una forma specializzata di circuito integrato; sono utilizzati come amplificatori ad alta frequenza (da 2 a 18 GHz) per radar, telecomunicazioni e telemetria, nonché per amplificatori di ottava e multiottava per l'uso in sistemi di guerra elettronica. I produttori di dispositivi IC a microonde in genere acquistano un substrato GaAs a cristallo singolo, con o senza uno strato epitassiale, da fornitori esterni (così come i produttori di dispositivi in silicio). Le principali fasi di lavorazione includono la deposizione epitassiale in fase liquida, la fabbricazione e l'elaborazione non di fabbricazione simile alla produzione di dispositivi in silicio. In questo articolo vengono discusse anche le fasi di elaborazione che giustificano una descrizione aggiuntiva rispetto a quella per l'elaborazione dei LED.
Produzione di wafer
Analogamente al processo di crescita del lingotto di silicio, le forme elementari di gallio e arsenico, oltre a piccole quantità di materiale drogante (silicio, tellurio o zinco), vengono fatte reagire a temperature elevate per formare lingotti di GaAs monocristallino drogato. Vengono utilizzati tre metodi generalizzati di produzione di lingotti:
- Bridgeman orizzontale o verticale
- congelamento gradiente orizzontale o verticale
- Czochralski incapsulato liquido ad alta o bassa pressione (LEC).
Il composto GaAs policristallino sfuso è normalmente formato dalla reazione del vapore di As con il metallo Ga a temperature elevate in fiale di quarzo sigillate. Tipicamente, un serbatoio di As situato a un'estremità dell'ampolla viene riscaldato a 618°C. Questo genera circa 1 atmosfera di tensione di vapore di As nell'ampolla, un prerequisito per ottenere GaAs stechiometrico. Il vapore di As reagisce con il metallo Ga mantenuto a 1,238°C e situato all'altra estremità dell'ampolla in una barca di quarzo o nitruro di boro pirolitico (PBN). Dopo che l'arsenico ha reagito completamente, si forma una carica policristallina. Questo viene utilizzato per la crescita di cristalli singoli mediante raffreddamento programmato (congelamento gradiente) o spostando fisicamente l'ampolla o il forno per fornire gradienti di temperatura adeguati per la crescita (Bridgeman). Questo approccio indiretto (trasporto dell'arsenico) per la composizione e la crescita del GaAs viene utilizzato a causa dell'elevata tensione di vapore dell'arsenico al punto di fusione del GaAs, circa 20 atmosfere a 812°C e 60 atmosfere a 1,238°C, rispettivamente.
Un altro approccio alla produzione commerciale di GaAs a cristallo singolo sfuso è la tecnica LEC. Un estrattore di cristalli di Czochralski viene caricato con un pezzo di GaAs in un crogiolo con un suscettore di grafite esterno. Il GaAs sfuso viene quindi fuso a temperature vicine a 1,238°C e il cristallo viene tirato in un'atmosfera pressurizzata che potrebbe variare in genere a seconda del produttore da poche atmosfere fino a 100 atmosfere. Il fuso è completamente incapsulato da un vetro viscoso, B2O3, che impedisce la dissociazione allo stato fuso poiché la pressione del vapore di As è eguagliata o superata dalla pressione di un gas inerte (tipicamente argon o azoto) applicato nella camera dell'estrattore. In alternativa, è possibile sintetizzare GaAs monocristallino on-site iniettando l'As nel Ga fuso o combinando As e Ga direttamente ad alta pressione.
La produzione di wafer GaAs rappresenta il processo di produzione di semiconduttori con il maggior potenziale di esposizioni chimiche significative e di routine. Mentre la produzione di wafer GaAs viene effettuata solo da una piccola percentuale di produttori di semiconduttori, è necessaria particolare attenzione in questo settore. Le grandi quantità di As utilizzate nel processo, le numerose fasi del processo e il basso limite di esposizione nell'aria per l'arsenico rendono difficile il controllo delle esposizioni. Articoli di Harrison (1986); Lenihan, Sheehy e Jones (1989); McIntyre e Sherin (1989) e Sheehy e Jones (1993) forniscono ulteriori informazioni sui pericoli e sui controlli per questo processo.
Sintesi di lingotti policristallini
Caricamento e sigillatura della fiala
Elemental As (99.9999%) in forma di pezzi viene pesato e caricato in una barca di quarzo in un vano portaoggetti esaurito. Anche il Ga liquido puro (99.9999%) e il materiale drogante vengono pesati e caricati in una o più barchette di quarzo o nitruro di boro pirolitico (PBN) nello stesso modo. Le barchette vengono caricate in una lunga ampolla cilindrica di quarzo. (Nelle tecniche Bridgman e Gradient Freeze, viene introdotto anche un cristallo seme con l'orientamento cristallografico desiderato, mentre nella tecnica LEC a due stadi, dove in questa fase è necessario solo il poli GaAs, viene sintetizzato un GaAs policristallino senza il cristallo seme. )
Le fiale di quarzo vengono poste in un forno a bassa temperatura e riscaldate mentre l'ampolla viene spurgata con idrogeno (H2), in un processo noto come reazione di riduzione dell'idrogeno, per rimuovere gli ossidi. Dopo lo spurgo con un gas inerte come l'argon, le fiale di quarzo vengono fissate a un gruppo pompa a vuoto, evacuate e le estremità delle fiale vengono riscaldate e sigillate con una torcia a idrogeno/ossigeno. Questo crea un'ampolla di quarzo caricata e sigillata pronta per la crescita della fornace. Lo spurgo dell'idrogeno e il sistema torcia idrogeno/ossigeno rappresentano un potenziale rischio di incendio/esplosione se non vengono utilizzati dispositivi e attrezzature di sicurezza adeguati (Wade et al. 1981).
Poiché l'arsenico viene riscaldato, questo gruppo viene mantenuto sotto ventilazione di scarico. Nel condotto di scarico che supporta questo gruppo possono formarsi depositi di ossido di arsenico. È necessario prestare attenzione per prevenire l'esposizione e la contaminazione nel caso in cui i condotti vengano disturbati in qualsiasi modo.
Lo stoccaggio e la manipolazione dei pezzi di arsenico è una preoccupazione. Per motivi di sicurezza, spesso l'arsenico viene conservato in depositi chiusi e con uno stretto controllo dell'inventario. Tipicamente l'arsenico viene anche conservato in un armadio di stoccaggio resistente al fuoco per prevenirne il coinvolgimento in caso di incendio.
Crescita del forno
I metodi Bridgeman e Gradient Freeze per la crescita di lingotti a cristallo singolo utilizzano entrambi ampolle di quarzo caricate e sigillate in un involucro del forno ad alta temperatura che viene sfiatato in un sistema di lavaggio a umido. I principali rischi di esposizione durante la crescita del forno si riferiscono alla possibilità che l'ampolla di quarzo imploda o esploda durante la crescita del lingotto. Questa situazione si verifica su una base piuttosto sporadica e poco frequente ed è il risultato di uno dei seguenti:
- la pressione parziale del vapore di As che deriva dalle alte temperature utilizzate nel processo di crescita
- devetrificazione del vetro dell'ampolla di quarzo, che crea fessure capillari e il conseguente potenziale di depressurizzazione dell'ampolla
- mancanza di accurati dispositivi di controllo delle alte temperature sulla fonte di riscaldamento, solitamente di tipo resistivo, con conseguente sovrapressurizzazione dell'ampolla di quarzo
- malfunzionamento o guasto della termocoppia, con conseguente sovrapressurizzazione dell'ampolla di quarzo
- eccesso di As o troppo poco Ga nel tubo dell'ampolla, con conseguente pressione di As estremamente elevata, che può causare una catastrofica depressurizzazione dell'ampolla.
Il sistema Bridgeman orizzontale è costituito da un forno multizona in cui l'ampolla di quarzo sigillata ha zone di temperatura separate: l'estremità del dito "freddo" di arsenico a 618°C e la barca di cristallo di quarzo gallio/drogante/seme contenente il fuso a 1,238°C. Il principio di base del sistema Bridgeman orizzontale prevede l'attraversamento di due zone riscaldate (una sopra il punto di fusione del GaAs e una sotto il punto di fusione) su una barca di GaAs per fornire il congelamento controllato con precisione del GaAs fuso. Il cristallo seme, mantenuto sempre nella zona di congelamento, fornisce la struttura di partenza del cristallo iniziale, definendo la direzione e l'orientamento della struttura cristallina all'interno della barca. La barca di quarzo e l'ampolla di Ga e As sono sospese all'interno della camera del riscaldatore da una serie di rivestimenti in carburo di silicio chiamati tubi di supporto, che sono posizionati all'interno del gruppo del riscaldatore di resistenza per spostare meccanicamente l'intera distanza dell'ampolla. Inoltre, il gruppo del forno poggia su un tavolo che deve essere inclinato durante la crescita per fornire l'interfaccia corretta del GaAs fuso sintetizzato con il seme cristallino.
Nel metodo del gradiente di congelamento, un forno ad alta temperatura multizona che utilizza il riscaldamento a resistenza viene mantenuto a una temperatura compresa tra 1,200 e 1,300 °C (1,237 °C è il punto di fusione/congelamento del GaAs). La durata totale del processo di crescita del lingotto è in genere di 3 giorni e comprende le seguenti fasi:
- cottura in forno a temperatura
- Sintesi di GaAs
- seminare il fuso
- raffreddamento/crescita dei cristalli.
L'ampolla di quarzo viene anche inclinata durante il processo di crescita mediante l'uso di un martinetto manuale a forbice.
Rottura dell'ampolla
Dopo che il lingotto di GaAs a cristallo singolo è cresciuto all'interno dell'ampolla di quarzo sigillata, l'ampolla deve essere aperta e la barca di quarzo contenente il lingotto più il seme di cristallo deve essere rimossa. Ciò si ottiene con uno dei seguenti metodi:
- tagliando l'estremità sigillata delle fiale con una sega circolare bagnata
- riscaldare e rompere la fiala con una torcia a idrogeno/ossigeno
- rompere l'ampolla insaccata con un martello mentre era sotto scarico per controllare l'arsenico disperso nell'aria.
Le fiale di quarzo vengono riciclate mediante incisione a umido dell'arsenico condensato sulla superficie interna con acqua regia (HCl, HNO3) o acido solforico/perossido di idrogeno (H2SO4/H2O2).
Sabbiatura/pulizia di lingotti
Per vedere i difetti policristallini e rimuovere ossidi esterni e contaminanti, il lingotto GaAs monocristallino deve essere sabbiato. La granigliatura viene eseguita in un'unità guantiera esausta utilizzando carburo di silicio o mezzi di sabbiatura di allumina calcinata. La pulizia a umido viene eseguita in bagni chimici dotati di ventilazione di scarico locale e utilizzo acqua regia o risciacqui alcolici (alcool isopropilico e/o metanolo).
Crescita di lingotti monocristallini
Il lingotto di GaAs policristallino recuperato dall'ampolla viene spezzato in pezzi, pesato e posto in un crogiolo di quarzo o PBN e su di esso viene posto un disco di ossido di boro. Il crogiolo viene quindi posto in un coltivatore di cristalli (estrattore) pressurizzato in un gas inerte e riscaldato a 1,238°C. A questa temperatura, il GaAs fonde, con l'ossido di boro più leggero che diventa un incapsulante liquido per impedire all'arsenico di dissociarsi dal fuso. Un seme cristallino viene introdotto nella massa fusa al di sotto del tappo liquido e, mentre ruota in senso contrario, viene lentamente ritirato dalla massa fusa, solidificandosi così quando lascia la "zona calda". Questo processo richiede circa 24 ore, a seconda della dimensione della carica e del diametro del cristallo.
Terminato il ciclo di crescita, il grower viene aperto per recuperare il lingotto monocristallino e per la pulizia. Una certa quantità di arsenico fuoriesce dalla fusione anche con il tappo del liquido in posizione. Ci può essere un'esposizione significativa all'arsenico aereo durante questa fase del processo. Per controllare questa esposizione, il coltivatore viene raffreddato a una temperatura inferiore a 100°C, il che si traduce nella deposizione di fini particelle di arsenico sulla superficie interna del coltivatore. Questo raffreddamento aiuta a ridurre al minimo la quantità di arsenico che si disperde nell'aria.
Depositi pesanti di residui contenenti arsenico vengono lasciati all'interno del coltivatore di cristalli. La rimozione dei residui durante la manutenzione preventiva di routine può provocare significative concentrazioni di arsenico nell'aria (Lenihan, Sheehy e Jones 1989; Baldwin e Stewart 1989; McIntyre e Sherin 1989). I controlli utilizzati durante questa operazione di manutenzione includono spesso la ventilazione di scarico degli scavenger, indumenti monouso e respiratori.
Quando il lingotto viene rimosso, il coltivatore viene smantellato. Un vuoto HEPA viene utilizzato per raccogliere le particelle di arsenico su tutte le parti del coltivatore. Dopo l'aspirazione, le parti in acciaio inossidabile vengono pulite con una miscela di idrossido di ammonio/perossido di idrogeno per rimuovere qualsiasi residuo di arsenico e il coltivatore viene assemblato.
Lavorazione wafer
Diffrazione di raggi X
L'orientamento cristallino del lingotto di GaAs è determinato dall'uso di un'unità di diffrazione di raggi X, come nella lavorazione del lingotto di silicio. Un laser a bassa potenza può essere utilizzato per determinare l'orientamento cristallino in un ambiente di produzione; tuttavia, la diffrazione dei raggi X è più accurata ed è il metodo preferito.
