- Você está aqui:
-
INÍCIO

- Parte XIII. Indústrias manufatureiras

Categorias crianças

81. Aparelhos e equipamentos elétricos (7)

81. Aparelhos e equipamentos elétricos
Editor de Capítulo: NA Smith
Conteúdo
Tabelas e Figuras
Perfil Geral
NA Smith
Fabricação de baterias de chumbo-ácido
Barry P. Kelley
Baterias
NA Smith
Fabricação de cabos elétricos
David A. O'Malley
Fabricação de lâmpadas e tubos elétricos
Albert M. Zielinski
Fabricação de eletrodomésticos elétricos
NA Smith e W. Klost
Questões ambientais e de saúde pública
Pittman, Alexandre
Tabelas
Clique em um link abaixo para visualizar a tabela no contexto do artigo.
1. Composição de baterias comuns
2. Fabrico: electrodomésticos
figuras
Aponte para uma miniatura para ver a legenda da figura, clique para ver a figura no contexto do artigo.





82. Indústria de processamento de metais e metalurgia (14)
82. Indústria de processamento e trabalho de metais
Editor de Capítulo: Michael McCann
Conteúdo
Tabelas e Figuras
Operações de fundição e refino
Fundição e Refino
Pekka Roto
Fundição e Refino de Cobre, Chumbo e Zinco
Fundição e Refino de Alumínio
Bertram D. Dinman
Fundição e refino de ouro
ID Gadaskina e LA Ryzik
Processamento de metais e trabalho de metais
Fundições
Franklin E. Mirer
Forjamento e Estampagem
Roberto M. Parque
Soldagem e Corte Térmico
Philip A. Platcow e GS Lyndon
Tornos
Toni Retsch
Retificação e polimento
K. Welinder
Lubrificantes Industriais, Fluidos Metalúrgicos e Óleos Automotivos
Richard S. Kraus
Tratamento de superfície de metais
JG Jones, JR Bevan, JA Catton, A. Zober, N. Fish, KM Morse, G. Thomas, MA El Kadeem e Philip A. Platcow
Recuperação de Metal
Melvin E. Cassady e Richard D. Ringenwald, Jr.
Questões Ambientais no Acabamento de Metais e Revestimentos Industriais
Stewart Forbes
Tabelas
Clique em um link abaixo para visualizar a tabela no contexto do artigo.
1. Entradas e saídas para fundição de cobre
2. Entradas e saídas para fundição de chumbo
3. Entradas e saídas para fundição de zinco
4. Entradas e saídas para fundição de alumínio
5. Tipos de fornos de fundição
6. Entradas de materiais de processo e saídas de poluição
7. Processos de soldagem: Descrição e perigos
8. Resumo dos perigos
9. Comandos para alumínio, por operação
10. Comandos para cobre, por operação
11. Comandos para chumbo, por operação
12. Controles para zinco, por operação
13. Controles para magnésio, por operação
14. Controles para mercúrio, por operação
15. Controles para níquel, por operação
16. Controles de metais preciosos
17. Controles para cádmio, por operação
18. Controles para selênio, por operação
19. Controles para cobalto, por operação
20. Controles para estanho, por operação
21. Controles para titânio, por operação
figuras
Aponte para uma miniatura para ver a legenda da figura, clique para ver a figura no contexto do artigo.
|
|







83. Microeletrônica e Semicondutores (7)
83. Microeletrônica e Semicondutores
Editor de Capítulo: Michael E. Williams
Conteúdo
Tabelas e Figuras
Perfil Geral
Michael E. Williams
Fabricação de Semicondutores de Silício
David G. Baldwin, James R. Rubin e Afsaneh Gerami
Monitores de cristal líquido
David G. Baldwin, James R. Rubin e Afsaneh Gerami
Fabricação de Semicondutores III-V
David G. Baldwin, Afsaneh Gerami e James R. Rubin
Montagem de placa de circuito impresso e computador
Michael E. Williams
Efeitos na saúde e padrões de doenças
Donald V. Lassiter
Questões ambientais e de saúde pública
Mastigar Corky
Tabelas
Clique em um link abaixo para visualizar a tabela no contexto do artigo.
1. Sistemas fotorresistentes
2. Decapantes fotorresistentes
3. Ácidos químicos úmidos
4. Gases e materiais corroídos por plasma
5. Dopantes de formação de junções para difusão
6. Principais categorias de epitaxia de silício
7. Principais categorias de DCV
8. Limpeza de monitores de tela plana
9. Processo PWB: Meio Ambiente, Saúde e Segurança
10. Geração e controles de resíduos PWB
11. Geração e controles de resíduos de PCB
12. Geração de resíduos e controles
13. Matriz de necessidades prioritárias
figuras
Aponte para uma miniatura para ver a legenda da figura, clique para ver a figura no contexto do artigo.
|
|













84. Vidro, Cerâmica e Materiais Relacionados (3)
84. Vidro, Cerâmica e Materiais Relacionados
Editores de Capítulo: Joel Bender e Jonathan P. Hellerstein
Conteúdo
Tabelas e Figuras
Vidro, Cerâmica e Materiais Relacionados
Jonathan P. Hellerstein, Joel Bender, John G. Hadley e Charles M. Hohman
Estudo de Caso: Fibras Ópticas
George R. Osborne
Estudo de caso: gemas sintéticas
golfinho manjericão
Tabelas
Clique em um link abaixo para visualizar a tabela no contexto do artigo.
1. Constituintes típicos do corpo
2. Processos de fabricação
3. Aditivos químicos selecionados
4. Uso de refratários pela indústria nos EUA
5. Riscos potenciais de saúde e segurança
6. Lesões e doenças ocupacionais não fatais
figuras
Aponte para uma miniatura para ver a legenda da figura, clique para ver a figura no contexto do artigo.



























85. Indústria de impressão, fotografia e reprodução (6)
85. Indústria de Impressão, Fotografia e Reprodução
Editor do capítulo: David Richardson
Conteúdo
Tabelas e Figuras
Impressão e Publicação
Gordon C. Miller
Serviços de Reprodução e Duplicação
Robert W. Kilpper
Problemas de saúde e padrões de doenças
Barry R. Friedlander
Visão geral das questões ambientais
Daniel R. Inglês
Laboratórios fotográficos comerciais
David Richardson
Tabelas
Clique em um link abaixo para visualizar a tabela no contexto do artigo.
1. Exposições na indústria de impressão
2. Imprimindo riscos de mortalidade comercial
3. Exposição química no processamento
figuras
Aponte para uma miniatura para ver a legenda da figura, clique para ver a figura no contexto do artigo.






86. Carpintaria (5)
86. Carpintaria
Editor do Capítulo: Jon Parish
Conteúdo
Tabelas e Figuras
Perfil Geral
Debra Osinsky
Processos de Carpintaria
Jon K. Paróquia
Máquinas de Roteamento
Bata Wegmüller
Máquinas de aplainar madeira
Bata Wegmüller
Efeitos na saúde e padrões de doenças
Leon J. Warshaw
Tabelas
Clique em um link abaixo para visualizar a tabela no contexto do artigo.
1. Variedades de madeira venenosas, alergênicas e biologicamente ativas
figuras
Aponte para uma miniatura para ver a legenda da figura, clique para ver a figura no contexto do artigo.

















Soldagem e Corte Térmico
Este artigo é uma revisão da 3ª edição do artigo da Enciclopédia de Saúde e Segurança Ocupacional “Soldagem e corte térmico” de GS Lyndon.
Visão geral do processo
Soldagem é um termo genérico que se refere à união de peças de metal em faces de união tornadas plásticas ou líquidas por calor ou pressão, ou ambos. As três fontes diretas comuns de calor são:
- chama produzida pela combustão de gás combustível com ar ou oxigênio
- arco elétrico, atingido entre um eletrodo e uma peça de trabalho ou entre dois eletrodos
- resistência elétrica oferecida à passagem de corrente entre duas ou mais peças de trabalho.
Outras fontes de calor para soldagem são discutidas abaixo (consulte a tabela 1).
Tabela 1. Entradas de materiais de processo e saídas de poluição para fundição e refino de chumbo
|
Extração |
entrada de material |
Emissões de ar |
Resíduos de processo |
Outros resíduos |
|
Sinterização de chumbo |
Minério de chumbo, ferro, sílica, fluxo de calcário, coque, soda, cinza, pirita, zinco, soda cáustica, poeira de despoluição |
Dióxido de enxofre, material particulado contendo cádmio e chumbo |
||
|
fundição de chumbo |
Sinter de chumbo, coque |
Dióxido de enxofre, material particulado contendo cádmio e chumbo |
Efluentes de lavagem de plantas, água de granulação de escória |
Escória contendo impurezas como zinco, ferro, sílica e cal, sólidos de represamento de superfície |
|
escória de chumbo |
Barras de chumbo, carbonato de sódio, enxofre, pó de manga, coque |
Escória contendo impurezas como cobre, sólidos de represamento de superfície |
||
|
refino de chumbo |
lingote de escória de chumbo |
In soldagem e corte a gás, oxigênio ou ar e um gás combustível são alimentados a um maçarico (maçarico) no qual são misturados antes da combustão no bocal. O maçarico geralmente é segurado manualmente (veja a figura 1). O calor derrete as faces metálicas das peças a serem unidas, fazendo com que fluam juntas. Um metal de adição ou liga é frequentemente adicionado. A liga geralmente tem um ponto de fusão mais baixo do que as peças a serem unidas. Neste caso, geralmente as duas peças não são levadas à temperatura de fusão (brasagem, solda). Fluxos químicos podem ser usados para prevenir a oxidação e facilitar a união.
Figura 1. Soldagem a gás com tocha e vareta de metal filtrante. O soldador é protegido por um avental de couro, luvas e óculos

Na soldagem a arco, o arco é formado entre um eletrodo e as peças de trabalho. O eletrodo pode ser conectado a uma fonte de alimentação elétrica de corrente alternada (CA) ou corrente contínua (CC). A temperatura desta operação é de cerca de 4,000°C quando as peças se fundem. Normalmente, é necessário adicionar metal fundido à junta, seja por fusão do próprio eletrodo (processos de eletrodo consumível) ou por fusão de uma vareta de enchimento separada que não está transportando corrente (processos de eletrodo não consumível).
A maior parte da soldagem a arco convencional é feita manualmente por meio de um eletrodo consumível coberto (revestido) em um porta-eletrodo portátil. A soldagem também é realizada por muitos processos de soldagem elétrica semi ou totalmente automática, como soldagem por resistência ou alimentação contínua de eletrodo.
Durante o processo de soldagem, a área de soldagem deve ser protegida da atmosfera para evitar oxidação e contaminação. Existem dois tipos de proteção: revestimentos de fluxo e proteção de gás inerte. No soldagem a arco com proteção de fluxo, o eletrodo consumível consiste em um núcleo de metal cercado por um material de revestimento de fluxo, que geralmente é uma mistura complexa de minerais e outros componentes. O fluxo derrete à medida que a soldagem progride, cobrindo o metal fundido com escória e envolvendo a área de soldagem com uma atmosfera protetora de gases (por exemplo, dióxido de carbono) gerado pelo fluxo aquecido. Após a soldagem, a escória deve ser removida, geralmente por lascamento.
In soldagem a arco com proteção de gás, uma manta de gás inerte veda a atmosfera e evita a oxidação e a contaminação durante o processo de soldagem. Argônio, hélio, nitrogênio ou dióxido de carbono são comumente usados como gases inertes. O gás selecionado depende da natureza dos materiais a serem soldados. Os dois tipos mais populares de soldagem a arco com proteção de gás são gás inerte de metal e tungstênio (MIG e TIG).
Soldagem por resistência envolve o uso da resistência elétrica à passagem de uma alta corrente em baixa tensão através dos componentes a serem soldados para gerar calor para a fusão do metal. O calor gerado na interface entre os componentes os leva às temperaturas de soldagem.
Perigos e sua prevenção
Toda soldagem envolve riscos de incêndio, queimaduras, calor radiante (radiação infravermelha) e inalação de vapores metálicos e outros contaminantes. Outros riscos associados a processos de soldagem específicos incluem riscos elétricos, ruído, radiação ultravioleta, ozônio, dióxido de nitrogênio, monóxido de carbono, fluoretos, cilindros de gás comprimido e explosões. Consulte a tabela 2 para obter detalhes adicionais.
Tabela 2. Descrição e perigos dos processos de soldagem
|
Processo de soldagem |
Descrição |
Riscos |
|
Soldadura e corte a gás |
||
|
Soldagem |
A tocha derrete a superfície metálica e a vareta de enchimento, formando uma junta. |
Fumos de metal, dióxido de nitrogênio, monóxido de carbono, ruído, queimaduras, radiação infravermelha, fogo, explosões |
|
Brasagem |
As duas superfícies metálicas são unidas sem derreter o metal. A temperatura de fusão do metal de adição é superior a 450 °C. O aquecimento é feito por aquecimento por chama, aquecimento por resistência e aquecimento por indução. |
Fumos de metal (especialmente cádmio), fluoretos, fogo, explosão, queimaduras |
|
De solda |
Semelhante à brasagem, exceto que a temperatura de fusão do metal de adição é inferior a 450 °C. O aquecimento também é feito com um ferro de solda. |
Fluxos, fumos de chumbo, queimaduras |
|
Corte de metais e goivagem por chama |
Em uma variação, o metal é aquecido por uma chama e um jato de oxigênio puro é direcionado ao ponto de corte e movido ao longo da linha a ser cortada. Na goivagem por chama, uma tira de metal da superfície é removida, mas o metal não é cortado. |
Fumos de metal, dióxido de nitrogênio, monóxido de carbono, ruído, queimaduras, radiação infravermelha, fogo, explosões |
|
Soldagem por pressão de gás |
As peças são aquecidas por jatos de gás sob pressão e são forjadas juntas. |
Fumos de metal, dióxido de nitrogênio, monóxido de carbono, ruído, queimaduras, radiação infravermelha, fogo, explosões |
|
Soldagem a arco com proteção de fluxo |
||
|
Soldagem a arco de metal blindado (SMAC); soldagem a arco “stick”; soldagem a arco manual de metal (MMA); soldagem a arco aberto |
Usa um eletrodo consumível que consiste em um núcleo de metal cercado por um revestimento de fluxo |
Fumos de metal, fluoretos (especialmente com eletrodos de baixo hidrogênio), radiação infravermelha e ultravioleta, queimaduras elétricas, fogo; também ruído, ozônio, dióxido de nitrogênio |
|
Soldagem por arco submerso (SAW) |
Uma manta de fluxo granulado é depositada na peça de trabalho, seguida por um eletrodo consumível de fio de metal nu. O arco derrete o fluxo para produzir um escudo derretido protetor na zona de soldagem. |
Fluoretos, fogo, queimaduras, radiação infravermelha, elétrica; também fumaça de metal, ruído, radiação ultravioleta, ozônio e dióxido de nitrogênio |
|
Soldagem a arco com proteção de gás |
||
|
Gás inerte metálico (MIG); soldagem a arco de metal a gás (GMAC) |
O eletrodo é normalmente um fio consumível nu de composição semelhante ao metal de solda e é alimentado continuamente ao arco. |
Radiação ultravioleta, fumaça de metal, ozônio, monóxido de carbono (com CO2 gás), dióxido de nitrogênio, fogo, queimaduras, radiação infravermelha, elétrica, fluoretos, ruído |
|
Gás inerte de tungstênio (TIG); soldagem a arco de gás tungstênio (GTAW); heliarco |
O eletrodo de tungstênio não é consumível e o metal de adição é introduzido como consumível no arco manualmente. |
Radiação ultravioleta, fumaça de metal, ozônio, dióxido de nitrogênio, fogo, queimaduras, radiação infravermelha, elétrica, ruído, fluoretos, monóxido de carbono |
Soldagem a arco de plasma (PAW) e pulverização de arco de plasma; corte de arco de tungstênio |
Semelhante à soldagem TIG, exceto que o arco e a corrente de gases inertes passam por um pequeno orifício antes de atingir a peça, criando um “plasma” de gás altamente ionizado que pode atingir temperaturas acima de 33,400°C. Também é usado para metalização. |
Fumos de metal, ozônio, dióxido de nitrogênio, radiação ultravioleta e infravermelha, ruído; fogo, queimaduras, elétrica, fluoretos, monóxido de carbono, possíveis raios x |
|
Soldadura por arco de núcleo de fluxo (FCAW); soldagem de gás ativo de metal (MAG) |
Usa um eletrodo consumível fluxado; pode ter escudo de dióxido de carbono (MAG) |
Radiação ultravioleta, fumaça de metal, ozônio, monóxido de carbono (com CO2 gás), dióxido de nitrogênio, fogo, queimaduras, radiação infravermelha, elétrica, fluoretos, ruído |
|
Soldagem por resistência elétrica |
||
|
Soldagem por resistência (ponto, costura, projeção ou soldagem de topo) |
Uma alta corrente em baixa voltagem flui através dos dois componentes dos eletrodos. O calor gerado na interface entre os componentes os leva às temperaturas de soldagem. Durante a passagem da corrente, a pressão dos eletrodos produz uma solda forjada. Nenhum fluxo ou metal de adição é usado. |
Ozônio, ruído (às vezes), perigos de maquinário, fogo, queimaduras, eletricidade, fumaça de metal |
|
Soldagem por eletroescória |
Usado para soldagem de topo vertical. As peças são colocadas verticalmente, com um espaço entre elas, e placas ou sapatas de cobre são colocadas em um ou ambos os lados da junta para formar um banho. Um arco é estabelecido sob uma camada de fluxo entre um ou mais fios de eletrodo alimentados continuamente e uma placa de metal. Uma poça de metal fundido é formada, protegida por fluxo fundido ou escória, que é mantida fundida pela resistência à passagem de corrente entre o eletrodo e as peças de trabalho. Esse calor gerado pela resistência derrete as laterais da junta e o fio do eletrodo, preenchendo a junta e fazendo uma solda. À medida que a soldagem progride, o metal fundido e a escória são mantidos em posição pelo deslocamento das placas de cobre. |
Queimaduras, fogo, radiação infravermelha, eletricidade, fumaça de metal |
|
soldagem por flash |
As duas peças metálicas a serem soldadas são conectadas a uma fonte de baixa tensão e alta corrente. Quando as extremidades dos componentes são colocadas em contato, uma grande corrente flui, causando “flashing” e levando as extremidades dos componentes às temperaturas de soldagem. Uma solda forjada é obtida por pressão. |
Elétrica, queimaduras, fogo, fumaça de metal |
Outros processos de soldagem |
||
|
Soldagem por feixe de elétrons |
Uma peça de trabalho em uma câmara de vácuo é bombardeada por um feixe de elétrons de um canhão de elétrons em altas tensões. A energia dos elétrons é transformada em calor ao atingir a peça de trabalho, fundindo assim o metal e fundindo a peça de trabalho. |
Raios X em altas tensões, elétricos, queimaduras, poeiras metálicas, espaços confinados |
|
Corte arcair |
Um arco é formado entre a extremidade de um eletrodo de carbono (em um porta-eletrodo manual com seu próprio suprimento de ar comprimido) e a peça de trabalho. O metal fundido produzido é soprado por jatos de ar comprimido. |
Fumos de metal, monóxido de carbono, dióxido de nitrogênio, ozônio, fogo, queimaduras, radiação infravermelha, eletricidade |
|
Soldagem por fricção |
Uma técnica de soldagem puramente mecânica na qual um componente permanece estacionário enquanto o outro é girado contra ele sob pressão. O calor é gerado pelo atrito e, na temperatura de forjamento, a rotação cessa. Uma pressão de forjamento então afeta a solda. |
Calor, queimaduras, perigos de máquinas |
|
Soldagem e perfuração a laser |
Os feixes de laser podem ser usados em aplicações industriais que exigem precisão excepcionalmente alta, como montagens em miniatura e microtécnicas na indústria eletrônica ou fiandeiras para a indústria de fibras artificiais. O feixe de laser derrete e une as peças de trabalho. |
Elétrica, radiação laser, radiação ultravioleta, fogo, queimaduras, vapores metálicos, produtos de decomposição de revestimentos de peças de trabalho |
|
Soldagem de parafuso prisioneiro |
Um arco é formado entre um pino de metal (atuando como eletrodo) mantido em uma pistola de soldagem de pinos e a placa de metal a ser unida e eleva a temperatura das extremidades dos componentes ao ponto de fusão. A pistola força o pino contra a placa e a solda. A blindagem é fornecida por uma ponteira de cerâmica ao redor do pino. |
Fumos de metal, radiação infravermelha e ultravioleta, queimaduras, eletricidade, fogo, ruído, ozônio, dióxido de nitrogênio |
|
Soldagem termite |
Uma mistura de pó de alumínio e pó de óxido de metal (ferro, cobre, etc.) é inflamado em um cadinho, produzindo metal fundido com evolução de calor intenso. O cadinho é vazado e o metal fundido flui para a cavidade a ser soldada (que é cercada por um molde de areia). Isso é frequentemente usado para reparar peças fundidas ou forjadas. |
Incêndio, explosão, radiação infravermelha, queimaduras |
Muita soldagem não é feita em oficinas onde as condições geralmente podem ser controladas, mas no campo na construção ou reparo de grandes estruturas e máquinas (por exemplo, estruturas de edifícios, pontes e torres, navios, locomotivas e carros, equipamentos pesados e assim por diante). sobre). O soldador pode ter que carregar todo o seu equipamento para o local, montá-lo e trabalhar em espaços confinados ou em andaimes. Esforço físico, fadiga excessiva e lesões musculoesqueléticas podem ser necessárias para alcançar, ajoelhar-se ou trabalhar em outras posições desconfortáveis e desajeitadas. O estresse térmico pode resultar do trabalho em clima quente e dos efeitos oclusivos do equipamento de proteção individual, mesmo sem o calor gerado pelo processo de soldagem.
Cilindros de gás comprimido
Nas instalações de soldagem a gás de alta pressão, o oxigênio e o gás combustível (acetileno, hidrogênio, gás de cidade, propano) são fornecidos à tocha a partir de cilindros. Os gases são armazenados nesses cilindros em alta pressão. Os perigos especiais de incêndio e explosão e as precauções para o uso e armazenamento seguros dos gases combustíveis também são discutidos em outras partes deste enciclopédia. As seguintes precauções devem ser observadas:
- Somente reguladores de pressão projetados para o gás em uso devem ser instalados nos cilindros. Por exemplo, um regulador de acetileno não deve ser usado com gás de carvão ou hidrogênio (embora possa ser usado com propano).
- Os maçaricos devem ser mantidos em bom estado e limpos em intervalos regulares. Um bastão de madeira ou fio de latão macio deve ser usado para limpar as pontas. Eles devem ser conectados a reguladores com mangueiras especiais reforçadas com lona, colocadas de forma que seja improvável que sejam danificadas.
- As garrafas de oxigénio e de acetileno devem ser armazenadas separadamente e apenas em instalações resistentes ao fogo, desprovidas de materiais inflamáveis, e devem estar localizadas de forma a poderem ser facilmente removidas em caso de incêndio. Os códigos locais de construção e proteção contra incêndio devem ser consultados.
- A codificação de cores em vigor ou recomendada para identificação de cilindros e acessórios deve ser escrupulosamente observada. Em muitos países, os códigos de cores internacionalmente aceitos usados para o transporte de materiais perigosos são aplicados neste campo. A defesa de padrões internacionais uniformes a esse respeito é fortalecida por considerações de segurança vinculadas à crescente migração internacional de trabalhadores industriais.
geradores de acetileno
No processo de soldagem a gás de baixa pressão, o acetileno é geralmente produzido em geradores pela reação de carboneto de cálcio e água. O gás é então canalizado para a tocha de soldagem ou corte na qual o oxigênio é alimentado.
As usinas geradoras estacionárias devem ser instaladas ao ar livre ou em um prédio bem ventilado, longe das oficinas principais. A ventilação da casa do gerador deve ser tal que impeça a formação de uma atmosfera explosiva ou tóxica. Iluminação adequada deve ser fornecida; interruptores, outros equipamentos elétricos e lâmpadas elétricas devem estar localizados fora do prédio ou ser à prova de explosão. Fumar, chamas, maçaricos, instalações de soldagem ou materiais inflamáveis devem ser excluídos da casa ou das proximidades de um gerador ao ar livre. Muitas dessas precauções também se aplicam a geradores portáteis. Os geradores portáteis devem ser usados, limpos e recarregados somente ao ar livre ou em local bem ventilado, longe de qualquer material inflamável.
O carboneto de cálcio é fornecido em tambores selados. O material deve ser armazenado e mantido seco, em plataforma elevada acima do nível do piso. As lojas devem estar situadas sob cobertura e, se contíguas a outro prédio, a parede lateral deve ser à prova de fogo. O depósito deve ser adequadamente ventilado através do telhado. Os tambores devem ser abertos apenas imediatamente antes de o gerador ser carregado. Um abridor especial deve ser fornecido e usado; um martelo e um cinzel nunca devem ser usados para abrir tambores. É perigoso deixar tambores de carboneto de cálcio expostos a qualquer fonte de água.
Antes de um gerador ser desmontado, todo o carboneto de cálcio deve ser removido e a planta enchida com água. A água deve permanecer na planta por pelo menos meia hora para garantir que todas as partes estejam livres de gás. A desmontagem e manutenção devem ser realizadas apenas pelo fabricante do equipamento ou por um especialista. Quando um gerador está sendo recarregado ou limpo, nenhuma carga antiga deve ser usada novamente.
Pedaços de carboneto de cálcio presos no mecanismo de alimentação ou aderidos a partes da planta devem ser removidos com cuidado, usando ferramentas antifaiscantes de bronze ou outra liga não ferrosa adequada.
Todos os envolvidos devem estar totalmente familiarizados com as instruções do fabricante, que devem ser exibidas de forma visível. Os seguintes cuidados também devem ser observados:
- Uma válvula de contrapressão adequadamente projetada deve ser instalada entre o gerador e cada maçarico para evitar contra-explosão ou fluxo reverso de gás. A válvula deve ser inspecionada regularmente após o tiro sair pela culatra e o nível da água deve ser verificado diariamente.
- Somente maçaricos do tipo injetor projetados para operação de baixa pressão devem ser usados. Para aquecimento e corte, às vezes são empregados gás de cidade ou hidrogênio a baixa pressão. Nestes casos, uma válvula anti-retorno deve ser colocada entre cada maçarico e a rede ou tubulação de abastecimento.
- Uma explosão pode ser causada por “flash-back”, que resulta da imersão da ponta do bico na poça de metal fundido, lama ou tinta, ou de qualquer outra parada. Partículas de escória ou metal que ficam presas ao bico devem ser removidas. A ponta também deve ser resfriada com frequência.
- Os códigos locais de construção e incêndio devem ser consultados.
Prevenção de incêndio e explosão
Ao localizar as operações de soldagem, deve-se levar em consideração as paredes, pisos, objetos próximos e resíduos. Os seguintes procedimentos devem ser seguidos:
- Todo material combustível deve ser removido ou adequadamente protegido por chapas metálicas ou outros materiais adequados; lonas nunca devem ser usadas.
- As estruturas de madeira devem ser desencorajadas ou protegidas de forma semelhante. Pisos de madeira devem ser evitados.
- Medidas de precaução devem ser tomadas no caso de aberturas ou trincas em paredes e pisos; material inflamável em salas contíguas ou no andar de baixo deve ser removido para uma posição segura. Os códigos locais de construção e incêndio devem ser consultados.
- Equipamentos adequados de extinção de incêndios devem estar sempre à mão. No caso de usina de baixa pressão com gerador de acetileno, também devem ser mantidos baldes de areia seca; extintores de incêndio do tipo pó seco ou dióxido de carbono são satisfatórios. A água nunca deve ser usada.
- Brigadas de incêndio podem ser necessárias. Deverá ser designada uma pessoa responsável para manter o local em observação durante, pelo menos, meia hora após a conclusão dos trabalhos, de forma a fazer face a qualquer deflagração de incêndio.
- Uma vez que podem ocorrer explosões quando o gás acetileno está presente no ar em qualquer proporção entre 2 e 80%, ventilação e monitoramento adequados são necessários para garantir a ausência de vazamentos de gás. Somente água com sabão deve ser usada para procurar vazamentos de gás.
- O oxigênio deve ser cuidadosamente controlado. Por exemplo, nunca deve ser lançado no ar em um espaço confinado; muitos metais, roupas e outros materiais tornam-se ativamente combustíveis na presença de oxigênio. No corte a gás, qualquer oxigênio que não for consumido será liberado na atmosfera; o corte a gás nunca deve ser realizado em um espaço confinado sem ventilação adequada.
- Ligas ricas em magnésio ou outros metais combustíveis devem ser mantidas longe de chamas ou arcos de soldagem.
- A soldagem de contêineres pode ser extremamente perigosa. Se o conteúdo anterior for desconhecido, um recipiente deve sempre ser tratado como se contivesse uma substância inflamável. As explosões podem ser evitadas removendo qualquer material inflamável ou tornando-o não explosivo e não inflamável.
- A mistura de alumínio e óxido de ferro usada na soldagem termita é estável em condições normais. No entanto, tendo em vista a facilidade com que o pó de alumínio se inflama e a natureza quase explosiva da reação, devem ser tomadas precauções apropriadas no manuseio e armazenamento (evitar exposição a altas temperaturas e possíveis fontes de ignição).
- Um programa de permissão de trabalho a quente por escrito é necessário para soldagem em algumas jurisdições. Este programa descreve as precauções e procedimentos a serem seguidos durante a soldagem, corte, queima e assim por diante. Este programa deve incluir as operações específicas realizadas juntamente com as precauções de segurança a serem implementadas. Deve ser específico da planta e pode incluir um sistema de licença interna que deve ser preenchido com cada operação individual.
Proteção contra riscos de calor e queimaduras
Queimaduras nos olhos e partes expostas do corpo podem ocorrer devido ao contato com metal quente e respingos de partículas de metal incandescente ou metal fundido. Na soldagem a arco, uma faísca de alta frequência usada para iniciar o arco pode causar queimaduras pequenas e profundas se concentrada em um ponto da pele. Infravermelho intenso e radiação visível de uma solda a gás ou chama de corte e metal incandescente na poça de fusão podem causar desconforto ao operador e às pessoas nas proximidades da operação. Cada operação deve ser considerada com antecedência e as precauções necessárias devem ser projetadas e implementadas. Óculos feitos especificamente para soldagem e corte a gás devem ser usados para proteger os olhos do calor e da luz irradiada pelo trabalho. As tampas protetoras sobre o vidro do filtro devem ser limpas conforme necessário e substituídas quando arranhadas ou danificadas. Onde houver emissão de metal fundido ou partículas quentes, a vestimenta de proteção usada deve desviar os respingos. O tipo e a espessura das roupas resistentes ao fogo usadas devem ser escolhidos de acordo com o grau de perigo. Nas operações de corte e soldagem a arco, devem ser usados protetores de calçados de couro ou outras polainas adequadas para evitar que partículas quentes caiam nas botas ou sapatos. Para proteger as mãos e antebraços contra calor, respingos, escória e assim por diante, a luva tipo manopla de couro com lona ou punhos de couro é suficiente. Outros tipos de roupas de proteção incluem aventais de couro, jaquetas, mangas, perneiras e cobertura para a cabeça. Na soldagem aérea, uma capa protetora e uma tampa são necessárias. Todas as roupas de proteção devem estar livres de óleo ou graxa, e as costuras devem estar por dentro, de modo a não prender glóbulos de metal fundido. As roupas não devem ter bolsos ou punhos que possam prender faíscas e devem ser usadas de forma que as mangas se sobreponham às luvas, as leggings se sobreponham aos sapatos e assim por diante. A vestimenta de proteção deve ser inspecionada quanto a costuras ou orifícios rompidos através dos quais metal fundido ou escória possam entrar. Artigos pesados deixados quentes após a conclusão da soldagem devem sempre ser marcados como “quentes” como um aviso para outros trabalhadores. Com a soldagem por resistência, o calor produzido pode não ser visível e podem ocorrer queimaduras devido ao manuseio de montagens quentes. Partículas de metal quente ou fundido não devem voar para fora de pontos, emendas ou soldas de projeção se as condições estiverem corretas, mas telas não inflamáveis devem ser usadas e precauções devem ser tomadas. As telas também protegem os transeuntes de queimaduras nos olhos. Peças soltas não devem ser deixadas na garganta da máquina porque podem ser projetadas com alguma velocidade.
Segurança elétrica
Embora as tensões sem carga na soldagem a arco manual sejam relativamente baixas (cerca de 80 V ou menos), as correntes de soldagem são altas e os circuitos primários do transformador apresentam os perigos usuais de equipamentos operados na tensão da linha de alimentação. Portanto, o risco de choque elétrico não deve ser ignorado, especialmente em espaços apertados ou em posições inseguras.
Antes de iniciar a soldagem, a instalação do aterramento no equipamento de soldagem a arco deve sempre ser verificada. Cabos e conexões devem ser sólidos e de capacidade adequada. Sempre deve ser usado um grampo de aterramento adequado ou um terminal aparafusado. Onde duas ou mais máquinas de solda estiverem aterradas na mesma estrutura, ou onde outras ferramentas elétricas portáteis também estiverem em uso, o aterramento deve ser supervisionado por uma pessoa competente. A posição de trabalho deve ser seca, segura e livre de obstruções perigosas. Um local de trabalho bem organizado, bem iluminado, adequadamente ventilado e arrumado é importante. Para trabalhos em espaços confinados ou posições perigosas, proteção elétrica adicional (sem carga, dispositivos de baixa tensão) pode ser instalada no circuito de soldagem, garantindo que apenas corrente de tensão extremamente baixa esteja disponível no porta-eletrodo quando a soldagem não estiver ocorrendo . (Consulte a discussão sobre espaços confinados abaixo.) São recomendados suportes de eletrodos nos quais os eletrodos são presos por uma mola ou rosca. O desconforto devido ao aquecimento pode ser reduzido pelo isolamento térmico eficaz na parte do porta-eletrodo que é segurada na mão. As garras e conexões dos porta-eletrodos devem ser limpas e apertadas periodicamente para evitar superaquecimento. Devem ser tomadas providências para acomodar o porta-eletrodo com segurança quando não estiver em uso por meio de um gancho isolado ou um suporte totalmente isolado. A conexão do cabo deve ser projetada de forma que a flexão contínua do cabo não cause desgaste e falha do isolamento. Deve-se evitar arrastar cabos e tubos plásticos de fornecimento de gás (processos com proteção de gás) sobre placas quentes ou soldas. O cabo do eletrodo não deve entrar em contato com a obra ou qualquer outro objeto aterrado (terra). Tubos de borracha e cabos revestidos de borracha não devem ser usados perto da descarga de alta frequência, porque o ozônio produzido apodrecerá a borracha. Tubos de plástico e cabos cobertos com cloreto de polivinila (PVC) devem ser usados para todas as alimentações do transformador ao porta-eletrodo. Cabos vulcanizados ou resistentes com revestimento de borracha são satisfatórios no lado primário. Sujeira e pó metálico ou outro condutor podem causar uma avaria na unidade de descarga de alta frequência. Para evitar esta condição, a unidade deve ser limpa regularmente soprando com ar comprimido. A proteção auditiva deve ser usada ao usar ar comprimido por mais de alguns segundos. Para soldagem por feixe de elétrons, a segurança do equipamento utilizado deve ser verificada antes de cada operação. Para proteger contra choque elétrico, um sistema de intertravamentos deve ser instalado nos vários gabinetes. É necessário um sistema confiável de aterramento de todas as unidades e gabinetes de controle. Para equipamentos de soldagem a plasma usados para cortar espessuras pesadas, as tensões podem chegar a 400 V e o perigo deve ser antecipado. A técnica de disparar o arco por um pulso de alta frequência expõe o operador aos perigos de um choque desagradável e de uma queimadura dolorosa e penetrante de alta frequência.
Radiação ultravioleta
A luz brilhante emitida por um arco elétrico contém uma alta proporção de radiação ultravioleta. Mesmo a exposição momentânea a rajadas de arco elétrico, incluindo flashes dispersos de arcos elétricos de outros trabalhadores, pode produzir uma conjuntivite dolorosa (fotoftalmia) conhecida como “olho de arco” ou “flash ocular”. Se qualquer pessoa for exposta ao arco elétrico, deve-se procurar assistência médica imediata. A exposição excessiva à radiação ultravioleta também pode causar superaquecimento e queimaduras na pele (efeito queimadura solar). As precauções incluem:
- Deve ser usado um escudo ou capacete equipado com o grau correto de filtro (consulte o artigo “Proteção ocular e facial” em outras partes deste enciclopédia). Para os processos de soldagem a arco com proteção de gás e corte a arco de carbono, protetores de mão planos fornecem proteção insuficiente contra a radiação refletida; capacetes devem ser usados. Óculos com filtro ou óculos com proteção lateral devem ser usados sob o capacete para evitar exposição quando o capacete é levantado para inspeção do trabalho. Os capacetes também fornecem proteção contra respingos e escória quente. Capacetes e protetores de mão são fornecidos com um filtro de vidro e uma tampa protetora de vidro na parte externa. Isso deve ser inspecionado regularmente, limpo e substituído quando arranhado ou danificado.
- O rosto, nuca e outras partes expostas do corpo devem ser devidamente protegidas, especialmente quando se trabalha próximo a outros soldadores.
- Os assistentes devem usar no mínimo óculos de proteção adequados e outros EPIs conforme o risco exigir.
- Todas as operações de soldagem a arco devem ser protegidas para proteger outras pessoas que trabalham nas proximidades. Quando o trabalho for executado em bancadas fixas ou em oficinas de soldagem, devem ser instaladas telas permanentes sempre que possível; caso contrário, telas temporárias devem ser usadas. Todas as telas devem ser opacas, de construção robusta e de material resistente a chamas.
- O uso de tintas pretas para o interior das cabines de soldagem tornou-se uma prática aceita, mas a tinta deve produzir um acabamento fosco. Iluminação ambiente adequada deve ser fornecida para evitar fadiga ocular, levando a dores de cabeça e acidentes.
- Cabines de soldagem e telas portáteis devem ser verificadas regularmente para garantir que não haja danos que possam resultar no arco afetando as pessoas que trabalham nas proximidades.
Perigos químicos
Os contaminantes transportados pelo ar da soldagem e corte por maçarico, incluindo fumos e gases, surgem de uma variedade de fontes:
- o metal que está sendo soldado, o metal na haste de enchimento ou constituintes de vários tipos de aço, como níquel ou cromo)
- qualquer revestimento metálico no artigo que está sendo soldado ou na haste de enchimento (por exemplo, zinco e cádmio de chapeamento, zinco de galvanização e cobre como um revestimento fino em hastes de enchimento contínuas de aço macio)
- qualquer tinta, graxa, detritos e similares no artigo que está sendo soldado (por exemplo, monóxido de carbono, dióxido de carbono, fumaça e outros produtos de decomposição irritantes)
- revestimento de fluxo na haste de enchimento (por exemplo, flúor inorgânico)
- a ação do calor ou luz ultravioleta no ar circundante (por exemplo, dióxido de nitrogênio, ozônio) ou em hidrocarbonetos clorados (por exemplo, fosgênio)
- gás inerte usado como proteção (por exemplo, dióxido de carbono, hélio, argônio).
Fumos e gases devem ser removidos na fonte por LEV. Isso pode ser fornecido pelo fechamento parcial do processo ou pela instalação de exaustores que forneçam uma velocidade de ar suficientemente alta na posição de solda para garantir a captura dos fumos.
Atenção especial deve ser dada à ventilação na soldagem de metais não ferrosos e certas ligas de aço, bem como à proteção contra o perigo de ozônio, monóxido de carbono e dióxido de nitrogênio que podem ser formados. Sistemas de ventilação portáteis e fixos estão prontamente disponíveis. Em geral, o ar exaurido não deve ser recirculado. Deve ser recirculado apenas se não houver níveis perigosos de ozônio ou outros gases tóxicos e o ar de exaustão for filtrado por um filtro de alta eficiência.
Com a soldagem por feixe de elétrons e se os materiais a serem soldados forem de natureza tóxica (por exemplo, berílio, plutônio e assim por diante), deve-se tomar cuidado para proteger o operador de qualquer nuvem de poeira ao abrir a câmara.
Quando há risco à saúde devido a vapores tóxicos (por exemplo, chumbo) e a LEV não é viável – por exemplo, quando estruturas pintadas com chumbo estão sendo demolidas por corte a fogo – é necessário o uso de equipamento de proteção respiratória. Em tais circunstâncias, deve ser usado um respirador de peça facial inteira aprovado e de alta eficiência ou um respirador purificado de ar alimentado por pressão positiva (PAPR) de alta eficiência. É necessário um alto padrão de manutenção do motor e da bateria, especialmente com o respirador original de pressão positiva de alta eficiência. O uso de respiradores de linha de ar comprimido de pressão positiva deve ser encorajado onde um suprimento adequado de ar comprimido de qualidade respiratória estiver disponível. Sempre que o equipamento de proteção respiratória for usado, a segurança do local de trabalho deve ser revisada para determinar se são necessárias precauções extras, tendo em mente a visão restrita, possibilidades de emaranhamento e assim por diante das pessoas que usam equipamento de proteção respiratória.
Febre de fumaça de metal
A febre dos fumos metálicos é comumente observada em trabalhadores expostos aos fumos de zinco no processo de galvanização ou estanhagem, na fundição de latão, na soldagem de metal galvanizado e na metalização ou pulverização de metal, bem como da exposição a outros metais como cobre, manganês e ferro. Ocorre em novos trabalhadores e naqueles que retornam ao trabalho após um fim de semana ou feriado. É uma condição aguda que ocorre várias horas após a inalação inicial de partículas de um metal ou seus óxidos. Começa com um gosto ruim na boca, seguido de secura e irritação da mucosa respiratória, resultando em tosse e, ocasionalmente, dispneia e “aperto” no peito. Estes podem ser acompanhados por náuseas e dores de cabeça e, cerca de 10 a 12 horas após a exposição, calafrios e febre que podem ser bastante graves. Estes duram várias horas e são seguidos por sudorese, sono e frequentemente por poliúria e diarreia. Não há tratamento específico e a recuperação geralmente é completa em cerca de 24 horas sem resíduos. Isso pode ser evitado mantendo a exposição aos vapores metálicos nocivos bem dentro dos níveis recomendados por meio do uso de LEV eficiente.
Espaços confinados
Para entrada em espaços confinados, pode haver o risco de a atmosfera ser explosiva, tóxica, deficiente em oxigênio ou combinações dos itens acima. Qualquer espaço confinado deve ser certificado por uma pessoa responsável como seguro para entrada e para trabalho com arco ou chama. Um programa de entrada em espaços confinados, incluindo um sistema de autorização de entrada, pode ser necessário e é altamente recomendado para trabalhos que devem ser executados em espaços que normalmente não são construídos para ocupação contínua. Os exemplos incluem, mas não estão limitados a, bueiros, cofres, porões de navios e similares. A ventilação de espaços confinados é crucial, pois a soldagem a gás não apenas produz contaminantes transportados pelo ar, mas também consome oxigênio. Os processos de soldagem a arco com proteção de gás podem diminuir o teor de oxigênio do ar. (Veja a figura 2.)
Figura 2. Soldagem em um espaço fechado

