- Estas aquí:
-
Inicio

- Parte XIII. Industrias manufactureras

Categorías Niños

81. Aparatos y equipos eléctricos (7)

81. Aparatos y equipos eléctricos
Redactor del capítulo: NA Smith
Índice del contenido
Tablas y Figuras
Perfil general
NA Smith
Fabricación de baterías de plomo-ácido
Barry P Kelley
Baterías
NA Smith
Fabricación de cables eléctricos
David A. O'Malley
Fabricación de lámparas y tubos eléctricos
Albert Zielinski
Fabricación de electrodomésticos
NA Smith y W. Klost
Problemas ambientales y de salud pública
Pittmann, Alejandro
Mesas
Haga clic en un enlace a continuación para ver la tabla en el contexto del artículo.
1. Composición de las baterías comunes
2. Fabricación: electrodomésticos
Figuras
Apunte a una miniatura para ver el título de la figura, haga clic para ver la figura en el contexto del artículo.





82. Industria de procesamiento y trabajo de metales (14)
82. Industria de procesamiento y trabajo de metales
Redactor del capítulo: Michael McCann
Índice del contenido
Tablas y Figuras
Operaciones de Fundición y Refinación
Fundición y Refinación
pekkaroto
Fundición y Refinación de Cobre, Plomo y Zinc
Fundición y Refinación de Aluminio
Bertram D. Dinman
Fundición y Refinación de Oro
ID Gadaskina y LA Ryzik
Procesamiento de metales y trabajo de metales
Fundiciones
Franklin E. Mirer
Forja y estampado
parque robert m
Soldadura y Corte Térmico
Philip A. Platcow y GS Lyndon
Tornos
Toni Retsch
Rectificado y pulido
K. Welinder
Lubricantes industriales, fluidos para trabajar metales y aceites automotrices
Richard S Kraus
Tratamiento de superficies de metales
JG Jones, JR Bevan, JA Catton, A. Zober, N. Fish, KM Morse, G. Thomas, MA El Kadeem y Philip A. Platcow
Recuperación de metales
Melvin E. Cassady y Richard D. Ringenwald, Jr.
Cuestiones ambientales en el acabado de metales y revestimientos industriales
stewart forbes
Mesas
Haga clic en un enlace a continuación para ver la tabla en el contexto del artículo.
1. Entradas y salidas para fundición de cobre
2. Entradas y salidas para fundición de plomo
3. Entradas y salidas para fundición de zinc
4. Entradas y salidas para fundición de aluminio
5. Tipos de hornos de fundición.
6. Entradas de materiales de proceso y salidas de contaminación
7. Procesos de soldadura: descripción y peligros
8. Resumen de los peligros
9. Controles para aluminio, por operación
10. Controles para cobre, por funcionamiento
11. Controles de plomo, por funcionamiento
12. Controles para zinc, por operación
13. Controles para magnesio, por operación.
14. Controles de mercurio, por operación
15. Controles para níquel, por funcionamiento
16. Controles para metales preciosos
17. Controles de cadmio, por operación
18. Controles para selenio, por operación
19. Controles para cobalto, por operación
20. Controles para estaño, por operación
21. Controles para titanio, por operación.
Figuras
Apunte a una miniatura para ver el título de la figura, haga clic para ver la figura en el contexto del artículo.
|
|







83. Microelectrónica y Semiconductores (7)
83. Microelectrónica y Semiconductores
Redactor del capítulo: Michael E Williams
Índice del contenido
Tablas y Figuras
Perfil general
Michael E Williams
Fabricación de semiconductores de silicio
David G. Baldwin, James R. Rubin y Afsaneh Gerami
Pantallas de cristal líquido
David G. Baldwin, James R. Rubin y Afsaneh Gerami
Fabricación de semiconductores III-V
David G. Baldwin, Afsaneh Gerami y James R. Rubin
Tablero de circuito impreso y ensamblaje de computadora
Michael E Williams
Efectos sobre la salud y patrones de enfermedad
Donald V Lassiter
Problemas ambientales y de salud pública
Masticar con corcho
Mesas
Haga clic en un enlace a continuación para ver la tabla en el contexto del artículo.
1. Sistemas fotorresistentes
2. Decapantes fotorresistentes
3. Grabadores químicos húmedos
4. Gases de grabado por plasma y materiales grabados
5. Dopantes de formación de uniones para difusión
6. Principales categorías de epitaxia de silicio
7. Principales categorías de ECV
8. Limpieza de pantallas planas
9. Proceso PWB: medioambiente, salud y seguridad
10. Controles y generación de residuos de PWB
11. Controles y generación de residuos de PCB
12. Generación de residuos y controles
13. Matriz de necesidades prioritarias
Figuras
Apunte a una miniatura para ver el título de la figura, haga clic para ver la figura en el contexto del artículo.
|
|













84. Vidrio, Cerámica y Materiales Relacionados (3)
84. Vidrio, Cerámica y Materiales Relacionados
Editores de capítulos: Joel Bender y Jonathan P. Hellerstein
Índice del contenido
Tablas y Figuras
Vidrio, Cerámica y Materiales Relacionados
Jonathan P. Hellerstein, Joel Bender, John G. Hadley y Charles M. Hohman
Estudio de caso: Fibras ópticas
Jorge R. Osborne
Estudio de caso: gemas sintéticas
Albahaca delfín
Mesas
Haga clic en un enlace a continuación para ver la tabla en el contexto del artículo.
1. Constituyentes típicos del cuerpo
2. Procesos de manufactura
3. Aditivos químicos seleccionados
4. Uso de refractarios por industria en los EE. UU.
5. Peligros potenciales para la salud y la seguridad
6. Lesiones y enfermedades ocupacionales no fatales
Figuras
Apunte a una miniatura para ver el título de la figura, haga clic para ver la figura en el contexto del artículo.



























85. Industria Gráfica, Fotografía y Reproducción (6)
85. Industria de la imprenta, la fotografía y la reproducción
Editor del capítulo: David Richardson
Índice del contenido
Tablas y Figuras
Impresión y Publicación
Gordon C Miller
Servicios de reproducción y duplicación
Robert W Kilpper
Problemas de salud y patrones de enfermedad
Barry Friedlander
Descripción general de los problemas ambientales
Daniel R. Inglés
Laboratorios Fotográficos Comerciales
David Richardson
Mesas
Haga clic en un enlace a continuación para ver la tabla en el contexto del artículo.
1. Exposiciones en la industria de la impresión
2. Impresión de riesgos de mortalidad comercial
3. Exposición química en el procesamiento
Figuras
Apunte a una miniatura para ver el título de la figura, haga clic para ver la figura en el contexto del artículo.






86. Carpintería (5)
86. Carpintería
Editor del capítulo: Jon Parish
Índice del contenido
Tablas y Figuras
Perfil general
Debra Osinski
Procesos de carpintería
Parroquia de Jon K.
Máquinas de enrutamiento
Vence a Wegmüller
Cepilladoras de madera
Vence a Wegmüller
Efectos sobre la salud y patrones de enfermedad
leon j warshaw
Mesas
Haga clic en un enlace a continuación para ver la tabla en el contexto del artículo.
1. Variedades de madera venenosas, alergénicas y biológicamente activas
Figuras
Apunte a una miniatura para ver el título de la figura, haga clic para ver la figura en el contexto del artículo.

















Vidrio, Cerámica y Materiales Relacionados
Este capítulo cubre los siguientes sectores de productos:
- vaso
- fibras vítreas sintéticas
- cerámica
- baldosas de cerámica
- cerámica industrial
- ladrillo y teja
- refractarios
- gemas sintéticas
- fibra óptica.
Curiosamente, la mayoría de estos sectores no solo tienen raíces en la antigüedad, sino que también comparten una serie de procesos generales comunes. Por ejemplo, todos se basan fundamentalmente en el uso de materias primas naturales en forma de polvo o partículas finas que se transforman mediante el calor en los productos deseados. Por lo tanto, a pesar de la gama de procesos y productos incluidos en este grupo, estos procesos comunes permiten una visión general común de los peligros potenciales para la salud asociados con estas industrias. Dado que los diversos sectores manufactureros se componen tanto de segmentos pequeños y fragmentados (por ejemplo, la fabricación de ladrillos) como de grandes plantas de fabricación técnicamente sofisticadas que emplean a miles de trabajadores, cada sector se describe por separado.
Procesos y peligros comunes
Existen peligros comunes para la seguridad y la salud que se encuentran en la fabricación de productos en estos sectores comerciales. Los peligros y las medidas de control se analizan en otras secciones del Enciclopedia. Los peligros específicos del proceso se analizan en las secciones individuales de este capítulo.
Procesos por lotes de materias primas
La mayoría de los procesos industriales de fabricación reciben materias primas sólidas secas a granel o en bolsas individuales. Las materias primas sólidas a granel se descargan de vagones de tolva o camiones de carretera a contenedores, tolvas o mezcladores por gravedad, líneas de transferencia neumática, transportadores de tornillo, transportadores de cangilones u otra transferencia mecánica. Las paletas de materias primas ensacadas (20 a 50 kg) o los contenedores grandes de bolsas de tela a granel (0.5 a 1.0 toneladas) se descargan de remolques de camiones o vagones de ferrocarril mediante montacargas, grúas o polipastos industriales motorizados. Las bolsas individuales o las materias primas se retiran de las tarimas manualmente o con elevadores asistidos. Las materias primas en bolsas normalmente se cargan en una estación de descarga de bolsas o directamente en tolvas de almacenamiento o tolvas de balanza.
Los peligros potenciales para la seguridad y la salud asociados con los procesos de descarga, manipulación y transferencia de materias primas sólidas incluyen:
- exposiciones al ruido en el rango de 85 a 100 dBA. Los vibradores neumáticos, los compresores, los actuadores de válvulas, los motores impulsores de mezcla, los sopladores y los colectores de polvo son algunas de las principales fuentes de ruido.
- exposiciones a partículas respirables en el aire de la transferencia y mezcla de materias primas sólidas granulares. Las exposiciones dependen de la composición de las materias primas, pero comúnmente pueden incluir sílice (SiO2), arcilla, alúmina, piedra caliza, polvos alcalinos, óxidos metálicos, metales pesados y partículas molestas.
- riesgos ergonómicos asociado con el levantamiento o manejo manual de bolsas de materia prima, vibradores o líneas de transferencia y actividades de mantenimiento del sistema
- Peligros físicos de maniobrar vagones o camiones, tráfico de camiones industriales motorizados, trabajo en alturas elevadas, entradas a espacios confinados y contacto con fuentes de energía eléctrica, neumática o mecánica, por ejemplo, puntos de presión, piezas giratorias, engranajes impulsores, ejes, correas y poleas.
Procesos de cocción o fusión.
La fabricación de productos en estos sectores comerciales implica procesos de secado, fusión o cocción en hornos u hornos. El calor para estos procesos se genera por combustión de propano, gas natural (metano) o fuel oil, fusión por arco eléctrico, microondas, secado dieléctrico y/o calentamiento por resistencia con electricidad. Los peligros potenciales presentados por los procesos de cocción o fusión incluyen:
- exposición a productos de combustión como monóxido de carbono, óxidos de nitrógeno (NOx) y dióxido de azufre
- humos y partículas de materias primas transportadas por el aire (p. ej., sílice, metales, polvos alcalinos) o subproductos (p. ej., fluoruro de hidrógeno, cristobalita, vapores de metales pesados)
- fuego o explosión asociado con sistemas de combustible utilizados para calor de proceso o combustible para carretillas elevadoras; peligros potenciales de incendio o explosión asociados con tanques de almacenamiento de combustible inflamable, sistemas de distribución de tuberías y vaporizadores. Los sistemas de combustible de respaldo o de reserva que se usan con poca frecuencia para las restricciones de gas natural pueden presentar problemas similares de incendio o explosión.
- exposición a la radiación infrarroja de material fundido, que puede aumentar el riesgo de cataratas por calor o quemaduras en la piel
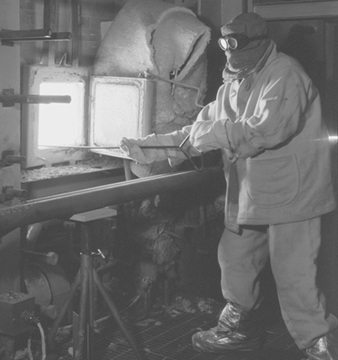
- energía radiante y estrés por calor. El ambiente de trabajo alrededor de hornos u hornos puede ser extremadamente caluroso. Pueden ocurrir problemas significativos de estrés por calor cuando se realizan trabajos de reparación de emergencia o mantenimiento de rutina cerca o por encima de los procesos de cocción o fusión. Se pueden producir quemaduras térmicas graves por el contacto directo de la piel con superficies calientes o materiales fundidos (consulte la figura 1).
Figura 1. Técnico de control de calidad
- peligros de energia electrica. El contacto directo con la energía eléctrica de alto voltaje utilizada para el calentamiento por resistencia para complementar los procesos alimentados con combustible presenta un peligro de electrocución y posibles problemas de salud relacionados con la exposición a campos electromagnéticos (CEM). Los fuertes campos magnéticos y eléctricos pueden interferir potencialmente con los marcapasos y otros dispositivos médicos implantados.
- exposiciones al ruido por encima de 85 a 90 dBA de sopladores de combustión, tolvas de lotes o mezcladores, procesos de alimentación y transportadores.
manipulación en la producción, fabricación, embalaje y almacenamiento
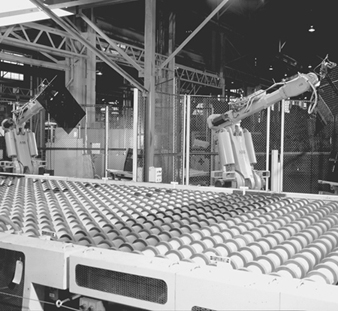
Los procesos de manipulación de materiales, fabricación y embalaje difieren en gran medida en este sector empresarial, al igual que el tamaño, la forma y el peso de los productos. La alta densidad de materiales en este sector o las configuraciones voluminosas presentan peligros comunes en el manejo de materiales. El levantamiento manual y el manejo de materiales en la producción, fabricación, empaque y almacenamiento en esta industria son responsables de muchas lesiones incapacitantes. (Consulte la sección "Perfil de lesiones y enfermedades" a continuación). Los esfuerzos de reducción de lesiones se centran en reducir el levantamiento manual y el manejo de materiales. Por ejemplo, los diseños innovadores de empaque, la robótica para apilar y paletizar productos terminados y los vehículos de transporte guiados automáticamente para almacenamiento están comenzando a usarse en partes seleccionadas de este sector comercial para eliminar el manejo manual de materiales y las lesiones asociadas. El uso de transportadores, asistencias de elevación tripuladas (p. ej., polipastos de vacío) y plataformas de tijera para manipular y paletizar productos son prácticas comunes de manejo de materiales en la actualidad (consulte la figura 2).
Figura 2. Se está utilizando la asistencia de elevación por vacío