Quando si utilizza la diffrazione di raggi X, spesso il raggio di raggi X è completamente racchiuso in un armadio protettivo che viene periodicamente controllato per perdite di radiazioni. In determinate circostanze, non è pratico contenere completamente il fascio di raggi X in un involucro interbloccato. In questo caso, agli operatori può essere richiesto di indossare badge per le dita contro le radiazioni e vengono utilizzati controlli simili a quelli utilizzati per i laser ad alta potenza (ad esempio, stanza chiusa con accesso limitato, formazione dell'operatore, chiusura del raggio quanto più possibile, ecc.) ( Baldovino e Williams 1996).
Taglio, macinazione e tranciatura di lingotti
Le estremità o code del lingotto monocristallo vengono rimosse, utilizzando una sega diamantata monolama lubrificata ad acqua, con vari refrigeranti aggiunti all'acqua. Il lingotto monocristallino viene quindi posto su un tornio che lo modella in un lingotto cilindrico di diametro uniforme. Questo è il processo di macinazione, che è anche un processo a umido.
Dopo il taglio e la macinazione, i lingotti GaAs vengono montati con resina epossidica o cera su una trave di grafite e segati in singoli wafer mediante l'uso di seghe a lama diamantata con diametro interno (ID) ad azionamento automatico. Questa operazione a umido viene eseguita con l'uso di lubrificanti e genera un impasto di GaAs, che viene raccolto, centrifugato e trattato con fluoruro di calcio per far precipitare l'arsenico. Il supernatante viene testato per garantire che non contenga arsenico in eccesso e il fango viene pressato in una torta e smaltito come rifiuto pericoloso. Alcuni produttori inviano il liquame raccolto dai processi di taglio, macinazione e affettatura dei lingotti per il recupero di Ga.
L'arsina e la fosfina possono essere formate dalla reazione di GaAs e fosfuro di indio con l'umidità dell'aria, altri arseniuri e fosfuri o quando miscelate con acidi durante la lavorazione dell'arseniuro di gallio e del fosfuro di indio; 92 ppb di arsina e 176 ppb di fosfina sono stati misurati a 2 pollici di distanza dalle lame utilizzate per tagliare i lingotti di GaAs e fosfuro di indio (Mosovsky et al. 1992, Rainer et al. 1993).
Lavaggio wafer
Dopo che i wafer GaAs sono stati smontati dal fascio di grafite, vengono puliti mediante immersione sequenziale in bagni chimici umidi contenenti soluzioni di acido solforico/perossido di idrogeno o acido acetico e alcoli.
Profilatura dei bordi
La profilatura del bordo è anche un processo a umido eseguito su wafer affettati per formare un bordo attorno al wafer, che lo rende meno soggetto a rotture. Poiché sulla superficie del wafer viene praticato solo un taglio sottile, viene generata solo una piccola quantità di impasto liquido.
Lappatura e lucidatura
I wafer vengono montati in cera su una piastra di lappatura o molatura, utilizzando una piastra riscaldante, e vengono lappati su una macchina che esercita una velocità di rotazione e una pressione prestabilite. Una soluzione di lappatura viene alimentata sulla superficie di lappatura (un impasto di ossido di alluminio, glicerina e acqua). Dopo un breve periodo di lappatura, raggiunto lo spessore desiderato, le cialde vengono risciacquate e montate su una lucidatrice meccanica. La lucidatura viene eseguita utilizzando bicarbonato di sodio, cloro al 5%, acqua (o ipoclorito di sodio) e impasto di silice colloidale. I wafer vengono quindi smontati su una piastra riscaldante, la cera viene rimossa con solventi e i wafer vengono puliti.
epitassia
I wafer monocristallini di GaAs vengono utilizzati come substrati per la crescita di strati molto sottili dello stesso o di altri composti III-V aventi le desiderate proprietà elettroniche od ottiche. Questo deve essere fatto in modo da continuare, nello strato cresciuto, la struttura cristallina del substrato. Tale crescita cristallina, in cui il substrato determina la cristallinità e l'orientamento dello strato cresciuto, è chiamata epitassia e una varietà di tecniche di crescita epitassiale viene utilizzata nella produzione di display e dispositivi III-V. Le tecniche più comuni sono:
- epitassia in fase liquida (LPE)
- epitassia a fascio molecolare (MBE)
- epitassia in fase vapore (VPE)
- deposizione di vapore chimico metallorganico (MOCVD), nota anche come epitassia in fase vapore organometallica (OMVPE).
Epitassia in fase liquida
In LPE uno strato di materiale drogato III-V viene cresciuto direttamente sulla superficie del substrato GaAs utilizzando un supporto di grafite che contiene camere separate per il materiale da depositare sui wafer. Quantità pesate di materiali di deposizione vengono aggiunte alla camera superiore del supporto, mentre i wafer vengono posti in una camera inferiore. L'assieme è posto all'interno di un tubo di reazione al quarzo sotto un'atmosfera di idrogeno. Il tubo viene riscaldato per fondere i materiali di deposizione e, quando la massa fusa si equilibra, la sezione superiore del supporto viene fatta scorrere in modo che la massa fusa sia posizionata sopra il wafer. La temperatura del forno viene quindi abbassata per formare lo strato epitassiale.
LPE viene utilizzato principalmente nell'epitassia IC a microonde e per la produzione di LED di determinate lunghezze d'onda. La principale preoccupazione di questo processo LPE è l'uso di idrogeno gassoso altamente infiammabile nel sistema, che è mitigato da buoni controlli ingegneristici e sistemi di allerta precoce.
Epitassia da fasci molecolari
L'epitassia sotto vuoto sotto forma di MBE si è sviluppata come una tecnica particolarmente versatile. MBE di GaAs è costituito da un sistema ad altissimo vuoto contenente sorgenti per fasci atomici o molecolari di Ga e As e un wafer di substrato riscaldato. Le sorgenti di fasci molecolari sono solitamente contenitori per Ga liquido o As solido. Le sorgenti hanno un orifizio rivolto verso il wafer di substrato. Quando il forno di effusione (o contenitore) viene riscaldato, gli atomi di Ga o le molecole di As fuoriescono dall'orifizio. Per GaAs, la crescita avviene solitamente con una temperatura del substrato superiore a 450°C.
Elevate esposizioni all'arsina possono verificarsi durante la manutenzione dei sistemi MBE a fonte solida. In uno studio sono state rilevate concentrazioni di aria ambiente di 0.08 ppm quando la camera dell'unità MBE è stata aperta per manutenzione. Gli autori hanno ipotizzato che la generazione transitoria di arsina possa essere causata da una reazione di arsenico particolato molto fine con vapore acqueo, con l'alluminio che funge da catalizzatore (Asom et al. 1991).
Epitassia in fase vapore
I wafer sgrassati e lucidati subiscono una fase di incisione e pulizia prima dell'epitassia. Ciò comporta un'operazione di immersione chimica umida sequenziale utilizzando acido solforico, perossido di idrogeno e acqua in un rapporto 5:1:1; un risciacquo con acqua deionizzata; e un alcool isopropilico pulito/asciutto. Viene eseguita anche un'ispezione visiva.
Sono in uso due principali tecniche di VPE, basate su due diverse chimiche:
- gli alogeni III (GaCl3) e V-alogeni (AsCl3) o V-idrogeno (AsH3 e PH3)
- gli III metallo-organici e V-idrogeno, come Ga(CH3)3 e Ash3—OMVP.
La termochimica di queste tecniche è molto diversa. Le reazioni dell'alogeno sono generalmente da "caldo" a "freddo", in cui l'III-alogeno viene generato in una zona calda dalla reazione dell'III elemento con HCl, e poi si diffonde nella zona fredda, dove reagisce con la specie V per formare materiale III-V. La chimica metallo-organica è un processo a "parete calda" in cui l'III composto metallo-organico "rompe" o pirolizza via il gruppo organico e il restante III e l'idruro V reagiscono per formare III-V.
In VPE, il substrato GaAs viene posto in una camera riscaldata sotto un'atmosfera di idrogeno. La camera è riscaldata da RF o riscaldamento a resistenza. L'HCl viene fatto gorgogliare attraverso una barca Ga, formando cloruro di gallio, che poi reagisce con l'AsH3 e PH3 vicino alla superficie dei wafer per formare GaAsP, che viene depositato come strato epitassiale sul substrato. È possibile aggiungere un certo numero di droganti (a seconda del prodotto e della ricetta). Questi includono basse concentrazioni di tellururi, seleniuri e solfuri.
Una tecnica comune utilizzata per VPE nell'elaborazione LED è il sistema III-alogeno e V-idrogeno (idruro). Implica un processo a due cicli: inizialmente la crescita dello strato epitassiale di GaAsP sul substrato di GaAs e, infine, un ciclo di attacco per pulire la camera del reattore di grafite/quarzo dalle impurità. Durante il ciclo di crescita epitassiale, i wafer di GaAs pre-puliti vengono caricati su un carosello situato all'interno di una camera del reattore di quarzo contenente un serbatoio di gallio liquido elementare attraverso il quale viene dosato gas HCl anidro, formando GaCl3. Le miscele gassose idruro/idrogeno (ad esempio, 7% AsH3/H2 e 10% pH3/H2) vengono anche dosati nella camera del reattore con l'aggiunta di concentrazioni in ppm di droganti organometallici di tellurio e selenio. Le specie chimiche nella zona calda, la parte superiore della camera di reazione, reagiscono e, nella zona fredda, la parte inferiore della camera, formano lo strato desiderato di GaAsP sul substrato del wafer e all'interno del camera del reattore.
Gli effluenti dal reattore vengono indirizzati a un sistema di torcia a idrogeno (camera di combustione o camera di combustione) per la pirolisi e scaricati in un sistema di lavaggio a umido. In alternativa, gli effluenti del reattore possono essere fatti gorgogliare attraverso un mezzo liquido per intrappolare la maggior parte delle particelle. La sfida per la sicurezza è fare affidamento sui reattori stessi per "crackare" i gas. L'efficienza di questi reattori è di circa il 98-99.5%; pertanto, alcuni gas non reagiti potrebbero fuoriuscire dal gorgogliatore quando vengono prelevati dagli operatori. C'è fuoriuscita di gas di vari composti contenenti arsenico e fosforo da questi gorgogliatori, che richiedono che vengano trasportati rapidamente in un lavandino ventilato per la manutenzione, dove vengono spurgati e puliti, al fine di mantenere bassa l'esposizione del personale. La sfida per l'igiene professionale di questo processo è la profilazione dell'effluente di scarico, poiché la maggior parte dei composti degassati da varie parti del reattore, in particolare il gorgogliatore, sono instabili nell'aria e i mezzi di raccolta convenzionali disponibili e le tecniche analitiche non sono discriminatorie nei confronti del specie diverse.
Un'altra preoccupazione riguarda i prescrubber per i reattori VPE. Possono contenere alte concentrazioni di arsina e fosfina. Possono verificarsi esposizioni al di sopra dei limiti di esposizione professionale se questi prescrubber vengono aperti indiscriminatamente (Baldwin e Stewart 1989).
Il ciclo di attacco viene eseguito alla fine del ciclo di crescita e su nuove parti del reattore per pulire la superficie interna dalle impurità. Il gas HCl non diluito viene dosato nella camera per periodi di circa 30 minuti e il reattore viene riscaldato a oltre 1,200°C. Gli effluenti vengono scaricati nel sistema di lavaggio a umido per la neutralizzazione.
Alla fine di entrambi i cicli di crescita e attacco, un esteso N2 lo spurgo viene utilizzato per lavare la camera del reattore da gas tossici/infiammabili e corrosivi.
Pulizia del reattore
Dopo ogni ciclo di crescita, i reattori VPE devono essere aperti, i wafer rimossi e sia la parte superiore che quella inferiore del reattore devono essere fisicamente pulite. Il processo di pulizia viene eseguito dall'operatore.
Il prescrubber al quarzo dai reattori viene spostato fisicamente fuori dal reattore e posto in un pozzo esausto dove viene spurgato con N2, sciacquato con acqua e poi immerso acqua regia. Questo è seguito da un altro risciacquo con acqua prima di asciugare la parte. L'intenzione del n2 lo spurgo consiste semplicemente nello spostare l'ossigeno a causa della presenza di fosforo piroforico instabile. Alcuni residui contenenti vari arsenicali e sottoprodotti contenenti fosforo rimangono su queste parti anche dopo lo spurgo e il risciacquo con acqua. La reazione tra questi residui e la miscela forte ossidante/acido potrebbe potenzialmente generare quantità significative di AsH3 e un po' di Ph3. Esiste anche un potenziale di esposizione con altre procedure di manutenzione nell'area.
La parte inferiore della camera di reazione al quarzo e la piastra inferiore (piastra di base) vengono raschiate utilizzando uno strumento metallico e il materiale particolato (miscela di GaAs, GaAsP, ossidi di arsenico, ossidi di fosforo e gas di idruro intrappolati) viene raccolto in un contenitore metallico contenitore posizionato sotto il reattore verticale. Per la pulizia finale viene utilizzato un aspiratore ad alta efficienza.
