- Sei qui:
-
Casa

- Parte XIII. Industrie manufatturiere

bambini categorie

81. Apparecchi e apparecchi elettrici (7)

81. Apparecchi e apparecchiature elettriche
Editor del capitolo: NA Smith
Sommario
Tabelle e figure
Profilo generale
NA Smith
Produzione di batterie al piombo
Barry P. Kelley
Batterie
NA Smith
Fabbricazione di cavi elettrici
David A. O'Malley
Fabbricazione di tubi e lampade elettriche
Albert M. Zielinski
Produzione di elettrodomestici
NA Smith e W.Klost
Problemi ambientali e di salute pubblica
Pitman, Alessandro
tavoli
Fare clic su un collegamento sottostante per visualizzare la tabella nel contesto dell'articolo.
1. Composizione delle batterie comuni
2. Produzione: elettrodomestici
Cifre
Punta su una miniatura per vedere la didascalia della figura, fai clic per vedere la figura nel contesto dell'articolo.





82. Industria della lavorazione dei metalli e della lavorazione dei metalli (14)
82. Industria della lavorazione dei metalli e della lavorazione dei metalli
Editor del capitolo: Michael McCann
Sommario
Tabelle e figure
Operazioni di fusione e raffinazione
Fusione e raffinazione
Pekka Roto
Fusione e raffinazione di rame, piombo e zinco
Fusione e raffinazione dell'alluminio
Bertram D.Dinman
Fusione e raffinazione dell'oro
ID Gadaskina e LA Ryzik
Lavorazione dei metalli e lavorazione dei metalli
fonderie
Franklin E. Mirer
Forgiatura e stampaggio
Roberto M. Park
Saldatura e taglio termico
Philip A. Platcow e GS Lyndon
torni
Toni Retsch
Levigatura e lucidatura
K.Welinder
Lubrificanti industriali, fluidi per la lavorazione dei metalli e oli per automobili
Richard S. Kraus
Trattamento superficiale dei metalli
JG Jones, JR Bevan, JA Catton, A. Zober, N. Fish, KM Morse, G. Thomas, MA El Kadeem e Philip A. Platcow
Recupero metalli
Melvin E. Cassady e Richard D. Ringenwald, Jr.
Problemi ambientali nella finitura dei metalli e nei rivestimenti industriali
Steward Forbes
tavoli
Fare clic su un collegamento sottostante per visualizzare la tabella nel contesto dell'articolo.
1. Ingressi e uscite per la fusione del rame
2. Ingressi e uscite per la fusione del piombo
3. Ingressi e uscite per la fusione dello zinco
4. Ingressi e uscite per la fusione dell'alluminio
5. Tipi di forni da fonderia
6. Input di materiali di processo e output di inquinamento
7. Processi di saldatura: descrizione e pericoli
8. Sintesi dei pericoli
9. Comandi per alluminio, a comando
10 Controlli per il rame, per operazione
11 Controlli per piombo, per operazione
12 Controlli per lo zinco, per operazione
13 Controlli per il magnesio, per operazione
14 Controlli per il mercurio, per operazione
15 Controlli per il nichel, per operazione
16 Controlli per metalli preziosi
17 Controlli per il cadmio, per operazione
18 Controlli per il selenio, per operazione
19 Controlli per cobalto, per operazione
20 Controlli per stagno, per operazione
21 Controlli per il titanio, per operazione
Cifre
Punta su una miniatura per vedere la didascalia della figura, fai clic per vedere la figura nel contesto dell'articolo.
|
|







83. Microelettronica e Semiconduttori (7)
83. Microelettronica e semiconduttori
Editor del capitolo: Michael E.Williams
Sommario
Tabelle e figure
Profilo generale
Michael E.Williams
Produzione di semiconduttori di silicio
David G. Baldwin, James R. Rubin e Afsaneh Gerami
Display a cristalli liquidi
David G. Baldwin, James R. Rubin e Afsaneh Gerami
Produzione di semiconduttori III-V
David G. Baldwin, Afsaneh Gerami e James R. Rubin
Circuito stampato e assemblaggio di computer
Michael E.Williams
Effetti sulla salute e modelli di malattia
Donald V.Lassiter
Problemi ambientali e di salute pubblica
Corky masticare
tavoli
Fare clic su un collegamento sottostante per visualizzare la tabella nel contesto dell'articolo.
1. Sistemi di fotoresist
2. Estrattori di fotoresist
3. Aggressivi chimici umidi
4. Gas di incisione al plasma e materiali incisi
5. Droganti per la formazione di giunzioni per la diffusione
6. Principali categorie dell'epitassia del silicio
7. Principali categorie di CVD
8. Pulizia di schermi piatti
9. Processo PWB: ambiente, salute e sicurezza
10 Generazione e controlli dei rifiuti PWB
11 Generazione e controlli dei rifiuti di PCB
12 Generazione e controlli dei rifiuti
13 Matrice dei bisogni prioritari
Cifre
Punta su una miniatura per vedere la didascalia della figura, fai clic per vedere la figura nel contesto dell'articolo.
|
|













84. Vetro, ceramica e materiali affini (3)
84. Vetro, ceramica e materiali affini
Redattori di capitoli: Joel Bender e Jonathan P. Hellerstein
Sommario
Tabelle e figure
Vetro, Ceramica e Materiali Affini
Jonathan P. Hellerstein, Joel Bender, John G. Hadley e Charles M. Hohman
Caso di studio: fibre ottiche
George R. Osborne
Caso di studio: gemme sintetiche
Delfino Basilico
tavoli
Fare clic su un collegamento sottostante per visualizzare la tabella nel contesto dell'articolo.
1. Tipici costituenti corporei
2. Processo di produzione
3. Additivi chimici selezionati
4. Utilizzo del refrattario da parte dell'industria negli Stati Uniti
5. Potenziali rischi per la salute e la sicurezza
6. Infortuni e malattie professionali non mortali
Cifre
Punta su una miniatura per vedere la didascalia della figura, fai clic per vedere la figura nel contesto dell'articolo.



























85. Industria della stampa, della fotografia e della riproduzione (6)
85. Industria della stampa, della fotografia e della riproduzione
Editor del capitolo: David Richardson
Sommario
Tabelle e figure
Stampa e pubblicazione
Gordon C.Miller
Servizi di riproduzione e duplicazione
Robert W.Kilpper
Problemi di salute e modelli di malattia
Barry R. Friedlander
Panoramica delle questioni ambientali
Daniel R. Inglese
Laboratori fotografici commerciali
David Richardson
tavoli
Fare clic su un collegamento sottostante per visualizzare la tabella nel contesto dell'articolo.
1. Esposizioni nel settore della stampa
2. Rischi di mortalità del commercio di stampa
3. Esposizione chimica durante la lavorazione
Cifre
Punta su una miniatura per vedere la didascalia della figura, fai clic per vedere la figura nel contesto dell'articolo.






86. Lavorazione del legno (5)
86. Falegnameria
Editor del capitolo: Jon Parish
Sommario
Tabelle e figure
Profilo generale
Debra Osinsky
Processi di lavorazione del legno
Jon K. Parrocchia
Macchine per instradare
Batti Wegmüller
Piallatrici per legno
Batti Wegmüller
Effetti sulla salute e modelli di malattia
Leon J.Warshaw
tavoli
Fare clic su un collegamento sottostante per visualizzare la tabella nel contesto dell'articolo.
1. Varietà di legno velenose, allergeniche e biologicamente attive
Cifre
Punta su una miniatura per vedere la didascalia della figura, fai clic per vedere la figura nel contesto dell'articolo.

















Vetro, Ceramica e Materiali Affini
Questo capitolo riguarda i seguenti settori merceologici:
- vetro.
- fibre vetrose sintetiche
- ceramica
- piastrelle di ceramica
- ceramica industriale
- mattone e tegole
- refrattari
- gemme sintetiche
- fibre ottiche.
È interessante notare che non solo la maggior parte di questi settori ha radici nell'antichità, ma condivide anche una serie di processi generali comuni. Ad esempio, tutti si basano fondamentalmente sull'utilizzo di materie prime naturali in polvere o in particolato fine che vengono trasformate dal calore nei prodotti desiderati. Pertanto, nonostante la gamma di processi e prodotti compresi in questo gruppo, questi processi comuni consentono una panoramica comune dei potenziali rischi per la salute associati a queste industrie. Poiché i vari settori manifatturieri sono composti sia da segmenti piccoli e frammentati (ad esempio, la produzione di mattoni) sia da grandi impianti di produzione tecnicamente sofisticati che impiegano migliaia di lavoratori, ciascun settore è descritto separatamente.
Processi e pericoli comuni
Esistono rischi comuni per la sicurezza e la salute riscontrati nella produzione di prodotti in questi settori di attività. I pericoli e le misure di controllo sono discussi in altre sezioni del Enciclopedia. I pericoli specifici del processo sono discussi nelle singole sezioni di questo capitolo.
Processi batch di materie prime
La maggior parte dei processi di produzione industriale riceve materie prime solide secche in forma sfusa o in sacchi singoli. Le materie prime solide sfuse vengono scaricate da vagoni ferroviari con tramoggia o camion su strada in bidoni, tramogge o miscelatori per gravità, linee di trasferimento pneumatiche, trasportatori a coclea, trasportatori a tazze o altri trasferimenti meccanici. I pallet di materie prime in sacchi (da 20 a 50 kg) o grandi contenitori in sacchi di tessuto (da 0.5 a 1.0 tonnellate) vengono scaricati da rimorchi o vagoni ferroviari con carrelli elevatori industriali a motore, gru o montacarichi. Singoli sacchi o materie prime vengono rimossi dai pallet manualmente o con sistemi di sollevamento motorizzati. Le materie prime in sacchi vengono generalmente caricate in una stazione di scarico dei sacchi o direttamente in tramogge di stoccaggio o tramogge di pesatura.
I potenziali rischi per la sicurezza e la salute associati ai processi di scarico, movimentazione e trasferimento di materie prime solide includono:
- esposizioni al rumore nell'intervallo da 85 a 100 dBA. I vibratori pneumatici, i compressori, gli attuatori delle valvole, i motori di azionamento della miscelazione, i soffiatori e i collettori di polvere sono alcune delle principali fonti di rumore.
- esposizioni al particolato aerodisperso respirabile dal trasferimento e dalla miscelazione di materie prime solide granulari. Le esposizioni dipendono dalla composizione delle materie prime, ma comunemente possono includere la silice (SiO2), argilla, allumina, calcare, polveri alcaline, ossidi metallici, metalli pesanti e particolato molesto.
- rischi ergonomici associati al sollevamento o alla movimentazione manuale di sacchi di materie prime, vibratori o linee di trasferimento e attività di manutenzione del sistema
- rischi fisici dalla manovra di vagoni ferroviari o autocarri, traffico di autocarri industriali a motore, lavori ad altezze elevate, ingressi in spazi ristretti e contatto con fonti di energia elettrica, pneumatica o meccanica, ad esempio punti di pressione, parti rotanti, ingranaggi conduttori, alberi, cinghie e pulegge.
Processi di cottura o fusione
La produzione di prodotti in questi settori di attività comporta processi di essiccazione, fusione o cottura in forni o fornaci. Il calore per questi processi è generato dalla combustione di propano, gas naturale (metano) o olio combustibile, fusione ad arco elettrico, microonde, essiccazione dielettrica e/o riscaldamento a resistenza con elettricità. I potenziali pericoli presentati dai processi di cottura o fusione includono:
- esposizioni ai prodotti della combustione come monossido di carbonio, ossidi di azoto (NOx) e anidride solforosa
- fumi e particolato da materie prime aerodisperse (p. es., silice, metalli, polveri alcaline) o sottoprodotti (p. es., acido fluoridrico, cristobalite, fumi di metalli pesanti)
- incendio o esplosione associato a sistemi di alimentazione utilizzati per il calore di processo o carburante per carrelli elevatori; potenziali rischi di incendio o esplosione associati a serbatoi di stoccaggio di combustibili infiammabili, sistemi di distribuzione delle tubazioni e vaporizzatori. I sistemi di alimentazione di riserva o di riserva utilizzati di rado per le riduzioni del gas naturale possono presentare simili problemi di incendio o esplosione.
- esposizione alle radiazioni infrarosse da materiale fuso, che può aumentare il rischio di cataratte da calore o ustioni della pelle
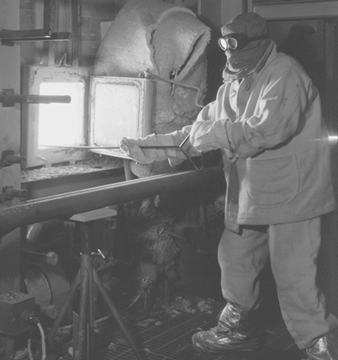
- Energia radiante e stress da calore. L'ambiente di lavoro attorno a fornaci o fornaci può essere estremamente caldo. Problemi significativi di stress termico possono verificarsi quando lavori di riparazione di emergenza o manutenzione ordinaria vengono eseguiti in prossimità o al di sopra dei processi di cottura o fusione. Gravi ustioni termiche possono derivare dal contatto diretto della pelle con superfici calde o materiali fusi (vedere figura 1).
Figura 1. Tecnico del controllo qualità
- pericoli di energia elettrica. Il contatto diretto con l'energia elettrica ad alta tensione utilizzata per il riscaldamento della resistenza per integrare i processi alimentati a combustibile presenta un rischio di folgorazione e possibili problemi di salute dovuti all'esposizione ai campi elettromagnetici (EMF). Forti campi magnetici ed elettrici possono potenzialmente interferire con pacemaker e altri dispositivi medici impiantati.
- esposizioni al rumore superiori a 85-90 dBA da soffianti di combustione, tramogge batch o miscelatori, processi di alimentazione e nastri trasportatori.
movimentazione in produzione, fabbricazione, imballaggio e magazzinaggio
I processi di movimentazione, fabbricazione e imballaggio dei materiali differiscono in larga misura in questo settore di attività, così come le dimensioni, la forma e il peso dei prodotti. L'elevata densità di materiali in questo settore o le configurazioni ingombranti presentano rischi comuni nella movimentazione dei materiali. Il sollevamento manuale e la movimentazione dei materiali nella produzione, fabbricazione, imballaggio e stoccaggio in questo settore sono responsabili di molti infortuni invalidanti. (Vedere la sezione "Profilo di infortuni e malattie" di seguito.) Gli sforzi per la riduzione degli infortuni si stanno concentrando sulla riduzione del sollevamento manuale e della movimentazione dei materiali. Ad esempio, design di imballaggi innovativi, robotica per l'impilamento e la pallettizzazione dei prodotti finiti e veicoli di trasporto a guida automatica per lo stoccaggio stanno iniziando a essere utilizzati in parti selezionate di questo settore di attività per eliminare la movimentazione manuale dei materiali e gli infortuni associati. L'uso di nastri trasportatori, sistemi di sollevamento con equipaggio (ad es. paranchi a vuoto) e piattaforme a forbice per la movimentazione e la pallettizzazione dei prodotti sono attualmente pratiche comuni di movimentazione dei materiali (vedere figura 2).
Figura 2. Utilizzo del sistema di sollevamento a vuoto

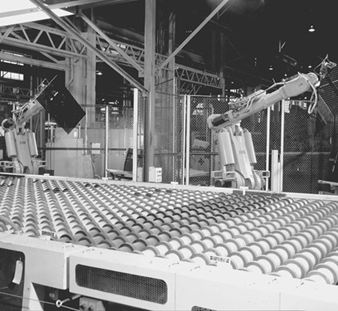
L'uso della robotica per eliminare la movimentazione manuale dei materiali sta svolgendo un ruolo importante nella prevenzione delle lesioni ergonomiche. La robotica ha ridotto le sollecitazioni ergonomiche e le gravi lesioni da lacerazione che sono state storicamente associate alla movimentazione dei materiali (ad es. vetro piano) nella forza lavoro di produzione (vedere figura 3). Tuttavia, l'aumento dell'utilizzo della robotica e dell'automazione dei processi introduce macchinari in movimento e rischi di energia elettrica, che trasformano i tipi di pericoli e trasferiscono anche i rischi ad altri lavoratori (dalla produzione agli addetti alla manutenzione). Progettazioni adeguate di controlli elettronici e sequenze logiche, protezioni della macchina, pratiche di blocco totale dell'energia e definizione di procedure operative e di manutenzione sicure sono modi fondamentali per controllare gli infortuni ai lavoratori della manutenzione e della produzione.
Figura 3. Robotica utilizzata nella lastra di vetro
Ricostruzioni e attività di ricostruzione
Numerosi potenziali rischi per la salute e la sicurezza si incontrano durante periodiche ricostruzioni importanti o riparazioni a freddo di fornaci o fornaci. Si può incontrare un'ampia gamma di pericoli associati alle attività di costruzione. Gli esempi includono: rischi ergonomici con la manipolazione dei materiali (ad es. mattoni refrattari); esposizione aerea a silice, amianto, fibre ceramiche refrattarie o particolato contenente metalli pesanti, durante la demolizione, o sottoprodotti di taglio e saldatura; stress da calore; lavorare ad altezze elevate; rischi di scivolamento, inciampo o caduta; pericoli in spazi ristretti (vedi figura 4); e il contatto con fonti di energia pericolose.
Figura 4. Ingresso in spazi ristretti

Vetro
Profilo generale
Il vetro si è formato naturalmente da elementi comuni nella crosta terrestre molto prima che qualcuno pensasse di sperimentarne la composizione, modellarne la forma o adibirlo alla miriade di usi di cui gode oggi. L'ossidiana, ad esempio, è una combinazione naturale di ossidi fusi da un intenso calore vulcanico e vetrificati (trasformati in un vetro) da un rapido raffreddamento ad aria. Il suo colore nero opaco deriva dalle quantità relativamente elevate di ossido di ferro che contiene. La sua durata chimica e la sua durezza si confrontano favorevolmente con molti vetri commerciali.
La tecnologia del vetro si è evoluta per 6,000 anni e alcuni principi moderni risalgono a tempi antichi. L'origine dei primi occhiali sintetici si perde nell'antichità e nella leggenda. faience è stato realizzato dagli egiziani, che hanno modellato figurine dalla sabbia (SiO2), l'ossido di formazione del vetro più diffuso. Era ricoperto di natron, il residuo lasciato dall'inondazione del fiume Nilo, composto principalmente da carbonato di calcio (CaCO3), carbonato di sodio (Na2CO3), sale (NaCl) e ossido di rame (CuO). Il riscaldamento al di sotto di 1,000 ° C ha prodotto un rivestimento vetroso mediante la diffusione dei flussi, CaO e Na2O nella sabbia e la loro successiva reazione allo stato solido con la sabbia. L'ossido di rame conferiva all'articolo un attraente colore blu.
Secondo la definizione data da Morey: “Il vetro è una sostanza inorganica in una condizione continua e analoga allo stato liquido di tale sostanza, ma che, per effetto di una variazione reversibile di viscosità durante il raffreddamento, ha raggiunto un grado di viscosità così elevato da essere, a tutti gli effetti pratici, rigido. ASTM definisce il vetro come "un prodotto inorganico di fusione che si è raffreddato a una condizione rigida senza cristallizzare". Sia i materiali organici che quelli inorganici possono formare vetri se la loro struttura non è cristallina, cioè se mancano di ordine a lungo raggio.
Uno sviluppo molto importante nella tecnologia del vetro è stato l'uso di un cannello (vedi figura 5), che è stato utilizzato per la prima volta in circa 100 anni aC. Da quel momento in poi ci fu un rapido sviluppo della tecnica di lavorazione del vetro.
Figura 5. Il cannello

Il primo vetro era colorato per la presenza di varie impurità come ossidi di ferro e cromo. Il vetro praticamente incolore fu prodotto per la prima volta circa 1,500 anni fa.
In quel periodo la lavorazione del vetro si stava sviluppando a Roma, e da lì si spostò in molti altri paesi d'Europa. Molte vetrerie furono costruite a Venezia, e qui ebbe luogo uno sviluppo importante. Nel XIII secolo molte delle vetrerie furono trasferite da Venezia in un'isola vicina, Murano. Murano è ancora un centro per la produzione di vetro fatto a mano in Italia.
Nel XVI secolo, il vetro veniva prodotto in tutta Europa. Ora il vetro di Boemia della Repubblica Ceca è ben noto per la sua bellezza e le fabbriche di vetro nel Regno Unito e in Irlanda producono stoviglie in cristallo al piombo di alta qualità. La Svezia è un altro paese che ospita la produzione di cristalli artistici in vetro.
In Nord America il primo stabilimento manifatturiero di qualsiasi tipo era una fabbrica di vetro. I coloni inglesi iniziarono a produrre vetro all'inizio del XVII secolo a Jamestown, in Virginia.
Oggi il vetro viene prodotto nella maggior parte dei paesi del mondo. Molti prodotti in vetro sono realizzati in linee di lavorazione completamente automatiche. Sebbene il vetro sia uno dei materiali più antichi, le sue proprietà sono uniche e non ancora del tutto comprese.
L'industria del vetro oggi è composta da diversi segmenti di mercato principali, tra cui il mercato del vetro piano, il mercato degli articoli per la casa di consumo, il mercato dei contenitori di vetro, l'industria del vetro ottico e il segmento di mercato della vetreria scientifica. I mercati del vetro ottico e scientifico tendono ad essere molto ordinati e sono dominati da uno o due fornitori nella maggior parte dei paesi. Questi mercati hanno anche un volume molto inferiore rispetto ai mercati di consumo. Ciascuno di questi mercati si è sviluppato nel corso degli anni grazie alle innovazioni nella specifica tecnologia del vetro o ai progressi della produzione. L'industria dei contenitori, ad esempio, è stata guidata dallo sviluppo di macchine per la produzione di bottiglie ad alta velocità sviluppate all'inizio del 1900. L'industria del vetro piano è stata notevolmente avanzata dallo sviluppo del processo del vetro float nei primi anni '1960. Entrambi questi segmenti sono oggi aziende multimiliardarie in tutto il mondo.
Gli articoli per la casa in vetro rientrano in quattro categorie generali:
- stoviglie (incluse stoviglie, tazze e tazzine)
- drinkware
- teglie (o teglie da forno)
- pentole da cucina.
Mentre le stime mondiali sono difficili da ottenere, il mercato degli articoli per la casa in vetro è senza dubbio dell'ordine di 1 miliardo di dollari solo negli Stati Uniti. A seconda della categoria specifica, una varietà di altri materiali competono per la quota di mercato, tra cui ceramica, metalli e plastica.
Processo di produzione
Il vetro è un prodotto inorganico di fusione che si è raffreddato a una condizione rigida senza cristallizzare. Il vetro è tipicamente duro e fragile e presenta una frattura concoidale. Il vetro può essere prodotto per essere colorato, traslucido o opaco variando i materiali amorfi o cristallini disciolti che sono presenti.
Quando il vetro viene raffreddato dallo stato fuso caldo, aumenta gradualmente di viscosità senza cristallizzazione in un ampio intervallo di temperature, fino ad assumere la sua caratteristica forma dura e fragile. Il raffreddamento è controllato per prevenire la cristallizzazione o un'elevata deformazione.
Sebbene qualsiasi composto che abbia queste proprietà fisiche sia teoricamente un vetro, la maggior parte dei vetri commerciali rientra in tre tipi principali e ha un'ampia gamma di composizioni chimiche.
- Vetri soda-lime-silice sono i vetri più importanti per quantità prodotta e varietà di utilizzo, comprendendo la quasi totalità del vetro piano, dei contenitori, della vetreria domestica a basso costo prodotta in serie e delle lampadine elettriche.
- Vetri piombo-potassa-silice contengono una percentuale variabile ma spesso elevata di ossido di piombo. La produzione di vetri ottici sfrutta l'alto indice di rifrazione di questo tipo di vetro; la vetreria domestica e decorativa soffiata a mano sfrutta la sua facilità di taglio e lucidatura; applicazioni elettriche ed elettroniche sfrutta la sua elevata resistività elettrica e protezione dalle radiazioni.
- Vetri borosilicati hanno una bassa dilatazione termica e sono resistenti agli shock termici, il che li rende ideali per la vetreria da forno domestica e da laboratorio e per la fibra di vetro per i rinforzi in plastica.
Un lotto di vetro commerciale è costituito da una miscela di diversi ingredienti. Tuttavia, la frazione maggiore del lotto è costituita da 4 a 6 ingredienti, scelti tra materiali come sabbia, calcare, dolomite, carbonato di sodio, borace, acido borico, materiali feldspatici, composti di piombo e bario. Il resto del lotto è costituito da diversi ingredienti aggiuntivi, scelti da un gruppo di circa 15-20 materiali comunemente indicati come ingredienti minori. Queste ultime aggiunte vengono aggiunte allo scopo di fornire una funzione o qualità specifica, come il colore, che deve essere realizzato durante il processo di preparazione del vetro.
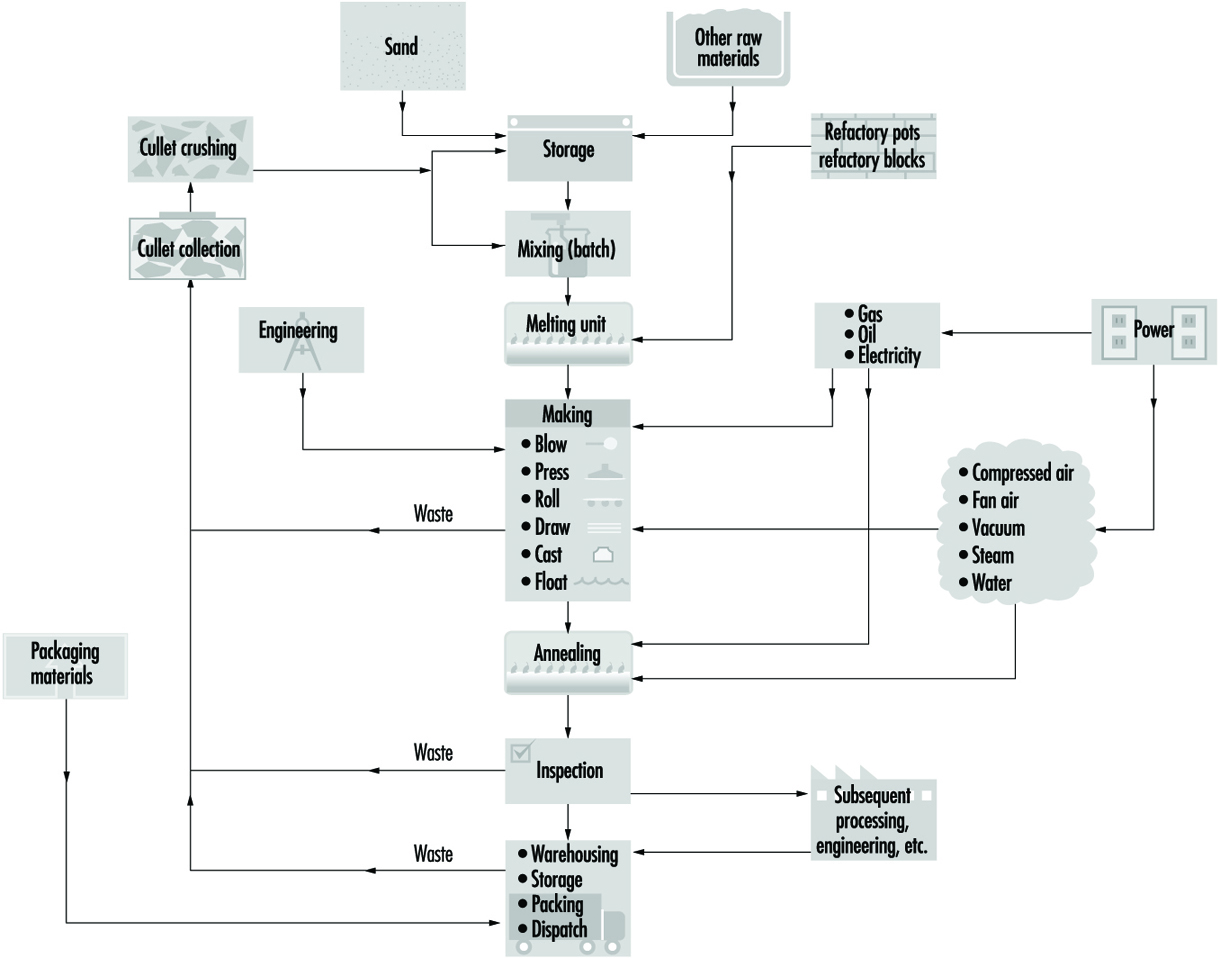
La figura 6 illustra i principi di base della fabbricazione del vetro. Le materie prime vengono pesate, miscelate e, dopo l'aggiunta del vetro rotto (rottami), portate al forno per la fusione. Piccole pentole fino a 2 tonnellate di capacità sono ancora utilizzate per la fusione del vetro per la cristalleria soffiata a mano e bicchieri speciali richiesti in piccole quantità. Diverse pentole vengono riscaldate insieme in una camera di combustione.
Figura 6. I processi ei materiali coinvolti
Nella manifattura più moderna, la fusione avviene in grandi forni rigenerativi, recuperativi o elettrici costruiti in materiale refrattario e riscaldati a petrolio, gas naturale o elettricità. Il potenziamento elettrico e la fusione elettrica a freddo sono stati commercializzati e sono stati ampiamente utilizzati a livello globale alla fine degli anni '1960 e '1970. La forza trainante della fusione elettrica a freddo è stata il controllo delle emissioni, mentre il potenziamento elettrico è stato generalmente utilizzato per migliorare la qualità del vetro e aumentare la produttività.
I fattori economici più significativi riguardanti l'uso dell'elettricità per la fusione del forno di vetro sono legati ai costi dei combustibili fossili, alla disponibilità di vari combustibili, ai costi dell'elettricità, ai costi di capitale per le attrezzature e così via. Tuttavia, in molti casi la ragione principale per l'uso della fusione elettrica o del potenziamento è il controllo ambientale. Diverse località in tutto il mondo dispongono già o dovrebbero presto disporre di normative ambientali che limitano rigorosamente lo scarico di vari ossidi o particolato in generale. Pertanto, i produttori in molte località si trovano di fronte alla possibilità di dover ridurre le portate di fusione del vetro, installare filtri a maniche o precipitatori per gestire i gas di combustione di scarico o modificare il processo di fusione e includere la fusione elettrica o il boost. Le alternative a tale modifica possono in alcuni casi essere fermate dell'impianto.
La parte più calda del forno (sovrastruttura) può essere compresa tra 1,600 e 2,800°C. Il raffreddamento controllato riduce la temperatura del vetro da 1,000 a 1,200°C nel punto in cui il vetro lascia il forno. Inoltre, tutti i tipi di vetro vengono sottoposti ad un ulteriore raffreddamento controllato (ricottura) in un apposito forno o lehr. La lavorazione successiva dipenderà dal tipo di processo produttivo.
La soffiatura automatica viene utilizzata su macchine per la produzione di bottiglie e lampadine oltre al tradizionale vetro soffiato a mano. Forme semplici, come isolanti, mattoni di vetro, grezzi di lenti e così via, vengono pressate anziché soffiate. Alcuni processi di produzione utilizzano una combinazione di soffiaggio meccanico e pressatura. Il vetro cablato e figurato viene arrotolato. Il vetro in lastra viene estratto dal forno mediante un processo verticale che gli conferisce una superficie rifinita a fuoco. A causa degli effetti combinati del disegno e della gravità, alcune piccole distorsioni sono inevitabili.
La lastra di vetro passa attraverso rulli raffreddati ad acqua su un forno di ricottura. È privo di distorsioni. I danni superficiali possono essere rimossi levigando e lucidando dopo la fabbricazione. Questo processo è stato in gran parte sostituito dal processo del vetro float, introdotto negli ultimi anni (vedi figura 7). Il processo float ha reso possibile la produzione di un vetro che unisce i vantaggi sia della lastra che della lastra. Il vetro float ha una superficie rifinita a fuoco ed è esente da distorsioni.
Figura 7. Processo float continuo
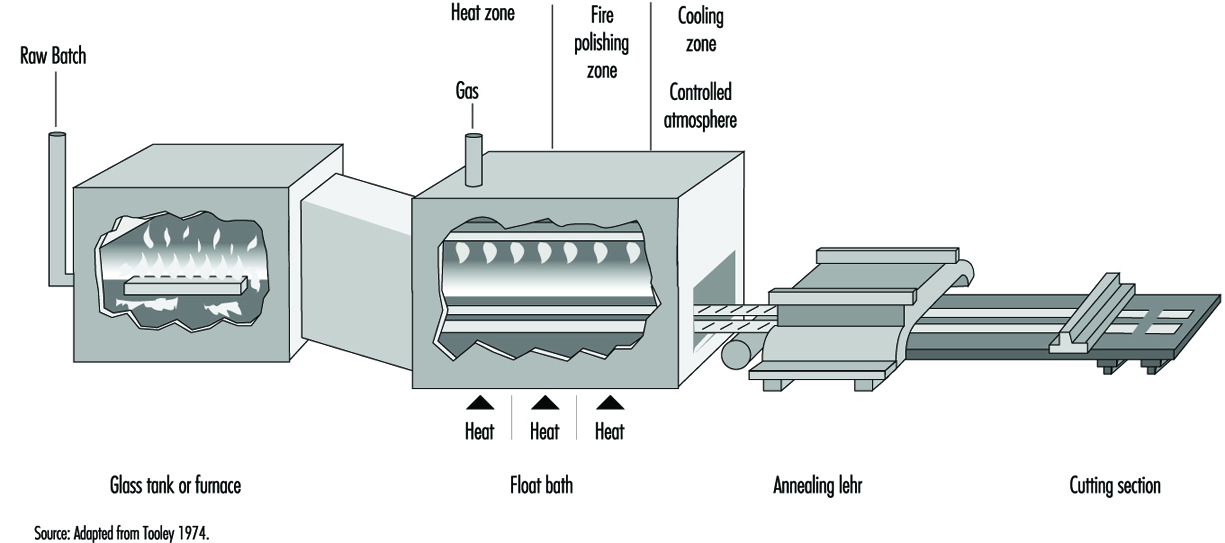
Nel processo float, un nastro continuo di vetro esce da un forno fusorio e galleggia lungo la superficie di un bagno di stagno fuso. Il vetro si conforma alla perfetta superficie dello stagno fuso. Al suo passaggio sullo stagno, la temperatura viene abbassata fino a quando il vetro è sufficientemente duro da poter essere alimentato sui rulli del forno di ricottura senza segnarne la superficie inferiore. Un'atmosfera inerte nel bagno impedisce l'ossidazione dello stagno. Il vetro, dopo la ricottura, non necessita di ulteriori trattamenti e può essere ulteriormente lavorato mediante taglio e confezionamento automatico (vedi figura 8).
Figura 8. Nastro di vetro float in uscita dal lehr