El uso de la robótica para eliminar el manejo manual de materiales está desempeñando un papel importante en la prevención de lesiones ergonómicas. La robótica ha reducido las tensiones ergonómicas y las lesiones por laceraciones graves que se han asociado históricamente con el manejo de materiales (p. ej., vidrio plano) en la fuerza laboral de producción (consulte la figura 3). Sin embargo, la mayor utilización de la robótica y la automatización de procesos introduce maquinaria en movimiento y peligros de energía eléctrica, lo que transforma los tipos de peligros y también transfiere los riesgos a otros trabajadores (desde la producción hasta los trabajadores de mantenimiento). Los diseños adecuados de controles electrónicos y secuencias lógicas, protecciones de máquinas, prácticas de bloqueo de energía total y el establecimiento de procedimientos seguros de operación y mantenimiento son formas fundamentales de controlar las lesiones de los trabajadores de mantenimiento y producción.
Figura 3. Robótica utilizada en placas de vidrio
Reconstrucciones y actividades de reconstrucción.
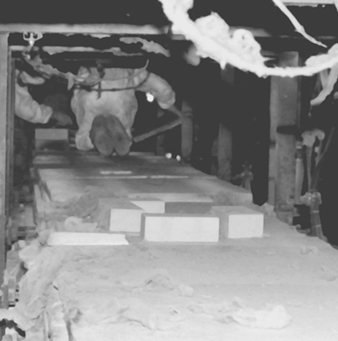
Numerosos peligros potenciales para la salud y la seguridad se encuentran durante las reconstrucciones importantes periódicas o las reparaciones en frío de hornos u hornos. Se puede encontrar una amplia gama de peligros asociados con las actividades de construcción. Los ejemplos incluyen: riesgos ergonómicos con el manejo de materiales (p. ej., ladrillos refractarios); exposiciones en el aire a sílice, asbesto, fibras cerámicas refractarias o partículas que contengan metales pesados, durante la demolición o subproductos de corte y soldadura; estrés por calor; trabajo en alturas elevadas; riesgos de resbalones, tropiezos o caídas; peligros en espacios confinados (ver figura 4); y contacto con fuentes de energía peligrosas.
Figura 4. Entrada a espacios confinados
Cristal
perfil general
El vidrio se formó de forma natural a partir de elementos comunes en la corteza terrestre mucho antes de que nadie pensara siquiera en experimentar con su composición, moldear su forma o darle la miríada de usos que disfruta hoy. La obsidiana, por ejemplo, es una combinación natural de óxidos fusionados por un intenso calor volcánico y vitrificados (convertidos en vidrio) por un rápido enfriamiento por aire. Su color negro opaco proviene de las cantidades relativamente altas de óxido de hierro que contiene. Su durabilidad química y dureza se comparan favorablemente con muchos vidrios comerciales.
La tecnología del vidrio ha evolucionado durante 6,000 años y algunos principios modernos se remontan a la antigüedad. El origen de las primeras gafas sintéticas se pierde en la antigüedad y la leyenda. Loza de barro fue hecho por los egipcios, quienes moldearon figurillas de arena (SiO2), el óxido formador de vidrio más popular. Estaba recubierto con natrón, el residuo que dejó la crecida del río Nilo, que estaba compuesto principalmente de carbonato de calcio (CaCO3), carbonato de sodio (Na2CO3), sal (NaCl) y óxido de cobre (CuO). El calentamiento por debajo de 1,000 °C produjo un revestimiento vítreo por la difusión de los fundentes, CaO y Na2O en la arena y su posterior reacción en estado sólido con la arena. El óxido de cobre le dio al artículo un atractivo color azul.
Según la definición dada por Morey: “El vidrio es una sustancia inorgánica en una condición que es continua y análoga al estado líquido de esa sustancia, pero que, como resultado de un cambio reversible en la viscosidad durante el enfriamiento, ha alcanzado un grado de viscosidad tan alto como para ser, a todos los efectos prácticos, rígido.” ASTM define el vidrio como “un producto inorgánico de fusión que se ha enfriado a una condición rígida sin cristalizar”. Tanto los materiales orgánicos como los inorgánicos pueden formar vidrios si su estructura no es cristalina, es decir, si carecen de un orden de largo alcance.
Un desarrollo muy importante en la tecnología del vidrio fue el uso de un soplete (ver figura 5), que se utilizó por primera vez aproximadamente 100 años antes de Cristo. A partir de entonces, hubo un rápido desarrollo en la técnica de fabricación del vidrio.
Figura 5. El soplete

El primer vidrio estaba coloreado por la presencia de diversas impurezas como óxidos de hierro y cromo. El vidrio prácticamente incoloro se fabricó por primera vez hace unos 1,500 años.
En ese momento la fabricación de vidrio se estaba desarrollando en Roma, y desde allí se trasladó a muchos otros países de Europa. En Venecia se construyeron muchas obras de vidrio, y allí tuvo lugar un importante desarrollo. En el siglo XIII, muchas de las plantas de vidrio se trasladaron de Venecia a una isla cercana, Murano. Murano sigue siendo un centro de producción de vidrio hecho a mano en Italia.
En el siglo XVI, el vidrio se fabricaba en toda Europa. Ahora, el vidrio de Bohemia de la República Checa es bien conocido por su belleza y las plantas de vidrio en el Reino Unido e Irlanda producen vajillas de vidrio de plomo de alta calidad. Suecia es otro país que alberga la producción artística de cristalería de vidrio.
En América del Norte, el primer establecimiento industrial de cualquier tipo fue una fábrica de vidrio. Los colonos ingleses comenzaron a producir vidrio a principios del siglo XVII en Jamestown, Virginia.
Hoy en día, el vidrio se fabrica en la mayoría de los países del mundo. Muchos productos de vidrio se fabrican en líneas de procesamiento completamente automáticas. Aunque el vidrio es uno de los materiales más antiguos, sus propiedades son únicas y aún no se conocen por completo.
La industria del vidrio en la actualidad se compone de varios segmentos de mercado importantes, que incluyen el mercado de vidrio plano, el mercado de artículos para el hogar, el mercado de envases de vidrio, la industria del vidrio óptico y el segmento de mercado de la cristalería científica. Los mercados de vidrio óptico y científico tienden a estar muy ordenados y están dominados por uno o dos proveedores en la mayoría de los países. Estos mercados también tienen un volumen mucho menor que los mercados basados en el consumidor. Cada uno de estos mercados se ha desarrollado a lo largo de los años mediante innovaciones en tecnología de vidrio específica o avances en la fabricación. La industria de los envases, por ejemplo, fue impulsada por el desarrollo de máquinas de fabricación de botellas de alta velocidad desarrolladas a principios del siglo XX. La industria del vidrio plano avanzó significativamente con el desarrollo del proceso de vidrio flotado a principios de la década de 1900. Ambos segmentos son negocios multimillonarios en todo el mundo en la actualidad.
Los artículos de vidrio para el hogar se dividen en cuatro categorías generales:
- vajilla (incluyendo vajilla, tazas y tazones)
- Drinkware
- utensilios para hornear (o utensilios para el horno)
- utensilios de cocina para la parte superior de la estufa.
Si bien las estimaciones mundiales son difíciles de obtener, el mercado de artículos de vidrio para el hogar es, sin duda, del orden de los mil millones de dólares estadounidenses solo en los Estados Unidos. Dependiendo de la categoría específica, una variedad de otros materiales compiten por la cuota de mercado, incluidos los cerámicos, los metales y los plásticos.
Procesos de manufactura
El vidrio es un producto inorgánico de fusión que se ha enfriado hasta un estado rígido sin cristalizar. El vidrio es típicamente duro y quebradizo y tiene una fractura concoidal. El vidrio se puede fabricar para que sea coloreado, translúcido u opaco variando los materiales amorfos o cristalinos disueltos que están presentes.
Cuando el vidrio se enfría desde el estado fundido caliente, aumenta gradualmente su viscosidad sin cristalizar en un amplio rango de temperatura, hasta que asume su característica forma dura y quebradiza. El enfriamiento se controla para evitar la cristalización o la alta tensión.
Si bien cualquier compuesto que tenga estas propiedades físicas es teóricamente un vidrio, la mayoría de los vidrios comerciales se dividen en tres tipos principales y tienen una amplia gama de composiciones químicas.
- Vidrios de soda-cal-sílice son los vidrios más importantes en términos de cantidad producida y variedad de uso, incluyendo casi todos los vidrios planos, envases, cristalería doméstica de bajo costo y producción masiva y bombillas eléctricas.
- Vidrios de plomo-potasa-sílice contienen una proporción variable pero a menudo alta de óxido de plomo. La fabricación de vidrio óptico aprovecha el alto índice de refracción de este tipo de vidrio; la cristalería doméstica y decorativa soplada a mano aprovecha su facilidad de corte y pulido; aplicaciones eléctricas y electrónicas se aprovecha de su alta resistividad eléctrica y protección contra la radiación.
- vasos de borosilicato tienen una baja dilatación térmica y son resistentes al choque térmico, lo que los hace ideales para la cristalería de hornos y laboratorios domésticos y para la fibra de vidrio para refuerzos plásticos.
Un lote de vidrio comercial consiste en una mezcla de varios ingredientes. Sin embargo, la fracción más grande del lote se compone de 4 a 6 ingredientes, elegidos entre materiales como arena, piedra caliza, dolomita, carbonato de sodio, bórax, ácido bórico, materiales feldespáticos, compuestos de plomo y bario. El resto del lote consta de varios ingredientes adicionales, elegidos de un grupo de unos 15 a 20 materiales comúnmente denominados ingredientes secundarios. Estas últimas adiciones se añaden con el fin de proporcionar alguna función o cualidad específica, como el color, que debe realizarse durante el proceso de preparación del vidrio.
La Figura 6 ilustra los principios básicos de la fabricación de vidrio. Las materias primas se pesan, se mezclan y, después de la adición de vidrio roto (cullet), se llevan al horno para su fusión. Todavía se utilizan ollas pequeñas de hasta 2 toneladas de capacidad para la fusión de vidrio para cristalería soplada a mano y vidrios especiales requeridos en pequeña cantidad. Varias ollas se calientan juntas en una cámara de combustión.
Figura 6. Los procesos y materiales involucrados

En la fabricación más moderna, la fusión tiene lugar en grandes hornos regenerativos, de recuperación o eléctricos construidos con material refractario y calentados con petróleo, gas natural o electricidad. El refuerzo eléctrico y la fusión eléctrica de superficie fría se comercializaron y se utilizaron ampliamente en todo el mundo a finales de los años sesenta y setenta. La fuerza impulsora detrás de la fusión eléctrica en frío fue el control de emisiones, mientras que el impulso eléctrico se utilizó generalmente para mejorar la calidad del vidrio y aumentar el rendimiento.
Los factores económicos más significativos relacionados con el uso de electricidad para la fundición de vidrio en horno están relacionados con los costos de combustibles fósiles, la disponibilidad de varios combustibles, costos de electricidad, costos de capital para equipos, etc. Sin embargo, en muchos casos, la razón principal para el uso de fusión o refuerzo eléctrico es el control ambiental. Varias ubicaciones en todo el mundo ya tienen o se espera que pronto tengan regulaciones ambientales que restringen estrictamente la descarga de varios óxidos o partículas en general. Por lo tanto, los fabricantes en muchos lugares se enfrentan a la posibilidad de tener que reducir el rendimiento de fusión de vidrio, instalar filtros de mangas o precipitadores para manejar los gases de combustión residuales o modificar el proceso de fusión e incluir fusión eléctrica o refuerzo. Las alternativas a dicha modificación pueden ser, en algunos casos, el cierre de plantas.
La parte más caliente del horno (superestructura) puede estar entre 1,600 y 2,800 °C. El enfriamiento controlado reduce la temperatura del vidrio de 1,000 a 1,200 °C en el punto donde el vidrio sale del horno. Además, todos los tipos de vidrio se someten a un enfriamiento (recocido) más controlado en un horno especial o lehr. El procesamiento posterior dependerá del tipo de proceso de fabricación.
El soplado automático se utiliza en máquinas para la producción de botellas y bombillas, además del tradicional vidrio soplado a mano. Las formas simples, como los aisladores, los ladrillos de vidrio, las lentes en bruto, etc., se presionan en lugar de soplarlas. Algunos procesos de fabricación utilizan una combinación de soplado y prensado mecánico. El vidrio alambrado y figurado es enrollado. La lámina de vidrio se saca del horno mediante un proceso vertical que le da una superficie acabada al fuego. Debido a los efectos combinados del dibujo y la gravedad, es inevitable cierta distorsión menor.
El vidrio plano pasa a través de rodillos enfriados por agua a un horno de recocido. Está libre de distorsión. El daño de la superficie se puede eliminar esmerilando y puliendo después de la fabricación. Este proceso ha sido reemplazado en gran medida por el proceso de vidrio flotado, que se introdujo en los últimos años (ver figura 7). El proceso float ha hecho posible la fabricación de un vidrio que combina las ventajas tanto de la lámina como de la placa. El vidrio flotado tiene una superficie acabada al fuego y no presenta distorsión.
Figura 7. Proceso de flotación continua
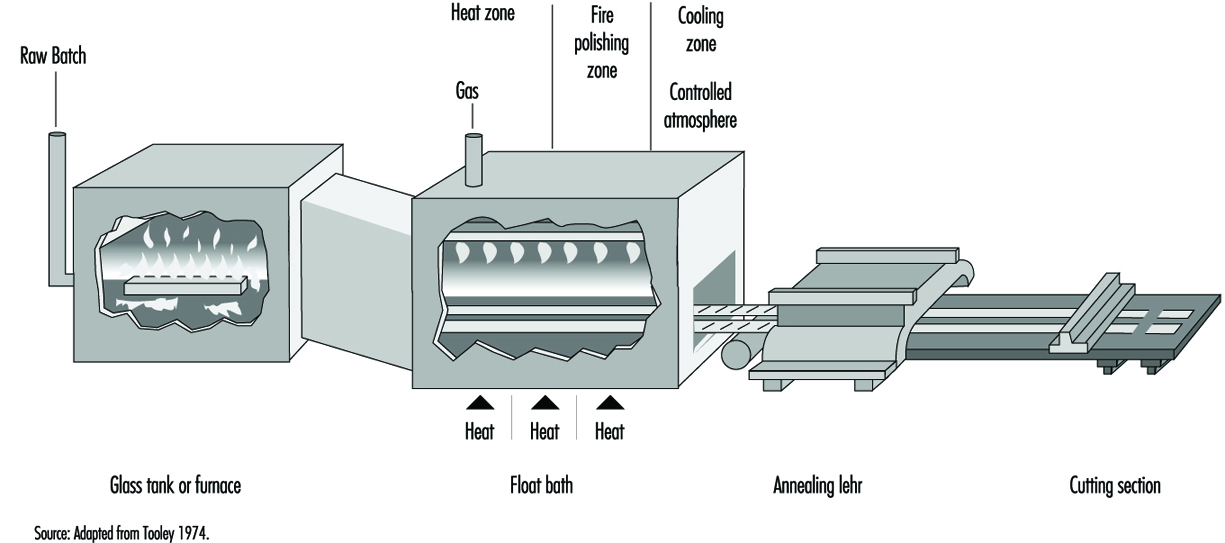
En el proceso de flotación, una cinta continua de vidrio sale de un horno de fusión y flota a lo largo de la superficie de un baño de estaño fundido. El vidrio se ajusta a la superficie perfecta del estaño fundido. En su paso por el estaño, la temperatura se reduce hasta que el vidrio es lo suficientemente duro para ser alimentado sobre los rodillos del horno de recocido sin marcar su superficie inferior. Una atmósfera inerte en el baño evita la oxidación del estaño. El vidrio, después del recocido, no requiere ningún tratamiento adicional y se puede procesar mediante corte y empaque automáticos (consulte la figura 8).
Figura 8. Cinta de vidrio flotado que sale del horno