SF Gilman
Ruído
O ruído é um perigo em vários processos de soldagem, incluindo soldagem a plasma, alguns tipos de máquinas de solda por resistência e soldagem a gás. Na soldagem a plasma, o jato de plasma é ejetado em velocidades muito altas, produzindo ruído intenso (até 90 dBA), principalmente nas faixas de frequência mais altas. O uso de ar comprimido para remover a poeira também gera altos níveis de ruído. Para evitar danos à audição, devem ser usados tampões ou protetores auriculares e deve ser instituído um programa de conservação auditiva, incluindo exames audiométricos (capacidade auditiva) e treinamento de funcionários.
Radiação ionizante
Em oficinas de soldagem onde as soldas são inspecionadas radiograficamente com equipamentos de raios X ou raios gama, os avisos e instruções habituais devem ser estritamente observados. Os trabalhadores devem ser mantidos a uma distância segura de tais equipamentos. As fontes radioativas devem ser manuseadas apenas com as ferramentas especiais necessárias e sujeitas a precauções especiais.
Os regulamentos locais e governamentais devem ser seguidos. Veja o capítulo Radiação, ionizante em outro lugar neste enciclopédia.
Proteção suficiente deve ser fornecida com solda de feixe de elétrons para evitar que os raios x penetrem nas paredes e janelas da câmara. Quaisquer partes da máquina que forneçam proteção contra radiação de raios X devem ser intertravadas para que a máquina não possa ser energizada a menos que estejam em posição. As máquinas devem ser verificadas no momento da instalação quanto a vazamentos de radiação de raios X e, posteriormente, regularmente.
Outros perigos
As máquinas de solda por resistência possuem pelo menos um eletrodo, que se move com força considerável. Se uma máquina for operada enquanto um dedo ou mão estiver entre os eletrodos, resultará em esmagamento severo. Sempre que possível, um meio de proteção adequado deve ser planejado para proteger o operador. Cortes e lacerações podem ser minimizados rebarbando primeiro os componentes e usando luvas ou manoplas de proteção.
Os procedimentos de bloqueio/sinalização devem ser usados quando o maquinário com fontes de energia elétrica, mecânica ou outras estiver sendo mantido ou reparado.
Quando a escória está sendo removida das soldas por lascamento e assim por diante, os olhos devem ser protegidos por óculos de proteção ou outros meios.
Tornos
Adaptado da 3ª edição, Encyclopaedia of Occupational Health and Safety.
O papel importante que os tornos desempenham nas oficinas de usinagem é melhor ilustrado pelo fato de que 90 a 95% das limalhas (aparas de metal) produzidas na indústria de válvulas e conexões são originárias de tornos. Cerca de um décimo dos acidentes relatados nesta indústria são causados por tornos mecânicos; isso corresponde a um terço de todos os acidentes com máquinas. De acordo com um estudo da frequência relativa de acidentes por unidade de máquina realizado em uma fábrica de pequenas peças de precisão e equipamentos elétricos, os tornos ocupam o quinto lugar depois de máquinas para trabalhar madeira, serras de corte de metal, prensas mecânicas e furadeiras. A necessidade de medidas de proteção em tornos está, portanto, fora de dúvida.
O torneamento é um processo mecânico no qual o diâmetro do material é reduzido por uma ferramenta com aresta de corte especial. O movimento de corte é produzido pela rotação da peça de trabalho, e os movimentos de avanço e transversal são produzidos pela ferramenta. Variando esses três movimentos básicos e também escolhendo a geometria e o material apropriados da aresta de corte da ferramenta, é possível influenciar a taxa de remoção de material, a qualidade da superfície, a forma do cavaco formado e o desgaste da ferramenta.
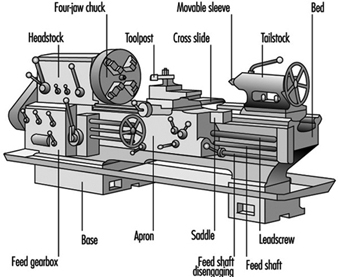
Estrutura de Tornos
Um torno típico consiste em:
- uma cama ou base com corrediças usinadas para a sela e cabeçote móvel
- um cabeçote montado na cama, com o fuso e o mandril
- uma caixa de engrenagens de alimentação anexada à frente da mesa para transmitir o movimento de alimentação em função da velocidade de corte através do fuso ou eixo de alimentação e avental para a sela
- uma sela (ou carruagem) carregando a corrediça transversal que executa o movimento transversal
- um poste de ferramentas montado na corrediça transversal (consulte a figura 1).
Figura 1. Tornos e máquinas similares
Este modelo básico de torno pode ser infinitamente variado, desde a máquina universal até o torno automático especial projetado para um único tipo de trabalho.
Os tipos mais importantes de torno são os seguintes:
- Torno central. Esta é a máquina de torneamento mais usada. Corresponde ao modelo básico com eixo de giro horizontal. O trabalho é realizado entre centros, por uma placa frontal ou em um mandril.
- Torno multi-ferramenta. Isso permite que várias ferramentas sejam acionadas ao mesmo tempo.
- Torno de torre, torno de cabrestante. Máquinas deste tipo permitem que uma peça de trabalho seja usinada por várias ferramentas que são engatadas uma após a outra. As ferramentas são mantidas na torre, que gira para trazê-las para a posição de corte. As torres são geralmente do tipo disco ou coroa, mas também existem tornos de torre do tipo tambor.
- Tornos de cópia. A forma desejada é transmitida pelo controle do rastreador de um modelo para o trabalho.
- Torno automático. As diversas operações, incluindo a mudança de obra, são automatizadas. Existem barras automáticas e automáticas de arremesso.
- Torno vertical (mandrilhadora e torneadora). A obra gira em torno de um eixo vertical; está preso a uma mesa giratória horizontal. Este tipo de máquina é geralmente usado para usinagem de grandes peças fundidas e forjadas.
- Tornos NC e CNC. Todas as máquinas acima mencionadas podem ser equipadas com um sistema de controle numérico (NC) ou de controle numérico assistido por computador (CNC). O resultado é uma máquina semi-automatizada ou totalmente automatizada que pode ser usada universalmente, graças à grande versatilidade e facilidade de programação do sistema de controle.
O desenvolvimento futuro do torno provavelmente se concentrará em sistemas de controle. Os controles de contato serão cada vez mais substituídos por sistemas de controle eletrônico. Com relação a este último, há uma tendência de evolução de controles programados por interpolação para controles programados em memória. É previsível a longo prazo que a utilização de computadores de processo cada vez mais eficientes tenderá a otimizar o processo de usinagem.
Acidentes
Os acidentes de torno são geralmente causados por:
- desrespeito aos regulamentos de segurança quando as máquinas são instaladas em oficinas (por exemplo, espaço insuficiente entre as máquinas, falta de chave geral para cada máquina)
- falta de proteções ou ausência de dispositivos auxiliares (ferimentos graves foram causados a trabalhadores que tentaram frear o fuso de seus tornos pressionando uma de suas mãos contra polias de correia desprotegidas e a operadores que inadvertidamente acionaram alavancas ou pedais de embreagem desprotegidos; lesões devido a lascas voadoras devido à ausência de tampas articuladas ou deslizantes também ocorreram)
- elementos de controle localizados inadequadamente (por exemplo, a mão de um torneiro pode ser perfurada pelo centro do contraponto se o pedal que controla o mandril for confundido com o que controla o circuito hidráulico do movimento do centro do contraponto)
- condições adversas de trabalho (ou seja, deficiências do ponto de vista da fisiologia ocupacional)
- falta de EPI ou uso de roupas de trabalho inadequadas (lesões graves e até fatais foram causadas em torneiros que usavam roupas largas ou tinham cabelos longos soltos)
- instrução insuficiente de pessoal (um aprendiz foi mortalmente ferido quando limava um eixo curto que era fixado entre os centros e girado por uma manivela no nariz do fuso e uma reta no eixo; o portador do torno agarrou sua manga esquerda, que estava enrolado na peça de trabalho, arrastando o aprendiz violentamente para dentro do torno)
- má organização do trabalho levando ao uso de equipamentos inadequados (por exemplo, uma barra longa foi usinada em um torno de produção convencional; era muito longa para este torno e se projetava mais de 1 m além do cabeçote; além disso, a abertura do mandril era muito grande para a barra e foi feita inserindo cunhas de madeira; quando o fuso do torno começou a girar, a extremidade livre da barra dobrou 45° e atingiu a cabeça do operador; o operador morreu na noite seguinte)
- elementos defeituosos da máquina (por exemplo, um pino transportador solto em uma embreagem pode fazer com que o fuso do torno comece a girar enquanto o operador está ajustando uma peça de trabalho no mandril).
Prevenção de Acidentes
A prevenção de acidentes no torno começa na fase de projeto. Os projetistas devem dar atenção especial aos elementos de controle e transmissão.
Elementos de controle
Cada torno deve ser equipado com um interruptor de desconexão (ou isolamento) de energia para que os trabalhos de manutenção e reparo possam ser executados com segurança. Este interruptor deve desligar a corrente em todos os pólos, cortar de forma confiável a energia pneumática e hidráulica e descarregar os circuitos. Em máquinas grandes, a chave de desconexão deve ser projetada de forma que possa ser travada com cadeado em sua posição externa - uma medida de segurança contra reconexão acidental.
A disposição dos comandos da máquina deve ser tal que o operador possa facilmente distingui-los e alcançá-los, e que sua manipulação não apresente riscos. Isso significa que os controles nunca devem ser dispostos em pontos que possam ser alcançados apenas passando a mão sobre a zona de trabalho da máquina ou onde possam ser atingidos por cavacos lançados.
As chaves que monitoram as proteções e as intertravam com o acionamento da máquina devem ser escolhidas e instaladas de forma que abram positivamente o circuito assim que a proteção for deslocada de sua posição de proteção.
Os dispositivos de parada de emergência devem causar a paralisação imediata do movimento perigoso. Eles devem ser projetados e localizados de forma que possam ser facilmente operados pelo trabalhador ameaçado. Os botões de parada de emergência devem ser facilmente alcançados e devem estar em vermelho.
Os elementos de acionamento do mecanismo de controle que podem disparar um movimento perigoso da máquina devem ser protegidos de modo a excluir qualquer operação inadvertida. Por exemplo, as alavancas de engate da embreagem no cabeçote e no avental devem ser fornecidas com dispositivos ou telas de travamento de segurança. Um botão de pressão pode ser protegido colocando-o em um recesso ou envolvendo-o com um colar protetor.
Os controles manuais devem ser projetados e localizados de forma que o movimento da mão corresponda ao movimento controlado da máquina.
Os controles devem ser identificados com marcações facilmente legíveis e compreensíveis. Para evitar mal-entendidos e dificuldades linguísticas, é aconselhável o uso de símbolos.
Elementos de transmissão
Todos os elementos móveis da transmissão (correias, polias, engrenagens) devem ser cobertos com proteções. Uma importante contribuição para a prevenção de acidentes com tornos pode ser dada pelos responsáveis pela instalação da máquina. Os tornos devem ser instalados de forma que os operadores que os atendem não atrapalhem ou ponham em perigo uns aos outros. Os operadores não devem virar as costas para as passagens. Telas de proteção devem ser instaladas onde os locais de trabalho ou passagens vizinhas estiverem dentro do alcance de lascas voadoras.
As passagens devem ser claramente marcadas. Deve-se deixar espaço suficiente para equipamentos de manuseio de materiais, empilhamento de peças de trabalho e caixas de ferramentas. As guias de barras não devem sobressair nas passagens.
O piso onde o operador se encontra deve ser isolado do frio. Deve-se tomar cuidado para que o isolamento não constitua um obstáculo e o piso não se torne escorregadio mesmo quando coberto com uma película de óleo.
As condutas e tubagens devem ser instaladas de forma a não se tornarem obstáculos. Instalações temporárias devem ser evitadas.
As medidas de engenharia de segurança no chão de fábrica devem ser direcionadas, em particular, aos seguintes pontos:
- dispositivos de fixação de trabalho (placas frontais, mandris, pinças) devem ser balanceados dinamicamente antes do uso
- a velocidade máxima permitida de um mandril deve ser indicada no mandril pelo fabricante e respeitada pelo operador do torno
- quando mandris de rolagem são usados, deve-se garantir que as garras não possam ser lançadas quando o torno é iniciado
- os mandris deste tipo devem ser projetados de forma que a chave não possa ser retirada antes que as garras tenham sido fixadas. As chaves do mandril em geral devem ser projetadas de forma que seja impossível deixá-las no mandril.
É importante fornecer equipamento de elevação auxiliar para facilitar a montagem e remoção de mandris pesados e espelhos frontais. Para evitar que os mandris saiam do eixo quando o torno é freado repentinamente, eles devem ser fixados com segurança. Isso pode ser conseguido colocando uma porca de retenção com rosca esquerda no nariz do fuso, usando um acoplamento de ação rápida “Camlock”, encaixando o mandril com uma chave de travamento ou prendendo-o com um anel de travamento de duas partes.
Quando são usados dispositivos elétricos de fixação de trabalho, como mandris, pinças e centros de cabeçote móvel operados hidraulicamente, devem ser tomadas medidas que impossibilitem a introdução das mãos na zona de perigo dos dispositivos de fechamento. Isso pode ser alcançado limitando o curso do elemento de fixação a 6 mm, escolhendo a localização dos controles de homem morto de modo a excluir a introdução das mãos na zona de perigo ou fornecendo uma proteção móvel que deve ser fechada antes da fixação movimento pode ser iniciado.
Se for perigoso iniciar o torno com as garras do mandril abertas, a máquina deve ser equipada com um dispositivo que impeça que a rotação do fuso seja iniciada antes que as garras estejam fechadas. A ausência de energia não deve causar a abertura ou fechamento de um dispositivo elétrico de retenção de trabalho.
Se a força de aperto de um mandril mecânico diminuir, a rotação do fuso deve ser interrompida e deve ser impossível iniciar o fuso. Inverter a direção de aperto de dentro para fora (ou vice-versa) enquanto o fuso gira não deve fazer com que o mandril se solte do fuso. A remoção dos dispositivos de fixação do eixo deve ser possível somente quando o eixo parar de girar.
Ao usinar barras, a parte que se projeta além do torno deve ser cercada por guias de barras. Os pesos de alimentação da barra devem ser protegidos por tampas articuladas que se estendem até o chão.
Mochila de Carregar Bebê, Mochila Canguru
Para prevenir acidentes graves – em particular, ao lixar o trabalho em um torno – não devem ser usados transportadores desprotegidos. Um transportador de segurança centralizado deve ser usado ou um colar de proteção deve ser instalado em um transportador convencional. Também é possível usar suportes de travamento automático ou fornecer uma capa protetora ao disco de suporte.
Zona de trabalho do torno
Os mandris do torno universal devem ser protegidos por tampas articuladas. Se possível, as tampas de proteção devem ser interligadas com os circuitos de acionamento do fuso. As mandriladoras e torneadoras verticais devem ser protegidas com barras ou placas para evitar danos causados pelas peças rotativas. Para que o operador possa acompanhar o processo de usinagem com segurança, devem ser fornecidas plataformas com guarda-corpos. Em certos casos, câmeras de TV podem ser instaladas para que o operador possa monitorar a borda da ferramenta e a alimentação da ferramenta.
As zonas de trabalho dos tornos automáticos, NC e CNC devem ser completamente fechadas. Os invólucros das máquinas totalmente automáticas devem ter apenas aberturas por onde é introduzida a peça a usinar, a peça torneada ejetada e as limalhas retiradas da zona de trabalho. Essas aberturas não devem constituir um perigo quando o trabalho passa por elas e deve ser impossível chegar à zona de perigo por elas.
As zonas de trabalho dos tornos semiautomáticos, NC e CNC devem ser fechadas durante o processo de usinagem. Os invólucros são geralmente tampas deslizantes com interruptores de limite e circuito de intertravamento.
As operações que requerem acesso à zona de trabalho, como mudança de trabalho ou ferramentas, medição e assim por diante, não devem ser realizadas antes que o torno tenha sido parado com segurança. Zerar um inversor de velocidade variável não é considerado uma parada segura. Máquinas com tais acionamentos devem ter tampas de proteção travadas que não podem ser destravadas antes que a máquina seja parada com segurança (por exemplo, cortando a fonte de alimentação do motor do fuso).
Se forem necessárias operações especiais de ajuste de ferramentas, deve ser fornecido um controle de avanço que permite que certos movimentos da máquina sejam acionados enquanto a tampa protetora estiver aberta. Em tais casos, o operador pode ser protegido por projetos de circuitos especiais (por exemplo, permitindo que apenas um movimento seja acionado por vez). Isso pode ser obtido usando controles de duas mãos.
Virando limalhas
Cavacos longos são perigosos porque podem ficar presos nos braços e pernas e causar ferimentos graves. Cavacos contínuos e desfiados podem ser evitados escolhendo-se velocidades de corte, avanços e espessuras de cavacos apropriados ou usando-se ferramentas de torno com quebra-cavacos do tipo escalonado ou escalonado. Ganchos para limalha com alça e fivela devem ser usados para remover cavacos.
Ergonomia
Toda máquina deve ser projetada de modo a permitir a obtenção de uma produção máxima com um mínimo de estresse para o operador. Isto pode ser conseguido adaptando a máquina ao trabalhador.
Fatores ergonômicos devem ser levados em consideração ao projetar a interface homem-máquina de um torno. O design racional do local de trabalho também inclui o fornecimento de equipamentos auxiliares de manuseio, como acessórios de carga e descarga.
Todos os controles devem estar localizados dentro da esfera fisiológica ou ao alcance de ambas as mãos. Os controles devem ser claramente definidos e devem ser lógicos para operar. Controles acionados por pedal devem ser evitados em máquinas operadas por operadores em pé.
A experiência mostra que um bom trabalho é realizado quando o local de trabalho é projetado tanto para posturas em pé quanto sentadas. Se o operador tiver que trabalhar em pé, ele deve ter a possibilidade de mudar de postura. Assentos flexíveis são, em muitos casos, um alívio bem-vindo para pés e pernas tensos.
Devem ser tomadas medidas para criar um conforto térmico ideal, tendo em conta a temperatura do ar, humidade relativa, movimento do ar e calor radiante. A oficina deve ser adequadamente ventilada. Deve haver dispositivos de exaustão local para eliminar as emanações gasosas. Ao usinar o estoque de barras, devem ser usados tubos guia com revestimento absorvente de som.
O local de trabalho deve ser preferencialmente dotado de iluminação uniforme, proporcionando um nível de iluminação adequado.
Vestuário de Trabalho e Proteção Individual
O macacão deve ser justo e abotoado ou fechado até o pescoço. Devem ser sem bolsos no peito e as mangas devem ser bem abotoadas nos pulsos. Cintos não devem ser usados. Nenhum anel de dedo e pulseiras devem ser usados ao trabalhar em tornos. O uso de óculos de segurança deve ser obrigatório. Quando peças de trabalho pesadas são usinadas, sapatos de segurança com biqueiras de aço devem ser usados. Luvas de proteção devem ser usadas sempre que limalha estiver sendo coletada.
Training
A segurança do operador do torno depende em grande parte dos métodos de trabalho. Portanto, é importante que ele receba uma formação teórica e prática completa para adquirir habilidades e desenvolver um comportamento que ofereça as melhores salvaguardas possíveis. Postura correta, movimentos corretos, escolha e manuseio corretos de ferramentas devem se tornar rotina de tal forma que o operador trabalhe corretamente mesmo que sua concentração esteja temporariamente relaxada.
Pontos importantes em um programa de treinamento são uma postura ereta, a montagem e remoção correta do mandril e a fixação precisa e segura das peças de trabalho. O manuseio correto de limas e raspadores e o trabalho seguro com pano abrasivo devem ser praticados intensivamente.
Os trabalhadores devem estar bem informados sobre os perigos de lesões que podem ser causados ao calibrar o trabalho, verificar os ajustes e limpar os tornos.
Manutenção
Os tornos devem ser mantidos e lubrificados regularmente. As falhas devem ser corrigidas imediatamente. Se a segurança estiver em jogo em caso de falha, a máquina deve ser colocada fora de operação até que uma ação corretiva seja tomada.
Os trabalhos de reparo e manutenção devem ser realizados somente após a máquina ter sido isolada da fonte de alimentação
.
Retificação e polimento
Adaptado da 3ª edição, Enciclopédia de Saúde e Segurança Ocupacional.
A retificação geralmente envolve o uso de um abrasivo ligado para desgastar partes de uma peça de trabalho. O objetivo é dar uma certa forma ao trabalho, corrigir suas dimensões, aumentar a lisura de uma superfície ou melhorar a agudeza das arestas de corte. Os exemplos incluem a remoção de sprues e arestas de uma fundição, remoção de incrustações de superfície de metais antes do forjamento ou soldagem e rebarbação de peças em chapas metálicas e oficinas mecânicas. O polimento é usado para remover imperfeições da superfície, como marcas de ferramentas. O polimento não remove o metal, mas usa um abrasivo macio misturado a uma base de cera ou graxa para produzir uma superfície de alto brilho.
A retificação é o mais abrangente e diversificado de todos os métodos de usinagem e é empregada em muitos materiais – predominantemente ferro e aço, mas também outros metais, madeira, plásticos, pedra, vidro, cerâmica e assim por diante. O termo abrange outros métodos de produção de superfícies muito lisas e brilhantes, como polimento, brunimento, afiação e lapidação.
As ferramentas utilizadas são rebolos de dimensões variadas, segmentos de esmerilhamento, pontas de esmerilhamento, pedras de amolar, limas, rebolos de polimento, cintas, discos e assim por diante. Em rebolos e similares, o material abrasivo é mantido unido por agentes de ligação para formar um corpo rígido, geralmente poroso. No caso de cintas abrasivas, o agente de ligação mantém o abrasivo preso a um material de base flexível. As rodas polidoras são feitas de algodão ou outros discos têxteis costurados juntos.
Os abrasivos naturais - corindo natural ou esmeril (óxidos de alumínio), diamante, arenito, pederneira e granada - foram amplamente substituídos por abrasivos artificiais, incluindo óxido de alumínio (alumina fundida), carboneto de silício (carborundo) e diamantes sintéticos. Vários materiais de granulação fina, como giz, pedra-pomes, trípoli, massa de estanho e óxido de ferro, também são usados, especialmente para polimento e polimento.
O óxido de alumínio é o mais amplamente utilizado em rebolos, seguido pelo carboneto de silício. Diamantes naturais e artificiais são usados para importantes aplicações especiais. Óxido de alumínio, carboneto de silício, esmeril, granada e pederneira são usados em cintas de polimento e retificação.
Agentes de ligação orgânicos e inorgânicos são usados em rebolos. Os principais tipos de ligações inorgânicas são o silicato vitrificado e a magnesita. Notáveis entre os agentes de ligação orgânicos são resina de fenol ou ureia-formaldeído, borracha e goma-laca. Os adesivos vitrificados e a resina fenólica dominam completamente dentro de seus respectivos grupos. Os rebolos de diamante também podem ser ligados por metal. Os vários agentes de ligação conferem aos rebolos diferentes propriedades de desbaste, bem como diferentes propriedades em relação à segurança.
As cintas e discos abrasivos e polidores são compostos por uma base flexível de papel ou tecido à qual o abrasivo é aderido por meio de um adesivo natural ou sintético.
Diferentes máquinas são usadas para diferentes tipos de operações, como retificação de superfície, retificação cilíndrica (incluindo sem centro), retificação interna, retificação grosseira e corte. Os dois tipos principais são: aqueles em que o moedor ou a peça são movidos manualmente e máquinas com avanços mecânicos e mandris. Os tipos de equipamentos comuns incluem: trituradores de superfície; retíficas, polidoras e polidoras do tipo pedestal; retificadoras e polidoras de disco; moedores internos; máquinas de corte abrasivas; polidores de cinto; trituradores, polidores e polidores portáteis; e vários polidores e buffers.
Perigos e sua prevenção
Estourando
O maior risco de lesões no uso de rebolos é que o rebolo pode estourar durante o desbaste. Normalmente, os rebolos operam em altas velocidades. Há uma tendência para velocidades cada vez maiores. A maioria das nações industrializadas tem regulamentos que limitam as velocidades máximas nas quais os vários tipos de rebolos podem ser executados.
A medida de proteção fundamental é tornar o rebolo o mais forte possível; a natureza do agente de ligação é mais importante. Rodas com ligações orgânicas, em especial resina fenólica, são mais resistentes do que aquelas com ligações inorgânicas e mais resistentes a impactos. Altas velocidades periféricas podem ser permitidas para rodas com ligações orgânicas.
Rodas de velocidade muito alta, em particular, geralmente incorporam vários tipos de reforço. Por exemplo, certas rodas de copo são equipadas com cubos de aço para aumentar sua resistência. Durante a rotação, a maior tensão se desenvolve ao redor do furo central. Para fortalecer a roda, a seção ao redor do furo central, que não participa da retificação, pode ser feita de um material especialmente forte que não é adequado para retificação. Rebolos grandes com uma seção central reforçada dessa maneira são usados principalmente pelas siderúrgicas para retificar placas, tarugos e similares em velocidades de até 80 m/s.
O método mais comum de reforço de rebolos, no entanto, é incluir tecido de fibra de vidro em sua construção. Os rebolos finos, como os usados para cortar, podem incorporar tecido de fibra de vidro no centro ou em cada lado, enquanto os rebolos mais grossos possuem várias camadas de tecido, dependendo da espessura do rebolo.
Com exceção de alguns rebolos de pequenas dimensões, todos os rebolos ou uma amostragem estatística deles devem ser submetidos a testes de velocidade pelo fabricante. Nos testes, os rebolos são executados durante um determinado período a uma velocidade superior à permitida na retificação. Os regulamentos de teste variam de país para país, mas geralmente a roda deve ser testada a uma velocidade 50% acima da velocidade de trabalho. Em alguns países, os regulamentos exigem testes especiais de rodas que devem operar em velocidades mais altas do que o normal em um instituto central de testes. O instituto também pode cortar espécimes da roda e investigar suas propriedades físicas. As rodas de corte são submetidas a certos testes de impacto, testes de flexão e assim por diante. O fabricante também é obrigado a garantir que o rebolo esteja bem balanceado antes da entrega.
A explosão de um rebolo pode causar ferimentos fatais ou muito graves a qualquer pessoa nas proximidades e danos graves à fábrica ou instalações. Apesar de todas as precauções tomadas pelos fabricantes, ainda podem ocorrer rompimentos ou quebras ocasionais das rodas, a menos que sejam tomados os devidos cuidados em seu uso. As medidas de precaução incluem:
- Manuseio e armazenamento. Uma roda pode ser danificada ou rachada durante o transporte ou manuseio. A umidade pode atacar o agente de ligação em rodas de resina fenólica, reduzindo sua resistência. Rodas vitrificadas podem ser sensíveis a variações repetidas de temperatura. A umidade absorvida irregularmente pode desequilibrar a roda. Consequentemente, é muito importante que as rodas sejam manuseadas com cuidado em todas as etapas e mantidas de maneira ordenada em local seco e protegido.
- Verificando se há rachaduras. Uma nova roda deve ser verificada para garantir que não esteja danificada e seca, simplesmente batendo com um martelo de madeira. Uma roda vitrificada impecável dará um toque claro, uma roda ligada orgânica um tom menos vibrante; mas qualquer um pode ser diferenciado do som estalado de uma roda defeituosa. Em caso de dúvida, a roda não deve ser utilizada e o fornecedor deve ser consultado.
- Testing. Antes da nova roda ser colocada em serviço, ela deve ser testada em velocidade máxima com as devidas precauções. Após a retificação úmida, o rebolo deve girar em marcha lenta para ejetar a água; caso contrário, a água pode se acumular na parte inferior da roda e causar desequilíbrio, o que pode resultar em estouro na próxima vez que a roda for usada.
- Montagem. Acidentes e quebras ocorrem quando os rebolos são montados em aparelhos inadequados - por exemplo, nas extremidades dos fusos das polidoras. O fuso deve ter diâmetro adequado, mas não tão grande que expanda o orifício central da roda; os flanges não devem ter menos de um terço do diâmetro da roda e devem ser feitos de aço macio ou de material similar.
- Velocidade. Em nenhuma circunstância deve ser excedida a velocidade operacional máxima permitida especificada pelos fabricantes. Um aviso indicando a velocidade do fuso deve ser instalado em todas as retificadoras, e o rebolo deve ser marcado com a velocidade periférica máxima permitida e o número correspondente de revoluções para um novo rebolo. Precauções especiais são necessárias com retificadoras de velocidade variável e para garantir a instalação de rebolos de velocidades permitidas apropriadas em retificadoras portáteis.
- Descanso de trabalho. Sempre que possível, apoios de trabalho montados rigidamente de dimensões adequadas devem ser fornecidos. Eles devem ser ajustáveis e mantidos o mais próximo possível da roda para evitar uma armadilha na qual o trabalho pode ser forçado contra a roda e quebrá-la ou, mais provavelmente, prender e ferir a mão do operador.
- Protegendo. Os rebolos abrasivos devem ser providos de proteções fortes o suficiente para conter as partes de um rebolo de ruptura (consulte a figura 1). Alguns países têm regulamentos detalhados sobre o design das proteções e os materiais a serem usados. Em geral, ferro fundido e alumínio fundido devem ser evitados. A abertura de moagem deve ser a menor possível e pode ser necessário um nariz ajustável. Excepcionalmente, quando a natureza do trabalho impossibilitar o uso de proteção, podem ser usados flanges de proteção especiais ou mandris de segurança. Os fusos e as pontas cônicas das máquinas de polimento de ponta dupla podem causar acidentes de emaranhamento, a menos que sejam protegidos de forma eficaz.
Figura 1. Uma roda abrasiva vitrificada bem protegida montada em uma esmerilhadeira de superfície e operando a uma velocidade periférica de 33 m/s

