- Você está aqui:
-
INÍCIO

- Parte XIII. Indústrias manufatureiras

Categorias crianças

81. Aparelhos e equipamentos elétricos (7)

81. Aparelhos e equipamentos elétricos
Editor de Capítulo: NA Smith
Conteúdo
Tabelas e Figuras
Perfil Geral
NA Smith
Fabricação de baterias de chumbo-ácido
Barry P. Kelley
Baterias
NA Smith
Fabricação de cabos elétricos
David A. O'Malley
Fabricação de lâmpadas e tubos elétricos
Albert M. Zielinski
Fabricação de eletrodomésticos elétricos
NA Smith e W. Klost
Questões ambientais e de saúde pública
Pittman, Alexandre
Tabelas
Clique em um link abaixo para visualizar a tabela no contexto do artigo.
1. Composição de baterias comuns
2. Fabrico: electrodomésticos
figuras
Aponte para uma miniatura para ver a legenda da figura, clique para ver a figura no contexto do artigo.





82. Indústria de processamento de metais e metalurgia (14)
82. Indústria de processamento e trabalho de metais
Editor de Capítulo: Michael McCann
Conteúdo
Tabelas e Figuras
Operações de fundição e refino
Fundição e Refino
Pekka Roto
Fundição e Refino de Cobre, Chumbo e Zinco
Fundição e Refino de Alumínio
Bertram D. Dinman
Fundição e refino de ouro
ID Gadaskina e LA Ryzik
Processamento de metais e trabalho de metais
Fundições
Franklin E. Mirer
Forjamento e Estampagem
Roberto M. Parque
Soldagem e Corte Térmico
Philip A. Platcow e GS Lyndon
Tornos
Toni Retsch
Retificação e polimento
K. Welinder
Lubrificantes Industriais, Fluidos Metalúrgicos e Óleos Automotivos
Richard S. Kraus
Tratamento de superfície de metais
JG Jones, JR Bevan, JA Catton, A. Zober, N. Fish, KM Morse, G. Thomas, MA El Kadeem e Philip A. Platcow
Recuperação de Metal
Melvin E. Cassady e Richard D. Ringenwald, Jr.
Questões Ambientais no Acabamento de Metais e Revestimentos Industriais
Stewart Forbes
Tabelas
Clique em um link abaixo para visualizar a tabela no contexto do artigo.
1. Entradas e saídas para fundição de cobre
2. Entradas e saídas para fundição de chumbo
3. Entradas e saídas para fundição de zinco
4. Entradas e saídas para fundição de alumínio
5. Tipos de fornos de fundição
6. Entradas de materiais de processo e saídas de poluição
7. Processos de soldagem: Descrição e perigos
8. Resumo dos perigos
9. Comandos para alumínio, por operação
10. Comandos para cobre, por operação
11. Comandos para chumbo, por operação
12. Controles para zinco, por operação
13. Controles para magnésio, por operação
14. Controles para mercúrio, por operação
15. Controles para níquel, por operação
16. Controles de metais preciosos
17. Controles para cádmio, por operação
18. Controles para selênio, por operação
19. Controles para cobalto, por operação
20. Controles para estanho, por operação
21. Controles para titânio, por operação
figuras
Aponte para uma miniatura para ver a legenda da figura, clique para ver a figura no contexto do artigo.
|
|







83. Microeletrônica e Semicondutores (7)
83. Microeletrônica e Semicondutores
Editor de Capítulo: Michael E. Williams
Conteúdo
Tabelas e Figuras
Perfil Geral
Michael E. Williams
Fabricação de Semicondutores de Silício
David G. Baldwin, James R. Rubin e Afsaneh Gerami
Monitores de cristal líquido
David G. Baldwin, James R. Rubin e Afsaneh Gerami
Fabricação de Semicondutores III-V
David G. Baldwin, Afsaneh Gerami e James R. Rubin
Montagem de placa de circuito impresso e computador
Michael E. Williams
Efeitos na saúde e padrões de doenças
Donald V. Lassiter
Questões ambientais e de saúde pública
Mastigar Corky
Tabelas
Clique em um link abaixo para visualizar a tabela no contexto do artigo.
1. Sistemas fotorresistentes
2. Decapantes fotorresistentes
3. Ácidos químicos úmidos
4. Gases e materiais corroídos por plasma
5. Dopantes de formação de junções para difusão
6. Principais categorias de epitaxia de silício
7. Principais categorias de DCV
8. Limpeza de monitores de tela plana
9. Processo PWB: Meio Ambiente, Saúde e Segurança
10. Geração e controles de resíduos PWB
11. Geração e controles de resíduos de PCB
12. Geração de resíduos e controles
13. Matriz de necessidades prioritárias
figuras
Aponte para uma miniatura para ver a legenda da figura, clique para ver a figura no contexto do artigo.
|
|













84. Vidro, Cerâmica e Materiais Relacionados (3)
84. Vidro, Cerâmica e Materiais Relacionados
Editores de Capítulo: Joel Bender e Jonathan P. Hellerstein
Conteúdo
Tabelas e Figuras
Vidro, Cerâmica e Materiais Relacionados
Jonathan P. Hellerstein, Joel Bender, John G. Hadley e Charles M. Hohman
Estudo de Caso: Fibras Ópticas
George R. Osborne
Estudo de caso: gemas sintéticas
golfinho manjericão
Tabelas
Clique em um link abaixo para visualizar a tabela no contexto do artigo.
1. Constituintes típicos do corpo
2. Processos de fabricação
3. Aditivos químicos selecionados
4. Uso de refratários pela indústria nos EUA
5. Riscos potenciais de saúde e segurança
6. Lesões e doenças ocupacionais não fatais
figuras
Aponte para uma miniatura para ver a legenda da figura, clique para ver a figura no contexto do artigo.



























85. Indústria de impressão, fotografia e reprodução (6)
85. Indústria de Impressão, Fotografia e Reprodução
Editor do capítulo: David Richardson
Conteúdo
Tabelas e Figuras
Impressão e Publicação
Gordon C. Miller
Serviços de Reprodução e Duplicação
Robert W. Kilpper
Problemas de saúde e padrões de doenças
Barry R. Friedlander
Visão geral das questões ambientais
Daniel R. Inglês
Laboratórios fotográficos comerciais
David Richardson
Tabelas
Clique em um link abaixo para visualizar a tabela no contexto do artigo.
1. Exposições na indústria de impressão
2. Imprimindo riscos de mortalidade comercial
3. Exposição química no processamento
figuras
Aponte para uma miniatura para ver a legenda da figura, clique para ver a figura no contexto do artigo.






86. Carpintaria (5)
86. Carpintaria
Editor do Capítulo: Jon Parish
Conteúdo
Tabelas e Figuras
Perfil Geral
Debra Osinsky
Processos de Carpintaria
Jon K. Paróquia
Máquinas de Roteamento
Bata Wegmüller
Máquinas de aplainar madeira
Bata Wegmüller
Efeitos na saúde e padrões de doenças
Leon J. Warshaw
Tabelas
Clique em um link abaixo para visualizar a tabela no contexto do artigo.
1. Variedades de madeira venenosas, alergênicas e biologicamente ativas
figuras
Aponte para uma miniatura para ver a legenda da figura, clique para ver a figura no contexto do artigo.

















Vidro, Cerâmica e Materiais Relacionados
Este capítulo abrange os seguintes setores de produtos:
- vidro
- fibras vítreas sintéticas
- cerâmica
- azulejo de cerâmica
- cerâmica industrial
- tijolo e azulejo
- refratários
- gemas sintéticas
- fibras ópticas.
Curiosamente, a maioria desses setores não apenas tem raízes na antiguidade, mas também compartilha vários processos gerais comuns. Por exemplo, todos se baseiam fundamentalmente na utilização de matérias-primas naturais em pó ou particulados finos que são transformados pelo calor nos produtos desejados. Portanto, apesar da variedade de processos e produtos incluídos neste grupo, esses processos comuns permitem uma visão geral comum dos riscos potenciais à saúde associados a essas indústrias. Uma vez que os vários setores manufatureiros são compostos de segmentos pequenos e fragmentados (por exemplo, fabricação de tijolos) e grandes fábricas manufatureiras tecnicamente sofisticadas que empregam milhares de trabalhadores, cada setor é descrito separadamente.
Processos e perigos comuns
Existem riscos comuns de segurança e saúde encontrados na fabricação de produtos nesses setores de negócios. Os perigos e medidas de controle são discutidos em outras seções do enciclopédia. Os perigos específicos do processo são discutidos nas seções individuais deste capítulo.
Processos de matérias-primas em lote
A maioria dos processos industriais de fabricação recebe matérias-primas sólidas secas a granel ou em sacos individuais. Matérias-primas sólidas a granel são descarregadas de vagões ou caminhões rodoviários em silos, tremonhas ou misturadores por gravidade, linhas de transferência pneumática, transportadores helicoidais, transportadores de caçamba ou outra transferência mecânica. Paletes de matérias-primas ensacadas (20 a 50 kg) ou grandes contêineres de sacos de tecido a granel (0.5 a 1.0 toneladas) são descarregados de reboques de caminhões ou vagões ferroviários por empilhadeiras industriais, guindastes ou guindastes. Sacos individuais ou matérias-primas são removidos dos paletes manualmente ou com ajuda de levantamento motorizado. Matérias-primas ensacadas são normalmente carregadas em uma estação de despejo de sacos ou diretamente em funis de armazenamento ou funis de balança.
Os riscos potenciais à segurança e à saúde associados aos processos de descarga, manuseio e transferência de matérias-primas sólidas incluem:
- exposições ao ruído na faixa de 85 a 100 dBA. Vibradores pneumáticos, compressores, atuadores de válvulas, motores de acionamento de mistura, sopradores e coletores de pó são algumas das principais fontes de ruído.
- exposições a partículas em suspensão no ar respiráveis da transferência e mistura de matérias-primas sólidas granulares. As exposições dependem da composição das matérias-primas, mas geralmente podem incluir sílica (SiO2), argila, alumina, calcário, poeiras alcalinas, óxidos metálicos, metais pesados e partículas incómodas.
- riscos ergonômicos associado ao levantamento ou manuseio manual de sacos de matéria-prima, vibradores ou linhas de transferência e atividades de manutenção do sistema
- Riscos físicos de manobrar vagões ou caminhões, tráfego de caminhões industriais motorizados, trabalho em alturas elevadas, entradas em espaços confinados e contato com fontes de energia elétrica, pneumática ou mecânica - por exemplo, pontos de aperto, peças rotativas, engrenagens de acionamento, eixos, correias e polias.
Processos de queima ou fusão
A fabricação de produtos nesses setores de negócios envolve processos de secagem, fusão ou queima em fornos ou fornos. O calor para esses processos é gerado pela combustão de propano, gás natural (metano) ou óleo combustível, fusão por arco elétrico, micro-ondas, secagem dielétrica e/ou aquecimento por resistência com eletricidade. Os riscos potenciais apresentados pelos processos de queima ou fusão incluem:
- exposições a produtos de combustão como monóxido de carbono, óxidos de nitrogênio (NOx) e dióxido de enxofre
- fumos e partículas de matérias-primas transportadas pelo ar (por exemplo, sílica, metais, pós alcalinos) ou subprodutos (por exemplo, fluoreto de hidrogênio, cristobalita, vapores de metais pesados)
- fogo ou explosão associados a sistemas de combustível usados para calor de processo ou combustível para empilhadeiras; perigos potenciais de incêndio ou explosão associados a tanques de armazenamento de combustível inflamável, sistemas de tubulação de distribuição e vaporizadores. Os sistemas de combustível de reserva ou reserva usados com pouca frequência para cortes de gás natural podem apresentar problemas semelhantes de incêndio ou explosão.
- exposição à radiação infravermelha de material fundido, o que pode aumentar o risco de catarata por calor ou queimaduras na pele
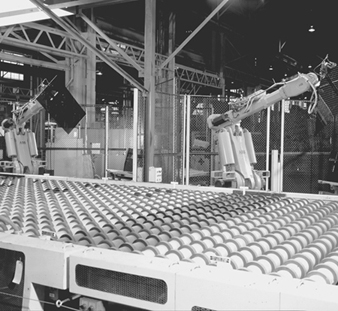
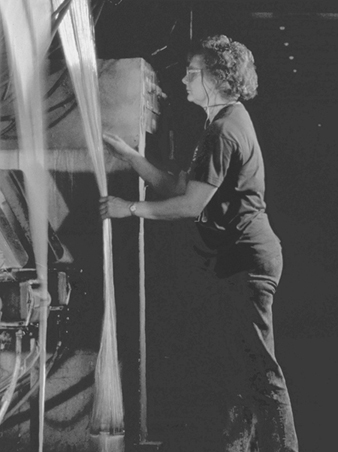
- energia radiante e estresse térmico. O ambiente de trabalho em torno de fornalhas ou fornos pode ser extremamente quente. Problemas significativos de estresse térmico podem ocorrer quando o trabalho de reparo de emergência ou manutenção de rotina é realizado próximo ou acima dos processos de queima ou fusão. Queimaduras térmicas graves podem resultar do contato direto da pele com superfícies quentes ou materiais fundidos (veja a figura 1).
Figura 1. Técnico de controle de qualidade

- perigos da energia elétrica. O contato direto com energia elétrica de alta voltagem usada para aquecimento de resistência para complementar os processos movidos a combustível apresenta um risco de eletrocussão e possíveis problemas de saúde sobre a exposição a campos eletromagnéticos (EMF). Campos magnéticos e elétricos fortes podem interferir potencialmente em marca-passos e outros dispositivos médicos implantados.
- exposições ao ruído acima de 85 a 90 dBA de sopradores de combustão, tremonhas ou misturadores, processos de alimentação e transportadores.
manuseio na produção, fabricação, embalagem e armazenamento
Os processos de manuseio de materiais, fabricação e embalagem diferem em grande parte neste setor de negócios, assim como o tamanho, a forma e o peso dos produtos. A alta densidade de materiais neste setor ou configurações volumosas apresentam riscos comuns de manuseio de materiais. O levantamento manual e o manuseio de materiais na produção, fabricação, embalagem e armazenamento nesta indústria são responsáveis por muitas lesões incapacitantes. (Consulte a seção “Perfil de lesões e doenças” abaixo.) Os esforços de redução de lesões estão concentrados na redução do levantamento manual e manuseio de materiais. Por exemplo, designs inovadores de embalagem, robótica para empilhamento e paletização de produtos acabados e veículos de transporte guiados automaticamente para armazenamento estão começando a ser usados em partes selecionadas desse setor de negócios para eliminar o manuseio manual de materiais e lesões associadas. O uso de transportadores, auxiliares de elevação tripulados (por exemplo, guindastes a vácuo) e plataformas de tesoura para manusear e paletizar produtos são práticas comuns de manuseio de materiais atualmente (consulte a figura 2).
Figura 2. Auxiliar de elevação a vácuo sendo usado

O uso da robótica para eliminar o manuseio manual de materiais está desempenhando um papel importante na prevenção de lesões ergonômicas. A robótica reduziu as tensões ergonômicas e lesões graves por laceração que foram historicamente associadas ao manuseio de materiais (por exemplo, vidro plano) na força de trabalho da produção (consulte a figura 3). No entanto, o aumento da utilização da robótica e da automação de processos introduz riscos de máquinas móveis e energia elétrica, que transformam os tipos de riscos e também transferem os riscos para outros trabalhadores (da produção aos trabalhadores da manutenção). Projetos adequados de controles eletrônicos e sequenciamento lógico, proteções de máquinas, práticas de bloqueio total de energia e estabelecimento de procedimentos seguros de operação e manutenção são formas fundamentais de controlar lesões aos trabalhadores de manutenção e produção.
Figura 3. Robótica utilizada no vidro plano
Actividades de reconstrução e reconstrução
Numerosos perigos potenciais de saúde e segurança são encontrados durante grandes reformas periódicas ou reparos a frio em fornalhas ou fornos. Uma ampla gama de riscos associados às atividades de construção pode ser encontrada. Os exemplos incluem: riscos ergonômicos no manuseio de materiais (por exemplo, tijolos refratários); exposições aéreas a sílica, amianto, fibras cerâmicas refratárias ou material particulado contendo metais pesados, durante a demolição, ou subprodutos de corte e soldagem; estresse por calor; trabalho em altura elevada; riscos de escorregar, tropeçar ou cair; riscos em espaços confinados (consulte a figura 4); e contato com fontes de energia perigosas.
Figura 4. Entrada em espaço confinado

Vidro
perfil geral
O vidro foi formado naturalmente a partir de elementos comuns na crosta terrestre muito antes de alguém pensar em experimentar sua composição, moldar sua forma ou dar-lhe a miríade de usos que ele desfruta hoje. A obsidiana, por exemplo, é uma combinação natural de óxidos fundidos por intenso calor vulcânico e vitrificado (transformado em vidro) por resfriamento rápido do ar. Sua cor preta opaca vem das quantidades relativamente altas de óxido de ferro que contém. Sua durabilidade química e dureza se comparam favoravelmente com muitos vidros comerciais.
A tecnologia do vidro evoluiu por 6,000 anos e alguns princípios modernos remontam aos tempos antigos. A origem dos primeiros vidros sintéticos perde-se na antiguidade e nas lendas. Faiança foi feito pelos egípcios, que moldavam estatuetas de areia (SiO2), o óxido formador de vidro mais popular. Foi revestido com natrão, o resíduo deixado pela inundação do rio Nilo, que era composto principalmente de carbonato de cálcio (CaCO3), carbonato de sódio (Na2CO3), sal (NaCl) e óxido de cobre (CuO). O aquecimento abaixo de 1,000 °C produziu um revestimento vítreo pela difusão dos fluxos, CaO e Na2O na areia e sua subsequente reação de estado sólido com a areia. O óxido de cobre deu ao artigo uma atraente cor azul.
De acordo com a definição dada por Morey: “O vidro é uma substância inorgânica em uma condição que é contínua e análoga ao estado líquido dessa substância, mas que, como resultado de uma mudança reversível na viscosidade durante o resfriamento, atingiu um grau de viscosidade tão alto que seja, para todos os propósitos práticos, rígido”. A ASTM define o vidro como “um produto inorgânico de fusão que esfriou até uma condição rígida sem cristalizar”. Tanto os materiais orgânicos quanto os inorgânicos podem formar vidros se sua estrutura não for cristalina - isto é, se eles não tiverem ordem de longo alcance.
Um desenvolvimento muito importante na tecnologia do vidro foi o uso de um tubo de sopro (veja a figura 5), que foi usado pela primeira vez aproximadamente 100 anos antes de Cristo. A partir de então, houve um rápido desenvolvimento na técnica de fabricação do vidro.
Figura 5. O tubo de sopro

O primeiro vidro foi colorido devido à presença de várias impurezas, como óxidos de ferro e cromo. O vidro praticamente incolor foi fabricado pela primeira vez há cerca de 1,500 anos.
Naquela época, a fabricação de vidro estava se desenvolvendo em Roma e, de lá, mudou-se para muitos outros países da Europa. Muitas obras de vidro foram construídas em Veneza, e um importante desenvolvimento ocorreu lá. No século 13, muitas das fábricas de vidro foram transferidas de Veneza para uma ilha próxima, Murano. Murano ainda é um centro de produção de vidro artesanal na Itália.
No século 16, o vidro era feito em toda a Europa. Agora, o vidro boêmio da República Tcheca é bem conhecido por sua beleza e fábricas de vidro no Reino Unido e na Irlanda produzem utensílios de mesa de cristal de chumbo de alta qualidade. A Suécia é outro país que abriga a produção artística de cristais de vidro.
Na América do Norte, o primeiro estabelecimento industrial de qualquer tipo foi uma fábrica de vidro. Os colonos ingleses começaram a produzir vidro no início do século XVII em Jamestown, Virgínia.
Hoje o vidro é fabricado na maioria dos países em todo o mundo. Muitos produtos de vidro são feitos em linhas de processamento totalmente automáticas. Embora o vidro seja um dos materiais mais antigos, suas propriedades são únicas e ainda não totalmente compreendidas.
A indústria do vidro hoje é composta por vários segmentos de mercado importantes, que incluem o mercado de vidro plano, o mercado de utilidades domésticas, o mercado de recipientes de vidro, a indústria de vidro óptico e o segmento de mercado de vidro científico. Os mercados de vidro óptico e científico tendem a ser muito organizados e são dominados por um ou dois fornecedores na maioria dos países. Esses mercados também são muito menores em volume do que os mercados baseados no consumidor. Cada um desses mercados se desenvolveu ao longo dos anos por meio de inovações em tecnologia específica de vidro ou avanços na fabricação. A indústria de embalagens, por exemplo, foi impulsionada pelo desenvolvimento de máquinas de fabricação de garrafas de alta velocidade desenvolvidas no início de 1900. A indústria do vidro plano avançou significativamente com o desenvolvimento do processo de vidro float no início dos anos 1960. Ambos os segmentos são negócios multibilionários em todo o mundo hoje.
Os utensílios domésticos de vidro se enquadram em quatro categorias gerais:
- talheres (incluindo talheres, xícaras e canecas)
- Drinkware
- assadeira (ou forno)
- panelas de cima do fogão.
Embora as estimativas mundiais sejam difíceis de obter, o mercado de utilidades domésticas de vidro é, sem dúvida, da ordem de US$ 1 bilhão apenas nos Estados Unidos. Dependendo da categoria específica, uma variedade de outros materiais competem por participação no mercado, incluindo cerâmica, metais e plásticos.
Processos de fabricação
O vidro é um produto inorgânico de fusão que esfriou até uma condição rígida sem cristalizar. O vidro é tipicamente duro e quebradiço e tem uma fratura concoidal. O vidro pode ser fabricado para ser colorido, translúcido ou opaco variando os materiais amorfos ou cristalinos dissolvidos que estão presentes.
Quando o vidro é resfriado a partir do estado fundido quente, ele aumenta gradualmente sua viscosidade sem cristalização em uma ampla faixa de temperatura, até assumir sua forma característica dura e quebradiça. O resfriamento é controlado para evitar a cristalização ou alta tensão.
Embora qualquer composto que tenha essas propriedades físicas seja teoricamente um vidro, a maioria dos vidros comerciais se divide em três tipos principais e possui uma ampla gama de composições químicas.
- Copos de sílica de cal sodada são os vidros mais importantes em termos de quantidade produzida e variedade de usos, incluindo quase todos os vidros planos, recipientes, vidraria doméstica de baixo custo e lâmpadas elétricas.
- Óculos de chumbo-potassa-sílica contêm uma proporção variável, mas geralmente alta, de óxido de chumbo. A fabricação de vidros ópticos aproveita o alto índice de refração desse tipo de vidro; vidro doméstico e decorativo soprado à mão faz uso de sua facilidade de corte e polimento; aplicações elétricas e eletrônicas tira proveito de sua alta resistividade elétrica e proteção contra radiação.
- vidros de borosilicato têm baixa expansão térmica e são resistentes ao choque térmico, o que os torna ideais para forno doméstico e vidraria de laboratório e para fibra de vidro para reforços plásticos.
Um lote de vidro comercial consiste em uma mistura de vários ingredientes. No entanto, a maior fração do lote é composta de 4 a 6 ingredientes, escolhidos entre materiais como areia, calcário, dolomita, carbonato de sódio, bórax, ácido bórico, materiais feldspáticos, chumbo e compostos de bário. O restante do lote consiste em vários ingredientes adicionais, escolhidos de um grupo de cerca de 15 a 20 materiais comumente referidos como ingredientes secundários. Estas últimas adições são adicionadas com o objetivo de fornecer alguma função ou qualidade específica, como a cor, que deve ser realizada durante o processo de preparação do vidro.
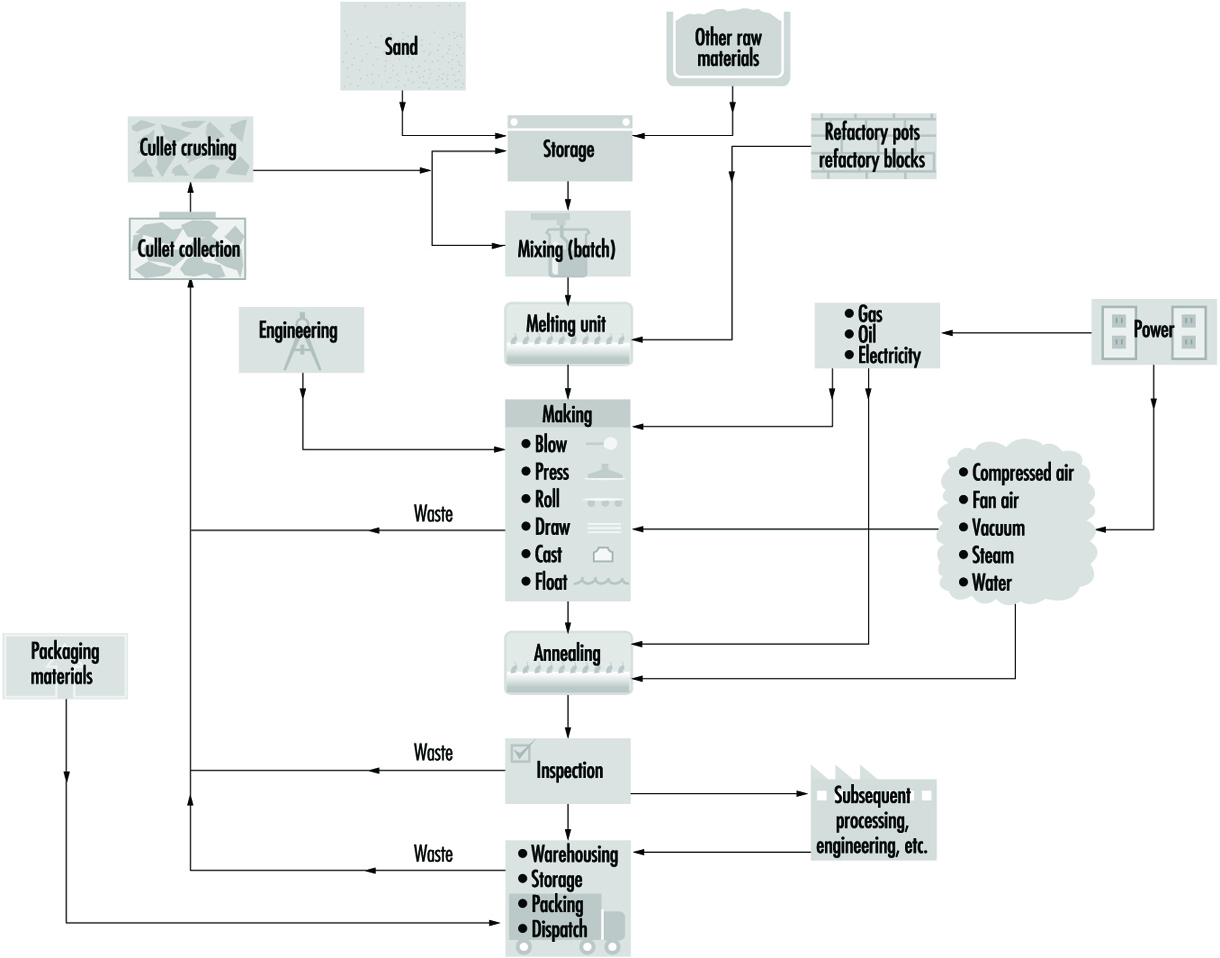
A Figura 6 ilustra os princípios básicos da fabricação de vidro. As matérias-primas são pesadas, misturadas e, após a adição dos cacos de vidro (caco de vidro), levadas ao forno para fusão. Pequenos potes de até 2 toneladas de capacidade ainda são usados para a fusão de vidro para cristais soprados à mão e vidros especiais necessários em pequena quantidade. Várias panelas são aquecidas juntas em uma câmara de combustão.
Figura 6. Os processos e materiais envolvidos
Na fabricação mais moderna, a fusão ocorre em grandes fornos regenerativos, recuperativos ou elétricos construídos com material refratário e aquecidos por óleo, gás natural ou eletricidade. O reforço elétrico e a fusão elétrica a frio foram comercializados e tornaram-se amplamente utilizados globalmente no final dos anos 1960 e 1970. A força motriz por trás da fusão elétrica a frio era o controle de emissão, enquanto o reforço elétrico era geralmente usado para melhorar a qualidade do vidro e aumentar o rendimento.
Os fatores econômicos mais significativos relativos ao uso de eletricidade para fusão de fornos de vidro estão relacionados aos custos de combustível fóssil, disponibilidade de vários combustíveis, custos de eletricidade, custos de capital para equipamentos e assim por diante. No entanto, em muitos casos, a principal razão para o uso de fusão ou reforço elétrico é o controle ambiental. Vários locais em todo o mundo já possuem ou devem ter em breve regulamentações ambientais que restringem estritamente a descarga de vários óxidos ou material particulado em geral. Assim, os fabricantes em muitos locais enfrentam a possibilidade de reduzir o rendimento da fusão do vidro, instalar mangas ou precipitadores para lidar com gases residuais de combustão ou modificar o processo de fusão e incluir fusão elétrica ou reforço. As alternativas para tal modificação podem, em alguns casos, ser paralisações da planta.
A parte mais quente do forno (superestrutura) pode estar entre 1,600 e 2,800°C. O resfriamento controlado reduz a temperatura do vidro para 1,000 a 1,200°C no ponto em que o vidro sai do forno. Além disso, todos os tipos de vidro são submetidos a um resfriamento controlado adicional (recozimento) em um forno especial ou lehr. O processamento subsequente dependerá do tipo de processo de fabricação.
O sopro automático é usado em máquinas para a produção de garrafas e lâmpadas, além do tradicional vidro soprado à mão. Formas simples, como em isoladores, tijolos de vidro, blocos de lentes e assim por diante, são prensadas em vez de sopradas. Alguns processos de fabricação usam uma combinação de sopro mecânico e prensagem. O vidro aramado e figurado é laminado. A folha de vidro é retirada do forno por um processo vertical que lhe confere uma superfície com acabamento a fogo. Devido aos efeitos combinados de desenho e gravidade, algumas pequenas distorções são inevitáveis.
O vidro plano passa por rolos refrigerados a água em um lehr de recozimento. É livre de distorção. Danos na superfície podem ser removidos por esmerilhamento e polimento após a fabricação. Este processo foi largamente substituído pelo processo do vidro float, que foi introduzido nos últimos anos (ver figura 7). O processo float possibilitou a fabricação de um vidro que combina as vantagens da chapa e da chapa. O vidro float tem uma superfície com acabamento de fogo e está livre de distorção.
Figura 7. Processo de flutuação contínua
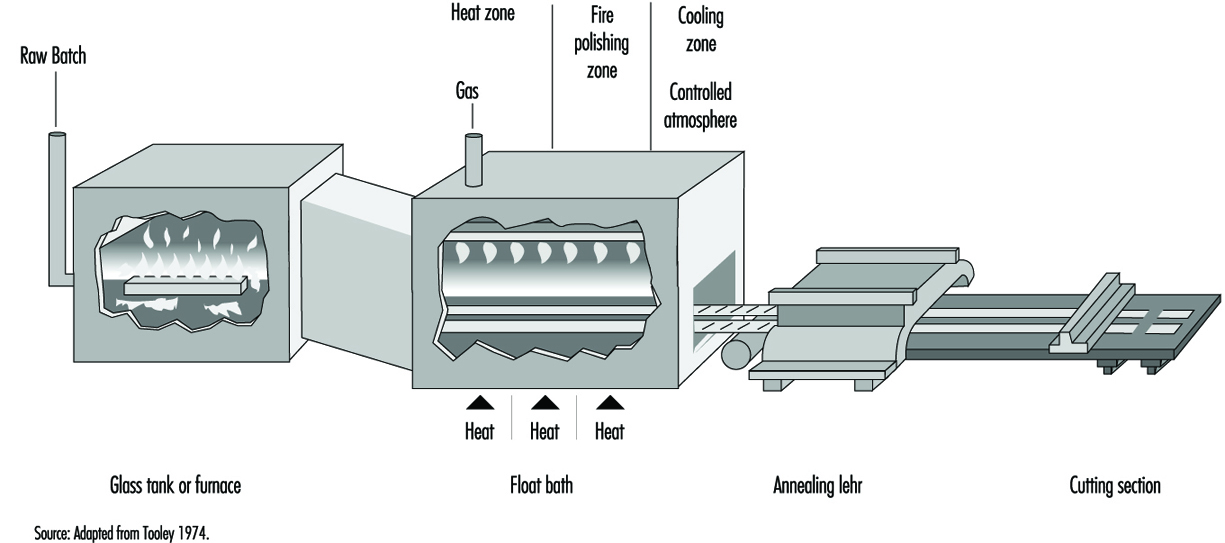
No processo de flutuação, uma fita contínua de vidro sai de um forno de fusão e flutua ao longo da superfície de um banho de estanho fundido. O vidro está em conformidade com a superfície perfeita do estanho derretido. Na sua passagem sobre a lata, a temperatura é reduzida até que o vidro esteja suficientemente duro para ser alimentado nos rolos do lehr de recozimento sem marcar sua superfície inferior. Uma atmosfera inerte no banho evita a oxidação do estanho. O vidro, após o recozimento, não requer tratamento adicional e pode ser processado por corte e embalagem automáticos (ver figura 8).
Figura 8. Fita de vidro float saindo do lehr