La tendencia en la nueva arquitectura residencial y comercial hacia la inclusión de más área de acristalamiento y la necesidad de reducir el consumo de energía ha puesto un mayor énfasis en mejorar la eficiencia energética de las ventanas. Las películas delgadas depositadas en la superficie del vidrio brindan propiedades de baja emisividad o control solar. La comercialización de tales productos revestidos de materias primas requiere una tecnología de deposición de gran superficie y bajo coste. Como resultado, un número cada vez mayor de líneas de fabricación de vidrio flotado están equipadas con sofisticados procesos de recubrimiento en línea.
En los procesos de deposición química de vapor (CVD) comúnmente usados, una mezcla compleja de gases se pone en contacto con el sustrato caliente, donde reacciona pirolíticamente para formar un revestimiento en la superficie del vidrio. En general, el equipo de recubrimiento consta de estructuras controladas térmicamente que se suspenden sobre el ancho de la cinta de vidrio. Pueden estar ubicados en el baño de estaño, el hueco del horno o el horno. La función de los recubridores es entregar uniformemente los gases precursores sobre el ancho de la cinta con temperatura controlada y extraer de forma segura los subproductos de los gases de escape de la región de deposición. Para múltiples pilas de recubrimiento, se utilizan múltiples recubridores en serie a lo largo de la cinta de vidrio.
Para el tratamiento de los subproductos de los gases de escape generados por estos procesos a gran escala, las técnicas de lavado en húmedo con un filtro prensa convencional suelen ser suficientes. Cuando los gases efluentes no reaccionan fácilmente o no se humedecen con soluciones acuosas, la incineración es la opción principal.
Algunos vidrios ópticos se fortalecen químicamente mediante procesos que implican sumergir el vidrio durante varias horas en baños de alta temperatura que contienen sales fundidas de, por lo general, nitrato de litio y nitrato de potasio.
Vidrio de seguridad es de dos tipos principales:
- Vidrio templado se fabrica pretensando calentando y luego enfriando rápidamente piezas de vidrio plano de la forma y tamaño deseados en hornos especiales.
- Vidrio laminado se forma uniendo una hoja de plástico (generalmente polivinil butiral) entre dos hojas delgadas de vidrio plano.
Fibras vítreas sintéticas
perfil general
Las fibras vítreas sintéticas se producen a partir de una amplia variedad de materiales. Son silicatos amorfos fabricados a partir de vidrio, roca, escoria u otros minerales. Las fibras producidas son tanto fibras continuas como discontinuas. En general, las fibras continuas son fibras de vidrio estiradas a través de boquillas y utilizadas para reforzar otros materiales, como plásticos, para producir materiales compuestos con propiedades únicas. Las fibras discontinuas (generalmente conocidas como lanas) se utilizan para muchos propósitos, más comúnmente para aislamiento térmico y acústico. Las fibras vítreas sintéticas, para los fines de esta discusión, se han dividido en fibras de vidrio continuas, con las lanas aislantes hechas de fibras de vidrio, roca o escoria, y fibras cerámicas refractarias, que generalmente son silicatos de aluminio.
La posibilidad de estirar vidrio templado en fibras finas era conocida por los vidrieros en la antigüedad y en realidad es más antigua que la técnica del soplado de vidrio. Muchas vasijas egipcias primitivas se fabricaban enrollando fibras de vidrio gruesas en un mandril de arcilla con la forma adecuada, luego calentando el conjunto hasta que las fibras de vidrio fluían unas con otras y, después de enfriar, retirando el núcleo de arcilla. Incluso después de la llegada del soplado de vidrio en el siglo I d. C., todavía se empleaba la técnica de fibra de vidrio. Los vidrieros venecianos de los siglos XVI y XVII lo utilizaron para decorar cristalería. En este caso, se enrollaron haces de fibras blancas opacas sobre la superficie de un recipiente de vidrio soplado transparente (por ejemplo, una copa) y luego se fundieron en él mediante calentamiento.
A pesar de la larga historia de usos generalmente decorativos o artísticos de las fibras de vidrio, su uso generalizado no volvió a surgir hasta el siglo XX. La producción comercial inicial de fibras de vidrio en los Estados Unidos se produjo en la década de 20, mientras que en Europa el uso inicial se produjo algunos años antes. Las lanas de roca y de escoria se producían varios años antes.
La fabricación y el uso de fibras vítreas sintéticas es una industria global de miles de millones de dólares, ya que estos útiles materiales se han convertido en un componente importante de la sociedad moderna. Sus usos como aislantes han dado como resultado una enorme reducción en los requisitos de energía para calentar y enfriar edificios, y este ahorro de energía ha resultado en una reducción significativa de la contaminación global asociada con la producción de energía. Se estima que el número de aplicaciones de filamentos de vidrio continuos como refuerzos para una gran cantidad de productos, desde artículos deportivos hasta chips de computadora y aplicaciones aeroespaciales, supera las 30,000. El desarrollo y la comercialización generalizada de fibras cerámicas refractarias se produjo en la década de 1970, y estas fibras siguen desempeñando un papel importante en la protección de los trabajadores y los equipos en una variedad de procesos de fabricación a alta temperatura.
Procesos de manufactura
Filamentos de vidrio continuo
Los filamentos de vidrio se forman introduciendo el vidrio fundido a través de casquillos de metal precioso en finos filamentos de diámetro casi uniforme. Debido a los requisitos físicos de las fibras cuando se utilizan como refuerzos, sus diámetros son relativamente grandes en comparación con los de las lanas aislantes. Casi todos los filamentos de vidrio continuos tienen diámetros de 5 a 15 μm o más. Estos grandes diámetros, junto con la estrecha gama de diámetros producidos durante la fabricación, eliminan cualquier posible efecto respiratorio crónico, ya que las fibras son demasiado grandes para ser inhaladas en el tracto respiratorio inferior.
Las fibras de vidrio continuas se fabrican mediante la rápida atenuación de gotas de vidrio fundido que exudan a través de boquillas por gravedad y quedan suspendidas de ellas. El equilibrio dinámico entre las fuerzas de tensión superficial y la atenuación mecánica da como resultado que la gota de vidrio adopte la forma de un menisco sostenido en la abertura anular de la boquilla y se estreche hasta el diámetro de la fibra que se está estirando. Para que el trefilado de fibras tenga éxito, el vidrio debe estar dentro de un estrecho rango de viscosidades (es decir, entre 500 y 1,000 poise). A viscosidades más bajas, el vidrio es demasiado fluido y se desprende de las boquillas en forma de gotas; en este caso domina la tensión superficial. A viscosidades más altas, la tensión en la fibra durante la atenuación es demasiado alta. La tasa de flujo de vidrio a través de la boquilla también puede volverse demasiado baja para mantener un menisco.
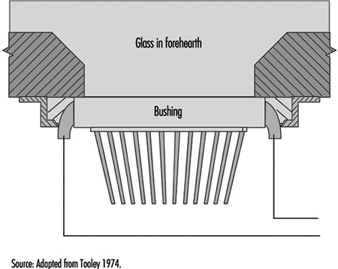
La función del casquillo es proporcionar una placa que contenga varios cientos de boquillas a una temperatura uniforme y acondicionar el vidrio a esta temperatura uniforme para que las fibras estiradas tengan un diámetro uniforme. la Figura 9 muestra un diagrama esquemático de las características principales de un casquillo de fusión directa unido a un antecrisol del que toma un suministro de vidrio fundido muy cerca de la temperatura a la que el vidrio pasará a través de las boquillas; en este caso, por lo tanto, la función básica del aislador es también su única función.
Figura 9. Esquema de buje de fusión directa
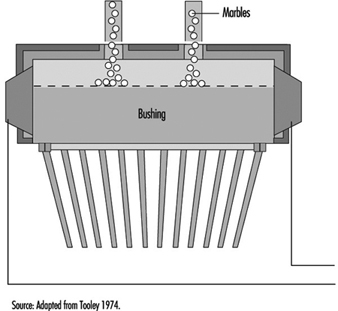
En el caso de un casquillo que funcione con canicas, se requiere una segunda función, a saber, primero derretir las canicas antes de acondicionar el vidrio a la temperatura correcta de estirado de la fibra. En la figura 10 se muestra un casquillo de mármol típico. La línea discontinua dentro del casquillo es una placa perforada que retiene las canicas sin fundir.
Figura 10. Esquema de un buje de mármol
El diseño de casquillos es en gran medida empírico. Por motivos de resistencia al ataque del vidrio fundido y estabilidad a las temperaturas necesarias para el estirado de las fibras, los casquillos se fabrican con aleaciones de platino; Se utilizan tanto rodio-platino al 10% como rodio-platino al 20%, siendo este último más resistente a la deformación a temperaturas elevadas.
Antes de que las fibras individuales que se extraen de un casquillo se junten y consoliden en una hebra, o en una multiplicidad de hebras, se recubren con un apresto de fibra. Estos tamaños de fibra son básicamente de dos tipos:
- Los aprestos de aceite de almidón generalmente se aplican a las fibras destinadas a tejerse en tejidos finos u operaciones similares.
- aglutinante más aprestos formadores de película aplicados a fibras destinadas al refuerzo directo de plásticos y caucho.
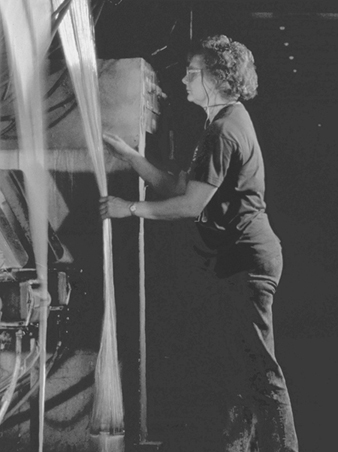
Después de que se forma la fibra, se aplica una capa protectora de apresto orgánico en un aplicador y los filamentos continuos se reúnen en una hebra de multifilamento (consulte la figura 11) antes de enrollarlos en un tubo de bobinado. Los aplicadores funcionan permitiendo que el abanico de fibras, cuando tiene entre 25 y 45 mm de ancho y en su camino hacia la zapata de recolección debajo del aplicador, pase sobre una superficie móvil cubierta con una película del tamaño de la fibra.
Figura 11. Filamentos de vidrio textil
Básicamente hay dos tipos de aplicaciones:
- aplicadores de rodillo, fabricados en caucho, cerámica o grafito, en los que la fibra corre sobre la superficie del rodillo recubierta con una película del tamaño de la fibra
- aplicadores de cinta, en los que en un extremo la cinta pasa sobre un rodillo accionado que sumerge la cinta en el apresto de la fibra y en el otro extremo pasa sobre una barra fija de acero cromado duro en cuya posición las fibras tocan la cinta para recoger el apresto.
El recubrimiento protector y el proceso de recolección de fibras pueden variar según los tipos de fibras textiles o de refuerzo que se produzcan. El objetivo básico es recubrir las fibras con cola, juntarlas en un hilo y ubicarlas sobre un tubo removible en la pinza con la mínima tensión necesaria.
La figura 12 muestra el proceso de fabricación de vidrio en continuo.
Figura 12. Fabricación de vidrio de filamento continuo