Un'altra operazione con potenziale esposizione chimica è la pulizia della trappola del reattore. La pulizia della trappola avviene raschiando dalla camera superiore le parti in grafite che presentano una crosta di tutti i sottoprodotti precedentemente citati più cloruro di arsenico. La procedura di raschiatura genera polvere e viene eseguita in un lavandino ventilato per ridurre al minimo l'esposizione degli operatori. La linea di scarico del processo, che contiene tutti i sottoprodotti più l'umidità che forma un liquido di scarto, viene aperta e drenata in un contenitore metallico. L'aspiratore HEPA viene utilizzato per pulire eventuali particelle di polvere che potrebbero essere sfuggite durante il trasferimento delle parti in grafite e dal sollevamento e abbassamento della campana, che stacca eventuali particelle libere.
Deposizione chimico-vapore metallorganica
MOCVD è ampiamente utilizzato nella preparazione di dispositivi III-V. Oltre ai gas idruri utilizzati come materiali di partenza in altri sistemi CVD (ad es. arsina e fosfina), nei sistemi MOCVD vengono utilizzate anche alternative liquide meno tossiche (ad es. butil arsina terziaria e butil fosfina terziaria), insieme ad altre sostanze tossiche come cadmio alchili e mercurio (Content 1989; Rhoades, Sands e Mattera 1989; Roychowdhury 1991).
Mentre VPE si riferisce a un processo di deposizione di materiale composto, MOCVD si riferisce alle fonti di chimica madre utilizzate nel sistema. Vengono utilizzate due sostanze chimiche: alogenuri e metallorganici. Il processo VPE sopra descritto è un processo ad alogenuri. Nella zona calda si forma un alogenuro di gruppo III (gallio) e nella zona fredda si deposita il composto III-V. Nel processo metallorganico per GaAs, il trimetilgallio viene dosato nella camera di reazione insieme all'arsina, o un'alternativa liquida meno tossica come il terziario butil arsina, per formare l'arseniuro di gallio. Un esempio di una tipica reazione MOCVD è:
(CH3)3Ga+AsH3 → GaAs + 3CH4
Esistono altre sostanze chimiche utilizzate nell'elaborazione MOCVD dei LED. Gli organometallici usati come elementi del gruppo III includono trimetil gallio (TMGa), trietil gallio (TEGa), TM indio, TE indio e TM alluminio. Nel processo vengono utilizzati anche gas idruri: 100% Ash3 e 100% pH3. I droganti utilizzati nel processo sono: dimetil zinco (DMZ), bis-ciclopentadienil magnesio e seleniuro di idrogeno (H2Se). Questi materiali vengono fatti reagire all'interno della camera di reazione sotto un H2 atmosfera. La reazione produce strati epitassiali di AlGaAs, AlInGaP, InAsP e GaInP. Questa tecnica è stata tradizionalmente utilizzata nella produzione di laser a semiconduttore e dispositivi di comunicazione ottica come trasmettitori e ricevitori per fibre ottiche. Il processo AlInGaP viene utilizzato per produrre LED molto luminosi.
Simile al processo VPE, il reattore MOCVD e la pulizia delle parti presentano sfide sia per il processo che per l'igienista del lavoro, specialmente se grandi quantità di PH concentrato3 viene utilizzato nel processo. L'efficienza di "cracking" di questi reattori non è così grande come quella dei reattori VPE. C'è una quantità significativa di fosforo generato, che è un pericolo di incendio. La procedura di pulizia prevede l'uso di perossido di idrogeno/idrossido di ammonio diluito su varie parti di questi reattori, che rappresenta un rischio di esplosione se, a causa di un errore dell'operatore, viene utilizzata una soluzione concentrata in presenza di un catalizzatore metallico.
Fabbricazione di dispositivi
Il wafer GaAs con uno strato di GaAsP cresciuto epitassialmente sulla superficie superiore procede alla sequenza di elaborazione della fabbricazione del dispositivo.
Deposizione di nitruro
Un CVD ad alta temperatura di nitruro di silicio (Si3N4) viene eseguita utilizzando un forno a diffusione standard. Le sorgenti gassose sono il silano (SiH4) e ammoniaca (NH3) con un gas di trasporto azoto.
Processo fotolitografico
Il processo standard di fotoresist, allineamento/esposizione, sviluppo e rimozione viene utilizzato come nella lavorazione dei dispositivi in silicio (vedere la sezione sulla litografia nell'articolo "Produzione di semiconduttori di silicio").
Acquaforte bagnata
Varie miscele di soluzioni acide chimiche umide vengono utilizzate nei bagni di plastica nelle stazioni di attacco con scarico locale, alcune dotate di sistemi di alimentazione filtrati HEPA lamellari montati verticalmente. Gli acidi primari in uso sono solforici (H2SO4), fluoridrico (HF), cloridrico (HCl) e fosforico (H3PO4). Come nella lavorazione del silicio, il perossido di idrogeno (H2O2) viene utilizzato con acido solforico e idrossido di ammonio (NH4OH) fornisce un attacco caustico. Una soluzione di cianuro (sodio o potassio) viene utilizzata anche per l'incisione dell'alluminio. Tuttavia, l'attacco al cianuro viene gradualmente eliminato man mano che vengono sviluppati altri agenti di attacco per questo processo. In alternativa all'incisione a umido, viene utilizzato un processo di incisione al plasma e incenerimento. Le configurazioni del reattore ei gas reagenti sono molto simili a quelli utilizzati nella lavorazione dei dispositivi al silicio.
Emittente
Una diffusione di fonte solida di diarseniuro di zinco in ampolla chiusa viene eseguita in un forno di diffusione sotto vuoto a 720 ° C, utilizzando un N2 gas vettore. L'arsenico e l'arseniuro di zinco sono usati come droganti. Vengono pesati in una cella a guanti allo stesso modo del substrato sfuso.
Metallizzazione
Viene eseguita un'evaporazione iniziale dell'alluminio utilizzando un evaporatore a fascio elettronico. Dopo la lappatura, viene eseguita un'ultima fase di evaporazione dell'oro utilizzando un evaporatore a filamento.
Alligazione
Una fase finale di lega viene eseguita in un forno a diffusione a bassa temperatura, utilizzando un'atmosfera inerte di azoto.
Lappatura
Il backlapping viene eseguito per rimuovere i materiali depositati (GaAsP, Si3N4 e così via) dalla parte posteriore del wafer. I wafer sono montati con cera su una piastra lapper e lappati a umido con un impasto di silice colloidale. Quindi la cera viene rimossa mediante stripping a umido dei wafer in un estrattore organico in una stazione di incisione chimica a umido localmente esaurita. Un'altra alternativa alla lappatura a umido è la lappatura a secco, che utilizza la "sabbia" di ossido di alluminio.
Sono utilizzati numerosi resist e stripper di resist, tipicamente contenenti acido solfonico (acido dodecilbenzensolfonico), acido lattico, idrocarburo aromatico, naftalene e catecolo. Alcuni svernicianti resistenti contengono etanoato di butile, acido acetico e estere butilico. Sono disponibili resist sia negativi che positivi e sverniciatori di resist utilizzati, a seconda del prodotto.
Test finale
Come nella lavorazione dei dispositivi in silicio, i circuiti LED completati vengono testati e contrassegnati al computer (vedere "Produzione di semiconduttori in silicio"). Viene eseguita l'ispezione finale e quindi i wafer vengono testati elettricamente per contrassegnare gli stampi difettosi. Una sega bagnata viene quindi utilizzata per separare i singoli stampi, che vengono poi inviati per l'assemblaggio.
Circuito stampato e assemblaggio di computer
Schede elettriche stampate
I circuiti stampati (PWB) sono il quadro elettrico interconnesso e la struttura fisica che tengono insieme i vari componenti elettronici di un circuito stampato. Le principali categorie di PWB sono monofacciali, bifacciali, multistrato e flessibili. I requisiti di complessità e spaziatura di schede sempre più dense e più piccole hanno richiesto che entrambi i lati della scheda fossero coperti con circuiti sottostanti. Le schede a faccia singola soddisfacevano i primi requisiti di calcolatrici e dispositivi elettronici di consumo semplici, ma i computer notebook portatili, gli assistenti digitali personali e i sistemi musicali personali hanno richiesto PWB a doppia faccia e multistrato. L'elaborazione del patterning dei PWB è essenzialmente un processo fotolitografico che comporta il deposito e la rimozione selettiva di strati di materiali su un substrato dielettrico che funge da "cablaggio" elettrico che viene inciso o depositato sul circuito stampato.
Le schede multistrato contengono due o più pezzi di materiale dielettrico con circuiti impilati e uniti insieme. Le connessioni elettriche vengono stabilite da un lato all'altro, e al circuito dello strato interno, mediante fori trapanati successivamente rivestiti di rame. Il substrato dielettrico più comunemente utilizzato è costituito da lastre in fibra di vetro (laminato epossidico/fibra di vetro). Altri materiali sono il vetro (con resine di poliimmide, teflon o triazina) e la carta ricoperta di resina fenolica. Negli Stati Uniti, i pannelli laminati sono classificati in base alle loro proprietà antincendio; proprietà di foratura, punzonatura e lavorazione; proprietà di assorbimento dell'umidità; resistenza chimica e al calore; e resistenza meccanica (Sober 1995). L'FR-4 (resina epossidica e substrato di tessuto di vetro) è ampiamente utilizzato per applicazioni ad alta tecnologia.
L'attuale processo PWB prevede numerose fasi e un'ampia varietà di agenti chimici. La tabella 1 illustra un tipico processo multistrato e i problemi EHS associati a questo processo. La differenza principale tra una scheda a faccia singola ea doppia faccia è che la scheda a faccia singola inizia con la materia prima rivestita solo su un lato con rame e omette la fase di placcatura chimica in rame. La scheda a doppia faccia standard ha una maschera di saldatura su rame nudo ed è placcata attraverso i fori; la scheda ha contatti rivestiti in oro e una legenda dei componenti. La maggior parte dei PWB sono pannelli multistrato, che sono a doppia faccia con strati interni che sono stati fabbricati e inseriti all'interno del pacchetto laminato e quindi lavorati in modo quasi identico a un pannello a doppio strato.
Tabella 1. Processo PWB: aspetti ambientali, di salute e sicurezza
|
Fasi primarie del processo |
Problemi di salute e sicurezza |
Questioni ambientali |
|
Preparazione del materiale |
||
|
Acquista laminato specifico, materiale di ingresso e pannello di supporto in dimensioni pretagliate |
Progettazione assistita da computer: videoterminali e rischi ergonomici |
Nessuna |
|
Impila e fissa |
||
|
I pannelli rivestiti in rame sono impilati con materiale di ingresso e pannello di supporto; fori praticati e |
Rumore durante la perforazione; particolato di perforazione contenente rame, piombo, oro e resina epossidica/fibra di vetro |
Rifiuti particolati (rame, piombo, oro e |
|
Perforazione |
||
|
Foratrici a controllo numerico (N/C). |
Rumore durante la perforazione; particolato di perforazione contenente rame, piombo, oro e resina epossidica/fibra di vetro |
Rifiuti particolati (rame, piombo, oro e |
|
sbavare |
||
|
I pannelli forati passano attraverso spazzole o mola abrasiva |
Rumore durante la sbavatura; particolato contenente rame, piombo, oro e resina epossidica/fibra di vetro |
Rifiuti particolati (rame, piombo, oro e |
|
Ramatura chimica |
||
|
Aggiunta di un sottile strato di rame ai fori passanti |
Inalazione ed esposizione cutanea a detergenti, balsami, mordenzanti, catalizzatori—H2SO4, H2O2, eteri glicolici, KMnO4, NH4HF2, palladio, SnCl2, CSO4, formaldeide, NaOH |
Scarichi idrici: acidi, rame, sostanze caustiche, |
|
Imaging |
||
|
Dry film resist: fotopolimero sensibile ai raggi UV |
Inalazione ed esposizione cutanea a resiste; sviluppatori; e |
Emissioni atmosferiche: solventi (COV), gas acidi, |
|
Placcatura a motivo |
||
|
Pulizia |
Inalazione e rischi per la pelle derivanti dalla pulizia; placcatura in rame o placcatura in stagno/stagno e piombo e sverniciatura del rack—H3PO4, H2SO4; h2SO4 e CSO4; acido fluoborico e Sn/Pb; HNO concentrato3 |
Emissioni atmosferiche: gas acidi; acqua |
|
Strappare, incidere, strappare |
||
|
Striscia di resistenza |
Inalazione e rischi per la pelle da striscia resist; incisione alcalina o striscia di rame - ammina monoetanolica (MEA); NH4OH; NH4Cl/NH4OH o NH4HF2 |
Emissioni atmosferiche: MEA, ammoniaca, fluoruri; |
|
Maschera per saldatura |
||
|
Inchiostri epossidici: serigrafia |
Inalazione e rischi per la pelle dovuti alla pulizia preliminare; inchiostri epossidici e supporti solventi; sviluppatori - H2SO4; epicloridrina + bisfenolo A, eteri glicolici (a base di PGMEA); gamma-butirrolattone. Luce UV dal processo di polimerizzazione |
Emissioni atmosferiche: gas acidi, eteri glicolici |
|
Rivestimento per saldatura |
||
|
Livellamento della saldatura |
Inalazione e rischi per la pelle dovuti a flusso, prodotti di decomposizione e residui di saldatura piombo/stagno: eteri glicolici diluiti + <1% HCl e <1% HBr; aldeidi, HCl, CO; piombo e stagno |
Emissioni atmosferiche: eteri glicolici (COV), gas acidi, aldeidi, CO; rifiuti: saldatura piombo/stagno, fondente |
|
Placcatura in oro e nichel |
||
|
Inalazione e rischi per la pelle da acidi, metalli e |
Emissioni atmosferiche: gas acidi, cianuri; acqua |
|
|
Legenda dei componenti |
||
|
Stampa schermo |
Inalazione e rischi per la pelle da inchiostri a base epossidica e supporti solventi: solventi a base di etere di glicole, epicloridrina + bisfenolo A |
Emissioni atmosferiche - rifiuti di eteri glicolici (COV) - inchiostri e solventi (piccole quantità) |
Cl2 = cloro gassoso; CO = monossido di carbonio; CSO4 = solfato di rame; H2O2 = perossido di idrogeno; H2SO4 = acido solforico; H3PO4 = acido fosforico; HBR = acido bromidrico; HCl = acido cloridrico; HNO3 = acido nitrico; K2CO3 = carbonato di potassio; KMNO4 = permanganato di potassio; N / A3PO4 = fosfato di sodio; NH4Cl = cloruro di ammonio; NH4OH = idrossido di ammonio; NiSO4 = solfato di nichel; Pb = piombo; Sn = stagno; SnCl2 = cloruro stannoso; UV = ultravioletto; COV = composti organici volatili.