A tendência da nova arquitetura residencial e comercial para a inclusão de mais área envidraçada, e a necessidade de reduzir o consumo de energia, colocou uma ênfase crescente na melhoria da eficiência energética das janelas. Filmes finos depositados na superfície do vidro fornecem baixa emissividade ou propriedades de controle solar. A comercialização de tais produtos revestidos de commodities requer uma tecnologia de deposição de grande área e baixo custo. Como resultado, um número crescente de linhas de fabricação de vidro float está equipado com sofisticados processos de revestimento on-line.
Nos processos de deposição química de vapor (CVD) comumente usados, uma mistura gasosa complexa é colocada em contato com o substrato quente, onde reage piroliticamente para formar um revestimento na superfície do vidro. Em geral, o equipamento de revestimento consiste em estruturas termicamente controladas que são suspensas sobre a largura da fita de vidro. Eles podem estar localizados no banho de estanho, no fosso do lehr ou no lehr. A função dos revestidores é fornecer uniformemente os gases precursores ao longo da largura da fita de maneira controlada por temperatura e extrair com segurança os subprodutos dos gases de exaustão da região de deposição. Para várias pilhas de revestimento, vários revestimentos são usados em série ao longo da fita de vidro.
Para o tratamento dos subprodutos dos gases de escape gerados por tais processos em grande escala, são normalmente suficientes as técnicas de depuração húmida com um filtro prensa convencional. Quando os gases efluentes não reagem facilmente ou são umedecidos por soluções aquosas, a incineração é a opção principal.
Alguns vidros ópticos são reforçados quimicamente por processos que envolvem a imersão do vidro por várias horas em banhos de alta temperatura contendo sais fundidos de, normalmente, nitrato de lítio e nitrato de potássio.
Vidro de segurança é de dois tipos principais:
- Vidro temperado é feito por pré-tensão por aquecimento e resfriamento rápido de peças de vidro plano de forma e tamanho desejados em fornos especiais.
- Vidro laminado é formado pela união de uma folha de plástico (geralmente polivinil butiral) entre duas folhas finas de vidro plano.
Fibras Vítreas Sintéticas
perfil geral
As fibras vítreas sintéticas são produzidas a partir de uma ampla variedade de materiais. São silicatos amorfos fabricados a partir de vidro, rocha, escória ou outros minerais. As fibras produzidas são fibras contínuas e descontínuas. Em geral, as fibras contínuas são fibras de vidro passadas por bicos e usadas para reforçar outros materiais, como plásticos, para produzir materiais compósitos com propriedades únicas. As fibras descontínuas (geralmente conhecidas como lãs) são utilizadas para diversos fins, mais comumente para isolamento térmico e acústico. As fibras vítreas sintéticas, para os propósitos desta discussão, foram divididas em fibras de vidro contínuas, com as lãs de isolamento feitas de fibras de vidro, rocha ou escória, e fibras cerâmicas refratárias, que são geralmente silicatos de alumínio.
A possibilidade de transformar vidro amaciado pelo calor em fibras finas era conhecida pelos fabricantes de vidro na antiguidade e é, na verdade, mais antiga que a técnica de sopro de vidro. Muitos dos primeiros vasos egípcios eram feitos enrolando fibras de vidro grossas em um mandril de argila de formato adequado, depois aquecendo o conjunto até que as fibras de vidro fluíssem umas para as outras e, após o resfriamento, removendo o núcleo de argila. Mesmo após o advento do sopro de vidro no século I dC, a técnica de fibra de vidro ainda era empregada. Os vidreiros venezianos dos séculos 1 e 16 o usavam para decorar objetos de vidro. Neste caso, feixes de fibras brancas opacas foram enrolados na superfície de um recipiente de vidro soprado transparente simples (por exemplo, um cálice) e então fundidos nele por aquecimento.
Apesar da longa história de usos geralmente decorativos ou artísticos de fibras de vidro, o uso generalizado não surgiu novamente até o século XX. A produção comercial inicial de fibras de vidro nos EUA ocorreu na década de 20, enquanto na Europa o uso inicial ocorreu alguns anos antes. Lãs de rocha e escória foram produzidas vários anos antes disso.
A fabricação e uso de fibras vítreas sintéticas é uma indústria global multibilionária, uma vez que esses materiais úteis se tornaram um componente importante da sociedade moderna. Seus usos como isolantes resultaram em uma enorme redução nos requisitos de energia para aquecimento e resfriamento de edifícios, e essa economia de energia resultou em uma redução significativa na poluição global associada à produção de energia. Estima-se que o número de aplicações de filamentos de vidro contínuo como reforço para uma infinidade de produtos, desde artigos esportivos a chips de computador e aplicações aeroespaciais, seja superior a 30,000. O desenvolvimento e a ampla comercialização de fibras cerâmicas refratárias ocorreram na década de 1970, e essas fibras continuam a desempenhar um papel importante na proteção de trabalhadores e equipamentos em uma variedade de processos de fabricação de alta temperatura.
Processos de fabricação
Filamentos de vidro contínuos
Os filamentos de vidro são formados puxando o vidro fundido através de buchas de metais preciosos em filamentos finos de diâmetro quase uniforme. Devido aos requisitos físicos das fibras quando usadas como reforços, seus diâmetros são relativamente grandes em comparação com os das lãs isolantes. Quase todos os filamentos contínuos de vidro têm diâmetros de 5 a 15 μm ou mais. Esses grandes diâmetros, juntamente com a estreita faixa de diâmetros produzidos durante a fabricação, eliminam quaisquer potenciais efeitos respiratórios crônicos, pois as fibras são muito grandes para serem inaladas no trato respiratório inferior.
As fibras de vidro contínuas são feitas pela rápida atenuação de gotas de vidro fundido que exsudam através de bocais sob gravidade e suspensas por eles. O equilíbrio dinâmico entre as forças de tensão superficial e atenuação mecânica resulta na gota de vidro assumindo a forma de um menisco mantido na abertura anular do bocal e afinando para o diâmetro da fibra que está sendo estirada. Para que a trefilação seja bem-sucedida, o vidro deve estar dentro de uma faixa estreita de viscosidades (ou seja, entre 500 e 1,000 poises). Em viscosidades mais baixas, o vidro é muito fluido e cai dos bocais como gotas; neste caso, a tensão superficial domina. Em viscosidades mais altas, a tensão na fibra durante a atenuação é muito alta. A taxa de fluxo de vidro através do bocal também pode se tornar muito baixa para manter um menisco.
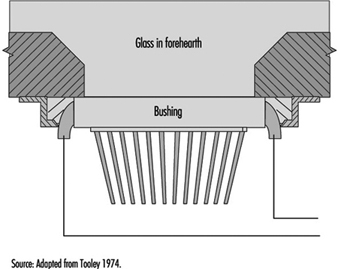
A função da bucha é fornecer uma placa contendo várias centenas de bicos a uma temperatura uniforme e condicionar o vidro a essa temperatura uniforme de modo que as fibras estiradas tenham diâmetro uniforme. A Figura 9 mostra um diagrama esquemático das principais características de uma bucha de fundição direta presa a um forehearth do qual retira um suprimento de vidro fundido muito próximo da temperatura na qual o vidro passará pelos bocais; neste caso, portanto, a função básica da bucha é também sua única função.
Figura 9. Esquema da bucha de fusão direta
No caso de uma bucha operando a partir de mármores, uma segunda função é necessária - ou seja, primeiro derreter os mármores antes de condicionar o vidro à temperatura correta de extração de fibras. Uma bucha de mármore típica é mostrada na figura 10. A linha tracejada dentro da bucha é uma placa perfurada que retém as bolinhas de gude não derretidas.
Figura 10. Esquema de uma bucha de mármore
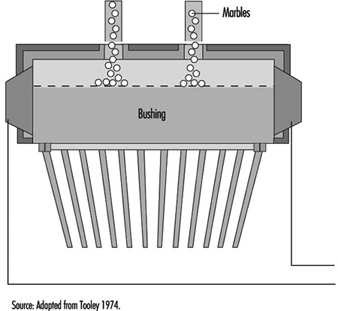
O projeto de buchas é em grande parte empírico. Por questões de resistência ao ataque do vidro fundido e estabilidade nas temperaturas necessárias para trefilação das fibras, as buchas são feitas de ligas de platina; são usados 10% de ródio-platina e 20% de ródio-platina, sendo este último mais resistente à distorção em temperaturas elevadas.
Antes que as fibras individuais que estão sendo extraídas de uma bucha sejam reunidas e consolidadas em um fio ou em uma multiplicidade de fios, elas são revestidas com um tamanho de fibra. Esses tamanhos de fibra são basicamente de dois tipos:
- tamanhos de óleo de amido geralmente aplicados a fibras destinadas à tecelagem em tecidos finos ou operações semelhantes
- agente de codificação mais tamanhos formadores de filme aplicados a fibras destinadas ao reforço direto de plásticos e borracha.
Depois que a fibra é formada, uma camada protetora de colagem orgânica é aplicada em um aplicador e os filamentos contínuos são reunidos em um fio multifilamento (ver figura 11) antes de serem enrolados em um tubo de enrolamento. Os aplicadores funcionam permitindo que o leque de fibras, quando com cerca de 25 a 45 mm de largura e a caminho da sapata de coleta abaixo do aplicador, passe sobre uma superfície móvel coberta com um filme do tamanho da fibra.
Figura 11. Filamentos de vidro têxtil
Existem basicamente dois tipos de aplicações:
- aplicadores de rolos, feitos de borracha, cerâmica ou grafite, nos quais a fibra corre sobre a superfície do rolo revestida com uma película do tamanho da fibra
- aplicadores de correia, em que em uma extremidade a correia passa sobre um rolo acionador que mergulha a correia no tamanho da fibra e na outra extremidade passa sobre uma barra fixa de aço cromado duro em cuja posição as fibras tocam a correia para pegar o tamanho.
O revestimento protetor e o processo de coleta de fibras podem variar dependendo dos tipos de tecido ou fibra de reforço sendo produzidos. O objetivo básico é revestir as fibras com cola, juntá-las em um cordão e posicioná-las em um tubo removível na pinça com a mínima tensão necessária.
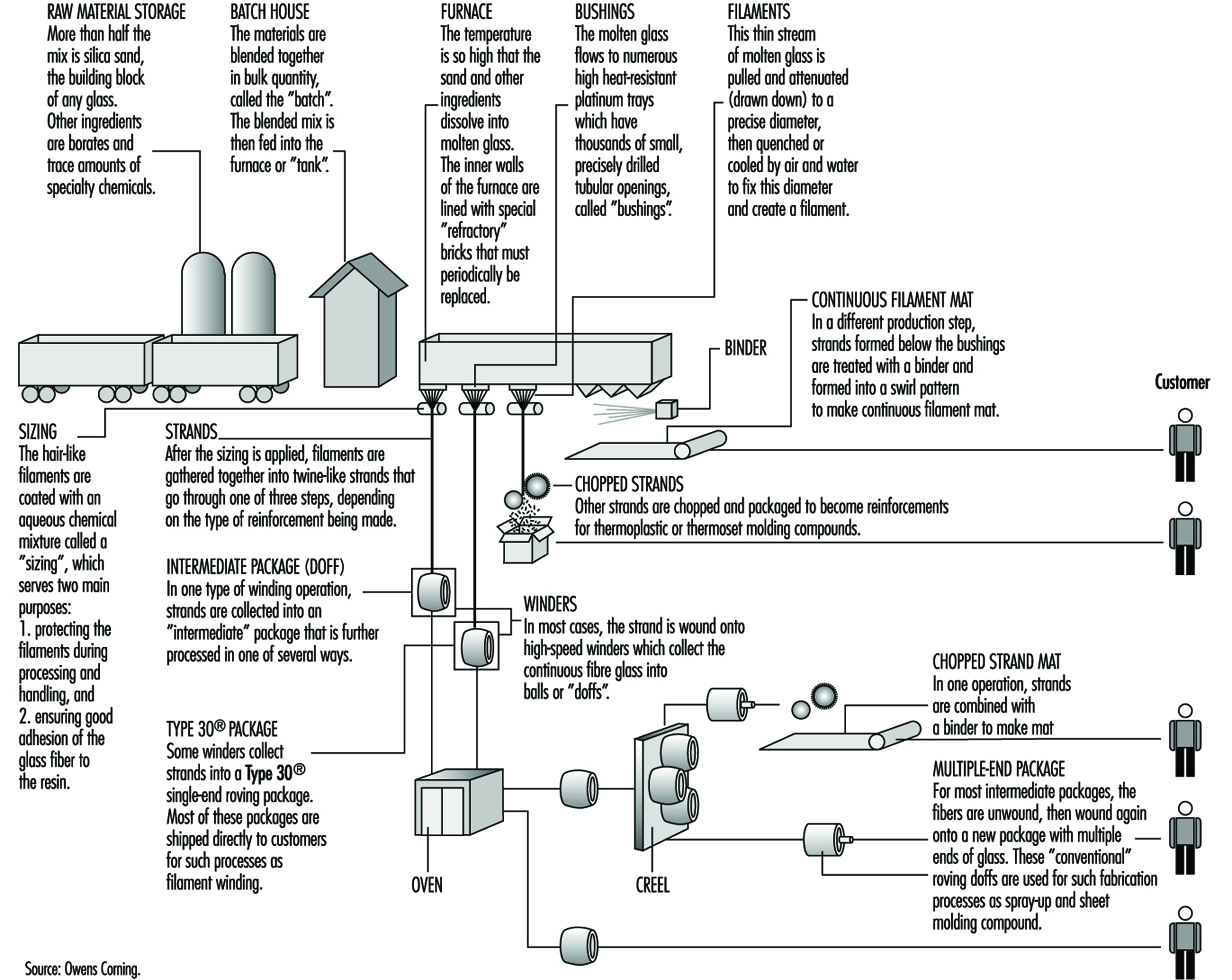
A Figura 12 mostra o processo de fabricação de vidro contínuo.
Figura 12. Fabricação de vidro de filamento contínuo
Fabricação de lã isolante
Em contraste com os filamentos contínuos, as fibras das lãs isolantes e das fibras cerâmicas refratárias são feitas em processos de alta energia nos quais o material fundido é jogado em discos giratórios ou em uma série de rodas giratórias. Esses métodos resultam na produção de fibras com uma faixa de diâmetros muito mais ampla do que a vista com filamentos contínuos. Assim, todas as lãs de isolamento e fibras cerâmicas contêm uma fração das fibras com diâmetros inferiores a 3.0 μm; estes podem se tornar respiráveis se fraturados em comprimentos relativamente curtos (menos de 200 a 250 μm). Dados extensos estão disponíveis sobre exposições a fibras vítreas sintéticas respiráveis no local de trabalho.
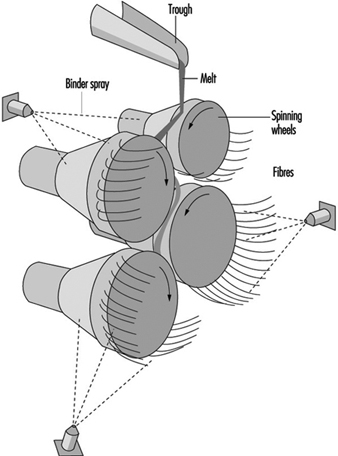
Vários processos são usados para fabricar lã de vidro, incluindo o processo de sopro de vapor e o processo de sopro de chama; mas o mais popular é o processo de conformação rotativa desenvolvido em meados da década de 1950. Os processos rotativos substituíram em grande parte os processos de sopro direto para a produção comercial de produtos de isolamento de fibra de vidro. Todos esses processos rotativos empregam um tambor oco, ou spinner, montado com seu eixo vertical. A parede vertical do spinner é perfurada com vários milhares de furos uniformemente distribuídos ao redor da circunferência. O vidro fundido é deixado cair a uma taxa controlada no centro do spinner, de onde algum distribuidor adequado o força para o interior da parede perfurada vertical. A partir dessa posição, a força centrífuga impulsiona o vidro radialmente para fora na forma de filamentos de vidro discretos saindo de cada perfuração. A atenuação adicional desses filamentos primários é conseguida por um fluido de sopro adequado emergindo de um bico ou bicos dispostos ao redor e concêntricos com o spinner. O resultado líquido é a produção de fibras com um diâmetro médio de fibra de 6 a 7 mm. O fluido de sopro atua no sentido descendente e assim, além de proporcionar a atenuação final, também desvia as fibras em direção a uma superfície coletora situada abaixo do fiandeiro. No caminho para esta superfície coletora, as fibras são pulverizadas com um aglutinante adequado antes de serem distribuídas uniformemente pela superfície coletora (ver figura 13).
Figura 13. O processo rotativo para fabricação de lã de vidro
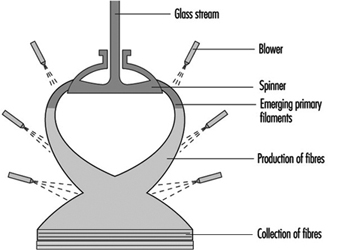
Em um processo rotativo, as fibras de lã de vidro são feitas permitindo que o vidro fundido passe por uma série de pequenas aberturas que estão situadas em uma fieira giratória e, em seguida, atenuando o filamento primário por sopro de ar ou vapor.
Lã mineral, no entanto, não pode ser produzido no processo de fiação rotativa e, historicamente, tem sido produzido em processo com uma série de mandris de fiação horizontais. O processo de lã mineral consiste em um conjunto de rotores (mandris) montados em cascata e girando muito rapidamente (ver figura 14). Um fluxo de pedra fundida é continuamente transferido para um dos rotores superiores e deste rotor distribuído no segundo e assim por diante. O fundido é espalhado uniformemente na superfície externa de todos os rotores. Dos rotores, as gotas são lançadas pela força centrífuga. As gotículas são fixadas à superfície do rotor por pescoços alongados que, sob maior alongamento e resfriamento simultâneo, se desenvolvem em fibras. O alongamento é, obviamente, seguido por uma diminuição do diâmetro que, por sua vez, causa um resfriamento acelerado. Assim, existe um limite inferior para o diâmetro entre as fibras produzidas neste processo. Uma distribuição normal dos diâmetros das fibras em torno do valor médio não é, portanto, esperada.
Figura 14. Processo de lã mineral (rocha e escória)
Fibras cerâmicas refratárias
As fibras cerâmicas são produzidas principalmente por sopro e fiação com métodos semelhantes aos descritos para as lãs isolantes. No processo de sopro de vapor, matérias-primas como alumina e sílica são fundidas em um forno elétrico, e o material fundido é retirado e soprado com vapor pressurizado ou outro gás quente. As fibras produzidas são então coletadas em uma tela.
Semelhante ao processo de fiação para fibras de rocha e escória, aqueles para fibras cerâmicas produzem uma alta proporção de fibras longas e sedosas. Neste método, um fluxo de material fundido é jogado em discos girando rapidamente e lançado tangencialmente para formar fibras.
indústria de cerâmica
perfil geral
A fabricação de cerâmica é um dos mais antigos ofícios humanos. Ao longo dos séculos, diferentes estilos e técnicas se desenvolveram em diferentes partes do mundo. No século 18, uma indústria florescente em muitas partes da Europa foi fortemente influenciada pela importação de louças finas e altamente decoradas do Extremo Oriente. O Japão havia aprendido a arte cerâmica da China cerca de 400 anos antes. Com a Revolução Industrial e a mudança geral das condições na Europa Ocidental, a produção cresceu rapidamente. Atualmente, quase todos os países fabricam algum tipo de louça para uso doméstico, e a cerâmica é uma importante exportação de alguns países. A produção está agora em escala industrial em muitas partes do mundo. Embora os princípios básicos de fabricação não tenham mudado, houve um progresso considerável na maneira como a fabricação é realizada. Isto é particularmente verdade na conformação ou conformação da louça, na sua cozedura e nas técnicas de decoração utilizadas. O uso crescente de microprocessadores e robôs resulta na introdução de altos níveis de automação nas áreas de produção. No entanto, ainda existem em todos os lugares muitas olarias artesanais de pequena escala.
Métodos de formação
O método mais antigo de fazer cerâmica envolvia o método manual de construção. Bobinas de argila são enroladas, uma em cima da outra, e unidas pressionando com as mãos. A argila é primeiro transformada em um estado macio, trabalhando-a com água. O objeto é então modelado e moldado à mão, uma vez coladas as bobinas.
A roda do oleiro tornou-se uma ferramenta para criar cerâmica. Com este método de conformação, uma pilha de barro é colocada em um prato circular giratório e modelada pelas mãos molhadas do oleiro. A água evita que as mãos do oleiro grudem no barro e mantém o barro úmido e maleável. Alças, bicos e outras protuberâncias da argila giratória são colocados logo antes de o objeto ser queimado.
Formação do elenco é freqüentemente usado hoje quando se deseja cerâmica de alta qualidade e quando as paredes do vaso devem ser muito finas. Uma mistura de argila e água, chamada de deslizamento, é despejada em um molde de gesso. O reboco absorve a água, fazendo com que uma fina camada de argila seja depositada em todo o interior do molde. Quando o depósito de argila é espesso o suficiente para formar as paredes do vaso, o restante da pasta é derramado, deixando a peça úmida no interior da forma. À medida que seca, encolhe um pouco e pode ser removido do molde. Normalmente, os moldes são construídos de modo que possam ser desmontados.
Quando a peça fica bem seca, ela é alisada e preparada para o processo de queima. Ele é colocado em uma caixa de argila refratária chamada flacidez, que protege a peça das chamas e gases emitidos durante o processo, assim como um forno protegeria um pão que está sendo assado. Os saggers são colocados um em cima do outro em um forno. O forno é uma grande estrutura construída em tijolo refratário e cercada por chaminés para que as chamas do fogo possam envolver totalmente os pratos, mas nunca entrar em contato com eles. A fumaça descoloraria as peças se não fossem protegidas dessa maneira.
A maioria das peças é disparada pelo menos duas vezes. A primeira passagem pelo forno é chamada de lambuja queima, e a peça de cerâmica é chamada de bolacha or pedaço de biscoito. Após a queima, o biscoito é esmaltado. Um esmalte é um revestimento vítreo e brilhante que torna a cerâmica mais atraente e útil. Os esmaltes contêm sílica, um fluxo para diminuir a temperatura de fusão (chumbo, bário e assim por diante) e óxidos metálicos como corantes. Quando o vidrado é aplicado na cerâmica e está completamente seco, é novamente colocado no forno e é queimado a uma temperatura tão alta que o vidrado derrete e cobre toda a superfície da cerâmica.
tipos de cerâmica
- Grés é uma cerâmica feita de argila clara ou escura. É esmaltado no corpo não queimado antes de ser colocado no forno ou por meio de sal durante o processo de queima e é queimado até uma condição densa e dura.
- Porcelana é uma louça branca e vitrificada. É translúcido. Na porcelana, o corpo e o esmalte são completados e amadurecidos em uma única e mesma queima, que ocorre a uma temperatura muito alta.
- China é uma louça semelhante à porcelana. O corpo e o esmalte são completados e amadurecidos na mesma queima, em temperaturas extremamente altas.
- Bone china é uma variedade de porcelana em que o osso queimado é utilizado como ingrediente, constituindo cerca de 40% da massa.
- Faiança tem um corpo branco ou quase branco. É produzido por duas queimas, como a porcelana, mas seu corpo permanece poroso. O esmalte é semelhante ao da porcelana, mas é feito de um material mais barato.
- Faiança é uma faiança finamente vidrada usada para fins ornamentais e decorativos. Normalmente não há nenhuma tentativa de produzir um corpo branco, e os esmaltes são frequentemente coloridos.
Processos de fabricação
As propriedades físicas da cerâmica variam de acordo com a composição do corpo e as condições de cozimento. O corpo para qualquer uso particular é selecionado principalmente por suas propriedades físicas, mas os corpos brancos são mais comumente escolhidos para utensílios de mesa.
Os produtos industriais (por exemplo, refratários, isolantes elétricos, transportadores de catalisadores e assim por diante) possuem uma ampla gama de propriedades de acordo com sua eventual utilização.
Matéria prima. Os ingredientes básicos em um corpo de cerâmica são mostrados na tabela 1, que também indica proporções típicas em tipos de corpo de amostra.
Tabela 1. Constituintes corporais típicos (%)
|
Corpo |
Base Plástica |
Fluxo |
Enchedor |
|||||
|
bola de barro |
Caulino |
Argila de grés |
pedra |
Feldspato |
quartzo |
cinza de osso |
Outros |
|
|
Faiança |
25 |
25 |
15 |
35 |
||||
|
Grés |
30-40 |
25-35 |
20-25 |
20–30 (grogue) |
||||
|
China |
20-25 |
20-25 |
15-25 |
25-30 |
||||
|
Porcelana |
40-50 |
20-30 |
15-25 |
|||||
|
Bone China |
20-25 |
25-30 |
45-50 |
|||||
Às vezes, o nefelina-sienito é usado como fluxo e a alumina pode substituir parte ou todo o enchimento de quartzo em alguns corpos do tipo porcelana. A cristobalita (areia calcinada) é utilizada como carga em algumas massas cerâmicas, principalmente na indústria de revestimentos cerâmicos.
A composição corporal é determinada em parte pelas propriedades exigidas do produto final e em parte pelo método de produção. Uma base de plástico é essencial para artigos moldados enquanto úmidos, mas não para processos de formação não plásticos, como prensagem de pó. A base de plástico não é essencial, embora a argila ainda seja o ingrediente principal na maioria dos produtos cerâmicos, incluindo os preparados por prensagem de pó.
Cerâmicas industriais não são mostradas na tabela 1, pois sua composição varia de argila plástica ou argila refratária, sem adição de fluxo ou carga, a quase toda alumina, com uma quantidade mínima de argila e sem adição de fluxo.
Durante a queima, o fundente derrete em um vidro para unir os ingredientes. À medida que a quantidade de fluxo aumenta, a temperatura de vitrificação é reduzida. As cargas influenciam a resistência mecânica da cerâmica antes e durante a queima; na fabricação de utensílios de mesa, o quartzo (como areia ou pederneira calcinada) é tradicionalmente usado, exceto que a cinza de osso é usada na fabricação de porcelana de ossos. A utilização de alumina ou outras cargas não siliciosas, que já são empregadas na fabricação de cerâmicas industriais, está sendo estendida à confecção de outras louças, inclusive domésticas.
Tratamento. Os processos básicos na produção de cerâmica incluem:
- preparação dos ingredientes do corpo
- formando e modelando
- queima de biscoito
- aplicação de esmalte
- disparo glost
- decoração.
Os processos preparatórios de calcinação, trituração e moagem de pederneira ou pedra podem ser feitos em um estabelecimento separado, mas é comum que todos os processos subsequentes sejam realizados na mesma fábrica. Na casa de deslizamento, os ingredientes do corpo são misturados em água; a argila plástica é então produzida por filtragem e tamponamento; a pasta de fundição é então preparada por maceração até obter uma consistência cremosa. O pó para prensagem é preparado por secagem e moagem.
As classificações tradicionais dos processos de conformação são mostradas na tabela 2. Na fundição, uma suspensão aquosa do corpo é despejada em um molde absorvente e a fundição é removida após a secagem parcial. A modelagem de argila plástica por arremesso agora é rara na produção industrial; o espalhamento mecânico sobre ou em um molde de gesso (jiggering e jolly) com separação do molde após a secagem é quase universal na fabricação de utensílios de mesa. A prensagem de argila plástica ou extrusão é principalmente restrita à cerâmica industrial. Os artigos prensados em pó são produzidos compactando o pó do corpo pré-seco manualmente ou por prensagem mecânica.
Tabela 2. Processos de fabricação
|
Produtos |
Processos usuais |
|
Tabelas |
Modelagem de argila plástica; fundição |
|
Louças sanitárias |
Formação do elenco |
|
azulejos |
Prensagem de pó (paredes ou pisos vitrificados), prensagem de argila plástica (pedreiras) |
|
Louças industriais |
Prensagem de pó, prensagem de argila plástica |
Após a modelagem, a louça pode ser seca e acabada por rebarbação, reboque ou esponja. Em seguida, está pronto para a queima de biscoito.
Após a queima do biscoito, o esmalte é aplicado por imersão ou pulverização; a imersão pode ser manual ou mecanizada. A louça vitrificada é então queimada novamente. Por vezes, como acontece com a loiça sanitária, aplica-se vidrado ao artigo de argila seca e há apenas uma cozedura.
A decoração pode ser aplicada sob ou sobre o vidrado e pode ser pintada à mão, impressão à máquina ou transferência; a decoração sobre vidrado envolve uma terceira queima; e às vezes são necessárias queimas separadas para cores diferentes.
Na fase final, a mercadoria é classificada e embalada para embarque. A Figura 15 identifica os vários percursos percorridos pelos vários tipos de olaria e cerâmica durante o seu fabrico.
Figura 15. Fluxograma por tipo de cerâmica

telha cerâmica
perfil geral
cerâmico é um termo que já foi pensado para se referir apenas à arte ou técnica de produzir artigos de cerâmica. A etimologia do termo mostra que ele deriva do grego Keramos, que significa “um oleiro” ou “uma cerâmica”. No entanto, a palavra grega está relacionada a uma raiz sânscrita mais antiga, que significa “queimar”; conforme usado pelos próprios gregos, seu significado primário era simplesmente “coisa queimada” ou “terra queimada”. O conceito fundamental contido no termo era o de produto obtido pela ação do fogo sobre materiais terrosos.
Uma cerâmica tradicional, no contexto deste artigo, refere-se aos produtos comumente utilizados como materiais de construção ou dentro de casa e indústria. Embora haja uma tendência de igualar a cerâmica tradicional com baixa tecnologia, tecnologias avançadas de fabricação são frequentemente usadas nesta indústria. A forte concorrência entre os produtores fez com que a tecnologia se tornasse mais eficiente e econômica, utilizando ferramentas e maquinários complexos, juntamente com o controle de processo assistido por computador.
Os produtos cerâmicos mais antigos originaram-se de materiais argilosos. Os primeiros oleiros descobriram que a natureza plástica da argila era útil para formar formas. Devido à sua tendência de apresentar uma grande quantidade de encolhimento, corpos de argila foram modificados pela adição de areia grossa e pedra, o que reduziu o encolhimento e rachaduras. Em corpos modernos à base de argila, as adições típicas não argilosas são farinha de sílica e minerais alcalinos que são adicionados como fundentes. Nas formulações cerâmicas tradicionais, a argila atua como plastificante e aglutinante para outros constituintes.
Desenvolvimento da indústria
A produção de telhas de barro seco e cozido tem origens muito antigas que remontam às populações do Oriente Médio. A indústria de cerâmica branca desenvolveu-se significativamente na Europa e, no início do século XX, a produção de pisos e revestimentos alcançou escala industrial. Um maior desenvolvimento neste campo ocorreu após a Segunda Guerra Mundial. A Europa (especialmente Itália e Espanha), a América Latina e o Extremo Oriente são hoje as áreas mais importantes da produção de ladrilhos industriais.
O setor de pisos e revestimentos da indústria de louças brancas teve um grande desenvolvimento desde meados da década de 1980 com a introdução de novas tecnologias, automação e integração do fluxo de produção ao processo de fabricação. Posteriormente, a produtividade e a eficiência aumentaram, enquanto o consumo de energia e os custos foram reduzidos. A fabricação de ladrilhos agora é contínua na produção de ladrilhos úmidos e secos, e muitas fábricas hoje têm quase 100% de automação. As principais inovações na indústria de ladrilhos durante a última década incluem moagem úmida, secagem por pulverização, prensagem a seco de alta pressão, secagem por rolo e tecnologias de queima rápida.
O valor do abastecimento do mercado de revestimentos cerâmicos dos EUA (expedições das fábricas dos EUA mais importações) aumentou cerca de 9.2% ao ano entre 1992 e 1994. As vendas em dólares foram estimadas em US$ 1.3 bilhão em 1994. Ao mesmo tempo, o volume de vendas aumentou 11.9 % composto anualmente para 1.3 bilhão de pés quadrados. Isso se compara a uma taxa de crescimento do mercado de 7.6% com base nas vendas em dólares e 6.9% com base no volume de vendas entre 1982 e 1992.
Classificações de ladrilhos cerâmicos
Redware e whiteware
Muitos tipos de telha cerâmica estão disponíveis no mercado. Eles diferem de acordo com a condição da superfície, cor do corpo (branco ou vermelho), tecnologia de fabricação, matérias-primas e uso final. A diferença entre as telhas “vermelhas” e “brancas” está na quantidade de minerais de ferro contidos no corpo. Ao reagir com os outros componentes do corpo, eles podem dar mais ou menos coloração e modificar o comportamento do corpo durante a queima.
Uma classificação completa e exaustiva é muito difícil devido à extrema heterogeneidade dos produtos cerâmicos, seu processamento e características subsequentes. Neste capítulo, os padrões europeus (EN) e ASTM são considerados.
As normas EN classificam exclusivamente os revestimentos cerâmicos em função da absorção de água (que se correlaciona diretamente com a porosidade) e do método de conformação (extrusão ou prensagem). Os métodos de modelagem são classificados como:
- processo de modelagem A (ladrilhos extrudados). Este processo inclui ladrilhos divididos e ladrilhos extrudados individualmente.
- processo de modelagem B (pisos e revestimentos prensados a seco).
A Norma Europeia EN 87, aprovada em novembro de 1981, especifica que “Pavimentos e revestimentos cerâmicos são materiais de construção geralmente concebidos para utilização como revestimento de pavimentos e paredes, tanto interiores como exteriores, independentemente da forma e das dimensões”.
A especificação do American National Standards Institute (ANSI) para telha cerâmica (ANSI A 137.1) contém as seguintes definições:
- Mosaico de cerâmica é formado pelo método de prensagem a pó ou plástico, geralmente com 6.4 a 9.5 mm (1/4 a 1/8 pol.) de espessura e tem uma área facial inferior a 39 cm2 (6 in2 ). Os mosaicos cerâmicos podem ser de composição de porcelana ou argila natural, podendo ser lisos ou com uma mistura abrasiva em toda a sua extensão.
- Azulejo decorativo é um ladrilho vitrificado com um corpo fino que geralmente não é vítreo e adequado para uso em paredes residenciais decorativas internas, onde a resistência à ruptura não é um requisito.
- Pavimentadora é porcelana vidrada ou não vidrada ou ladrilho de argila natural formado pelo método de prensagem a pó com 39 cm2 (6 in2 ) ou mais área facial.
- Azulejo de porcelana é um mosaico cerâmico ou ladrilho de pavimentação que geralmente é feito pelo método de prensagem em pó com a composição de ladrilho resultante que é densa, impermeável, de grão fino e lisa, com uma face bem formada.
- Ladrilho de pedreira é uma telha esmaltada ou não esmaltada, obtida pelo processo de extrusão a partir de argila natural ou xisto, geralmente com 39 cm2 (6 in2) ou mais área facial.
- azulejo é um azulejo com corpo adequado para uso interior e geralmente não vítreo, não necessitando de suportar impactos excessivos ou de estar sujeito a condições de gelo e degelo.
- Graus individuais de cerâmica branca incluem ladrilhos não esmaltados (mosaico de cerâmica, ladrilho de pedreira, ladrilho de pavimentação) e ladrilhos vitrificados (azulejo de parede esmaltado, mosaico de cerâmica esmaltada, ladrilho de pedreira esmaltado, ladrilho de pavimentação esmaltada) (ANSI 1988).
As telhas são fabricadas por processos cerâmicos padrão. Os pisos e revestimentos cerâmicos são preparados a partir de uma mistura de argilas plásticas, areia, fundentes, corantes e outras matérias-primas minerais, e passam por processos como moagem, peneiramento, mistura e umedecimento. São moldados por prensagem, extrusão, fundição ou outro processo, normalmente à temperatura ambiente, sendo subsequentemente secos e finalmente queimados a alta temperatura. Os ladrilhos podem ser vidrados, não vidrados ou engobeados. Os esmaltes são revestimentos impermeáveis semelhantes ao vidro e os engobes são revestimentos foscos à base de argila que também podem ser porosos. Os ladrilhos esmaltados de parede e piso são produzidos por queima de um ou dois estágios.
Corpos cerâmicos tradicionais são formados em formas usando muitas técnicas diferentes. O processo de conformação específico é ditado por vários fatores, incluindo características do material, tamanho e formato da peça, especificações da peça, rendimento da produção e práticas aceitas na região geográfica.
Corpos à base de argila são misturas heterogêneas de uma ou mais argilas e um ou mais pós não argilosos. Antes de atingirem a forma final, esses pós passam por uma sequência de operações unitárias, queima e pós-fogo (ver figura 17).
Para a maioria dos corpos tradicionais, as técnicas de conformação podem ser classificadas como conformação de plástico macio, conformação de plástico rígido, prensagem e fundição.
A pressão aplicada é empregada para reorganizar e redistribuir as matérias-primas em uma configuração melhor embalada. O comportamento reológico dos corpos à base de argila resulta da interação do mineral argiloso com a água, que confere plasticidade ao lote. Em corpos não argilosos, esse mesmo tipo de comportamento pode ser obtido pela adição de plastificantes.
Cerâmica Industrial
perfil geral
Cerâmicas diferem de outros materiais de engenharia (metais, plásticos, produtos de madeira, têxteis) em várias propriedades individuais. Talvez a diferença mais marcante para um designer ou potencial usuário de cerâmica seja a forma e o tamanho únicos de cada peça de cerâmica. Cerâmicas não são prontamente moldadas ou trabalhadas após a queima, exceto por moagem muito cara; conseqüentemente, eles normalmente devem ser usados como estão. Com exceção de algumas formas simples de ladrilhos, hastes e tubos de tamanhos limitados, a cerâmica não pode ser comercializada a pé ou a metro, nem cortada para caber na obra.
Todas as propriedades úteis, incluindo forma e tamanho, devem ser fornecidas com antecedência, começando nos estágios iniciais do processamento da cerâmica. A integridade estrutural de cada peça deve ser preservada através de uma variedade de exposições térmicas e mecânicas durante o processamento e até que a peça seja finalmente instalada e em serviço. Se uma cerâmica falhar em serviço como resultado de uma variedade de causas (fratura frágil por impacto, choque térmico, quebra dielétrica, abrasão ou corrosão por escória derretida), provavelmente não será reparável e geralmente deve ser substituída.
Avanços significativos foram feitos na compreensão fundamental e no controle tecnológico das propriedades da cerâmica e de sua utilização em muitas aplicações novas, exigentes e altamente técnicas. A indústria em geral, e suas porções de cerâmica técnica e eletrônica em particular, desenvolveram técnicas de produção e controle para produção em massa de formas complexas em corpos com propriedades elétricas, magnéticas e/ou mecânicas cuidadosamente controladas, mantendo tolerâncias dimensionais que são boas o suficiente para permitem uma montagem relativamente fácil com outros componentes.
Muitas cerâmicas são produzidas em grande volume como itens padrão. Tijolos e formas refratárias, cadinhos, muflas, tubos de forno, isoladores, tubos de proteção de termopares, capacitores dielétricos, selos herméticos e placas de fibra são rotineiramente estocados por diversos produtores de cerâmica em uma variedade de composições e tamanhos. Geralmente é mais rápido e barato usar itens de estoque sempre que possível. Quando os itens de estoque não atendem à necessidade, a maioria dos fabricantes está preparada para produzir itens personalizados. Quanto mais rigorosos os requisitos para uma determinada propriedade da cerâmica, ou quanto mais restritivos os requisitos para combinações específicas de propriedades, tamanhos e formas, mais limitados são os parâmetros de composição, microestrutural e configuracional aceitos para a cerâmica. Daí o custo e a dificuldade de fabricação serem maiores. A maioria dos fabricantes de cerâmica tem engenheiros e designers experientes que são bem qualificados para trabalhar com clientes potenciais em detalhes de design de cerâmica.
Mercados
O principal mercado para cerâmicas de última geração tem sido e continuará sendo a eletrônica, mas vigorosos programas mundiais de pesquisa e desenvolvimento estão continuamente buscando novas aplicações e identificando maneiras de melhorar as propriedades da cerâmica de modo que novos mercados possam ser acessados.
As cerâmicas avançadas são produzidas no Japão, nos Estados Unidos e na Europa Ocidental. As matérias-primas utilizadas na indústria são comercializadas internacionalmente, principalmente na forma de pó, mas também há uma quantidade significativa de processamento interno.
As principais aplicações da cerâmica industrial são:
- óxidos. Os principais materiais de óxido em uso atualmente são a alumina em velas de ignição, substratos e aplicações de desgaste; zircônia (ZrO2) em sensores de oxigênio, como componente em piezoelétricos de chumbo-zircônio-titanato (PZT), aplicações de desgaste e revestimentos de barreira térmica; titanatos em capacitores de titanato de bário e piezoelétricos PZT; e ferritas em ímãs permanentes, cabeças de gravação magnética, dispositivos de memória, sensores de temperatura e peças de motores elétricos.
- Carbonetos e nitretos. Carbonetos (principalmente carboneto de silício e carboneto de boro) são usados em aplicações de desgaste, enquanto nitretos (principalmente nitreto de silício e Sialon) são usados em aplicações de desgaste e ferramentas de corte. O nitreto de alumínio, com sua alta condutividade térmica, é o principal material concorrente para parte do mercado de substratos eletrônicos atualmente dominado pela alumina.
- Cerâmica de óxido misto. Os esforços de pesquisa e desenvolvimento de cerâmica estão focados em uma série de novas aplicações para cerâmica, todas com enorme potencial. Três aplicações significativas são: (1) supercondutores cerâmicos, (2) cerâmica para células de combustível de óxido sólido e (3) componentes cerâmicos para motores térmicos.
Os supercondutores cerâmicos são baseados em vários sistemas de óxidos mistos que incluem ítrio, bário, cobre, estrôncio e cobre (YBa2Cu3O7-8, Bi2Sr2CaCu2O8, Bi2Sr2Ca2Cu3O10) estabilizado com óxido de chumbo. As cerâmicas de célula de combustível de óxido sólido são baseadas em condutores iônicos nos quais a zircônia estabilizada de alta pureza é atualmente o material de escolha. Os componentes cerâmicos do motor térmico sob investigação são compostos de carboneto de silício, Sialons e zircônia, seja como cerâmica monofásica, compósitos cerâmica-cerâmica ou compósitos de matriz metálica (MMCs).
Processos de fabricação
Desenvolvimento de tecnologia de fabricação
Inovações de processamento. A atividade de pesquisa e desenvolvimento está gerando novas tecnologias para a produção de materiais cerâmicos. Estima-se que as cerâmicas derivadas de precursores tenham um valor de mercado de US$ 2 milhões em 1989, a maior parte dos quais em CVD (86% do valor total de mercado). Outros segmentos desse mercado crescente incluem infiltração química de vapor (CVI), sol-gel e pirólise de polímeros. Os produtos que estão sendo produzidos com sucesso por esses meios incluem fibras cerâmicas contínuas, compósitos, membranas e pós de alta pureza/alta atividade.
Os processos usados para converter essas matérias-primas em produtos acabados incluem processamento de pó adicional (por exemplo, moagem e secagem por pulverização) antes da formação de formas verdes que são então queimadas sob condições controladas. Os processos de conformação incluem prensagem, prensagem isostática, fundição de deslizamento, fundição de fita, extrusão, moldagem por injeção, prensagem a quente, prensagem isostática a quente (HIP), CVD e assim por diante.
Aditivos químicos para auxiliar o processamento de cerâmica. Cada etapa do processo de fabricação requer um controle cuidadoso para que as propriedades do produto final sejam obtidas com a máxima eficiência de produção e os produtos químicos de efeito chave sejam usados para otimizar o tratamento do pó e a conformação verde. Os produtos químicos de efeito incluem auxiliares de moagem, floculantes e aglutinantes, lubrificantes para efetuar a liberação do produto durante a prensagem e minimizar o desgaste das peças da matriz e plastificantes para auxiliar na extrusão e moldagem por injeção. Uma lista desses produtos químicos é mostrada na tabela 3. Embora esses materiais desempenhem um importante papel econômico na produção, eles são queimados durante a queima e não desempenham nenhum papel na química do produto final. O processo de queima deve ser cuidadosamente controlado para evitar carbono residual nos produtos acabados, e a pesquisa e o desenvolvimento do processo estão continuamente investigando maneiras de minimizar os níveis de produtos químicos de efeito usados.
Tabela 3. Aditivos químicos selecionados usados para otimizar o tratamento do pó e a conformação verde da cerâmica
|
Material |
Aplicativo ou função |
|
Álcool polivinílico |
Aglutinante para cerâmica avançada |
|
Polietileno glicol |
Aglutinante para cerâmica avançada |
|
Poliacrilato de sódio |
Defloculante para vazamento de deslizamento |
|
Polímero de amida terciária |
Aglutinante para prensagem a seco |
|
Amido misturado com aluminossilicato coloidal seco |
Aglutinante para formação de vácuo |
|
Alumina catiônica mais floculante orgânico |
Aglutinante para formação de vácuo |
|
Amido de milho catiônico pré-gelificado |
Floculante para aglutinante de sílica coloidal e alumina |
|
Carboximetilcelulose sódica de alta pureza |
Encadernador |
|
Silicato de alumínio e magnésio coloidal inorgânico |
Agente suspenso |
|
Carboximetilcelulose de sódio de média viscosidade adicionada a Veegum |
Agente de suspensão, estabilizador de viscosidade |
|
Polieletrólito de amônio |
Agente dispersante para deslizamentos de fundição para cerâmica eletrônica |
|
Polieletrólito de sódio |
Agente dispersante aglutinante para corpos secos por spray |
|
Celulose microcristalina e carboximetilcelulose sódica |
Agente espessante |
|
Polissilazano |
Auxiliar de processamento, aglutinante e precursor para cerâmica avançada |
Além de gerar produtos cerâmicos e tecnologias de fabricação de cerâmica para novas aplicações, a influência da indústria de cerâmica avançada na indústria de cerâmica tradicional não deve ser negligenciada. Espera-se que muitos materiais e processos de alta tecnologia encontrem aplicação na indústria cerâmica tradicional, uma vez que esta se esforça para reduzir os custos de fabricação, melhorar a qualidade e oferecer melhor valor no serviço ao usuário final.
Matéria prima
Existem alguns materiais-chave que são usados diretamente pela indústria cerâmica ou que representam o ponto de partida para a produção de materiais de valor agregado:
- sílica
- argila
- alumina
- magnésia
- Titania
- óxido de ferro
- zircônia/zircônia.
Esta discussão se concentrará nas propriedades da sílica, alumina e zircônia/zircônia.
Silica, além de seu uso em refratários e louças brancas, é também o ponto de partida na fabricação de silício elementar, carboneto de silício e tetracloreto de silício. O silício, por sua vez, é o ponto de partida para o nitreto de silício, e o tetracloreto de silício é o precursor de uma ampla gama de compostos orgânicos de silício que podem ser pirolisados sob condições controladas em carboneto de silício e nitreto de silício de alta qualidade.
O nitreto de silício e seus derivados de Sialon, bem como o carboneto de silício, apesar de sua tendência à oxidação, têm o potencial de atender a muitos dos objetivos de propriedade estabelecidos pelo mercado de motores térmicos. Uma característica da sílica e dos materiais cerâmicos derivados da sílica é que todos os elementos estão prontamente disponíveis na crosta terrestre. Nesse aspecto, esses materiais oferecem o potencial de facilidade de fornecimento em todas as partes do mundo. Na prática, no entanto, há uma entrada de energia significativa necessária para produzir silício e carboneto de silício. Consequentemente, a fabricação desses materiais é, em geral, limitada a países com energia elétrica barata e prontamente disponível.
Alumina é encontrado em toda a crosta terrestre como um componente de minerais de aluminossilicato. A economia determina que a alumina seja extraída da bauxita usando o processo Bayer. A bauxita é difundida no cinturão equatorial em diferentes estados de pureza, e é dividida em duas classificações: minério de grau refratário e minério metalúrgico.
A bauxita de grau refratário é fornecida pela China e Guiana como uma calcina de alta temperatura do mineral natural: diásporo (Al2O3H ·2O) na China e gibbsita (Al2O3· 3H2O) na Guiana. Durante a calcinação, uma complexa montagem de fase de corindo (Al2O3), mulita, vidro de sílica e níveis menores de titanato de alumínio são formados. O consumo de bauxita de grau refratário excede 700,000 toneladas por ano em todo o mundo.
A bauxita de grau metalúrgico é extraída na Austrália, Jamaica e África Ocidental, e tem níveis variáveis de alumina em conjunto com impurezas importantes, como óxido de ferro e sílica. A alumina dos minérios metalúrgicos é extraída do minério quando dissolvida pelo hidróxido de sódio, formando uma solução de aluminato de sódio que é separada do óxido de ferro e da sílica, que são rejeitados como produto residual na forma de lama vermelha. Essencialmente, o hidróxido de alumínio puro é precipitado do aluminato de sódio e depois calcinado em vários graus de alumina.
As aluminas de alta pureza usadas na indústria cerâmica e derivadas do processo Bayer são classificadas como alumina tabular, alumina fundida ou alumina calcinada especial.
A alumina tabular é produzida por calcinação de alta temperatura (~2,000°C ou 3,630°F) de alumina calcinada de baixa temperatura em grandes fornos rotativos a óleo. A alumina fundida é produzida pela fusão elétrica da alumina calcinada. A alumina tabular e fundida é vendida para a indústria de refratários na forma triturada e graduada para uso em uma ampla gama de produtos de alta qualidade, como em refratários de lingotamento contínuo (por exemplo, single-edge-notched ou SEN/slide gates), refratários monolíticos para aplicação em altos-fornos e na indústria petroquímica.
Pós especiais de alumina calcinada são as principais matérias-primas usadas na indústria de cerâmica avançada para aplicações eletrônicas e de engenharia. Os pós são produzidos em uma ampla gama de graus de acordo com especificações exatas de química, tamanho de partícula e tipo de cristal, para atender a uma ampla gama de aplicações de produtos finais.
Existe um comércio internacional estabelecido de aluminas de alta qualidade. Muitos dos fabricantes de cerâmica têm instalações internas de moagem e secagem por pulverização. Existe claramente uma limitação ao crescimento da oferta de sistemas spray-dryed e uma necessidade continuada de fornecer aluminas que correspondam às fábricas dos clientes de forma a optimizar a utilização destas a um preço aceitável. A alumina é um material cerâmico significativo que está disponível em um alto grau de pureza. A posição dominante da alumina como matéria-prima cerâmica surge porque ela possui propriedades desejáveis a um custo relativamente baixo. Esta relação custo-benefício é atribuível à natureza de commodity do negócio decorrente da grande demanda por alumina pela indústria do alumínio.
Zircônia e zircônia. A fonte primária de zircônia é o mineral zircão (ZrO2 SiO2), que existe nas areias das praias principalmente na Austrália, África do Sul e Estados Unidos. O zircônio extraído das areias da praia contém cerca de 2% de óxido de háfnio e traços de Al2O3 (0.5%), Fe2O3 (0.1%) e TiO2 (0.1%). Além disso, todos os zircões contêm vestígios de urânio e tório. O zircônio é processado por moagem fina para produzir uma variedade de produtos moídos com tamanho de partícula definido. Esses produtos encontraram uso em fundição de investimento, fundições, produtos refratários e como opacificante em esmaltes para louças brancas.
O zircônio também é a principal fonte de zircônia. O zircônio pode ser clorado na presença de carbono para dar tetracloretos de zircônio e silício que são então separados por destilação. O tetracloreto de zircônio produzido pode ser usado para preparar zircônio diretamente ou como matéria-prima para outros produtos químicos de zircônio. A sinterização com óxidos alcalinos ou alcalino-terrosos também é usada para decompor o zircônio. A sílica é lixiviada dos produtos de decomposição com água, deixando o hidróxido de zircônio para ser posteriormente purificado por dissolução ácida e reprecipitação. A zircônia é então obtida pela calcinação do hidróxido. O zircônio também é convertido em zircônia e sílica em um plasma a 1,800°C (3,270°F) com resfriamento rápido para evitar a reassociação. A sílica livre é removida por dissolução em hidróxido de sódio. A zircônia fundida é produzida em fornos de arco elétrico a partir de matérias-primas de baddeleyita ou zircônia/carbono. No último processo, o componente de sílica do zircônio é reduzido carbotermicamente a monóxido de silício, que se volatiliza antes da fusão da zircônia residual.
Resumo
A indústria cerâmica industrial é muito diversificada e há muito processamento interno. Muitas das operações finais de fabricação ocorrem em atmosferas do tipo fundição. Os sistemas de manuseio de materiais nessas operações transportam matérias-primas finas onde a poeira pode ser um problema. Os materiais são então elevados a temperaturas muito altas e derretidos ou fundidos nas formas necessárias para as peças finais. Portanto, muitos dos problemas de segurança que existem em qualquer indústria de alta temperatura também existem na indústria de cerâmica industrial.
Tijolo e Azulejo
perfil geral
Tijolos e telhas de barro têm sido usados como material de construção desde os primórdios em muitas partes do mundo. Quando bem feitos e queimados são mais duráveis do que algumas pedras, resistentes às intempéries e a grandes mudanças de temperatura e umidade. O tijolo é um retângulo de tamanho padrão, variando ligeiramente de região para região, mas essencialmente conveniente para ser manuseado com uma mão por um pedreiro; as telhas são lajes finas, planas ou curvas; telhas de barro também podem ser usadas para pisos.
A indústria de tijolos é muito fragmentada. Existem muitos pequenos fornecedores localizados em todo o mundo. A fabricação de tijolos tende a envolver fornecedores locais e mercados locais devido ao custo de envio do produto acabado. Em 1994, havia 218 fábricas de tijolos nos Estados Unidos e, em 1992, o número de produtores de produtos estruturais de argila no Reino Unido era de 182, por exemplo. Os fabricantes de tijolos geralmente estão localizados perto dos depósitos de argila para reduzir o custo de transporte da matéria-prima.
Nos Estados Unidos, os tijolos são usados principalmente na construção residencial como material de suporte de carga ou como material de fachada. Uma vez que a indústria de tijolos está tão intimamente ligada à indústria de habitação, a atividade manufatureira é altamente dependente da indústria de construção residencial e quase totalmente dependente da indústria de construção residencial e não residencial combinada.
Processos de fabricação
Materiais e processamento
O material básico é argila de vários tipos com misturas de margas, xistos e areia, de acordo com a oferta e necessidades locais, para dar as propriedades necessárias de textura, plasticidade, regularidade e encolhimento e cor.
A extração de argila agora é totalmente mecanizada; a fabricação geralmente ocorre ao lado do orifício de extração, mas em grandes obras a argila às vezes é transportada em patins em teleféricos. O processamento posterior da argila varia de acordo com sua constituição e o produto final, mas em geral inclui trituração, moagem, peneiramento e mistura. Veja a figura 16 para uma operação típica de fabricação de tijolos.
Figura 16. A fabricação de tijolos e telhas