Fabricación de lana aislante
A diferencia de los filamentos continuos, las fibras de las lanas aislantes y las fibras cerámicas refractarias se fabrican en procesos de muy alta energía en los que el material fundido se deja caer en discos giratorios o en una serie de ruedas giratorias. Estos métodos dan como resultado la producción de fibras con una gama de diámetros mucho más amplia que la que se observa con los filamentos continuos. Así, todas las lanas aislantes y fibras cerámicas contienen una fracción de fibras con diámetros inferiores a 3.0 μm; estos podrían volverse respirables si se fracturan en longitudes relativamente cortas (menos de 200 a 250 μm). Hay muchos datos disponibles sobre la exposición a fibras vítreas sintéticas respirables en el lugar de trabajo.
Se utilizan varios procesos para fabricar lana de vidrio, incluido el proceso de soplado con vapor y el proceso de soplado con llama; pero el más popular es el proceso de formado rotatorio desarrollado a mediados de los años 1950. Los procesos rotatorios han reemplazado en gran medida a los procesos de soplado directo para la producción comercial de productos aislantes de fibra de vidrio. Todos estos procesos rotatorios emplean un tambor hueco, o rotor, montado con su eje vertical. La pared vertical de la rueda giratoria está perforada con varios miles de orificios distribuidos uniformemente alrededor de la circunferencia. Se permite que el vidrio fundido caiga a una velocidad controlada en el centro del rotor, desde donde un distribuidor adecuado lo empuja hacia el interior de la pared vertical perforada. Desde esa posición, la fuerza centrífuga impulsa el vidrio radialmente hacia el exterior en forma de filamentos de vidrio discretos que salen de cada perforación. La atenuación adicional de estos filamentos primarios se logra mediante un fluido de soplado adecuado que emerge de una boquilla o boquillas dispuestas alrededor y concéntricas con el rotor. El resultado neto es la producción de fibras con un diámetro medio de fibra de 6 a 7 mm. El fluido de soplado actúa en dirección hacia abajo y así, además de proporcionar la atenuación final, también desvía las fibras hacia una superficie colectora situada debajo de la hiladora. En el camino hacia esta superficie colectora, las fibras se rocían con un aglutinante adecuado antes de distribuirse uniformemente por la superficie colectora (ver figura 13).
Figura 13. El proceso rotatorio para hacer lana de vidrio.
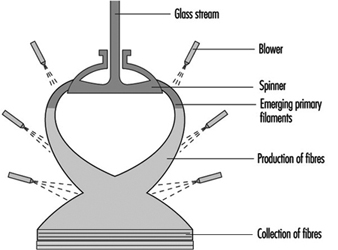
En un proceso rotatorio, las fibras de lana de vidrio se fabrican permitiendo que el vidrio fundido pase a través de una serie de pequeñas aberturas que están situadas en un rotor giratorio y luego atenuando el filamento primario soplando con aire o vapor.
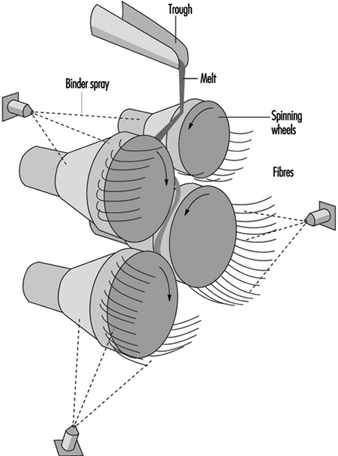
Lana mineralSin embargo, no se puede producir en el proceso de hilado rotatorio e históricamente se ha producido en el proceso con una serie de mandriles de hilado horizontales. El proceso de lana mineral consiste en un conjunto de rotores (mandriles) montados en cascada y girando muy rápidamente (ver figura 14). Una corriente de piedra fundida se transfiere continuamente a uno de los rotores superiores y desde este rotor se distribuye en el segundo y así sucesivamente. La masa fundida se distribuye uniformemente sobre la superficie exterior de todos los rotores. De los rotores, las gotas son expulsadas por la fuerza centrífuga. Las gotitas se unen a la superficie del rotor mediante cuellos alargados que, bajo un mayor alargamiento y enfriamiento simultáneo, se convierten en fibras. Por supuesto, el alargamiento va seguido de una disminución del diámetro que, a su vez, provoca un enfriamiento acelerado. Por tanto, existe un límite inferior para el diámetro entre las fibras producidas en este proceso. Por lo tanto, no se espera una distribución normal de los diámetros de las fibras alrededor del valor medio.
Figura 14. Proceso de lana mineral (roca y escoria)
Fibras cerámicas refractarias
Las fibras cerámicas se producen principalmente por soplado e hilado con métodos similares a los descritos para las lanas aislantes. En el proceso de soplado con vapor, las materias primas como la alúmina y la sílice se fusionan en un horno eléctrico y el material fundido se extrae y se sopla con vapor a presión u otro gas caliente. Las fibras producidas se recogen luego en una pantalla.
Similar al proceso de hilatura de las fibras de roca y escoria, el de las fibras cerámicas produce una alta proporción de fibras largas y sedosas. En este método, una corriente de material fundido se deja caer sobre discos que giran rápidamente y se expulsa tangencialmente para formar fibras.
Industria Cerámica
perfil general
La fabricación de cerámica es una de las más antiguas de las artesanías humanas. A lo largo de los siglos se han desarrollado diferentes estilos y técnicas en diferentes partes del mundo. En el siglo XVIII, una industria floreciente en muchas partes de Europa estuvo fuertemente influenciada por la importación de artículos finos y altamente decorados del Lejano Oriente. Japón había aprendido el arte de la cerámica de China unos 18 años antes. Con la Revolución Industrial y el cambio general de las condiciones en Europa Occidental, la producción creció rápidamente. En la actualidad, casi todos los países fabrican algunos artículos para uso doméstico, y la cerámica es una exportación importante de algunos países. La producción es ahora a escala de fábrica en muchas partes del mundo. Si bien los principios básicos de fabricación no han cambiado, ha habido un progreso considerable en la forma en que se lleva a cabo la fabricación. Esto es particularmente así en la formación o modelado de la cerámica, en su cocción y en las técnicas de decoración utilizadas. El uso creciente de microprocesadores y robots da como resultado la introducción de altos niveles de automatización en las áreas de producción. Sin embargo, todavía existen en todas partes muchas alfarerías artesanales a pequeña escala.
Métodos de formación
El método más antiguo de hacer cerámica involucraba el método manual de construcción. Se enrollan rollos de arcilla, uno encima del otro, y se pegan presionando con las manos. La arcilla se convierte primero en un estado blando trabajándola con agua. Luego, el objeto se forma y moldea a mano, una vez que se adhieren las bobinas.
El torno de alfarero se ha convertido en una herramienta para la creación de cerámica. Con este método de formación, se coloca una pila de arcilla sobre un plato circular giratorio y se le da forma con las manos mojadas del alfarero. El agua evita que las manos del alfarero se peguen a la arcilla y la mantiene húmeda y trabajable. Las manijas, picos y otras protuberancias de la arcilla giratoria se colocan justo antes de que se dispare el objeto.
Casting se usa a menudo hoy en día cuando se desea cerámica de alta calidad y cuando las paredes de la vasija deben ser muy delgadas. Una mezcla de arcilla y agua, llamada barbotina, se vierte en un molde de yeso de París. El yeso absorbe el agua, haciendo que se deposite una fina capa de arcilla alrededor del interior del molde. Cuando el depósito de arcilla es lo suficientemente grueso como para formar las paredes del jarrón, se vierte el resto de la barbotina, dejando la pieza húmeda en el interior de la forma. A medida que se seca, se encoge un poco y se puede desmoldar. Por lo general, los moldes se construyen de manera que se puedan desmontar.
Cuando la pieza está completamente seca, se alisa y se prepara para el proceso de cocción. Se coloca en una caja de arcilla refractaria llamada arcilla refractaria, que protege la pieza de las llamas y gases que se desprenden durante el proceso, al igual que un horno protegería una barra de pan que se está horneando. Los saggers se colocan uno encima de otro en un horno. El horno es una gran estructura que está construida con ladrillos refractarios y está rodeada de conductos de humos para que las llamas del fuego puedan rodear totalmente los platos pero nunca entrar en contacto con ellos. El humo decoloraría las piezas si no estuvieran protegidas de esa manera.
La mayoría de las piezas se disparan al menos dos veces. La primera vez que pasa por el horno se llama bizcocho cocción, y la pieza de cerámica se llama galleta or pieza de bisque. Después de la cocción, la galleta se glasea. Un vidriado es una capa vítrea y brillante que hace que la cerámica sea más atractiva y útil. Los esmaltes contienen sílice, un fundente para bajar la temperatura de fusión (plomo, bario, etc.) y óxidos metálicos como colorantes. Cuando el esmalte se aplica a la cerámica y está completamente seco, se vuelve a colocar en el horno y se cuece a una temperatura tan alta que el esmalte se derrite y cubre toda la superficie de la cerámica.
tipos de cerámica
- Gres es una cerámica hecha de arcilla clara u oscura. Se glasea sobre el cuerpo sin quemar antes de colocarlo en el horno o por medio de sal durante el proceso de quemado y se quema hasta obtener una condición densa y dura.
- Porcelana es una loza blanca vitrificada. es translucido En la porcelana, el cuerpo y el esmalte se completan y maduran en una misma cocción, que tiene lugar a una temperatura muy alta.
- China Es una vajilla similar a la porcelana. El cuerpo y el esmalte se completan y maduran en la misma cocción, a temperaturas extremadamente altas.
- Porcelana blanca y translúcida es una variedad de porcelana en la que se utiliza hueso quemado como ingrediente, constituyendo alrededor del 40% de la masa.
- Loza de barro tiene un cuerpo blanco o casi blanco. Se produce mediante dos cocciones, como la porcelana, pero su cuerpo sigue siendo poroso. El vidriado es similar al de la porcelana pero está hecho de un material más económico.
- Loza de barro es una loza fina vidriada utilizada con fines ornamentales y decorativos. Por lo general, no se intenta producir un cuerpo blanco y los esmaltes se colorean con frecuencia.
Procesos de manufactura
Las propiedades físicas de la cerámica varían según la composición del cuerpo y las condiciones de cocción. El cuerpo para cualquier uso particular se selecciona principalmente por sus propiedades físicas, pero los cuerpos blancos se eligen generalmente para vajillas.
Los productos industriales (p. ej., refractarios, aislantes eléctricos, portadores de catalizadores, etc.) tienen una amplia gama de propiedades según su uso eventual.
Materias primas. Los ingredientes básicos en un cuerpo de cerámica se muestran en la tabla 1, que también indica proporciones típicas en tipos de cuerpo de muestra.
Tabla 1. Componentes corporales típicos (%)
|
Cuerpo |
Base de plástico |
Flujo |
Relleno |
|||||
|
Bola de arcilla |
Caolín |
Arcilla de gres |
Piedra |
Feldespato |
Quartz |
ceniza de hueso |
Otro |
|
|
Loza de barro |
25 |
25 |
15 |
35 |
||||
|
Gres |
30-40 |
25-35 |
20-25 |
20-30 (grog) |
||||
|
China |
20-25 |
20-25 |
15-25 |
25-30 |
||||
|
Porcelana |
40-50 |
20-30 |
15-25 |
|||||
|
Porcelana blanca y translúcida |
20-25 |
25-30 |
45-50 |
|||||
La nefelina-sienita a veces se usa como fundente, y la alúmina puede reemplazar parte o la totalidad del relleno de cuarzo en algunos cuerpos de tipo porcelana. La cristobalita (arena calcinada) se utiliza como relleno en algunas pastas cerámicas, particularmente en la industria de revestimientos cerámicos.
La composición corporal está determinada en parte por las propiedades requeridas del producto final y en parte por el método de producción. Una base de plástico es esencial para los artículos que se moldean mientras están húmedos, pero no para los procesos de formación no plásticos, como el prensado en polvo. La base plástica no es imprescindible, aunque la arcilla sigue siendo el ingrediente principal de la mayoría de los productos cerámicos, incluidos los preparados por prensado en polvo.
Las cerámicas industriales no se muestran en la tabla 1, ya que su composición varía desde todas las arcillas esféricas o refractarias, sin fundente ni relleno adicional, hasta casi todas las alúminas, con una cantidad mínima de arcilla y sin fundente añadido.
Durante la cocción, el fundente se derrite en un vaso para unir los ingredientes. A medida que aumenta la cantidad de fundente, se reduce la temperatura de vitrificación. Los rellenos influyen en la resistencia mecánica de la cerámica antes y durante la cocción; en la fabricación de vajillas, se utiliza tradicionalmente cuarzo (como arena o pedernal calcinado), excepto que la ceniza de hueso se utiliza para fabricar porcelana china. El uso de alúmina u otras cargas no silíceas, que ya se emplean en la fabricación de cerámica industrial, se está extendiendo a la fabricación de otros artículos, incluidos los domésticos.
Procesamiento. Los procesos básicos en la producción de cerámica incluyen:
- preparación de los ingredientes del cuerpo
- formando y formando
- cocción de galletas
- aplicación de esmalte
- disparo brillante
- decoración.
Los procesos preparatorios de calcinación, trituración y trituración del pedernal o de la piedra pueden hacerse en un establecimiento separado, pero es común que todos los procesos subsiguientes se realicen en la misma fábrica. En la casa de deslizamiento, los ingredientes del cuerpo se mezclan en agua; luego se produce arcilla plástica por filtración y taponamiento; la barbotina se prepara luego batiendo hasta obtener una consistencia cremosa. El polvo para prensar se prepara secando y moliendo.
Las clasificaciones tradicionales de los procesos de conformación se muestran en la tabla 2. En la fundición, una suspensión de agua del cuerpo se vierte en un molde absorbente y el molde se retira después de un secado parcial. La formación de arcilla plástica por lanzamiento ahora es rara en la producción industrial; la distribución mecánica sobre o en un molde de yeso (jiggering y jolly) con separación del molde después del secado es casi universal en la fabricación de vajillas. El prensado de arcilla plástica o la extrusión se restringe principalmente a la cerámica industrial. Los artículos prensados en polvo se producen compactando el polvo de la carrocería presecado a mano o mediante prensado mecánico.
Tabla 2. Procesos de fabricación
|
Productos |
Procesos habituales |
|
Mesas |
Conformación de arcilla plástica; fundición |
|
Artículos sanitarios |
Casting |
|
azulejos |
Prensado de polvo (pared o pavimento vitrificado), prensado de arcilla plástica (canteras de suelo) |
|
artículos industriales |
Prensado de polvo, prensado de arcilla plástica |
Después de darle forma, la vajilla puede secarse y terminarse mediante desbarbado, remolque o esponjado. Entonces está listo para hornear galletas.