Lesões oculares
Poeira, abrasivos, grãos e lascas são um perigo comum para os olhos em todas as operações de desbaste a seco. Proteção efetiva dos olhos por óculos ou óculos e protetores oculares fixos na máquina são essenciais; protetores oculares fixos são particularmente úteis quando as rodas estão em uso intermitente, por exemplo, para retificação de ferramentas.
Fogo
A moagem de ligas de magnésio acarreta um alto risco de incêndio, a menos que sejam tomadas precauções estritas contra ignição acidental e na remoção e encharcamento de poeira. Altos padrões de limpeza e manutenção são exigidos em todos os dutos de exaustão para evitar o risco de incêndio e também para manter a ventilação funcionando de forma eficiente. A poeira têxtil liberada das operações de polimento é um risco de incêndio que requer boa manutenção e LEV.
vibração
Retificadoras portáteis e de pedestal apresentam risco de síndrome de vibração mão-braço (HAVS), também conhecida como “dedo branco” por seu sinal mais perceptível. As recomendações incluem limitar a intensidade e a duração da exposição, redesenhar ferramentas, equipamentos de proteção e monitorar a exposição e a saúde.
Riscos para a saúde
Embora os rebolos modernos não criem o sério risco de silicose associado no passado aos rebolos de arenito, pó de sílica altamente perigoso ainda pode ser liberado dos materiais sendo moídos - por exemplo, fundições de areia. Certas rodas resinadas podem conter cargas que criam uma poeira perigosa. Além disso, as resinas à base de formaldeído podem emitir formaldeído durante a retificação. De qualquer forma, o volume de pó produzido pela retificação torna essencial a eficiência do LEV. É mais difícil fornecer exaustão local para rodas portáteis, embora algum sucesso nessa direção tenha sido alcançado pelo uso de sistemas de captura de baixo volume e alta velocidade. Trabalho prolongado deve ser evitado e equipamento de proteção respiratória deve ser fornecido, se necessário. A ventilação de exaustão também é necessária para a maioria das operações de lixamento, acabamento, polimento e similares. Com o polimento em particular, a poeira têxtil combustível é uma preocupação séria.
Roupas de proteção e boas instalações sanitárias e de lavagem com chuveiros devem ser fornecidas, e supervisão médica é desejável, especialmente para esmerilhadeiras de metal.
Lubrificantes Industriais, Fluidos Metalúrgicos e Óleos Automotivos
A revolução industrial não poderia ter ocorrido sem o desenvolvimento de óleos industriais refinados à base de petróleo, lubrificantes, óleos de corte e graxas. Antes da descoberta, na década de 1860, de que um lubrificante superior poderia ser produzido pela destilação do petróleo bruto no vácuo, a indústria dependia de óleos naturais e gorduras animais, como banha e óleo de esperma de baleia, para lubrificar as partes móveis. Esses óleos e produtos de origem animal eram especialmente suscetíveis ao derretimento, oxidação e quebra devido à exposição ao calor e à umidade produzidos pelos motores a vapor que moviam quase todos os equipamentos industriais da época. A evolução dos produtos refinados à base de petróleo continuou desde o primeiro lubrificante, usado para curtir o couro, até os óleos e graxas sintéticos modernos com vida útil mais longa, qualidades lubrificantes superiores e melhor resistência a mudanças sob variações de temperatura e condições climáticas.
Lubrificantes Industriais
Todas as partes móveis de máquinas e equipamentos requerem lubrificação. Embora a lubrificação possa ser fornecida por materiais secos como Teflon ou grafite, que são usados em peças como mancais de pequenos motores elétricos, óleos e graxas são os lubrificantes mais comumente usados. À medida que a complexidade do maquinário aumenta, os requisitos para lubrificantes e óleos de processo de metal tornam-se mais rigorosos. Os óleos lubrificantes agora variam de óleos claros e muito finos, usados para lubrificar instrumentos delicados, a óleos espessos semelhantes a alcatrão usados em grandes engrenagens, como as que giram as usinas siderúrgicas. Óleos com requisitos muito específicos são usados tanto em sistemas hidráulicos quanto para lubrificar grandes máquinas-ferramenta operadas por computador, como as usadas na indústria aeroespacial para produzir peças com tolerâncias extremamente estreitas. Óleos sintéticos, fluidos e graxas, e misturas de óleos sintéticos e à base de petróleo, são usados onde a vida útil prolongada do lubrificante é desejada, como motores elétricos selados para a vida útil, onde o aumento do tempo entre as trocas de óleo compensa a diferença de custo; onde existem faixas de temperatura e pressão estendidas, como em aplicações aeroespaciais; ou onde é difícil e caro reaplicar o lubrificante.
Óleos Industriais
Óleos industriais, como óleos lubrificantes e de fusos, lubrificantes de engrenagens, óleos hidráulicos e de turbinas e fluidos de transmissão são projetados para atender a requisitos físicos e químicos específicos e operar sem alteração perceptível por longos períodos sob condições variadas. Lubrificantes para uso aeroespacial devem atender a condições totalmente novas, incluindo limpeza, durabilidade, resistência à radiação cósmica e capacidade de operar em temperaturas extremamente frias e quentes, sem gravidade e no vácuo.
Transmissões, turbinas e sistemas hidráulicos contêm fluidos que transferem força ou potência, reservatórios para reter os fluidos, bombas para mover os fluidos de um lugar para outro e equipamentos auxiliares como válvulas, tubulações, resfriadores e filtros. Sistemas hidráulicos, transmissões e turbinas requerem fluidos com viscosidades específicas e estabilidade química para operar sem problemas e fornecer a transferência controlada de energia. As características de bons óleos hidráulicos e de turbina incluem alto índice de viscosidade, estabilidade térmica, longa vida útil em sistemas circulantes, resistência a depósitos, alta lubricidade, capacidade antiespuma, proteção contra ferrugem e boa desemulsibilidade.
Os lubrificantes de engrenagens são projetados para formar filmes fortes e tenazes que fornecem lubrificação entre as engrenagens sob extrema pressão. As características dos óleos de engrenagens incluem boa estabilidade química, demulsibilidade e resistência ao aumento da viscosidade e à formação de depósitos. Os óleos de fuso são óleos finos, extremamente limpos e claros com aditivos de lubrificação. As características mais importantes dos óleos de passagem - usados para lubrificar duas superfícies deslizantes planas onde há alta pressão e baixa velocidade - são lubricidade e aderência para resistir à compressão e resistência à pressão extrema.
Os óleos para cilindros e compressores combinam as características dos óleos industriais e automotivos. Devem resistir ao acúmulo de depósitos, atuar como agente de transferência de calor (cilindros de motores de combustão interna), fornecer lubrificação para cilindros e pistões, fornecer vedação para resistir à pressão de retorno, ter estabilidade química e térmica (especialmente óleo de bomba de vácuo), ter um alto índice de viscosidade e resiste à lavagem com água (cilindros a vapor) e à detergência.
Óleos para motores automotivos
Fabricantes de motores de combustão interna e organizações, como a Society of Automotive Engineers (SAE) nos Estados Unidos e Canadá, estabeleceram critérios de desempenho específicos para óleos de motores automotivos. Os óleos automotivos a gasolina e a diesel são submetidos a uma série de testes de desempenho para determinar sua estabilidade química e térmica, resistência à corrosão, viscosidade, proteção contra desgaste, lubricidade, detergência e desempenho em altas e baixas temperaturas. Eles são então classificados de acordo com um sistema de código que permite aos consumidores determinar sua adequação para uso pesado e para diferentes temperaturas e faixas de viscosidade.
Os óleos para motores automotivos, transmissões e caixas de engrenagens são projetados com altos índices de viscosidade para resistir a mudanças na viscosidade com mudanças de temperatura. Os óleos para motores automotivos são especialmente formulados para resistir à quebra sob o calor, pois lubrificam os motores de combustão interna. Os óleos de motores de combustão interna não devem ser muito espessos para lubrificar as partes móveis internas quando um motor é ligado em clima frio, e eles não devem ficar finos à medida que o motor esquenta durante a operação. Eles devem resistir ao acúmulo de carbono em válvulas, anéis e cilindros e à formação de ácidos corrosivos ou depósitos de umidade. Os óleos para motores automotivos contêm detergentes projetados para manter as partículas de desgaste de carbono e metálicas em suspensão, para que possam ser filtradas à medida que o óleo circula e não se acumulem nas peças internas do motor e causem danos.
fluidos de corte
Os três tipos de fluidos de corte usados na indústria são óleos minerais, óleos solúveis e fluidos sintéticos. Os óleos de corte são tipicamente uma mistura de óleos minerais de alta qualidade e alta estabilidade de várias viscosidades juntamente com aditivos para fornecer características específicas dependendo do tipo de material sendo usinado e do trabalho executado. Os fluidos de corte solúveis em água em óleo são óleos minerais (ou óleos sintéticos) que contêm emulsificantes e aditivos especiais, incluindo antiespumantes, inibidores de ferrugem, detergentes, bactericidas e germicidas. Eles são diluídos com água em proporções variadas antes de serem usados. Os fluidos de corte sintéticos são soluções de fluidos não derivados de petróleo, aditivos e água, em vez de emulsões, algumas das quais são resistentes ao fogo para usinagem de metais específicos. Os fluidos semissintéticos contêm de 10 a 15% de óleo mineral. Alguns fluidos especiais têm características tanto de óleo lubrificante quanto de fluido de corte devido à tendência dos fluidos de vazar e se misturar em certas máquinas-ferramenta, como máquinas automáticas de fusos múltiplos.
As características desejadas dos fluidos de corte dependem da composição do metal a ser trabalhado, da ferramenta de corte utilizada e do tipo de operação de corte, aplainamento ou conformação realizada. Os fluidos de corte melhoram e aprimoram o processo de usinagem do metal por resfriamento e lubrificação (ou seja, protegendo a aresta da ferramenta de corte). Por exemplo, ao trabalhar em um metal macio que gera muito calor, o resfriamento é o critério mais importante. O resfriamento aprimorado é fornecido usando um óleo leve (como querosene) ou fluido de corte à base de água. O controle da aresta postiça nas ferramentas de corte é fornecido por aditivos antidesgaste ou antissoldagem, como compostos de enxofre, cloro ou fósforo. A lubricidade, que é importante ao trabalhar em aço para superar a abrasividade do sulfeto de ferro, é fornecida por gorduras sintéticas e animais ou aditivos de óleo de esperma sulfurado.
Outros óleos de processamento e processamento de metais
Os fluidos de retificação são projetados para fornecer resfriamento e evitar o acúmulo de metal nos rebolos. Suas características incluem estabilidade térmica e química, proteção contra ferrugem (fluidos solúveis), prevenção de depósitos gomosos por evaporação e um ponto de fulgor seguro para os trabalhos executados.
Os óleos de têmpera, que requerem alta estabilidade, são usados no tratamento de metais para controlar a alteração da estrutura molecular do aço à medida que ele esfria. A têmpera em óleo mais leve é usada para endurecer peças de aço pequenas e baratas. Uma taxa de têmpera mais lenta é usada para produzir aços para máquinas-ferramenta que são razoavelmente duros por fora com menor tensão interna. Um óleo de têmpera com intervalo ou multifásico é usado para tratar aços de alto carbono e ligas.
Os óleos para rolos são óleos minerais ou solúveis especialmente formulados que lubrificam e fornecem um acabamento liso ao metal, especialmente alumínio, cobre e latão, à medida que passam por laminadores a quente e a frio. Os óleos de desmoldagem são usados para revestir matrizes e moldes para facilitar a desmoldagem das peças metálicas formadas. Os óleos tanantes ainda são usados na indústria de feltro e na fabricação de couro. Os óleos de transformadores são fluidos dielétricos especialmente formulados usados em transformadores e grandes disjuntores e interruptores elétricos.
Os óleos de transferência de calor são usados em sistemas abertos ou fechados e podem durar até 15 anos em serviço. As principais características são boa estabilidade térmica, pois os sistemas operam em temperaturas de 150 a 315°C, estabilidade à oxidação e alto ponto de inflamação. Os óleos de transferência de calor são normalmente muito viscosos para serem bombeados em temperatura ambiente e devem ser aquecidos para fornecer fluidez.
Solventes de petróleo são usados para limpar peças por pulverização, gotejamento ou imersão. Os solventes removem o óleo e emulsionam a sujeira e as partículas de metal. Os óleos antiferrugem podem ser à base de solvente ou água. Eles são aplicados em bobinas de aço inoxidável, rolamentos e outras peças por imersão ou pulverização e deixam filmes polarizados ou de cera nas superfícies metálicas para proteção contra impressões digitais e ferrugem e deslocamento de água.
graxas
As graxas são misturas de fluidos, espessantes e aditivos usados para lubrificar peças e equipamentos que não podem ser impermeabilizados, de difícil acesso ou onde vazamentos ou respingos de lubrificantes líquidos podem contaminar os produtos ou criar riscos. Eles têm uma ampla gama de aplicações e requisitos de desempenho, desde a lubrificação de rolamentos de motores a jato em temperaturas abaixo de zero até engrenagens de laminação a quente e resistência à lavagem com ácido ou água, bem como o atrito contínuo criado por rolamentos de rolos de vagões ferroviários.
A graxa é feita pela mistura de sabões metálicos (sais de ácidos graxos de cadeia longa) em um meio de óleo lubrificante em temperaturas de 205 a 315°C. As graxas sintéticas podem usar diésteres, silicone ou ésteres fosfóricos e polialquil glicóis como fluidos. As características da graxa dependem em grande parte do fluido específico, do elemento metálico (por exemplo, cálcio, sódio, alumínio, lítio e assim por diante) no sabão e dos aditivos usados para melhorar o desempenho e a estabilidade e reduzir o atrito. Esses aditivos incluem aditivos de extrema pressão que revestem o metal com uma fina camada de compostos de enxofre metálico não corrosivo, naftenato de chumbo ou ditiofosfato de zinco, inibidores de ferrugem, antioxidantes, ácidos graxos para aumentar a lubricidade, aditivos de aderência, corantes para identificação e inibidores de água. Algumas graxas podem conter cargas de grafite ou molibdênio que revestem as partes metálicas e fornecem lubrificação depois que a graxa acaba ou se decompõe.
Lubrificantes industriais, graxas e aditivos para óleos de motores automotivos
Além de usar óleos básicos lubrificantes de alta qualidade com estabilidade química e térmica e altos índices de viscosidade, são necessários aditivos para aprimorar o fluido e fornecer características específicas exigidas em lubrificantes industriais, fluidos de corte, graxas e óleos de motores automotivos. Os aditivos mais comumente usados incluem, mas não estão limitados aos seguintes:
- Anti-oxidantes. Os inibidores de oxidação, como 2,6-diterciário butil, paracresol e fenil naftilamina, reduzem a taxa de deterioração do óleo quebrando as moléculas de cadeia longa que se formam quando expostas ao oxigênio. Os inibidores de oxidação são usados para revestir metais como cobre, zinco e chumbo para evitar o contato com o óleo para que não atuem como catalisadores, acelerando a oxidação e formando ácidos que atacam outros metais.
- Inibidores de espuma. Antiespumantes, como silicones e silioxanos poliorgânicos, são usados em óleos hidráulicos, óleos de engrenagens, fluidos de transmissão e óleos de turbinas para reduzir a tensão do filme superficial e remover o ar retido no óleo por bombas e compressores, a fim de manter a pressão hidráulica constante e evitar a cavitação .
- Inibidores de corrosão. Aditivos antiferrugem, como naftenato de chumbo e sulfonato de sódio, são usados para evitar a formação de ferrugem em peças metálicas e sistemas onde o óleo circulante foi contaminado com água ou ar úmido que entrou nos reservatórios do sistema quando esfriou quando o equipamento ou maquinário foi não estava em uso.
- Aditivos antidesgaste. Os aditivos antidesgaste, como o tricresilfosfato, formam compostos polares que são atraídos pelas superfícies metálicas e fornecem uma camada física de proteção adicional caso o filme de óleo não seja suficiente.
- Melhoradores do índice de viscosidade. Melhoradores do índice de viscosidade ajudam os óleos a resistir aos efeitos das mudanças de temperatura. Infelizmente, sua eficácia diminui com o uso prolongado. Os óleos sintéticos são projetados com índices de viscosidade muito altos, permitindo que eles mantenham sua estrutura em faixas de temperatura mais amplas e por períodos de tempo muito mais longos do que os óleos minerais com aditivos melhoradores do índice de viscosidade.
- Desemulsificantes. Inibidores de água e compostos especiais separam a água do óleo e evitam a formação de goma; eles contêm óleos cerosos que fornecem lubricidade adicional. São utilizados onde os equipamentos estão sujeitos à lavagem com água ou onde existe grande quantidade de umidade, como em cilindros de vapor, compressores de ar e caixas de engrenagens contaminadas por fluidos de corte solúveis.
- corantes coloridos. Os corantes são usados para ajudar os usuários a identificar diferentes óleos usados para fins específicos, como fluidos de transmissão e óleos de engrenagens, a fim de evitar aplicações incorretas.
- Aditivos de extrema pressão. Aditivos de pressão extrema, como compostos graxos sulfurados não corrosivos, ditiofosfato de zinco e naftenato de chumbo, são usados em óleos automotivos, de engrenagens e de transmissão para formar revestimentos que protegem as superfícies metálicas quando o filme de óleo protetor se dilui ou é espremido e não pode impedir que o metal se contato metálico.
- Detergentes. Detergentes de sulfonato de metal e fenato de metal são usados para reter partículas de sujeira, carbono e desgaste metálico em suspensão em óleos hidráulicos, óleos de engrenagens, óleos de motores e fluidos de transmissão. Esses contaminantes são normalmente removidos quando o óleo passa por um filtro para evitar que sejam recirculados pelo sistema, onde poderiam causar danos.
- Aditivos de aderência. Aditivos adesivos ou pegajosos são usados para permitir que os óleos adiram e resistam a vazamentos de conjuntos de rolamentos, caixas de engrenagens, grandes engrenagens abertas em moinhos e equipamentos de construção e máquinas suspensas. Sua aderência diminui com o serviço prolongado.
- Emulsificantes. Ácidos graxos e óleos graxos são usados como emulsificantes em óleos solúveis para ajudar a formar soluções com água.
- Aditivos de lubrificação. Gordura, banha, sebo, esperma e óleos vegetais são utilizados para proporcionar maior grau de oleosidade em óleos de corte e alguns óleos de engrenagens.
- Bactericidas. Bactericidas e germicidas, como fenol e óleo de pinho, são adicionados aos óleos de corte solúveis para prolongar a vida útil do fluido, manter a estabilidade, reduzir odores e prevenir dermatites.
Fabricação de Lubrificantes Industriais e Óleos Automotivos
Lubrificantes e óleos industriais, graxas, fluidos de corte e óleos de motores automotivos são fabricados em instalações de mistura e embalagem, também chamadas de “plantas de lubrificação” ou “plantas de mistura”. Essas instalações podem estar localizadas dentro ou adjacentes a refinarias que produzem estoques básicos de lubrificantes, ou podem estar a alguma distância e receber os estoques básicos por navios-tanque ou barcaças, vagões-tanque ferroviários ou caminhões-tanque. As fábricas de mistura e embalagem misturam e compõem aditivos em estoques básicos de óleo lubrificante para fabricar uma ampla gama de produtos acabados, que são então enviados a granel ou em contêineres.
Os processos de mistura e composição usados para fabricar lubrificantes, fluidos e graxas dependem da idade e sofisticação da instalação, do equipamento disponível, dos tipos e formulação dos aditivos usados e da variedade e volume dos produtos produzidos. A mistura pode exigir apenas a mistura física de estoques de base e pacotes de aditivos em uma chaleira usando misturadores, pás ou agitação a ar, ou calor auxiliar de bobinas elétricas ou de vapor pode ser necessário para ajudar a dissolver e misturar os aditivos. Outros fluidos e lubrificantes industriais são produzidos automaticamente pela mistura de matérias-primas e aditivos pré-misturados e pastas de óleo por meio de sistemas de distribuição. A graxa pode ser produzida em lotes ou composta continuamente. As fábricas de lubrificantes podem compor seus próprios aditivos a partir de produtos químicos ou comprar aditivos pré-embalados de empresas especializadas; uma única planta pode usar ambos os métodos. Quando as fábricas de lubrificantes fabricam seus próprios aditivos e pacotes de aditivos, pode haver necessidade de altas temperaturas e pressões, além de reações químicas e agitação física para compor os produtos químicos e materiais.
Após a produção, os fluidos e lubrificantes podem ser mantidos nas caldeiras de mistura ou colocados em tanques de retenção para garantir que os aditivos permaneçam em suspensão ou solução, para dar tempo para testes para determinar se o produto atende às especificações de qualidade e requisitos de certificação e para permitir que o processo que as temperaturas retornem aos níveis ambientes antes que os produtos sejam embalados e enviados. Quando o teste é concluído, os produtos acabados são liberados para remessa a granel ou embalagem em contêineres.
Os produtos acabados são embarcados a granel em vagões-tanque ferroviários ou em caminhões-tanque diretamente aos consumidores, distribuidores ou fábricas de embalagens externas. Os produtos acabados também são enviados para consumidores e distribuidores em vagões ferroviários ou caminhões de entrega de pacotes em uma variedade de contêineres, como segue:
- Os contêineres intermediários de metal, plástico e combinação de metal/plástico ou plástico/fibra, que variam em tamanho de 227 l a aproximadamente 2,840 l, são enviados como unidades individuais em paletes embutidos ou separados, empilhados em 1 ou 2 alturas.
- Tambores de metal, fibra ou plástico com capacidade de 208 l, 114 l ou 180 kg são geralmente enviados 4 para um palete.
- Tambores de metal ou plástico com capacidade de 60 l ou 54 kg e baldes de metal ou plástico de 19 l ou 16 kg são empilhados em paletes e amarrados ou esticados para manter a estabilidade.
- Recipientes de metal ou plástico com capacidade de 8 l ou 4 l, garrafas e latas de plástico, metal e fibra de 1 l e cartuchos de graxa de 2 kg são embalados em caixas que são empilhadas em paletes e amarradas ou esticadas para embarque.
Algumas fábricas de mistura e embalagem podem enviar paletes de produtos mistos e tamanhos mistos de contêineres e pacotes diretamente para pequenos consumidores. Por exemplo, uma remessa de palete simples para um posto de gasolina pode incluir 1 tambor de fluido de transmissão, 2 barris de graxa, 8 caixas de óleo de motor automotivo e 4 baldes de lubrificante de engrenagens.
Qualidade do produto
A qualidade do produto lubrificante é importante para manter as máquinas e equipamentos funcionando corretamente e para produzir peças e materiais de qualidade. As plantas de mistura e embalagem fabricam produtos petrolíferos acabados de acordo com especificações e requisitos de qualidade rigorosos. Os usuários devem manter o nível de qualidade estabelecendo práticas seguras para o manuseio, armazenamento, distribuição e transferência de lubrificantes de seus recipientes ou tanques originais para o equipamento de distribuição e para o ponto de aplicação na máquina ou equipamento a ser lubrificado ou no sistema a ser lubrificado. preencher. Algumas instalações industriais instalaram distribuição centralizada, lubrificação e sistemas hidráulicos que minimizam a contaminação e exposição. Óleos industriais, lubrificantes, óleos de corte e graxas se deteriorarão devido à contaminação por água ou umidade, exposição a temperaturas excessivamente altas ou baixas, mistura inadvertida com outros produtos e armazenamento a longo prazo, o que permite a perda de aditivos ou a ocorrência de alterações químicas.
Saúde e Segurança
Por serem usados e manuseados pelos consumidores, os produtos industriais e automotivos acabados devem ser relativamente isentos de perigos. Existe um potencial para exposições perigosas ao misturar e compor produtos, ao manusear aditivos, ao usar fluidos de corte e ao operar sistemas de lubrificação por névoa de óleo.
O capítulo Refinarias de petróleo e gás natural neste enciclopédia fornece informações sobre os riscos potenciais associados a instalações auxiliares em plantas de mistura e embalagem, como salas de caldeiras, laboratórios, escritórios, separadores de água e óleo e instalações de tratamento de resíduos, docas marítimas, armazenamento de tanques, operações de depósito, vagões-tanque ferroviários e estantes de carregamento de caminhões-tanque e instalações de carga e descarga de vagões ferroviários e caminhões de carga.
Segurança
Aditivos de fabricação e pastas, composição de lotes, mistura de lotes e operações de mistura em linha exigem controles rígidos para manter a qualidade desejada do produto e, juntamente com o uso de EPI, minimizar a exposição a produtos químicos e materiais potencialmente perigosos, bem como o contato com superfícies quentes e vapor. Os tambores e recipientes de aditivos devem ser armazenados com segurança e mantidos hermeticamente fechados até que estejam prontos para uso. Aditivos em tambores e sacos precisam ser manuseados adequadamente para evitar tensão muscular. Produtos químicos perigosos devem ser armazenados adequadamente e produtos químicos incompatíveis não devem ser armazenados onde possam se misturar uns com os outros. As precauções a serem tomadas ao operar máquinas de envase e embalagem incluem o uso de luvas e evitar prender os dedos em dispositivos que prendem tampas em barris e baldes. As proteções da máquina e os sistemas de proteção não devem ser removidos, desconectados ou desviados para agilizar o trabalho. Os recipientes e tambores intermediários a granel devem ser inspecionados antes do enchimento para garantir que estejam limpos e adequados.
Um sistema de autorização de espaço confinado deve ser estabelecido para entrada em tanques de armazenamento e caldeiras de mistura para limpeza, inspeção, manutenção ou reparo. Um procedimento de bloqueio/sinalização deve ser estabelecido e implementado antes de trabalhar em máquinas de embalagem, misturadores com misturadores, transportadores, paletizadores e outros equipamentos com partes móveis.
Tambores e recipientes com vazamento devem ser removidos da área de armazenamento e os derramamentos devem ser limpos para evitar escorregões e quedas. A reciclagem, queima e descarte de resíduos, lubrificantes derramados e usados, óleos de motores automotivos e fluidos de corte devem estar de acordo com os regulamentos governamentais e os procedimentos da empresa. Os trabalhadores devem usar EPI apropriado ao limpar derramamentos e manusear produtos usados ou descartados. Óleo de motor drenado, fluidos de corte ou lubrificantes industriais que possam estar contaminados com gasolina e solventes inflamáveis devem ser armazenados em local seguro, longe de fontes de ignição, até o descarte adequado.
Proteção contra fogo
Embora o potencial de incêndio seja menor na mistura e composição de lubrificantes industriais e automotivos do que nos processos de refino, deve-se tomar cuidado ao fabricar óleos e graxas para metalurgia devido ao uso de altas temperaturas de mistura e composição e produtos com ponto de inflamação mais baixo. Devem ser tomadas precauções especiais para evitar incêndios quando os produtos são dispensados ou os recipientes enchidos a temperaturas superiores aos seus pontos de inflamação. Ao transferir líquidos inflamáveis de um recipiente para outro, técnicas adequadas de ligação e aterramento devem ser aplicadas para evitar acúmulo e descarga eletrostática. Motores elétricos e equipamentos portáteis devem ser devidamente classificados quanto aos perigos presentes na área em que são instalados ou utilizados.
O potencial de incêndio existe se um vazamento de produto ou liberação de vapor na mistura de lubrificantes e processamento de graxa ou áreas de armazenamento atingir uma fonte de ignição. O estabelecimento e a implementação de um sistema de autorização para trabalho a quente devem ser considerados para prevenir incêndios em instalações de mistura e embalagem. Tanques de armazenamento instalados dentro de prédios devem ser construídos, ventilados e protegidos de acordo com os requisitos do governo e a política da empresa. Os produtos armazenados em estantes e pilhas não devem obstruir sistemas de proteção contra incêndio, portas corta-fogo ou saídas.
O armazenamento de produtos acabados, tanto a granel quanto em contêineres e embalagens, deve estar de acordo com práticas reconhecidas e regulamentos de prevenção de incêndio. Por exemplo, líquidos inflamáveis e aditivos que estão em soluções de líquidos inflamáveis podem ser armazenados em edifícios externos ou separados, especialmente projetados dentro ou em salas de armazenamento anexas. Muitos aditivos são armazenados em ambientes quentes (38 a 65°C) ou em ambientes quentes (acima de 65°C) para manter os ingredientes em suspensão, reduzir a viscosidade de produtos mais espessos ou facilitar a mistura ou composição. Essas salas de armazenamento devem atender aos requisitos de classificação elétrica, drenagem, ventilação e ventilação de explosão, especialmente quando líquidos inflamáveis ou líquidos combustíveis são armazenados e dispensados a temperaturas acima de seus pontos de fulgor.
Saúde
Ao misturar, amostrar e compor, equipamentos de proteção pessoal e respiratória devem ser considerados para evitar exposições ao calor, vapor, poeiras, névoas, vapores, vapores, sais metálicos, produtos químicos e aditivos. Práticas de trabalho seguras, boa higiene e proteção pessoal adequada podem ser necessárias para exposição a névoas de óleo, fumos e vapores, aditivos, ruído e calor ao realizar atividades de inspeção e manutenção durante a amostragem e manuseio de hidrocarbonetos e aditivos durante a produção e embalagem e durante a limpeza derramamentos e vazamentos:
- Sapatos de trabalho com solas resistentes a óleo ou antiderrapantes devem ser usados para trabalho geral, e sapatos de proteção aprovados com solas resistentes a óleo ou antiderrapantes devem ser usados onde houver risco de lesões nos pés devido ao rolamento ou queda de objetos ou equipamentos.
- Óculos de segurança e proteção respiratória podem ser necessários para exposições perigosas a produtos químicos, poeira ou vapor.
- Luvas impermeáveis, aventais, calçados, protetores faciais e óculos de proteção contra produtos químicos devem ser usados ao manusear produtos químicos perigosos, aditivos e soluções cáusticas e ao limpar derramamentos.
- A proteção da cabeça pode ser necessária ao trabalhar em poços ou áreas onde existe o potencial de ferimentos na cabeça.
- Deve ser fornecido acesso imediato a instalações de limpeza e secagem adequadas para lidar com respingos e derramamentos.
A oleosidade é uma causa comum de dermatite, que pode ser controlada com o uso de EPI e boas práticas de higiene pessoal. O contato direto da pele com qualquer graxa ou lubrificante formulado deve ser evitado. Óleos mais leves, como querosene, solventes e óleos de fuso, desengorduram a pele e causam erupções cutâneas. Produtos mais espessos, como óleos e graxas para engrenagens, obstruem os poros da pele, levando à foliculite.
Os perigos para a saúde devido à contaminação microbiana do óleo podem ser resumidos da seguinte forma:
- Condições de pele pré-existentes podem ser agravadas.
- Aerossóis lubrificantes de tamanho respirável podem causar doenças respiratórias.
- Os organismos podem alterar a composição do produto de modo que se torne diretamente prejudicial.
- Bactérias nocivas de animais, pássaros ou humanos podem ser introduzidas.
A dermatite de contato pode ocorrer quando os funcionários são expostos a fluidos de corte durante a produção, trabalho ou manutenção e quando limpam as mãos cobertas de óleo com panos embebidos em minúsculas partículas de metal. O metal causa pequenas lacerações na pele que podem infeccionar. Fluidos de corte à base de água na pele e roupas podem conter bactérias e causar infecções, e os emulsificantes podem dissolver gorduras da pele. A foliculite de óleo é causada pela exposição prolongada a fluidos de corte à base de óleo, como o uso de roupas encharcadas de óleo. Os funcionários devem remover e lavar as roupas embebidas em óleo antes de usá-las novamente. A dermatite também pode ser causada pelo uso de sabonetes, detergentes ou solventes para limpar a pele. A dermatite é melhor controlada por boas práticas de higiene e minimizando a exposição. Aconselhamento médico deve ser procurado quando a dermatite persistir.
Na extensa revisão realizada como base para seu documento de critérios, o Instituto Nacional de Segurança e Saúde Ocupacional dos EUA (NIOSH) encontrou uma associação entre a exposição a fluidos de usinagem de metais e o risco de desenvolver câncer em vários órgãos, incluindo estômago, pâncreas , laringe e reto (NIOSH 1996). As formulações específicas responsáveis pelos riscos elevados de câncer ainda precisam ser determinadas.
A exposição ocupacional a névoas de óleo e aerossóis está associada a uma variedade de efeitos respiratórios não malignos, incluindo pneumonia lipóide, asma, irritação aguda das vias aéreas, bronquite crônica e comprometimento da função pulmonar (NIOSH 1996).
Os fluidos de usinagem são facilmente contaminados por bactérias e fungos. Podem afetar a pele ou, quando inalados como aerossóis contaminados, podem ter efeitos sistêmicos.
Processos de refinaria, como hidroacabamento e tratamento com ácido, são usados para remover aromáticos de lubrificantes industriais, e o uso de estoques básicos naftênicos foi restrito para minimizar a carcinogenicidade. Aditivos introduzidos na mistura e composição também podem criar um risco potencial para a saúde. A exposição a compostos clorados e compostos com chumbo, como os usados em alguns lubrificantes e graxas para engrenagens, causa irritação da pele e pode ser potencialmente perigosa. O fosfato de tri-ortocresil causou surtos de paralisia nervosa quando o óleo lubrificante foi acidentalmente usado para cozinhar. Os óleos sintéticos consistem principalmente de nitrito de sódio e trietanolamina e aditivos. A trietanolamina comercial contém dietanolamina, que pode reagir com nitrito de sódio para formar um carcinógeno relativamente fraco, N-nitrosodietanolamina, que pode criar um perigo. Os lubrificantes semissintéticos apresentam os perigos de ambos os produtos, assim como os aditivos em suas formulações.
As informações de segurança do produto são importantes para os funcionários de fabricantes e usuários de lubrificantes, óleos e graxas. Os fabricantes devem ter fichas de dados de segurança de material (MSDSs) ou outras informações de produto disponíveis para todos os aditivos e estoques básicos usados na mistura e na composição. Muitas empresas realizaram testes epidemiológicos e toxicológicos para determinar o grau de perigos associados a quaisquer efeitos agudos e crônicos de seus produtos à saúde. Essas informações devem estar disponíveis para trabalhadores e usuários por meio de etiquetas de advertência e informações de segurança do produto.
Tratamento de superfície de metais
Adaptado da 3ª edição, Enciclopédia de Saúde e Segurança Ocupacional.
Existe uma grande variedade de técnicas para o acabamento das superfícies dos produtos metálicos, de modo que resistam à corrosão, se adaptem melhor e tenham uma aparência melhor (ver tabela 1). Alguns produtos são tratados por uma sequência de várias dessas técnicas. Este artigo irá descrever brevemente alguns dos mais comumente usados.
Tabela 1. Resumo dos perigos associados aos diferentes métodos de tratamento de metais
|
Método de tratamento de metal |
Riscos |
Precauções |
|
Polimento eletrolítico |
Queimaduras e irritação por produtos químicos cáusticos e corrosivos |
Use equipamento de proteção pessoal adequado. Instale ventilação de exaustão eficaz. |
|
galvanoplastia |
Exposição a cromo e níquel potencialmente cancerígenos; exposição a cianetos; queimaduras e irritação de produtos químicos cáusticos e corrosivos; choque elétrico; o processo pode ser molhado, causando riscos de escorregar e cair; potencial geração de poeira explosiva; riscos ergonômicos |
Use equipamento de proteção pessoal adequado. Instale ventilação de exaustão eficaz, geralmente com fenda, sistema push-pull. Limpe os derramamentos imediatamente. Instale piso antiderrapante. Use um design eficaz de procedimentos e estações de trabalho para evitar estresse ergonômico. |
|
Esmaltes e vidrados |
Perigos físicos de trituradores, transportadores, moinhos; perigo de queimadura de líquidos e equipamentos de alta temperatura; exposição a poeiras que podem causar doenças pulmonares |
Instale as proteções adequadas da máquina, incluindo intertravamentos. Use equipamento de proteção pessoal adequado. Instale uma ventilação de exaustão eficaz para evitar a exposição à poeira. Equipamento com filtro HEPA pode ser necessário. |
|
Gravura |
Exposição ao ácido fluorídrico; queimaduras e irritação de produtos químicos cáusticos e corrosivos; perigo de queimadura de líquidos e equipamentos de alta temperatura |
Implemente um programa para evitar a exposição ao ácido fluorídrico. Use equipamento de proteção pessoal adequado. Instale ventilação de exaustão eficaz. |
|
Galvanização |
Risco de queimadura de líquidos, metais e equipamentos de alta temperatura; queimaduras e irritação de produtos químicos cáusticos e corrosivos; febre dos fumos metálicos; exposição potencial ao chumbo |
Use equipamento de proteção pessoal adequado. Instale ventilação de exaustão eficaz. Implemente um programa de redução/monitoramento da exposição ao chumbo. |
|
Tratamento térmico |
Perigo de queimadura de líquidos, metais e equipamentos de alta temperatura; queimaduras e irritação de produtos químicos cáusticos e corrosivos; possíveis atmosferas explosivas de hidrogênio; exposição potencial ao monóxido de carbono; exposição potencial a cianetos; risco de incêndio devido à têmpera com óleo |
Use equipamento de proteção pessoal adequado. Instale ventilação de exaustão eficaz. Exibir sinais de aviso de equipamentos e superfícies de alta temperatura. Instale sistemas para monitorar a concentração de monóxido de carbono. Instale sistemas adequados de supressão de incêndio. |
|
Metalização |
Perigo de queimadura de metais e equipamentos de alta temperatura; possíveis atmosferas explosivas de poeira, acetileno; febre de fumaça de zinco |
Instale sistemas de combate a incêndio adequados. Separe adequadamente os produtos químicos e os gases. Use equipamento de proteção pessoal adequado. Instale ventilação de exaustão eficaz. |
|
Fosfatização |
Queimaduras e irritação por produtos químicos cáusticos e corrosivos |
Use equipamento de proteção pessoal adequado. Instale ventilação de exaustão eficaz. |
|
Revestimento de plástico |
Exposição a sensibilizadores químicos |
Procure alternativas aos sensibilizadores. Use equipamento de proteção pessoal adequado. Instale uma ventilação de exaustão eficaz. |
|
escorvamento |
Exposição a vários solventes que são potencialmente tóxicos e inflamáveis, exposição a sensibilizadores químicos, exposição a cromo potencialmente cancerígeno |
Procure alternativas aos sensibilizadores. Use equipamento de proteção pessoal adequado. Instale uma ventilação de exaustão eficaz. Separe adequadamente os produtos químicos/gases. |
Antes que qualquer uma dessas técnicas possa ser aplicada, os produtos devem ser completamente limpos. Vários métodos de limpeza são usados, individualmente ou em sequência. Eles incluem esmerilhamento mecânico, escovação e polimento (que produzem pó metálico ou óxido - o pó de alumínio pode ser explosivo), desengorduramento a vapor, lavagem com solventes orgânicos de graxa, “decapagem” em soluções ácidas ou alcalinas concentradas e desengorduramento eletrolítico. A última envolve a imersão em banhos contendo cianeto e álcalis concentrados nos quais o hidrogênio ou oxigênio formado eletroliticamente remove a graxa, resultando em superfícies metálicas “vazias” e livres de óxidos e graxas. A limpeza é seguida de enxágue e secagem adequados do produto.
O design adequado do equipamento e a LEV eficaz reduzirão parte do risco. Os trabalhadores expostos ao risco de respingos devem usar óculos de proteção ou protetores oculares e luvas, aventais e roupas de proteção. Chuveiros e lava-olhos devem estar próximos e em boas condições de funcionamento, e respingos e derramamentos devem ser lavados imediatamente. Com equipamentos eletrolíticos, as luvas e sapatos devem ser não condutores, e outras precauções elétricas padrão, como a instalação de interruptores de circuito de falha de aterramento e procedimentos de bloqueio/sinalização devem ser seguidas.
Processos de tratamento
Polimento eletrolítico
O polimento eletrolítico é usado para produzir uma superfície com melhor aparência e refletividade, para remover o excesso de metal para ajustar com precisão as dimensões exigidas e para preparar a superfície para inspeção de imperfeições. O processo envolve a dissolução anódica preferencial de pontos altos na superfície após desengorduramento a vapor e limpeza alcalina a quente. Ácidos são freqüentemente usados como soluções eletrolíticas; portanto, é necessário um enxágue adequado depois.
galvanoplastia
A galvanoplastia é um processo químico ou eletroquímico para aplicar uma camada metálica ao produto - por exemplo, níquel para proteger contra corrosão, cromo duro para melhorar as propriedades da superfície ou prata e ouro para embelezá-lo. Ocasionalmente, materiais não metálicos são usados. O produto, ligado como cátodo, e um ânodo do metal a ser depositado são imersos em uma solução eletrolítica (que pode ser ácida, alcalina ou alcalina com sais de cianeto e complexos) e ligados externamente a uma fonte de corrente contínua. Os cátions carregados positivamente do ânodo metálico migram para o cátodo, onde são reduzidos ao metal e depositados como uma camada fina (ver figura 1). O processo continua até que o novo revestimento atinja a espessura desejada, e então o produto é lavado, seco e polido.
Figura 1. Galvanoplastia: representação esquemática
Ânodo: Cu → Cu+2 + 2e- ; Cátodo: Cu+2 + 2e- → Cu
In eletroformação, um processo intimamente relacionado à galvanoplastia, objetos moldados de, por exemplo, gesso ou plástico são tornados condutores pela aplicação de grafite e, em seguida, são conectados como cátodo para que o metal seja depositado sobre eles.
In anodização, um processo que se tornou cada vez mais importante nos últimos anos, produtos de alumínio (titânio e outros metais também são usados) são conectados como ânodo e imersos em ácido sulfúrico diluído. No entanto, em vez da formação de íons positivos de alumínio e migração para deposição no cátodo, eles são oxidados pelos átomos de oxigênio que surgem no ânodo e ficam ligados a ele como uma camada de óxido. Esta camada de óxido é parcialmente dissolvida pela solução de ácido sulfúrico, tornando a camada superficial porosa. Posteriormente, materiais coloridos ou fotossensíveis podem ser depositados nesses poros, como na fabricação de placas de identificação, por exemplo.
Esmaltes e esmaltes
Esmalte vítreo ou esmalte de porcelana é usado para dar uma cobertura altamente resistente ao calor, manchas e corrosão para metais, geralmente ferro ou aço, em uma ampla gama de produtos fabricados, incluindo banheiras, fogões a gás e elétricos, utensílios de cozinha, tanques de armazenamento e recipientes, e equipamentos elétricos. Além disso, os esmaltes são utilizados na decoração de cerâmicas, vidros, joias e ornamentos decorativos. O uso especializado de pós de esmalte na produção de utensílios ornamentais como Cloisonné e Limoges é conhecido há séculos. Os esmaltes são aplicados a utensílios de cerâmica de todos os tipos.
Os materiais utilizados na fabricação de esmaltes e esmaltes vítreos incluem:
- refratários, como quartzo, feldspato e argila
- fundentes, tais como bórax (borato de sódio deca-hidratado), carbonato de sódio (carbonato de sódio anidro), nitrato de sódio, espatoflúor, criolita, carbonato de bário, carbonato de magnésio, monóxido de chumbo, tetróxido de chumbo e óxido de zinco
- cores, como óxidos de antimônio, cádmio, cobalto, ferro, níquel, manganês, selênio, vanádio, urânio e titânio
- opacificantes, como óxidos de antimônio, titânio, estanho e zircônio e antimoninato de sódio
- eletrólitos, como bórax, carbonato de sódio, carbonato e sulfato de magnésio, nitrito de sódio e aluminato de sódio
- agentes floculantes, como argila, gomas, alginato de amônio, bentonita e sílica coloidal.
O primeiro passo em todos os tipos de esmaltação vítrea ou vitrificação é a fabricação da frita, o esmalte em pó. Isso envolve a preparação das matérias-primas, fundição e manuseio da frita.
Após a limpeza cuidadosa dos produtos de metal (por exemplo, jateamento, decapagem, desengorduramento), o esmalte pode ser aplicado por uma série de procedimentos:
- No processo úmido, o objeto é mergulhado na pasta de esmalte aquoso, retirado e deixado escorrer ou, no “slushing”, a pasta de esmalte é mais espessa e deve ser sacudida do objeto.
- No processo seco, o objeto revestido é aquecido até a temperatura de esmaltação e, em seguida, o pó de esmalte seco é polvilhado por peneiras sobre ele. O esmalte sinteriza no lugar e, quando o objeto é devolvido ao forno, ele se funde em uma superfície lisa.
- A aplicação por pulverização está sendo cada vez mais utilizada, geralmente em uma operação mecanizada. Requer um gabinete sob ventilação de exaustão.
- Os esmaltes decorativos são geralmente aplicados à mão, com o uso de pincéis ou ferramentas similares.
- Os esmaltes para artigos de porcelana e cerâmica são geralmente aplicados por imersão ou pulverização. Embora algumas operações de imersão estejam sendo mecanizadas, as peças geralmente são mergulhadas manualmente na indústria doméstica de porcelana. O objeto é segurado na mão, mergulhado em uma grande banheira de esmalte, o esmalte é removido com um movimento do pulso e o objeto é colocado em um secador. Uma coifa ou gabinete fechado com ventilação de exaustão eficiente deve ser fornecido quando o esmalte é pulverizado.
Os objetos preparados são então “cozidos” em uma fornalha ou forno, que geralmente é alimentado a gás.
Gravura
A corrosão química produz um acabamento acetinado ou fosco. Mais frequentemente, é usado como um pré-tratamento antes da anodização, lacagem, revestimento de conversão, polimento ou clareamento químico. É mais frequentemente aplicado em alumínio e aço inoxidável, mas também é usado para muitos outros metais.
O alumínio é geralmente gravado em soluções alcalinas contendo várias misturas de hidróxido de sódio, hidróxido de potássio, fosfato trissódico e carbonato de sódio, juntamente com outros ingredientes para evitar a formação de lodo. Um dos processos mais comuns utiliza hidróxido de sódio na concentração de 10 a 40 g/l mantido a uma temperatura de 50 a 85°C com tempo de imersão de até 10 minutos.
A corrosão alcalina é geralmente precedida e seguida de tratamento em várias misturas de ácido clorídrico, fluorídrico, nítrico, fosfórico, crômico ou sulfúrico. Um tratamento ácido típico envolve imersões de 15 a 60 segundos em uma mistura de 3 partes em volume de ácido nítrico e 1 parte em volume de ácido fluorídrico que é mantida a uma temperatura de 20°C.
Galvanização
A galvanização aplica um revestimento de zinco a uma variedade de produtos de aço para proteger contra a corrosão. O produto deve estar limpo e livre de óxidos para que o revestimento adira adequadamente. Isso geralmente envolve uma série de processos de limpeza, enxágue, secagem ou recozimento antes que o produto entre no banho de galvanização. Na galvanização “por imersão a quente”, o produto passa por um banho de zinco fundido; A galvanização “fria” é essencialmente galvanoplastia, conforme descrito acima.
Os produtos manufaturados são geralmente galvanizados em um processo de batelada, enquanto o método de tira contínua é usado para tiras de aço, chapas ou arames. O fluxo pode ser empregado para manter a limpeza satisfatória do produto e do banho de zinco e para facilitar a secagem. Uma etapa de pré-fluxo pode ser seguida por uma cobertura de fluxo de cloreto de amônio na superfície do banho de zinco, ou este último pode ser usado sozinho. Na galvanização do tubo, o tubo é imerso em uma solução quente de cloreto de amônio e zinco após a limpeza e antes do tubo entrar no banho de zinco fundido. Os fluxos se decompõem para formar cloreto de hidrogênio irritante e gás amônia, exigindo LEV.
Os vários tipos de galvanização por imersão a quente contínua diferem essencialmente na forma como o produto é limpo e se a limpeza é feita em linha:
- limpeza por oxidação de chama dos óleos de superfície com posterior redução no forno e recozimento feito em linha
- limpeza eletrolítica feita antes do recozimento em linha
- limpeza por decapagem ácida e limpeza alcalina, usando um fundente antes do forno de pré-aquecimento e recozimento em um forno antes da galvanização
- limpeza por decapagem ácida e limpeza alcalina, eliminando o fluxo e pré-aquecendo em um gás redutor (por exemplo, hidrogênio) antes da galvanização.
A linha de galvanização contínua para tiras de aço de bitola leve omite a decapagem e o uso de fundente; usa limpeza alcalina e mantém a superfície limpa da tira aquecendo-a em uma câmara ou forno com atmosfera redutora de hidrogênio até que passe abaixo da superfície do banho de zinco fundido.
A galvanização contínua de arame requer etapas de recozimento, geralmente com uma panela de chumbo derretido na frente dos tanques de limpeza e galvanização; resfriamento a ar ou água; decapagem em ácido clorídrico diluído e quente; lavagem; aplicação de um fluxo; secagem; e depois galvanização no banho de zinco fundido.
Uma escória, uma liga de ferro e zinco, deposita-se no fundo do banho de zinco fundido e deve ser removida periodicamente. Vários tipos de materiais flutuam na superfície do banho de zinco para evitar a oxidação do zinco fundido. Desnatação frequente é necessária nos pontos de entrada e saída do fio ou tira a ser galvanizada.
Tratamento térmico
O tratamento térmico, o aquecimento e resfriamento de um metal que permanece no estado sólido, geralmente é parte integrante do processamento de produtos metálicos. Quase sempre envolve uma mudança na estrutura cristalina do metal que resulta em uma modificação de suas propriedades (por exemplo, recozimento para tornar o metal mais maleável, aquecimento e resfriamento lento para reduzir a dureza, aquecimento e têmpera para aumentar a dureza, baixa temperatura aquecimento para minimizar tensões internas).
Recozimento
O recozimento é um tratamento térmico de “amolecimento” amplamente utilizado para permitir mais trabalho a frio do metal, melhorar a usinabilidade, aliviar o estresse do produto antes de ser usado e assim por diante. Envolve o aquecimento do metal a uma temperatura específica, mantendo-o nessa temperatura por um período de tempo específico e permitindo que ele esfrie a uma taxa específica. Várias técnicas de recozimento são usadas:
- recozimento azul, em que uma camada de óxido azul é produzida na superfície de ligas à base de ferro
- recozimento brilhante, que é realizado em uma atmosfera controlada para minimizar a oxidação da superfície
- Recozimento fechado or recozimento de caixa, um método no qual metais ferrosos e não ferrosos são aquecidos em um recipiente de metal selado com ou sem material de embalagem e, em seguida, resfriados lentamente
- recozimento completo, geralmente realizado em atmosfera protetora, visando obter a máxima maciez economicamente viável
- Maleável, um tipo especial de recozimento dado às peças fundidas de ferro para torná-las maleáveis, transformando o carbono combinado no ferro em carbono fino (ou seja, grafite)
- recozimento parcial, um processo de baixa temperatura para remover tensões internas induzidas no metal por trabalho a frio
- Subcrítico or recozimento esferoidal, que produz usinabilidade aprimorada, permitindo que o carboneto de ferro na estrutura cristalina adquira uma forma esferóide.
Envelhecimento
O endurecimento por envelhecimento é um tratamento térmico frequentemente usado em ligas de alumínio-cobre em que o endurecimento natural que ocorre na liga é acelerado por aquecimento a cerca de 180°C por cerca de 1 hora.
homogeneização
A homogeneização, geralmente aplicada a lingotes ou compactos de metal em pó, é projetada para remover ou reduzir bastante a segregação. É obtido aquecendo a uma temperatura de cerca de 20°C abaixo do ponto de fusão do metal por cerca de 2 horas ou mais e depois resfriando.
Normalizando
Um processo semelhante ao recozimento completo, garante a uniformidade das propriedades mecânicas a serem obtidas e também produz maior tenacidade e resistência às cargas mecânicas.
Patente
O patenteamento é um tipo especial de processo de recozimento que geralmente é aplicado a materiais de pequena seção transversal que se destinam a ser trefilados (por exemplo, fio de aço carbono 0.6%). O metal é aquecido em um forno comum acima da faixa de transformação e então passa do forno diretamente para, por exemplo, um banho de chumbo mantido a uma temperatura de cerca de 170°C.
Têmpera-endurecimento e revenido
Um aumento na dureza pode ser produzido em uma liga à base de ferro pelo aquecimento acima da faixa de transformação e resfriamento rápido até a temperatura ambiente por têmpera em óleo, água ou ar. Muitas vezes, o artigo é submetido a tensões muito altas para ser colocado em serviço e, para aumentar sua tenacidade, é revenido reaquecendo a uma temperatura abaixo da faixa de transformação e permitindo que esfrie na taxa desejada.
Martêmpera e austêmpera são processos semelhantes, exceto que o artigo é temperado, por exemplo, em um banho de sal ou chumbo mantido a uma temperatura de 400°C.
Endurecimento superficial e de revestimento
Este é outro processo de tratamento térmico aplicado com mais frequência a ligas à base de ferro, o que permite que a superfície do objeto permaneça dura enquanto seu núcleo permanece relativamente dúctil. Possui diversas variações:
- Endurecimento por chama envolve o endurecimento das superfícies do objeto (por exemplo, dentes de engrenagem, rolamentos, guias) aquecendo com uma tocha de gás de alta temperatura e depois resfriando em óleo, água ou outro meio adequado.
- Endurecimento por indução elétrica é semelhante ao endurecimento por chama, exceto que o aquecimento é produzido por correntes parasitas induzidas nas camadas superficiais.
- Carburação aumenta o teor de carbono da superfície de uma liga à base de ferro aquecendo o objeto em um meio carbonáceo sólido, líquido ou gasoso (por exemplo, carvão sólido e carbonato de bário, cianeto de sódio líquido e carbonato de sódio, monóxido de carbono gasoso, metano e assim por diante ) a uma temperatura de cerca de 900°C.
- Nitretação aumenta o teor de nitrogênio da superfície de um objeto especial de ferro fundido ou aço de baixa liga, aquecendo-o em um meio nitrogenado, geralmente gás amônia, a cerca de 500 a 600°C.
- Cianetação é um método de endurecimento no qual a superfície de um objeto de aço de baixo carbono é enriquecida em carbono e nitrogênio simultaneamente. Geralmente envolve aquecer o objeto por 1 hora em um banho de cianeto de sódio 30% fundido a 870°C e, em seguida, resfriá-lo em óleo ou água.
- Carbonitretação é um processo gasoso para a absorção simultânea de carbono e nitrogênio na camada superficial do aço, aquecendo-o a 800 a 875°C em uma atmosfera de um gás de carburação (veja acima) e um gás de nitretação (por exemplo, 2 a 5% de anidro amônia).
Metalização
A metalização, ou pulverização de metal, é uma técnica para aplicar um revestimento metálico protetor a uma superfície rugosa mecanicamente, pulverizando-a com gotas de metal fundido. Também é usado para construir superfícies desgastadas ou corroídas e para recuperar componentes mal usinados. O processo é amplamente conhecido como Schooping, em homenagem ao Dr. Schoop que o inventou.
Ele usa a pistola Schooping, uma pistola de pulverização portátil em forma de pistola através da qual o metal em forma de fio é alimentado em uma chama de maçarico de gás combustível / oxigênio que o derrete e, usando ar comprimido, o pulveriza no objeto. A fonte de calor é uma mistura de oxigênio e acetileno, propano ou gás natural comprimido. O fio enrolado geralmente é endireitado antes de ser alimentado na pistola. Qualquer metal que possa ser transformado em fio pode ser usado; a arma também pode aceitar o metal em forma de pó.
A metalização a vácuo é um processo no qual o objeto é colocado em uma jarra a vácuo na qual o metal de revestimento é pulverizado.
Fosfatização
A fosfatação é usada principalmente em aço macio e galvanizado e alumínio para aumentar a adesão e resistência à corrosão de tintas, ceras e acabamentos a óleo. Também é usado para formar uma camada que atua como um filme de separação na estampagem profunda de chapas metálicas e melhora sua resistência ao desgaste. Consiste essencialmente em deixar a superfície metálica reagir com uma solução de um ou mais fosfatos de ferro, zinco, manganês, sódio ou amônia. Soluções de fosfato de sódio e amônio são usadas para limpeza e fosfatação combinadas. A necessidade de fosfatar objetos multimetálicos e o desejo de aumentar a velocidade da linha em operações automatizadas levou à redução dos tempos de reação pela adição de aceleradores como fluoretos, cloratos, molibdatos e compostos de níquel às soluções de fosfatação. conseqüentemente, para aumentar a flexibilidade dos revestimentos de fosfato de zinco, agentes de refino de cristal, como fosfato de zinco terciário ou fosfato de titânio, são adicionados ao enxágue de pré-tratamento.
A sequência de fosfatação normalmente inclui as seguintes etapas:
- limpeza cáustica quente
- escovar e enxaguar
- mais limpeza cáustica quente
- enxágue com água condicionadora
- pulverização ou imersão em soluções quentes de fosfatos ácidos
- enxágue com água fria
- enxágue com ácido crômico morno
- outra lavagem com água fria
- secagem.
escorvamento
Primários de tinta orgânicos são aplicados a superfícies metálicas para promover a adesão de tintas aplicadas posteriormente e para retardar a corrosão na interface tinta-metal. Os primers geralmente contêm resinas, pigmentos e solventes e podem ser aplicados nas superfícies metálicas preparadas por pincel, spray, imersão, revestimento com rolo ou eletroforese.
Os solventes podem ser qualquer combinação de hidrocarbonetos alifáticos e aromáticos, cetonas, ésteres, álcoois e éteres. As resinas mais comumente usadas são butinol de polivinil, resinas fenólicas, óleos alquídicos secantes, óleos epoxidados, epóxiésteres, silicatos de etila e borrachas cloradas. Em primers complexos, agentes de reticulação como tetraetileno pentamina, pentaetileno hexamina, isocianatos e ureia formaldeído são usados. Os pigmentos inorgânicos usados em formulações de primer incluem compostos de chumbo, bário, cromo, zinco e cálcio.
Revestimento de plástico
Os revestimentos plásticos são aplicados a metais na forma líquida, como pós que são subsequentemente curados ou sinterizados por aquecimento, ou na forma de folhas fabricadas que são laminadas na superfície do metal com um adesivo. Os plásticos mais comumente usados incluem polietileno, poliamidas (nylons) e PVC. Estes últimos podem incluir plastificantes à base de ésteres monoméricos e poliméricos e estabilizadores como carbonato de chumbo, sais de ácidos graxos de bário e cádmio, dilaurato de dibutilestanho, mercaptídeos de alquilestanho e fosfato de zinco. Embora geralmente de baixa toxicidade e não irritantes, alguns dos plastificantes são sensibilizantes da pele.
Perigos e sua prevenção
Como pode ser deduzido da complexidade dos processos descritos acima, há uma grande variedade de riscos à segurança e à saúde associados ao tratamento de superfície de metais. Muitos são encontrados regularmente em operações de fabricação; outras são apresentadas pela singularidade das técnicas e materiais empregados. Alguns são potencialmente fatais. Em geral, no entanto, eles podem ser evitados ou controlados.
Projeto do local de trabalho
O local de trabalho deve ser projetado para permitir a entrega de matérias-primas e insumos e a retirada dos produtos acabados sem interferir no processamento em andamento. Como muitos dos produtos químicos são inflamáveis ou propensos a reagir quando misturados, a separação adequada no armazenamento e no trânsito é essencial. Muitas das operações de acabamento de metal envolvem líquidos e, quando ocorrem vazamentos, derramamentos ou respingos de ácidos ou álcalis, eles devem ser lavados imediatamente. Portanto, pisos antiderrapantes e adequadamente drenados devem ser fornecidos. A limpeza deve ser diligente para manter as áreas de trabalho e outros espaços limpos e livres de acúmulos de materiais. Os sistemas de descarte de resíduos sólidos e líquidos e efluentes de fornos e ventilação de exaustão devem ser projetados tendo em mente as preocupações ambientais.
As estações de trabalho e as atribuições de trabalho devem usar princípios ergonômicos para minimizar tensões, entorses, fadiga excessiva e LERs. As proteções da máquina devem ter bloqueio automático para que a máquina seja desenergizada se a proteção for removida. Protetores contra respingos são essenciais. Devido ao perigo de respingos de soluções ácidas e alcalinas quentes, os lava-olhos e os chuveiros de corpo inteiro devem ser instalados em locais de fácil acesso. Sinais devem ser colocados para alertar outros funcionários de produção e manutenção sobre perigos como banhos químicos e superfícies quentes.
avaliação química
Todos os produtos químicos devem ser avaliados quanto à toxicidade potencial e perigos físicos, e materiais menos perigosos devem ser substituídos sempre que possível. No entanto, como o material menos tóxico pode ser mais inflamável, o risco de incêndio e explosão também deve ser considerado. Além disso, a compatibilidade química dos materiais deve ser considerada. Por exemplo, a mistura acidental de sais de nitrato e cianeto pode causar uma explosão devido às fortes propriedades oxidantes dos nitratos.
Ventilação
A maioria dos processos de revestimento de metal exige que a LEV seja estrategicamente posicionada para afastar os vapores ou outros contaminantes do trabalhador. Alguns sistemas empurram ar fresco através do tanque para “empurrar” os contaminantes transportados pelo ar para o lado de exaustão do sistema. As entradas de ar fresco devem estar localizadas longe das aberturas de exaustão para que gases potencialmente tóxicos não sejam recirculados.
Equipamento de proteção pessoal
Os processos devem ser projetados para evitar exposições potencialmente tóxicas, mas como nem sempre podem ser totalmente evitadas, os funcionários deverão receber EPI apropriado (por exemplo, óculos com ou sem proteção facial, conforme apropriado, luvas, aventais ou macacões e sapatos). Como muitas das exposições envolvem soluções corrosivas ou cáusticas quentes, os itens de proteção devem ser isolados e resistentes a produtos químicos. Se houver possibilidade de exposição à eletricidade, o EPI deve ser não condutor. O EPI deve estar disponível em quantidade adequada para permitir que itens úmidos e contaminados sejam limpos e secos antes de reutilizá-los. Luvas isoladas e outras roupas de proteção devem estar disponíveis onde houver risco de queimaduras térmicas de metal quente, fornos e assim por diante.
Um complemento importante é a disponibilidade de instalações de lavagem e armários e vestiários limpos, para que as roupas dos trabalhadores permaneçam não contaminadas e os trabalhadores não carreguem materiais tóxicos de volta para suas casas.
Treinamento e supervisão de funcionários
A educação e o treinamento dos funcionários são essenciais quando novos no trabalho ou quando houver mudanças no equipamento ou no processo. Devem ser fornecidas MSDSs para cada um dos produtos químicos que expliquem os perigos químicos e físicos, em idiomas e em níveis educacionais que garantam que serão compreendidos pelos trabalhadores. O teste de competência e o retreinamento periódico garantirão que os trabalhadores tenham retido as informações necessárias. Supervisão rigorosa é aconselhável para garantir que os procedimentos adequados sejam seguidos.
Perigos selecionados
Certos perigos são exclusivos da indústria de revestimento de metal e merecem consideração especial.
Soluções alcalinas e ácidas
As soluções alcalinas e ácidas aquecidas utilizadas na limpeza e tratamento de metais são particularmente corrosivas e cáusticas. Eles são irritantes para a pele e membranas mucosas e são especialmente perigosos quando respingados nos olhos. Lava-olhos e chuveiros de emergência são essenciais. Roupas e óculos de proteção adequados protegem contra os inevitáveis respingos; quando um respingo atingir a pele, a área deve ser imediata e abundantemente enxaguada com água limpa e fria por pelo menos 15 minutos; atenção médica pode ser necessária, especialmente quando o olho está envolvido.
Deve-se ter cuidado ao utilizar hidrocarbonetos clorados, pois o fosgênio pode resultar de uma reação do hidrocarboneto clorado, ácidos e metais. Os ácidos nítrico e fluorídrico são particularmente perigosos quando seus gases são inalados, porque pode levar 4 horas ou mais antes que os efeitos nos pulmões se tornem aparentes. Bronquite, pneumonite e até mesmo edema pulmonar potencialmente fatal podem aparecer tardiamente em um trabalhador que aparentemente não teve nenhum efeito inicial da exposição. Tratamento médico profilático imediato e, muitas vezes, hospitalização são aconselháveis para trabalhadores expostos. O contato da pele com o ácido fluorídrico pode causar queimaduras graves sem dor por várias horas. A atenção médica imediata é essencial.
Dust
As poeiras metálicas e oxidas são um problema particular nas operações de esmerilhamento e polimento e são removidas com mais eficiência pelo LEV à medida que são criadas. Os dutos devem ser projetados para serem suaves e a velocidade do ar deve ser suficiente para evitar que as partículas se depositem no fluxo de ar. A poeira de alumínio e magnésio pode ser explosiva e deve ser coletada em uma armadilha úmida. O chumbo tornou-se um problema menor com o declínio de seu uso em cerâmica e esmaltes de porcelana, mas continua sendo um risco ocupacional onipresente e deve sempre ser evitado. O berílio e seus compostos receberam interesse recentemente devido à possibilidade de carcinogenicidade e doença crônica do berílio.
Certas operações apresentam risco de silicose e pneumoconiose: a calcinação, trituração e secagem de pederneira, quartzo ou pedra; a peneiração, mistura e pesagem dessas substâncias no estado seco; e o carregamento de fornos com tais materiais. Eles também representam um perigo quando são usados em um processo úmido e são respingados no local de trabalho e na roupa dos trabalhadores, para se tornarem poeira novamente quando secarem. LEV e rigorosa limpeza e higiene pessoal são medidas preventivas importantes.
Solventes orgânicos
Solventes e outros produtos químicos orgânicos usados no desengorduramento e em certos processos são perigosos quando inalados. Na fase aguda, seus efeitos narcóticos podem levar à paralisia respiratória e à morte. Na exposição crônica, a toxicidade do sistema nervoso central e os danos hepáticos e renais são mais frequentes. A proteção é fornecida pela LEV com uma zona de segurança de pelo menos 80 a 100 cm entre a fonte e a área de respiração do trabalhador. A ventilação da bancada também deve ser instalada para remover os vapores residuais das peças acabadas. O desengorduramento da pele por solventes orgânicos pode ser um precursor da dermatite. Muitos solventes também são inflamáveis.
Cianeto
Banhos contendo cianetos são freqüentemente usados em desengorduramento eletrolítico, galvanoplastia e cianeto. A reação com o ácido formará o cianeto de hidrogênio volátil e potencialmente letal (ácido prússico). A concentração letal no ar é de 300 a 500 ppm. Exposições fatais também podem resultar da absorção ou ingestão de cianetos pela pele. A limpeza ideal é essencial para os trabalhadores que usam cianeto. Os alimentos não devem ser ingeridos antes da lavagem e nunca devem estar na área de trabalho. As mãos e as roupas devem ser cuidadosamente limpas após uma possível exposição ao cianeto.
As medidas de primeiros socorros para envenenamento por cianeto incluem transporte ao ar livre, remoção de roupas contaminadas, lavagem abundante das áreas expostas com água, oxigenoterapia e inalação de nitrito de amila. LEV e proteção da pele são essenciais.
cromo e níquel
Compostos de cromo e níquel usados em banhos galvânicos em galvanoplastia podem ser perigosos. Os compostos de cromo podem causar queimaduras, ulceração e eczema da pele e mucosa e uma perfuração característica do septo nasal. Pode ocorrer asma brônquica. Os sais de níquel podem causar lesões cutâneas alérgicas obstinadas ou irritantes tóxicas. Há evidências de que os compostos de cromo e níquel podem ser cancerígenos. LEV e proteção da pele são essenciais.
Fornos e fornos
Precauções especiais são necessárias ao trabalhar com os fornos empregados, por exemplo, no tratamento térmico de metais, onde os componentes são manipulados em altas temperaturas e os materiais utilizados no processo podem ser tóxicos ou explosivos ou ambos. Os meios gasosos (atmosferas) no forno podem reagir com a carga metálica (atmosferas oxidantes ou redutoras) ou podem ser neutros e protetores. A maioria destes contém até 50% de hidrogênio e 20% de monóxido de carbono, que, além de combustíveis, formam misturas altamente explosivas com o ar em temperaturas elevadas. A temperatura de ignição varia de 450 a 750 °C, mas uma faísca local pode causar ignição mesmo em temperaturas mais baixas. O perigo de explosão é maior quando o forno está sendo ligado ou desligado. Como um forno de resfriamento tende a sugar o ar (um perigo particular quando o combustível ou o fornecimento de energia é interrompido), um suprimento de gás inerte (por exemplo, nitrogênio ou dióxido de carbono) deve estar disponível para purga quando o forno é desligado, bem como quando uma atmosfera protetora é introduzida em um forno quente.
O monóxido de carbono é talvez o maior perigo de fornalhas e fornos. Por ser incolor e inodoro, freqüentemente atinge níveis tóxicos antes que o trabalhador perceba. A dor de cabeça é um dos primeiros sintomas de toxicidade e, portanto, um trabalhador que desenvolve uma dor de cabeça no trabalho deve ser removido imediatamente para o ar fresco. As zonas de perigo incluem bolsas rebaixadas nas quais o monóxido de carbono pode se acumular; deve-se lembrar que a alvenaria é porosa e pode reter o gás durante a purga normal e liberá-lo quando a purga for concluída.
Os fornos de chumbo podem ser perigosos, pois o chumbo tende a vaporizar rapidamente em temperaturas acima de 870°C. Consequentemente, é necessário um sistema eficaz de extração de fumaça. A quebra ou falha de uma panela também pode ser perigosa; um poço ou poço suficientemente grande deve ser fornecido para capturar o metal fundido, se isso ocorrer.
Incêndio e Explosão
Muitos dos compostos usados no revestimento de metais são inflamáveis e, sob certas circunstâncias, explosivos. Em sua maioria, as fornalhas e estufas de secagem são alimentadas a gás, devendo ser instalados cuidados especiais como dispositivos corta-chamas nos queimadores, válvulas de corte de baixa pressão nas linhas de abastecimento e painéis de alívio de explosão na estrutura das estufas . Em operações eletrolíticas, o hidrogênio formado no processo pode se acumular na superfície do banho e, se não for esgotado, pode atingir concentrações explosivas. Os fornos devem ser adequadamente ventilados e os queimadores devem ser protegidos contra entupimento por gotejamentos.
A têmpera a óleo também é um risco de incêndio, especialmente se a carga de metal não estiver completamente imersa. Os óleos de têmpera devem ter um alto ponto de fulgor e sua temperatura não deve exceder 27°C.
Cilindros de oxigênio comprimido e gás combustível usados na metalização apresentam riscos de incêndio e explosão se não forem armazenados e operados adequadamente. Consulte o artigo “Soldagem e corte térmico” neste capítulo para precauções detalhadas.
Conforme exigido pelos regulamentos locais, o equipamento de combate a incêndio, incluindo alarmes, deve ser fornecido e mantido em condições de funcionamento, e os trabalhadores treinados para usá-lo adequadamente.
HEAT
O uso de fornos, chamas abertas, fornos, soluções aquecidas e metais fundidos inevitavelmente apresenta o risco de exposição excessiva ao calor, que é agravado em climas quentes e úmidos e, principalmente, por roupas e equipamentos de proteção oclusivos. O ar condicionado completo de uma planta pode não ser economicamente viável, mas o fornecimento de ar resfriado em sistemas de ventilação locais é útil. Pausas para descanso em ambientes frescos e ingestão adequada de líquidos (os líquidos ingeridos no local de trabalho devem estar livres de contaminantes tóxicos) ajudarão a evitar a toxicidade do calor. Trabalhadores e supervisores devem ser treinados no reconhecimento de sintomas de estresse por calor.
Conclusão
O tratamento de superfície de metais envolve uma multiplicidade de processos que envolvem uma ampla gama de exposições potencialmente tóxicas, a maioria das quais pode ser evitada ou controlada pela aplicação diligente de medidas preventivas bem reconhecidas.
Recuperação de Metal
A recuperação de metais é o processo pelo qual os metais são produzidos a partir de sucata. Esses metais recuperados não são distinguíveis dos metais produzidos a partir do processamento primário de um minério do metal. No entanto, o processo é ligeiramente diferente e a exposição pode ser diferente. Os controles de engenharia são basicamente os mesmos. A recuperação de metais é muito importante para a economia mundial devido ao esgotamento das matérias-primas e à poluição do meio ambiente criada por materiais de sucata.
Alumínio, cobre, chumbo e zinco representam 95% da produção da indústria de metais não ferrosos secundários. Magnésio, mercúrio, níquel, metais preciosos, cádmio, selênio, cobalto, estanho e titânio também são recuperados. (Ferro e aço são discutidos no capítulo Siderurgia. Veja também o artigo “Fundição e refino de cobre, chumbo e zinco” neste capítulo.)
Estratégias de Controle
Princípios de controle de emissão/exposição
A recuperação de metais envolve exposição a poeira, fumaça, solventes, ruído, calor, névoas ácidas e outros materiais e riscos potencialmente perigosos. Algumas modificações de processo e/ou manuseio de materiais podem ser viáveis para eliminar ou reduzir a geração de emissões: minimizando o manuseio, baixando as temperaturas do pote, diminuindo a formação de escória e geração de poeira na superfície e modificando o layout da planta para reduzir o manuseio de materiais ou o reencaminhamento de sedimentos pó.
A exposição pode ser reduzida em alguns casos se as máquinas forem selecionadas para realizar tarefas de alta exposição para que os funcionários possam ser removidos da área. Isso também pode reduzir os riscos ergonômicos devido ao manuseio de materiais.
Para evitar a contaminação cruzada de áreas limpas na planta, é desejável isolar os processos que geram emissões significativas. Uma barreira física conterá as emissões e reduzirá sua propagação. Assim, menos pessoas ficam expostas e o número de fontes de emissão que contribuem para a exposição em qualquer área será reduzido. Isso simplifica as avaliações de exposição e facilita a identificação e o controle das principais fontes. As operações de recuperação geralmente são isoladas de outras operações da planta.
Ocasionalmente, é possível encerrar ou isolar uma fonte de emissão específica. Como os gabinetes raramente são herméticos, um sistema de exaustão de tiragem negativa é frequentemente aplicado ao gabinete. Uma das formas mais comuns de controlar as emissões é fornecer ventilação de exaustão local no ponto de geração da emissão. Capturar as emissões em sua fonte reduz o potencial de dispersão das emissões no ar. Também evita a exposição secundária do funcionário criada pela reintrodução de contaminantes sedimentados.
A velocidade de captura de um exaustor deve ser grande o suficiente para evitar que fumaça ou poeira escapem do fluxo de ar para o exaustor. O fluxo de ar deve ter velocidade suficiente para transportar fumaça e partículas de poeira para dentro do exaustor e superar os efeitos perturbadores de correntes de ar cruzadas e outros movimentos aleatórios do ar. A velocidade necessária para realizar isso varia de aplicação para aplicação. O uso de aquecedores de recirculação ou ventiladores de resfriamento pessoais que possam superar a ventilação de exaustão local deve ser restrito.
Todos os sistemas de exaustão ou ventilação de diluição também requerem ar de reposição (conhecido também como sistemas de ar “completo”). Se o sistema de ar de reposição for bem projetado e integrado aos sistemas de ventilação natural e de conforto, pode-se esperar um controle mais eficaz das exposições. Por exemplo, saídas de ar de substituição devem ser colocadas de forma que o ar limpo flua da saída para os funcionários, em direção à fonte de emissão e ao exaustor. Essa técnica é frequentemente usada com ilhas de ar fornecido e coloca o funcionário entre o ar de entrada limpo e a fonte de emissão.
As áreas limpas devem ser controladas por meio de controles diretos de emissão e limpeza. Essas áreas exibem baixos níveis de contaminantes ambientais. Os funcionários em áreas contaminadas podem ser protegidos por cabines de serviço de ar fornecido, ilhas, púlpitos de reserva e salas de controle, complementadas por proteção respiratória pessoal.
A exposição diária média dos trabalhadores pode ser reduzida ao fornecer áreas limpas, como salas de descanso e refeitórios, que são abastecidas com ar fresco filtrado. Ao passar o tempo em uma área relativamente livre de contaminantes, a exposição média ponderada do tempo dos funcionários aos contaminantes pode ser reduzida. Outra aplicação popular desse princípio é a ilha de suprimento de ar, onde ar fresco filtrado é fornecido à zona de respiração do funcionário na estação de trabalho.
Deve ser fornecido espaço suficiente para coifas, dutos, salas de controle, atividades de manutenção, limpeza e armazenamento de equipamentos.
Veículos com rodas são fontes significativas de emissões secundárias. Onde o transporte de veículos com rodas é usado, as emissões podem ser reduzidas pavimentando todas as superfícies, mantendo as superfícies livres de materiais empoeirados acumulados, reduzindo as distâncias e a velocidade de deslocamento do veículo e redirecionando a exaustão do veículo e a descarga do ventilador de resfriamento. O material de pavimentação apropriado, como concreto, deve ser selecionado após considerar fatores como carga, uso e cuidados com a superfície. Revestimentos podem ser aplicados a algumas superfícies para facilitar a lavagem das estradas.
Todos os sistemas de ventilação de ar de exaustão, diluição e reposição devem ser mantidos adequadamente para controlar eficazmente os contaminantes do ar. Além de manter os sistemas de ventilação geral, os equipamentos de processo devem ser mantidos para eliminar o derramamento de material e emissões fugitivas.
Implementação do programa de práticas de trabalho
Embora os padrões enfatizem os controles de engenharia como um meio de atingir a conformidade, os controles da prática de trabalho são essenciais para um programa de controle bem-sucedido. Os controles de engenharia podem ser anulados por maus hábitos de trabalho, manutenção inadequada e má limpeza ou higiene pessoal. Funcionários que operam o mesmo equipamento em turnos diferentes podem ter exposições aéreas significativamente diferentes devido às diferenças nesses fatores entre os turnos.
Os programas de práticas de trabalho, embora muitas vezes negligenciados, representam uma boa prática gerencial, bem como bom senso; eles são econômicos, mas exigem uma atitude responsável e cooperativa por parte dos funcionários e supervisores de linha. A atitude da alta administração em relação à segurança e saúde se reflete na atitude dos supervisores de linha. Da mesma forma, se os supervisores não aplicarem esses programas, as atitudes dos funcionários podem sofrer. A promoção de boas atitudes de saúde e segurança pode ser realizada por meio de:
- um clima cooperativo em que os funcionários participam dos programas
- treinamento formal e programas educacionais
- enfatizando o programa de segurança e saúde das plantas. Motivar os funcionários e obter sua confiança é necessário para ter um programa eficaz.
Os programas de práticas de trabalho não podem ser simplesmente “instalados”. Assim como com um sistema de ventilação, eles devem ser mantidos e verificados continuamente para garantir que estejam funcionando corretamente. Esses programas são de responsabilidade da administração e dos funcionários. Programas devem ser estabelecidos para ensinar, encorajar e supervisionar práticas “boas” (isto é, baixa exposição).
Equipamento de proteção pessoal
Óculos de segurança com proteções laterais, macacões, sapatos de segurança e luvas de trabalho devem ser usados rotineiramente em todos os trabalhos. Os envolvidos na fundição e fusão, ou na fundição de ligas, devem usar aventais e proteção para as mãos feitos de couro ou outro material adequado para proteção contra respingos de metal fundido.
Nas operações em que os controles de engenharia não são adequados para controlar as emissões de poeira ou fumaça, deve-se usar proteção respiratória adequada. Se os níveis de ruído forem excessivos e não puderem ser eliminados ou as fontes de ruído não puderem ser isoladas, deve-se usar proteção auditiva. Também deve haver um programa de conservação auditiva, incluindo testes audiométricos e treinamento.
Processos
alumínio
A indústria de alumínio secundário utiliza sucata contendo alumínio para produzir alumínio metálico e ligas de alumínio. Os processos usados nesta indústria incluem pré-tratamento de sucata, refusão, liga e fundição. A matéria-prima utilizada pela indústria do alumínio secundário inclui sucata nova e velha, porco suado e algum alumínio primário. A sucata nova consiste em aparas, peças forjadas e outros sólidos adquiridos da indústria aeronáutica, fabricantes e outras fábricas. Mandrilamentos e torneamentos são subprodutos da usinagem de fundidos, hastes e forjados pela indústria aeronáutica e automobilística. As escórias, escumas e escórias são obtidas de plantas de redução primária, plantas de fundição secundária e fundições. A sucata velha inclui peças de automóveis, utensílios domésticos e peças de aviões. As etapas envolvidas são as seguintes:
- Inspeção e triagem. A sucata de alumínio comprada passa por inspeção. A sucata limpa que não requer pré-tratamento é transportada para armazenamento ou carregada diretamente no forno de fundição. O alumínio que necessita de pré-tratamento é separado manualmente. Ferro livre, aço inoxidável, zinco, latão e materiais de grandes dimensões são removidos.
- Trituração e peneiramento. Sucatas velhas, principalmente peças fundidas e chapas contaminadas com ferro, são insumos desse processo. A sucata classificada é transportada para um triturador ou moinho de martelos, onde o material é triturado e triturado, e o ferro é separado do alumínio. O material triturado é passado por peneiras vibratórias para remoção de sujeira e finos.
- Enfardamento. Equipamentos de enfardamento especialmente projetados são usados para compactar sucata de alumínio volumosa, como chapas de sucata, peças fundidas e aparas.
- Trituração/classificação. O cabo de alumínio puro com reforço ou isolamento de aço é cortado com tesoura tipo crocodilo, depois granulado ou ainda reduzido em moinhos de martelo para separar o núcleo de ferro e o revestimento plástico do alumínio.
- Queima/secagem. Mandrilamentos e torneamentos são pré-tratados para remover óleos de corte, graxas, umidade e ferro livre. A sucata é triturada em um moinho de martelos ou triturador de anel, a umidade e os orgânicos são volatilizados em um secador rotativo a gás ou óleo, os cavacos secos são peneirados para remover finos de alumínio, o material restante é tratado magneticamente para remoção de ferro e as perfurações limpas e secas são classificadas em caixas de transporte.
- Processamento de escória a quente. O alumínio pode ser removido da escória quente descarregada do forno de refino por fluxo contínuo com uma mistura de sal e criolita. Este processo é realizado em um barril revestido de refratário girado mecanicamente. O metal é perfurado periodicamente através de um orifício em sua base.
- Moagem a seco. No processo de moagem a seco, a escória carregada de alumínio a frio e outros resíduos são processados por moagem, peneiramento e concentração para obter um produto contendo um teor mínimo de alumínio de 60 a 70%. Moinhos de bolas, moinhos de barras ou moinhos de martelos podem ser usados para reduzir os óxidos e não metálicos a pós finos. A separação de sujeira e outros não recuperáveis do metal é realizada por triagem, classificação de ar e/ou separação magnética.
- Torrefação. Folha de alumínio com fundo de papel, guta-percha ou isolante é um insumo desse processo. No processo de torrefação, materiais carbonosos associados a folhas de alumínio são carregados e depois separados do produto metálico.
- suor de alumínio. A transpiração é um processo pirometalúrgico usado para recuperar o alumínio da sucata com alto teor de ferro. Sucata de alumínio com alto teor de ferro, peças fundidas e escórias são insumos desse processo. Fornos reverberatórios de chama aberta com fornos inclinados são geralmente empregados. A separação é realizada à medida que o alumínio e outros constituintes de baixo ponto de fusão derretem e escorrem pela fornalha, através de uma grelha e em moldes resfriados ao ar, coletando potes ou poços de retenção. O produto é denominado “porco suado”. Os materiais de maior fusão, incluindo ferro, latão e produtos de oxidação formados durante o processo de transpiração, são retirados periodicamente do forno.
- Fundição-refinação reverberatória (cloro). Fornos reverberatórios são usados para converter sucata limpa, pigs suados ou, em alguns casos, sucata não tratada em ligas de especificação. A sucata é carregada no forno por meios mecânicos. Os materiais são adicionados para processamento por lote ou alimentação contínua. Depois que a sucata é carregada, um fluxo é adicionado para evitar o contato e a subsequente oxidação do fundido pelo ar (fluxo de cobertura). São adicionados fluxos de solventes que reagem com não-metálicos, como resíduos de revestimentos queimados e sujeira, para formar insolúveis que flutuam para a superfície como escória. Agentes de liga são então adicionados, dependendo das especificações. Desmagnetização é o processo que reduz o teor de magnésio da carga fundida. Ao desmagnetizar com cloro gasoso, o cloro é injetado através de tubos ou lanças de carbono e reage com magnésio e alumínio à medida que borbulha. Na etapa de desnatação, os fluxos semi-sólidos impuros são desnatados da superfície do fundido.
- Fundição-refinação reverberatória (flúor). Este processo é semelhante ao processo reverberatório (cloro) de fundição-refinação, exceto que é empregado fluoreto de alumínio em vez de cloro.
A Tabela 1 lista a exposição e os controles para operações de recuperação de alumínio.
Tabela 1. Controles de engenharia/administrativos para alumínio, por operação
|
Equipamento de processo |
Exposição |
Controles de engenharia/administrativos |
|
Classificação |
Dessoldagem da tocha - vapores de metal, como chumbo e cádmio |
Ventilação de exaustão local durante a dessoldagem; EPI - proteção respiratória ao dessoldar |
|
Britagem/peneiramento |
Poeiras e aerossóis não específicos, névoas de óleo, partículas metálicas e ruído |
Ventilação de exaustão local e ventilação geral da área, isolamento de fonte de ruído; EPI - proteção auditiva |
|
Enfardamento |
Nenhuma exposição conhecida |
Sem controles |
|
Queima/secagem |
Material particulado não específico que pode incluir metais, fuligem e compostos orgânicos pesados condensados. Gases e vapores contendo fluoretos, dióxido de enxofre, cloretos, monóxido de carbono, hidrocarbonetos e aldeídos |
Ventilação de exaustão local, ventilação geral da área, regime de trabalho/repouso sob estresse térmico, fluidos, isolamento da fonte de ruído; EPI - proteção auditiva |
|
Processamento de escória a quente |
alguns vapores |
Ventilação de exaustão local, ventilação de área geral |
|
Moagem a seco |
Dust |
Ventilação de exaustão local, ventilação de área geral |
|
Roasting |
Dust |
Ventilação de exaustão local, ventilação geral da área, regime de trabalho/repouso sob estresse térmico, fluidos, isolamento da fonte de ruído; EPI - proteção auditiva |
|
Suando |
Fumos e partículas metálicas, gases e vapores não específicos, calor e ruído |
Ventilação de exaustão local, ventilação geral da área, regime de trabalho/repouso sob estresse térmico, fluidos, isolamento da fonte de ruído; EPI - proteção auditiva e proteção respiratória |
|
Fundição-refinação reverberatória (cloro) |
Produtos de combustão, cloro, cloretos de hidrogénio, cloretos metálicos, cloretos de alumínio, calor e ruído |
Ventilação de exaustão local, ventilação geral da área, regime de trabalho/repouso sob estresse térmico, fluidos, isolamento da fonte de ruído; EPI - proteção auditiva e proteção respiratória |
|
Fundição-refinação reverberatória (flúor) |
Produtos de combustão, flúor, fluoretos de hidrogênio, fluoretos metálicos, fluoretos de alumínio, calor e ruído |
Ventilação de exaustão local, ventilação geral da área, regime de trabalho/repouso sob estresse térmico, fluidos, isolamento da fonte de ruído; EPI - proteção auditiva e proteção respiratória |
recuperação de cobre
A indústria de cobre secundário utiliza sucata contendo cobre para produzir cobre metálico e ligas à base de cobre. As matérias-primas utilizadas podem ser classificadas como sucata nova produzida na fabricação de produtos acabados ou sucata velha de artigos obsoletos, desgastados ou recuperados. Fontes de sucata antigas incluem fios, encanamentos, equipamentos elétricos, automóveis e eletrodomésticos. Outros materiais com valor de cobre incluem escórias, escórias, cinzas de fundição e resíduos de fundições. As seguintes etapas estão envolvidas:
- Decapagem e classificação. A sucata é classificada com base em seu teor de cobre e limpeza. A sucata limpa pode ser separada manualmente para carregamento direto em um forno de fusão e liga. Componentes ferrosos podem ser separados magneticamente. O isolamento e as coberturas dos cabos de chumbo são descarnados à mão ou por equipamento especialmente concebido.
- Briquetagem e britagem. Arame limpo, chapa fina, tela de arame, mandris, torneamento e cavacos são compactados para facilitar o manuseio. O equipamento utilizado inclui prensas hidráulicas de enfardamento, moinhos de martelos e moinhos de bolas.
- Trituração. A separação do fio de cobre do isolamento é realizada reduzindo o tamanho da mistura. O material triturado é então classificado por classificação aérea ou hidráulica com separação magnética de quaisquer materiais ferrosos.
- Moagem e separação por gravidade. Este processo realiza a mesma função que a trituração, mas usa um meio de separação aquoso e diferentes materiais de entrada, como escórias, escórias, escumas, cinzas de fundição, lixo e poeira de despoluição.
- Secagem. Mandris, torneamentos e cavacos contendo impurezas orgânicas voláteis, como fluidos de corte, óleos e graxas são removidos.
- Queima de isolamento. Este processo separa o isolamento e outros revestimentos do fio de cobre queimando esses materiais em fornos. A sucata de arame é carregada em lotes para uma câmara de ignição primária ou pós-combustor. Os produtos de combustão voláteis são então passados por uma câmara de combustão secundária ou filtro de mangas para coleta. É gerado material particulado não específico que pode incluir fumaça, argila e óxidos metálicos. Os gases e vapores podem conter óxidos de nitrogênio, dióxido de enxofre, cloretos, monóxido de carbono, hidrocarbonetos e aldeídos.
- Suando. A remoção de componentes de baixo ponto de fusão de vapor da sucata é realizada pelo aquecimento da sucata a uma temperatura controlada que está logo acima do ponto de fusão dos metais a serem removidos por transpiração. O metal primário, o cobre, geralmente não é o componente fundido.
- Lixiviação de carbonato de amônio. O cobre pode ser recuperado de sucata relativamente limpa por lixiviação e dissolução em uma solução básica de carbonato de amônio. Os íons cúpricos em uma solução de amônia reagirão com o cobre metálico para produzir íons cuprosos, que podem ser reoxidados ao estado cúprico pela oxidação do ar. Depois que a solução bruta é separada do resíduo de lixiviação, o óxido de cobre é recuperado por destilação a vapor.
- Destilação a vapor. A fervura do material lixiviado do processo de lixiviação de carbonato precipita o óxido de cobre. O óxido de cobre é então seco.
- Redução hidrotérmica de hidrogênio. A solução de carbonato de amônio contendo íons de cobre é aquecida sob pressão em hidrogênio, precipitando o cobre como um pó. O cobre é filtrado, lavado, seco e sinterizado sob atmosfera de hidrogênio. O pó é moído e peneirado.
- Lixiviação com ácido sulfúrico. A sucata de cobre é dissolvida em ácido sulfúrico quente para formar uma solução de sulfato de cobre para alimentar o processo eletrolítico. Após a digestão, o resíduo não dissolvido é filtrado.
- Fundição de conversores. O cobre preto derretido é carregado no conversor, que é um tijolo refratário revestido de aço em forma de pêra ou cilíndrica. O ar é soprado nas cargas fundidas através de bocais chamados bicos. O ar oxida o sulfeto de cobre e outros metais. Um fluxo contendo sílica é adicionado para reagir com os óxidos de ferro para formar uma escória de silicato de ferro. Esta escória é retirada do forno, geralmente por basculamento do forno e, em seguida, há um sopro secundário e escumação. O cobre desse processo é chamado de cobre blister. O cobre blister é geralmente refinado ainda mais em um forno de refino de fogo.
- Refino de fogo. O cobre blister do conversor é refinado a fogo em um forno basculante cilíndrico, um recipiente semelhante a um forno reverberatório. O blister de cobre é carregado no recipiente de refino em uma atmosfera oxidante. As impurezas são retiradas da superfície e uma atmosfera redutora é criada pela adição de toras verdes ou gás natural. O metal fundido resultante é então fundido. Se o cobre for refinado eletroliticamente, o cobre refinado será fundido como um ânodo.
- refino eletrolítico. Os ânodos do processo de refino a fogo são colocados em um tanque contendo ácido sulfúrico e uma corrente contínua. O cobre do ânodo é ionizado e os íons de cobre são depositados em uma folha inicial de cobre puro. À medida que os ânodos se dissolvem no eletrólito, as impurezas se depositam no fundo da célula como um lodo. Este lodo pode ser processado adicionalmente para recuperar outros valores de metal. O cátodo de cobre produzido é fundido e fundido em uma variedade de formas.
A Tabela 2 lista exposições e controles para operações de recuperação de cobre.
Tabela 2. Controles de engenharia/administrativos para cobre, por operação
|
Equipamento de processo |
Exposições |
Controles de engenharia/administrativos |
|
Decapagem e classificação |
Contaminantes do ar do manuseio de materiais e dessoldagem ou corte de sucata |
Ventilação de exaustão local, ventilação de área geral |
|
Briquetagem e britagem |
Poeiras e aerossóis não específicos, névoas de óleo, partículas metálicas e ruído |
Ventilação de exaustão local e ventilação geral da área, isolamento de fonte de ruído; EPI - proteção auditiva e proteção respiratória |
|
Shredding |
Poeiras não específicas, material de isolamento de fios, partículas metálicas e ruído |
Ventilação de exaustão local e ventilação geral da área, isolamento de fonte de ruído; EPI - proteção auditiva e proteção respiratória |
|
Moagem e separação por gravidade |
Poeiras não específicas, partículas metálicas de fundentes, escórias e escórias e ruído |
Ventilação de exaustão local e ventilação geral da área, isolamento de fonte de ruído; EPI - proteção auditiva e proteção respiratória |
|
Secagem |
Material particulado não específico, que pode incluir metais, fuligem e compostos orgânicos pesados condensados |
Ventilação exaustora local, ventilação geral da área, regime de trabalho/descanso, fluidos, isolamento de fonte de ruído; EPI - proteção auditiva e proteção respiratória |
|
queima de isolamento |
Matéria particulada não específica que pode incluir fumaça, argila |
Ventilação exaustora local, ventilação geral da área, regime de trabalho/descanso, fluidos, isolamento de fonte de ruído; EPI - proteção respiratória |
|
Suando |
Fumos e partículas metálicas, gases não específicos, vapores e partículas |
Ventilação exaustora local, ventilação geral da área, regime de trabalho/descanso, fluidos, isolamento de fonte de ruído; EPI - proteção auditiva e proteção respiratória |
|
Lixiviação de carbonato de amônio |
Amônia |
Ventilação de exaustão local, ventilação geral da área; EPI - proteção respiratória |
|
Destilação a vapor |
Amônia |
Ventilação de exaustão local, ventilação geral da área; EPI—óculos com proteções laterais |
|
Redução Hidrotérmica de Hidrogênio |
Amônia |
Ventilação de exaustão local, ventilação geral da área; EPI - proteção respiratória |
|
lixiviação de ácido sulfúrico |
Névoas de ácido sulfúrico |
Ventilação de exaustão local, ventilação de área geral |
|
Fundição de conversores |
Metais voláteis, ruído |
Ventilação de exaustão local, ventilação geral da área; EPI - proteção respiratória e proteção auditiva |
|
Fundição de cadinho elétrico |
Partículas, óxidos de enxofre e nitrogênio, fuligem, monóxido de carbono, ruído |
Ventilação de exaustão local, ventilação geral da área; EPI - proteção auditiva |
|
Refino de fogo |
Óxidos de enxofre, hidrocarbonetos, partículas |
Ventilação de exaustão local, ventilação geral da área; EPI - proteção auditiva |
|
refino eletrolítico |
Ácido sulfúrico e metais do lodo |
Ventilação de exaustão local, ventilação de área geral |
Recuperação de chumbo
Matérias-primas compradas por fundições secundárias de chumbo podem exigir processamento antes de serem carregadas em um forno de fundição. Esta seção discute as matérias-primas mais comuns que são compradas por fundições secundárias de chumbo e controles de engenharia viáveis e práticas de trabalho para limitar a exposição dos funcionários ao chumbo das operações de processamento de matérias-primas. Deve-se notar que a poeira de chumbo geralmente pode ser encontrada em todas as instalações de recuperação de chumbo e que qualquer ar veicular pode agitar a poeira de chumbo que pode ser inalada ou aderir a sapatos, roupas, pele e cabelo.
Baterias automotivas
A matéria-prima mais comum em uma fundição secundária de chumbo são as baterias automotivas inúteis. Aproximadamente 50% do peso de uma bateria automotiva inutilizada será recuperado como chumbo metálico no processo de fundição e refino. Aproximadamente 90% das baterias automotivas fabricadas hoje utilizam uma caixa ou estojo de polipropileno. As caixas de polipropileno são recuperadas por quase todas as fundições secundárias de chumbo devido ao alto valor econômico desse material. A maioria desses processos pode gerar vapores metálicos, principalmente chumbo e antimônio.
In quebra de bateria automotiva existe um potencial para formar arsina ou estibina devido à presença de arsênico ou antimônio usado como agentes de endurecimento no metal da grade e o potencial para ter hidrogênio nascente presente.
Os quatro processos mais comuns para quebrar baterias automotivas são:
- serra de alta velocidade
- serra de baixa velocidade
- tesoura
- trituração de bateria inteira (triturador ou triturador Saturno ou moinho de martelo).
Os três primeiros desses processos envolvem cortar a parte superior da bateria e, em seguida, despejar os grupos ou material com chumbo. O quarto processo envolve a trituração de toda a bateria em um moinho de martelos e a separação dos componentes por gravidade.
Separação de bateria automotiva ocorre depois que as baterias automotivas foram quebradas para que o material de chumbo possa ser separado do material da caixa. Remover a caixa pode gerar névoas ácidas. As técnicas mais utilizadas para realizar esta tarefa são:
- A manual técnica. Isso é usado pela grande maioria das fundições secundárias de chumbo e continua sendo a técnica mais amplamente usada em fundições de pequeno a médio porte. Depois que a bateria passa pela serra ou tesoura, um funcionário despeja manualmente os grupos ou material de chumbo em uma pilha e coloca a caixa e o topo da bateria em outra pilha ou sistema de transporte.
- A tranqueta dispositivo. As baterias são colocadas em um dispositivo de tambor depois que os topos foram serrados/aparados para separar os grupos das caixas. As nervuras dentro do copo despejam os grupos enquanto ele gira lentamente. Os grupos caem pelas ranhuras do tambor enquanto as caixas são transportadas para a outra extremidade e são recolhidas à medida que saem. As caixas e tampas de bateria de plástico e borracha são processadas posteriormente após serem separadas do material de rolamento de chumbo.
- A processo afundar/flutuar. O processo de afundar/flutuar normalmente é combinado com o moinho de martelo ou o processo de trituração para quebrar a bateria. As peças da bateria, tanto os rolamentos quanto as caixas, são colocadas em uma série de tanques cheios de água. O material do rolamento de chumbo afunda no fundo dos tanques e é removido por uma rosca transportadora ou corrente de arrasto, enquanto o material da caixa flutua e é retirado da superfície do tanque.
Baterias industriais usadas para alimentar equipamentos elétricos móveis ou para outros usos industriais são compradas periodicamente como matéria-prima pela maioria das fundições secundárias. Muitas dessas baterias têm invólucros de aço que requerem remoção cortando o invólucro com um maçarico de corte ou uma serra portátil movida a gás.
Outras sucatas com chumbo compradas
As fundições secundárias de chumbo compram uma variedade de outros materiais de sucata como matéria-prima para o processo de fundição. Esses materiais incluem sucata da fábrica de fabricação de baterias, escória do refino de chumbo, sucata de chumbo metálico, como linotipo e revestimento de cabos, e resíduos de chumbo tetraetila. Esses tipos de materiais podem ser carregados diretamente em fornos de fundição ou misturados com outros materiais de carga.
Manuseio e transporte de matéria-prima
Uma parte essencial do processo de fundição de chumbo secundário é o manuseio, transporte e armazenamento de matéria-prima. Os materiais são transportados por empilhadeiras, carregadeiras frontais ou transportadores mecânicos (sem-fim, elevador de caçamba ou correia). O principal método de transporte de material na indústria de chumbo secundário é o equipamento móvel.
Alguns métodos comuns de transporte mecânico que são usados por fundições secundárias de chumbo incluem: sistemas de correia transportadora que podem ser usados para transportar material de alimentação do forno das áreas de armazenamento para a área de carbonização do forno; transportadores helicoidais para transportar o pó de combustão da câmara de despoluição para um forno de aglomeração ou uma área de armazenamento ou elevadores de baldes e correntes/linhas de arrasto.
smelting
A operação de fundição em uma fundição de chumbo secundária envolve a redução de sucata de chumbo em chumbo metálico em um alto-forno ou reverberatório.
Alto-fornos são carregados com material contendo chumbo, coque (combustível), calcário e ferro (fluxo). Esses materiais são alimentados no forno no topo do poço do forno ou através de uma porta de carga na lateral do poço próximo ao topo do forno. Alguns perigos ambientais associados às operações do alto-forno são vapores metálicos e partículas (especialmente chumbo e antimônio), calor, ruído e monóxido de carbono. Uma variedade de mecanismos de transporte de material de carga são usados na indústria de chumbo secundário. O guindaste é provavelmente o mais comum. Outros dispositivos em uso incluem tremonhas vibratórias, transportadores de correia e elevadores de caçamba.
As operações de perfuração do alto-forno envolvem a remoção do chumbo fundido e da escória do forno para moldes ou panelas. Algumas fundições tocam o metal diretamente em uma caldeira que mantém o metal fundido para refino. As fundições restantes moldam o metal do forno em blocos e permitem que os blocos se solidifiquem.
O ar de explosão para o processo de combustão entra no alto-forno através de ventaneiras que ocasionalmente começam a se encher de acreções e devem ser perfuradas fisicamente, geralmente com uma haste de aço, para evitar que sejam obstruídas. O método convencional para realizar esta tarefa é remover a tampa das ventaneiras e inserir a haste de aço. Depois que os acréscimos foram perfurados, a tampa é recolocada.
fornos reverberatórios são carregados com matéria-prima contendo chumbo por um mecanismo de carregamento do forno. Os fornos reverberatórios na indústria de chumbo secundário normalmente têm um arco suspenso ou um arco suspenso construído em tijolo refratário. Muitos dos contaminantes e perigos físicos associados aos fornos reverberatórios são semelhantes aos dos altos-fornos. Tais mecanismos podem ser um aríete hidráulico, uma rosca transportadora ou outros dispositivos semelhantes aos descritos para altos-fornos.
As operações de vazamento do forno reverberatório são muito semelhantes às operações de vazamento do alto-forno.
Refinação
O refino de chumbo em fundições secundárias de chumbo é conduzido em caldeiras ou potes de queima indireta. O metal dos fornos de fundição é tipicamente derretido na caldeira, então o conteúdo de oligoelementos é ajustado para produzir a liga desejada. Os produtos comuns são chumbo macio (puro) e várias ligas de chumbo duro (antimônio).
Praticamente todas as operações secundárias de refino de chumbo empregam métodos manuais para adicionar materiais de liga às caldeiras e empregam métodos manuais de escória. A escória é varrida para a borda da chaleira e removida com uma pá ou colher grande para um recipiente.
A Tabela 3 lista exposições e controles para operações de recuperação de chumbo.
Tabela 3. Controles de engenharia/administrativos para chumbo, por operação
|
Equipamento de processo |
Exposições |
Controles de engenharia/administrativos |
|
Veículos |
Pó de chumbo das estradas e respingos de água contendo chumbo |
Lavagem com água e manutenção das áreas molhadas. O treinamento do operador, práticas de trabalho prudentes e boa manutenção são elementos-chave para minimizar as emissões de chumbo ao operar equipamentos móveis. Encerre o equipamento e forneça um sistema de ar filtrado de pressão positiva. |
|
Transportadores |
pó de chumbo |
Também é preferível equipar os sistemas de transportadores de correia com polias traseiras autolimpantes ou limpadores de correia se forem usados para transportar materiais de alimentação de fornos ou pós de combustão. |
|
Descarga da bateria |
Pó de chumbo, névoas ácidas |
Ventilação de exaustão local, ventilação de área geral |
|
Preparação de carga |
pó de chumbo |
Ventilação de exaustão local, ventilação de área geral |
|
Forno alto |
Fumos e partículas de metal (chumbo, antimônio), calor e ruído, monóxido de carbono |
Ventilação exaustora local, ventilação geral da área, regime de trabalho/repouso, fluidos, isolamento de fonte de ruído; EPI - proteção respiratória e proteção auditiva |
|
forno reverberatório |
Fumos e partículas de metal (chumbo, antimônio), calor e ruído |
Ventilação exaustora local, ventilação geral da área, regime de trabalho/repouso, fluidos, isolamento de fonte de ruído; EPI - proteção respiratória e proteção auditiva |
|
Refinação |
Partículas de chumbo e possivelmente metais de liga e agentes fundentes, ruído |
Ventilação de exaustão local, ventilação geral da área; EPI - proteção auditiva |
|
Formação do elenco |
Partículas de chumbo e possivelmente metais de liga |
Ventilação de exaustão local, ventilação de área geral |
recuperação de zinco
A indústria de zinco secundário utiliza novas aparas, escória e cinzas, escória fundida, escória de galvanização, pó de combustão e resíduos químicos como fontes de zinco. A maior parte da nova sucata processada é composta por ligas à base de zinco e cobre de potes de galvanização e fundição sob pressão. Incluídos na categoria de sucata antiga estão placas de gravadores de zinco antigas, peças fundidas e sucata de hastes e matrizes. Os processos são os seguintes:
- suor reverberatório. Os fornos de transpiração são usados para separar o zinco de outros metais, controlando a temperatura do forno. Sucatas de produtos fundidos sob pressão, como grades de automóveis e molduras de placas de veículos, e películas ou resíduos de zinco são materiais de partida para o processo. A sucata é carregada no forno, o fluxo é adicionado e o conteúdo é derretido. O resíduo de alto ponto de fusão é removido e o zinco fundido sai do forno diretamente para os processos subsequentes, como fusão, refino ou liga, ou para recipientes coletores. Os contaminantes metálicos incluem zinco, alumínio, cobre, ferro, chumbo, cádmio, manganês e cromo. Outros contaminantes são agentes fundentes, óxidos de enxofre, cloretos e fluoretos.
- Sudorese rotativa. Neste processo, a sucata de zinco, os produtos fundidos, os resíduos e a escória são carregados em um forno de queima direta e fundidos. O fundido é desnatado e o zinco metálico é coletado em caldeiras situadas fora do forno. O material não fundível, a escória, é então removido antes da recarga. O metal resultante desse processo é enviado para o processo de destilação ou liga. Os contaminantes são semelhantes aos da transpiração reverberatória.
- Suor abafado e suor de chaleira (panela). Nesses processos, sucata de zinco, produtos fundidos sob pressão, resíduos e escumas são carregados para o forno de mufla, o material suado e o zinco suado é enviado para processos de refino ou liga. O resíduo é removido por uma peneira agitadora que separa a escória da escória. Os contaminantes são semelhantes aos da transpiração reverberatória.
- Trituração/peneiramento. Os resíduos de zinco são pulverizados ou triturados para quebrar as ligações físicas entre o zinco metálico e os fluxos contaminantes. O material reduzido é então separado em uma etapa de triagem ou classificação pneumática. A trituração pode produzir óxido de zinco e pequenas quantidades de metais pesados e cloretos.
- Lixiviação de carbonato de sódio. Os resíduos são tratados quimicamente para lixiviar e converter o zinco em óxido de zinco. A sucata é primeiro triturada e lavada. Nesta etapa, o zinco é lixiviado do material. A porção aquosa é tratada com carbonato de sódio, fazendo com que o zinco precipite. O precipitado é seco e calcinado para produzir óxido de zinco bruto. O óxido de zinco é então reduzido a zinco metálico. Vários contaminantes de sal de zinco podem ser produzidos.
- Chaleira (panela), cadinho, reverberatório, fusão por indução elétrica. A sucata é carregada no forno e fundentes são adicionados. O banho é agitado para formar uma escória que pode ser retirada da superfície. Após a desnatação do forno, o zinco metálico é derramado em conchas ou moldes. Podem ser produzidos vapores de óxido de zinco, amônia e cloreto de amônio, cloreto de hidrogênio e cloreto de zinco.
- liga. A função deste processo é produzir ligas de zinco a partir de sucata de zinco pré-tratado, adicionando-lhe em uma caldeira de refino fluxos e agentes de liga na forma solidificada ou fundida. O conteúdo é então misturado, a escória desnatada e o metal é moldado em várias formas. Partículas contendo zinco, metais de liga, cloretos, gases e vapores não específicos, bem como calor, são exposições potenciais.
- Destilação em mufla. O processo de destilação em mufla é usado para recuperar zinco de ligas e fabricar lingotes de zinco puro. O processo é semi-contínuo, que envolve o carregamento de zinco fundido de um caldeirão ou forno de transpiração para a seção da mufla e vaporização do zinco e condensação do zinco vaporizado e vazamento do condensador para os moldes. O resíduo é removido periodicamente da mufla.
- Destilação/oxidação em retorta e destilação/oxidação em mufla. O produto dos processos de destilação/oxidação em retorta e destilação/oxidação em mufla é o óxido de zinco. O processo é semelhante à destilação em retorta através da etapa de vaporização, mas, neste processo, o condensador é desviado e o ar de combustão é adicionado. O vapor é descarregado através de um orifício para uma corrente de ar. A combustão espontânea ocorre dentro de uma câmara de vapor refratária. O produto é levado pelos gases de combustão e excesso de ar para um filtro de mangas onde o produto é recolhido. Excesso de ar está presente para assegurar a oxidação completa e resfriar o produto. Cada um desses processos de destilação pode levar à exposição a fumos de óxido de zinco, bem como a outras partículas metálicas e exposição a óxidos de enxofre.
A Tabela 4 lista exposições e controles para operações de recuperação de zinco.
Tabela 4. Controles de engenharia/administrativos para zinco, por operação
|
Equipamento de processo |
Exposições |
Controles de engenharia/administrativos |
|
suor reverberatório |
Partículas contendo zinco, alumínio, cobre, ferro, chumbo, cádmio, manganês e cromo, contaminantes de fundentes, óxidos de enxofre, cloretos e fluoretos |
Ventilação de exaustão local, ventilação geral da área, regime de trabalho/descanso por estresse térmico, fluidos |
|
suor rotativo |
Partículas contendo zinco, alumínio, cobre, ferro, chumbo, cádmio, manganês e cromo, contaminantes de fundentes, óxidos de enxofre, cloretos e fluoretos |
Ventilação de exaustão local, ventilação geral da área, regime de trabalho/descanso, fluidos |
|
Suor abafado e suor de chaleira (panela) |
Partículas contendo zinco, alumínio, cobre, ferro, chumbo, cádmio, manganês e cromo, contaminantes de fundentes, óxidos de enxofre, cloretos e fluoretos |
Ventilação de exaustão local, ventilação geral da área, regime de trabalho/descanso, fluidos |
|
Britagem/peneiramento |
Óxido de zinco, pequenas quantidades de metais pesados, cloretos |
Ventilação de exaustão local, ventilação de área geral |
|
Lixiviação de carbonato de sódio |
Óxido de zinco, carbonato de sódio, carbonato de zinco, hidróxido de zinco, cloreto de hidrogênio, cloreto de zinco |
Ventilação de exaustão local, ventilação de área geral |
|
Chaleira (panela) cadinho de fusão, reverberatório, fusão por indução elétrica |
Fumos de óxido de zinco, amônia, cloreto de amônia, cloreto de hidrogênio, cloreto de zinco |
Ventilação de exaustão local, ventilação geral da área, regime de trabalho/descanso, fluidos |
|
liga |
Partículas contendo zinco, metais de liga, cloretos; gases e vapores não específicos; aquecer |
Ventilação de exaustão local, ventilação geral da área, regime de trabalho/descanso, fluidos |
|
Destilação em retorta, destilação/oxidação em retorta e destilação em mufla |
Fumos de óxido de zinco, outras partículas metálicas, óxidos de enxofre |
Ventilação de exaustão local, ventilação geral da área, regime de trabalho/descanso, fluidos |
|
Destilação do resistor de haste de grafite |
Fumos de óxido de zinco, outras partículas metálicas, óxidos de enxofre |
Ventilação de exaustão local, ventilação geral da área, regime de trabalho/descanso, fluidos |
Recuperação de magnésio
A sucata velha é obtida de fontes como sucata de automóveis e peças de aeronaves e placas litográficas antigas e obsoletas, bem como algumas lamas de fundições primárias de magnésio. A sucata nova consiste em aparas, torneamentos, perfurações, escumas, escórias, escórias e artigos defeituosos de fábricas de chapas e fábricas de fabricação. O maior perigo no manuseio do magnésio é o fogo. Pequenos fragmentos de metal podem facilmente ser inflamados por uma faísca ou chama.
- Classificação manual. Este processo é usado para separar as frações de magnésio e ligas de magnésio de outros metais presentes na sucata. A sucata é espalhada manualmente, classificada com base no peso.
- Derretimento de pote aberto. Este processo é usado para separar o magnésio dos contaminantes na sucata classificada. A sucata é adicionada a um cadinho, aquecida e adiciona-se um fundente composto por uma mistura de cloretos de cálcio, sódio e potássio. O magnésio fundido é então fundido em lingotes.
A Tabela 5 lista exposições e controles para operações de recuperação de magnésio.
Tabela 5. Controles de engenharia/administrativos para magnésio, por operação
|
Equipamento de processo |
Exposições |
Engenharia/administrativo |
|
classificação de sucata |
Dust |
Lavagem de água |
|
Derretimento de pote aberto |
Fumos e poeira, um alto potencial para incêndios |
Ventilação de exaustão local e ventilação geral da área e práticas de trabalho |
|
Formação do elenco |
Poeira e fumaça, calor e alto potencial de incêndio |
Ventilação de exaustão local, ventilação geral da área, regime de trabalho/descanso, fluidos |
recuperação de mercúrio
As principais fontes de mercúrio são amálgamas dentárias, sucata de baterias de mercúrio, lamas de processos eletrolíticos que usam mercúrio como catalisador, mercúrio de fábricas de cloro-álcalis desmanteladas e instrumentos contendo mercúrio. O vapor de mercúrio pode contaminar cada um desses processos.
- Britagem. O processo de trituração é usado para liberar mercúrio residual de recipientes de metal, plástico e vidro. Após a trituração dos recipientes, o mercúrio líquido contaminado segue para o processo de filtragem.
- Filtração. Impurezas insolúveis, como sujeira, são removidas passando a sucata contendo vapor de mercúrio por um meio filtrante. O mercúrio filtrado é alimentado ao processo de oxigenação e os sólidos que não passam pelos filtros são encaminhados para a destilação em retorta.
- Destilação a vácuo. A destilação a vácuo é empregada para refinar mercúrio contaminado quando as pressões de vapor das impurezas são substancialmente mais baixas que as do mercúrio. A carga de mercúrio é vaporizada em uma panela de aquecimento e os vapores são condensados usando um condensador refrigerado a água. O mercúrio purificado é recolhido e enviado para a operação de engarrafamento. O resíduo remanescente na panela de aquecimento é enviado para o processo de retorta para recuperar os vestígios de mercúrio que não foram recuperados no processo de destilação a vácuo.
- Purificação da solução. Este processo remove contaminantes metálicos e orgânicos lavando o mercúrio líquido bruto com um ácido diluído. As etapas envolvidas são: lixiviação do mercúrio líquido bruto com ácido nítrico diluído para separar as impurezas metálicas; agitação do ácido-mercúrio com ar comprimido para proporcionar uma boa mistura; decantação para separar o mercúrio do ácido; lavagem com água para retirar o ácido residual; e filtrar o mercúrio em um meio como carvão ativado ou gel de sílica para remover os últimos vestígios de umidade. Além do vapor de mercúrio, pode haver exposição a solventes, produtos químicos orgânicos e névoas ácidas.
- Oxigenação. Este processo refina o mercúrio filtrado removendo as impurezas metálicas por oxidação com aspersão de ar. O processo de oxidação envolve duas etapas, aspersão e filtragem. Na etapa de aspersão, o mercúrio contaminado é agitado com ar em um recipiente fechado para oxidar os contaminantes metálicos. Após a aspersão, o mercúrio é filtrado em um leito de carvão para remover os óxidos metálicos sólidos.
- Retrucando. O processo de retorta é usado para produzir mercúrio puro volatilizando o mercúrio encontrado na sucata sólida contendo mercúrio. As etapas envolvidas na retorta são: aquecer a sucata com uma fonte de calor externa em um pote fechado ou pilha de bandejas para vaporizar o mercúrio; condensação do vapor de mercúrio em condensadores resfriados a água; coletar o mercúrio condensado em um recipiente coletor.
A Tabela 6 lista exposições e controles para operações de recuperação de mercúrio.
Tabela 6. Controles de engenharia/administrativos para mercúrio, por operação
|
Equipamento de processo |
Exposições |
Controles de engenharia/administrativos |
|
Britagem |
mercúrio volátil |
Exaustão local; EPI - proteção respiratória |
|
Filtração |
mercúrio volátil |
Ventilação exaustora local; EPI - proteção respiratória |
|
Destilação a vácuo |
mercúrio volátil |
Ventilação exaustora local; EPI - proteção respiratória |
|
Purificação da solução |
Mercúrio volátil, solventes, orgânicos e névoas ácidas |
Ventilação de exaustão local, ventilação geral da área; EPI - proteção respiratória |
|
Oxidação |
mercúrio volátil |
Ventilação exaustora local; EPI - proteção respiratória |
|
Retrucando |
mercúrio volátil |
Ventilação exaustora local; EPI - proteção respiratória |
recuperação de níquel
As principais matérias-primas para recuperação de níquel são ligas à base de vapor de níquel, cobre e alumínio, que podem ser encontradas como sucata velha ou nova. A sucata velha compreende ligas que são recuperadas de máquinas e peças de aviões, enquanto a sucata nova refere-se a sucata de chapa, torneados e sólidos que são subprodutos da fabricação de produtos de liga. As seguintes etapas estão envolvidas na recuperação de níquel:
- Classificação. A sucata é inspecionada e separada manualmente dos materiais não metálicos e não níquel. A classificação produz exposições à poeira.
- Desengorduramento. A sucata de níquel é desengordurada usando tricloroetileno. A mistura é filtrada ou centrifugada para separar a sucata de níquel. A solução solvente gasta de tricloroetileno e graxa passa por um sistema de recuperação de solvente. Pode haver exposição ao solvente durante o desengorduramento.
- Forno de fundição (arco elétrico ou reverberatório rotativo). A sucata é carregada em um forno de arco elétrico e um agente redutor adicionado, geralmente cal. A carga é derretida e lançada em lingotes ou enviada diretamente a um reator para refino adicional. Exposições a fumaça, poeira, ruído e calor são possíveis.
- Refino do reator. O metal fundido é introduzido em um reator onde são adicionados sucata de base fria e níquel-gusa, seguidos de cal e sílica. Materiais de liga como manganês, columbium ou titânio são então adicionados para produzir a composição de liga desejada. Exposições a fumaça, poeira, ruído e calor são possíveis.
- Fundição de lingote. Este processo envolve a fundição do metal fundido do forno de fundição ou do reator de refino em lingotes. O metal é despejado em moldes e deixado esfriar. Os lingotes são removidos dos moldes. Exposições ao calor e à fumaça de metal são possíveis.
As exposições e medidas de controle para operações de recuperação de níquel estão listadas na tabela 7.
Tabela 7. Controles de engenharia/administrativos para níquel, por operação
|
Equipamento de processo |
Exposições |
Controles de engenharia/administrativos |
|
Classificação |
Dust |
Exaustão local e substituição de solvente |
|
Desengorduramento |
Solvente |
Ventilação de exaustão local e substituição e/ou recuperação de solventes, ventilação geral da área |
|
smelting |
Fumos, poeira, ruído, calor |
Ventilação local exaustora, regime de trabalho/repouso, fluidos; EPI - proteção respiratória e proteção auditiva |
|
Refinação |
Fumos, poeira, calor, ruído |
Ventilação exaustora local, ventilação geral da área, regime de trabalho/descanso, fluidos; EPI - proteção respiratória e proteção auditiva |
|
Formação do elenco |
Calor, fumaça de metal |
Ventilação de exaustão local, ventilação geral da área, regime de trabalho/descanso, fluidos |
Recuperação de metais preciosos
As matérias-primas para a indústria de metais preciosos consistem em sucata velha e nova. A sucata antiga inclui componentes eletrônicos de equipamentos militares e civis obsoletos e sucata da indústria odontológica. Nova sucata é gerada durante a fabricação e fabricação de produtos de metais preciosos. Os produtos são os metais elementares, como ouro, prata, platina e paládio. O processamento de metais preciosos inclui as seguintes etapas:
- Separação e trituração manual. A sucata com metais preciosos é selecionada manualmente, triturada e triturada em um moinho de martelos. Moinhos de martelo são barulhentos.
- Processo de incineração. A sucata classificada é incinerada para remover papel, plástico e contaminantes líquidos orgânicos. Produtos químicos orgânicos, gases de combustão e exposição a poeira são possíveis.
- Fundição em alto-forno. A sucata tratada é carregada em um alto-forno, junto com coque, fundente e óxidos metálicos de escória reciclada. A carga é derretida e transformada em escória, produzindo cobre preto que contém os metais preciosos. A escória dura que se forma contém a maior parte das impurezas da escória. Poeira e ruído podem estar presentes.
- Fundição de conversores. Este processo é projetado para purificar ainda mais o cobre preto soprando ar através do fundido em um conversor. Os contaminantes metálicos contendo escória são removidos e reciclados para o alto-forno. O lingote de cobre contendo os metais preciosos é fundido em moldes.
- Refino eletrolítico. O lingote de cobre serve como o ânodo de uma célula eletrolítica. O cobre puro é depositado no cátodo enquanto os metais preciosos caem no fundo da célula e são coletados como lodo. O eletrólito utilizado é o sulfato de cobre. Exposições à névoa ácida são possíveis.
- Refino químico. O lodo de metal precioso do processo de refino eletrolítico é tratado quimicamente para recuperar os metais individuais. Processos à base de cianeto são usados para recuperar ouro e prata, que também podem ser recuperados por dissolução em água régia solução e/ou ácido nítrico, seguida de precipitação com sulfato ferroso ou cloreto de sódio para recuperar o ouro e a prata, respectivamente. Os metais do grupo da platina podem ser recuperados dissolvendo-os em chumbo fundido, que é então tratado com ácido nítrico e deixa um resíduo do qual os metais do grupo da platina podem ser seletivamente precipitados. Os precipitados de metais preciosos são então derretidos ou inflamados para coletar o ouro e a prata como grãos e os metais de platina como esponja. Pode haver exposições ácidas.
As exposições e controles estão listados, por operação, na tabela 8 (ver também “Fundição e refino de ouro”).
Tabela 8. Controles de engenharia/administrativos para metais preciosos, por operação
|
Equipamento de processo |
Exposições |
Controles de engenharia/administrativos |
|
Classificando e triturando |
Hammermill é um perigo potencial de ruído |
Material de controle de ruído; EPI - proteção auditiva |
|
Incineração |
Orgânicos, gases de combustão e poeira |
Ventilação de exaustão local e ventilação de área geral |
|
fundição de alto-forno |
Poeira, barulho |
Ventilação exaustora local; EPI - proteção auditiva e proteção respiratória |
|
refino eletrolítico |
névoas ácidas |
Ventilação de exaustão local, ventilação de área geral |
|
refino químico |
Ácido |
Ventilação de exaustão local, ventilação geral da área; EPI - roupas resistentes a ácidos, óculos de proteção química e protetor facial |
recuperação de cádmio
A sucata velha contendo cádmio inclui peças banhadas a cádmio de veículos e barcos sucateados, eletrodomésticos, ferragens e fixadores, baterias de cádmio, contatos de cádmio de interruptores e relés e outras ligas de cádmio usadas. A sucata nova é normalmente rejeitos contendo vapor de cádmio e subprodutos contaminados das indústrias que lidam com os metais. Os processos de recuperação são:
- Pré-tratamento. A etapa de pré-tratamento da sucata envolve o desengorduramento a vapor da sucata da liga. Os vapores de solvente gerados pelo aquecimento de solventes reciclados são circulados através de um recipiente contendo ligas de sucata. O solvente e a graxa removida são então condensados e separados com o solvente sendo reciclado. Pode haver exposição a pó de cádmio e solventes.
- Fundição/refinação. Na operação de fundição/refinação, sucata de liga pré-tratada ou sucata de cádmio elementar é processada para remover quaisquer impurezas e produzir liga de cádmio ou cádmio elementar. Podem estar presentes produtos de exposição à combustão de óleo e gás e pó de zinco e cádmio.
- Destilação de retorta. A liga de sucata desengordurada é carregada em uma retorta e aquecida para produzir vapores de cádmio que são posteriormente coletados em um condensador. O metal fundido está então pronto para a fundição. Exposições à poeira de cádmio são possíveis.
- Derreter/deszincar. O cádmio metálico é carregado em um caldeirão e aquecido até o estágio de fusão. Se o zinco estiver presente no metal, fundentes e agentes de cloração são adicionados para remover o zinco. Entre as exposições potenciais estão fumaça e poeira de cádmio, fumaça e poeira de zinco, cloreto de zinco, cloro, cloreto de hidrogênio e calor.
- Formação do elenco. A operação de fundição forma a linha de produtos desejada a partir da liga de cádmio purificada ou cádmio metálico produzido na etapa anterior. A fundição pode produzir poeira e fumaça de cádmio e calor.
As exposições em processos de recuperação de cádmio e os controles necessários estão resumidos na tabela 9.
Tabela 9. Controles de engenharia/administrativos para cádmio, por operação
|
Equipamento de processo |
Exposições |
Controles de engenharia/administrativos |
|
Desengorduramento de sucata |
Solventes e pó de cádmio |
Exaustão local e substituição de solvente |
|
Fundição/refinação de ligas |
Produtos da combustão de petróleo e gás, fumos de zinco, poeiras e fumos de cádmio |
Ventilação exaustora local e ventilação geral da área; EPI - proteção respiratória |
|
Destilação de retorta |
vapores de cádmio |
Ventilação exaustora local; EPI - proteção respiratória |
|
Derreter/deszincar |
Fumos e poeiras de cádmio, fumos e poeiras de zinco, cloreto de zinco, cloro, cloreto de hidrogénio, stress térmico |
Ventilação exaustora local, ventilação geral da área, regime de trabalho/descanso, fluidos; EPI - proteção respiratória |
|
Formação do elenco |
Poeiras e vapores de cádmio, calor |
Ventilação exaustora local, ventilação geral da área, regime de trabalho/descanso, fluidos; EPI - proteção respiratória |
recuperação de selênio
As matérias-primas para este segmento são os cilindros de cópia xerográfica utilizados e as sucatas geradas durante a fabricação dos retificadores de selênio. Poeiras de selênio podem estar presentes por toda parte. A destilação e a fundição em retorta podem produzir gases de combustão e poeira. A fundição da retorta é barulhenta. Névoa de dióxido de enxofre e névoa ácida estão presentes no refino. Pós de metal podem ser produzidos a partir de operações de fundição (ver tabela 10).
Tabela 10. Controles de engenharia/administrativos para selênio, por operação
|
Equipamento de processo |
Exposições |
Controles de engenharia/administrativos |
|
Pré-tratamento de sucata |
Dust |
exaustão local |
|
Fundição de retorta |
Gases de combustão e poeira, ruído |
Ventilação exaustora local e ventilação geral da área; EPI - proteção auditiva; controle de ruído do queimador |
|
Refinação |
SO2, névoa ácida |
Ventilação exaustora local; EPI—óculos químicos |
|
Destilação |
Poeira e produtos de combustão |
Ventilação de exaustão local, ventilação de área geral |
|
Têmpera |
pó de metal |
Ventilação de exaustão local, ventilação de área geral |
|
Formação do elenco |
vapores de selênio |
Ventilação de exaustão local, ventilação de área geral |
Os processos de recuperação são os seguintes:
- Pré-tratamento de sucata. Este processo separa o selênio por processos mecânicos, como o moinho de martelos ou jateamento.
- Fundição de retorta. Este processo purifica e concentra a sucata pré-tratada em uma operação de destilação em retorta, derretendo a sucata e separando o selênio das impurezas por destilação.
- Refinação. Este processo atinge uma purificação de selênio de sucata com base na lixiviação com um solvente adequado, como sulfito de sódio aquoso. As impurezas insolúveis são removidas por filtração e o filtrado é tratado para precipitar o selênio.
- Destilação. Este processo produz um selênio de alta pureza de vapor. O selênio é fundido, destilado e os vapores de selênio são condensados e transferidos como selênio fundido para uma operação de formação do produto.
- Extinção. Este processo é usado para produzir granalha e pó de selênio purificado. O selênio fundido é usado na produção de uma injeção. O tiro é então seco. As etapas necessárias para produzir o pó são as mesmas, exceto que o vapor de selênio, em vez do selênio fundido, é o material que é temperado.
- Fundição. Este processo é usado para produzir lingotes de selênio ou outras formas a partir do selênio fundido. Essas formas são produzidas despejando selênio fundido em moldes de tamanho e formato adequados e resfriando e solidificando o fundido.
recuperação de cobalto
As fontes de sucata de cobalto são retificações e torneamentos de super ligas e peças de motor e pás de turbina obsoletas ou gastas. Os processos de recuperação são:
- Classificação manual. A sucata bruta é classificada manualmente para identificar e separar os componentes à base de cobalto, à base de níquel e não processáveis. Esta é uma operação empoeirada.
- Desengordurante. A sucata suja classificada é carregada para uma unidade de desengorduramento onde os vapores de percloroetileno circulam. Este solvente remove a graxa e o óleo da sucata. A mistura solvente-óleo-vapor graxa é então condensada e o solvente é recuperado. Exposições a solventes são possíveis.
- Explodindo. A sucata desengordurada é jateada com areia para remover sujeira, óxidos e ferrugem. Poeiras podem estar presentes, dependendo do grão usado.
- Processo de decapagem e tratamento químico. A sucata da operação de jateamento é tratada com ácidos para remover ferrugem residual e contaminantes de óxido. Névoas ácidas são uma possível exposição.
- Fusão a vácuo. A sucata limpa é carregada em um forno a vácuo e fundida por arco elétrico ou forno de indução. Pode haver exposição a metais pesados.
- fundição. A liga fundida é moldada em lingotes. O estresse térmico é possível.
Consulte a tabela 11 para obter um resumo das exposições e controles para recuperação de cobalto.
Tabela 11. Controles de engenharia/administrativos para cobalto, por operação
|
Equipamento de processo |
Exposições |
Controles de engenharia/administrativos |
|
Classificação manual |
Dust |
Lavagem de água |
|
Desengorduramento |
solventes |
Recuperação de solventes, exaustão local e substituição de solventes |
|
Rebentamento |
Poeira - toxicidade dependente do grão usado |
Ventilação exaustora local; EPI para risco físico e proteção respiratória, dependendo do grão usado |
|
Processo de decapagem e tratamento químico |
névoas ácidas |
Ventilação de exaustão local, ventilação geral da área; EPI - proteção respiratória |
|
Derretimento a vácuo |
Os metais pesados |
Ventilação de exaustão local, ventilação de área geral |
|
Formação do elenco |
HEAT |
Ventilação de exaustão local, ventilação geral da área, regime de trabalho/descanso, fluidos |
recuperação de estanho
As principais fontes de matérias-primas são aparas de aço estanhado, rejeitos de fabricantes de latas, bobinas de revestimento rejeitadas da indústria siderúrgica, escórias e lamas de estanho, escórias e lamas de solda, bronze usado e rejeitos de bronze e sucata de tipo metálico. Pó de estanho e névoas ácidas podem ser encontrados em muitos dos processos.
- Desaluminização. Neste processo, o hidróxido de sódio quente é usado para lixiviar o alumínio da sucata de lata, colocando a sucata em contato com hidróxido de sódio quente, separando a solução de aluminato de sódio do resíduo da sucata, bombeando o aluminato de sódio para uma operação de refino para recuperar o estanho solúvel e recuperar o sucata de estanho desaluminizada para ração.
- Mistura em lote. Este processo é uma operação mecânica que prepara uma alimentação adequada para carregar no forno de fundição, misturando escórias e lamas com um teor significativo de estanho.
- Detinção química. Este processo extrai o estanho em sucata. Uma solução quente de hidróxido de sódio e nitrito ou nitrato de sódio é adicionada à sucata desaluminizada ou bruta. A drenagem e o bombeamento da solução para um processo de refino/fundição são realizados quando a reação de detinagem é concluída. A sucata destinnada é então lavada.
- Fundição de escória. Este processo é usado para purificar parcialmente a escória e produzir metal bruto de fornalha por fusão da carga, extração do metal bruto da fornalha e extração de mates e escórias.
- Lixiviação e filtração de poeira. Este processo remove os valores de zinco e cloro do pó de combustão por lixiviação com ácido sulfúrico para remover o zinco e o cloro, filtrando a mistura resultante para separar o ácido e zinco e cloro dissolvidos do pó lixiviado, secando o pó lixiviado em um secador e transportando o poeira rica em estanho e chumbo de volta ao processo de mistura em lote.
- Decantação e filtração foliar. Este processo purifica a solução de estanato de sódio produzida no processo químico de desmineralização. Impurezas como prata, mercúrio, cobre, cádmio, algum ferro, cobalto e níquel são precipitadas como sulfetos.
- Evapocentrifugação. O estanato de sódio é concentrado a partir da solução purificada por evaporação, cristalização do estanato de sódio e recuperação do estanato de sódio por centrifugação.
- Refino eletrolítico. Este processo produz estanho puro catódico a partir da solução de estanato de sódio purificada, passando a solução de estanato de sódio por células eletrolíticas, removendo os cátodos após o estanho ter sido depositado e removendo o estanho dos cátodos.
- Acidificação e filtração. Este processo produz um óxido de estanho hidratado a partir da solução de estanato de sódio purificado. Este óxido hidratado pode ser processado para produzir o óxido anidro ou fundido para produzir estanho elementar. O óxido hidratado é neutralizado com ácido sulfúrico para formar o óxido de estanho hidratado e filtrado para separar o hidrato como torta de filtro.
- Refino de fogo. Este processo produz estanho purificado a partir do estanho catódico, derretendo a carga, removendo as impurezas como escória e escória, despejando o metal fundido e fundindo o estanho metálico.
- Fundição. Este processo é usado para produzir estanho quando o refino eletrolítico não é viável. Isto é conseguido reduzindo o óxido de estanho hidratado com um agente redutor, derretendo o estanho metálico formado, removendo a escória, vertendo o estanho fundido e vazando o estanho fundido.
- Calcinando. Este processo converte os óxidos de estanho hidratados em óxido estânico anidro, calcinando o hidrato e removendo e empacotando os óxidos estânicos.
- Refino de chaleira. Este processo é usado para purificar o metal bruto do forno, carregando uma caldeira pré-aquecida com ele, secando a escória para remover as impurezas como escória e fosco, fundindo com enxofre para remover o cobre como fosco, fundindo com alumínio para remover o antimônio e fundindo o metal fundido no desejado formas.
Consulte a tabela 12 para obter um resumo das exposições e controles para recuperação de estanho.
Tabela 12. Controles de engenharia/administrativos para estanho, por operação
|
Equipamento de processo |
Exposições |
Controles de engenharia/administrativos |
|
Desaluminização |
Hidróxido de sódio |
Exaustão local; EPI—óculos químicos e/ou protetor facial |
|
Mistura em lote |
Dust |
Ventilação de exaustão local e ventilação de área geral |
|
Detinção química |
Cáustico |
Ventilação exaustora local; EPI—óculos químicos e/ou protetor facial |
|
Fundição de escória |
Poeira e calor |
Ventilação de exaustão local, ventilação geral da área, regime de trabalho/descanso, fluidos |
|
Lixiviação e filtragem de poeira |
Dust |
Ventilação de exaustão local, ventilação de área geral |
|
Decantação e filtração foliar |
Nenhum identificado |
Nenhum identificado |
|
Evapocentrifugação |
Nenhum identificado |
Nenhum identificado |
|
refino eletrolítico |
Névoa ácida |
Ventilação exaustora local e ventilação geral da área; EPI—óculos químicos e/ou protetor facial |
|
Acidificação e filtração |
névoas ácidas |
Ventilação exaustora local e ventilação geral da área; EPI—óculos químicos e/ou protetor facial |
|
Refino de fogo |
HEAT |
Regime de trabalho/repouso, EPI |
|
smelting |
Gases de combustão, fumos e poeiras, calor |
Ventilação de exaustão local e ventilação geral da área, regime de trabalho/descanso, EPI |
|
Calcining |
Poeira, fumaça, calor |
Ventilação de exaustão local e regime de trabalho/descanso geral da área de ventilação, EPI |
|
Chaleira de refino |
Poeira, fumaça, calor |
Ventilação de exaustão local e ventilação geral da área, regime de trabalho/descanso, EPI |
recuperação de titânio
As duas principais fontes de sucata de titânio são os consumidores domésticos e de titânio. A sucata doméstica que é gerada pela fresagem e fabricação de produtos de titânio inclui folhas de acabamento, chapas de tábuas, cortes, torneamentos e mandris. A sucata do consumidor consiste em produtos de titânio reciclado. As operações de recuperação incluem:
- Desengordurante. Neste processo, a sucata de tamanho é tratada com solvente orgânico vaporizado (por exemplo, tricloroetileno). A graxa e o óleo contaminantes são removidos da sucata pelo vapor do solvente. O solvente é recirculado até que não tenha mais capacidade de desengordurar. O solvente usado pode então ser regenerado. A sucata também pode ser desengordurada com vapor e detergente.
- Decapagem. O processo de decapagem ácida remove a incrustação de óxido da operação de desengorduramento por lixiviação com uma solução de ácidos clorídrico e fluorídrico. A sucata do tratamento ácido é lavada com água e seca.
- Eletrorrefinação. O eletrorrefino é um processo de pré-tratamento de sucata de titânio que eletrorrefina a sucata em um sal fundido.
- Fundição. A sucata de titânio pré-tratada e os agentes de liga são fundidos em um forno a vácuo de arco elétrico para formar uma liga de titânio. Os materiais de entrada incluem sucata de titânio pré-tratado e materiais de liga, como alumínio, vanádio, molibdênio, estanho, zircônio, paládio, columbium e cromo.
- Fundição. Titânio fundido é derramado em moldes. O titânio solidifica em uma barra chamada lingote.
Os controles para exposições em procedimentos de recuperação de titânio estão listados na tabela 13.
Tabela 13. Controles de engenharia/administrativos para titânio, por operação
|
Equipamento de processo |
Exposições |
Controles de engenharia/administrativos |
|
Solvente desengordurante |
Solvente |
Exaustão local e recuperação de solvente |
|
Decapagem |
Ácidos |
Protetores faciais, aventais, mangas compridas, óculos de segurança ou óculos de proteção |
|
Electrorefining |
Nenhum conhecido |
Nenhum conhecido |
|
smelting |
Metais voláteis, ruído |
Ventilação local exaustora e controle de ruído dos queimadores; EPI - proteção auditiva |
|
Formação do elenco |
HEAT |
EPP |
Questões Ambientais no Acabamento de Metais e Revestimentos Industriais
Acabamento de Metal
O tratamento da superfície dos metais aumenta sua durabilidade e melhora sua aparência. Um único produto pode passar por mais de um tratamento de superfície - por exemplo, um painel de carroceria pode ser fosfatado, preparado e pintado. Este artigo trata dos processos utilizados para o tratamento superficial de metais e dos métodos utilizados para reduzir seu impacto ambiental.
Operar um negócio de acabamento de metal requer cooperação entre a administração da empresa, funcionários, governo e a comunidade para minimizar efetivamente o efeito ambiental das operações. A sociedade está preocupada com a quantidade e os efeitos a longo prazo da poluição que entra no ar, na água e no ambiente terrestre. gestão ambiental eficaz é estabelecido através do conhecimento detalhado de todos os elementos, produtos químicos, metais, processos e resultados.
Planejamento de prevenção da poluição muda a filosofia de gestão ambiental de reagir a problemas para antecipar soluções com foco na substituição química, mudança de processo e reciclagem interna, usando a seguinte sequência de planejamento:
- Iniciar a prevenção da poluição em todos os aspectos do negócio.
- Identifique os fluxos de resíduos.
- Estabeleça prioridades de ação.
- Estabeleça a causa raiz do desperdício.
- Identificar e implementar mudanças que reduzam ou eliminem o desperdício.
- Meça os resultados.
A melhoria contínua é alcançada estabelecendo novas prioridades de ação e repetindo a sequência de ações.
A documentação detalhada do processo identificará os fluxos de resíduos e permitirá que prioridades sejam definidas para oportunidades de redução de resíduos. Decisões informadas sobre possíveis mudanças encorajarão:
- melhorias operacionais fáceis e práticas
- mudanças de processo envolvendo clientes e fornecedores
- mudanças para atividades menos prejudiciais sempre que possível
- reutilização e reciclagem onde a mudança não é prática
- usando o aterro de resíduos perigosos apenas como último recurso.
Principais processos e processos operacionais padrão
Limpeza é necessário porque todos os processos de acabamento de metal exigem que as peças a serem acabadas estejam livres de sujeiras orgânicas e inorgânicas, incluindo óleos, escamação, polimento e compostos de polimento. Os três tipos básicos de produtos de limpeza em uso são solventes, desengordurantes a vapor e detergentes alcalinos.
Solventes e métodos de limpeza desengordurantes a vapor foram quase totalmente substituídos por materiais alcalinos onde os processos subseqüentes são úmidos. Solventes e desengordurantes a vapor ainda estão em uso, onde as peças devem ser limpas e secas sem processamento posterior a úmido. Solventes como terpenos estão, em alguns casos, substituindo solventes voláteis. Materiais menos tóxicos, como 1,1,1-tricloroetano, foram substituídos por materiais mais perigosos no desengorduramento a vapor (embora este solvente esteja sendo eliminado como um destruidor de ozônio).
Os ciclos de limpeza alcalina geralmente incluem uma imersão em imersão seguida por uma eletrolimpeza anódica, seguida por uma imersão em ácido fraco. Limpadores não corrosivos e não silicatados são normalmente usados para limpar alumínio. Os ácidos são tipicamente sulfúrico, clorídrico e nítrico.
Anodização, um processo eletroquímico para espessar o filme de óxido na superfície do metal (frequentemente aplicado ao alumínio), trata as peças com soluções diluídas de ácido crômico ou sulfúrico.
Revestimento de conversão é usado para fornecer uma base para pintura posterior ou para passivar para proteção contra oxidação. Na cromagem, as peças são imersas em uma solução de cromo hexavalente com agentes orgânicos e inorgânicos ativos. Para a fosfatação, as peças são imersas em ácido fosfórico diluído com outros agentes. A passivação é realizada através da imersão em ácido nítrico ou ácido nítrico com dicromato de sódio.
Galvanização elétrica envolve uma deposição de metal sem eletricidade. A deposição eletrolítica de cobre ou níquel é utilizada na fabricação de placas de circuito impresso.
galvanoplastia envolve a deposição de uma fina camada de metal (zinco, níquel, cobre, cromo, cádmio, estanho, latão, bronze, chumbo, estanho-chumbo, ouro, prata e outros metais como platina) sobre um substrato (ferroso ou não) ferroso). Os banhos de processo incluem metais em solução em formulações ácidas, alcalinas neutras e alcalinas de cianeto (veja a figura 1).
Figura 1. Entradas e saídas para uma linha típica de galvanoplastia