Assemblaggio di circuiti stampati
L'assemblaggio di circuiti stampati (PCB) comporta il fissaggio rigido di componenti elettronici al PWB attraverso l'uso di saldatura piombo/stagno (in una saldatrice ad onda o applicata come pasta e poi rifusa in un forno a bassa temperatura) o resine epossidiche ( polimerizzato in un forno a bassa temperatura). Il PWB sottostante (singolo lato, doppio lato, multistrato o flessibile) determinerà le densità dei componenti che possono essere fissati. Numerosi problemi di processo e affidabilità costituiscono la base per la selezione dei processi di assemblaggio PCB che verranno utilizzati. I principali processi tecnologici sono: tecnologia di montaggio su superficie totale (SMT), tecnologia mista (include sia SMT che foro passante placcato (PTH)) e fissaggio sul lato inferiore.
Tipicamente nelle moderne strutture di assemblaggio di elettronica/computer, viene utilizzata la tecnologia mista, con alcuni componenti montati in superficie e altri connettori/componenti saldati utilizzando la tecnologia a foro passante o il riflusso della saldatura. Di seguito viene discusso un "tipico" processo a tecnologia mista, in cui viene utilizzato un processo di montaggio superficiale che prevede l'attacco adesivo, la saldatura ad onda e la saldatura a rifusione. Con la tecnologia mista, a volte è possibile ridisporre i componenti a montaggio superficiale (SMC) sul lato superiore di una scheda a doppia faccia e saldare ad onda gli SMC sul lato inferiore. Tale processo è particolarmente utile quando le tecnologie a montaggio superficiale ea foro passante devono essere combinate su un'unica scheda, che è la norma nell'attuale produzione elettronica. Il primo passaggio consiste nel montare gli SMC sul lato superiore della scheda, utilizzando il processo di rifusione della saldatura. Successivamente, vengono inseriti i componenti a foro passante. La scheda viene quindi capovolta e gli SMC sul lato inferiore vengono montati adesivamente sulla scheda. La saldatura ad onda sia dei componenti a foro passante che degli SMC sul lato inferiore è il passaggio finale.
Le principali fasi del processo tecnico a tecnologia mista includono:
- pre e post pulizia
- pasta saldante e applicazione adesiva (serigrafia e posizionamento (SMT e PTH))
- inserimento dei componenti
- polimerizzazione dell'adesivo e rifusione della saldatura
- flussaggio (PTH)
- saldatura ad onda (PTH)
- sopralluogo e ritocco
- analisi
- rielaborazione e riparazione
- operazioni di supporto: pulizia degli stampini.
Di seguito viene fornita una breve discussione delle importanti implicazioni ambientali, sanitarie e di sicurezza per ciascuna fase del processo.
Pre e post pulizia
I PWB commerciali vengono in genere acquistati da un fornitore di PWB e sono stati pre-puliti con una soluzione di acqua deionizzata (DI) per rimuovere tutti i contaminanti superficiali. Prima delle preoccupazioni relative all'esaurimento dello strato di ozono stratosferico, una sostanza che riduce lo strato di ozono, come un clorofluorocarburo (CFC), sarebbe stata utilizzata come pulizia finale o addirittura pre-pulizia dal produttore di dispositivi elettronici. Al termine del processo di assemblaggio del PCB, era tipico l'utilizzo di un'operazione di “sgrassaggio a vapore” con clorofluorocarburi per rimuovere i residui dell'operazione di saldatura a flusso/onda. Sempre a causa delle preoccupazioni per l'esaurimento dell'ozono e dei severi controlli normativi sulla produzione di CFC, sono state apportate modifiche al processo che hanno consentito agli assemblaggi PWB completi di bypassare la pulizia o utilizzare solo una pulizia con acqua DI.
Applicazione della pasta saldante e dell'adesivo (stampa e posizionamento dello stencil) e inserimento dei componenti
L'applicazione della pasta saldante piombo/stagno sulla superficie del PWB consente di collegare il componente a montaggio superficiale al PWB ed è fondamentale per il processo SMT. Il materiale di saldatura funge da collegamento meccanico per la conduzione elettrica e termica e come rivestimento per la protezione della superficie e una migliore saldabilità. La pasta saldante è composta da circa il 70-90% di materia non volatile (su base peso per peso o peso per volume):
- saldatura piombo/stagno
- una miscela di resine modificate (acidi di colofonia o colofonia leggermente attivata)
- attivatori (nel caso di prodotti “no clean”, miscele di idroalogenuri amminici e acidi o solo acidi carbossilici).
I solventi (materia volatile) costituiscono il resto del prodotto (tipicamente una miscela di alcol e glicoletere che è una miscela brevettata).
La pasta saldante viene stampata attraverso uno stencil, che è un modello esatto del disegno della superficie che deve essere aggiunto alla superficie PWB. La pasta per saldatura viene spinta attraverso le aperture nello stencil sui siti del pad sul PWB per mezzo di una spatola che attraversa lentamente lo stencil. Lo stencil viene quindi sollevato, lasciando i depositi di pasta sugli appositi cuscinetti della tavola. I componenti vengono quindi inseriti nel PWB. I principali rischi EHS riguardano la pulizia e l'igiene personale degli operatori che applicano la pasta saldante sulla superficie dello stencil, puliscono la spatola e puliscono gli stencil. La concentrazione di piombo nella saldatura e la tendenza della pasta saldante essiccata ad aderire alla pelle e alle superfici di lavoro dell'attrezzatura/impianto richiede l'uso di guanti protettivi, una buona pulizia delle superfici di lavoro, lo smaltimento sicuro dei materiali di pulizia contaminati ( e manipolazione ambientale) e rigorosa igiene personale da parte degli operatori (ad esempio, lavarsi le mani con sapone prima di mangiare, bere o applicare cosmetici). I livelli di esposizione nell'aria sono generalmente al di sotto del limite di rilevamento per il piombo e, se si utilizza una buona pulizia/igiene personale, le letture di piombo nel sangue sono a livelli di fondo.
L'applicazione dell'adesivo prevede l'erogazione automatizzata di piccole quantità di una resina epossidica (tipicamente una miscela di bisfenolo A-epicloridrina) sulla superficie del PWB e quindi il "prelievo e posizionamento" del componente e l'inserimento attraverso la resina epossidica sul PWB. I pericoli EHS si riferiscono principalmente ai rischi di sicurezza meccanica delle unità "pick and place", a causa dei loro gruppi meccanici automatizzati, delle navette dei componenti sul retro delle unità e del potenziale di lesioni gravi se non sono disponibili protezioni adeguate, barriere fotoelettriche e interblocchi hardware regalo.
Polimerizzazione dell'adesivo e rifusione della saldatura
I componenti che sono stati attaccati mediante stampa a stencil o applicazione di adesivo vengono quindi trasportati su un trasportatore meccanico ad altezza fissa a un forno di rifusione in linea che "avvia" la saldatura rifondendo la pasta saldante a circa 200-400 °C. Anche i componenti che sono stati fissati dall'adesivo epossidico vengono fatti passare attraverso un forno che si trova a valle del riflusso della saldatura ed è tipicamente eseguito da 130 a 160oC. I componenti solventi della pasta saldante e della resina epossidica vengono rimossi durante il processo del forno, ma il componente piombo/stagno non viene volatilizzato. Un residuo simile a una ragnatela si accumulerà nel condotto di scarico del forno a riflusso e per evitare ciò è possibile utilizzare un filtro a rete metallica. I PWB possono occasionalmente rimanere intrappolati nel sistema di trasporto e surriscaldarsi nel forno, causando odori sgradevoli.
Flussaggio
Per formare un giunto di saldatura affidabile sulla superficie del PWB e sul piombo del componente, entrambi devono essere privi di ossidazione e devono rimanere tali anche alle temperature elevate utilizzate nella saldatura. Inoltre, la lega saldante fusa deve bagnare le superfici dei metalli da unire. Ciò significa che il flusso di saldatura deve reagire e rimuovere gli ossidi metallici dalle superfici da unire e impedire la riossidazione delle superfici pulite. Richiede inoltre che i residui siano non corrosivi o facilmente rimovibili. I flussi per la saldatura di apparecchiature elettroniche rientrano in tre grandi categorie, comunemente noti come flussi a base di colofonia, flussi organici o solubili in acqua e flussi sintetici rimovibili con solvente. I flussi di composti organici non volatili (NVOC) più recenti, a basso contenuto di solidi, "no clean" rientrano nella categoria media.
Disossidanti a base di colofonia
I flussi a base di colofonia sono i flussi più comunemente usati nell'industria elettronica, sia come flusso a spruzzo or flusso di schiuma. Il fondente può essere contenuto all'interno dell'apparecchiatura di saldatura ad onda o come unità autonoma posizionata all'ingresso dell'unità. Come base, i flussi a base di colofonia hanno colofonia naturale, o colofonia, la colofonia traslucida di colore ambra ottenuta dopo che la trementina è stata distillata dall'oleoresina e dalla resina del canale dei pini. La resina viene raccolta, riscaldata e distillata, rimuovendo eventuali particelle solide, ottenendo una forma purificata del prodotto naturale. È un materiale omogeneo con un unico punto di fusione.
La colofonia è una miscela di circa il 90% di acido resinico, che è principalmente acido abietico (un acido organico non solubile in acqua) con il 10% di materiali neutri come derivati dello stilbene e vari idrocarburi. La Figura 1 fornisce le strutture chimiche per gli acidi abietico e pimarico.
Figura 1. Acidi abietico e pimarico
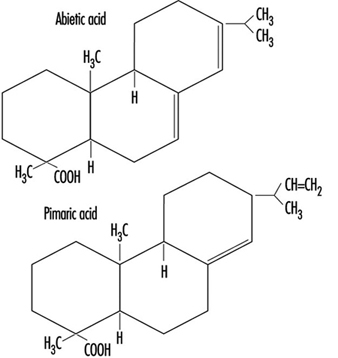
Il costituente attivo è l'acido abietico, che alla temperatura di saldatura è chimicamente attivo e attacca l'ossido di rame sulla superficie del PWB, formando rame abiet. I flussi a base di colofonia hanno tre componenti: il solvente o veicolo, la colofonia e l'attivatore. Il solvente funge semplicemente da veicolo per il flusso. Per essere efficace, la colofonia deve essere applicata alla tavola allo stato liquido. Ciò si ottiene dissolvendo la colofonia e l'attivatore in un sistema solvente, tipicamente alcol isopropilico (IPA) o miscele multicomponente di alcoli (IPA, metanolo o etanolo). Quindi il flusso viene schiumato sulla superficie inferiore del PCB attraverso l'aggiunta di aria o azoto, oppure spruzzato in una miscela "a basso contenuto di solidi" che ha un contenuto di solvente più elevato. Questi componenti solventi hanno velocità di evaporazione diverse e alla miscela di fondente deve essere aggiunto un diluente per mantenere una composizione di fondente costituente. Le principali categorie di disossidanti a base di colofonia sono: colofonia leggermente attiva (RMA), che sono i tipici disossidanti in uso, ai quali viene aggiunto un blando attivatore; e colofonia attiva (RA), a cui è stato aggiunto un attivatore più aggressivo.
Il principale rischio EHS di tutti i disossidanti a base di colofonia è la base solvente alcolica. I pericoli per la sicurezza riguardano l'infiammabilità durante lo stoccaggio e l'uso, la classificazione e la manipolazione come rifiuti pericolosi, le emissioni nell'aria e i sistemi di trattamento necessari per rimuovere i COV e le questioni di igiene industriale legate all'inalazione e all'esposizione cutanea (cutanea). Ciascuno di questi elementi richiede una diversa strategia di controllo, istruzione e formazione dei dipendenti e permessi/conformità normativa (Association of the Electronics, Telecommunications and Business Equipment Industries 1991).