La tendenza nella nuova architettura residenziale e commerciale verso l'inclusione di una maggiore superficie vetrata e la necessità di ridurre il consumo energetico, ha posto una maggiore enfasi sul miglioramento dell'efficienza energetica delle finestre. Film sottili depositati sulla superficie del vetro forniscono proprietà di bassa emissività o controllo solare. La commercializzazione di tali prodotti rivestiti di materie prime richiede una tecnologia di deposizione su vasta area a basso costo. Di conseguenza, un numero crescente di linee di produzione di vetro float è dotato di sofisticati processi di rivestimento in linea.
Nei processi di deposizione chimica in fase di vapore (CVD) comunemente usati, una miscela di gas complessa viene portata a contatto con il substrato caldo, dove reagisce piroliticamente per formare un rivestimento sulla superficie del vetro. In generale, l'apparecchiatura di rivestimento è costituita da strutture controllate termicamente che sono sospese lungo la larghezza del nastro di vetro. Possono trovarsi nel bagno di stagno, nel lehr gap o nel lehr. La funzione dei rivestimenti è quella di erogare uniformemente i gas precursori lungo la larghezza del nastro in modo a temperatura controllata e di estrarre in modo sicuro i sottoprodotti dei gas di scarico dalla regione di deposizione. Per più pile di rivestimento, vengono utilizzati più dispositivi di rivestimento in serie lungo il nastro di vetro.
Per il trattamento dei sottoprodotti dei gas di scarico generati da tali processi su larga scala, sono normalmente sufficienti tecniche di lavaggio a umido con una filtropressa convenzionale. Quando i gas effluenti non vengono facilmente fatti reagire o bagnati da soluzioni acquose, l'incenerimento è l'opzione primaria.
Alcuni vetri ottici sono rinforzati chimicamente mediante processi che comportano l'immersione del vetro per diverse ore in bagni ad alta temperatura contenenti sali fusi di, tipicamente, nitrato di litio e nitrato di potassio.
Vetro di sicurezza è di due tipi principali:
- Vetro temperato è realizzato per precompressione riscaldando e poi raffreddando rapidamente pezzi di vetro piano della forma e dimensione desiderata in appositi forni.
- Vetro stratificato è formato dall'incollaggio di un foglio di plastica (solitamente polivinilbutirrale) tra due sottili lastre di vetro piano.
Fibre vetrose sintetiche
Profilo generale
Le fibre vetrose sintetiche sono prodotte da un'ampia varietà di materiali. Sono silicati amorfi prodotti da vetro, roccia, scorie o altri minerali. Le fibre prodotte sono sia continue che discontinue. In generale, le fibre continue sono fibre di vetro trafilate attraverso ugelli e utilizzate per rinforzare altri materiali, come la plastica, per produrre materiali compositi con proprietà uniche. Le fibre discontinue (generalmente conosciute come lane) sono utilizzate per molti scopi, più comunemente per l'isolamento termico e acustico. Le fibre vetrose sintetiche, ai fini di questa trattazione, sono state suddivise in fibre di vetro continue, con le lane isolanti costituite da fibre di vetro, di roccia o di scoria, e fibre ceramiche refrattarie, che sono generalmente silicati di alluminio.
La possibilità di trasformare il vetro ammorbidito a caldo in fibre fini era nota ai vetrai nell'antichità ed è in realtà più antica della tecnica della soffiatura del vetro. Molti dei primi vasi egizi venivano realizzati avvolgendo fibre di vetro grossolane su un mandrino di argilla opportunamente sagomato, quindi riscaldando l'assieme finché le fibre di vetro non scorrevano l'una nell'altra e, dopo il raffreddamento, rimuovendo il nucleo di argilla. Anche dopo l'avvento della soffiatura del vetro nel I secolo d.C., la tecnica della fibra di vetro era ancora utilizzata. I vetrai veneziani del XVI e XVII secolo lo usavano per decorare oggetti in vetro. In questo caso, fasci di fibre bianche opache venivano avvolti sulla superficie di un semplice vaso di vetro soffiato trasparente (ad esempio un calice) e poi fusi in esso mediante riscaldamento.
Nonostante la lunga storia di usi generalmente decorativi o artistici delle fibre di vetro, l'uso diffuso non si è ripresentato fino al XX secolo. La produzione commerciale iniziale di fibre di vetro negli Stati Uniti avvenne negli anni '20, mentre in Europa l'uso iniziale avvenne alcuni anni prima. Le lane di roccia e di scoria sono state prodotte diversi anni prima.
La produzione e l'uso di fibre vetrose sintetiche è un'industria globale multimiliardaria poiché questi materiali utili sono diventati una componente importante della società moderna. Il loro utilizzo come isolanti ha portato a un'enorme riduzione del fabbisogno energetico per il riscaldamento e il raffreddamento degli edifici e questo risparmio energetico ha portato a una significativa riduzione dell'inquinamento globale associato alla produzione di energia. Il numero di applicazioni di filamenti di vetro continui come rinforzi per una pletora di prodotti, dagli articoli sportivi ai chip per computer alle applicazioni aerospaziali, è stato stimato in oltre 30,000. Lo sviluppo e la diffusa commercializzazione delle fibre ceramiche refrattarie è avvenuto negli anni '1970 e queste fibre continuano a svolgere un ruolo importante nella protezione dei lavoratori e delle attrezzature in una varietà di processi di produzione ad alta temperatura.
Processo di produzione
Filamenti continui di vetro
I filamenti di vetro si formano trascinando il vetro fuso attraverso boccole di metallo prezioso in sottili filamenti di diametro quasi uniforme. A causa dei requisiti fisici delle fibre utilizzate come rinforzi, i loro diametri sono relativamente grandi rispetto a quelli delle lane isolanti. Quasi tutti i filamenti di vetro continui hanno diametri da 5 a 15 μm o superiori. Questi grandi diametri, uniti alla ristretta gamma di diametri prodotti durante la produzione, eliminano qualsiasi potenziale effetto respiratorio cronico, poiché le fibre sono troppo grandi per essere inalate nel tratto respiratorio inferiore.
Le fibre di vetro continue sono costituite dalla rapida attenuazione di gocce di vetro fuso che trasudano attraverso gli ugelli per gravità e sono sospese da essi. L'equilibrio dinamico tra le forze di tensione superficiale e l'attenuazione meccanica fa sì che la goccia di vetro assuma la forma di un menisco trattenuto in corrispondenza dell'apertura anulare dell'ugello e si assottigli fino al diametro della fibra in trafilatura. Affinché la stiratura delle fibre abbia successo, il vetro deve rientrare in un intervallo ristretto di viscosità (ovvero, tra 500 e 1,000 poise). A viscosità inferiori, il vetro è troppo fluido e cade dagli ugelli sotto forma di gocce; in questo caso domina la tensione superficiale. A viscosità più elevate, la tensione nella fibra durante l'attenuazione è troppo elevata. Anche la velocità di flusso del vetro attraverso l'ugello può diventare troppo bassa per mantenere un menisco.
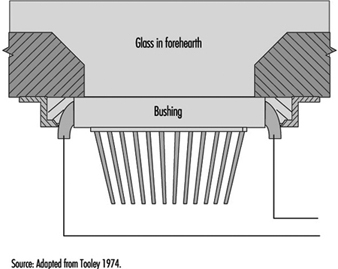
La funzione della boccola è quella di fornire una piastra contenente diverse centinaia di ugelli ad una temperatura uniforme e di condizionare il vetro a questa temperatura uniforme in modo che le fibre tirate abbiano un diametro uniforme. la figura 9 mostra un diagramma schematico delle caratteristiche principali di una boccola a fusione diretta fissata ad un avancrogiolo da cui preleva un'alimentazione di vetro fuso molto vicina alla temperatura alla quale il vetro passerà attraverso gli ugelli; in questo caso, quindi, la funzione base della boccola è anche la sua unica funzione.
Figura 9. Schema della boccola a fusione diretta
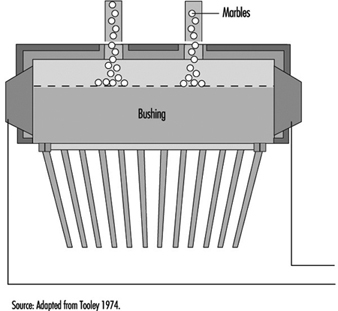
Nel caso di una boccola operante da marmi, è richiesta una seconda funzione, ovvero quella di fondere prima i marmi prima di condizionare il vetro alla corretta temperatura di trafilatura delle fibre. Una tipica boccola di marmo è mostrata in figura 10. La linea tratteggiata all'interno della boccola è una piastra perforata che trattiene le biglie non fuse.
Figura 10. Schema di una boccola di marmo
Il design delle boccole è in gran parte empirico. Per ragioni di resistenza all'attacco del vetro fuso e di stabilità alle temperature necessarie alla trafilatura delle fibre, le boccole sono realizzate con leghe di platino; vengono utilizzati sia platino-rodio al 10% che platino-rodio al 20%, quest'ultimo essendo più resistente alla deformazione a temperature elevate.
Prima che le singole fibre che vengono estratte da una boccola vengano raccolte e consolidate in un trefolo, o in una molteplicità di trefoli, vengono rivestite con una bozzima di fibre. Queste dimensioni delle fibre sono fondamentalmente di due tipi:
- bozzime di olio di amido solitamente applicate a fibre destinate alla tessitura in tessuti fini o operazioni simili
- calettante più bozzime filmogene applicate a fibre destinate al rinforzo diretto di materie plastiche e gomma.
Dopo che la fibra è stata formata, un rivestimento protettivo di collatura organica viene applicato su un applicatore ei filamenti continui vengono raccolti in un trefolo multifilamento (vedi figura 11) prima di essere avvolti su un tubo di avvolgimento. Gli applicatori funzionano consentendo al ventaglio di fibre, quando è largo da circa 25 a 45 mm e si dirige verso il pattino di raccolta sotto l'applicatore, di passare su una superficie mobile ricoperta da una pellicola di dimensione delle fibre.
Figura 11. Filamenti tessili di vetro
Esistono fondamentalmente due tipi di applicazioni:
- applicatori a rullo, in gomma, ceramica o grafite, in cui la fibra scorre sulla superficie del rullo rivestita da un film di dimensione della fibra
- applicatori a nastro, in cui ad un'estremità il nastro passa su un rullo motorizzato che immerge il nastro nella bozzima e all'altra estremità passa su una barra fissa in acciaio al cromo duro in cui le fibre toccano il nastro per prelevare la bozzima.
Il rivestimento protettivo e il processo di raccolta delle fibre possono variare a seconda del tipo di fibra tessile o di rinforzo che si sta producendo. L'obiettivo di base è quello di rivestire le fibre di colla, raccoglierle in un trefolo e posizionarle su un tubo rimovibile sulla pinza con la tensione minima necessaria.
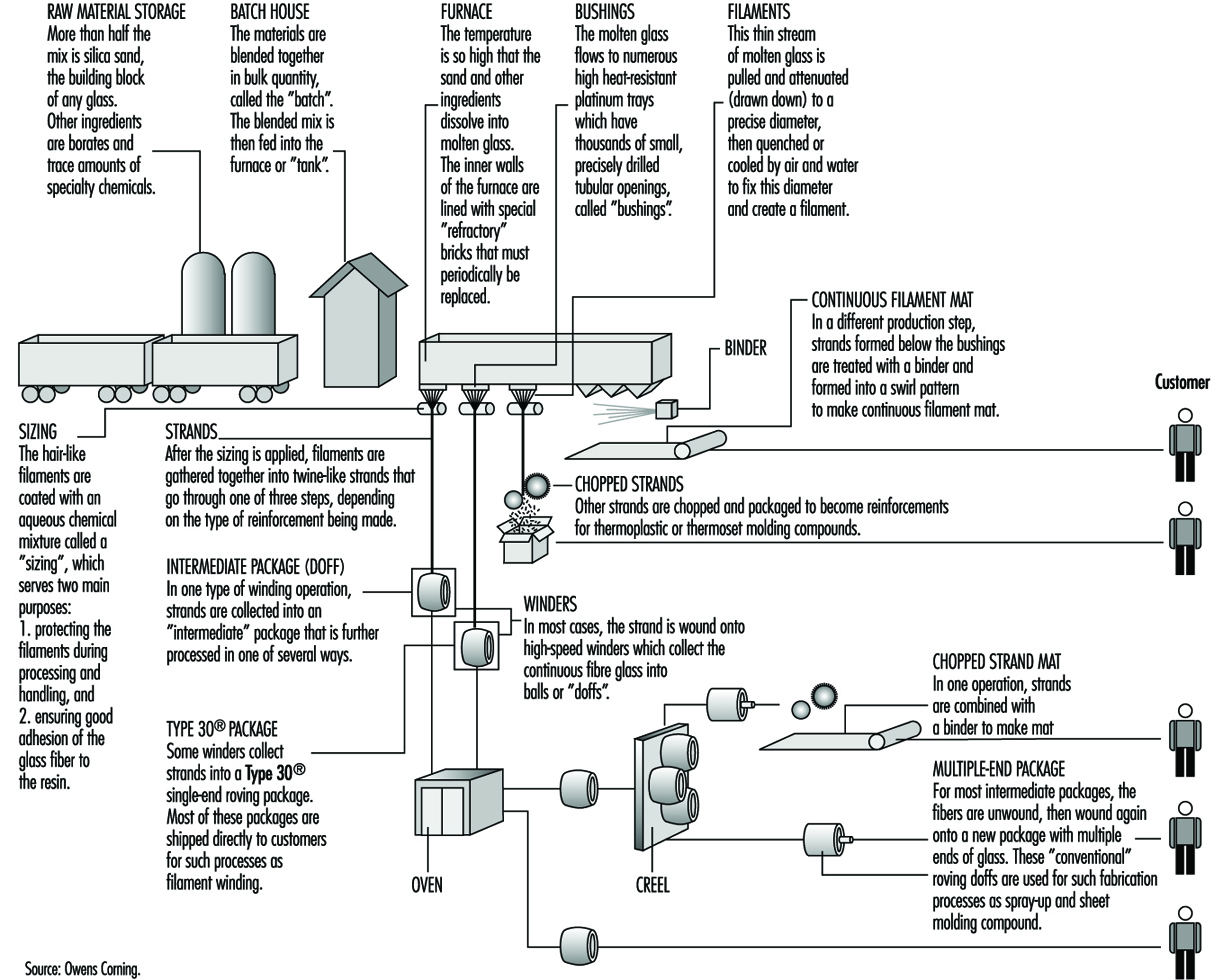
La Figura 12 mostra il processo di produzione continua del vetro.
Figura 12. Produzione di vetro a filamento continuo
Produzione di lana isolante
A differenza dei filamenti continui, le fibre delle lane isolanti e delle fibre ceramiche refrattarie sono realizzate con processi ad altissima energia in cui il materiale fuso viene fatto cadere in dischi rotanti o in una serie di ruote rotanti. Questi metodi si traducono nella produzione di fibre con una gamma di diametri molto più ampia di quella vista con i filamenti continui. Pertanto, tutte le lane isolanti e le fibre ceramiche contengono una frazione delle fibre con diametri inferiori a 3.0 μm; questi potrebbero diventare respirabili se fratturati in lunghezze relativamente brevi (meno di 200-250 μm). Sono disponibili dati esaurienti sull'esposizione a fibre vetrose sintetiche respirabili sul posto di lavoro.
Diversi processi sono utilizzati per la produzione lana di vetro, compreso il processo di soffiatura a vapore e il processo di soffiatura a fiamma; ma il più popolare è il processo di formatura rotativa sviluppato a metà degli anni '1950. I processi rotanti hanno ampiamente sostituito i processi di soffiaggio diretto per la produzione commerciale di prodotti isolanti in fibra di vetro. Questi processi rotanti impiegano tutti un tamburo cavo, o spinner, montato con il suo asse verticale. La parete verticale dello spinner è perforata con diverse migliaia di fori uniformemente distribuiti lungo la circonferenza. Il vetro fuso viene lasciato cadere a velocità controllata nel centro della trottola, da dove un opportuno distributore lo spinge all'interno della parete perforata verticale. Da quella posizione, la forza centrifuga spinge il vetro radialmente verso l'esterno sotto forma di filamenti di vetro discreti che escono da ogni perforazione. Ulteriore attenuazione di questi filamenti primari è ottenuta mediante un opportuno fluido soffiante che fuoriesce da uno o più ugelli disposti attorno e concentrici all'ogiva. Il risultato netto è la produzione di fibre con un diametro medio delle fibre compreso tra 6 e 7 mm. Il fluido soffiante agisce verso il basso e quindi, oltre a fornire l'attenuazione finale, devia anche le fibre verso un piano di raccolta situato al di sotto della trottola. Lungo il percorso verso questa superficie di raccolta, le fibre vengono spruzzate con un legante adatto prima di essere distribuite uniformemente sulla superficie di raccolta (vedi figura 13).
Figura 13. Il processo rotativo per la produzione di lana di vetro
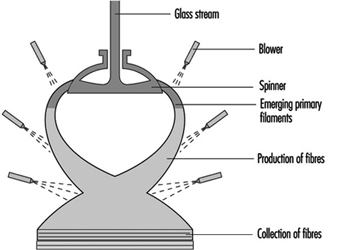
In un processo rotativo, le fibre di lana di vetro vengono prodotte consentendo al vetro fuso di scorrere attraverso una serie di piccole aperture situate in un filatore rotante e quindi attenuando il filamento primario mediante soffiaggio di aria o vapore.
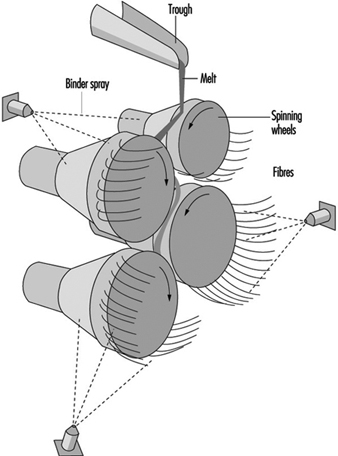
Lana minerale, tuttavia, non può essere prodotto con il processo di filatura rotativa e storicamente è stato prodotto in processo con una serie di mandrini di filatura orizzontali. Il processo della lana minerale è costituito da un insieme di rotori (mandrini) montati in una formazione a cascata e che ruotano molto rapidamente (vedi figura 14). Un flusso di pietra fusa viene continuamente trasferito ad uno dei rotori superiori e da questo rotore distribuito sul secondo e così via. Il fuso è distribuito uniformemente sulla superficie esterna di tutti i rotori. Dai rotori, le goccioline vengono espulse dalla forza centrifuga. Le goccioline sono attaccate alla superficie del rotore da colli allungati che, sotto ulteriore allungamento e raffreddamento simultaneo, si sviluppano in fibre. L'allungamento è, naturalmente, seguito da una diminuzione del diametro che, a sua volta, provoca un raffreddamento accelerato. Pertanto, esiste un limite inferiore per il diametro tra le fibre prodotte in questo processo. Non è quindi prevista una normale distribuzione dei diametri delle fibre attorno al valore medio.
Figura 14. Processo con lana minerale (roccia e scorie)
Fibre ceramiche refrattarie
Le fibre ceramiche vengono prodotte principalmente per soffiatura e filatura con metodi simili a quelli descritti per le lane isolanti. Nel processo di soffiaggio a vapore, le materie prime come l'allumina e la silice vengono fuse in un forno elettrico e il materiale fuso viene estratto e soffiato con vapore pressurizzato o altro gas caldo. Le fibre prodotte vengono poi raccolte su un vaglio.
Analogamente al processo di filatura per le fibre di roccia e di scoria, quelli per le fibre ceramiche producono un'elevata percentuale di fibre lunghe setose. In questo metodo, un flusso di materiale fuso viene fatto cadere su dischi in rapida rotazione e lanciato tangenzialmente per formare fibre.
Industria della ceramica
Profilo generale
La lavorazione della ceramica è uno dei più antichi mestieri umani. Nel corso dei secoli si sono sviluppati diversi stili e tecniche in diverse parti del mondo. Nel XVIII secolo, una fiorente industria in molte parti d'Europa fu fortemente influenzata dall'importazione di oggetti raffinati e altamente decorati dall'Estremo Oriente. Il Giappone aveva imparato l'arte della ceramica dalla Cina circa 18 anni prima. Con la rivoluzione industriale e il cambiamento generale delle condizioni nell'Europa occidentale, la produzione crebbe rapidamente. Al momento, quasi tutti i paesi producono alcuni articoli per uso domestico e la ceramica è un'importante esportazione da alcuni paesi. La produzione è ora su scala industriale in molte parti del mondo. Sebbene i principi di base della produzione non siano cambiati, sono stati compiuti notevoli progressi nel modo in cui viene eseguita la produzione. Ciò è particolarmente vero nella formatura o foggiatura della merce, nella sua cottura e nelle tecniche di decorazione utilizzate. Il crescente utilizzo di microprocessori e robot comporta l'introduzione di elevati livelli di automazione nelle aree di produzione. Tuttavia, esistono ancora ovunque anche molte ceramiche artigianali su piccola scala.
Metodi di formazione
Il primo metodo di produzione della ceramica prevedeva il metodo di costruzione manuale. Bobine di argilla vengono avvolte, una sopra l'altra, e incollate insieme premendo con le mani. L'argilla viene prima resa morbida lavorandola con l'acqua. L'oggetto viene poi sagomato e modellato a mano, una volta che le spire sono aderite.
Il tornio da vasaio è diventato uno strumento per creare ceramiche. Con questo metodo di formatura, un mucchio di argilla viene posto su un piatto circolare girevole e viene modellato dalle mani bagnate del vasaio. L'acqua impedisce alle mani del vasaio di attaccarsi all'argilla e mantiene l'argilla umida e lavorabile. Impugnature, beccucci e altre sporgenze dell'argilla rotante vengono posizionate appena prima che l'oggetto venga cotto.
Casting è spesso usato oggi quando si desidera ceramica di alta qualità e quando le pareti del vaso devono essere molto sottili. Una miscela di argilla e acqua, chiamata barbottina, viene versata in uno stampo in gesso di Parigi. L'intonaco assorbe l'acqua, provocando il deposito di un sottile strato di argilla tutt'intorno all'interno dello stampo. Quando il deposito di argilla è abbastanza spesso da formare le pareti del vaso, il resto della barbottina viene versato, lasciando il pezzo di ceramica bagnato all'interno della forma. Quando questo si asciuga, si restringe leggermente e può essere rimosso dallo stampo. Di solito gli stampi sono costruiti in modo tale da poter essere smontati.
Quando il pezzo è completamente asciutto, viene levigato e preparato per il processo di cottura. È posto in una scatola di argilla refrattaria chiamata a cadente, che protegge il pezzo dalle fiamme e dai gas che si sprigionano durante la lavorazione, proprio come un forno proteggerebbe una pagnotta in cottura. I sagger sono posti uno sopra l'altro in a forno. Il forno è una grande struttura costruita in mattoni refrattari ed è circondata da canne fumarie in modo che le fiamme del fuoco possano circondare totalmente le stoviglie senza mai entrare in contatto con esse. Il fumo scolorirebbe i pezzi se non fossero protetti in questo modo.
La maggior parte dei pezzi viene sparata almeno due volte. La prima volta attraverso il forno si chiama biscotto cottura, e il pezzo di ceramica è chiamato a biscotto or pezzo di bisquit. Dopo la cottura, i biscotti vengono smaltati. Uno smalto è un rivestimento vetroso e lucido che rende la ceramica più attraente e funzionale. Gli smalti contengono silice, un fondente per abbassare la temperatura di fusione (piombo, bario e così via) e ossidi metallici come coloranti. Quando lo smalto viene applicato sulla ceramica ed è completamente asciutto, viene nuovamente rimesso nel forno e viene cotto a una temperatura così elevata che lo smalto si scioglie e copre l'intera superficie della ceramica.
Tipi di ceramica
- Gres è una ceramica fatta di argilla chiara o scura. Viene smaltato sul corpo incombusto o prima della messa in forno o mediante sale durante il processo di combustione e viene bruciato in uno stato denso e duro.
- Porcellana è una ceramica bianca e vetrificata. È traslucido. Nella porcellana, il corpo e lo smalto vengono portati a compimento e maturazione in un'unica e medesima cottura, che avviene ad altissima temperatura.
- Cina è un articolo simile alla porcellana. L'impasto e lo smalto vengono portati a compimento e maturazione nella stessa cottura, a temperature elevatissime.
- Bone China è una varietà di porcellana in cui l'osso bruciato viene utilizzato come ingrediente, costituendo circa il 40% della massa.
- Terracotta ha un corpo bianco o quasi bianco. È prodotto da due cotture, come la porcellana, ma il suo corpo rimane poroso. Lo smalto è simile a quello della porcellana ma è fatto di un materiale più economico.
- faience è una fine terracotta smaltata utilizzata per scopi ornamentali e decorativi. Di solito non si tenta di produrre una pasta bianca e gli smalti sono spesso colorati.
Processo di produzione
Le proprietà fisiche della ceramica variano a seconda della composizione dell'impasto e delle condizioni di cottura. L'impasto per qualsiasi uso particolare viene selezionato principalmente per le sue proprietà fisiche, ma gli impasti bianchi sono solitamente scelti per le stoviglie.
I prodotti industriali (ad es. refrattari, isolanti elettrici, catalizzatori e così via) hanno un'ampia gamma di proprietà a seconda del loro uso finale.
Materie prime. Gli ingredienti di base in un corpo di ceramica sono mostrati nella tabella 1, che indica anche le proporzioni tipiche nei tipi di corpo del campione.
Tabella 1. Componenti corporei tipici (%)
|
Corpo |
Base in plastica |
Flusso |
Filler |
|||||
|
Palla di argilla |
Caolino |
Argilla di gres |
pietra |
Feldspato |
Quarzo |
Cenere d'ossa |
Altro |
|
|
Terracotta |
25 |
25 |
15 |
35 |
||||
|
Gres |
30-40 |
25-35 |
20-25 |
20-30 (grog) |
||||
|
Cina |
20-25 |
20-25 |
15-25 |
25-30 |
||||
|
Porcellana |
40-50 |
20-30 |
15-25 |
|||||
|
Bone China |
20-25 |
25-30 |
45-50 |
|||||
La nefelina-sienite viene talvolta utilizzata come fondente e l'allumina può sostituire parte o tutto il riempitivo di quarzo in alcuni corpi di tipo porcellana. La cristobalite (sabbia calcinata) viene utilizzata come riempitivo in alcuni impasti ceramici, in particolare nell'industria delle piastrelle da parete.
La composizione corporea è determinata in parte dalle proprietà richieste del prodotto finale e in parte dal metodo di produzione. Una base in plastica è essenziale per gli articoli che vengono modellati mentre sono umidi, ma non per i processi di formatura non plastica, come la pressatura della polvere. La base in plastica non è essenziale, sebbene l'argilla sia ancora l'ingrediente principale nella maggior parte dei prodotti ceramici, compresi quelli preparati mediante pressatura a polvere.
Le ceramiche industriali non sono mostrate nella tabella 1, in quanto la loro composizione varia da tutta argilla plastica o refrattaria, senza fondente o riempitivo aggiuntivo, a quasi tutta allumina, con una quantità minima di argilla e senza fondente aggiunto.
Durante la cottura, il flusso si scioglie in un bicchiere per legare insieme gli ingredienti. All'aumentare della quantità di flusso, la temperatura di vetrificazione si abbassa. I riempitivi influenzano la resistenza meccanica dell'argilla prima e durante la cottura; nella fabbricazione di stoviglie, il quarzo (come sabbia o selce calcinata) viene tradizionalmente utilizzato, tranne per il fatto che la cenere d'ossa viene utilizzata nella produzione di bone china. L'uso dell'allumina o di altre cariche non silicee, già impiegate nella fabbricazione di ceramiche industriali, si sta estendendo alla fabbricazione di altri manufatti, compresi i prodotti domestici.
Processando. I processi di base nella produzione di ceramica includono:
- preparazione degli ingredienti del corpo
- formatura e sagomatura
- cottura dei biscotti
- applicazione dello smalto
- cottura a fuoco
- decorazione.
I processi preparatori di calcinazione, frantumazione e macinazione della selce o della pietra possono essere eseguiti in uno stabilimento separato, ma è normale che tutti i processi successivi vengano eseguiti nella stessa fabbrica. Nella slip house, gli ingredienti per il corpo vengono miscelati in acqua; l'argilla plastica viene quindi prodotta filtrando e tappando; la barbottina viene quindi preparata frullando fino a ottenere una consistenza cremosa. La polvere per la pressatura viene preparata mediante essiccazione e macinazione.
Le classificazioni tradizionali dei processi di formatura sono mostrate nella tabella 2. Nella colata, una sospensione acquosa del corpo viene versata in uno stampo assorbente e il calco viene rimosso dopo una parziale essiccazione. La modellatura dell'argilla plastica mediante lancio è ormai rara nella produzione industriale; la spalmatura meccanica su o in uno stampo in gesso (jiggering e jolly) con separazione dallo stampo dopo l'asciugatura è quasi universale nella produzione di stoviglie. La pressatura dell'argilla plastica o l'estrusione è principalmente limitata alla ceramica industriale. Gli articoli polverizzati sono prodotti compattando la polvere di scocca pre-essiccata mediante pressatura manuale o meccanica.
Tabella 2. Processi di produzione
|
Prodotti |
Processi usuali |
|
tavoli |
Plasmare l'argilla plastica; fusione |
|
Prodotti sanitari |
Casting |
|
Piastrelle |
Pressatura della polvere (piastrelle da parete o pavimenti vetrificati), pressatura dell'argilla plastica (cave da pavimento) |
|
Articoli industriali |
Pressatura della polvere, pressatura dell'argilla plastica |
Dopo la formatura, la merce può essere asciugata e rifinita mediante sbavatura, traino o spugnatura. Quindi è pronto per la cottura dei biscotti.
Dopo la cottura del biscotto, la glassa viene applicata per immersione oa spruzzo; l'immersione può essere manuale o meccanizzata. Gli articoli smaltati vengono quindi cotti di nuovo. A volte, come per i sanitari bianchi, si applica lo smalto sull'articolo in argilla essiccata e si ha una sola cottura.
La decorazione può essere applicata sia sotto che sopra lo smalto e può essere dipinta a mano, stampata a macchina o trasferita; la decorazione a velatura prevede una terza cottura; e talvolta sono necessarie cotture separate per colori diversi.
Nelle fasi finali, la merce viene smistata e imballata per la spedizione. La figura 15 identifica i vari percorsi seguiti da vari tipi di vasellame e ceramiche durante la loro fabbricazione.
Figura 15. Diagramma di flusso per tipo di ceramica