Moagem e corrosão química são processos de imersão de dissolução controlada usando reagentes químicos e agentes corrosivos. O alumínio é normalmente gravado em cáustico antes da anodização ou abrilhantado quimicamente em uma solução que pode conter ácidos nítrico, fosfórico e sulfúrico.
Revestimentos por imersão a quente envolvem a aplicação de metal a uma peça de trabalho por imersão em metal fundido (galvanização de aço com zinco ou estanho).
Boas práticas de gestão
Melhorias importantes de segurança, saúde e meio ambiente podem ser alcançadas por meio de melhorias de processo, como:
- usando enxágue contracorrente e controles de condutividade
- aumentando o tempo de drenagem
- usando mais ou melhores agentes umectantes
- mantendo as temperaturas do processo o mais altas possível para diminuir a viscosidade, aumentando assim a recuperação de arraste (ou seja, recuperação da solução deixada no metal)
- usando agitação de ar no enxágue para aumentar a eficiência do enxágue
- usando bolas de plástico em tanques de revestimento para reduzir a névoa
- usando filtração aprimorada em tanques de revestimento para reduzir a frequência do tratamento de purificação
- colocar um meio-fio em torno de todas as áreas de processo para conter derramamentos
- usando tratamentos separados para metais recuperáveis, como níquel
- instalação de sistemas de recuperação, como troca iônica, evaporação atmosférica, evaporação a vácuo, recuperação eletrolítica, osmose reversa e eletrodiálise
- complementando os sistemas de recuperação de arraste com reduções no arraste de contaminantes e sistemas de limpeza aprimorados
- usando controles de estoque modernos para reduzir o desperdício e os riscos no local de trabalho
- aplicar procedimentos padrão (ou seja, procedimentos escritos, revisões operacionais regulares e registros operacionais sólidos) para fornecer a base para uma estrutura de gestão ambiental sólida.
Planejamento ambiental para resíduos específicos
Fluxos de resíduos específicos, geralmente soluções de revestimento usadas, podem ser reduzidos por:
- Filtração. Filtros de cartucho ou terra de diatomáceas podem ser usados para remover o acúmulo de sólidos, que reduzem a eficiência do processo.
- tratamento de carbono pode ser usado para remover contaminantes orgânicos (mais comumente aplicados em revestimento de níquel, galvanoplastia de cobre e revestimento de zinco e cádmio).
- Água purificada. Os contaminantes naturais na composição e enxágue da água (por exemplo, cálcio, ferro, magnésio, manganês, cloro e carbonatos) podem ser removidos usando deionização, destilação ou osmose reversa. Melhorar a eficiência da água de enxágue reduz o volume de lodo de banho que requer tratamento.
- Congelamento de carbonato de banho de cianeto. Abaixar a temperatura do banho para –3 °C cristaliza os carbonatos formados no banho de cianeto pela quebra do cianeto, densidades excessivas de corrente anódica e adsorção de dióxido de carbono do ar e facilita sua remoção.
- Precipitação. A remoção de contaminantes metálicos que entram no banho como impurezas nos ânodos pode ser obtida por precipitação com cianeto de bário, hidróxido de bário, hidróxido de cálcio, sulfato de cálcio ou cianeto de cálcio.
- Alternativas de cromo hexavalente. O cromo hexavalente pode ser substituído por soluções de cromagem trivalente para revestimento decorativo. Revestimentos de conversão de cromo para pré-tratamentos de tinta às vezes podem ser substituídos por revestimentos de conversão sem cromo ou produtos químicos de cromo sem enxágue.
- Processos químicos não quelatados. Em vez de quelantes serem adicionados aos banhos de processo para controlar a concentração de íons livres na solução, podem ser usados produtos químicos de processo não quelatados para que não seja necessário manter os metais em solução. Esses metais podem precipitar e podem ser removidos por filtração contínua.
- Produtos químicos de processo sem cianeto. Fluxos residuais contendo cianeto livre são normalmente tratados usando hipoclorito ou cloro para realizar a oxidação, e cianetos complexos são comumente precipitados usando sulfato ferroso. O uso de produtos químicos de processo sem cianeto elimina uma etapa de tratamento e reduz o volume do lodo.
- Solvente desengordurante. Banhos de limpeza alcalinos quentes podem ser usados no lugar do solvente desengraxante das peças de trabalho antes do processamento. A eficácia dos limpadores alcalinos pode ser aumentada pela aplicação de eletrocorrente ou ultrassom. Os benefícios de evitar vapores e lodos de solvente geralmente superam quaisquer custos operacionais adicionais.
- Limpadores alcalinos. Ter que descartar produtos de limpeza alcalinos quando o acúmulo de óleo, graxa e sujeira de uso atinge um nível que prejudica a eficiência de limpeza do banho pode ser evitado usando dispositivos de escumação para remover óleos flutuantes, dispositivos de decantação ou filtros de cartucho para remover partículas e coalescentes óleo-água e usando microfiltração ou ultrafiltração para remover óleos emulsificados.
- Redução de arrasto. A redução do volume de arrastamento dos banhos de processo serve para reduzir a quantidade de valiosos produtos químicos do processo que contaminam a água de enxágue, o que, por sua vez, reduz a quantidade de lodo gerado por um processo convencional de tratamento por precipitação de metal.
Vários métodos para reduzir o arrasto incluem:
- Concentração operacional do banho de processo. A concentração química deve ser mantida o mais baixa possível para minimizar a viscosidade (para uma drenagem mais rápida) e a quantidade de produtos químicos (no filme).
- Temperatura de operação do banho de processo. A viscosidade da solução do processo pode ser reduzida aumentando a temperatura do banho.
- Agentes umectantes. A tensão superficial da solução pode ser reduzida pela adição de agentes umectantes ao banho do processo.
- Posicionamento da peça. A peça de trabalho deve ser posicionada no rack de forma que o filme aderente escorra livremente e não fique preso em ranhuras ou cavidades.
- Tempo de retirada ou drenagem. Quanto mais rápido uma peça de trabalho for removida do banho de processo, mais espessa será a película na superfície da peça de trabalho.
- facas de ar. Soprar ar na peça de trabalho conforme o rack de peças de trabalho é elevado acima do tanque de processo pode melhorar a drenagem e a secagem.
- Enxágües com spray. Estes podem ser usados acima de banhos aquecidos de modo que a vazão de enxágue seja igual à taxa de evaporação do tanque.
- Banhos de chapeamento. Carbonatos e contaminantes orgânicos devem ser removidos para evitar o acúmulo de contaminação que aumenta a viscosidade do banho de revestimento.
- Placas de drenagem. Os espaços entre os tanques de processo devem ser cobertos com placas de drenagem para capturar as soluções de processo e devolvê-las ao banho de processo.
- Tanques de arraste. As peças de trabalho devem ser colocadas em tanques de arraste (tanques de enxágue estático) antes da operação de enxágue padrão.
A recuperação prolongada de produtos químicos usa uma variedade de tecnologias. Esses incluem:
- Evaporação. Os evaporadores atmosféricos são os mais comuns e os evaporadores a vácuo oferecem economia de energia.
- Troca iônica é usado para recuperação química de água de enxágue.
- Electrowinner. Este é um processo eletrolítico pelo qual os metais dissolvidos na solução são reduzidos e depositados no cátodo. O metal depositado é então recuperado.
- Eletrodiálise. Isso utiliza membranas permeáveis a íons e corrente aplicada para separar as espécies iônicas da solução.
- Osmose Reversa, Nanofiltração, Ultrafiltração. Isso utiliza uma membrana semipermeável para produzir água purificada e uma solução iônica concentrada. A alta pressão é usada para forçar a água através da membrana, enquanto a maioria dos sais dissolvidos são retidos pela membrana.
Água de enxaguar
A maioria dos resíduos perigosos produzidos em uma instalação de acabamento de metal vem de águas residuais geradas pelas operações de enxágue que seguem a limpeza e o revestimento. Ao aumentar a eficiência do enxágue, uma instalação pode reduzir significativamente o fluxo de águas residuais.
Duas estratégias básicas melhoram a eficiência do enxágue. Primeiro, a turbulência pode ser gerada entre a peça de trabalho e a água de enxágue por meio de enxágues e agitação da água de enxágue. Movimento do rack ou água ou ar forçado são usados. Em segundo lugar, o tempo de contato entre a peça de trabalho e a água de enxágue pode ser aumentado. Vários tanques de enxágue configurados em contracorrente em série reduzirão a quantidade de água de enxágue usada.
Revestimentos Industriais
O termo revestimentos inclui tintas, vernizes, lacas, esmaltes e goma-lacas, betumes, enchimentos e selantes para madeira, removedores de tinta e verniz, limpadores de pincéis e produtos de pintura afins. Os revestimentos líquidos contêm pigmentos e aditivos dispersos em uma mistura de aglutinante líquido e solvente. Os pigmentos são compostos inorgânicos ou orgânicos que fornecem cor e opacidade ao revestimento e influenciam o fluxo e a durabilidade do revestimento. Os pigmentos geralmente contêm metais pesados, como cádmio, chumbo, zinco, cromo e cobalto. O aglutinante aumenta a adesividade, a coesão e a consistência do revestimento e é o principal componente que permanece na superfície quando o revestimento é concluído. Os aglutinantes incluem uma variedade de óleos, resinas, borrachas e polímeros. Aditivos como cargas e extensores podem ser adicionados aos revestimentos para reduzir os custos de fabricação e aumentar a durabilidade do revestimento.
Os tipos de solventes orgânicos usados em revestimentos incluem hidrocarbonetos alifáticos, hidrocarbonetos aromáticos, ésteres, cetonas, glicol éteres e álcoois. Os solventes dispersam ou dissolvem os aglutinantes e diminuem a viscosidade e a espessura do revestimento. Solventes usados em formulações de revestimentos são perigosos porque muitos são carcinógenos humanos e são inflamáveis ou explosivos. A maioria dos solventes contidos em um revestimento evapora quando o revestimento cura, o que gera emissões de compostos orgânicos voláteis (VOC). As emissões de VOC estão se tornando cada vez mais regulamentadas devido aos efeitos negativos sobre a saúde humana e o meio ambiente. As preocupações ambientais associadas a ingredientes convencionais, tecnologias de aplicação de revestimento e resíduos de revestimento são uma força motriz para o desenvolvimento de alternativas de prevenção da poluição.
A maioria dos revestimentos é utilizada em produtos arquitetônicos, industriais ou especiais. Os revestimentos arquitetônicos são usados em edifícios e produtos de construção e para serviços decorativos e de proteção, como vernizes para proteger a madeira. As instalações industriais incorporam operações de revestimento em vários processos de produção. As indústrias automotiva, latas de metal, máquinas agrícolas, revestimento de bobinas, móveis e utensílios de madeira e metal e eletrodomésticos são os principais consumidores de tintas industriais.
O projeto de uma formulação de revestimento depende da finalidade da aplicação do revestimento. Os revestimentos fornecem estética e proteção contra corrosão e superfície. Custo, função, segurança do produto, segurança ambiental, eficiência de transferência e velocidade de secagem e cura determinam as formulações.
processos de revestimento
Existem cinco operações que compreendem a maioria dos processos de revestimento: manuseio e preparação de matérias-primas, preparação de superfície, revestimento, limpeza de equipamentos e gerenciamento de resíduos.
Manuseio e preparo de matéria-prima
O manuseio e preparação de matéria-prima envolve armazenamento de estoque, operações de mistura, diluição e ajuste de revestimentos e transferência de matéria-prima através da instalação. Procedimentos e práticas de monitoramento e manuseio são necessários para minimizar a geração de resíduos de deterioração, fora da especificação e preparação inadequada que podem resultar do desbaste excessivo e consequente desperdício. A transferência, seja manual ou através de um sistema de tubulação, deve ser programada para evitar deterioração.
Preparação da superfície
O tipo de técnica de preparação de superfície usada depende da superfície a ser revestida - preparação anterior, quantidade de sujeira, graxa, revestimento a ser aplicado e acabamento superficial necessário. As operações de preparação comuns incluem desengorduramento, pré-revestimento ou fosfatação e remoção do revestimento. Para fins de acabamento de metais, o desengorduramento envolve limpeza com solvente, limpeza a frio ou desengorduramento a vapor com solventes halogenados, limpeza alcalina aquosa, limpeza semi-aquosa ou limpeza com hidrocarboneto alifático para remover sujeira orgânica, sujeira, óleo e graxa. Decapagem ácida, limpeza abrasiva ou limpeza com chama são usadas para remover carepa e ferrugem.
A operação de preparação mais comum para superfícies metálicas, além da limpeza, é o revestimento de fosfato, usado para promover a adesão de revestimentos orgânicos em superfícies metálicas e retardar a corrosão. Os revestimentos de fosfato são aplicados por imersão ou pulverização de superfícies metálicas com solução de fosfato de zinco, ferro ou manganês. A fosfatização é um processo de acabamento de superfície semelhante à galvanoplastia, que consiste em uma série de processos químicos e banhos de enxágue nos quais as peças são imersas para obter a preparação de superfície desejada. Consulte o artigo “Tratamento de superfície de metais” neste capítulo.
A remoção do revestimento, química ou mecânica, é realizada em superfícies que requerem repintura, reparo ou inspeção. O método de remoção de revestimento químico mais comum é a decapagem com solvente. Essas soluções geralmente contêm fenol, cloreto de metileno e um ácido orgânico para dissolver o revestimento da superfície revestida. Uma lavagem final com água para remover os produtos químicos pode gerar grandes quantidades de águas residuais. O jateamento abrasivo é o processo mecânico comum, uma operação a seco que usa ar comprimido para impulsionar um meio de jateamento contra a superfície para remover o revestimento.
As operações de preparação de superfície afetam a quantidade de resíduos do processo de preparação específico. Se a preparação da superfície for inadequada, resultando em um revestimento ruim, a remoção do revestimento e a repintura aumentam a geração de resíduos.
Revestimento
A operação de revestimento envolve a transferência do revestimento para a superfície e a cura do revestimento na superfície. A maioria das tecnologias de revestimento se enquadra em 1 de 5 categorias básicas: revestimento por imersão, revestimento por rolo, revestimento por fluxo, revestimento por pulverização e a técnica mais comum, revestimento por pulverização atomizado a ar usando revestimentos à base de solvente.
Os revestimentos por pulverização atomizados a ar geralmente são conduzidos em um ambiente controlado por causa das emissões de solvente e do excesso de pulverização. Dispositivos de controle de overspray são filtros de tecido ou paredes de água, gerando filtros usados ou águas residuais de sistemas de purificação de ar.
A cura é realizada para converter o aglutinante de revestimento em uma superfície dura, resistente e aderente. Os mecanismos de cura incluem: secagem, cozimento ou exposição a um feixe de elétrons ou luz infravermelha ou ultravioleta. A cura gera VOCs significativos de revestimentos à base de solvente e representa um potencial de explosão se as concentrações de solvente subirem acima do limite inferior de explosividade. Consequentemente, as operações de cura são equipadas com dispositivos de controle de poluição do ar para evitar emissões de VOC e para controle de segurança para evitar explosões.
Preocupações ambientais e de saúde, regulamentações crescentes que afetam as formulações de revestimentos convencionais, altos custos de solventes e dispendioso descarte de resíduos perigosos criaram uma demanda por formulações de revestimentos alternativas que contenham constituintes menos perigosos e gerem menos resíduos quando aplicados. Formulações alternativas de revestimento incluem:
- Revestimentos de alto teor de sólidos, contendo o dobro da quantidade de pigmento e resina no mesmo volume de solvente que os revestimentos convencionais. A aplicação reduz as emissões de VOC entre 62 e 85% em comparação com os revestimentos convencionais à base de solvente de baixo teor de sólidos porque o teor de solvente é reduzido.
- Revestimentos à base de água usando água e uma mistura de solvente orgânico como veículo com água usada como base. Em comparação com os revestimentos à base de solvente, os revestimentos à base de água geram entre 80 e 95% menos emissões de VOC e solventes usados do que os revestimentos convencionais à base de solvente de baixo teor de sólidos.
- Revestimentos em pó não contendo nenhum solvente orgânico, consistindo de pigmento finamente pulverizado e partículas de resina. Eles são pós termoplásticos (resina de alto peso molecular para revestimentos espessos) ou termoendurecíveis (compostos de baixo peso molecular que formam uma camada fina antes da reticulação química).
Limpeza de equipamentos
A limpeza do equipamento é uma operação de manutenção de rotina necessária nos processos de revestimento. Isso cria quantidades significativas de resíduos perigosos, especialmente se solventes halogenados forem usados para limpeza. A limpeza de equipamentos para revestimentos à base de solventes tem sido tradicionalmente realizada manualmente com solventes orgânicos para remover os revestimentos dos equipamentos de processo. A tubulação requer lavagem com solvente em lotes até que esteja limpa. O equipamento de revestimento deve ser limpo entre as trocas de produto e após as paradas do processo. Os procedimentos e práticas utilizados determinarão o nível de resíduos gerados por essas atividades.
Gestão de resíduos
Vários fluxos de resíduos são gerados por processos de revestimento. Os resíduos sólidos incluem recipientes de revestimento vazios, lama de revestimento de pulverização excessiva e limpeza de equipamentos, filtros usados e materiais abrasivos, revestimento seco e panos de limpeza.
Os resíduos líquidos incluem águas residuais da preparação de superfícies, controle de pulverização excessiva ou limpeza de equipamentos, revestimento fora da especificação ou excesso de materiais de preparação de superfícies, pulverização excessiva, derramamentos e soluções de limpeza gastas. A reciclagem de circuito fechado no local está se tornando mais popular para solventes usados à medida que os custos de descarte aumentam. Líquidos à base de água são geralmente tratados no local antes da descarga para sistemas de tratamento de propriedade pública.
As emissões de VOC são geradas por todos os processos de revestimento convencionais que usam revestimentos à base de solvente, exigindo dispositivos de controle, como unidades de adsorção de carbono, condensadores ou oxidadores catalíticos térmicos.
Perfil Geral
A diversidade de processos e produtos dentro da indústria de microeletrônica e semicondutores é imensa. O foco da discussão de saúde e segurança ocupacional neste capítulo centra-se na produção de circuitos integrados (IC) de semicondutores (tanto em produtos à base de silício quanto em compostos de valência III-V), produção de placa de circuito impresso (PWB), placa de circuito impresso (PCB) montagem e montagem de computador.
A indústria é composta por vários segmentos principais. A Associação da Indústria Eletrônica usa o seguinte delineamento ao relatar dados sobre tendências, vendas e empregos pertinentes na indústria:
- componentes eletrônicos
- eletrônicos de consumo
- telecomunicações
- comunicações de defesa
- computadores e equipamentos periféricos
- eletrônica industrial
- eletrônica médica.
Os componentes eletrônicos incluem tubos de elétrons (por exemplo, tubos de recepção, de uso especial e de televisão), produtos de estado sólido (por exemplo, transistores, diodos, ICs, diodos emissores de luz (LEDs) e monitores de cristal líquido (LCDs)) e passivos e outros componentes (por exemplo, capacitores, resistores, bobinas, transformadores e interruptores).
Eletrônicos de consumo incluem aparelhos de televisão e outros produtos de áudio e vídeo domésticos e portáteis, bem como equipamentos de informação, como computadores pessoais, máquinas de transmissão de fax e secretárias eletrônicas. Hardware e software de jogos eletrônicos, sistemas de segurança doméstica, cassetes de áudio e vídeo virgens e disquetes, acessórios eletrônicos e baterias primárias totais também se enquadram na categoria de eletrônicos de consumo.
Além de computadores de uso geral e especializados, computadores e equipamentos periféricos incluem equipamentos auxiliares de armazenamento, equipamentos de entrada/saída (por exemplo, teclados, mouses, dispositivos de leitura óptica e impressoras), terminais e assim por diante. Embora as telecomunicações, as comunicações de defesa e a eletrônica industrial e médica utilizem parte da mesma tecnologia, esses segmentos também envolvem equipamentos especializados.
O surgimento da indústria de microeletrônica teve um impacto profundo na evolução e na estrutura da economia mundial. O ritmo de mudança nas nações industrializadas do mundo tem sido muito influenciado pelos avanços dessa indústria, especificamente na evolução do circuito integrado. Esse ritmo de mudança é representado graficamente na linha do tempo do número de transistores por chip de circuito integrado (veja a figura 1).
Figura 1. Transistores por chip de circuito integrado
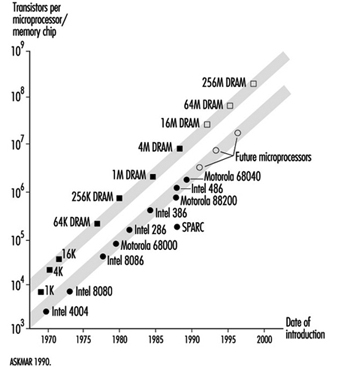
A importância econômica das vendas mundiais de semicondutores é significativa. A Figura 2 é uma projeção da Associação da Indústria de Semicondutores para as vendas mundiais e regionais de semicondutores de 1993 a 1998.
Figura 2. Previsão mundial de vendas de semicondutores
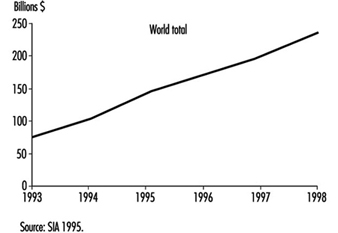
As indústrias de circuitos integrados de semicondutores e de montagem de computadores/eletrônicos são únicas em comparação com a maioria das outras categorias industriais na composição relativa de suas forças de trabalho de produção. A área de fabricação de semicondutores possui um alto percentual de operadoras do sexo feminino que comandam os equipamentos de processo. As tarefas relacionadas ao operador geralmente não exigem levantamento de peso ou excesso de força física. Além disso, muitas das tarefas do trabalho envolvem habilidades motoras finas e atenção aos detalhes. Os trabalhadores do sexo masculino predominam nas tarefas relacionadas com a manutenção, funções de engenharia e gestão. Uma composição semelhante é encontrada na parte de montagem de computadores/eletrônicos desse segmento da indústria. Outra característica incomum desta indústria é a concentração da manufatura na região da Ásia/Pacífico do mundo. Isso é especialmente verdadeiro no Assembléia final or Back-end processos na indústria de semicondutores. Esse processamento envolve o posicionamento e a colocação do chip de circuito integrado fabricado (tecnicamente conhecido como matriz) em um porta-chips e uma estrutura principal. Esse processamento requer um posicionamento preciso do chip, geralmente por meio de um microscópio, e habilidades motoras muito finas. Mais uma vez, as trabalhadoras predominam nessa parte do processo, com a maior parte da produção mundial concentrada na orla do Pacífico, com altas concentrações em Taiwan, Malásia, Tailândia, Indonésia e Filipinas, e números crescentes na China e no Vietnã.
As áreas de fabricação de circuitos integrados semicondutores têm várias propriedades incomuns e características exclusivas desta indústria. Ou seja, o processamento de IC envolve regimes e requisitos de controle de partículas extremamente rígidos. Uma típica área moderna de fabricação de IC pode ser classificada como uma sala limpa Classe 1 ou menos. Como método de comparação, um ambiente ao ar livre seria superior à Classe 500,000; um quarto típico em uma casa de aproximadamente classe 100,000; e uma área de montagem de back-end de semicondutores de aproximadamente classe 10,000. Atingir esse nível de controle de partículas envolve, na verdade, colocar o trabalhador da fabricação em um ambiente totalmente fechado. ternos de coelho que possuem sistemas de abastecimento de ar e filtragem para controlar os níveis de particulados gerados pelos trabalhadores da área fabril. Os ocupantes humanos das áreas de fabricação são considerados geradores muito potentes de partículas finas de seu ar exalado, descamação de pele e cabelo e de suas roupas e sapatos. Essa exigência de uso de roupas confinantes e rotinas de trabalho isoladas contribuiu para que os funcionários sentissem que estavam trabalhando em um ambiente de trabalho “não hospitaleiro”. Veja a figura 3. Além disso, na área fotolitográfica, o processamento envolve expor o wafer a uma solução fotoativa e, em seguida, padronizar uma imagem na superfície do wafer usando luz ultravioleta. Para aliviar a luz ultravioleta (UV) indesejada dessa área de processamento, são usadas luzes amarelas especiais (elas não possuem o componente de comprimento de onda UV normalmente encontrado na iluminação interna). Essas luzes amarelas ajudam a fazer com que os trabalhadores sintam que estão em um ambiente de trabalho diferente e podem ter um efeito desorientador em alguns indivíduos.
Figura 3. Uma sala limpa de última geração