A argila para tijolos cortados em arame é quebrada por rolos; a água é adicionada em um misturador; a mistura é enrolada novamente e então alimentada através de um pugmill horizontal. A argila plástica extrudada é então cortada no tamanho certo em uma mesa de corte de arame. O material plástico semi-seco e rígido é produzido por laminação e peneiramento e é então alimentado em prensas mecânicas. Alguns tijolos ainda são moldados à mão.
Quando for usado material plástico, os tijolos devem ser secos ao sol e ao ar, ou mais freqüentemente em fornos regulados, antes da queima; tijolos feitos de plástico semi-seco ou rígido podem ser queimados imediatamente. A cozedura pode ocorrer em fornos de anel, frequentemente alimentados à mão, ou em fornos de túnel, alimentados mecanicamente. Os combustíveis utilizados variam de acordo com a disponibilidade local. Um esmalte de acabamento é aplicado a alguns tijolos decorativos.
Refratários
perfil geral
Os materiais refratários são tradicionalmente considerados como não metálicos que resistem à degradação por gases corrosivos, líquidos ou sólidos em temperaturas elevadas. Esses materiais devem suportar choque térmico causado por aquecimento ou resfriamento rápido, falha atribuível a tensões térmicas, fadiga mecânica devido a outro material em contato com o próprio refratário e ataque químico ativado pelo ambiente de alta temperatura. Esses materiais são necessários para a fabricação da maioria dos produtos cerâmicos e são especificamente necessários em fornos, secadores, fornalhas e peças de motores que suportam altas temperaturas.
Os refratários permaneceram quase exclusivamente à base de minerais até o século XX. No entanto, os tecnólogos especializados em mineralogia estavam prestando atenção. Os metalúrgicos vinham experimentando práticas de escória ácida e básica desde a Idade Média e haviam catalogado alguns dos benefícios de cada uma. Os artesãos refratários experimentaram correspondentemente com ganister, com outros minerais de sílica quase puros e com magnesita, um composto predominantemente de MgCO3 mineral que foi calcinado a MgO. Quando o conversor de fabricação de aço Bessemer foi inventado em 1856, combinando temperaturas de trabalho de mais de 1,600ºC com escória ácida corrosiva, os refratários de sílica “ácida” estavam praticamente prontos. Quando o forno de soleira aberta da Siemens seguiu em 1857 a temperaturas ainda mais altas, e a fabricação de aço passou em ambos os casos para a escória básica corrosiva, os revestimentos “básicos” de magnesita logo foram introduzidos. Os refratários básicos feitos de dolomita (MgO-CaO) foram desenvolvidos durante a Primeira Guerra Mundial, quando o fornecimento europeu de magnesita foi cortado dos Aliados. Mais tarde, com o desenvolvimento de outros recursos minerais em todo o mundo, a magnesita se reafirmou.
Tabela 4. Uso de refratários pela indústria nos Estados Unidos
|
Indústria |
Porcentagem do total de vendas nos EUA |
|
Ferro e aço |
51.6 |
|
Metais não ferrosos |
7.5 |
|
Cimento |
4.9 |
|
Vidro |
5.1 |
|
Cerâmica |
9.7 |
|
Química e petróleo |
2.1 |
|
Utilidades públicas |
0.9 |
|
Exportações |
7.4 |
|
Todos os outros e não especificados |
10.8 |
Enquanto isso, os tijolos de carbono aglomerados foram produzidos no Reino Unido a partir de 1863 e finalmente chegaram ao alto-forno de fundição de ferro, à medida que suas temperaturas de trabalho subiam ainda mais. Eles também foram rapidamente para as células Hall-Héroult para a produção de alumínio (1886).
A cal foi feita por cerca de 5,000 anos usando argila e depois fornos de tijolos refratários. A fabricação de cimento Portland exigiu pela primeira vez um refratário inovador quando os fornos rotativos foram introduzidos após 1877. Os primeiros revestimentos resistentes foram feitos de clínquer de cimento ligado a cimento. Mais tarde, refratários comerciais mais duráveis retornaram a essa indústria.
Os fornos recuperativos e regenerativos, originários da fabricação recém-nascida de aço na década de 1850, foram introduzidos na metalurgia de não ferrosos e na fabricação de vidro no final do século XIX. Os refratários fireclay também tiveram que ser substituídos lá. Revestimentos de magnesita foram usados em conversores de cobre a partir de 19 e nos primeiros tanques de vidro modernos cerca de 1909 anos depois. Fornos de arco elétrico foram testados pela primeira vez para a fabricação de aço em 10 e se tornaram comuns depois de 1853. Uma unidade de aproximadamente 1990 toneladas instalada nos Estados Unidos em 100 empregava um revestimento de magnesita.
Os fornos a arco trifásicos existiam antes de 1950; só então surgiram sérias demandas por refratários mais sofisticados. No mesmo período, o sopro de oxigênio foi introduzido na Bessemer e nos fornos de soleira aberta na década de 1940. O forno básico de oxigênio (BOF) literalmente assumiu a fabricação de aço no final dos anos 1950. O sopro de oxigênio, por sua grande importância econômica, impulsionou a indústria de refratários pela primeira vez a introduzir materiais sintéticos em seus produtos em escala significativa.
Propriedades de materiais refratários
As propriedades que caracterizam os materiais refratários de qualidade dependem da natureza da aplicação. O aspecto mais importante dos materiais é referido como “refratário”. Este termo refere-se ao ponto em que a amostra começa a amolecer (ou derreter). Normalmente, os refratários não possuem um ponto de fusão específico; a transição de fase ocorre em uma faixa de temperaturas em um fenômeno chamado amolecimento. Essa característica é frequentemente quantificada com um cone piromético equivalente (PCE), que é uma medida do conteúdo de calor medido pela queda de um cone durante o ciclo térmico.
Uma propriedade relacionada e frequentemente mais útil é a temperatura de falha sob carga. Freqüentemente, os refratários falham sob carga em temperaturas muito inferiores à temperatura que corresponde ao PCE. Ao obter um valor para este parâmetro, o refratário é submetido a uma carga conhecida e posteriormente aquecido. A temperatura na qual ocorre flacidez ou deformação geral é relatada. Isso é de grande interesse porque o valor é usado para prever as propriedades mecânicas durante o uso do refratário. A capacidade de carga dos materiais refratários é diretamente proporcional à quantidade de viscosidade do vidro presente.Outro fator essencial para entender o desempenho de um refratário é a estabilidade dimensional. Ao longo do uso industrial, os materiais refratários são submetidos a ciclos de aquecimento/resfriamento, que fazem com que as unidades refratárias se expandam ou se contraiam. Grandes mudanças nas dimensões reduzirão a estabilidade e podem levar à falha da estrutura à base de refratário.
Um fenômeno relacionado comumente observado com materiais refratários é o desprendimento. Lascamento é geralmente considerado fratura, divisão ou descamação do refratário, resultando na exposição da massa interna do material. O lascamento geralmente é causado por gradientes de temperatura dentro do material, compressão na estrutura devido a cargas de grande volume e variações do coeficiente de expansão térmica dentro do tijolo. Todo esforço é feito na fabricação de refratários para evitar o estilhaçamento, pois reduz a eficácia do refratário.
Os refratários têm aplicação em uma ampla variedade de aplicações industriais, desde o uso extensivo na indústria de ferro e aço até usos de baixo volume nas indústrias de cimento e serviços públicos. Basicamente, os refratários são usados em qualquer indústria onde altas temperaturas são usadas para aquecer e secar ou incinerar materiais. A Tabela 4 fornece uma divisão atual por indústria de uso de refratários nos Estados Unidos.
Como mostra a tabela 4, a siderurgia é a área onde mais de 50% dos refratários produzidos nos Estados Unidos são utilizados. Portanto, as necessidades da indústria siderúrgica, em grande parte, impulsionaram os desenvolvimentos refratários que ocorreram.
refratários modernos
A cerâmica cresceu substancialmente de artesanato para ciência aplicada. A American Ceramic Society foi fundada em 1899, a British Ceramic Society em 1901. Os diagramas de fase de óxido começaram a aparecer na literatura na década de 1920. As técnicas de petrografia estavam bem desenvolvidas e os mecanismos detalhados de degradação e desgaste dos refratários começavam a ser compreendidos. Os produtores de refratários americanos estavam amplamente reorganizados, consolidados e capazes de realizar suas próprias pesquisas. As ferramentas de síntese refratária e os instrumentos de investigação estavam florescendo.
É claro que os carbonos industriais sintéticos não eram novos. O coque foi produzido comercialmente pela primeira vez a partir do carvão na década de 1860 e do petróleo logo depois. O grafite sintético e o carboneto de silício apareceram quase simultaneamente na virada do século, após a invenção de Acheson do forno elétrico aquecido por auto-resistência em 1896. Esses produtos, com propriedades muito diferentes das dos óxidos, rapidamente estimularam seus próprios usos e mercados.
Alumina sintética, Al2O3, estava disponível desde que o processo Bayer começou a alimentar a produção de alumínio por volta de 1888. A magnésia sintética (MgO) foi produzida pela primeira vez a partir da água do mar no Reino Unido em 1937 e nos Estados Unidos em 1942, estimulada pelas necessidades de magnésio durante a guerra. A zircônia tornou-se disponível, também estimulada pelos militares. A cal foi uma mercadoria importante por muito tempo. Uma série de outros produtos químicos estava disponível para consideração como componentes refratários ou como aditivos menores e agentes de ligação. O único componente importante dos refratários de óxido que, em sua maior parte, tem resistido à substituição por sintéticos é a sílica (SiO2) Rochas e areias de sílica de alta pureza são abundantes e são usadas nesta indústria, bem como na formulação de vidro.
O uso de sintéticos na fabricação de refratários tem sido extremamente útil; mas as matérias-primas minerais não foram de forma alguma deslocadas. Os sintéticos custam mais, e esse custo deve ser justificado. Alguns materiais sintéticos criam sérios problemas no processamento de refratários, e novas maneiras devem ser encontradas para superá-los. Resultados ótimos geralmente são alcançados por combinações de matérias-primas sintéticas e minerais, juntamente com insumos criativos em seu processamento.
Misturas de argila com carbono foram usadas para revestir cadinhos e conchas desde que o ferro foi derramado pela primeira vez; e tijolos de sílica contendo carbono foram feitos na França na década de 1860. Desde 1960, tanto as técnicas quanto as composições mudaram dramaticamente. O uso de refratários de óxido contendo carbono cresceu rapidamente, começando com MgO+C. O primeiro impulso real pode ter sido fornecido pelo BOF; mas hoje dificilmente existe algum tipo de refratário de óxido avançado que não possa ser obtido com ou sem adição de carbono ou um precursor de carbono para desempenho superior em aplicações específicas.
Grãos ou agregados refratários fundidos a arco foram feitos desde o início de 1900, e tijolos refratários fundidos de várias composições seguiram nos anos vinte e trinta, notadamente de mulita, alumina, magnésia-alumina-sílica e alumina-zircônia-sílica. Na maioria das vezes, esses produtos eram feitos inteiramente de matérias-primas minerais.
Na verdade, os refratários totalmente à base de minerais permanecem hoje como um componente importante do menu de produtos. Eles são em geral mais baratos, geralmente têm um desempenho admirável e ainda existem muitas aplicações de menor demanda, bem como aquelas de demanda crítica para os mais altos níveis de refratariedade e resistência à corrosão.
indústria de refratários
Os refratários serão encontrados em uso em muitas indústrias para revestimento de caldeiras, fornos e fornalhas de todos os tipos, mas a maior porcentagem é usada na fabricação de metais. Na indústria siderúrgica, um típico alto-forno ou forno aberto pode usar muitos tipos diferentes de refratários, alguns feitos de sílica, alguns de cromo e/ou magnesita e outros de argila refratária.
Quantidades bem menores também são utilizadas nas seguintes indústrias: gás, coque e subprodutos; usinas geradoras de energia; produtos químicos; fornos de assar e fogões; cimento e cal; cerâmica; copo; esmaltes e vidrados; locomotivas e navios; reatores nucleares; refinarias de petróleo; descarte de lixo (incineradores).
Processos de fabricação
O tipo de refratário usado em qualquer aplicação específica depende dos requisitos críticos do processo. Por exemplo, processos que exigem resistência à corrosão gasosa ou líquida requerem baixa porosidade, alta resistência física e resistência à abrasão. Condições que exigem baixa condutividade térmica podem exigir refratários totalmente diferentes. Com efeito, são geralmente empregues combinações de vários refractários. Não há uma linha de demarcação bem estabelecida entre os materiais que são e os que não são refratários, embora a capacidade de resistir a temperaturas acima de 1,100°C sem amolecer tenha sido citada como um requisito prático dos materiais refratários industriais.
Os objetivos técnicos de fabricação de um determinado refratário estão incorporados em suas propriedades e desempenho em uma aplicação pretendida. As ferramentas de fabricação consistem em escolhas entre matérias-primas e entre métodos e parâmetros de processamento. Os requisitos de fabricação têm a ver com as características da composição da fase e da microestrutura – coletivamente chamadas de características do material – que são desenvolvidas por meio do processamento e são responsáveis pelas propriedades e comportamento do produto.
Matéria prima
No passado, as matérias-primas refratárias eram selecionadas de uma variedade de depósitos disponíveis e usadas como minerais extraídos. A mineração seletiva produzia materiais com as propriedades desejadas e apenas em casos de matérias-primas caras, como a magnesita, era necessário um processo de beneficiamento. Hoje, no entanto, as matérias-primas naturais de alta pureza são cada vez mais procuradas, assim como os grãos refratários preparados sinteticamente feitos a partir de combinações de matérias-primas beneficiadas e de alta pureza. O material produzido na queima de minerais brutos ou misturas sintéticas é chamado de grão, clínquer, co-clínquer ou grogue.
Os refratários são geralmente classificados em quatro tipos: aluminossilicato, sílica (ou ácida), básica e miscelânea.
Os materiais geralmente usados nos quatro tipos de refratários incluem:
- Refratários de aluminossilicato. Os fireclays consistem principalmente no mineral caulinita [CAS 1318-74-7] (Al203 2 SiO2 2H2O) com pequenas quantidades de outros minerais de argila, quartzito, óxido de ferro, titânia e impurezas alcalinas. As argilas podem ser utilizadas no estado bruto ou depois de calcinadas. As argilas brutas podem ser grosseiramente dimensionadas ou finamente moídas para incorporação em uma mistura refratária. Alguns caulins de alta pureza são transformados em pasta, classificados, secos e flutuados ao ar para obter uma alta qualidade consistente. As argilas classificadas também podem ser misturadas e extrudadas ou peletizadas e depois calcinadas para produzir grogue caulinítico sintético queimado, ou caulinita crua triturada grosseiramente pode ser queimada para produzir grogue. Após a calcinação ou queima, a caulinita se decompõe em mulita e um vidro silicioso incorporando impurezas minerais associadas ao depósito de argila (por exemplo, quartzito, óxido de ferro, titânia e álcalis) e é consolidada em grog granular denso e duro a altas temperaturas.
- Sílica ou refratários ácidos utilizam principalmente sílica na forma de quartzito triturado e moído (ganister) (92 a 98%), ao qual é adicionada uma substância ligante adequada, como cal (CaO). Os tijolos de sílica são geralmente aquecidos duas vezes porque se expandem quando aquecidos (tijolos refratários encolhem), e é desejável que a expansão seja concluída antes da construção da parede ou revestimento.
- Refratários básicos use dolomita, magnesita (MgO), óxido de cromo, ferro e alumínio.
- Diversos refratários. Da grande variedade de materiais atualmente em uso, os mais comuns são carbonetos como carboneto de silício, grafite, alumina, berílio, tória, óxido de urânio, amianto e óxido de zircônio.
Várias revoluções na indústria ocorreram. Incluídos nessas revoluções estão outros métodos mecanizados de manuseio de sólidos de tonelagem, capacidades aumentadas e automação de equipamentos de processamento e técnicas para a rápida aquisição e análise de dados de controle em processo. Esses avanços transformaram a prática de fabricação de refratários.
A Figura 17 ilustra como diferentes tipos de refratários são feitos. A figura é desenhada no estilo “árvore de decisão” com os ramos divergentes codificados por números para identificação. Existem vários caminhos, cada um fazendo um tipo particular de produto refratário.
Figura 17. Fluxograma de fabricação de refratários
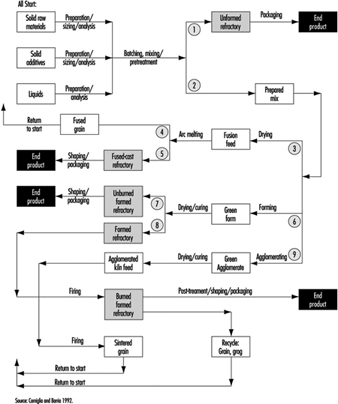
Esses fluxogramas genéricos representam milhares de processos específicos, diferenciados, por exemplo, por suas listas de matérias-primas, modo de preparo e dimensionamento e dosagem (ou seja, quantidade pesada) de cada um, sequência e modo de mistura e assim por diante. Omissões são permitidas - por exemplo, alguns refratários não formados são misturados a seco e nunca umedecidos até a instalação.
Os refratários ou produtos podem ser pré-formados (conformados) ou formados e instalados no local, mas em geral são fornecidos nas seguintes formas:
Tijolo. As dimensões padrão de um tijolo refratário são 23 cm de comprimento por 11.4 cm de largura e 6.4 cm de espessura (tijolo reto). Os tijolos podem ser extrudados ou prensados a seco em prensas mecânicas ou hidráulicas. As formas formadas podem ser queimadas antes do uso ou, no caso de breu, resina ou tijolo ligado quimicamente (curado).
Formas fundidas. As composições refratárias são fundidas a arco e moldadas em formas (por exemplo, blocos de fluxo de tanque de vidro tão grandes quanto 0.33, 0.66, 1.33 m). Após a fundição e o recozimento, os blocos são retificados com precisão para garantir um ajuste preciso.
Refratários fundidos e moldados à mão. Formas grandes, como blocos de queimadores e blocos de fluxo, e formas intrincadas, como peças de alimentação de vidro, saggers e similares, são produzidas por deslizamento ou fundição de cimento hidráulico ou técnicas de moldagem manual. Como essas técnicas são trabalhosas, elas são reservadas para artigos que não podem ser formados satisfatoriamente de outras maneiras.
Refratários isolantes. Os refractários isolantes em forma de tijolo são muito mais leves do que os tijolos convencionais da mesma composição em virtude da porosidade do tijolo.
Castables e misturas de projeção. Os concretos consistem em grãos refratários aos quais é adicionado um ligante hidráulico. Ao se misturar com a água, o agente hidráulico reage e liga a massa. As misturas de projeção são projetadas para serem pulverizadas através de um bico sob pressão de água e ar. A mistura pode ser transformada em pasta antes de ser disparada pela pistola ou misturada com água no bocal.
Refratários plásticos e misturas de compactação. Refratários plásticos são misturas de grãos refratários e argilas plásticas ou plastificantes com água. As misturas de compactação podem ou não conter argila e geralmente são usadas com formas. A quantidade de água usada com esses produtos varia, mas é mantida no mínimo.
Riscos e Precauções Ocupacionais
A Tabela 5 fornece informações sobre muitos dos perigos potenciais encontrados neste setor industrial.
Tabela 5. Riscos potenciais de saúde e segurança encontrados durante a fabricação de vidro, cerâmica e materiais relacionados
|
Riscos |
Usos ou fontes de exposição |
Efeitos potenciais (perigos físicos |
Precauções ou estratégias de controle |
|
Estressores ergonômicos; riscos biomecânicos |
Esforço excessivo de práticas manuais de manuseio de materiais e força excessiva, má postura, alta frequência/duração de tarefas que envolvem levantar, empurrar ou puxar |
Distensões, entorses e corrida em danos musculares esqueléticos nas costas, extremidades superiores e inferiores A fadiga física e mental excessiva pode causar erros que levam a incidentes secundários |
|
|
Riscos físicos |
Preso ou atingido por ou contra equipamento fixo ou móvel Escorregadelas, tropeções e quedas em superfícies de caminhada e trabalho, mangueiras e outros equipamentos, ferramentas ou materiais |
Abrasões, cortes, contusões, lacerações, perfurações, fraturas, amputações |
|
|
Ruído |
Vibradores pneumáticos, compressores, atuadores de válvulas, motores de acionamento de mistura, sopradores e coletores de pó, transportadores, caminhões industriais motorizados, processos mecanizados e equipamentos de embalagem, etc. |
Perda auditiva ocupacional, dificuldade de comunicação e estresse |
|
|
Calor radiante, ambientes de trabalho de alta temperatura |
Processos de aquecimento ou derretimento durante atividades de manutenção ou resposta a emergências |
Tensão fisiológica, estresse térmico ou queimaduras térmicas |
|
|
Inalação de material particulado no ar de matérias-primas, incluindo sílica cristalina, argila, cal, óxido de ferro, poeiras incômodas |
Manipulação de matérias-primas e durante a produção Exposições durante atividades de manutenção de rotina, demolição e durante atividades de construção ou reconstrução As exposições podem ocorrer a partir de equipamentos não ventilados ou de vazamentos ou vedações deficientes em pontos de transferência, chutes, transportadores, elevadores, telas, peneiras, equipamentos de mistura, máquinas de trituração ou trituração, recipientes de armazenamento, válvulas, tubulações, fornos de secagem ou cura, operações de modelagem , etc As matérias-primas são extremamente abrasivas, causando a deterioração dos componentes do sistema de transferência ou armazenamento nos processos de fabricação. A falta de manutenção de mangas, purificadores ou coletores de poeira e o uso de ar comprimido para atividades de limpeza aumentam o risco de superexposições Processos de aquecimento intenso podem levar à exposição às formas mais perigosas de sílica (cristobalita ou tridimita) |
Variam de irritação (partículas incômodas) a queimaduras químicas (cal queimado ou outras matérias-primas alcalinas) a efeitos crônicos, como diminuição da função pulmonar, doença pulmonar, pneumoconiose silicose, tuberculose |
|
|
Lacerações, escoriações ou corpos estranhos; contato com fragmentos ou objetos pontiagudos de vidro, cerâmica ou cerâmica |
Vidro, cerâmica ou outros fragmentos projetados podem causar ferimentos penetrantes e lesões oculares graves. Existe um risco especial quando o vidro temperado “explode” durante a fabricação Contato direto com vidro ou outros filamentos, especialmente na conformação ou bobinagem em operações de produção de filamentos contínuos e revestimento Operações de trefilação na fabricação de fibras ópticas |
Feridas perfurantes, lacerações ou abrasão da pele e tecidos moles (tendões, ligamentos, nervos, músculos) e corpos estranhos no olho Riscos de infecções secundárias graves ou exposições dérmicas a materiais corrosivos ou tóxicos |
|
|
Lacerações de ferramentas manuais |
Facas de barbear, facas de dedo, facas de caco ou outras ferramentas manuais afiadas são comumente usadas em áreas de produção, embalagem e armazenamento ou durante atividades de manutenção |
Cortes no(s) dedo(s) ou mão(s) e nas extremidades inferiores (pernas) |
|
|
Partículas ou vapores de metais pesados (chumbo, cádmio, cromo, arsênico, cobre, níquel, cobalto, manganês ou estanho) |
Como matérias-primas ou impurezas em esmaltes, fórmulas de produtos, pigmentos, corantes, filmes ou revestimentos Atividades de manutenção e construção envolvendo soldagem, corte, soldagem e aplicação/remoção de revestimentos protetores Esmerilhar, cortar, soldar, perfurar ou moldar peças metálicas fabricadas, membros estruturais ou máquinas (por exemplo, blocos refratários ou ligas de alta temperatura) que são componentes de processos de fabricação |
Toxicidade de metais pesados |
|
|
Formaldeído por inalação ou contato direto |
Componente de aglutinantes e tamanhos na indústria de fibra vítrea Possíveis exposições durante a mistura de aglutinantes ou tamanhos e durante a produção |
Irritação sensorial e irritação do trato respiratório Provável cancerígeno humano |
|
|
Bases (hidróxido de sódio) ou ácidos (ácido clorídrico, ácido sulfúrico, ácido fluorídrico) |
Água de processo, água de caldeira ou tratamento de águas residuais e controle de pH Processos de limpeza ou ataque ácido com ácido fluorídrico |
Corrosivo para a pele ou olhos Irritante das vias respiratórias e membranas mucosas O ácido fluorídrico causa queimaduras graves na canela que podem passar despercebidas por horas |
|
|
Epóxis, acrilatos e uretanos (podem conter solventes como xileno, tolueno, etc.) |
Ingredientes em resinas, tamanhos, aglutinantes e revestimentos usados na produção produtos de manutenção |
Sensibilizantes potenciais para a pele ou trato respiratório Alguns epóxis contêm epicloridrina não reagida, um carcinógeno suspeito Alguns uretanos contêm diisocianato de tolueno não reagido, um carcinógeno suspeito Curativos de amina usados em alguns sistemas - irritantes ou corrosivos Perigo de inflamabilidade |
|
|
Estireno |
Resinas de poliéster contendo estireno, ingredientes de tamanho |
Irritante para os olhos, pele, vias respiratórias; efeitos no sistema nervoso central (SNC) e órgãos-alvo Possível cancerígeno Perigo de inflamabilidade |
|
|
Silanos |
Promotores de adesão adicionados a colas, aglutinantes ou revestimentos. Pode hidrolisar para liberar etanol, metanol, butanol ou outros álcoois |
Irritante para os olhos, pele e sistema respiratório; potenciais efeitos no SNC. Respingos nos olhos podem causar danos permanentes Perigo de inflamabilidade |
|
|
Látex |
Tamanho ou áreas de mistura de ligantes, revestimentos e alguns produtos de manutenção |
Irritante para a pele e olhos. Alguns podem conter formaldeído ou outros biocidas e/ou solventes |
|
|
Catalisadores e aceleradores |
Adicionado a resinas ou aglutinantes para cura na produção e/ou para alguns produtos de manutenção |
Irritantes ou corrosivos para a pele ou olhos. Alguns são altamente reativos e sensíveis à temperatura |
|
|
Solventes de hidrocarbonetos e/ou solventes clorados |
Oficinas de manutenção e operações de limpeza de peças |
Vários - irritação, dermatite química, efeitos no SNC. Solventes não clorados podem ser inflamáveis O solvente clorado pode se decompor se for queimado ou aquecido |
|
|
Propano, gás natural, gasolina, óleo combustível |
Combustíveis para calor de processo Combustíveis para caminhões industriais motorizados |
Riscos de incêndio e explosão Exposição a monóxido de carbono ou outros produtos de combustão incompleta |
|
|
Inalação de bioaerossóis |
Aerossóis contendo bactérias, bolores ou fungos gerados pelo processo de pulverização ou água de resfriamento em processos de umidificação, torres de resfriamento, sistemas de ventilação, atividades de limpeza úmida |
Doença transmitida pela água com sintomas sistêmicos não específicos semelhantes aos da gripe, fadiga Potencial para dermatite |
|
|
Vidro fibroso, fibra de lã mineral, fibras cerâmicas refratárias |
Em processos de fabricação, incluindo formação de fibras, cura a quente, corte ou cubagem, enrolamento, embalagem e fabricação No uso de materiais fibrosos como componentes de fornos, dutos e equipamentos de processo |
Fibras não respiráveis podem causar irritação mecânica na pele ou nos olhos As fibras respiráveis podem causar irritação nos olhos, pele e trato respiratório. Fibras duráveis causaram fibrose e tumores em estudos com animais |
|
Problemas de segurança e saúde e padrões de doenças
Esta seção fornece uma visão geral dos problemas de segurança e saúde documentados ou suspeitos em toda a indústria. Dados internacionais sobre lesões e doenças neste setor empresarial não foram localizados em buscas bibliográficas e na internet (em 1997). Informações compiladas pelo Departamento de Trabalho dos EUA, Administração de Segurança e Saúde Ocupacional (OSHA) e Bureau of Labor Statistics (BLS) foram usadas para identificar riscos comuns no local de trabalho e para descrever características de lesões e doenças. Esses dados devem ser representativos da situação mundial.
Perigos detectados durante as inspeções
As inspeções de conformidade regulatória de empresas na fabricação de produtos de pedra, argila, vidro e concreto (Standard Industrial Classification (SIC) Code 32, equivalente ao ISIC Code 36) revelam alguns dos perigos comuns neste setor. As citações de conformidade regulamentar emitidas pela OSHA indicam que os problemas comuns de saúde e segurança podem ser agrupados da seguinte forma:
- Comunicação dos perigos de perigos físicos e para a saúde de substâncias químicas no local de trabalho
- controle de energia perigosa—procedimentos de bloqueio e sinalização para controlar atividades em torno de máquinas ou equipamentos onde uma energização inesperada ou liberação de energia armazenada pode causar lesões. Energia perigosa inclui energia elétrica, mecânica, hidráulica, pneumática, química, radiação térmica e outras fontes.
- segurança elétrica, incluindo equipamento elétrico ou projeto de sistema, métodos de fiação, práticas de trabalho seguras e treinamento
- permitir a entrada obrigatória em espaços confinados— procedimentos de identificação, avaliação e entrada segura
- equipamento de proteção pessoal—avaliações, seleção e uso de proteção para os olhos, rosto, mãos, pés e cabeça
- guarda de máquinas, equipamentos e ferramentas para proteger os operadores e trabalhadores adjacentes de perigos no ponto de operação, pontos de aperto e de peças rotativas, lascas ou faíscas voadoras; inclui maquinário fixo, maquinário portátil e ferramentas elétricas portáteis, e ajuste de proteções e apoios de trabalho em maquinário de roda abrasiva (esmerilhadeiras) (ver figura 18)
Figura 18. A proteção da máquina protege os operadores

- Proteção respiratória—seleção, uso, manutenção, treinamento, liberação médica e teste de ajuste de respiradores
- exposição ocupacional ao ruído—controle de exposições por proteção de engenharia, administrativa ou auditiva e implementação de programas de conservação auditiva
- prevenção de incêndios e preparação e resposta a emergências, incluindo extintores de incêndio, rotas de fuga, planos e armazenamento ou uso de materiais inflamáveis/combustíveis
- superfícies de caminhada e trabalho, incluindo a proteção de aberturas e furos no piso e na parede; serviço de limpeza; e manter corredores e passagens livres de condições que apresentem riscos de escorregar, tropeçar ou cair (consulte a figura 19)
Figura 19. Riscos de tropeçar e escorregar

- caminhões industriais motorizados—projeto, manutenção, uso e outros requisitos de segurança para empilhadeiras, caminhões-plataforma, tratores, carrinhos de mão motorizados ou outros caminhões industriais especializados movidos por motores elétricos ou motores de combustão interna
- escadas fixas e móveis, escadas e andaimes— projeto, inspeção ou manutenção e uso seguro
- proteção contra quedas— uso de sistemas de contenção de queda e equipamentos de retenção para trabalhos elevados
- corte e soldagem— uso e procedimentos seguros para oxigênio/acetileno ou gás combustível ou corte a arco ou equipamento de soldagem
- equipamento de manuseio de materiais-incluindo pontes rolantes e pórticos, guindastes, correntes e eslingas
- controle de exposição a substâncias tóxicas ou perigosas, incluindo contaminantes do ar ou produtos químicos especificamente regulamentados (por exemplo, sílica, chumbo, amianto, formaldeído, cádmio ou arsênico).
Perfil de lesões e doenças
Taxas de incidência de doenças por lesões
Com base nos registros do Departamento do Trabalho dos EUA, os fabricantes de produtos de pedra, argila e vidro (SIC 32) têm uma taxa de incidência total “registrável” de lesões e doenças ocupacionais não fatais de 13.2 casos por 100 trabalhadores em tempo integral por ano. Essa taxa de incidência é maior do que as taxas correspondentes para toda a manufatura (12.2) e toda a indústria privada (8.4). Cerca de 51% dos casos de “lesão registrável” no setor de fabricação de produtos de pedra, argila e vidro não resultam em dias perdidos de trabalho (tempos afastados do trabalho).
As taxas de incidência de “casos de dias de trabalho perdidos totais” com base no número de lesões ou doenças incapacitantes que resultam em dias de trabalho perdidos por um trabalhador por 100 trabalhadores em tempo integral também estão disponíveis no Departamento do Trabalho dos EUA. A taxa de incidência total de dias perdidos inclui os casos em que os dias de trabalho são perdidos e o trabalhador não é capaz de realizar todo o escopo do trabalho (restrito ou leve). Os fabricantes de produtos de pedra, argila e vidro têm uma taxa total de incidência de dias de trabalho perdidos de 6.5 casos por 100 trabalhadores por ano. Isso é mais alto do que as taxas correspondentes para toda a manufatura (5.5) e para toda a indústria privada (3.8). Cerca de 93% dos casos de dias de trabalho perdidos no setor de fabricação de produtos de pedra, argila e vidro resultam de lesões e não de doenças ocupacionais.
A Tabela 6 apresenta informações mais detalhadas sobre as taxas de incidência de lesões e doenças (combinadas) ou lesões (sozinhas) para vários tipos de processos de fabricação no setor de fabricação de produtos de pedra, argila e vidro (Código SIC 32). As taxas de incidência e dados demográficos podem não ser representativos das informações globais, mas são as informações mais completas disponíveis.
Tabela 6. Taxas de incidência de lesões e doenças ocupacionais não fatais1 por 100 trabalhadores em tempo integral para empresas dos EUA no SIC Code 32, indústria privada e manufatura, 1994
|
Indústria |
Código SIC2 |
Emprego médio anual de 19943 (milhares) |
Lesões e Doenças |
Lesões |
||||||
|
Casos de Dia de Trabalho Perdido |
Casos de Dia de Trabalho Perdido |
|||||||||
|
Total de Casos |
Total4 |
Com dias longe do trabalho |
Processos sem dias de trabalho perdidos |
Total de Casos |
Total5 |
Com dias longe do trabalho5 |
Casos sem dias de trabalho perdidos |
|||
|
Indústria privada, todos |
95,449.3 |
8.4 |
3.8 |
2.8 |
4.6 |
7.7 |
3.5 |
2.6 |
4.2 |
|
|
Fabricação, tudo |
18,303.0 |
12.2 |
5.5 |
3.2 |
6.8 |
10.4 |
4.7 |
2.9 |
5.7 |
|
|
Produtos de pedra, argila e vidro |
32 |
532.5 |
13.2 |
6.5 |
4.3 |
6.7 |
12.3 |
6.1 |
4.1 |
6.2 |
|
Vidro plano |
321 |
15.0 |
21.3 |
6.6 |
3.1 |
14.7 |
17.3 |
5.2 |
2.6 |
12.1 |
|
Vidros e vidrarias, prensados |
322 |
76.8 |
12.5 |
6.0 |
3.0 |
6.5 |
11.3 |
5.5 |
2.8 |
5.8 |
|
Recipientes de vidro |
3221 |
33.1 |
14.1 |
6.9 |
3.4 |
7.2 |
13.2 |
6.5 |
3.2 |
6.7 |
|
Vidro prensado e soprado, ne |
3229 |
43.7 |
11.3 |
5.4 |
2.8 |
5.9 |
9.8 |
4.8 |
2.4 |
5.1 |
|
Produtos de vidro comprados |
323 |
60.7 |
14.1 |
6.1 |
3.1 |
8.0 |
12.7 |
5.4 |
2.9 |
7.4 |
|
Produtos estruturais de argila |
325 |
32.4 |
14.1 |
7.7 |
4.2 |
6.5 |
13.1 |
7.2 |
4.0 |
5.9 |
|
Tijolo e telha de barro estrutural |
3251 |
- |
15.5 |
8.4 |
5.1 |
7.1 |
14.8 |
7.9 |
5.0 |
6.9 |
|
refratários de argila |
3255 |
- |
16.0 |
9.3 |
4.7 |
6.8 |
15.6 |
9.3 |
4.7 |
6.4 |
|
Cerâmica e produtos relacionados |
326 |
40.8 |
13.6 |
6.8 |
3.8 |
6.8 |
12.2 |
6.1 |
3.5 |
6.1 |
|
Encanamento vítreo |
3261 |
- |
17.8 |
10.0 |
3.8 |
7.8 |
16.1 |
9.0 |
3.5 |
7.1 |
|
Mesa de porcelana vítrea e |
3262 |
- |
12.8 |
6.3 |
4.4 |
6.5 |
11.0 |
5.6 |
3.8 |
5.5 |
|
Suprimentos elétricos de porcelana |
3264 |
- |
11.3 |
5.8 |
3.7 |
5.6 |
9.8 |
5.0 |
3.4 |
4.8 |
|
Produtos de cerâmica, ne |
3269 |
- |
12.6 |
5.6 |
3.7 |
7.1 |
11.6 |
5.0 |
3.5 |
6.6 |
|
Concreto, gesso e gesso |
327 |
198.3 |
13.4 |
7.0 |
5.6 |
6.4 |
13.0 |
6.9 |
5.5 |
6.2 |
|
Bloco de concreto e tijolo |
3271 |
17.1 |
14.5 |
7.8 |
6.8 |
6.8 |
14.0 |
7.7 |
6.7 |
6.2 |
|
Produtos de concreto, ne |
3272 |
65.6 |
17.7 |
9.8 |
7.0 |
7.9 |
17.1 |
9.5 |
6.8 |
7.6 |
|
Concreto misturado pronto |
3273 |
98.8 |
11.6 |
6.0 |
5.3 |
5.6 |
11.5 |
6.0 |
5.3 |
5.5 |
|
Misc. mineral não metálico |
329 |
76.7 |
10.7 |
5.4 |
3.3 |
5.3 |
9.8 |
5.0 |
3.2 |
4.9 |
|
Produtos abrasivos |
3291 |
20.0 |
10.2 |
3.9 |
2.5 |
6.3 |
9.5 |
3.7 |
2.4 |
5.8 |
|
Lã mineral |
3296 |
23.4 |
11.0 |
6.1 |
3.0 |
4.9 |
10.0 |
5.6 |
2.7 |
4.3 |
|
Refratários não argilosos |
3297 |
- |
10.6 |
5.8 |
4.5 |
4.8 |
10.2 |
5.7 |
4.3 |
4.6 |
|
produtos minerais não metálicos, |
3299 |
- |
13.1 |
8.2 |
5.8 |
4.9 |
11.4 |
7.0 |
5.5 |
4.3 |
nec = não classificado em outro lugar
- = dados não disponíveis
1 As taxas de incidência representam o número de lesões e doenças por 100 trabalhadores em tempo integral e foram calculadas como o número de lesões e doenças dividido pelas horas trabalhadas por todos os funcionários no ano civil vezes 200,000 (o equivalente básico para 100 trabalhadores com 40 horas semanais durante 52 semanas por ano).
2 Manual de Classificação Industrial Padrão 1987 Edição.
3 O emprego é expresso como uma média anual e foi derivado principalmente do programa BLS State Current Employment Statistics.
4 O total de casos inclui casos envolvendo apenas atividade de trabalho restrita, além de dias de afastamento do trabalho com ou sem atividade de trabalho restrita.
5 Os casos de afastamentos incluem os que resultam de afastamentos do trabalho, com ou sem restrição de atividade laboral.
Fonte = Fonte: Com base na pesquisa nacional de lesões e doenças relacionadas ao trabalho na indústria privada pelo Departamento do Trabalho dos EUA, Bureau of Labor Statistics.
Demografia de casos de lesões e doenças
Trabalhadores com idades entre 25 e 44 anos representaram cerca de 59% dos 23,203 casos de acidentes ou doenças com afastamento no setor de fabricação de produtos de pedra, argila e vidro dos EUA. O próximo grupo mais afetado foi o dos trabalhadores de 45 a 54 anos, que tiveram 18% dos casos de lesões ou doenças com afastamento (ver figura 20).
Figura 20. Lesões e doenças com afastamento por idade; NÓS
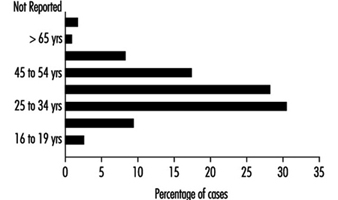
Cerca de 85% das lesões e doenças com afastamento do Código SIC 32 eram do sexo masculino. Em 24% dos casos de afastamento (ambos os sexos), os trabalhadores tinham menos de 1 ano de serviço. Trabalhadores com 1 a 5 anos de serviço representaram 32% dos casos. Funcionários experientes com mais de 5 anos de serviço representaram 35% dos casos de afastamento.
Natureza. A análise dos perfis de incidentes com afastamento caracteriza a natureza das lesões e doenças incapacitantes e ajuda a explicar os fatores causais ou contribuintes. Distensões e entorses são a principal natureza de lesões e doenças no setor de fabricação de produtos de pedra, argila e vidro. Conforme mostrado na figura 23, distensões e entorses representam cerca de 42% de todos os casos de perda de tempo. Cortes e perfurações (10%) foram a segunda natureza mais comum de lesão ou doença incapacitante. Outras categorias de lesões importantes foram contusões (9%), fraturas (7%) e dores nas costas/outras (5%). Queimaduras por calor, queimaduras químicas e amputações foram menos comuns (1% ou menos).
Figura 21. Lesões e doenças ocupacionais
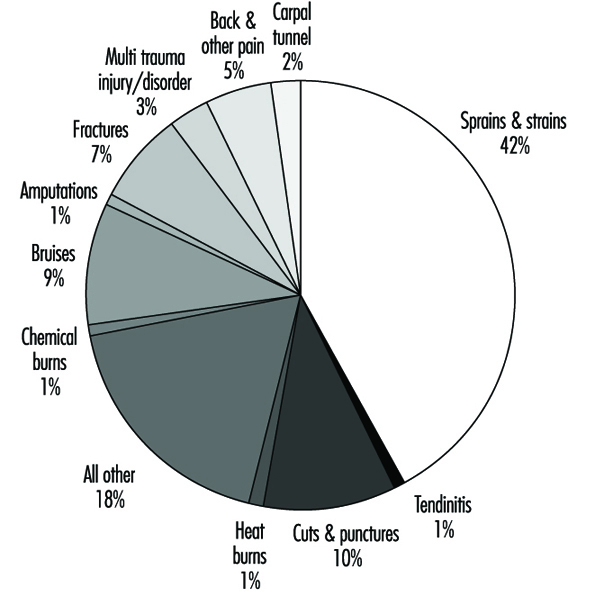
Eventos ou exposições. A Figura 22 mostra que o esforço excessivo durante o levantamento lidera todos os outros eventos ou exposições incapacitantes. O excesso de esforço durante o levantamento foi um fator causal em cerca de 17% dos casos incapacitantes; o movimento repetitivo foi a exposição em mais 5% dos casos incapacitantes. Atingir um objeto foi o próximo evento mais comum, o que levou a 16% dos casos. Os eventos de choque contra um objeto causaram 10% dos casos. Outros eventos importantes foram capturados em um objeto (9%), quedas no mesmo nível (9%), quedas em nível inferior (6%) e escorregões/tropeços sem queda (6%). A exposição a substâncias nocivas ou ao meio ambiente foi fator causal em apenas 5% dos casos.
Figura 22. Evento ou exposição em lesões ocupacionais
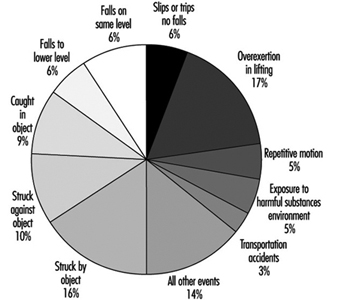
Parte do corpo. A parte do corpo mais frequentemente afetada foi o dorso (24% dos casos) (ver figura 23). Lesões nos membros superiores (dedo, mão, punho e braço combinados) ocorreram em 23% dos casos, com lesão no dedo em 7% dos casos. As lesões de membros inferiores foram semelhantes (22% dos casos), com o joelho acometido em 9% dos casos.
Figura 23. Parte do corpo afetada em acidente com afastamento
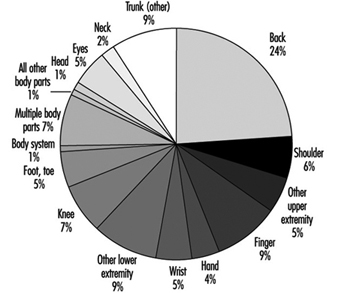
Fontes. As fontes mais comuns de casos de lesões ou doenças incapacitantes foram: peças e materiais (20%); posição ou movimento do trabalhador (16%); pisos, passarelas ou pisos (15%); recipientes (10%); máquinas (9%); veículos (9%); ferramentas manuais (4%); móveis e utensílios (2%); e produtos químicos e químicos (2%) (ver figura 24).
Figura 24. Fontes de lesões ocupacionais
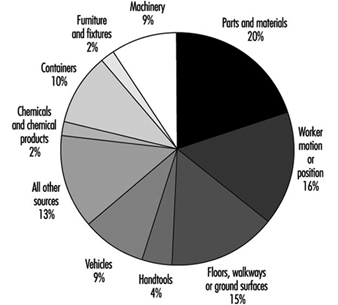
Prevenção e controle de doenças
Trauma cumulativo associado a movimentos repetitivos, esforço excessivo e forças excessivas é um achado comum neste setor de manufatura. Dispositivos robóticos estão disponíveis em alguns casos, mas as práticas de manuseio manual ainda dominam. Compressores, sopradores, spinners, vibradores pneumáticos e equipamentos de embalagem podem gerar ruídos superiores a 90 a 95 dBA. A proteção auditiva e um bom programa de conservação da audição evitarão alterações permanentes na audição.
Esta indústria consome grandes quantidades de sílica cristalina. As exposições devem ser limitadas durante o manuseio, manutenção e limpeza. Uma boa limpeza com um sistema de vácuo adequado ou métodos de limpeza úmida reduzirá as exposições potenciais. A triagem periódica deve ser realizada utilizando testes de função pulmonar e radiografias de tórax se ocorrer exposição excessiva à sílica. As exposições a metais pesados encontrados como matérias-primas, vitrificação ou pigmentos também devem ser minimizadas. O uso de substitutos para metais pesados encontrados em esmaltes também eliminará as preocupações com a saúde relacionadas à lixiviação de metais em alimentos ou bebidas. Boas práticas de limpeza e proteção respiratória são usadas para prevenir efeitos adversos. Vigilância médica que inclui monitoramento biológico pode ser necessária.
O uso de aglutinantes contendo formaldeído, epóxis e silanos é comum na fabricação de fibras vítreas. Devem ser tomadas medidas para minimizar a irritação cutânea e respiratória. O formaldeído é regulamentado como cancerígeno em muitos países. As fibras respiráveis são produzidas durante a fabricação, fabricação, corte e instalação de vidro, rocha, escória e produtos de fibra cerâmica refratária. Embora as exposições a fibras transportadas pelo ar tenham sido geralmente bastante baixas (menos de 1 fibra por centímetro cúbico) para a maioria desses materiais, as aplicações de sopro de preenchimento solto tendem a ser muito maiores.
Rocha, escória e vidro estão entre os produtos de isolamento comercial mais amplamente estudados em uso atualmente. Estudos epidemiológicos revelaram que o tabagismo está tendo um grande impacto na mortalidade por câncer de pulmão entre os funcionários da indústria. Estudos transversais bem conduzidos não mostraram que as fibras produzem mortalidade ou morbidade pulmonar excessiva. Estudos recentes de inalação crônica em ratos mostraram que a durabilidade das fibras vítreas é um determinante crítico do potencial biológico dessas fibras. A composição, que determina a durabilidade dessas fibras, pode variar consideravelmente. Para evitar preocupações com a saúde pública, um Comitê Técnico da Comissão Européia propôs recentemente que a biopersistência de fibras vítreas fosse testada usando inalação de curto prazo. Uma composição de lã isolante que foi exaustivamente testada na dose máxima tolerada por inalação crônica em ratos e que não produz doença irreversível é sugerida como uma fibra de referência.
Questões ambientais e de saúde pública
O poluente atmosférico primário emitido durante a fabricação de vidro, cerâmica, cerâmica e tijolo é o material particulado. A tecnologia de controle máxima alcançável consistindo em filtros de mangas e precipitadores eletrostáticos úmidos está disponível para reduzir as emissões quando necessário. Os poluentes atmosféricos perigosos gerados durante os processos de mistura, aplicação e cura do aglutinante estão sob escrutínio. Essas substâncias incluem estireno, silanos e epóxis usados em filamentos contínuos de vidro, e formaldeído, metanol e fenol usados durante a produção de rocha, escória e vidro. O formaldeído é o poluente atmosférico perigoso que está orientando os padrões de controle para as últimas linhas de fabricação. Poluentes do ar perigosos de metais pesados, como o cromo, estão impulsionando os padrões de forno de fusão de vidro, enquanto NÃOx e entaox continuam a ser problemas em alguns países. As emissões de flúor e boro são motivo de preocupação na produção contínua de filamentos de vidro. O boro também pode se tornar uma preocupação ambiental se fibras de lã de vidro vítrea altamente solúveis forem necessárias em alguns países.
Devido ao alto volume de descarga de ar e à natureza da conformação e fusão do vidro, a indústria evapora quantidades consideráveis de água. Muitas instalações, como, por exemplo, nos Estados Unidos, têm descarga zero de águas residuais. As águas residuais recicladas que contêm material orgânico podem criar riscos biológicos no local de trabalho se o tratamento não for implementado para prevenir o crescimento biológico (consulte a figura 25). Os resíduos gerados por este setor industrial incluem metais pesados, corrosivos, alguns aglutinantes e solventes usados. A indústria de fibra de vidro tornou-se um ponto importante para a reciclagem de garrafas de vidro e vidro plano. Por exemplo, os produtos atuais de lã de vidro contêm 30 a 60% de vidro reciclado. Refratários usados também são recuperados e reutilizados de forma benéfica.
Figura 25. Aerossóis de águas residuais reutilizadas