Piastrelle di ceramica
Profilo generale
Ceramica è un termine che una volta si pensava si riferisse solo all'arte o alla tecnica di produrre articoli di ceramica. L'etimologia del termine mostra che deriva dal greco Keramos, che significa "vasaio" o "vasaio". Tuttavia, la parola greca è correlata a una radice sanscrita più antica, che significa "bruciare"; come usato dagli stessi greci, il suo significato principale era semplicemente "roba bruciata" o "terra bruciata". Il concetto fondamentale contenuto nel termine era quello di un prodotto ottenuto per azione del fuoco su materiali terrosi.
Una ceramica tradizionale, nel contesto di questo articolo, si riferisce ai prodotti comunemente usati come materiali da costruzione o all'interno della casa e dell'industria. Sebbene vi sia la tendenza ad equiparare la ceramica tradizionale alla bassa tecnologia, in questo settore vengono spesso utilizzate tecnologie di produzione avanzate. La forte concorrenza tra i produttori ha reso la tecnologia più efficiente ed economica utilizzando strumenti e macchinari complessi, insieme al controllo del processo assistito da computer.
I prodotti ceramici più antichi hanno avuto origine da materiali argillosi. I primi ceramisti trovarono utile la natura plastica dell'argilla per formare forme. A causa della sua tendenza a mostrare una grande quantità di ritiro, i corpi di argilla sono stati modificati aggiungendo sabbia grossolana e pietra, che hanno ridotto il ritiro e la fessurazione. Nei moderni impasti a base di argilla, le tipiche aggiunte non argillose sono farina di silice e minerali alcalini che vengono aggiunti come fondenti. Nelle formulazioni ceramiche tradizionali, l'argilla funge da plastificante e legante per altri componenti.
Sviluppo del settore
La produzione di tegole in argilla essiccata e cotta ha origini antichissime che risalgono alle popolazioni mediorientali. L'industria delle piastrelle bianche si è sviluppata in modo significativo in Europa e all'inizio del XX secolo la produzione di piastrelle per pavimenti e rivestimenti ha raggiunto una scala industriale. Ulteriori sviluppi in questo campo si sono verificati dopo la seconda guerra mondiale. L'Europa (Italia e Spagna, in particolare), l'America Latina e l'Estremo Oriente sono ormai le aree più importanti della produzione industriale di piastrelle.
Il settore delle piastrelle per pavimenti e rivestimenti dell'industria del whiteware ha visto un grande sviluppo a partire dalla metà degli anni '1980 con l'introduzione di nuove tecnologie, l'automazione e l'integrazione del flusso produttivo nel processo produttivo. Successivamente, la produttività e l'efficienza sono aumentate, mentre il consumo energetico ei costi sono stati ridotti. La produzione di piastrelle è ora continua sia nella produzione di piastrelle bagnate che asciutte e molti impianti oggi hanno quasi il 100% di automazione. Le principali innovazioni nell'industria delle piastrelle durante l'ultimo decennio includono la macinazione a umido, l'essiccazione a spruzzo, la pressatura a secco ad alta pressione, l'essiccazione a rullo e le tecnologie di cottura rapida.
Il valore dell'offerta del mercato statunitense di piastrelle di ceramica (spedizioni di fabbriche statunitensi più importazioni) è aumentato di circa il 9.2% composto annualmente tra il 1992 e il 1994. Si stima che le vendite in dollari abbiano raggiunto 1.3 miliardi di dollari nel 1994. Allo stesso tempo, le vendite in volume sono aumentate dell'11.9 % composta annualmente a 1.3 miliardi di piedi quadrati. Ciò si confronta con un tasso di crescita del mercato del 7.6% basato sulle vendite in dollari e del 6.9% basato sui volumi di vendita tra il 1982 e il 1992.
Classificazioni delle piastrelle di ceramica
Software rosso e software bianco
Sul mercato sono disponibili molti tipi di piastrelle di ceramica. Differiscono in base allo stato della superficie, al colore del corpo (bianco o rosso), alla tecnologia di produzione, alle materie prime e all'uso finale. La differenza tra piastrelle "rosse" e "bianche" sta nella quantità di minerali di ferro contenuti nel corpo. Reagendo con gli altri componenti del corpo, possono dare più o meno colorazione e modificare il comportamento del corpo durante la cottura.
Una classificazione completa ed esaustiva è molto difficile a causa dell'estrema eterogeneità dei prodotti in piastrelle, della loro lavorazione e delle conseguenti caratteristiche. In questo capitolo vengono prese in considerazione le norme europee (EN) e ASTM.
Le norme EN classificano le piastrelle ceramiche esclusivamente in funzione dell'assorbimento d'acqua (che è direttamente correlato alla porosità) e del metodo di formatura (estrusione o pressatura). I metodi di sagomatura sono classificati come:
- processo di modellazione A (pavimenti estrusi). Questo processo include tessere divise e tessere estruse singolarmente.
- processo di modellatura B (pavimenti e rivestimenti pressati a secco).
La norma europea EN 87, approvata nel novembre 1981, specifica che “Le piastrelle per pavimenti e rivestimenti in ceramica sono materiali da costruzione generalmente progettati per essere utilizzati come pavimenti e rivestimenti, sia all'interno che all'esterno, indipendentemente dalla forma e dalle dimensioni”.
La specifica ANSI (American National Standards Institute) per piastrelle di ceramica (ANSI A 137.1) contiene le seguenti definizioni:
- Piastrella a mosaico in ceramica è formato con il metodo della pressatura della polvere o della plastica, di solito da 6.4 a 9.5 mm (da 1/4 a 1/8 di pollice) di spessore e ha un'area facciale inferiore a 39 cm2 (6 in2 ). Le tessere di mosaico in ceramica possono essere in porcellana o in argilla naturale e possono essere lisce o con una miscela abrasiva.
- Piastrella decorativa da parete è una piastrella smaltata con un corpo sottile che di solito non è vetroso e adatta per l'uso decorativo di pareti residenziali interne dove la resistenza alla rottura non è un requisito.
- Piastrella finitrice è una piastrella in porcellana smaltata o non smaltata o in argilla naturale formata con il metodo della polvere pressata avente 39 cm2 (6 in2 ) o più zona del viso.
- Gres porcellanato è una piastrella di mosaico in ceramica o piastrella per pavimentazione che viene generalmente realizzata con il metodo pressato a polvere con la composizione di piastrelle risultante che è densa, impermeabile, a grana fine e liscia, con una faccia nettamente formata.
- Piastrella di cava è piastrella smaltata o non smaltata, realizzata mediante processo di estrusione da argilla naturale o scisto, di solito avente 39 cm2 (6 in2) o più zona del viso.
- piastrella da muro è piastrella smaltata con un impasto adatto all'uso interno e solitamente non vetroso e non è richiesto di resistere a urti eccessivi o essere soggetto a condizioni di gelo e disgelo.
- Gradi di piastrelle bianche individuali includono piastrelle non smaltate (piastrella di mosaico in ceramica, mattonella di cava, piastrella da pavimentazione) e piastrelle smaltate (piastrella da parete smaltata, piastrella di mosaico di ceramica smaltata, piastrella di cava smaltata, mattonella di pavimentazione smaltata) (ANSI 1988).
Le piastrelle sono prodotte con processi ceramici standard. Le piastrelle per pareti e pavimenti in ceramica sono preparate da una miscela di argille sferiche, sabbia, fondenti, agenti coloranti e altre materie prime minerali e vengono sottoposte a lavorazioni quali macinazione, vagliatura, miscelazione e bagnatura. Vengono modellati mediante pressatura, estrusione, colata o altro, normalmente a temperatura ambiente, e successivamente essiccati e infine cotti ad alta temperatura. Le piastrelle possono essere smaltate, non smaltate o ingobbiate. Gli smalti sono rivestimenti impermeabili simili al vetro e gli engobbi sono rivestimenti opachi a base di argilla che possono anche essere porosi. Le piastrelle smaltate per pareti e pavimenti sono prodotte con una o due fasi di cottura.
I corpi ceramici tradizionali sono modellati in forme utilizzando molte tecniche diverse. Il processo di formatura specifico è dettato da numerosi fattori, tra cui le caratteristiche del materiale, le dimensioni e la forma della parte, le specifiche della parte, la resa di produzione e le pratiche accettate all'interno della regione geografica.
Gli impasti a base di argilla sono miscele eterogenee di una o più argille e una o più polveri non argillose. Prima di raggiungere una forma definitiva, queste polveri subiscono una sequenza di operazioni unitarie, cottura e post-cottura (vedi figura 17).
Per la maggior parte delle scocche tradizionali, le tecniche di formatura possono essere classificate come formatura plastica morbida, formatura plastica rigida, stampaggio e fusione.
La pressione applicata viene impiegata per riorganizzare e ridistribuire le materie prime in una configurazione meglio imballata. Il comportamento reologico degli impasti a base di argilla deriva dall'interazione del minerale argilloso con l'acqua, che conferisce plasticità al lotto. Nei corpi non di argilla, questo stesso tipo di comportamento può essere ottenuto aggiungendo plastificanti.
Ceramica industriale
Profilo generale
La ceramica differisce da altri materiali tecnici (metalli, plastica, prodotti in legno, tessuti) in una serie di proprietà individuali. Forse la differenza più distintiva per un designer o un potenziale utente di articoli in ceramica è la forma e le dimensioni uniche di ogni singolo pezzo di ceramica. La ceramica non viene facilmente modellata o lavorata dopo la cottura, se non mediante una molatura molto costosa; di conseguenza, normalmente devono essere utilizzati così come sono. Fatta eccezione per alcune semplici forme di piastrelle, aste e tubi di dimensioni limitate, la ceramica non può essere commercializzata a piedi oa metro, né tagliata per adattarsi al lavoro.
Tutte le proprietà utili, comprese forma e dimensione, devono essere fornite in anticipo, a partire dalle primissime fasi di lavorazione della ceramica. L'integrità strutturale di ogni pezzo deve essere preservata attraverso una varietà di esposizioni a sollecitazioni termiche e meccaniche durante la lavorazione e fino a quando il pezzo non è finalmente installato e in servizio. Se una ceramica dovesse guastarsi in servizio a causa di una varietà di cause (frattura fragile all'impatto, shock termico, rottura dielettrica, abrasione o corrosione da scorie di fusione), è improbabile che sia riparabile e di solito deve essere sostituita.
Sono stati compiuti progressi significativi nella comprensione fondamentale e nel controllo tecnologico delle proprietà della ceramica e del loro utilizzo in molte applicazioni nuove, impegnative e altamente tecniche. L'industria in generale, e la ceramica tecnica ed elettronica in particolare, ha messo a punto tecniche di produzione e controllo per la produzione in serie di forme complesse in corpi aventi proprietà elettriche, magnetiche e/o meccaniche attentamente controllate pur mantenendo tolleranze dimensionali sufficientemente buone da consentono un assemblaggio relativamente facile con altri componenti.
Molte ceramiche sono prodotte in grandi volumi come articoli standard. Mattoni e forme refrattari, crogioli, muffole, tubi di fornace, isolanti, tubi di protezione per termocoppie, dielettrici per condensatori, guarnizioni ermetiche e pannelli in fibra sono regolarmente immagazzinati da un certo numero di produttori di ceramica in una varietà di composizioni e dimensioni. Di solito è più rapido ed economico utilizzare gli articoli in stock quando possibile. Quando gli articoli in stock non soddisfano la necessità, la maggior parte dei produttori è pronta a produrre articoli personalizzati. Più rigorosi sono i requisiti per una data proprietà della ceramica, o più restrittivi i requisiti per specifiche combinazioni di proprietà, dimensioni e forme, più limitati sono i parametri composizionali, microstrutturali e configurazionali accettati per la ceramica. Quindi il costo e la difficoltà di fabbricazione sono maggiori. La maggior parte dei produttori di ceramiche dispone di ingegneri e designer di personale esperto che sono ben qualificati per lavorare con potenziali clienti sui dettagli della progettazione di articoli in ceramica.
Mercati
Il mercato principale per la ceramica all'avanguardia è stato e continuerà ad essere quello dell'elettronica, ma vigorosi programmi mondiali di ricerca e sviluppo sono alla continua ricerca di nuove applicazioni e identificano modi per migliorare le proprietà della ceramica in modo tale da poter accedere a nuovi mercati.
Le ceramiche avanzate sono prodotte in Giappone, Stati Uniti ed Europa occidentale. Le materie prime utilizzate nell'industria sono commercializzate a livello internazionale, principalmente come polveri, ma vi è anche una quantità significativa di lavorazione interna.
Le principali applicazioni della ceramica industriale sono:
- ossidi. I principali materiali di ossido oggi in uso sono l'allumina nelle candele, nei substrati e nelle applicazioni soggette a usura; zirconio (ZrO2) nei sensori di ossigeno, come componente nei piezoelettrici al piombo-zirconio-titanato (PZT), applicazioni di usura e rivestimenti barriera termica; titanati in condensatori al titanato di bario e piezoelettrici PZT; e ferriti in magneti permanenti, testine magnetiche di registrazione, dispositivi di memoria, sensori di temperatura e parti di motori elettrici.
- Carburi e nitruri. I carburi (principalmente carburo di silicio e carburo di boro) sono utilizzati nelle applicazioni antiusura, mentre i nitruri (principalmente nitruro di silicio e Sialon) sono utilizzati nelle applicazioni antiusura e negli utensili da taglio. Il nitruro di alluminio, con la sua elevata conduttività termica, è il principale materiale concorrente per una parte del mercato dei substrati elettronici attualmente dominato dall'allumina.
- Ceramiche a ossidi misti. Gli sforzi di ricerca e sviluppo della ceramica si concentrano su una serie di nuove applicazioni per la ceramica che hanno tutte un enorme potenziale. Tre applicazioni significative sono: (1) superconduttori ceramici, (2) ceramiche per celle a combustibile a ossidi solidi e (3) componenti ceramici per motori termici.
I superconduttori ceramici si basano su una serie di sistemi di ossidi misti che includono ittrio, bario, rame, stronzio e rame (YBa2Cu3O7-8, Bi2Sr2CaCu2O8, Bi2Sr2Ca2Cu3O10) stabilizzato con ossido di piombo. Le ceramiche per celle a combustibile a ossido solido si basano su conduttori ionici in cui l'ossido di zirconio stabilizzato ad alta purezza è attualmente il materiale preferito. I componenti ceramici dei motori termici in esame sono composti da carburo di silicio, sialon e zirconia, sia come ceramica monofase, compositi ceramica-ceramica o compositi a matrice metallica (MMC).
Processo di produzione
Sviluppo della tecnologia di produzione
Innovazioni di elaborazione. L'attività di ricerca e sviluppo sta generando nuove tecnologie per la produzione di materiali ceramici. Si stima che la ceramica derivata da precursori avesse un valore di mercato di 2 milioni di dollari USA nel 1989, la maggior parte dei quali era in CVD (86% del valore di mercato totale). Altri segmenti di questo mercato in crescita includono l'infiltrazione di vapori chimici (CVI), sol-gel e pirolisi polimerica. I prodotti che vengono prodotti con successo con questi mezzi includono fibre ceramiche continue, compositi, membrane e polveri ad altissima purezza/alta attività.
I processi utilizzati per convertire queste materie prime in prodotti finiti includono un'ulteriore lavorazione della polvere (ad es. macinazione e essiccazione a spruzzo) prima della formazione di forme verdi che vengono poi cotte in condizioni controllate. I processi di formatura includono pressatura a stampo, pressatura isostatica, colata a slittamento, colata a nastro, estrusione, stampaggio ad iniezione, pressatura a caldo, pressatura isostatica a caldo (HIP), CVD e così via.
Additivi chimici per coadiuvare la lavorazione della ceramica. Ogni fase del processo di produzione richiede un attento controllo in modo che le proprietà del prodotto finale siano ottenute con la massima efficienza produttiva e vengano utilizzati prodotti chimici ad effetto chiave per ottimizzare il trattamento delle polveri e la formatura a verde. Le sostanze chimiche ad effetto includono coadiuvanti per la fresatura, flocculanti e leganti, lubrificanti per effettuare il rilascio del prodotto durante la pressatura e ridurre al minimo l'usura delle parti dello stampo e plastificanti per favorire l'estrusione e lo stampaggio a iniezione. Un elenco di tali sostanze chimiche è mostrato nella tabella 3. Sebbene questi materiali svolgano un importante ruolo economico nella produzione, vengono bruciati durante la cottura e non svolgono alcun ruolo nella chimica del prodotto finale. Il processo di combustione deve essere attentamente controllato per evitare residui di carbonio nei prodotti finiti e la ricerca e lo sviluppo del processo stanno continuamente studiando modi per ridurre al minimo i livelli di sostanze chimiche ad effetto utilizzate.
Tabella 3. Additivi chimici selezionati utilizzati per ottimizzare il trattamento delle polveri e la formatura a verde della ceramica
|
Materiali |
Applicazione o funzione |
|
Alcool polivinilico |
Legante per ceramica avanzata |
|
Glicole polietilenico |
Legante per ceramica avanzata |
|
Poliacrilato di sodio |
Deflocculante per barbottina |
|
Polimero ammidico terziario |
Legante per pressatura a secco |
|
Amido miscelato con alluminosilicato colloidale secco |
Legante per termoformatura |
|
Allumina cationica più flocculante organico |
Legante per termoformatura |
|
Amido di mais cationico pregelificato |
Flocculante per legante di silice colloidale e allumina |
|
Carbossimetilcellulosa sodica di elevata purezza |
Legante |
|
Silicato di magnesio alluminio colloidale inorganico |
Agente di sospensione |
|
Carbossimetilcellulosa sodica a media viscosità aggiunta a Veegum |
Sospendente, stabilizzatore di viscosità |
|
Polielettrolita di ammonio |
Agente disperdente per barbottine per ceramiche elettroniche |
|
Polielettrolita di sodio |
Legante disperdente per impasti atomizzati |
|
Cellulosa microcristallina e carbossimetilcellulosa sodica |
Agente addensante |
|
Polisilazano |
Coadiuvante tecnologico, legante e precursore per ceramica avanzata |
Oltre a generare prodotti ceramici e tecnologie di produzione ceramica per nuove applicazioni, non va trascurata l'influenza dell'industria ceramica avanzata sull'industria ceramica tradizionale. Si prevede che molti materiali e processi ad alta tecnologia troveranno applicazione nell'industria ceramica tradizionale poiché quest'ultima si sforza di ridurre i costi di produzione, migliorare la qualità e offrire un servizio migliore all'utente finale.
Materie prime
Esistono alcuni materiali chiave che vengono utilizzati direttamente dall'industria ceramica o che rappresentano il punto di partenza per la produzione di materiali a valore aggiunto:
- silice
- argilla
- allumina
- magnesia
- Titania
- ossido di ferro
- zircone/zircone.
Questa discussione si concentrerà sulle proprietà di silice, allumina e zircone/zirconia.
Silica, oltre al suo utilizzo in refrattari e ceramiche bianche, è anche il punto di partenza nella produzione di silicio elementare, carburo di silicio e tetracloruro di silicio. Il silicio, a sua volta, è il punto di partenza per il nitruro di silicio e il tetracloruro di silicio è il precursore di un'ampia gamma di sostanze organiche di silicio che possono essere pirolizzate in condizioni controllate in carburo di silicio e nitruro di silicio di alta qualità.
Il nitruro di silicio ei suoi derivati Sialon, così come il carburo di silicio, nonostante la loro tendenza all'ossidazione, hanno il potenziale per soddisfare molti degli obiettivi di proprietà fissati dal mercato dei motori termici. Una caratteristica della silice e dei materiali ceramici che derivano dalla silice è che tutti gli elementi sono prontamente disponibili nella crosta terrestre. A questo proposito, questi materiali offrono il potenziale di facilità di approvvigionamento in tutte le parti del mondo. In pratica, tuttavia, è necessario un notevole apporto di energia per produrre silicio e carburo di silicio. Di conseguenza, la produzione di questi materiali è in gran parte limitata ai paesi con energia elettrica economica e facilmente disponibile.
Alumina si trova in tutta la crosta terrestre come componente dei minerali alluminosilicati. L'economia impone che l'allumina venga estratta dalla bauxite utilizzando il processo Bayer. La bauxite è diffusa nella fascia equatoriale in diversi stati di purezza, ed è suddivisa in due classificazioni: minerale di grado refrattario e minerale metallurgico.
La bauxite di grado refrattario è fornita dalla Cina e dalla Guyana come calcina ad alta temperatura del minerale presente in natura: diasporo (Al2O3· H2O) in Cina e gibbsite (Al2O3· 3H2O) in Guyana. Durante la calcinazione, una fase complessa di assemblaggio di corindone (Al2O3), si formano mullite, vetro di silice e livelli minori di titanato di alluminio. Il consumo di bauxite di qualità refrattaria supera le 700,000 tonnellate all'anno su base mondiale.
La bauxite di grado metallurgico viene estratta in Australia, Giamaica e Africa occidentale e presenta livelli di allumina variabili insieme a impurità importanti come ossido di ferro e silice. L'allumina nei minerali metallurgici viene estratta dal minerale quando dissolta dall'idrossido di sodio, producendo una soluzione di alluminato di sodio che viene separata dall'ossido di ferro e dalla silice, che vengono rifiutati come prodotto di scarto sotto forma di fango rosso. Essenzialmente, l'idrossido di alluminio puro viene precipitato dall'alluminato di sodio e quindi calcinato in una serie di gradi di allumina.
Le allumine ad alta purezza utilizzate nell'industria della ceramica e derivate dal processo Bayer sono classificate come allumina tabulare, allumina fusa o allumina calcinata speciale.
L'allumina tabulare è prodotta mediante calcinazione ad alta temperatura (~2,000°C o 3,630°F) di allumina calcinata a bassa temperatura in grandi forni rotanti alimentati a petrolio. L'allumina fusa è prodotta dalla fusione elettrica dell'allumina calcinata. L'allumina tabulare e fusa viene venduta all'industria dei refrattari in forma frantumata e graduata per l'uso in un'ampia gamma di prodotti di alta qualità, come refrattari per colata continua (ad es. per l'applicazione negli altiforni e nell'industria petrolchimica.
Le speciali polveri di allumina calcinata sono le principali materie prime utilizzate nell'industria della ceramica avanzata per applicazioni sia elettroniche che ingegneristiche. Le polveri sono prodotte in un'ampia gamma di gradi secondo rigorose specifiche di chimica, dimensione delle particelle e tipo di cristallo, per soddisfare un'ampia gamma di applicazioni del prodotto finale.
Esiste un commercio internazionale consolidato di allumine di alta qualità. Molti dei produttori di ceramica dispongono di impianti di macinazione e di essiccazione a spruzzo interni. Esiste chiaramente una limitazione alla crescita della fornitura di sistemi atomizzati e una continua necessità di fornire allumine che corrispondano agli impianti dei clienti in modo che l'uso di questi ultimi possa essere ottimizzato a un prezzo accettabile. L'allumina è un importante materiale ceramico disponibile con un elevato grado di purezza. La posizione dominante dell'allumina come materia prima ceramica deriva dal fatto che possiede proprietà desiderabili a un costo relativamente basso. Questa efficacia in termini di costi è attribuibile alla natura merceologica dell'attività derivante dalla grande domanda di allumina da parte dell'industria dell'alluminio.
Zirconi e zirconi. La fonte primaria di zirconia è lo zircone minerale (ZrO2 SiO2), che esiste nelle sabbie delle spiagge principalmente in Australia, Sud Africa e Stati Uniti. Lo zircone estratto dalla sabbia della spiaggia contiene circa il 2% di ossido di afnio e tracce di Al2O3 (0.5%), Fe2O3 (0.1%) e TiO2 (0.1%). Inoltre, tutti gli zirconi contengono tracce di uranio e torio. Lo zircone viene lavorato mediante macinazione fine per produrre una gamma di prodotti macinati di granulometria definita. Questi prodotti hanno trovato impiego nella microfusione, nelle fonderie, nei prodotti refrattari e come opacizzante negli smalti per ceramiche bianche.
Lo zircone è anche la principale fonte di zirconia. Lo zirconio può essere clorurato in presenza di carbonio per dare tetracloruri di zirconio e silicio che vengono poi separati per distillazione. Il tetracloruro di zirconio prodotto può essere utilizzato per preparare direttamente l'ossido di zirconio o come materia prima per altri prodotti chimici a base di zirconio. La sinterizzazione con ossidi alcalini o alcalino terrosi viene utilizzata anche per decomporre lo zircone. La silice viene lisciviata dai prodotti di decomposizione con acqua, lasciando che l'idrossido di zirconio venga ulteriormente purificato mediante dissoluzione acida e riprecipitazione. Lo zirconio viene quindi ottenuto calcinando l'idrossido. Lo zircone viene anche convertito in zirconia e silice in un plasma a 1,800°C (3,270°F) con raffreddamento rapido per impedire la riassociazione. La silice libera viene rimossa mediante dissoluzione in idrossido di sodio. L'ossido di zirconio fuso viene prodotto in forni elettrici ad arco da materie prime baddeleyite o zircone/carbonio. In quest'ultimo processo il componente siliceo dello zircone viene ridotto carbotermicamente a monossido di silicio, che volatilizza prima della fusione dell'ossido di zirconio residuo.
Sommario
L'industria della ceramica industriale è molto diversificata e c'è molta lavorazione interna. Molte delle operazioni di produzione finali sono in atmosfere tipo fonderia. I sistemi di movimentazione dei materiali in queste operazioni trasportano materie prime pregiate in cui la polvere può essere un problema. I materiali vengono quindi portati a temperature molto elevate e fusi o fusi nelle forme necessarie per le parti finali. Pertanto, molti dei problemi di sicurezza che esistono in qualsiasi industria ad alta temperatura esistono anche nell'industria della ceramica industriale.
Mattoni e piastrelle
Profilo generale
I mattoni e le tegole di argilla sono stati utilizzati come materiale da costruzione fin dai tempi più remoti in molte parti del mondo. Se correttamente realizzati e cotti sono più durevoli di alcune pietre, resistenti alle intemperie e ai grandi sbalzi di temperatura e umidità. Il mattone è un rettangolo di dimensioni standard, leggermente variabili da regione a regione ma sostanzialmente comodo per essere maneggiato con una mano da un muratore; le tegole sono lastre sottili, piane o curve; le piastrelle di argilla possono essere utilizzate anche per i pavimenti.
L'industria dei laterizi è molto frammentata. Ci sono molti piccoli fornitori dislocati in tutto il mondo. La produzione di mattoni tende a coinvolgere fornitori locali e mercati locali a causa del costo di spedizione del prodotto finito. Nel 1994 c'erano 218 stabilimenti di produzione di mattoni negli Stati Uniti e nel 1992 il numero di produttori di prodotti in argilla strutturale nel Regno Unito era elencato a 182, ad esempio. I produttori di mattoni generalmente si trovano vicino ai depositi di argilla per ridurre i costi di spedizione delle materie prime.
Negli Stati Uniti, i mattoni sono utilizzati principalmente nell'edilizia residenziale come materiale portante o come materiale per facciate. Poiché l'industria dei laterizi è così strettamente legata all'industria dell'edilizia abitativa, l'attività manifatturiera dipende fortemente dall'industria dell'edilizia residenziale e dipende quasi totalmente dall'industria combinata dell'edilizia residenziale e non residenziale.
Processo di produzione
Materiali e lavorazioni
Il materiale di base è argilla di varia natura con miscele di argille, scisti e sabbie, secondo l'offerta e le esigenze locali, per conferire le proprietà richieste di consistenza, plasticità, regolarità e ritiro, e colore.
L'estrazione dell'argilla è ora spesso completamente meccanizzata; la lavorazione avviene solitamente a fianco del foro di estrazione, ma nelle grandi opere l'argilla viene talvolta convogliata in pattini su teleferiche. La successiva lavorazione dell'argilla varia a seconda della sua costituzione e del prodotto finale, ma in generale comprende la frantumazione, la macinazione, la vagliatura e la miscelazione. Vedere la figura 16 per una tipica operazione di produzione di mattoni.
Figura 16. La produzione di mattoni e tegole
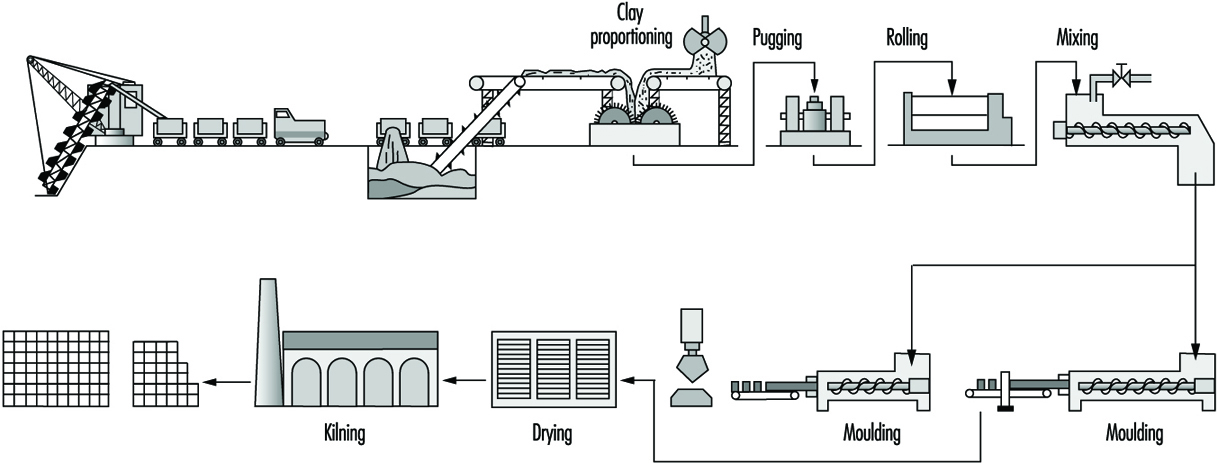
L'argilla per i mattoni tagliati a filo viene frantumata dai rulli; l'acqua viene aggiunta in un mixer; l'impasto viene nuovamente arrotolato e quindi alimentato attraverso un mulino orizzontale. L'argilla plastica estrusa viene quindi tagliata a misura su un tavolo da taglio a filo. Il materiale plastico semisecco e rigido viene prodotto mediante laminazione e vagliatura e successivamente alimentato a presse meccaniche. Alcuni mattoni sono ancora modellati a mano.
Dove si usa materiale plastico, i mattoni devono essere essiccati o al sole e all'aria, o più frequentemente in forni regolamentati, prima della cottura; i mattoni di plastica semisecca o rigida possono essere cotti immediatamente. La cottura può avvenire in forni ad anello, spesso alimentati manualmente, o in forni a tunnel, alimentati meccanicamente. I combustibili utilizzati variano in base alla disponibilità locale. Ad alcuni mattoni decorativi viene applicato uno smalto di finitura.
Refrattari
Profilo generale
I materiali refrattari sono tradizionalmente considerati non metallici che resistono alla degradazione da parte di gas, liquidi o solidi corrosivi a temperature elevate. Questi materiali devono resistere a shock termici causati da rapido riscaldamento o raffreddamento, cedimenti attribuibili a sollecitazioni termiche, fatica meccanica dovuta al contatto di altro materiale con il refrattario stesso e attacco chimico attivato dall'ambiente ad alta temperatura. Questi materiali sono necessari per la fabbricazione della maggior parte dei prodotti ceramici e sono specificamente necessari in forni, essiccatori, fornaci e parti di motori resistenti alle alte temperature.
I refrattari sono rimasti quasi esclusivamente a base minerale fino al XX secolo inoltrato. Eppure i tecnologi esperti in mineralogia prestavano attenzione. I metallurgisti avevano sperimentato pratiche di scorificazione acida e basica sin dal Medioevo e avevano catalogato alcuni dei vantaggi di ciascuna. Gli artigiani refrattari avevano corrispondentemente sperimentato con ganister, con altri minerali di silice quasi puri e con magnesite, un prevalentemente MgCO3 minerale che è stato calcinato a MgO. Quando nel 1856 fu inventato il convertitore per la produzione dell'acciaio Bessemer, che combinava temperature di lavoro di oltre 1,600ºC con scorificazione acida corrosiva, i refrattari di silice "acida" erano quasi pronti. Quando nel 1857 seguì la fornace Siemens a suola aperta a temperature ancora più elevate, e la produzione dell'acciaio passò in entrambi i casi alla scorificazione corrosiva basica, furono presto introdotti i rivestimenti “basici” in magnesite. I refrattari di base a base di dolomite (MgO-CaO) furono sviluppati durante la prima guerra mondiale, quando la fornitura europea di magnesite fu interrotta dagli Alleati. Successivamente, con lo sviluppo di altre risorse minerarie in tutto il mondo, la magnesite si è riaffermata.
Tabella 4. Utilizzo del refrattario per settore negli Stati Uniti
|
Industria |
Percentuale delle vendite totali negli Stati Uniti |
|
Ferro e acciaio |
51.6 |
|
Metalli non ferrosi |
7.5 |
|
Cemento |
4.9 |
|
Vetro |
5.1 |
|
Ceramici |
9.7 |
|
Chimico e petrolifero |
2.1 |
|
Servizi pubblici |
0.9 |
|
Esportare |
7.4 |
|
Tutti gli altri e non specificati |
10.8 |
Nel frattempo, i mattoni di carbonio legati sono stati prodotti nel Regno Unito a partire dal 1863 e alla fine hanno trovato la loro strada nell'altoforno per la fusione del ferro mentre le sue temperature di lavoro salivano ancora più in alto. Entrarono rapidamente anche nelle celle di Hall-Héroult per la produzione di alluminio (1886).
La calce era stata prodotta per circa 5,000 anni utilizzando forni di argilla e poi di mattoni refrattari. La produzione di cemento Portland richiedeva per la prima volta un refrattario innovativo quando furono introdotti i forni rotanti dopo il 1877. I primi rivestimenti resistenti erano realizzati in clinker cementizio. Successivamente i refrattari commerciali più durevoli sono tornati in questo settore.
I forni di recupero e rigenerazione, originati dalla neonata produzione di acciaio nel 1850, furono introdotti nella metallurgia non ferrosa e nella produzione del vetro alla fine del XIX secolo. Anche lì i refrattari di argilla refrattaria dovevano essere sostituiti. I rivestimenti in magnesite sono stati utilizzati nei convertitori di rame dal 19 e nei primi moderni serbatoi di vetro circa 1909 anni dopo. I forni elettrici ad arco furono provati per la prima volta per la produzione dell'acciaio nel 10 e divennero comuni dopo il 1853. Un'unità di circa 1990 tonnellate installata negli Stati Uniti nel 100 utilizzava un rivestimento in magnesite.
I forni ad arco trifase esistevano prima del 1950; fu solo allora che sorsero serie richieste per refrattari più sofisticati. Nello stesso lasso di tempo, negli anni '1940 fu introdotto il soffiaggio di ossigeno nei forni Bessemer e a focolare aperto. Alla fine degli anni '1950, il forno ad ossigeno basico (BOF) ha letteralmente rilevato la produzione dell'acciaio. Il soffiaggio di ossigeno, per la sua mera importanza economica, ha spinto per la prima volta l'industria dei refrattari a introdurre materiali sintetici nei suoi prodotti su scala significativa.
Proprietà dei materiali refrattari
Le proprietà che caratterizzano i materiali refrattari di qualità dipendono dalla natura dell'applicazione. L'aspetto più importante dei materiali è indicato come "refrattarietà". Questo termine si riferisce al punto in cui il campione inizia ad ammorbidirsi (o sciogliersi). Tipicamente, i refrattari non hanno un punto di fusione specifico; la transizione di fase procede in un intervallo di temperature in un fenomeno chiamato rammollimento. Questa caratteristica è spesso quantificata con un cono pirometico equivalente (PCE), che è una misura del contenuto di calore misurato dal crollo di un cono durante il ciclo termico.
Una proprietà correlata, e spesso più utile, è la temperatura di rottura sotto carico. I refrattari spesso cedono sotto carico a temperature molto inferiori alla temperatura che corrisponde al PCE. Nell'ottenere un valore per questo parametro, il refrattario viene sottoposto ad un carico noto e viene successivamente riscaldato. Viene riportata la temperatura alla quale si verifica il cedimento o la deformazione generale. Questo è di grande interesse perché il valore viene utilizzato per prevedere le proprietà meccaniche durante l'uso del refrattario. La capacità portante dei materiali refrattari è direttamente proporzionale alla quantità di viscosità del vetro presente.Un altro fattore fondamentale per comprendere le prestazioni di un refrattario è la stabilità dimensionale. Durante l'uso industriale, i materiali refrattari sono soggetti a cicli di riscaldamento/raffreddamento, che provocano l'espansione o la contrazione delle unità refrattarie. Grandi cambiamenti nelle dimensioni ridurranno la stabilità e alla fine potrebbero portare al cedimento della struttura a base refrattaria.
Un fenomeno correlato comunemente osservato con i materiali refrattari è la scheggiatura. La scheggiatura è generalmente considerata frattura, spaccatura o scagliatura del refrattario, con conseguente esposizione della massa interna del materiale. La scheggiatura è solitamente causata da gradienti di temperatura all'interno del materiale, compressione nella struttura dovuta a carichi di grande volume e variazioni del coefficiente di dilatazione termica all'interno del mattone. Ogni sforzo è fatto nella fabbricazione del refrattario per evitare la scheggiatura perché riduce l'efficacia del refrattario.
I refrattari trovano applicazione in un'ampia varietà di applicazioni industriali che vanno dall'uso estensivo nell'industria siderurgica agli usi a basso volume nelle industrie del cemento e dei servizi pubblici. Fondamentalmente, i refrattari vengono utilizzati in qualsiasi industria in cui le alte temperature vengono utilizzate per riscaldare e asciugare o incenerire il materiale. La tabella 4 fornisce una ripartizione attuale per settore dell'uso dei refrattari negli Stati Uniti.
Come si evince dalla tabella 4 l'industria siderurgica è l'area in cui viene utilizzato oltre il 50% del refrattario prodotto negli USA. Pertanto, le esigenze dell'industria siderurgica hanno guidato in larga misura gli sviluppi refrattari che si sono verificati.
Refrattari moderni
La ceramica era cresciuta notevolmente dall'artigianato alla scienza applicata. L'American Ceramic Society era stata fondata nel 1899, la British Ceramic Society nel 1901. I diagrammi di fase dell'ossido iniziarono ad apparire in letteratura negli anni '1920. Le tecniche di petrografia erano ben sviluppate e si cominciavano a comprendere i meccanismi dettagliati del degrado e dell'usura del refrattario. I produttori americani di refrattari si erano ampiamente riorganizzati, consolidati e capaci di svolgere le proprie ricerche. Gli strumenti di sintesi refrattaria e gli strumenti di indagine erano entrambi fiorenti.
I carboni industriali sintetici non erano, ovviamente, nuovi. La coca cola fu prodotta per la prima volta dal carbone negli anni '1860 dell'Ottocento e poco dopo dal petrolio. La grafite sintetica e il carburo di silicio apparvero quasi contemporaneamente all'inizio del secolo, in seguito all'invenzione di Acheson del forno elettrico riscaldato ad autoresistenza nel 1896. Questi prodotti, avendo proprietà del tutto diverse da quelle degli ossidi, stimolarono rapidamente i propri usi e mercati.
Allumina sintetica, Al2O3, era disponibile da quando il processo Bayer iniziò ad alimentare la produzione di alluminio intorno al 1888. La magnesia sintetica (MgO) fu prodotta per la prima volta dall'acqua di mare nel Regno Unito nel 1937 e negli Stati Uniti nel 1942, stimolata dal fabbisogno di magnesio in tempo di guerra. La zirconia era diventata disponibile, anche stimolata dai militari. La calce è stata una merce importante per secoli. Una miriade di altre sostanze chimiche erano a disposizione per essere prese in considerazione come componenti refrattari o come additivi minori e agenti leganti. L'unico componente importante dei refrattari di ossido che per la maggior parte ha resistito alla sostituzione con i sintetici è la silice (SiO2) Le rocce e le sabbie silicee di elevata purezza abbondano e sono utilizzate in questo settore così come nella formulazione del vetro.
L'uso di materiali sintetici nella produzione di refrattari è stato di enorme aiuto; ma le materie prime minerali non sono state affatto sostituite. I sintetici costano di più e quel costo deve essere giustificato. Alcuni materiali sintetici creano seri problemi nella lavorazione del refrattario e devono essere trovati nuovi modi per superarli. I risultati ottimali sono spesso stati ottenuti combinando materie prime sintetiche e minerali, insieme a input creativi nella loro lavorazione.
Miscele di argilla con carbone erano state utilizzate per rivestire crogioli e mestoli sin da quando il ferro era stato colato per la prima volta; e i mattoni di silice contenenti carbonio furono prodotti in Francia negli anni '1860 dell'Ottocento. Dal 1960 sia le tecniche che le composizioni sono cambiate radicalmente. L'uso di refrattari a base di ossido di carbonio si è moltiplicato, a partire da MgO+C. Il primo vero impulso potrebbe essere stato fornito dal BOF; ma oggi non esiste quasi nessun tipo di ossido refrattario avanzato che non si possa avere con o senza carbonio aggiunto o un precursore di carbonio per prestazioni superiori in applicazioni specifiche.
Il grano o l'aggregato refrattario fuso ad arco era stato prodotto dall'inizio del 1900, e negli anni venti e trenta seguirono mattoni refrattari fusi di diverse composizioni, in particolare di mullite, allumina, magnesia-allumina-silice e allumina-zirconia-silice. Il più delle volte, questi prodotti erano realizzati interamente con materie prime minerali.
I refrattari interamente minerali, infatti, rimangono oggi una componente importante del menu dei prodotti. Sono nel complesso più economici, spesso si comportano in modo ammirevole e ci sono ancora molte applicazioni di minore richiesta così come quelle di richiesta critica per i più alti livelli di refrattarietà e resistenza alla corrosione.
Industria del refrattario
I refrattari si troveranno in uso in molte industrie per rivestire caldaie, fornaci e fornaci di ogni tipo, ma la percentuale maggiore viene utilizzata nella produzione di metalli. Nell'industria siderurgica, un tipico altoforno o forno a focolare aperto può utilizzare molti tipi diversi di refrattari, alcuni fatti di silice, alcuni di cromo e/o magnesite e altri di argilla refrattaria.
Quantità molto inferiori sono utilizzate anche nelle seguenti industrie: gas, coke e derivati; centrali elettriche; sostanze chimiche; cuocere forni e stufe; cemento e calce; ceramica; bicchiere; smalti e smalti; locomotive e navi; reattori nucleari; raffinerie petrolifere; smaltimento dei rifiuti (inceneritori).
Processo di produzione
Il tipo di refrattario utilizzato in una particolare applicazione dipende dai requisiti critici del processo. Ad esempio, i processi che richiedono resistenza alla corrosione gassosa o liquida richiedono bassa porosità, elevata resistenza fisica e resistenza all'abrasione. Le condizioni che richiedono una bassa conduttività termica possono richiedere refrattari completamente diversi. In effetti, vengono generalmente impiegate combinazioni di più refrattari. Non esiste una linea di demarcazione ben definita tra quei materiali che sono e quelli che non sono refrattari, sebbene la capacità di resistere a temperature superiori a 1,100°C senza rammollimento sia stata citata come requisito pratico dei materiali refrattari industriali.
Gli obiettivi tecnici della produzione di un dato refrattario sono incorporati nelle sue proprietà e prestazioni in un'applicazione prevista. Gli strumenti di fabbricazione consistono in scelte tra materie prime e tra metodi e parametri di lavorazione. I requisiti di produzione hanno a che fare con le caratteristiche della composizione delle fasi e della microstruttura, chiamate collettivamente carattere del materiale, che si sviluppano attraverso la lavorazione e sono esse stesse responsabili delle proprietà e del comportamento del prodotto.
Materie prime
In passato, le materie prime refrattarie venivano selezionate da una varietà di giacimenti disponibili e utilizzate come minerali estratti. L'estrazione selettiva ha prodotto materiali con le proprietà desiderate e solo in caso di materie prime costose, come la magnesite, è stato necessario un processo di arricchimento. Oggi, tuttavia, le materie prime naturali di elevata purezza sono sempre più richieste così come i grani refrattari preparati sinteticamente ottenuti da combinazioni di materie prime di elevata purezza e arricchite. Il materiale prodotto dalla cottura di minerali grezzi estratti o miscele sintetiche è chiamato grano, clinker, co-clinker o grog.
I refrattari sono solitamente classificati in quattro tipi: alluminosilicati, silicei (o acidi), basici e vari.
I materiali generalmente utilizzati nei quattro tipi di refrattari includono:
- Refrattari alluminosilicati. Le argille refrattarie sono costituite principalmente dal minerale caolinite [CAS 1318-74-7] (Al203 2SiO2 2H2O) con piccole quantità di altri minerali argillosi, quarzite, ossido di ferro, titania e impurità alcaline. Le argille possono essere utilizzate allo stato grezzo o dopo essere state calcinate. Le argille grezze possono essere grossolanamente dimensionate o finemente macinate per essere incorporate in una miscela refrattaria. Alcuni caolini di elevata purezza vengono impastati, classificati, essiccati e fatti galleggiare ad aria per ottenere una qualità elevata e costante. Le argille classificate possono anche essere miscelate ed estruse o pellettizzate e quindi calcinate per produrre grog caolinitico sintetico bruciato, oppure la caolinite grezza grossolanamente frantumata può essere bruciata per produrre grog. Dopo calcinazione o combustione, la caolinite si decompone in mullite e un vetro siliceo che incorpora impurità minerali associate al deposito di argilla (ad es. quarzite, ossido di ferro, titania e alcali) e si consolida in grog granulare denso e duro ad alte temperature.
- Refrattari silicei o acidi utilizzare prevalentemente silice sotto forma di quarzite (ganister) frantumata e macinata (dal 92 al 98%), alla quale viene aggiunta un'idonea sostanza legante, come la calce (CaO). I mattoni di silice vengono generalmente riscaldati due volte perché si espandono quando vengono riscaldati (i mattoni di argilla refrattaria si restringono) ed è auspicabile che l'espansione sia completata prima della costruzione del muro o del rivestimento.
- Refrattari di base utilizzare dolomite, magnesite (MgO), ossido di cromo, ferro e alluminio.
- Refrattari vari. Tra la grande varietà di materiali oggi in uso, i più comuni sono i carburi come il carburo di silicio, la grafite, l'allumina, il berillio, il torio, l'ossido di uranio, l'amianto e l'ossido di zirconio.
Si sono verificate diverse rivoluzioni nel settore. Inclusi in queste rivoluzioni vi sono ulteriori metodi meccanizzati di manipolazione di solidi in tonnellaggio, maggiori capacità e automazione delle apparecchiature di elaborazione e tecniche per la rapida acquisizione e analisi dei dati di controllo in-process. Questi progressi hanno trasformato la pratica di produzione refrattaria.
La Figura 17 illustra come vengono prodotti diversi tipi di refrattari. La figura è disegnata in stile "albero decisionale" con i rami divergenti codificati da numeri per l'identificazione. Esistono vari percorsi, ognuno dei quali realizza un particolare tipo di prodotto refrattario.
Figura 17. Diagramma di produzione del refrattario
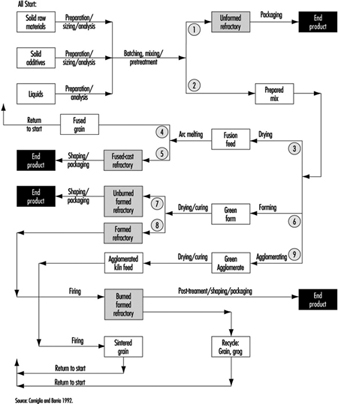
Questi diagrammi di flusso generici rappresentano migliaia di processi specifici, differenziati, ad esempio, per i loro elenchi di materie prime, il modo di preparazione e il dimensionamento e il dosaggio (ovvero la quantità pesata) di ciascuno, la sequenza e il modo di miscelazione e così via. Sono consentite omissioni, ad esempio alcuni refrattari non formati vengono miscelati a secco e mai bagnati fino all'installazione.
I refrattari o prodotti possono essere preformati (sagomati) o formati e installati in opera, ma in generale vengono forniti nelle seguenti forme:
Mattone. Le dimensioni standard di un mattone refrattario sono 23 cm di lunghezza per 11.4 cm di larghezza e 6.4 cm di spessore (mattone dritto). I mattoni possono essere estrusi o pressati a secco su presse meccaniche o idrauliche. Le forme formate possono essere bruciate prima dell'uso o, nel caso di pece, resina o mattoni legati chimicamente (induriti).
Forme in fusione. Le composizioni refrattarie vengono fuse ad arco e colate in forme (ad es. blocchi di flusso in serbatoi di vetro grandi come 0.33, 0.66, 1.33 m). Dopo la fusione e la ricottura, i blocchi vengono accuratamente rettificati per garantire un adattamento preciso.
Refrattari fusi e modellati a mano. Forme grandi, come blocchi di bruciatori e blocchi di flusso, e forme complesse, come parti di alimentazione del vetro, sagger e simili, sono prodotte mediante tecniche di colata di cemento barbottina o idraulica o stampaggio a mano. Poiché queste tecniche sono ad alta intensità di lavoro, sono riservate ad articoli che non possono essere formati in modo soddisfacente in altri modi.
Refrattari isolanti. I refrattari isolanti sotto forma di mattone sono molto più leggeri del mattone convenzionale della stessa composizione in virtù della porosità del mattone.
Calcinabili e miscele per armi da fuoco. I calcinabili sono costituiti da grani refrattari ai quali viene aggiunto un legante idraulico. Dopo la miscelazione con l'acqua, l'agente idraulico reagisce e lega insieme la massa. Le miscele per pistola sono progettate per essere spruzzate attraverso un ugello sotto la pressione dell'acqua e dell'aria. La miscela può essere impastata prima di essere sparata attraverso la pistola o miscelata con acqua all'ugello.
Refrattari plastici e impasti da costipazione. I refrattari plastici sono miscele di grani refrattari e argille plastiche o plastificanti con acqua. Le miscele di speronamento possono contenere o meno argilla e sono generalmente utilizzate con le forme. La quantità di acqua utilizzata con questi prodotti varia ma è ridotta al minimo.
Rischi e precauzioni professionali
La tabella 5 fornisce informazioni su molti dei potenziali pericoli riscontrati in questo settore industriale.
Tabella 5. Potenziali rischi per la salute e la sicurezza rilevati durante la produzione di vetro, ceramica e materiali correlati
|
Pericoli |
Usi o fonti di esposizione |
Potenziali effetti (pericoli fisici |
Precauzioni o strategie di controllo |
|
fattori di stress ergonomici; rischi biomeccanici |
Sforzo eccessivo derivante da pratiche manuali di movimentazione dei materiali e forza eccessiva, postura scorretta, alta frequenza/durata delle attività che comportano sollevamento, spinta o trazione |
Stiramenti, distorsioni e danni muscolari scheletrici alla schiena, agli arti superiori e inferiori L'eccessiva stanchezza fisica e mentale può causare errori che portano a incidenti secondari |
|
|
Rischi fisici |
Impigliati o colpiti da o contro attrezzature fisse o mobili Scivolamenti, inciampi e cadute su superfici di lavoro e di calpestio, tubi flessibili e altre attrezzature, strumenti o materiali |
Abrasioni, tagli, contusioni, lacerazioni, punture, fratture, amputazioni |
|
|
Rumore |
Vibratori pneumatici, compressori, attuatori per valvole, motori di azionamento di miscelazione, soffianti e depolveratori, nastri trasportatori, carrelli industriali motorizzati, apparecchiature di processo e confezionamento meccanizzate, ecc. |
Ipoacusia professionale, difficoltà di comunicazione e stress |
|
|
Calore radiante, ambienti di lavoro ad alta temperatura |
Processi di riscaldamento o fusione durante le attività di manutenzione o di risposta alle emergenze |
Sforzo fisiologico, stress da calore o ustioni termiche |
|
|
Inalazione di particolato aerodisperso da materie prime tra cui silice cristallina, argilla, calce, ossido di ferro, polveri nocive |
Manipolazione delle materie prime e durante la produzione Esposizioni durante le attività di manutenzione ordinaria, demolizione e durante le attività di costruzione o ricostruzione Le esposizioni possono verificarsi da apparecchiature non ventilate o da perdite o tenute scadenti nei punti di trasferimento, scivoli, nastri trasportatori, elevatori, vagli, setacci, apparecchiature di miscelazione, macchine per la macinazione o la frantumazione, contenitori di stoccaggio, valvole, tubazioni, forni di essiccazione o stagionatura, operazioni di sagomatura , eccetera. Le materie prime sono estremamente abrasive e causano il deterioramento dei componenti del sistema di trasferimento o di stoccaggio nei processi di produzione. La mancata manutenzione di filtri a maniche, scrubber o collettori di polvere e l'uso di aria compressa per le attività di pulizia aumentano il rischio di sovraesposizione Intensi processi di riscaldamento possono portare all'esposizione alle forme più pericolose di silice (cristobalite o tridimite) |
Variano da irritazione (particolato fastidioso) a ustioni chimiche (calce bruciata o altre materie prime alcaline) a effetti cronici come diminuzione della funzionalità polmonare, malattie polmonari, pneumoconiosi silicosi, tubercolosi |
|
|
Lacerazioni, abrasioni o corpi estranei; contatto con frammenti od oggetti taglienti di vetro, vasellame o ceramica |
La proiezione di vetri, ceramiche o altri frammenti può causare ferite penetranti e gravi lesioni oculari. Esiste un rischio particolare quando il vetro temperato "esplode" durante la fabbricazione Contatto diretto con vetro o altri filamenti, in particolare nella formatura o avvolgimento in operazioni di produzione di filamenti continui e rivestimento Operazioni di trafilatura nella produzione di fibre ottiche |
Ferite da puntura, lacerazioni o abrasioni della pelle e dei tessuti molli (tendini, legamenti, nervi, muscoli) e corpi estranei negli occhi Rischi di gravi infezioni secondarie o esposizione cutanea a materiali corrosivi o tossici |
|
|
Lacerazioni da utensili manuali |
Lame da rasoio, coltelli da dito, coltelli da rottame o altri utensili manuali affilati sono comunemente usati nelle aree di produzione, confezionamento e stoccaggio o durante le attività di manutenzione |
Tagli alle dita o alle mani e agli arti inferiori (gambe) |
|
|
Particolato o fumi di metalli pesanti (piombo, cadmio, cromo, arsenico, rame, nichel, cobalto, manganese o stagno) |
Come materie prime o impurità in smalti, formule di prodotti, pigmenti, agenti coloranti, pellicole o rivestimenti Attività di manutenzione e costruzione che comportano saldatura, taglio, saldatura e applicazione/rimozione di rivestimenti protettivi Rettifica, taglio, saldatura, foratura o sagomatura di parti metalliche fabbricate, elementi strutturali o macchinari (ad es. blocchi refrattari o leghe resistenti al calore) che sono componenti di processi di produzione |
Tossicità da metalli pesanti |
|
|
Formaldeide per inalazione o contatto diretto |
Componente di leganti e bozzime nell'industria delle fibre vetrose Potenziali esposizioni durante la miscelazione di leganti o formati e durante la produzione |
Irritazione sensoriale e irritazione delle vie respiratorie Probabile cancerogeno per l'uomo |
|
|
Basi (idrossido di sodio) o acidi (acido cloridrico, acido solforico, acido fluoridrico) |
Acqua di processo, acqua di caldaia o trattamento delle acque reflue e controllo del pH Processi di pulitura acida o mordenzatura con acido fluoridrico |
Corrosivo per la pelle o gli occhi Irritante delle vie respiratorie e delle mucose L'acido fluoridrico provoca gravi ustioni allo stinco che possono passare inosservate per ore |
|
|
Epossidici, acrilati e uretani (possono contenere solventi come xilene, toluene, ecc.) |
Ingredienti in resine, dimensioni, leganti e rivestimenti utilizzati nella produzione Prodotti per la manutenzione |
Potenziali sensibilizzanti della pelle o delle vie respiratorie Alcuni epossidici contengono epicloridrina non reagita, un sospetto cancerogeno Alcuni uretani contengono toluene diisocianato non reagito, un sospetto cancerogeno Curativi amminici usati in alcuni sistemi: irritanti o corrosivi Pericolo di infiammabilità |
|
|
Styrene |
Resine poliestere contenenti stirene, ingredienti di appretto |
Irritante per occhi, pelle, vie respiratorie; effetti sul sistema nervoso centrale (SNC) e sugli organi bersaglio Possibile cancerogeno Pericolo di infiammabilità |
|
|
Silani |
Promotori di adesione aggiunti a bozzime, leganti o rivestimenti. Può idrolizzare per rilasciare etanolo, metanolo, butanolo o altri alcoli |
Irritante per gli occhi, la pelle e le vie respiratorie; potenziali effetti sul SNC. Gli schizzi negli occhi possono causare danni permanenti Pericolo di infiammabilità |
|
|
Latex |
Dimensioni o aree di miscelazione del legante, rivestimenti e alcuni prodotti per la manutenzione |
Irritante per la pelle e gli occhi. Alcuni possono contenere formaldeide o altri biocidi e/o solventi |
|
|
Catalizzatori e acceleratori |
Aggiunto a resine o leganti per l'indurimento in produzione e/o per alcuni prodotti di manutenzione |
Irritanti o corrosivi per la pelle o gli occhi. Alcuni sono altamente reattivi e sensibili alla temperatura |
|
|
Solventi idrocarburici e/o solventi clorurati |
Officine di manutenzione e operazioni di pulizia delle parti |
Varie: irritazione, dermatite chimica, effetti sul sistema nervoso centrale. I solventi non clorurati possono essere infiammabili Il solvente clorurato può decomporsi se bruciato o riscaldato |
|
|
Propano, gas naturale, benzina, olio combustibile |
Combustibili per calore di processo Carburanti per autocarri industriali a motore |
Rischi di incendio ed esplosione Esposizione a monossido di carbonio o altri prodotti di combustione incompleta |
|
|
Inalazione di bioaerosol |
Aerosol contenenti batteri, muffe o funghi generati da processi di nebulizzazione o acqua di raffreddamento in processi di umidificazione, torri di raffreddamento, sistemi di ventilazione, attività di pulizia a umido |
Malattia trasmessa dall'acqua con sintomi simil-influenzali sistemici non specifici, affaticamento Potenziale dermatite |
|
|
Fibra di vetro, fibra di lana minerale, fibre ceramiche refrattarie |
Nei processi di produzione, tra cui la formazione di fibre, l'indurimento a caldo, il taglio o la cubatura, l'avvolgimento, l'imballaggio e la fabbricazione Nell'uso di materiali fibrosi come componenti di forni, condotti e apparecchiature di processo |
Le fibre non respirabili possono causare irritazione meccanica alla pelle o agli occhi Le fibre respirabili possono causare irritazione agli occhi, alla pelle e alle vie respiratorie. Le fibre durevoli hanno causato fibrosi e tumori negli studi sugli animali |
|
Problemi di sicurezza e salute e modelli di malattia
Questa sezione fornisce una panoramica dei problemi di sicurezza e salute documentati o sospetti a livello di settore. I dati internazionali sugli infortuni e le malattie in questo settore di attività non sono stati trovati nelle ricerche bibliografiche e nelle ricerche su Internet (nel 1997). Le informazioni raccolte dal Dipartimento del lavoro degli Stati Uniti, dalla Occupational Safety and Health Administration (OSHA) e dal Bureau of Labor Statistics (BLS) sono state utilizzate per identificare i rischi comuni sul posto di lavoro e per descrivere le caratteristiche di infortuni e malattie. Questi dati dovrebbero essere rappresentativi della situazione mondiale.
Pericoli rilevati durante le ispezioni
Le ispezioni di conformità normativa delle aziende nella produzione di prodotti in pietra, argilla, vetro e calcestruzzo (classificazione industriale standard (SIC) codice 32, equivalente al codice ISIC 36) rivelano alcuni dei pericoli comuni in questo settore. Le citazioni di conformità alle normative emesse dall'OSHA indicano che i problemi comuni di salute e sicurezza possono essere raggruppati come segue:
- comunicazione del pericolo dei pericoli fisici e per la salute delle sostanze chimiche negli ambienti di lavoro
- controllo dell'energia pericolosa—procedure di lockout e tagout per controllare le attività intorno a macchinari o apparecchiature in cui l'eccitazione o il rilascio imprevisti di energia immagazzinata potrebbero causare lesioni. L'energia pericolosa comprende radiazioni elettriche, meccaniche, idrauliche, pneumatiche, chimiche, termiche e altre fonti.
- sicurezza elettrica, compresa la progettazione di apparecchiature o sistemi elettrici, metodi di cablaggio, pratiche di lavoro sicure e formazione
- consentire l'accesso in spazi ristretti richiesti— procedure di identificazione, valutazione e accesso sicuro
- dispositivi di protezione individuale—valutazioni, selezione e uso di protezioni per occhi, viso, mani, piedi e testa
- macchine, attrezzature e strumenti di protezione per proteggere gli operatori e i lavoratori adiacenti da pericoli nel punto di lavoro, punti di contatto in entrata e da parti rotanti, schegge volanti o scintille; include macchine fisse, macchine portatili e utensili elettrici portatili, e regolazione di protezioni e appoggi di lavoro su macchine a mola abrasiva (smerigliatrici) (vedi figura 18)
Figura 18. La protezione della macchina protegge gli operatori

- protezione respiratoria—selezione, uso, manutenzione, formazione, autorizzazione medica e test di idoneità dei respiratori
- esposizione professionale al rumore—controllo delle esposizioni mediante protezione ingegneristica, amministrativa o dell'udito e attuazione di programmi di conservazione dell'udito
- prevenzione incendi e preparazione e risposta alle emergenze, inclusi estintori, vie di fuga, piani e stoccaggio o utilizzo di materiali infiammabili/combustibili
- superfici di calpestio e di lavoro, compresa la protezione di aperture e fori nel pavimento e nel muro; faccende domestiche; e mantenere corridoi e passaggi liberi da condizioni che presentino rischi di scivolamento, inciampo o caduta (vedere figura 19)
Figura 19. Rischi di inciampo e scivolamento

- carrelli industriali motorizzati—progettazione, manutenzione, utilizzo e altri requisiti di sicurezza per carrelli elevatori, carrelli a piattaforma, trattori, carrelli a mano motorizzati o altri carrelli industriali specializzati azionati da motori elettrici o a combustione interna
- scale fisse e portatili, scalinate e trabattelli—progettazione, ispezione o manutenzione e uso sicuro
- protezione anticaduta—uso di sistemi di ritenuta anticaduta e dispositivi di arresto per lavori sopraelevati
- taglio e saldatura—uso sicuro e procedure per ossigeno/acetilene o gas combustibile o attrezzature per il taglio ad arco o per la saldatura
- attrezzature per la movimentazione dei materiali—incluse gru a ponte ea cavalletto, paranchi, catene e imbracature
- controllo dell'esposizione a sostanze tossiche o pericolose, compresi i contaminanti dell'aria o le sostanze chimiche specificatamente regolamentate (ad es. silice, piombo, amianto, formaldeide, cadmio o arsenico).
Profilo di infortunio e malattia
Tassi di incidenza delle malattie da infortunio
Sulla base dei dati del Dipartimento del lavoro degli Stati Uniti, i produttori di prodotti in pietra, argilla e vetro (SIC 32) hanno un tasso di incidenza totale "registrabile" di infortuni e malattie professionali non mortali di 13.2 casi ogni 100 lavoratori a tempo pieno all'anno. Questo tasso di incidenza è superiore ai tassi corrispondenti per tutta la produzione (12.2) e tutta l'industria privata (8.4). Circa il 51% dei casi di “infortunio registrabile” nel settore manifatturiero dei manufatti in pietra, argilla e vetro non comporta giorni di assenza dal lavoro (tempo di assenza dal lavoro).
I tassi di incidenza del "caso totale di giorni di lavoro persi" basati sul numero di infortuni o malattie invalidanti che comportano la perdita di giorni di lavoro per un lavoratore ogni 100 lavoratori a tempo pieno sono disponibili anche presso il Dipartimento del lavoro degli Stati Uniti. Il tasso di incidenza totale delle giornate lavorative perse include i casi in cui le giornate lavorative vengono perse e il lavoratore non è in grado di svolgere l'intero ambito del lavoro (servizio limitato o leggero). I produttori di prodotti in pietra, argilla e vetro hanno un tasso di incidenza totale di giornate lavorative perse di 6.5 casi ogni 100 lavoratori all'anno. Questo è superiore ai tassi corrispondenti per tutta la produzione (5.5) e per tutta l'industria privata (3.8). Circa il 93% dei casi di giornate lavorative perse nel settore manifatturiero di prodotti in pietra, argilla e vetro deriva da infortuni piuttosto che da malattie professionali.
La tabella 6 presenta informazioni più dettagliate sui tassi di incidenza di infortuni e malattie (combinati) o infortuni (da soli) per vari tipi di processi produttivi all'interno del settore manifatturiero di prodotti in pietra, argilla e vetro (codice SIC 32). I tassi di incidenza e i dati demografici potrebbero non essere rappresentativi delle informazioni globali, ma sono le informazioni più complete disponibili.
Tabella 6. Tassi di incidenza di infortuni sul lavoro e malattie non mortali1 per 100 lavoratori a tempo pieno per le società statunitensi nel codice SIC 32, industria privata e manifatturiera, 1994
|
Industria |
Codice SIC2 |
Occupazione media annua 19943 (migliaia) |
Lesioni e malattie |
Infortuni |
||||||
|
Casi di giorni lavorativi persi |
Casi di giorni lavorativi persi |
|||||||||
|
Casi totali |
Totale4 |
Con giorni di assenza dal lavoro |
Casi senza giorni di lavoro persi |
Casi totali |
Totale5 |
Con giorni di assenza dal lavoro5 |
Casi senza giorni di lavoro persi |
|||
|
Industria privata, tutta |
95,449.3 |
8.4 |
3.8 |
2.8 |
4.6 |
7.7 |
3.5 |
2.6 |
4.2 |
|
|
Manifattura, tutto |
18,303.0 |
12.2 |
5.5 |
3.2 |
6.8 |
10.4 |
4.7 |
2.9 |
5.7 |
|
|
Prodotti in pietra, argilla e vetro |
32 |
532.5 |
13.2 |
6.5 |
4.3 |
6.7 |
12.3 |
6.1 |
4.1 |
6.2 |
|
Vetro piano |
321 |
15.0 |
21.3 |
6.6 |
3.1 |
14.7 |
17.3 |
5.2 |
2.6 |
12.1 |
|
Vetro e oggetti di vetro, pressati |
322 |
76.8 |
12.5 |
6.0 |
3.0 |
6.5 |
11.3 |
5.5 |
2.8 |
5.8 |
|
Contenitori di vetro |
3221 |
33.1 |
14.1 |
6.9 |
3.4 |
7.2 |
13.2 |
6.5 |
3.2 |
6.7 |
|
Vetro pressato e soffiato, nec |
3229 |
43.7 |
11.3 |
5.4 |
2.8 |
5.9 |
9.8 |
4.8 |
2.4 |
5.1 |
|
Prodotti di vetro acquistati |
323 |
60.7 |
14.1 |
6.1 |
3.1 |
8.0 |
12.7 |
5.4 |
2.9 |
7.4 |
|
Prodotti strutturali in argilla |
325 |
32.4 |
14.1 |
7.7 |
4.2 |
6.5 |
13.1 |
7.2 |
4.0 |
5.9 |
|
Mattone e laterizio strutturale |
3251 |
- |
15.5 |
8.4 |
5.1 |
7.1 |
14.8 |
7.9 |
5.0 |
6.9 |
|
Refrattari di argilla |
3255 |
- |
16.0 |
9.3 |
4.7 |
6.8 |
15.6 |
9.3 |
4.7 |
6.4 |
|
Ceramica e prodotti affini |
326 |
40.8 |
13.6 |
6.8 |
3.8 |
6.8 |
12.2 |
6.1 |
3.5 |
6.1 |
|
Impianti idraulici vitrei |
3261 |
- |
17.8 |
10.0 |
3.8 |
7.8 |
16.1 |
9.0 |
3.5 |
7.1 |
|
Tavolo in porcellana vitrea e |
3262 |
- |
12.8 |
6.3 |
4.4 |
6.5 |
11.0 |
5.6 |
3.8 |
5.5 |
|
Forniture elettriche in porcellana |
3264 |
- |
11.3 |
5.8 |
3.7 |
5.6 |
9.8 |
5.0 |
3.4 |
4.8 |
|
Prodotti in ceramica, nca |
3269 |
- |
12.6 |
5.6 |
3.7 |
7.1 |
11.6 |
5.0 |
3.5 |
6.6 |
|
Calcestruzzo, gesso e intonaco |
327 |
198.3 |
13.4 |
7.0 |
5.6 |
6.4 |
13.0 |
6.9 |
5.5 |
6.2 |
|
Blocco di cemento e mattoni |
3271 |
17.1 |
14.5 |
7.8 |
6.8 |
6.8 |
14.0 |
7.7 |
6.7 |
6.2 |
|
Prodotti in calcestruzzo, nca |
3272 |
65.6 |
17.7 |
9.8 |
7.0 |
7.9 |
17.1 |
9.5 |
6.8 |
7.6 |
|
Calcestruzzo preconfezionato |
3273 |
98.8 |
11.6 |
6.0 |
5.3 |
5.6 |
11.5 |
6.0 |
5.3 |
5.5 |
|
Varie minerale non metallico |
329 |
76.7 |
10.7 |
5.4 |
3.3 |
5.3 |
9.8 |
5.0 |
3.2 |
4.9 |
|
Prodotti abrasivi |
3291 |
20.0 |
10.2 |
3.9 |
2.5 |
6.3 |
9.5 |
3.7 |
2.4 |
5.8 |
|
Lana minerale |
3296 |
23.4 |
11.0 |
6.1 |
3.0 |
4.9 |
10.0 |
5.6 |
2.7 |
4.3 |
|
Refrattari non argillosi |
3297 |
- |
10.6 |
5.8 |
4.5 |
4.8 |
10.2 |
5.7 |
4.3 |
4.6 |
|
Prodotti minerali non metallici, |
3299 |
- |
13.1 |
8.2 |
5.8 |
4.9 |
11.4 |
7.0 |
5.5 |
4.3 |
nec = non classificato altrove
- = dato non disponibile
1 I tassi di incidenza rappresentano il numero di infortuni e malattie per 100 lavoratori a tempo pieno e sono stati calcolati come numero di infortuni e malattie diviso per le ore lavorate da tutti i dipendenti nell'anno solare moltiplicato per 200,000 (l'equivalente di base per 100 lavoratori a 40 ore settimanali per 52 settimane all'anno).
2 Manuale di classificazione industriale standard Edizione 1987.
3 L'occupazione è espressa come media annuale ed è stata derivata principalmente dal programma BLS State Current Employment Statistics.
4 I casi totali includono i casi che riguardano solo l'attività lavorativa limitata, oltre ai casi di assenza dal lavoro con o senza attività lavorativa limitata.
5 I giorni di assenza dal lavoro comprendono i casi che derivano da giorni di assenza dal lavoro, con o senza attività lavorativa limitata.
Fonte = Fonte: sulla base di un'indagine nazionale sugli infortuni e le malattie legate al lavoro nell'industria privata condotta dal Dipartimento del lavoro degli Stati Uniti, Bureau of Labor Statistics.
Dati demografici degli infortuni e dei casi di malattia
I lavoratori di età compresa tra i 25 ei 44 anni rappresentavano circa il 59% dei 23,203 casi di infortunio o malattia con perdita di tempo nel settore manifatturiero statunitense di prodotti in pietra, argilla e vetro. Il successivo gruppo più colpito era quello dei lavoratori di età compresa tra 45 e 54 anni, che avevano il 18% dei casi di infortunio o malattia con perdita di tempo (vedere figura 20).
Figura 20. Infortuni e malattie per età per età; NOI
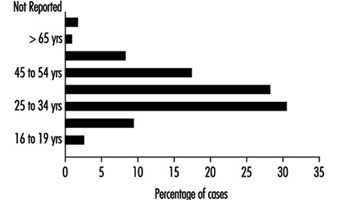
Circa l'85% dei casi di infortuni e malattie con perdita di tempo perso nel codice SIC 32 erano di sesso maschile. Nel 24% dei casi di tempo perso (entrambi i sessi), i lavoratori avevano meno di 1 anno di servizio al lavoro. I lavoratori con un'anzianità di servizio da 1 a 5 anni rappresentano il 32% dei casi. I dipendenti esperti con più di 5 anni di servizio costituivano il 35% dei casi di perdita di tempo.
Natura. L'analisi dei profili degli incidenti con tempo perso caratterizza la natura degli infortuni e delle malattie invalidanti e aiuta a spiegare i fattori causali o contribuenti. Stiramenti e distorsioni sono la natura principale di lesioni e malattie nel settore della produzione di prodotti in pietra, argilla e vetro. Come mostrato nella figura 23, stiramenti e distorsioni costituiscono circa il 42% di tutti i casi di perdita di tempo. Tagli e punture (10%) erano la seconda natura più comune di lesioni o malattie invalidanti. Altre principali categorie di lesioni sono state le contusioni (9%), le fratture (7%) e il mal di schiena/altro (5%). Ustioni da calore, ustioni chimiche e amputazioni erano meno comuni (1% o meno).
Figura 21. Infortuni e malattie professionali
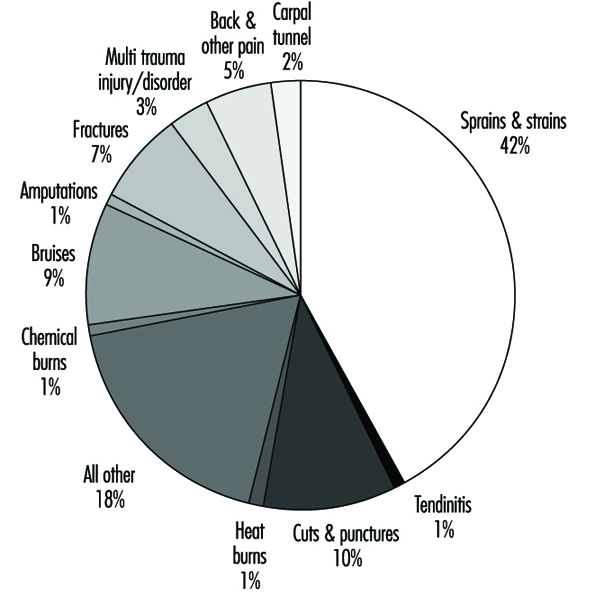
Eventi o esposizioni. La Figura 22 mostra che lo sforzo eccessivo durante il sollevamento porta a tutti gli altri eventi o esposizioni invalidanti. Lo sforzo eccessivo durante il sollevamento è stato un fattore causale in circa il 17% dei casi invalidanti; il movimento ripetitivo era l'esposizione in un ulteriore 5% dei casi invalidanti. Colpito da un oggetto è stato il successivo evento più comune, che ha portato al 16% dei casi. L'urto contro un oggetto ha causato il 10% dei casi. Altri eventi importanti sono stati catturati da un oggetto (9%), cadute allo stesso livello (9%), cadute a un livello inferiore (6%) e scivolate/inciampi senza cadere (6%). L'esposizione a sostanze nocive o all'ambiente è stata causale solo nel 5% dei casi.
Figura 22. Evento o esposizione negli infortuni sul lavoro
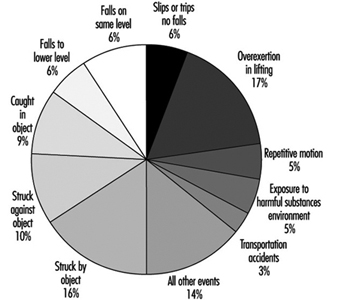
Parte del corpo. La parte del corpo più colpita è stata la schiena (24% dei casi) (vedi figura 23). Lesioni agli arti superiori (dito, mano, polso e braccio combinati) si sono verificate nel 23% dei casi, con lesioni al dito nel 7% dei casi. Le lesioni agli arti inferiori erano simili (22% dei casi), con il ginocchio colpito nel 9% dei casi.
Figura 23. Parte del corpo colpita da infortunio con giornata lavorativa persa
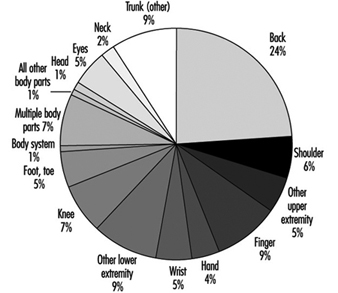
fonti. Le fonti più comuni di infortuni o malattie invalidanti sono state: parti e materiali (20%); posizione o movimento del lavoratore (16%); pavimentazioni, camminamenti o pavimentazioni (15%); contenitori (10%); macchinari (9%); veicoli (9%); utensili manuali (4%); mobili e arredi (2%); e prodotti chimici e prodotti chimici (2%) (vedi figura 24).
Figura 24. Fonti degli infortuni sul lavoro
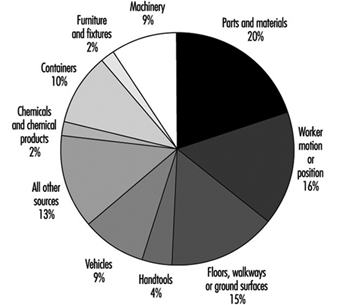
Prevenzione e controllo delle malattie
Il trauma cumulativo associato a movimenti ripetitivi, sforzi eccessivi e forze eccessive è un riscontro comune in questo settore manifatturiero. In alcuni casi sono disponibili dispositivi robotici, ma dominano ancora le pratiche di movimentazione manuale. Compressori, soffianti, centrifughe, vibratori pneumatici e attrezzature per l'imballaggio possono creare rumori superiori a 90-95 dBA. La protezione dell'udito e un sano programma di conservazione dell'udito impediranno cambiamenti permanenti nell'udito.
Questa industria consuma grandi quantità di silice cristallina. L'esposizione deve essere limitata durante la manipolazione, la manutenzione e la pulizia. Una buona pulizia con un adeguato sistema di aspirazione o metodi di pulizia a umido ridurranno le potenziali esposizioni. Lo screening periodico deve essere condotto utilizzando test di funzionalità polmonare e radiografie del torace se si è verificata un'esposizione eccessiva alla silice. Dovrebbero essere ridotte al minimo anche le esposizioni ai metalli pesanti trovati come materie prime, smalti o pigmenti. L'uso di sostituti dei metalli pesanti presenti negli smalti eliminerà anche i problemi di salute relativi alla lisciviazione dei metalli negli alimenti o nelle bevande. Buone pratiche di pulizia e protezione delle vie respiratorie sono utilizzate per prevenire gli effetti avversi. Potrebbe essere necessaria una sorveglianza medica che includa il monitoraggio biologico.
L'uso di leganti contenenti formaldeide, epossidici e silani è comune nella produzione di fibre vetrose. È necessario adottare misure per ridurre al minimo l'irritazione della pelle e delle vie respiratorie. La formaldeide è regolamentata come cancerogeno in molti paesi. Le fibre respirabili vengono prodotte durante la produzione, la fabbricazione, il taglio e l'installazione di vetro, roccia, scorie e prodotti in fibra ceramica refrattaria. Sebbene l'esposizione alle fibre disperse nell'aria sia stata generalmente piuttosto bassa (meno di 1 fibra per centimetro cubo) per la maggior parte di questi materiali, le applicazioni di soffiaggio loose fill tendono ad essere molto più elevate.
Roccia, scorie e vetro sono tra i prodotti isolanti commerciali più ampiamente studiati in uso oggi. Studi epidemiologici hanno rivelato che il fumo di sigaretta sta avendo un impatto importante sulla mortalità per cancro al polmone tra i dipendenti della produzione. Studi trasversali ben condotti non hanno dimostrato che le fibre producano un'eccessiva mortalità o morbilità polmonare. Recenti studi di inalazione cronica nei ratti hanno dimostrato che la durabilità delle fibre vetrose è un determinante critico del potenziale biologico di queste fibre. La composizione, che determina la durata di queste fibre, può variare notevolmente. Per evitare problemi di salute pubblica, un comitato tecnico della Commissione europea ha recentemente proposto di testare la biopersistenza delle fibre vetrose mediante inalazione a breve termine. Come fibra di riferimento viene suggerita una composizione di lana isolante che è stata accuratamente testata alla massima dose tollerata per inalazione cronica nei ratti e che non produce malattie irreversibili.
Problemi ambientali e di salute pubblica
L'inquinante atmosferico primario emesso durante la produzione di vetro, ceramica, vasellame e mattoni è il particolato. È disponibile la massima tecnologia di controllo ottenibile costituita da filtri a maniche e precipitatori elettrostatici umidi per ridurre le emissioni quando necessario. Gli inquinanti atmosferici pericolosi generati durante i processi di miscelazione, applicazione e indurimento del legante sono sotto esame. Queste sostanze includono stirene, silani ed epossidici utilizzati su filamenti continui di vetro e formaldeide, metanolo e fenolo utilizzati durante la produzione di rocce, scorie e vetro. La formaldeide è il pericoloso inquinante atmosferico che guida gli standard di controllo per queste ultime linee di produzione. Gli inquinanti atmosferici pericolosi dei metalli pesanti come il cromo stanno guidando gli standard dei forni di fusione del vetro mentre NOx e cosìx rimangono problemi in alcuni paesi. Le emissioni di fluoruro e boro sono motivo di preoccupazione nella produzione continua di filamenti di vetro. Il boro può anche diventare un problema ambientale se in alcuni paesi sono richieste fibre di lana di vetro vetrosa altamente solubili.
A causa dell'elevato volume d'aria scaricato e della natura della formatura e della fusione del vetro, l'industria fa evaporare notevoli quantità di acqua. Molte strutture, come, ad esempio, negli Stati Uniti, non hanno scarichi di acque reflue. Le acque reflue riciclate che contengono materiale organico possono creare rischi biologici sul posto di lavoro se il trattamento non viene attuato per prevenire la crescita biologica (vedere figura 25). I rifiuti generati da questo settore industriale includono metalli pesanti, sostanze corrosive, alcuni leganti e solventi esausti. L'industria della fibra di vetro è diventata un punto importante per il riciclaggio di bottiglie di vetro e lastre di vetro. Ad esempio, gli attuali prodotti in lana di vetro contengono dal 30 al 60% di vetro riciclato. Anche i refrattari esausti vengono recuperati e riutilizzati in modo vantaggioso.
Figura 25. Aerosol di acque reflue riutilizzate