Fabricação de Semicondutores de Silício
Visão geral do processo
A descrição do processamento de dispositivos semicondutores de silício, sejam dispositivos discretos (um semicondutor contendo apenas um dispositivo ativo, como um transistor) ou ICs (matrizes interconectadas de elementos ativos e passivos dentro de um único substrato semicondutor capaz de executar pelo menos uma função de circuito eletrônico) , envolve inúmeras operações altamente técnicas e específicas. A intenção desta descrição é fornecer uma estrutura básica e uma explicação das etapas do componente principal utilizadas na fabricação de um dispositivo semicondutor de silício e as questões ambientais, de saúde e segurança (EHS) associadas.
A fabricação de um CI envolve uma sequência de processos que podem ser repetidos muitas vezes antes que um circuito seja concluído. Os ICs mais populares usam 6 ou mais máscaras para completar os processos de padronização, sendo típico de 10 a 24 máscaras. A fabricação de um microcircuito começa com um wafer de silício de pureza ultra-alta de 4 a 12 polegadas de diâmetro. Silício perfeitamente puro é quase um isolante, mas certas impurezas, chamadas dopantes, adicionados em quantidades de 10 a 100 partes por milhão, fazem o silício conduzir eletricidade.
Um circuito integrado pode consistir em milhões de transistores (também diodos, resistores e capacitores) feitos de silício dopado, todos conectados pelo padrão apropriado de condutores para criar a lógica do computador, memória ou outro tipo de circuito. Centenas de microcircuitos podem ser feitos em um wafer.
Seis principais etapas de processamento de fabricação são universais para todos os dispositivos semicondutores de silício: oxidação, litografia, corrosão, dopagem, deposição química de vapor e metalização. Estes são seguidos pela montagem, teste, marcação, embalagem e envio.
Oxidação
Geralmente, a primeira etapa no processamento de dispositivos semicondutores envolve a oxidação da superfície externa do wafer para formar uma camada fina (cerca de um mícron) de dióxido de silício (SiO2). Isso protege principalmente a superfície de impurezas e serve como uma máscara para o processo de difusão subsequente. Essa capacidade de desenvolver um wafer protetor quimicamente estável de dióxido de silício em silício torna os wafers de silício o substrato semicondutor mais amplamente utilizado.
A oxidação, comumente chamada de oxidação térmica, é um processo descontínuo que ocorre em um forno de difusão de alta temperatura. A camada protetora de dióxido de silício é cultivada em atmosferas contendo oxigênio (O2) (oxidação seca) ou oxigênio combinado com vapor de água (H2O) (oxidação úmida). As temperaturas no forno variam de 800 a 1,300oC. Compostos de cloro na forma de cloreto de hidrogênio (HCl) também podem ser adicionados para ajudar a controlar as impurezas indesejadas.
A tendência em instalações de fabricação mais novas é para fornos de oxidação verticais. Os fornos verticais atendem melhor à necessidade de maior controle de contaminação, wafer de tamanho maior e processamento mais uniforme. Eles permitem uma pegada de equipamento menor que conserva o precioso espaço da sala limpa.
oxidação seca
Os wafers de silício a serem oxidados são primeiro limpos, usando uma solução de detergente e água, e o solvente enxaguado com xileno, álcool isopropílico ou outros solventes. Os wafers limpos são secos, carregados em um suporte de wafer de quartzo chamado barco e carregado na extremidade do operador (fim de carga) do tubo ou célula do forno de difusão de quartzo. A extremidade de entrada do tubo (final da fonte) fornece oxigênio de alta pureza ou mistura de oxigênio/nitrogênio. O fluxo de oxigênio “seco” é controlado no tubo de quartzo e garante que um excesso de oxigênio esteja disponível para o crescimento do dióxido de silício na superfície do wafer de silício. A reação química básica é:
Si + O2 → SiO2
Oxidação úmida
Quatro métodos de introdução de vapor de água são comumente usados quando a água é o agente oxidante - pirofórico, alta pressão, borbulhador e flash. As reações químicas básicas são:
Pirofórico e alta pressão: Si + 2O2 + 2 H2 → SiO2 + 2H2O
Flash e borbulhador: Si + 2H2O → SiO2 + 2H2
oxidação pirofórica envolve a introdução e combustão de uma mistura de gás hidrogênio/oxigênio. Esses sistemas são geralmente chamados de hidrogênio queimado or tocha sistemas. O vapor de água é produzido quando quantidades adequadas de hidrogênio e oxigênio são introduzidas na extremidade de entrada do tubo e deixadas reagir. A mistura deve ser controlada com precisão para garantir uma combustão adequada e evitar o acúmulo de gás hidrogênio explosivo.
Oxidação de alta pressão (HiPox) é tecnicamente chamado de sistema de pirossíntese de água e gera vapor de água através da reação de hidrogênio ultrapuro e oxigênio. O vapor é então bombeado para uma câmara de alta pressão e pressurizado a 10 atmosferas, o que acelera o processo de oxidação úmida. Água deionizada também pode ser usada como fonte de vapor.
In oxidação do borbulhador água deionizada é colocada em um recipiente chamado borbulhador e mantida a uma temperatura constante abaixo do seu ponto de ebulição de 100°C através da utilização de uma manta de aquecimento. O gás nitrogênio ou oxigênio entra no lado de entrada do borbulhador, torna-se saturado com vapor de água à medida que sobe pela água e sai pela saída para o forno de difusão. Os sistemas Bubbler parecem ser o método de oxidação mais amplamente utilizado.
In oxidação instantânea água deionizada é gotejada continuamente na superfície inferior aquecida de um recipiente de quartzo e a água evapora rapidamente quando atinge a superfície quente. Gás transportador de nitrogênio ou oxigênio flui sobre a água em evaporação e transporta o vapor de água para o forno de difusão.
Litografia
A litografia, também conhecida como fotolitografia ou simplesmente mascaramento, é um método de formar padrões com precisão no wafer oxidado. O circuito microeletrônico é construído camada por camada, cada camada recebendo um padrão de uma máscara prescrita no projeto do circuito.
Os negócios de impressão desenvolveram os verdadeiros antecedentes dos atuais processos de microfabricação de dispositivos semicondutores. Esses desenvolvimentos referem-se à fabricação de chapas de impressão, geralmente de metal, nas quais a remoção do material por ataque químico produz um padrão de relevo na superfície. Esta mesma técnica básica é usada na produção de máscaras de mestre utilizados na fabricação de cada camada de processamento de um dispositivo.
Os projetistas de circuitos digitalizam os circuitos básicos de cada camada. Este esquema computadorizado permite a geração rápida do circuito da máscara e facilita quaisquer alterações que possam ser necessárias. Esta técnica é conhecida como desenho assistido por computador (CAD). Utilizando poderosos algoritmos de computador, esses sistemas de design on-line permitem que o designer projete e modifique os circuitos diretamente nas telas de exibição de vídeo com recursos gráficos interativos.
O desenho final, ou máscara, para cada camada de circuito é criado por um fotoplotter ou gerador de padrão controlado por computador. Esses desenhos fotoplotados são então reduzidos ao tamanho real do circuito, uma máscara mestre produzida em vidro com relevo cromado e reproduzida em uma placa de trabalho que serve para impressão por contato ou projeção no wafer.
Essas máscaras delineiam o padrão das áreas condutoras e isolantes que são transferidas para o wafer por meio de fotolitografia. A maioria das empresas não produz suas próprias máscaras, mas utiliza as fornecidas por um produtor de máscaras.
Limpeza
A necessidade de uma superfície de wafer externa livre de partículas e contaminação requer limpeza frequente. As principais categorias são:
- água deionizada e lavagem com detergente
- solvente: álcool isopropílico (IPA), acetona, etanol, terpenos
- ácido: fluorídrico (HF), sulfúrico (H2SO4) e peróxido de hidrogênio (H2O2), clorídrico (HCl), nítrico (HNO3) e misturas
- cáustico: hidróxido de amônio (NH4OH).
Aplicação de resistência
Os wafers são revestidos com um material resistente de polímero à base de solvente e girados rapidamente em um fiandeiro, que espalha uma fina camada uniforme. Os solventes então evaporam, deixando um filme polimérico. Todos os materiais resistentes dependem de mudanças induzidas por radiação (principalmente ultravioleta) na solubilidade de um polímero orgânico sintético em um enxágue revelador selecionado. Os materiais resistentes são classificados como resistentes negativos ou positivos, dependendo se a solubilidade no revelador diminui (negativa) ou aumenta (positiva) após a exposição à radiação. A Tabela 1 identifica a composição dos componentes de vários sistemas fotorresistentes.
Tabela 1. Sistemas fotorresistentes
|
Ultravioleta |
|||
|
Perto (350-450 milhas náuticas) |
Negativo |
PB |
Borracha alifática à base de azida (isopreno) |
|
Positivo |
PB |
Orto-diazocetona |
|
|
Profundidade (200–250 nm) |
Principalmente |
||
|
Feixe de elétrons (cerca de 100 nm) |
|||
|
Negativo |
PB |
Copolímero-etil acrilato e glicidil metacrilato (COP) |
|
|
Positivo |
PB |
Polimetilmetacrilato, polifluoralquilmetacrilato, polialquilaldeído, poli-ciano etilacrilato |
|
|
Raio X (0.5–5 nm) |
|||
|
Negativo |
PB |
Copolímero-etil acrilato e glicidil metacrilato (COP) |
|
|
Positivo |
PB |
Polimetilmetacrilato, ortodiazocetona, poli |
|
PB = base polimérica; S = solvente; D = desenvolvedor.
Como a maioria dos fotorresistentes é sensível à luz ultravioleta (UV), a área de processamento é iluminada com luzes amarelas especiais sem comprimentos de onda UV sensíveis (consulte a figura 1).
Figura 1. Equipamento fotolitográfico “Yellow room”