Después de la cocción de galletas, el glaseado se aplica por inmersión o pulverización; la inmersión puede ser manual o mecanizada. A continuación, la vajilla esmaltada se vuelve a cocer. A veces, como ocurre con la vajilla blanca sanitaria, se aplica esmalte al artículo de arcilla seca y solo hay una cocción.
La decoración se puede aplicar debajo o sobre el vidriado y puede ser pintura a mano, impresión a máquina o transferencia; la decoración sobre esmalte implica una tercera cocción; ya veces son necesarias cocciones separadas para diferentes colores.
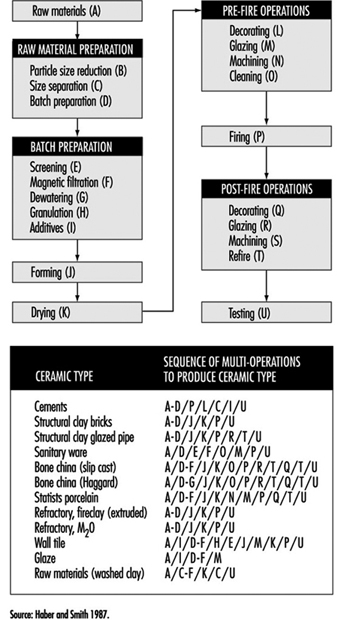
En las etapas finales, la mercancía se clasifica y empaqueta para su envío. La Figura 15 identifica los diversos caminos seguidos por varios tipos de alfarería y cerámica durante su fabricación.
Figura 15. Diagrama de flujo por tipo de cerámica
Baldosa de cerámica
perfil general
Cerámica es un término que alguna vez se pensó que se refería solo al arte o técnica de producir artículos de cerámica. La etimología del término muestra que deriva del griego kéramos, que significa "un alfarero" o "una cerámica". Sin embargo, la palabra griega está relacionada con una raíz sánscrita más antigua, que significa “quemar”; tal como lo usaban los propios griegos, su significado principal era simplemente "cosa quemada" o "tierra quemada". El concepto fundamental contenido en el término era el de producto obtenido por la acción del fuego sobre materiales terrosos.
Una cerámica tradicional, en el contexto de este artículo, se refiere a los productos comúnmente utilizados como materiales de construcción o dentro del hogar y la industria. Aunque existe una tendencia a equiparar la cerámica tradicional con la baja tecnología, en esta industria se suelen utilizar tecnologías de fabricación avanzadas. La dura competencia entre los productores ha hecho que la tecnología se vuelva más eficiente y rentable al utilizar maquinaria y herramientas complejas, junto con el control de procesos asistido por computadora.
Los productos cerámicos más antiguos se originaron a partir de materiales arcillosos. Los primeros alfareros encontraron que la naturaleza plástica de la arcilla era útil para formar formas. Debido a su tendencia a exhibir una gran cantidad de contracción, los cuerpos de arcilla se modificaron agregando arena gruesa y piedra, lo que redujo la contracción y el agrietamiento. En los cuerpos modernos a base de arcilla, las adiciones típicas que no son de arcilla son harina de sílice y minerales alcalinos que se agregan como fundentes. En las formulaciones cerámicas tradicionales, la arcilla actúa como plastificante y aglutinante de otros constituyentes.
Desarrollo de la industria
La producción de tejas de barro seco y cocido tiene orígenes muy antiguos que se remontan a las poblaciones de Oriente Medio. La industria de la cerámica blanca se desarrolló significativamente en Europa y, a principios del siglo XX, la producción de baldosas para pisos y paredes alcanzó una escala industrial. Un mayor desarrollo en este campo se produjo después de la Segunda Guerra Mundial. Europa (Italia y España, en particular), América Latina y el Lejano Oriente son ahora las áreas más importantes de producción de baldosas industriales.
El sector de los pavimentos y revestimientos de la industria de la cerámica blanca ha experimentado un gran desarrollo desde mediados de la década de 1980 con la introducción de nuevas tecnologías, la automatización y la integración del flujo de producción en el proceso de fabricación. Posteriormente, la productividad y la eficiencia aumentaron, mientras que el consumo de energía y los costos se redujeron. La fabricación de losetas ahora es continua tanto en la producción de losetas húmedas como secas, y muchas plantas hoy en día tienen casi un 100 % de automatización. Las principales innovaciones en la industria de las baldosas durante la última década incluyen la molienda en húmedo, el secado por aspersión, el prensado en seco a alta presión, el secado con rodillos y las tecnologías de cocción rápida.
El valor de la oferta del mercado de losetas de cerámica de EE. UU. (envíos de fábrica de EE. UU. más importaciones) aumentó aproximadamente un 9.2% anual compuesto entre 1992 y 1994. Se estimó que las ventas en dólares alcanzaron los 1.3 millones de dólares estadounidenses en 1994. Al mismo tiempo, el volumen de ventas aumentó 11.9 % compuesto anualmente a 1.3 millones de pies cuadrados. Esto se compara con una tasa de crecimiento del mercado del 7.6% basada en las ventas en dólares y del 6.9% basada en el volumen de ventas entre 1982 y 1992.
Clasificaciones de baldosas cerámicas.
Vajilla roja y blanca
Muchos tipos de baldosas cerámicas están disponibles en el mercado. Se diferencian según el estado de la superficie, el color del cuerpo (blanco o rojo), la tecnología de fabricación, las materias primas y el uso final. La diferencia entre las baldosas "rojas" y "blancas" radica en la cantidad de minerales de hierro que contiene el cuerpo. Al reaccionar con los demás componentes del cuerpo, pueden dar más o menos coloración y modificar el comportamiento del cuerpo durante la cocción.
Una clasificación completa y exhaustiva es muy difícil debido a la extrema heterogeneidad de los productos cerámicos, su procesamiento y características posteriores. En este capítulo se consideran las normas europeas (EN) y ASTM.
Las normas EN clasifican las baldosas cerámicas exclusivamente en función de la absorción de agua (que se correlaciona directamente con la porosidad) y del método de conformación (extrusión o prensado). Los métodos de modelado se clasifican en:
- proceso de conformación A (baldosas extrusionadas). Este proceso incluye tejas divididas y tejas extruidas individualmente.
- proceso de conformación B (Pavimentos y revestimientos prensados en seco).
La norma europea EN 87, aprobada en noviembre de 1981, especifica que “Las baldosas y pavimentos cerámicos son materiales de construcción generalmente diseñados para su uso como revestimiento de suelos y paredes, tanto en interiores como en exteriores, independientemente de su forma y tamaño”.
La especificación del American National Standards Institute (ANSI) para losetas de cerámica (ANSI A 137.1) contiene las siguientes definiciones:
- Azulejo de mosaico de cerámica se forma por el método de prensado en polvo o plástico, generalmente de 6.4 a 9.5 mm (1/4 a 1/8 pulg.) de espesor, y tiene un área frontal de menos de 39 cm2 (6 en2 ). Los mosaicos cerámicos pueden ser de composición de porcelana o arcilla natural, y pueden ser lisos o con una mezcla abrasiva en todas partes.
- Azulejo de pared decorativo es un azulejo esmaltado con un cuerpo delgado que generalmente no es vítreo y es adecuado para uso en paredes residenciales decorativas interiores donde la resistencia a la rotura no es un requisito.
- Baldosa de adoquín es una baldosa de porcelana o arcilla natural esmaltada o sin esmaltar formada por el método de prensado en polvo que tiene 39 cm2 (6 en2 ) o más área facial.
- Porcelanato es una loseta de mosaico de cerámica o loseta de adoquín que generalmente se fabrica mediante el método de prensado en polvo con la composición resultante de la loseta que es densa, impermeable, de grano fino y suave, con una cara de forma nítida.
- Baldosa sin vitrificar es una loseta vidriada o sin vidriar, hecha por el proceso de extrusión de arcilla natural o esquisto, generalmente con 39 cm2 (6 en2) o más área facial.
- Azulejo de pared es una loseta vidriada con un cuerpo apto para uso en interiores y generalmente no vítreo y que no requiere soportar un impacto excesivo ni estar sujeto a condiciones de congelación y descongelación.
- Grados individuales de baldosas blancas incluyen baldosas sin esmaltar (mosaico de cerámica, baldosa de cantera, baldosa de adoquín) y baldosas esmaltadas (baldosa de pared esmaltada, baldosa de mosaico de cerámica esmaltada, baldosa de cantera esmaltada, baldosa de adoquín esmaltada) (ANSI 1988).
Las baldosas se fabrican mediante procesos cerámicos estándar. Los revestimientos cerámicos para pisos y paredes se preparan a partir de una mezcla de arcillas esféricas, arena, fundentes, agentes colorantes y otras materias primas minerales, y se someten a procesos tales como molienda, tamizado, mezcla y humectación. Se les da forma mediante prensado, extrusión, fundición u otro proceso, normalmente a temperatura ambiente, y posteriormente se secan y finalmente se cuecen a alta temperatura. Las baldosas pueden ser esmaltadas, sin esmaltar o engobadas. Los vidriados son revestimientos impermeables similares al vidrio, y los engobes son revestimientos mate a base de arcilla que también pueden ser porosos. Los revestimientos y pavimentos esmaltados se fabrican mediante cocción en una o dos etapas.
Los cuerpos cerámicos tradicionales se transforman en formas utilizando muchas técnicas diferentes. El proceso de formación específico está dictado por numerosos factores, incluidas las características del material, el tamaño y la forma de la pieza, las especificaciones de la pieza, el rendimiento de la producción y las prácticas aceptadas dentro de la región geográfica.
Los cuerpos a base de arcilla son mezclas heterogéneas de una o más arcillas y uno o más polvos no arcillosos. Antes de adquirir una forma definitiva, estos polvos pasan por una secuencia de operaciones unitarias, operaciones de cocción y operaciones posteriores al fuego (ver figura 17).
Para la mayoría de los cuerpos tradicionales, las técnicas de formación se pueden clasificar como formación de plástico blando, formación de plástico rígido, prensado y fundición.
La presión aplicada se emplea para reorganizar y redistribuir las materias primas en una configuración mejor empaquetada. El comportamiento reológico de los cuerpos a base de arcilla es el resultado de la interacción del mineral arcilloso con el agua, que imparte plasticidad al lote. En cuerpos que no son arcillosos, este mismo tipo de comportamiento se puede lograr agregando plastificantes.
Cerámica Industrial
perfil general
La cerámica se diferencia de otros materiales de ingeniería (metales, plásticos, productos de madera, textiles) en una serie de propiedades individuales. Quizás la diferencia más distintiva para un diseñador o usuario potencial de artículos de cerámica es la forma y el tamaño únicos de cada pieza de cerámica individual. La cerámica no se moldea ni se trabaja fácilmente después de la cocción, excepto mediante una molienda muy costosa; en consecuencia, normalmente deben utilizarse tal cual. A excepción de algunas formas simples de tejas, varillas y tubos de tamaños limitados, la cerámica no se puede comercializar por pie o por yarda, ni cortar para que encaje en el trabajo.
Todas las propiedades útiles, incluida la forma y el tamaño, deben proporcionarse por adelantado, comenzando con las primeras etapas del procesamiento cerámico. La integridad estructural de cada pieza debe preservarse a través de una variedad de exposiciones a esfuerzos térmicos y mecánicos durante el procesamiento y hasta que la pieza finalmente se instale y esté en servicio. Si una cerámica falla en el servicio como resultado de una variedad de causas (fractura frágil por impacto, choque térmico, ruptura dieléctrica, abrasión o corrosión por escoria de fusión), no es probable que se pueda reparar y, por lo general, debe reemplazarse.
Se han logrado avances significativos en la comprensión fundamental y el control tecnológico de las propiedades de la cerámica y de su utilización en muchas aplicaciones nuevas, exigentes y altamente técnicas. La industria en general, y las partes cerámicas técnicas y electrónicas de la misma, en particular, han ideado técnicas de producción y control para producir formas complejas en masa en cuerpos que tienen propiedades eléctricas, magnéticas y/o mecánicas cuidadosamente controladas, manteniendo tolerancias dimensionales lo suficientemente buenas para permitir un ensamblaje relativamente fácil con otros componentes.
Muchas cerámicas se producen en grandes volúmenes como artículos estándar. Ladrillos refractarios y formas, crisoles, muflas, tubos de horno, aisladores, tubos de protección de termopares, dieléctricos de capacitores, sellos herméticos y tableros de fibra son almacenados rutinariamente por varios productores de cerámica en una variedad de composiciones y tamaños. Por lo general, es más rápido y más económico usar artículos en stock siempre que sea posible. Cuando los artículos en stock no satisfacen la necesidad, la mayoría de los fabricantes están preparados para producir artículos personalizados. Cuanto más estrictos sean los requisitos para una determinada propiedad de la cerámica, o cuanto más restrictivos sean los requisitos para combinaciones específicas de propiedades, tamaños y formas, más limitados serán los parámetros de composición, microestructurales y configuracionales aceptados para la cerámica. Por lo tanto, el coste y la dificultad de fabricación son mayores. La mayoría de los fabricantes de cerámica cuentan con ingenieros y diseñadores experimentados que están bien calificados para trabajar con clientes potenciales en los detalles del diseño de artículos de cerámica.
Industrias
El principal mercado para la cerámica de última generación ha sido y seguirá siendo la electrónica, pero los vigorosos programas de investigación y desarrollo en todo el mundo buscan continuamente nuevas aplicaciones e identifican formas de mejorar las propiedades de la cerámica para poder acceder a nuevos mercados.
La cerámica avanzada se produce en Japón, Estados Unidos y Europa Occidental. Las materias primas utilizadas en la industria se comercializan a nivel internacional, principalmente en forma de polvo, pero también hay una cantidad significativa de procesamiento interno.
Las principales aplicaciones de la cerámica industrial son:
- óxidos. Los principales materiales de óxido que se utilizan en la actualidad son la alúmina en bujías, sustratos y aplicaciones de desgaste; zirconio (ZrO2) en sensores de oxígeno, como componente en piezoeléctricos de plomo-zirconio-titanato (PZT), aplicaciones de desgaste y revestimientos de barrera térmica; titanatos en condensadores de titanato de bario y piezoeléctricos PZT; y ferritas en imanes permanentes, cabezales de grabación magnética, dispositivos de memoria, sensores de temperatura y partes de motores eléctricos.
- Carburos y nitruros. Los carburos (principalmente carburo de silicio y carburo de boro) se utilizan en aplicaciones de desgaste, mientras que los nitruros (principalmente nitruro de silicio y Sialon) se utilizan en aplicaciones de desgaste y herramientas de corte. El nitruro de aluminio, con su alta conductividad térmica, es el principal material de competencia para una parte del mercado de sustratos electrónicos actualmente dominado por la alúmina.