Agradecimentos: Agradecimentos especiais a Dan Dimas, CSP, Libbey-Owens-Ford, por fornecer fotografias, e a Michel Soubeyrand, Libbey-Owens-Ford, por fornecer informações sobre deposição química de vapor para a seção sobre vidro.
Fibras Ópticas
As fibras ópticas são filamentos de vidro da espessura de um fio de cabelo, projetados para transmitir raios de luz ao longo de seu eixo. Diodos emissores de luz (LEDs) or diodos laser converter sinais elétricos nos sinais ópticos que são transmitidos através de um núcleo cilíndrico interno do cabo de fibra óptica. As propriedades de refração mais baixas do revestimento externo permitem que os sinais de luz sejam propagados por reflexão interna ao longo do núcleo cilíndrico interno. As fibras ópticas são projetadas e fabricadas para se propagar como um único feixe de luz ou como múltiplos feixes de luz transmitidos simultaneamente ao longo do núcleo. (Veja a figura 1.)
Figura 1. Fibras ópticas monomodo e multimodo
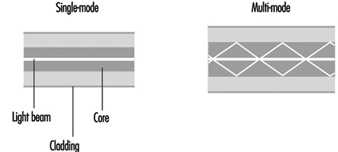
A fibra monomodo é usada principalmente para telefonia, aplicações de televisão a cabo e backbones de campus. A fibra multimodo é comumente usada para comunicações de dados e redes locais.
Fabricação de fibra óptica
Materiais e processos especiais são necessários para fabricar fibras ópticas que atendam aos critérios básicos de projeto: (1) um núcleo com alto índice de refração e revestimento com baixo índice de refração, (2) baixa atenuação de sinal ou perda de potência e (3) uma baixa dispersão ou alargamento do feixe de luz.
Vidro de sílica de alta pureza com outros materiais de vidro (ou seja, vidros de fluoreto de metal pesado, vidros de calcogeneto) são os principais materiais atualmente usados para fabricar fibras ópticas. Materiais policristalinos, materiais monocristalinos, guias de ondas ocas e materiais plásticos poliméricos também são usados. As matérias-primas devem ser relativamente puras com concentrações muito baixas de metais de transição e grupos formadores de hidroxila (abaixo do nível de partes por bilhão). Os métodos de processamento devem proteger o vidro formador de impurezas no ambiente de fabricação.
As fibras ópticas são fabricadas usando uma preparação de fase de vapor não convencional de uma pré-forma de vidro que é então transformada em fibra. Compostos voláteis de sílica são convertidos em SiO2 por hidrólise de chama, deposição química de vapor (CVD) ou oxidação em alta temperatura. Outros dopantes são adicionados ao vidro para alterar as propriedades do vidro. As variações no processo de deposição de vapor começam com o mesmo material, mas diferem no método usado para converter esse material em sílica.
Um dos seguintes métodos de deposição de fase de vapor é usado para fabricar fibras ópticas à base de sílica: (1) deposição química de vapor modificada (MCVD), (2) deposição química de vapor de plasma (PCVD), (3) deposição externa de vapor (OVD), e (4) deposição axial de fase de vapor (VAD) (ver figura 2). Tetracloreto de silício (SiCI4), tetracloreto de germânio (GeCI4) ou outros haletos líquidos voláteis convertem-se em gás quando ligeiramente aquecidos devido às suas altas pressões de vapor. Haleto gasoso é entregue a uma zona de reação e convertido em partículas de vidro (consulte também o capítulo Microeletrônica e semicondutores.)
Figura 2. Fluxograma de fabricação de fibra óptica
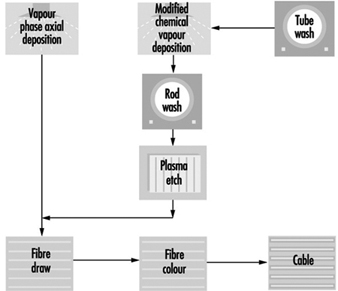
MCVD e PCVD processos. Um tubo de sílica fundida de alta qualidade é conectado a um torno de trabalho de vidro equipado com uma tocha de hidrogênio/oxigênio que atravessa seu comprimento. Um suprimento de material haleto é conectado a uma extremidade do tubo de vidro e um depurador na extremidade oposta para remover o excesso de material haleto. A superfície do tubo de vidro é primeiro limpa por polimento a fogo enquanto a tocha atravessa o comprimento do tubo. Vários reagentes são adicionados no sistema de vapor, dependendo do produto que está sendo fabricado. Uma reação química ocorre quando os haletos passam pela seção do tubo que está sendo aquecido. Os haletos se convertem em partículas de “fuligem” de sílica que se depositam na parede interna do tubo de vidro a jusante da tocha. As partículas depositadas são sinterizadas na camada de vidro. O processo PCVD é semelhante ao MCVD, exceto que os haletos são fornecidos por um sistema de borbulhador e são usadas micro-ondas em vez de uma tocha para converter o material haleto em vidro.
OVD e VAD processos. Na primeira etapa do processo de fabricação da fibra, o core e revestimento os vidros são vapor depositado em torno de uma haste alvo rotativa para formar uma pré-forma de “fuligem”. O material do núcleo é depositado primeiro, seguido pelo revestimento. Toda a pré-forma deve ser extremamente pura, pois tanto o núcleo quanto o revestimento são depositados por vapor. A geometria da fibra é determinada durante a fase de fabricação. Depois que a haste alvo é removida, a pré-forma é colocada em um forno, onde é consolidada em um vidro sólido e transparente e o orifício central é fechado. O gás é passado através da pré-forma para remover a umidade residual que afeta adversamente a atenuação da fibra (perda de sinal óptico à medida que a luz é transmitida ao longo do eixo da fibra). As pré-formas são então lavadas com ácido fluorídrico para garantir a pureza do vidro e remover os contaminantes.
A pré-forma de vidro consolidada é colocada em uma torre de extração para formar um fio contínuo de fibra de vidro. Primeiro, a pré-forma é carregada no topo de um forno de estiramento. Em seguida, a ponta da pré-forma é aquecida e um pedaço de vidro fundido começa a cair. À medida que esta peça é desenhada (puxada), ela passa por um monitor de diâmetro em linha para garantir que a fibra atenda a um diâmetro especificado exato (geralmente medido em mícrons). . O diâmetro externo do revestimento é usado como guia para alinhar os núcleos de fibra durante o uso final. Os núcleos devem estar alinhados para que a transferência de luz ocorra de forma eficiente.
Polímero de acrilato ou outros revestimentos são aplicados e curados com lâmpadas ultravioleta. Os revestimentos destinam-se a proteger a fibra óptica do meio ambiente durante o uso final. As fibras ópticas são testadas para garantir a conformidade com os padrões de fabricação quanto à resistência, atenuação e geometria. Comprimentos específicos de fibra são enrolados em bobinas de acordo com as especificações do cliente.
Vários perigos potenciais são encontrados durante a fabricação de fibras ópticas. Estes incluem: (1) exposição ao ácido fluorídrico (ao limpar pré-formas de vidro), (2) energia radiante e estresse térmico associado a ambientes de trabalho próximos a tornos e processos de deposição de vapor, (3) contato direto com superfícies quentes ou material fundido (pré-formas de vidro ), (4) exposição a revestimentos de polímero de acrilato (sensibilizadores da pele), (5) perfurações e lacerações da pele durante o manuseio da fibra e (6) uma variedade de perigos físicos descritos anteriormente.
Gemas Sintéticas
As gemas sintéticas são quimicamente e estruturalmente idênticas às pedras encontradas na natureza. As gemas de imitação, em contraste, são pedras feitas para parecerem semelhantes a uma gema específica. Existem alguns processos básicos que produzem uma variedade de pedras preciosas. Gemas sintéticas incluem granada, espinélio, esmeralda, safira e diamante. A maioria dessas pedras é produzida para uso em joalheria. Diamantes são usados como abrasivos, enquanto rubis e granadas são usados em lasers.
A primeira gema sintética usada em joalheria foi a esmeralda. O processo empregado em sua fabricação é proprietário e mantido em segredo, mas provavelmente envolve um método de crescimento de fluxo no qual silicatos de alumina e berílio com adições de cromo para cor são fundidos juntos. As esmeraldas cristalizam a partir do fluxo. Pode levar um ano para produzir pedras por este processo.
O Verneuil ou processo de fusão por chama é usado na produção de safira e rubi. Requer grandes quantidades de hidrogênio e oxigênio, consumindo, portanto, grandes quantidades de energia. Este processo envolve o aquecimento de um cristal de semente com uma chama de oxi-hidrogênio até que a superfície fique líquida. Matéria-prima alimentada, como IA2O3 pois a safira é adicionada com cuidado. À medida que a matéria-prima se funde, o cristal semente é lentamente retirado da chama, fazendo com que o líquido mais distante da chama se solidifique. A ponta mais próxima da chama ainda está líquida e pronta para mais matéria-prima. O resultado final é a formação de um cristal em forma de bastão. Cores diversas são criadas pela adição de pequenas quantidades de vários íons metálicos às matérias-primas. O rubi é criado substituindo 0.1% de seus íons de alumínio por átomos de cromo.
Espinélio, um germe sintético incolor (MgAI2O4), é feito pelo processo Verneuil. Junto com a safira, o espinélio é usado pela indústria para fornecer uma ampla gama de cores para uso como pedras de nascimento e em anéis de classe. A cor produzida pela adição dos mesmos íons metálicos será diferente no espinélio do que na safira.
Diamantes sintéticos são usados na indústria por causa de sua dureza. As aplicações para diamantes incluem corte, polimento, retificação e perfuração. Alguns dos usos comuns são corte e moagem de granito para uso na construção civil, perfuração de poços e moagem de ligas não ferrosas. Além disso, estão sendo desenvolvidos processos que irão depositar diamante em superfícies para fornecer superfícies transparentes, duras e resistentes a arranhões.
Os diamantes são formados quando o carbono elementar ou grafite é submetido a pressão e calor ao longo do tempo. Criar um diamante no chão de fábrica envolve combinar grafite e catalisadores de metal e comprimi-los em alta temperatura (até 1,500 °C). O tamanho e a qualidade dos diamantes são controlados ajustando o tempo, pressão e/ou calor. Grandes matrizes de carboneto de tungstênio são usadas para atingir as altas pressões necessárias para formar diamantes em um período de tempo razoável. Essas matrizes medem até 2 m de diâmetro e 20 cm de espessura, assemelhando-se a um grande donut. A mistura de grafite e catalisador é colocada em uma junta de cerâmica e os pistões cônicos se espremem por cima e por baixo. Após um tempo especificado, a junta contendo diamantes é removida da prensa. As juntas são quebradas e o grafite com diamante é submetido a uma série de agentes projetados para digerir todo o material, exceto os diamantes. Os reagentes empregados são agentes fortes que são fontes potenciais de queimaduras significativas e lesões respiratórias. Diamantes com qualidade de gema podem ser produzidos da mesma maneira, mas os longos tempos de impressão necessários tornam esse processo proibitivamente caro.
Os perigos resultantes da fabricação de diamantes incluem exposição potencial a ácidos altamente reativos e agentes cáusticos em grandes volumes, ruído, poeira de formação e quebra de juntas de cerâmica e exposição a poeira de metal. Outro perigo potencial é criado pela falha das matrizes maciças de metal duro. Após um número variável de usos, as matrizes falham, representando um risco de trauma se as matrizes não forem isoladas. Problemas ergonômicos surgem quando os diamantes fabricados são classificados e classificados. Seu pequeno tamanho torna este trabalho tedioso e repetitivo.
Impressão e Publicação
perfil geral
As indústrias de impressão, fotografia comercial e reprodução são importantes em todo o mundo em termos de importância econômica. A indústria gráfica é muito diversificada em tecnologias e em tamanho de empresas. No entanto, independentemente do tamanho medido pelo volume de produção, as diferentes tecnologias de impressão descritas neste capítulo são as mais comuns. Em termos de volume de produção, há um número limitado de operações de grande escala, mas muitas de pequeno porte. Do ponto de vista econômico, a indústria gráfica é uma das maiores e gera receitas anuais de pelo menos US$ 500 bilhões em todo o mundo. Da mesma forma, a indústria da fotografia comercial é diversificada, com um número limitado de operações de grande volume e muitas de pequeno volume. O volume de fotoacabamento é dividido igualmente entre as operações de grande e pequeno volume. O mercado fotográfico comercial gera receitas anuais de aproximadamente US$ 60 bilhões em todo o mundo, com as operações de fotoacabamento representando aproximadamente 40% desse total. A indústria de reprodução, que consiste em operações de menor volume com receitas anuais combinadas de cerca de US$ 27 bilhões, gera cerca de 2 trilhões de cópias anualmente. Além disso, serviços de reprodução e duplicação em escala ainda menor são fornecidos no local na maioria das organizações e empresas.
As questões de saúde, meio ambiente e segurança nessas indústrias estão evoluindo em resposta a substituições por materiais potencialmente menos perigosos, novas estratégias de controle de higiene industrial e o advento de novas tecnologias, como a introdução de tecnologias digitais, imagens eletrônicas e computadores. Muitos problemas de saúde e segurança historicamente importantes (por exemplo, solventes na indústria de impressão ou formaldeído como estabilizador em soluções de fotoprocessamento) não serão problemas no futuro devido à substituição de material ou outras estratégias de gerenciamento de risco. No entanto, irão surgir novas questões de saúde, ambiente e segurança que terão de ser abordadas pelos profissionais de saúde e segurança. Isso sugere a importância contínua do monitoramento da saúde e do meio ambiente como parte de uma estratégia eficaz de gerenciamento de riscos nas indústrias de impressão, fotografia comercial e reprodução.David Richardson
Visão geral dos processos de impressão
A invenção da impressão remonta à China no século XI. Na última parte do século XV, Johannes Gutenburg introduziu pela primeira vez o tipo móvel e inventou a prensa tipográfica, criando assim o processo de impressão que agora é comum em todo o mundo. Desde então, o processo de impressão se expandiu dramaticamente além da simples impressão de palavras em papel para a impressão de palavras e outras formas de artes gráficas em papel e outros materiais (substratos). No século 11, a embalagem de todos os tipos de produtos de consumo levou a impressão a outro nível. Impressão, embalagem e publicações, juntamente com o campo intimamente associado de revestimento e laminação, são encontrados em produtos e processos cotidianos usados em casa, no lazer e no trabalho.
A arte de colocar palavras e imagens em papel ou outros substratos está se movendo em direções não previstas até alguns anos atrás. Um amplo espectro de tecnologias, desde os estilos de impressão mais antigos e tradicionais até as mais novas tecnologias envolvendo computadores e processos relacionados, evoluiu. Isso inclui tudo, desde a tecnologia mais antiga do tipo à base de chumbo em prensas planas até as modernas prensas diretas à placa alimentadas por bobina de hoje (consulte a figura 1). Em algumas operações, essas diversas tecnologias são literalmente encontradas lado a lado.
Figura 1. O acabamento final de um processo de impressão