Resistentes UV negativos e positivos são usados principalmente na indústria. No entanto, as resistências de feixe eletrônico e raio-x estão ganhando participação de mercado por causa de suas resoluções mais altas. As preocupações com a saúde na litografia são causadas principalmente por riscos reprodutivos potenciais associados a resistências positivas selecionadas (por exemplo, acetato de éter monoetílico de etilenoglicol como transportador) que atualmente estão sendo eliminados pela indústria. Odores ocasionais das resistências negativas (por exemplo, xileno) também resultam em preocupações dos funcionários. Devido a essas preocupações, muito tempo é gasto pelos higienistas industriais da indústria de semicondutores fazendo amostragem de operações fotorresistentes. Embora isso seja útil para caracterizar essas operações, as exposições de rotina durante as operações da centrífuga e do revelador são tipicamente inferiores a 5% dos padrões aerotransportados de exposição ocupacional para os solventes usados no processo (Scarpace et al. 1989).
Uma exposição de 1 hora ao acetato de éter monoetílico de etileno glicol de 6.3 ppm foi encontrada durante a operação de um sistema giratório. Esta exposição foi causada principalmente por más práticas de trabalho durante a operação de manutenção (Baldwin, Rubin e Horowitz 1993).
Secagem e pré-cozimento
Após a aplicação da resistência, os wafers são movidos em uma esteira ou movidos manualmente do spinner para um forno com temperatura controlada e atmosfera de nitrogênio. Uma temperatura moderada (70 a 90°C) causa a cura do fotorresistente (cozimento suave) e a evaporação dos solventes remanescentes.
Para garantir a adesão da camada de resistência ao wafer, um primer, hexametildisilizano (HMDS), é aplicado ao wafer. O primer prende a água molecular na superfície do wafer. O HMDS é aplicado diretamente em um processo de imersão ou spin-on ou por meio de um vapor prime que oferece vantagens de custo e processo em relação aos outros métodos.
Alinhamento e exposição da máscara
A máscara e o wafer são aproximados usando uma peça precisa de equipamento ótico/mecânico, e a imagem na máscara é alinhada a qualquer padrão já existente no wafer abaixo da camada de fotorresistente. Para a primeira máscara, nenhum alinhamento é necessário. Em tecnologias mais antigas, o alinhamento de camadas sucessivas é possível pelo uso de um biscópio (microscópio de lente dupla) e controles de precisão para posicionar o wafer em relação à máscara. Nas tecnologias mais recentes, o alinhamento é feito automaticamente usando pontos de referência nos wafers.
Feito o alinhamento, uma fonte ultravioleta de vapor de mercúrio ou lâmpada de arco de alta intensidade brilha através da máscara, expondo a resistência em locais não protegidos por regiões opacas da máscara.
Os vários métodos de alinhamento e exposição do wafer incluem exposição à radiação UV (contato ou proximidade), exposição à radiação UV através de lentes de projeção para redução (projeção), etapa de UV e exposição repetida à redução (projeção), inundação de raios-x (proximidade) e varredura por feixe de elétrons exposição (escrita direta). O principal método em uso envolve a exposição aos raios UV de vapor de mercúrio e lâmpadas de arco por meio de alinhadores de proximidade ou projeção. As resistências UV são projetadas para reagir a um amplo espectro de comprimentos de onda UV ou são formuladas para reagir preferencialmente a uma ou mais das principais linhas do espectro emitidas pela lâmpada (por exemplo, linha g em 435 nm, linha h em 405 nm e linha i a 365 nm).
Os comprimentos de onda predominantes da luz UV atualmente usados em fotomascaramento são 365 nm ou acima, mas os espectros das lâmpadas UV também contêm energia significativa na região de comprimento de onda de interesse para a saúde, a região actínica abaixo de 315 nm. Normalmente, a intensidade da radiação UV que escapa do equipamento é menor tanto do que a luz solar presente na região actínica quanto dos padrões estabelecidos para exposição ocupacional aos raios UV.
Ocasionalmente durante a manutenção, o alinhamento da lâmpada UV exige que ela seja energizada fora do gabinete do equipamento ou sem filtros de proteção normais. Os níveis de exposição durante esta operação podem exceder os limites de exposição ocupacional, mas o vestuário padrão de sala limpa (por exemplo, aventais, luvas de vinil, máscaras faciais e óculos de segurança de policarbonato com inibidor de UV) geralmente é adequado para atenuar a luz UV abaixo dos limites de exposição (Baldwin e Stewart 1989 ).
Enquanto os comprimentos de onda predominantes para lâmpadas ultravioleta usadas em fotolitografia são de 365 nm ou acima, a busca por recursos menores em ICs avançados está levando ao uso de fontes de exposição com comprimentos de onda menores, como UV profundo e raios x. Uma nova tecnologia para esse fim é o uso de excimer lasers de fluoreto de criptônio usados em steppers. Esses steppers usam um comprimento de onda de 248 nm com saídas de alta potência de laser. No entanto, os gabinetes desses sistemas contêm o feixe durante a operação normal.
Tal como acontece com outros equipamentos que contêm sistemas de laser de alta potência usados na fabricação de semicondutores, a principal preocupação é quando os intertravamentos do sistema devem ser anulados durante o alinhamento do feixe. Lasers de alta potência também são um dos perigos elétricos mais significativos na indústria de semicondutores. Mesmo depois de desligada a energia, existe um potencial de choque significativo dentro da ferramenta. Os controles e as considerações de projeto de segurança para esses sistemas são cobertos por Escher, Weathers e Labonville (1993).
Uma fonte de exposição de tecnologia avançada usada na litografia são os raios x. Os níveis de emissão de fontes de litografia de raios-x podem resultar em taxas de dose próximas a 50 milisieverts (5 rems) por ano no centro do equipamento. Restringir o acesso a áreas dentro da parede blindada é recomendado para minimizar a exposição (Rooney e Leavey 1989).
Em desenvolvimento
Durante a etapa de desenvolvimento, as áreas não polimerizadas do resiste são dissolvidas e removidas. O revelador à base de solvente é aplicado à superfície do wafer revestido com resina por imersão, pulverização ou atomização. As soluções reveladoras são identificadas na tabela 1. Um enxágue com solvente (n-acetato de butila, álcool isopropílico, acetona, etc.) geralmente é aplicado após o revelador para remover qualquer material residual. A resistência remanescente após o desenvolvimento protege as camadas individuais durante o processamento subsequente.
Cozimento
Depois de alinhar, expor e desenvolver a resistência, os wafers seguem para outro forno com temperatura controlada e atmosfera de nitrogênio. O forno de temperatura mais alta (120 a 135°C) faz com que o fotorresiste cure e polimerize totalmente na superfície do wafer (cozimento duro).
Decapagem fotorresistente
O wafer desenvolvido é então gravado seletivamente usando produtos químicos úmidos ou secos (consulte “Gravação” abaixo). O fotorresistente restante deve ser retirado do wafer antes do processamento posterior. Isso é feito usando soluções químicas úmidas em banhos com temperatura controlada ou por meio do uso de um incinerador de plasma ou pó químico seco. A Tabela 2 identifica os constituintes químicos úmidos e secos. Segue-se uma discussão sobre a corrosão por plasma químico seco, usando o mesmo equipamento e princípios de operação da incineração de plasma.
Tabela 2. Decapantes fotorresistentes
Químico úmido
Ácido
Sulfúrico (H2SO4) e crômico (CrO3)
Sulfúrico (H2SO4) e persulfato de amônio ((NH4)2S2O8)
Sulfúrico (H2SO4) e peróxido de hidrogênio (H2O2)
Orgânico
Fenóis, ácidos sulfúricos, triclorobenzeno, percloroetileno
Éteres glicol, etanolamina, trietanolamina
Hidróxido de sódio e silicatos (resistente positivo)
Químico seco
Incineração por plasma (decapagem)
Fonte de alimentação de RF (rádio frequência) — frequência de 13.56 MHz ou 2,450 MHz
Oxigênio (O2) fonte de gás
Sistemas de bomba de vácuo
—Óleo lubrificado com armadilha de nitrogênio líquido (tecnologia antiga)
— Lubrificado com fluidos inertes de perfluoropoliéter (tecnologia mais recente)
—Bomba seca (tecnologia mais recente)
Gravura
A corrosão remove camadas de dióxido de silício (SiO2), metais e polissilício, bem como resiste, de acordo com os padrões desejados delineados pelo resist. As duas principais categorias de corrosão são químicas úmidas e secas. A corrosão úmida é predominantemente usada e envolve soluções contendo os ácidos (geralmente uma mistura de ácidos) nas forças desejadas, que reagem com os materiais a serem removidos. A corrosão seca envolve o uso de gases reativos sob vácuo em uma câmara altamente energizada, que também remove as camadas desejadas não protegidas por resistência.
Químico úmido
As soluções de ataque químico úmido são alojadas em banhos de ataque químico com temperatura controlada feitos de polipropileno (poly-pro), polipropileno resistente a chamas (FRPP) ou cloreto de polivinila (PVC). Os banhos geralmente são equipados com ventilação de exaustão tipo anel ou exaustão com fenda na parte traseira da estação de corrosão química úmida. As capelas de fluxo laminar vertical fornecem ar livre de partículas uniformemente filtrado para a superfície superior dos banhos de corrosão. Soluções químicas comuns de condicionamento úmido são apresentadas na tabela 3, em relação à camada superficial a ser atacada.
Tabela 3. Ácidos químicos úmidos
|
Material para gravar |
Decapantes |
|
|
Silício |
||
|
Silício policristalino (Si) |
Ácidos fluorídrico, nítrico, acético e iodo |
|
|
Dióxido de silício (SiO2) |
Etch de óxido tamponado (BOE) - Fluorídrico e |
|
|
Nitreto de silício (Si3N4) |
Ácidos fosfórico e fluorídrico |
|
|
Óxido CVD ou Pad Etch |
Fluoreto de amônio, ácidos acético e fluorídrico |
|
|
Metais |
||
|
Alumínio (Al) |
Ácidos fosfórico, nítrico, acético e clorídrico |
|
|
Cromo-Níquel (Cr/Ni) |
Nitrato de amônio cérico e ácido nítrico |
|
|
Ouro (Au) |
Ácidos clorídrico e nítrico (água régia) |
|
|
Prata (Ag) |
Nitrato férrico (FeNO3) e etilenoglicol |
|
|
Compound |
Fórmula |
Concentração padrão (%) |
|
Ácido acético |
CH3COOH |
36 |
|
Fluoreto de amônio |
NH4F |
40 |
|
Ácido acético glacial |
CH3COOH |
99.5 |
|
Ácido clorídrico |
HCl |
36 |
|
Acido hidrosulfurico |
HF |
49 |
|
Ácido nítrico |
HNO3 |
67 |
|
Ácido fosfórico |
H3PO4 |
85 |
|
Hidróxido de potássio |
KOH |
50 ou 10 |
|
Hidróxido de sódio |
NaOH |
50 ou 10 |
|
Ácido sulfúrico |
H2SO4 |
96 |
Coifas de fornecimento de fluxo montadas verticalmente, quando usadas em conjunto com proteções contra respingos e ventilação de exaustão, podem criar áreas de turbulência de ar dentro da estação de corrosão química úmida. Como resultado, é possível uma diminuição na eficácia da ventilação de exaustão local na captura e no encaminhamento de contaminantes do ar fugitivos dos banhos de corrosão em uso.
A principal preocupação com a corrosão úmida é a possibilidade de contato da pele com os ácidos concentrados. Embora todos os ácidos usados na corrosão possam causar queimaduras por ácido, a exposição ao ácido fluorídrico (HF) é particularmente preocupante. O intervalo entre o contato com a pele e a dor (até 24 horas para soluções com menos de 20% de HF e 1 a 8 horas para soluções de 20 a 50%) pode resultar em atraso no tratamento e queimaduras mais graves do que o esperado (Hathaway et al. 1991) .
Historicamente, as queimaduras por ácido têm sido um problema particular na indústria. No entanto, a incidência de contato da pele com ácidos foi reduzida nos últimos anos. Parte dessa redução foi causada por melhorias relacionadas ao produto no processo de corrosão, como a mudança para a corrosão a seco, o uso de mais robótica e a instalação de sistemas de dosagem de produtos químicos. A redução na taxa de queimaduras de ácido também pode ser atribuída a melhores técnicas de manuseio, maior uso de equipamentos de proteção individual, conveses molhados melhor projetados e melhor treinamento - todos os quais requerem atenção contínua se a taxa diminuir ainda mais (Baldwin e Williams 1996 ).
Químico seco
A corrosão química seca é uma área de crescente interesse e uso devido à sua capacidade de controlar melhor o processo de corrosão e reduzir os níveis de contaminação. O processamento químico seco grava efetivamente as camadas desejadas por meio do uso de gases quimicamente reativos ou por meio de bombardeio físico.
Foram desenvolvidos sistemas de gravação por plasma quimicamente reativos que podem efetivamente gravar silício, dióxido de silício, nitreto de silício, alumínio, tântalo, compostos de tântalo, cromo, tungstênio, ouro e vidro. Dois tipos de sistemas de reatores de gravação a plasma estão em uso - o barril, ou cilíndrico, e a placa paralela, ou planar. Ambos operam com os mesmos princípios e variam principalmente apenas na configuração.
Um plasma é semelhante a um gás, exceto que alguns dos átomos ou moléculas do plasma são ionizados e podem conter um número substancial de radicais livres. O reator típico consiste em uma câmara de reator a vácuo contendo o wafer, geralmente feito de alumínio, vidro ou quartzo; uma fonte de energia de radiofrequência (RF) - geralmente em 450 kHz, 13.56 MHz ou 40.5 MHz e um módulo de controle para controlar o tempo de processamento, a composição do gás reagente, a taxa de fluxo do gás e o nível de potência de RF. Além disso, uma fonte de vácuo de bomba de desbaste lubrificada a óleo (tecnologia mais antiga) ou seca (tecnologia mais recente) está alinhada com a câmara do reator. Os wafers são carregados no reator, individualmente ou em cassetes, uma bomba evacua a câmara e o gás reagente (geralmente tetrafluoreto de carbono) é introduzido. A ionização do gás forma o plasma de corrosão, que reage com os wafers para formar produtos voláteis que são bombeados para longe. A introdução de gás reagente fresco na câmara mantém a atividade de corrosão. A Tabela 4 identifica os materiais e gases de plasma em uso para gravar várias camadas.
Tabela 4. Gases de condicionamento de plasma e materiais corroídos
|
Material |
Gas |
|
Silício |
|
|
Polisilício (polySi) e Silício |
CF + O2, CCl4 ou CF3Cl, CF4 e HCl |
|
Dióxido de silício (SiO2) |
C2F6C3F8, CF4, SiF4C5F12, CHF3, CCl2F2, Sf6, frequência cardíaca |
|
Nitreto de silício (Si3N4) |
CF4 + Ar, CF4 + O2, CF4 + H2 |
|
Metais |
|
|
Alumínio (Al) |
CCl4 ou BCl3 + Ele ou Ar |
|
Crómio (Cr) |
CCl4 |
|
Óxido de cromo (CrO3) |
Cl2 + Ar ou CCl4 +Ar |
|
Arsenieto de gálio (GaAs) |
CCl2F2 |
|
Vanádio (V) |
CF4 |
|
Titânio (Ti) |
CF4 |
|
Tântulo (Ta) |
CF4 |
|
Molibdênio (Mo) |
CF4 |
|
Tungstênio (W) |
CF4 |
Outro método que atualmente está sendo desenvolvido para corrosão é o micro-ondas downstream. Ele usa uma descarga de micro-ondas de alta densidade de potência para produzir átomos metaestáveis com longa vida útil que gravam o material quase como se estivesse imerso em ácido.
Os processos de corrosão física são semelhantes ao jateamento de areia em que os átomos de gás argônio são usados para bombardear fisicamente a camada a ser gravada. Um sistema de bomba de vácuo é usado para remover o material deslocado. A corrosão iônica reativa envolve uma combinação de corrosão seca química e física.
O processo de pulverização catódica é um processo de impacto de íons e transferência de energia. A gravação por pulverização incorpora um sistema de pulverização catódica, onde o wafer a ser gravado é conectado a um eletrodo ou alvo negativo em um circuito de descarga luminescente. O material sai do wafer por bombardeio com íons positivos, geralmente argônio, e resulta no deslocamento dos átomos da superfície. A energia é fornecida por uma fonte de RF na frequência de 450 kHz. Um sistema de vácuo em linha é usado para controle de pressão e remoção de reagente.
A corrosão e fresagem por feixe de íons é um processo de corrosão suave que usa um feixe de íons de baixa energia. O sistema de feixe de íons consiste em uma fonte para gerar o feixe de íons, uma câmara de trabalho na qual ocorre a corrosão ou fresagem, fixação com uma placa alvo para segurar os wafers no feixe de íons, um sistema de bomba de vácuo, eletrônica de apoio e instrumentos. O feixe de íons é extraído de um gás ionizado (argônio ou argônio/oxigênio) ou plasma, que é criado pela descarga elétrica. A descarga é obtida pela aplicação de uma tensão entre um cátodo de filamento quente emissor de elétrons e um cilindro anódico localizado no diâmetro externo da região de descarga.
A moagem de feixe de íons é feita na faixa de baixa energia do bombardeio de íons, onde ocorrem apenas interações de superfície. Esses íons, geralmente na faixa de 500 a 1,000 eV, atingem um alvo e cuspir fora átomos da superfície, quebrando as forças que ligam o átomo ao seu vizinho. A corrosão por feixe de íons é feita em uma faixa de energia ligeiramente mais alta, que envolve um deslocamento mais dramático dos átomos da superfície.
A corrosão iônica reativa (RIE) é uma combinação de pulverização catódica física e corrosão química de espécies reativas a baixas pressões. O RIE usa bombardeio iônico para atingir a corrosão direcional e também um gás quimicamente reativo, o tetrafluoreto de carbono (CF4) ou tetracloreto de carbono (CCl4), para manter uma boa seletividade da camada gravada. Um wafer é colocado em uma câmara com uma atmosfera de composto de gás quimicamente reativo a uma baixa pressão de cerca de 0.1 torr (1.3 x 10-4 atmosfera). Uma descarga elétrica cria um plasma de “radicais livres” reativos (íons) com uma energia de algumas centenas de elétron-volts. Os íons atingem a superfície do wafer verticalmente, onde reagem para formar espécies voláteis que são removidas por um sistema de vácuo em linha de baixa pressão.
Ácidos secos às vezes têm um ciclo de limpeza que é usado para remover depósitos que se acumulam no interior das câmaras de reação. Os compostos originais usados para os plasmas do ciclo de limpeza incluem trifluoreto de nitrogênio (NF3), hexafluoretano (C2F6) e octafluoropropano (C3F8).
Esses três gases usados no processo de limpeza e muitos dos gases usados na corrosão são a pedra angular de uma questão ambiental enfrentada pela indústria de semicondutores que surgiu em meados da década de 1990. Vários dos gases altamente fluorados foram identificados como tendo potencial significativo de aquecimento global (ou efeito estufa). (Esses gases também são chamados de PFCs, compostos perfluorados.) O longo tempo de vida na atmosfera, o alto potencial de aquecimento global e o aumento significativo do uso de PFCs como NF3C2F6C3F8, CF4, trifluorometano (CHF3) e hexafluoreto de enxofre (SF6) fez com que a indústria de semicondutores se concentrasse em maneiras de reduzir suas emissões.
As emissões atmosféricas de PFCs da indústria de semicondutores foram devidas à baixa eficiência das ferramentas (muitas ferramentas consumiram apenas 10 a 40% do gás usado) e equipamentos inadequados de redução de emissões atmosféricas. Lavadores úmidos não são eficazes na remoção de PFCs, e testes em muitas unidades de combustão revelaram baixa eficiência de destruição de alguns gases, especialmente CF4. Muitas dessas unidades de combustão quebraram C2F6 e C3F8 em CF4. Além disso, o alto custo de propriedade dessas ferramentas de redução, sua demanda de energia, sua liberação de outros gases de aquecimento global e seus subprodutos de combustão de poluentes atmosféricos perigosos indicaram que a redução da combustão não era um método adequado para controlar as emissões de PFC.
Tornar as ferramentas de processo mais eficientes, identificar e desenvolver alternativas mais ecológicas para esses gases de ataque seco e a recuperação/reciclagem dos gases de exaustão têm sido as ênfases ambientais associadas aos agentes de ataque a seco.
A principal ênfase da higiene ocupacional para gravadores a seco tem sido a exposição potencial ao pessoal de manutenção que trabalha nas câmaras de reação, bombas e outros equipamentos associados que podem conter resíduos de produtos de reação. A complexidade dos gravadores de metal a plasma e a dificuldade em caracterizar os odores associados à sua manutenção os tornaram objeto de muitas investigações.
Os produtos de reação formados em gravadores de metal de plasma são uma mistura complexa de compostos clorados e fluorados. A manutenção de gravadores de metal geralmente envolve operações de curta duração que geram fortes odores. Verificou-se que o hexacloroetano é a principal causa de odor em um tipo de gravador de alumínio (Helb et al. 1983). Em outro, o cloreto de cianogênio era o principal problema: os níveis de exposição eram 11 vezes o limite de exposição ocupacional de 0.3 ppm (Baldwin 1985). Ainda em outros tipos de gravadores, o cloreto de hidrogênio está associado ao odor; a exposição máxima medida foi de 68 ppm (Baldwin, Rubin e Horowitz 1993). Para obter informações adicionais sobre o assunto, consulte Mueller e Kunesh (1989).
A complexidade das substâncias químicas presentes nos gases de escape dos gravadores de metal levou os pesquisadores a desenvolver métodos experimentais para investigar a toxicidade dessas misturas (Bauer et al. 1992a). A aplicação desses métodos em estudos com roedores indica que algumas dessas misturas químicas são suspeitas de serem mutagênicas (Bauer et al. 1992b) e toxinas reprodutivas suspeitas (Schmidt et al. 1995).
Como os gravadores a seco operam como sistemas fechados, a exposição química aos operadores do equipamento normalmente não ocorre enquanto o sistema está fechado. Uma rara exceção a isso é quando o ciclo de purga para gravadores de batelada mais antigos não é longo o suficiente para remover adequadamente os gases corrosivos. Exposições breves, mas irritantes, a compostos de flúor que estão abaixo do limite de detecção para procedimentos típicos de monitoramento de higiene industrial foram relatadas quando as portas desses gravadores são abertas. Normalmente, isso pode ser corrigido simplesmente aumentando a duração do ciclo de purga antes de abrir a porta da câmara de corrosão.
A principal preocupação com a exposição do operador à energia de RF ocorre durante a gravação e incineração do plasma (Cohen 1986; Jones 1988). Normalmente, o vazamento de energia de RF pode ser causado por:
- portas desalinhadas
- rachaduras e buracos nos armários
- mesas de metal e cabos elétricos atuando como antenas devido ao aterramento inadequado do gravador
- nenhuma tela atenuante na janela de visualização do gravador (Jones 1988; Horowitz 1992).
A exposição à RF também pode ocorrer durante a manutenção dos gravadores, principalmente se o gabinete do equipamento tiver sido removido. Uma exposição de 12.9 mW/cm2 foi encontrado no topo de um gravador de plasma de modelo mais antigo com a tampa removida para manutenção (Horowitz 1992). O vazamento real de radiação de RF na área onde o operador fica foi tipicamente inferior a 4.9 mW/cm2.
doping
A formação de uma junção elétrica ou limite entre p e n regiões em um único wafer de silício cristalino é o elemento essencial para o funcionamento de todos os dispositivos semicondutores. As junções permitem que a corrente flua em uma direção com muito mais facilidade do que na outra. Eles fornecem a base para efeitos de diodo e transistor em todos os semicondutores. Em um circuito integrado, um número controlado de impurezas elementares ou dopantes deve ser introduzido em regiões gravadas selecionadas do substrato de silício, ou wafer. Isso pode ser feito por técnicas de difusão ou implantação iônica. Independentemente da técnica utilizada, os mesmos tipos ou dopantes são utilizados para a produção de junções semicondutoras. A Tabela 5 identifica os principais componentes utilizados para dopagem, seu estado físico, tipo elétrico (p or n) e a técnica de junção primária em uso — difusão ou implantação iônica.
Tabela 5. Dopantes de formação de junções para difusão e implantação de íons
|
Element |
Compound |
Fórmula |
Estado |
Técnica |
|
tipo n |
||||
|
Antimônio |
Trióxido de antimônio |
Sb2O3 |
Sólido |
Distribuição |
|
Arsênico |
Trióxido de arsênico |
As2O3 |
Sólido |
Distribuição |
|
Fósforo |
Pentóxido de fósforo |
P2O5 |
Sólido |
Distribuição |
|
p-type |
||||
|
Boro |
Nitreto de boro |
BN |
Sólido |
Distribuição |
As exposições químicas de rotina para operadores de fornos de difusão e implantadores de íons são baixas - normalmente menos que o limite de detecção dos procedimentos padrão de amostragem de higiene ocupacional. As preocupações químicas com o processo se concentram na possibilidade de liberação de gases tóxicos.
Já na década de 1970, os fabricantes de semicondutores progressivos começaram a instalar os primeiros sistemas de monitoramento contínuo de gases inflamáveis e tóxicos. O foco principal desse monitoramento foi detectar liberações acidentais dos gases dopantes mais tóxicos com limiares de odor acima de seus limites de exposição ocupacional (por exemplo, arsina e diborano).
A maioria dos monitores de ar de higiene industrial na indústria de semicondutores é usada para detecção de vazamento de gás tóxico e inflamável. No entanto, algumas instalações também estão usando sistemas de monitoramento contínuo para:
- analisar as emissões do duto de exaustão (chaminé)
- quantificar as concentrações de produtos químicos voláteis no ar ambiente
- identificar e quantificar odores nas áreas fab.
As tecnologias mais utilizadas na indústria de semicondutores para este tipo de monitoramento são detecção colorimétrica de gás (por exemplo, detector de gás contínuo MDA), sensores eletroquímicos (por exemplo, monitores Sensydyne) e infravermelho por transformada de Fourier (por exemplo, Telos ACM) (Baldwin e Williams 1996). .
Distribuição
Distribuição é um termo usado para descrever o movimento de dopantes de regiões de alta concentração na extremidade da fonte do forno de difusão para regiões de menor concentração dentro do wafer de silício. A difusão é o método mais estabelecido de formação de junções.
Esta técnica envolve submeter um wafer a uma atmosfera aquecida dentro do forno de difusão. A fornalha contém os dopantes desejados na forma de vapor e resulta na criação de regiões de atividade elétrica dopada, seja p or n. Os dopantes mais comumente usados são boro para o tipo p; e fósforo (P), arsênico (As) ou antimônio (Sb) para o tipo n (ver tabela 5).
Normalmente, os wafers são empilhados em um transportador ou barco de quartzo e colocados no forno de difusão. O forno de difusão contém um longo tubo de quartzo e um mecanismo para controle preciso da temperatura. O controle da temperatura é extremamente importante, pois as taxas de difusão dos vários dopantes de silício são principalmente uma função da temperatura. As temperaturas em uso variam de 900 a 1,300 oC, dependendo do dopante específico e do processo.
O aquecimento do wafer de silício a uma temperatura elevada permite que os átomos de impurezas se difundam lentamente através da estrutura do cristal. As impurezas se movem mais lentamente através do dióxido de silício do que através do próprio silício, permitindo que o óxido fino padrão para servir como uma máscara e, assim, permitir que o dopante entre no silício apenas onde estiver desprotegido. Após o acúmulo de impurezas suficientes, os wafers são removidos do forno e a difusão efetivamente cessa.
Para controle máximo, a maioria das difusões é realizada em duas etapas—predeposição e conduzir em. O pré-depósito, ou difusão com fonte constante, é a primeira etapa e ocorre em um forno no qual a temperatura é selecionada para obter o melhor controle das quantidades de impurezas. A temperatura determina a solubilidade do dopante. Após um tratamento de pré-depósito comparativamente curto, o wafer é movido fisicamente para um segundo forno, geralmente a uma temperatura mais alta, onde um segundo tratamento térmico leva o dopante à profundidade desejada de difusão na rede do wafer de silício.
As fontes dopantes utilizadas na etapa de pré-depósito estão em três estados químicos distintos: gás, líquido e sólido. A Tabela 5 identifica os vários tipos de dopantes da fonte de difusão e seus estados físicos.
Os gases são geralmente fornecidos a partir de cilindros de gás comprimido com controles ou reguladores de pressão, válvulas de fechamento e vários acessórios de purga e são dispensados através de tubos de metal de pequeno diâmetro.
Os líquidos são dispensados normalmente de borbulhadores, que saturam uma corrente de gás de arraste, geralmente nitrogênio, com os vapores líquidos dopantes, conforme descrito na seção sobre oxidação úmida. Outra forma de distribuição de líquidos é através do uso do girar dopante aparelho. Isso envolve colocar um dopante sólido em solução com um veículo solvente líquido, depois pingar a solução no wafer e girar, de maneira semelhante à aplicação de fotorresistentes.
As fontes sólidas podem ter a forma de um wafer de nitreto de boro, que é colocado entre dois wafers de silício para ser dopado e depois colocado em um forno de difusão. Além disso, os dopantes sólidos, em forma de pó ou grânulos, podem ser colocados em um bomba de quartzo invólucro (trióxido de arsênico), despejado manualmente na extremidade da fonte de um tubo de difusão ou carregado em um forno de fonte separado em linha com o forno de difusão principal.
Na ausência de controles adequados, exposições ao arsênico acima de 0.01 mg/m3 foram relatados durante a limpeza de um forno de deposição (Wade et al. 1981) e durante a limpeza de câmaras de alojamento de fonte para implantadores de íons de fonte sólida (McCarthy 1985; Baldwin, King e Scarpace 1988). Essas exposições ocorreram quando nenhuma precaução foi tomada para limitar a quantidade de poeira no ar. No entanto, quando os resíduos foram mantidos úmidos durante a limpeza, as exposições foram reduzidas para muito abaixo do limite de exposição no ar.
Nas tecnologias de difusão mais antigas, existem riscos de segurança durante a remoção, limpeza e instalação dos tubos do forno. Os perigos incluem possíveis cortes de peças quebradas de quartzo e queimaduras de ácido durante a limpeza manual. Em tecnologias mais novas, esses perigos são reduzidos por no local limpeza do tubo que elimina grande parte do manuseio manual.
Os operadores do forno de difusão experimentam a maior exposição de rotina em salas limpas a campos eletromagnéticos de frequência extremamente baixa (por exemplo, 50 a 60 hertz) na fabricação de semicondutores. Exposições médias superiores a 0.5 microteslas (5 miligass) foram relatadas durante a operação real dos fornos (Crawford et al. 1993). Este estudo também observou que o pessoal de sala limpa que trabalha nas proximidades de fornos de difusão teve exposições médias medidas notavelmente mais altas do que as de outros trabalhadores de sala limpa. Essa descoberta foi consistente com as medições pontuais relatadas por Rosenthal e Abdollahzadeh (1991), que descobriram que os fornos de difusão produziam leituras de proximidade (5 cm ou 2 polegadas de distância) de até 10 a 15 microteslas, com os campos circundantes caindo mais gradualmente com a distância do que outros equipamentos de sala limpa estudados; mesmo a 6 pés de distância dos fornos de difusão, as densidades de fluxo relatadas foram de 1.2 a 2 microteslas (Crawford et al. 1993). Esses níveis de emissão estão bem abaixo dos atuais limites de exposição baseados na saúde estabelecidos pela Organização Mundial da Saúde e aqueles estabelecidos por países individuais.
Implantação iónica
A implantação de íons é o método mais recente de introduzir impurezas à temperatura ambiente em pastilhas de silício para a formação de junções. Átomos dopantes ionizados (ou seja, átomos despojados de um ou mais de seus elétrons) são acelerados a uma alta energia passando-os por uma diferença de potencial de dezenas de milhares de volts. Ao final de seu trajeto, eles atingem a bolacha e são inseridos em várias profundidades, dependendo de sua massa e energia. Como na difusão convencional, uma camada de óxido padronizada ou um padrão fotorresistente mascara seletivamente o wafer dos íons.
Um sistema típico de implantação de íons consiste em uma fonte de íons (fonte de dopante gasoso, geralmente em pequenos frascos de leitura), equipamento de análise, acelerador, lente de foco, armadilha de feixe neutro, câmara de processo do scanner e um sistema de vácuo (normalmente três conjuntos separados de bombas de desbaste e de difusão de óleo). O fluxo de elétrons é gerado a partir de um filamento quente por resistência, uma descarga de arco ou feixe de elétrons de cátodo frio.
Geralmente, depois que os wafers são implantados, uma etapa de recozimento de alta temperatura (900 a 1,000°C) é realizada por um recozimento de feixe de laser ou recozimento pulsado com uma fonte de feixe de elétrons. O processo de recozimento ajuda a reparar os danos na superfície externa do wafer implantado causados pelo bombardeio de íons dopantes.
Com o advento de um sistema de entrega seguro para cilindros de gás trifluoreto de arsina, fosfina e boro usados em implantadores de íons, o potencial de liberação catastrófica desses gases foi bastante reduzido. Esses pequenos cilindros de gás são preenchidos com um composto ao qual são adsorvidos o trifluoreto de arsina, fosfina e boro. Os gases são puxados para fora dos cilindros por meio de um vácuo.
Implantadores de íons são um dos riscos elétricos mais significativos na indústria de semicondutores. Mesmo depois de desligada a energia, existe um potencial de choque significativo dentro da ferramenta e deve ser dissipado antes de trabalhar dentro do implantador. Uma revisão cuidadosa das operações de manutenção e dos riscos elétricos é garantida para todos os equipamentos recém-instalados, mas especialmente para implantadores de íons.
Exposições a hidretos (provavelmente uma mistura de arsina e fosfina) de até 60 ppb foram encontradas durante a manutenção da criobomba do implantador de íons (Baldwin, Rubin e Horowitz 1993). Além disso, altas concentrações de arsina e fosfina podem liberar gases de partes contaminadas do implantador que são removidas durante a manutenção preventiva (Flipp, Hunsaker e Herring 1992).
Aspiradores portáteis com filtros atenuadores de partículas de alta eficiência (HEPA) são usados para limpar superfícies de trabalho contaminadas com arsênico em áreas de implantação de íons. Exposições acima de 1,000 μg/m3 foram medidos quando aspiradores HEPA foram inadequadamente limpos. Os aspiradores HEPA, quando descarregados para o espaço de trabalho, também podem distribuir com eficiência o odor característico de hidreto associado à limpeza da linha de feixe do implantador de íons (Baldwin, Rubin e Horowitz 1993).
Embora seja uma preocupação, não há relatos publicados de exposições significativas a gases dopantes durante as trocas de óleo de bombas de vácuo usadas com dopantes - possivelmente porque isso geralmente é feito como um sistema fechado. A falta de exposição relatada também pode ser resultado de baixos níveis de desgaseificação de hidretos do óleo usado.
O resultado de um estudo de campo em que 700 ml de óleo de bomba de desbaste usado de um implantador de íons que usava arsina e fosfina foi aquecido apenas mostrou concentrações detectáveis de hidretos no ar no espaço da cabeça da bomba quando o óleo da bomba excedeu 70oC (Baldwin, King e Scarpace 1988). Como as temperaturas operacionais normais para bombas mecânicas de desbaste são de 60 a 80oC, este estudo não indicou o potencial para uma exposição significativa.
Durante a implantação iônica, os raios x são formados incidentalmente à operação. A maioria dos implantadores são projetados com blindagem de gabinete suficiente (que inclui folhas de chumbo estrategicamente colocadas ao redor do invólucro da fonte de íons e portas de acesso adjacentes) para manter a exposição do funcionário abaixo de 2.5 microsieverts (0.25 milirems) por hora (Maletskos e Hanley 1983). No entanto, um modelo mais antigo de implantadores apresentou vazamento de raios X acima de 20 microsieverts por hora (μSv/hr) na superfície da unidade (Baldwin, King e Scarpace 1988). Esses níveis foram reduzidos para menos de 2.5 μSv/hr após a instalação de blindagem de chumbo adicional. Verificou-se que outro modelo mais antigo de implantador de íons apresentava vazamento de raios-x ao redor de uma porta de acesso (até 15 μSv/h) e em uma janela de visualização (até 3 μSv/h). Blindagem de chumbo adicional foi adicionada para atenuar possíveis exposições (Baldwin, Rubin e Horowitz 1993).
Além de exposições de raios-x de implantadores de íons, a possibilidade de formação de nêutrons foi postulada se o implantador for operado acima de 8 milhões de elétron-volts (MeV) ou gás deutério for usado como fonte de íons (Rogers 1994). No entanto, normalmente os implantadores são projetados para operar bem abaixo de 8 MeV, e o deutério não é comumente usado na indústria (Baldwin e Williams, 1996).
Deposição de vapor químico
A deposição de vapor químico (CVD) envolve a camada de material adicional na superfície do wafer de silício. As unidades CVD normalmente operam como um sistema fechado, resultando em pouca ou nenhuma exposição química para os operadores. No entanto, uma breve exposição ao cloreto de hidrogênio acima de 5 ppm pode ocorrer quando certos pré-lavadores CVD são limpos (Baldwin e Stewart 1989). Duas amplas categorias de depósito são de uso comum - epitaxial e a categoria mais geral de DCV não epitaxial.
Deposição de vapor químico epitaxial
O crescimento epitaxial é a deposição rigidamente controlada de um filme fino de cristal único de um material que mantém a mesma estrutura cristalina que a camada de wafer do substrato existente. Ele serve como uma matriz para a fabricação de componentes semicondutores em processos de difusão subseqüentes. A maioria dos filmes epitaxiais é cultivada em substratos do mesmo material, como silício sobre silício, em um processo conhecido como homoepitaxia. O crescimento de camadas de diferentes materiais em um substrato, como silício em safira, é chamado de processamento de dispositivo de heteroepitaxia IC.
Três técnicas primárias são usadas para crescer camadas epitaxiais: fase de vapor, fase líquida e feixe molecular. A fase líquida e a epitaxia de feixe molecular são usadas principalmente no processamento de dispositivos III-V (por exemplo, GaAs). Estes são discutidos no artigo “Fabricação de semicondutores III-V”.
A epitaxia em fase de vapor é usada para crescer um filme pelo CVD de moléculas a uma temperatura de 900 a 1,300oC. Vapores contendo silício e quantidades controladas de dopantes do tipo p ou n em um gás de arraste (geralmente hidrogênio) são passados sobre pastilhas aquecidas para depositar camadas dopadas de silício. O processo é geralmente realizado à pressão atmosférica.
A Tabela 6 identifica os quatro principais tipos de epitaxia em fase de vapor, parâmetros e reações químicas que ocorrem.
Tabela 6. Principais categorias de epitaxia de fase de vapor de silício
|
parâmetros |
||
|
Pressão |
Atmosférico |
|
|
Temperatura |
900 – 1300 ° C |
|
|
fontes de silício |
Silano (SiH4), tetracloreto de silício (SiCl4), triclorossilano (SiHCl3), |
|
|
gases dopantes |
Arsina (AsH3), fosfina (PH3), diborano (B2H6) |
|
|
Concentração de gás dopante |
≈100 ppm |
|
|
gás de corrosão |
Cloreto de hidrogênio (HCl) |
|
|
Concentração de gás de corrosão |
≈1–4% |
|
|
gases de arraste |
Hidrogênio (H2), nitrogênio (N2) |
|
|
Fonte de aquecimento |
Radiofrequência (RF) ou infravermelho (IR) |
|
|
Tipos de epitaxia em fase de vapor |
Reações químicas |
|
|
Redução de hidrogênio de tetracloreto de silício |
SiCl4 + 2H2 → Si + 4HCl |
|
|
Decomposição pirolítica do silano |
SiH4 → Si + 2H2 |
|
|
Redução de hidrogênio de triclorosilano |
SiHCl3 + H2 → Si + 3HCl |
|
|
Redução de diclorossilano |
SiH2Cl2 → Si + 2HCl |
|
A sequência de deposição normalmente seguida em um processo epitaxial envolve:
- limpeza de substrato— lavagem física, desengorduramento com solvente, limpeza com ácido (sulfúrico, nítrico e clorídrico, e fluorídrico é uma sequência comum) e operação de secagem
- carregamento de wafer
- aquecer— purga de nitrogênio e aquecimento a aproximadamente 500 °C, então o gás hidrogênio é usado e os geradores de RF aquecem indutivamente os wafers
- ácido clorídrico (HCl)—geralmente 1 a 4% de concentração de HCl é dispensado para a câmara do reator
- deposição—fonte de silício e gases dopantes são medidos e depositados na superfície do wafer
- esfriar-gás hidrogênio trocado para nitrogênio novamente a 500°C
- descarga.
Deposição de vapor químico não epitaxial
Enquanto o crescimento epitaxial é uma forma altamente específica de CVD, onde a camada depositada tem a mesma orientação da estrutura cristalina que a camada de substrato, o CVD não epitaxial é a formação de um composto estável em um substrato aquecido pela reação térmica ou decomposição de compostos gasosos.
O CVD pode ser usado para depositar muitos materiais, mas no processamento de semicondutores de silício os materiais geralmente encontrados, além do silício epitaxial, são:
- silício policristalino (poli Si)
- dióxido de silício (SiO2—dopados e não dopados; vidro dopado p)
- nitreto de silício (Si3N4).
Cada um desses materiais pode ser depositado de várias maneiras e cada um tem muitas aplicações.
A Tabela 7 identifica as três principais categorias de DCV usando a temperatura operacional como mecanismo de diferenciação.
Tabela 7. Principais categorias de deposição química de vapor de silício (CVD)
|
parâmetros |
||||
|
Pressão |
Atmosférico (APCVD) ou de baixa pressão (LPCVD) |
|||
|
Temperatura |
500 – 1,100 ° C |
|||
|
Fontes de silício e nitreto |
Silano (SiH4), tetracloreto de silício (SiCl4), amônia (NH3), óxido nitroso (N20) |
|||
|
Fontes de dopantes |
Arsina (AsH3), fosfina (PH3), diborano (B2H6) |
|||
|
gases de arraste |
Nitrogênio (N2), hidrogênio (H2) |
|||
|
Fonte de aquecimento |
Sistema de parede fria - frequência de rádio (RF) ou infravermelho (IR) |
|||
|
tipo de CVD |
Reação |
Gás portador |
Temperatura |
|
|
Temperatura média (≈ 600–1,100 °C) |
||||
|
Nitreto de silício (Si3N4) |
3SiH4 + 4NH3 → Si3N4 + 12H2 |
H2 |
900 – 1,100 ° C |
|
|
Polisilício (poli Si) |
SiH4 + Calor → Si + 2H2 |
H2 |
850 – 1,000 ° C |
|
|
Dióxido de silício (SiO2) |
SiH4 + 4CO2 → SiO2 + 4CO + 2H2O |
N2 |
500 – 900 ° C |
|
|
Baixa temperatura (≈<600 C) Silox, Pyrox, Vapox e Nitrox** |
||||
|
Dióxido de silício (SiO2) ou SiO dopado com p2 |
||||
|
silox |
SiH4 + 2O2 + Dopante → SiO2 + 2H2O |
N2 |
200-500 ° C |
|
|
pirox |
SiH4 + 2O2 + Dopante → SiO2 + 2H2O |
N2 |
<600 ° C |
|
|
Vaporizador |
SiH4 + 2O2 + Dopante → SiO2 + 2H2O |
N2 |
<600 ° C |
|
|
Nitreto de silício (Si3N4) |
||||
|
Nitrox |
3SiH4 + 4NH3 (ou N2O*) → Si3N4 + 12H2 |
N2 |
600 – 700 ° C |
|
|
Plasma de baixa temperatura aprimorado (passivação) (<600°C) |
||||
|
Utilizando radiofrequência (RF) ou |
||||
|
Dióxido de silício (SiO2) |
SiH4 + 2O2 → SiO2 + 2H20 |
|||
|
Nitreto de silício (Si3N4) |
3SiH4 + 4NH3 (ou N2O*) → Si3N4 + 12H2 |
|||
* Nota: As reações não são balanceadas estequiometricamente.
**Nomes genéricos, proprietários ou marcas registradas para sistemas de reatores CVD
Os seguintes componentes são encontrados em quase todos os tipos de equipamentos CVD:
- câmara de reação
- seção de controle de gás
- controle de tempo e sequência
- fonte de calor para substratos
- tratamento de efluentes.
Basicamente, o processo CVD envolve o fornecimento de quantidades controladas de gases fonte de silício ou nitreto, em conjunto com gases de arraste de nitrogênio e/ou hidrogênio, e um gás dopante, se desejado, para reação química dentro da câmara do reator. O calor é aplicado para fornecer a energia necessária para a reação química, além de controlar as temperaturas da superfície do reator e dos wafers. Após a conclusão da reação, o gás de origem não reagido mais o gás de arraste são esgotados através do sistema de tratamento de efluentes e liberados para a atmosfera.
A passivação é um tipo funcional de DCV. Envolve o crescimento de uma camada protetora de óxido na superfície do wafer de silício, geralmente como a última etapa de fabricação antes do processamento de não fabricação. A camada fornece estabilidade elétrica isolando a superfície do circuito integrado das condições elétricas e químicas do ambiente.
Metalização
Após os dispositivos terem sido fabricados no substrato de silício, eles devem ser conectados entre si para realizar as funções do circuito. Este processo é conhecido como metalização. A metalização fornece um meio de fiação ou interconexão das camadas superiores de circuitos integrados, depositando padrões complexos de materiais condutores, que direcionam a energia elétrica dentro dos circuitos.
O amplo processo de metalização é diferenciado de acordo com o tamanho e a espessura das camadas de metais e outros materiais a serem depositados. Esses são:
- filme fino-espessura aproximada do filme de um mícron ou menos
- filme espesso—espessura aproximada do filme de 10 mícrons ou mais
- galvanização—espessuras de filme variam de fino a grosso, mas geralmente filmes grossos.
Os metais mais comuns usados para a metalização de semicondutores de silício são: alumínio, níquel, cromo ou uma liga chamada nicromo, ouro, germânio, cobre, prata, titânio, tungstênio, platina e tântalo.
Filmes finos ou espessos também podem ser evaporados ou depositados em vários substratos de cerâmica ou vidro. Alguns exemplos desses substratos são: alumina (96% Al203), berílio (99% BeO), vidro borosilicato, piroceram e quartzo (SiO2).
Filme fino
A metalização de filme fino é frequentemente aplicada através do uso de uma técnica de deposição ou evaporação em alto vácuo ou vácuo parcial. Os principais tipos de evaporação de alto vácuo são feixe de elétrons, flash e resistivo, enquanto a deposição de vácuo parcial é feita principalmente por pulverização catódica.
Para realizar qualquer tipo de metalização a vácuo de filme fino, um sistema geralmente consiste nos seguintes componentes básicos:
- uma câmara que pode ser evacuada para fornecer um vácuo suficiente para deposição
- uma bomba de vácuo (ou bombas) para reduzir os gases ambientais na câmara
- instrumentação para monitorar o nível de vácuo e outros parâmetros
- um método de depositar ou evaporar as camadas de material de metalização.
Evaporação por feixe de elétrons, freqüentemente chamado feixe E, usa um feixe focalizado de elétrons para aquecer o material de metalização. Um feixe de elétrons de alta intensidade é gerado de maneira semelhante à usada em um tubo de imagem de televisão. Um fluxo de elétrons é acelerado através de um campo elétrico de tipicamente 5 a 10 kV e focado no material a ser evaporado. O feixe focalizado de elétrons derrete o material contido em um bloco refrigerado a água com uma grande depressão chamada lareira. O material derretido então vaporiza dentro da câmara de vácuo e condensa nas bolachas resfriadas, bem como em toda a superfície da câmara. Em seguida, as operações padrão de fotorresistência, exposição, revelação e corrosão úmida ou seca são executadas para delinear o intrincado circuito metalizado.
Evaporação instantânea é outra técnica para a deposição de filmes finos metalizados. Este método é usado principalmente quando uma mistura de dois materiais (ligas) deve ser evaporada simultaneamente. Alguns exemplos de filmes de dois componentes são: níquel/cromo (Nicromo), cromo/monóxido de silício (SiO) e alumínio/silício.
Na evaporação instantânea, uma barra de cerâmica é aquecida por resistência térmica e um carretel de arame alimentado continuamente, fluxo de pastilhas ou pó dispensado vibracionalmente é colocado em contato com o filamento ou barra quente. Os metais vaporizados então revestem a câmara interna e as superfícies do wafer.
Evaporação resistiva (também conhecida como evaporação de filamentos) é a forma mais simples e menos dispendiosa de deposição. A evaporação é realizada aumentando gradualmente a corrente que flui através do filamento para primeiro derreter as alças do material a ser evaporado, molhando assim o filamento. Uma vez que o filamento é molhado, a corrente através do filamento é aumentada até que ocorra a evaporação. A principal vantagem da evaporação resistiva é a grande variedade de materiais que podem ser evaporados.
Às vezes, o trabalho de manutenção é feito na superfície interna das câmaras de deposição do evaporador E-beam chamadas de redomas. Quando os técnicos de manutenção estão com a cabeça dentro das redomas, podem ocorrer exposições significativas. A remoção dos resíduos metálicos que se depositam na superfície interna das redomas pode resultar em tais exposições. Por exemplo, exposições técnicas muito acima do limite de exposição aérea para prata foram medidas durante a remoção de resíduos de um evaporador usado para depositar prata (Baldwin e Stewart 1989).
A limpeza de resíduos de redomas de vidro com solventes de limpeza orgânicos também pode resultar em alta exposição a solventes. Exposições de técnicos a metanol acima de 250 ppm ocorreram durante esse tipo de limpeza. Essa exposição pode ser eliminada usando água como solvente de limpeza em vez de metanol (Baldwin e Stewart 1989).
A deposição pulverizada O processo ocorre em uma atmosfera de gás de baixa pressão ou vácuo parcial, usando corrente elétrica direta (CC ou pulverização catódica) ou tensões de RF como fonte de alta energia. No sputtering, íons de gás inerte de argônio são introduzidos em uma câmara de vácuo após um nível de vácuo satisfatório ter sido alcançado por meio do uso de uma bomba de desbaste. Um campo elétrico é formado pela aplicação de uma alta voltagem, tipicamente 5,000 V, entre duas placas com cargas opostas. Essa descarga de alta energia ioniza os átomos do gás argônio e faz com que eles se movam e acelerem para uma das placas da câmara chamada de alvo. Quando os íons de argônio atingem o alvo feito do material a ser depositado, eles desalojam ou pulverizam esses átomos ou moléculas. Os átomos desalojados do material de metalização são então depositados em um filme fino sobre os substratos de silício voltados para o alvo.
Verificou-se que o vazamento de RF pelas laterais e por trás de muitas unidades de sputter mais antigas excedeu o limite de exposição ocupacional (Baldwin e Stewart 1989). A maior parte do vazamento foi atribuída a rachaduras nos gabinetes causadas pela remoção repetida dos painéis de manutenção. Em modelos mais novos do mesmo fabricante, os painéis com tela de arame ao longo das costuras evitam vazamentos significativos. Os pulverizadores mais antigos podem ser adaptados com malha de arame ou, alternativamente, fita de cobre pode ser usada para cobrir as costuras para reduzir o vazamento.
Filme espesso
A estrutura e dimensão da maioria dos filmes espessos não são compatíveis com a metalização de circuitos integrados de silício, principalmente devido a restrições de tamanho. Filmes espessos são usados principalmente para metalização de estruturas eletrônicas híbridas, como na fabricação de LCDs.
O processo de serigrafia é o método dominante de aplicação de filmes espessos. Os materiais de filme espesso tipicamente usados são paládio, prata, dióxido de titânio e vidro, ouro-platina e vidro, ouro-vidro e prata-vidro.
Filmes espessos resistivos são normalmente depositados e modelados em um substrato cerâmico usando técnicas de serigrafia. cermet é uma forma de filme espesso resistivo composto por uma suspensão de partículas metálicas condutoras em uma matriz cerâmica com uma resina orgânica como carga. Estruturas típicas de cermet são compostas de cromo, prata ou óxido de chumbo em uma matriz de dióxido ou monóxido de silício.
Galvanização
Dois tipos básicos de técnicas de revestimento são usados na formação de filmes metálicos em substratos semicondutores: galvanoplastia e galvanoplastia.
In galvanização, o substrato a ser revestido é colocado no cátodo, ou terminal carregado negativamente, do tanque de revestimento e imerso em uma solução eletrolítica. Um eletrodo feito do metal a ser revestido serve como ânodo, ou terminal carregado positivamente. Quando uma corrente direta é passada através da solução, os íons metálicos carregados positivamente, que se dissolvem na solução a partir do ânodo, migram e se acumulam no cátodo (substrato). Este método de revestimento é usado para formar filmes condutores de ouro ou cobre.
In galvanização elétrica, a redução e oxidação simultâneas do metal a ser revestido são usadas na formação de um átomo ou molécula de metal livre. Como esse método não requer condução elétrica durante o processo de revestimento, ele pode ser usado com substratos do tipo isolante. Níquel, cobre e ouro são os metais mais comuns depositados dessa maneira.
Liga/recozimento
Após as interconexões metalizadas terem sido depositadas e atacadas, uma etapa final de liga e recozimento pode ser realizada. A liga consiste em colocar os substratos metalizados, geralmente com alumínio, em um forno de difusão a baixa temperatura para assegurar um contato de baixa resistência entre o alumínio metálico e o substrato de silício. Finalmente, durante a etapa de liga ou diretamente após ela, os wafers são frequentemente expostos a uma mistura de gás contendo hidrogênio em um forno de difusão de 400 a 500°C. A etapa de recozimento é projetada para otimizar e estabilizar as características do dispositivo combinando o hidrogênio com átomos não comprometidos na interface silício-dióxido de silício ou próximo a ela.
Backlapping e metalização do verso
Há também uma etapa opcional de processamento de metalização chamada backlapping. A parte de trás do wafer pode ser lapidada ou retificada usando uma solução abrasiva úmida e pressão. Um metal como o ouro pode ser depositado na parte de trás do wafer por pulverização catódica. Isso facilita a fixação da matriz separada na embalagem na montagem final.
Montagem e teste
O processamento de não fabricação, que inclui embalagem externa, acessórios, encapsulamento, montagem e teste, normalmente é realizado em instalações de produção separadas e muitas vezes é feito em países do Sudeste Asiático, onde esses trabalhos intensivos em mão de obra são mais baratos de executar. Além disso, os requisitos de ventilação para o processo e controle de partículas são geralmente diferentes (sem sala limpa) nas áreas de processamento de não fabricação. Essas etapas finais no processo de fabricação envolvem operações que incluem soldagem, desengorduramento, testes com produtos químicos e fontes de radiação e corte e marcação com lasers.
A soldagem durante a fabricação de semicondutores normalmente não resulta em altas exposições ao chumbo. Para evitar danos térmicos ao circuito integrado, a temperatura da solda é mantida abaixo da temperatura em que pode ocorrer uma formação significativa de fumaça de chumbo derretido (430°C). No entanto, a limpeza do equipamento de solda raspando ou escovando os resíduos contendo chumbo pode resultar em exposições de chumbo acima de 50 μg/m3 (Baldwin e Stewart 1989). Além disso, exposições ao chumbo de 200 μg/m3 ocorreram quando técnicas impróprias de remoção de escória são usadas durante operações de solda por onda (Baldwin e Williams 1996).
Uma preocupação crescente com as operações de solda é a irritação respiratória e asma devido à exposição aos produtos de pirólise dos fluxos de solda, particularmente durante a soldagem manual ou operações de retoque, onde historicamente a ventilação de exaustão local não tem sido comumente usada (ao contrário das operações de solda por onda, que nas últimas décadas têm sido normalmente colocados em armários esgotados) (Goh e Ng 1987). Consulte o artigo “Placa de circuito impresso e montagem do computador” para mais detalhes.
Como a colofonia no fluxo de solda é um sensibilizador, todas as exposições devem ser reduzidas ao mínimo possível, independentemente dos resultados da amostragem de ar. As novas instalações de soldagem devem incluir ventilação de exaustão local quando a soldagem for executada por longos períodos de tempo (por exemplo, mais de 2 horas).
Os vapores da solda manual sobem verticalmente em correntes térmicas, entrando na zona de respiração do funcionário conforme a pessoa se inclina sobre o ponto de solda. O controle geralmente é obtido por meio de ventilação de exaustão local de alta velocidade e baixo volume na ponta da solda.
Dispositivos que retornam ar filtrado para o local de trabalho podem, se a eficiência da filtragem for inadequada, causar poluição secundária que pode afetar outras pessoas no local de trabalho além das que estão soldando. O ar filtrado não deve retornar à sala de trabalho, a menos que a quantidade de solda seja pequena e a sala tenha uma boa ventilação geral de diluição.
Classificação e teste de wafer
Depois que a fabricação do wafer é concluída, cada wafer intrinsecamente acabado passa por um processo de classificação de wafer, no qual os circuitos integrados em cada matriz específica são testados eletricamente com sondas controladas por computador. Um wafer individual pode conter de cem a muitas centenas de matrizes ou chips separados que devem ser testados. Depois que os resultados do teste são concluídos, as matrizes são marcadas fisicamente com uma resina epóxi de um componente dispensada automaticamente. Vermelho e azul são usados para identificar e classificar matrizes que não atendem às especificações elétricas desejadas.
Separação de matriz
Com os dispositivos ou circuitos no wafer testados, marcados e classificados, as matrizes individuais no wafer devem ser separadas fisicamente. Vários métodos foram projetados para separar as matrizes individuais - gravação de diamante, gravação a laser e serragem de disco diamantado.
A gravação de diamante é o método mais antigo em uso e envolve o desenho de uma ponta embutida de diamante de formato preciso na bolacha ao longo da linha de gravação ou “rua” que separa as matrizes individuais na superfície da bolacha. A imperfeição na estrutura cristalina causada pela riscagem permite que o wafer seja dobrado e fraturado ao longo desta linha.
A gravação a laser é uma técnica relativamente recente de separação de moldes. Um feixe de laser é gerado por um laser de neodímio-ítrio pulsado de alta potência. O feixe gera um sulco na bolacha de silício ao longo das linhas riscadas. A ranhura serve como a linha ao longo da qual o wafer se quebra.
Um método amplamente utilizado de separação de moldes é a serragem úmida - corte de substratos ao longo da rua com uma serra diamantada circular de alta velocidade. A serragem pode cortar parcialmente (escrever) ou cortar completamente (cortar) através do substrato de silício. Uma pasta úmida de material removido da rua é gerada pela serragem.
Die anexar e colagem
A matriz ou chip individual deve ser anexado a uma embalagem transportadora e a uma estrutura de chumbo de metal. Os portadores são normalmente feitos de um material isolante, seja de cerâmica ou de plástico. Materiais de suporte cerâmicos são geralmente feitos de alumina (Al2O3), mas possivelmente pode consistir em berílio (BeO) ou esteatito (MgO-SiO2). Os materiais de suporte de plástico são do tipo resina termoplástica ou termoendurecível.
A fixação da matriz individual é geralmente realizada por um dos três tipos distintos de fixação: eutética, pré-forma e epóxi. A fixação da matriz eutética envolve o uso de uma liga de brasagem eutética, como ouro-silício. Neste método, uma camada de metal dourado é pré-depositada na parte de trás da matriz. Ao aquecer a embalagem acima da temperatura eutética (370°C para ouro-silício) e colocar a matriz sobre ela, forma-se uma ligação entre a matriz e a embalagem.
A colagem de pré-formas envolve o uso de um pequeno pedaço de material de composição especial que aderirá tanto à matriz quanto à embalagem. Uma pré-forma é colocada na área de fixação da matriz de uma embalagem e permite que ela derreta. A matriz é então esfregada em toda a região até que a matriz seja fixada e, em seguida, a embalagem é resfriada.
A colagem de epóxi envolve o uso de uma cola epóxi para prender a matriz à embalagem. Uma gota de epóxi é dispensada na embalagem e o molde colocado sobre ela. A embalagem pode precisar ser assada a uma temperatura elevada para curar o epóxi adequadamente.
Uma vez que a matriz esteja fisicamente conectada ao pacote, as conexões elétricas devem ser fornecidas entre o circuito integrado e os condutores do pacote. Isso é feito usando termocompressão, técnicas de colagem ultrassônicas ou termossônicas para conectar fios de ouro ou alumínio entre as áreas de contato no chip de silício e os terminais da embalagem.
A colagem por termocompressão é frequentemente usada com fio de ouro e envolve o aquecimento da embalagem a aproximadamente 300oC e formando a ligação entre o fio e as almofadas de ligação usando calor e pressão. Dois tipos principais de colagem por termocompressão estão em uso:colagem de bola e união de cunha. A ligação de esferas, que é usada apenas com fio de ouro, alimenta o fio através de um tubo capilar, comprime-o e, em seguida, uma chama de hidrogênio derrete o fio. Além disso, forma-se uma nova bola na ponta do arame para o próximo ciclo de colagem. A colagem por cunha envolve uma ferramenta de colagem em forma de cunha e um microscópio usado para posicionar o chip de silício e empacotar com precisão sobre a placa de colagem. O processo é realizado em uma atmosfera inerte.
A colagem ultrassônica usa um pulso de energia ultrassônica de alta frequência para fornecer uma ação de esfregar que forma uma ligação entre o fio e a almofada de colagem. A colagem ultrassônica é usada principalmente com fio de alumínio e geralmente é preferida à colagem por termocompressão, pois não requer que o chip do circuito seja aquecido durante a operação de colagem.
A colagem termossônica é uma mudança tecnológica recente na colagem de fios de ouro. Envolve o uso de uma combinação de energia ultrassônica e térmica e requer menos calor do que a colagem por termocompressão.
Encapsulamento
O objetivo principal do encapsulamento é colocar um circuito integrado em um pacote que atenda aos requisitos elétricos, térmicos, químicos e físicos associados à aplicação do circuito integrado.
Os tipos de pacotes mais amplamente usados são o tipo radial-lead, o pacote plano e o pacote dual-in-line (DIP). As embalagens de chumbo radial são feitas principalmente de Kovar, uma liga de ferro, níquel e cobalto, com selos de vidro duro e chumbo Kovar. As embalagens planas usam armações de metal-chumbo, geralmente feitas de uma liga de alumínio combinada com componentes de cerâmica, vidro e metal. As embalagens dual-in-line são geralmente as mais comuns e geralmente usam cerâmica ou plásticos moldados.
Os pacotes semicondutores de plástico moldado são produzidos principalmente por dois processos separados -moldagem de transferência e moldagem por injeção. A moldagem por transferência é o método de encapsulamento plástico predominante. Nesse método, os cavacos são montados em estruturas de chumbo não aparadas e, em seguida, carregados em lotes em moldes. Formas em pó ou pellets de compostos de moldagem de plástico termoendurecível são derretidas em uma panela aquecida e depois forçadas (transferidas) sob pressão para os moldes carregados. Os sistemas de compostos de moldagem de plástico em forma de pó ou pellet podem ser usados em resinas epóxi, silicone ou silicone/epóxi. O sistema geralmente consiste em uma mistura de:
- resinas termoendurecíveis— epóxi, silicone ou silicone/epóxi
- endurecedores— epóxi novolacs e epóxi anidridos
- envasadoras—dióxido de silício cristalino ou fundido com sílica (SiO2) e alumina (Al2O3), geralmente 50-70% em peso
- retardante de fogo-trióxido de antimônio (Sb2O3) geralmente 1-5% em peso.
A moldagem por injeção usa um composto de moldagem termoplástico ou termofixo que é aquecido até seu ponto de fusão em um cilindro a uma temperatura controlada e forçado sob pressão através de um bico no molde. A resina solidifica rapidamente, o molde é aberto e a embalagem de encapsulamento ejetada. Uma ampla variedade de compostos plásticos é usada na moldagem por injeção, sendo as resinas epóxi e sulfeto de polifenileno (PPS) as mais novas entradas no encapsulamento de semicondutores.
A embalagem final do dispositivo semicondutor de silício é classificada de acordo com sua resistência a vazamentos ou capacidade de isolar o circuito integrado de seu ambiente. Estes são diferenciados como sendo hermeticamente (hermeticamente) ou não hermeticamente fechados.
Teste de vazamento e queimadura
Teste de vazamento é um procedimento desenvolvido para testar a real capacidade de vedação ou hermetismo do dispositivo embalado. Duas formas comuns de teste de vazamento estão em uso: detecção de vazamento de hélio e detecção de vazamento de rastreador radioativo.
Na detecção de vazamento de hélio, os pacotes completos são colocados em uma atmosfera de pressão de hélio por um período de tempo. O hélio é capaz de penetrar nas imperfeições da embalagem. Após a remoção da câmara de pressurização de hélio, a embalagem é transferida para uma câmara de espectrômetro de massa e testada quanto ao vazamento de hélio pelas imperfeições da embalagem.
Gás marcador radioativo, geralmente criptônio-85 (Kr-85), é substituído por hélio no segundo método, e o vazamento de gás radioativo da embalagem é medido. Sob condições normais, a exposição do pessoal a este processo é inferior a 5 milisieverts (500 milirems) por ano (Baldwin e Stewart 1989). Os controles para esses sistemas geralmente incluem:
- isolamento em quartos com acesso limitado apenas ao pessoal necessário
- postou sinais de alerta de radiação nas portas dos quartos contendo Kr-85
- monitores de radiação contínua com alarmes e desligamento/isolamento automático
- sistema de exaustão dedicado e sala de pressão negativa
- monitoramento de exposições com dosimetria pessoal (por exemplo, crachás de filme de radiação)
- manutenção regular de alarmes e intertravamentos
- verificações regulares de vazamento de material radioativo
- treinamento de segurança para operadores e técnicos
- garantir que as exposições à radiação sejam mantidas tão baixas quanto razoavelmente possível (ALARA).
Além disso, os materiais que entram em contato com o Kr-85 (por exemplo, ICs expostos, óleo de bomba usado, válvulas e anéis de vedação) são examinados para garantir que não emitam níveis excessivos de radiação devido ao gás residual neles antes de serem removidos do a área controlada. Leach-Marshal (1991) fornece informações detalhadas sobre exposições e controles de sistemas de detecção de vazamento fino Kr-85.
Queimar é uma operação de tensão elétrica e de temperatura para determinar a confiabilidade do dispositivo final embalado. Os dispositivos são colocados em um forno com temperatura controlada por um longo período de tempo usando a atmosfera ambiente ou uma atmosfera inerte de nitrogênio. As temperaturas variam de 125°C a 200°C (150°C é uma média) e períodos de tempo de algumas horas a 1,000 horas (48 horas é uma média).
Teste final
Para uma caracterização final do desempenho do dispositivo semicondutor de silício encapsulado, um teste elétrico final é realizado. Devido ao grande número e à complexidade dos testes necessários, um computador realiza e avalia o teste de inúmeros parâmetros importantes para o eventual funcionamento do dispositivo.
Marcar e embalar
A identificação física do dispositivo final embalado é realizada pelo uso de uma variedade de sistemas de marcação. As duas principais categorias de marcação de componentes são impressão com e sem contato. A impressão por contato normalmente incorpora uma técnica offset rotativa usando tintas à base de solvente. A impressão sem contato, que transfere marcações sem contato físico, envolve impressão com cabeçote de jato de tinta ou toner usando tintas à base de solvente ou marcação a laser.
Os solventes usados como suporte para as tintas de impressão e como pré-limpeza são normalmente compostos por uma mistura de álcoois (etanol) e ésteres (acetato de etila). A maioria dos sistemas de marcação de componentes, além da marcação a laser, usa tintas que requerem uma etapa adicional para fixação ou cura. Esses métodos de cura são a cura ao ar, a cura por calor (térmica ou infravermelha) e a cura por ultravioleta. As tintas de cura ultravioleta não contêm solventes.
Os sistemas de marcação a laser utilizam dióxido de carbono (CO2) ou um laser de neodímio:ítrio de alta potência. Esses lasers são normalmente embutidos no equipamento e possuem gabinetes intertravados que encerram o caminho do feixe e o ponto onde o feixe entra em contato com o alvo. Isso elimina o perigo do feixe de laser durante as operações normais, mas há uma preocupação quando os intertravamentos de segurança são anulados. A operação mais comum em que é necessário remover os compartimentos do feixe e anular os intertravamentos é o alinhamento do feixe de laser.
Durante essas operações de manutenção, idealmente, a sala que contém o laser deve ser evacuada, exceto para os técnicos de manutenção necessários, com as portas da sala trancadas e sinalizadas com sinais de segurança de laser apropriados. No entanto, os lasers de alta potência usados na fabricação de semicondutores geralmente estão localizados em áreas de fabricação grandes e abertas, tornando impraticável realocar o pessoal não responsável pela manutenção durante a manutenção. Para essas situações, normalmente é estabelecida uma área de controle temporária. Normalmente, essas áreas de controle consistem em cortinas de laser ou telas de soldagem capazes de suportar contato direto com o feixe de laser. A entrada para a área de controle temporária geralmente é feita por meio de uma entrada de labirinto que é afixada com um sinal de alerta sempre que os intertravamentos do laser são desfeitos. Outras precauções de segurança durante o alinhamento do feixe são semelhantes às exigidas para a operação de um laser de alta potência de feixe aberto (por exemplo, treinamento, proteção para os olhos, procedimentos escritos e assim por diante).
Lasers de alta potência também são um dos perigos elétricos mais significativos na indústria de semicondutores. Mesmo após o desligamento da energia, existe um potencial de choque significativo dentro da ferramenta e deve ser dissipado antes de trabalhar dentro do gabinete.
Juntamente com o perigo do feixe e o perigo elétrico, também deve-se tomar cuidado ao realizar a manutenção em sistemas de marcação a laser devido ao potencial de contaminação química do trióxido de antimônio retardador de fogo e berílio (embalagens de cerâmica contendo este composto serão rotuladas). Os vapores podem ser criados durante a marcação com os lasers de alta potência e criar resíduos nas superfícies do equipamento e nos filtros de extração de fumos.
Desengraxantes foram usados no passado para limpar semicondutores antes de serem marcados com códigos de identificação. A exposição a solventes acima do limite de exposição ocupacional aplicável no ar pode ocorrer facilmente se a cabeça do operador for colocada abaixo das bobinas de resfriamento que causam a recondensação dos vapores, como pode acontecer quando um operador tenta recuperar peças caídas ou quando um técnico limpa resíduos do fundo do a unidade (Baldwin e Stewart 1989). O uso de desengordurantes foi bastante reduzido na indústria de semicondutores devido a restrições ao uso de substâncias que destroem a camada de ozônio, como clorofluorcarbonetos e solventes clorados.
Análise de falhas e garantia de qualidade
Os laboratórios de análise de falha e análise de qualidade normalmente realizam várias operações usadas para garantir a confiabilidade dos dispositivos. Algumas das operações realizadas nesses laboratórios apresentam potencial de exposição dos funcionários. Esses incluem:
- provas de marcação utilizando vários solventes e misturas corrosivas em copos aquecidos em placas de aquecimento. Ventilação de exaustão local (LEV) na forma de uma capa de metal com velocidades faciais adequadas é necessária para controlar as emissões fugitivas. As soluções de monoetanolamina podem resultar em exposições superiores ao seu limite de exposição aérea (Baldwin e Williams 1996).
- teste de bolhas/vazamentos utilizando fluorocarbonetos de alto peso molecular (nome comercial Fluorinerts)
- unidades de embalagem de raios-x.
O cobalto-60 (até 26,000 curies) é usado em irradiadores para testar a capacidade dos ICs de resistir à exposição à radiação gama em aplicações militares e espaciais. Em condições normais, a exposição do pessoal nesta operação é inferior a 5 milisieverts (500 milirems) por ano (Baldwin e Stewart 1989). Os controles para esta operação um tanto especializada são semelhantes aos utilizados para sistemas de vazamento fino Kr-85 (por exemplo, sala isolada, monitores de radiação contínua, monitoramento de exposição pessoal e assim por diante).
Pequenas fontes alfa de “licença específica” (por exemplo, micro e milicuries de Americium-241) são usadas no processo de análise de falha. Essas fontes são cobertas por uma fina camada protetora chamada janela que permite que partículas alfa sejam emitidas da fonte para testar a capacidade do circuito integrado de operar quando bombardeado por partículas alfa. Normalmente, as fontes são verificadas periodicamente (por exemplo, semestralmente) quanto a vazamento de material radioativo que pode ocorrer se a janela de proteção for danificada. Qualquer vazamento detectável geralmente desencadeia a remoção da fonte e seu envio de volta ao fabricante.
Os sistemas de raios X de gabinete são usados para verificar a espessura dos revestimentos de metal e para identificar defeitos (por exemplo, bolhas de ar em pacotes de compostos de molde). Embora não sejam uma fonte significativa de vazamento, essas unidades são normalmente verificadas periodicamente (por exemplo, anualmente) com um medidor de pesquisa portátil para vazamento de raios-x e inspecionadas para garantir que os intertravamentos da porta funcionem corretamente.
Envios
A remessa é o ponto final do envolvimento da maioria dos fabricantes de dispositivos de semicondutores de silício. Os fabricantes de semicondutores comerciais vendem seus produtos para outros produtores de produtos finais, enquanto os fabricantes cativos usam os dispositivos para seus próprios produtos finais.
Estudo de saúde
Cada etapa do processo usa um conjunto específico de produtos químicos e ferramentas que resultam em preocupações específicas de EHS. Além das preocupações associadas às etapas específicas do processo no processamento de dispositivos semicondutores de silício, um estudo epidemiológico investigou os efeitos na saúde entre funcionários da indústria de semicondutores (Schenker et al. 1992). Veja também a discussão no artigo “Efeitos na saúde e padrões de doenças”.
A principal conclusão do estudo foi que o trabalho em instalações de fabricação de semicondutores está associado a um aumento da taxa de aborto espontâneo (SAB). No componente histórico do estudo, o número de gestações estudadas em funcionários de fabricação e não fabricação foi aproximadamente igual (447 e 444, respectivamente), mas houve mais abortos espontâneos em fabricação (n=67) do que em não fabricação (n=46) . Quando ajustado para vários fatores que podem causar viés (idade, etnia, tabagismo, estresse, status socioeconômico e histórico de gravidez), o risco relativo (RR) para fabricação versus não fabricação foi de 1.43 (intervalo de confiança de 95% = 0.95-2.09) .
Os pesquisadores relacionaram o aumento da taxa de SAB com a exposição a certos éteres de glicol à base de etileno (EGE) usados na fabricação de semicondutores. Os éteres de glicol específicos envolvidos no estudo e suspeitos de causar efeitos reprodutivos adversos são:
- 2-metoxietanol (CAS 109-86-4)
- Acetato de 2-metoxietila (CAS 110-49-6)
- acetato de 2-etoxietil (CAS 111-15-9).
Embora não façam parte do estudo, dois outros glicol éteres usados na indústria, 2-etoxietanol (CAS 110-80-5) e dietilenoglicol dimetil éter (CAS 111-96-6) têm efeitos tóxicos semelhantes e foram banidos por alguns fabricantes de semicondutores.
Além de uma taxa aumentada de SAB associada à exposição a certos éteres de glicol, o estudo também concluiu:
- Existia uma associação inconsistente para a exposição ao flúor (na corrosão) e SAB.
- O estresse autorreferido foi um forte fator de risco independente para SAB entre as mulheres que trabalham nas áreas de fabricação.
- Levava mais tempo para as mulheres que trabalhavam na área de fabricação engravidarem em comparação com as mulheres nas áreas de não fabricação.
- Um aumento nos sintomas respiratórios (irritação dos olhos, nariz e garganta e respiração ofegante) estava presente para os trabalhadores de fabricação em comparação com os trabalhadores de fora da fabricação.
- Sintomas musculoesqueléticos da extremidade superior distal, como dor nas mãos, punhos, cotovelos e antebraços, foram associados ao trabalho na sala de fabricação.
- Dermatite e queda de cabelo (alopecia) foram relatadas com mais frequência entre os trabalhadores de fabricação do que entre os trabalhadores de não fabricação.
Revisão do Equipamento
A complexidade do equipamento de fabricação de semicondutores, aliada aos avanços contínuos nos processos de fabricação, torna a revisão pré-instalação de novos equipamentos de processo importante para minimizar os riscos de EHS. Dois processos de revisão de equipamentos ajudam a garantir que os novos equipamentos de processo de semicondutores tenham controles EHS apropriados: marcação CE e padrões Semiconductor Equipment and Materials International (SEMI).
A marcação CE é uma declaração do fabricante de que o equipamento assim marcado está em conformidade com os requisitos de todas as diretivas aplicáveis da União Europeia (UE). Para equipamentos de fabricação de semicondutores, a Diretiva de Máquinas (MD), a Diretiva de Compatibilidade Eletromagnética (EMC) e a Diretriz de Baixa Tensão (LVD) são consideradas as diretivas mais aplicáveis.
No caso da Diretiva EMC, os serviços de um órgão competente (organização oficialmente autorizada por um estado membro da UE) precisam ser contratados para definir os requisitos de teste e aprovar os resultados do exame. O MD e o LVD podem ser avaliados pelo fabricante ou por um organismo notificado (organização oficialmente autorizada por um estado membro da UE). Independentemente do caminho escolhido (autoavaliação ou terceiro), é o importador registrado o responsável pela marcação CE do produto importado. Eles podem usar as informações de terceiros ou de autoavaliação como base para acreditar que o equipamento atende aos requisitos das diretivas aplicáveis, mas, em última análise, eles próprios prepararão a declaração de conformidade e aporão a marcação CE.
A Semiconductor Equipment and Materials International é uma associação comercial internacional que representa fornecedores de materiais e equipamentos de tela plana e semicondutores. Entre suas atividades está o desenvolvimento de padrões técnicos voluntários que são acordos entre fornecedores e clientes visando melhorar a qualidade e confiabilidade do produto a um preço razoável e fornecimento estável.
Dois padrões SEMI que se aplicam especificamente às preocupações de EHS para novos equipamentos são SEMI S2 e SEMI S8. SEMI S2-93, Diretrizes de segurança para equipamentos de fabricação de semicondutores, destina-se a ser um conjunto mínimo de considerações de EHS baseadas em desempenho para equipamentos usados na fabricação de semicondutores. SEMI S8-95, Guia do usuário dos critérios ergonômicos de sucesso do fornecedor, expande a seção de ergonomia no SEMI S2.
Muitos fabricantes de semicondutores exigem que novos equipamentos sejam certificados por terceiros como atendendo aos requisitos da SEMI S2. Diretrizes para interpretar SEMI S2-93 e SEMI S8-95 estão contidas em uma publicação do consórcio industrial SEMATECH (SEMATECH 1996). Informações adicionais sobre SEMI estão disponíveis na web mundial (http://www.semi.org).
Manipulação Química
Dispensação de líquido
Com os sistemas automatizados de distribuição de produtos químicos se tornando a regra, não a exceção, o número de queimaduras químicas em funcionários diminuiu. No entanto, proteções adequadas precisam ser instaladas nesses sistemas automatizados de distribuição de produtos químicos. Esses incluem:
- detecção de vazamento e desligamento automático na fonte de abastecimento a granel e nas caixas de junção
- dupla contenção de linhas se o produto químico for considerado um material perigoso
- sensores de alto nível nos pontos finais (banho ou vaso de ferramentas)
- desligamento cronometrado da bomba (permite que apenas uma quantidade específica seja bombeada para um local antes de desligar automaticamente).
Distribuição de gás