Durante il processo di saldatura ad onda, il flusso viene riscaldato da 183 a 399°C; i prodotti aerotrasportati generati includono aldeidi alifatiche, come la formaldeide. Molti flussi contengono anche un attivatore di cloridrato di ammina organica, che aiuta a pulire l'area da saldare e rilascia acido cloridrico quando riscaldato. Altri componenti gassosi includono benzene, toluene, stirene, fenolo, clorofenolo e alcool isopropilico. Oltre ai componenti gassosi del flusso riscaldato, viene creata una quantità significativa di particolato, di dimensioni comprese tra 0.01 micron e 1.0 micron, noto come fumi di colofonia. Questi materiali particolati sono stati trovati come irritanti respiratori e anche sensibilizzanti respiratori in soggetti sensibili (Hausen, Krohn e Budianto 1990). Nel Regno Unito, gli standard di esposizione aerea richiedono che i livelli dei fumi di colofonia siano controllati ai livelli più bassi raggiungibili (Health and Safety Commission 1992). Inoltre, l'American Conference of Governmental Industrial Hygienists (ACGIH) ha stabilito un valore limite di soglia separato per i prodotti di pirolisi della saldatura con nucleo di colofonia di 0.1 mg/m3, misurata come formaldeide (ACGIH 1994). La Lead Industries Association, Inc. identifica l'acetone, l'alcool metilico, le aldeidi alifatiche (misurate come formaldeide), l'anidride carbonica, il monossido di carbonio, il metano, l'etano, l'acido abietico e i relativi acidi diterpenici come tipici prodotti di decomposizione della saldatura con nucleo di colofonia (Lead Industries Association 1990 ).
Flussi organici
I flussi organici, a volte chiamati flussi intermedi o flussi solubili in acqua, sono compositi più attivi dei flussi a base di colofonia e meno corrosivi dei flussi acidi utilizzati nelle industrie di lavorazione dei metalli. I composti attivi generali di questa classe di flussi si dividono in tre gruppi:
- acidi (p. es., stearico, glutammico, lattico, citrico)
- alogeni (p. es., cloridrati, bromuri, idrazina)
- ammidi e ammine (p. es., urea, trietanolammina).
Questi materiali e altre parti della formulazione, come i tensioattivi per aiutare a ridurre la tensione superficiale della saldatura, sono disciolti in polietilenglicole, solventi organici, acqua o solitamente una miscela di diversi di questi. I flussi organici devono essere considerati corrosivi, ma possono essere rimossi facilmente, con solo acqua calda.
Flussi sintetici attivati (AS).
Mentre i flussi a base di colofonia sono materiali solidi disciolti in un solvente, i flussi AS sono solitamente formule totalmente liquide (solvente + flusso). Il vettore di solvente viene allontanato durante la fase di preriscaldamento della saldatura ad onda, lasciando un residuo umido e oleoso sulla superficie del PWB, che deve essere rimosso immediatamente dopo la saldatura. L'attributo principale dei flussi AS è la loro capacità di essere rimossi mediante l'uso di un solvente adatto, tipicamente a base di fluorocarburi. Con le restrizioni sull'uso di sostanze che riducono lo strato di ozono come i fluorocarburi (Freon TF, Freon TMS e così via), l'uso richiesto di questi materiali per la pulizia ha fortemente limitato l'uso di questa classe di disossidanti.
Flussi a basso contenuto di solidi “no clean” o non VOC
La necessità di eliminare la pulizia post-saldatura di residui di flusso corrosivi o appiccicosi con solventi al fluorocarburo ha portato all'uso diffuso di una nuova classe di flussi. Questi flussi sono simili nell'attività ai flussi RMA e hanno un contenuto di solidi di circa il 15%. Il contenuto di solidi è una misura della viscosità ed è uguale al rapporto tra flusso e solvente. Minore è il contenuto di solidi, maggiore è la percentuale di solvente. Maggiore è il contenuto di solidi, più attivo è il flusso e maggiore è la possibilità che sia necessaria una fase di pulizia post-saldatura. Il flusso a basso contenuto di solidi (LSF) è comunemente utilizzato nell'industria elettronica e in genere non richiede la fase di post-pulizia. Dal punto di vista delle emissioni atmosferiche ambientali, l'LSF ha eliminato la necessità di sgrassare con vapori di fluorocarburi le schede saldate ad onda, ma con il loro contenuto di solventi più elevato, hanno aumentato la quantità di solventi a base alcolica evaporati, con conseguenti livelli di VOC più elevati. I livelli di emissioni di COV nell'aria sono strettamente controllati negli Stati Uniti e in molte località del mondo. Questa situazione è stata affrontata con l'introduzione di disossidanti "no clean", che sono a base d'acqua (piuttosto che a base di solvente) ma contengono attivatori e colofonie simili. I principi attivi primari sono a base di acido bicarbossilico (dal 2 al 3%), tipicamente acidi glutarico, succinico e adipico. tensioattivi ed inibitori di corrosione (circa l'1%) sono inclusi, risultando in un pH (acidità) da 3.0 a 3.5. Questi flussi eliminano virtualmente le emissioni atmosferiche di COV e altri pericoli EHS associati all'utilizzo di flussi a base di solventi. I prodotti di decomposizione rilevati nei disossidanti a base di colofonia sono ancora applicabili e il pH mite richiede che l'attrezzatura per la manipolazione del disossidante sia resistente agli acidi. Alcune prove aneddotiche indicano potenziali problemi cutanei o respiratori causati dagli acidi dicarbossilici essiccati e leggermente acidi e dagli inibitori della corrosione che possono diventare un residuo sui supporti di bordo, sui carrelli e sulle superfici interne delle apparecchiature di saldatura ad onda che utilizzano questi composti. Inoltre, la componente acquosa di questi flussi potrebbe non evaporare adeguatamente prima di colpire il crogiolo di saldatura fuso, il che può portare a schizzi di saldatura calda.
Saldatura ad onda
L'aggiunta di flusso alla superficie inferiore del PWB può essere eseguita da un fondente situato all'interno dell'unità di saldatura ad onda o da un'unità autonoma all'ingresso dell'unità di saldatura ad onda. La Figura 2 fornisce una rappresentazione schematica di un'unità di saldatura ad onda standard con il fondente posizionato internamente. Entrambe le configurazioni vengono utilizzate per schiumare o spruzzare il flusso sul PWB.
Figura 2. Schema dell'unità di saldatura ad onda
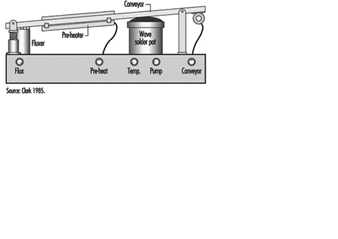
Il preriscaldamento
I portatori di flusso devono essere evaporati prima della saldatura. Ciò si ottiene utilizzando preriscaldatori ad alta temperatura per allontanare i componenti liquidi. Sono in uso due tipi fondamentali di preriscaldatori: radiante (hot rod) e volumetrico (aria calda). I riscaldatori radianti sono comuni negli Stati Uniti e presentano il potenziale per l'accensione del flusso o del solvente in eccesso o la decomposizione di un PWB se viene immobilizzato sotto il preriscaldatore. Sul lato flussante/preriscaldatore dell'unità di saldatura ad onda è prevista una ventilazione di scarico locale per catturare ed espellere i materiali solvente/flussante evaporati durante queste operazioni.
saldatura
La lega di saldatura (tipicamente dal 63% di stagno al 37% di piombo) è contenuta in un grande serbatoio chiamato pentola di saldatura, ed è riscaldato elettricamente per mantenere la saldatura in uno stato fuso. I riscaldatori includono un potente riscaldatore sfuso per eseguire la fusione iniziale e un'alimentazione di calore regolata più piccola per controllare termostaticamente la temperatura.
Il successo della saldatura a livello di scheda richiede che la progettazione del crogiolo di saldatura e dei sistemi della pompa di ricircolo forniscano continuamente una costante "ondata" di saldatura fresca. Con la saldatura, la saldatura pura viene contaminata da composti di piombo/stagno ossidati, impurità metalliche e prodotti di decomposizione del flusso. Questo scoria si forma sulla superficie della saldatura fusa e maggiore è la bava formata, maggiore è la tendenza alla formazione aggiuntiva. La scoria è dannosa per il processo di saldatura e l'onda di saldatura. Se si forma abbastanza nel vaso, può essere trascinato nella pompa di ricircolo e causare l'abrasione della girante. Gli operatori di saldatura ad onda sono tenuti a rimuovere la bava l'onda regolarmente. Questo processo prevede che l'operatore estragga le scorie solidificate dalla saldatura fusa e raccolga i residui per il recupero/riciclaggio. Il processo di rimozione della bava prevede che l'operatore apra fisicamente lo sportello di accesso posteriore (tipicamente una configurazione ad ala di golfo) adiacente al crogiolo di saldatura e raccolga manualmente le scorie calde. Durante questo processo dalla pentola si liberano emissioni visibili altamente irritanti per gli occhi, il naso e la gola dell'operatore. L'operatore è tenuto a indossare guanti termici, un grembiule, occhiali di sicurezza e uno schermo facciale e protezione respiratoria (per particolato di piombo/stagno, gas corrosivi (HCl) e aldeide alifatica (formaldeide)). La ventilazione di scarico locale è fornita dall'interno dell'unità di saldatura ad onda, ma il crogiolo di saldatura viene ritirato meccanicamente dall'armadio principale per consentire all'operatore l'accesso diretto a entrambi i lati del crogiolo caldo. Una volta ritirato, il condotto di scarico locale che è montato nell'armadio diventa inefficace per rimuovere i materiali liberati. I rischi primari per la salute e la sicurezza sono: ustioni termiche da saldatura calda, esposizione respiratoria ai materiali sopra menzionati, lesioni alla schiena dovute alla manipolazione di pesanti lingotti di saldatura e fusti di scoria ed esposizione a residui di saldatura di piombo/stagno/particolato fine durante le attività di manutenzione.
Durante l'effettivo processo di saldatura, le porte di accesso sono chiuse e l'interno dell'unità di saldatura ad onda è sotto pressione negativa a causa della ventilazione di scarico locale fornita sui lati del flusso e del crogiolo di saldatura dell'onda. Questa ventilazione e le temperature di esercizio del crogiolo di saldatura (tipicamente da 302 a 316°C, che è appena al di sopra del punto di fusione della saldatura), determinano la minima formazione di fumi di piombo. L'esposizione primaria al particolato di piombo/stagno si verifica durante le attività di rimozione della scorza e di manutenzione dell'attrezzatura, dall'agitazione delle scorie nel recipiente, al trasferimento nel recipiente di recupero e alla pulizia dei residui di saldatura. Il particolato fine di piombo/stagno si forma durante l'operazione di rimozione della scorza e può essere rilasciato nella stanza di lavoro e nella zona di respirazione dell'operatore di saldatura ad onda. Sono state ideate varie strategie di controllo tecnico per ridurre al minimo queste potenziali esposizioni al particolato di piombo, tra cui l'incorporazione di ventilazione di scarico locale nel recipiente di recupero (vedere figura 3), l'uso di aspiratori HEPA per la pulizia dei residui e condotti di scarico flessibili con bracci articolati per posizionare ventilazione della pentola calda durante la rimozione della scorza. Deve essere vietato l'uso di scope o spazzole per raccogliere i residui di saldatura. Devono essere richieste anche rigorose pratiche di pulizia e igiene personale. Durante le operazioni di manutenzione dell'attrezzatura per la saldatura ad onda (che vengono eseguite su base settimanale, mensile, trimestrale e annuale), vari componenti dell'hot pot vengono puliti all'interno dell'attrezzatura o rimossi e puliti in una cappa aspirante localmente. Queste operazioni di pulizia possono comportare la raschiatura fisica o la pulizia meccanica (utilizzando un trapano elettrico e una spazzola metallica) della pompa di saldatura e dei deflettori. Alti livelli di particolato di piombo vengono generati durante il processo di pulizia meccanica e il processo deve essere eseguito in un involucro localmente esausto.
Figura 3. Carrello scorie con coperchio sottovuoto

Sopralluogo, ritocco e collaudo
Le funzioni di ispezione visiva e ritocco vengono condotte dopo la saldatura ad onda e comportano l'uso di lenti di ingrandimento/task light per l'ispezione fine e il ritocco delle imperfezioni. La funzione di ritocco può comportare l'utilizzo di a saldatura a bastone saldatore a mano e saldatura con nucleo di colofonia o spazzolatura su una piccola quantità di flusso liquido e saldatura a filo di piombo/stagno. I fumi visivi della saldatura a bastoncino coinvolgono i prodotti di decomposizione del flusso. Piccole quantità di cordone di saldatura piombo/stagno che non aderiscono al giunto di saldatura possono rappresentare un problema di pulizia e igiene personale. Dovrebbe essere fornito un ventilatore adiacente alla postazione di lavoro per la ventilazione di diluizione generale lontano dalla zona di respirazione dell'operatore o un sistema di scarico dei fumi più sofisticato che catturi i prodotti di decomposizione sulla punta del saldatore o adiacente all'operazione. I fumi vengono quindi indirizzati a un sistema di scarico dell'impianto di lavaggio dell'aria che incorpora la filtrazione HEPA per il particolato e l'adsorbimento di gas a carbone attivo per le aldeidi alifatiche e i gas di acido cloridrico. L'efficacia di questi sistemi di scarico di saldatura dipende fortemente dalle velocità di cattura, dalla vicinanza al punto di generazione dei fumi e dall'assenza di correnti incrociate sulla superficie di lavoro. Il test elettrico del PCB completato richiede attrezzature e software di test specializzati.