- Cerámica de óxidos mixtos. Los esfuerzos de investigación y desarrollo de la cerámica se centran en una serie de nuevas aplicaciones para la cerámica que tienen un enorme potencial. Tres aplicaciones importantes son: (1) superconductores cerámicos, (2) cerámica para celdas de combustible de óxido sólido y (3) componentes cerámicos para motores térmicos.
Los superconductores cerámicos se basan en varios sistemas de óxidos mixtos que incluyen itrio, bario, cobre, estroncio y cobre (YBa2Cu3O7 - 8, Bi2Sr2cacu2O8, Bi2Sr2Ca2Cu3O10) estabilizado con óxido de plomo. Las cerámicas de celdas de combustible de óxido sólido se basan en conductores iónicos en los que la circona estabilizada de alta pureza es actualmente el material de elección. Los componentes cerámicos del motor térmico que se están investigando están compuestos de carburo de silicio, Sialons y zirconia, ya sea como cerámicas monofásicas, compuestos cerámico-cerámicos o compuestos de matriz metálica (MMC).
Procesos de manufactura
Desarrollo de tecnología de fabricación.
Innovaciones de procesamiento. La actividad de investigación y desarrollo está generando nuevas tecnologías para la producción de materiales cerámicos. Se estimó que las cerámicas derivadas de precursores tenían un valor de mercado de 2 millones de dólares EE.UU. en 1989, la mayor parte del cual estaba en CVD (86% del valor total de mercado). Otros segmentos de este mercado en crecimiento incluyen la infiltración de vapor químico (CVI), sol-gel y pirólisis de polímeros. Los productos que se están produciendo con éxito por estos medios incluyen fibras cerámicas continuas, compuestos, membranas y polvos de ultra alta pureza/alta actividad.
Los procesos utilizados para convertir estas materias primas en productos terminados incluyen procesamiento adicional de polvo (p. ej., molienda y secado por aspersión) antes de formar formas verdes que luego se cuecen en condiciones controladas. Los procesos de formación incluyen prensado en matriz, prensado isostático, moldeado deslizante, moldeado en cinta, extrusión, moldeado por inyección, prensado en caliente, prensado isostático en caliente (HIP), CVD, etc.
Aditivos químicos para ayudar al procesamiento de cerámica. Cada paso del proceso de fabricación requiere un control cuidadoso para que las propiedades del producto final se obtengan con la máxima eficiencia de producción y se utilicen productos químicos de efecto clave para optimizar el tratamiento del polvo y la formación en verde. Los productos químicos de efecto incluyen auxiliares de molienda, floculantes y aglutinantes, lubricantes para efectuar la liberación del producto durante el prensado y minimizar el desgaste de las piezas del troquel, y plastificantes para ayudar en la extrusión y el moldeo por inyección. En la tabla 3 se muestra una lista de dichos productos químicos. Si bien estos materiales desempeñan un papel económico importante en la producción, se queman durante la cocción y no participan en la química del producto final. El proceso de quemado debe controlarse cuidadosamente para evitar el carbono residual en los productos terminados, y la investigación y el desarrollo de procesos están investigando continuamente formas de minimizar los niveles de productos químicos de efecto utilizados.
Tabla 3. Aditivos químicos seleccionados utilizados para optimizar el tratamiento en polvo y la formación en verde de cerámica
|
Material |
Aplicación o función |
|
Alcohol de polivinilo |
Aglomerante para cerámica avanzada |
|
Polietilenglicol |
Aglomerante para cerámica avanzada |
|
Poliacrilato de sodio |
Defloculante para colada en barbotina |
|
Polímero de amida terciaria |
Ligante para prensado en seco |
|
Almidón mezclado con aluminosilicato coloidal seco |
Aglutinante para formación al vacío |
|
Alúmina catiónica más floculante orgánico |
Aglutinante para formación al vacío |
|
Almidón de maíz catiónico pregelificado |
Floculante para aglutinante de sílice coloidal y alúmina |
|
Carboximetilcelulosa sódica de alta pureza |
Carpeta |
|
Silicato de aluminio y magnesio coloidal inorgánico |
Agente de suspensión |
|
Carboximetilcelulosa sódica de viscosidad media añadida a Veegum |
Suspensor, estabilizador de viscosidad |
|
polielectrolito de amonio |
Agente dispersante para barbotinas de fundición para cerámica electrónica |
|
polielectrolito de sodio |
Aglutinante de agente dispersante para cuerpos atomizados |
|
Celulosa microcristalina y carboximetilcelulosa sódica |
Agente espesante |
|
polisilazano |
Coadyuvante de procesamiento, aglutinante y precursor de cerámica avanzada |
Además de generar productos cerámicos y tecnologías de fabricación de cerámica para nuevas aplicaciones, no debe pasarse por alto la influencia de la industria cerámica avanzada en la industria cerámica tradicional. Se espera que muchos materiales y procesos de alta tecnología encuentren aplicación en la industria cerámica tradicional, ya que esta última se esfuerza por reducir los costos de fabricación, mejorar la calidad y brindar un mejor valor en el servicio al usuario final.
Materias primas
Existen determinados materiales clave que o bien son utilizados directamente por la industria cerámica o bien representan el punto de partida para la producción de materiales de valor añadido:
- sílice
- arcilla
- alúmina
- magnesia
- titania
- oxido de hierro
- circón/zirconio.
Esta discusión se centrará en las propiedades de la sílice, la alúmina y el zircón/zirconia.
Silica, además de su uso en refractarios y lozas blancas, también es el punto de partida en la fabricación de silicio elemental, carburo de silicio y tetracloruro de silicio. El silicio, a su vez, es el punto de partida del nitruro de silicio, y el tetracloruro de silicio es el precursor de una amplia gama de compuestos orgánicos de silicio que se pueden pirolizar en condiciones controladas para obtener carburo de silicio y nitruro de silicio de alta calidad.
El nitruro de silicio y sus derivados Sialon, así como el carburo de silicio, a pesar de su tendencia a oxidarse, tienen el potencial de cumplir muchos de los objetivos de propiedades establecidos por el mercado de motores térmicos. Una característica del sílice y de los materiales cerámicos que se derivan del sílice es que todos los elementos están fácilmente disponibles en la corteza terrestre. En este sentido, estos materiales ofrecen el potencial de facilidad de suministro en todas partes del mundo. En la práctica, sin embargo, se requiere una entrada de energía significativa para producir silicio y carburo de silicio. En consecuencia, la fabricación de estos materiales se limita en general a países con energía eléctrica barata y de fácil acceso.
Alúmina se encuentra en toda la corteza terrestre como componente de los minerales de aluminosilicato. La economía dicta que la alúmina se extraiga de la bauxita utilizando el proceso Bayer. La bauxita está muy extendida en el cinturón ecuatorial en diferentes estados de pureza y se divide en dos clasificaciones: mineral de grado refractario y mineral metalúrgico.
China y Guyana suministran bauxita de grado refractario como una calcina de alta temperatura del mineral natural: diáspora (Al2O3· H2O) en China y gibbsita (Al2O3· 3H2O) en Guayana. Durante la calcinación, un ensamblaje de fase compleja de corindón (Al2O3), se forma mullita, vidrio de sílice y niveles menores de titanato de aluminio. El consumo de bauxita de grado refractario supera las 700,000 toneladas anuales a nivel mundial.
La bauxita de grado metalúrgico se extrae en Australia, Jamaica y África occidental y tiene niveles variables de alúmina junto con importantes impurezas como óxido de hierro y sílice. La alúmina en los minerales metalúrgicos se extrae del mineral cuando se disuelve con hidróxido de sodio, lo que produce una solución de aluminato de sodio que se separa del óxido de hierro y la sílice, que se rechazan como producto de desecho en forma de lodo rojo. Esencialmente, el hidróxido de aluminio puro se precipita del aluminato de sodio y luego se calcina a varios grados de alúmina.
Las alúminas de alta pureza utilizadas en la industria cerámica y derivadas del proceso Bayer se clasifican como alúmina tabular, alúmina fundida o alúmina calcinada especial.
La alúmina tabular se produce mediante calcinación a alta temperatura (~2,000 °C o 3,630 °F) de alúmina calcinada a baja temperatura en grandes hornos rotatorios alimentados con aceite. La alúmina fundida se produce por fusión eléctrica de alúmina calcinada. La alúmina tabular y fundida se vende a la industria refractaria en forma triturada y graduada para su uso en una amplia gama de productos de alta calidad, como refractarios de colada continua (por ejemplo, con muescas de un solo borde o SEN/compuertas deslizantes), refractarios monolíticos para aplicación en altos hornos y en la industria petroquímica.
Los polvos de alúmina calcinada especiales son las principales materias primas utilizadas en la industria de la cerámica avanzada para aplicaciones electrónicas y de ingeniería. Los polvos se producen en una amplia gama de grados de acuerdo con las especificaciones exactas de química, tamaño de partícula y tipo de cristal, para adaptarse a una amplia gama de aplicaciones de productos finales.
Existe un comercio internacional establecido de alúminas de alta calidad. Muchos de los fabricantes de cerámica tienen instalaciones internas de molienda y secado por aspersión. Claramente existe una limitación al crecimiento en el suministro de sistemas de secado por aspersión y una necesidad continua de suministrar alúminas que coincidan con las plantas de los clientes para que el uso de estas últimas pueda optimizarse a un precio aceptable. La alúmina es un material cerámico significativo que está disponible con un alto grado de pureza. La posición dominante de la alúmina como materia prima cerámica surge porque tiene propiedades deseables a un costo relativamente bajo. Esta rentabilidad es atribuible a la naturaleza de producto básico del negocio que surge de la gran demanda de alúmina por parte de la industria del aluminio.
Circón y zirconio. La principal fuente de zirconio es el mineral zircón (ZrO2 SiO2), que existe en las arenas de las playas principalmente en Australia, Sudáfrica y Estados Unidos. El circón extraído de la arena de la playa contiene aproximadamente un 2 % de óxido de hafnio y trazas de Al.2O3 (0.5%), hierro2O3 (0.1%) y TiO2 (0.1%). Además, todos los circones contienen trazas de uranio y torio. El circón se procesa mediante molienda fina para producir una gama de productos molidos de tamaño de partícula definido. Estos productos han encontrado uso en fundición de inversión, fundiciones, productos refractarios y como opacificante en vidriados para artículos blancos.
El circón es también la principal fuente de zirconio. El circón se puede clorar en presencia de carbono para dar tetracloruros de circonio y silicio que luego se separan por destilación. El tetracloruro de zirconio producido se puede utilizar para preparar zirconio directamente o como materia prima para otros productos químicos de zirconio. La sinterización con óxidos alcalinos o alcalinotérreos también se utiliza para descomponer el circón. La sílice se lixivia con agua de los productos de descomposición, dejando que el hidróxido de zirconio se purifique aún más mediante disolución ácida y reprecipitación. Luego se obtiene zirconio calcinando el hidróxido. El zircón también se convierte en zirconio y sílice en un plasma a 1,800 °C (3,270 °F) con enfriamiento rápido para evitar la reasociación. La sílice libre se elimina por disolución en hidróxido de sodio. La zirconia fundida se produce en hornos de arco eléctrico a partir de materias primas de baddeleyita o zircón/carbono. En este último proceso, el componente de sílice del zircón se reduce carbotérmicamente a monóxido de silicio, que se volatiliza antes de la fusión del zirconio residual.
Resumen
La industria cerámica industrial es muy diversa y hay mucho procesamiento interno. Muchas de las operaciones finales de fabricación se realizan en atmósferas tipo fundición. Los sistemas de manejo de materiales en estas operaciones transportan materias primas finas donde el polvo puede ser un problema. Luego, los materiales se elevan a temperaturas muy altas y se derriten o fusionan en las formas necesarias para las piezas finales. Por lo tanto, muchos de los problemas de seguridad que existen en cualquier industria de alta temperatura también existen en la industria de la cerámica industrial.
Ladrillo y Azulejo
perfil general
Los ladrillos y tejas de arcilla se han utilizado como material de construcción desde tiempos remotos en muchas partes del mundo. Cuando se fabrican y cuecen correctamente, son más duraderas que algunas piedras, resistentes a la intemperie ya los grandes cambios de temperatura y humedad. El ladrillo es un rectángulo de tamaño estándar, que varía ligeramente de una región a otra, pero esencialmente conveniente para que un albañil lo manipule con una mano; las tejas son losas delgadas, planas o curvas; Las baldosas de arcilla también se pueden usar para pisos.
La industria del ladrillo está muy fragmentada. Hay muchos pequeños proveedores ubicados en todo el mundo. La fabricación de ladrillos tiende a involucrar proveedores y mercados locales debido al costo de envío del producto terminado. En 1994, había 218 plantas de fabricación de ladrillos en los Estados Unidos, y en 1992 el número de productores de productos de arcilla estructural en el Reino Unido figuraba en 182, por ejemplo. Los fabricantes de ladrillos generalmente se ubican cerca de los depósitos de arcilla para reducir el costo de envío de la materia prima.
En los Estados Unidos, los ladrillos se utilizan principalmente en la construcción residencial como material de carga o como material de fachada. Dado que la industria del ladrillo está estrechamente relacionada con la industria de la vivienda, la actividad manufacturera depende en gran medida de la industria de la construcción residencial y depende casi totalmente de la industria de la construcción residencial y no residencial combinada.
Procesos de manufactura
Materiales y procesamiento
El material básico es arcilla de varios tipos con mezclas de margas, esquistos y arena, según la oferta y las necesidades locales, para dar las propiedades requeridas de textura, plasticidad, regularidad y contracción, y color.
La extracción de arcilla ahora suele estar completamente mecanizada; la fabricación suele tener lugar junto al orificio de extracción, pero en grandes obras la arcilla se transporta a veces en patines sobre teleféricos. El procesamiento posterior de la arcilla varía según su constitución y el producto final, pero en general incluye trituración, molienda, cribado y mezcla. Consulte la figura 16 para ver una operación típica de fabricación de ladrillos.
Figura 16. La fabricación de ladrillos y tejas