A segurança da distribuição de gás melhorou significativamente ao longo dos anos com o advento de novos tipos de válvulas de cilindro, orifícios de fluxo restrito incorporados ao cilindro, painéis automatizados de purga de gás, detecção e fechamento de alta vazão e equipamentos de detecção de vazamento mais sofisticados. Por causa de sua propriedade pirofórica e seu amplo uso como matéria-prima, o gás silano representa o risco de explosão mais significativo na indústria. No entanto, os incidentes com gás silano tornaram-se mais previsíveis com novas pesquisas realizadas pela Factory Mutual e SEMATECH. Com orifícios de fluxo reduzido adequados (RFOs), pressões de entrega e taxas de ventilação, a maioria dos incidentes explosivos foram eliminados (SEMATECH 1995).
Vários incidentes de segurança ocorreram nos últimos anos devido a uma mistura descontrolada de gases incompatíveis. Devido a esses incidentes, os fabricantes de semicondutores geralmente revisam as instalações da linha de gás e as caixas de gás para ferramentas para garantir que não ocorra mistura inadequada e/ou refluxo de gases.
Questões químicas geralmente geram as maiores preocupações na fabricação de semicondutores. No entanto, a maioria das lesões e mortes na indústria resultam de perigos não químicos.
Segurança elétrica
Existem inúmeros riscos elétricos associados aos equipamentos usados nesta indústria. Os intertravamentos de segurança desempenham um papel importante na segurança elétrica, mas esses intertravamentos geralmente são substituídos pelos técnicos de manutenção. Uma quantidade significativa de trabalho de manutenção é normalmente realizada enquanto o equipamento ainda está energizado ou apenas parcialmente desenergizado. Os perigos elétricos mais significativos estão associados a implantadores de íons e fontes de alimentação a laser. Mesmo após o desligamento da energia, existe um potencial de choque significativo dentro da ferramenta e deve ser dissipado antes de trabalhar dentro da ferramenta. O processo de revisão SEMI S2 nos Estados Unidos e a marca CE na Europa ajudaram a melhorar a segurança elétrica de novos equipamentos, mas as operações de manutenção nem sempre são consideradas adequadamente. Uma análise cuidadosa das operações de manutenção e dos riscos elétricos é necessária para todos os equipamentos recém-instalados.
Em segundo lugar na lista de riscos elétricos está o conjunto de equipamentos que gera energia de RF durante os processos de corrosão, pulverização catódica e limpeza da câmara. Blindagem e aterramento adequados são necessários para minimizar o risco de queimaduras por RF.
Esses riscos elétricos e as muitas ferramentas que não são desligadas durante as operações de manutenção exigem que os técnicos de manutenção empreguem outros meios para se protegerem, como procedimentos de bloqueio/sinalização. Riscos elétricos não são as únicas fontes de energia tratadas com bloqueio/sinalização. Outras fontes de energia incluem linhas pressurizadas, muitas contendo gases ou líquidos perigosos e controles pneumáticos. As desconexões para controlar essas fontes de energia precisam estar em um local prontamente disponível - dentro do fab (fabricação) ou perseguir a área onde o funcionário estará trabalhando, em vez de locais inconvenientes, como subfabs.
Ergonomia
A interface entre o funcionário e a ferramenta continua causando lesões. Tensão muscular e entorses são bastante comuns na indústria de semicondutores, especialmente com o técnico de manutenção. O acesso a bombas, tampas de câmara e assim por diante geralmente não é bem projetado durante a fabricação da ferramenta e durante a colocação da ferramenta na fábrica. As bombas devem estar sobre rodas ou colocadas em gavetas ou bandejas extraíveis. Dispositivos de elevação precisam ser incorporados para muitas operações.
O simples manuseio de wafer causa riscos ergonômicos, especialmente em instalações mais antigas. As instalações mais novas geralmente têm wafers maiores e, portanto, requerem sistemas de manuseio mais automatizados. Muitos desses sistemas de manuseio de wafer são considerados dispositivos robóticos, e as preocupações de segurança com esses sistemas devem ser consideradas quando são projetados e instalados (ANSI 1986).
Segurança contra Incêndios
Além do gás silano, que já foi abordado, o gás hidrogênio tem o potencial de ser um risco de incêndio significativo. No entanto, é melhor compreendido e a indústria não viu muitos problemas importantes associados ao hidrogênio.
O risco de incêndio mais sério agora está associado a decks molhados ou banhos de ataque. Os materiais plásticos típicos de construção (cloreto de polivinila, polipropileno e polipropileno resistente a chamas) foram todos envolvidos em fab incêndios. A fonte de ignição pode ser um aquecedor de banho de decapagem ou chapeamento, os controles elétricos montados diretamente no plástico ou uma ferramenta adjacente. Se ocorrer um incêndio com uma dessas ferramentas de plástico, a contaminação por partículas e os produtos de combustão corrosivos se espalharão pela fábrica. A perda econômica é alta devido ao tempo de inatividade na fábrica enquanto a área e os equipamentos são trazidos de volta aos padrões de sala limpa. Muitas vezes, alguns equipamentos caros não podem ser adequadamente descontaminados e novos equipamentos devem ser adquiridos. Portanto, a prevenção e a proteção contra incêndios adequadas são críticas.
A prevenção de incêndios pode ser abordada com diferentes materiais de construção não combustíveis. O aço inoxidável é o material de construção preferido para esses decks úmidos, mas muitas vezes o processo não “aceita” uma ferramenta de metal. Existem plásticos com menor potencial de fogo/fumaça, mas ainda não foram adequadamente testados para determinar se serão compatíveis com os processos de fabricação de semicondutores.
Para proteção contra incêndio, essas ferramentas devem ser protegidas por sprinklers desobstruídos. A colocação de filtros HEPA acima de bancadas molhadas geralmente bloqueia os aspersores. Se isso ocorrer, aspersores adicionais serão instalados abaixo dos filtros. Muitas empresas também exigem que um sistema de detecção e supressão de incêndio seja instalado dentro das cavidades plenum dessas ferramentas, onde muitos incêndios começam.
Monitores de cristal líquido
Displays de cristal líquido (LCDs) estão disponíveis comercialmente desde a década de 1970. Eles são comumente usados em relógios, calculadoras, rádios e outros produtos que requerem indicadores e três ou quatro caracteres alfanuméricos. Aperfeiçoamentos recentes nos materiais de cristal líquido permitem que telas grandes sejam fabricadas. Embora os LCDs sejam apenas uma pequena parte da indústria de semicondutores, sua importância cresceu com seu uso em monitores de tela plana para computadores portáteis, laptops muito leves e processadores de texto dedicados. Espera-se que a importância dos LCDs continue a crescer à medida que eventualmente substituem o último tubo de vácuo comumente usado em eletrônica - o tubo de raios catódicos (CRT) (O'Mara 1993).
A fabricação de LCDs é um processo muito especializado. Os resultados do monitoramento da higiene industrial indicam níveis muito baixos de contaminantes no ar para as várias exposições a solventes monitoradas (Wade et al. 1981). Em geral, os tipos e quantidades de sólidos tóxicos, corrosivos e inflamáveis, produtos químicos líquidos e gasosos e agentes físicos perigosos em uso são limitados em comparação com outros tipos de fabricação de semicondutores.
Os materiais de cristal líquido são moléculas semelhantes a bastões, exemplificadas pelas moléculas de cianobifenil mostradas na figura 1. Essas moléculas possuem a propriedade de girar na direção da passagem da luz polarizada. Embora as moléculas sejam transparentes à luz visível, um recipiente do material líquido parece leitoso ou translúcido em vez de transparente. Isso ocorre porque o longo eixo das moléculas está alinhado em ângulos aleatórios, de modo que a luz é espalhada aleatoriamente. Uma célula de exibição de cristal líquido é disposta de modo que as moléculas sigam um alinhamento específico. Esse alinhamento pode ser alterado com um campo elétrico externo, permitindo que a polarização da luz recebida seja alterada.
Figura 1. Moléculas básicas de polímero de cristal líquido
Na fabricação de monitores de tela plana, dois substratos de vidro são processados separadamente e depois unidos. O substrato frontal é padronizado para criar uma matriz de filtros de cores. O substrato de vidro traseiro é padronizado para formar transistores de filme fino e as linhas de interconexão de metal. Essas duas placas são unidas no processo de montagem e, se necessário, fatiadas e separadas em expositores individuais. Material de cristal líquido é injetado em um espaço entre as duas placas de vidro. Os monitores são inspecionados e testados e um filme polarizador é aplicado a cada placa de vidro.
Numerosos processos individuais são necessários para fabricar monitores de tela plana. Eles exigem equipamentos, materiais e processos especializados. Certos processos-chave são descritos abaixo.
Preparação de substrato de vidro
O substrato de vidro é um componente essencial e caro da tela. Um controle muito rigoroso das propriedades ópticas e mecânicas do material é necessário em todas as etapas do processo, especialmente quando o aquecimento está envolvido.
fabricação de vidro
Dois processos são usados para fazer um vidro muito fino com dimensões muito precisas e propriedades mecânicas reprodutíveis. O processo de fusão, desenvolvido pela Corning, utiliza uma vareta de alimentação de vidro que derrete em uma calha em forma de cunha e flui para cima e pelas laterais da calha. Fluindo por ambos os lados da calha, o vidro fundido se junta em uma única folha no fundo da calha e pode ser puxado para baixo como uma folha uniforme. A espessura da folha é controlada pela velocidade de extração do vidro. Larguras de até quase 1 m podem ser obtidas.
Outros fabricantes de vidro com as dimensões apropriadas para substratos de LCD usam o método de fabricação flutuante. Neste método, o vidro derretido é deixado fluir para um leito de estanho derretido. O vidro não se dissolve nem reage com o estanho metálico, mas flutua na superfície. Isso permite que a gravidade alise a superfície e permite que ambos os lados fiquem paralelos. (Veja o capítulo Vidro, cerâmica e materiais afins.)
Uma variedade de tamanhos de substrato está disponível, estendendo-se até 450 × 550 mm e maiores. A espessura típica do vidro para monitores de tela plana é de 1.1 mm. O vidro mais fino é usado para alguns monitores menores, como pagers, telefones, jogos e assim por diante.
Corte, biselamento e polimento
Os substratos de vidro são cortados no tamanho após o processo de fusão ou flutuação, normalmente em cerca de 1 m de lado. Várias operações mecânicas seguem o processo de conformação, dependendo da aplicação final do material.
Como o vidro é quebradiço e facilmente lascado ou rachado nas bordas, eles são normalmente chanfrados, chanfrados ou tratados de outra forma para reduzir lascas durante o manuseio. As tensões térmicas nas rachaduras de borda se acumulam durante o processamento do substrato e levam à quebra. A quebra do vidro é um problema significativo durante a produção. Além da possibilidade de cortes e lacerações dos funcionários, representa perda de rendimento, podendo permanecer fragmentos de vidro nos equipamentos, causando contaminação particulada ou riscando outros substratos.
O aumento do tamanho do substrato resulta em maiores dificuldades para o polimento do vidro. Grandes substratos são montados em transportadores usando cera ou outro adesivo e polidos usando uma pasta de material abrasivo. Este processo de polimento deve ser seguido de uma limpeza química minuciosa para remover qualquer resto de cera ou outro resíduo orgânico, bem como os contaminantes metálicos contidos no meio abrasivo ou polidor.
Limpeza
Os processos de limpeza são usados para substratos de vidro nu e para substratos cobertos com filmes orgânicos, como filtros de cor, filmes de orientação de poliimida e assim por diante. Além disso, substratos com filmes semicondutores, isolantes e metálicos requerem limpeza em determinados pontos do processo de fabricação. No mínimo, a limpeza é necessária antes de cada etapa de mascaramento na fabricação do filtro de cor ou do transistor de filme fino.
A maioria das limpezas de painéis planos emprega uma combinação de métodos físicos e químicos, com uso seletivo de métodos secos. Após o ataque químico ou limpeza, os substratos são geralmente secos com álcool isopropílico. (Ver tabela 1.)
Tabela 1. Limpeza de monitores de tela plana
|
Limpeza física |
Limpeza à seco |
Limpeza química |
|
escova de esfregar |
ozônio ultravioleta |
Solvente orgânico* |
|
Jato de pulverização |
Plasma (óxido) |
Detergente neutro |
|
Ultrassônico |
Plasma (não óxido) |
|
|
megasônico |
Laser |
Água pura |
* Solventes orgânicos comuns usados na limpeza química incluem: acetona, metanol, etanol, n-propanol, isômeros de xileno, tricloroetileno, tetracloroetileno.
Formação de filtro de cor
A formação do filtro de cor no substrato de vidro frontal inclui algumas das etapas de acabamento e preparação do vidro comuns aos painéis frontal e traseiro, incluindo os processos de biselamento e lapidação. Operações como padronização, revestimento e cura são realizadas repetidamente no substrato. Existem muitos pontos de semelhança com o processamento de pastilhas de silício. Substratos de vidro são normalmente manuseados em sistemas de trilhos para limpeza e revestimento.
Padronização do filtro de cores
Vários materiais e métodos de aplicação são usados para criar filtros de cores para vários tipos de monitores de tela plana. Tanto um corante quanto um pigmento podem ser usados, e qualquer um deles pode ser depositado e modelado de várias maneiras. Em uma abordagem, a gelatina é depositada e tingida em operações fotolitográficas sucessivas, usando equipamentos de impressão de proximidade e fotorresistentes padrão. Em outro, são empregados pigmentos dispersos em fotorresistente. Outros métodos para formar filtros de cores incluem eletrodeposição, gravação e impressão.
Deposição de ITO
Após a formação do filtro de cor, a etapa final é a deposição por pulverização catódica de um material de eletrodo transparente. Este é o óxido de índio-estanho (ITO), que é na verdade uma mistura dos óxidos em2O3 e SnO2. Este material é o único adequado para a aplicação de condutor transparente para LCDs. É necessário um filme ITO fino em ambos os lados da tela. Normalmente, os filmes ITO são feitos usando evaporação a vácuo e pulverização catódica.
Filmes finos de ITO são fáceis de corroer com produtos químicos úmidos, como ácido clorídrico, mas, como o passo dos eletrodos torna-se menor e as características tornam-se mais finas, a corrosão a seco pode ser necessária para evitar rebaixamento das linhas devido ao desgaste excessivo.
Formação de Transistor de Filme Fino
A formação do transistor de película fina é muito semelhante à fabricação de um circuito integrado.
Deposição de filme fino
Os substratos começam o processo de fabricação com uma etapa de aplicação de filme fino. Filmes finos são depositados por CVD ou deposição física de vapor (PVD). O CVD aprimorado por plasma, também conhecido como descarga luminescente, é usado para silício amorfo, nitreto de silício e dióxido de silício.
Padronização do dispositivo
Uma vez que o filme fino foi depositado, um fotorresiste é aplicado e gerado para permitir a corrosão do filme fino nas dimensões apropriadas. Uma sequência de filmes finos é depositada e gravada, como na fabricação de circuitos integrados.
Aplicação de filme de orientação e fricção
Tanto no substrato superior quanto no inferior, um filme fino de polímero é depositado para orientação das moléculas de cristal líquido na superfície do vidro. Este filme de orientação, talvez com 0.1 μm de espessura, pode ser uma poliimida ou outro material polimérico “duro”. Após a deposição e cozimento, é esfregado com tecido em uma direção específica, deixando sulcos quase imperceptíveis na superfície. A fricção pode ser feita com um pano de passagem em uma correia, alimentado por um rolo de um lado, passando por baixo de um rolo que entra em contato com o substrato, para um rolo do outro lado. O substrato se move sob o pano na mesma direção do pano. Outros métodos incluem uma escova móvel que se move pelo substrato. O cochilo do material de fricção é importante. As ranhuras servem para ajudar as moléculas de cristal líquido a se alinharem na superfície do substrato e a assumirem o ângulo de inclinação adequado.
O filme de orientação pode ser depositado por revestimento giratório ou por impressão. O método de impressão é mais eficiente no uso de material; 70 a 80% da poliimida é transferida do rolo de impressão para a superfície do substrato.
Montagem
Uma vez concluída a etapa de fricção do substrato, inicia-se uma sequência de linha de montagem automatizada, que consiste em:
- aplicação de adesivo (necessário para a vedação dos painéis)
- aplicação de espaçador
- localização e alinhamento óptico de uma placa em relação à outra
- exposição (calor ou UV) para curar o adesivo e unir as duas placas de vidro.
O transporte automatizado das placas superior e inferior ocorre através da linha. Uma placa recebe o adesivo e a segunda placa é introduzida na estação aplicadora do espaçador.
Injeção de Cristal Líquido
No caso em que mais de um monitor foi construído no substrato, os monitores agora são separados por corte. Neste ponto, o material de cristal líquido pode ser introduzido no espaço entre os substratos, aproveitando um orifício deixado no material de vedação. Este orifício de entrada é então selado e preparado para a inspeção final. Os materiais de cristal líquido são geralmente fornecidos como sistemas de dois ou três componentes que são misturados na injeção. Os sistemas de injeção fornecem mistura e purga da célula para evitar o acúmulo de bolhas durante o processo de enchimento.
Inspeção e Teste
A inspeção e o teste funcional são realizados após a montagem e injeção de cristal líquido. A maioria dos defeitos está relacionada a partículas (incluindo defeitos de ponto e linha) e problemas de lacunas celulares.
Acessório Polarizador
A etapa final de fabricação do próprio visor de cristal líquido é a aplicação do polarizador na parte externa de cada placa de vidro. Os filmes polarizadores são filmes compostos que contêm a camada adesiva sensível à pressão necessária para fixar o polarizador ao vidro. São aplicados por máquinas automatizadas que dispensam o material a partir de rolos ou folhas pré-cortadas. As máquinas são variantes de rotuladoras desenvolvidas para outras indústrias. O filme polarizador é colocado em ambos os lados da tela.
Em alguns casos, um filme de compensação é aplicado antes do polarizador. Filmes de compensação são filmes de polímeros (por exemplo, policarbonato e polimetilmetacrilato) que são esticados em uma direção. Esse alongamento altera as propriedades ópticas do filme.
Uma exibição completa normalmente terá circuitos integrados de driver montados em ou próximo a um dos substratos de vidro, geralmente o lado do transistor de filme fino.
Riscos
A quebra do vidro é um risco significativo na fabricação de LCD. Cortes e lacerações podem ocorrer. A exposição a produtos químicos usados para limpeza é outra preocupação.
Mais...
Fabricação de Semicondutores III-V
O silício dominou historicamente o desenvolvimento da tecnologia IC como o principal material semicondutor. O foco principal nos últimos anos em uma alternativa de silício concentrou-se em compostos III-V, como arsenieto de gálio (GaAs), como material de substrato. Como um material semicondutor, o GaAs exibe capacidades aumentadas em relação ao silício, como a mobilidade eletrônica de 5 a 6 vezes a do silício. Essa característica, aliada às potenciais propriedades semi-isolantes dos GaAs, leva a um aumento do desempenho tanto na velocidade quanto no consumo de energia.
GaAs tem uma estrutura de blenda de zinco que consiste em duas sub-redes cúbicas de face centrada interpenetrantes que se relacionam com o crescimento de material de lingote de alta qualidade. A tecnologia envolvida no crescimento de GaAs é consideravelmente mais complicada do que a empregada para o silício, pois envolve um equilíbrio bifásico mais complicado e um componente altamente volátil, o arsênio (As). O controle preciso da pressão de vapor de As no sistema de crescimento do lingote é necessário para manter a estequiometria exata do composto GaAs durante o processo de crescimento. Duas categorias primárias de exibição de semicondutores III-V e produção de dispositivos têm procedimentos de processamento economicamente viáveis - displays de LED e dispositivos IC de micro-ondas.
Os LEDs são fabricados a partir de GaAs de cristal único, nos quais as junções pn são formadas pela adição de agentes dopantes adequados - normalmente telúrio, zinco ou silício. Camadas epitaxiais de materiais III-V ternários e quaternários, como fosfeto de arsenieto de gálio (GaAsP), crescem no substrato e resultam em uma banda de emissão de comprimentos de onda específicos no espectro visível para monitores ou no espectro infravermelho para emissores ou detectores. Por exemplo, a luz vermelha com pico em cerca de 650 nm vem da recombinação direta dos elétrons e buracos pn. Os diodos emissores verdes são geralmente compostos de fosfeto de gálio (GaP). As etapas de processamento de LED generalizadas são abordadas neste artigo.
Dispositivos IC de microondas são uma forma especializada de circuito integrado; eles são usados como amplificadores de alta frequência (2 a 18 GHz) para radar, telecomunicações e telemetria, bem como para amplificadores de oitava e multi-oitava para uso em sistemas de guerra eletrônica. Os fabricantes de dispositivos IC de micro-ondas normalmente compram substrato de GaAs de cristal único, com ou sem uma camada epitaxial, de fornecedores externos (assim como os fabricantes de dispositivos de silício). As principais etapas de processamento incluem deposição epitaxial em fase líquida, processamento de fabricação e não-fabricação semelhante à fabricação de dispositivos de silício. As etapas de processamento que garantem uma descrição adicional àquela do processamento de LED também são discutidas neste artigo.
Fabricação de bolachas
Semelhante ao processo de crescimento do lingote de silício, formas elementares de gálio e arsênico, além de pequenas quantidades de material dopante - silício, telúrio ou zinco - reagem a temperaturas elevadas para formar lingotes de GaAs de cristal único dopado. Três métodos generalizados de produção de lingotes são utilizados:
- Bridgeman horizontal ou vertical
- congelamento de gradiente horizontal ou vertical
- Czochralski encapsulado líquido de alta ou baixa pressão (LEC).
O composto de GaAs policristalino a granel é normalmente formado pela reação do vapor de As com o metal Ga a temperaturas elevadas em ampolas de quartzo seladas. Normalmente, um reservatório de As localizado em uma extremidade da ampola é aquecido a 618°C. Isso gera aproximadamente 1 atmosfera de pressão de vapor de As na ampola, um pré-requisito para a obtenção de GaAs estequiométrico. O vapor de As reage com o metal Ga mantido a 1,238°C e localizado na outra extremidade da ampola em um barco de quartzo ou nitreto de boro pirolítico (PBN). Depois que o arsênico foi completamente reagido, uma carga policristalina é formada. Isso é usado para crescimento de cristal único por resfriamento programado (congelamento de gradiente) ou movendo fisicamente a ampola ou o forno para fornecer gradientes de temperatura adequados para crescimento (Bridgeman). Esta abordagem indireta (transporte de arsênico) para composição e crescimento de GaAs é usada devido à alta pressão de vapor do arsênio no ponto de fusão de GaAs, cerca de 20 atmosferas a 812°C e 60 atmosferas a 1,238°C, respectivamente.
Outra abordagem para a produção comercial de GaAs de cristal único a granel é a técnica LEC. Um extrator de cristal Czochralski é carregado com pedaços de GaAs em um cadinho com um susceptor externo de grafite. O GaAs a granel é então fundido a temperaturas próximas a 1,238°C, e o cristal é puxado em uma atmosfera pressurizada que pode variar de acordo com o fabricante, tipicamente de algumas atmosferas até 100 atmosferas. O fundido é completamente encapsulado por um vidro viscoso, B2O3, o que evita a dissociação do fundido quando a pressão do vapor de As é igualada ou excedida pela pressão de um gás inerte (normalmente argônio ou nitrogênio) aplicado na câmara do extrator. Alternativamente, GaAs monocristalino pode ser sintetizado no local injetando o As no Ga fundido ou combinando As e Ga diretamente em alta pressão.
A fabricação de wafer de GaAs representa o processo de fabricação de semicondutores com o maior potencial para exposições químicas de rotina significativas. Embora a fabricação de wafer de GaAs seja feita apenas por uma pequena porcentagem de fabricantes de semicondutores, é necessária uma ênfase especial nessa área. As grandes quantidades de As usadas no processo, as inúmeras etapas do processo e o baixo limite de exposição aérea para o arsênico dificultam o controle das exposições. Artigos de Harrison (1986); Lenihan, Sheehy e Jones (1989); McIntyre e Sherin (1989) e Sheehy e Jones (1993) fornecem informações adicionais sobre os perigos e controles para este processo.
Síntese de lingote policristalino
Carga e vedação da ampola
Elemental As (99.9999%) em forma de pedaços é pesado e carregado em um barco de quartzo em um porta-luvas esgotado. O Ga líquido puro (99.9999%) e o material dopante também são pesados e carregados em barcos de quartzo ou nitreto de boro pirolítico (PBN) da mesma maneira. Os barcos são carregados em uma longa ampola cilíndrica de quartzo. (Nas técnicas de Bridgman e congelamento de gradiente, um cristal semente com a orientação cristalográfica desejada também é introduzido, enquanto na técnica LEC de dois estágios, onde apenas poli GaAs é necessário neste estágio, um GaAs policristalino é sintetizado sem o cristal semente. )
As ampolas de quartzo são colocadas em um forno de baixa temperatura e aquecidas enquanto a ampola é purgada com hidrogênio (H2), em um processo conhecido como reação de redução de hidrogênio, para remover óxidos. Após a purga com um gás inerte, como o argônio, as ampolas de quartzo são conectadas a um conjunto de bomba de vácuo, evacuadas e as extremidades da ampola são aquecidas e seladas com uma tocha de hidrogênio/oxigênio. Isso cria uma ampola de quartzo carregada e selada pronta para o crescimento do forno. A purga de hidrogênio e o sistema de tocha de hidrogênio/oxigênio é um risco potencial de incêndio/explosão se dispositivos e equipamentos de segurança adequados não estiverem em uso (Wade et al. 1981).
Como o arsênico está sendo aquecido, este conjunto é mantido sob ventilação de exaustão. Depósitos de óxido de arsênico podem se formar no duto de exaustão que suporta este conjunto. Deve-se tomar cuidado para evitar exposição e contaminação caso os dutos sejam perturbados de alguma forma.
Armazenamento e manuseio de pedaços de arsênico é uma preocupação. Por segurança, muitas vezes o arsênico é mantido em armazenamento fechado e com um rígido controle de estoque. Normalmente, o arsênico também é mantido em um armário de armazenamento à prova de fogo para evitar seu envolvimento em caso de incêndio.
Crescimento do forno
Os métodos Bridgeman e de congelamento por gradiente de crescimento de lingote de cristal único utilizam ampolas de quartzo carregadas e seladas em um invólucro de forno de alta temperatura que é ventilado para um sistema de depuração úmida. Os principais riscos de exposição durante o crescimento do forno estão relacionados ao potencial da ampola de quartzo implodir ou explodir durante o crescimento do lingote. Esta situação ocorre de forma bastante esporádica e pouco frequente, e é o resultado de um dos seguintes:
- a pressão parcial do vapor de As que resulta das altas temperaturas usadas no processo de crescimento
- desvitrificação do vidro da ampola de quartzo, que cria rachaduras e o potencial de despressurização da ampola
- falta de dispositivos precisos de controle de alta temperatura na fonte de aquecimento - geralmente do tipo resistência - com a superpressurização resultante da ampola de quartzo
- mau funcionamento ou falha do termopar, resultando em sobrepressurização da ampola de quartzo
- excesso de As ou muito pouco Ga no tubo da ampola, resultando em pressão extremamente alta de As, o que pode causar despressurização catastrófica da ampola.
O sistema Bridgeman horizontal consiste em um forno multizona no qual a ampola de quartzo selada tem zonas de temperatura separadas - a extremidade do dedo “frio” de arsênico a 618°C e o barco de cristal de quartzo gálio/dopante/semente contendo o fundido a 1,238°C. O princípio básico do sistema Bridgeman horizontal envolve a passagem de duas zonas aquecidas (uma acima do ponto de fusão de GaAs e outra abaixo do ponto de fusão) sobre um barco de GaAs para fornecer o congelamento controlado com precisão de GaAs fundidos. O cristal semente, mantido o tempo todo na zona de congelamento, fornece a estrutura inicial do cristal inicial, definindo a direção e a orientação da estrutura cristalina dentro do barco. O barco de quartzo e a ampola de Ga e As são suspensos dentro da câmara do aquecedor por um conjunto de forros de carboneto de silício chamados tubos de suporte, que são posicionados dentro do conjunto do aquecedor de resistência para mover mecanicamente a distância total da ampola. Além disso, o conjunto do forno repousa sobre uma mesa que deve ser inclinada durante o crescimento para fornecer a interface adequada do fundido de GaAs sintetizado com o cristal de semente.
No método de congelamento gradiente, um forno multizona de alta temperatura utilizando aquecimento por resistência é mantido de 1,200 a 1,300 °C (1,237 °C é o ponto de fusão/congelamento de GaAs). A duração total do processo de crescimento do lingote é tipicamente de 3 dias e compreende as seguintes etapas:
- queima de forno à temperatura
- Síntese de GaAs
- semeando o derretimento
- resfriamento/crescimento de cristal.
A ampola de quartzo também é inclinada durante o processo de crescimento pelo uso de um macaco manual tipo tesoura.
Ampola quebrada
Depois que o lingote de GaAs de cristal único é cultivado dentro da ampola de quartzo selada, a ampola deve ser aberta e o recipiente de quartzo contendo o lingote mais o cristal de semente removido. Isso é feito por um dos seguintes métodos:
- cortando a extremidade selada das ampolas com uma serra circular molhada
- aquecendo e quebrando a ampola com uma tocha de hidrogênio/oxigênio
- quebrar a ampola ensacada com um martelo durante a exaustão para controlar o arsênico no ar.
As ampolas de quartzo são recicladas por corrosão úmida do arsênico condensado na superfície interior com água régia (HCl, HNO3) ou ácido sulfúrico/água oxigenada (H2SO4/H2O2).
Jateamento/limpeza de lingotes
Para ver defeitos policristalinos e remover óxidos e contaminantes externos, o lingote de GaAs de cristal único deve ser jateado. O jateamento é feito em uma unidade de caixa de luvas esgotada utilizando carboneto de silício ou mídia de jateamento de alumina calcinada. A limpeza úmida é feita em banhos químicos providos de ventilação local exaustora e utilizando água régia ou enxágues com álcool (álcool isopropílico e/ou metanol).
Crescimento de lingote monocristalino
O lingote de GaAs policristalino recuperado da ampola é quebrado em pedaços, pesado e colocado em um cadinho de quartzo ou PBN, e um disco de óxido de boro é colocado em cima dele. O cadinho é então colocado em um produtor de cristal (extrator) pressurizado em um gás inerte e aquecido a 1,238°C. A essa temperatura, o GaAs derrete, com o óxido de boro mais leve tornando-se um encapsulante líquido para evitar que o arsênico se dissocie do fundido. Um cristal de semente é introduzido no fundido abaixo da tampa do líquido e, enquanto gira em sentido contrário, é lentamente retirado do fundido, solidificando-se assim que sai da “zona quente”. Esse processo leva aproximadamente 24 horas, dependendo do tamanho da carga e do diâmetro do cristal.
Terminado o ciclo de crescimento, o grower é aberto para retirada do lingote monocristalino e para limpeza. Alguma quantidade de arsênico escapa do fundido mesmo com a tampa do líquido colocada. Pode haver exposição significativa ao arsênico transportado pelo ar durante esta etapa do processo. Para controlar essa exposição, o produtor é resfriado abaixo de 100°C, o que resulta na deposição de partículas finas de arsênico na superfície interna do produtor. Esse resfriamento ajuda a minimizar a quantidade de arsênico que se espalha pelo ar.
Depósitos pesados de resíduos contendo arsênico são deixados no interior do produtor de cristal. A remoção dos resíduos durante a manutenção preventiva de rotina pode resultar em concentrações significativas de arsênico no ar (Lenihan, Sheehy e Jones 1989; Baldwin e Stewart 1989; McIntyre e Sherin 1989). Os controles usados durante esta operação de manutenção geralmente incluem ventilação de exaustão, roupas descartáveis e respiradores.
Quando o lingote é removido, o produtor é desmontado. Um vácuo HEPA é utilizado para coletar partículas de arsênico em todas as partes do produtor. Após a aspiração, as peças de aço inoxidável são limpas com uma mistura de hidróxido de amônio/peróxido de hidrogênio para remover qualquer arsênico residual e o cultivador é montado.
Processamento de wafer
Difração de raios X
A orientação cristalina do lingote de GaAs é determinada pelo uso de uma unidade de difração de raios X, como no processamento de lingotes de silício. Um laser de baixa potência pode ser usado para determinar a orientação cristalina em um ambiente de produção; no entanto, a difração de raios X é mais precisa e é o método preferido.
Quando a difração de raios X é usada, geralmente o feixe de raios X é totalmente fechado em um gabinete de proteção que é verificado periodicamente quanto a vazamento de radiação. Sob certas circunstâncias, não é prático conter totalmente o feixe de raios X em um gabinete intertravado. Neste caso, os operadores podem ser obrigados a usar crachás de radiação, e controles semelhantes aos usados para lasers de alta potência são usados (por exemplo, sala fechada com acesso limitado, treinamento do operador, fechando o feixe tanto quanto possível, etc.) ( Baldwin e Williams 1996).
Corte, moagem e corte de lingotes
As extremidades ou pontas do lingote de cristal único são removidas, usando uma serra diamantada de lâmina única lubrificada com água, com vários refrigerantes adicionados à água. O lingote monocristalino é então colocado em um torno que o molda em um lingote cilíndrico de diâmetro uniforme. Este é o processo de moagem, que também é um processo úmido.
Depois de cortar e moer, os lingotes de GaAs são montados em epóxi ou cera em um feixe de grafite e serrados em wafers individuais por meio do uso de serras diamantadas de diâmetro interno (DI) operadas automaticamente. Essa operação úmida é feita com o uso de lubrificantes e gera uma pasta de GaAs, que é coletada, centrifugada e tratada com fluoreto de cálcio para precipitar o arsênico. O sobrenadante é testado para garantir que não contém excesso de arsênico, e o lodo é compactado em um bolo e descartado como lixo perigoso. Alguns fabricantes enviam o lodo coletado dos processos de corte, moagem e fatiamento do lingote para a recuperação de Ga.
Arsina e fosfina podem ser formadas a partir da reação de GaAs e fosfeto de índio com a umidade do ar, outros arsenetos e fosfetos ou quando misturados com ácidos durante o processamento de arsenieto de gálio e fosfeto de índio; 92 ppb de arsina e 176 ppb de fosfina foram medidos a 2 polegadas de distância das lâminas de corte usadas para cortar GaAs e lingotes de fosfeto de índio (Mosovsky et al. 1992, Rainer et al. 1993).
lavagem de wafer
Depois que os wafers de GaAs são desmontados do feixe de grafite, eles são limpos por imersão sequencial em banhos químicos úmidos contendo soluções de ácido sulfúrico/peróxido de hidrogênio ou ácido acético e álcoois.
Perfil de borda
O perfilamento da borda também é um processo úmido realizado em wafers fatiados para formar uma borda ao redor do wafer, o que o torna menos propenso a quebras. Como apenas um corte fino é feito na superfície do wafer, apenas uma pequena quantidade de pasta é gerada.
Laminação e polimento
Os wafers são montados com cera em uma placa de lapidação ou retificação, usando uma placa de aquecimento, e são lapidados em uma máquina que exerce uma velocidade de rotação e pressão definidas. Uma solução de lapidação é alimentada na superfície de lapidação (uma pasta de óxido de alumínio, glicerina e água). Após um breve período de polimento, quando a espessura desejada é alcançada, os wafers são enxaguados e montados em uma polidora mecânica. O polimento é feito com bicarbonato de sódio, cloro a 5%, água (ou hipoclorito de sódio) e pasta de sílica coloidal. Os wafers são então desmontados em uma placa de aquecimento, a cera é removida usando solventes e os wafers são limpos.
Epitaxia
Os wafers de GaAs de cristal único são usados como substratos para o crescimento de camadas muito finas do mesmo ou de outros compostos III-V com as propriedades eletrônicas ou ópticas desejadas. Isso deve ser feito de forma a continuar, na camada crescida, a estrutura cristalina do substrato. Esse crescimento de cristal, no qual o substrato determina a cristalinidade e a orientação da camada crescida, é chamado de epitaxia, e uma variedade de técnicas de crescimento epitaxial são usadas na exibição III-V e na produção de dispositivos. As técnicas mais comuns são:
- epitaxia em fase líquida (LPE)
- epitaxia de feixe molecular (MBE)
- epitaxia em fase de vapor (VPE)
- deposição de vapor químico metalorgânico (MOCVD) - também conhecida como epitaxia de fase de vapor organometálica (OMVPE).
Epitaxia em fase líquida
No LPE, uma camada de material dopado III-V é cultivada diretamente na superfície do substrato GaAs usando um suporte de grafite que contém câmaras separadas para o material a ser depositado nos wafers. Quantidades pesadas de materiais de deposição são adicionadas à câmara superior do suporte, enquanto os wafers são colocados em uma câmara inferior. O conjunto é colocado dentro de um tubo de reação de quartzo sob uma atmosfera de hidrogênio. O tubo é aquecido para derreter os materiais de deposição e, quando o fundido se equilibra, a seção superior do suporte é deslizada para que o fundido seja posicionado sobre o wafer. A temperatura do forno é então reduzida para formar a camada epitaxial.
O LPE é usado principalmente em epitaxia de micro-ondas IC e para fabricar LEDs de certos comprimentos de onda. A maior preocupação com este processo de LPE é o uso de gás hidrogênio altamente inflamável no sistema, que é mitigado por bons controles de engenharia e sistemas de alerta precoce.
Epitaxia de feixe molecular
A epitaxia a vácuo na forma de MBE se desenvolveu como uma técnica particularmente versátil. O MBE de GaAs consiste em um sistema de ultra-alto vácuo contendo fontes para feixes atômicos ou moleculares de Ga e As e um wafer de substrato aquecido. As fontes de feixe molecular são geralmente recipientes para Ga líquido ou As sólido. As fontes têm um orifício voltado para o wafer do substrato. Quando o forno de efusão (ou recipiente) é aquecido, átomos de Ga ou moléculas de As emanam do orifício. Para GaAs, o crescimento geralmente ocorre com uma temperatura de substrato acima de 450°C.
Altas exposições a arsina podem ocorrer durante a manutenção de sistemas MBE de fonte sólida. Concentrações de ar ambiente de 0.08 ppm foram detectadas em um estudo quando a câmara da unidade MBE foi aberta para manutenção. Os autores levantaram a hipótese de que a geração transiente de arsina pode ser causada por uma reação de partículas muito finas de arsênico com vapor de água, com o alumínio atuando como catalisador (Asom et al. 1991).
Epitaxia da fase de vapor
Wafers desengordurados e polidos passam por uma etapa de limpeza e corrosão antes da epitaxia. Isso envolve uma operação sequencial de imersão química úmida utilizando ácido sulfúrico, peróxido de hidrogênio e água em uma proporção de 5:1:1; um enxágue com água deionizada; e um álcool isopropílico limpo/seco. Uma inspeção visual também é realizada.
Duas técnicas principais de VPE estão em uso, com base em duas químicas diferentes:
- os halogênios III (GaCl3) e V-halógenos (AsCl3) ou V-hidrogênio (AsH3 e PH3)
- o III metal-orgânico e V-hidrogênio, como Ga(CH3)3 e AsH3—OMVPE.
As termoquímicas dessas técnicas são muito diferentes. As reações de halogênio são geralmente “quentes” para “frias”, nas quais o halogênio III é gerado em uma zona quente pela reação do elemento III com HCl, e então se difunde para a zona fria, onde reage com as espécies V para formar o material III-V. A química metal-orgânica é um processo de "parede quente" no qual o composto orgânico-metálico III "quebra" ou pirolisa o grupo orgânico e o restante III e o hidreto V reagem para formar III-V.
No VPE, o substrato GaAs é colocado em uma câmara aquecida sob uma atmosfera de hidrogênio. A câmara é aquecida por RF ou aquecimento por resistência. O HCl é borbulhado através de um barco de Ga, formando cloreto de gálio, que então reage com o AsH3 e PH3 perto da superfície dos wafers para formar GaAsP, que é depositado como a camada epitaxial no substrato. Existem vários dopantes que podem ser adicionados (dependendo do produto e da receita). Estes incluem baixas concentrações de teluretos, selenetos e sulfetos.
Uma técnica comum usada para VPE no processamento de LED é o sistema III-halógeno e V-hidrogênio (hidreto). Envolve um processo de dois ciclos - inicialmente crescendo a camada epitaxial de GaAsP no substrato GaAs e, por último, um ciclo de corrosão para limpar a câmara do reator de grafite/quartzo de impurezas. Durante o ciclo de crescimento epitaxial, os wafers de GaAs pré-limpos são carregados em um carrossel localizado dentro de uma câmara de reator de quartzo contendo um reservatório de gálio líquido elementar através do qual o gás HCl anidro é medido, formando GaCl3. As misturas de gás hidreto/hidrogênio (por exemplo, 7% AsH3/H2 e 10% PH3/H2) também são dosados na câmara do reator com a adição de concentrações ppm de dopantes organometálicos de telúrio e selênio. As espécies químicas na zona quente, a parte superior da câmara de reação, reagem e, na zona fria, a parte inferior da câmara, formam a camada desejada de GaAsP no substrato do wafer, bem como no interior do câmara do reator.
Os efluentes do reator são encaminhados para um sistema de tocha de hidrogênio (câmara de combustão ou caixa de queima) para pirólise e são ventilados para um sistema de lavagem úmida. Alternativamente, os efluentes do reator podem ser borbulhados através de um meio líquido para reter a maioria das partículas. O desafio de segurança é depender dos próprios reatores para “quebrar” os gases. A eficiência desses reatores é de aproximadamente 98 a 99.5%; portanto, alguns gases não reagidos podem estar saindo do borbulhador quando são retirados pelos operadores. Há liberação de vários compostos contendo arsênico e fósforo desses borbulhadores, exigindo que eles sejam rapidamente transportados para uma pia ventilada para manutenção, onde são purgados e limpos, a fim de manter baixa a exposição do pessoal. O desafio de higiene ocupacional deste processo é o perfil do efluente de exaustão, uma vez que a maioria dos compostos desgaseificados de várias partes do reator, especialmente o borbulhador, são instáveis no ar e os meios de coleta convencionais disponíveis e as técnicas analíticas não são discriminatórias em relação ao espécies diferentes.
Outra preocupação são os pré-lavadores para reatores VPE. Eles podem conter altas concentrações de arsina e fosfina. Exposições acima dos limites de exposição ocupacional podem ocorrer se esses pré-lavadores forem abertos indiscriminadamente (Baldwin e Stewart 1989).
O ciclo de corrosão é realizado no final do ciclo de crescimento e nas novas peças do reator para limpar a superfície interna de impurezas. Gás HCl não diluído é medido na câmara por períodos de aproximadamente 30 minutos, e o reator é aquecido a mais de 1,200°C. Os efluentes são ventilados para o sistema de lavagem úmida para neutralização.
No final de ambos os ciclos de crescimento e corrosão, um N estendido2 A purga é usada para limpar a câmara do reator de gases tóxicos/inflamáveis e corrosivos.
Limpeza do reator
Após cada ciclo de crescimento, os reatores VPE devem ser abertos, os wafers removidos e as partes superior e inferior do reator fisicamente limpas. O processo de limpeza é realizado pelo operador.
O pré-lavador de quartzo dos reatores é movido fisicamente para fora do reator e colocado em uma pia exausta onde é purgado com N2, enxaguados com água e, em seguida, submersos em água régia. Isso é seguido por outro enxágue com água antes de secar a peça. A intenção do N.2 purgar é simplesmente deslocar o oxigênio devido à presença de fósforo pirofórico instável. Alguns resíduos contendo vários arsênicos e subprodutos contendo fósforo são deixados nessas peças mesmo após a purga e o enxágue com água. A reação entre esses resíduos e a mistura forte de oxidante/ácido pode potencialmente gerar quantidades significativas de AsH3 e algum PH3. Há também potencial de exposição com outros procedimentos de manutenção na área.
A parte inferior da câmara de reação de quartzo e a placa inferior (placa de base) são raspadas usando uma ferramenta de metal, e o material particulado (mistura de GaAs, GaAsP, óxidos de arsênico, óxidos de fósforo e gases hidretos aprisionados) é coletado em um metal recipiente posicionado abaixo do reator vertical. Um vácuo de alta eficiência é usado para a limpeza final.
Outra operação com potencial de exposição química é a limpeza do coletor do reator. A limpeza do sifão é feita raspando as partes de grafite da câmara superior, que possuem uma crosta de todos os subprodutos citados anteriormente mais o cloreto de arsênio. O procedimento de raspagem gera poeira e é realizado em pia ventilada para minimizar a exposição dos operadores. A linha de exaustão do processo, que contém todos os subprodutos mais a umidade que forma um resíduo líquido, é aberta e drenada para um recipiente de metal. O vácuo HEPA é usado para limpar as partículas de poeira que podem ter escapado durante a transferência das peças de grafite e do levantamento e abaixamento da redoma, que derruba as partículas soltas.
Deposição químico-vapor metalorgânica
MOCVD é amplamente utilizado na preparação de dispositivos III-V. Além dos gases hidreto usados como materiais de origem em outros sistemas CVD (por exemplo, arsina e fosfina), alternativas líquidas menos tóxicas (por exemplo, butil arsina terciária e butil fosfina terciária) também são usadas em sistemas MOCVD, juntamente com outros tóxicos, como alquilas de cádmio e mercúrio (Conteúdo 1989; Rhoades, Sands e Mattera 1989; Roychowdhury 1991).
Enquanto VPE refere-se a um processo de deposição de material composto, MOCVD refere-se às fontes químicas originais usadas no sistema. Duas químicas são usadas: haletos e metalorgânicos. O processo VPE descrito acima é um processo de haleto. Um haleto do grupo III (gálio) é formado na zona quente e o composto III-V é depositado na zona fria. No processo metalorgânico para GaAs, trimetilgálio é medido na câmara de reação junto com arsina, ou uma alternativa líquida menos tóxica, como terciário butil arsina, para formar arsenieto de gálio. Um exemplo de uma reação típica de MOCVD é:
(CH3)3Ga + AsH3 → GaAs + 3CH4
Existem outras químicas usadas no processamento MOCVD de LEDs. Organometálicos usados como elementos do grupo III incluem trimetil gálio (TMGa), trietil gálio (TEGa), TM índio, TE índio e TM alumínio. Gases hidretos também são utilizados no processo: 100% AsH3 e 100% PH3. Os dopantes utilizados no processo são: dimetil zinco (DMZ), bis-ciclopentadienil magnésio e seleneto de hidrogênio (H2Se). Esses materiais são reagidos dentro da câmara de reação sob um H de baixa pressão2 atmosfera. A reação produz camadas epitaxiais de AlGaAs, AlInGaP, InAsP e GaInP. Esta técnica tem sido tradicionalmente utilizada na fabricação de lasers semicondutores e dispositivos de comunicação óptica, como transmissores e receptores para fibra óptica. O processo AlInGaP é usado para produzir LEDs muito brilhantes.
Semelhante ao processo VPE, o reator MOCVD e a limpeza de peças apresentam desafios tanto para o processo quanto para o higienista ocupacional, especialmente se grandes quantidades de PH concentrado3 é usado no processo. A eficiência de “cracking” desses reatores não é tão grande quanto a dos reatores VPE. Há uma quantidade significativa de fósforo gerado, o que é um risco de incêndio. O procedimento de limpeza envolve o uso de peróxido de hidrogênio/hidróxido de amônio diluído em várias partes desses reatores, o que é um risco de explosão se, devido a erro do operador, uma solução concentrada for usada na presença de um catalisador metálico.
Fabricação de dispositivos
O wafer de GaAs com uma camada de GaAsP crescida epitaxialmente na superfície superior prossegue para a sequência de processamento de fabricação do dispositivo.
Deposição de nitreto
Um CVD de alta temperatura de nitreto de silício (Si3N4) é realizada, usando um forno de difusão padrão. As fontes gasosas são o silano (SiH4) e amônia (NH3) com um gás de arraste de nitrogênio.
processo fotolitográfico
O processo fotorresiste padrão, alinhamento/exposição, revelação e decapagem é utilizado como no processamento de dispositivos de silício (consulte a seção sobre litografia no artigo “Fabricação de semicondutores de silício”).
Água-forte
Várias misturas de soluções ácidas químicas úmidas são usadas em banhos de plástico em estações de corrosão localmente exauridas, algumas fornecidas com sistemas de alimentação laminares filtrados HEPA montados verticalmente. Os ácidos primários em uso são sulfúrico (H2SO4), fluorídrico (HF), clorídrico (HCl) e fosfórico (H3PO4). Como no processamento de silício, o peróxido de hidrogênio (H2O2) é usado com ácido sulfúrico e hidróxido de amônio (NH4OH) fornece uma corrosão cáustica. Uma solução de cianeto (sódio ou potássio) também é usada para gravar alumínio. No entanto, o ataque com cianeto está lentamente sendo eliminado, à medida que outros agentes de ataque são desenvolvidos para esse processo. Como alternativa à corrosão úmida, é usado um processo de corrosão por plasma e incineração. As configurações do reator e os gases reagentes são muito semelhantes aos utilizados no processamento de dispositivos de silício.
Distribuição
Uma difusão de fonte sólida de diarsenieto de zinco em ampola fechada é realizada em um forno de difusão a vácuo a 720°C, utilizando um N2 gás de arraste. Arsênico e arsenieto de zinco são usados como dopantes. Eles são pesados em um porta-luvas da mesma maneira que no substrato a granel.
Metalização
Uma evaporação inicial de alumínio é realizada utilizando um evaporador E-beam. Após a lapidação, uma última etapa de evaporação do ouro é realizada utilizando um evaporador de filamento.
liga
Uma etapa final de liga é realizada em um forno de difusão de baixa temperatura, utilizando uma atmosfera inerte de nitrogênio.
Retrocesso
A lapidação é feita para remover os materiais depositados (GaAsP, Si3N4 e assim por diante) da parte de trás do wafer. Os wafers são montados com cera em uma placa de lapidação e lapidados a úmido com uma pasta de sílica coloidal. Em seguida, a cera é removida por remoção úmida dos wafers em um decapante orgânico em uma estação de corrosão química úmida localmente esgotada. Outra alternativa ao polimento úmido é o polimento a seco, que utiliza “areia” de óxido de alumínio.
Há uma série de resistes e removedores de resistes usados, tipicamente contendo ácido sulfônico (ácido dodecil benzeno sulfônico), ácido lático, hidrocarboneto aromático, naftaleno e catecol. Alguns removedores resistentes contêm etanoato de butila, ácido acético e éster de butila. Existem resistências negativas e positivas e removedores de resistência usados, dependendo do produto.
Teste final
Como no processamento de dispositivos de silício, os circuitos de LED completos são testados e marcados por computador (consulte “Fabricação de semicondutores de silício”). A inspeção final é realizada e, em seguida, os wafers são testados eletricamente para marcar matrizes defeituosas. Uma serra úmida é então usada para separar as matrizes individuais, que são então enviadas para montagem.
Montagem de placa de circuito impresso e computador
Placas de fiação impressas
Placas de fiação impressa (PWBs) são a estrutura elétrica interconectiva e a estrutura física que mantêm juntos os vários componentes eletrônicos de uma placa de circuito impresso. As principais categorias de PWBs são de face única, dupla face, multicamadas e flexíveis. A complexidade e os requisitos de espaçamento de placas cada vez mais densas e menores exigiram que ambos os lados da placa fossem cobertos com circuitos subjacentes. Placas de face única atendiam aos requisitos iniciais de calculadoras e dispositivos eletrônicos de consumo simples, mas notebooks portáteis, assistentes digitais pessoais e sistemas pessoais de música exigiam PWBs de dupla face e multicamadas. O processamento da padronização de PWBs é essencialmente um processo fotolitográfico que envolve depositar e remover seletivamente camadas de materiais em um substrato dielétrico que atua como a “fiação” elétrica que é gravada ou depositada na placa de fiação impressa.
As placas multicamadas contêm duas ou mais peças de material dielétrico com circuitos que são empilhados e ligados entre si. As conexões elétricas são estabelecidas de um lado para o outro, e para o circuito da camada interna, por orifícios perfurados que são posteriormente revestidos com cobre. O substrato dielétrico mais comumente usado são as folhas de fibra de vidro (epóxi/laminado de fibra de vidro). Outros materiais são o vidro (com resinas de poliimida, teflon ou triazina) e papel revestido com resina fenólica. Nos Estados Unidos, as placas laminadas são categorizadas com base em suas propriedades de extinção de incêndio; propriedades de furação, puncionamento e usinagem; propriedades de absorção de umidade; resistência química e térmica; e resistência mecânica (Sober 1995). O FR-4 (resina epóxi e substrato de tecido de vidro) é amplamente utilizado para aplicações de alta tecnologia.
O processo real de PWB envolve várias etapas e uma ampla variedade de agentes químicos. A Tabela 1 ilustra um processo multicamada típico e os problemas de EHS associados a esse processo. As principais diferenças entre uma placa de lado único e de lado duplo é que o lado único começa com matéria-prima revestida apenas em um lado com cobre e omite a etapa de revestimento de cobre sem eletrodos. A placa dupla face padrão tem uma máscara de solda sobre cobre nu e é revestida através dos orifícios; a placa tem contatos revestidos de ouro e uma legenda de componente. A maioria dos PWBs são placas multicamadas, que são dupla face com camadas internas que foram fabricadas e ensanduichadas dentro da embalagem laminada e depois processadas quase de forma idêntica a uma placa de camada dupla.
Tabela 1. Processo PWB: Questões ambientais, de saúde e segurança
|
Etapas primárias do processo |
Problemas de saúde e segurança |
Problemas ambientais |
|
preparação de material |
||
|
Compre laminado específico, material de entrada e placa de backup em tamanho pré-cortado |
Projeto auxiliado por computador - VDU e riscos ergonômicos |
nenhum |
|
Empilhar e fixar |
||
|
Painéis revestidos de cobre são empilhados com material de entrada e placa de backup; furos perfurados e |
Ruído durante a perfuração; perfuração de partículas contendo cobre, chumbo, ouro e epóxi/fibra de vidro |
Resíduos particulados (cobre, chumbo, ouro e |
|
Perfuração |
||
|
Máquinas de perfuração controladas numericamente (N/C) |
Ruído durante a perfuração; perfuração de partículas contendo cobre, chumbo, ouro e epóxi/fibra de vidro |
Resíduos particulados (cobre, chumbo, ouro e |
|
Rebarbar |
||
|
Painéis perfurados passam por escovas ou roda abrasiva |
Ruído durante a rebarbação; partículas contendo cobre, chumbo, ouro e epóxi/fibra de vidro |
Resíduos particulados (cobre, chumbo, ouro e |
|
Revestimento de cobre sem eletrodos |
||
|
Adicionando uma fina camada de cobre aos furos passantes |
Inalação e exposição dérmica a produtos de limpeza, condicionadores, ácidos, catalisadores—H2SO4, H2O2, éteres de glicol, KMnO4, NH4HF2, paládio, SnCl2, CuSO4, formaldeído, NaOH |
Efluentes de água - ácidos, cobre, cáusticos, |
|
Imagiologia |
||
|
Filme seco resiste - fotopolímero sensível a UV |
Inalação e exposição dérmica a resistes; desenvolvedores; e |
Emissões atmosféricas - solventes (VOCs), gases ácidos, |
|
chapeamento padrão |
||
|
Limpeza |
Inalação e perigos dérmicos da limpeza; chapeamento de cobre ou chapeamento de estanho/estanho e chumbo e decapagem de rack—H3PO4, H2SO4; H2SO4 e CuSO4; ácido fluorobórico e Sn/Pb; HNO concentrado3 |
Emissões atmosféricas—gases ácidos; agua |
|
Tira, grava, tira |
||
|
Tira de resistência |
Inalação e perigos dérmicos da tira de resistência; corrosão alcalina ou tira de cobre—monoetanol amina (MEA); NH4OH; NH4Cl/NH4OH ou NH4HF2 |
Emissões atmosféricas—MEA, amônia, fluoretos; |
|
Máscara de solda |
||
|
Tintas epóxi — serigrafia |
Inalação e perigos dérmicos da pré-limpeza; tintas epóxi e veículos solventes; desenvolvedores—H2SO4; epicloridrina + bisfenol A, éteres de glicol (à base de PGMEA); gama-butirolactona. Luz UV do processo de cura |
Emissões atmosféricas - gases ácidos, éteres de glicol |
|
Revestimento de solda |
||
|
Nivelamento de solda |
Inalação e riscos dérmicos de fluxo, produtos de decomposição e resíduos de solda de chumbo/estanho—éteres de glicol diluídos + <1% HCl e <1% HBr; aldeídos, HCl, CO; chumbo e estanho |
Emissões atmosféricas—éteres de glicol (VOC), gases ácidos, aldeídos, CO; resíduos - solda de chumbo/estanho, fluxo |
|
Revestimento de ouro e níquel |
||
|
Inalação e perigos dérmicos de ácidos, metais e |
Emissões atmosféricas—gases ácidos, cianetos; agua |
|
|
Legenda do componente |
||
|
Captura de tela |
Inalação e riscos dérmicos de tintas à base de epóxi e veículos solventes - solventes à base de éter glicol, epicloridrina + bisfenol A |
Emissões atmosféricas - resíduos de éteres de glicol (VOCs) - tintas e solventes (pequenas quantidades) |
Cl2 = cloro gasoso; CO = monóxido de carbono; CuSO4 = sulfato de cobre; H2O2 = peróxido de hidrogênio;H2SO4 = ácido sulfúrico; H3PO4 = ácido fosfórico; HBR = ácido bromídrico; HCl = ácido clorídrico; HNO3 = ácido nítrico; k2CO3 = carbonato de potássio; KMNO4 = permanganato de potássio; N / D3PO4 = fosfato de sódio; NH4Cl = cloreto de amônio; NH4OH = hidróxido de amônio; NiSO4 = sulfato de níquel; Pb = chumbo; Sn = estanho; SnCl2 = cloreto estanoso; UV = ultravioleta; VOCs = compostos orgânicos voláteis.
Montagem da placa de circuito impresso
A montagem da placa de circuito impresso (PCB) envolve a fixação rígida de componentes eletrônicos ao PWB por meio do uso de solda de chumbo/estanho (em uma máquina de solda por onda ou aplicada como uma pasta e depois refluída em um forno de baixa temperatura) ou resinas epóxi ( curado em um forno de baixa temperatura). O PWB subjacente (face única, face dupla, multicamada ou flexível) determinará as densidades dos componentes que podem ser anexados. Numerosos problemas de processo e confiabilidade formam a base para a seleção dos processos de montagem de PCB que serão utilizados. Os principais processos tecnológicos são: tecnologia de montagem em superfície total (SMT), tecnologia mista (inclui SMT e furo passante revestido (PTH)) e fixação inferior.
Normalmente, em modernas instalações de montagem de eletrônicos/computadores, a tecnologia mista é utilizada, com alguns componentes sendo montados na superfície e outros conectores/componentes sendo soldados usando a tecnologia de furo passante ou refluxo de solda. Um processo de tecnologia mista "típico" é discutido abaixo, em que é utilizado um processo de montagem em superfície envolvendo fixação adesiva, solda por onda e solda por refluxo. Com a tecnologia mista, às vezes é possível refluir os componentes de montagem em superfície (SMCs) na parte superior de uma placa de dupla face e soldar os SMCs na parte inferior. Tal processo é particularmente útil quando as tecnologias de montagem em superfície e through-hole devem ser misturadas em uma única placa, que é a norma na fabricação de eletrônicos atuais. O primeiro passo é montar os SMCs na parte superior da placa, usando o processo de refluxo de solda. Em seguida, os componentes do furo passante são inseridos. A placa é então invertida e os SMCs inferiores são montados de forma adesiva na placa. A soldagem por onda dos componentes do orifício e dos SMCs inferiores é a etapa final.
As principais etapas técnicas do processo de tecnologia mista incluem:
- pré e pós limpeza
- pasta de solda e aplicação de adesivo (serigrafia e colocação (SMT e PTH))
- inserção de componentes
- cura adesiva e refluxo de solda
- fluxo (PTH)
- soldagem por onda (PTH)
- inspeção e retoque
- ensaio
- retrabalhando e reparando
- operações de suporte — limpeza de estêncil.
Uma breve discussão das importantes implicações ambientais, de saúde e segurança para cada etapa do processo é fornecida abaixo.
Pré e pós-limpeza
Os PWBs comerciais geralmente são adquiridos de um fornecedor de PWB e foram pré-limpos com solução de água deionizada (DI) para remover todos os contaminantes da superfície. Antes das preocupações com a destruição da camada de ozônio estratosférico, uma substância destruidora de ozônio, como o clorofluorcarbono (CFC), seria usada como limpeza final ou mesmo pré-limpeza pelo fabricante do dispositivo eletrônico. No final do processo de montagem do PCB, era comum o uso de uma operação de “desengorduramento a vapor” com clorofluorcarbono para remover os resíduos da operação de soldagem por fluxo/onda. Mais uma vez, devido a preocupações com a destruição do ozônio e rígidos controles regulatórios sobre a produção de CFCs, foram feitas alterações no processo que permitiram que os conjuntos PWB completos ignorassem a limpeza ou usassem apenas uma limpeza com água DI.
Aplicação de pasta de solda e adesivo (impressão e colocação de estêncil) e inserção de componentes
A aplicação de pasta de solda de chumbo/estanho na superfície do PWB permite que o componente de montagem em superfície seja anexado ao PWB e é a chave para o processo SMT. O material de solda atua como uma ligação mecânica para condução elétrica e térmica e como um revestimento para proteção de superfície e melhor soldabilidade. A pasta de solda é composta por aproximadamente 70 a 90% de matéria não volátil (peso por peso ou peso por volume):
- solda de chumbo/estanho
- uma mistura de resinas modificadas (ácidos colofônicos ou resina levemente ativada)
- ativadores (no caso de produtos “no clean”, misturas de hidrohalogenetos de amina e ácidos ou apenas ácidos carboxílicos).
Solventes (matéria volátil) compõem o restante do produto (normalmente uma mistura de álcool e glicol éter que é uma mistura patenteada).
A pasta de solda é impressa através de um estêncil, que é um padrão exato do desenho da superfície a ser adicionada à superfície PWB. A pasta de solda é empurrada através das aberturas no estêncil para os locais de almofada no PWB por meio de um rodo que atravessa lentamente o estêncil. O estêncil é então retirado, deixando os depósitos de pasta nas almofadas apropriadas no quadro. Os componentes são então inseridos no PWB. Os principais perigos de EHS estão relacionados à limpeza e higiene pessoal dos operadores que aplicam a pasta de solda na superfície do estêncil, limpam o rodo e limpam os estênceis. A concentração de chumbo na solda e a tendência da pasta de solda seca de aderir à pele e às superfícies de trabalho do equipamento/instalação requer o uso de luvas de proteção, boa limpeza das superfícies de trabalho, descarte seguro de materiais de limpeza contaminados ( e manejo ambiental) e higiene pessoal rigorosa por parte dos operadores (por exemplo, lavar as mãos com sabão antes de comer, beber ou aplicar cosméticos). Os níveis de exposição no ar geralmente estão abaixo do limite de detecção de chumbo e, se forem usadas boas tarefas domésticas/higiene pessoal, as leituras de chumbo no sangue estarão em níveis de fundo.
A aplicação do adesivo envolve a distribuição automatizada de pequenas quantidades de uma resina epóxi (normalmente uma mistura de bisfenol A-epicloridrina) na superfície do PWB e, em seguida, “pegando e colocando” o componente e inserindo-o através da resina epóxi no PWB. Os perigos EHS referem-se principalmente aos riscos de segurança mecânica das unidades "pegar e colocar", devido aos seus conjuntos mecânicos automatizados, componentes de vaivém na parte traseira das unidades e potencial para ferimentos graves se a proteção apropriada, cortinas de luz e intertravamentos de hardware não forem presente.
Cura adesiva e refluxo de solda
Os componentes que foram fixados por impressão de estêncil ou aplicação de adesivo são então transportados em um transportador mecânico de altura fixa para um forno de refusão em linha que “desativa” a solda refluindo a pasta de solda a aproximadamente 200 a 400°C. Os componentes que foram fixados pelo adesivo epóxi também passam por um forno que está abaixo do refluxo da solda e normalmente é executado em 130 a 160oC. Os componentes solventes da pasta de solda e resina epóxi são removidos durante o processo de forno, mas o componente chumbo/estanho não é volatilizado. Um resíduo do tipo teia de aranha se acumulará no duto de exaustão do forno de refluxo e um filtro de malha de metal pode ser usado para evitar isso. Ocasionalmente, os PWBs podem ficar presos no sistema transportador e superaquecer no forno, causando odores indesejáveis.
Fluxo
Para formar uma junta de solda confiável na superfície do PWB e no terminal do componente, ambos devem estar livres de oxidação e devem permanecer assim mesmo em temperaturas elevadas usadas na soldagem. Além disso, a liga de solda fundida deve molhar as superfícies dos metais a serem unidos. Isso significa que o fluxo de solda deve reagir e remover os óxidos metálicos das superfícies a serem unidas e evitar a reoxidação das superfícies limpas. Também exige que os resíduos sejam não corrosivos ou facilmente removíveis. Os fluxos para soldagem de equipamentos eletrônicos se enquadram em três grandes categorias, comumente conhecidos como fluxos à base de resina, fluxos orgânicos ou solúveis em água e fluxos sintéticos removíveis por solvente. Os fluxos de compostos orgânicos não voláteis (NVOC) com baixo teor de sólidos e “não limpos” se enquadram na categoria intermediária.
Fluxos à base de resina
Os fundentes à base de resina são os fundentes mais utilizados na indústria eletrônica, seja como fluxo de pulverização or fluxo de espuma. O fluxador pode estar contido dentro do equipamento de solda por onda ou como uma unidade autônoma posicionada na alimentação da unidade. Como base, os fluxos à base de resina têm resina natural, ou colofonia, a resina translúcida de cor âmbar obtida após a destilação da terebintina a partir do oleorresina e da resina de canal dos pinheiros. A resina é coletada, aquecida e destilada, que remove quaisquer partículas sólidas, resultando em uma forma purificada do produto natural. É um material homogêneo com um único ponto de fusão.
A colofonia é uma mistura de aproximadamente 90% de ácido resinoso, que é principalmente ácido abiético (um ácido orgânico não solúvel em água) com 10% de materiais neutros, como derivados de estilbeno e vários hidrocarbonetos. A Figura 1 fornece as estruturas químicas dos ácidos abiético e pimárico.
Figura 1. Ácidos abiético e pimárico
O constituinte ativo é o ácido abiético, que na temperatura de soldagem é quimicamente ativo e ataca o óxido de cobre na superfície do PWB, formando abieto de cobre. Os fundentes à base de colofónia têm três componentes: o solvente ou veículo, a colofónia e o ativador. O solvente simplesmente age como um veículo para o fluxo. Para ser eficaz, a resina deve ser aplicada à placa em estado líquido. Isso é conseguido dissolvendo a resina e o ativador em um sistema de solvente, normalmente álcool isopropílico (IPA) ou misturas multicomponentes de álcoois (IPA, metanol ou etanol). Em seguida, o fluxo é espumado na superfície inferior do PCB por meio da adição de ar ou nitrogênio ou pulverizado em uma mistura de “baixo teor de sólidos” que possui um teor de solvente mais alto. Esses componentes do solvente têm taxas de evaporação diferentes e um diluente deve ser adicionado à mistura do fundente para manter a composição constituinte do fundente. As principais categorias de fundentes à base de resina são: resina levemente ativa (RMA), que são os fluxos típicos em uso, aos quais se adiciona um ativador suave; e resina ativa (RA), ao qual foi adicionado um ativador mais agressivo.
O principal perigo de EHS de todos os fluxos à base de resina é a base de solvente de álcool. Os riscos de segurança estão relacionados à inflamabilidade no armazenamento e uso, classificação e manuseio como resíduo perigoso, emissões atmosféricas e sistemas de tratamento necessários para remover os VOCs e questões de higiene industrial relacionadas à inalação e exposição da pele (dérmica). Cada um desses itens requer uma estratégia de controle diferente, educação e treinamento dos funcionários e licenças/conformidade regulamentar (Association of the Electronics, Telecommunication and Business Equipment Industries 1991).
Durante o processo de soldagem por onda, o fluxo é aquecido de 183 a 399°C; produtos aerotransportados gerados incluem aldeídos alifáticos, como o formaldeído. Muitos fluxos também contêm um ativador de cloridrato de amina orgânica, que ajuda a limpar a área a ser soldada e libera ácido clorídrico quando aquecido. Outros componentes gasosos incluem benzeno, tolueno, estireno, fenol, clorofenol e álcool isopropílico. Além dos componentes gasosos do fluxo aquecido, uma quantidade significativa de partículas é criada, variando em tamanho de 0.01 mícron a 1.0 mícron, conhecido como vapores de colofonia. Verificou-se que esses materiais particulados são irritantes respiratórios e também sensibilizadores respiratórios em indivíduos sensíveis (Hausen, Krohn e Budianto 1990). No Reino Unido, os padrões de exposição aérea exigem que os níveis de vapores de colofonia sejam controlados para os níveis mais baixos possíveis (Health and Safety Commission 1992). Além disso, a Conferência Americana de Higienistas Industriais Governamentais (ACGIH) estabeleceu um valor limite separado para os produtos de pirólise da solda de núcleo de resina de 0.1 mg/m3, medido como formaldeído (ACGIH 1994). A Lead Industries Association, Inc. identifica acetona, álcool metílico, aldeídos alifáticos (medidos como formaldeído), dióxido de carbono, monóxido de carbono, metano, etano, ácido abiético e ácidos diterpenos relacionados como produtos de decomposição típicos de solda de núcleo de resina (Lead Industries Association 1990 ).
fluxos orgânicos
Fluxos orgânicos, às vezes chamados de fluxos intermediários ou fluxos solúveis em água, são compostos que são mais ativos do que os fluxos à base de resina e menos corrosivos do que os fluxos ácidos usados nas indústrias metalúrgicas. Os compostos ativos gerais desta classe de fluxos se enquadram em três grupos:
- ácidos (por exemplo, esteárico, glutâmico, láctico, cítrico)
- halogênios (por exemplo, cloridratos, brometos, hidrazina)
- amidas e aminas (por exemplo, ureia, trietanolamina).
Esses materiais e outras partes da formulação, como surfactantes para auxiliar na redução da tensão superficial da solda, são dissolvidos em polietileno glicol, solventes orgânicos, água ou geralmente uma mistura de vários deles. Fluxos orgânicos devem ser considerados corrosivos, mas podem ser limpos facilmente, com apenas água quente.
Fluxos sintéticos ativados (AS)
Enquanto os fluxos à base de resina são materiais sólidos dissolvidos em um solvente, os fluxos AS geralmente são fórmulas totalmente líquidas (solvente + fluxo). O portador de solvente é removido durante a fase de pré-aquecimento da soldagem por onda, deixando um resíduo úmido e oleoso na superfície do PWB, que deve ser limpo imediatamente após a soldagem. O principal atributo dos fluxos AS é sua capacidade de serem removidos pelo uso de um solvente adequado, normalmente à base de fluorocarbono. Com restrições ao uso de substâncias que destroem a camada de ozônio, como fluorocarbonetos (Freon TF, Freon TMS e assim por diante), o uso obrigatório desses materiais de limpeza restringiu severamente o uso dessa classe de fluxos.
Baixo teor de sólidos “não limpo” ou fluxos não VOC
A necessidade de eliminar a limpeza pós-solda de resíduos de fluxo corrosivos ou pegajosos com solventes de fluorocarbono levou ao uso generalizado de uma nova classe de fluxos. Esses fluxos são semelhantes em atividade aos fluxos RMA e têm um teor de sólidos de aproximadamente 15%. O teor de sólidos é uma medida de viscosidade e é igual à proporção de fluxo para solvente. Quanto menor o teor de sólidos, maior a porcentagem de solvente. Quanto maior o teor de sólidos, mais ativo o fluxo e maior o potencial para a necessidade de uma etapa de limpeza pós-solda. O fluxo de baixo teor de sólidos (LSF) é comumente usado na indústria eletrônica e normalmente não requer a etapa de pós-limpeza. Do ponto de vista da emissão atmosférica ambiental, o LSF eliminou a necessidade de desengorduramento de vapor de fluorocarbono de placas soldadas por onda, mas com seu maior teor de solvente, eles aumentaram a quantidade de solventes à base de álcool evaporados, resultando em níveis mais altos de VOC. Os níveis de emissão de VOC no ar são rigidamente controlados nos Estados Unidos e em muitos locais em todo o mundo. Esta situação foi abordada pela introdução de fundentes “não limpos”, que são à base de água (em vez de à base de solvente), mas contêm ativadores e resinas fundentes semelhantes. Os principais ingredientes ativos são à base de ácido dicarboxílico (2 a 3%), tipicamente ácidos glutárico, succínico e adípico. surfactantes e inibidores de corrosão (aproximadamente 1%) também estão incluídos, resultando em um pH (acidez) de 3.0 a 3.5. Esses fluxos praticamente eliminam as emissões atmosféricas de VOC e outros perigos EHS associados ao uso de fluxos à base de solvente. Os produtos de decomposição observados em fluxos à base de resina ainda são aplicáveis, e o pH suave exige que o equipamento de manuseio do fluxo seja resistente a ácidos. Algumas evidências anedóticas apontam para possíveis problemas dérmicos ou respiratórios devido aos ácidos dicarboxílicos levemente ácidos secos e inibidores de corrosão que podem se tornar um resíduo a bordo de transportadores, carrinhos e superfícies internas de equipamentos de solda por onda que utilizam esses compostos. Além disso, o componente de água desses fluxos pode não evaporar adequadamente antes de atingir o pote de solda derretida, o que pode levar a respingos da solda quente.
Soldadura em onda
A adição de fluxo à superfície inferior do PWB pode ser realizada por um fluxador localizado dentro da unidade de solda por onda ou por uma unidade autônoma na entrada da unidade de solda por onda. A Figura 2 fornece uma representação esquemática de uma unidade de solda por onda padrão com o fluxador localizado internamente. Qualquer configuração é usada para espumar ou pulverizar o fluxo no PWB.
Figura 2. Esquema da unidade de solda por onda
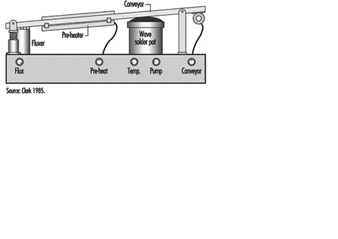
Pré-aquecimento
Os portadores de fluxo devem ser evaporados antes da soldagem. Isso é feito usando pré-aquecedores de alta temperatura para remover os componentes líquidos. Dois tipos básicos de pré-aquecedores estão em uso: radiante (hot rod) e volumétrico (ar quente). Os aquecedores radiantes são comuns nos Estados Unidos e apresentam o potencial de ignição do excesso de fluxo ou solvente ou a decomposição de um PWB caso fique imobilizado sob o pré-aquecedor. Ventilação de exaustão local é fornecida no lado do fundente/pré-aquecedor da unidade de solda por onda para capturar e esgotar os materiais de solvente/fluxo evaporados durante essas operações.
De solda
A liga de solda (normalmente 63% de estanho para 37% de chumbo) está contida em um grande reservatório chamado pote de solda, e é aquecido eletricamente para manter a solda em estado fundido. Os aquecedores incluem um poderoso aquecedor a granel para fazer o derretimento inicial e um suprimento menor de calor regulado para controlar a temperatura termostaticamente.
A soldagem bem-sucedida no nível da placa requer que o projeto do pote de solda e os sistemas de bomba de recirculação forneçam continuamente uma “onda” consistente de solda fresca. Com a soldagem, a solda pura fica contaminada com compostos oxidados de chumbo/estanho, impurezas metálicas e produtos de decomposição do fluxo. Esse escória forma-se na superfície da solda fundida, e quanto mais escória for formada, maior será a tendência para formação adicional. A escória é prejudicial ao processo de soldagem e à onda de solda. Se o suficiente se formar no pote, ele pode ser puxado para a bomba de recirculação e causar abrasão no impulsor. Os operadores de solda por onda são obrigados a remover a escória a onda de forma rotineira. Este processo envolve o operador filtrando a escória solidificada da solda fundida e coletando os resíduos para recuperação/reciclagem. O processo de remoção de escória envolve o operador abrindo fisicamente a porta de acesso traseira (normalmente uma configuração de asa de golfo) adjacente ao pote de solda e retirando manualmente a escória quente. Durante este processo, são liberadas emissões visíveis do pote que são altamente irritantes para os olhos, nariz e garganta do operador. O operador é obrigado a usar luvas térmicas, avental, óculos de segurança e protetor facial e proteção respiratória (para partículas de chumbo/estanho, gases corrosivos (HCl) e aldeído alifático (formaldeído)). Ventilação de exaustão local é fornecida do interior da unidade de solda por onda, mas o pote de solda é retirado mecanicamente do gabinete principal para permitir que o operador tenha acesso direto a ambos os lados do pote quente. Uma vez retirado, o duto de exaustão local que está montado no gabinete torna-se ineficaz para a remoção dos materiais liberados. Os principais riscos de saúde e segurança são: queimaduras térmicas de solda quente, exposição respiratória a materiais mencionados acima, lesões nas costas devido ao manuseio de lingotes de solda pesados e tambores de escória e exposição a resíduos de solda de chumbo/estanho/partículas finas durante atividades de manutenção.
Durante o processo de soldagem real, as portas de acesso são fechadas e o interior da unidade de solda por onda está sob pressão negativa devido à ventilação de exaustão local fornecida nos lados do fluxo e do pote de solda da onda. Essa ventilação e as temperaturas de operação do pote de solda (normalmente 302 a 316°C, que está logo acima do ponto de fusão da solda), resultam na formação mínima de vapores de chumbo. A exposição primária ao particulado de chumbo/estanho ocorre durante as atividades de remoção de escória e manutenção de equipamentos, desde a agitação da escória no pote, transferência para o recipiente de recuperação e limpeza de resíduos de solda. Partículas finas de chumbo/estanho são formadas durante a operação de remoção de escória e podem ser liberadas na sala de trabalho e na zona de respiração do operador de solda por onda. Várias estratégias de controle de engenharia foram concebidas para minimizar essas exposições potenciais a partículas de chumbo, incluindo a incorporação de ventilação de exaustão local ao recipiente de recuperação (consulte a figura 3), uso de aspiradores HEPA para limpeza de resíduos e dutos de exaustão flexíveis com braços articulados para posicionar ventilação na panela quente durante a remoção de escória. Deve ser proibido o uso de vassouras ou escovas para varrer resíduos de solda. Práticas rigorosas de limpeza e higiene pessoal também devem ser exigidas. Durante as operações de manutenção do equipamento de solda por onda (que são feitas semanalmente, mensalmente, trimestralmente e anualmente), vários componentes da panela quente são limpos dentro do equipamento ou removidos e limpos em um exaustor local. Essas operações de limpeza podem envolver raspagem física ou limpeza mecânica (usando uma furadeira elétrica e uma escova de aço) a bomba de solda e os defletores. Altos níveis de partículas de chumbo são gerados durante o processo de limpeza mecânica, e o processo deve ser realizado em um invólucro exausto localmente.
Figura 3. Carrinho de escória com tampa a vácuo