Rielaborazione e riparazione
Sulla base dei risultati del test della scheda, le schede difettose vengono valutate per specifici guasti dei componenti e sostituite. Questa rielaborazione delle schede può comportare la saldatura a bastoncino. Se è necessario sostituire i componenti primari sul PCB come il microprocessore, a rilavorazione pentola di saldatura viene utilizzato per immergere quella parte della scheda che ospita il componente o il giunto difettoso in un piccolo crogiolo di saldatura, rimuovere il componente e quindi reinserire un nuovo componente funzionale sulla scheda. Se il componente è più piccolo o più facile da rimuovere, an vuoto d'aria viene impiegato un sistema che utilizza aria calda per riscaldare il giunto di saldatura e il vuoto per rimuovere la saldatura. Il crogiuolo per saldatura di rilavorazione è alloggiato all'interno di un involucro con scarico locale che fornisce una velocità di scarico sufficiente per catturare i prodotti di decomposizione del flusso che si formano quando la lega per saldatura liquida viene spazzolata sulla scheda e viene stabilito il contatto con la saldatura. Questo vaso forma anche scorie e richiede attrezzature e procedure per la rimozione delle scorie (su scala molto più piccola). Il sistema di aspirazione dell'aria non richiede di essere alloggiato all'interno di un involucro, ma la saldatura piombo/stagno rimossa deve essere gestita come rifiuto pericoloso e recuperata/riciclata.
Operazioni di supporto: pulizia degli stampini
La prima fase del processo di assemblaggio del PCB ha comportato l'uso di uno stampino per fornire lo schema dei punti di giunzione per la pasta saldante piombo/stagno da far passare attraverso. In genere, le aperture dello stencil iniziano a ostruirsi ei residui di pasta per saldatura di piombo/stagno devono essere rimossi a turno. Una pre-pulizia viene solitamente eseguita presso la stampante serigrafica per catturare la contaminazione grossolana sulla scheda, pulendo la superficie della scheda con una miscela di alcol diluito e salviette usa e getta. Per rimuovere completamente i residui rimanenti è necessario un processo di pulizia a umido. In un sistema simile a una grande lavastoviglie, viene utilizzata acqua calda (57°C) e una soluzione chimica di ammine alifatiche diluite (monoetanolammina) per rimuovere chimicamente la pasta saldante dallo stencil. Quantità significative di saldatura piombo/stagno vengono lavate via dalla scheda e depositate nella camera di lavaggio o in soluzione nell'acqua di scarico. Questo effluente richiede la filtrazione o la rimozione chimica del piombo e la regolazione del pH per le ammine alifatiche corrosive (utilizzando acido cloridrico). I nuovi pulitori per stampini a sistema chiuso utilizzano la stessa soluzione di lavaggio finché non viene esaurita. La soluzione viene trasferita in un'unità di distillazione e le sostanze volatili vengono distillate fino a formare un residuo semiliquido. Questo residuo viene quindi trattato come rifiuto pericoloso contaminato da piombo/stagno.
Processo di assemblaggio del computer
Una volta che il PCB finale è stato assemblato, viene trasferito all'operazione di assemblaggio dei sistemi per l'incorporazione nel prodotto informatico finale. Questa operazione è tipicamente molto laboriosa, con i componenti da assemblare forniti alle singole postazioni di lavoro su carrelli di staging lungo la linea di assemblaggio meccanizzata. I principali rischi per la salute e la sicurezza riguardano la movimentazione e la messa in scena dei materiali (carrelli elevatori, sollevamento manuale), le implicazioni ergonomiche del processo di assemblaggio (campo di movimento, forza di inserimento richiesta per "impostare" i componenti, installazione di viti e connettori) e l'imballaggio finale , termoretraibile e spedizione. Un tipico processo di assemblaggio di computer prevede:
- preparazione telaio/valigia
- Inserimento PCB (scheda madre e figlia).
- inserimento del componente principale (unità floppy, disco rigido, alimentatore, unità CD-ROM).
- gruppo display (solo portatili)
- inserimento mouse e tastiera (solo portatili)
- cablaggio, connettori e altoparlanti
- gruppo coperchio superiore
- download del software
- test
- rielaborare
- ricarica della batteria (solo portatili) e imballaggio
- imballaggio termoretraibile e spedizione.
Gli unici prodotti chimici che possono essere utilizzati nel processo di assemblaggio comportano la pulizia finale del case del computer o del monitor. In genere, viene utilizzata una soluzione diluita di alcool isopropilico e acqua o una miscela commerciale di detergenti (p. es., Simple Green, una soluzione diluita di butilcellosolve e acqua).
Effetti sulla salute e modelli di malattia
In quanto industria emergente, la produzione di semiconduttori è stata spesso vista come l'epitome del posto di lavoro ad alta tecnologia. A causa dei severi requisiti di produzione associati alla produzione di strati multipli di circuiti elettronici dimensionali in micron su wafer di silicio, l'ambiente della camera bianca è diventato sinonimo di luogo di lavoro per questo settore. Poiché alcuni dei gas idruri utilizzati nella produzione di semiconduttori (ad esempio, arsina, fosfina) sono stati riconosciuti fin dall'inizio come sostanze chimiche altamente tossiche, la tecnologia di controllo dell'esposizione all'inalazione è sempre stata una componente importante della fabbricazione di wafer. I lavoratori dei semiconduttori sono ulteriormente isolati dal processo di produzione indossando indumenti speciali che coprono tutto il corpo (ad es. camici), copricapi, copriscarpe e, spesso, maschere facciali (o anche dispositivi di respirazione ad aria). Da un punto di vista pratico, le preoccupazioni del datore di lavoro per la purezza del prodotto hanno portato anche alla protezione dall'esposizione dei lavoratori.
Oltre agli indumenti protettivi personali, in tutta l'industria dei semiconduttori vengono utilizzati sistemi altamente sofisticati di ventilazione e monitoraggio dell'aria di sostanze chimiche/gas per rilevare perdite di vapori di solventi chimici tossici, acidi e gas idruro in parti per milione (ppm) o meno. Sebbene, dal punto di vista storico, l'industria abbia sperimentato frequenti evacuazioni di lavoratori dalle sale di fabbricazione dei wafer, sulla base di perdite reali o presunte di gas o solventi, tali episodi di evacuazione sono diventati eventi rari a causa delle lezioni apprese nella progettazione di sistemi di ventilazione, gas tossici /manipolazione di prodotti chimici e sistemi di monitoraggio dell'aria sempre più sofisticati con campionamento continuo dell'aria. Tuttavia, il crescente valore monetario dei singoli wafer di silicio (unitamente all'aumento del diametro dei wafer), che possono contenere decine di singoli microprocessori o dispositivi di memoria, può sottoporre a stress mentale i lavoratori che devono manipolare manualmente i contenitori di questi wafer durante i processi di produzione. La prova di tale stress è stata ottenuta durante uno studio sui lavoratori dei semiconduttori (Hammond et al. 1995; Hines et al. 1995; McCurdy et al. 1995).
L'industria dei semiconduttori ha avuto i suoi inizi negli Stati Uniti, che ha il maggior numero di lavoratori dell'industria dei semiconduttori (circa 225,000 nel 1994) di qualsiasi paese (BLS 1995). Tuttavia, ottenere stime valide sull'occupazione internazionale per questo settore è difficile a causa dell'inclusione dei lavoratori dei semiconduttori con i lavoratori della "produzione di apparecchiature elettriche/elettroniche" nelle statistiche della maggior parte delle nazioni. A causa dei severi controlli ingegneristici richiesti per la produzione di dispositivi a semiconduttore, è molto probabile che i luoghi di lavoro dei semiconduttori (ad esempio le camere bianche) siano comparabili, sotto molti aspetti, in tutto il mondo. Questa comprensione, unita ai requisiti del governo degli Stati Uniti per la registrazione di tutti gli infortuni e le malattie legate al lavoro significativi tra i lavoratori statunitensi, rende l'infortunio sul lavoro e l'esperienza di malattia dei lavoratori dei semiconduttori statunitensi una questione estremamente rilevante su scala nazionale e internazionale. Detto semplicemente, in questo momento ci sono poche fonti internazionali di informazioni e dati rilevanti riguardanti la sicurezza e l'esperienza sanitaria dei lavoratori dei semiconduttori, oltre a quelle dell'indagine annuale sugli infortuni e le malattie professionali del Bureau of Labor Statistics (BLS) degli Stati Uniti.
Negli Stati Uniti, che dal 1972 raccolgono dati su infortuni e malattie sul lavoro in tutti i settori, la frequenza di infortuni e malattie sul lavoro tra i lavoratori dei semiconduttori è stata tra le più basse di tutte le industrie manifatturiere. Tuttavia, sono state espresse preoccupazioni sul fatto che potrebbero essere presenti effetti sulla salute più sottili tra i lavoratori dei semiconduttori (LaDou 1986), sebbene tali effetti non siano stati documentati.
Si sono svolti numerosi simposi riguardanti la valutazione della tecnologia di controllo nell'industria dei semiconduttori, con molti dei documenti dei simposi che trattano questioni ambientali e di sicurezza e salute dei lavoratori (ACGIH 1989, 1993).
Una quantità limitata di dati sugli infortuni sul lavoro e sulle malattie per la comunità internazionale dei produttori di semiconduttori è stata ricavata tramite un'indagine speciale eseguita nel 1995, riguardante i casi segnalati per gli anni 1993 e 1994. Questi dati dell'indagine sono riassunti di seguito.
Infortuni sul lavoro e malattie tra i lavoratori dei semiconduttori
Per quanto riguarda i dati statistici internazionali associati agli infortuni sul lavoro e alle malattie tra i lavoratori dei semiconduttori, gli unici dati comparabili sembrano essere quelli derivati da un'indagine sulle operazioni multinazionali di produzione di semiconduttori eseguita nel 1995 (Lassiter 1996). I dati raccolti in questa indagine riguardavano le operazioni internazionali dei produttori di semiconduttori con sede negli Stati Uniti per gli anni 1993-94. Alcuni dei dati dell'indagine includevano operazioni diverse dalla produzione di semiconduttori (ad esempio, produzione di computer e unità disco), sebbene tutte le società partecipanti fossero coinvolte nel settore dell'elettronica. I risultati di questa indagine sono presentati nella figura 1 e nella figura 2, che includono i dati della regione Asia-Pacifico, Europa, America Latina e Stati Uniti. Ogni caso riguardava un infortunio sul lavoro o una malattia che richiedeva cure mediche o perdita o limitazione del lavoro. Tutti i tassi di incidenza nelle cifre sono stati calcolati come numero di casi (o giornate lavorative perse) per 200,000 ore di lavoro all'anno. Se le ore lavorative totali non erano disponibili, sono state utilizzate le stime dell'occupazione media annua. Il denominatore di 200,000 ore lavorative è pari a 100 lavoratori equivalenti a tempo pieno all'anno (assumendo 2,000 ore lavorative per lavoratore all'anno).
Figura 1. Distribuzione dei tassi di incidenza degli infortuni e delle malattie sul lavoro per settore mondiale, 1993 e 1994.
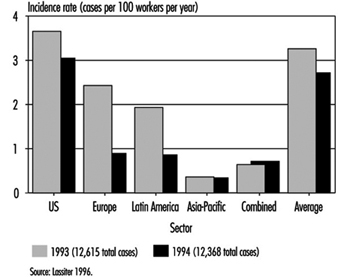
Figura 2. Distribuzione dei tassi di incidenza di Infortuni e malattie con giorni di assenza dal lavoro per settore mondiale 1993 e 1994
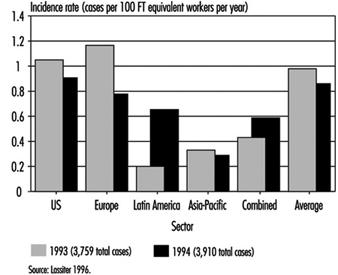
La figura 1 illustra i tassi di incidenza degli infortuni sul lavoro e delle malattie per le varie regioni del mondo nell'indagine 1993-94. Le tariffe dei singoli paesi non sono state incluse per garantire la riservatezza di quelle società partecipanti che erano le uniche fonti di dati per alcuni paesi. Pertanto, per alcuni paesi dell'indagine, i dati sono stati riportati solo per una singola struttura. In diversi casi, le aziende hanno combinato tutti i dati internazionali in un'unica statistica. Questi ultimi dati sono elencati in figura 1 e figura 2 come “Combinati”.
L'incidenza annuale di infortuni e malattie sul lavoro tra tutti i lavoratori nell'indagine internazionale è stata di 3.3 casi per 100 dipendenti (200,000 ore lavorate) nel 1993 e di 2.7 nel 1994. I casi segnalati sono stati 12,615 per il 1993 e 12,368 per il 1994. La grande maggioranza dei casi (12,130 nel 1993) provenivano da società statunitensi. Questi casi sono stati associati a circa 387,000 lavoratori nel 1993 e 458,000 nel 1994.
La figura 2 presenta i tassi di incidenza dei casi di giornate lavorative perse che comportano giorni di assenza dal lavoro. I tassi di incidenza del 1993 e del 1994 si basavano su circa 4,000 casi di giornate lavorative perse per ciascuno dei 2 anni dell'indagine internazionale. L'intervallo internazionale/regionale nei tassi di incidenza per questa statistica era il più ristretto di quelli misurati. L'incidenza dei casi di giornate lavorative perse può rappresentare la statistica internazionale più comparabile per quanto riguarda l'esperienza in materia di sicurezza e salute dei lavoratori. Il tasso di incidenza dei giorni di assenza dal lavoro (giorni di assenza dal lavoro) è stato di circa 15.4 giorni di assenza dal lavoro ogni 100 lavoratori per ciascuno dei 2 anni.