La arcilla para los ladrillos cortados con alambre se rompe con rodillos; se agrega agua en un mezclador; la mezcla se vuelve a enrollar y luego se alimenta a través de un molino horizontal. A continuación, la arcilla plástica extruida se corta a medida en una mesa de corte de alambre. El material plástico semiseco y rígido se produce mediante laminación y cribado y luego se alimenta a prensas mecánicas. Algunos ladrillos todavía se moldean a mano.
Cuando se utilice material plástico, los ladrillos deben secarse al sol y al aire, o más frecuentemente en hornos regulados, antes de la cocción; los ladrillos hechos de plástico semiseco o rígido pueden cocerse inmediatamente. La cocción puede tener lugar en hornos circulares, a menudo alimentados a mano, o en hornos de túnel, alimentados mecánicamente. Los combustibles utilizados variarán según la disponibilidad local. Se aplica un esmalte de acabado a algunos ladrillos decorativos.
Refractarios
perfil general
Los materiales refractarios se consideran tradicionalmente como elementos no metálicos que resisten la degradación por gases, líquidos o sólidos corrosivos a temperaturas elevadas. Estos materiales deben resistir el choque térmico causado por un calentamiento o enfriamiento rápido, fallas atribuibles a tensiones térmicas, fatiga mecánica debido a que otro material entre en contacto con el propio refractario y el ataque químico activado por el entorno de alta temperatura. Estos materiales son necesarios para la fabricación de la mayoría de los productos cerámicos y se necesitan específicamente en hornos, secadores, hornos y piezas de motores que soportan altas temperaturas.
Los refractarios siguieron siendo casi exclusivamente de base mineral hasta bien entrado el siglo XX. Sin embargo, los tecnólogos expertos en mineralogía estaban prestando atención. Los metalúrgicos habían estado experimentando con prácticas de desescoriado ácido y básico desde la Edad Media y habían catalogado algunos de los beneficios de cada uno. Los artesanos refractarios habían experimentado en consecuencia con ganister, con otros minerales de sílice casi puros y con magnesita, un predominantemente MgCO3 mineral que fue calcinado a MgO. Cuando se inventó el convertidor siderúrgico Bessemer en 1856, que combinaba temperaturas de trabajo de más de 1,600 ºC con escoria ácida corrosiva, los refractarios de sílice “ácida” estaban prácticamente listos. Cuando el horno de solera abierta de Siemens siguió en 1857 a temperaturas aún más altas, y la fabricación de acero pasó en ambos casos a una escoria básica corrosiva, pronto se introdujeron los revestimientos de magnesita "básicos". Los refractarios básicos hechos de dolomita (MgO-CaO) se desarrollaron durante la Primera Guerra Mundial, cuando los aliados cortaron el suministro europeo de magnesita. Más tarde, con el desarrollo de otros recursos minerales en todo el mundo, la magnesita se reafirmó.
Tabla 4. Uso de refractarios por industria en los Estados Unidos
|
Industria |
Porcentaje de las ventas totales en EE. UU. |
|
Hierro y acero |
51.6 |
|
Metales no ferrosos |
7.5 |
|
Cemento |
4.9 |
|
Cristal |
5.1 |
|
Cerámicas |
9.7 |
|
Química y petróleo |
2.1 |
|
Utilidades Publicas |
0.9 |
|
Exportar |
7.4 |
|
Todos los demás y no especificados |
10.8 |
Mientras tanto, los ladrillos de carbono aglomerado se produjeron en el Reino Unido a partir de 1863 y finalmente llegaron al alto horno de fundición de hierro a medida que sus temperaturas de trabajo subían aún más. También entraron rápidamente en las celdas de Hall-Héroult para la producción de aluminio (1886).
La cal se había hecho durante unos 5,000 años usando hornos de arcilla y luego de ladrillos refractarios. La fabricación de cemento Portland primero requirió un refractario innovador cuando se introdujeron los hornos rotatorios después de 1877. Los primeros revestimientos resistentes estaban hechos de clínker de cemento aglomerado con cemento. Más tarde, los refractarios comerciales más duraderos regresaron a esta industria.
Los hornos recuperativos y regenerativos, que se originaron en la recién nacida fabricación de acero en la década de 1850, se introdujeron en la metalurgia no ferrosa y la fabricación de vidrio a fines del siglo XIX. Los refractarios de arcilla refractaria también tuvieron que ser reemplazados allí. Los revestimientos de magnesita se utilizaron en convertidores de cobre desde 19 y en los primeros tanques de vidrio modernos unos 1909 años después. Los hornos de arco eléctrico se probaron por primera vez para la fabricación de acero en 10 y se volvieron comunes después de 1853. Una unidad de aproximadamente 1990 toneladas instalada en los Estados Unidos en 100 empleaba un revestimiento de magnesita.
Los hornos de arco trifásico ya existían antes de 1950; solo entonces surgieron serias demandas de refractarios más sofisticados. Al mismo tiempo, se introdujo el soplado de oxígeno en los hornos Bessemer y de hogar abierto en la década de 1940. El horno de oxígeno básico (BOF) literalmente se hizo cargo de la fabricación de acero a fines de la década de 1950. El soplado de oxígeno, por su gran importancia económica, impulsó a la industria refractaria por primera vez a introducir materiales sintéticos en sus productos a una escala significativa.
Propiedades de los materiales refractarios
Las propiedades que caracterizan a los materiales refractarios de calidad dependen de la naturaleza de la aplicación. El aspecto más importante de los materiales se conoce como "refractariedad". Este término se refiere al punto en el que la muestra comienza a ablandarse (o derretirse). Por lo general, los refractarios no tienen un punto de fusión específico; la transición de fase se produce en un rango de temperaturas en un fenómeno llamado ablandamiento. Esta característica a menudo se cuantifica con un equivalente de cono pirométrico (PCE), que es una medida del contenido de calor medido por el hundimiento de un cono durante el ciclo térmico.
Una propiedad relacionada, ya menudo más útil, es la temperatura de falla bajo carga. Los refractarios a menudo fallan bajo carga a temperaturas mucho menores que la temperatura que corresponde al PCE. Al obtener un valor para este parámetro, el refractario se somete a una carga conocida y posteriormente se calienta. Se informa la temperatura a la que se produce el hundimiento o la deformación general. Esto es de gran interés porque el valor se usa para predecir las propiedades mecánicas durante el uso del refractario. La capacidad de carga de los materiales refractarios es directamente proporcional a la cantidad de viscosidad del vidrio presente.Otro factor que es esencial para comprender el desempeño de un refractario es la estabilidad dimensional. A lo largo del uso industrial, los materiales refractarios están sujetos a ciclos de calentamiento/enfriamiento, lo que hace que las unidades refractarias se expandan o se contraigan. Grandes cambios en las dimensiones reducirán la estabilidad y, en última instancia, pueden conducir a la falla de la estructura basada en el refractario.
Un fenómeno relacionado comúnmente observado con los materiales refractarios es el desconchado. El desconchado generalmente se considera fractura, división o descamación del refractario, lo que resulta en la exposición de la masa interna del material. El desconchado generalmente se produce por gradientes de temperatura dentro del material, compresión en la estructura debido a cargas de gran volumen y variaciones del coeficiente de expansión térmica dentro del ladrillo. En la fabricación de refractarios se hace todo lo posible para evitar el desconchado porque reduce la eficacia del refractario.
Los refractarios tienen aplicación en una amplia variedad de aplicaciones industriales que van desde un uso extensivo en la industria del hierro y el acero hasta usos de bajo volumen en las industrias del cemento y de servicios públicos. Básicamente, los refractarios se utilizan en cualquier industria donde se utilizan altas temperaturas para calentar y secar o incinerar material. La Tabla 4 proporciona un desglose actual por industria del uso de refractarios dentro de los Estados Unidos.
Como se muestra en la tabla 4, la industria del acero es el área donde se utiliza más del 50% del refractario producido en los EE. UU. Por lo tanto, las necesidades de la industria del acero han impulsado en gran medida los desarrollos refractarios que se han producido.
refractarios modernos
La cerámica había crecido sustancialmente desde el oficio hasta la ciencia aplicada. La American Ceramic Society se fundó en 1899, la British Ceramic Society en 1901. Los diagramas de fase de óxido comenzaron a aparecer en la literatura en la década de 1920. Las técnicas de petrografía estaban bien desarrolladas y los mecanismos detallados de degradación y desgaste del refractario comenzaban a comprenderse. Los productores estadounidenses de refractarios se habían reorganizado y consolidado en gran medida y eran capaces de realizar sus propias investigaciones. Las herramientas de síntesis refractaria y los instrumentos de investigación florecían.
Los carbones industriales sintéticos, por supuesto, no eran nuevos. El coque se fabricó comercialmente por primera vez a partir del carbón en la década de 1860 y poco después a partir del petróleo. El grafito sintético y el carburo de silicio aparecieron casi simultáneamente a principios de siglo, tras la invención de Acheson del horno eléctrico calentado por resistencia propia en 1896. Estos productos, con propiedades muy diferentes a las de los óxidos, estimularon rápidamente sus propios usos y mercados.
Alúmina sintética, Al2O3, había estado disponible desde que el proceso Bayer comenzó a alimentar la producción de aluminio alrededor de 1888. La magnesia sintética (MgO) se fabricó por primera vez a partir de agua de mar en el Reino Unido en 1937 y en los Estados Unidos en 1942, estimulada por las necesidades de magnesio durante la guerra. La zirconia estaba disponible, también impulsada por los militares. La cal había sido un producto importante durante mucho tiempo. Una gran cantidad de otros productos químicos estaban disponibles para su consideración como componentes refractarios o como aditivos menores y agentes de unión. El único componente importante de los refractarios de óxido que en su mayor parte ha resistido el reemplazo por materiales sintéticos es la sílice (SiO2) Las rocas y arenas de sílice de alta pureza abundan y se utilizan en esta industria, así como en la formulación de vidrio.
El uso de materiales sintéticos en la fabricación de refractarios ha sido de gran ayuda; pero las materias primas minerales de ninguna manera han sido desplazadas. Los sintéticos cuestan más, y ese costo debe justificarse. Algunos materiales sintéticos crean problemas graves en el procesamiento refractario y se deben encontrar nuevas formas de superarlos. Los resultados óptimos a menudo se han logrado mediante combinaciones de materias primas sintéticas y minerales, junto con aportes creativos en su procesamiento.
Se habían utilizado mezclas de arcilla con carbón para revestir crisoles y cucharones desde que se vertió el hierro por primera vez; y los ladrillos de sílice que contenían carbono se fabricaron en Francia en la década de 1860. Desde 1960 tanto las técnicas como las composiciones han cambiado drásticamente. El uso de refractarios de óxido que contienen carbono se ha multiplicado, comenzando con MgO+C. El primer impulso real puede haber sido proporcionado por el BOF; pero hoy en día casi no hay ningún tipo de refractario de óxido avanzado que no se pueda obtener con o sin carbono agregado o un precursor de carbono para un rendimiento superior en aplicaciones específicas.
Grano o agregado refractario fundido por arco se había fabricado desde principios de 1900, y los ladrillos refractarios fundidos fundidos de varias composiciones siguieron en los años veinte y treinta, en particular de mullita, alúmina, magnesia-alúmina-sílice y alúmina-zirconia-sílice. La mayoría de las veces, estos productos estaban hechos completamente de materias primas minerales.
De hecho, los refractarios a base de minerales siguen siendo hoy en día un componente importante del menú de productos. En general, son más baratos, a menudo funcionan admirablemente y todavía hay muchas aplicaciones de menor demanda, así como aquellas de demanda crítica para los más altos niveles de refractariedad y resistencia a la corrosión.
industria refractaria
Los refractarios se encontrarán en uso en muchas industrias para revestir calderas, hornos y hornos de todo tipo, pero el mayor porcentaje se usa en la fabricación de metales. En la industria del acero, un horno alto típico o de hogar abierto puede utilizar muchos tipos diferentes de refractarios, algunos hechos de sílice, algunos de cromo y/o magnesita y otros de arcilla refractaria.
También se utilizan cantidades mucho menores en las siguientes industrias: gas, coque y subproductos; plantas generadoras de energía; productos químicos; hornos y estufas para hornear; cemento y cal; cerámica; vaso; esmaltes y vidriados; locomotoras y barcos; reactores nucleares; Refinerías de petroleo; eliminación de basura (incineradores).
Procesos de manufactura
El tipo de refractario que se utiliza en cualquier aplicación en particular depende de los requisitos críticos del proceso. Por ejemplo, los procesos que exigen resistencia a la corrosión gaseosa o líquida requieren baja porosidad, alta resistencia física y resistencia a la abrasión. Las condiciones que exigen baja conductividad térmica pueden requerir refractarios completamente diferentes. De hecho, generalmente se emplean combinaciones de varios refractarios. No existe una línea de demarcación bien establecida entre los materiales que son y los que no son refractarios, aunque la capacidad de soportar temperaturas superiores a 1,100 °C sin ablandarse se ha citado como un requisito práctico de los materiales refractarios industriales.
Los objetivos técnicos de la fabricación de un refractario determinado se materializan en sus propiedades y rendimiento en una aplicación prevista. Las herramientas de fabricación consisten en elecciones entre materias primas y entre métodos y parámetros de procesamiento. Los requisitos de fabricación tienen que ver con las características de la composición de la fase y la microestructura, denominadas colectivamente carácter del material, que se desarrollan a través del procesamiento y son responsables de las propiedades y el comportamiento del producto.