Existem quatro tipos gerais de impressão e muitos riscos de segurança, saúde e meio ambiente associados a essas tecnologias.
1. Tipografia ou impressão em relevo. Esse processo, usado por muitos anos em impressão e publicação, envolve a criação de imagens, muitas vezes letras ou figuras, que são levantadas acima de um fundo ou área não imprimível. A tinta é aplicada na área elevada, que é então colocada em contato com o papel ou outro substrato que aceite a imagem.
Existem várias maneiras de criar a imagem em relevo, como a montagem de letras individuais usando tipo móvel ou usando a máquina de linotipo, outrora comum, ou tipo criado por máquina. Esses processos são apropriados para tarefas de impressão mais simples e de menor duração. Para tarefas de execução mais longa, as chapas de impressão, geralmente feitas de metal, plástico ou materiais do tipo borracha, são mais apropriadas. O uso de placas de borracha ou similares costuma ser chamado de flexografia ou impressão flexográfica.
As tintas típicas deste processo podem ser à base de solvente ou água. Algumas tintas mais recentes, baseadas em cura ultravioleta (UV) e outros sistemas químico-físicos, estão sendo desenvolvidas e implementadas neste sistema de impressão.
2. Impressão em talhe doce ou rotogravura. Nos processos de impressão em entalhe ou gravura, a imagem a ser impressa é rebaixada na face de uma placa ou cilindro gravado. A placa ou cilindro é banhado em tinta. O excesso de tinta é então removido das partes não gravadas da placa por meio de um lâmina raspadora. A placa ou cilindro é então colocado em contato com o papel ou outro substrato para o qual a tinta transfere a imagem. Este sistema de impressão é muito típico de produtos impressos de grandes tiragens, como revistas e materiais de embalagem.
As tintas normalmente são à base de solvente, sendo o tolueno o solvente mais comum em tintas para entalhe ou gravura. O uso de tintas à base de óleo de soja e água está em andamento com algum sucesso. No entanto, nem todos os aplicativos podem utilizar essa tecnologia mais recente.
3. Impressão planográfica ou litográfica. Materiais diferentes formam a base para a impressão planográfica ou litográfica. Usando materiais diferentes, podem ser desenvolvidas áreas receptivas ou repelentes à água (isto é, receptivas à tinta solvente). A área receptiva à tinta solvente carregará a imagem, enquanto a área receptiva à água se tornará o plano de fundo ou a área não impressa. Assim, a tinta adere apenas em áreas específicas para transferência para o papel ou outro substrato. Em muitos casos, esta etapa envolverá a transferência para uma superfície intermediária, conhecida como cobertor, que posteriormente será colocado contra o papel ou outro substrato. Este processo de transferência é chamado de impressão offset, que é amplamente utilizado para muitas aplicações de impressão, publicação e embalagem.
Deve-se notar que nem toda impressão offset envolve litografia. Dependendo das necessidades exatas do processo de impressão, outros métodos de impressão podem utilizar elementos de impressão offset.
As tintas usadas na impressão planográfica ou litográfica geralmente são à base de solvente (ou seja, não à base de água), mas algumas tintas que não são à base de solvente estão sendo desenvolvidas rapidamente.
4. Impressão porosa ou serigráfica. A impressão porosa ou serigráfica usa um estêncil colocado sobre uma tela de malha fina. A tinta é aplicada nas áreas da tela aberta e pressionada (esfregada) sobre o estêncil e a área da malha aberta. A tinta será transferida através da tela para o papel ou outro substrato sob a tela. A serigrafia é frequentemente usada para tarefas de impressão mais simples e de baixo volume, onde esse processo pode ter uma vantagem de custo. O uso típico deste processo de impressão é para têxteis, cartazes, displays e papel de parede.
As tintas para serigrafia são à base de solvente ou água, dependendo muito do substrato a ser impresso. Como o revestimento usado na serigrafia costuma ser mais espesso, as tintas geralmente são mais viscosas do que as usadas em outros métodos de impressão.
Preparação de material pronto para impressão
A preparação do material para impressão envolve a reunião de vários materiais, incluindo texto, fotografias, obras de arte, ilustrações e desenhos, que são objeto de reprodução no material impresso. Todos os materiais devem ser completamente finalizados porque as alterações não podem ser feitas após a criação das chapas de impressão. Para corrigir erros, o processo deve ser refeito. Os princípios das artes gráficas são aplicados neste ponto para garantir a estética adequada do produto impresso.
Os aspectos de saúde e segurança da etapa de artes gráficas do processo de impressão são geralmente considerados menos perigosos do que os outros aspectos da impressão. A geração de obras de arte pode envolver esforço físico considerável, bem como riscos à saúde devido aos pigmentos, cimento de borracha, adesivos em spray e outros materiais utilizados. Muito disso está sendo substituído por gráficos computadorizados, o que também é discutido no artigo “Arte comercial” no Entretenimento e artes capítulo. Os riscos potenciais de trabalhar com unidades de exibição visual e computadores são discutidos em outra parte deste enciclopédia. Estações de trabalho ergonomicamente sólidas podem aliviar os riscos.
Fabricação de chapas
As chapas ou cilindros de impressão típicos dos processos de impressão contemporâneos devem ser criados para fotografia de processo ou maquiagem gerada por computador. Frequentemente, a fabricação de chapas começa com um sistema de câmera que é usado para criar uma imagem, que posteriormente pode ser transferida por métodos fotoquímicos para a chapa. As cores devem ser separadas e aspectos da qualidade de impressão, como imagens de meio-tom, devem ser desenvolvidos nesse processo. A fotografia usada para a produção de chapas é muito sofisticada quando comparada ao típico uso doméstico de uma câmera. Nitidez excepcional, separação de cores e registro são necessários para permitir a produção de materiais impressos de qualidade. Com a introdução do computador, muito do trabalho manual de montagem e desenvolvimento de imagem foi eliminado.
Os perigos potenciais observados nesta parte do processo de impressão são semelhantes aos típicos da indústria fotográfica e são discutidos em outras partes deste capítulo. Controlar possíveis exposições químicas é importante durante a produção de chapas.
Depois que a imagem é criada, processos fotomecânicos são usados para criar a placa de impressão. Os processos fotomecânicos típicos para fazer placas podem ser agrupados da seguinte forma:
métodos manuais. Ferramentas manuais, gravadores e facas podem ser usadas para criar relevo na placa, ou giz de cera pode ser usado para criar áreas repelentes de água em uma placa de litografia. (Este é geralmente um método usado em pequenas produções ou para tarefas especiais de impressão.)
Métodos mecânicos. Tornos, máquinas governantes e tipos similares de equipamentos mecânicos são usados para criar relevo, ou outros equipamentos podem ser usados para produzir áreas repelentes de água em placas de litografia.
Métodos eletroquímicos. Métodos eletroquímicos são usados para depositar metais em placas ou cilindros.
Métodos eletrônicos. Gravadores eletrônicos são usados para criar relevo em placas ou cilindros.
Métodos eletrostáticos. Métodos xerográficos ou similares são usados para criar componentes de imagem em relevo ou repelentes de água em placas ou cilindros.
Métodos fotomecânicos. As imagens fotográficas podem ser transferidas para as placas através de revestimentos sensíveis à luz na placa ou no cilindro.
A fabricação de chapas fotomecânicas é o processo mais comum atualmente. Em muitos casos, dois ou mais sistemas podem ser usados para criar a placa ou cilindro.
As implicações de saúde e segurança de fazer chapas de impressão são extensas devido aos vários métodos usados para criar a chapa. Métodos mecânicos, menos usados hoje do que no passado, eram a fonte de problemas típicos de segurança mecânica, incluindo riscos decorrentes do uso de ferramentas manuais e equipamentos mecânicos maiores frequentemente vistos na oficina mecânica. Os riscos relacionados à segurança e proteção das mãos são típicos na fabricação de chapas usando métodos mecânicos. Essa fabricação de chapas geralmente envolve o uso de óleos e produtos de limpeza que podem ser inflamáveis ou tóxicos.
Métodos mais antigos ainda estão em uso em muitas instalações ao lado de equipamentos mais novos e os perigos podem se espalhar. Se a placa consistisse em tipos móveis, uma máquina de linotipo, outrora muito comum na maioria das gráficas, produziria tipos fundindo chumbo na forma de letras. O chumbo é derretido e mantido em um pote de chumbo. Com o pote de chumbo presente, muitos dos perigos associados ao chumbo chegam diretamente à gráfica. Chumbo, que é discutido em outra parte deste enciclopédia, pode entrar no corpo através da inalação de compostos de chumbo e pela contaminação da pele com chumbo e tipos contendo chumbo que podem levar à ingestão de chumbo. O resultado é um possível envenenamento crônico por chumbo de baixo grau, com consequente disfunção do sistema nervoso, disfunção renal e outras toxicidades.
Outros métodos de fabricação de placas usam sistemas químicos típicos de revestimento ou corrosão química para criar uma imagem na placa ou no cilindro. Isso envolve muitos produtos químicos diferentes, incluindo ácidos e metais pesados (zinco, cromo, cobre e alumínio), juntamente com sistemas de resina de base química orgânica que compõem algumas das camadas superiores da própria placa. Alguns sistemas agora usam solventes à base de petróleo nos processos químicos de fabricação de placas. Os perigos potenciais para a saúde de tais produtos químicos devem ser considerados no esforço de segurança realizado para tal instalação. Ventilação e equipamentos de proteção individual apropriados para os produtos químicos utilizados são muito importantes. Além disso, os efeitos ambientais potenciais de corrosivos e metais pesados precisam ser levados em consideração como parte do esforço de segurança para a química da fabricação de chapas. O armazenamento e a mistura desses sistemas químicos também apresentam riscos à saúde que podem ser significativos se ocorrer um derramamento.
Os sistemas de gravação, usados em alguns casos para transferir a imagem para a placa ou cilindro, também podem apresentar riscos potenciais. Os sistemas padrão de gravação irão gerar alguma contaminação de metal que pode ser um problema para quem trabalha com esses sistemas. Os sistemas mais novos utilizam equipamentos a laser para esculpir a imagem no material da placa. Embora isso permita a eliminação de algumas etapas no processo de fabricação de chapas, a presença do laser pode representar um perigo para os olhos e a pele. O laser também pode ser usado para amaciar materiais, como plásticos, em vez de aquecê-los até a vaporização, criando assim problemas adicionais relacionados a vapor e fumaça no local de trabalho.
Na maioria dos casos, o processo de produção de chapas é uma parcela relativamente pequena das operações de produção total da gráfica, o que automaticamente limita o risco presente, já que poucas pessoas trabalham na área de produção de chapas e quantidades menores de materiais são típicas desses tipos de operações. À medida que a tecnologia avança, menos etapas serão necessárias para traduzir a imagem para a placa, apresentando assim menos oportunidades para que os perigos tenham impacto nos funcionários e no meio ambiente.
Fabricação de tinta
Dependendo das tecnologias utilizadas, uma variedade de tintas e revestimentos são usados. As tintas são normalmente compostas de um suporte e pigmento ou corantes e resinas que formam a imagem.
O carreador permite que os pigmentos e outros componentes permaneçam em solução até que a tinta seque. Os portadores de tinta de impressão típicos incluem álcoois, ésteres (acetatos), cetonas ou água. As tintas para rotogravura geralmente incluem grandes quantidades de tolueno. As tintas mais recentes podem conter óleo de soja epoxidado e outros produtos químicos que são menos perigosos porque não são voláteis.
Outro componente das tintas típicas é o aglutinante de resina. O dobrador de resina é usado, após a secagem do solvente, para manter o pigmento no substrato. As resinas orgânicas, algumas naturais e outras sintéticas, como as resinas acrílicas, são rotineiramente utilizadas em tintas.
O pigmento fornece a cor. As bases de pigmento podem vir de uma variedade de produtos químicos, incluindo metais pesados e materiais orgânicos.
As tintas curadas por UV são baseadas em acrilatos e não contêm transportadores. Eles não estão envolvidos no processo de cura/secagem. Essas tintas tendem a ser simplesmente um sistema de resina e pigmento. Os acrilatos são potenciais sensibilizadores respiratórios e cutâneos.
Existem muitos riscos à saúde e à segurança associados à fabricação de tintas. Como a composição da tinta geralmente inclui solventes inflamáveis, a proteção contra incêndio é importante em qualquer instalação onde a fabricação de tinta é realizada. Sistemas de sprinklers e equipamentos portáteis de extinção devem estar presentes e em plena e completa condição de operação. Como os funcionários devem saber usar o equipamento, é necessário treinamento. Os sistemas elétricos devem ser intrinsecamente seguros ou envolver purga ou proteção contra explosão. O controle da estática é crítico, pois muitos solventes podem gerar uma carga estática quando passam por uma mangueira de plástico ou pelo ar. Controle de umidade, aterramento e ligação são fortemente recomendados para controle estático.
Equipamentos de mistura, de pequenos misturadores a grandes tanques de batelada, podem impor muitos riscos de segurança mecânica. As lâminas e os sistemas do misturador devem ser guardados ou protegidos durante a operação e nos modos de preparação e limpeza. As proteções da máquina são necessárias e devem estar instaladas; quando são removidos para atividades relacionadas à manutenção, os programas de bloqueio/sinalização são essenciais.
Devido às quantidades de materiais presentes, o manuseio do material também pode apresentar riscos. Embora seja recomendado que todos os materiais que são convenientemente canalizados diretamente para a área de uso sejam manuseados dessa maneira, muitos componentes de tinta devem ser movidos manualmente para a área de mistura em sacos, tambores ou outros recipientes. Isso envolve não apenas o uso de equipamentos mecânicos, como empilhadeiras e guindastes, mas também o manuseio manual pelo funcionário que faz a mistura. Tensões nas costas e tensões semelhantes são comuns nessas operações. O treinamento em práticas corretas de levantamento é um aspecto importante das medidas preventivas, bem como a seleção de processos de levantamento mecânico que requerem menos envolvimento humano direto.
Com tanto manuseio, podem ocorrer derramamentos e incidentes de manuseio de produtos químicos. Devem existir sistemas para lidar com tais situações de emergência. Além disso, é necessário cuidado no armazenamento para evitar derramamento e possível mistura de materiais incompatíveis.
Os produtos químicos específicos e grandes quantidades armazenadas podem levar a problemas relacionados a possíveis exposições à saúde dos funcionários. Cada componente, seja transportador, resina ou pigmento, deve ser avaliado individualmente e dentro do contexto do sistema de tinta. O esforço de segurança deve incluir: avaliação da higiene industrial e amostragem para determinar se as exposições são consideradas aceitáveis; ventilação adequada para remoção de materiais tóxicos; e o uso de equipamento de proteção individual adequado deve ser considerado. Uma vez que existem derramamentos e outras oportunidades de superexposição, sistemas de emergência devem estar instalados para prestar os primeiros socorros. Chuveiros de segurança, lava-olhos, kits de primeiros socorros e vigilância médica são todos recomendados, caso contrário, podem ocorrer lesões na pele, olhos, sistema respiratório e outros sistemas do corpo. Os insumos podem variar desde simples dermatites resultantes da exposição da pele a solventes, até danos mais permanentes aos órgãos devido à exposição a pigmentos de metais pesados, como o cromato de chumbo, que são encontrados em algumas formulações de tintas. O espectro de possível toxicidade é grande por causa dos muitos materiais que são usados na fabricação de várias tintas e revestimentos. Com tecnologias mais recentes, como tintas de cura UV, o perigo pode mudar de perigos de solvente padrão para sensibilização por contato repetido com a pele. Deve-se tomar cuidado para entender completamente os riscos potenciais dos produtos químicos usados na fabricação de tintas e revestimentos. Isso é melhor feito antes da formulação.
Uma vez que muitas tintas contêm materiais que são potencialmente nocivos se chegarem ao meio ambiente, pode ser necessário controlar o processo de fabricação da tinta. Além disso, materiais residuais, incluindo materiais de limpeza e resíduos, devem ser manuseados com cuidado, para minimizar seu impacto no meio ambiente.
Com a forte ênfase mundial em um ambiente melhor, estão sendo introduzidas tintas mais "amigas do meio ambiente", que usam água como solvente e resinas e pigmentos menos tóxicos. Isso deve ajudar a reduzir os riscos relacionados à fabricação de tinta.
Impressão
A impressão envolve pegar a placa, colocar uma tinta na placa e transferir a tinta para o substrato. Nos processos offset, a imagem é transferida de uma placa enrolada em um cilindro para um cilindro intermediário de borracha (manta) antes de ser transferida para o substrato desejado. Os substratos nem sempre se limitam ao papel, embora o papel seja um dos substratos mais comuns. Muitas etiquetas sofisticadas são impressas em filme de poliéster metalizado a vácuo, usando técnicas de impressão convencionais. Os plásticos laminados podem ser alimentados na impressora em folhas ou como parte de uma rede contínua que é posteriormente cortada de acordo com as especificações para fazer a embalagem.
Como a impressão geralmente envolve cores, várias camadas impressas podem ser colocadas no substrato e depois secas antes da adição da próxima camada. Tudo isso deve ser feito com muita precisão para manter todas as cores registradas. Isso requer várias estações de impressão e controles sofisticados para manter a velocidade e a tensão adequadas na impressora.
Os perigos associados à operação de uma impressora são semelhantes aos envolvidos na fabricação de tintas. O risco de incêndio é crítico. Assim como na fabricação de tintas, são necessários sistemas de aspersão e outros meios de proteção contra incêndio. Outros sistemas podem ser montados diretamente na prensa. Eles servem como controles adicionais, além dos extintores portáteis que devem estar disponíveis. Os sistemas elétricos devem atender aos requisitos purgados, à prova de explosão ou intrinsecamente seguros. O controle da eletricidade estática também é importante, especialmente com solventes como álcool isopropílico e com impressoras rotativas. Além do manuseio de líquidos inflamáveis que podem gerar estática ao se moverem por mangueiras de plástico ou pelo ar, a maioria dos filmes ou teias de plástico também gera cargas estáticas muito substanciais quando se movem sobre um rolo de metal. Controle de umidade, aterramento e ligação são necessários para remover a estática, juntamente com técnicas de eliminação de estática com foco na rede.
O manuseio manual de equipamentos de impressão, materiais de substrato e tintas relacionadas é outra preocupação de segurança. Problemas de armazenamento semelhantes aos da fabricação de tinta estão presentes. Recomenda-se minimizar o manuseio manual de equipamentos, materiais de substrato e tintas. Onde isso não for possível, é necessária uma educação de rotina e focada para os empregados na sala de impressão.
Além dos problemas de segurança na sala de impressão, estão os problemas de segurança mecânica envolvendo equipamentos de movimento/rotação rápida junto com um substrato que se move a velocidades superiores a 1,500 pés por minuto. Sistemas de proteção e alarmes são necessários para ajudar a garantir a segurança dos funcionários. Os sistemas de bloqueio e sinalização também são necessários durante as funções de reparo/manutenção.
Com a quantidade de equipamentos rotativos e as velocidades comuns em muitas operações de impressão, o ruído costuma ser um problema significativo, especialmente quando várias impressoras estão presentes, como na impressão de jornais. Se os níveis de ruído não forem aceitáveis, deve ser implementado um programa de conservação auditiva que inclua controles de engenharia.
Embora as tintas sejam frequentemente secas ao ar ao redor da impressora, túneis de secagem são recomendados para reduzir a exposição a solventes voláteis.
Além disso, em algumas operações de impressão de alta velocidade, pode ocorrer névoa de tinta. Tanto a secagem com solvente quanto a possível névoa de tinta apresentam um risco de inalação de produtos químicos possivelmente tóxicos. Além disso, o gerenciamento de rotina da operação de impressão, enchimento de tanques e bandejas, limpeza de rolos e roletes e tarefas relacionadas podem envolver contato com tintas e solventes de limpeza.
Assim como na fabricação de tinta, recomenda-se um esforço de amostragem de higiene industrial bem elaborado, juntamente com ventilação adequada e equipamento de proteção individual. Como essas prensas, algumas das quais são muito grandes, precisam ser limpas rotineiramente, solventes químicos são frequentemente usados, levando a um maior contato químico. Os procedimentos de manuseio podem reduzir as exposições, mas não eliminá-las totalmente, dependendo do tamanho das operações de impressão. Conforme observado anteriormente, mesmo novas tintas e revestimentos que representam uma tecnologia melhor ainda podem apresentar riscos. Por exemplo, tintas curáveis por UV são sensibilizadores potenciais quando em contato com a pele, e há exposição potencial a níveis perigosos de radiação UV.
As emissões das operações de impressão, juntamente com soluções de limpeza e tintas residuais, são problemas potenciais de preocupação ambiental. Sistemas de redução da poluição do ar podem ser necessários para capturar e destruir ou recuperar solventes evaporados das tintas após a impressão. O gerenciamento cuidadoso dos resíduos gerados para minimizar o impacto no meio ambiente é importante. Sistemas de tratamento de resíduos são recomendados onde solventes ou outros componentes podem ser reciclados. Novas tecnologias usando melhores solventes para limpeza vêm de esforços de pesquisa atuais. Isso pode reduzir as emissões e possíveis exposições. Recomenda-se uma revisão ativa da tecnologia de limpeza atual para ver se existem alternativas à limpeza com solvente, como o uso de soluções à base de água ou óleos vegetais, que atendam aos requisitos encontrados em operações de impressão específicas. No entanto, as soluções de limpeza à base de água contaminadas com tintas à base de solvente ainda podem exigir um gerenciamento cuidadoso, tanto na operação de impressão quanto no descarte.
Acabamento
Depois de impresso, o substrato geralmente precisa de algum acabamento adicional antes de ser preparado para uso final. Alguns materiais podem ser enviados diretamente da prensa para o equipamento de embalagem que formará a embalagem e preencherá o conteúdo ou aplicará um adesivo e colocará o rótulo no recipiente. Noutros casos, é necessária uma grande quantidade de cortes ou cortes à medida para a montagem final do livro ou outro material impresso.
As questões de saúde e segurança relacionadas ao acabamento são principalmente questões de segurança mecânica. Uma vez que grande parte do acabamento envolve corte no tamanho, cortes e lacerações nos dedos, mãos e punho/braço são típicos. A proteção é importante e deve ser usada como parte de cada tarefa. Pequenas facas e lâminas usadas pelos funcionários também precisam ser usadas com cuidado e armazenadas e descartadas adequadamente para evitar cortes e lacerações inadvertidas. Sistemas maiores também precisam do mesmo nível de atenção na guarda e treinamento para evitar acidentes.
O aspecto de manuseio de materiais do acabamento é significativo. Isso se aplica ao material a ser finalizado, bem como ao produto impresso embalado final. Onde equipamentos mecânicos como empilhadeiras, guindastes e transportadores podem ser usados, eles são recomendados. Onde o levantamento manual e o manuseio devem ocorrer, a educação sobre o levantamento adequado deve ser realizada.
A avaliação recente deste componente do processo de impressão indica que um possível estresse ergonômico é colocado no corpo humano. Cada tarefa - corte, classificação, embalagem - deve ser revisada para determinar possíveis implicações ergonômicas. Caso sejam encontrados problemas ergonômicos, mudanças no ambiente de trabalho podem ser necessárias para reduzir esse possível estressor a níveis aceitáveis. Muitas vezes, alguma forma de automação pode ajudar, mas ainda permanecem na maioria das operações de impressão muitas tarefas de manuseio manual que podem criar estresse ergonômico. A rotação de tarefas pode ajudar a reduzir esse problema.
Impressão no futuro
Sempre haverá a necessidade de imprimir palavras em um substrato. Mas o futuro da impressão envolverá uma transferência mais direta de informações do computador para a impressora, bem como a impressão eletrônica, em que palavras e imagens são impressas em mídia eletromagnética e outros substratos. Embora essa impressão eletrônica possa ser visualizada e lida apenas por meio de um dispositivo eletrônico, mais e mais textos e literatura impressos passarão do substrato impresso para o formato de substrato eletrônico. Isso diminuirá muitos dos problemas mecânicos de segurança e saúde relacionados à impressão, mas aumentará o número de riscos ergonômicos à saúde na indústria de impressão.
Perfil Geral
As indústrias de impressão, fotografia comercial e reprodução são importantes em todo o mundo em termos de importância econômica. A indústria gráfica é muito diversificada em tecnologias e em tamanho de empresas. No entanto, independentemente do tamanho medido pelo volume de produção, as diferentes tecnologias de impressão descritas neste capítulo são as mais comuns. Em termos de volume de produção, há um número limitado de operações de grande escala, mas muitas de pequeno porte. Do ponto de vista econômico, a indústria gráfica é uma das maiores e gera receitas anuais de pelo menos US$ 500 bilhões em todo o mundo. Da mesma forma, a indústria da fotografia comercial é diversificada, com um número limitado de operações de grande volume e muitas de pequeno volume. O volume de fotoacabamento é dividido igualmente entre as operações de grande e pequeno volume. O mercado fotográfico comercial gera receitas anuais de aproximadamente US$ 60 bilhões em todo o mundo, com as operações de fotoacabamento representando aproximadamente 40% desse total. A indústria de reprodução, que consiste em operações de menor volume com receitas anuais combinadas de cerca de US$ 27 bilhões, gera cerca de 2 trilhões de cópias anualmente. Além disso, serviços de reprodução e duplicação em escala ainda menor são fornecidos no local na maioria das organizações e empresas.
As questões de saúde, meio ambiente e segurança nessas indústrias estão evoluindo em resposta a substituições por materiais potencialmente menos perigosos, novas estratégias de controle de higiene industrial e o advento de novas tecnologias, como a introdução de tecnologias digitais, imagens eletrônicas e computadores. Muitos problemas de saúde e segurança historicamente importantes (por exemplo, solventes na indústria de impressão ou formaldeído como estabilizador em soluções de fotoprocessamento) não serão problemas no futuro devido à substituição de material ou outras estratégias de gerenciamento de risco. No entanto, irão surgir novas questões de saúde, ambiente e segurança que terão de ser abordadas pelos profissionais de saúde e segurança. Isso sugere a importância contínua do monitoramento da saúde e do meio ambiente como parte de uma estratégia eficaz de gerenciamento de riscos nas indústrias de impressão, fotografia comercial e reprodução.
Serviços de Reprodução e Duplicação
O escritório moderno pode conter vários tipos de máquinas de reprodução. Eles variam desde a onipresente fotocopiadora de processo seco até a máquina de impressão de propósitos especiais, as máquinas de fax e mimeógrafo, bem como outros tipos de duplicadores. Neste artigo, os diferentes dispositivos serão agrupados de acordo com amplas classes de tecnologia. Como as fotocopiadoras de processo a seco estão tão difundidas, elas receberão a maior atenção.
Fotocopiadoras e impressoras a laser
Operações de processamento
A maioria das etapas em eletrofotografia convencional (xerografia) são diretamente análogos aos da fotografia. Na etapa de exposição, a página impressa ou fotografia a ser copiada é iluminada por um flash de luz brilhante e a imagem refletida é focalizada por uma lente em um fotorreceptor eletricamente carregado e sensível à luz, que perde sua carga sempre que a luz atinge seu superfície. A luz terá atingido o mesmo padrão da superfície que está sendo copiada. Em seguida, o revelador, geralmente composto de grandes grânulos de transporte com pequenas partículas carregadas eletrostaticamente aderidas a eles, é transportado para o fotorreceptor por um processo de transporte magnético ou em cascata. A imagem carregada e latente no fotorreceptor é revelada quando o pó finamente dividido (conhecido como toner, dry imager ou tinta seca) é atraído eletrostaticamente, separa-se do revelador e permanece na imagem. Finalmente, o toner que aderiu às áreas de imagem é transferido eletrostaticamente (impresso) para uma folha de papel comum e permanentemente fundido a ela (fixado) pela aplicação de calor ou calor e pressão. O toner residual é removido do fotorreceptor por um processo de limpeza e depositado em um reservatório de toner usado. O fotorreceptor é então preparado para o próximo ciclo de imagem. Como o papel com imagem remove apenas o toner do revelador, o transportador que o forneceu à imagem é recirculado de volta para o compartimento do revelador e misturado com o toner novo que é medido no sistema a partir de um cartucho ou frasco de suprimento de toner substituível.
Muitas máquinas aplicam pressão e calor à imagem do toner no papel durante um processo de fusão. O calor é fornecido por um rolo de fusão, que entra em contato com a superfície tonificada. Dependendo das características do toner e dos materiais do fusor, algum toner pode grudar na superfície do fusor em vez de no papel, resultando na exclusão de parte da imagem na cópia. Para evitar isso, um lubrificante do fusor, geralmente um fluido à base de silicone, é aplicado na superfície do rolo do fusor.
In impressão a laser, a imagem é primeiro convertida para um formato eletrônico; ou seja, ela é digitalizada em uma série de pontos muito pequenos (pixels) por um scanner de documentos, ou uma imagem digital pode ser criada diretamente em um computador. A imagem digitalizada é então gravada no fotorreceptor na impressora a laser por um feixe de laser. As restantes etapas são essencialmente as da xerografia convencional, em que a imagem no fotorreceptor é transformada em papel ou outras superfícies.
Algumas fotocopiadoras usam um processo conhecido como revelação liquida. Isso difere do processo seco convencional, pois o revelador é geralmente um transportador de hidrocarboneto líquido no qual partículas de toner finamente divididas são dispersas. A revelação e a transferência são geralmente análogas aos processos convencionais, exceto que o revelador é lavado sobre o fotorreceptor e a cópia úmida é seca pela evaporação do líquido residual mediante a aplicação de calor ou calor e pressão.
Materiais
Os consumíveis associados à fotocópia são toners, reveladores, lubrificantes de fusor e papel. Embora geralmente não sejam considerados como consumíveis, fotorreceptores, fusores e rolos de pressão e várias outras peças se desgastam rotineiramente e precisam ser substituídos, especialmente em máquinas de alto volume. Essas peças geralmente não são consideradas substituíveis pelo cliente e requerem conhecimento especial para sua remoção e ajuste. Muitas máquinas novas incorporam unidades substituíveis pelo cliente (CRUs), que contêm o fotorreceptor e o revelador em uma unidade independente que o cliente pode substituir. Nessas máquinas, os rolos do fusor e outros duram a vida útil da máquina ou requerem reparos separados. Em um movimento em direção à redução de custos de serviço e maior conveniência para o cliente, algumas empresas estão caminhando para uma maior capacidade de reparo do cliente, onde o reparo pode ser feito sem risco mecânico ou elétrico para o cliente e exigirá, no máximo, uma ligação telefônica para um centro de suporte para assistência.
Toners produzir a imagem na cópia acabada. Toners secos são pós finos compostos de plásticos, corantes e pequenas quantidades de aditivos funcionais. Um polímero (plástico) é geralmente o principal componente de um toner seco; polímeros de estireno-acrílico, estireno-butadieno e poliéster são exemplos comuns. Nos toners pretos, diferentes negros de fumo ou pigmentos são usados como corante, enquanto na cópia colorida, vários corantes ou pigmentos são empregados. Durante o processo de fabricação do toner, o negro de fumo ou corante e o polímero são fundidos e a maior parte do corante fica encapsulada pelo polímero. Os toners secos também podem conter aditivos internos e/ou externos que ajudam a determinar a carga estática e/ou as características de fluxo do toner.
Os toners de processo úmido são semelhantes aos toners secos, pois consistem em pigmentos e aditivos dentro de um revestimento de polímero. A diferença é que esses componentes são adquiridos como uma dispersão em um carreador de hidrocarboneto isoparafínico.
Desenvolvedores são geralmente misturas de toner e suporte. Os transportadores literalmente transportam o toner para a superfície do fotorreceptor e são freqüentemente feitos de materiais baseados em graus especiais de areia, vidro, aço ou ferrite. Eles podem ser revestidos com uma pequena quantidade de polímero para obter o comportamento desejado em uma aplicação específica. As misturas de suporte/toner são conhecidas como reveladores de dois componentes. Os desenvolvedores de componente único não usam uma operadora separada. Em vez disso, eles incorporam um composto como óxido de ferro no toner e utilizam um dispositivo magnético para aplicar o revelador ao fotorreceptor.
Lubrificantes do fusor são geralmente fluidos à base de silicone que são aplicados aos rolos do fusor para evitar que o toner se desloque da imagem revelada para o rolo. Enquanto muitos são simples polidimetilsiloxanos (PDMSs), outros contêm um componente funcional para aumentar sua adesão ao rolo fusor. Alguns lubrificantes do fusor são despejados de um frasco em um reservatório, de onde são bombeados e, por fim, aplicados ao rolo do fusor. Em outras máquinas, o lubrificante pode ser aplicado por meio de uma rede de tecido saturada que limpa parte da superfície do rolo, enquanto em algumas máquinas e impressoras menores, uma mecha impregnada de óleo faz a aplicação.
A maioria das fotocopiadoras modernas, se não todas, são feitas para funcionar bem com várias gramaturas de papel comum não tratado. Formulários sem carbono especiais são feitos para algumas máquinas de alta velocidade, e papéis de transferência sem fusão são produzidos para geração de imagens em fotocopiadoras e, em seguida, aplicação da imagem em uma camiseta ou outro tecido com a aplicação de calor e pressão em uma impressora. Grandes copiadoras de desenho de engenharia/arquitetura geralmente produzem suas cópias em um velum translúcido.
Perigos potenciais e sua prevenção
Fabricantes responsáveis trabalharam arduamente para minimizar o risco de quaisquer perigos únicos no processo de fotocópia. No entanto, fichas de dados de segurança de material (MSDSs) devem ser obtidas para quaisquer consumíveis ou produtos químicos de serviço usados com uma máquina específica.
Talvez o único material único ao qual alguém possa ser exposto significativamente no processo de fotocópia seja toner. Os toners modernos e secos não devem apresentar risco para a pele ou para os olhos, exceto para os indivíduos mais sensíveis, e equipamentos recentemente projetados utilizam cartuchos de toner e CRUs que minimizam o contato com o toner em massa. Os tônicos líquidos também não devem irritar diretamente a pele. No entanto, seus transportadores de hidrocarbonetos isoparafínicos são solventes e podem desengordurar a pele, levando ao ressecamento e rachaduras após exposição repetida. Esses solventes também podem ser levemente irritantes para os olhos.
Equipamentos bem projetados não apresentarão luz brilhante perigo, mesmo se a placa for projetada sem nenhum original nela, e alguns sistemas de iluminação estiverem interligados com a tampa da placa para evitar qualquer exposição do operador à fonte de luz. Todas as impressoras a laser são classificadas como produtos a laser Classe I, o que significa que, em condições normais de operação, o radiação laser (feixe) é inacessível, estando contido no processo de impressão e não apresenta risco biológico. Além disso, o dispositivo a laser não deve exigir manutenção e, no caso altamente incomum de ser necessário acesso ao feixe, o fabricante deve fornecer procedimentos de trabalho seguros a serem seguidos por um técnico de serviço devidamente treinado.
Finalmente, o hardware fabricado adequadamente não terá bordas afiadas, pontos de esmagamento ou riscos de choque expostos em áreas onde os operadores possam colocar as mãos.
Riscos para a pele e olhos
Além dos toners secos não apresentarem um risco significativo para a pele ou para os olhos, seria de se esperar o mesmo com os à base de óleo de silicone lubrificantes do fusor. Os polidimetilsiloxanos (PDMSs) foram submetidos a extensas avaliações toxicológicas e geralmente são considerados benignos. Enquanto alguns PDMSs de baixa viscosidade podem ser irritantes para os olhos, aqueles usados como lubrificantes do fusor geralmente não são, nem são irritantes para a pele. Independentemente da irritação real, qualquer um desses materiais será incômodo na pele ou nos olhos. A pele afetada pode ser lavada com água e sabão, e os olhos devem ser inundados com água por vários minutos.
Indivíduos que trabalham frequentemente com toners líquidos, especialmente sob condições de respingos potenciais, podem usar óculos de proteção, óculos de segurança com proteções laterais ou uma proteção facial, se necessário. Luvas revestidas de borracha ou vinil devem prevenir os problemas de pele seca mencionados acima.
Papéis são geralmente benignos também. No entanto, houve casos de irritação significativa da pele quando os devidos cuidados não foram tomados durante o processamento. Processos de fabricação ruins também podem causar problemas de odor quando o papel é aquecido no fusor de uma copiadora de processo seco. Ocasionalmente, o pergaminho em uma copiadora de engenharia não foi processado adequadamente e cria um problema de odor de solvente de hidrocarboneto.
Além da base isoparafínica dos tônicos líquidos, inúmeros solventes são usados rotineiramente na manutenção de máquinas. Estão incluídos os limpadores de placas e tampas e removedores de filme, que, normalmente, são álcoois ou soluções de álcool/água contendo pequenas quantidades de surfactantes. Essas soluções são irritantes para os olhos, mas não irritam diretamente a pele. No entanto, como os dispersantes de toner líquido, sua ação solvente pode desengordurar a pele e levar a eventuais problemas de rachaduras na pele. Luvas e óculos revestidos de borracha ou vinil ou óculos de segurança com proteções laterais devem ser suficientes para evitar problemas.
Perigos de inalação
O ozônio é geralmente a maior preocupação daqueles que estão próximos de fotocopiadoras. As próximas preocupações mais facilmente identificadas seriam toner, incluindo poeira de papel e compostos orgânicos voláteis (VOCs). Algumas situações também dão origem a queixas de odor.
ozono é gerado principalmente pela descarga corona dos dispositivos (corotrons/escorotrons) que carregam o fotorreceptor em preparação para exposição e limpeza. Em concentrações mais aptas a serem encontradas em fotocópias, pode ser identificada por seu odor agradável de trevo. O seu baixo limiar de odor (0.0076 a 0.036 ppm) confere-lhe boas “propriedades de alerta”, na medida em que a sua presença pode ser detetada antes de atingir concentrações nocivas. Ao atingir concentrações que podem produzir dores de cabeça, irritação ocular e dificuldade respiratória, seu odor torna-se forte e pungente. Não se deve esperar problemas de ozônio de máquinas bem mantidas em áreas adequadamente ventiladas. No entanto, o ozônio pode ser detectado quando os operadores trabalham no fluxo de exaustão da máquina, especialmente no caso de cópias longas. Os odores que são identificados como ozônio por operadores inexperientes geralmente são encontrados em outras fontes.
Toner há muito tempo é considerado um particulado incômodo, ou “particulado não classificado de outra forma” (PNOC). Estudos realizados pela Xerox Corporation na década de 1980 indicaram que o toner inalado provoca as respostas pulmonares esperadas da exposição a tais materiais particulados insolúveis. Eles também demonstraram a ausência de risco carcinogênico em concentrações de exposição bem acima daquelas esperadas para serem encontradas no ambiente de escritório.
pó de papel consiste em fragmentos de fibra de papel e calibradores e cargas como argila, dióxido de titânio e carbonato de cálcio. Todos esses materiais são considerados PNOCs. Não foram encontrados motivos de preocupação para as exposições à poeira de papel esperadas no ambiente de escritório.
A emissão de VOCs por fotocopiadoras é um subproduto de seu uso em toners e peças plásticas, borrachas e lubrificantes orgânicos. Mesmo assim, as exposições a produtos químicos orgânicos individuais no ambiente de uma fotocopiadora em operação são geralmente ordens de magnitude abaixo de qualquer limite de exposição ocupacional.
Odores problemas com fotocopiadoras modernas são, na maioria das vezes, uma indicação de ventilação inadequada. Papéis tratados, como formulários sem carbono ou papéis de transferência de imagem e, ocasionalmente, pergaminhos usados em copiadoras de engenharia, podem produzir odores de solvente de hidrocarbonetos, mas as exposições estarão bem abaixo de qualquer limite de exposição ocupacional se a ventilação for adequada para cópias normais. As fotocopiadoras modernas são dispositivos eletromecânicos complexos que possuem algumas partes (fusores) operando em temperaturas elevadas. Além dos odores que estão presentes durante a operação normal, os odores também ocorrem quando uma peça falha sob uma carga de calor e a fumaça e as emissões de plástico e/ou borracha quentes são liberadas. Obviamente, não se deve permanecer na presença de tais exposições. Comum a quase todos os problemas de odor são as queixas de náusea e algum tipo de irritação nos olhos ou nas membranas mucosas. Essas queixas geralmente são simplesmente indicações de exposição a um odor desconhecido e provavelmente desagradável e não são necessariamente sinais de toxicidade aguda significativa. Nesses casos, o indivíduo exposto deve buscar ar fresco, o que quase sempre leva a uma rápida recuperação. Mesmo as exposições a fumaça e vapores de peças superaquecidas são geralmente de duração tão curta que não há necessidade de preocupação. Mesmo assim, só é prudente procurar orientação médica se os sintomas persistirem ou se agravarem.
Considerações de instalação
Conforme discutido acima, as copiadoras produzem calor, ozônio e VOCs. Embora as recomendações de localização e ventilação devam ser obtidas do fabricante e devam ser seguidas, é razoável esperar que, para todas as máquinas, exceto possivelmente as maiores, a localização em uma sala com circulação de ar razoável, mais de duas trocas de ar por hora e o espaço ao redor da máquina para manutenção será suficiente para evitar problemas de ozônio e odor. Naturalmente, esta recomendação também pressupõe que todas as recomendações da American Society of Heating, Refrigeration and Air Conditioning Engineers (ASHRAE) para ocupantes de quartos também sejam atendidas. Se mais de uma fotocopiadora for adicionada a uma sala, deve-se tomar cuidado para fornecer ventilação e capacidade de resfriamento adicionais. Máquinas grandes e de alto volume podem exigir considerações especiais de controle de calor.
Os suprimentos não requerem considerações especiais além daquelas para manter quaisquer solventes inflamáveis e evitar calor excessivo. O papel deve ser mantido em sua caixa na medida do possível e o invólucro não deve ser aberto até que o papel seja necessário.
Máquinas de Fax (Fax)
Operações de processamento.
Na reprodução fac-símile, o documento é digitalizado por uma fonte de luz e a imagem é convertida em um formato eletrônico compatível com comunicações telefônicas. No receptor, os sistemas eletro-ópticos decodificam e imprimem a imagem transmitida por meio de processos térmicos diretos, de transferência térmica, xerográficos ou de jato de tinta.
As máquinas que usam os processos térmicos possuem uma matriz de impressão linear como uma placa de circuito impresso, sobre a qual o papel de cópia é pisado durante o processo de impressão. Existem cerca de 200 contatos por polegada na largura do papel, que são rapidamente aquecidos quando ativados por uma corrente elétrica. Quando quente, um contato faz com que o ponto de contato em um papel de cópia tratado fique preto (térmico direto) ou o revestimento em um rolo doador semelhante a uma fita de máquina de escrever deposite um ponto preto no papel de cópia (transferência térmica).
As máquinas de fax que operam pelo processo xerográfico usam o sinal transmitido pelo telefone para ativar um feixe de laser e então funcionam da mesma forma que uma impressora a laser. De maneira semelhante, as máquinas a jato de tinta funcionam da mesma forma que as impressoras a jato de tinta.
Materiais.
Papel, tratado ou comum, rolos doadores, toner e tinta são os principais materiais usados no fax. Papéis térmicos diretos são tratados com corantes leuco, que mudam de branco para preto quando aquecidos. Os rolos doadores contêm uma mistura de negro de fumo em uma base de cera e polímero, revestida em um substrato de filme. A mistura é suficientemente firme para não transferir para a pele quando esfregada, mas quando aquecida transfere para o papel de cópia. Toners e tintas são discutidos nas seções de fotocópia e impressão a jato de tinta.
Perigos potenciais e sua prevenção.
Nenhum risco exclusivo foi associado a aparelhos de fax. Houve reclamações de odor com algumas das primeiras máquinas térmicas diretas; no entanto, como acontece com muitos odores no ambiente de escritório, o problema é mais indicativo de um baixo limiar de odor e ventilação possivelmente inadequada do que um problema de saúde. As máquinas de transferência térmica geralmente são livres de odores e nenhum perigo foi identificado com os rolos doadores. As máquinas de fax xerográficas têm os mesmos problemas potenciais que as fotocopiadoras secas; no entanto, sua baixa velocidade normalmente impede qualquer preocupação com a inalação.
Projetos (Diazo)
Operações de processamento.
Referências modernas a “planos” ou “máquinas de projetos” geralmente significam cópias diazo ou copiadoras. Essas copiadoras são usadas com mais frequência com grandes desenhos arquitetônicos ou de engenharia feitos em filme, pergaminho ou base de papel translúcido. Os papéis tratados com diazo são ácidos e contêm um acoplador que produz uma mudança de cor após a reação com o composto diazo; no entanto, a reação é impedida pela acidez do papel. A folha a ser copiada é colocada em contato com o papel tratado e exposta à luz ultravioleta (UV) intensa de uma fonte fluorescente ou de vapor de mercúrio. A luz ultravioleta quebra a ligação diazo nas áreas do papel de cópia não protegidas da exposição da imagem no master, eliminando a possibilidade de reação posterior com o acoplador. O master é então retirado do contato com o papel tratado, que é então exposto a uma atmosfera de amônia. A alcalinidade do revelador de amônia neutraliza a acidez do papel, permitindo que a reação de mudança de cor do diazo/acoplador produza uma cópia da imagem nas partes do papel que foram protegidas dos UV pela imagem no master.
Materiais.
Água e amônia são os únicos materiais diazo-processados além do papel tratado.
Perigos potenciais e sua prevenção.
A preocupação óbvia em relação às copiadoras de processo diazo é a exposição à amônia, que pode causar irritação nos olhos e nas membranas mucosas. As máquinas modernas geralmente controlam as emissões e, portanto, as exposições geralmente são consideravelmente menores que 10 ppm. No entanto, equipamentos mais antigos podem exigir manutenção cuidadosa e frequente e possível ventilação de exaustão local. Deve-se tomar cuidado ao fazer manutenção em uma máquina para evitar derramamentos e evitar o contato com os olhos. As recomendações dos fabricantes em relação aos equipamentos de proteção devem ser seguidas. Deve-se também estar ciente de que o papel fabricado de forma inadequada também pode causar problemas de pele.
Duplicadores Digitais e Mimeógrafos
Operações de processamento.
Duplicadores digitais e mimeógrafos compartilham o mesmo processo básico em que um estêncil mestre é “queimado” ou “cortado” e colocado em um tambor contendo tinta, do qual a tinta flui através do mestre para o papel de cópia.
Materiais
Stencils, tintas e papéis são os suprimentos usados por essas máquinas. A imagem digitalizada é gravada digitalmente no mestre de mylar de um duplicador digital, enquanto é cortada eletrologicamente em um estêncil de papel mimeográfico. Outra diferença é que as tintas dos duplicadores digitais são à base de água, embora contenham algum solvente de petróleo, enquanto as tintas do mimeógrafo são baseadas em um destilado naftênico ou em uma mistura de glicol éter/álcool.
Perigos potenciais e sua prevenção.
Os principais perigos associados aos duplicadores e mimeógrafos digitais são devidos às suas tintas, embora haja uma exposição potencial ao vapor de cera quente associada à queima da imagem no estêncil do duplicador digital e uma exposição ao ozônio durante o corte elétrico dos estênceis. Ambos os tipos de tinta têm o potencial de causar irritação nos olhos e na pele, enquanto o maior teor de destilado de petróleo da tinta do mimeógrafo tem um maior potencial de causar dermatite. O uso de luvas de proteção ao trabalhar com as tintas e ventilação adequada ao fazer cópias devem proteger contra riscos de inalação e pele.
Duplicadores de Espírito
Operações de processamento.
Os duplicadores Spirit usam um estêncil de imagem reversa que é revestido com um corante solúvel em álcool. No processamento, o papel de cópia é levemente revestido com um fluido de duplicação à base de metanol, que remove uma pequena quantidade de corante ao entrar em contato com o estêncil, resultando na transferência da imagem para o papel de cópia. As cópias podem emitir metanol por algum tempo após a duplicação.
Materiais.
Papel, estênceis e fluido de duplicação são os principais suprimentos para este equipamento.
Perigos potenciais e sua prevenção.
Os fluidos de duplicação de espíritos são geralmente à base de metanol e, portanto, são tóxicos se absorvidos pela pele, inalados ou ingeridos; eles também são inflamáveis. A ventilação deve ser adequada para garantir que a exposição do operador esteja abaixo dos limites atuais de exposição ocupacional e deve incluir o fornecimento de uma área ventilada para secagem. Alguns fluidos de duplicação mais recentes usados são à base de álcool etílico ou propilenoglicol, que evitam as preocupações de toxicidade e inflamabilidade do metanol. As recomendações dos fabricantes devem ser seguidas em relação ao uso de equipamentos de proteção ao manusear todos os fluidos de duplicação.