Ringraziamenti: Un ringraziamento speciale a Dan Dimas, CSP, Libbey-Owens-Ford, per aver fornito fotografie, ea Michel Soubeyrand, Libbey-Owens-Ford, per aver fornito informazioni sulla deposizione chimica da vapore per la sezione sul vetro.
Fibre Ottiche
Le fibre ottiche sono fili di vetro sottili come capelli progettati per trasmettere i raggi luminosi lungo il loro asse. Diodi emettitori di luce (LED) or diodi laser convertire i segnali elettrici in segnali ottici che vengono trasmessi attraverso un nucleo cilindrico interno del cavo in fibra ottica. Le proprietà di rifrazione inferiori del rivestimento esterno consentono la propagazione dei segnali luminosi mediante riflessione interna lungo il nucleo cilindrico interno. Le fibre ottiche sono progettate e realizzate per propagarsi sia come un singolo raggio di luce che come più fasci di luce trasmessi simultaneamente lungo il nucleo. (Vedi figura 1.)
Figura 1. Fibre ottiche monomodali e multimodali
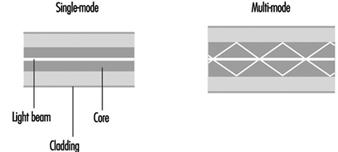
La fibra monomodale viene utilizzata principalmente per la telefonia, le applicazioni di televisione via cavo e le dorsali dei campus. La fibra multimodale è comunemente utilizzata per le comunicazioni di dati e nelle reti locali.
Produzione di fibre ottiche
Sono necessari materiali e processi speciali per fabbricare fibre ottiche che soddisfino i criteri di progettazione di base: (1) un nucleo con un indice di rifrazione elevato e un rivestimento con un indice di rifrazione basso, (2) una bassa attenuazione del segnale o perdita di potenza e (3) una bassa dispersione o allargamento del fascio luminoso.
Il vetro di silice ad alta purezza con altri materiali vetrosi (ad es. vetri al fluoruro di metalli pesanti, vetri al calcogenuro) sono i materiali primari attualmente utilizzati per la produzione di fibre ottiche. Vengono utilizzati anche materiali policristallini, materiali monocristallini, guide d'onda cave e materiali plastici polimerici. Le materie prime devono essere relativamente pure con concentrazioni molto basse di metalli di transizione e gruppi che formano idrossili (al di sotto del livello di parti per miliardo). I metodi di lavorazione devono proteggere il vetro di formatura dalle impurità nell'ambiente di produzione.
Le fibre ottiche vengono prodotte utilizzando una preparazione in fase vapore non convenzionale di una preforma di vetro che viene poi trafilata nella fibra. I composti volatili di silice vengono convertiti in SiO2 mediante idrolisi alla fiamma, deposizione chimica da vapore (CVD) o ossidazione ad alta temperatura. Altri droganti vengono quindi aggiunti al vetro per modificare le proprietà del vetro. Le variazioni nel processo di deposizione da vapore iniziano con lo stesso materiale ma differiscono nel metodo utilizzato per convertire questo materiale in silice.
Uno dei seguenti metodi di deposizione in fase vapore viene utilizzato per produrre fibre ottiche a base di silice: (1) deposizione chimica da vapore modificata (MCVD), (2) deposizione chimica da vapore al plasma (PCVD), (3) deposizione esterna da vapore (OVD), e (4) deposizione assiale in fase vapore (VAD) (vedi figura 2). Tetracloruro di silicio (SiCI4), tetracloruro di germanio (GeCI4) o altri alogenuri liquidi volatili si convertono in gas se riscaldati leggermente a causa delle loro elevate pressioni di vapore. L'alogenuro gassoso viene inviato a una zona di reazione e convertito in particelle di vetro (vedere anche il capitolo Microelettronica e semiconduttori.)
Figura 2. Diagramma di flusso della produzione di fibre ottiche
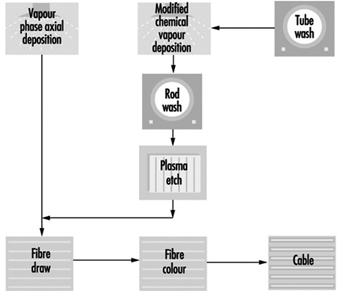
MCVD ed PCVD i processi. Un tubo di silice fusa di alta qualità è fissato a un tornio per la lavorazione del vetro dotato di un cannello a idrogeno/ossigeno che ne attraversa la lunghezza. Una fornitura di materiale alogenuro è fissata ad un'estremità del tubo di vetro e uno scrubber all'estremità opposta per rimuovere il materiale alogenuro in eccesso. La superficie del tubo di vetro viene prima pulita mediante lucidatura a fuoco mentre la torcia attraversa la lunghezza del tubo. Vari reagenti vengono aggiunti nel sistema di vapore a seconda del prodotto da fabbricare. Si verifica una reazione chimica quando gli alogenuri passano attraverso la sezione del tubo da riscaldare. Gli alogenuri si convertono in particelle di "fuliggine" di silice che si depositano sulla parete interna del tubo di vetro a valle della torcia. Le particelle depositate vengono sinterizzate nello strato di vetro. Il processo PCVD è simile a MCVD tranne per il fatto che gli alogenuri sono forniti da un sistema di gorgogliamento e le microonde vengono utilizzate invece di una torcia per convertire il materiale alogenuro in vetro.
OVD e VAD i processi. Nella prima fase del processo di produzione della fibra, il core ed rivestimento i vetri sono vapori depositati attorno a un'asta bersaglio rotante per formare una preforma di "fuliggine". Il materiale di base viene depositato per primo, seguito dal rivestimento. L'intera preforma deve essere estremamente pura, poiché sia il nucleo che il rivestimento sono depositati a vapore. La geometria della fibra viene determinata durante la fase di posa della produzione. Dopo che l'asta bersaglio è stata rimossa, la preforma viene posta in un forno, dove viene consolidata in un vetro solido e trasparente e il foro centrale viene chiuso. Il gas viene fatto passare attraverso la preforma per rimuovere l'umidità residua che influisce negativamente sull'attenuazione della fibra (perdita di segnale ottico quando la luce si trasmette lungo l'asse della fibra). Le preforme vengono quindi lavate con acido fluoridrico per garantire la purezza del vetro e rimuovere i contaminanti.
La preforma di vetro consolidata viene posta in una torre di stiratura per formare un filo continuo di fibra di vetro. Per prima cosa la preforma viene caricata nella parte superiore di un forno di trafilatura. Successivamente, la punta della preforma viene riscaldata e un pezzo di vetro fuso inizia a cadere. Quando questo pezzo viene disegnato (tirato), passa attraverso un monitor del diametro in linea per garantire che la fibra soddisfi un diametro specificato esatto (solitamente misurato in micron). Il diametro del rivestimento della fibra deve essere conforme a specifiche esatte per mantenere bassa la perdita di segnale alle connessioni . Il diametro del rivestimento esterno viene utilizzato come guida per allineare i nuclei delle fibre durante l'uso finale. I nuclei devono allinearsi in modo che il trasferimento della luce avvenga in modo efficiente.
Il polimero acrilato o altri rivestimenti vengono applicati e polimerizzati con lampade ultraviolette. I rivestimenti hanno lo scopo di proteggere la fibra ottica dall'ambiente durante l'uso finale. Le fibre ottiche sono testate per garantire la conformità agli standard di produzione per resistenza, attenuazione e geometria. Lunghezze specifiche di fibra vengono avvolte su bobine in base alle specifiche del cliente.
Durante la produzione di fibre ottiche si incontrano numerosi potenziali pericoli. Questi includono: (1) esposizione all'acido fluoridrico (durante la pulizia delle preforme di vetro), (2) energia radiante e stress termico associati ad ambienti di lavoro vicino a torni e processi di deposizione di vapore, (3) contatto diretto con superfici calde o materiale fuso (preforme di vetro ), (4) esposizione a rivestimenti polimerici di acrilato (sensibilizzatori della pelle), (5) punture e lacerazioni della pelle durante la manipolazione delle fibre e (6) una varietà di rischi fisici precedentemente descritti.
Gemme sintetiche
Le gemme sintetiche sono chimicamente e strutturalmente identiche alle pietre che si trovano in natura. Le gemme d'imitazione, al contrario, sono pietre fatte per apparire simili a una gemma particolare. Ci sono alcuni processi di base che producono una varietà di pietre preziose. Le gemme sintetiche includono granato, spinello, smeraldo, zaffiro e diamante. La maggior parte di queste pietre sono prodotte per l'uso in gioielleria. I diamanti sono usati come abrasivi, mentre i rubini e i granati sono usati nei laser.
La prima gemma sintetica utilizzata in gioielleria è stata lo smeraldo. Il processo impiegato nella sua fabbricazione è proprietario e tenuto segreto, ma probabilmente implica un metodo di crescita del flusso in cui i silicati di allumina e berillio con aggiunte di cromo per il colore vengono fusi insieme. Gli smeraldi cristallizzano dal flusso. Potrebbe volerci un anno per produrre pietre con questo processo.
Il Verneuil o processo di fusione alla fiamma viene utilizzato nella produzione di zaffiro e rubino. Richiede grandi quantità di idrogeno e ossigeno, consumando quindi grandi quantità di energia. Questo processo prevede il riscaldamento di un seme di cristallo con una fiamma ossidrica fino a quando la superficie è liquida. Materia prima potenziata come l'intelligenza artificiale2O3 per lo zaffiro è aggiunto con attenzione. Man mano che la materia prima si fonde, il seme cristallino viene lentamente ritirato dalla fiamma, provocando la solidificazione del liquido più lontano dalla fiamma. L'estremità più vicina alla fiamma è ancora liquida e pronta per altra materia prima. Il risultato finale è la formazione di un cristallo simile a un bastoncino. I vari colori vengono creati aggiungendo piccole quantità di vari ioni metallici alle materie prime. Il rubino viene creato sostituendo lo 0.1% dei suoi ioni di alluminio con atomi di cromo.
Spinello, un germe sintetico incolore (MgAI2O4), è realizzato con il processo Verneuil. Insieme allo zaffiro, lo spinello viene utilizzato dall'industria per fornire una vasta gamma di colori da utilizzare come pietre portafortuna e in anelli di classe. Il colore prodotto aggiungendo gli stessi ioni metallici sarà diverso nello spinello che nello zaffiro.
I diamanti sintetici sono utilizzati nell'industria a causa della loro durezza. Le applicazioni per i diamanti includono il taglio, la lucidatura, la molatura e la foratura. Alcuni degli usi comuni sono il taglio e la molatura del granito per l'uso nella costruzione di edifici, la perforazione di pozzi e la molatura di leghe non ferrose. Inoltre, sono in fase di sviluppo processi che depositeranno il diamante sulle superfici per fornire superfici chiare, dure e resistenti ai graffi.
I diamanti si formano quando il carbonio elementare o la grafite sono sottoposti a pressione e calore nel tempo. Per creare un diamante sul pavimento della fabbrica è necessario combinare catalizzatori di grafite e metallo e pressarli insieme a temperature elevate (fino a 1,500 °C). La dimensione e la qualità dei diamanti sono controllate regolando il tempo, la pressione e/o il calore. Grandi stampi in carburo di tungsteno vengono utilizzati per ottenere le alte pressioni necessarie per formare diamanti in un ragionevole periodo di tempo. Questi stampi misurano fino a 2 m di diametro e 20 cm di spessore, assomigliando a una grande ciambella. La miscela di grafite e catalizzatore viene inserita in una guarnizione di ceramica e i pistoni conici schiacciano dall'alto e dal basso. Dopo un tempo prestabilito, la guarnizione contenente i diamanti viene rimossa dalla pressa. Le guarnizioni vengono rotte e la grafite diamantata viene sottoposta a una serie di agenti progettati per digerire tutto il materiale ad eccezione dei diamanti. I reagenti impiegati sono agenti forti che sono potenziali fonti di ustioni significative e lesioni respiratorie. I diamanti di qualità gemma possono essere prodotti allo stesso modo, ma i lunghi tempi di stampa richiesti rendono questo processo proibitivamente costoso.
I pericoli derivanti dalla produzione di diamanti includono la potenziale esposizione agli acidi altamente reattivi e agli agenti caustici in grandi volumi, rumore, polvere derivante dalla formazione e dalla rottura delle guarnizioni ceramiche e dall'esposizione alla polvere metallica. Un altro potenziale pericolo è creato dal cedimento delle massicce matrici in metallo duro. Dopo un numero variabile di utilizzi, i monconi si guastano, ponendo un rischio di trauma se i monconi non sono isolati. I problemi ergonomici sorgono quando i diamanti prodotti sono classificati e classificati. Le loro piccole dimensioni rendono questo lavoro noioso e ripetitivo.
Stampa e pubblicazione
Profilo generale
Le industrie della stampa, della fotografia commerciale e della riproduzione sono importanti in tutto il mondo in termini di importanza economica. L'industria della stampa è molto diversificata nelle tecnologie e nelle dimensioni delle imprese. Tuttavia, indipendentemente dalle dimensioni misurate dal volume di produzione, le diverse tecnologie di stampa descritte in questo capitolo sono le più comuni. In termini di volume di produzione, esiste un numero limitato di operazioni su larga scala, ma molte piccole. Dal punto di vista economico, l'industria della stampa è una delle industrie più grandi e genera un fatturato annuo di almeno 500 miliardi di dollari in tutto il mondo. Allo stesso modo, l'industria della fotografia commerciale è diversificata, con un numero limitato di operazioni di grandi volumi e molte operazioni di piccoli volumi. Il volume del fotofinish è quasi equamente diviso tra le operazioni di grandi e piccoli volumi. Il mercato della fotografia commerciale genera un fatturato annuo di circa 60 miliardi di dollari in tutto il mondo, con operazioni di fotoritocco che rappresentano circa il 40% di questo totale. L'industria della riproduzione, che consiste in operazioni di volume ridotto con entrate annuali combinate di circa 27 miliardi di dollari, genera quasi 2 trilioni di copie all'anno. Inoltre, i servizi di riproduzione e duplicazione su scala ancora più ridotta vengono forniti in loco presso la maggior parte delle organizzazioni e delle aziende.
I problemi di salute, ambiente e sicurezza in questi settori si stanno evolvendo in risposta alle sostituzioni con materiali potenzialmente meno pericolosi, nuove strategie di controllo dell'igiene industriale e l'avvento di nuove tecnologie, come l'introduzione di tecnologie digitali, imaging elettronico e computer. Molti problemi di salute e sicurezza storicamente importanti (ad esempio, i solventi nell'industria della stampa o la formaldeide come stabilizzante nelle soluzioni di fotoelaborazione) non saranno problemi in futuro a causa della sostituzione dei materiali o di altre strategie di gestione del rischio. Tuttavia, emergeranno nuovi problemi di salute, ambiente e sicurezza che dovranno essere affrontati dai professionisti della salute e della sicurezza. Ciò suggerisce la continua importanza del monitoraggio della salute e dell'ambiente come parte di un'efficace strategia di gestione del rischio nei settori della stampa, della fotografia commerciale e della riproduzione.David Richardson
Panoramica dei processi di stampa
L'invenzione della stampa risale alla Cina nell'XI secolo. Nell'ultima parte del XV secolo, Johannes Gutenburg introdusse per la prima volta i caratteri mobili e inventò la macchina da stampa, creando così il processo di stampa oggi comune in tutto il mondo. Da allora, il processo di stampa si è notevolmente ampliato dalla semplice stampa di parole su carta alla stampa di parole e altre forme di arti grafiche su carta e altri materiali (substrati). Nel 11° secolo, l'imballaggio di tutti i tipi di prodotti di consumo ha portato la stampa a un altro livello. La stampa, l'imballaggio e le pubblicazioni, insieme al campo strettamente correlato del rivestimento e della laminazione, si trovano nei prodotti e nei processi di tutti i giorni utilizzati a casa, nel tempo libero e al lavoro.
L'arte di collocare parole e immagini su carta o altri supporti si sta muovendo in direzioni non previste nemmeno pochi anni fa. Si è evoluto uno spettro molto ampio di tecnologie, che vanno dagli stili di stampa più vecchi e tradizionali alle più recenti tecnologie che coinvolgono computer e processi correlati. Ciò include qualsiasi cosa, dalla vecchia tecnologia del tipo a base di piombo nelle macchine da stampa a letto piano alle moderne macchine da stampa a bobina diretta su lastra odierne (vedere la figura 1). In alcune operazioni, queste diverse tecnologie si trovano letteralmente fianco a fianco.
Figura 1. La fine di un processo di stampa