Gli unici dati dettagliati noti riguardanti le caratteristiche dei casi di infortuni e malattie dei lavoratori dei semiconduttori sono quelli compilati annualmente negli Stati Uniti dal BLS, che riguardano casi con giornate lavorative perse. I casi discussi qui sono stati individuati dal BLS nella loro indagine annuale per l'anno 1993. I dati ottenuti da questi casi appaiono nella figura 3, figura 4, figura 5 e figura 6. Ciascuna figura confronta l'esperienza dei casi di giornata lavorativa persa per il settore privato, tutta la produzione e la produzione di semiconduttori.
Figura 3. Incidenza comparativa dei casi di giornate lavorative perse1 per tipologia di evento o esposizione, 1993
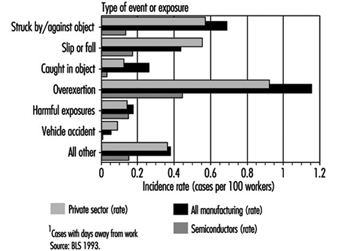
Figura 4. Incidenza comparativa dei casi di giornate lavorative perse1 per fonte di infortunio o malattia, 1993.
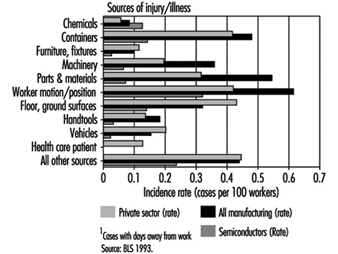
Figura 5. Incidenza comparativa dei casi di giornate lavorative perse1 per natura di infortunio o malattia, 1993.
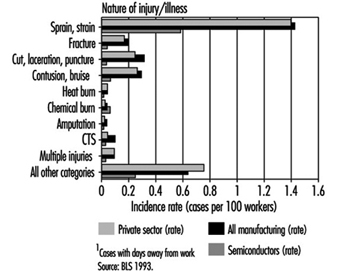
Figura 6. Incidenza comparativa dei casi di giornate lavorative perse per parte del corpo colpita, 1993
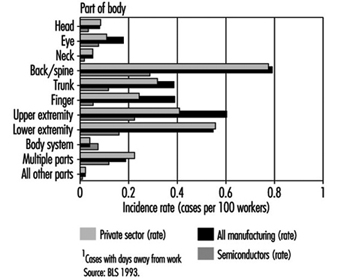
La Figura 3 mette a confronto l'esperienza dei casi di giornata lavorativa persa dei lavoratori dei semiconduttori statunitensi nel 1993 con il settore privato e con tutta la produzione rispetto al tipo di evento o esposizione. I tassi di incidenza per la maggior parte delle categorie in questa figura erano molto inferiori per i lavoratori dell'industria dei semiconduttori che per il settore privato o per tutta la produzione. I casi di sforzi eccessivi tra i lavoratori dei semiconduttori erano meno della metà del tasso di tutti i lavoratori del settore manifatturiero. La categoria di esposizione nociva (principalmente associata alle esposizioni a sostanze chimiche) era equivalente in tutti e tre i gruppi.
Le distribuzioni comparative dei casi di giornata lavorativa persa in base alla fonte di infortunio o malattia sono presentate nella figura 4. I tassi di incidenza dei casi di giornata lavorativa persa per i lavoratori dei semiconduttori erano inferiori a quelli del settore privato e di tutte le attività manifatturiere in tutte le categorie di fonti, ad eccezione dei casi associati a esposizioni a sostanze chimiche sostanze.
La figura 5 mette a confronto i tassi di incidenza delle giornate lavorative perse associati alla natura dell'infortunio o della malattia tra i tre gruppi. Le tariffe per i lavoratori dei semiconduttori erano meno della metà delle tariffe sia per il settore privato che per tutta la produzione nel 1993. L'incidenza delle ustioni chimiche era leggermente superiore per i lavoratori dei semiconduttori, ma era molto bassa per tutti e tre i gruppi di confronto. L'incidenza della sindrome del tunnel carpale (CTS) tra i lavoratori dei semiconduttori statunitensi era meno della metà del tasso per tutta la produzione.
Nella figura 6 è illustrata la distribuzione e l'incidenza dei casi che prevedono giorni di assenza dal lavoro per parte del corpo interessata. Sebbene l'incidenza dei casi che coinvolgevano i sistemi corporei fosse bassa per tutti i gruppi di confronto, il tasso per i lavoratori dei semiconduttori era leggermente elevato. Tutte le altre parti del corpo colpite erano molto inferiori per i lavoratori dei semiconduttori rispetto agli altri due gruppi di confronto.
Studi epidemiologici sui lavoratori dei semiconduttori
La preoccupazione per le possibili conseguenze sulla salute riproduttiva associate all'impiego nel settore dei semiconduttori è emersa nel 1983 quando una dipendente presso l'impianto di semiconduttori della Digital Equipment Corporation a Hudson, nel Massachusetts, ha indicato di ritenere che si fosse verificato un eccesso di aborti spontanei tra i dipendenti nelle camere bianche della struttura. Questa affermazione, unita all'assenza di dati interni presso la struttura, ha portato a uno studio epidemiologico della School of Public Health dell'Università del Massachusetts ad Amherst (UMass). Lo studio è stato avviato nel maggio del 1984 e completato nel 1985 (Pastides et al. 1988).
È stato osservato un rischio elevato di aborto spontaneo sia nell'area fotolitografica che nell'area di diffusione rispetto ai lavoratori non esposti in altre aree della struttura. Un rischio relativo di 1.75 è stato considerato non statisticamente significativo (p <0.05), sebbene un rischio relativo di 2.18 osservato tra i lavoratori nelle aree di diffusione fosse significativo. La pubblicazione dello studio UMass ha portato a temere in tutto il settore dei semiconduttori che uno studio più ampio fosse giustificato per convalidare i risultati osservati e per determinare la loro portata e la possibile causa.
La Semiconductor Industry Association (SIA) degli Stati Uniti ha sponsorizzato uno studio più ampio condotto dall'Università della California a Davis (UC Davis) a partire dal 1989. Lo studio UC Davis è stato progettato per verificare l'ipotesi che la produzione di semiconduttori fosse associata a un aumento del rischio di aborto spontaneo per dipendenti di fabbricazione di wafer di sesso femminile. La popolazione dello studio è stata selezionata tra 14 aziende che rappresentavano 42 siti di produzione in 17 stati. Il maggior numero di siti (che rappresentano quasi la metà dei dipendenti nello studio) era in California.
Lo studio UC Davis consisteva in tre diverse componenti: una componente trasversale (McCurdy et al. 1995; Pocekay et al. 1995); una componente di coorte storica (Schenker et al. 1995); e una componente prospettica (Eskenazi et al. 1995). Al centro di ciascuno di questi studi c'era una valutazione dell'esposizione (Hines et al. 1995; Hammond et al. 1995). La componente di valutazione dell'esposizione ha assegnato i dipendenti a un gruppo di esposizione relativo (ad esempio, esposizione elevata, esposizione bassa e così via).
Nella componente storica dello studio, è stato determinato che il rischio relativo dei lavoratori della fabbricazione, rispetto ai lavoratori non della fabbricazione, era di 1.45 (ovvero, il 45% di rischio in più di aborto spontaneo). Il gruppo a più alto rischio identificato nella componente storica dello studio era costituito da donne che lavoravano in operazioni di fotolitografia o incisione. Le donne che eseguivano operazioni di mordenzatura presentavano un rischio relativo di 2.15 (RR=2.15). Inoltre, è stata osservata una relazione dose-risposta tra le donne che hanno lavorato con qualsiasi fotoresist o sviluppatore rispetto all'aumento del rischio di aborto spontaneo. Questi dati hanno supportato un'associazione dose-risposta per gli eteri di glicole etilenico (EGE) ma non per gli eteri di glicole propilenico (PGE).
Sebbene sia stato osservato un aumento del rischio di aborto spontaneo tra le lavoratrici di fabbricazione di wafer nella componente prospettica dello studio UC Davis, i risultati non erano statisticamente significativi (p inferiore a 0.05). Un piccolo numero di gravidanze ha ridotto significativamente il potere della componente prospettica dello studio. L'analisi dell'esposizione all'agente chimico ha indicato un aumento del rischio per quelle donne che hanno lavorato con etilene glicole monoetil etere, ma si basava su sole 3 gravidanze. Un risultato importante è stato il supporto generale, e non la contraddizione, dei risultati della componente storica.
La componente trasversale dello studio ha rilevato un aumento dei sintomi delle vie respiratorie superiori principalmente nei gruppi di lavoratori del forno a diffusione e del film sottile. Una scoperta interessante è stata l'apparente effetto protettivo di vari controlli tecnici relativi all'ergonomia (ad esempio, poggiapiedi e l'uso di una sedia regolabile per ridurre le lesioni alla schiena).
Le misurazioni dell'aria effettuate nelle fabbriche di wafer hanno rilevato che la maggior parte delle esposizioni ai solventi erano inferiori all'1% dei limiti di esposizione consentiti (PEL) stabiliti dal governo degli Stati Uniti.
Uno studio epidemiologico separato (Correa et al. 1996) è stato condotto dalla Johns Hopkins University (JHU), coinvolgendo un gruppo di impiegati di semiconduttori della IBM Corporation nel 1989. Il tasso complessivo di aborto spontaneo osservato nello studio JHU che coinvolgeva le lavoratrici delle camere bianche era del 16.6%. Il rischio relativo di aborto spontaneo tra le lavoratrici di camere bianche con la più alta esposizione potenziale agli eteri di glicole etilenico era 2.8 (IC 95% = 1.4-5.6).
Discussione sugli studi epidemiologici riproduttivi che coinvolgono i lavoratori dei semiconduttori
Gli studi epidemiologici sono stati notevoli per portata e somiglianza dei risultati. Tutti questi studi hanno prodotto risultati simili. Ogni studio ha documentato un rischio eccessivo di aborto spontaneo (aborto spontaneo) per le lavoratrici donne nella fabbricazione di wafer semiconduttori. Due degli studi (JHU e UC Davis) possono indicare un'associazione causale con l'esposizione a glicoleteri a base di etilene. Lo studio UMass ha rilevato che il gruppo fotografico (quelli esposti all'etere di glicole) presentava un rischio minore rispetto al gruppo di diffusione, che non aveva un'esposizione documentata all'etere di glicole. Sebbene questi studi indichino un aumento del rischio di aborti spontanei tra i lavoratori della fabbricazione di wafer, la causa di tale rischio eccessivo non è chiara. Lo studio JHU non è riuscito a documentare un ruolo significativo per gli eteri glicolici e lo studio UC Davis ha collegato solo marginalmente gli eteri glicolici (attraverso la modellazione delle esposizioni e pratiche di lavoro auto-riportate) agli effetti sulla riproduzione. Poco o nessun monitoraggio è stato eseguito in entrambi gli studi per determinare l'esposizione agli eteri glicolici. Dopo il completamento di questi studi, l'industria dei semiconduttori ha iniziato a passare dagli eteri glicolici della serie dell'etilene a sostituti come il lattato di etile e gli eteri del glicole della serie del propilene.
Conclusione
Sulla base dei migliori dati disponibili riguardanti l'incidenza annuale di infortuni e malattie professionali, i lavoratori dei semiconduttori sono meno a rischio rispetto ai lavoratori di altri settori manifatturieri o di tutto il settore privato (comprese molte industrie non manifatturiere). Su base internazionale, sembra che i dati statistici sugli infortuni sul lavoro e sulle malattie associati ai casi di giornate lavorative perse possano essere un indicatore abbastanza affidabile dell'esperienza mondiale in materia di sicurezza e salute dei lavoratori dei semiconduttori. L'industria ha sponsorizzato diversi studi epidemiologici indipendenti nel tentativo di trovare risposte alle domande sulle conseguenze sulla salute riproduttiva legate all'occupazione nel settore. Sebbene non sia stata stabilita un'associazione definitiva tra gli aborti spontanei osservati e le esposizioni agli eteri glicolici a base di etilene, l'industria ha iniziato a utilizzare solventi fotoresist alternativi.
Problemi ambientali e di salute pubblica
Industria Panoramica
L'industria elettronica, rispetto ad altre industrie, è considerata "pulita" in termini di impatto ambientale. Nondimeno, le sostanze chimiche utilizzate nella produzione di parti e componenti elettronici e i rifiuti generati creano notevoli problemi ambientali che devono essere affrontati su scala globale a causa delle dimensioni dell'industria elettronica. I rifiuti e i sottoprodotti derivati dalla produzione di circuiti stampati (PWB), circuiti stampati (PCB) e semiconduttori sono aree di interesse che l'industria elettronica ha perseguito con forza in termini di prevenzione dell'inquinamento, tecnologia di trattamento e tecniche di riciclaggio/recupero .
In larga misura, l'incentivo a controllare l'impronta ambientale dei processi elettronici è passato da un impulso ambientale a un dominio finanziario. A causa dei costi e delle responsabilità associati ai rifiuti pericolosi e alle emissioni, l'industria elettronica ha implementato e sviluppato in modo aggressivo controlli ambientali che hanno notevolmente ridotto l'impatto dei suoi sottoprodotti e rifiuti. Inoltre, l'industria elettronica ha adottato un approccio proattivo per incorporare obiettivi, strumenti e tecniche ambientali nelle sue attività attente all'ambiente. Esempi di questo approccio proattivo sono l'eliminazione graduale dei CFC e dei composti perfluorurati e lo sviluppo di alternative "compatibili con l'ambiente", nonché l'emergente approccio di "progettazione per l'ambiente" allo sviluppo del prodotto.