Problemas de saúde e padrões de doenças
Interpretar os dados de saúde humana na indústria de impressão, processamento fotográfico comercial e reprodução não é uma tarefa simples, uma vez que os processos são complexos e estão em constante evolução - às vezes dramaticamente. Embora o uso da automação tenha reduzido substancialmente as exposições ao trabalho manual em versões modernizadas de todas as três disciplinas, o volume de trabalho por funcionário aumentou substancialmente. Além disso, a exposição dérmica representa uma importante rota de exposição para essas indústrias, mas é menos bem caracterizada pelos dados de higiene industrial disponíveis. O relato de casos de efeitos reversíveis menos graves (por exemplo, dores de cabeça, irritação nasal e ocular) é incompleto e sub-relatado na literatura publicada. Apesar desses desafios e limitações, estudos epidemiológicos, inquéritos de saúde e relatos de casos fornecem uma quantidade substancial de informações sobre o estado de saúde dos trabalhadores dessas indústrias.
Atividades de impressão
Agentes e exposições
Hoje existem cinco categorias de processos de impressão: flexografia, rotogravura, tipografia, litografia e serigrafia. O tipo de exposição que pode ocorrer em cada processo está relacionado aos tipos de tintas de impressão utilizadas e à probabilidade de inalação (névoas, vapores de solventes etc.) Deve-se notar que as tintas são compostas de pigmentos orgânicos ou inorgânicos, veículos de óleo ou solvente (ou seja, carreadores) e aditivos aplicados para fins especiais de impressão. A Tabela 1 descreve algumas características de diferentes processos de impressão.
Tabela 1. Algumas exposições potenciais na indústria gráfica
|
Processo |
Tipo de tinta |
Solvente |
Possíveis exposições |
|
Flexografia e rotogravura |
Tintas líquidas (baixa viscosidade) |
Voláteis |
Solventes orgânicos: xileno, benzeno |
|
Tipografia e litografia |
Tintas em pasta (alta viscosidade) |
Óleos— |
Névoa de tinta: solventes de hidrocarbonetos; isopropanol; hidrocarbonetos aromáticos policíclicos (PAHs) |
|
Serigrafia |
Semipasta |
Voláteis |
Solventes orgânicos: xileno, ciclohexanona, acetato de butila |
Mortalidade e riscos crônicos
Existem vários estudos epidemiológicos e de relatos de casos em impressoras. As caracterizações da exposição não são quantificadas em grande parte da literatura mais antiga. No entanto, partículas de negro de fumo de tamanho respirável com hidrocarbonetos aromáticos policíclicos potencialmente cancerígenos (benzo(A)pireno) ligados à superfície foram relatados em salas de máquinas de impressão tipográfica rotativa da produção de jornais. Estudos em animais encontram o benzo(A)pireno firmemente ligado à superfície da partícula de negro de fumo e não facilmente liberado para o pulmão ou outros tecidos. Essa falta de “biodisponibilidade” torna mais difícil determinar se os riscos de câncer são viáveis. Vários, mas não todos, estudos epidemiológicos de coorte (ou seja, populações acompanhadas ao longo do tempo) encontraram sugestões de taxas aumentadas de câncer de pulmão em impressoras (tabela 2). Uma avaliação mais detalhada de mais de 100 casos de câncer de pulmão e 300 controles (estudo do tipo caso-controle) de um grupo de mais de 9,000 trabalhadores gráficos em Manchester, Inglaterra (Leon, Thomas e Hutchings 1994) descobriu que a duração do trabalho em uma sala de máquinas foi relacionado à ocorrência de câncer de pulmão em trabalhadores de tipografia rotativa. Uma vez que os padrões de tabagismo dos trabalhadores não são conhecidos, a consideração direta do papel da ocupação no estudo é desconhecida. No entanto, é sugestivo que o trabalho tipográfico rotativo pode ter apresentado um risco de câncer de pulmão nas décadas anteriores. Em algumas áreas do mundo, no entanto, tecnologias mais antigas, como o trabalho tipográfico rotativo, ainda podem existir e, portanto, oferecem oportunidades para avaliações preventivas, bem como a instalação de controles apropriados quando necessário.
Tabela 2. Estudos de coorte de riscos de mortalidade no comércio de impressão
|
População estudada |
Número de trabalhadores |
Riscos de mortalidade* (IC 95%) |
||||
|
Período de acompanhamento |
País |
Todas as causas |
Todos os cânceres |
Câncer de pulmão |
||
|
Editores de jornais |
1,361 |
(1949–65) – 1978 |
Estados Unidos |
1.0 (0.8 – 1.0) |
1.0 (0.8 – 1.2) |
1.5 (0.9 – 2.3) |
|
Editores de jornais |
,700 |
(1940–55) – 1975 |
Itália |
1.1 (0.9 – 1.2) |
1.2 (0.9 – 1.6) |
1.5 (0.8 – 2.5) |
|
tipógrafos |
1,309 |
1961-1984 |
Estados Unidos |
0.7 (0.7 – 0.8) |
0.8 (0.7 – 1.0) |
0.9 (0.6 – 1.2) |
|
Impressoras (NGA) |
4,702 |
(1943–63) – 1983 |
UK |
0.8 (0.7 – 0.8) |
0.7 (0.6 – 0.8) |
0.6 (0.5 – 0.7) |
|
Impressoras (NATSOPA) |
4,530 |
(1943–63) – 1983 |
UK |
0.9 (0.9 – 1.0) |
1.0 (0.9 – 1.1) |
0.9 (0.8 – 1.1) |
|
Rotogravura |
1,020 |
(1925–85) – 1986 |
Suécia |
1.0 (0.9 – 1.2) |
1.4 (1.0 – 1.9) |
1.4 (0.7 – 2.5) |
|
impressoras de cartão |
2,050 |
(1957–88) – 1988 |
Estados Unidos |
1.0 (0.9 – 1.2) |
0.6 (0.3 – 0.9) |
0.5 (0.2 – 1.2) |
* Índices de mortalidade padronizados (SMR) = número de óbitos observados dividido pelo número de óbitos esperados, ajustados pelos efeitos da idade nos períodos de tempo em questão. Um SMR de 1 indica que não há diferença entre o observado e o esperado. Observação: intervalos de confiança de 95% são fornecidos para os SMRs.
NGA = National Graphical Association, Reino Unido
NATSOPA = Sociedade Nacional de Impressoras Operativas, Pessoal Gráfico e de Mídia, Reino Unido.
Fontes: Paganini-Hill et al. 1980; Bertazzi e Zoccheti 1980; Michaels, Zoloth e Stern 1991; Leão 1994; Svensson et ai. 1990; Sinks et ai. 1992.
Outro grupo de trabalhadores bastante estudado são os litógrafos. A exposição dos litógrafos modernos a solventes orgânicos (aguarrás, tolueno e assim por diante), pigmentos, corantes, hidroquinona, cromatos e cianatos foi marcadamente reduzida nas últimas décadas devido ao uso de tecnologias de computador, processos automatizados e mudanças nos materiais. A Agência Internacional de Pesquisa sobre o Câncer (IARC) concluiu recentemente que as exposições ocupacionais no processo de impressão são possivelmente cancerígenas para os seres humanos (IARC 1996). Ao mesmo tempo, pode ser importante ressaltar que a conclusão da IARC é baseada em exposições históricas que, na maioria dos casos, devem ser significativamente diferentes hoje. Relatos de melanoma maligno sugeriram riscos cerca do dobro da taxa esperada (Dubrow 1986). Enquanto alguns postulam que o contato da pele com a hidroquinona pode estar relacionado ao melanoma (Nielson, Henriksen e Olsen 1996), isso não foi confirmado em uma fábrica de hidroquinona onde foi relatada exposição significativa à hidroquinona (Pifer et al. 1995). Entretanto, práticas que minimizem o contato da pele com solventes, particularmente na limpeza de chapas, devem ser enfatizadas.
Atividades de Processamento Fotográfico
Exposições e agentes
O processamento fotográfico de filme ou papel em preto-e-branco ou colorido pode ser feito manualmente ou por processos de grande escala totalmente automatizados. A seleção do processo, produtos químicos, condições de trabalho (incluindo ventilação, higiene e equipamentos de proteção individual) e carga de trabalho podem influenciar os tipos de exposições e possíveis problemas de saúde do ambiente ocupacional. Os tipos de trabalhos (ou seja, tarefas relacionadas ao processador) com maior potencial de exposição a produtos químicos fotográficos importantes, como formaldeído, amônia, hidroquinona, ácido acético e reveladores de cores, são observados na tabela 3. O trabalho típico de processamento e manuseio fotográfico fluxo é representado na figura 1.
Tabela 3. Tarefas no processamento fotográfico com potencial de exposição química
|
Área de trabalho |
Tarefas com potencial de exposição |
|
Mistura química |
Misture os produtos químicos na solução. |
|
laboratório analítico |
Manuseie amostras. |
|
Processamento de filme/impressão |
Processe o filme e imprima usando reveladores, endurecedores e alvejantes. |
|
Decolagem de filme/impressão |
Remova o filme processado e as impressões para secar. |
Figura 1. Operações de processamento fotográfico
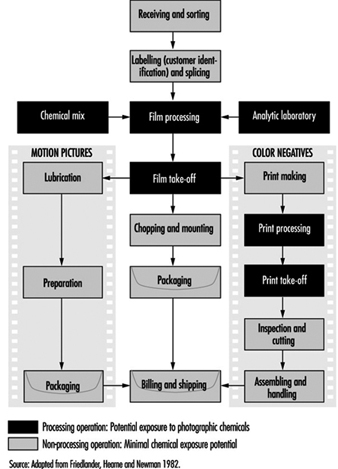
Em unidades de processamento de alto volume projetadas mais recentemente, algumas das etapas do fluxo de trabalho foram combinadas e automatizadas, tornando a inalação e o contato com a pele menos prováveis. O formaldeído, um agente usado há décadas como estabilizador de imagens coloridas, está diminuindo sua concentração em produtos fotográficos. Dependendo do processo específico e das condições ambientais do local, sua concentração de ar pode variar de níveis não detectáveis na zona de respiração do operador até cerca de 0.2 ppm nas aberturas do secador da máquina. As exposições também podem ocorrer durante a limpeza do equipamento, produção ou reabastecimento de fluido estabilizador e descarregamento de processadores, bem como em situações de derramamento.
Deve-se observar que, embora as exposições químicas tenham sido o foco principal da maioria dos estudos de saúde de processadores fotográficos, outros aspectos ambientais do trabalho, como luz reduzida, manuseio de materiais e demandas posturais do trabalho, também são de interesse preventivo para a saúde.
Riscos de mortalidade
A única vigilância de mortalidade publicada de processadores fotográficos sugere que não há riscos aumentados de morte para a ocupação (Friedlander, Hearne e Newman 1982). O estudo abrangeu nove laboratórios de processamento nos Estados Unidos e foi atualizado para cobrir mais 15 anos de acompanhamento (Pifer 1995). Refira-se que se trata de um estudo com mais de 2,000 trabalhadores ativos no início de 1964, sendo que mais de 70% deles tinham pelo menos 15 anos de atividade profissional nessa altura. O grupo foi acompanhado por 31 anos, até 1994. Muitas exposições relevantes no início da carreira desses funcionários, como tetracloreto de carbono, n-butilamina e isopropilamina, foram descontinuadas nos laboratórios há mais de trinta anos. No entanto, muitas das principais exposições em laboratórios modernos (ou seja, ácido acético, formaldeído e dióxido de enxofre) também estiveram presentes nas décadas anteriores, embora em concentrações muito mais altas. Durante o período de acompanhamento de 31 anos, a taxa de mortalidade padronizada foi de apenas 78% do esperado (SMR 0.78), com 677 mortes nos 2,061 trabalhadores. Nenhuma causa individual de morte aumentou significativamente.
Os 464 processadores do estudo também tiveram mortalidade reduzida, seja em comparação com a população geral (SMR 0.73) ou com outros trabalhadores horistas (SMR 0.83) e não tiveram aumentos significativos em nenhuma causa de morte. Com base nas informações epidemiológicas disponíveis, não parece que o processamento fotográfico apresente um risco aumentado de mortalidade, mesmo nas concentrações mais altas de exposição que provavelmente estiveram presentes nas décadas de 1950 e 1960.
Doença pulmonar
A literatura tem poucos relatos de distúrbios pulmonares para processadores fotográficos. Dois artigos (Kipen e Lerman 1986; Hodgson e Parkinson 1986) descrevem um total de quatro respostas pulmonares potenciais ao processamento de exposições no local de trabalho; no entanto, nenhum dos dois tinha dados quantitativos de exposição ambiental para avaliar os achados pulmonares medidos. Nenhum aumento na ausência por doenças de longo prazo por distúrbios pulmonares foi identificado na única revisão epidemiológica do assunto (Friedlander, Hearne e Newman 1982); no entanto, é importante observar que foram necessárias ausências por doença de oito dias consecutivos para serem capturadas naquele estudo. Parece que os sintomas respiratórios podem ser agravados ou iniciados em indivíduos sensíveis pela exposição a concentrações mais altas de ácido acético, dióxido de enxofre e outros agentes no processamento fotográfico, se a ventilação for mal controlada ou ocorrerem erros durante a mistura, resultando na liberação de concentrações indesejadas de esses agentes. No entanto, casos pulmonares relacionados ao trabalho raramente foram relatados nesta ocupação (Hodgson e Parkinson 1986).
Efeitos agudos e subcrônicos
A dermatite irritativa e alérgica de contato foi relatada em processadores fotográficos por décadas, começando com o uso inicial de produtos químicos de cor no final da década de 1930. Muitos desses casos ocorreram nos primeiros meses de exposição do processador. O uso de luvas de proteção e processos de manuseio aprimorados reduziram substancialmente a dermatite fotográfica. Os respingos com alguns fotoquímicos podem apresentar riscos de lesões na córnea. O treinamento sobre os procedimentos de lavagem ocular (lavar os olhos com água fria por pelo menos 15 minutos seguido de atendimento médico) e o uso de óculos de proteção é particularmente importante para fotoprocessadores, muitos dos quais podem trabalhar isoladamente e/ou em ambientes com pouca luz.
Existem algumas preocupações de ergonomia em relação à operação de unidades de processamento fotográfico de alto volume e retorno rápido. A montagem e desmontagem de grandes rolos de papel fotográfico pode apresentar risco de distúrbios na parte superior das costas, ombros e pescoço. Os rolos podem pesar de 13.6 a 22.7 kg (30 a 50 libras) e podem ser difíceis de manusear, dependendo em parte do acesso à máquina, que pode ser comprometido em locais de trabalho compactos.
Lesões e tensões na equipe podem ser evitadas por meio de treinamento adequado da equipe, pelo fornecimento de acesso adequado aos rolos e por considerações de fatores humanos no projeto geral da área de processamento.
Prevenção e métodos de detecção precoce de efeitos
A proteção contra dermatite, irritação respiratória, lesões agudas e distúrbios ergonômicos começa com o reconhecimento de que tais distúrbios podem ocorrer. Com informações adequadas do trabalhador (incluindo rótulos, fichas de dados de segurança do material, equipamentos de proteção e programas de treinamento de proteção à saúde), revisões periódicas de saúde/segurança do ambiente de trabalho e supervisão informada, a prevenção pode ser fortemente enfatizada. Além disso, a identificação precoce de distúrbios pode ser facilitada por ter um recurso médico para relatórios de saúde do trabalhador, juntamente com avaliações de saúde periódicas voluntárias direcionadas, com foco em sintomas respiratórios e das extremidades superiores em questionários e observação direta de áreas expostas da pele quanto a sinais de trabalho. dermatite relacionada.
Como o formaldeído é um potencial sensibilizador respiratório, um forte irritante e um possível carcinógeno, é importante que cada local de trabalho seja avaliado para determinar onde o formaldeído é usado (inventário químico e análises de fichas de dados de segurança do material), para avaliar as concentrações no ar (se indicado pelos materiais usado), para identificar onde podem ocorrer vazamentos ou derramamentos e para estimar a quantidade que pode ser derramada e a concentração gerada nos piores cenários. Um plano de resposta a emergências deve ser desenvolvido, divulgado de forma visível, comunicado e praticado periodicamente. Um especialista em saúde e segurança deve ser consultado no desenvolvimento de tal plano de emergência.
Atividades de reprodução
Agentes e exposições
As máquinas fotocopiadoras modernas emitem baixíssimos níveis de radiação ultravioleta através da tampa de vidro (plenum), geram algum ruído e podem emitir baixas concentrações de ozônio durante a atividade de processamento. Essas máquinas usam um toner, principalmente negro de fumo (para impressoras em preto e branco), para produzir uma impressão escura no papel ou filme transparente. Assim, potenciais exposições de rotina de interesse para a saúde para fotocopiadoras podem incluir radiação ultravioleta, ruído, ozônio e possivelmente toner. Em máquinas mais antigas, o toner pode ser um problema durante a substituição, embora os cartuchos autônomos modernos tenham reduzido substancialmente o potencial respiratório e de exposição da pele.
O grau de exposição à radiação ultravioleta que ocorre através do vidro de exposição da copiadora é muito baixo. A duração de um flash de fotocopiadora é de aproximadamente 250 microssegundos, com cópias contínuas fazendo cerca de 4,200 flashes por hora - um valor que pode variar dependendo da copiadora. Com a placa de vidro no lugar, o comprimento de onda emitido varia de 380 a cerca de 396 nm. UVB normalmente não resulta de flashes de copiadora. Medições de UVA registradas no máximo na patena de vidro em média cerca de 1.65 microjoule/cm2 por flash. Assim, a exposição máxima de 8 horas no espectro ultravioleta de uma fotocopiadora que produz cerca de 33,000 cópias por dia é de aproximadamente 0.05 joules/cm2 na superfície do vidro. Este valor é apenas uma fração do valor limite recomendado pela Conferência Americana de Higienistas Industriais Governamentais (ACGIH) e parece não apresentar nenhum risco mensurável à saúde, mesmo em tais condições de exposição exagerada.
Deve-se notar que certos trabalhadores podem estar em maior risco de exposição aos raios UV, incluindo aqueles com condições fotossensíveis, pessoas que usam agentes/medicamentos fotossensibilizantes e pessoas com pupilas oculares prejudicadas (afácicos). Essas pessoas geralmente são aconselhadas a minimizar suas exposições aos raios UV como medida geral de precaução.
Efeitos agudos.
A literatura não revela muitos efeitos agudos significativamente relacionados à fotocópia. Unidades mais antigas e com manutenção insuficiente podem emitir concentrações detectáveis de ozônio se funcionarem em ambientes mal ventilados. Embora tenham sido relatados sintomas de irritação nos olhos e vias respiratórias superiores de trabalhadores em tais ambientes, as especificações mínimas do fabricante para espaço e ventilação, juntamente com a tecnologia de copiadora mais recente, eliminaram essencialmente o ozônio como um problema de emissão.
Riscos de mortalidade.
Não foram encontrados estudos que descreviam mortalidade ou riscos crônicos à saúde decorrentes de fotocópias de longo prazo.
Prevenção e detecção precoce
Simplesmente seguindo o uso recomendado pelos fabricantes, a atividade de fotocópia não deve representar um risco no local de trabalho. Indivíduos com agravamento dos sintomas relacionados ao uso intenso de fotocopiadoras devem procurar orientação sobre saúde e segurança.
Visão geral das questões ambientais
Principais questões ambientais
solventes
Solventes orgânicos são usados para uma série de aplicações na indústria de impressão. Os principais usos incluem solventes de limpeza para impressoras e outros equipamentos, agentes solubilizantes em tintas e aditivos em soluções de fonte. Além das preocupações gerais sobre as emissões de compostos orgânicos voláteis (VOC), alguns componentes de solventes potenciais podem ser persistentes no meio ambiente ou ter alto potencial de destruição da camada de ozônio.
Prata
Durante o processamento fotográfico em preto e branco e colorido, a prata é liberada em algumas das soluções de processamento. É importante entender a toxicologia ambiental da prata para que essas soluções possam ser manuseadas e descartadas adequadamente. Embora o íon de prata livre seja altamente tóxico para a vida aquática, sua toxicidade é muito menor na forma complexa como no efluente de fotoprocessamento. Cloreto de prata, tiossulfato de prata e sulfeto de prata, que são formas de prata comumente observadas em fotoprocessamento, são mais de quatro ordens de magnitude menos tóxicos que o nitrato de prata. A prata tem alta afinidade com material orgânico, lama, argila e outros materiais encontrados em ambientes naturais, o que diminui seu impacto potencial nos sistemas aquáticos. Dado o nível extremamente baixo de íon de prata livre encontrado em efluentes de fotoprocessamento ou em águas naturais, a tecnologia de controle apropriada para a prata complexada é suficientemente protetora do meio ambiente.
Outras características do efluente de fotoprocessamento
A composição do efluente fotográfico varia, dependendo dos processos executados: preto e branco, inversão de cor, negativo/positivo colorido ou alguma combinação destes. A água compreende 90 a 99% do volume do efluente, sendo a maior parte do restante composta por sais inorgânicos que funcionam como tampões e agentes fixadores (solubilizantes de haleto de prata), quelatos de ferro, como o ácido FeEtilenodiaminotetra-acético, e moléculas orgânicas que atuam como agentes reveladores e antioxidantes. Ferro e prata são os metais significativos presentes.
Lixo sólido
Todos os componentes das indústrias de impressão, fotografia e reprodução geram resíduos sólidos. Isso pode consistir em resíduos de embalagens, como papelão e plástico, consumíveis, como cartuchos de toner ou resíduos de operações, como papel ou filme. A crescente pressão sobre os geradores industriais de resíduos sólidos levou as empresas a examinar cuidadosamente as opções para reduzir os resíduos sólidos por meio da redução, reutilização ou reciclagem.
Equipamentos necessários
O equipamento desempenha um papel óbvio na determinação do impacto ambiental dos processos usados nas indústrias de impressão, fotografia e reprodução. Além disso, o escrutínio está aumentando em outros aspectos do equipamento. Um exemplo é a eficiência energética, que se relaciona com o impacto ambiental da geração de energia. Outro exemplo é a “legislação de devolução”, que exige que os fabricantes recebam os equipamentos de volta para descarte adequado após sua vida útil comercial.
tecnologias de controle
A eficácia de uma determinada metodologia de controle pode ser bastante dependente dos processos operacionais específicos de uma instalação, do tamanho dessa instalação e do nível de controle necessário.
Tecnologias de controle de solvente
O uso de solvente pode ser reduzido de várias maneiras. Componentes mais voláteis, como álcool isopropílico, podem ser substituídos por compostos com menor pressão de vapor. Em algumas situações, tintas e lavagens à base de solvente podem ser substituídos por materiais à base de água. Muitas aplicações de impressão precisam de melhorias nas opções à base de água para competir efetivamente com materiais à base de solvente. A tecnologia de tinta de alto teor de sólidos também pode resultar na redução do uso de solventes orgânicos.
As emissões de solventes podem ser reduzidas reduzindo a temperatura das soluções de umedecimento ou fonte. Em aplicações limitadas, os solventes podem ser capturados em materiais adsorventes, como carvão ativado, e reutilizados. Em outros casos, as janelas de operação são muito rígidas para permitir que os solventes capturados sejam reutilizados diretamente, mas podem ser recapturados para reciclagem fora do local. As emissões de solventes podem estar concentradas em sistemas condensadores. Esses sistemas consistem em trocadores de calor seguidos por um filtro ou precipitador eletrostático. O condensado passa por um separador óleo-água antes do descarte final.
Em operações maiores, incineradores (às vezes chamados de pós-combustores) podem ser usados para destruir os solventes emitidos. Platina ou outros materiais de metais preciosos podem ser usados para catalisar o processo térmico. Os sistemas não catalisados devem operar em temperaturas mais altas, mas não são sensíveis a processos que podem envenenar os catalisadores. A recuperação de calor geralmente é necessária para tornar os sistemas não catalisados econômicos.
Tecnologias de recuperação de prata
O nível de recuperação de prata do fotoefluente é controlado pela economia da recuperação e/ou pelos regulamentos de descarga da solução. As principais técnicas de recuperação de prata incluem eletrólise, precipitação, substituição metálica e troca iônica.
Na recuperação eletrolítica, a corrente é passada através da solução contendo prata e o metal prateado é depositado no cátodo, geralmente uma placa de aço inoxidável. O floco de prata é colhido por flexão, lascamento ou raspagem e enviado a um refinador para reutilização. Tentar reduzir o nível de prata da solução residual significativamente abaixo de 200 mg/l é ineficiente e pode resultar na formação de sulfeto de prata indesejado ou subprodutos sulfurosos nocivos. As células de leito compactado são capazes de reduzir a prata a níveis mais baixos, mas são mais complexas e caras do que as células com eletrodos bidimensionais.
A prata pode ser recuperada da solução por precipitação com algum material que forma um sal de prata insolúvel. Os agentes precipitantes mais comuns são trimercaptotriazina trissódica (TMT) e vários sais de sulfeto. Se for usado um sal de sulfeto, deve-se tomar cuidado para evitar a geração de sulfeto de hidrogênio altamente tóxico. O TMT é uma alternativa inerentemente mais segura, introduzida recentemente na indústria de fotoprocessamento. A precipitação tem uma eficiência de recuperação superior a 99%.
Cartuchos metálicos de substituição (MRCs) permitem o fluxo da solução contendo prata sobre um depósito filamentoso de ferro metálico. O íon de prata é reduzido a prata metálica à medida que o ferro é oxidado a espécies solúveis iônicas. A lama de prata metálica assenta no fundo do cartucho. MRCs não são apropriados em áreas onde o ferro no efluente é uma preocupação. Este método tem uma eficiência de recuperação superior a 95%.
Na troca iônica, os complexos aniônicos de tiossulfato de prata trocam com outros ânions em um leito de resina. Quando a capacidade do leito de resina se esgota, a capacidade adicional é regenerada removendo a prata com uma solução concentrada de tiossulfato ou convertendo a prata em sulfeto de prata sob condições ácidas. Sob condições bem controladas, esta técnica pode reduzir a prata abaixo de 1 mg/l. No entanto, a troca iônica pode ser usada apenas em soluções diluídas em prata e tiossulfato. A coluna é extremamente sensível ao stripping se a concentração de tiossulfato do afluente for muito alta. Além disso, a técnica é muito intensiva em mão-de-obra e equipamentos, tornando-a cara na prática.
Outras tecnologias de controle de fotoefluentes
O método mais econômico para lidar com efluentes fotográficos é por meio de tratamento biológico em uma estação secundária de tratamento de resíduos (geralmente chamada de obras de tratamento de propriedade pública, ou POTW). Vários constituintes ou parâmetros de efluentes fotográficos podem ser regulados por licenças de descarga de esgoto. Além da prata, outros parâmetros regulados comuns incluem pH, demanda química de oxigênio, demanda biológica de oxigênio e sólidos totais dissolvidos. Vários estudos demonstraram que os resíduos do fotoprocessamento (incluindo a pequena quantidade de prata restante após a recuperação razoável da prata) após o tratamento biológico não devem ter um efeito adverso nas águas receptoras.
Outras tecnologias têm sido aplicadas ao fotoprocessamento de resíduos. O transporte para tratamento em incineradores, fornos de cimento ou outro descarte final é praticado em algumas regiões do mundo. Alguns laboratórios reduzem o volume da solução a ser transportada por evaporação ou destilação. Outras técnicas oxidativas como ozonização, eletrólise, oxidação química e oxidação com ar úmido têm sido aplicadas aos efluentes do fotoprocessamento.
Outra fonte importante de carga ambiental reduzida é a redução na fonte. O nível de prata revestida por metro quadrado em produtos sensibilizados está diminuindo constantemente à medida que novas gerações de produtos entram no mercado. À medida que os níveis de prata na mídia diminuem, a quantidade de produtos químicos necessários para processar uma determinada área de filme ou papel também diminui. A regeneração e a reutilização de estouros de solução também resultaram em menos carga ambiental por imagem. Por exemplo, a quantidade de agente revelador de cor necessária para processar um metro quadrado de papel colorido em 1996 é inferior a 20% da necessária em 1980.
Minimização de resíduos sólidos
O desejo de minimizar os resíduos sólidos está incentivando os esforços para reciclar e reutilizar materiais, em vez de descartá-los em aterros sanitários. Existem programas de reciclagem para cartuchos de toner, cassetes de filme, câmeras descartáveis e assim por diante. A reciclagem e a reutilização de embalagens também estão se tornando mais comuns. Mais embalagens e peças de equipamentos estão sendo rotuladas adequadamente para permitir programas de reciclagem de materiais mais eficientes.
Projeto de análise de ciclo de vida para o meio ambiente
Todas as questões discutidas acima resultaram em uma consideração cada vez maior de todo o ciclo de vida de um produto, desde a aquisição de recursos naturais até a criação dos produtos, até o tratamento de questões de fim de vida para esses produtos. Duas ferramentas analíticas relacionadas, análise do ciclo de vida e design para o meio ambiente, estão sendo usadas para incorporar questões ambientais no processo de tomada de decisão em design, desenvolvimento e vendas de produtos. A análise do ciclo de vida leva em consideração todas as entradas e fluxos de materiais para um produto ou processo e tenta medir quantitativamente o impacto no meio ambiente de diferentes opções. O design para o meio ambiente leva em consideração vários aspectos do design do produto, como reciclabilidade, retrabalho e assim por diante, para minimizar o impacto no meio ambiente da produção ou descarte do equipamento em questão.
Laboratórios fotográficos comerciais
Materiais e Operações de Processamento
Processamento em preto e branco
No processamento fotográfico em preto e branco, o filme ou papel exposto é removido de um recipiente à prova de luz em uma câmara escura e imerso sequencialmente em soluções aquosas de revelador, banho de parada e fixador. Após uma lavagem com água, o filme ou papel está seco e pronto para uso. O revelador reduz o haleto de prata exposto à luz a prata metálica. O banho de parada é uma solução levemente ácida que neutraliza o revelador alcalino e impede a redução adicional do haleto de prata. A solução fixadora forma um complexo solúvel com o haleto de prata não exposto, que é subsequentemente removido da emulsão no processo de lavagem junto com vários sais solúveis em água, tampões e íons haleto.
Processamento de cores
O processamento de cores é mais complexo do que o processamento em preto e branco, com etapas adicionais necessárias para o processamento da maioria dos tipos de filme colorido, transparências e papel. Em suma, em vez de uma camada de haleto de prata, como nos filmes preto e branco, há três negativos de prata sobrepostos; ou seja, um negativo de prata é produzido para cada uma das três camadas sensibilizadas. Em contato com o revelador de cor, o haleto de prata exposto é convertido em prata metálica enquanto o revelador oxidado reage com um acoplador específico em cada camada para formar a imagem do corante.
Outra diferença no processamento da cor é o uso de alvejante para remover a prata metálica indesejada da emulsão, convertendo a prata metálica em haleto de prata por meio de um agente oxidante. Posteriormente, o haleto de prata é convertido em um complexo de prata solúvel, que é removido por lavagem, como no caso do processamento em preto e branco. Além disso, os procedimentos e materiais de processamento de cores variam dependendo se uma transparência colorida está sendo formada ou se negativos coloridos e impressões coloridas estão sendo processados.
Projeto de processamento geral
As etapas essenciais no fotoprocessamento consistem, portanto, em passar o filme ou papel exposto por uma série de tanques de processamento manualmente ou em processadores de máquinas. Embora os processos individuais possam ser diferentes, existem semelhanças nos tipos de procedimentos e equipamentos utilizados no fotoprocessamento. Por exemplo, haverá uma área de armazenamento de produtos químicos e matérias-primas e instalações para manuseio e classificação de materiais fotográficos expostos recebidos. Instalações e equipamentos são necessários para medir, pesar e misturar produtos químicos de processamento e para fornecer essas soluções aos vários tanques de processamento. Além disso, uma variedade de dispositivos de bombeamento e medição são usados para fornecer soluções de processamento aos tanques. Um laboratório profissional ou de fotoacabamento geralmente utiliza equipamentos maiores e mais automatizados que processam filme ou papel. Para produzir um produto consistente, os processadores têm temperatura controlada e, na maioria dos casos, são reabastecidos com produtos químicos frescos à medida que o produto sensibilizado passa pelo processador.
Operações maiores podem ter laboratórios de controle de qualidade para determinações químicas e medição da qualidade fotográfica dos materiais produzidos. Embora o uso de formulações químicas embaladas possa eliminar a necessidade de medir, pesar e manter um laboratório de controle de qualidade, muitas grandes instalações de fotoprocessamento preferem misturar suas próprias soluções de processamento a partir de grandes quantidades dos constituintes químicos.
Após o processamento e secagem dos materiais, podem ser aplicados vernizes ou revestimentos protetores ao produto acabado e podem ocorrer operações de limpeza do filme. Por fim, os materiais são inspecionados, embalados e preparados para envio ao cliente.
Perigos potenciais e sua prevenção
Perigos únicos da câmara escura
Os riscos potenciais no processamento fotográfico comercial são semelhantes aos de outros tipos de operações químicas; no entanto, uma característica única é a exigência de que certas partes das operações de processamento sejam conduzidas no escuro. Consequentemente, o operador de processamento deve ter um bom conhecimento do equipamento e seus perigos potenciais e das medidas de precaução em caso de acidentes. Luzes de segurança ou óculos infravermelhos estão disponíveis e podem ser usados para fornecer iluminação suficiente para a segurança do operador. Todos os elementos mecânicos e partes elétricas vivas devem ser fechados e as partes salientes da máquina devem ser cobertas. Travas de segurança devem ser instaladas para garantir que a luz não entre na câmara escura e devem ser projetadas para permitir a passagem livre de pessoal.
Riscos para a pele e olhos
Devido à grande variedade de fórmulas usadas por vários fornecedores e diferentes métodos de embalagem e mistura de produtos químicos de fotoprocessamento, apenas algumas generalizações podem ser feitas com relação aos tipos de perigos químicos presentes. Uma variedade de ácidos fortes e materiais cáusticos podem ser encontrados, especialmente em áreas de armazenamento e mistura. Muitos produtos químicos de fotoprocessamento são irritantes para a pele e para os olhos e, em alguns casos, podem causar queimaduras na pele ou nos olhos após contato direto. O problema de saúde mais frequente no fotoprocessamento é o potencial de dermatite de contato, que geralmente surge do contato da pele com soluções reveladoras alcalinas. A dermatite pode ser causada por irritação causada por soluções alcalinas ou ácidas ou, em alguns casos, por alergia cutânea.
Reveladores de cores são soluções aquosas que geralmente contêm derivados de p-fenilenodiamina, enquanto os reveladores preto e branco geralmente contêm p-metil-aminofenolsulfato (também conhecido como Metol ou Agente Revelador KODAK ELON) e/ou hidroquinona. Os reveladores coloridos são sensibilizadores e irritantes cutâneos mais potentes do que os reveladores preto-e-branco e também podem causar reações liquenóides. Além disso, outros sensibilizadores da pele, como formaldeído, sulfato de hidroxilamina e dicloridrato de S-(2-(dimetilamino)-etil)-isotiourônio, são encontrados em algumas soluções de fotoprocessamento. O desenvolvimento de alergia cutânea é mais provável de ocorrer após contato repetido e prolongado com soluções de processamento. Pessoas com doenças de pele pré-existentes ou irritação da pele são frequentemente mais suscetíveis aos efeitos de produtos químicos na pele.
Evitar o contato com a pele é um objetivo importante nas áreas de fotoprocessamento. Luvas de neoprene são recomendadas para reduzir o contato com a pele, principalmente nas áreas de mistura, onde são encontradas soluções mais concentradas. Alternativamente, luvas de nitrilo podem ser usadas quando o contato prolongado com fotoquímicos não é necessário. As luvas devem ter espessura suficiente para evitar rasgos e vazamentos e devem ser inspecionadas e limpas com frequência, de preferência lavando bem as superfícies externa e interna com um limpador de mãos não alcalino. É particularmente importante que o pessoal de manutenção use luvas de proteção durante o reparo ou limpeza dos tanques e conjuntos de racks, e assim por diante, uma vez que estes podem ficar cobertos com depósitos de produtos químicos. Os cremes de barreira não são apropriados para uso com fotoquímicos porque não são impermeáveis a todos os fotoquímicos e podem contaminar as soluções de processamento. Um avental de proteção ou jaleco deve ser usado na câmara escura, e a lavagem frequente das roupas de trabalho é desejável. Para todas as roupas de proteção reutilizáveis, os usuários devem procurar sinais de permeação ou degradação após cada uso e substituir as roupas conforme apropriado. Óculos de proteção e protetor facial também devem ser usados, especialmente em áreas onde fotoquímicos concentrados são manuseados.
Se os produtos químicos do fotoprocessamento entrarem em contato com a pele, a área afetada deve ser lavada rapidamente com água em abundância. Como materiais como os reveladores são alcalinos, lavar com um limpador de mãos não alcalino (pH de 5.0 a 5.5) reduz o potencial de desenvolver dermatite. As roupas devem ser trocadas imediatamente se houver qualquer contaminação com produtos químicos, e derramamentos ou respingos devem ser imediatamente limpos. As instalações para lavar as mãos e as provisões para enxaguar os olhos são particularmente importantes nas áreas de mistura e processamento. Chuveiros de emergência também devem estar disponíveis.
Perigos de inalação
Além dos riscos potenciais para a pele e os olhos, os gases ou vapores emitidos por algumas soluções de fotoprocessamento podem representar um risco de inalação, bem como contribuir para odores desagradáveis, especialmente em áreas mal ventiladas. Algumas soluções de processamento de cores podem liberar vapores como ácido acético, trietanolamina e álcool benzílico ou gases como amônia, formaldeído e dióxido de enxofre. Esses gases ou vapores podem ser irritantes para o trato respiratório e para os olhos ou, em alguns casos, podem causar outros efeitos relacionados à saúde. Os potenciais efeitos relacionados à saúde desses gases ou vapores dependem da concentração e geralmente são observados apenas em concentrações que excedem os limites de exposição ocupacional. No entanto, devido a uma ampla variação na suscetibilidade individual, alguns indivíduos – por exemplo, pessoas com condições médicas pré-existentes, como asma – podem apresentar efeitos em concentrações abaixo dos limites de exposição ocupacional.
Alguns fotoquímicos podem ser detectados pelo odor devido ao baixo limiar de odor do produto químico. Embora o odor de um produto químico não seja necessariamente um indicativo de risco à saúde, odores fortes ou de intensidade crescente podem indicar que o sistema de ventilação é inadequado e devem ser revisados.
A ventilação de fotoprocessamento apropriada incorpora tanto a diluição geral quanto a exaustão local para trocar o ar a uma taxa aceitável por hora. Uma boa ventilação oferece o benefício adicional de tornar o ambiente de trabalho mais confortável. A quantidade de ventilação necessária varia de acordo com as condições da sala, saída de processamento, processadores específicos e produtos químicos de processamento. Um engenheiro de ventilação pode ser consultado para garantir a operação ideal dos sistemas de ventilação local e de exaustão local. O processamento em alta temperatura e a agitação com explosão de nitrogênio das soluções do tanque podem aumentar a liberação de alguns produtos químicos no ar ambiente. A velocidade do processador, as temperaturas da solução e a agitação da solução devem ser definidas em níveis de desempenho mínimos adequados para reduzir a possível liberação de gases ou vapores dos tanques de processamento.
Ventilação geral da sala - por exemplo, 4.25 m3/min alimentação e 4.8 m3/min exaustão (equivalente a 10 trocas de ar por hora em uma sala de 3 x 3 x 3 metros), com uma taxa mínima de reposição de ar externo de 0.15 m3/min por m2 área útil - geralmente é adequada para fotógrafos que realizam fotoprocessamento básico. Uma taxa de exaustão maior que a taxa de suprimento produz uma pressão negativa na sala e reduz a oportunidade de escape de gases ou vapores para áreas adjacentes. O ar de exaustão deve ser descarregado fora do edifício para evitar a redistribuição de potenciais contaminantes do ar dentro do edifício. Se os tanques do processador forem fechados e tiverem um exaustor (consulte a figura 1), o suprimento mínimo de ar e a taxa de exaustão provavelmente poderão ser reduzidos.
Figura 1. Ventilação em máquina fechada
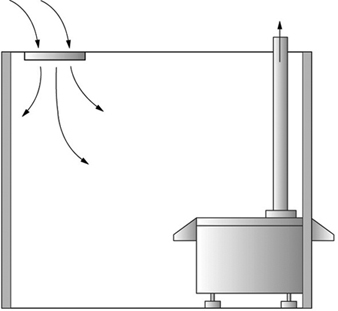
Algumas operações (por exemplo, tonificação, limpeza do filme, operações de mistura e procedimentos especiais de processamento) podem exigir ventilação de exaustão local suplementar ou proteção respiratória. A exaustão local é importante porque reduz a concentração de contaminantes transportados pelo ar que, de outra forma, poderiam ser recirculados pelo sistema geral de ventilação de diluição.
Um sistema de ventilação lateral do tipo ranhura para extrair vapores ou gases na superfície de um tanque pode ser usado para alguns tanques. Quando projetados e operados corretamente, os exaustores laterais do tipo ranhura atraem ar limpo através do tanque e removem o ar contaminado da zona de respiração do operador e da superfície dos tanques de processamento. Os exaustores laterais tipo fenda push-pull são os sistemas mais eficazes (consulte a figura 2).
Figura 2. Tanque aberto com ventilação "push-pull"
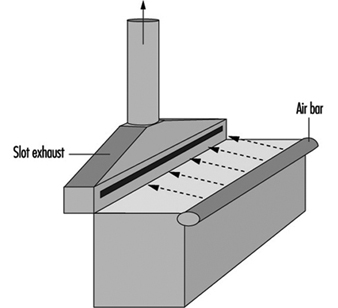
Um sistema de exaustão com capuz ou capota (veja a figura 3) não é recomendado porque os operadores geralmente se inclinam sobre os tanques com a cabeça sob o capô. Nesta posição, o capô aspira vapores ou gases para a zona de respiração do operador.
Figura 3. Exaustão da capota superior
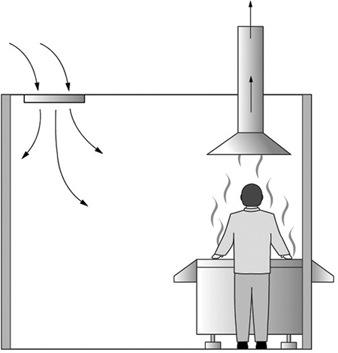
As tampas dos tanques divididos com exaustão local anexadas à parte estacionária dos tanques de mistura podem ser usadas para complementar a ventilação geral da sala nas áreas de mistura. As tampas dos tanques (tampas herméticas ou tampas flutuantes) devem ser usadas para evitar a liberação de potenciais contaminantes do ar dos tanques de armazenamento e outros. Uma exaustão flexível pode ser anexada às tampas do tanque para facilitar a remoção de produtos químicos voláteis (consulte a figura 4). Conforme apropriado, misturadores automáticos, que permitem que partes individuais de produtos multicomponentes sejam adicionados diretamente e subsequentemente misturados em processadores, devem ser usados porque diminuem o potencial de exposição do operador a fotoquímicos.
Figura 4. Exaustão do tanque de mistura química
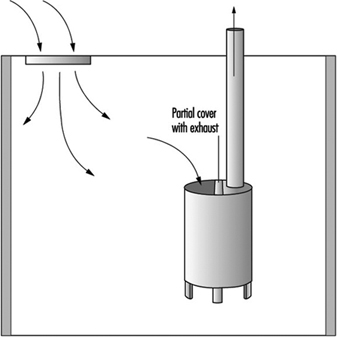
Ao misturar produtos químicos secos, os recipientes devem ser esvaziados com cuidado para evitar que o pó químico se espalhe pelo ar. Mesas, bancos, prateleiras e bordas devem ser limpos com um pano umedecido com água frequentemente para evitar que a poeira química residual se acumule e posteriormente se espalhe pelo ar.
Projeto de instalações e operações
Superfícies que podem estar contaminadas com produtos químicos devem ser construídas para permitir a lavagem com água. Providências adequadas devem ser feitas para ralos no chão, particularmente em áreas de armazenamento, mistura e processamento. Devido ao potencial de vazamentos ou derramamentos, devem ser tomadas providências para contenção, neutralização e descarte adequado de fotoquímicos. Como os pisos podem estar molhados às vezes, o piso em torno de áreas potencialmente molhadas deve ser coberto com fita antiderrapante ou tinta para fins de segurança. Deve-se também levar em consideração possíveis riscos elétricos. Para dispositivos elétricos usados dentro ou perto da água, devem ser usados interruptores de circuito de falha de aterramento e aterramento apropriado.
Como regra geral, os fotoquímicos devem ser armazenados em local fresco (a temperaturas não inferiores a 4.4 °C), seco (umidade relativa entre 35 e 50%), área bem ventilada, onde possam ser facilmente inventariados e recuperados. Os estoques de produtos químicos devem ser gerenciados ativamente para que as quantidades de produtos químicos perigosos armazenados possam ser minimizadas e para que os materiais não sejam armazenados além de suas datas de validade. Todos os recipientes devem ser devidamente rotulados.
Os produtos químicos devem ser armazenados para minimizar a probabilidade de quebra do recipiente durante o armazenamento e recuperação. Os recipientes de produtos químicos não devem ser armazenados onde possam cair, acima do nível dos olhos ou onde o pessoal tenha que se esticar para alcançá-los. A maioria dos materiais perigosos deve ser armazenada em um nível baixo e em uma base firme para evitar possível quebra e derramamento na pele ou nos olhos. Produtos químicos que, se misturados acidentalmente, podem levar a incêndio, explosão ou liberação de produtos químicos tóxicos devem ser segregados. Por exemplo, ácidos fortes, bases fortes, redutores, oxidantes e produtos químicos orgânicos devem ser armazenados separadamente.
Líquidos inflamáveis e combustíveis devem ser armazenados em recipientes e armários de armazenamento aprovados. As áreas de armazenamento devem ser mantidas frescas, e fumar, chamas abertas, aquecedores ou qualquer outra coisa que possa causar ignição acidental deve ser proibido. Durante as operações de transferência, deve-se garantir que os contêineres estejam devidamente amarrados e aterrados. O projeto e a operação de áreas de armazenamento e manuseio de materiais inflamáveis e combustíveis devem estar em conformidade com os códigos elétricos e de incêndio aplicáveis.
Sempre que possível, os solventes e líquidos devem ser dispensados por bombas dosadoras e não por vazamento. A pipetagem de soluções concentradas e o estabelecimento de sifões com a boca não devem ser permitidos. O uso de preparações pré-pesadas ou pré-medidas pode simplificar as operações e reduzir as oportunidades de acidentes. A manutenção cuidadosa de todas as bombas e linhas é necessária para evitar vazamentos.
Uma boa higiene pessoal sempre deve ser praticada nas áreas de fotoprocessamento. Os produtos químicos nunca devem ser colocados em recipientes de bebidas ou alimentos ou vice-versa; apenas recipientes destinados a produtos químicos devem ser usados. Alimentos ou bebidas nunca devem ser trazidos para áreas onde produtos químicos são usados, e produtos químicos não devem ser armazenados em refrigeradores usados para alimentos. Depois de manusear produtos químicos, as mãos devem ser bem lavadas, especialmente antes de comer ou beber.
Treino e educação
Todo o pessoal, incluindo manutenção e limpeza, deve ser treinado em procedimentos de segurança relevantes para suas tarefas de trabalho. Um programa de educação para todo o pessoal é essencial para promover práticas seguras de trabalho e prevenir acidentes. O programa educacional deve ser realizado antes que o pessoal seja autorizado a trabalhar, em intervalos regulares a partir de então e sempre que novos perigos potenciais forem introduzidos no local de trabalho.
Sumário
A chave para trabalhar com segurança com produtos químicos de fotoprocessamento é entender os perigos potenciais da exposição e gerenciar o risco a um nível aceitável. As estratégias de gerenciamento de riscos para controlar os riscos ocupacionais potenciais no fotoprocessamento devem incluir:
- fornecer treinamento ao pessoal sobre riscos potenciais e procedimentos de segurança no local de trabalho,
- incentivando o pessoal a ler e entender os veículos de comunicação de perigo (por exemplo, fichas de dados de segurança e rótulos de produtos),
- manter a limpeza do local de trabalho e uma boa higiene pessoal,
- certificando-se de que os processadores e outros equipamentos sejam instalados, operados e mantidos de acordo com as especificações dos fabricantes,
- substituindo por produtos químicos menos perigosos ou menos odoríferos, sempre que possível,
- usando controles de engenharia (por exemplo, sistemas de ventilação de exaustão geral e local), quando aplicável,
- usando equipamento de proteção (por exemplo, luvas de proteção, óculos ou protetor facial) quando necessário,
- estabelecer procedimentos para garantir atenção médica imediata para qualquer pessoa com evidência de lesão, e
- consideração do monitoramento da exposição ambiental e monitoramento da saúde dos funcionários como uma verificação de estratégias eficazes de gerenciamento de riscos.
Informações adicionais sobre o processamento em preto e branco são discutidas no Entretenimento e artes capítulo.
Perfil Geral
Tradicionalmente, as fábricas de móveis estão localizadas na Europa e na América do Norte. Com o aumento do custo da mão-de-obra nos países industrializados, mais produção de móveis, que é intensiva em mão-de-obra, deslocou-se para os países do Extremo Oriente. É provável que esse movimento continue, a menos que mais equipamentos automatizados possam ser desenvolvidos.
A maioria dos fabricantes de móveis são pequenas empresas. Por exemplo, nos Estados Unidos, aproximadamente 86% das fábricas da indústria de móveis de madeira têm menos de 50 funcionários (EPA 1995); isso é representativo da situação internacionalmente.
A indústria madeireira nos Estados Unidos é responsável pela fabricação de móveis e acessórios para residências, escritórios, lojas, prédios públicos e restaurantes. A indústria madeireira se enquadra no Código 25 da Classificação Industrial Padrão (SIC) do Bureau of the Census dos EUA (equivalente ao Código 33 SIC Internacional) e inclui: móveis domésticos de madeira, como camas, mesas, cadeiras e estantes; armários de televisão e rádio em madeira; móveis de escritório em madeira, como armários, cadeiras e escrivaninhas; e luminárias e divisórias de escritório e loja de madeira, como luminárias de bar, balcões, armários e prateleiras.
Como as linhas de produção para montagem de móveis são caras, a maioria dos fabricantes não fornece uma gama excepcionalmente grande de itens. Os fabricantes podem se especializar no produto fabricado, no grupo de produtos ou no processo de produção (EPA 1995).
Mais...
Processos de Carpintaria
Para efeito deste artigo, considerar-se-á que os processos da indústria madeireira se iniciam com o recebimento da madeira convertida da serraria e se estendem até o embarque de um artigo ou produto acabado de madeira. Os estágios iniciais no manuseio da madeira são tratados nos capítulos Silvicultura e Indústria madeireira.
A indústria madeireira produz móveis e diversos materiais de construção, desde pisos de compensado até telhas. Este artigo abrange as principais etapas do processamento da madeira para a produção de produtos de madeira, que são usinagem de madeira natural ou painéis manufaturados, montagem de peças usinadas e acabamento de superfície (por exemplo, pintura, coloração, envernizamento, folheado e assim por diante) . A Figura 1 é um diagrama de fluxo para fabricação de móveis de madeira, que abrange quase toda a gama desses processos.
Figura 1. Diagrama de fluxo para fabricação de móveis de madeira