Esistono quattro tipi generali di stampa e vi sono molti rischi per la sicurezza, la salute e l'ambiente associati a queste tecnologie.
1. Stampa tipografica o in rilievo. Questo processo, utilizzato da molti anni nella stampa e nella pubblicazione, prevede la creazione di immagini, spesso lettere o immagini, che vengono sollevate sopra uno sfondo o un'area non stampabile. L'inchiostro viene applicato all'area in rilievo, che viene quindi posta a contatto con la carta o altro substrato che accetta l'immagine.
Esistono diversi modi per creare l'immagine in rilievo, come l'assemblaggio di singole lettere utilizzando caratteri mobili o utilizzando la macchina linotype un tempo comune o il tipo creato dalla macchina. Questi processi sono appropriati per attività di stampa più semplici e con tirature più brevi. Per le attività di lunga durata, le lastre da stampa, spesso realizzate in metallo o plastica o materiali tipo gomma, sono più appropriate. L'uso di lastre di gomma o simili è spesso chiamato flessografia o stampa flessografica.
Gli inchiostri tipici di questo processo possono essere sia a base solvente che a base acqua. Alcuni inchiostri più recenti, basati sull'indurimento ultravioletto (UV) e altri sistemi chimico-fisici, sono in fase di sviluppo e implementazione in questo sistema di stampa.
2. Stampa calcografica o calcografica. Nei processi di stampa calcografica o rotocalco, l'immagine da stampare è incassata nella faccia di una lastra o cilindro inciso. La lastra o il cilindro è immerso nell'inchiostro. L'inchiostro in eccesso viene quindi rimosso dalle parti non incise della lastra mediante l'uso di a lame del dottore. La lastra o il cilindro viene quindi portato a contatto con la carta o altro supporto su cui l'inchiostro trasferisce l'immagine. Questo sistema di stampa è molto tipico dei prodotti stampati a lunga tiratura, come riviste e materiali da imballaggio.
Gli inchiostri sono tipicamente a base di solvente, con il toluene che è il solvente più comune negli inchiostri calcografici o rotocalco. L'uso di inchiostri a base di olio di soia e acqua è in corso con un certo successo. Tuttavia, non tutte le applicazioni possono utilizzare questa nuova tecnologia.
3. Stampa planografica o litografia. Materiali dissimili costituiscono la base per la stampa planografica o litografica. Utilizzando materiali dissimili, è possibile sviluppare aree ricettive all'acqua o idrorepellenti (ovvero ricettive all'inchiostro solvente). L'area ricettiva all'inchiostro del solvente conterrà l'immagine, mentre l'area ricettiva all'acqua diventerà lo sfondo o l'area non stampata. Pertanto, l'inchiostro aderisce solo in aree specifiche per il trasferimento sulla carta o su altro substrato. In molti casi, questo passaggio comporterà il trasferimento su una superficie intermedia, nota come coperta, che verrà successivamente posizionato contro la carta o altro supporto. Questo processo di trasferimento è chiamato stampa offset ed è ampiamente utilizzato per molte applicazioni di stampa, pubblicazione e imballaggio.
Va notato che non tutta la stampa offset prevede la litografia. A seconda delle esatte esigenze del processo di stampa, altri metodi di stampa possono utilizzare elementi di stampa offset.
Gli inchiostri usati nella stampa planografica o litografica sono solitamente a base di solvente (cioè non a base di acqua), ma alcuni inchiostri che non sono a base di solvente sono in rapido sviluppo.
4. Stampa porosa o serigrafica. La stampa porosa o serigrafica utilizza uno stencil posizionato su uno schermo a maglie fini. L'inchiostro viene applicato alle aree dello schermo aperto e premuto (spatola) sopra lo stencil e l'area a maglia aperta. L'inchiostro si trasferirà attraverso lo schermo alla carta o altro substrato sotto lo schermo. La serigrafia viene spesso utilizzata per attività di stampa più semplici ea basso volume, in cui questo processo può avere un vantaggio in termini di costi. L'uso tipico di questo processo di stampa è per tessuti, poster, espositori e carta da parati.
Gli inchiostri per la stampa serigrafica sono a base solvente o acqua, a seconda del supporto da stampare. Poiché il rivestimento utilizzato nella serigrafia è spesso più spesso, gli inchiostri sono in genere più viscosi di quelli utilizzati in altri metodi di stampa.
Preparazione del materiale pronto per la stampa
La preparazione del materiale per la stampa implica l'assemblaggio dei vari materiali, inclusi testo, fotografie, opere d'arte, illustrazioni e disegni, che sono oggetto di riproduzione nel materiale stampato. Tutti i materiali devono essere completamente finalizzati perché non è possibile apportare modifiche dopo la creazione delle lastre di stampa. Per correggere gli errori, il processo deve essere rifatto. A questo punto vengono applicati i principi delle arti grafiche per assicurare la corretta estetica del prodotto stampato.
Gli aspetti di salute e sicurezza della fase delle arti grafiche del processo di stampa sono generalmente considerati meno pericolosi rispetto agli altri aspetti della stampa. La generazione di opere d'arte può comportare un notevole sforzo fisico, oltre a rischi per la salute dovuti ai pigmenti, al mastice, agli adesivi spray e ad altri materiali utilizzati. Gran parte di questo viene sostituito dalla grafica computerizzata, di cui si parla anche nell'articolo “Commercial art” del Spettacolo e arte capitolo. I potenziali rischi di lavorare con unità di visualizzazione e computer sono discussi altrove in questo Enciclopedia. Postazioni di lavoro ergonomicamente sane possono alleviare i rischi.
Piatti
Le lastre o cilindri di stampa tipici dei processi di stampa contemporanei devono essere creati per la fotografia di processo o per il trucco generato dal computer. Spesso la produzione di lastre inizia con un sistema fotografico utilizzato per creare un'immagine, che successivamente può essere trasferita con metodi fotochimici sulla lastra. I colori devono essere separati e in questo processo devono essere sviluppati aspetti della qualità di stampa come le immagini a mezzitoni. La fotografia utilizzata per la produzione di lastre è molto sofisticata rispetto al tipico uso domestico di una macchina fotografica. Nitidezza, separazione dei colori e registro eccezionalmente fini sono necessari per consentire la produzione di materiali stampati di qualità. Con l'introduzione del computer, gran parte del lavoro manuale di assemblaggio e sviluppo delle immagini è stato eliminato.
I potenziali pericoli osservati in questa parte del processo di stampa sono simili a quelli tipici dell'industria fotografica e sono discussi altrove in questo capitolo. Il controllo delle potenziali esposizioni chimiche è importante durante la produzione di lastre.
Dopo che l'immagine è stata creata, vengono utilizzati processi fotomeccanici per creare la lastra di stampa. I processi fotomeccanici tipici per la produzione di lastre possono essere raggruppati nei seguenti:
Metodi manuali. È possibile utilizzare utensili manuali, incisori e coltelli per creare rilievi nella lastra, oppure è possibile utilizzare pastelli per creare aree idrorepellenti su una lastra litografica. (Questo è generalmente un metodo utilizzato in piccole produzioni o per attività di stampa speciali.)
Metodi meccanici. Torni, macchine lineari e simili tipi di attrezzature meccaniche vengono utilizzati per creare rilievi, oppure altre attrezzature possono essere utilizzate per produrre aree idrorepellenti su lastre litografiche.
Metodi elettrochimici. I metodi elettrochimici vengono utilizzati per depositare metalli su lastre o cilindri.
Metodi elettronici. Gli incisori elettronici vengono utilizzati per creare rilievi su lastre o cilindri.
Metodi elettrostatici. Metodi xerografici o simili vengono utilizzati per creare componenti dell'immagine in rilievo o idrorepellenti su lastre o cilindri.
Metodi fotomeccanici. Le immagini fotografiche possono essere trasferite alle lastre attraverso rivestimenti fotosensibili sulla lastra o sul cilindro.
La produzione di lastre fotomeccaniche è oggi il processo più comune. In molti casi, possono essere usati due o più sistemi per creare la lastra o il cilindro.
Le implicazioni per la salute e la sicurezza della produzione di lastre da stampa sono ampie a causa dei vari metodi utilizzati per creare la lastra. I metodi meccanici, meno utilizzati oggi che in passato, erano all'origine dei tipici problemi di sicurezza meccanica, compresi i rischi derivanti dall'uso di utensili manuali e delle attrezzature meccaniche più grandi spesso presenti nell'officina meccanica. I rischi legati alla sicurezza delle mani e alla protezione sono tipici nella produzione di lastre con metodi meccanici. Tale produzione di lastre comporta spesso l'uso di oli e detergenti che possono essere infiammabili o tossici.
I metodi più vecchi sono spesso ancora in uso in molte strutture insieme ad attrezzature più recenti e i rischi possono essere diffusi. Se la lastra è costituita da caratteri mobili, una macchina per linotipia, un tempo molto comune nella maggior parte delle tipografie, creava caratteri fondendo il piombo nella forma delle lettere. Il piombo viene fuso e conservato in una pentola di piombo. Con il barattolo di piombo presente, molti dei pericoli associati al piombo entrano direttamente nella tipografia. Piombo, che è discusso altrove in questo Enciclopedia, può entrare nel corpo attraverso l'inalazione di composti di piombo e per contaminazione della pelle con piombo e tipo contenente piombo che può quindi portare all'ingestione di piombo. Il risultato è un possibile avvelenamento cronico da piombo di basso grado, con conseguente disfunzione del sistema nervoso, disfunzione renale e altre tossicità.
Altri metodi di produzione di lastre utilizzano sistemi chimici tipici della placcatura o dell'incisione chimica per creare un'immagine sulla lastra o sul cilindro. Ciò coinvolge molte sostanze chimiche diverse, inclusi acidi e metalli pesanti (zinco, cromo, rame e alluminio), insieme a sistemi di resine a base di sostanze chimiche organiche che costituiscono alcuni degli strati superiori della lastra stessa. Alcuni sistemi ora utilizzano solventi a base di petrolio nei processi chimici di produzione delle lastre. I potenziali rischi per la salute derivanti da tali sostanze chimiche devono essere considerati nello sforzo di sicurezza intrapreso per tale struttura. La ventilazione e i dispositivi di protezione individuale adeguati alle sostanze chimiche utilizzate sono molto importanti. Inoltre, i potenziali effetti ambientali di corrosivi e metalli pesanti devono essere presi in considerazione come parte dello sforzo di sicurezza per la chimica della produzione di lastre. Anche lo stoccaggio e la miscelazione di questi sistemi chimici presenta rischi per la salute che possono essere significativi in caso di fuoriuscita.
Anche i sistemi di incisione, utilizzati in alcuni casi per trasferire l'immagine sulla lastra o sul cilindro, possono presentare potenziali pericoli. I sistemi di incisione standard genereranno una certa contaminazione metallica che può essere un problema per coloro che lavorano con questi sistemi. I sistemi più recenti utilizzano apparecchiature laser per incidere l'immagine nel materiale della lastra. Sebbene ciò consenta l'eliminazione di alcuni passaggi nel processo di produzione delle lastre, la presenza del laser può presentare un pericolo per gli occhi e la pelle. Il laser può anche essere utilizzato per ammorbidire materiali, come la plastica, piuttosto che riscaldarli fino alla vaporizzazione, creando così ulteriori problemi legati al vapore e ai fumi per il posto di lavoro.
Nella maggior parte dei casi, il processo di produzione delle lastre rappresenta una parte relativamente piccola delle operazioni di produzione totali dell'impianto di stampa, il che limita automaticamente il rischio presente, poiché poche persone lavorano nell'area di produzione delle lastre e minori quantità di materiali sono tipiche di questo tipo di operazioni. Con il progredire della tecnologia, saranno necessari meno passaggi per tradurre l'immagine sulla lastra, presentando così minori possibilità che i rischi abbiano un impatto sui dipendenti e sull'ambiente.
Fabbricazione di inchiostro
A seconda delle tecnologie utilizzate, vengono utilizzati una varietà di inchiostri e rivestimenti. Gli inchiostri sono tipicamente costituiti da un vettore e pigmento o coloranti e resine che vanno a formare l'immagine.
Il supporto consente ai pigmenti e agli altri componenti di rimanere in soluzione fino a quando l'inchiostro non si asciuga. Tipici supporti per inchiostri da stampa includono alcoli, esteri (acetati), chetoni o acqua. Gli inchiostri rotocalco spesso contengono grandi quantità di toluene. Gli inchiostri più recenti possono contenere olio di soia epossidato e altre sostanze chimiche meno pericolose perché non volatili.
Un altro componente degli inchiostri tipici è il legante in resina. Il piegatore di resina viene utilizzato, dopo che il solvente si è asciugato, per trattenere il pigmento sul substrato. Le resine organiche, alcune naturali e altre sintetiche, come le resine acriliche, sono abitualmente utilizzate negli inchiostri.
Il pigmento fornisce il colore. Le basi dei pigmenti possono provenire da una varietà di sostanze chimiche tra cui metalli pesanti e materiali organici.
Gli inchiostri a polimerizzazione UV sono a base di acrilati e non contengono supporti. Non sono coinvolti nel processo di indurimento/essiccazione. Questi inchiostri tendono ad essere semplicemente un sistema di resina e pigmenti. Gli acrilati sono potenziali sensibilizzanti della pelle e delle vie respiratorie.
Esistono molti rischi per la salute e la sicurezza associati alla produzione di inchiostri. Poiché la composizione dell'inchiostro spesso include solventi infiammabili, la protezione antincendio è importante in qualsiasi struttura in cui viene effettuata la produzione di inchiostri. I sistemi sprinkler e le apparecchiature portatili di estinzione devono essere presenti e in piena e completa condizione operativa. Poiché i dipendenti devono sapere come utilizzare l'attrezzatura, è necessaria una formazione. I sistemi elettrici devono essere intrinsecamente sicuri o comportare lo spurgo o la protezione contro le esplosioni. Il controllo dell'elettricità statica è fondamentale poiché molti solventi possono generare una carica statica quando passano attraverso un tubo di plastica o attraverso l'aria. Il controllo dell'umidità, la messa a terra e il collegamento equipotenziale sono fortemente raccomandati per il controllo statico.
Le apparecchiature di miscelazione, dai piccoli miscelatori ai grandi serbatoi batch, possono imporre molti rischi meccanici per la sicurezza. Le pale e i sistemi del miscelatore devono essere custoditi o protetti in altro modo durante il funzionamento e durante le modalità di avviamento e pulizia. Le protezioni della macchina sono necessarie e devono essere al loro posto; quando vengono rimossi per attività di manutenzione, i programmi di lockout/tagout sono essenziali.
A causa delle quantità di materiali presenti, anche la movimentazione del materiale può presentare pericoli. Mentre si consiglia di maneggiare in questo modo tutti i materiali che sono opportunamente convogliati direttamente nell'area di utilizzo, molti componenti dell'inchiostro devono essere spostati manualmente nell'area di miscelazione in sacchi, fusti o altri contenitori. Ciò comporta l'utilizzo non solo di attrezzature meccaniche come carrelli elevatori e paranchi, ma anche di movimentazione manuale da parte dell'addetto alla miscelazione. Sforzi alla schiena e sollecitazioni simili sono comuni in queste operazioni. La formazione sulle corrette pratiche di sollevamento è un aspetto importante delle misure preventive, così come la selezione di processi di sollevamento meccanico che richiedono un coinvolgimento umano meno diretto.
Con così tanta manipolazione, possono verificarsi fuoriuscite e incidenti dovuti alla manipolazione di sostanze chimiche. Dovrebbero essere predisposti sistemi per far fronte a tali situazioni di emergenza. Inoltre, è necessaria la cura durante lo stoccaggio per evitare fuoriuscite e la possibile miscelazione di materiali incompatibili.
Le sostanze chimiche specifiche e le grandi quantità immagazzinate possono portare a problemi relativi a possibili esposizioni per la salute dei dipendenti. Ogni componente, che sia supporto, resina o pigmento, deve essere valutato sia individualmente che nel contesto del sistema di inchiostro. Lo sforzo per la sicurezza dovrebbe includere: valutazione dell'igiene industriale e campionamento per determinare se le esposizioni sono giudicate accettabili; ventilazione adeguata per la rimozione di materiali tossici; e dovrebbe essere preso in considerazione l'uso di adeguati dispositivi di protezione individuale. Poiché sono presenti sversamenti e altre possibilità di sovraesposizione, dovrebbero essere predisposti sistemi di emergenza per prestare i primi soccorsi. Docce di sicurezza, lavaggi oculari, kit di pronto soccorso e sorveglianza medica sono tutti raccomandati, altrimenti potrebbero verificarsi lesioni alla pelle, agli occhi, al sistema respiratorio e ad altri sistemi del corpo. Gli input possono variare da semplici dermatiti derivanti dall'esposizione della pelle ai solventi, a danni organici più permanenti dovuti all'esposizione a pigmenti di metalli pesanti, come il cromato di piombo, che si trovano in alcune formulazioni di inchiostro. Lo spettro di possibile tossicità è ampio a causa dei numerosi materiali utilizzati nella produzione di vari inchiostri e rivestimenti. Con le tecnologie più recenti, come gli inchiostri a polimerizzazione UV, il pericolo può passare dai rischi dei solventi standard alla sensibilizzazione dovuta al contatto ripetuto con la pelle. È necessario prestare attenzione per comprendere appieno i potenziali rischi delle sostanze chimiche utilizzate nella produzione di inchiostri e rivestimenti. È meglio farlo prima della formulazione.
Poiché molti inchiostri contengono materiali potenzialmente dannosi se si disperdono nell'ambiente, potrebbero essere necessari controlli sul processo di produzione dell'inchiostro. Inoltre, i materiali residui, compresi i materiali di pulizia ei rifiuti, devono essere maneggiati con cura, per ridurre al minimo il loro impatto sull'ambiente.
Con la forte enfasi mondiale su un ambiente migliore, vengono introdotti inchiostri più "amici della terra", che utilizzano l'acqua come solvente e resine e pigmenti meno tossici. Ciò dovrebbe contribuire a ridurre i rischi legati alla produzione di inchiostri.
Stampa
La stampa implica prendere la lastra, posizionare un inchiostro sulla lastra e trasferire l'inchiostro sul substrato. Nei processi offset, l'immagine viene trasferita da una lastra avvolta attorno a un cilindro a un cilindro di gomma intermedio (coperta) prima di essere trasferita sul supporto desiderato. I substrati non sono sempre limitati alla carta, sebbene la carta sia uno dei substrati più comuni. Molte etichette di fantasia sono stampate su film di poliestere metallizzato sottovuoto, utilizzando tecniche di stampa convenzionali. La plastica laminata può essere inserita nella macchina da stampa in fogli o come parte di un nastro continuo che viene successivamente tagliato secondo le specifiche per realizzare l'imballaggio.
Poiché la stampa spesso coinvolge il colore, diversi strati stampati possono essere posizionati sul substrato e quindi asciugati prima dell'aggiunta dello strato successivo. Tutto questo deve essere fatto in modo molto preciso per mantenere tutti i colori a registro. Ciò richiede più stazioni di stampa e controlli sofisticati per mantenere velocità e tensione adeguate attraverso la macchina da stampa.
I pericoli associati al funzionamento di una macchina da stampa sono simili a quelli coinvolti nella produzione di inchiostri. Il rischio di incendio è critico. Come per la produzione di inchiostri, sono necessari sistemi sprinkler e altri mezzi di protezione antincendio. Altri sistemi possono essere montati direttamente sulla pressa. Questi servono come controlli aggiuntivi oltre agli estintori portatili che dovrebbero essere disponibili. I sistemi elettrici devono soddisfare i requisiti di spurgo, a prova di esplosione o intrinsecamente sicuri. Anche il controllo dell'elettricità statica è importante, specialmente con solventi come l'alcool isopropilico e con le presse a bobina. Oltre alla manipolazione di liquidi infiammabili che possono generare elettricità statica durante il movimento attraverso i tubi di plastica o l'aria, la maggior parte dei film o dei nastri di plastica genererà anche cariche statiche molto sostanziali quando si spostano su un rullo di metallo. Il controllo dell'umidità, la messa a terra e il collegamento sono necessari per rimuovere l'elettricità statica, insieme alle tecniche di eliminazione dell'elettricità statica incentrate sul web.
La movimentazione manuale delle apparecchiature di stampa, dei materiali di supporto e dei relativi inchiostri è un'altra preoccupazione per la sicurezza. Sono presenti problemi di stoccaggio simili a quelli nella produzione di inchiostri. Si consiglia di ridurre al minimo la movimentazione manuale di apparecchiature, materiali di supporto e inchiostri. Dove ciò non è possibile, è necessaria un'istruzione di routine e mirata per coloro che lavorano nella sala stampa.
Ai problemi di sicurezza nella sala stampa si aggiungono i problemi di sicurezza meccanica che coinvolgono apparecchiature in rapido movimento/rotazione insieme a un substrato che si muove a velocità superiori a 1,500 piedi al minuto. I sistemi di protezione e gli allarmi sono necessari per garantire la sicurezza dei dipendenti. I sistemi di lockout e tagout sono necessari anche durante le funzioni di riparazione/manutenzione.
Con la quantità di apparecchiature rotanti e le velocità comuni in molte operazioni di stampa, il rumore è spesso un problema significativo, soprattutto quando sono presenti più macchine da stampa, come nella stampa di giornali. Se i livelli di rumore non sono accettabili, dovrebbe essere implementato un programma di conservazione dell'udito che includa controlli tecnici.
Sebbene gli inchiostri vengano spesso essiccati all'aria attorno alla macchina da stampa, si consiglia di utilizzare tunnel di asciugatura per ridurre l'esposizione ai solventi volatili.
Inoltre, in alcune operazioni di stampa ad alta velocità, potrebbe verificarsi l'appannamento dell'inchiostro. Sia l'essiccazione del solvente che l'eventuale appannamento dell'inchiostro presentano un rischio di inalazione di sostanze chimiche potenzialmente tossiche. Inoltre, la gestione ordinaria dell'operazione di stampa, il riempimento di serbatoi e vassoi, la pulizia di rulli e rulli folli e attività correlate possono comportare il contatto con inchiostri e solventi di pulizia.
Come per la produzione di inchiostri, si raccomanda uno sforzo di campionamento dell'igiene industriale ben strutturato, insieme a un'adeguata ventilazione e dispositivi di protezione individuale. Poiché queste presse, alcune delle quali sono molto grandi, devono essere pulite regolarmente, spesso vengono utilizzati solventi chimici, che portano a un ulteriore contatto chimico. Le procedure di manipolazione possono ridurre le esposizioni ma non rimuoverle del tutto, a seconda delle dimensioni delle operazioni di stampa. Come notato in precedenza, anche i nuovi inchiostri e rivestimenti che rappresentano una tecnologia migliore possono ancora presentare dei rischi. Ad esempio, gli inchiostri a polimerizzazione UV sono potenziali sensibilizzanti a contatto con la pelle e vi è una potenziale esposizione a livelli pericolosi di radiazioni UV.
Le emissioni delle operazioni di stampa, insieme alle soluzioni per la pulizia e agli inchiostri di scarto, sono potenziali problemi di interesse ambientale. Possono essere necessari sistemi di abbattimento dell'inquinamento atmosferico per catturare e distruggere o recuperare i solventi evaporati dagli inchiostri dopo la stampa. È importante una gestione attenta dei rifiuti generati per ridurre al minimo l'impatto sull'ambiente. I sistemi di gestione dei rifiuti sono raccomandati dove i solventi o altri componenti possono essere riciclati. La tecnologia più recente che utilizza solventi migliori per la pulizia proviene dagli attuali sforzi di ricerca. Ciò può ridurre le emissioni e le possibili esposizioni. Si raccomanda una revisione attiva dell'attuale tecnologia di pulizia per vedere se sono disponibili alternative alla pulizia con solvente, come l'utilizzo di soluzioni a base acquosa o oli vegetali, che soddisfino i requisiti riscontrati in specifiche operazioni di stampa. Tuttavia, le soluzioni detergenti a base acquosa contaminate da inchiostri a base solvente possono comunque richiedere un'attenta gestione sia all'interno dell'operazione di stampa che al momento dello smaltimento.
Finitura
Una volta stampato, il supporto in genere necessita di ulteriori rifiniture prima di essere preparato per l'uso finale. Alcuni materiali possono essere inviati direttamente dalla pressa all'attrezzatura di imballaggio che formerà la confezione e riempirà il contenuto o applicherà un adesivo e posizionerà l'etichetta sul contenitore. In altri casi, è necessaria una grande quantità di taglio o taglio a misura per l'assemblaggio finale del libro o altro materiale stampato.
I problemi di salute e sicurezza relativi alla finitura sono principalmente problemi di sicurezza meccanica. Poiché gran parte della finitura prevede il taglio a misura, sono tipici tagli e lacerazioni alle dita, alle mani e al polso/braccio. La sorveglianza è importante e deve essere utilizzata come parte di ogni compito. Anche i piccoli coltelli e le lame utilizzati dai dipendenti devono essere utilizzati con cura e conservati e smaltiti correttamente per evitare tagli e lacerazioni accidentali. Anche i sistemi più grandi richiedono lo stesso livello di attenzione nella sorveglianza e nell'addestramento per prevenire gli incidenti.
L'aspetto della movimentazione dei materiali della finitura è significativo. Questo vale sia per il materiale da rifinire che per il prodotto stampato confezionato finale. Laddove è possibile utilizzare attrezzature meccaniche come carrelli elevatori, paranchi e nastri trasportatori, sono consigliate. Laddove è necessario eseguire il sollevamento e la movimentazione manuale, è necessario intraprendere un'istruzione sul sollevamento corretto.
Una recente valutazione di questo componente del processo di stampa indica che il corpo umano può essere sottoposto a un possibile stress ergonomico. Ogni compito - taglio, cernita, imballaggio - dovrebbe essere rivisto per determinare le possibili implicazioni ergonomiche. Se si riscontrano problemi ergonomici, potrebbero essere necessari cambiamenti sul posto di lavoro per ridurre questo possibile fattore di stress a livelli accettabili. Spesso qualche forma di automazione può aiutare, ma nella maggior parte delle operazioni di stampa rimangono ancora molte attività di movimentazione manuale che possono creare stress ergonomico. La rotazione del lavoro può aiutare a ridurre questo problema.
La stampa nel futuro
Ci sarà sempre la necessità di stampare parole su un substrato. Ma il futuro della stampa comporterà un trasferimento più diretto delle informazioni dal computer alla macchina da stampa, così come la stampa elettronica, in cui parole e immagini vengono impresse su supporti elettromagnetici e altri substrati. Sebbene tale stampa elettronica possa essere visualizzata e letta solo attraverso un dispositivo elettronico, sempre più testo e letteratura stampati passeranno dal supporto stampato al formato del supporto elettronico. Ciò ridurrà molti dei problemi di sicurezza meccanica e salute legati alla stampa, ma aumenterà il numero di rischi ergonomici per la salute nel settore della stampa.
Profilo generale
Le industrie della stampa, della fotografia commerciale e della riproduzione sono importanti in tutto il mondo in termini di importanza economica. L'industria della stampa è molto diversificata nelle tecnologie e nelle dimensioni delle imprese. Tuttavia, indipendentemente dalle dimensioni misurate dal volume di produzione, le diverse tecnologie di stampa descritte in questo capitolo sono le più comuni. In termini di volume di produzione, esiste un numero limitato di operazioni su larga scala, ma molte piccole. Dal punto di vista economico, l'industria della stampa è una delle industrie più grandi e genera un fatturato annuo di almeno 500 miliardi di dollari in tutto il mondo. Allo stesso modo, l'industria della fotografia commerciale è diversificata, con un numero limitato di operazioni di grandi volumi e molte operazioni di piccoli volumi. Il volume del fotofinish è quasi equamente diviso tra le operazioni di grandi e piccoli volumi. Il mercato della fotografia commerciale genera un fatturato annuo di circa 60 miliardi di dollari in tutto il mondo, con operazioni di fotoritocco che rappresentano circa il 40% di questo totale. L'industria della riproduzione, che consiste in operazioni di volume ridotto con entrate annuali combinate di circa 27 miliardi di dollari, genera quasi 2 trilioni di copie all'anno. Inoltre, i servizi di riproduzione e duplicazione su scala ancora più ridotta vengono forniti in loco presso la maggior parte delle organizzazioni e delle aziende.
I problemi di salute, ambiente e sicurezza in questi settori si stanno evolvendo in risposta alle sostituzioni con materiali potenzialmente meno pericolosi, nuove strategie di controllo dell'igiene industriale e l'avvento di nuove tecnologie, come l'introduzione di tecnologie digitali, imaging elettronico e computer. Molti problemi di salute e sicurezza storicamente importanti (ad esempio, i solventi nell'industria della stampa o la formaldeide come stabilizzante nelle soluzioni di fotoelaborazione) non saranno problemi in futuro a causa della sostituzione dei materiali o di altre strategie di gestione del rischio. Tuttavia, emergeranno nuovi problemi di salute, ambiente e sicurezza che dovranno essere affrontati dai professionisti della salute e della sicurezza. Ciò suggerisce la continua importanza del monitoraggio della salute e dell'ambiente come parte di un'efficace strategia di gestione del rischio nei settori della stampa, della fotografia commerciale e della riproduzione.
Servizi di riproduzione e duplicazione
L'ufficio moderno può contenere diversi tipi di macchine per la riproduzione. Si va dall'onnipresente fotocopiatrice a processo a secco alla macchina per progetti piuttosto speciale, alle macchine fax e ciclostile, nonché ad altri tipi di duplicatori. All'interno di questo articolo, i diversi dispositivi saranno raggruppati in base ad ampie classi tecnologiche. Poiché le fotocopiatrici a secco sono così diffuse, riceveranno la massima attenzione.
Fotocopiatrici e stampanti laser
Operazioni di elaborazione
La maggior parte dei passaggi elettrofotografia convenzionale (xerografia) sono direttamente analoghe a quelle della fotografia. Nella fase di esposizione, la pagina stampata o la fotografia da copiare viene illuminata da un lampo di luce intensa e l'immagine riflessa viene messa a fuoco da una lente su un fotorecettore fotosensibile, carico elettricamente, che perde la sua carica ovunque la luce colpisca il suo superficie. La luce colpirà nello stesso schema della superficie da copiare. Successivamente, lo sviluppatore, generalmente composto da grandi perle di supporto con piccole particelle caricate elettrostaticamente che vi aderiscono, viene trasportato al fotorecettore mediante un processo di trasporto a cascata o magnetico. L'immagine caricata e latente sul fotorecettore si sviluppa quando la polvere finemente suddivisa (nota come toner, dry imager o inchiostro secco) viene attratta elettrostaticamente, si separa dallo sviluppatore e rimane sull'immagine. Infine, il toner che ha aderito alle aree dell'immagine viene trasferito elettrostaticamente (stampato) su un foglio di carta comune e permanentemente fuso su di esso (fissato) mediante l'applicazione di calore o calore e pressione. Il toner residuo viene rimosso dal fotorecettore mediante un processo di pulizia e depositato in una vaschetta del toner di scarto. Il fotorecettore viene quindi preparato per il successivo ciclo di imaging. Poiché la carta stampata rimuove solo il toner dallo sviluppatore, il supporto che lo ha fornito all'immagine viene rimesso in circolo nell'alloggiamento dello sviluppatore e miscelato con toner fresco che viene dosato nel sistema da una bottiglia o cartuccia di toner sostituibile.
Molte macchine applicano pressione e calore all'immagine del toner su carta durante un processo di fusione. Il calore è fornito da un rullo di fusione, che entra in contatto con la superficie tonica. A seconda delle caratteristiche del toner e dei materiali del fusore, parte del toner potrebbe aderire alla superficie del fusore anziché alla carta, provocando la cancellazione di parte dell'immagine sulla copia. Per evitare ciò, sulla superficie del rullo fusore viene applicato un lubrificante per fusore, comunemente un fluido a base di silicone.
In stampa laser, l'immagine viene prima convertita in un formato elettronico; cioè, viene digitalizzato in una serie di puntini molto piccoli (pixel) da uno scanner di documenti, oppure un'immagine digitale può essere creata direttamente in un computer. L'immagine digitalizzata viene quindi scritta sul fotorecettore nella stampante laser da un raggio laser. Le restanti fasi sono essenzialmente quelle della xerografia convenzionale, in cui l'immagine sul fotorecettore viene trasformata in carta o altre superfici.
Alcune fotocopiatrici utilizzano un processo noto come sviluppo liquido. Ciò differisce dal processo a secco convenzionale in quanto lo sviluppatore è generalmente un vettore idrocarburico liquido in cui sono disperse particelle di toner finemente suddivise. Lo sviluppo e il trasferimento sono generalmente analoghi ai processi convenzionali, tranne per il fatto che lo sviluppatore viene lavato sul fotorecettore e la copia umida viene essiccata mediante l'evaporazione del liquido residuo all'applicazione del calore o sia del calore che della pressione.
Materiali
I materiali di consumo associati alla fotocopiatura sono toner, sviluppatore, lubrificanti per fusore e carta. Sebbene non siano generalmente considerati materiali di consumo, i fotorecettori, il fusore e i rulli di pressione e varie altre parti si consumano regolarmente e devono essere sostituiti, specialmente nelle macchine ad alto volume. Queste parti generalmente non sono considerate sostituibili dal cliente e richiedono conoscenze specifiche per la loro rimozione e regolazione. Molte nuove macchine incorporano unità sostituibili dal cliente (CRU), che contengono il fotorecettore e lo sviluppatore in un'unità autonoma che il cliente può sostituire. In queste macchine, i rotoli del fusore e così via durano per tutta la vita della macchina o richiedono riparazioni separate. Nel tentativo di ridurre i costi di assistenza e aumentare la comodità del cliente, alcune aziende si stanno orientando verso una maggiore riparabilità da parte del cliente, in cui la riparazione può essere effettuata senza rischi meccanici o elettrici per il cliente e richiederà, al massimo, una telefonata a un centro di assistenza per assistenza.
Toner produrre l'immagine sulla copia finita. I toner secchi sono polveri sottili composte da plastica, coloranti e piccole quantità di additivi funzionali. Un polimero (plastica) è solitamente il componente principale di un toner secco; esempi comuni sono i polimeri stirene-acrilico, stirene-butadiene e poliestere. Nei toner neri, come colorante vengono utilizzati diversi nerofumo o pigmenti, mentre nella copiatura a colori vengono impiegati vari coloranti o pigmenti. Durante il processo di produzione del toner, il nerofumo o colorante e il polimero vengono mescolati allo stato fuso e la maggior parte del colorante viene incapsulata dal polimero. I toner secchi possono anche contenere additivi interni e/o esterni che aiutano a determinare la carica statica del toner e/o le caratteristiche di flusso.
I toner a umido sono simili ai toner a secco in quanto sono costituiti da pigmenti e additivi all'interno di un rivestimento polimerico. La differenza è che questi componenti vengono acquistati come dispersione in un vettore di idrocarburi isoparaffinici.
Sviluppatori sono generalmente miscele di toner e vettore. I carrier trasportano letteralmente il toner sulla superficie del fotorecettore e sono spesso realizzati con materiali a base di tipi speciali di sabbia, vetro, acciaio o ferrite. Possono essere rivestiti con una piccola quantità di polimero per ottenere il comportamento desiderato in un'applicazione specifica. Le miscele carrier/toner sono note come sviluppatori a due componenti. Gli sviluppatori a componente singolo non utilizzano un vettore separato. Piuttosto, incorporano un composto come l'ossido di ferro nel toner e utilizzano un dispositivo magnetico per applicare lo sviluppatore al fotorecettore.
Lubrificanti per fusore sono spesso fluidi a base di silicone che vengono applicati ai rulli del fusore per evitare che il toner si sposti dall'immagine sviluppata al rullo. Mentre molti sono semplici polidimetilsilossani (PDMS), altri contengono un componente funzionale per migliorare la loro adesione al rullo fusore. Alcuni lubrificanti dell'unità di fusione vengono versati da una bottiglia in un pozzetto, da cui vengono pompati e infine applicati al rullo dell'unità di fusione. In altre macchine il lubrificante può essere applicato tramite un nastro di tessuto saturo che pulisce parte della superficie del rullo, mentre in alcune macchine e stampanti più piccole l'applicazione viene eseguita da uno stoppino impregnato d'olio.
La maggior parte, se non tutte, le fotocopiatrici moderne sono realizzate per funzionare bene con varie grammature di carta normale non trattata. Vengono realizzate speciali forme autocopianti per alcune macchine ad alta velocità e vengono prodotte carte transfer non fondenti per l'imaging nelle fotocopiatrici e quindi l'applicazione dell'immagine su una maglietta o altro tessuto con l'applicazione di calore e pressione in una pressa. Le grandi fotocopiatrici di disegni di ingegneria/architettura spesso producono le loro copie su un velum traslucido.
Potenziali pericoli e loro prevenzione
I produttori responsabili hanno lavorato duramente per ridurre al minimo il rischio derivante da eventuali pericoli unici nel processo di fotocopiatura. Tuttavia, è necessario ottenere schede di dati sulla sicurezza dei materiali (MSDS) per qualsiasi materiale di consumo o prodotti chimici di servizio utilizzati con una particolare macchina.
Forse l'unico materiale unico a cui si può essere esposti in modo significativo nel processo di fotocopiatura è toner. I moderni toner secchi non dovrebbero rappresentare un pericolo per la pelle o per gli occhi di nessuno, tranne forse delle persone più sensibili, e le apparecchiature progettate di recente utilizzano cartucce di toner e CRU che riducono al minimo il contatto con il toner sfuso. Anche i toner liquidi non dovrebbero essere direttamente irritanti per la pelle. Tuttavia, i loro vettori di idrocarburi isoparaffinici sono solventi e possono sgrassare la pelle, portando a secchezza e screpolature in caso di esposizione ripetuta. Questi solventi possono anche essere leggermente irritanti per gli occhi.
Le attrezzature ben progettate non presenteranno a luce luminosa pericolo, anche se la lastra viene illuminata senza originale su di essa e alcuni sistemi di illuminazione sono interbloccati con il coperchio della lastra per impedire l'esposizione dell'operatore alla sorgente luminosa. Tutte le stampanti laser sono classificate come prodotti laser di Classe I, il che significa che, in normali condizioni di funzionamento, il radiazione laser (raggio) è inaccessibile, essendo contenuto all'interno del processo di stampa, e non presenta un rischio biologico. Inoltre, il dispositivo laser non dovrebbe richiedere manutenzione e, nel caso altamente insolito in cui sia necessario l'accesso al raggio, il produttore deve fornire procedure di lavoro sicure che devono essere seguite da un tecnico dell'assistenza adeguatamente addestrato.
Infine, l'hardware fabbricato correttamente non avrà spigoli vivi, punti di schiacciamento o rischi di scosse esposte nelle aree in cui gli operatori potrebbero mettere le mani.
Pericoli per la pelle e gli occhi
Oltre ai toner secchi che non presentano un rischio significativo per la pelle o per gli occhi, ci si aspetterebbe lo stesso con i toner a base di olio di silicone lubrificanti del fusore. I polidimetilsilossani (PDMS) sono stati sottoposti ad approfondite valutazioni tossicologiche e generalmente sono risultati benigni. Mentre alcuni PDMS a bassa viscosità possono essere irritanti per gli occhi, quelli usati come lubrificanti del fusore di solito non lo sono, né sono irritanti per la pelle. Indipendentemente dall'effettiva irritazione, ognuno di questi materiali sarà fastidioso per la pelle o per gli occhi. La pelle interessata può essere lavata con acqua e sapone e gli occhi devono essere lavati con acqua per diversi minuti.
Individui che lavorano frequentemente con toner liquidi, soprattutto in condizioni di potenziali schizzi, potrebbe voler indossare occhiali protettivi, occhiali di sicurezza con schermi laterali o una visiera, se necessario. I guanti rivestiti in gomma o vinile dovrebbero prevenire i problemi di pelle secca sopra menzionati.
Garanzia sono generalmente benigni pure. Tuttavia, ci sono stati casi di irritazione cutanea significativa quando non è stata prestata la dovuta attenzione durante la lavorazione. Processi di produzione scadenti possono anche causare problemi di odore quando la carta viene riscaldata nel fusore di una fotocopiatrice a secco. Occasionalmente, la pergamena in una fotocopiatrice tecnica non è stata elaborata correttamente e crea un problema di odore di solvente idrocarburico.
Oltre alla base isoparaffinica di toner liquidi, numerosi solventi sono abitualmente utilizzati nella manutenzione delle macchine. Sono inclusi detergenti per piastre e coperchi e dispositivi di rimozione della pellicola, che, in genere, sono alcol o soluzioni alcol/acqua contenenti piccole quantità di tensioattivi. Tali soluzioni sono irritanti per gli occhi, ma non irritano direttamente la pelle. Tuttavia, come i disperdenti del toner liquido, la loro azione solvente può sgrassare la pelle e portare a eventuali problemi di screpolature della pelle. Guanti e occhiali protettivi in gomma o vinile o occhiali di sicurezza con schermi laterali dovrebbero essere sufficienti per evitare problemi.
Rischi di inalazione
L'ozono è di solito la più grande preoccupazione di coloro che si trovano nelle vicinanze di fotocopiatrici. I successivi problemi più facilmente identificabili sarebbero il toner, inclusa la polvere di carta e i composti organici volatili (COV). Alcune situazioni danno anche luogo a lamentele relative agli odori.
Ozono è generato principalmente dalla scarica corona dai dispositivi (corotroni/scorotroni) che caricano il fotorecettore in preparazione all'esposizione e alla pulizia. Nelle concentrazioni più adatte a essere incontrate nelle fotocopie, può essere identificato dal suo odore gradevole, simile al trifoglio. La sua bassa soglia di odore (da 0.0076 a 0.036 ppm) gli conferisce buone "proprietà di avvertimento", in quanto la sua presenza può essere rilevata prima che raggiunga concentrazioni dannose. Quando raggiunge concentrazioni che potrebbero produrre mal di testa, irritazione agli occhi e difficoltà respiratorie, il suo odore diventa forte e pungente. Non bisogna aspettarsi problemi di ozono da macchine ben tenute in aree adeguatamente ventilate. Tuttavia, l'ozono può essere rilevato quando gli operatori lavorano nel flusso di scarico della macchina, specialmente nel caso di lunghe tirature. Gli odori che vengono identificati come ozono da operatori inesperti si riscontrano solitamente come originati da altre fonti.
Toner è stato a lungo considerato un particolato fastidioso, o “particolato non altrimenti classificato” (PNOC). Gli studi condotti da Xerox Corporation negli anni '1980 hanno indicato che il toner inalato suscita le risposte polmonari che ci si aspetterebbe dall'esposizione a tali materiali particolati insolubili. Hanno anche dimostrato una mancanza di rischio cancerogeno a concentrazioni di esposizione ben al di sopra di quelle previste nell'ambiente d'ufficio.
Polvere di carta è costituito da frammenti di fibre di carta, collanti e riempitivi come argilla, biossido di titanio e carbonato di calcio. Tutti questi materiali sono considerati PNOC. Non sono stati riscontrati motivi di preoccupazione per le esposizioni alla polvere di carta previste nell'ambiente d'ufficio.
L'emissione di COV da parte delle fotocopiatrici è un sottoprodotto del loro utilizzo in toner e parti in plastica, gomme e lubrificanti organici. Anche così, le esposizioni a singole sostanze chimiche organiche nell'ambiente di una fotocopiatrice in funzione sono di solito ordini di grandezza inferiori a qualsiasi limite di esposizione professionale.
Odore i problemi con le moderne fotocopiatrici sono spesso un'indicazione di una ventilazione inadeguata. Le carte trattate, come i moduli autocopianti o le carte per il trasferimento di immagini e occasionalmente le pergamene utilizzate nelle fotocopiatrici, possono produrre odori di solventi idrocarburici, ma le esposizioni saranno ben al di sotto dei limiti di esposizione professionale se la ventilazione è adeguata per la normale copiatura. Le moderne fotocopiatrici sono dispositivi elettromeccanici complessi che hanno alcune parti (fusitori) funzionanti a temperature elevate. Oltre agli odori presenti durante il normale funzionamento, gli odori si verificano anche quando una parte si rompe sotto un carico termico e vengono rilasciati il fumo e le emissioni di plastica e/o gomma calda. Ovviamente, non si dovrebbe rimanere in presenza di tali esposizioni. Comune a quasi tutti i problemi di odore sono lamentele di nausea e una sorta di irritazione agli occhi o alle mucose. Questi disturbi di solito sono semplicemente indicazioni di esposizione a un odore sconosciuto e probabilmente sgradevole e non sono necessariamente segni di significativa tossicità acuta. In tali casi, l'individuo esposto dovrebbe cercare aria fresca, che porta quasi sempre a un rapido recupero. Anche le esposizioni al fumo e ai vapori delle parti surriscaldate sono di solito di così breve durata che non c'è motivo di preoccuparsi. Anche così, è prudente consultare un medico solo se i sintomi persistono o si esacerbano.
Considerazioni sull'installazione
Come discusso in precedenza, le fotocopiatrici producono calore, ozono e COV. Mentre le raccomandazioni sull'ubicazione e sulla ventilazione devono essere ottenute dal produttore e devono essere seguite, è ragionevole aspettarsi che, per tutte le macchine tranne forse le più grandi, l'ubicazione in una stanza con una ragionevole circolazione dell'aria, più di due ricambi d'aria all'ora e un'adeguata lo spazio intorno alla macchina per la manutenzione sarà sufficiente per evitare problemi di ozono e cattivi odori. Naturalmente, questa raccomandazione presuppone anche che siano soddisfatte anche tutte le raccomandazioni dell'American Society of Heating, Refrigeration and Air Conditioning Engineers (ASHRAE) per gli occupanti della stanza. Se in una stanza viene aggiunta più di una fotocopiatrice, è necessario prestare attenzione a fornire una maggiore ventilazione e capacità di raffreddamento. Le macchine grandi e ad alto volume possono richiedere considerazioni speciali sul controllo del calore.
Le forniture non richiedono particolari considerazioni oltre a quelle per la conservazione di eventuali solventi infiammabili e per evitare il calore eccessivo. La carta deve essere conservata nella sua scatola per quanto possibile e l'involucro non deve essere aperto fino a quando la carta non è necessaria.
Macchine fax (fax).
Operazioni di elaborazione.
Nella riproduzione facsimile, il documento viene scansionato da una fonte di luce e l'immagine viene convertita in un formato elettronico compatibile con le comunicazioni telefoniche. Al ricevitore, sistemi elettro-ottici decodificano e stampano l'immagine trasmessa tramite processi termici diretti, a trasferimento termico, xerografici oa getto d'inchiostro.
Le macchine che utilizzano i processi termici hanno una matrice di stampa lineare come un circuito stampato, su cui la carta da copia viene calpestata durante il processo di stampa. Ci sono circa 200 contatti per pollice attraverso la larghezza della carta, che si riscaldano rapidamente quando vengono attivati da una corrente elettrica. Quando è caldo, un contatto fa diventare nero il punto di contatto su una carta da copia trattata (termica diretta) o il rivestimento su un rullo donatore simile a un nastro di una macchina da scrivere deposita un punto nero sulla carta da copia (trasferimento termico).
I fax che operano mediante il processo xerografico utilizzano il segnale trasmesso dal telefono per attivare un raggio laser e quindi funzionano allo stesso modo di una stampante laser. In modo simile, le macchine a getto d'inchiostro funzionano allo stesso modo delle stampanti a getto d'inchiostro.
Materiali.
La carta, trattata o normale, i rulli donatori, il toner e l'inchiostro sono i principali materiali utilizzati per i fax. Le carte termiche dirette sono trattate con coloranti leuco, che virano dal bianco al nero quando riscaldate. I rulli donatori contengono una miscela di nerofumo in una base di cera e polimero, rivestita su un substrato di pellicola. La miscela è sufficientemente solida da non trasferirsi sulla pelle se strofinata, ma se riscaldata si trasferirà sulla carta da copia. I toner e gli inchiostri sono discussi nelle sezioni di fotocopiatura e stampa a getto d'inchiostro.
Potenziali pericoli e loro prevenzione.
Nessun rischio unico è stato associato ai fax. Ci sono state lamentele relative agli odori con alcune delle prime macchine termiche dirette; tuttavia, come per molti odori nell'ambiente d'ufficio, il problema è più indicativo di una bassa soglia di odore, e forse di una ventilazione inadeguata, che di un problema di salute. Le macchine a trasferimento termico di solito sono prive di odore e non sono stati identificati rischi con i rotoli donatori. I fax xerografici presentano gli stessi potenziali problemi delle fotocopiatrici a secco; tuttavia, la loro bassa velocità normalmente preclude qualsiasi problema di inalazione.
Progetto (Diazo)
Operazioni di elaborazione.
I riferimenti moderni a "progetti" o "macchine per progetti" generalmente significano copie diazo o fotocopiatrici. Queste fotocopiatrici sono spesso utilizzate con grandi disegni architettonici o ingegneristici realizzati su pellicola, pergamena o base di carta traslucida. Le carte trattate con diazo sono acide e contengono un copulante che produce un cambiamento di colore per reazione con il composto diazo; tuttavia la reazione è impedita dall'acidità della carta. Il foglio da copiare viene posto a contatto con la carta trattata ed esposto ad un'intensa luce ultravioletta (UV) proveniente da una sorgente fluorescente o di vapori di mercurio. La luce UV rompe il legame diazo sulle aree della carta da copia non protette dall'esposizione dell'immagine sul master, eliminando la possibilità di una successiva reazione con l'accoppiatore. Il master viene quindi rimosso dal contatto con la carta trattata, che viene quindi esposta ad un'atmosfera di ammoniaca. L'alcalinità dello sviluppatore ammoniacale neutralizza l'acidità della carta, permettendo alla reazione di viraggio diazo/copulante di produrre una copia dell'immagine sulle parti della carta che erano protette dagli UV dall'immagine sul master.
Materiali.
Acqua e ammoniaca sono gli unici materiali diazo-process oltre alla carta trattata.
Potenziali pericoli e loro prevenzione.
L'ovvia preoccupazione per le fotocopiatrici con processo diazo è l'esposizione all'ammoniaca, che può causare irritazione agli occhi e alle mucose. Le macchine moderne di solito controllano le emissioni e quindi le esposizioni sono generalmente notevolmente inferiori a 10 ppm. Tuttavia, le apparecchiature più vecchie possono richiedere una manutenzione attenta e frequente e un'eventuale ventilazione locale degli scarichi. Prestare attenzione durante la manutenzione di una macchina per evitare fuoriuscite e prevenire il contatto con gli occhi. Devono essere seguite le raccomandazioni dei produttori relative ai dispositivi di protezione. Si dovrebbe anche essere consapevoli del fatto che la carta fabbricata in modo improprio può anche causare problemi alla pelle.
Duplicatori digitali e ciclostile
Operazioni di elaborazione.
I duplicatori digitali e i ciclostile condividono lo stesso processo di base in quanto uno stencil master viene "bruciato" o "tagliato" e posizionato su un tamburo contenente inchiostro, da cui l'inchiostro scorre attraverso il master sulla carta da copia.
Materiali.
Stencil, inchiostri e carte sono le forniture utilizzate da queste macchine. L'immagine scansionata viene masterizzata digitalmente sul master in mylar di un duplicatore digitale, mentre viene tagliata elettricamente in uno stencil di carta ciclostile. Un'ulteriore differenza è che gli inchiostri per duplicatori digitali sono a base d'acqua, sebbene contengano del solvente di petrolio, mentre gli inchiostri per ciclostile sono basati su un distillato naftenico o su una miscela di etere glicolico/alcool.
Potenziali pericoli e loro prevenzione.
I rischi principali associati ai duplicatori digitali e ai ciclostile sono dovuti ai loro inchiostri, sebbene vi sia una potenziale esposizione al vapore di cera calda associata alla masterizzazione dell'immagine sullo stencil del duplicatore digitale e un'esposizione all'ozono durante l'elettrotaglio degli stencil. Entrambi i tipi di inchiostro hanno il potenziale per l'irritazione degli occhi e della pelle, mentre il più alto contenuto di distillato di petrolio dell'inchiostro del ciclostile ha un potenziale maggiore di causare dermatiti. L'uso di guanti protettivi mentre si lavora con gli inchiostri e un'adeguata ventilazione durante le copie dovrebbero proteggere dai rischi per la pelle e l'inalazione.
Duplicatori di spiriti
Operazioni di elaborazione.
I duplicatori di spiriti utilizzano uno stencil a immagine inversa rivestito con un colorante solubile in alcool. Durante la lavorazione, la carta da copia viene leggermente rivestita con un fluido per duplicazione a base di metanolo, che rimuove una piccola quantità di colorante al contatto con lo stencil, con conseguente trasferimento dell'immagine sulla carta da copia. Le copie possono emettere metanolo per qualche tempo dopo la duplicazione.
Materiali.
Carta, stampini e fluido per duplicazione sono le forniture principali per questa attrezzatura.
Potenziali pericoli e loro prevenzione.
I fluidi per la duplicazione dello spirito sono generalmente a base di metanolo e quindi sono tossici se assorbiti attraverso la pelle, inalati o ingeriti; sono anche infiammabili. La ventilazione dovrebbe essere adeguata per garantire che l'esposizione dell'operatore sia al di sotto degli attuali limiti di esposizione professionale e dovrebbe includere la fornitura di un'area ventilata per l'asciugatura. Alcuni fluidi di duplicazione più recenti utilizzati sono a base di alcol etilico o glicole propilenico, che evitano i problemi di tossicità e infiammabilità del metanolo. È necessario seguire le raccomandazioni dei produttori per quanto riguarda l'uso di dispositivi di protezione durante la manipolazione di tutti i fluidi per duplicazione.
Problemi di salute e modelli di malattia
L'interpretazione dei dati sulla salute umana nell'industria della stampa, dell'elaborazione fotografica commerciale e della riproduzione non è semplice, poiché i processi sono complessi e si evolvono continuamente, a volte in modo drammatico. Mentre l'uso dell'automazione ha sostanzialmente ridotto l'esposizione al lavoro manuale nelle versioni modernizzate di tutte e tre le discipline, il volume di lavoro per dipendente è aumentato notevolmente. Inoltre, l'esposizione cutanea rappresenta un'importante via di esposizione per queste industrie, ma è caratterizzata meno bene dai dati disponibili sull'igiene industriale. La segnalazione di casi di effetti meno gravi e reversibili (ad es. mal di testa, irritazione del naso e degli occhi) è incompleta e sottostimata nella letteratura pubblicata. Nonostante queste sfide e limitazioni, gli studi epidemiologici, le indagini sulla salute e i case report forniscono una notevole quantità di informazioni sullo stato di salute dei lavoratori in questi settori.
Attività di stampa
Agenti ed esposizioni
Oggi esistono cinque categorie di processi di stampa: flessografia, rotocalco, tipografia, litografia e serigrafia. Il tipo di esposizione che può verificarsi da ciascun processo è correlato ai tipi di inchiostri da stampa utilizzati e alla probabilità di inalazione (nebbie, fumi di solventi e così via) e contatto con la pelle penetrabile dal processo e dalle attività di pulizia impiegate. Va notato che gli inchiostri sono composti da pigmenti organici o inorganici, veicoli oleosi o solventi (ad es. vettori) e additivi applicati per scopi speciali di stampa. La tabella 1 delinea alcune caratteristiche dei diversi processi di stampa.
Tabella 1. Alcune potenziali esposizioni nel settore della stampa
|
Processi |
Tipo di inchiostro |
Solvente |
Potenziali esposizioni |
|
Flessografia e rotocalco |
Inchiostri liquidi (bassa viscosità) |
Volatili |
Solventi organici: xilene, benzene |
|
Tipografia e litografia |
Inchiostri in pasta (alta viscosità) |
Oli— |
Nebbia d'inchiostro: solventi idrocarburici; isopropanolo; idrocarburi policiclici aromatici (IPA) |
|
Serigrafia |
Semipasta |
Volatili |
Solventi organici: xilene, cicloesanone, acetato di butile |
Mortalità e rischi cronici
Esistono diversi studi epidemiologici e case-report sulle stampanti. Le caratterizzazioni dell'esposizione non sono quantificate in gran parte della letteratura precedente. Tuttavia, le particelle di nerofumo di dimensioni respirabili con idrocarburi policiclici aromatici potenzialmente cancerogeni (benzo(A)pirene) legati alla superficie sono stati segnalati nei locali delle macchine da stampa tipografica rotativa per la produzione di giornali. Gli studi sugli animali trovano il benzo(A)pirene strettamente legato alla superficie della particella di nerofumo e non facilmente rilasciato nei polmoni o in altri tessuti. Questa mancanza di "biodisponibilità" rende più difficile determinare se i rischi di cancro siano fattibili. Diversi, ma non tutti, gli studi epidemiologici di coorte (cioè popolazioni seguite nel tempo) hanno trovato suggerimenti di un aumento dei tassi di cancro ai polmoni nelle stampanti (tabella 2). Una valutazione più dettagliata di oltre 100 casi di cancro al polmone e 300 controlli (studio di tipo caso-controllo) da un gruppo di oltre 9,000 addetti alla stampa a Manchester, in Inghilterra (Leon, Thomas e Hutchings 1994) ha rilevato che la durata del lavoro in una sala macchine era correlato all'insorgenza di cancro ai polmoni nei lavoratori della stampa tipografica rotativa. Poiché non sono noti i modelli di fumo dei lavoratori, non è nota la considerazione diretta del ruolo dell'occupazione nello studio. Tuttavia, è suggestivo che il lavoro con la stampa tipografica rotativa possa aver presentato un rischio di cancro ai polmoni nei decenni precedenti. In alcune aree del mondo, tuttavia, possono ancora esistere tecnologie più vecchie, come la stampa tipografica rotativa, e quindi offrire opportunità per valutazioni preventive, nonché l'installazione di controlli appropriati ove necessario.
Tabella 2. Studi di coorte sui rischi di mortalità nel settore della stampa
|
Popolazione studiata |
Numero di lavoratori |
Rischi di mortalità* (IC 95%) |
||||
|
Periodo di follow-up |
Paese |
Tutte le cause |
Tutti i tumori |
Cancro ai polmoni |
||
|
Addetti ai giornali |
1,361 |
(1949-65) - 1978 |
USA |
1.0 (0.8-1.0) |
1.0 (0.8-1.2) |
1.5 (0.9-2.3) |
|
Addetti ai giornali |
, 700 |
(1940-55) - 1975 |
Italia |
1.1 (0.9-1.2) |
1.2 (0.9-1.6) |
1.5 (0.8-2.5) |
|
Tipografi |
1,309 |
1961-1984 |
USA |
0.7 (0.7-0.8) |
0.8 (0.7-1.0) |
0.9 (0.6-1.2) |
|
Stampanti (NGA) |
4,702 |
(1943-63) - 1983 |
UK |
0.8 (0.7-0.8) |
0.7 (0.6-0.8) |
0.6 (0.5-0.7) |
|
Stampanti (NATSOPA) |
4,530 |
(1943-63) - 1983 |
UK |
0.9 (0.9-1.0) |
1.0 (0.9-1.1) |
0.9 (0.8-1.1) |
|
Rotocalco |
1,020 |
(1925-85) - 1986 |
Svezia |
1.0 (0.9-1.2) |
1.4 (1.0-1.9) |
1.4 (0.7-2.5) |
|
Stampanti su cartone |
2,050 |
(1957-88) - 1988 |
USA |
1.0 (0.9-1.2) |
0.6 (0.3-0.9) |
0.5 (0.2-1.2) |
* Indici di mortalità standardizzati (SMR) = numero di decessi osservati diviso per il numero di decessi attesi, aggiustato per gli effetti dell'età nei periodi di tempo considerati. Un SMR di 1 indica nessuna differenza tra osservato e atteso. Nota: per gli SMR sono forniti intervalli di confidenza al 95%.
NGA = Associazione grafica nazionale, Regno Unito
NATSOPA = National Society of Operative Printers, Graphic and Media Personnel, Regno Unito.
Fonti: Paganini-Hill et al. 1980; Bertazzi e Zoccheti 1980; Michaels, Zoloth e Stern 1991; Leone 1994; Svenson et al. 1990; Lavelli et al. 1992.
Un altro gruppo di lavoratori che è stato sostanzialmente studiato sono i litografi. L'esposizione dei litografi moderni a solventi organici (trementina, toluene e così via), pigmenti, coloranti, idrochinone, cromati e cianati è stata notevolmente ridotta negli ultimi decenni a causa dell'uso di tecnologie informatiche, processi automatizzati e cambiamenti nei materiali. L'Agenzia internazionale per la ricerca sul cancro (IARC) ha recentemente concluso che le esposizioni professionali nel processo di stampa sono possibilmente cancerogene per l'uomo (IARC 1996). Allo stesso tempo, può essere importante sottolineare che la conclusione della IARC si basa su esposizioni storiche che, nella maggior parte dei casi, dovrebbero essere significativamente diverse oggi. Rapporti di melanoma maligno hanno suggerito rischi circa il doppio del tasso previsto (Dubrow 1986). Mentre alcuni postulano che il contatto cutaneo con l'idrochinone potrebbe essere correlato al melanoma (Nielson, Henriksen e Olsen 1996), non è stato confermato in un impianto di produzione di idrochinone in cui è stata segnalata un'esposizione significativa all'idrochinone (Pifer et al. 1995). Tuttavia, dovrebbero essere enfatizzate le pratiche che riducono al minimo il contatto della pelle con i solventi, in particolare nella pulizia delle lastre.
Attività di elaborazione fotografica
Esposizioni e agenti
L'elaborazione fotografica di pellicole o carta in bianco e nero oa colori può essere eseguita manualmente o mediante processi su larga scala essenzialmente completamente automatizzati. La selezione del processo, delle sostanze chimiche, delle condizioni di lavoro (inclusi ventilazione, igiene e dispositivi di protezione individuale) e il carico di lavoro possono tutti influenzare i tipi di esposizione e i potenziali problemi di salute dell'ambiente di lavoro. I tipi di lavori (ossia, compiti relativi all'elaboratore) che hanno il maggior potenziale di esposizione a sostanze chimiche fotografiche chiave, come formaldeide, ammoniaca, idrochinone, acido acetico e sviluppatori di colore, sono indicati nella tabella 3. Il tipico lavoro di elaborazione e manipolazione fotografica flusso è rappresentato in figura 1.
Tabella 3. Compiti nell'elaborazione fotografica con potenziale di esposizione chimica
|
Area di lavoro |
Compiti con potenziale di esposizione |
|
Miscelazione chimica |
Mescolare i prodotti chimici in soluzione. |
|
Laboratorio di analisi |
Gestire i campioni. |
|
Elaborazione pellicola/stampa |
Elabora film e stampa utilizzando sviluppatori, indurenti, sbiancanti. |
|
Decollo pellicola/stampa |
Rimuovere la pellicola elaborata e le stampe per l'asciugatura. |
Figura 1. Operazioni di elaborazione fotografica
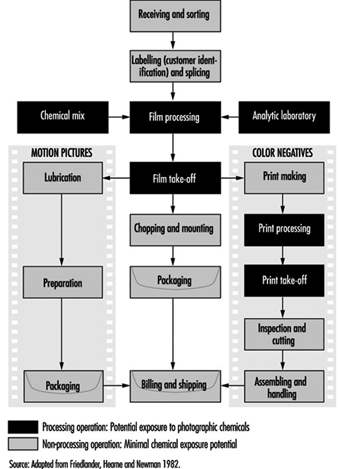
Nelle unità di trattamento ad alto volume progettate più di recente, alcune delle fasi del flusso di lavoro sono state combinate e automatizzate, rendendo meno probabile l'inalazione e il contatto con la pelle. La formaldeide, un agente utilizzato da decenni come stabilizzatore dell'immagine a colori, sta diminuendo in concentrazione nei prodotti fotografici. A seconda del processo specifico e delle condizioni ambientali del sito, la sua concentrazione d'aria può variare da livelli non rilevabili nella zona di respirazione dell'operatore fino a circa 0.2 ppm in corrispondenza degli sfiati dell'essiccatore della macchina. Le esposizioni possono verificarsi anche durante la pulizia delle apparecchiature, la produzione o il rifornimento del fluido stabilizzante e lo scarico dei processori, nonché in situazioni di fuoriuscita.
Va notato che mentre le esposizioni chimiche sono state l'obiettivo principale della maggior parte degli studi sulla salute degli elaboratori fotografici, anche altri aspetti dell'ambiente di lavoro, come la luce ridotta, la movimentazione dei materiali e le esigenze posturali del lavoro, sono di interesse per la salute preventiva.
Rischi di mortalità
L'unica sorveglianza pubblicata sulla mortalità degli elaboratori fotografici non suggerisce un aumento dei rischi di morte per l'occupazione (Friedlander, Hearne e Newman 1982). Lo studio ha riguardato nove laboratori di lavorazione negli Stati Uniti ed è stato aggiornato per coprire altri 15 anni di follow-up (Pifer 1995). Va notato che questo è uno studio su oltre 2,000 dipendenti che lavoravano attivamente all'inizio del 1964, con oltre il 70% di loro che aveva almeno 15 anni di occupazione nella loro professione in quel momento. Il gruppo è stato seguito per 31 anni, fino al 1994. Molte esposizioni rilevanti all'inizio della carriera di questi dipendenti, come il tetracloruro di carbonio, la n-butilammina e l'isopropilammina, sono state interrotte nei laboratori più di trent'anni fa. Tuttavia, molte delle esposizioni chiave nei laboratori moderni (ad es. acido acetico, formaldeide e anidride solforosa) erano presenti anche nei decenni precedenti, sebbene a concentrazioni molto più elevate. Durante il periodo di follow-up di 31 anni, il tasso di mortalità standardizzato era solo il 78% di quello previsto (SMR 0.78), con 677 decessi nei 2,061 lavoratori. Nessuna causa individuale di morte è stata significativamente aumentata.
I 464 trasformatori nello studio avevano anche una mortalità ridotta, sia rispetto alla popolazione generale (SMR 0.73) che ad altri lavoratori orari (SMR 0.83) e non avevano aumenti significativi in nessuna causa di morte. Sulla base delle informazioni epidemiologiche disponibili, non sembra che l'elaborazione fotografica presenti un aumento del rischio di mortalità, anche alle più alte concentrazioni di esposizione probabilmente presenti negli anni '1950 e '1960.
Malattia polmonare
La letteratura ha pochissime segnalazioni di disturbi polmonari per i processori fotografici. Due articoli (Kipen e Lerman 1986; Hodgson e Parkinson 1986) descrivono un totale di quattro potenziali risposte polmonari all'elaborazione delle esposizioni sul posto di lavoro; tuttavia, nessuno dei due disponeva di dati quantitativi sull'esposizione ambientale per valutare i risultati polmonari misurati. Nell'unica rassegna epidemiologica sull'argomento non è stato identificato alcun aumento delle assenze per malattia a lungo termine per disturbi polmonari (Friedlander, Hearne e Newman 1982); tuttavia, è importante notare che le assenze per malattia di otto giorni consecutivi erano necessarie per essere catturate in quello studio. Sembra che i sintomi respiratori possano essere aggravati o avviati in individui sensibili dall'esposizione a concentrazioni più elevate di acido acetico, anidride solforosa e altri agenti durante lo sviluppo fotografico, qualora la ventilazione fosse scarsamente controllata o si verificassero errori durante la miscelazione, con conseguente rilascio di concentrazioni indesiderate di questi agenti. Tuttavia, casi polmonari correlati al lavoro sono stati riportati solo raramente in questa occupazione (Hodgson e Parkinson 1986).
Effetti acuti e subcronici
La dermatite allergica e irritativa da contatto è stata segnalata negli elaboratori fotografici per decenni, a partire dall'uso iniziale di prodotti chimici per il colore alla fine degli anni '1930. Molti di questi casi si sono verificati nei primi mesi di esposizione di un processore. L'uso di guanti protettivi e migliori processi di manipolazione hanno sostanzialmente ridotto la dermatite fotografica. Gli schizzi oculari con alcuni prodotti fotochimici possono presentare rischi di lesioni alla cornea. La formazione sulle procedure di lavaggio oculare (risciacquare gli occhi con acqua fredda per almeno 15 minuti seguiti da assistenza medica) e l'uso di occhiali protettivi è particolarmente importante per i fotoprocessori, molti dei quali possono lavorare in isolamento e/o in ambienti con scarsa illuminazione.
Esistono alcuni problemi di ergonomia per quanto riguarda il funzionamento di unità di elaborazione fotografica ad alto volume ea rotazione rapida. Il montaggio e lo smontaggio di grandi rotoli di carta fotografica può presentare un rischio di disturbi alla parte superiore della schiena, alle spalle e al collo. I rotoli possono pesare da 13.6 a 22.7 kg (da 30 a 50 libbre) e possono essere scomodi da maneggiare, a seconda in parte dell'accesso alla macchina, che può essere compromesso in cantieri compatti.
Lesioni e sforzi al personale possono essere prevenuti con un'adeguata formazione del personale, fornendo un accesso adeguato ai rotoli e tenendo conto dei fattori umani nella progettazione generale dell'area di lavorazione.
Prevenzione e metodi di diagnosi precoce degli effetti
La protezione da dermatiti, irritazioni respiratorie, lesioni acute e disturbi ergonomici inizia con il riconoscimento che tali disturbi possono verificarsi. Con un'adeguata informazione dei lavoratori (comprese etichette, schede dati sulla sicurezza dei materiali, dispositivi di protezione e programmi di formazione sulla protezione della salute), revisioni periodiche di salute/sicurezza dell'ambiente di lavoro e supervisione informata, la prevenzione può essere fortemente enfatizzata. Inoltre, l'identificazione precoce dei disturbi può essere facilitata disponendo di una risorsa medica per la segnalazione della salute dei lavoratori, insieme a valutazioni sanitarie periodiche volontarie mirate, concentrandosi sui sintomi respiratori e degli arti superiori nei questionari e sull'osservazione diretta delle aree cutanee esposte per segni di lavoro- dermatite correlata.
Poiché la formaldeide è un potenziale sensibilizzante delle vie respiratorie, un forte irritante e un possibile cancerogeno, è importante che ogni luogo di lavoro sia valutato per determinare dove viene utilizzata la formaldeide (revisioni dell'inventario chimico e della scheda di sicurezza dei materiali), per valutare le concentrazioni nell'aria (se indicato dai materiali utilizzate), per identificare dove potrebbero verificarsi perdite o sversamenti e per stimare la quantità che potrebbe essere sversata e la concentrazione generata negli scenari peggiori. Un piano di risposta alle emergenze dovrebbe essere sviluppato, affisso in modo visibile, comunicato e praticato periodicamente. Uno specialista della salute e della sicurezza dovrebbe essere consultato nello sviluppo di tale piano di emergenza.
Attività di riproduzione
Agenti ed esposizioni
Le moderne macchine fotocopiatrici emettono livelli molto bassi di radiazione ultravioletta attraverso il coperchio in vetro (plenum), generano rumore e possono emettere basse concentrazioni di ozono durante l'attività di lavorazione. Queste macchine utilizzano un toner, principalmente nerofumo (per stampanti in bianco e nero), per produrre una stampa scura sulla carta o sulla pellicola trasparente. Pertanto, le potenziali esposizioni di routine di interesse sanitario per gli operatori di fotocopie possono includere radiazioni ultraviolette, rumore, ozono e possibilmente toner. Nelle macchine più vecchie, il toner potrebbe essere un problema durante la sostituzione, sebbene le moderne cartucce autonome abbiano sostanzialmente ridotto la potenziale esposizione respiratoria e cutanea.
Il grado di esposizione alle radiazioni ultraviolette che si verifica attraverso il piano in vetro della fotocopiatrice è molto basso. La durata di un flash della fotocopiatrice è di circa 250 microsecondi, con una copia continua che effettua circa 4,200 flash all'ora, un valore che può variare a seconda della fotocopiatrice. Con la lastra di vetro in posizione, la lunghezza d'onda emessa varia da 380 a circa 396 nm. L'UVB in genere non deriva dai flash della fotocopiatrice. Le misurazioni UVA registrate al massimo alla patena di vetro hanno una media di circa 1.65 microjoule/cm2 per lampo. Pertanto, l'esposizione spettrale massima di 8 ore vicino ai raggi UV da una fotocopiatrice a funzionamento continuo che produce circa 33,000 copie al giorno è di circa 0.05 joule/cm2 alla superficie del vetro. Questo valore è solo una frazione del valore limite di soglia raccomandato dalla Conferenza americana degli igienisti industriali governativi (ACGIH) e sembra non presentare alcun rischio misurabile per la salute, anche in condizioni di esposizione così esagerate.
Va notato che alcuni lavoratori possono essere maggiormente a rischio di esposizione ai raggi UV, compresi quelli con condizioni fotosensibili, le persone che usano agenti/farmaci fotosensibilizzanti e le persone con pupille oculari compromesse (afachici). A queste persone viene solitamente consigliato di ridurre al minimo le loro esposizioni ai raggi UV come misura precauzionale generale.
Effetti acuti.
La letteratura non rivela molti effetti acuti significativamente correlati alla fotocopiatura. Le unità più vecchie e con una manutenzione insufficiente potrebbero emettere concentrazioni di ozono rilevabili se utilizzate in ambienti scarsamente ventilati. Mentre i sintomi di irritazione degli occhi e delle vie respiratorie superiori sono stati segnalati dai lavoratori in tali ambienti, le specifiche minime del produttore per lo spazio e la ventilazione, insieme alla più recente tecnologia delle fotocopiatrici, hanno sostanzialmente eliminato l'ozono come problema di emissione.
Rischi di mortalità.
Non sono stati trovati studi che descrivano mortalità o rischi cronici per la salute derivanti dalla fotocopiatura a lungo termine.
Prevenzione e diagnosi precoce
Seguendo semplicemente l'uso consigliato dai produttori, l'attività di fotocopiatura non dovrebbe presentare un rischio sul posto di lavoro. Gli individui che sperimentano un aggravamento dei sintomi legati all'uso intenso di fotocopiatrici dovrebbero chiedere consigli sulla salute e la sicurezza.
Panoramica delle questioni ambientali
Principali problemi ambientali
solventi
I solventi organici sono utilizzati per una serie di applicazioni nell'industria della stampa. Gli usi principali includono solventi per la pulizia di presse e altre apparecchiature, agenti solubilizzanti negli inchiostri e additivi nelle soluzioni di bagnatura. Oltre alle preoccupazioni generali sulle emissioni di composti organici volatili (VOC), alcuni potenziali componenti del solvente possono essere persistenti nell'ambiente o avere un elevato potenziale di riduzione dell'ozono.
Argento
Durante l'elaborazione fotografica in bianco e nero ea colori, l'argento viene rilasciato in alcune delle soluzioni di elaborazione. È importante comprendere la tossicologia ambientale dell'argento in modo che queste soluzioni possano essere maneggiate e smaltite correttamente. Sebbene lo ione argento libero sia altamente tossico per la vita acquatica, la sua tossicità è molto inferiore in una forma complessa come negli effluenti di fotoelaborazione. Il cloruro d'argento, il tiosolfato d'argento e il solfuro d'argento, che sono forme di argento comunemente osservate nella fotoelaborazione, sono oltre quattro ordini di grandezza meno tossici del nitrato d'argento. L'argento ha un'elevata affinità per il materiale organico, il fango, l'argilla e altre sostanze che si trovano negli ambienti naturali, e questo riduce il suo potenziale impatto nei sistemi acquatici. Dato il livello estremamente basso di ioni d'argento liberi trovato negli effluenti di fotoelaborazione o nelle acque naturali, la tecnologia di controllo appropriata per l'argento complessato è sufficientemente protettiva dell'ambiente.
Altre caratteristiche dell'effluente di fotoelaborazione
La composizione dell'effluente fotografico varia a seconda dei processi in esecuzione: bianco e nero, inversione di colore, colore negativo/positivo o una combinazione di questi. L'acqua comprende dal 90 al 99% del volume effluente, con la maggior parte del resto costituito da sali inorganici che funzionano come tamponi e agenti fissanti (solubilizzanti l'alogenuro d'argento), chelati di ferro, come l'acido Feetilene diammina tetra-acetico e molecole organiche che fungono da agenti di sviluppo e antiossidanti. Ferro e argento sono i metalli significativi presenti.
Rifiuti solidi
Ogni componente dell'industria della stampa, della fotografia e della riproduzione genera rifiuti solidi. Questo può consistere in rifiuti di imballaggio come cartone e plastica, materiali di consumo come cartucce di toner o materiale di scarto da operazioni come carta di scarto o pellicola. La crescente pressione sui generatori industriali di rifiuti solidi ha portato le aziende a esaminare attentamente le opzioni per ridurre i rifiuti solidi attraverso la riduzione, il riutilizzo o il riciclaggio.
Materiale
Le apparecchiature svolgono un ruolo ovvio nel determinare l'impatto ambientale dei processi utilizzati nei settori della stampa, della fotografia e della riproduzione. Oltre a questo, il controllo sta aumentando su altri aspetti dell'attrezzatura. Un esempio è l'efficienza energetica, che si riferisce all'impatto ambientale della produzione di energia. Un altro esempio è la "legislazione sul ritiro", che richiede ai produttori di ricevere indietro le apparecchiature per il corretto smaltimento dopo la loro utile vita commerciale.
Tecnologie di controllo
L'efficacia di una data metodologia di controllo può dipendere in gran parte dai processi operativi specifici di una struttura, dalle dimensioni di tale struttura e dal necessario livello di controllo.
Tecnologie di controllo dei solventi
L'uso di solventi può essere ridotto in diversi modi. I componenti più volatili, come l'alcool isopropilico, possono essere sostituiti con composti aventi una tensione di vapore inferiore. In alcune situazioni, gli inchiostri e i lavaggi a base di solvente possono essere sostituiti con materiali a base d'acqua. Molte applicazioni di stampa necessitano di miglioramenti nelle opzioni a base acqua per competere efficacemente con i materiali a base solvente. La tecnologia degli inchiostri ad alto contenuto di solidi può anche portare a una riduzione dell'uso di solventi organici.
Le emissioni di solventi possono essere ridotte riducendo la temperatura delle soluzioni di bagnatura o di bagnatura. In applicazioni limitate, i solventi possono essere catturati su materiali adsorbenti come il carbone attivo e riutilizzati. In altri casi, le finestre operative sono troppo rigide per consentire il riutilizzo diretto dei solventi catturati, ma possono essere recuperati per il riciclaggio fuori sede. Le emissioni di solventi possono essere concentrate nei sistemi di condensazione. Questi sistemi sono costituiti da scambiatori di calore seguiti da un filtro o da un precipitatore elettrostatico. La condensa passa attraverso un separatore acqua-olio prima dello smaltimento finale.
Nelle operazioni più grandi, gli inceneritori (a volte chiamati postcombustori) possono essere utilizzati per distruggere i solventi emessi. Platino o altri materiali in metallo prezioso possono essere utilizzati per catalizzare il processo termico. I sistemi non catalizzati devono funzionare a temperature più elevate ma non sono sensibili ai processi che possono avvelenare i catalizzatori. Il recupero del calore è generalmente necessario per rendere convenienti i sistemi non catalizzati.
Tecnologie per il recupero dell'argento
Il livello di recupero dell'argento dal fotoeffluente è controllato dall'economia del recupero e/o dalle normative sullo scarico della soluzione. Le principali tecniche di recupero dell'argento includono l'elettrolisi, la precipitazione, la sostituzione metallica e lo scambio ionico.
Nel recupero elettrolitico, la corrente viene fatta passare attraverso la soluzione contenente argento e il metallo argentato viene placcato sul catodo, solitamente una piastra di acciaio inossidabile. Il fiocco d'argento viene raccolto mediante flessione, scheggiatura o raschiatura e inviato a un raffinatore per il riutilizzo. Il tentativo di abbassare il livello di argento della soluzione residua significativamente al di sotto di 200 mg/l è inefficiente e può provocare la formazione di solfuro d'argento indesiderato o sottoprodotti solforosi nocivi. Le celle a letto impaccato sono in grado di ridurre l'argento a livelli inferiori, ma sono più complesse e costose delle celle con elettrodi bidimensionali.
L'argento può essere recuperato dalla soluzione mediante precipitazione con un materiale che forma un sale d'argento insolubile. Gli agenti precipitanti più comuni sono la trimercaptotriazina trisodica (TMT) e vari sali di solfuro. Se si utilizza un sale solfuro, occorre prestare attenzione per evitare la generazione di idrogeno solforato altamente tossico. TMT è un'alternativa intrinsecamente più sicura recentemente introdotta nel settore della fotoelaborazione. Le precipitazioni hanno un'efficienza di recupero superiore al 99%.
Le cartucce di ricambio metalliche (MRC) consentono il flusso della soluzione contenente argento su un deposito filamentoso di ferro metallico. Lo ione argento viene ridotto al metallo argento mentre il ferro viene ossidato in specie ioniche solubili. Il fango metallico argenteo si deposita sul fondo della cartuccia. Gli MRC non sono appropriati nelle aree in cui il ferro negli effluenti è un problema. Questo metodo ha un'efficienza di recupero superiore al 95%.
Nello scambio ionico, i complessi anionici di tiosolfato d'argento si scambiano con altri anioni su un letto di resina. Quando la capacità del letto di resina è esaurita, la capacità aggiuntiva viene rigenerata estraendo l'argento con una soluzione concentrata di tiosolfato o convertendo l'argento in solfuro d'argento in condizioni acide. In condizioni ben controllate, questa tecnica può abbassare l'argento al di sotto di 1 mg/l. Tuttavia, lo scambio ionico può essere utilizzato solo su soluzioni diluite in argento e tiosolfato. La colonna è estremamente sensibile allo strippaggio se la concentrazione di tiosolfato dell'affluente è troppo elevata. Inoltre, la tecnica richiede molta manodopera e attrezzature, il che la rende costosa nella pratica.
Altre tecnologie di controllo del fotoeffluente
Il metodo più conveniente per gestire gli effluenti fotografici è tramite il trattamento biologico in un impianto di trattamento secondario dei rifiuti (spesso indicato come impianto di trattamento di proprietà pubblica, o POTW). Diversi componenti o parametri degli effluenti fotografici possono essere regolati da permessi di scarico fognario. Oltre all'argento, altri parametri regolati comuni includono pH, domanda chimica di ossigeno, domanda biologica di ossigeno e solidi totali disciolti. Numerosi studi hanno dimostrato che i rifiuti di fotoelaborazione (inclusa la piccola quantità di argento rimanente dopo un ragionevole recupero dell'argento) dopo il trattamento biologico non dovrebbero avere un effetto negativo sulle acque riceventi.
Altre tecnologie sono state applicate ai rifiuti di fotoelaborazione. In alcune regioni del mondo viene praticato il trasporto per il trattamento in inceneritori, cementifici o altro smaltimento definitivo. Alcuni laboratori riducono il volume della soluzione da trasportare attraverso l'evaporazione o la distillazione. Altre tecniche ossidative come l'ozonizzazione, l'elettrolisi, l'ossidazione chimica e l'ossidazione dell'aria umida sono state applicate agli effluenti di fotoelaborazione.
Un'altra importante fonte di riduzione dell'onere ambientale è rappresentata dalla riduzione delle fonti. Il livello di argento rivestito per metro quadrato nei prodotti sensibilizzati sta costantemente diminuendo con l'ingresso sul mercato di nuove generazioni di prodotti. Con la diminuzione dei livelli di argento nei supporti, è diminuita anche la quantità di sostanze chimiche necessarie per elaborare una determinata area di pellicola o carta. Anche la rigenerazione e il riutilizzo degli overflow della soluzione hanno comportato un minore impatto ambientale per immagine. Ad esempio, la quantità di agente di sviluppo del colore necessaria per elaborare un metro quadrato di carta colorata nel 1996 è inferiore al 20% di quella richiesta nel 1980.
Minimizzazione dei rifiuti solidi
Il desiderio di ridurre al minimo i rifiuti solidi sta incoraggiando gli sforzi per riciclare e riutilizzare i materiali piuttosto che smaltirli nelle discariche. Esistono programmi di riciclaggio per cartucce di toner, cassette per pellicole, fotocamere usa e getta e così via. Anche il riciclaggio e il riutilizzo degli imballaggi stanno diventando sempre più diffusi. Un maggior numero di componenti di imballaggi e attrezzature viene etichettato in modo appropriato per consentire programmi di riciclaggio dei materiali più efficienti.
Progettazione dell'analisi del ciclo di vita per l'ambiente
Tutte le questioni discusse in precedenza hanno portato a una crescente considerazione dell'intero ciclo di vita di un prodotto, dall'approvvigionamento di risorse naturali alla creazione dei prodotti, alla gestione dei problemi di fine vita di questi prodotti. Due strumenti analitici correlati, l'analisi del ciclo di vita e la progettazione per l'ambiente, vengono utilizzati per incorporare le questioni ambientali nel processo decisionale nella progettazione, sviluppo e vendita dei prodotti. L'analisi del ciclo di vita prende in considerazione tutti gli input ei flussi di materiali per un prodotto o processo e tenta di misurare quantitativamente l'impatto sull'ambiente delle diverse opzioni. La progettazione per l'ambiente prende in considerazione vari aspetti della progettazione del prodotto come la riciclabilità, la rilavorabilità e così via per ridurre al minimo l'impatto sull'ambiente della produzione o dello smaltimento delle apparecchiature in questione.
Laboratori fotografici commerciali
Materiali e operazioni di lavorazione
Elaborazione in bianco e nero
Nell'elaborazione fotografica in bianco e nero, la pellicola o la carta esposta viene rimossa da un contenitore a tenuta di luce in una camera oscura e successivamente immersa in soluzioni acquose di sviluppatore, bagno di arresto e fissatore. Dopo un lavaggio con acqua, la pellicola o la carta è asciutta e pronta per l'uso. Lo sviluppatore riduce l'alogenuro d'argento esposto alla luce ad argento metallico. Il bagno di arresto è una soluzione debolmente acida che neutralizza lo sviluppatore alcalino e arresta l'ulteriore riduzione dell'alogenuro d'argento. La soluzione di fissaggio forma un complesso solubile con l'alogenuro d'argento non esposto, che viene successivamente rimosso dall'emulsione nel processo di lavaggio insieme a vari sali idrosolubili, tamponi e ioni alogenuro.
Elaborazione del colore
L'elaborazione a colori è più complessa dell'elaborazione in bianco e nero, con passaggi aggiuntivi necessari per l'elaborazione della maggior parte dei tipi di pellicole a colori, lucidi e carta. Insomma, invece di uno strato di alogenuro d'argento, come nelle pellicole in bianco e nero, ci sono tre negativi d'argento sovrapposti; cioè, viene prodotto un negativo d'argento per ciascuno dei tre strati sensibilizzati. A contatto con lo sviluppatore del colore, l'alogenuro d'argento esposto viene convertito in argento metallico mentre lo sviluppatore ossidato reagisce con uno specifico copulante in ogni strato per formare l'immagine colorante.
Un'altra differenza nell'elaborazione del colore è l'uso di un candeggiante per rimuovere l'argento metallico indesiderato dall'emulsione convertendo l'argento metallico in alogenuro d'argento per mezzo di un agente ossidante. Successivamente, l'alogenuro d'argento viene convertito in un complesso d'argento solubile, che viene poi rimosso mediante lavaggio come nel caso della lavorazione in bianco e nero. Inoltre, le procedure ei materiali di elaborazione del colore variano a seconda che si stia formando una trasparenza a colori o se si stiano elaborando negativi a colori e stampe a colori.
Progettazione generale dell'elaborazione
Le fasi essenziali della fotoelaborazione consistono quindi nel far passare la pellicola o la carta esposta attraverso una serie di vasche di lavorazione a mano o in macchine sviluppatrici. Sebbene i singoli processi possano essere diversi, esistono somiglianze nei tipi di procedure e attrezzature utilizzate nella fotoelaborazione. Ad esempio, ci sarà un'area di stoccaggio per prodotti chimici e materie prime e strutture per la manipolazione e lo smistamento dei materiali fotografici esposti in entrata. Strutture e attrezzature sono necessarie per misurare, pesare e miscelare i prodotti chimici di lavorazione e per fornire queste soluzioni ai vari serbatoi di lavorazione. Inoltre, viene utilizzata una varietà di dispositivi di pompaggio e dosaggio per fornire soluzioni di elaborazione ai serbatoi. Un laboratorio professionale o di fotofinitura utilizzerà in genere apparecchiature più grandi e più automatizzate che elaboreranno pellicola o carta. Per produrre un prodotto uniforme, i processori sono a temperatura controllata e, nella maggior parte dei casi, vengono riforniti con prodotti chimici freschi mentre il prodotto sensibilizzato viene fatto passare attraverso il processore.
Le operazioni più grandi possono avere laboratori di controllo della qualità per le determinazioni chimiche e la misurazione della qualità fotografica dei materiali prodotti. Sebbene l'uso di formulazioni chimiche confezionate possa eliminare la necessità di misurare, pesare e mantenere un laboratorio di controllo qualità, molte grandi strutture di fotoelaborazione preferiscono miscelare le proprie soluzioni di elaborazione da grandi quantità di sostanze chimiche costituenti.
Dopo la lavorazione e l'essiccazione dei materiali, sul prodotto finito possono essere applicate lacche o rivestimenti protettivi e possono essere effettuate operazioni di pulitura del film. Infine, i materiali vengono ispezionati, imballati e preparati per la spedizione al cliente.
Potenziali pericoli e loro prevenzione
Rischi unici della camera oscura
I potenziali pericoli nell'elaborazione fotografica commerciale sono simili a quelli di altri tipi di operazioni chimiche; tuttavia, una caratteristica unica è il requisito che alcune parti delle operazioni di lavorazione siano condotte al buio. Di conseguenza, l'operatore di trasformazione deve avere una buona conoscenza dell'apparecchiatura e dei suoi potenziali pericoli e delle misure precauzionali in caso di incidenti. Sono disponibili luci di sicurezza o occhiali a infrarossi che possono essere utilizzati per fornire un'illuminazione sufficiente per la sicurezza dell'operatore. Tutti gli elementi meccanici e le parti elettriche in tensione devono essere chiusi e le parti sporgenti della macchina devono essere coperte. Dovrebbero essere installate serrature di sicurezza per garantire che la luce non entri nella camera oscura e dovrebbero essere progettate in modo da consentire il libero passaggio del personale.
Pericoli per la pelle e gli occhi
A causa dell'ampia varietà di formule utilizzate dai vari fornitori e dei diversi metodi di confezionamento e miscelazione di sostanze chimiche per il fototrattamento, è possibile fare solo poche generalizzazioni riguardo ai tipi di rischi chimici presenti. È possibile incontrare una varietà di acidi forti e materiali caustici, specialmente nelle aree di stoccaggio e miscelazione. Molti prodotti chimici per la fotoelaborazione sono irritanti per la pelle e gli occhi e, in alcuni casi, possono causare ustioni alla pelle o agli occhi a seguito del contatto diretto. Il problema di salute più frequente nella fotoelaborazione è il potenziale di dermatite da contatto, che più comunemente deriva dal contatto della pelle con soluzioni di sviluppo alcaline. La dermatite può essere dovuta ad irritazione causata da soluzioni alcaline o acide, o, in alcuni casi, ad allergia cutanea.
Gli sviluppatori di colore sono soluzioni acquose che di solito contengono derivati di p-phenylenediamine, mentre gli sviluppatori in bianco e nero di solito contengono p-metil-amminofenolsolfato (noto anche come Metol o agente di sviluppo KODAK ELON) e/o idrochinone. Gli sviluppatori di colore sono sensibilizzanti e irritanti cutanei più potenti rispetto agli sviluppatori in bianco e nero e possono anche causare reazioni lichenoidi. Inoltre, in alcune soluzioni di fotoprocessing si trovano altri sensibilizzanti cutanei come la formaldeide, il solfato di idrossilammina e l'S-(2-(dimetilammino)-etil)-isotiouronio dicloridrato. Lo sviluppo di allergia cutanea è più probabile che si verifichi dopo il contatto ripetuto e prolungato con le soluzioni di lavorazione. Le persone con malattie della pelle preesistenti o irritazione della pelle sono spesso più sensibili agli effetti delle sostanze chimiche sulla pelle.
Evitare il contatto con la pelle è un obiettivo importante nelle aree di fotoelaborazione. I guanti in neoprene sono consigliati per ridurre il contatto con la pelle, soprattutto nelle zone di miscelazione, dove si incontrano soluzioni più concentrate. In alternativa, i guanti in nitrile possono essere utilizzati quando non è richiesto un contatto prolungato con sostanze fotochimiche. I guanti devono essere di spessore sufficiente per evitare lacerazioni e perdite e devono essere ispezionati e puliti frequentemente, preferibilmente lavando accuratamente le superfici esterne ed interne con un detergente per le mani non alcalino. È particolarmente importante che il personale addetto alla manutenzione sia dotato di guanti protettivi durante la riparazione o la pulizia dei serbatoi e dei gruppi rack, e così via, poiché questi potrebbero ricoprirsi di depositi di sostanze chimiche. Le creme barriera non sono appropriate per l'uso con sostanze fotochimiche perché non sono impermeabili a tutte le sostanze fotochimiche e possono contaminare le soluzioni di lavorazione. Nella camera oscura è necessario indossare un grembiule protettivo o un camice da laboratorio ed è auspicabile un lavaggio frequente degli indumenti da lavoro. Per tutti gli indumenti protettivi riutilizzabili, gli utenti devono cercare segni di permeazione o degradazione dopo ogni utilizzo e sostituire gli indumenti in modo appropriato. Dovrebbero essere utilizzati anche occhiali protettivi e uno schermo facciale, specialmente nelle aree in cui vengono maneggiati prodotti fotochimici concentrati.
Se i prodotti chimici per la fotoelaborazione entrano in contatto con la pelle, l'area interessata deve essere lavata rapidamente con abbondante acqua. Poiché i materiali come gli sviluppatori sono alcalini, il lavaggio con un detergente per le mani non alcalino (pH da 5.0 a 5.5) riduce il rischio di sviluppare dermatiti. Gli indumenti devono essere cambiati immediatamente in caso di contaminazione con sostanze chimiche e le fuoriuscite o gli schizzi devono essere immediatamente ripuliti. Le strutture per il lavaggio delle mani e le disposizioni per il risciacquo degli occhi sono particolarmente importanti nelle aree di miscelazione e lavorazione. Dovrebbero essere disponibili anche docce di emergenza.
Rischi di inalazione
Oltre ai potenziali pericoli per la pelle e gli occhi, i gas o i vapori emessi da alcune soluzioni di fotoelaborazione possono presentare un rischio di inalazione, oltre a contribuire alla formazione di odori sgradevoli, soprattutto in aree scarsamente ventilate. Alcune soluzioni di elaborazione del colore possono rilasciare vapori come acido acetico, trietanolammina e alcol benzilico o gas come ammoniaca, formaldeide e anidride solforosa. Questi gas o vapori possono essere irritanti per le vie respiratorie e gli occhi o, in alcuni casi, possono causare altri effetti sulla salute. I potenziali effetti sulla salute di questi gas o vapori dipendono dalla concentrazione e di solito si osservano solo a concentrazioni che superano i limiti di esposizione professionale. Tuttavia, a causa di un'ampia variazione nella suscettibilità individuale, alcuni individui, ad esempio persone con condizioni mediche preesistenti come l'asma, possono sperimentare effetti a concentrazioni inferiori ai limiti di esposizione professionale.
Alcune sostanze fotochimiche possono essere rilevabili dall'odore a causa della bassa soglia di odore della sostanza chimica. Sebbene l'odore di una sostanza chimica non sia necessariamente indicativo di un pericolo per la salute, odori forti o odori che aumentano di intensità possono indicare che il sistema di ventilazione è inadeguato e deve essere rivisto.
Un'appropriata ventilazione di fotoelaborazione incorpora sia la diluizione generale che lo scarico locale per scambiare aria a una velocità accettabile all'ora. Una buona ventilazione offre l'ulteriore vantaggio di rendere l'ambiente di lavoro più confortevole. La quantità di ventilazione richiesta varia in base alle condizioni della stanza, alla resa di lavorazione, ai processori specifici e ai prodotti chimici di lavorazione. È possibile consultare un tecnico della ventilazione per garantire il funzionamento ottimale dei sistemi di ventilazione degli scarichi locali e locali. La lavorazione ad alta temperatura e l'agitazione a scoppio di azoto delle soluzioni del serbatoio possono aumentare il rilascio di alcune sostanze chimiche nell'aria ambiente. La velocità del processore, le temperature della soluzione e l'agitazione della soluzione devono essere impostate a livelli prestazionali minimi adeguati per ridurre il potenziale rilascio di gas o vapori dai serbatoi di processo.
Ventilazione generale della stanza, ad esempio 4.25 m3/min e 4.8 m3/min di scarico (equivalente a 10 ricambi d'aria all'ora in una stanza di 3 x 3 x 3 metri), con un tasso minimo di ricambio d'aria esterna di 0.15 m3/min al m2 superficie del pavimento: di solito è adeguata per i fotografi che si occupano di elaborazione fotografica di base. Una velocità di scarico superiore a una velocità di alimentazione produce una pressione negativa nella stanza e riduce la possibilità di fuga di gas o vapori nelle aree adiacenti. L'aria di scarico deve essere scaricata all'esterno dell'edificio per evitare la ridistribuzione di potenziali contaminanti dell'aria all'interno dell'edificio. Se i serbatoi del processore sono chiusi e dispongono di uno scarico (vedere la figura 1), è probabile che la portata minima di alimentazione e scarico dell'aria possa essere ridotta.
Figura 1. Ventilazione a macchina chiusa
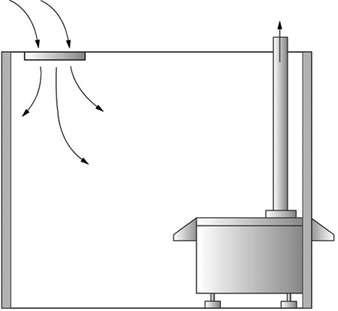
Alcune operazioni (ad es. viraggio, pulizia della pellicola, operazioni di miscelazione e procedure di lavorazione speciali) possono richiedere un'ulteriore ventilazione locale o una protezione respiratoria. Lo scarico locale è importante perché riduce la concentrazione di contaminanti aerodispersi che potrebbero altrimenti essere rimessi in circolo dal sistema di ventilazione di diluizione generale.
Per alcuni serbatoi può essere utilizzato un sistema di ventilazione laterale del tipo a fessura per l'estrazione di vapori o gas dalla superficie di un serbatoio. Se progettati e utilizzati correttamente, gli scarichi laterali a fessura aspirano aria pulita attraverso il serbatoio e rimuovono l'aria contaminata dalla zona di respirazione dell'operatore e dalla superficie dei serbatoi di lavorazione. Gli scarichi push-pull ad asola laterale sono i sistemi più efficaci (vedi figura 2).
Figura 2. Vaso aperto con ventilazione "push-pull".
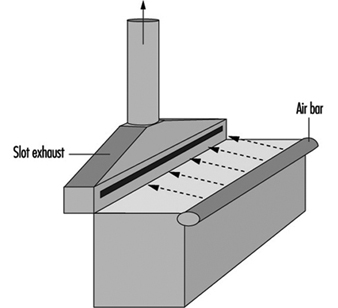
Un sistema di scarico con cappuccio o tettuccio (vedi figura 3) non è consigliato perché gli operatori spesso si chinano sui serbatoi con la testa sotto il cofano. In questa posizione la cappa aspira vapori o gas nella zona di respirazione dell'operatore.
Figura 3. Scarico superiore del tettuccio
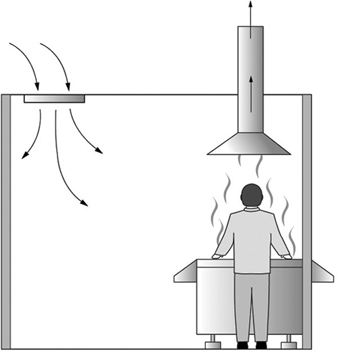
I coperchi dei serbatoi divisi con scarico locale collegati alla parte fissa sui serbatoi di miscelazione possono essere utilizzati per integrare la ventilazione generale della stanza nelle aree di miscelazione. I coperchi dei serbatoi (coperchi aderenti o galleggianti) devono essere utilizzati per prevenire il rilascio di potenziali contaminanti dell'aria dai serbatoi di stoccaggio e da altri serbatoi. Uno scarico flessibile può essere fissato ai coperchi del serbatoio per facilitare la rimozione delle sostanze chimiche volatili (vedere figura 4). A seconda dei casi, dovrebbero essere utilizzati miscelatori automatici, che consentono di aggiungere direttamente singole parti di prodotti multicomponente e successivamente miscelarli nei trasformatori, poiché riducono il potenziale di esposizione dell'operatore a sostanze fotochimiche.
Figura 4. Scarico del serbatoio di miscelazione chimica
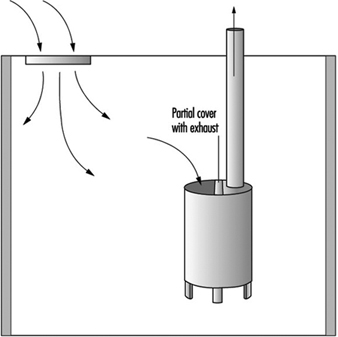
Quando si miscelano sostanze chimiche secche, i contenitori devono essere svuotati delicatamente per ridurre al minimo la dispersione nell'aria della polvere chimica. Tavoli, panche, scaffali e mensole devono essere puliti frequentemente con un panno inumidito con acqua per evitare che la polvere chimica residua si accumuli e successivamente si disperda nell'aria.
Progettazione impianti e operazioni
Le superfici che possono essere contaminate da sostanze chimiche devono essere costruite in modo da consentire il lavaggio con acqua. Devono essere previste disposizioni adeguate per gli scarichi a pavimento, in particolare nelle aree di stoccaggio, miscelazione e lavorazione. A causa della possibilità di perdite o sversamenti, è necessario prendere accordi per il contenimento, la neutralizzazione e il corretto smaltimento delle sostanze fotochimiche. Poiché a volte i pavimenti possono essere bagnati, la pavimentazione intorno alle aree potenzialmente bagnate deve essere coperta con nastro antiscivolo o vernice per motivi di sicurezza. Occorre inoltre tenere in considerazione i potenziali rischi elettrici. Per i dispositivi elettrici utilizzati dentro o vicino all'acqua, è necessario utilizzare interruttori automatici con guasto a terra e un'adeguata messa a terra.
Come regola generale, i fotochimici dovrebbero essere conservati in un'area fresca (a temperature non inferiori a 4.4 °C), asciutta (umidità relativa tra il 35 e il 50%), ben ventilata, dove possono essere facilmente inventariati e recuperati. Gli inventari chimici dovrebbero essere gestiti attivamente in modo da ridurre al minimo le quantità di sostanze chimiche pericolose immagazzinate e in modo che i materiali non vengano immagazzinati oltre la data di scadenza. Tutti i contenitori devono essere adeguatamente etichettati.
I prodotti chimici devono essere conservati per ridurre al minimo la probabilità di rottura del contenitore durante lo stoccaggio e il recupero. I contenitori di prodotti chimici non devono essere conservati dove possono cadere, sopra il livello degli occhi o dove il personale deve allungarsi per raggiungerli. La maggior parte dei materiali pericolosi deve essere conservata a un livello basso e su una base solida per evitare possibili rotture e fuoriuscite sulla pelle o sugli occhi. Le sostanze chimiche che, se miscelate accidentalmente, potrebbero causare incendi, esplosioni o rilascio di sostanze chimiche tossiche devono essere separate. Ad esempio, acidi forti, basi forti, riduttori, ossidanti e prodotti chimici organici devono essere conservati separatamente.
I liquidi infiammabili e combustibili devono essere conservati in contenitori e armadi di stoccaggio approvati. Le aree di stoccaggio devono essere mantenute fresche e devono essere vietati il fumo, le fiamme libere, i riscaldatori o qualsiasi altra cosa che possa causare l'accensione accidentale. Durante le operazioni di trasferimento, è necessario assicurarsi che i contenitori siano adeguatamente collegati e messi a terra. La progettazione e il funzionamento delle aree di stoccaggio e manipolazione di materiali infiammabili e combustibili devono essere conformi alle normative antincendio ed elettriche applicabili.
Quando possibile, solventi e liquidi dovrebbero essere dosati mediante pompe dosatrici piuttosto che versando. Il pipettaggio di soluzioni concentrate e la creazione di sifoni per via orale non dovrebbero essere consentiti. L'uso di preparazioni prepesate o predosate può semplificare le operazioni e ridurre le possibilità di incidenti. È necessaria un'attenta manutenzione di tutte le pompe e linee per evitare perdite.
Una buona igiene personale dovrebbe essere sempre praticata nelle aree di fotoelaborazione. I prodotti chimici non devono mai essere collocati in contenitori per bevande o alimenti o viceversa; devono essere utilizzati solo contenitori destinati a prodotti chimici. Cibo o bevande non dovrebbero mai essere portati nelle aree in cui vengono utilizzate sostanze chimiche e le sostanze chimiche non devono essere conservate nei frigoriferi utilizzati per il cibo. Dopo aver maneggiato sostanze chimiche, le mani devono essere lavate accuratamente, soprattutto prima di mangiare o bere.
Formazione e istruzione
Tutto il personale, compresi quelli addetti alla manutenzione e alle pulizie, deve essere addestrato alle procedure di sicurezza relative alle proprie mansioni lavorative. Un programma di formazione per tutto il personale è essenziale per promuovere pratiche di lavoro sicure e prevenire gli incidenti. Il programma educativo dovrebbe essere svolto prima che il personale sia autorizzato a lavorare, successivamente a intervalli regolari e ogni volta che vengono introdotti nuovi potenziali pericoli sul posto di lavoro.
In breve
La chiave per lavorare in sicurezza con i prodotti chimici per la fotoelaborazione è comprendere i potenziali pericoli dell'esposizione e gestire il rischio a un livello accettabile. Le strategie di gestione del rischio per il controllo dei potenziali rischi professionali nella fotoelaborazione dovrebbero includere:
- fornire al personale la formazione sui potenziali pericoli e sulle procedure di sicurezza sul posto di lavoro,
- incoraggiare il personale a leggere e comprendere i veicoli di comunicazione dei pericoli (ad es. schede dati di sicurezza ed etichette dei prodotti),
- mantenere la pulizia del posto di lavoro e una buona igiene personale,
- assicurarsi che i processori e le altre apparecchiature siano installati, gestiti e mantenuti secondo le specifiche dei produttori,
- sostituendo con sostanze chimiche meno pericolose o meno odorose, ove possibile,
- utilizzando controlli tecnici (ad esempio, sistemi di ventilazione di scarico generali e locali) ove applicabile,
- utilizzando dispositivi di protezione (p. es., guanti protettivi, occhiali o visiera) quando necessario,
- stabilire procedure per garantire cure mediche tempestive a chiunque abbia prove di lesioni, e
- considerazione del monitoraggio dell'esposizione ambientale e del monitoraggio della salute dei dipendenti come verifica di efficaci strategie di gestione del rischio.
Ulteriori informazioni sull'elaborazione in bianco e nero sono discusse nel Spettacolo e arte capitolo.
Profilo generale
Tradizionalmente, le fabbriche di mobili si trovavano in Europa e Nord America. Con l'aumento del costo del lavoro nei paesi industrializzati, una maggiore produzione di mobili, che richiede molta manodopera, si è spostata nei paesi dell'Estremo Oriente. È probabile che questo movimento continuerà a meno che non si possano sviluppare attrezzature più automatizzate.
La maggior parte dei produttori di mobili sono piccole imprese. Ad esempio, negli Stati Uniti, circa l'86% degli stabilimenti dell'industria del mobile in legno ha meno di 50 dipendenti (EPA 1995); ciò è rappresentativo della situazione internazionale.
L'industria della lavorazione del legno negli Stati Uniti è responsabile della produzione di mobili e arredi per la casa, l'ufficio, i negozi, gli edifici pubblici e i ristoranti. L'industria della lavorazione del legno rientra nell'US Bureau of the Census Standard Industrial Classification (SIC) Code 25 (equivalente all'International SIC Code 33) e comprende: mobili per la casa in legno, come letti, tavoli, sedie e librerie; armadi per televisori e radio in legno; mobili per ufficio in legno, come armadi, sedie e scrivanie; e infissi e pareti divisorie per uffici e negozi in legno, come infissi per bar, banconi, armadietti e scaffali.
Poiché le linee di produzione per l'assemblaggio dei mobili sono costose, la maggior parte dei produttori non fornisce una gamma di articoli eccezionalmente ampia. I produttori possono specializzarsi nel prodotto fabbricato, nel gruppo di prodotti o nel processo di produzione (EPA 1995).
Di Più...
Processi di lavorazione del legno
Ai fini del presente articolo, si considererà che i processi dell'industria della lavorazione del legno inizino con il ricevimento del legname convertito dalla segheria e proseguano fino alla spedizione di un articolo o prodotto in legno finito. Le fasi precedenti nella manipolazione del legno sono trattate nei capitoli Silvicoltura ed Industria del legname.
L'industria della lavorazione del legno produce mobili e una varietà di materiali da costruzione, che vanno dai pavimenti in compensato alle scandole. Questo articolo copre le fasi principali della lavorazione del legno per la produzione di prodotti in legno, che sono la lavorazione a macchina di legno naturale o pannelli lavorati, l'assemblaggio di parti lavorate e la finitura superficiale (ad es. Verniciatura, colorazione, laccatura, impiallacciatura e così via) . La figura 1 è un diagramma di flusso per la produzione di mobili in legno, che copre quasi l'intera gamma di questi processi.
Figura 1. Diagramma di flusso per la produzione di mobili in legno