Inspeção, retoque e testes
As funções de inspeção visual e retoque são realizadas após a soldagem por onda e envolvem o uso de lentes de aumento/luzes de tarefa para inspeção fina e retoque de imperfeições. A função de retoque pode envolver o uso de um solda em bastão ferro de solda manual e solda de núcleo de resina ou pincelar uma pequena quantidade de fluxo líquido e solda de fio de chumbo/estanho. Os vapores visuais da solda do bastão envolvem produtos de decomposição do fluxo. Pequenas quantidades de cordão de solda de chumbo/estanho que não aderiram à junta de solda podem representar um problema de limpeza e higiene pessoal. Deve ser fornecido um ventilador adjacente à estação de trabalho para ventilação de diluição geral longe da zona de respiração do operador ou um sistema de exaustão de fumaça mais sofisticado que capture os produtos de degradação na ponta do ferro de solda ou adjacente à operação. Os vapores são então encaminhados para um sistema de exaustão de purificador de ar que incorpora filtragem HEPA para partículas e adsorção de gás de carbono ativado para aldeídos alifáticos e gases de ácido clorídrico. A eficácia desses sistemas de exaustão de solda é altamente dependente das velocidades de captura, proximidade do ponto de geração de fumaça e falta de correntes cruzadas na superfície de trabalho. O teste elétrico do PCB concluído requer equipamento e software de teste especializados.
Retrabalhando e reparando
Com base nos resultados do teste da placa, as placas defeituosas são avaliadas quanto a falhas de componentes específicos e substituídas. Este retrabalho das placas pode envolver solda em bastão. Se os componentes primários do PCB, como o microprocessador, precisarem ser substituídos, um pote de solda de retrabalho é usado para imergir a parte da placa que abriga o componente ou junta defeituosa em um pequeno pote de solda, removendo o componente e, em seguida, inserindo um novo componente funcional de volta na placa. Se o componente for menor ou mais facilmente removido, um aspirador de ar sistema que utiliza ar quente para aquecer a junta de solda e vácuo para remover a solda é empregado. O pote de solda retrabalhado é alojado dentro de um invólucro exausto localmente que fornece velocidade de exaustão suficiente para capturar os produtos de decomposição de fluxo formados quando a solda líquida é escovada na placa e o contato da solda é feito. Este pote também forma escória e requer equipamentos e procedimentos de remoção de escória (em uma escala muito menor). O sistema de aspiração de ar não precisa ser alojado dentro de um gabinete, mas a solda de chumbo/estanho removida deve ser tratada como resíduo perigoso e recuperada/reciclada.
Operações de suporte — limpeza de estêncil
A primeira etapa no processo de montagem do PCB envolveu o uso de um estêncil para fornecer o padrão de locais de ligação para a pasta de solda de chumbo/estanho a ser passada. Normalmente, as aberturas do estêncil começam a ficar entupidas e os resíduos de pasta de solda de chumbo/estanho devem ser removidos a cada turno. Uma pré-limpeza geralmente é realizada na impressora de tela para capturar contaminação grosseira no cartão, limpando a superfície do cartão com uma mistura de álcool diluído e lenços descartáveis. Para remover completamente os resíduos restantes, é necessário um processo de limpeza úmida. Em um sistema semelhante a uma grande máquina de lavar louça, água quente (57°C) e uma solução química de aminas alifáticas diluídas (monoetanol amina) são usadas para remover quimicamente a pasta de solda do estêncil. Quantidades significativas de solda de chumbo/estanho são lavadas da placa e depositadas na câmara de lavagem ou em solução no efluente de água. Este efluente requer filtração ou remoção química de chumbo e ajuste de pH para as aminas alifáticas corrosivas (usando ácido clorídrico). Os limpadores de estêncil de sistema fechado mais recentes utilizam a mesma solução de lavagem até que ela seja gasta. A solução é transferida para uma unidade de destilação e os voláteis são destilados até formar um resíduo semilíquido. Este resíduo é então tratado como um resíduo perigoso contaminado com chumbo/estanho.
Processo de montagem do computador
Depois que o PCB final é montado, ele é transferido para a operação de montagem de sistemas para incorporação no produto final do computador. Esta operação é tipicamente muito trabalhosa, com os componentes a serem montados fornecidos para as estações de trabalho individuais em carrinhos de preparação ao longo da linha de montagem mecanizada. Os principais riscos à saúde e à segurança estão relacionados à movimentação e preparação de materiais (empilhadeiras, levantamento manual), implicações ergonômicas do processo de montagem (amplitude de movimento, força de inserção necessária para “fixar” componentes, instalação de parafusos e conectores) e embalagem final , encolher embalagem e transporte. Um processo típico de montagem de computador envolve:
- preparação de chassi/caixa
- Inserção de PCB (placa mãe e filha)
- componente primário (unidade de disquete, disco rígido, fonte de alimentação, unidade de CD-ROM) inserção
- montagem da tela (somente portáteis)
- inserção de mouse e teclado (somente portáteis)
- cabeamento, conectores e alto-falantes
- montagem da tampa superior
- download de software
- teste
- retrabalho
- carregamento da bateria (somente portáteis) e embalagem
- encolher embalagem e transporte.
Os únicos produtos químicos que podem ser usados no processo de montagem envolvem a limpeza final do gabinete ou monitor do computador. Normalmente, é usada uma solução diluída de álcool isopropílico e água ou uma mistura comercial de produtos de limpeza (por exemplo, Simple Green - uma solução diluída de butil celosolve e água).
Efeitos na saúde e padrões de doenças
Como uma indústria emergente, a fabricação de semicondutores muitas vezes é vista como o epítome do local de trabalho de alta tecnologia. Devido aos rigorosos requisitos de fabricação associados à produção de múltiplas camadas de circuitos eletrônicos microdimensionais em pastilhas de silício, o ambiente de sala limpa tornou-se sinônimo de local de trabalho para esta indústria. Uma vez que alguns dos gases hidreto usados na fabricação de semicondutores (por exemplo, arsina, fosfina) foram reconhecidos cedo como produtos químicos altamente tóxicos, a tecnologia de controle de exposição por inalação sempre foi um componente importante da fabricação de wafer. Os trabalhadores de semicondutores são ainda mais isolados do processo de produção usando roupas especiais que cobrem todo o corpo (por exemplo, batas), capas de cabelo, capas de sapatos e, frequentemente, máscaras faciais (ou mesmo dispositivos respiratórios com suprimento de ar). Do ponto de vista prático, as preocupações dos empregadores com a pureza do produto resultaram, também, na proteção da exposição do trabalhador.
Além de roupas de proteção individual, sistemas altamente sofisticados de ventilação e monitoramento químico/gás do ar são usados em toda a indústria de semicondutores para detectar vazamentos de vapores de solventes químicos tóxicos, ácidos e gases hidretos em partes por milhão (ppm) ou menos. Embora, do ponto de vista histórico, a indústria tenha vivenciado freqüentes evacuações de trabalhadores das salas de fabricação de wafer, com base em vazamentos reais ou suspeitos de gases ou solventes, tais episódios de evacuação tornaram-se eventos raros devido às lições aprendidas no projeto de sistemas de ventilação, gases tóxicos /manipulação química e sistemas de monitoramento de ar cada vez mais sofisticados com amostragem contínua de ar. No entanto, o valor monetário crescente de wafers de silício individuais (juntamente com o aumento dos diâmetros dos wafers), que podem conter dezenas de microprocessadores individuais ou dispositivos de memória, pode causar estresse mental nos trabalhadores que devem manipular manualmente os recipientes desses wafers durante os processos de fabricação. A evidência de tal estresse foi obtida durante um estudo de trabalhadores de semicondutores (Hammond et al. 1995; Hines et al. 1995; McCurdy et al. 1995).
A indústria de semicondutores teve seu início nos Estados Unidos, que tem o maior número de trabalhadores da indústria de semicondutores (aproximadamente 225,000 em 1994) de qualquer país (BLS 1995). No entanto, obter estimativas válidas de emprego internacional para esta indústria é difícil devido à inclusão de trabalhadores de semicondutores com trabalhadores de “fabricação de equipamentos elétricos/eletrônicos” nas estatísticas da maioria das nações. Devido aos controles de engenharia altamente rigorosos necessários para a fabricação de dispositivos semicondutores, é mais provável que os locais de trabalho de semicondutores (ou seja, salas limpas) sejam comparáveis, em muitos aspectos, em todo o mundo. Esse entendimento, juntamente com os requisitos do governo dos EUA para registrar todas as lesões e doenças relacionadas ao trabalho significativas entre os trabalhadores dos EUA, torna a experiência de lesões e doenças de trabalho dos trabalhadores de semicondutores dos EUA uma questão altamente relevante em escala nacional e internacional. Simplificando, neste momento existem poucas fontes internacionais de informações e dados relevantes sobre segurança e experiência em saúde do trabalhador com semicondutores, além daquelas da Pesquisa Anual de Lesões e Doenças Ocupacionais do Bureau of Labor Statistics (BLS) dos EUA.
Nos Estados Unidos, que coleta dados de lesões e doenças do trabalho em todas as indústrias desde 1972, a frequência de lesões e doenças relacionadas ao trabalho entre os trabalhadores de semicondutores está entre as mais baixas de todas as indústrias manufatureiras. No entanto, foram expressas preocupações de que efeitos de saúde mais sutis possam estar presentes entre os trabalhadores de semicondutores (LaDou 1986), embora tais efeitos não tenham sido documentados.
Vários simpósios foram realizados sobre avaliação de tecnologia de controle na indústria de semicondutores, com vários dos simpósios lidando com questões ambientais e de segurança e saúde do trabalhador (ACGIH 1989, 1993).
Uma quantidade limitada de dados de acidentes de trabalho e doenças para a comunidade internacional de fabricação de semicondutores foi obtida por meio de uma pesquisa especial realizada em 1995, envolvendo casos relatados nos anos de 1993 e 1994. Esses dados da pesquisa estão resumidos abaixo.
Lesões e doenças do trabalho entre trabalhadores de semicondutores
No que diz respeito aos dados estatísticos internacionais associados a acidentes de trabalho e doenças entre trabalhadores de semicondutores, os únicos dados comparáveis parecem ser aqueles derivados de uma pesquisa de operações multinacionais de fabricação de semicondutores realizada em 1995 (Lassiter 1996). Os dados coletados nesta pesquisa envolveram as operações internacionais de fabricantes de semicondutores sediados nos Estados Unidos nos anos de 1993-94. Alguns dos dados da pesquisa incluíram outras operações além da fabricação de semicondutores (por exemplo, fabricação de computadores e unidades de disco), embora todas as empresas participantes estivessem envolvidas na indústria eletrônica. Os resultados dessa pesquisa são apresentados na figura 1 e na figura 2, que incluem dados da região Ásia-Pacífico, Europa, América Latina e Estados Unidos. Cada caso envolveu uma lesão ou doença relacionada ao trabalho que exigiu tratamento médico ou perda ou restrição do trabalho. Todas as taxas de incidência nas figuras foram calculadas como números de casos (ou dias de trabalho perdidos) por 200,000 horas de trabalho por ano. Se o total de horas trabalhadas não estivesse disponível, as estimativas médias anuais de emprego eram usadas. O denominador de 200,000 horas de trabalho é igual a 100 trabalhadores equivalentes a tempo integral por ano (assumindo 2,000 horas de trabalho por trabalhador por ano).
Figura 1. Distribuição das taxas de incidência de lesões e doenças do trabalho por setor mundial, 1993 e 1994.
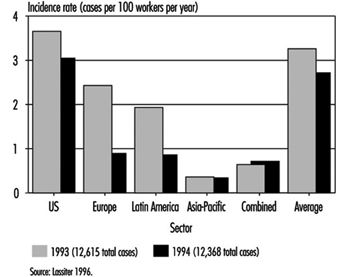
Figura 2. Distribuição das taxas de incidência de Lesões e doenças com afastamento do trabalho por setor mundial 1993 e 1994
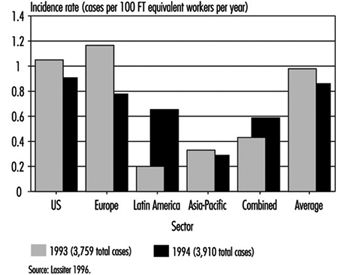
A Figura 1 mostra as taxas de incidência de doenças e acidentes de trabalho para as várias regiões do mundo na pesquisa de 1993-94. As taxas de cada país não foram incluídas para garantir a confidencialidade das empresas participantes que eram as únicas fontes de dados para determinados países. Portanto, para alguns países da pesquisa, os dados foram relatados para apenas uma única instalação. Em vários casos, as empresas combinaram todos os dados internacionais em uma única estatística. Esses últimos dados estão listados na figura 1 e na figura 2 como “Combinados”.
A incidência anual de lesões e doenças de trabalho entre todos os trabalhadores na pesquisa internacional foi de 3.3 casos por 100 empregados (200,000 horas trabalhadas) em 1993 e 2.7 em 1994. Houve 12,615 casos notificados em 1993 e 12,368 em 1994. A grande maioria dos casos (12,130 em 1993) foram provenientes de empresas norte-americanas. Esses casos foram associados a aproximadamente 387,000 trabalhadores em 1993 e 458,000 em 1994.
A Figura 2 apresenta as taxas de incidência de casos de dias de trabalho perdidos envolvendo dias de afastamento. As taxas de incidência de 1993 e 1994 foram baseadas em aproximadamente 4,000 casos de dias de trabalho perdidos para cada um dos 2 anos da pesquisa internacional. A variação internacional/regional nas taxas de incidência para esta estatística foi a mais estreita daquelas medidas. A incidência de casos de dias de trabalho perdidos pode representar as estatísticas internacionais mais comparáveis no que diz respeito à experiência em segurança e saúde do trabalhador. A taxa de incidência de dias perdidos (dias de afastamento) foi de aproximadamente 15.4 dias de afastamento por 100 trabalhadores em cada um dos 2 anos.
Os únicos dados detalhados conhecidos sobre características de casos de lesões e doenças de trabalhadores de semicondutores são aqueles compilados anualmente nos EUA pelo BLS, envolvendo casos com dias de trabalho perdidos. Os casos discutidos aqui foram identificados pelo BLS em sua pesquisa anual para o ano de 1993. Os dados obtidos desses casos aparecem na figura 3, figura 4, figura 5 e figura 6. Cada figura compara a experiência de casos de dias de trabalho perdidos para o setor privado, toda a fabricação e fabricação de semicondutores.
Figura 3. Incidência comparativa de casos de afastamentos1 por tipo de evento ou exposição, 1993
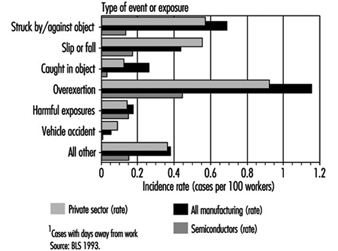
Figura 4. Incidência comparativa de casos de dias perdidos1 por fonte de lesão ou doença, 1993.
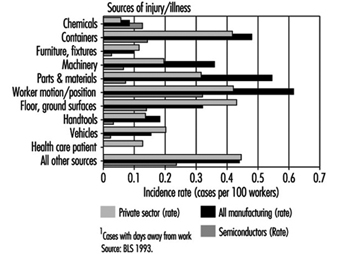
Figura 5. Incidência comparativa de casos de dias perdidos1 por natureza de lesão ou doença, 1993.
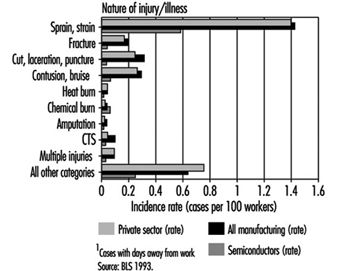
Figura 6. Incidência comparativa de casos de afastamento por parte do corpo afetada, 1993
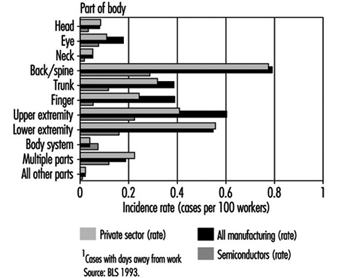
A Figura 3 compara a experiência de casos de dias de trabalho perdidos de trabalhadores de semicondutores dos EUA em 1993 com o setor privado e com toda a manufatura em relação ao tipo de evento ou exposição. As taxas de incidência para a maioria das categorias nesta figura foram muito menores para os trabalhadores da indústria de semicondutores do que para o setor privado ou toda a manufatura. Casos envolvendo esforços excessivos entre os trabalhadores de semicondutores foram menos da metade da taxa para todos os trabalhadores do setor manufatureiro. A categoria de exposição nociva (principalmente associada a exposições a substâncias químicas) foi equivalente entre os três grupos.
A figura 4 apresenta distribuições comparativas de casos de dias de trabalho perdidos de acordo com a origem da lesão ou doença. substâncias.
A Figura 5 compara as taxas de incidência de dias de trabalho perdidos associados à natureza da lesão ou doença entre os três grupos. As taxas para trabalhadores de semicondutores foram menos da metade das taxas para o setor privado e para toda a manufatura em 1993. A incidência de queimaduras químicas foi ligeiramente maior para trabalhadores de semicondutores, mas foi muito baixa para todos os três grupos de comparação. A incidência da síndrome do túnel do carpo (CTS) entre os trabalhadores de semicondutores dos EUA foi menos da metade da taxa de todas as manufaturas.
Na figura 6, está ilustrada a distribuição e incidência dos casos de afastamento do trabalho segundo a parte do corpo acometida. Embora a incidência de casos envolvendo sistemas corporais tenha sido baixa para todos os grupos de comparação, a taxa para trabalhadores de semicondutores foi ligeiramente elevada. Todas as outras partes do corpo afetadas foram muito menores para os trabalhadores de semicondutores do que para os outros dois grupos de comparação.
Estudos epidemiológicos de trabalhadores de semicondutores
A preocupação com as possíveis consequências para a saúde reprodutiva associadas ao emprego no semicondutor surgiu em 1983, quando uma funcionária da instalação de semicondutores da Digital Equipment Corporation em Hudson, Massachusetts, indicou que acreditava que havia ocorrido um excesso de abortos espontâneos entre os funcionários nas salas limpas da instalação. Essa alegação, aliada à ausência de dados internos na instalação, levou a um estudo epidemiológico da Escola de Saúde Pública da Universidade de Massachusetts em Amherst (UMass). O estudo foi iniciado em maio de 1984 e concluído em 1985 (Pastides et al. 1988).
Observou-se um risco elevado de aborto espontâneo tanto na área fotolitográfica quanto na área de difusão quando comparadas com trabalhadoras não expostas em outras áreas da instalação. O risco relativo de 1.75 foi considerado estatisticamente não significativo (p < 0.05), embora o risco relativo de 2.18 observado entre os trabalhadores das áreas de difusão tenha sido significativo. A publicação do estudo da UMass levou a preocupação em toda a indústria de semicondutores de que um estudo maior fosse necessário para validar as descobertas observadas e determinar sua extensão e possível causa.
A Associação da Indústria de Semicondutores (SIA) dos Estados Unidos patrocinou um estudo maior realizado pela Universidade da Califórnia em Davis (UC Davis) a partir de 1989. O estudo da UC Davis foi projetado para testar a hipótese de que a fabricação de semicondutores estava associada a um risco aumentado de aborto espontâneo para funcionárias de fabricação de wafers. A população do estudo foi selecionada entre 14 empresas que representavam 42 unidades produtivas em 17 estados. O maior número de sites (representando quase metade dos funcionários do estudo) foi na Califórnia.
O estudo da UC Davis consistiu em três componentes diferentes: um componente transversal (McCurdy et al. 1995; Pocekay et al. 1995); um componente de coorte histórica (Schenker et al. 1995); e um componente prospectivo (Eskenazi et al. 1995). O ponto central de cada um desses estudos foi uma avaliação da exposição (Hines et al. 1995; Hammond et al. 1995). O componente de avaliação de exposição atribuiu funcionários a um grupo de exposição relativa (ou seja, alta exposição, baixa exposição e assim por diante).
No componente histórico do estudo, foi determinado que o risco relativo de trabalhadores de fabricação, em comparação com trabalhadores de não fabricação, era de 1.45 (ou seja, 45% de excesso de risco de aborto espontâneo). O grupo de maior risco identificado no componente histórico do estudo foram mulheres que trabalhavam em fotolitografia ou operações de ataque químico. As mulheres que realizam operações de ataque químico experimentaram um risco relativo de 2.15 (RR=2.15). Além disso, foi observada uma relação dose-resposta entre as mulheres que trabalharam com qualquer fotorresistente ou revelador com relação ao aumento do risco de aborto espontâneo. Esses dados apoiaram uma associação dose-resposta para éteres de etileno glicol (EGE), mas não para éteres de propileno glicol (PGE).
Embora um risco aumentado de aborto espontâneo tenha sido observado entre as trabalhadoras de fabricação de wafer no componente prospectivo do estudo da UC Davis, os resultados não foram estatisticamente significativos (p menor que 0.05). Um pequeno número de gestações reduziu significativamente o poder do componente prospectivo do estudo. A análise por exposição ao agente químico indicou risco aumentado para as mulheres que trabalhavam com éter monoetílico de etileno glicol, mas baseou-se em apenas 3 gestações. Uma descoberta importante foi o apoio geral, e não a contradição, das descobertas do componente histórico.
O componente transversal do estudo observou um aumento nos sintomas respiratórios superiores principalmente nos grupos de trabalhadores do forno de difusão e película fina. Uma descoberta interessante foram os aparentes efeitos protetores de vários controles de engenharia relacionados à ergonomia (por exemplo, apoios para os pés e o uso de uma cadeira ajustável para reduzir lesões nas costas).
As medições de ar feitas nas fábricas de wafer descobriram que a maioria das exposições a solventes era inferior a 1% dos limites de exposição permitidos (PEL) estabelecidos pelo governo dos EUA.
Um estudo epidemiológico separado (Correa et al. 1996) foi realizado pela Universidade Johns Hopkins (JHU), envolvendo um grupo de funcionários de semicondutores da IBM Corporation em 1989. A taxa geral de aborto espontâneo observada no estudo da JHU envolvendo funcionárias de salas limpas foi de 16.6%. O risco relativo de aborto espontâneo entre trabalhadoras de salas limpas com o maior potencial de exposição a éteres de etileno glicol foi de 2.8 (95% CI = 1.4-5.6).
Discussão de estudos epidemiológicos reprodutivos envolvendo trabalhadores de semicondutores
Os estudos epidemiológicos foram notáveis na abrangência e na similaridade dos resultados. Todos esses estudos produziram resultados semelhantes. Cada estudo documentou um risco excessivo de aborto espontâneo (aborto espontâneo) para trabalhadoras de fabricação de semicondutores. Dois dos estudos (JHU e UC Davis) podem indicar uma associação causal com exposições a éteres de glicol à base de etileno. O estudo da UMass descobriu que o grupo fotográfico (aqueles expostos ao glicol éter) apresentava menos risco do que o grupo de difusão, que não tinha nenhuma exposição documentada ao glicol éter. Embora esses estudos indiquem um risco aumentado de abortos espontâneos entre os trabalhadores da fabricação de wafer, a causa desse risco excessivo não é clara. O estudo da JHU falhou em documentar um papel significativo para os éteres de glicol, e o estudo da UC Davis relacionou apenas marginalmente os éteres de glicol (através da modelagem de exposições e práticas de trabalho autorrelatadas) aos efeitos reprodutivos. Pouco ou nenhum monitoramento foi realizado em qualquer um dos estudos para determinar as exposições a éteres de glicol. Após a conclusão desses estudos, a indústria de semicondutores começou a mudar de éteres de glicol da série de etileno para substitutos como lactato de etila e éteres de glicol da série de propileno.
Conclusão
Com base nos melhores dados disponíveis sobre a incidência anual de lesões e doenças relacionadas ao trabalho, os trabalhadores de semicondutores correm menos riscos do que os trabalhadores de outros setores manufatureiros ou do setor privado (incluindo muitos setores não manufatureiros). Em uma base internacional, parece que os dados estatísticos de acidentes de trabalho e doenças associados a casos de dias de trabalho perdidos podem ser um indicador bastante confiável da experiência mundial de segurança e saúde dos trabalhadores de semicondutores. A indústria patrocinou vários estudos epidemiológicos independentes na tentativa de encontrar respostas para questões de consequências para a saúde reprodutiva relacionadas ao emprego na indústria. Embora não tenha sido estabelecida uma associação definitiva entre abortos espontâneos observados e exposições a éteres de glicol à base de etileno, a indústria começou a usar solventes fotorresistentes alternativos.
Questões ambientais e de saúde pública
Visão geral da indústria
A indústria eletrônica, comparada a outras indústrias, tem sido vista como “limpa” em termos de seu impacto ambiental. No entanto, os produtos químicos utilizados na fabricação de peças e componentes eletrônicos e os resíduos gerados criam problemas ambientais significativos que devem ser resolvidos em escala global devido ao tamanho da indústria eletrônica. Os resíduos e subprodutos derivados da fabricação de placas de circuito impresso (PWBs), placas de circuito impresso (PCBs) e semicondutores são áreas de interesse que a indústria eletrônica tem perseguido vigorosamente em termos de prevenção da poluição, tecnologia de tratamento e técnicas de reciclagem/recuperação .
Em grande medida, o incentivo para controlar a pegada ambiental dos processos eletrônicos migrou de um ímpeto ambiental para um domínio financeiro. Devido aos custos e responsabilidades associados a resíduos e emissões perigosas, a indústria eletrônica implementou e desenvolveu agressivamente controles ambientais que reduziram consideravelmente o impacto de seus subprodutos e resíduos. Além disso, a indústria eletrônica adotou uma abordagem proativa para incorporar objetivos, ferramentas e técnicas ambientais em seus negócios ambientalmente conscientes. Exemplos dessa abordagem proativa são a eliminação gradual de CFCs e compostos perfluorados e o desenvolvimento de alternativas “amigas do meio ambiente”, bem como a abordagem emergente de “design para o meio ambiente” para o desenvolvimento de produtos.
A fabricação de PWBs, PCBs e semicondutores requer o uso de uma variedade de produtos químicos, técnicas de fabricação especializadas e equipamentos. Devido aos riscos associados a esses processos de fabricação, o gerenciamento adequado de subprodutos químicos, resíduos e emissões é essencial para garantir a segurança dos funcionários da indústria e a proteção do meio ambiente nas comunidades em que residem.
Tabela 1, tabela 2 e tabela 3 apresentam um resumo dos principais subprodutos e resíduos gerados na fabricação de PWBs, PCBs e semicondutores. Além disso, as tabelas apresentam os principais tipos de impacto ambiental e os meios geralmente aceitos de mitigação e controle do fluxo de resíduos. Principalmente, os resíduos que são gerados afetam as águas residuais industriais ou o ar, ou se tornam um resíduo sólido.
Tabela 1. Geração e controles de resíduos de PWB
|
Etapas do processo |
perigoso |
Ambiental |
Controles1 |
|
Material |
nenhum |
nenhum |
nenhum |
|
Empilhar e fixar |
Metais pesados/preciosos |
Lixo sólido2 |
Reciclar/recuperar |
|
Perfuração |
Metais pesados/preciosos |
Lixo sólido2 |
Reciclar/recuperar |
|
Rebarbar |
Metais pesados/preciosos |
Lixo sólido2 |
Reciclar/recuperar |
|
Sem eletricidade |
Metais |
Águas Residuais |
precipitação química |
|
Imagiologia |
solventes |
ar |
Adsorção, condensação ou |
|
chapeamento padrão |
Corrosivos |
Águas residuais/ar |
Neutralização do pH/depuração do ar |
|
Tira, grava, tira |
Amônia |
ar |
Lavagem de ar (adsorção) |
|
Máscara de solda |
Corrosivos |
ar |
Lavagem de ar (adsorção) |
|
Revestimento de solda |
solventes |
ar |
Adsorção, condensação ou |
|
Folheado a ouro |
Corrosivos |
ar |
Lavagem de ar (adsorção) |
|
Componente |
solventes |
ar |
Condensação de adsorção ou |
1. O uso de controles de mitigação depende dos limites de descarga no local específico.
2. Um resíduo sólido é qualquer material descartado, independentemente do seu estado.
Tabela 2. Geração e controles de resíduos de PCB
|
Etapas do processo |
perigoso |
Ambiental |
Controles |
|
Limpeza |
Metais (chumbo) |
Águas Residuais |
neutralização do pH, química |
|
Pasta de solda |
Pasta de solda (chumbo/estanho) |
Lixo sólido |
Reciclar/recuperar |
|
Adesivo |
colas epóxi |
Lixo sólido |
Incineração |
|
Componente |
Fitas plásticas, bobinas e tubos |
||
|
Cura adesiva e |
|||
|
Fluxo |
Solvente (fluxo IPA) |
Lixo sólido |
Reciclagem |
|
Soldadura em onda |
Metal (escória de solda) |
Lixo sólido |
Reciclar/recuperar |
|
Inspeção e |
Metal |
Lixo sólido |
Reciclar/recuperar |
|
ensaio |
Preenchido sucateado |
Lixo sólido |
Reciclar/recuperar |
|
Retrabalho e |
Metal (escória de solda) |
Lixo sólido |
Reciclar/recuperar |
|
Suporte |
Metal |
Lixo sólido |
Reciclagem/incineração |
Tabela 3. Geração e controles de resíduos da fabricação de semicondutores
|
Etapas do processo |
perigoso |
Ambiental |
Controles |
|
Litografia/gravação |
solventes |
Lixo sólido |
Reciclar/recuperar/incineração |
|
Oxidação |
solventes |
Lixo sólido |
Reciclar/recuperar/incineração |
|
doping |
Gás venenoso (arsina, |
ar |
Substituição por líquido |
|
Deposição de vapor químico |
Metais Corrosivos |
Lixo sólido |
Incineração |
|
Metalização |
solventes |
Lixo sólido |
Incineração |
|
Montagem e teste |
solventes |
Lixo sólido |
Reciclar/recuperar/incineração |
|
Limpeza |
Corrosivos |
Águas Residuais |
neutralização do pH |
Os meios a seguir são geralmente aceitos para mitigar as emissões nas indústrias de PWB, PCB e semicondutores. Os controles escolhidos irão variar de acordo com as capacidades de engenharia, os requisitos da agência reguladora e os constituintes/concentrações específicos do fluxo de resíduos.
Controle de Águas Residuais
precipitação química
A precipitação química é geralmente usada na remoção de partículas ou metais solúveis de efluentes de águas residuais. Uma vez que os metais não se degradam naturalmente e são tóxicos em baixas concentrações, a sua remoção das águas residuais industriais é essencial. Os metais podem ser removidos das águas residuais por meios químicos, uma vez que não são muito solúveis em água; suas solubilidades dependem do pH, concentração de metal, tipo de metal e presença de outros íons. Normalmente, o fluxo de resíduos requer ajuste de pH para o nível adequado para precipitar o metal. A adição de produtos químicos às águas residuais em um esforço para alterar o estado físico dos sólidos dissolvidos e suspensos é necessária. Agentes de precipitação de cal, cáustica e sulfeto são comumente usados. Os agentes precipitantes facilitam a remoção de metais dissolvidos e suspensos por coagulação, sedimentação ou aprisionamento em um precipitado.
Um resultado da precipitação química de águas residuais é o acúmulo de lodo. Por isso, foram desenvolvidos processos de desidratação para reduzir o peso do lodo por meio de centrífugas, filtros prensa, filtros ou leitos de secagem. O lodo desidratado resultante pode então ser enviado para incineração ou aterro.
neutralização do pH
O pH (a concentração de íons de hidrogênio ou acidez) é um importante parâmetro de qualidade em águas residuais industriais. Devido aos efeitos adversos dos extremos de pH nas águas naturais e nas operações de tratamento de esgoto, o pH das águas residuais industriais deve ser ajustado antes da descarga da instalação de fabricação. O tratamento ocorre em uma série de tanques que são monitorados para a concentração de íons de hidrogênio do efluente de águas residuais. Normalmente, o ácido clorídrico ou sulfúrico é usado como neutralizante corrosivo e o hidróxido de sódio é usado como neutralizante cáustico. O agente neutralizador é medido no efluente de águas residuais para ajustar o pH da descarga ao nível desejado.
O ajuste do pH é muitas vezes necessário antes da aplicação de outros processos de tratamento de águas residuais. Tais processos incluem precipitação química, oxidação/redução, sorção de carvão ativado, separação e troca iônica.
Controle de Resíduos Sólidos
Os materiais são um resíduo sólido se forem abandonados ou descartados ao serem descartados; queimado ou incinerado; ou acumulados, armazenados ou tratados antes ou em vez de serem abandonados (Código de Regulamento Federal 40 dos EUA, Seção 261.2). Resíduos perigosos geralmente exibem uma ou mais das seguintes características: inflamabilidade, corrosividade, reatividade, toxicidade. Dependendo da característica do material/resíduo perigoso, vários meios são usados para controlar a substância. A incineração é uma alternativa de tratamento comum para resíduos de solventes e metais gerados durante a fabricação de PWB, PCB e semicondutores.
Incineração
A incineração (pós-combustão) ou destruição térmica tornou-se uma opção popular no manuseio de resíduos inflamáveis e tóxicos. Em muitos casos, resíduos inflamáveis (solventes) são usados como fonte de combustível (mistura de combustível) para incineradores térmicos e catalíticos. A incineração adequada de solventes e resíduos tóxicos fornece a oxidação completa do combustível e converte o material combustível em dióxido de carbono, água e cinzas, não deixando assim nenhum passivo associado a resíduos perigosos residuais. Os tipos comuns de incineração são incineradores térmicos e catalíticos. A seleção do tipo de método de incineração depende da temperatura de combustão, das características do combustível e do tempo de residência. Os incineradores térmicos operam em altas temperaturas e são amplamente utilizados com compostos halogenados. Os tipos de incineradores térmicos incluem forno rotativo, injeção de líquido, lareira fixa, leito fluidizado e outros incineradores de design avançado.
Os incineradores catalíticos oxidam materiais combustíveis (por exemplo, COVs) injetando uma corrente de gás aquecido através de um leito de catalisador. O leito do catalisador maximiza a área de superfície e, ao injetar uma corrente de gás aquecido no leito do catalisador, a combustão pode ocorrer a uma temperatura mais baixa do que a incineração térmica.
Emissões de ar
A incineração também é utilizada no controle das emissões atmosféricas. Absorção e adsorção também são usadas.
Absorção
A absorção de ar é normalmente usada na purificação de emissões atmosféricas corrosivas, passando o contaminante e dissolvendo-o em um líquido não volátil (por exemplo, água). O efluente do processo de absorção normalmente é descartado em um sistema de tratamento de efluentes, onde sofre ajuste de pH.
Adsorção
Adsorção é a aderência (por meio de forças físicas ou químicas) de uma molécula de gás à superfície de outra substância, denominada adsorvente. Normalmente, a adsorção é usada para extrair solventes de uma fonte de emissão de ar. Carvão ativado, alumina ativada ou gel de sílica são adsorventes comumente usados.
Reciclagem
Materiais recicláveis são usados, reutilizados ou recuperados como ingredientes em um processo industrial para fabricar um produto. A reciclagem de materiais e resíduos fornece meios ambientais e econômicos de lidar com tipos específicos de fluxos de resíduos, como metais e solventes. Materiais e resíduos podem ser reciclados internamente ou mercados secundários podem aceitar materiais recicláveis. A seleção da reciclagem como alternativa aos resíduos deve ser avaliada em relação a considerações financeiras, à estrutura regulatória e à tecnologia disponível para reciclar os materiais.
Direção futura
À medida que aumenta a demanda por prevenção da poluição e a indústria busca meios econômicos para lidar com o uso e o desperdício de produtos químicos, a indústria eletrônica deve avaliar novas técnicas e tecnologias para melhorar os métodos de manuseio de materiais perigosos e geração de resíduos. A abordagem end-of-pipe foi substituída por técnicas de design para o meio ambiente, onde as questões ambientais são abordadas ao longo de todo o ciclo de vida de um produto, incluindo: conservação de material; operações de fabricação eficientes; o uso de materiais mais ecológicos; reciclagem, regeneração e recuperação de produtos residuais; e uma série de outras técnicas que irão garantir um menor impacto ambiental para a indústria de fabricação de eletroeletrônicos. Um exemplo é a grande quantidade de água que é usada em muitos enxágues e outras etapas de processamento na indústria de microeletrônica. Em áreas com escassez de água, isso está forçando a indústria a encontrar alternativas. No entanto, é essencial garantir que a alternativa (por exemplo, solventes) não crie problemas ambientais adicionais.
Como exemplo de direções futuras no processo de PWB e PCB, a tabela 4 apresenta várias alternativas para criar práticas mais ambientalmente corretas e prevenir a poluição. As necessidades e abordagens prioritárias foram identificadas.
Tabela 4. Matriz de necessidades prioritárias
|
Necessidade prioritária (diminuindo |
Abordagem |
Tarefas selecionadas |
|
Uso mais eficiente, |
Prolongar a vida útil dos eletrolíticos e |
Pesquisa para prolongar os banhos. |
|
Reduzir os resíduos sólidos gerados |
Desenvolver e promover |
Desenvolver infraestrutura para |
|
Estabelecer melhor fornecedor |
Promover fornecedor, |
Desenvolva um modelo perigoso |
|
Minimizar o impacto de |
Reduza o uso de solda de chumbo quando |
Altere as especificações para aceitar |
|
Use processos aditivos que |
Desenvolver simplificado, |
Colaborar em projetos para |
|
Elimine manchas de orifícios no PWB |
Desenvolva resinas sem esfregaço ou |
Investigar alternativa |
|
Reduza o consumo de água |
Desenvolver o uso da água |
Modifique as especificações para reduzir |
Fonte: MCC 1994.
" ISENÇÃO DE RESPONSABILIDADE: A OIT não se responsabiliza pelo conteúdo apresentado neste portal da Web em qualquer idioma que não seja o inglês, que é o idioma usado para a produção inicial e revisão por pares do conteúdo original. Algumas estatísticas não foram atualizadas desde a produção da 4ª edição da Enciclopédia (1998)."