Secagem. Algumas fábricas de móveis podem comprar madeira seca, mas outras realizam a secagem no local usando um forno de secagem ou forno, acionado por uma caldeira. Normalmente, os resíduos de madeira são o combustível.
Usinagem. Depois que a madeira é seca, ela é serrada e usinada na forma da peça final do móvel, como uma perna de mesa. Em uma fábrica normal, o estoque de madeira se move de plaina bruta, serra de corte, serra de corte, plaina de acabamento, moldadora, torno, serra de mesa, serra de fita, fresadora, modeladora, broca e mortiser, para esculpir e depois para uma variedade de lixadeiras.
A madeira pode ser esculpida/trabalhada à mão com uma variedade de ferramentas manuais, incluindo cinzéis, grosa, limas, serras manuais, lixas e similares.
Em muitos casos, o desenho de peças de mobiliário requer a dobragem de certas peças de madeira. Isso ocorre após o processo de aplainamento e geralmente envolve a aplicação de pressão em conjunto com um agente amaciador, como água, e aumento da pressão atmosférica. Depois de dobrada no formato desejado, a peça é seca para retirar o excesso de umidade.
Montagem. Móveis de madeira podem ser acabados e depois montados, ou o inverso. Móveis feitos de componentes de formato irregular geralmente são montados e depois acabados.
O processo de montagem geralmente envolve o uso de adesivos (seja sintético ou natural) em conjunto com outros métodos de união, como pregar, seguido da aplicação de folheados. Os folheados comprados são cortados para corrigir o tamanho e os padrões e colados ao aglomerado comprado.
Após a montagem, a peça do móvel é examinada para garantir uma superfície lisa para o acabamento.
Pré-acabamento. Após o lixamento inicial, obtém-se uma superfície ainda mais lisa borrifando, esfregando ou mergulhando a parte do móvel com água para fazer com que as fibras da madeira inchem e “se levantem”. Após a secagem da superfície, uma solução de cola ou resina é aplicada e deixada secar. As fibras levantadas são então lixadas para formar uma superfície lisa.
Se a madeira contiver resina, que pode interferir na eficácia de certos acabamentos, ela pode ser removida aplicando uma mistura de acetona e amônia. A madeira é então branqueada por pulverização, esponja ou imersão da madeira em um agente de branqueamento, como peróxido de hidrogênio.
Acabamento da superfície. O acabamento da superfície pode envolver o uso de uma grande variedade de revestimentos. Esses revestimentos são aplicados após a montagem do produto ou em uma operação de linha plana antes da montagem. Os revestimentos podem normalmente incluir enchimentos, manchas, esmaltes, selantes, lacas, tintas, vernizes e outros acabamentos. Os revestimentos podem ser aplicados por spray, pincel, almofada, imersão, rolo ou máquina de revestimento por fluxo.
Os revestimentos podem ser à base de solvente ou à base de água. As tintas podem conter uma grande variedade de pigmentos, dependendo da cor desejada.
Perigos e Precauções
segurança de usinagem
A fabricação de madeira tem muitos dos riscos à segurança e à saúde que são comuns à indústria em geral, com uma proporção muito maior de equipamentos e operações extremamente perigosos do que a maioria. Consequentemente, a segurança requer atenção constante aos hábitos de trabalho seguros por parte dos funcionários, supervisão vigilante e manutenção de um ambiente de trabalho seguro por parte dos empregadores.
Embora, em muitos casos, máquinas e equipamentos para trabalhar madeira possam ser adquiridos sem as proteções necessárias e outros dispositivos de segurança, é responsabilidade da administração fornecer as proteções adequadas antes que tais máquinas e equipamentos sejam usados. Veja também os artigos “Máquinas de fresar” e “Máquinas de aplainar madeira”.
Máquinas de serrar. Os funcionários devem estar cientes das práticas operacionais seguras necessárias para o uso adequado de várias serras para trabalhar madeira (consulte a figura 2 e a figura 3).
Figura 2. Serra de fita
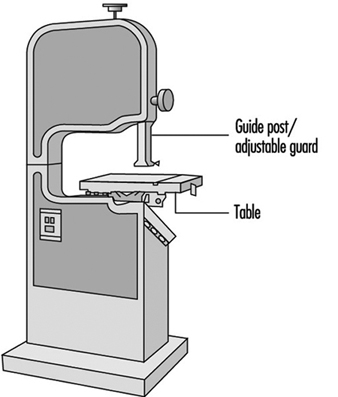
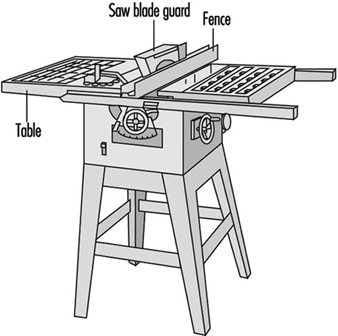
As diretrizes específicas são as seguintes:
1. Ao alimentar uma serra de mesa, as mãos devem ser mantidas fora da linha de corte. Nenhum guarda pode impedir que a mão de uma pessoa siga a coronha para dentro da serra. Ao cortar com o medidor de cerca perto da serra, um bastão de empurrar ou um gabarito adequado deve ser usado para concluir o corte. Veja a figura 4.
Figura 4. Bastões de pressão
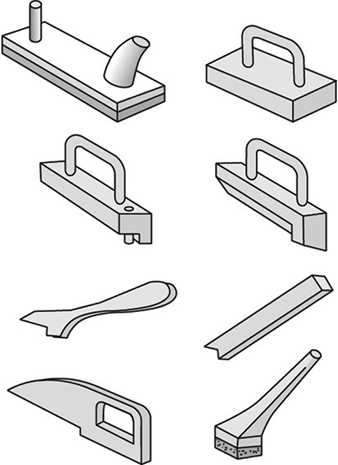
2. A lâmina da serra deve ser posicionada de forma a minimizar sua saliência acima da coronha; quanto mais baixa a lâmina, menor a chance de propinas. É uma boa prática ficar fora da linha do material que está sendo rasgado. Um avental de couro pesado ou outro protetor para o abdômen é recomendado.
3. Serrar à mão livre é sempre perigoso. O estoque deve sempre ser mantido contra um medidor ou cerca. Veja a figura 3.
4. A serra deve ser apropriada para o trabalho. Por exemplo, é uma prática insegura cortar com uma serra de mesa não equipada com um dispositivo antirretorno. Aventais de retrocesso são recomendados.
5. A prática perigosa de remover uma proteção do capô por causa da folga estreita no lado do medidor pode ser evitada prendendo uma placa de enchimento na mesa entre o medidor e a serra e usando-a para guiar a coronha. Os funcionários nunca devem ser autorizados a contornar os guardas. Pentes, plumas (veja a figura 5) ou gabaritos adequados devem ser fornecidos onde as proteções padrão não podem ser usadas.
Figura 5. Featherboards e pentes
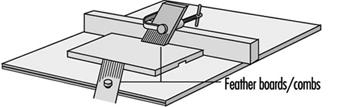
6. O corte transversal de tábuas longas em uma serra de mesa deve ser evitado porque o operador é obrigado a usar uma pressão manual considerável perto da lâmina da serra. Além disso, as pranchas que se estendem além da mesa podem ser atingidas por pessoas ou caminhões. O material longo deve ser cortado transversalmente em uma serra giratória ou serra de braço radial com bancada de apoio adequada.
7. O trabalho que deve ser feito em máquinas especiais de alimentação elétrica não deve ser feito em máquinas de alimentação manual de uso geral.
8. Para definir a bitola de uma serra de mesa sem retirar as proteções, uma marca permanente deve designar a linha de corte no tampo da mesa.
9. É considerada uma prática segura parar completamente o equipamento antes de ajustar as lâminas ou cercas e desconectar a fonte de alimentação ao trocar as lâminas.
10. Uma escova ou bastão deve ser usado para limpar serragem e restos de uma serra.
Uma serra de mesa também é chamada de serra de variedade porque pode executar uma ampla variedade de funções de corte. Por esta razão, o operador deve ter uma variedade de proteções, porque nenhuma proteção pode proteger todas as funções. Veja a figura 3.
Máquinas de corte. Máquinas de corte também podem ser perigosas se não forem adequadamente protegidas e sempre usadas com respeito e atenção. As ferramentas de corte devem ser mantidas bem afiadas e corretamente equilibradas em seus fusos.
A tupia mostrada na figura 6 tem um protetor de escova. Outros roteadores podem ter um protetor de anel, um protetor redondo que circunda o bit do roteador. A finalidade das proteções é manter as mãos afastadas da broca de corte. Os roteadores controlados numericamente por computador (CNC) podem ter vários bits e são máquinas de alta produção. Nas máquinas CNC, as mãos do operador são mantidas afastadas da área da broca. Porém, outro problema é a alta quantidade de pó de madeira. Veja também o artigo “Máquinas de roteamento”.
Figura 6. Roteador
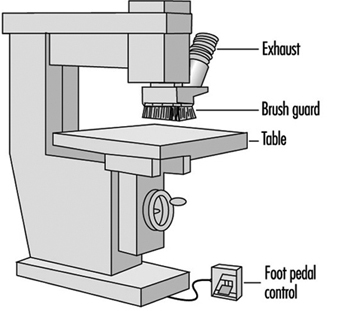
A proteção em uma jointer ou máquina de aplainamento de superfície é principalmente para manter as mãos do operador longe das facas giratórias. A proteção tipo “costeleta” permite que fique exposta apenas a parte das facas que estão cortando o estoque (ver figura 7). A parte exposta das facas atrás da cerca também deve ser protegida.
Figura 7. Junta
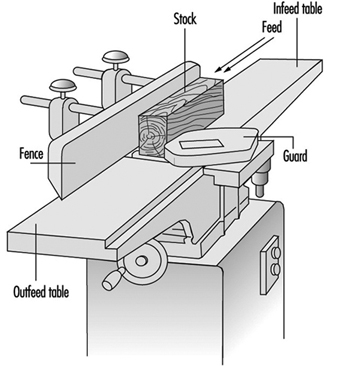
O shaper é uma máquina potencialmente muito perigosa (veja a figura 8). Se as facas modeladoras se separarem dos colares acima e abaixo do caramanchão, elas podem ser arremessadas com muita força. Além disso, o estoque geralmente deve ser mantido próximo às facas. Esta fixação deve ser feita com um dispositivo de fixação e não pelas mãos do operador. Featherboards podem ser usados para segurar o estoque contra a mesa. Protetores de anel ou pires devem ser usados sempre que possível. Um protetor de pires é um disco de plástico redondo e plano que é montado horizontalmente no mandril acima das facas do shaper.
Figura 8. Modelador
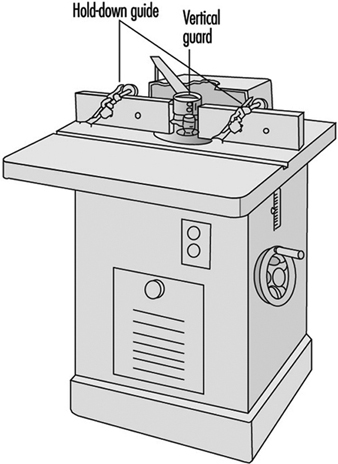
Um torno deve ser protegido por um protetor de capô porque existe o perigo de o material ser arremessado da máquina. Veja a figura 9. É uma boa prática que o capô seja intertravado com o motor para que o torno não possa funcionar a menos que a proteção do capô esteja no lugar.
Figura 9. Torno
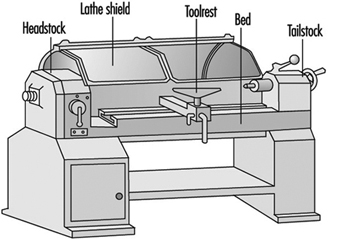
Uma serra circular deve ter dedos anti-recuo instalados para evitar que a coronha inverta sua direção e atinja o operador. Veja a figura 10. Além disso, o operador deve usar um avental acolchoado para diminuir o impacto se ocorrer um contragolpe.
Figura 10. Serra rotativa
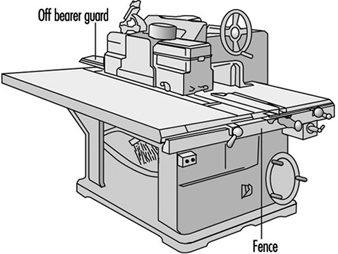
Como a lâmina de serra do braço radial pode ser inclinada para o lado, deve ser usada uma proteção que não fique na lâmina. Veja a figura 11.
Figura 11. Serra de braço radial
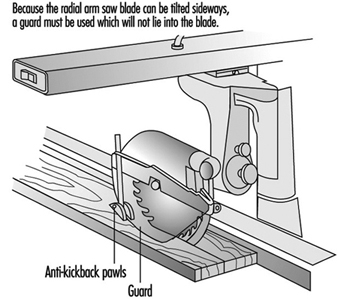
Máquinas de lixar. As peças de estoque usinadas são lixadas usando lixadeiras de cinta, jitterbug, disco, tambor ou orbital. Pontos de nip são criados em cintas de lixa. Consulte a figura 12. Muitas vezes, esses pontos de aperto podem ser protegidos com um capuz que também fará parte de um sistema de exaustão de pó.
Figura 12. Lixadeira
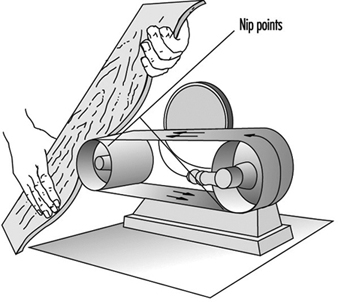
Proteção de máquinas. A Figura 13 ilustra que a abertura entre uma proteção e o ponto de contato deve ser diminuída à medida que a distância diminui.
Figura 13. Distância entre proteção e ponto de operação
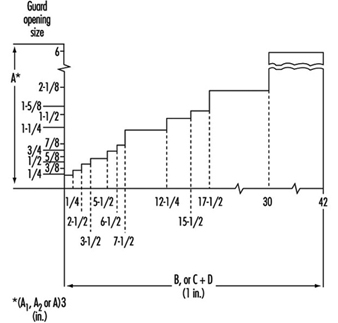
Diversos problemas de segurança da máquina. Deve-se tomar cuidado para que o uso de dispositivos de fixação/segurança não crie riscos adicionais.
A maioria das máquinas para trabalhar madeira cria a necessidade de o operador (e ajudante) usar proteção para os olhos.
É prática comum que os funcionários assoprem a poeira de si mesmos com ar comprimido. Eles devem ser alertados para manter a pressão do ar abaixo de 30 psi e evitar que soprem nos olhos ou cortes abertos.
Perigos do pó de madeira
As máquinas que produzem pó de madeira devem estar equipadas com sistemas de recolha de pó. Se o sistema de exaustão for inadequado para descartar o pó de madeira, o operador pode precisar usar um respirador contra poeira. A Agência Internacional de Pesquisa sobre o Câncer (IARC) determinou agora que “há evidências suficientes em humanos para a carcinogenicidade do pó de madeira” e que “o pó de madeira é cancerígeno para os seres humanos (Grupo 1)”. Outros estudos indicam que o pó de madeira pode ser irritante para as membranas mucosas dos olhos, nariz e garganta. Algumas madeiras tóxicas são mais ativamente patogênicas e podem produzir reações alérgicas e, ocasionalmente, distúrbios pulmonares e envenenamento sistêmico. Consulte a tabela 1.
Tabela 1. Variedades de madeira venenosas, alergênicas e biologicamente ativas
|
Nomes científicos |
Nomes comerciais selecionados |
Um plano de comunicação para a sua família |
Comprometimento da saúde |
|
Abies alba Moinho (A. pectinata DC) |
abeto de prata |
Pinaceae |
Dermatite; conjuntivite-rinite; asma |
|
Acácia spp. |
pau-preto australiano |
Mimosáceas |
Dermatite; conjuntivite-rinite; asma; efeitos tóxicos |
|
Acer spp. |
Bordo |
aceraceae |
Dermatite |
|
Afrormosia elata Prejudica. |
Afrormosia, kokrodua, asamala, obang, oleo pardo, bohele, mohole |
Borboletas |
Dermatite; conjuntivite-rinite; asma |
|
afzélia africana ferreiro |
Doussié, afzelia, aligua, apa, chanfuta, lingue merbau, intsia, hintsy |
Cesalpinaceae |
Dermatite; conjuntivite-rinite; asma |
|
Agonandra brasiliensis Casar |
Pão, marfim, granadillo |
Olacáceas |
Dermatite |
|
Ailanthus altissima Moinho |
sumagre chinês |
Simaroubáceas |
Dermatite |
|
Albizzia falcata Arrimo |
Iatandza |
Mimosáceas |
Dermatite; conjuntivite-rinite; asma; |
|
Alnus spp. |
amieiro comum |
Betulaceae |
Dermatite; conjuntivite-rinite; asma |
|
Amyris (Sândalo Amyris) spp. |
Sândalo venezuelano ou das Índias Ocidentais |
rutaceae |
Dermatite; efeitos tóxicos |
|
Anacardium occidentale L. |
caju |
Anacardiáceas |
Dermatite |
|
Andira Araroba Aguiar. (Vataireopsis araroba Ducke) |
Árvore de repolho roxo |
Borboletas |
Dermatite; conjuntivite-rinite; asma |
|
aningeria spp. |
aningeria |
sapotáceas |
Conjuntivite-rinite; asma |
|
Abeto Apuleia molaris (A. leiocarpa MacBride) |
Pau-brasil |
Cesalpinaceae |
Dermatite; efeitos tóxicos |
|
Araucaria angustifolia O. Ktze |
pinheiro do Paraná, araucária |
araucária |
Efeitos tóxicos |
|
Aspidosperma spp. |
peroba vermelha |
Apocináceas |
Dermatite; conjuntivite- |
|
astrocário spp. |
palma |
Palmáceas |
Dermatite; efeitos tóxicos |
|
Aucoumea klaineana Pierre |
Gabão mogno |
Burseráceas |
Dermatite; conjuntivite-rinite; asma; alveolite extrínseca alérgica |
|
Autranella congolensis |
Mukulungu, autracon, elang, bouanga, kulungu |
sapotáceas |
Dermatite |
|
Bactris spp. (Astrocarium spp.) |
palma |
Palmáceas |
Dermatite; efeitos tóxicos |
|
Balfourodendron riedelianum Inglês. |
Guatambu, guatambu branco |
rutaceae |
Dermatite |
|
batesia floribunda Bento. |
Acapu rana |
Cesalpinaceae |
Efeitos tóxicos |
|
Berberis vulgaris L. |
Bérberis |
Berberidaceae |
Efeitos tóxicos |
|
Betula spp. |
Bétula |
Betulaceae |
Dermatite |
|
Blepharocarva involucrigera F. Muell. |
Rosa-butternut |
Anacardiáceas |
Dermatite; conjuntivite-rinite; asma |
|
Bombax brevicuspe Sprague |
Kondroti, sozinho |
Bombacáceas |
Dermatite |
|
Bowdichia spp. |
sucupira preta |
Borboletas |
Dermatite |
|
Brachylaena hutchinsii coelheira. |
Muhuhu |
compósitos |
Dermatite |
|
breônia spp. |
Molompangady |
Rubiáceas |
Dermatite |
|
Brosimum spp. |
Madeira de cobra, madeira de letras, madeira de tigre |
moraceae |
Dermatite; conjuntivite-rinite; asma; efeitos tóxicos |
|
Brya Ebenus DC. (Amerimnum ebenus Sw.) |
Ébano marrom, ébano verde, ébano jamaicano, ébano americano tropical |
Borboletas |
Dermatite |
|
Buxus sempervirens L. |
Buxo europeu, East London b., Cabo b. |
Buxáceas |
Dermatite; conjuntivite-rinite; asma; efeitos tóxicos |
|
Caesalpinia echinata Fuga. (Guilandina echinata primavera.) |
pau-brasil |
Cesalpinaceae |
Dermatite; efeitos tóxicos |
|
Callitris columellaris F. Muell. |
Pinheiro cipreste branco |
Cupressaceae |
Dermatite; conjuntivite-rinite; asma |
|
Calophyllum spp. |
Santa Maria, Jacareúba, Kurahura, Galba |
Gutíferas |
Dermatite; efeitos tóxicos |
|
Campsiandra laurifolia Bento. |
Acapu rana |
Cesalpinaceae |
Efeitos tóxicos |
|
Carpinus betulus |
choupo-branco |
Betulaceae |
Dermatite |
|
Cássia siamea Lamk. |
Tagayasan, muong dez, djohar |
Cesalpinaceae |
Dermatite; conjuntivite-rinite; asma |
|
Castanea dentata Borkh |
Castanha, castanha doce |
Phagaceae |
Dermatite; conjuntivite-rinite; asma |
|
Castanospermum australe A. Cunn. |
Feijão preto, castanha australiana ou Moreton Bay |
Borboletas |
Dermatite |
|
Cedrela spp. (Toona spp.) |
cedro vermelho, cedro australiano |
Meliaceae |
Dermatite; conjuntivite-rinite; asma |
|
Cedrus deodara (Roxb. ex. Lamb.) G. Don |
Deodar |
Pinaceae |
Dermatite; conjuntivite-rinite; asma |
|
celta brieyi De Wild. |
diania |
ulmaceae |
Dermatite |
|
Clorófora excelsa Benth. e Gancho I. |
Iroko, gelbholz, yellowood, kambala, mvule, odum, moule, African teak, abang, tatajuba, fustic, mora |
moraceae |
Dermatite; conjuntivite-rinite; asma; alveolite extrínseca alérgica |
|
cloroxilona spp. |
Ceilão Cetimwood |
rutaceae |
Dermatite; efeitos tóxicos |
|
Crisofilo spp. |
Nájara |
sapotáceas |
Dermatite |
|
Canela cânfora Nees e Ebeim |
Cânfora asiática, canela |
Lauraceae. |
Efeitos tóxicos |
|
Cryptocarya pleurosperma Branca e Francisco |
noz venenosa |
Lauraceae. |
Dermatite; conjuntivite-rinite; asma; efeitos tóxicos |
|
Dacrycarpus dacryoides (A. Rico.) de Laub. |
Pinheiro branco da Nova Zelândia |
podocarpaceae |
Dermatite; conjuntivite-rinite; asma |
|
Dacrydium cupressinum Soland |
Sempilor, rimu |
podocarpaceae |
conjuntivite-rinite; asma |
|
Dactylocladus stenostachys Oliv. |
Jong Kong, Merebong, Medang Tabak |
melastomaceae |
Efeitos tóxicos |
|
dalbergia spp. |
Ébano |
Borboletas |
Dermatite; conjuntivite-rinite; asma; |
|
dialium spp. |
Eyoum, eyum |
Cesalpinaceae |
Dermatite; conjuntivite-rinite; asma |
|
Diospyros spp. |
Ébano, ébano africano |
Ebenáceas |
Dermatite; conjuntivite-rinite; asma; efeitos tóxicos |
|
Dipterocarpo spp. |
Keruing, gurjum, yang, keruing |
Dipterocarpáceas |
Dermatite |
|
Distemonanthus benthamianus fiança. |
Movingui, ayan, anyaran, cetim nigeriano |
Cesalpinaceae |
Dermatite |
|
Disoxilo spp. |
Mogno, madeira de aduelas, feijão vermelho |
Meliaceae |
dermatite; conjuntivite-rinite; asma; efeitos tóxicos |
|
D. muelleri Bento. |
mogno rosa |
||
|
Echirospermum balthazarii Pe. Todo. (Plathymenia reticulata Bento.) |
Vinhatico |
Mimosáceas |
Dermatite; conjuntivite-rinite; asma |
|
Entandofragma spp. |
tiama |
Meliaceae |
Dermatite; |
|
Erythrophloeum guineense G. Don |
Tali, missanda, eloun, massanda, sasswood, erun, redwater tree |
Cesalpinaceae |
Dermatite; conjuntivite-rinite; asma; efeitos tóxicos |
|
Esenbeckia leiocarpa Inglês. |
Guaranta |
rutaceae |
Dermatite |
|
Eucalipto spp. |
|
myrtaceae |
Dermatite; conjuntivite-rinite; asma |
|
Euxylophora paraensis Hub. |
Buxo |
rutaceae |
Dermatite; conjuntivite-rinite; asma |
|
Excoecaria africana M. Arg. (Spirostachys africana Areia) |
Sândalo africano, tabootie, geor, aloewood, blind-your-eye |
Euforbiáceas |
Dermatite; conjuntivite-rinite; asma; efeitos tóxicos |
|
Fagara spp. |
Lixadeiras amarelas, madeira cetim das Índias Ocidentais, madeira atlas, olon, bongo, mbanza |
rutaceae |
Dermatite; conjuntivite-rinite; asma; efeitos tóxicos |
|
Fagus spp. (Nothofagus spp.) |
Faia |
Phagaceae |
Dermatite; conjuntivite-rinite; asma |
|
Fitzroya cupressoides (Molina) Johnston |
Alerta |
Cupressaceae |
Dermatite |
|
Flindersia australis R. br. |
Teca australiana, bordo de Queensland, bordo |
rutaceae |
Dermatite |
|
Fraxinus spp. |
Cinza |
Oleaceae |
Dermatite |
|
Gluta spp. |
Rengas, glúteos |
Anacardiáceas |
Dermatite; efeitos tóxicos |
|
gonioma kamassi E. Mey. |
Knysna buxo, kamassi |
Apocináceas |
Dermatite; conjuntivite-rinite; asma; efeitos tóxicos |
|
Gonystylus bancanus fiança. |
Ramin, melawis, akenia |
Gonistiláceas |
Dermatite; conjuntivite-rinite; asma; alveolite extrínseca alérgica |
|
Gossweilerodendron balsamiferum (Verme.) Prejudica. |
cedro nigeriano |
Cesalpinaceae |
Dermatite; conjuntivite-rinite; asma |
|
Robusta grevillea A. Cunn. |
carvalho sedoso |
Proteáceas |
Dermatite |
|
Guaiacum oficial L. |
Gaiac, lignum vitae |
Zygophyllaceae |
Dermatite; conjuntivite-rinite; asma |
|
guarea spp. |
chefe |
Meliaceae |
Dermatite; conjuntivite-rinite; asma; efeitos tóxicos |
|
Halfordia scleroxyla F. Muell. |
coração de açafrão |
Poligonáceas |
Dermatite; alveolite extrínseca alérgica |
|
hernandia spp. |
Mirobolan, topolito |
Hernandiáceas |
Dermatite |
|
Hipomane mancinella L. |
maçã de praia |
Euforbiáceas |
Dermatite; conjuntivite-rinite; asma; efeitos tóxicos |
|
Illipe latifolia F. Muell. |
Moak, edel teca |
sapotáceas |
Dermatite |
|
Jacaranda spp. |
Jacaranda |
bignoniaceae |
Dermatite |
|
juglans spp. |
Nogueira |
juglandaceae |
Dermatite; conjuntivite-rinite; asma |
|
Junípero sabina L. |
|
Cupressaceae |
Dermatite; conjuntivite-rinite; asma; efeitos tóxicos |
|
Khaya antoteca CDC. |
Ogwango, mogno africano, krala |
Meliaceae |
Dermatite; alveolite extrínseca alérgica |
|
Laburno anagiroides Médico. (Cytisus laburnum L.) |
Laburno |
Borboletas |
Dermatite; conjuntivite-rinite; asma; efeitos tóxicos |
|
Larix spp. |
lariço |
Pinaceae |
Dermatite; conjuntivite-rinite; asma |
|
Liquidambar styracifolia L. |
Amberbaum, cetim-nussbaum |
hamamelidaceae |
Dermatite |
|
Liriodendron tulipifera L. |
madeira branca americana, árvore de tulipa |
magnoliáceas |
Dermatite |
|
Lovoa trichilioides Prejudica. (L. klaineana Pierre) |
Dibetou, nogueira africana, apopo, tigerwood, lateral |
Meliaceae |
dermatite; conjuntivite-rinite; asma; efeitos tóxicos |
|
lúcuma spp. (Pouteria spp.) |
Guapeva, abiurana |
sapotáceas |
Dermatite; conjuntivite-rinite; asma |
|
Maba ebenus Criatura. |
Macassar-ebenholz |
Ebenáceas |
Dermatite |
|
Machaerium pedicellatum Vog. |
Kingswood |
Borboletas |
Dermatite |
|
Mansonia altissima A.Chev. |
noz nigeriana |
Sterculiáceas |
Dermatite; conjuntivite-rinite; asma; efeitos tóxicos |
|
Melanoxylon brauna Anteparo |
Brauna, grauna |
Cesalpinaceae |
Dermatite |
|
Microberlinia brazzavillensis A.Chev. |
africano zebrawood |
Cesalpinaceae |
Dermatite; conjuntivite-rinite; asma; efeitos tóxicos |
|
Millettia Laurentii De Wild. |
Wenge |
Borboletas |
Dermatite; conjuntivite-rinite; asma; |
|
Mimusops spp. (Manilkara spp.) |
muirapiranga |
sapotáceas |
Dermatite; conjuntivite-rinite; asma; |
|
Mitragyna ciliata Abr. e Pell. |
Vuku, choupo africano |
Rubiáceas |
Dermatite; conjuntivite-rinite; asma; |
|
Nauclea diderrichii Merrill (Sarcocephalus diderrichii O selvagem.) |
Bilinga, opepe, kussia, badi, buxo da África Ocidental |
Rubiáceas |
Dermatite; conjuntivite-rinite; asma; efeitos tóxicos |
|
Nesogordonia papaverifera R. Capurão |
Kotibé, danta, epro, otutu, ovové, aborbora |
Tiliáceas |
Efeitos tóxicos |
|
ocotea spp. |
Madeira fedorenta |
Lauraceae. |
Dermatite; conjuntivite-rinite; asma; efeitos tóxicos |
|
Paratecoma spp. |
|
bignoniaceae |
Dermatite; conjuntivite-rinite; asma; efeitos tóxicos |
|
Parinário spp. |
|
Rosaceae |
Dermatite |
|
Peltogine spp. |
Madeira azul, coração roxo |
Cesalpinaceae |
Efeitos tóxicos |
|
Phyllanthus ferdinandi FvM. |
Lignum vitae, caminho de comida, guerra de reboque |
Euforbiáceas |
Dermatite; conjuntivite-rinite; asma |
|
Picea spp. |
Abeto europeu, madeira branca |
Pinaceae |
Dermatite; conjuntivite-rinite; asma; alveolite extrínseca alérgica |
|
pinho spp. |
Pinho |
Pinaceae |
Dermatite; conjuntivite-rinite; asma |
|
Piptadenia africana gancho f. |
Dabema, dahoma, ekhimi |
Mimosáceas |
Dermatite; conjuntivite-rinite; asma |
|
Platanus spp. |
Avião |
platanaceae |
Dermatite |
|
pomécia spp. |
Tain |
sapindaceae |
Dermatite; conjuntivite-rinite; asma |
|
Populus spp. |
Álamo |
Salgueiro |
Dermatite; conjuntivite-rinite; asma |
|
Prosopis juliflora D.C. |
cajueiro |
Mimosáceas |
Dermatite |
|
Prunus spp. |
cereja |
Rosaceae |
dermatite; conjuntivite-rinite; asma |
|
Pseudomorus brunoniana escritório |
Cabo branco |
moraceae |
Dermatite; efeitos tóxicos |
|
Pseudotsuga douglasii Carr. (P. menziesii Franco) |
Abeto de Douglas, abeto vermelho, abeto de Douglas |
Pinaceae |
Dermatite; conjuntivite-rinite; asma |
|
Pterocarpo spp. |
Padauk africano, pau-rosa da Nova Guiné, sândalo vermelho, lixas vermelhas, madeira quassia |
Borboletas |
Dermatite; conjuntivite-rinite; asma; efeitos tóxicos |
|
Pycnanthus angolensis Warb. (P. kombo See More Warb.) |
Ilomba |
Miristicáceas |
Efeitos tóxicos |
|
Quercus spp. |
Carvalho |
Phagaceae |
Dermatite; conjuntivite-rinite; asma |
|
Raputia alba Inglês. |
Arapoca branca, arapoca |
rutaceae |
Dermatite |
|
Rauwolfia pentaphylla Stapf. Ó. |
Peroba |
Apocináceas |
Dermatite; conjuntivite-rinite; asma; efeitos tóxicos |
|
Sandórico spp. |
Sentul, katon, kra-ton, ketjapi, thitto |
Meliaceae |
Dermatite; conjuntivite-rinite; asma; efeitos tóxicos |
|
Schinopsis lorentzii Inglês. |
Quebracho colorado, vermelho q., San Juan, pau mulato |
Anacardiáceas |
Dermatite; efeitos tóxicos |
|
Semercarpus australiensis Inglês. |
Porca de marcação |
Anacardiáceas |
Dermatite; efeitos tóxicos |
|
Sequoia sempervirens Fim. |
Sequoia, Califórnia |
taxodiáceas |
Dermatite; conjuntivite-rinite; asma; efeitos tóxicos |
|
Costa spp. |
Alan, amêndoa, balau vermelho |
Dipterocarpáceas |
Dermatite |
|
S. assamica Tintureiro |
Lauan amarelo, meranti branco |
||
|
Staudtia estipitata Warb. (S. gabonensis Warb.) |
Niové |
Miristicáceas |
Dermatite |
|
Suíça spp. |
Mogno, mogno de Honduras, Tabasco m., baywood, mogno americano, |
Meliaceae |
Dermatite; conjuntivite-rinite; asma; alveolite extrínseca alérgica; efeitos tóxicos |
|
Swintonia spicifera Gancho. |
Merpauh |
Anacardiáceas |
Dermatite |
|
tabebuia spp. |
Araguan, ipê preto, lapacho |
bignoniaceae |
Dermatite; conjuntivite-rinite; asma; efeitos tóxicos |
|
Taxus baccata L. |
Teixo |
taxaceae |
Dermatite; conjuntivite-rinite; asma; alveolite extrínseca alérgica; efeitos tóxicos |
|
tecoma spp. |
Coração verde |
bignoniaceae |
Dermatite; conjuntivite-rinite; asma; efeitos tóxicos |
|
tectona grandis L. |
Teca, djati, kyun, teck |
Verbenaceae |
Dermatite; conjuntivite-rinite; asma; alveolite extrínseca alérgica |
|
Terminalia alata Roth. |
louro indiano |
Combretáceas |
Dermatite; conjuntivite-rinite; asma |
|
Thuja occidentalis L. |
Cedro branco |
Cupressaceae |
Dermatite; conjuntivite-rinite; asma; efeitos tóxicos |
|
Tieghemella africana A.Chev. (Dumória spp.) |
Makoré, douka, okola, ukola, makoré, abacu, baku, cereja africana |
sapotáceas |
Dermatite; conjuntivite-rinite; asma; efeitos tóxicos |
|
Triplochiton scleroxylon K.Schum |
Obeche, samba, wawa, abachi, madeira branca africana, arere |
Sterculiáceas |
Dermatite; conjuntivite-rinite; asma |
|
Tsuga heterofila caixão. |
Tsuga, cicuta ocidental |
Pinaceae |
Dermatite |
|
Turraeanthus africana Pell. |
Avodiré |
Meliaceae |
Dermatite; alveolite extrínseca alérgica |
|
Olmo spp. |
olmo |
ulmaceae |
Dermatite |
|
Vitex ciliata Pell. |
Verbenaceae |
Dermatite |
|
|
V. congolensis De Wild. e Th. Dur |
Difundu |
||
|
V. paquifila Bak. |
Evino |
||
|
Xylia dolabriformis Bento. |
Mimosáceas |
Conjuntivite-rinite; |
|
|
X. xilocarpa Taub. |
Pyinkado |
asma |
|
|
Zollernia paraensis Huber |
pau santo |
Cesalpinaceae |
Dermatite; efeitos tóxicos |
Fonte: Istituto del Legno, Florença, Itália.
O aumento do uso de máquinas CNC de alta produção, como roteadores, espigas e tornos, cria mais pó de madeira e exigirá uma nova tecnologia de coleta de pó.
Controle de poeira. A maior parte da poeira em uma oficina de produção de madeira é removida por sistemas de exaustão locais. No entanto, muitas vezes há um acúmulo considerável de poeira muito fina que se depositou em caibros e outros membros estruturais, principalmente em áreas onde é feito o lixamento. Esta é uma situação perigosa, com grande potencial de incêndio e explosão. Um incêndio repentino sobre superfícies cobertas de poeira pode ser seguido por explosões de força crescente. Para minimizar essa probabilidade, seria sensato usar uma lista de verificação. Consulte a lista de verificação de amostra na caixa.
Perigos de montagem
Uma ampla gama de adesivos é utilizada na colagem de lâminas a painéis fabricados, dependendo das características exigidas do produto final. Além da cola de caseína, os adesivos naturais são menos empregados e o maior uso é feito de adesivos sintéticos como uréia-formaldeído. Os adesivos sintéticos podem representar um risco de doença de pele ou intoxicação sistêmica, especialmente aqueles que liberam formaldeído livre ou solventes orgânicos na atmosfera. Os adesivos devem ser manuseados em locais bem ventilados e as fontes de emissão de vapores devem estar equipadas com ventilação de exaustão. Os funcionários devem receber luvas, cremes protetores, respiradores e proteção para os olhos quando necessário.
As partes móveis, especialmente as lâminas, das máquinas de fatiar, unir e grampear lâminas devem ser totalmente protegidas. Controles bimanuais podem ser necessários.
Riscos de finalização
Acabamento da superfície. Os solventes usados para transportar os pigmentos pulverizados ou para diluir podem incluir uma grande variedade de compostos orgânicos voláteis que podem atingir concentrações tóxicas e explosivas no ar. Além disso, muitos pigmentos são tóxicos por inalação de névoa de spray (por exemplo, pigmentos de chumbo, manganês e cádmio). Sempre que ocorrerem concentrações perigosas de vapor ou névoa, use ventilação de exaustão (por exemplo, pintura com spray em uma cabine) ou use sprays de água. Todas as fontes de ignição, incluindo incêndios, equipamentos elétricos e eletricidade estática, devem ser eliminadas antes todas as operações começam.
Um programa ativo de comunicação de materiais perigosos deve estar em vigor para alertar os funcionários sobre todos os perigos criados por produtos químicos de acabamento, cola e solventes tóxicos, reativos, corrosivos e/ou inflamáveis e as medidas de proteção que devem ser tomadas. Comer na presença desses produtos químicos deve ser proibido. O armazenamento adequado de produtos inflamáveis e o descarte adequado de panos sujos e lã de aço que podem causar ignição espontânea são imperativos.
Prevenção de incêndio. Tendo em vista a natureza altamente inflamável da madeira (especialmente na forma de poeira e aparas) e dos demais itens encontrados em uma fábrica de madeira (como solventes, colas e revestimentos), a importância das medidas de prevenção contra incêndios não pode ser subestimada. As medidas incluem:
- instalação de equipamentos automáticos de coleta de pó de madeira e aparas em serras, plainas, moldadoras e assim por diante, que transportam os resíduos para silos de armazenamento até serem descartados ou recuperados
- proibir fumar no local de trabalho e eliminar todas as fontes de ignição (por exemplo, chamas abertas)
- garantindo procedimentos regulares de limpeza de poeira e aparas depositadas
- manutenção adequada das máquinas para evitar ocorrências como o superaquecimento dos rolamentos
- instalação de barreiras contra incêndio, sistemas de sprinklers, extintores, mangueiras de incêndio e equipe treinada para o uso desses equipamentos
- armazenamento adequado de inflamáveis
- equipamentos elétricos à prova de explosão onde necessário.
Preocupações ambientais e de saúde pública
A produção de produtos acabados de madeira pode ser feita sem danos ambientais de longo alcance. A colheita de árvores pode ser feita de tal maneira que o novo crescimento possa substituir o que foi cortado. Grandes desmatamentos, como tem sido o caso das florestas tropicais, podem ser desencorajados. Resíduos da usinagem da madeira (ou seja, serragem, lascas de madeira) podem ser usados no chipcore ou como combustível.
Embora existam implicações de resíduos sólidos e águas residuais de processo para a indústria madeireira, as principais preocupações são as emissões atmosféricas resultantes do uso de resíduos de madeira como combustível e de operações de acabamento intensivas em solventes. Caldeiras a lenha são comumente usadas em operações de secagem, enquanto muitos dos materiais de acabamento são aplicados por spray. Em ambos os casos, são necessários controles de engenharia para reduzir as partículas transportadas pelo ar e recuperar e/ou incinerar os compostos voláteis.
Os controles devem resultar na exposição dos operadores a produtos químicos menos tóxicos à medida que são encontrados substitutos menos perigosos. O uso de acabamentos à base de água em vez de à base de solvente diminuirá os riscos de incêndio.
Máquinas de Roteamento
Fresadoras estacionárias são usadas em geral para a fabricação de artigos de madeira e elementos de móveis, mas às vezes também para usinagem de plásticos e ligas leves. Tipos importantes de máquinas de roteamento são roteadores de cópia, fresadoras de padrão, máquinas com cabeçotes de roteador móveis e máquinas copiadoras automáticas. As máquinas copiadoras automáticas são geralmente usadas para usinagem de várias peças simultaneamente.
Uma característica comum de todas as fresadoras é que a ferramenta está localizada acima do suporte da peça de trabalho, que normalmente é uma mesa. O eixo da ferramenta-fuso é quase sempre vertical, mas em algumas máquinas a cabeça da tupia e, portanto, também o eixo da ferramenta-fuso, pode ser inclinado. A cabeça de usinagem é abaixada para usinagem e retorna automaticamente à sua posição inicial (repouso). Em máquinas mais antigas, o cabeçote de usinagem é abaixado manualmente operando um pedal mecânico ou alavanca manual. Nas máquinas modernas, o cabeçote geralmente é abaixado por um sistema pneumático ou hidráulico. A Figura 1 mostra vários acessórios (sapatos de fixação, guias e assim por diante) e a proteção de segurança da Organização Nacional de Seguros de Acidentes da Suíça (SUVA).
Figura 1. Dispositivo de segurança SUVA com ferramenta de roteamento na posição de trabalho
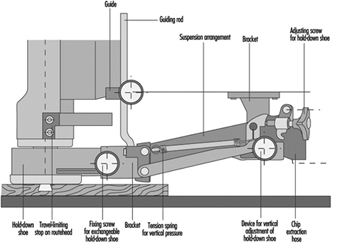
O fuso da ferramenta é acionado por uma transmissão por correia ou diretamente por um motor de alta frequência, que geralmente é do tipo de duas velocidades. As velocidades do fuso da ferramenta geralmente variam de 6,000 a 24,000 rpm. Eles são mais baixos em fresadoras padrão, onde a velocidade mais baixa pode ser de 250 rpm. As fresadoras de padrão geralmente são equipadas com uma caixa de engrenagens para a seleção de diferentes velocidades.
O diâmetro de corte da fresa varia de 3 a 50 mm. No entanto, em fresadoras especiais, o diâmetro de corte da ferramenta pode chegar a 300 mm.
Ferramentas.
Nas fresadoras, utilizam-se principalmente brocas de colher de gume único, cortadores de painel de dois gumes ou cortadores de formato sólido. Como qualquer ferramenta, eles devem ser projetados e feitos de materiais que resistam às forças e cargas esperadas durante a operação. As máquinas devem ser usadas e mantidas de acordo com as instruções do fabricante.
As ferramentas de roteamento devem ser:
- clara e permanentemente marcada com a velocidade permitida, por exemplo, menos de 20,000 rpm
- de um tipo testado por um organismo aprovado
- de design de forma redonda com uma projeção de aresta de corte radial mínima para reduzir o perigo de contragolpe.
Proteção da ferramenta
Nas fresadoras em que a ferramenta está em movimento e a peça permanece fixa, o acesso à ferramenta rotativa deve ser impedido por uma proteção ajustável (protetor de mão). Deve ser complementado por uma proteção móvel que pode ser abaixada na superfície da peça de trabalho. A extremidade inferior desta proteção móvel pode ser uma escova.
Nas fresadoras onde a peça é segurada e/ou alimentada manualmente, é altamente recomendável usar um dispositivo de segurança que exerça pressão vertical na peça. A SUVA projetou essa proteção. Este dispositivo de segurança tem sido utilizado com sucesso desde o final da década de 1940 e ainda é a proteção mais completa do gênero. Suas principais características são:
- prevenção de contato não intencional com a ferramenta rotativa tanto em sua posição de repouso quanto em sua posição de trabalho
- troca rápida e fácil de um tamanho de sapata de fixação para outro. Vários tamanhos de sapatas de fixação estão disponíveis para encaixar ferramentas com diferentes diâmetros de corte
- quantidade ajustável manualmente de pressão exercida na peça de trabalho pela sapata de fixação
- retorno automático da sapata de fixação à sua posição superior quando a cabeça do roteador sobe para sua posição de repouso. O dispositivo de proteção pode ser ajustado para que a sapata de retenção possa ser levantada apenas quando a borda inferior da ferramenta estiver acima do nível da borda inferior da sapata de retenção; isto é para evitar qualquer contato não intencional com a ferramenta por baixo (veja a figura 2. Lesões graves nas costas da mão, onde os tendões são protegidos apenas pela pele, são evitadas.
Figura 2. Dispositivo de segurança com ferramenta de roteamento na posição inicial
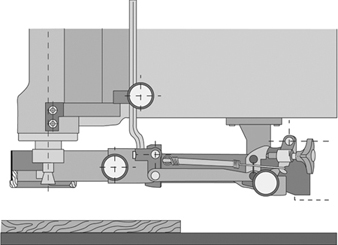
- possibilidade de conexão de um sistema de extração de cavacos ao dispositivo de proteção.
Este dispositivo de proteção também permite que as peças sejam encaminhadas ao longo de uma guia com o auxílio de uma almofada de pressão horizontal.
Riscos
Verificou-se que as máquinas de roteamento são menos perigosas do que as máquinas de moldagem de eixo vertical. Uma razão para isso é o diâmetro menor da maioria das ferramentas de roteamento. No entanto, as ferramentas nas fresadoras são facilmente acessíveis e, portanto, representam um perigo constante para as mãos e os braços do operador. Portanto, as fresadoras copiadoras, onde a peça de trabalho geralmente é alimentada manualmente, são de longe as fresadoras mais perigosas.
Causas de acidentes
As principais causas de acidentes com roteadores são:
- contato não intencional da mão ou do braço com a ferramenta rotativa em sua posição de descanso (1) ao remover cavacos e poeira da mesa manualmente, em vez de usar uma vara de madeira, (2) quando a peça de trabalho ou o gabarito não é manuseado corretamente ou ( 3) quando a manga da roupa do operador fica presa na ferramenta rotativa
- contato não intencional da mão com a ferramenta de fresar como resultado do contragolpe da peça de trabalho segurada pela mão.
O contragolpe pode ocorrer devido a:
- uma prática de trabalho insegura
- falhas na peça de trabalho (nós, etc.)
- peças de trabalho sendo alimentadas na ferramenta muito abruptamente ou na direção errada
- arestas de corte sem corte
- velocidade de corte inadequada
- fixação incorreta da peça de trabalho ao gabarito
- quebra da peça de trabalho
- ejeção da ferramenta ou partes da ferramenta devido ao mau desenho da ferramenta, dureza excessiva do material da ferramenta, falhas no material da ferramenta, excesso de velocidade da ferramenta ou fixação inadequada da ferramenta no porta-ferramentas.
No caso de ejeção de uma ferramenta ou peça de trabalho, não apenas o operador, mas também outras pessoas que trabalham na área podem ser feridas por peças ejetadas.
Medidas para prevenir acidentes
As medidas de prevenção de acidentes devem ser dirigidas a:
- o projeto e a construção da máquina
- o ferramental
- guardando a ferramenta em sua posição de repouso (figura 15) e tanto quanto possível na posição de trabalho (figura 14), especialmente quando a peça de trabalho é segurada e alimentada manualmente.
Projeto e construção da máquina
As máquinas de roteamento devem ser projetadas para serem seguras de operar. Deve ser assegurado que:
- a máquina é suficientemente rígida
- o equipamento elétrico está em conformidade com os regulamentos de segurança
- os atuadores usados para iniciar uma função de partida ou movimento de um elemento da máquina são construídos e montados de modo a minimizar a operação inadvertida
- o acesso a peças móveis de máquinas, como acionamentos por correia, cabeçotes de fresa movidos hidráulica ou pneumaticamente ou mesas móveis em máquinas com alimentação automática, são impedidos por proteção adequada
- as rotações reais por minuto da ferramenta são claramente visíveis para o operador
- os dispositivos de segurança e sistemas de extração de cavacos são fáceis de instalar
- o nível de ruído da máquina é reduzido ao máximo.
Além disso, é aconselhável equipar o acionamento da ferramenta da fresadora com um freio automático que se ativa quando a máquina está parada. O tempo de frenagem não deve exceder 10 segundos.
Lista de verificação de amostra
Limpeza
1. Um programa diário de limpeza é essencial.
2. Acúmulos de poeira de 1/8” de profundidade em qualquer área indicam a necessidade de limpeza. Deve-se notar que qualquer acúmulo de poeira pode levar a um incêndio. Quanto mais fina a poeira, maiores os perigos.
3. Limpe o pó de madeira com frequência.
uma. Limpe diariamente em torno de superfícies quentes.
b. Grande limpeza ou aspiração, quando possível, de todas as áreas, incluindo vigas, pelo menos duas vezes por ano.
c. Quando as concentrações são altas, trabalhe pequenas áreas de cada vez.
d. A baixa umidade aumenta o potencial de perigos e deve ser levada em consideração durante as descargas.
4. Programe desobstruções ou limpezas enquanto o equipamento estiver inoperante, como nas tardes de sexta-feira e fins de semana.
Manutenção elétrica
1. Inspecione/limpe todos os motores regularmente para evitar o acúmulo de poeira.
2. Certifique-se de que todas as caixas e painéis elétricos atendam aos requisitos do Código Elétrico Nacional para sua localização classificada.
3. Ouça sons incomuns, observe cheiros incomuns e observe acúmulos de poeira visíveis em máquinas e motores. Verifique os motores e outros componentes elétricos com frequência para detectar superaquecimento.
4. Certifique-se de que o pessoal de manutenção ou operação esteja lubrificando os rolamentos dos motores, transportadores, correntes e rodas dentadas em tempo hábil.
5. Certifique-se de que os painéis e caixas elétricas sejam mantidos fechados e mantidos para evitar o acúmulo de poeira, inclusive mantendo todos os orifícios de abertura tampados.
Prevenção de incêndio
1. Proíba ativamente fumar em locais não autorizados.
2. Adote procedimentos para autorizações de trabalho a quente e assegure-se de que os procedimentos sejam seguidos.
3. Não permita que máquinas controladas pelo operador operem sem supervisão.
4. Instale um dispositivo na boca do sistema de coleta de poeira para evitar que cintas de lixa e outros itens que produzam faíscas entrem no sistema e causem um incêndio.
5. Prenda o metal nos porcos de madeira instalando ímãs no sistema transportador e detectores de metal no porco. Políticas e procedimentos devem ser implementados para evitar que metais e outros objetos estranhos cheguem aos suínos.
6. Realizar inspeções semanais e mensais de sistemas de proteção contra incêndio, incluindo extintores de incêndio, mangueiras de incêndio, alarmes e válvulas de controle de sprinklers.
7. Certifique-se de que as salas das caldeiras e equipamentos de aquecimento estejam livres de acúmulo de poeira, que os procedimentos escritos de inicialização da caldeira estejam sendo seguidos e que equipamentos devidamente classificados sejam usados.
8. Reconhecer o procedimento correto no combate a incêndios de poeira.
9. Solicite uma inspeção detalhada pelo corpo de bombeiros ou seguradora local.
10. Incentivar exercícios simulados/visitas do corpo de bombeiros local.
11. Instale sistemas de detecção e extinção de faíscas nos sistemas de coleta de poeira e verifique periodicamente para garantir que estejam funcionando.
12. Revise os planos de evacuação, iluminação de emergência e simulações de incêndio periodicamente para cada turno de trabalho.
Gerais
1. Entre em contato com a seguradora para obter assistência na identificação de perigos associados à segurança, saúde e prevenção de incêndios.
2. Entre em contato com as agências governamentais de segurança apropriadas para obter assistência adicional.
3. Os funcionários devem entrar em silos de poeira somente quando os procedimentos de espaço confinado forem seguidos.
4. Todos os operadores devem garantir que os sistemas de coleta de poeira estejam funcionando corretamente e relatar qualquer mau funcionamento à gerência imediatamente.
5. Verifique se há objetos obstruindo os dutos para o sistema de poeira.
6. Recomenda-se que todos os supervisores, membros do comitê de segurança e outros funcionários estejam cientes do conteúdo desta lista de verificação voluntária para alcançar a máxima implementação.
Máquinas de planejamento de madeira
O desenvolvimento de máquinas de aplainar estacionárias remonta ao início do século XIX. Nas primeiras máquinas deste tipo, a peça de trabalho era presa a um carro e alimentada abaixo de um eixo horizontal equipado com lâminas que se estendiam por toda a largura de trabalho. Em 19 foi construída na Alemanha uma plaina em que a peça de trabalho era alimentada sobre um bloco de corte localizado entre duas mesas usadas para posicionar e apoiar a peça de trabalho. Além de melhorias técnicas, este projeto básico foi mantido até hoje. Tal máquina é chamada de máquina de aplainamento de superfície ou juntadora (veja a figura 1850).
Figura 1. Junta