Asciugatura. Alcuni stabilimenti di produzione di mobili possono acquistare legname essiccato, ma altri eseguono l'essiccazione in loco utilizzando un essiccatoio o un forno, alimentato da una caldaia. Di solito i rifiuti di legno sono il combustibile.
lavorazione. Una volta che il legname è essiccato, viene segato e altrimenti lavorato nella forma della parte finale del mobile, come la gamba di un tavolo. In un impianto normale, il ceppo di legno passa dalla pialla sbozzata, alla troncatrice, alla sega circolare, alla pialla rifinitrice, alla scorniciatrice, al tornio, alla sega da banco, alla sega a nastro, alla fresatrice, alla stozzatrice, alla foratrice e cavatrice, a intagliare e poi a una varietà di levigatrici.
Il legno può essere intagliato/lavorato a mano con una varietà di utensili manuali, tra cui scalpelli, raspe, lime, seghe a mano, carta vetrata e simili.
In molti casi, la progettazione di mobili richiede la piegatura di alcune parti in legno. Ciò si verifica dopo il processo di piallatura e di solito comporta l'applicazione di pressione in combinazione con un agente ammorbidente, come l'acqua, e una maggiore pressione atmosferica. Dopo la piegatura nella forma desiderata, il pezzo viene asciugato per rimuovere l'umidità in eccesso.
Assemblea. I mobili in legno possono essere rifiniti e poi assemblati o viceversa. I mobili realizzati con componenti di forma irregolare vengono solitamente assemblati e poi rifiniti.
Il processo di assemblaggio di solito prevede l'uso di adesivi (sintetici o naturali) in combinazione con altri metodi di giunzione, come l'inchiodatura, seguita dall'applicazione di impiallacciature. Le impiallacciature acquistate vengono tagliate per correggere dimensioni e motivi e incollate al truciolato acquistato.
Dopo il montaggio, la parte del mobile viene esaminata per garantire una superficie liscia per la finitura.
Prefinitura. Dopo la carteggiatura iniziale, si ottiene una superficie ancora più liscia spruzzando, spugnando o immergendo la parte del mobile con acqua per far gonfiare e “sollevare” le fibre del legno. Dopo che la superficie si è asciugata, viene applicata una soluzione di colla o resina e lasciata asciugare. Le fibre sollevate vengono quindi levigate per formare una superficie liscia.
Se il legno contiene colofonia, che può interferire con l'efficacia di alcune finiture, può essere derosinato applicando una miscela di acetone e ammoniaca. Il legno viene quindi sbiancato spruzzando, spugnando o immergendo il legno in un agente sbiancante come il perossido di idrogeno.
Finitura superficiale. La finitura superficiale può comportare l'uso di una grande varietà di rivestimenti. Questi rivestimenti vengono applicati dopo che il prodotto è stato assemblato o in un'operazione di linea piatta prima dell'assemblaggio. I rivestimenti possono normalmente includere riempitivi, coloranti, smalti, sigillanti, lacche, pitture, vernici e altre finiture. I rivestimenti possono essere applicati a spruzzo, pennello, tampone, immersione, rullo o macchina flow-coating.
I rivestimenti possono essere sia a base solvente che a base acqua. Le vernici possono contenere un'ampia varietà di pigmenti, a seconda del colore desiderato.
Pericoli e precauzioni
Sicurezza di lavorazione
La produzione della lavorazione del legno presenta molti dei rischi per la sicurezza e la salute che sono comuni all'industria in generale, con una percentuale molto maggiore di apparecchiature e operazioni estremamente pericolose rispetto alla maggior parte. Di conseguenza, la sicurezza richiede un'attenzione costante alle abitudini di lavoro sicure da parte dei dipendenti, una supervisione vigile e il mantenimento di un ambiente di lavoro sicuro da parte dei datori di lavoro.
Sebbene in molti casi i macchinari e le attrezzature per la lavorazione del legno possano essere acquistati senza le necessarie protezioni e altri dispositivi di sicurezza, è responsabilità della direzione fornire adeguate salvaguardie prima che tali macchinari e attrezzature vengano utilizzati. Vedi anche gli articoli “Fresatrici” e “Piallatrici per legno”.
Macchine segatrici. I dipendenti devono essere informati delle pratiche operative sicure necessarie per l'uso corretto delle varie seghe per la lavorazione del legno (vedere figura 2 e figura 3).
Figura 2. Sega a nastro

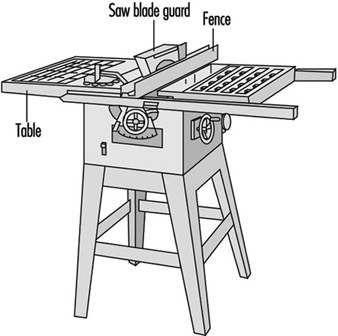
Le linee guida specifiche sono le seguenti:
1. Quando si alimenta una sega circolare, le mani devono essere tenute fuori dalla linea di taglio. Nessuna guardia può impedire alla mano di una persona di seguire il calcio nella sega. Quando si esegue il ritaglio con il calibro di guida vicino alla sega, è necessario utilizzare uno spintore o una maschera adatta per completare il taglio. Vedi figura 4.
Figura 4. Spingere i bastoncini
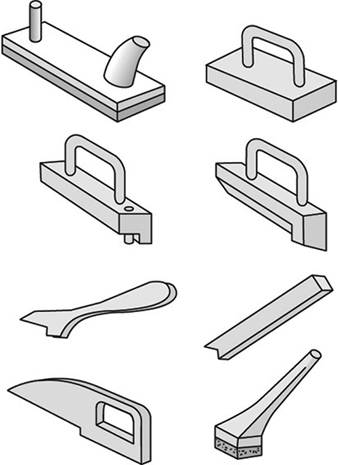
2. La lama della sega deve essere posizionata in modo da minimizzare la sua sporgenza sopra il pezzo; più bassa è la lama, minore è la possibilità di contraccolpi. È buona norma distinguersi dalla linea del calcio che viene strappato. Si consiglia un grembiule di pelle pesante o altra protezione per l'addome.
3. Il taglio a mano libera è sempre pericoloso. Il calcio deve sempre essere tenuto contro un calibro o una recinzione. Vedi figura 3.
4. La sega deve essere adeguata al lavoro. Ad esempio, è una pratica pericolosa strappare con una sega circolare non dotata di un dispositivo anti-contraccolpo. Si consigliano grembiuli contraccolpo.
5. La pratica pericolosa di rimuovere una protezione del cofano a causa dello spazio ristretto sul lato del calibro può essere evitata fissando un pannello di riempimento al tavolo tra il calibro e la sega e utilizzandolo per guidare il calcio. Ai dipendenti non deve mai essere permesso di aggirare le guardie. Laddove non è possibile utilizzare le protezioni standard, devono essere forniti pettini, tavolette di piume (vedere figura 5) o maschere adeguate.
Figura 5. Piume e pettini
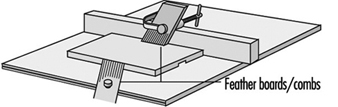
6. Il taglio trasversale di tavole lunghe su una sega da banco dovrebbe essere evitato perché l'operatore deve esercitare una notevole pressione della mano vicino alla lama della sega. Inoltre, le assi che si estendono oltre il tavolo possono essere colpite da persone o camion. Il pezzo lungo deve essere tagliato trasversalmente su una sega oscillante o su una sega a braccio radiale con un banco di supporto adeguato.
7. I lavori che dovrebbero essere eseguiti su macchine speciali ad alimentazione elettrica non dovrebbero essere eseguiti su macchine ad alimentazione manuale per uso generico.
8. Per impostare il calibro di una sega da tavolo senza togliere le protezioni, un segno indelebile deve indicare la linea di taglio sul piano del tavolo.
9. È considerata pratica sicura arrestare completamente l'attrezzatura prima di regolare le lame o le guide e scollegare la fonte di alimentazione durante la sostituzione delle lame.
10. Utilizzare una spazzola o un bastoncino per pulire segatura e rottami da una sega.
Una sega da banco è anche chiamata sega di varietà perché può eseguire un'ampia varietà di funzioni di segatura. Per questo motivo l'operatore dovrebbe avere una varietà di protezioni, perché nessuna protezione può proteggere da ogni funzione. Vedi figura 3.
Macchine da taglio. Anche le macchine da taglio possono essere pericolose se non adeguatamente custodite e utilizzate sempre con rispetto e attenzione. Gli utensili da taglio devono essere mantenuti ben affilati e correttamente bilanciati sui loro mandrini.
La fresatrice mostrata in figura 6 è dotata di un paraspazzola. Altri router possono avere una protezione ad anello, una protezione rotonda che circonda la punta del router. Lo scopo delle protezioni è di tenere le mani lontane dalla punta da taglio. I router a controllo numerico computerizzato (CNC) possono avere diversi bit e sono macchine ad alta produzione. Sulle macchine a controllo numerico le mani dell'operatore sono tenute più lontane dall'area della punta. Tuttavia, un altro problema è l'elevata quantità di polvere di legno. Vedi anche l'articolo “Frontatrici”.
Figura 6. Router

La protezione su una giuntatrice o una piallatrice a filo serve principalmente a tenere le mani dell'operatore lontane dai coltelli rotanti. La protezione tipo “braciola di montone” permette di esporre solo la parte dei coltelli che tagliano il calcio (vedi figura 7). Anche la parte esposta dei coltelli dietro la recinzione dovrebbe essere protetta.
Figura 7. Giunto