La produzione di PWB, PCB e semiconduttori richiede l'uso di una varietà di prodotti chimici, tecniche di produzione specializzate e attrezzature. A causa dei pericoli associati a questi processi produttivi, la corretta gestione dei sottoprodotti chimici, dei rifiuti e delle emissioni è essenziale per garantire la sicurezza dei dipendenti dell'industria e la protezione dell'ambiente nelle comunità in cui risiedono.
La tabella 1, la tabella 2 e la tabella 3 presentano uno schema dei principali sottoprodotti e rifiuti generati nella produzione di PWB, PCB e semiconduttori. Inoltre, le tabelle presentano le principali tipologie di impatto ambientale e le modalità generalmente accettate di mitigazione e controllo del flusso di rifiuti. In primo luogo, i rifiuti generati colpiscono le acque reflue industriali o l'aria, oppure diventano rifiuti solidi.
Tabella 1. Produzione e controlli dei rifiuti PWB
|
Fasi del processo |
Pericoloso |
Ambientali |
Controls1 |
|
Materiali |
Nessuna |
Nessuna |
Nessuna |
|
Impila e fissa |
Metalli pesanti/preziosi |
Rifiuti solidi2 |
Riciclare/recuperare |
|
Perforazione |
Metalli pesanti/preziosi |
Rifiuti solidi2 |
Riciclare/recuperare |
|
sbavare |
Metalli pesanti/preziosi |
Rifiuti solidi2 |
Riciclare/recuperare |
|
senza elettroni |
metalli |
Delle acque reflue |
Precipitazione chimica |
|
Imaging |
solventi |
Aria |
Adsorbimento, condensazione o |
|
Placcatura a motivo |
corrosivi |
Acque reflue/aria |
Neutralizzazione del pH/lavaggio dell'aria |
|
Strappare, incidere, strappare |
Ammoniaca |
Aria |
Lavaggio ad aria (adsorbimento) |
|
Maschera per saldatura |
corrosivi |
Aria |
Lavaggio ad aria (adsorbimento) |
|
Rivestimento per saldatura |
solventi |
Aria |
Adsorbimento, condensazione o |
|
Placato in oro |
corrosivi |
Aria |
Lavaggio ad aria (adsorbimento) |
|
Componente |
solventi |
Aria |
Condensa ad adsorbimento o |
1. L'uso dei controlli di mitigazione dipende dai limiti di scarico nella posizione specifica.
2. Un rifiuto solido è qualsiasi materiale di scarto indipendentemente dal suo stato.
Tabella 2. Generazione e controlli dei rifiuti di PCB
|
Fasi del processo |
Pericoloso |
Ambientali |
Controls |
|
Pulizia |
Metalli (piombo) |
Delle acque reflue |
Neutralizzazione del pH, chimica |
|
Pasta per saldature |
Pasta saldante (piombo/stagno) |
Rifiuti solidi |
Riciclare/recuperare |
|
Adesivo |
Colle epossidiche |
Rifiuti solidi |
Incenerimento |
|
Componente |
Nastri, bobine e tubi in plastica |
||
|
Cura adesiva e |
|||
|
Flussaggio |
Solvente (flusso IPA) |
Rifiuti solidi |
Riciclare |
|
Saldatura ad onda |
Metallo (bava di saldatura) |
Rifiuti solidi |
Riciclare/recuperare |
|
Ispezione e |
Metallo |
Rifiuti solidi |
Riciclare/recuperare |
|
Testing |
Demolito popolato |
Rifiuti solidi |
Riciclare/recuperare |
|
Rielaborazione e |
Metallo (bava di saldatura) |
Rifiuti solidi |
Riciclare/recuperare |
|
Assistenza |
Metallo |
Rifiuti solidi |
Riciclo/incenerimento |
Tabella 3. Produzione e controlli dei rifiuti di produzione di semiconduttori
|
Fasi del processo |
Pericoloso |
Ambientali |
Controls |
|
Litografia/acquaforte |
solventi |
Rifiuti solidi |
Riciclo/recupero/incenerimento |
|
Ossidazione |
solventi |
Rifiuti solidi |
Riciclo/recupero/incenerimento |
|
doping |
Gas velenoso (arsina, |
Aria |
Sostituzione con liquido |
|
Deposizione chimica da vapore |
metalli corrosivi |
Rifiuti solidi |
Incenerimento |
|
Metallizzazione |
solventi |
Rifiuti solidi |
Incenerimento |
|
Assemblaggio e collaudo |
solventi |
Rifiuti solidi |
Riciclo/recupero/incenerimento |
|
Pulizia |
corrosivi |
Delle acque reflue |
neutralizzazione del pH |
I seguenti sono mezzi generalmente accettati per mitigare le emissioni nelle industrie PWB, PCB e semiconduttori. I controlli di scelta varieranno in base alle capacità ingegneristiche, ai requisiti delle agenzie di regolamentazione e ai componenti/concentrazioni specifici del flusso di rifiuti.
Controllo delle acque reflue
Precipitazione chimica
La precipitazione chimica viene generalmente utilizzata nella rimozione di particelle o metalli solubili dagli effluenti delle acque reflue. Poiché i metalli non si degradano naturalmente e sono tossici a basse concentrazioni, la loro rimozione dalle acque reflue industriali è essenziale. I metalli possono essere rimossi dalle acque reflue con mezzi chimici poiché sono poco solubili in acqua; la loro solubilità dipende dal pH, dalla concentrazione del metallo, dal tipo di metallo e dalla presenza di altri ioni. Tipicamente, il flusso di rifiuti richiede la regolazione del pH al livello appropriato per far precipitare il metallo. È necessaria l'aggiunta di sostanze chimiche alle acque reflue nel tentativo di alterare lo stato fisico dei solidi disciolti e sospesi. Sono comunemente usati agenti di precipitazione a base di calce, caustici e solfuri. Gli agenti precipitanti facilitano la rimozione di metalli disciolti e sospesi mediante coagulazione, sedimentazione o intrappolamento all'interno di un precipitato.
Un risultato della precipitazione chimica delle acque reflue è l'accumulo di fanghi. Sono stati quindi sviluppati processi di disidratazione per ridurre il peso dei fanghi mediante centrifughe, filtropresse, filtri o letti di essiccazione. I fanghi disidratati risultanti possono quindi essere inviati all'incenerimento o alla discarica.
neutralizzazione del pH
Il pH (la concentrazione di ioni idrogeno o acidità) è un importante parametro di qualità nelle acque reflue industriali. A causa degli effetti negativi del pH estremo nelle acque naturali e nelle operazioni di trattamento delle acque reflue, il pH delle acque reflue industriali deve essere regolato prima dello scarico dall'impianto di produzione. Il trattamento avviene in una serie di serbatoi monitorati per la concentrazione di ioni idrogeno dell'effluente delle acque reflue. Tipicamente, l'acido cloridrico o solforico viene utilizzato come corrosivi neutralizzanti e l'idrossido di sodio viene utilizzato come caustico neutralizzante. L'agente neutralizzante viene dosato nell'effluente delle acque reflue per regolare il pH dello scarico al livello desiderato.
La regolazione del pH è spesso richiesta prima dell'applicazione di altri processi di trattamento delle acque reflue. Tali processi includono precipitazione chimica, ossidazione/riduzione, assorbimento di carbone attivo, strippaggio e scambio ionico.
Controllo dei rifiuti solidi
I materiali sono un rifiuto solido se vengono abbandonati o eliminati mediante smaltimento; bruciato o incenerito; o accumulati, immagazzinati o trattati prima o invece di essere abbandonati (Codice del regolamento federale 40 degli Stati Uniti, sezione 261.2). I rifiuti pericolosi presentano generalmente una o più delle seguenti caratteristiche: infiammabilità, corrosività, reattività, tossicità. A seconda delle caratteristiche del materiale/rifiuto pericoloso, vengono utilizzati vari mezzi per controllare la sostanza. L'incenerimento è un'alternativa di trattamento comune per i rifiuti di solventi e metalli generati durante la produzione di PWB, PCB e semiconduttori.
Incenerimento
L'incenerimento (postcombustione) o la distruzione termica è diventata un'opzione popolare nella gestione dei rifiuti infiammabili e tossici. In molti casi, i rifiuti infiammabili (solventi) sono usati come fonte di combustibile (miscela di combustibile) per inceneritori termici e catalitici. Un corretto incenerimento di solventi e rifiuti tossici fornisce la completa ossidazione del combustibile e converte il materiale combustibile in anidride carbonica, acqua e ceneri, senza lasciare alcuna responsabilità associata ai rifiuti pericolosi residui. I tipi comuni di incenerimento sono gli inceneritori termici e catalitici. La selezione del tipo di metodo di incenerimento dipende dalla temperatura di combustione, dalle caratteristiche del combustibile e dal tempo di permanenza. Gli inceneritori termici operano ad alte temperature e sono largamente utilizzati con composti alogenati. I tipi di inceneritori termici includono forno rotante, iniezione di liquido, focolare fisso, letto fluido e altri inceneritori di progettazione avanzata.
Gli inceneritori catalitici ossidano i materiali combustibili (ad es. COV) iniettando un flusso di gas riscaldato attraverso un letto di catalizzatore. Il letto di catalizzatore massimizza l'area superficiale e, iniettando un flusso di gas riscaldato nel letto di catalizzatore, la combustione può avvenire a una temperatura inferiore rispetto all'incenerimento termico.
Emissioni in aria
L'incenerimento è utilizzato anche per il controllo delle emissioni in atmosfera. Vengono utilizzati anche l'assorbimento e l'adsorbimento.
Assorbimento
L'assorbimento d'aria viene tipicamente utilizzato per abbattere le emissioni corrosive dell'aria, facendo passare il contaminante e dissolvendolo in un liquido non volatile (ad es. acqua). L'effluente dal processo di assorbimento viene tipicamente scaricato in un sistema di trattamento delle acque reflue, dove subisce la regolazione del pH.
adsorbimento
L'adsorbimento è l'adesione (mediante forze fisiche o chimiche) di una molecola di gas alla superficie di un'altra sostanza, chiamata adsorbente. Tipicamente, l'adsorbimento viene utilizzato per estrarre solventi da una fonte di emissioni nell'aria. Carbone attivo, allumina attivata o gel di silice sono adsorbenti comunemente usati.
Riciclaggio
I materiali riciclabili vengono utilizzati, riutilizzati o recuperati come ingredienti in un processo industriale per realizzare un prodotto. Il riciclaggio di materiali e rifiuti fornisce mezzi ambientali ed economici per affrontare efficacemente tipi specifici di flussi di rifiuti, come metalli e solventi. I materiali e i rifiuti possono essere riciclati internamente oppure i mercati secondari possono accettare materiali riciclabili. La selezione del riciclaggio come alternativa per i rifiuti deve essere valutata in base a considerazioni finanziarie, al quadro normativo e alla tecnologia disponibile per riciclare i materiali.
Direzione futura
Poiché la domanda di prevenzione dell'inquinamento aumenta e l'industria cerca mezzi convenienti per affrontare l'uso e i rifiuti chimici, l'industria elettronica deve valutare nuove tecniche e tecnologie per migliorare i metodi per la gestione dei materiali pericolosi e la generazione dei rifiuti. L'approccio end-of-pipe è stato sostituito dalle tecniche di progettazione per l'ambiente, in cui le questioni ambientali sono affrontate durante l'intero ciclo di vita di un prodotto, tra cui: conservazione dei materiali; operazioni di produzione efficienti; l'uso di materiali più rispettosi dell'ambiente; riciclaggio, rigenerazione e recupero di prodotti di scarto; e una miriade di altre tecniche che garantiranno un minore impatto ambientale per l'industria manifatturiera dell'elettronica. Un esempio è la grande quantità di acqua utilizzata nei numerosi risciacqui e in altre fasi di lavorazione nell'industria microelettronica. Nelle aree povere d'acqua, questo sta costringendo l'industria a trovare alternative. Tuttavia, è essenziale assicurarsi che l'alternativa (ad esempio i solventi) non crei ulteriori problemi ambientali.
Come esempio di direzioni future nel processo PWB e PCB, la tabella 4 presenta varie alternative per creare pratiche più rispettose dell'ambiente e prevenire l'inquinamento. Sono stati individuati i bisogni e gli approcci prioritari.
Tabella 4. Matrice dei bisogni prioritari
|
Bisogno prioritario (decrescente |
Approccio |
Attività selezionate |
|
Uso più efficiente, |
Prolunga la vita dell'elettrolitico e |
Ricerca per estendere i bagni. |
|
Ridurre i rifiuti solidi generati |
Sviluppare e promuovere |
Sviluppare l'infrastruttura per |
|
Stabilire un fornitore migliore |
Promuovere fornitore, |
Sviluppare un modello pericoloso |
|
Ridurre al minimo l'impatto di |
Ridurre l'uso di saldatura al piombo quando |
Modificare le specifiche per accettare |
|
Utilizzare processi additivi che |
Sviluppare semplificato, |
Collaborare a progetti per |
|
Elimina la sbavatura del foro in PWB |
Sviluppare resine senza sbavature o |
Indagare alternativa |
|
Riduci il consumo di acqua |
Sviluppare l'uso dell'acqua |
Modificare le specifiche per ridurre |
Fonte: MCC 1994.
" DISCLAIMER: L'ILO non si assume alcuna responsabilità per i contenuti presentati su questo portale Web presentati in una lingua diversa dall'inglese, che è la lingua utilizzata per la produzione iniziale e la revisione tra pari del contenuto originale. Alcune statistiche non sono state aggiornate da allora la produzione della 4a edizione dell'Enciclopedia (1998)."