Mais recentemente, as máquinas foram projetadas para aplainar a superfície superior de uma peça de trabalho para uma espessura predeterminada por meio de um bloco de corte girando horizontalmente. A distância entre o diâmetro do círculo de corte e a superfície da mesa que suporta a peça de trabalho é ajustável. Essas máquinas são chamadas de máquinas de aplainamento de espessura de um lado.
Esses dois tipos básicos de máquinas foram eventualmente combinados em uma máquina que poderia ser usada tanto para aplainamento de superfícies quanto para aplainamento de espessuras. Esse desenvolvimento resultou em máquinas de aplainar para trabalhar em dois, três e quatro lados em uma passagem.
Do ponto de vista da segurança e saúde ocupacional, é altamente recomendável que sejam tomadas medidas para a extração de pó e cavacos de madeira da plaina (por exemplo, conectando a plaina a um sistema de extração de poeira). A poeira proveniente de madeira dura (carvalho, faia) e madeira tropical é considerada um perigo particular para a saúde e deve ser extraída. Medidas para reduzir o nível de ruído das máquinas de aplainar também devem ser tomadas. Um freio automático para o bloco de corte é obrigatório em muitos países.
Máquinas de aplainamento de superfície
Uma máquina de aplainamento de superfície tem estrutura principal rígida que suporta a entrada e a mesa de saída. O bloco de corte está localizado entre as duas mesas e montado em rolamentos de esferas. A estrutura principal deve ser projetada ergonomicamente (ou seja, deve permitir que o operador trabalhe confortavelmente).
Dispositivos de controle operados manualmente devem ser instalados de forma que o operador não seja colocado em uma situação perigosa ao operá-los, e a possibilidade de operação inadvertida deve ser minimizada.
O lado da estrutura principal voltado para a posição do operador deve estar livre de peças salientes, como volantes, alavancas e assim por diante. A mesa à esquerda do bloco de corte (mesa de saída) é normalmente colocada na mesma altura do círculo de corte do bloco de corte. A mesa à direita do bloco de corte (mesa de alimentação) é ajustada mais abaixo que a mesa de saída para obter a profundidade de corte desejada. O contato entre os lábios da mesa e o bloco de corte não deve ser possível em toda a faixa de ajuste das mesas. No entanto, a folga entre os lábios da mesa e o círculo de corte do bloco de corte deve ser a menor possível para proporcionar um bom suporte da peça a ser aplainada.
As principais operações em uma máquina de aplainamento de superfície são o aplainamento e afiação. A posição das mãos na peça de trabalho é importante do ponto de vista operacional e de segurança. Ao alisar, a peça de trabalho deve ser alimentada com uma mão, com a outra mão segurando-a inicialmente na mesa de alimentação. Assim que houver uma porção suficiente de madeira na mesa de saída, a última mão pode passar com segurança sobre a proteção da ponte para aplicar pressão na mesa de saída e será seguida pela mão de alimentação para completar a operação de alimentação. Ao bordar, as mãos não devem passar sobre o bloco de corte enquanto estiverem em contato com a madeira. Sua principal função é exercer pressão horizontal sobre a peça de trabalho para mantê-la alinhada com a cerca.
Muitas vezes, o ruído produzido pelo bloco de corte rotativo pode ultrapassar o nível considerado prejudicial ao ouvido. Portanto, medidas para reduzir o nível de ruído são necessárias. Algumas das medidas de redução de ruído que se mostraram bem-sucedidas em plainas de superfície são as seguintes:
- uso de um bloco de corte “silencioso” (por exemplo, uma forma redonda com projeção mínima da lâmina, lâmina helicoidal em vez de lâmina reta, ferramentas rotativas segmentares com corte offset)
- bordas da mesa ranhuradas ou perfuradas (a configuração e as dimensões das aberturas nas bordas da mesa devem ser selecionadas para que não surjam riscos de acidentes; por exemplo, as ranhuras não devem ter mais de 6 mm de largura e o diâmetro dos furos não deve exceder 6 mm )
- design aerodinâmico dos defletores de cavacos abaixo dos lábios da mesa
- redução da velocidade do bloco de corte para menos de 1,000 rpm, desde que a qualidade da superfície da peça ainda seja satisfatória.
Redução de ruído de até 12 dBA em marcha lenta e 10 dBA sob carga pode ser alcançada.
Os blocos de corte devem ter uma seção transversal circular e as ranhuras e ranhuras de folga de cavacos devem ser as menores possíveis. As lâminas e inserções devem ser devidamente fixadas, preferencialmente por meio de trava de fixação.
O bloco de corte geralmente gira em velocidades entre 4,500 e 6,000 rpm. Os diâmetros dos blocos de corte convencionais variam de 56 a 160 mm e seus comprimentos (larguras de trabalho) de 200 a 900 mm. Por analogia com a cinemática do fresamento convencional, a superfície da peça aplainada com um bloco de corte é composta por arcos ciclóides. A qualidade da superfície do trabalho, portanto, depende da velocidade e do diâmetro do bloco de corte, do número de lâminas de corte e da taxa de avanço da peça de trabalho.
Recomenda-se equipar as máquinas de aplainar com um freio automático para o bloco de corte. O freio deve ser acionado quando a máquina estiver parada e o tempo de frenagem não deve exceder 10 segundos.
O acesso ao bloco de corte na parte traseira da cerca deve ser impedido por uma proteção presa à cerca ou ao suporte da cerca. O bloco de corte na frente da cerca deve ser protegido por uma proteção tipo ponte ajustável fixada à máquina (por exemplo, à estrutura principal no lado da mesa de saída) (consulte a figura 2). O acesso aos elementos de transmissão deve ser impedido por uma proteção fixa.
Figura 2. Cerca e proteção do bloco de corte traseiro
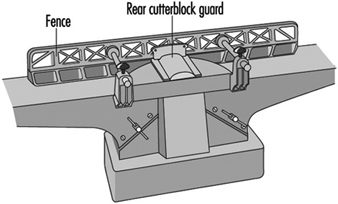
Riscos
Como o bloco de corte gira no sentido oposto ao da peça de trabalho, existe o risco de contragolpe. Se a peça de trabalho for ejetada, a mão ou os dedos do operador podem entrar em contato com o bloco de corte rotativo, a menos que proteção adequada tenha sido fornecida. Também acontece frequentemente que a mão entra em contato com o bloco de corte enquanto alimenta a peça de trabalho com os dedos esticados, em vez de empurrá-la para frente com o punho fechado. Lâminas de corte mal fixadas podem ser ejetadas pela força centrífuga e causar ferimentos graves e/ou danos materiais.
Sistemas de proteção para máquinas de aplainar superfícies
Em muitos países, a legislação que cobre o uso de máquinas de aplainamento de superfície exige que o bloco de corte seja coberto por um sistema de proteção ajustável para evitar o contato acidental da mão do operador com o bloco de corte rotativo.
Em 1938, a SUVA introduziu uma proteção de plaina que atendia com eficiência a todos os requisitos práticos. Ao longo dos anos, essa proteção provou ser útil não apenas como sistema de proteção, mas também como auxílio para a maioria das operações. É bem aceito pelo comércio de madeira na Suíça, e quase todas as máquinas de aplainar industriais são equipadas com ele. As características de design desta proteção foram introduzidas no projeto de padrão europeu para máquinas de aplainar superfícies. As principais características desta guarda são as seguintes:
- forte e rígido
- não é facilmente desviado para expor o bloco de corte
- sempre fica paralelo ao eixo do bloco de corte, independentemente de seu ajuste horizontal ou vertical
- facilmente ajustável horizontalmente e verticalmente sem o uso de uma ferramenta.
No entanto, acidentes ainda acontecem. Esses acidentes são causados principalmente por falha no ajuste adequado da proteção. Portanto, os engenheiros da SUVA desenvolveram uma proteção do tipo ponte que cobre o bloco de corte na frente da guia automaticamente e exerce constantemente uma pressão definida contra a peça de trabalho ou a guia. Este protetor está disponível desde 1992.
As principais características de design desta nova proteção, denominada “Suvamatic”, são as seguintes:
- proteção completa do bloco de corte. A largura total de aplainamento é protegida por uma única proteção tipo ponte. Pode ser dobrado usando um sistema de travamento articulado. Isso evita que a proteção se projete muito sobre a face da máquina.
- prático sistema de orientação da peça de trabalho. O sistema de orientação da peça consiste em uma almofada de pressão e uma guia para a peça. Ambos são encaixados na ponta da proteção. Este último pode ser inclinado para guiar a peça de trabalho tanto para alisar quanto para afiar.
- aplicação de pressão para auxiliar o trabalho. Para bordar, o protetor exerce pressão na direção da cerca. Depois de bordar, ele cobre automaticamente todo o comprimento do bloco de corte na frente da guia.
- levantamento e abaixamento automático da proteção. Para o alisamento, a proteção é levantada pela guia da peça de trabalho. Após o alisamento, ele se abaixa automaticamente para cobrir o bloco de corte.
- a proteção pode ser travada na posição para trabalhos em lote. Para trabalhos em lote, a proteção pode ser travada na posição vertical para acomodar apenas a espessura da peça de trabalho. A proteção retornará automaticamente a esta posição predefinida após ser pressionada.
- vai caber todas as máquinas. A proteção pode ser instalada em todas as máquinas de aplainamento de superfície e máquinas combinadas de aplainamento de superfície e espessura.
Máquinas de aplainamento de espessura de um lado
A estrutura principal de uma máquina de aplainamento de espessura de um lado abriga o bloco de corte, a mesa de aplainamento de espessura e os elementos de alimentação.
Uma vez que a peça de trabalho tenha sido achatada e com arestas em uma máquina de aplainamento de superfície, ela é aplainada na espessura desejada na máquina de aplainamento de espessura. Ao contrário de uma máquina de aplainamento de superfície, o bloco de corte de uma máquina de aplainamento de espessura está localizado acima da mesa de aplainamento e a peça de trabalho não é mais alimentada manualmente, mas mecanicamente por rolos de alimentação. Os rolos de alimentação são acionados por um motor separado (aproximadamente 1 kW) ou por meio de uma caixa de engrenagens de redução de velocidade que recebe sua energia do motor do bloco de corte. Com um acionamento separado, a taxa de avanço permanece constante, mas se a potência for transmitida do motor do bloco de corte, a taxa de avanço varia de acordo com a velocidade do bloco de corte. Taxas de alimentação entre 4 e 35 m/min são comuns.
Dois rolos de alimentação montados em mola repousam na superfície superior da peça de trabalho. O rolo de alimentação na frente do bloco de corte é ranhurado para melhor aderência à peça de trabalho; o rolo de alimentação na extremidade de saída do bloco de corte é liso. Uma barra de pressão de entrada e saída localizada próxima ao bloco de corte pressiona a peça de trabalho sobre a mesa, garantindo assim um corte limpo e uniforme. O design e a disposição dos rolos de alimentação e das barras de pressão devem ser tais que o contato com o bloco de corte rotativo seja impossível.
Rolos de alimentação seccionais e barras de pressão permitem o trabalho simultâneo de duas ou mais peças de espessura ligeiramente diferente. Do ponto de vista da prevenção de acidentes, rolos de alimentação seccionais e barras de pressão são essenciais. A largura do rolo de alimentação individual ou seção da barra de pressão não deve exceder 50 mm.
Dois rolos inativos estão dispostos na mesa. Eles são projetados para facilitar a passagem da peça sobre a mesa.
A superfície da mesa deve ser um plano livre de ranhuras ou furos. Ocorreram acidentes envolvendo os dedos do operador sendo espremidos entre as aberturas e a peça de trabalho. O ajuste vertical da mesa pode ser manual ou assistido. Um batente mecânico deve impedir qualquer contato da mesa com o bloco de corte ou rolos de alimentação. Deve-se garantir que o mecanismo de ajuste vertical mantenha a mesa em uma posição estável.
Para evitar a alimentação de peças de grandes dimensões, um dispositivo (por exemplo, uma haste fixa ou barra fixa) está localizado no lado de alimentação da máquina, limitando assim a altura máxima da peça de trabalho. Uma altura máxima de 250 mm entre a superfície da mesa em sua posição mais baixa e o dispositivo de segurança acima mencionado raramente é excedida. A largura normal de trabalho varia entre 315 e 800 mm (para máquinas especiais esta largura pode ir até 1,300 mm).
O diâmetro do bloco de corte geralmente varia de 80 a 160 mm. Normalmente, quatro lâminas são instaladas no bloco de corte. O bloco de corte gira em velocidades entre 4,000 e 6,000 rpm, e sua potência de entrada varia de 4 a 20 kW. A profundidade máxima de corte é de 10 a 12 mm.
Para minimizar o perigo de contragolpe, as aplainadoras de espessura unilateral devem ser equipadas com um dispositivo anti-contragolpe cobrindo toda a largura de trabalho da máquina. Este dispositivo anti-rebote geralmente consiste em vários elementos ranhurados dispostos em uma haste. O elemento individual tem entre 8 e 15 mm de largura e cai sob seu próprio peso para a posição de repouso. O ponto mais baixo do elemento ranhurado individual em sua posição de repouso deve estar 3 mm abaixo do círculo de corte do bloco de corte. Os elementos ranhurados devem ser feitos de um material (de preferência aço) com resistência de resiliência de 15 J/cm2 e uma dureza superficial de 100 HB.
As seguintes medidas de redução de ruído provaram ser bem-sucedidas em máquinas de aplainamento de espessura de um lado:
- uso de um bloco de corte “silencioso” (como o sugerido para máquinas de aplainar superfícies)
- design aerodinâmico das barras de pressão e da capa de extração de cavacos
- redução da velocidade do bloco de corte
- fechamento parcial ou completo da máquina (design tipo túnel da abertura de entrada e saída com material de absorção de som na superfície voltada para a fonte de ruído)
A redução de ruído de até 20 dBA pode ser alcançada por um gabinete completo bem projetado.
Riscos
A principal causa de acidentes em máquinas de aplainamento de espessura de um lado é o contragolpe da peça de trabalho. O contragolpe pode ocorrer devido a:
- má manutenção do dispositivo anti-rebote (os elementos individuais podem não cair livremente com o próprio peso, mas grudar devido ao acúmulo de poeira; as ranhuras nos elementos podem estar cobertas com resina, estar cegas ou retificadas incorretamente)
- má manutenção dos rolos de alimentação seccionais e barras de pressão (por exemplo, seções cobertas de resina ou enferrujadas)
- carga de mola insuficiente nos rolos de alimentação e barras de pressão quando várias peças de espessura não uniforme são alimentadas ao mesmo tempo.
As causas típicas de outros acidentes são:
- contato da mão com o bloco de corte giratório ao remover cavacos e poeira da mesa manualmente, em vez de com uma vara de madeira ou ancinho
- ejeção das lâminas do bloco de corte devido a fixação incorreta.
Máquinas Combinadas de Aplainamento e Espessamento de Superfície
O projeto e a operação das máquinas combinadas (veja a figura 3) são semelhantes aos das máquinas individuais descritas acima. O mesmo pode ser dito em relação às taxas de alimentação, potência do motor, ajustes da mesa e dos rolos. Para o aplainamento de espessura, as mesas de aplainamento de superfície são puxadas, dobradas ou levantadas lateralmente, expondo o bloco de corte, que é coberto por uma tampa de extração de cavacos para impedir o acesso As máquinas combinadas são usadas principalmente em pequenas oficinas com poucos trabalhadores ou onde o espaço é escasso limitado (ou seja, nos casos em que a instalação de duas máquinas individuais é impossível ou não lucrativa).
Figura 3. Plaina combinada de superfície e espessura
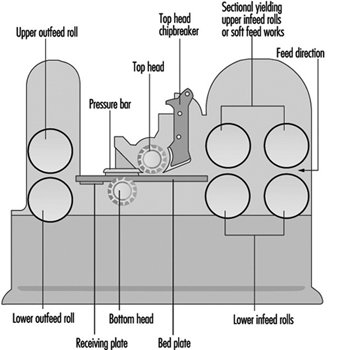
A passagem de uma operação para outra costuma ser demorada e pode ser incômoda se apenas algumas peças tiverem que ser usinadas. Além disso, geralmente apenas uma pessoa por vez pode usar a máquina. No entanto, desde 1992 foram introduzidas no mercado máquinas onde a operação simultânea (aplainamento de superfície e espessura ao mesmo tempo) é possível.
Os perigos das máquinas combinadas são em grande parte idênticos aos perigos listados para as máquinas individuais.
Efeitos na saúde e padrões de doenças
Os problemas de saúde e segurança nas indústrias florestal e madeireira são abordados em outra parte deste Enciclopédia. Este artigo tratará da madeira que chega da serraria e é utilizada na carpintaria e na confecção de móveis e outros artigos. Essas atividades são predominantemente realizadas em pequenas empresas. Muitos trabalhadores nessas indústrias são contratados individualmente e, portanto, não estão listados como funcionários, e um grande número de indivíduos está exposto em projetos do tipo faça-você-mesmo e oficinas caseiras. Isso significa que muitos dos trabalhadores envolvidos são treinados de forma inadequada e são mal supervisionados ou não são supervisionados, enquanto muitas vezes faltam salvaguardas e equipamentos de proteção adequados.
Ahman e colegas (1995a, 1995b, 1996) chamam a atenção para a exposição de professores de artes industriais e carpintaria na Suécia. Em contraste com os controles não expostos, esses professores tiveram efeitos nasais notáveis (mas principalmente reversíveis) e queixas que aumentaram com o número de aulas desde o início da semana e diminuíram nos fins de semana, embora as concentrações de poeira estivessem abaixo do limite sueco de 2 mg/m3. Em vários estabelecimentos na Holanda, os níveis de poeira excederam regularmente esse limite e, durante as operações de lixamento em uma fábrica de móveis, quase todas as exposições ultrapassaram o limite local de 5 mg/m3 (Scheeper, Kromhout e Boleij 1995).
Lesões Acidentais
O problema de saúde mais comum nas indústrias madeireiras e madeireiras são as lesões acidentais. São mais frequentes entre os trabalhadores mais jovens e inexperientes e, na maioria das vezes, são relativamente menores. Ocasionalmente, no entanto, podem envolver deficiência de longo prazo ou perda de uma extremidade. Eles incluem: lascas, que podem infeccionar, e lacerações, sulcos e amputações resultantes de maquinário de carpintaria usado ou protegido inadequadamente (Ma, Wang e Chou 1991); entorses e distensões por levantamento imprudente ou trabalho em uma posição inadequada (Nestor, Bobick e Pizatella 1990); lesões por movimentos repetitivos envolvendo a mão ou o ombro; e lesões oculares. Muitos, se não a maioria, podem ser evitados com treinamento adequado, aplicação criteriosa de proteções e restrições de máquinas e uso de equipamentos de proteção individual, como luvas e óculos de segurança. Quando eles ocorrem, a remoção imediata de estilhaços e a prevenção de infecções por limpeza rápida e tratamento de primeiros socorros de feridas minimizarão a incapacidade.
Poeira de madeira
A exposição ao pó de madeira ocorre sempre que a madeira é serrada, lascada, aplainada, roteada ou lixada. Os efeitos variam com a intensidade e duração da exposição e o tamanho das partículas. As partículas nos olhos podem causar irritação e o acúmulo de pó de madeira nas dobras da pele pode ser agravado pela transpiração e produtos químicos e levar a irritação e infecção. Esses efeitos podem ser reduzidos pela remoção do pó a vácuo, máscaras e roupas de proteção e boas práticas de higiene pessoal.
Vias nasofaríngeas e respiratórias
O pó de madeira nas passagens nasais pode diminuir a limpeza mucociliar e prejudicar a sensibilidade olfativa (Andersen, Solgaard e Andersen 1976; Ahman et al. 1996). Estes podem levar a irritação, espirros frequentes, hemorragias nasais e infecção dos seios da face (Imbus 1994).
As exposições em uma fábrica de móveis (Whitehead, Ashikaga e Vacek 1981) e em trabalhadores de serrarias (Hessel et al. 1995) demonstraram ser acompanhadas por reduções no volume expiratório forçado de 1 segundo (FEV1) e capacidade vital forçada (CVF), ajustada para idade, estatura e tabagismo. Estes foram acompanhados por aumentos significativos de falta de ar e chiado com aperto no peito e ocorrência de bronquite e asma. Não há, no entanto, nenhuma evidência convincente de outra doença pulmonar devido à exposição ao pó de madeira (Imbus 1994). Em um estudo prospectivo de acompanhamento de 6 anos de aproximadamente 350,000 homens nos Estados Unidos, os 11,541 indivíduos que relataram ter sido empregados em ocupações relacionadas à madeira tiveram um menor risco relativo de mortalidade devido a doenças respiratórias não malignas do que aqueles que o fizeram. não relatar a exposição ao pó de madeira (Demers et al. 1996).
Alergia e asma
Algumas madeiras, principalmente teca, mansonia e pinho radiata, contêm produtos químicos que são irritantes (consulte a tabela 1 para obter uma lista extensa de espécies de madeira, suas origens geográficas e seus efeitos na saúde). Algumas espécies podem causar dermatite de contato alérgica (por exemplo, abeto de Douglas, cedro vermelho ocidental, álamo, jacarandá, teca, mogno africano e outras madeiras “exóticas”). Cedro vermelho ocidental, jacarandá, mogno e outras madeiras exóticas demonstraram causar asma (Imbus 1994).
Câncer
Uma incidência incomumente alta de câncer nasal foi descrita entre marceneiros na Austrália, Canadá, Dinamarca, Finlândia, França, Itália, Holanda, Reino Unido e Estados Unidos (Imbus 1994). Uma recente reanálise agrupada de 12 estudos de coorte caso-controle conduzidos em sete países confirmou um alto risco de câncer nasofaríngeo entre marceneiros (Demers et al. 1995). A causa desses excessos de câncer nasal não é conhecida, mas, de acordo com relatórios recentes do Reino Unido e dos Estados Unidos, o risco de câncer nasal entre os trabalhadores de móveis diminuiu desde a Segunda Guerra Mundial, presumivelmente refletindo mudanças no processo de fabricação (Imbus 1994). Nenhum risco excessivo de câncer nasossinusal foi encontrado entre os 45,399 homens expostos ao pó de madeira incluídos entre os 362,823 homens inscritos no Estudo de Prevenção do Câncer de 6 anos da American Cancer Society, mas, observam os pesquisadores, o número de casos foi pequeno. Eles, no entanto, encontraram um aumento especialmente alto na mortalidade por câncer de pulmão entre os marceneiros que também relataram exposição ao amianto ou formaldeído, e sugeriram que a exposição a esses carcinógenos conhecidos era responsável pelo aumento do risco observado (Stellman et al., no prelo).
Exposições químicas
A madeira pode conter contaminantes biológicos. Bolores e fungos, que geralmente crescem na casca das árvores, podem causar reações alérgicas. A inalação de esporos fúngicos encontrados em árvores de bordo, sequóias e sobreiros tem demonstrado causar doença da casca do bordo, sequoiose e suberose (Imbus 1994).
A madeira geralmente contém produtos químicos exógenos aplicados durante o processamento. Estes incluem adesivos, solventes, aglutinantes de resina, inseticidas e fungicidas, impermeabilizantes, tintas e pigmentos, lacas e vernizes. Muitos deles são voláteis e podem ser emitidos quando a madeira é tratada, aquecida ou incinerada; eles também são transportados como elementos em pó de madeira. Os mais importantes incluem: tolueno, metanol, xileno, metiletilcetona, n-álcool butílico, 1-tricloroetano e diclorometano (EPA 1,1).
Conclusão
Os riscos à saúde das indústrias madeireiras e carpintarias podem ser controlados pela instalação de controles de engenharia (por exemplo, colocação e proteção adequadas de máquinas elétricas, sistemas de ventilação para controlar o pó de madeira e emissões químicas) e equipamentos de proteção individual (por exemplo, luvas, óculos de segurança, respiradores ), juntamente com inspeções periódicas para garantir que eles sejam mantidos e usados adequadamente. Talvez o mais importante seja a educação e o treinamento adequados dos trabalhadores e de seus supervisores.
Tabela 1. Variedades de madeira venenosas, alergênicas e biologicamente ativas
| Nomes científicos | Nomes comerciais selecionados | Um plano de comunicação para a sua família | Comprometimento da saúde |
| Abies alba Moinho (A. pectinata DC) | abeto de prata | Pinaceae | Dermatite; conjuntivite-rinite; asma |
| Acácia spp. A. harpophylla F. Muell. A. melanoxilon R. br. a. seyal Del. A. Shirley Solteira |
pau-preto australiano | Mimosáceas | Dermatite; conjuntivite-rinite; asma; efeitos tóxicos |
| Acer spp. A. platanoides L. |
Bordo | aceraceae | Dermatite |
| Afrormosia elata Prejudica. (Pericopsis elata Van Meeuwen) |
Afrormosia, kokrodua, asamala, obang, óleo pardo, bohele, mohole | Borboletas | Dermatite; conjuntivite-rinite; asma |
| afzélia africana ferreiro A.bijuga A.Chev. (Intsia bijuga See More A. Cunn.) A. palembanica Bak. (Intsia palembanica Bak.) |
Doussié, afzelia, aligua, apa, chanfuta, lingue merbau, intsia, insinuante | Cesalpinaceae | Dermatite; conjuntivite-rinite; asma |
| Agonandra brasiliensis Casar | Pão, marfim, granadillo | Olacáceas | Dermatite |
| Ailanthus altissima Moinho | sumagre chinês | Simaroubáceas | Dermatite |
| Albizzia falcata Arrimo A. ferrugínea Bento. A. lebbek Bento A. Toona FM Fiança |
Iatandza Kokko, Siri |
Mimosáceas | Dermatite; conjuntivite-rinite; asma; efeitos tóxicos |
| Alnus spp. A. glutinosa Gaertn. |
amieiro comum Amieiro preto |
Betulaceae | Dermatite; conjuntivite-rinite; asma |
| Amyris (Sândalo Amyris) spp. A. balsamifera L. A. toxicífera Will. |
Sândalo venezuelano ou das Índias Ocidentais | rutaceae | Dermatite; efeitos tóxicos |
| Anacardium occidentale L. A. excelsum Esqueletos. |
caju | Anacardiáceas | Dermatite |
| Andira Araroba Aguiar. (Vataireopsis araroba Ducke) A. coriacea Polia A. inermis HBK |
Árvore de repolho roxo Madeira de perdiz | Borboletas | Dermatite; conjuntivite-rinite; asma |
| aningeria spp. A. robusto Abr. e Pell. A. altissima Abr. e Pell. Antiaris africana Inglês. A. welwitschi Inglês. |
Aningeria Antiaris, ako, chen chen | Sapotáceas Moráceas | Conjuntivite-rinite; asma Efeitos tóxicos |
| Abeto Apuleia molaris (A. leiocarpa MacBride) (A. ferrea Mercado.) |
Pau-brasil | Cesalpinaceae | Dermatite; efeitos tóxicos |
| Araucaria angustifolia O. Ktze A.brasiliana Um rico. |
pinheiro do Paraná, araucária | araucária | Efeitos tóxicos |
| Aspidosperma spp. A. peroba Pe. Todo. A. vargasii A. DC. |
Peroba vermelha Pau marfim, pau amarello, pequia marfim, guatambu, amarilla, pequia | Apocináceas | Dermatite; conjuntivite- rinite; asma; efeitos tóxicos |
| astrocário spp. | palma | Palmáceas | Dermatite; efeitos tóxicos |
| Aucoumea klaineana Pierre | Gabão mogno | Burseráceas | Dermatite; conjuntivite-rinite; asma; alveolite extrínseca alérgica |
| Autranella congolensis A. Chev. (Mimusops congolensis O selvagem.) |
Mukulungu, autracon, elang, bouanga, kulungu | sapotáceas | Dermatite |
| Bactris spp. (Astrocarium spp.) | palma | Palmáceas | Dermatite; efeitos tóxicos |
| Balfourodendron riedelianum Inglês. | Guatambu, guatambu branco | rutaceae | Dermatite |
| batesia floribunda Bento. | Acapu rana | Cesalpinaceae | Efeitos tóxicos |
| Berberis vulgaris L. | Bérberis | Berberidaceae | Efeitos tóxicos |
| Betula spp. B.alba L. (B. pêndula Roth.) |
Bétula | Betulaceae | Dermatite |
| Blefarocarva involucrigera F. Muell. | Rosa-butternut | Anacardiáceas | Dermatite; conjuntivite-rinite; asma |
| Bombax brevicuspe Sprague B. chevalieri Pell |
Kondroti, sozinho | Bombacáceas | Dermatite |
| Bowdichia spp. B. nitida Bento. B. guianensis pato (Diplotropis guianensis Bento.) (Diplotropis purpurea Amsh.) |
sucupira preta | Borboletas | Dermatite |
| Brachylaena hutchinsii coelheira. | Muhuhu | compósitos | Dermatite |
| breônia spp. | Molompangady | Rubiáceas | Dermatite |
| Brosimum spp. B. guianense Hub. (Piratinera guianensis Aubl.) |
Madeira de cobra, madeira de letras, madeira de tigre | moraceae | Dermatite; conjuntivite-rinite; asma; efeitos tóxicos |
| Brya Ebenus DC. (Amerimnum ebenus Sw.) Brya buxifolia urb. |
Ébano marrom, ébano verde, ébano jamaicano, ébano americano tropical | Borboletas | Dermatite |
| Buxus sempervirens L. B.macowani Oliv. |
Buxo europeu, East London b., Cabo b. | Buxáceas | Dermatite; conjuntivite-rinite; asma; efeitos tóxicos |
| Caesalpinia echinata Fuga. (Guilandina echinata primavera.) | pau-brasil | Cesalpinaceae | Dermatite; efeitos tóxicos |
| Callitris columellaris F. Muell. | Pinheiro cipreste branco | Cupressaceae | Dermatite; conjuntivite-rinite; asma |
| Calophyllum spp. C.brasiliense mudança. |
Santa Maria, Jacareúba, Kurahura, Galba | Gutíferas | Dermatite; efeitos tóxicos |
| Campsiandra laurifolia Bento. | Acapu rana | Cesalpinaceae | Efeitos tóxicos |
| Carpinus betulus | choupo-branco | Betulaceae | Dermatite |
| Cássia siamea Lamk. | Tagayasan, muong dez, djohar | Cesalpinaceae | Dermatite; conjuntivite-rinite; asma |
| Castanea dentata Borkh C. sativa Moinho. C. pumila Moinho. |
Castanha, castanha doce | Phagaceae | Dermatite; conjuntivite-rinite; asma |
| Castanospermum australe A. Cunn. | Feijão preto, castanha australiana ou Moreton Bay | Borboletas | Dermatite |
| Cedrela spp. (Toona spp.) | cedro vermelho, cedro australiano | Meliaceae | Dermatite; conjuntivite-rinite; asma |
| Cedrus deodara (Roxb. ex. Lamb.) G. Don (C.libani Barril. lc) |
Deodar | Pinaceae | Dermatite; conjuntivite-rinite; asma |
| celta brieyi O selvagem. C. cinnamomea LDL. |
diania gurenda |
ulmaceae | Dermatite |
| Clorófora excelsa Benth. e Gancho I. C. régia A.Chev. C. tintoria (L.) Pique. |
Iroko, gelbholz, yellowood, kambala, mvule, odum, moule, teca africana, abang, tatajuba, fustic, mora | moraceae | Dermatite; conjuntivite-rinite; asma; alveolite extrínseca alérgica |
| cloroxilona spp. C. swietenia A.DC. |
Ceilão Cetimwood | rutaceae | Dermatite; efeitos tóxicos |
| Crisofilo spp. | Nájara | sapotáceas | Dermatite |
| Canela cânfora Nees e Ebeim | Cânfora asiática, canela | Lauraceae. | Efeitos tóxicos |
| Pleurosperma de Cryptocarya Branca e Francisco | noz venenosa | Lauraceae. | Dermatite; conjuntivite-rinite; asma; efeitos tóxicos |
| Dacrycarpus dacryoides (A. Rico.) de Laub. | Pinheiro branco da Nova Zelândia | podocarpaceae | Dermatite; conjuntivite-rinite; asma |
| Dacrydium cupressinum Soland | Sempilor, rimu | podocarpaceae | conjuntivite-rinite; asma |
| Dactylocladus stenostachys Oliv. | Jong Kong, Merebong, Medang Tabak | melastomaceae | Efeitos tóxicos |
| dalbergia spp. D. amerimnon Bento. D. granadilho Pitt. D. hipoleuca standl. D. latifolia Roxb. D. melanoxilon Guilla. e Perr. D. negra Pe. Todo. D. oliveri Jogar D. retusa Hemsl. D.sissoo Roxb. D. stevensonii standl. |
Ébano Red foxwood Jacarandá da Índia, Bombay blackwood, African blackwood, palisander, riopalissandro, Brasilian rosewood, jacarandá Burma rosewood raposa vermelha Madeira Nagaed, Jacarandá de Honduras |
Borboletas | Dermatite; conjuntivite-rinite; asma; efeitos tóxicos |
| dialium spp. D. Dinklangeri Prejudica. |
Eyoum, eyum | Cesalpinaceae | Dermatite; conjuntivite-rinite; asma |
| Diospyros spp. D. célebica bakh. D. crassiflora Hiern D. ébeno Koenig |
Ébano, ébano africano Ébano Macassar, ébano africano, ébano do Ceilão | Ebenáceas | Dermatite; conjuntivite-rinite; asma; efeitos tóxicos |
| Dipterocarpo spp. D. alatus Roxb. |
Keruing, gurjum, yang, keruing | Dipterocarpáceas | Dermatite |
| Distemonanthus benthamianus fiança. | Movingui, ayan, anyaran, cetim nigeriano | Cesalpinaceae | Dermatite |
| Disoxilo spp. D.fraseranum Bento. |
Mogno, madeira de aduelas, feijão vermelho | Meliaceae | dermatite; conjuntivite-rinite; asma; efeitos tóxicos |
| D. muelleri Bento. | mogno rosa | ||
| Echirospermum balthazarii Pe. Todo. (Plathymenia reticulataBento.) | Vinhatico | Mimosáceas | Dermatite; conjuntivite-rinite; asma |
| Entandofragma spp. E. angolense CDC E. candolei Prejudica. E. cilíndrico Sprague E.útil Sprague |
tiama Kosipo, omo Sapelli, sapele, aboudikro Sipo, utile, assí, kalungo, mufumbi |
Meliaceae | Dermatite; alveolite extrínseca alérgica |
| Erythrophloeum guineense G. Don E.ivorense A. Chev. |
Tali, missanda, eloun, massanda, sasswood, erun, redwater tree | Cesalpinaceae | Dermatite; conjuntivite-rinite; asma; efeitos tóxicos |
| Esenbeckia leiocarpa Inglês. | Guaranta | rutaceae | Dermatite |
| Eucalipto spp. E. delegada RT Voltar E. hemifloia F. Muell. E. leucoxilon Solteira E. maculata Gancho. E. marginata Donn ex-Sm. E. microteca F. Muell. E. oblíqua L. Herit. E. regnans F. Muell. E. saligna Sm. |
freixo alpino Caixa cinza Goma amarela Goma manchada Mountain ash |
myrtaceae | Dermatite; conjuntivite-rinite; asma |
| Euxylophora paraensis Hub. | Buxo | rutaceae | Dermatite; conjuntivite-rinite; asma |
| Excoecaria africana M.Arg. (Spirostachys africana Areia) E. agallocha L. |
Sândalo africano, tabootie, geor, aloewood, blind-your-eye | Euforbiáceas | Dermatite; conjuntivite-rinite; asma; efeitos tóxicos |
| Fagara spp. F. flava Krug e Urb. (Zanthoxylum flavum Vahl.) F.heitzii Abr. e Pell. F. macrophylla Inglês. |
Lixadeiras amarelas, madeira cetim das Índias Ocidentais, madeira atlas, olon, bongo, mbanza | rutaceae | Dermatite; conjuntivite-rinite; asma; efeitos tóxicos |
| Fagus spp. (Nothofagus spp.) F. silvestre L. |
Faia | Phagaceae | Dermatite; conjuntivite-rinite; asma |
| Fitzroya cupresoides (Molina) Johnston (F. patagônica Gancho. f.) |
Alerta | Cupressaceae | Dermatite |
| Flindersia australis R. br. F. brayleyana F. Muell. F. pimenteliana F. Muell. |
Teca australiana, bordo de Queensland, bordo Silkwood, bordo australiano |
rutaceae | Dermatite |
| Fraxinus spp. F. Excelsior L. |
Cinza | Oleaceae | Dermatite |
| Gluta spp. G. rhengas L. (Melanorréia spp.) M. curtisii Pierre M. laccifera wallichii Gancho. |
Rengas, glúteos madeira de renga Rhengas |
Anacardiáceas | Dermatite; efeitos tóxicos |
| gonioma kamassi E. Mey. | Knysna buxo, kamassi | Apocináceas | Dermatite; conjuntivite-rinite; asma; efeitos tóxicos |
| Gonystylus bancanus fiança. | Ramin, melawis, akenia | Gonistiláceas | Dermatite; conjuntivite-rinite; asma; alveolite extrínseca alérgica |
| Gossweilerodendron balsamiferum (Verme.) Prejudica. | cedro nigeriano | Cesalpinaceae | Dermatite; conjuntivite-rinite; asma |
| Robusta grevillea A. Cunn. | carvalho sedoso | Proteáceas | Dermatite |
| Guaiacum oficial L. | Gaiac, lignum vitae | Zygophyllaceae | Dermatite; conjuntivite-rinite; asma |
| guarea spp. G. cedrata Pell. G. Laurentii O selvagem. G. thompsonii Sprague |
chefe Pereira da Nigéria Cedro Mogno guarea perfumada guarea preta |
Meliaceae | Dermatite; conjuntivite-rinite; asma; efeitos tóxicos |
| Halfordia scleroxyla F. Muell. H. papuana Lauterb. |
coração de açafrão | Poligonáceas | Dermatite; alveolite extrínseca alérgica |
| hernandia spp. H. sonora L. (H. guianensis Aubl.) |
Mirobolan, topolito | Hernandiáceas | Dermatite |
| Hipomane mancinella L. | maçã de praia | Euforbiáceas | Dermatite; conjuntivite-rinite; asma; efeitos tóxicos |
| Illipe latifolia F. Muell. I. longifólia F. Muell. (Bassia latifolia Roxb.) (B. longifoliaRoxb.) |
Moak, edel teca | sapotáceas | Dermatite |
| Jacaranda spp. J.brasiliana Pessoal. Sin. (Bignonia brasiliana Fuga.) J. coerulea (EU.) cinza. |
Jacarandá Caroba, buxo | bignoniaceae | Dermatite |
| juglans spp. j. nigra L. J. régia L. |
Nogueira | juglandaceae | Dermatite; conjuntivite-rinite; asma |
| Junípero sabina L. J. fenícia L. j. virginiana L. |
Cedro Lápis da Virgínia, Cedro Vermelho Oriental | Cupressaceae | Dermatite; conjuntivite-rinite; asma; efeitos tóxicos |
| Khaya antoteca CDC. K. ivorensis A. Chev. K. senegalensis A. Juss. |
Ogwango, mogno africano, krala Dry-zone mogno | Meliaceae | Dermatite; alveolite extrínseca alérgica |
| Laburno anagiroides Médico. (Cytisus laburnum L.) L. vulgare cinza |
Laburno | Borboletas | Dermatite; conjuntivite-rinite; asma; efeitos tóxicos |
| Larix spp. L. decídua Moinho. L. europa D.C. |
lariço larício europeu |
Pinaceae | Dermatite; conjuntivite-rinite; asma |
| Estiracifolia Liquidambar L. | Amberbaum, cetim-nussbaum | hamamelidaceae | Dermatite |
| Tulipifera Liriodendron L. | madeira branca americana, árvore de tulipa | magnoliáceas | Dermatite |
| Lovoa trichilioides Prejudica. (L. klaineana Pierre) | Dibetou, nogueira africana, apopo, tigerwood, lateral | Meliaceae | dermatite; conjuntivite-rinite; asma; efeitos tóxicos |
| lúcuma spp. (Pouteria spp.) L. procera |
Guapeva, abiurana massaranduba |
sapotáceas | Dermatite; conjuntivite-rinite; asma |
| Maba ebenus Criatura. | Macassar-ebenholz | Ebenáceas | Dermatite |
| Macherium pedicellatum Vog. M. escleroxilon Tule. M. violaceum Vog. |
Kingswood | Borboletas | Dermatite |
| Mansonia altissima A.Chev. | noz nigeriana | Sterculiáceas | Dermatite; conjuntivite-rinite; asma; efeitos tóxicos |
| Melanoxylon brauna Anteparo | Brauna, grauna | Cesalpinaceae | Dermatite |
| Microberlinia brazzavillensis A.Chev. M. bisulcata A.Chev. |
africano zebrawood | Cesalpinaceae | Dermatite; conjuntivite-rinite; asma; efeitos tóxicos |
| Millettia Laurentii O selvagem. M. stuhlmannii Taub. |
Wenge Panga-panga |
Borboletas | Dermatite; conjuntivite-rinite; asma; efeitos tóxicos |
| Mimusops spp. (Manilkara spp.) Mimusops spp. (Dumória spp.) (Tieghemella spp.) M. congolensis O selvagem. (Autranella congolensis A.Chev.) M. djave Inglês. (Baillonella toxisperma Pierre) M. heckelii Gaiola. e Dalz. (Tieghemella heckelii Pierre) (Dumoria heckelii A.Chev.) |
muirapiranga Makoré Mukulungu, autracon Moabi Mogno cereja |
sapotáceas | Dermatite; conjuntivite-rinite; asma; alérgico alveolite extrínseca; efeitos tóxicos |
| Mitragyna ciliata Abr. e Pell. M. estipulosa O.Ktze |
Vuku, choupo africano Abura |
Rubiáceas | Dermatite; conjuntivite-rinite; asma; efeitos tóxicos |
| Nauclea diderrichii Merrill (Sarcocephalus diderrichii O selvagem.) Nauclea trillesi Merrill |
Bilinga, opepe, kussia, badi, buxo da África Ocidental | Rubiáceas | Dermatite; conjuntivite-rinite; asma; efeitos tóxicos |
| Nesogordonia papaverifera R. Capurão | Kotibé, danta, epro, otutu, ovové, aborbora | Tiliáceas | Efeitos tóxicos |
| ocotea spp. O.bulata E. Mey O. porosa L.Barr. (Phoebe porosa Mez.) O. rodiaei Mez. (Nectandra rodiaei Schomb.) O. rubra Mez. O. usambarensis Inglês. |
Stinkwood Laurel Nogueira do Brasil Coração verde louro vermelho Cânfora da África Oriental |
Lauraceae. | Dermatite; conjuntivite-rinite; asma; efeitos tóxicos |
| Paratecoma spp. P.alba P. peroba Kuhlm. |
peroba branca brasileira Peroba branca. pág. |
bignoniaceae | Dermatite; conjuntivite-rinite; asma; efeitos tóxicos |
| Parinário spp. P. guianense (Parinari spp.) (Brosimo spp.) P. variegatum |
Guiana-satinholz Antillen-satinholz |
Rosaceae | Dermatite |
| Peltogine spp. P. densiflora Spruce |
Madeira azul, coração roxo | Cesalpinaceae | Efeitos tóxicos |
| Phyllanthus ferdinandi FvM. | Lignum vitae, caminho de comida, guerra de reboque | Euforbiáceas | Dermatite; conjuntivite-rinite; asma |
| Picea spp. P. abies Carste. P. excelsa Ligação. p. mariana BSP. P.polita Carr. |
Abeto europeu, madeira branca abeto preto |
Pinaceae | Dermatite; conjuntivite-rinite; asma; alveolite extrínseca alérgica |
| pinho spp. P. radiata D. Don |
Pinho | Pinaceae | Dermatite; conjuntivite-rinite; asma |
| Piptadenia africana gancho f. Piptadeniastrum africanum brenan |
Dabema, dahoma, ekhimi agobin, mpewere, bukundu |
Mimosáceas | Dermatite; conjuntivite-rinite; asma |
| Platanus spp. | Avião | platanaceae | Dermatite |
| pomécia spp. P. pinnata Forst. |
Tain Kasai |
sapindaceae | Dermatite; conjuntivite-rinite; asma |
| Populus spp. | Álamo | Salgueiro | Dermatite; conjuntivite-rinite; asma |
| Prosopis juliflora D.C. | cajueiro | Mimosáceas | Dermatite |
| Prunus spp. P. serotina Erl. |
cereja Cereja preta |
Rosaceae | dermatite; conjuntivite-rinite; asma |
| Pseudomorus brunoniana escritório | Cabo branco | moraceae | Dermatite; efeitos tóxicos |
| Pseudotsuga douglasii Carr. (P. menziesii Franco) | Abeto de Douglas, abeto vermelho, abeto de Douglas | Pinaceae | Dermatite; conjuntivite-rinite; asma |
| Pterocarpo spp. P. angolensis D.C. P. indicus Will. P. santalinus Lf (Vatairea guianensis Aubl.) |
Padauk africano, pau-rosa da Nova Guiné, sândalo vermelho, lixas vermelhas, madeira quassia | Borboletas | Dermatite; conjuntivite-rinite; asma; efeitos tóxicos |
| Pycnanthus angolensis Warb. (P. kombo See More Warb.) | Ilomba | Miristicáceas | Efeitos tóxicos |
| Quercus spp. | Carvalho | Phagaceae | Dermatite; conjuntivite-rinite; asma |
| Raputia alba Inglês. R. magnifica Inglês. |
Arapoca branca, arapoca | rutaceae | Dermatite |
| Rauwolfia pentaphylla Stapf. Ó. | Peroba | Apocináceas | Dermatite; conjuntivite-rinite; asma; efeitos tóxicos |
| Sandórico spp. S. indicum Cav. |
Sentul, katon, kra-ton, ketjapi, thitto | Meliaceae | Dermatite; conjuntivite-rinite; asma; efeitos tóxicos |
| Schinopsis lorentzii Inglês. S. balansae Inglês. |
Quebracho colorado, vermelho q., San Juan, pau mulato | Anacardiáceas | Dermatite; efeitos tóxicos |
| Semercarpus australiensis Inglês. S. anacárdio L. |
Porca de marcação | Anacardiáceas | Dermatite; efeitos tóxicos |
| Sequoia sempervirens Fim. | Sequoia, Califórnia pau-brasil |
taxodiáceas | Dermatite; conjuntivite-rinite; asma; efeitos tóxicos |
| Costa spp. | Alan, amêndoa, balau vermelho Branco pesado, vermelho lauan, branco L., amarelo L., mayapis, meranti bakau, vermelho escuro M., vermelho claro M., vermelho M., branco M., amarelo M., vermelho seraya, branco seraya |
Dipterocarpáceas | Dermatite |
| S. assamica Tintureiro | Lauan amarelo, meranti branco | ||
| Staudtia estipitata Warb. (S. gabonensis Warb.) | Niové | Miristicáceas | Dermatite |
| Suíça spp. S. macrophylla Rei S. mogno Jacques. |
Mogno, mogno de Honduras, Tabasco m., baywood, mogno americano, mogno cubano |
Meliaceae | Dermatite; conjuntivite-rinite; asma; alveolite extrínseca alérgica; efeitos tóxicos |
| Swintonia spicifera Gancho. S. floribunda manusear. |
Merpauh | Anacardiáceas | Dermatite |
| tabebuia spp. T.ipe standl. (T. avellanedae Lor. ex Gris.) T. guayacan Hensl. (T. lapacho See More K. Schum) |
Araguan, ipê preto, lapacho | bignoniaceae | Dermatite; conjuntivite-rinite; asma; efeitos tóxicos |
| Taxus baccata L. | Teixo | taxaceae | Dermatite; conjuntivite-rinite; asma; alveolite extrínseca alérgica; efeitos tóxicos |
| tecoma spp. T. araliacea D.C. T. lapacho |
Coração verde Lapacho |
bignoniaceae | Dermatite; conjuntivite-rinite; asma; efeitos tóxicos |
| tectona grandis L. | Teca, djati, kyun, teck | Verbenaceae | Dermatite; conjuntivite-rinite; asma; alveolite extrínseca alérgica |
| Terminalia alata Roth. T. soberba Engl. e Diels. |
louro indiano limba, afara, ofram, fraké, korina, akom |
Combretáceas | Dermatite; conjuntivite-rinite; asma |
| Thuja occidentalis L. T. plicata D. Don T. standishii Carr. |
Cedro branco cedro vermelho ocidental |
Cupressaceae | Dermatite; conjuntivite-rinite; asma; efeitos tóxicos |
| Tieghemella africana A.Chev. (Dumória spp.) T. heckelii Pierre |
Makoré, douka, okola, ukola, makoré, abacu, baku, cereja africana | sapotáceas | Dermatite; conjuntivite-rinite; asma; efeitos tóxicos |
| Escleroxilon triplochiton K.Schum | Obeche, samba, wawa, abachi, madeira branca africana, arere | Sterculiáceas | Dermatite; conjuntivite-rinite; asma |
| Tsuga heterofila caixão. | Tsuga, cicuta ocidental | Pinaceae | Dermatite |
| Turraeanthus africana Pell. | Avodiré lusamba |
Meliaceae | Dermatite; alveolite extrínseca alérgica |
| Olmo spp. | olmo | ulmaceae | Dermatite |
| Vitex ciliata Pell. | Verbenaceae | Dermatite | |
| V. congolensis De Wild. e Th. Dur | Difundu | ||
| V. paquifila Bak. | Evino | ||
| Xylia dolabriformis Bento. | Mimosáceas | Conjuntivite-rinite; | |
| X. xilocarpa Taub. | Pyinkado | asma | |
| Zollernia paraensis Huber | pau santo | Cesalpinaceae | Dermatite; efeitos tóxicos |
Fonte: Istituto del Legno, Florença, Itália.
" ISENÇÃO DE RESPONSABILIDADE: A OIT não se responsabiliza pelo conteúdo apresentado neste portal da Web em qualquer idioma que não seja o inglês, que é o idioma usado para a produção inicial e revisão por pares do conteúdo original. Algumas estatísticas não foram atualizadas desde a produção da 4ª edição da Enciclopédia (1998)."