La sagomatrice è una macchina potenzialmente molto pericolosa (vedi figura 8). Se i coltelli sagomatori si separano dai collari sopra e sotto il pergolato, possono essere lanciati con grande forza. Inoltre, spesso il calcio deve essere tenuto vicino ai coltelli. Questa presa deve essere effettuata con un dispositivo invece che con le mani dell'operatore. I Featherboard possono essere usati per tenere il calcio contro il tavolo. Le protezioni per anelli o piattini dovrebbero essere utilizzate quando possibile. Una protezione per piattino è un disco di plastica rotondo, piatto, montato orizzontalmente sul pergolato sopra i coltelli sagomatori.
Figura 8. Modellatore
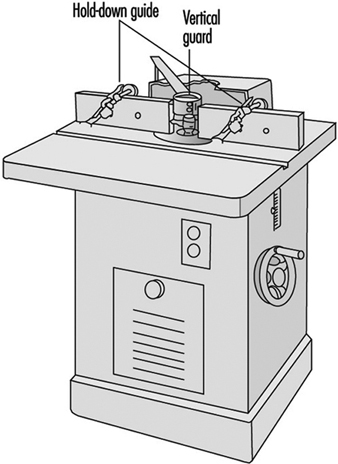
Un tornio dovrebbe essere protetto da una protezione del cofano perché c'è il pericolo che il pezzo venga lanciato dalla macchina. Vedere la figura 9. È buona norma che la cappa sia interbloccata con il motore in modo che il tornio non possa essere avviato se la protezione della cappa non è in posizione.
Figura 9. Tornio
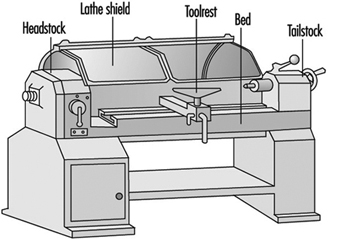
Una sega circolare dovrebbe avere le dita anti-contraccolpo installate per evitare che il calcio inverta la sua direzione e colpisca l'operatore. Vedere la figura 10. Inoltre, l'operatore deve indossare un grembiule imbottito per ridurre l'impatto in caso di contraccolpo.
Figura 10. Sega a nastro

Poiché la lama della sega a braccio radiale può essere inclinata lateralmente, è necessario utilizzare una protezione che non si trovi all'interno della lama. Vedere la figura 11.
Figura 11. Sega a braccio radiale
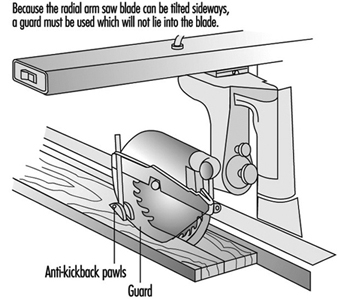
Levigatrici. I pezzi lavorati vengono levigati utilizzando levigatrici a nastro, jitterbug, a disco, a tamburo o orbitali. I punti di contatto vengono creati nei nastri abrasivi. Vedere la figura 12. Spesso questi punti di pressione possono essere protetti con una cappa che farà anche parte di un sistema di scarico della polvere.
Figura 12. Levigatrice
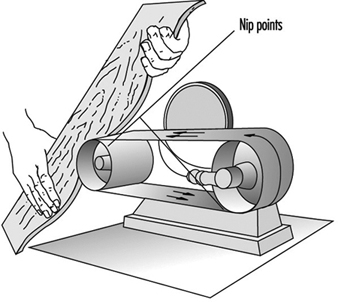
Protezione della macchina. La figura 13 illustra che l'apertura tra una protezione e il punto di contatto deve essere ridotta al diminuire della distanza.
Figura 13. Distanza tra protezione e punto di operazione
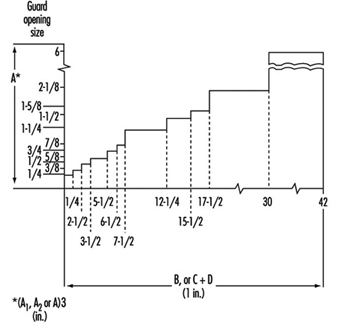
Preoccupazioni varie per la sicurezza della macchina. Bisogna fare attenzione che l'uso di dispositivi di bloccaggio/tenuta del calcio non crei ulteriori pericoli.
La maggior parte delle macchine per la lavorazione del legno crea la necessità per l'operatore (e l'aiutante) di indossare una protezione per gli occhi.
È pratica comune per i dipendenti soffiarsi via la polvere con aria compressa. Devono essere avvertiti di mantenere la pressione dell'aria al di sotto di 30 psi e di evitare di soffiare negli occhi o di tagliare.
Rischi da polvere di legno
Le macchine che producono polvere di legno devono essere dotate di sistemi di raccolta della polvere. Se il sistema di scarico è inadeguato per smaltire la polvere di legno, l'operatore potrebbe aver bisogno di indossare un respiratore antipolvere. L'Agenzia internazionale per la ricerca sul cancro (IARC) ha ora stabilito che "ci sono prove sufficienti per la cancerogenicità della polvere di legno nell'uomo" e che "la polvere di legno è cancerogena per l'uomo (gruppo 1)". Altri studi indicano che la polvere di legno può risultare irritante per le mucose degli occhi, del naso e della gola. Alcuni legni tossici sono più attivamente patogeni e possono produrre reazioni allergiche e occasionalmente disturbi polmonari e avvelenamento sistemico. Vedi tabella 1.
Tabella 1. Varietà di legno velenose, allergeniche e biologicamente attive
|
Nomi scientifici |
Nomi commerciali selezionati |
Famiglia |
Compromissione della salute |
|
Abies alba Mulino (A. pectinata DC) |
Abete bianco |
Pinaceae |
Dermatite; congiuntivite-rinite; asma |
|
Acacia spp. |
Blackwood australiano |
Mimosacee |
Dermatite; congiuntivite-rinite; asma; effetti tossici |
|
Acer spp. |
Acero |
Aceracee |
Dermatite |
|
Afrormosia elata Harms. |
Afrormosia, kokrodua, asamala, obang, oleo pardo, bohele, mohole |
Papilionacee |
Dermatite; congiuntivite-rinite; asma |
|
Afzelia Africana fabbro |
Doussié, afzelia, aligua, apa, chanfuta, lingue merbau, intsia, hintsy |
Cesalpinacee |
Dermatite; congiuntivite-rinite; asma |
|
Agonandra brasiliensis Pace |
Pao, marfim, granadillo |
Olacaceae |
Dermatite |
|
Ailanthus altissima Mulino |
sommacco cinese |
Simarubaceae |
Dermatite |
|
Albizzia falcata Sostenitore |
Iatandza |
Mimosacee |
Dermatite; congiuntivite-rinite; asma; |
|
Alno spp. |
Ontano comune |
Betulaceae |
Dermatite; congiuntivite-rinite; asma |
|
Amyris spp. |
Sandalo venezuelano o dell'India occidentale |
Rutacee |
Dermatite; effetti tossici |
|
Anacardio occidentale L. |
anacardio |
Anacardiaceae |
Dermatite |
|
Andira Araroba guida. (Vataireopsis araroba Ducke) |
Albero di cavolo rosso |
Papilionacee |
Dermatite; congiuntivite-rinite; asma |
|
Angeria spp. |
Angeria |
Sapotacee |
Congiuntivite-rinite; asma |
|
Apuleia molaris abete rosso (A. leiocarpa MacBride) |
Sequoia |
Cesalpinacee |
Dermatite; effetti tossici |
|
Araucaria angustifolia O. Kze |
Pino di Parana, araucaria |
araucariaceae |
Effetti tossici |
|
Aspidosperma spp. |
Perobà rossa |
Apocinacee |
Dermatite; congiuntivite- |
|
Astrocario spp. |
Palma |
palmacee |
Dermatite; effetti tossici |
|
Aucouméa klaineana Pierre |
Mogano del Gabon |
Burseracee |
Dermatite; congiuntivite-rinite; asma; alveolite allergica estrinseca |
|
Autranella congolensis |
Mukulungu, autracon, elang, bouanga, kulungu |
Sapotacee |
Dermatite |
|
Batteri spp. (Astrocario spp.) |
Palma |
palmacee |
Dermatite; effetti tossici |
|
Balfourodendron riedelianum Engl. |
Guatambu, gutambu bianco |
Rutacee |
Dermatite |
|
Batesia floribunda Bent. |
Acapu rana |
Cesalpinacee |
Effetti tossici |
|
Berberis vulgaris L. |
Crespino |
Berberidaceae |
Effetti tossici |
|
Betula spp. |
Betulla |
Betulaceae |
Dermatite |
|
Blepharocarva involucrigera F.Muell. |
Butternut |
Anacardiaceae |
Dermatite; congiuntivite-rinite; asma |
|
Bombax brevicuspe Sprague |
Kondroti, da solo |
Bombacacee |
Dermatite |
|
Bowdichia spp. |
Sucupira nera |
Papilionacee |
Dermatite |
|
Brachylaena hutchinsii Gabbia. |
Muhuhu |
Compositae |
Dermatite |
|
Breonia spp. |
Molompangadia |
Rubiacee |
Dermatite |
|
Brosimo spp. |
Legno di serpente, legno di lettera, legno di tigre |
moraceae |
Dermatite; congiuntivite-rinite; asma; effetti tossici |
|
Brya ebenus DC. (Amerimnum ebenus Sw.) |
Ebano marrone, ebano verde, ebano giamaicano, ebano tropicale americano |
Papilionacee |
Dermatite |
|
Buxus sempervirens L. |
Bosso europeo, East London b., Cape b. |
Buxacee |
Dermatite; congiuntivite-rinite; asma; effetti tossici |
|
Caesalpinia echinata Lam. (Guilandina echinata Primavera.) |
Brasilewood |
Cesalpinacee |
Dermatite; effetti tossici |
|
Callitris columellaris F.Muell. |
Pino cipresso bianco |
Cupressaceae |
Dermatite; congiuntivite-rinite; asma |
|
Calofillo spp. |
Santa Maria, Jacareuba, Kurahura, Galba |
Guttifere |
Dermatite; effetti tossici |
|
Campsiandra laurifolia Bent. |
Acapu rana |
Cesalpinacee |
Effetti tossici |
|
Carpinus betulus |
Carpino |
Betulaceae |
Dermatite |
|
Cassia siamea Lak. |
Tagayasan, muong dieci, djohar |
Cesalpinacee |
Dermatite; congiuntivite-rinite; asma |
|
Castanea dentata Borch |
Castagne, castagne dolci |
Phagaceae |
Dermatite; congiuntivite-rinite; asma |
|
Castanospermum australe A. Cunn. |
Fagiolo nero, castagna australiana o di Moreton Bay |
Papilionacee |
Dermatite |
|
Cedrela spp. (Tona spp.) |
Cedro rosso, cedro australiano |
Meliaceae |
Dermatite; congiuntivite-rinite; asma |
|
Cedrus deodara (Roxb. ex. Agnello.) G. Don |
deodar |
Pinaceae |
Dermatite; congiuntivite-rinite; asma |
|
Celtis brieyi De Wild. |
Diana |
Ulmacee |
Dermatite |
|
Clorofora excelsa Bent. e Uncino I. |
Iroko, gelbholz, yellowood, kambala, mvule, odum, moule, teak africano, abang, tatajuba, fustic, mora |
moraceae |
Dermatite; congiuntivite-rinite; asma; alveolite allergica estrinseca |
|
Cloroxylon spp. |
Legno satinato di Ceylon |
Rutacee |
Dermatite; effetti tossici |
|
Crisofillo spp. |
najara |
Sapotacee |
Dermatite |
|
Cinnamomum camphora Nees e Ebeim |
Canfora asiatica, cannella |
Lauracee |
Effetti tossici |
|
Cryptocarya pleurosperma Bianco e Francesco |
Noce velenosa |
Lauracee |
Dermatite; congiuntivite-rinite; asma; effetti tossici |
|
Dacrycarpus dacryoides (A. Rich.) de Laub. |
Pino bianco della Nuova Zelanda |
Podocarpacee |
Dermatite; congiuntivite-rinite; asma |
|
Dacrydium cupressinum Soland |
Sempilor, rimu |
Podocarpacee |
congiuntivite-rinite; asma |
|
Dactylocladus stenostachys oliva. |
Jong kong, merebong, medang tabak |
Melastomacee |
Effetti tossici |
|
dalbergia spp. |
Ebony - Orologio in legno |
Papilionacee |
Dermatite; congiuntivite-rinite; asma; |
|
Dialio spp. |
Eum, eum |
Cesalpinacee |
Dermatite; congiuntivite-rinite; asma |
|
Diospyros spp. |
Ebano, ebano africano |
Ebenacee |
Dermatite; congiuntivite-rinite; asma; effetti tossici |
|
Dipterocarpo spp. |
Keruing, gurjum, yang, keruing |
Dipterocarpacee |
Dermatite |
|
Distemonanthus benthamianus Baglio. |
Movingui, ayan, anyaran, legno satinato nigeriano |
Cesalpinacee |
Dermatite |
|
Disossilum spp. |
Mogano, stavewood, fagiolo rosso |
Meliaceae |
dermatite; congiuntivite-rinite; asma; effetti tossici |
|
D.muelleri Bent. |
Mogano rosa |
||
|
Echirospermum balthazarii Fr. Tutti. (Platimenia reticolata Bent.) |
Vinhatico |
Mimosacee |
Dermatite; congiuntivite-rinite; asma |
|
Entandofragma spp. |
Tiama |
Meliaceae |
Dermatite; |
|
Erythrophloeum guineense G. Don |
Tali, Missanda, Eloun, Massanda, Sasswood, Erun, Redwater Tree |
Cesalpinacee |
Dermatite; congiuntivite-rinite; asma; effetti tossici |
|
Esenbeckia leiocarpa Engl. |
Garanzia |
Rutacee |
Dermatite |
|
Eucalipto spp. |
|
Mirtacee |
Dermatite; congiuntivite-rinite; asma |
|
Euxilofora paraensis Hub. |
bosso |
Rutacee |
Dermatite; congiuntivite-rinite; asma |
|
Excoecaria africana M. Arg. (Spirostachys africana sabbia) |
Sandalo africano, tabootie, geor, legno di aloe, blind-your-eye |
Euforbiacee |
Dermatite; congiuntivite-rinite; asma; effetti tossici |
|
Fagar spp. |
Yellow sanders, West Indian satinwood, atlaswood, olon, bongo, mbanza |
Rutacee |
Dermatite; congiuntivite-rinite; asma; effetti tossici |
|
Fagus spp. (Notofago spp.) |
Faggio |
Phagaceae |
Dermatite; congiuntivite-rinite; asma |
|
Fitzroya cupressoides (Molina) Johnston |
Avviso |
Cupressaceae |
Dermatite |
|
Flindersia australis R. fratello |
Teak australiano, acero del Queensland, acero |
Rutacee |
Dermatite |
|
Fraxinus spp. |
Cenere |
Oleaceae |
Dermatite |
|
Glut spp. |
Rengas, gluta |
Anacardiaceae |
Dermatite; effetti tossici |
|
Gonioma Kamassi E. Mey. |
Bosso di Knysna, kamassi |
Apocinacee |
Dermatite; congiuntivite-rinite; asma; effetti tossici |
|
Gonystylus bancanus Baglio. |
Ramin, melawis, akenia |
Gonystylaceae |
Dermatite; congiuntivite-rinite; asma; alveolite allergica estrinseca |
|
Gossweilerodendron balsamiferum (Verme.) Harms. |
cedro nigeriano |
Cesalpinacee |
Dermatite; congiuntivite-rinite; asma |
|
Robusta grevillea A. Cunn. |
Rovere setoso |
proteacee |
Dermatite |
|
Guaiaco officinale L. |
Gaiaco, lignum vitae |
Zigofillacee |
Dermatite; congiuntivite-rinite; asma |
|
GUarea spp. |
Colpo |
Meliaceae |
Dermatite; congiuntivite-rinite; asma; effetti tossici |
|
Halfordia scleroxyla F.Muell. |
Zafferano-cuore |
poligonacee |
Dermatite; alveolite allergica estrinseca |
|
Hernandia spp. |
Mirobolan, topolite |
Hernandiacee |
Dermatite |
|
Hippomane Mancinella L. |
Mela da spiaggia |
Euforbiacee |
Dermatite; congiuntivite-rinite; asma; effetti tossici |
|
Illipè latifolia F. Muell. |
Moak, edel teak |
Sapotacee |
Dermatite |
|
Jacaranda spp. |
Jacaranda |
Bignoniaceae |
Dermatite |
|
Juglans spp. |
Noce |
Juglandacee |
Dermatite; congiuntivite-rinite; asma |
|
Juniperus Sabina L. |
|
Cupressaceae |
Dermatite; congiuntivite-rinite; asma; effetti tossici |
|
Khaya antoteca CENTRO PER LA PREVENZIONE E IL CONTROLLO DELLE MALATTIE. |
Ogwango, mogano africano, krala |
Meliaceae |
Dermatite; alveolite allergica estrinseca |
|
Il maggiociondolo anagyroides Medico. (Citiso laburno L.) |
laburno |
Papilionacee |
Dermatite; congiuntivite-rinite; asma; effetti tossici |
|
Larix spp. |
larice |
Pinaceae |
Dermatite; congiuntivite-rinite; asma |
|
Liquidambar styracifolia L. |
Amberbaum, satinato-nussbaum |
amamelidacee |
Dermatite |
|
Liriodendro tulipifera L. |
Conifere americane, albero dei tulipani |
Magnoliacee |
Dermatite |
|
Lovoa trichilioides Harms. (L.klaineana Pierre) |
Dibetou, noce africano, apopo, tigerwood, fianco |
Meliaceae |
dermatite; congiuntivite-rinite; asma; effetti tossici |
|
Lucuma spp. (Pouteria spp.) |
Guapeva, abiurana |
Sapotacee |
Dermatite; congiuntivite-rinite; asma |
|
Maba ebenus Wight. |
Makassar-ebenholz |
Ebenacee |
Dermatite |
|
Machaerium pedicellatum vog. |
Kingswood |
Papilionacee |
Dermatite |
|
Mansonia altissima A. Cav. |
Noce nigeriano |
Sterculiacee |
Dermatite; congiuntivite-rinite; asma; effetti tossici |
|
Melanoxylon brauna Paratia |
Brauna, grauna |
Cesalpinacee |
Dermatite |
|
Microberlinia brazzavillensis A. Cav. |
Zebrano africano |
Cesalpinacee |
Dermatite; congiuntivite-rinite; asma; effetti tossici |
|
Millettia Laurentii De Wild. |
Wenge |
Papilionacee |
Dermatite; congiuntivite-rinite; asma; |
|
Mimuso spp. (Manilkara spp.) |
Muirapiranga |
Sapotacee |
Dermatite; congiuntivite-rinite; asma; |
|
Mitragyna ciliata Aubr. e Pel. |
Vuku, pioppo africano |
Rubiacee |
Dermatite; congiuntivite-rinite; asma; |
|
Nauclea diderrichii Merrill (Sarcocephalus diderrichii Il selvaggio.) |
Bilinga, opepe, kussia, badi, bosso dell'Africa occidentale |
Rubiacee |
Dermatite; congiuntivite-rinite; asma; effetti tossici |
|
Nesogordonia papaverifera R.Capuron |
Kotibé, danta, epro, otutu, ovové, aborbora |
Tiliacee |
Effetti tossici |
|
ocotea spp. |
Legno puzzolente |
Lauracee |
Dermatite; congiuntivite-rinite; asma; effetti tossici |
|
Paratecoma spp. |
|
Bignoniaceae |
Dermatite; congiuntivite-rinite; asma; effetti tossici |
|
Parinario spp. |
|
Rosaceae |
Dermatite |
|
Peltogine spp. |
Legno blu, cuore viola |
Cesalpinacee |
Effetti tossici |
|
Phyllanthus ferdinandi FVM. |
Lignum vitae, chow way, tow war |
Euforbiacee |
Dermatite; congiuntivite-rinite; asma |
|
Picea spp. |
Abete rosso europeo, legno bianco |
Pinaceae |
Dermatite; congiuntivite-rinite; asma; alveolite allergica estrinseca |
|
Pino spp. |
Pino |
Pinaceae |
Dermatite; congiuntivite-rinite; asma |
|
Piptadenia africana Gancio f. |
Dabema, dahoma, echimi |
Mimosacee |
Dermatite; congiuntivite-rinite; asma |
|
Platanus spp. |
Piano |
Platanacee |
Dermatite |
|
Pomezia spp. |
Tain |
Sapindacee |
Dermatite; congiuntivite-rinite; asma |
|
Populus spp. |
Pioppo |
salicacee |
Dermatite; congiuntivite-rinite; asma |
|
Prosopis juliflora DC |
Cashaw |
Mimosacee |
Dermatite |
|
Prunus spp. |
ciliegia |
Rosaceae |
dermatite; congiuntivite-rinite; asma |
|
Pseudomorus brunoniana ufficio |
Legno di manico bianco |
moraceae |
Dermatite; effetti tossici |
|
Pseudotsuga douglasii Carr. (P. menziesii Franco) |
Abete Douglas, abete rosso, abete Douglas |
Pinaceae |
Dermatite; congiuntivite-rinite; asma |
|
Pterocarpo spp. |
Padauk africano, palissandro della Nuova Guinea, sandalo rosso, levigatrici rosse, legno di quassia |
Papilionacee |
Dermatite; congiuntivite-rinite; asma; effetti tossici |
|
Pycnanthus angolensis Warb. (P.kombo Warb.) |
Ilomba |
Miristacee |
Effetti tossici |
|
Quercus spp. |
Quercia |
Phagaceae |
Dermatite; congiuntivite-rinite; asma |
|
Raputia alba Engl. |
Arapoca branca, arapoca |
Rutacee |
Dermatite |
|
Rauwolfia pentaphylla Stapf. O. |
Peroba |
Apocinacee |
Dermatite; congiuntivite-rinite; asma; effetti tossici |
|
Sandoricum spp. |
Sentul, katon, kra-ton, ketjapi, thitto |
Meliaceae |
Dermatite; congiuntivite-rinite; asma; effetti tossici |
|
Schinopsis lorentzii Engl. |
Quebracho colorado, rosso q., San Juan, pau mulato |
Anacardiaceae |
Dermatite; effetti tossici |
|
Semercarpus australiensis Engl. |
Dado di marcatura |
Anacardiaceae |
Dermatite; effetti tossici |
|
Sequoia sempervirens endl. |
Sequoia, California |
Tassodiacee |
Dermatite; congiuntivite-rinite; asma; effetti tossici |
|
Shore spp. |
Alan, almon, balau rosso |
Dipterocarpacee |
Dermatite |
|
S.assamica Tintore |
Giallo lauan, bianco meranti |
||
|
Staudtia stipitata Warb. (S.gabonensis Warb.) |
Niovè |
Miristacee |
Dermatite |
|
Svizzera spp. |
Mogano, Mogano Honduras, Tabasco m., Baywood, Mogano americano, |
Meliaceae |
Dermatite; congiuntivite-rinite; asma; alveolite estrinseca allergica; effetti tossici |
|
Swintonia speziafera gancio. |
Merpauh |
Anacardiaceae |
Dermatite |
|
tabebuia spp. |
Araguan, ipé preto, lapacho |
Bignoniaceae |
Dermatite; congiuntivite-rinite; asma; effetti tossici |
|
Taxus baccata L. |
Tasso |
Taxacee |
Dermatite; congiuntivite-rinite; asma; alveolite estrinseca allergica; effetti tossici |
|
Tecoma spp. |
Cuore verde |
Bignoniaceae |
Dermatite; congiuntivite-rinite; asma; effetti tossici |
|
Tectona grandis L. |
Teak, djati, kyun, teck |
Verbenaceae |
Dermatite; congiuntivite-rinite; asma; alveolite allergica estrinseca |
|
Terminalia alata Roth. |
alloro indiano |
Combretacee |
Dermatite; congiuntivite-rinite; asma |
|
Thuja occidentalis L. |
Cedro bianco |
Cupressaceae |
Dermatite; congiuntivite-rinite; asma; effetti tossici |
|
Tieghemella africana A. Cav. (Dumori spp.) |
Makoré, douka, okola, ukola, makoré, abacu, baku, ciliegia africana |
Sapotacee |
Dermatite; congiuntivite-rinite; asma; effetti tossici |
|
Triplochiton scleroxylon K. Schum |
Obeche, samba, wawa, abachi, legno bianco africano, arere |
Sterculiacee |
Dermatite; congiuntivite-rinite; asma |
|
Tsuga heterophylla bara. |
Tsuga, cicuta occidentale |
Pinaceae |
Dermatite |
|
Turraeanthus africana Pell. |
Avodiré |
Meliaceae |
Dermatite; alveolite allergica estrinseca |
|
Ulmo spp. |
Olmo |
Ulmacee |
Dermatite |
|
Vitex ciliata Pell. |
Verbenaceae |
Dermatite |
|
|
V. congolensis De Wild. e Th. Dur |
Diffuso |
||
|
V. pachyphylla guardare. |
Evine |
||
|
Xylia dolabriforme Bent. |
Mimosacee |
Congiuntivite-rinite; |
|
|
X. xylocarpa Taub. |
Pyinkado |
asma |
|
|
Zollernia paraensis Huber |
Legno Santo |
Cesalpinacee |
Dermatite; effetti tossici |
Fonte: Istituto del Legno, Firenze, Italia.
L'aumento dell'uso di macchinari CNC ad alta produzione come fresatrici, tenonatrici e torni crea più polvere di legno e richiederà una nuova tecnologia di raccolta della polvere.
Controllo della polvere. La maggior parte della polvere in un'officina di lavorazione del legno viene rimossa dai sistemi di scarico locali. Tuttavia, spesso c'è un notevole accumulo di polvere molto fine che si è depositata su travi e altri elementi strutturali, specialmente nelle aree in cui viene eseguita la carteggiatura. Questa è una situazione pericolosa, con un grande potenziale di incendio ed esplosione. Un lampo su superfici ricoperte di polvere può essere seguito da esplosioni di forza crescente. Per ridurre al minimo questa probabilità, sarebbe opportuno utilizzare una lista di controllo. Vedere l'elenco di controllo di esempio nella casella.
Rischi di montaggio
Un'ampia gamma di adesivi viene utilizzata per l'incollaggio dei piallacci ai pannelli prefabbricati, a seconda delle caratteristiche richieste al prodotto finale. A parte la colla di caseina, gli adesivi naturali sono meno diffusi e il maggior uso è fatto di adesivi sintetici come l'urea-formaldeide. Gli adesivi sintetici possono rappresentare un rischio di malattie della pelle o intossicazione sistemica, in particolare quelli che rilasciano formaldeide libera o solventi organici nell'atmosfera. Gli adesivi devono essere maneggiati in locali ben ventilati e le fonti di emissione di vapore devono essere dotate di ventilazione di scarico. I dipendenti devono essere forniti di guanti, creme protettive, respiratori e protezione per gli occhi quando necessario.
Le parti mobili, in particolare le lame, delle macchine per il taglio, la giunzione e l'aggraffatura dell'impiallacciatura devono essere completamente protette. Potrebbero essere necessari comandi a due mani.
Rischi di finitura
Finitura superficiale. I solventi utilizzati per trasportare i pigmenti spruzzati o per diluire possono includere un'ampia varietà di composti organici volatili che possono raggiungere concentrazioni tossiche ed esplosive nell'aria. Inoltre, molti pigmenti sono tossici per inalazione di nebulizzazione (ad es. pigmenti di piombo, manganese e cadmio). Ovunque possano verificarsi concentrazioni pericolose di vapori o nebbie, utilizzare la ventilazione di scarico (ad es. verniciatura a spruzzo in una cabina) o utilizzare spruzzi d'acqua. Tutte le fonti di ignizione, inclusi fuochi, apparecchiature elettriche ed elettricità statica, devono essere eliminate prima iniziano tutte le operazioni.
Dovrebbe essere in atto un programma attivo di comunicazione sui materiali pericolosi per avvisare i dipendenti di tutti i pericoli creati da prodotti chimici di finitura, colla e solventi tossici, reattivi, corrosivi e/o infiammabili e delle misure protettive che dovrebbero essere prese. Dovrebbe essere vietato mangiare in presenza di queste sostanze chimiche. È indispensabile un corretto stoccaggio dei materiali infiammabili e il corretto smaltimento degli stracci sporchi e della lana d'acciaio che potrebbero causare un'accensione spontanea.
Prevenzione incendi. In considerazione della natura altamente infiammabile del legno (soprattutto sotto forma di polvere e trucioli) e degli altri elementi presenti in un impianto di lavorazione del legno (come solventi, colle e rivestimenti), l'importanza delle misure di prevenzione incendi non può essere sottovalutata. Le misure includono:
- installazione di impianti automatici di raccolta della polvere di legno e dei trucioli su seghe, piallatrici, scorniciatrici e quant'altro, che trasportano i rifiuti nei silos di stoccaggio in attesa dello smaltimento o del recupero
- vietare il fumo sul posto di lavoro ed eliminare tutte le fonti di ignizione (p. es., fiamme libere)
- assicurando regolari procedure di pulizia da polveri e trucioli depositati
- un'adeguata manutenzione delle macchine per prevenire eventi come il surriscaldamento dei cuscinetti
- installazione di barriere tagliafuoco, sistemi sprinkler, estintori, manichette antincendio e personale addestrato all'uso di tali attrezzature
- corretta conservazione delle sostanze infiammabili
- apparecchiature elettriche antideflagranti ove necessario.
Preoccupazioni per l'ambiente e la salute pubblica
La produzione di prodotti finiti dal legno può essere effettuata senza danni ambientali a lungo raggio. La raccolta degli alberi può essere effettuata in modo tale che una nuova crescita possa sostituire ciò che è stato tagliato. La deforestazione più consistente, come quella avvenuta nelle foreste pluviali, può essere scoraggiata. I prodotti di scarto della lavorazione del legno (ad es. segatura, trucioli di legno) possono essere utilizzati come trucioli o come combustibile.
Mentre ci sono implicazioni per i rifiuti solidi e le acque reflue di processo per l'industria della lavorazione del legno, le maggiori preoccupazioni sono le emissioni atmosferiche derivanti dall'uso del legno di scarto come combustibile e da operazioni di finitura ad alta intensità di solventi. Le caldaie a legna sono comunemente utilizzate nelle operazioni di essiccazione, mentre molti dei materiali di finitura vengono applicati a spruzzo. In entrambi i casi, sono necessari controlli tecnici per ridurre le particelle disperse nell'aria e recuperare e/o incenerire i composti volatili.
I controlli dovrebbero comportare l'esposizione degli operatori a sostanze chimiche meno tossiche poiché si trovano sostituti meno pericolosi. L'uso di finiture a base d'acqua anziché a base di solvente ridurrà i rischi di incendio.
Macchine per instradare
Le fresatrici stazionarie sono utilizzate in genere per la produzione di articoli in legno ed elementi di arredo, ma talvolta anche per la lavorazione di materie plastiche e leghe leggere. Tipi importanti di fresatrici sono le pantografatrici, le frese modello, le macchine con teste di fresatura mobili e le copiatrici automatiche. Le copiatrici automatiche sono generalmente utilizzate per lavorare più pezzi contemporaneamente.
Una caratteristica comune a tutte le fresatrici è che l'utensile si trova sopra il supporto del pezzo, che normalmente è un tavolo. L'asse del mandrino utensile è quasi sempre verticale, ma su alcune macchine la testa della fresatrice, e quindi anche l'asse del mandrino utensile, può essere inclinata. La testa operatrice si abbassa per la lavorazione e ritorna automaticamente nella sua posizione iniziale (di riposo). Sulle macchine più vecchie la testa operatrice viene abbassata manualmente azionando un pedale meccanico o una leva manuale. Sulle macchine moderne l'abbassamento della testa avviene generalmente tramite un sistema pneumatico od idraulico. La figura 1 mostra vari accessori (calzature, guide e così via) e la guardia di sicurezza dell'Ente nazionale svizzero di assicurazione contro gli infortuni (SUVA).
Figura 1. Dispositivo di sicurezza SUVA con fresatrice in posizione di lavoro

Il mandrino-utensile è azionato o da una trasmissione a cinghia o direttamente da un motore ad alta frequenza, spesso del tipo a due velocità. Le velocità del mandrino utensile vanno generalmente da 6,000 a 24,000 giri/min. Sono più bassi nelle frese modello, dove la velocità più bassa può essere di 250 giri/min. Le frese modello sono spesso dotate di un cambio per la selezione di diverse velocità.
Il diametro di taglio della fresatrice varia da 3 a 50 mm. Tuttavia, su frese a disegno speciale, il diametro di taglio dell'utensile può arrivare fino a 300 mm.
Tooling
Sulle fresatrici vengono utilizzate principalmente punte a cucchiaio a un tagliente, tagliapannelli a doppio tagliente o frese a sagoma piena. Come qualsiasi strumento, devono essere progettati e realizzati con materiali tali da resistere alle forze e ai carichi previsti durante il funzionamento. Le macchine devono essere utilizzate e sottoposte a manutenzione in conformità alle istruzioni del produttore.
Gli strumenti di routing dovrebbero essere:
- contrassegnato in modo chiaro e permanente con la velocità consentita, ad es. inferiore a 20,000 giri/min
- di un tipo testato da un organismo autorizzato
- di forma arrotondata con una sporgenza minima del tagliente radiale per ridurre il pericolo di contraccolpo.
Custodia dello strumento
Sulle fresatrici in cui l'utensile è in movimento e il pezzo rimane fisso, l'accesso all'utensile rotante deve essere impedito da una protezione regolabile (protezione per le mani). Dovrebbe essere integrato da una protezione mobile che può essere abbassata sulla superficie del pezzo. L'estremità inferiore di questa protezione mobile può essere una spazzola.
Sulle fresatrici dove il pezzo viene trattenuto e/o alimentato a mano, si consiglia vivamente di utilizzare un dispositivo di sicurezza che eserciti una pressione verticale sul pezzo. La SUVA ha progettato una tale protezione. Questo dispositivo di sicurezza è stato utilizzato con successo dalla fine degli anni '1940 ed è tuttora la protezione più completa nel suo genere. Le sue caratteristiche principali sono:
- prevenzione del contatto involontario con l'utensile rotante sia nella sua posizione di riposo che nella sua posizione di lavoro
- passaggio facile e veloce da una misura di calzatura a un'altra. Sono disponibili diverse dimensioni di pattini di fissaggio per adattarsi a utensili con diversi diametri di taglio
- quantità di pressione regolabile manualmente esercitata sul pezzo dal pattino di fissaggio
- ritorno automatico del pattino nella sua posizione superiore quando la testa della fresatrice si alza nella sua posizione di riposo. Il dispositivo di protezione può essere regolato in modo che il pattino di fissaggio possa essere sollevato solo quando il bordo inferiore dell'utensile si trova al di sopra del livello del bordo inferiore del pattino di fissaggio; questo per evitare qualsiasi contatto involontario con l'attrezzo dal basso (vedi figura 2). Si evitano così gravi lesioni al dorso della mano, dove i tendini sono protetti solo dalla pelle.
Figura 2. Dispositivo di sicurezza con fresatrice nella posizione iniziale
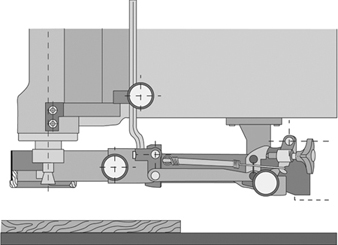
- possibilità di collegamento di un sistema di aspirazione trucioli al dispositivo di protezione.
Questo dispositivo di protezione consente inoltre di instradare i pezzi lungo una guida con l'ausilio di un pressore orizzontale.
Pericoli
Le frese sono risultate meno pericolose delle macchine per lo stampaggio a mandrino verticale. Uno dei motivi è il diametro più piccolo della maggior parte degli utensili di fresatura. Tuttavia, gli utensili sulle fresatrici sono facilmente accessibili e rappresentano quindi un pericolo costante per le mani e le braccia dell'operatore. Pertanto, le fresatrici a copiare, in cui il pezzo viene generalmente alimentato a mano, sono di gran lunga le fresatrici più pericolose.
Cause di incidenti
Le principali cause di incidenti del router sono:
- contatto involontario della mano o del braccio con l'utensile rotante nella sua posizione di riposo (1) quando si rimuovono trucioli e polvere dal tavolo a mano anziché con un bastoncino di legno, (2) quando il pezzo in lavorazione o la maschera non sono maneggiati correttamente o ( 3) quando la manica dell'abbigliamento dell'operatore si impiglia nell'utensile rotante
- contatto involontario della mano con l'utensile di fresatura a causa del contraccolpo del pezzo tenuto con la mano.
Il contraccolpo può verificarsi a causa di:
- una pratica lavorativa non sicura
- difetti nel pezzo (nodi, ecc.)
- i pezzi vengono inseriti nell'utensile troppo bruscamente o dalla direzione sbagliata
- taglienti smussati
- velocità di taglio inadeguata
- fissaggio errato del pezzo alla dima
- rottura del pezzo
- espulsione dell'utensile o di parti dell'utensile a causa di cattiva progettazione dell'utensile, eccessiva durezza del materiale dell'utensile, difetti nel materiale dell'utensile, velocità eccessiva dell'utensile o fissaggio insufficiente dell'utensile nel portautensile.
In caso di espulsione di un utensile o di un pezzo, non solo l'operatore ma anche altre persone che lavorano nell'area possono essere ferite dalle parti espulse.
Misure per prevenire gli incidenti
Le misure per prevenire gli incidenti dovrebbero essere dirette a:
- la progettazione e la costruzione della macchina
- l'attrezzaggio
- custodire l'utensile nella sua posizione di riposo (figura 15) e per quanto possibile nella posizione di lavoro (figura 14), in particolare quando il pezzo viene tenuto e alimentato a mano.
Progettazione e Costruzione della Macchina
Le fresatrici devono essere progettate per funzionare in sicurezza. Occorre garantire che:
- la macchina è sufficientemente rigida
- l'impianto elettrico è conforme alle norme di sicurezza
- gli attuatori utilizzati per avviare una funzione di avvio o movimento di un elemento della macchina sono costruiti e montati in modo da ridurre al minimo il funzionamento involontario
- l'accesso a parti mobili della macchina, come trasmissioni a cinghia, teste di fresatura a movimento idraulico o pneumatico o tavoli traslanti su macchine con avanzamento automatico, è impedito da un'adeguata protezione
- i giri effettivi al minuto dell'utensile sono chiaramente visibili all'operatore
- i dispositivi di sicurezza e i sistemi di aspirazione trucioli sono di facile installazione
- il livello di rumorosità della macchina è ridotto il più possibile.
Inoltre è consigliabile dotare la trasmissione utensile della fresatrice di un freno automatico che si aziona a macchina ferma. Il tempo di frenata non deve superare i 10 secondi.
Esempio di lista di controllo
Faccende domestiche
1. Un programma di pulizia giornaliero è essenziale.
2. Accumuli di polvere di 1/8” di profondità in qualsiasi area indicano la necessità di pulizia. Va notato che qualsiasi accumulo di polvere può provocare un incendio. Più fine è la polvere, maggiori sono i pericoli.
3. Pulire frequentemente la polvere di legno.
un. Pulisci quotidianamente intorno alle superfici calde.
b. Spurgo o aspirapolvere se possibile di tutte le aree, comprese le travi, almeno due volte all'anno.
c. Quando le concentrazioni sono elevate, lavorare piccole aree alla volta.
d. La bassa umidità aumenta il potenziale di pericoli e dovrebbe essere presa in considerazione durante gli scarichi.
4. Pianificare gli spurghi o le pulizie mentre l'attrezzatura è ferma, come il venerdì pomeriggio e nei fine settimana.
Manutenzione elettrica
1. Ispezionare/pulire regolarmente tutti i motori per evitare l'accumulo di polvere.
2. Assicurarsi che tutte le scatole e i pannelli elettrici soddisfino i requisiti del National Electrical Code per la loro posizione classificata.
3. Ascolta i suoni insoliti, nota gli odori insoliti e osserva gli accumuli visivi di polvere su macchine e motori. Controllare spesso i motori e altri componenti elettrici per rilevare il surriscaldamento.
4. Assicurarsi che il personale addetto alla manutenzione o al funzionamento stia lubrificando tempestivamente i cuscinetti di motori, nastri trasportatori, catene e ruote dentate.
5. Accertarsi che i quadri elettrici e le scatole siano tenuti chiusi e sottoposti a manutenzione per evitare accumuli di polvere, compresa la tenuta di tutti i fori ciechi tappati.
Prevenzione incendi
1. Proibire attivamente di fumare in luoghi non autorizzati.
2. Adottare procedure per i permessi di lavoro a caldo e garantire che le procedure siano seguite.
3. Non consentire il funzionamento incustodito delle macchine controllate dall'operatore.
4. Installare un dispositivo all'imboccatura del sistema di raccolta della polvere per evitare che i nastri abrasivi e altri oggetti che producono scintille entrino nel sistema e provochino un incendio.
5. Intrappolare il metallo nei maiali di legno installando magneti nel sistema di trasporto e rivelatori di metalli nel maiale. Dovrebbero essere implementate politiche e procedure per evitare che il metallo e altri oggetti estranei raggiungano i maiali.
6. Condurre ispezioni settimanali e mensili dei sistemi di protezione antincendio inclusi estintori, manichette antincendio, allarmi e valvole di controllo sprinkler.
7. Assicurarsi che i locali caldaie e le apparecchiature di riscaldamento siano privi di accumuli di polvere, che vengano seguite le procedure scritte di avviamento della caldaia e che vengano utilizzate apparecchiature opportunamente classificate.
8. Riconoscere la procedura corretta per combattere gli incendi di polveri.
9. Richiedere un'ispezione dettagliata da parte dei vigili del fuoco locali o della compagnia assicurativa.
10. Incoraggiare simulazioni/visite da parte dei vigili del fuoco locali.
11. Installare sistemi di rilevamento ed estinzione delle scintille nei sistemi di raccolta della polvere e verificarne periodicamente il funzionamento.
12. Rivedere periodicamente i piani di evacuazione, l'illuminazione di emergenza, le esercitazioni antincendio per ogni turno di lavoro.
Miscellanea
1. Contattare la compagnia assicurativa per ricevere assistenza nell'identificazione dei pericoli associati alla sicurezza, alla salute e alla prevenzione degli incendi.
2. Contattare le agenzie governative per la sicurezza appropriate per ulteriore assistenza.
3. I dipendenti devono entrare nei silos di polvere solo quando vengono seguite le procedure per spazi ristretti.
4. Tutti gli operatori devono assicurarsi che i sistemi di raccolta della polvere funzionino correttamente e segnalare immediatamente eventuali malfunzionamenti alla direzione.
5. Verificare la presenza di oggetti che ostruiscono i condotti del sistema polveri.
6. Si raccomanda che tutti i supervisori, i membri del comitato per la sicurezza e gli altri dipendenti siano messi a conoscenza del contenuto di questa lista di controllo volontaria per ottenere la massima implementazione.
Macchine per la piallatura del legno
Lo sviluppo delle piallatrici stazionarie può essere fatto risalire all'inizio del XIX secolo. Sulle prime macchine di questo tipo, il pezzo veniva bloccato su un carrello e alimentato sotto un albero orizzontale dotato di lame che si estendevano per l'intera larghezza di lavoro. Nel 19 fu costruita in Germania una piallatrice sulla quale il pezzo veniva alimentato su un albero pialla posto tra due tavole utilizzate per posizionare e sostenere il pezzo. Oltre ai miglioramenti tecnici, questo design di base è stato mantenuto fino ad oggi. Tale macchina è chiamata pialla a filo o jointer (vedi figura 1850).
Figura 1. Giunto
Più recentemente, sono state progettate macchine per piallare la superficie superiore di un pezzo a uno spessore predeterminato mediante un albero pialla rotante orizzontalmente. La distanza tra il diametro del cerchio di taglio e la superficie del piano di appoggio del pezzo è regolabile. Tali macchine sono chiamate piallatrici a spessore su un lato.
Questi due tipi di macchina di base sono stati infine combinati in una macchina che poteva essere utilizzata sia per la piallatura superficiale che per quella a spessore. Questo sviluppo si è concluso con le piallatrici per la lavorazione su due, tre e quattro lati in un'unica passata.
Dal punto di vista della sicurezza e della salute sul lavoro, si raccomanda vivamente di adottare misure per l'aspirazione di polvere di legno e trucioli dalla piallatrice (ad es. collegando la piallatrice a un sistema di aspirazione della polvere). La polvere proveniente da legno duro (quercia, faggio) e legno tropicale è considerata un particolare pericolo per la salute e deve essere aspirata. Dovrebbero essere prese anche misure per ridurre il livello di rumore delle piallatrici. Un freno automatico per l'albero pialla è obbligatorio in molti paesi.
Piallatrici a filo
Una piallatrice a filo ha un telaio principale rigido che sostiene la tavola di entrata e uscita. L'albero pialla si trova tra i due piani ed è montato su cuscinetti a sfera. Il telaio principale dovrebbe essere progettato ergonomicamente (vale a dire, dovrebbe consentire all'operatore di lavorare comodamente).
I dispositivi di comando azionati manualmente devono essere installati in modo tale che l'operatore non si trovi in una situazione pericolosa quando li aziona e la possibilità di azionamento involontario deve essere ridotta al minimo.
Il lato del telaio principale rivolto verso il posto dell'operatore deve essere libero da parti sporgenti quali volantini, leve, ecc. La tavola a sinistra dell'albero pialla (tavola di uscita) è normalmente posta alla stessa altezza del cerchio di taglio dell'albero pialla. La tavola a destra dell'albero pialla (tavola di ingresso) è posizionata più in basso della tavola di uscita per ottenere la profondità di taglio desiderata. Il contatto tra i bordi della tavola e l'albero pialla non dovrebbe essere possibile nell'intero campo di regolazione delle tavole. Tuttavia, il gioco tra i bordi della tavola e il cerchio di taglio dell'albero pialla deve essere il più piccolo possibile per fornire un buon supporto del pezzo da piallare.
Le operazioni principali su una piallatrice a filo sono la spianatura e la bordatura. La posizione delle mani sul pezzo è importante dal punto di vista operativo e della sicurezza. Durante la spianatura, il pezzo deve essere alimentato con una mano, con l'altra tenendolo inizialmente premuto sulla tavola di alimentazione. Non appena vi è una porzione sufficiente di legname sulla tavola di uscita, quest'ultima mano può passare in sicurezza sopra il paraponte per esercitare pressione sulla tavola di uscita e sarà seguita dalla mano di alimentazione per completare l'operazione di alimentazione. Durante la bordatura, le mani non devono passare sopra l'albero pialla mentre sono a contatto con il legno. La loro funzione principale è quella di esercitare una pressione orizzontale sul pezzo in lavorazione per mantenerlo perpendicolare alla recinzione.
Il rumore prodotto dall'albero pialla in rotazione spesso può superare il livello considerato dannoso per l'orecchio. Sono quindi necessarie misure per ridurre il livello di rumore. Alcune delle misure di riduzione del rumore che si sono dimostrate efficaci sulle piallatrici a filo sono le seguenti:
- utilizzo di un albero pialla "silenzioso" (ad esempio, una forma rotonda con una sporgenza minima della lama, lama elicoidale anziché lama diritta, utensili rotanti segmentati con taglio sfalsato)
- bordi del tavolo scanalati o forati (la configurazione e le dimensioni delle aperture nei bordi del tavolo devono essere selezionate in modo tale da evitare rischi di incidenti; ad esempio, le fessure non devono essere larghe più di 6 mm e il diametro dei fori non deve superare i 6 mm )
- design aerodinamico dei deflettori di chip sotto le labbra del tavolo
- riduzione della velocità dell'albero pialla al di sotto di 1,000 giri/min, a condizione che la qualità superficiale del pezzo sia ancora soddisfacente.
È possibile ottenere una riduzione del rumore fino a 12 dBA al minimo e 10 dBA sotto carico.
Gli alberi pialla devono avere una sezione trasversale circolare e le scanalature e le scanalature per l'evacuazione dei trucioli devono essere le più piccole possibili. Le lame e gli inserti devono essere adeguatamente fissati, preferibilmente mediante fissaggio a blocco.
L'albero pialla ruota generalmente a velocità comprese tra 4,500 e 6,000 giri/min. I diametri degli alberi pialla tradizionali variano da 56 a 160 mm, e le loro lunghezze (larghezze di lavoro) da 200 a 900 mm. Per analogia con la cinematica della fresatura convenzionale, la superficie del pezzo piallato con un albero pialla è composta da archi cicloidali. La qualità superficiale del lavoro dipende quindi dalla velocità e dal diametro dell'albero pialla, dal numero di lame di taglio e dalla velocità di avanzamento del pezzo.
Si consiglia di dotare le piallatrici a filo di un freno automatico per l'albero pialla. Il freno deve essere attivato quando la macchina è ferma e il tempo di frenata non deve superare i 10 secondi.
L'accesso all'albero pialla sul retro della recinzione deve essere impedito da una protezione attaccata alla recinzione o al supporto della recinzione. L'albero pialla davanti alla guida deve essere protetto da una protezione a ponte regolabile fissata alla macchina (ad esempio, al telaio principale sul lato del piano di uscita) (vedere figura 2). L'accesso agli elementi di trasmissione deve essere impedito da un riparo fisso.
Figura 2. Recinzione e protezione posteriore dell'albero pialla
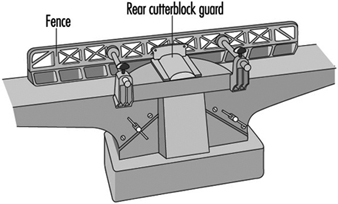
Pericoli
Poiché l'albero portacoltelli ruota nella direzione opposta alla direzione di avanzamento del pezzo, esiste il rischio di contraccolpo. Se il pezzo in lavorazione viene espulso, la mano o le dita dell'operatore possono entrare in contatto con l'albero pialla rotante a meno che non sia stata fornita un'adeguata protezione. Accade anche frequentemente che la mano entri in contatto con l'albero pialla mentre si alimenta il pezzo con le dita tese invece di spingerlo in avanti con il pugno chiuso. Le lame di taglio non adeguatamente fissate possono essere espulse dalla forza centrifuga e causare gravi lesioni e/o danni materiali.
Sistemi di protezione per piallatrici a filo
In molti paesi la legislazione relativa all'utilizzo delle piallatrici a filo prevede che l'albero pialla sia coperto da un sistema di protezione regolabile per evitare il contatto accidentale della mano dell'operatore con l'albero pialla in rotazione.
Nel 1938 la SUVA introdusse una protezione per pialla che soddisfaceva efficacemente tutte le esigenze pratiche. Nel corso degli anni questa protezione si è rivelata utile non solo come sistema di protezione ma anche come ausilio per la maggior parte delle operazioni. È ben accettato dal settore della lavorazione del legno in Svizzera e quasi tutte le piallatrici a filo industriali ne sono dotate. Le caratteristiche costruttive di questa protezione sono state introdotte nel progetto di norma europea per le piallatrici a filo. Le caratteristiche principali di questa protezione sono le seguenti:
- forte e rigido
- non facilmente deviato per esporre l'albero pialla
- rimane sempre parallela all'asse dell'albero pialla indipendentemente dalla sua regolazione orizzontale o verticale
- facilmente regolabile orizzontalmente e verticalmente senza l'uso di uno strumento.
Tuttavia, gli incidenti accadono ancora. Questi incidenti sono principalmente causati dalla mancata regolazione corretta della protezione. Pertanto, gli ingegneri SUVA hanno sviluppato una protezione a ponte che copre automaticamente l'albero pialla davanti alla guida ed esercita costantemente una pressione definita contro il pezzo o la guida. Questa protezione è disponibile dal 1992.
Le principali caratteristiche progettuali di questa nuova protezione, denominata “Suvamatic”, sono le seguenti:
- completa protezione dell'albero pialla. L'intera larghezza di planata è salvaguardata da un'unica protezione a ponte. Può essere ripiegato utilizzando un sistema di chiusura a cerniera. Ciò impedisce alla protezione di sporgere troppo oltre la faccia della macchina.
- pratico sistema di guida del pezzo. Il sistema di guida del pezzo è costituito da un pressore e da una guida per il pezzo. Entrambi sono montati sulla punta della protezione. Quest'ultimo può essere inclinato per guidare il pezzo sia per la spianatura che per la bordatura.
- applicazione di pressione per aiutare il lavoro. Per bordare, la protezione esercita una pressione in direzione della recinzione. Dopo la bordatura, copre automaticamente l'intera lunghezza dell'albero pialla davanti alla guida.
- sollevamento e abbassamento automatico della protezione. Per la spianatura, la protezione viene sollevata dalla guida del pezzo. Dopo la spianatura si abbassa automaticamente a coprire l'albero pialla.
- la protezione può essere bloccata in posizione per i lavori batch. Per i lavori in lotti, la protezione può essere bloccata in posizione verticale per adattarsi solo allo spessore del pezzo. La protezione tornerà automaticamente a questa posizione preimpostata dopo essere stata premuta.
- si adatta a tutte le macchine. La protezione può essere montata su tutte le piallatrici a filo e combinate a filo ea spessore.
Piallatrici a spessore su un lato
Il telaio principale di una piallatrice a spessore su un lato ospita l'albero pialla, il piano di piallatura a spessore e gli elementi di alimentazione.
Una volta che il pezzo è stato spianato e bordato su una piallatrice a filo, viene piallato allo spessore desiderato sulla piallatrice a spessore. A differenza di una piallatrice a filo, l'albero pialla di una piallatrice a spessore si trova sopra il piano di piallatura e il pezzo non viene più alimentato manualmente ma meccanicamente tramite rulli di alimentazione. I rulli di alimentazione sono azionati da un motore separato (circa 1 kW) o tramite un riduttore di velocità che riceve la sua potenza dal motore dell'albero pialla. Con un azionamento separato la velocità di avanzamento rimane costante, ma se la potenza viene trasmessa dal motore dell'albero pialla la velocità di avanzamento varia in base alla velocità dell'albero pialla. Sono comuni velocità di avanzamento comprese tra 4 e 35 m/min.
Due rulli di alimentazione montati su molle poggiano sulla superficie superiore del pezzo. Il rullo di alimentazione davanti all'albero pialla è scanalato per una migliore presa sul pezzo; il rullo di alimentazione all'estremità di uscita dell'albero pialla è liscio. Una barra di pressione in ingresso e una in uscita posizionate accanto all'albero pialla premono il pezzo in lavorazione sul tavolo, garantendo così un taglio pulito e uniforme. Il design e la disposizione dei rulli di alimentazione e delle barre di pressione devono essere tali da impedire il contatto con l'albero pialla rotante.
Rulli di avanzamento sezionali e barre di pressione consentono la lavorazione simultanea di due o più pezzi di spessore leggermente diverso. Dal punto di vista antinfortunistico, i rulli di avanzamento sezionali e le barre di pressione sono fondamentali. La larghezza della singola sezione del rullo di alimentazione o della barra di pressione non deve superare i 50 mm.
Nella tavola sono disposti due rulli folli. Sono progettati per facilitare il passaggio del pezzo sul tavolo.
La superficie del tavolo deve essere un piano privo di fessure o fori. Si sono verificati incidenti in cui le dita di un operatore sono state schiacciate tra le aperture e il pezzo in lavorazione. La regolazione verticale della tavola può essere manuale o servoassistita. Un fine corsa meccanico dovrebbe impedire qualsiasi contatto della tavola con l'albero pialla o i rulli di alimentazione. È necessario assicurarsi che il meccanismo di regolazione verticale mantenga il tavolo in una posizione stabile.
Per evitare l'alimentazione di pezzi fuori misura, un dispositivo (ad esempio un'asta fissa o una barra fissa) è posto sul lato di ingresso della macchina, limitando così l'altezza massima del pezzo. Raramente viene superata l'altezza massima di 250 mm tra il piano del tavolo nella sua posizione più bassa e il suddetto dispositivo di sicurezza. La normale larghezza di lavoro varia tra 315 e 800 mm (per macchine speciali questa larghezza può arrivare fino a 1,300 mm).
Il diametro dell'albero pialla varia generalmente da 80 a 160 mm. Normalmente sull'albero pialla sono montate quattro lame. L'albero pialla ruota a velocità comprese tra 4,000 e 6,000 giri/min e la sua potenza assorbita varia da 4 a 20 kW. La profondità massima di taglio è compresa tra 10 e 12 mm.
Per ridurre al minimo il pericolo di contraccolpo, le piallatrici a spessore su un lato devono essere dotate di un dispositivo antiritorno che copra l'intera larghezza di lavoro della macchina. Tale dispositivo anti-contraccolpo è generalmente costituito da più elementi scanalati disposti su un'asta. Il singolo elemento ha una larghezza compresa tra 8 e 15 mm e cade sotto il proprio peso nella posizione di riposo. Il punto più basso del singolo elemento scanalato nella sua posizione di riposo dovrebbe trovarsi 3 mm al di sotto del cerchio tagliente dell'albero pialla. Gli elementi scanalati devono essere realizzati in un materiale (preferibilmente acciaio) con una resistenza alla resilienza di 15 J/cm2 e una durezza superficiale di 100 HB.
Le seguenti misure di riduzione del rumore si sono dimostrate efficaci sulle piallatrici a spessore unilaterali:
- utilizzo di un albero pialla “silenzioso” (tipo quello suggerito per le piallatrici a filo)
- design aerodinamico delle barre di pressione e della cappa di aspirazione trucioli
- riduzione della velocità dell'albero pialla
- chiusura parziale o completa della macchina (progettazione a tunnel dell'apertura di ingresso e uscita con materiale fonoassorbente sulla superficie rivolta verso la fonte del rumore)
È possibile ottenere una riduzione del rumore fino a 20 dBA con un involucro completo ben progettato.
Pericoli
La principale causa di incidenti sulle piallatrici a spessore su un lato è il contraccolpo del pezzo. Il contraccolpo può verificarsi a causa di:
- scarsa manutenzione del dispositivo antirimbalzo (i singoli elementi possono non cadere liberi sotto il proprio peso ma incollarsi tra loro a causa dell'accumulo di polvere; le scanalature degli elementi possono essere ricoperte di resina, essere smussate o riaffilate in modo non corretto)
- scarsa manutenzione dei rulli di avanzamento sezionali e delle barre di pressione (es. sezioni ricoperte di resina o arrugginite)
- insufficiente carico della molla sui rulli di alimentazione e sulle barre di pressione quando vengono alimentati contemporaneamente più pezzi di spessore non uniforme.
Le cause tipiche di altri incidenti sono:
- contatto della mano con l'albero pialla rotante durante la rimozione di trucioli e polvere dal tavolo a mano anziché con un bastoncino di legno o un rastrello
- espulsione delle lame dell'albero pialla per errato fissaggio.
Piallatrici a filo e a spessore combinate
Il design e il funzionamento delle macchine combinate (vedi figura 3) sono simili a quelli delle singole macchine sopra descritte. Lo stesso si può dire per quanto riguarda le velocità di avanzamento, la potenza del motore, le regolazioni della tavola e dei rulli. Per la piallatura a spessore i piani di piallatura a filo vengono tirati via, abbassati o sollevati lateralmente, esponendo l'albero pialla, che è coperto da una cappa di aspirazione trucioli per impedirne l'accesso Le macchine combinate sono utilizzate principalmente in piccole officine con pochi lavoratori o dove c'è poco spazio limitato (ovvero, nei casi in cui l'installazione di due singole macchine è impossibile o non redditizia).
Figura 3. Pialla combinata a filo e spessore
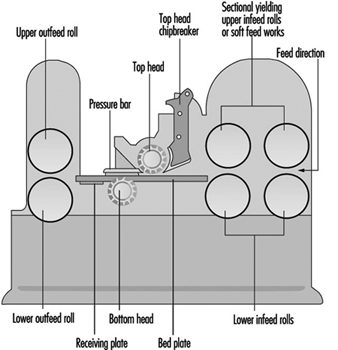
Il passaggio da un'operazione all'altra è spesso dispendioso in termini di tempo e può risultare fastidioso se si devono lavorare solo pochi pezzi. Inoltre, solitamente solo una persona alla volta può utilizzare la macchina. Tuttavia, dal 1992 sono state introdotte sul mercato macchine in cui è possibile il funzionamento simultaneo (piallatura a filo e a spessore contemporaneamente).
I pericoli delle macchine combinate sono in gran parte identici ai pericoli elencati per le singole macchine.
Effetti sulla salute e modelli di malattia
I problemi di salute e sicurezza nelle industrie forestali e del legname sono trattati altrove in questo Enciclopedia. Questo articolo tratterà del legno così come arriva dal mulino e viene utilizzato in falegnameria e nella fabbricazione di mobili e altri articoli. Queste attività sono prevalentemente svolte in piccole imprese. Molti lavoratori in questi settori sono imprenditori individuali e, pertanto, non elencati come dipendenti, e un gran numero di individui è esposto a progetti fai-da-te e laboratori a domicilio. Ciò significa che molti dei lavoratori coinvolti non hanno una formazione adeguata e sono sorvegliati male o per niente, mentre spesso mancano tutele e dispositivi di protezione adeguati.
Ahman e colleghi (1995a, 1995b, 1996) richiamano l'attenzione sull'esposizione degli insegnanti di arti industriali e lavorazione del legno in Svezia. Contrariamente ai controlli non esposti, questi insegnanti avevano effetti nasali e lamentele notevoli (ma principalmente reversibili) che aumentavano con il numero di lezioni dall'inizio della settimana e diminuivano durante i fine settimana, anche se le concentrazioni di polvere erano al di sotto del limite di soglia svedese di 2 mg/m3. In diversi stabilimenti nei Paesi Bassi, i livelli di polvere superavano regolarmente tale limite e durante le operazioni di levigatura in una fabbrica di mobili, quasi tutte le esposizioni superavano il limite di soglia locale di 5 mg/m3 (Scheeper, Kromhout e Boleij 1995).
Lesioni accidentali
Il problema di salute più comune nelle industrie del legno e della lavorazione del legno sono gli infortuni accidentali. Questi sono più frequenti tra i lavoratori più giovani e inesperti e, per la maggior parte, sono relativamente minori. A volte, tuttavia, possono comportare una compromissione a lungo termine o la perdita di un'estremità. Includono: schegge, che possono infettarsi, e lacerazioni, sgorbie e amputazioni risultanti da macchinari per la lavorazione del legno usati impropriamente o non adeguatamente protetti (Ma, Wang e Chou 1991); distorsioni e stiramenti dovuti a sollevamenti imprudenti o lavori in una posizione scomoda (Nestor, Bobick e Pizatella 1990); lesioni da movimento ripetitivo che coinvolgono la mano o la spalla; e lesioni agli occhi. Molti, se non la maggior parte di questi, possono essere prevenuti con un'adeguata formazione, l'applicazione giudiziosa di protezioni e sistemi di ritenuta della macchina e l'uso di dispositivi di protezione individuale come guanti e occhiali di sicurezza. Quando si verificano, la pronta rimozione delle schegge e la prevenzione dell'infezione mediante una rapida pulizia e il trattamento di primo soccorso delle ferite ridurranno al minimo la disabilità.
Polvere di legno
L'esposizione alla polvere di legno si verifica ogni volta che il legno viene segato, scheggiato, piallato, fresato o levigato. Gli effetti variano con l'intensità e la durata dell'esposizione e la dimensione delle particelle. Le particelle negli occhi possono causare irritazione e la polvere di legno che si accumula nelle pieghe della pelle può essere aggravata dal sudore e dalle sostanze chimiche e causare irritazione e infezione. Questi effetti possono essere ridotti rimuovendo la polvere con il vuoto, mascherine e indumenti protettivi e buone pratiche di igiene personale.
Vie nasofaringee e vie respiratorie
La polvere di legno nei passaggi nasali può diminuire la clearance mucociliare e compromettere la sensibilità olfattiva (Andersen, Solgaard e Andersen 1976; Ahman et al. 1996). Questi possono portare a irritazione, starnuti frequenti, sangue dal naso e infezione dei seni (Imbus 1994).
È stato dimostrato che le esposizioni in una fabbrica di mobili (Whitehead, Ashikaga e Vacek 1981) e nei lavoratori di una segheria (Hessel et al. 1995) erano accompagnate da diminuzioni sia del volume espiratorio forzato di 1 secondo (FEV1) e capacità vitale forzata (FVC), aggiustata per età, altezza e fumo. Questi sono stati accompagnati da un aumento significativo della mancanza di respiro e del respiro sibilante con senso di costrizione toracica e dall'insorgenza di bronchite e asma. Non ci sono, tuttavia, prove convincenti di altre malattie polmonari dovute all'esposizione alla polvere di legno (Imbus 1994). In uno studio di follow-up prospettico di 6 anni su circa 350,000 maschi negli Stati Uniti, le 11,541 persone che hanno riferito di essere state impiegate in occupazioni legate al legno avevano un rischio relativo inferiore di mortalità dovuto a malattie respiratorie non maligne rispetto a quelle che lo hanno fatto non riportare l'esposizione alla polvere di legno (Demers et al. 1996).
Allergia e asma
Alcuni legni, in particolare il teak, la mansonia e il pino radiata, contengono sostanze chimiche irritanti (vedere la tabella 1 per un elenco esteso delle specie legnose, delle loro origini geografiche e dei loro effetti sulla salute). Alcune specie possono causare dermatiti allergiche da contatto (ad es. abete Douglas, cedro rosso occidentale, pioppo, palissandro, teak, mogano africano e altri legni “esotici”). È stato dimostrato che il cedro rosso occidentale, il palissandro, il mogano e altri legni esotici causano l'asma (Imbus 1994).
Cancro
Un'incidenza insolitamente alta di cancro nasale è stata descritta tra i falegnami in Australia, Canada, Danimarca, Finlandia, Francia, Italia, Paesi Bassi, Regno Unito e Stati Uniti (Imbus 1994). Una recente rianalisi congiunta di 12 studi di coorte caso-controllo condotti in sette paesi ha confermato un alto rischio di cancro nasofaringeo tra i lavoratori del legno (Demers et al. 1995). La causa di questi eccessi di cancro nasale non è nota, ma, secondo recenti rapporti dal Regno Unito e dagli Stati Uniti, il rischio di cancro nasale tra i lavoratori del mobile è diminuito dalla seconda guerra mondiale, presumibilmente riflettendo i cambiamenti nel processo produttivo (Imbus 1994). Nessun eccesso di rischio di cancro seno-nasale è stato riscontrato tra i 45,399 uomini esposti alla polvere di legno inclusi tra i 362,823 uomini arruolati nello studio di prevenzione del cancro di 6 anni dell'American Cancer Society, ma, notano i ricercatori, il numero di casi era piccolo. Tuttavia, hanno riscontrato un aumento particolarmente elevato della mortalità per cancro ai polmoni tra i lavoratori del legno che hanno anche riferito di esposizione all'amianto o alla formaldeide e hanno suggerito che l'esposizione a questi noti agenti cancerogeni fosse responsabile dell'aumento del rischio osservato (Stellman et al., in corso di stampa).
Esposizioni chimiche
Il legno può contenere contaminanti biologici. Muffe e funghi, che spesso crescono sulla corteccia degli alberi, possono causare reazioni allergiche. È stato dimostrato che l'inalazione di spore fungine trovate su aceri, sequoie e alberi da sughero causa malattia della corteccia d'acero, sequoiosi e suberosi (Imbus 1994).
Il legno contiene spesso sostanze chimiche esogene applicate durante la sua lavorazione. Questi includono adesivi, solventi, leganti resinosi, insetticidi e fungicidi, composti impermeabilizzanti, pitture e pigmenti, lacche e vernici. Molti di questi sono volatili e possono essere emessi quando il legno viene trattato, riscaldato o incenerito; sono anche convogliati come elementi nella polvere di legno. I più importanti di questi includono: toluene, metanolo, xilene, metiletilchetone, n-butil alcol, 1, 1,1-tricloroetano e diclorometano (EPA 1995).
Conclusione
I rischi per la salute delle industrie del legno e della lavorazione del legno possono essere controllati mediante l'installazione di controlli tecnici (p. es., posizionamento e protezione adeguati di macchinari elettrici, sistemi di ventilazione per controllare la polvere di legno e le emissioni chimiche) e dispositivi di protezione individuale (p. es., guanti, occhiali di sicurezza, respiratori ), unitamente a ispezioni periodiche per garantire che questi siano mantenuti e utilizzati correttamente. Forse la cosa più importante è un'adeguata istruzione e formazione dei lavoratori e dei loro supervisori.
Tabella 1. Varietà di legno velenose, allergeniche e biologicamente attive
| Nomi scientifici | Nomi commerciali selezionati | Famiglia | Compromissione della salute |
| Abies alba Mulino (A. pectinata DC) | Abete bianco | Pinaceae | Dermatite; congiuntivite-rinite; asma |
| Acacia spp. A. harpofilla F.Muell. A. melanoxylon R. fratello un.seial Di. A. Shirley Nubile |
Blackwood australiano | Mimosacee | Dermatite; congiuntivite-rinite; asma; effetti tossici |
| Acer spp. A. platanoidi L. |
Acero | Aceracee | Dermatite |
| Afrormosia elata Harms. (Pericopsis elata Van Meeuwen) |
Afrormosia, kokrodua, asamala, obang, oleo pardo, bohele, mohole | Papilionacee | Dermatite; congiuntivite-rinite; asma |
| Afzelia Africana fabbro A. bijuga A. Cav. (Intsia bijuga A. Cunn.) A. palembanica guardare. (Intsia palembanica guardare.) |
Doussié, afzelia, aligua, apa, chanfuta, lingue merbau, intsia, suggesty | Cesalpinacee | Dermatite; congiuntivite-rinite; asma |
| Agonandra brasiliensis Pace | Pao, marfim, granadillo | Olacaceae | Dermatite |
| Ailanthus altissima Mulino | sommacco cinese | Simarubaceae | Dermatite |
| Albizzia falcata Sostenitore A. ferruginea Bent. A. lebbeck Bent A. toona FM Cauzione |
Iatandza Kokko, Signore |
Mimosacee | Dermatite; congiuntivite-rinite; asma; effetti tossici |
| Alno spp. A. glutinosa Gartn. |
Ontano comune Ontano nero |
Betulaceae | Dermatite; congiuntivite-rinite; asma |
| Amyris spp. A. balsamifera L. A. tossifera Volontà. |
Sandalo venezuelano o dell'India occidentale | Rutacee | Dermatite; effetti tossici |
| Anacardio occidentale L. A. excelsum Skels. |
anacardio | Anacardiaceae | Dermatite |
| Andira Araroba guida. (Vataireopsis araroba Ducke) A. coriacea Pullo A. inermis HBK |
Cavolo rosso Legno di pernice | Papilionacee | Dermatite; congiuntivite-rinite; asma |
| Angeria spp. A. robusto Aubr. e Pel. A. altissima Aubr. e Pel. Antiaris africana Engl. A. Welwitschi Engl. |
Aningeria Antiaris, ako, chen chen | Sapotacee Moracee | Congiuntivite-rinite; asma Effetti tossici |
| Apuleia molaris abete rosso (A. leiocarpa MacBride) (A.ferrea Mart.) |
Sequoia | Cesalpinacee | Dermatite; effetti tossici |
| Araucaria angustifolia O. Kze A. brasiliana Un ricco. |
Pino di Parana, araucaria | araucariaceae | Effetti tossici |
| Aspidosperma spp. A. perobá Fr. Tutti. A. vargasii A. DC. |
Peroba rossa Pau marfim, pau amarello, pequia marfim, guatambu, amarilla, pequia | Apocinacee | Dermatite; congiuntivite- rinite; asma; effetti tossici |
| Astrocario spp. | Palma | palmacee | Dermatite; effetti tossici |
| Aucouméa klaineana Pierre | Mogano del Gabon | Burseracee | Dermatite; congiuntivite-rinite; asma; alveolite allergica estrinseca |
| Autranella congolensis A. Cav. (Mimusops congolensis Il selvaggio.) |
Mukulungu, autracon, elang, bouanga, kulungu | Sapotacee | Dermatite |
| Batteri spp. (Astrocario spp.) | Palma | palmacee | Dermatite; effetti tossici |
| Balfourodendron riedelianum Engl. | Guatambu, gutambu bianco | Rutacee | Dermatite |
| Batesia floribunda Bent. | Acapu rana | Cesalpinacee | Effetti tossici |
| Berberis vulgaris L. | Crespino | Berberidaceae | Effetti tossici |
| Betula spp. B.alba L. (B. pendula Roth.) |
Betulla | Betulaceae | Dermatite |
| Blepharocarva involucrigera F.Muell. | Butternut | Anacardiaceae | Dermatite; congiuntivite-rinite; asma |
| Bombax brevicuspe Sprague B. Cavalieri Pell |
Kondroti, da solo | Bombacacee | Dermatite |
| Bowdichia spp. B. nitida Bent. B. guianensis anatra (Diplotropis guianensis Bent.) (Diplotropis purpurea Amsh.) |
Sucupira nera | Papilionacee | Dermatite |
| Brachylaena hutchinsii Gabbia. | Muhuhu | Compositae | Dermatite |
| Breonia spp. | Molompangadia | Rubiacee | Dermatite |
| Brosimo spp. B. guianense Hub. (Piratinera guianensis Aubl.) |
Legno di serpente, legno di lettera, legno di tigre | moraceae | Dermatite; congiuntivite-rinite; asma; effetti tossici |
| Brya ebenus DC. (Amerimnum ebenus Sw.) Brya buxifolia Urb. |
Ebano marrone, ebano verde, ebano giamaicano, ebano tropicale americano | Papilionacee | Dermatite |
| Buxus sempervirens L. B.macowani oliva. |
Bosso europeo, East London b., Cape b. | Buxacee | Dermatite; congiuntivite-rinite; asma; effetti tossici |
| Caesalpinia echinata Lam. (Guilandina echinata Primavera.) | Brasilewood | Cesalpinacee | Dermatite; effetti tossici |
| Callitris columellaris F.Muell. | Pino cipresso bianco | Cupressaceae | Dermatite; congiuntivite-rinite; asma |
| Calofillo spp. C. brasiliano modificare. |
Santa Maria, Jacareuba, Kurahura, Galba | Guttifere | Dermatite; effetti tossici |
| Campiandra laurifolia Bent. | Acapu rana | Cesalpinacee | Effetti tossici |
| Carpinus betulus | Carpino | Betulaceae | Dermatite |
| Cassia siamea Lak. | Tagayasan, muong dieci, djohar | Cesalpinacee | Dermatite; congiuntivite-rinite; asma |
| Castanea dentata Borch C. sativa Mulino. C.pumila Mulino. |
Castagne, castagne dolci | Phagaceae | Dermatite; congiuntivite-rinite; asma |
| Castanospermum australe A. Cunn. | Fagiolo nero, castagna australiana o di Moreton Bay | Papilionacee | Dermatite |
| Cedrela spp. (Tona spp.) | Cedro rosso, cedro australiano | Meliaceae | Dermatite; congiuntivite-rinite; asma |
| Cedrus deodara (Roxb. ex. Agnello.) G. Don (C.libani Barile. lc) |
deodar | Pinaceae | Dermatite; congiuntivite-rinite; asma |
| Celtis brieyi Il selvaggio. C. cinnamomea Ldl. |
Diana Gurenda |
Ulmacee | Dermatite |
| Clorofora excelsa Bent. e Uncino I. C.regia A. Cav. C. tintoria (L.) imbrattare. |
Iroko, gelbholz, yellowood, kambala, mvule, odum, moule, teak africano, abang, tatajuba, fustic, mora | moraceae | Dermatite; congiuntivite-rinite; asma; alveolite allergica estrinseca |
| Cloroxylon spp. C. swetenia A.D.C. |
Legno satinato di Ceylon | Rutacee | Dermatite; effetti tossici |
| Crisofillo spp. | najara | Sapotacee | Dermatite |
| Cinnamomum camphora Nees e Ebeim | Canfora asiatica, cannella | Lauracee | Effetti tossici |
| Cryptocarya pleurosperma Bianco e Francesco | Noce velenosa | Lauracee | Dermatite; congiuntivite-rinite; asma; effetti tossici |
| Dacrycarpus dacryoides (A. Rich.) de Laub. | Pino bianco della Nuova Zelanda | Podocarpacee | Dermatite; congiuntivite-rinite; asma |
| Dacrydium cupressinum Soland | Sempilor, rimu | Podocarpacee | congiuntivite-rinite; asma |
| Dactylocladus stenostachys oliva. | Jong kong, merebong, medang tabak | Melastomacee | Effetti tossici |
| dalbergia spp. D. amerimnon Bent. D. granadillo Pitt. D. ipoleuca Standl. D. latifolia Roxb. D. melanoxylon Guillo. e Perr. D. nigra Fr. Tutti. D. oliveri Giocare D.retusa Hemsl. D. sisso Roxb. D. stevensonii Standl. |
Ebano Foxwood rosso palissandro indiano, blackwood Bombay, blackwood africano, palissandro, riopalissandro, palissandro brasiliano, jacaranda palissandro birmano Foxwood rosso Legno Nagaed, palissandro dell'Honduras |
Papilionacee | Dermatite; congiuntivite-rinite; asma; effetti tossici |
| Dialio spp. D. dinklangeri Harms. |
Eum, eum | Cesalpinacee | Dermatite; congiuntivite-rinite; asma |
| Diospyros spp. D.celebica Bach. D. crassiflora Hiern D. ebenum Koenig |
Ebano, ebano africano, ebano Macassar, ebano africano, ebano di Ceylon | Ebenacee | Dermatite; congiuntivite-rinite; asma; effetti tossici |
| Dipterocarpo spp. D. alato Roxb. |
Keruing, gurjum, yang, keruing | Dipterocarpacee | Dermatite |
| Distemonanthus benthaminus Baglio. | Movingui, ayan, anyaran, legno satinato nigeriano | Cesalpinacee | Dermatite |
| Disossilum spp. D. fraseranum Bent. |
Mogano, stavewood, fagiolo rosso | Meliaceae | dermatite; congiuntivite-rinite; asma; effetti tossici |
| D.muelleri Bent. | Mogano rosa | ||
| Echirospermum balthazarii Fr. Tutti. (Platimenia reticolataBent.) | Vinhatico | Mimosacee | Dermatite; congiuntivite-rinite; asma |
| Entandofragma spp. E. angolese Centro per la prevenzione e il controllo delle malattie E. candollei Harms. E. cilindrico Sprague E. utile Sprague |
Tiama Kosipo, omo Sapelli, sapele, aboudikro Sipo, utile, assiè, kalungi, mufumbi |
Meliaceae | Dermatite; alveolite allergica estrinseca |
| Erythrophloeum guineense G. Don E. ivorense A. Cav. |
Tali, Missanda, Eloun, Massanda, Sasswood, Erun, Redwater Tree | Cesalpinacee | Dermatite; congiuntivite-rinite; asma; effetti tossici |
| Esenbeckia leiocarpa Engl. | Garanzia | Rutacee | Dermatite |
| Eucalipto spp. E. delegatensis RT Indietro E. emifloia F.Muell. E. leucoxylon Nubile E. maculata gancio. E. marginata Donn ex Sm. E. microteca F.Muell. E. obliquo L. Herit. E. regnans F.Muell. E. saligna Sm. |
cenere alpina Scatola grigia Gomma gialla Gomma maculata Cenere di montagna |
Mirtacee | Dermatite; congiuntivite-rinite; asma |
| Euxilofora paraensis Hub. | bosso | Rutacee | Dermatite; congiuntivite-rinite; asma |
| Excoecaria africana M. Arg. (Spirostachys africana sabbia) E. agallocha L. |
Sandalo africano, tabootie, geor, legno di aloe, blind-your-eye | Euforbiacee | Dermatite; congiuntivite-rinite; asma; effetti tossici |
| Fagar spp. F. flavo Krug e Urb. (Zanthoxylum flavum Vahl.) F.heitzii Aubr. e Pel. F. macrofilla Engl. |
Levigatrici gialle, legno satinato delle Indie occidentali, legno atlante, olon, bongo, mbanza | Rutacee | Dermatite; congiuntivite-rinite; asma; effetti tossici |
| Fagus spp. (Notofago spp.) F. sylvatica L. |
Faggio | Phagaceae | Dermatite; congiuntivite-rinite; asma |
| Fitzroya cuppressoides (Molina) Johnston (F. patagonico Gancio. f.) |
Avviso | Cupressaceae | Dermatite |
| Flindersia australis R. fratello F. brayleyana F.Muell. F. pimenteliana F.Muell. |
Teak australiano, acero del Queensland, acero Silkwood, acero australiano |
Rutacee | Dermatite |
| Fraxinus spp. F. eccelso L. |
Cenere | Oleaceae | Dermatite |
| Glut spp. G. rengas L. (Melanorrea spp.) M. curtisii Pierre M. laccifera wallichii gancio. |
Rengas, gluta Legno Renga Rengas |
Anacardiaceae | Dermatite; effetti tossici |
| Gonioma Kamassi E. Mey. | Bosso di Knysna, kamassi | Apocinacee | Dermatite; congiuntivite-rinite; asma; effetti tossici |
| Gonystylus bancanus Baglio. | Ramin, melawis, akenia | Gonystylaceae | Dermatite; congiuntivite-rinite; asma; alveolite allergica estrinseca |
| Gossweilerodendron balsamiferum (Verme.) Harms. | cedro nigeriano | Cesalpinacee | Dermatite; congiuntivite-rinite; asma |
| Robusta grevillea A. Cunn. | Rovere setoso | proteacee | Dermatite |
| Guaiaco officinale L. | Gaiaco, lignum vitae | Zigofillacee | Dermatite; congiuntivite-rinite; asma |
| GUarea spp. G. cedrata Pell. G. laurentii Il selvaggio. G. thompsonii Sprague |
Colpo Legno di pero nigeriano Cedro mogano Guarea profumata Guarea nera |
Meliaceae | Dermatite; congiuntivite-rinite; asma; effetti tossici |
| Halfordia scleroxyla F.Muell. H.papuana Lauterb. |
Zafferano-cuore | poligonacee | Dermatite; alveolite allergica estrinseca |
| Hernandia spp. H. sonora L. (H. guianensis Aubl.) |
Mirobolan, topolite | Hernandiacee | Dermatite |
| Hippomane Mancinella L. | Mela da spiaggia | Euforbiacee | Dermatite; congiuntivite-rinite; asma; effetti tossici |
| Illipè latifolia F.Muell. I. longifolia F.Muell. (Bassia latifolia Roxb.) (B. longifoliaRoxb.) |
Moak, edel teak | Sapotacee | Dermatite |
| Jacaranda spp. J.brasiliana pers. sin. (Bignonia brasiliana Lam.) J. coerulea (IO.) grigio. |
Jacaranda Caroba, bosso | Bignoniaceae | Dermatite |
| Juglans spp. J. nigra L. J.regia L. |
Noce | Juglandacee | Dermatite; congiuntivite-rinite; asma |
| Juniperus Sabina L. J. fenicia L. J. virginiana L. |
Cedro a matita della Virginia, cedro rosso orientale | Cupressaceae | Dermatite; congiuntivite-rinite; asma; effetti tossici |
| Khaya antoteca CENTRO PER LA PREVENZIONE E IL CONTROLLO DELLE MALATTIE. K. ivorensis A. Cav. K. senegalensis A. Gius. |
Ogwango, mogano africano, mogano krala Dry-zone | Meliaceae | Dermatite; alveolite allergica estrinseca |
| Il maggiociondolo anagyroides Medico. (Citiso laburno L.) L. volgare grigio |
laburno | Papilionacee | Dermatite; congiuntivite-rinite; asma; effetti tossici |
| Larix spp. L. decidua Mulino. L. europea DC |
larice Larice europeo |
Pinaceae | Dermatite; congiuntivite-rinite; asma |
| Liquidambar styracifolia L. | Amberbaum, satinato-nussbaum | amamelidacee | Dermatite |
| Liriodendron tulipifera L. | Conifere americane, albero dei tulipani | Magnoliacee | Dermatite |
| Lovoa trichilioides Harms. (L.klaineana Pierre) | Dibetou, noce africano, apopo, tigerwood, fianco | Meliaceae | dermatite; congiuntivite-rinite; asma; effetti tossici |
| Lucuma spp. (Pouteria spp.) L.procera |
Guapeva, abiurana massaranduba |
Sapotacee | Dermatite; congiuntivite-rinite; asma |
| Maba ebenus Wight. | Makassar-ebenholz | Ebenacee | Dermatite |
| Machaerium pedicellatum vog. M. scleroxylon tulle. M. violacea vog. |
Kingswood | Papilionacee | Dermatite |
| Mansonia altissima A. Cav. | Noce nigeriano | Sterculiacee | Dermatite; congiuntivite-rinite; asma; effetti tossici |
| Melanoxylon brauna Paratia | Brauna, grauna | Cesalpinacee | Dermatite |
| Microberlinia brazzavillensis A. Cav. M. bisulcata A. Cav. |
Zebrano africano | Cesalpinacee | Dermatite; congiuntivite-rinite; asma; effetti tossici |
| Millettia Laurentii Il selvaggio. M. stuhlmannii Taub. |
Wenge Panga panga |
Papilionacee | Dermatite; congiuntivite-rinite; asma; effetti tossici |
| Mimuso spp. (Manilkara spp.) Mimuso spp. (Dumori spp.) (Tieghemella spp.) M. congolensis Il selvaggio. (Autranella congolensis A. Cav.) M. djave Engl. (Billonella toxisperma Pierre) M. heckelii Capanna. et Dalz. (Tieghemella heckelii Pierre) (Dumoria heckelii A. Cav.) |
Muirapiranga Makore Mukulungu, Autracon Moabi Mogano ciliegia |
Sapotacee | Dermatite; congiuntivite-rinite; asma; allergico alveolite estrinseca; effetti tossici |
| Mitragyna ciliata Aubr. e Pel. M. stipulosa O.Ktze |
Vuku, pioppo africano Abura |
Rubiacee | Dermatite; congiuntivite-rinite; asma; effetti tossici |
| Nauclea diderrichii Merrill (Sarcocephalus diderrichii Il selvaggio.) Nauclea trillessi Merrill |
Bilinga, opepe, kussia, badi, bosso dell'Africa occidentale | Rubiacee | Dermatite; congiuntivite-rinite; asma; effetti tossici |
| Nesogordonia papaverifera R.Capuron | Kotibé, danta, epro, otutu, ovové, aborbora | Tiliacee | Effetti tossici |
| ocotea spp. O. bollata E. Mey O. porosa L.Barr. (Phoebe Porosa Mez.) O. rodiaei Mez. (Nectandra rodiaei Schomb.) O. rubra Mez. O. usambarensis Engl. |
Stinkwood Laurel Noce brasiliano Cuore verde Louro Vermelho Legno di canfora dell'Africa orientale |
Lauracee | Dermatite; congiuntivite-rinite; asma; effetti tossici |
| Paratecoma spp. P.alba P. perobá Kuhlm. |
Peroba bianca brasiliana Perobà bianco. p. |
Bignoniaceae | Dermatite; congiuntivite-rinite; asma; effetti tossici |
| Parinario spp. P. guianense (Parinari spp.) (Brosimo spp.) P. variegato |
Guyana-satinholz Antillen-satinatoholz |
Rosaceae | Dermatite |
| Peltogine spp. P.densiflora Abete |
Legno blu, cuore viola | Cesalpinacee | Effetti tossici |
| Phyllanthus ferdinandi FVM. | Lignum vitae, chow way, tow war | Euforbiacee | Dermatite; congiuntivite-rinite; asma |
| Picea spp. P. abies Karst. P. excelsa Link. P. Mariana BSP. P.polita Carr. |
Abete rosso europeo, legno bianco Abete nero |
Pinaceae | Dermatite; congiuntivite-rinite; asma; alveolite allergica estrinseca |
| Pino spp. P. radiata D. Don |
Pino | Pinaceae | Dermatite; congiuntivite-rinite; asma |
| Piptadenia africana Gancio f. Piptadeniastrum africano Brenan |
Dabema, dahoma, echimi agobin, mpewere, bukundu |
Mimosacee | Dermatite; congiuntivite-rinite; asma |
| Platanus spp. | Piano | Platanacee | Dermatite |
| Pomezia spp. P. pennata Forst. |
Tain Kasai |
Sapindacee | Dermatite; congiuntivite-rinite; asma |
| Populus spp. | Pioppo | salicacee | Dermatite; congiuntivite-rinite; asma |
| Prosopis juliflora DC | Cashaw | Mimosacee | Dermatite |
| Prunus spp. P. serotina Ehrl. |
ciliegia Amarena |
Rosaceae | dermatite; congiuntivite-rinite; asma |
| Pseudomorus brunoniana ufficio | Legno di manico bianco | moraceae | Dermatite; effetti tossici |
| Pseudotsuga douglasii Carr. (P. menziesii Franco) | Abete Douglas, abete rosso, abete Douglas | Pinaceae | Dermatite; congiuntivite-rinite; asma |
| Pterocarpo spp. P. angolensis DC. P.indicus Volontà. P. santalinus Lf (Vatairea guianensis Aubl.) |
Padauk africano, palissandro della Nuova Guinea, sandalo rosso, levigatrici rosse, legno di quassia | Papilionacee | Dermatite; congiuntivite-rinite; asma; effetti tossici |
| Pycnanthus angolensis Warb. (P.kombo Warb.) | Ilomba | Miristacee | Effetti tossici |
| Quercus spp. | Quercia | Phagaceae | Dermatite; congiuntivite-rinite; asma |
| Raputia alba Engl. R.magnifica Engl. |
Arapoca branca, arapoca | Rutacee | Dermatite |
| Rauwolfia pentaphylla Stapf. O. | Peroba | Apocinacee | Dermatite; congiuntivite-rinite; asma; effetti tossici |
| Sandoricum spp. S.indicum Cav. |
Sentul, katon, kra-ton, ketjapi, thitto | Meliaceae | Dermatite; congiuntivite-rinite; asma; effetti tossici |
| Schinopsis lorentzii Engl. S. balansae Engl. |
Quebracho colorado, rosso q., San Juan, pau mulato | Anacardiaceae | Dermatite; effetti tossici |
| Semercarpus australiensis Engl. S. anacardio L. |
Dado di marcatura | Anacardiaceae | Dermatite; effetti tossici |
| Sequoia sempervirens endl. | Sequoia, California sequoia |
Tassodiacee | Dermatite; congiuntivite-rinite; asma; effetti tossici |
| Shore spp. | Alan, almon, balau rosso Bianco pesante, rosso lauan, bianco L., giallo L., mayapis, meranti bakau, rosso scuro M., rosso chiaro M., rosso M., bianco M., giallo M., rosso seraya, bianco seraya |
Dipterocarpacee | Dermatite |
| S.assamica Tintore | Giallo lauan, bianco meranti | ||
| Staudtia stipitata Warb. (S.gabonensis Warb.) | Niovè | Miristacee | Dermatite |
| Svizzera spp. S. macrofilla King S. mogano Giacomo. |
Mogano, Mogano Honduras, Tabasco m., Baywood, Mogano americano, mogano cubano |
Meliaceae | Dermatite; congiuntivite-rinite; asma; alveolite estrinseca allergica; effetti tossici |
| Swintonia speziafera gancio. S. floribunda Maniglia. |
Merpauh | Anacardiaceae | Dermatite |
| tabebuia spp. T. ipe Standl. (tib. avellanedae Signore. ex Gris.) T. guayacan Hensl. (tib. lapacho K. Schum) |
Araguan, ipé preto, lapacho | Bignoniaceae | Dermatite; congiuntivite-rinite; asma; effetti tossici |
| Taxus baccata L. | Tasso | Taxacee | Dermatite; congiuntivite-rinite; asma; alveolite estrinseca allergica; effetti tossici |
| Tecoma spp. T. araliacee DC. T. lapacho |
Cuore verde Lapacho |
Bignoniaceae | Dermatite; congiuntivite-rinite; asma; effetti tossici |
| Tectona grandis L. | Teak, djati, kyun, teck | Verbenaceae | Dermatite; congiuntivite-rinite; asma; alveolite allergica estrinseca |
| Terminalia alata Roth. T. superba inglese e Diels. |
alloro indiano limba, afara, ofram, fraké, korina, akom |
Combretacee | Dermatite; congiuntivite-rinite; asma |
| Thuja occidentalis L. T.plicata D. Don T. standishii Carr. |
Cedro bianco cedro rosso occidentale |
Cupressaceae | Dermatite; congiuntivite-rinite; asma; effetti tossici |
| Tieghemella africana A. Cav. (Dumori spp.) T. heckelii Pierre |
Makoré, douka, okola, ukola, makoré, abacu, baku, ciliegia africana | Sapotacee | Dermatite; congiuntivite-rinite; asma; effetti tossici |
| Triplochitone scleroxylon K. Schum | Obeche, samba, wawa, abachi, legno bianco africano, arere | Sterculiacee | Dermatite; congiuntivite-rinite; asma |
| Tsuga heterophylla bara. | Tsuga, cicuta occidentale | Pinaceae | Dermatite |
| Turraeanthus africana Pell. | Avodiré Lusamba |
Meliaceae | Dermatite; alveolite allergica estrinseca |
| Ulmo spp. | Olmo | Ulmacee | Dermatite |
| Vitex ciliata Pell. | Verbenaceae | Dermatite | |
| V. congolensis De Wild. e Th. Dur | Diffuso | ||
| V. pachyphylla guardare. | Evine | ||
| Xylia dolabriforme Bent. | Mimosacee | Congiuntivite-rinite; | |
| X. xylocarpa Taub. | Pyinkado | asma | |
| Zollernia paraensis Huber | Legno Santo | Cesalpinacee | Dermatite; effetti tossici |
Fonte: Istituto del Legno, Firenze, Italia.
- Inizio
- Precedente
- 1
- 2
- 3
- Avanti
- Fine
" DISCLAIMER: L'ILO non si assume alcuna responsabilità per i contenuti presentati su questo portale Web presentati in una lingua diversa dall'inglese, che è la lingua utilizzata per la produzione iniziale e la revisione tra pari del contenuto originale. Alcune statistiche non sono state aggiornate da allora la produzione della 4a edizione dell'Enciclopedia (1998)."