Materias primas
En el pasado, las materias primas refractarias se seleccionaban de una variedad de depósitos disponibles y se usaban como minerales extraídos. La minería selectiva produjo materiales con las propiedades deseadas, y solo en casos de materias primas costosas, como la magnesita, se requirió un proceso de beneficio. Hoy en día, sin embargo, las materias primas naturales de alta pureza tienen una demanda cada vez mayor, al igual que el grano refractario preparado sintéticamente a partir de combinaciones de materias primas beneficiadas y de alta pureza. El material producido al quemar minerales crudos extraídos o mezclas sintéticas se denomina grano, clinker, co-clinker o grog.
Los refractarios suelen clasificarse en cuatro tipos: aluminosilicato, sílice (o ácido), básicos y misceláneos.
Los materiales generalmente utilizados en los cuatro tipos de refractarios incluyen:
- refractarios de aluminosilicato. Las arcillas refractarias consisten principalmente en el mineral caolinita [CAS 1318-74-7] (Al203 2 SiO2 2H2O) con pequeñas cantidades de otros minerales arcillosos, cuarcita, óxido de hierro, titania e impurezas alcalinas. Las arcillas se pueden utilizar en estado bruto o después de ser calcinadas. Las arcillas crudas pueden ser de tamaño grueso o molidas finamente para incorporarlas en una mezcla refractaria. Algunos caolines de alta pureza se mezclan, clasifican, secan y flotan con aire para lograr una calidad alta y constante. Las arcillas clasificadas también se pueden mezclar y extruir o peletizar y luego calcinar para producir grog caolinítico sintético quemado, o se puede quemar caolinita cruda triturada en trozos grandes para producir grog. Al calcinarse o quemarse, la caolinita se descompone en mullita y un vidrio silíceo que incorpora impurezas minerales asociadas con el depósito de arcilla (p. ej., cuarcita, óxido de hierro, titania y álcalis) y se consolida en grog granular denso y duro a altas temperaturas.
- refractarios de sílice o ácido utilizar principalmente sílice en forma de cuarcita triturada y molida (ganister) (92 a 98 %), a la que se añade una sustancia aglutinante adecuada, como la cal (CaO). Los ladrillos de sílice generalmente se calientan dos veces porque se expanden cuando se calientan (los ladrillos de arcilla refractaria se contraen), y es deseable que la expansión se complete antes de construir la pared o el revestimiento.
- refractarios basicos use dolomita, magnesita (MgO), óxido de cromo, hierro y aluminio.
- Varios refractarios. De la gran variedad de materiales que se utilizan actualmente, los más comunes son los carburos como el carburo de silicio, el grafito, la alúmina, la berilio, la toria, el óxido de uranio, el asbesto y el óxido de circonio.
Se han producido varias revoluciones en la industria. En estas revoluciones se incluyen métodos mecanizados adicionales para manejar sólidos de tonelaje, mayores capacidades y automatización de equipos y técnicas de procesamiento para la rápida adquisición y análisis de datos de control en proceso. Estos avances han transformado la práctica de fabricación de refractarios.
La Figura 17 ilustra cómo se fabrican los diferentes tipos de refractarios. La figura está dibujada en estilo de "árbol de decisión" con las ramas divergentes marcadas con números para su identificación. Existen varios caminos, cada uno de los cuales produce un tipo particular de producto refractario.
Figura 17. Diagrama de flujo de fabricación de refractarios
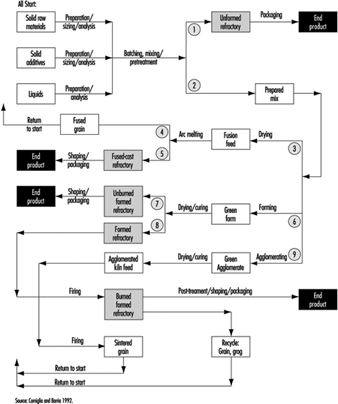
Estos diagramas de flujo genéricos representan miles de procesos específicos, diferenciados, por ejemplo, por sus listas de materias primas, la forma de preparación y el tamaño y dosificación (es decir, la cantidad pesada) de cada uno, la secuencia y forma de mezcla, etc. Se permiten omisiones; por ejemplo, algunos refractarios no formados se mezclan en seco y nunca se humedecen hasta la instalación.
Los refractarios o productos pueden preformarse (moldearse) o formarse e instalarse en el sitio, pero en general se suministran en las siguientes formas:
Ladrillo. Las dimensiones estándar de un ladrillo refractario son 23 cm de largo por 11.4 cm de ancho y 6.4 cm de espesor (ladrillo recto). Los ladrillos se pueden extruir o prensar en seco en prensas mecánicas o hidráulicas. Las formas formadas pueden quemarse antes de su uso o, en el caso de la brea, la resina o el ladrillo aglomerado químicamente (curado).
Formas fundidas por fusión. Las composiciones refractarias se funden por arco y se moldean en formas (por ejemplo, bloques de fundente de tanque de vidrio tan grandes como 0.33, 0.66, 1.33 m). Después de la fundición y el recocido, los bloques se muelen con precisión para garantizar un ajuste preciso.
Refractarios fundidos y moldeados a mano. Las formas grandes, como bloques de quemadores y bloques de fundente, y formas intrincadas, como piezas de alimentadores de vidrio, pandeos y similares, se producen mediante técnicas de moldeo a mano o colada con cemento hidráulico o en barbotina. Debido a que estas técnicas requieren mucha mano de obra, se reservan para artículos que no pueden formarse satisfactoriamente de otras formas.
refractarios aislantes. Los refractarios aislantes en forma de ladrillo son mucho más ligeros que el ladrillo convencional de la misma composición en virtud de la porosidad del ladrillo.
Castables y mezclas para gunitar. Los moldeables consisten en granos refractarios a los que se les agrega un ligante hidráulico. Al mezclarse con agua, el agente hidráulico reacciona y une la masa. Las mezclas para gunitar están diseñadas para ser rociadas a través de una boquilla bajo presión de agua y aire. La mezcla puede diluirse antes de dispararse a través de la pistola o mezclarse con agua en la boquilla.
Refractarios de plástico y mezclas de apisonamiento. Los refractarios plásticos son mezclas de granos refractarios y arcillas plásticas o plastificantes con agua. Las mezclas apisonadoras pueden o no contener arcilla y generalmente se usan con formas. La cantidad de agua utilizada con estos productos varía pero se mantiene al mínimo.
Riesgos laborales y precauciones
La Tabla 5 proporciona información sobre muchos de los peligros potenciales que se encuentran en este sector industrial.
Tabla 5. Peligros potenciales para la salud y la seguridad encontrados durante la fabricación de vidrio, cerámica y materiales relacionados
|
Peligros |
Usos o fuentes de exposición |
Efectos potenciales (peligros físicos |
Precauciones o estrategias de control |
|
Estresores ergonómicos; riesgos biomecánicos |
Sobreesfuerzo debido a prácticas de manejo manual de materiales y fuerza excesiva, mala postura, alta frecuencia/duración de tareas que involucran levantar, empujar o jalar |
Esguinces, esguinces y lesiones musculares esqueléticas en la espalda, extremidades superiores e inferiores El cansancio físico y mental excesivo puede provocar errores que den lugar a incidentes secundarios |
|
|
Peligros físicos |
Atrapado o golpeado por o contra equipo fijo o móvil Resbalones, tropiezos y caídas en superficies para caminar y trabajar, mangueras y otros equipos, herramientas o materiales |
Abrasiones, cortes, contusiones, laceraciones, pinchazos, fracturas, amputaciones |
|
|
ruido |
Vibradores neumáticos, compresores, actuadores de válvulas, motores impulsores de mezcla, sopladores y colectores de polvo, transportadores, vehículos industriales motorizados, equipos de envasado y procesos mecanizados, etc. |
Pérdida de audición ocupacional, dificultad de comunicación y estrés |
|
|
Calor radiante, ambientes de trabajo de alta temperatura |
Procesos de calentamiento o fusión durante actividades de mantenimiento o respuesta a emergencias |
Tensión fisiológica, estrés por calor o quemaduras térmicas |
|
|
Inhalación de partículas suspendidas en el aire de materias primas, como sílice cristalina, arcilla, cal, óxido de hierro, polvos molestos |
Manipulación de materias primas y durante la producción. Exposiciones durante actividades de mantenimiento de rutina, demolición y durante actividades de construcción o reconstrucción Las exposiciones pueden ocurrir por equipos sin ventilación o por fugas o sellos deficientes en puntos de transferencia, tolvas, transportadores, elevadores, pantallas, tamices, equipos de mezclado, máquinas trituradoras o trituradoras, depósitos de almacenamiento, válvulas, tuberías, hornos de secado o curado, operaciones de moldeado. , etc. Las materias primas son extremadamente abrasivas y provocan el deterioro de los componentes del sistema de transferencia o almacenamiento en los procesos de fabricación. La falta de mantenimiento de cámaras de filtros, depuradores o colectores de polvo y el uso de aire comprimido para actividades de limpieza aumenta el riesgo de sobreexposición Los procesos de calentamiento intenso pueden dar lugar a la exposición a las formas más peligrosas de sílice (cristobalita o tridimita) |
Van desde irritación (partículas molestas) hasta quemaduras químicas (cal quemada u otras materias primas alcalinas) y efectos crónicos como disminución de la función pulmonar, enfermedad pulmonar, neumoconiosis, silicosis, tuberculosis |
|
|
Laceraciones, abrasiones o cuerpos extraños; contacto con fragmentos u objetos afilados de vidrio, cerámica o cerámica |
Los fragmentos de vidrio, cerámica u otros fragmentos que salgan volando pueden causar heridas penetrantes y lesiones oculares graves. Existe un riesgo especial cuando el vidrio templado “explota” durante la fabricación Contacto directo con vidrio u otros filamentos, especialmente en la formación o bobinado en operaciones de producción y revestimiento de filamentos continuos Operaciones de trefilado en la fabricación de fibra óptica |
Heridas punzantes, laceraciones o abrasiones de la piel y tejidos blandos (tendones, ligamentos, nervios, músculos) y cuerpos extraños en el ojo Riesgos de infecciones secundarias graves o exposiciones dérmicas a materiales corrosivos o tóxicos |
|
|
Laceraciones de herramientas manuales |
Las navajas de afeitar, los cuchillos para dedos, los cuchillos para desperdicios de vidrio u otras herramientas manuales afiladas se usan comúnmente en las áreas de producción, empaque y almacenamiento o durante las actividades de mantenimiento. |
Cortes en dedos o manos y en las extremidades inferiores (piernas) |
|
|
Partículas o humos de metales pesados (plomo, cadmio, cromo, arsénico, cobre, níquel, cobalto, manganeso o estaño) |
Como materias primas o impurezas en esmaltes, fórmulas de productos, pigmentos, agentes colorantes, películas o recubrimientos Actividades de mantenimiento y construcción que involucran soldadura, corte, soldadura y aplicación/remoción de recubrimientos protectores Esmerilar, cortar, soldar, taladrar o dar forma a piezas metálicas fabricadas, miembros estructurales o maquinaria (p. ej., bloques refractarios o aleaciones de alta temperatura) que son componentes de procesos de fabricación |
Toxicidad de metales pesados |
|
|
Formaldehído por inhalación o contacto directo |
Componente de ligantes y aprestos en la industria de fibras vítreas Exposiciones potenciales durante la mezcla de aglutinantes o colas, y durante la producción |
Irritación sensorial e irritación de las vías respiratorias. Probable carcinógeno humano |
|
|
Bases (hidróxido de sodio) o ácidos (ácido clorhídrico, ácido sulfúrico, ácido fluorhídrico) |
Tratamiento de agua de proceso, agua de caldera o aguas residuales y control de pH Procesos de limpieza o grabado ácido con ácido fluorhídrico |
Corrosivo para la piel o los ojos. Irritante de vías respiratorias y mucosas El ácido fluorhídrico provoca quemaduras graves en las espinillas que pueden pasar desapercibidas durante horas |
|
|
Epoxis, acrilatos y uretanos (pueden contener solventes como xileno, tolueno, etc.) |
Ingredientes en resinas, aprestos, aglutinantes y recubrimientos utilizados en la producción Productos de mantenimiento |
Sensibilizantes potenciales para la piel o el tracto respiratorio Algunos epóxicos contienen epiclorhidrina sin reaccionar, un carcinógeno sospechoso Algunos uretanos contienen diisocianato de tolueno sin reaccionar, un carcinógeno sospechoso Curadores de amina utilizados en algunos sistemas: irritantes o corrosivos Peligro de inflamabilidad |
|
|
Estireno |
Resinas de poliéster que contienen estireno, ingredientes de apresto |
Irritante para los ojos, piel, vías respiratorias; efectos sobre el sistema nervioso central (SNC) y los órganos diana posible carcinógeno Peligro de inflamabilidad |
|
|
Silanos |
Promotores de adhesión añadidos a aprestos, aglomerantes o revestimientos. Puede hidrolizarse para liberar etanol, metanol, butanol u otros alcoholes |
Irritante para los ojos, la piel y el sistema respiratorio; posibles efectos sobre el SNC. Las salpicaduras en los ojos pueden causar daños permanentes. Peligro de inflamabilidad |
|
|
látex |
Zonas de mezcla de aprestos o ligantes, revestimientos y algunos productos de mantenimiento |
Irritante para la piel y los ojos. Algunos pueden contener formaldehído u otros biocidas y/o disolventes. |
|
|
Catalizadores y aceleradores |
Agregado a resinas o aglomerantes para curado en producción y/o para algunos productos de mantenimiento |
Irritantes o corrosivos para la piel o los ojos. Algunos son altamente reactivos y sensibles a la temperatura. |
|
|
Disolventes de hidrocarburos y/o disolventes clorados |
Talleres de mantenimiento y operaciones de limpieza de piezas. |
Varios: irritación, dermatitis química, efectos sobre el SNC. Los solventes no clorados pueden ser inflamables El solvente clorado puede descomponerse si se quema o calienta |
|
|
Propano, gas natural, gasolina, fuel oil |
Combustibles para calor de proceso Combustibles para vehículos industriales motorizados |
Riesgos de incendio y explosión Exposición a monóxido de carbono u otros productos de combustión incompleta |
|
|
Inhalación de bioaerosoles |
Aerosoles que contienen bacterias, mohos u hongos generados por procesos de rociado o agua de enfriamiento en procesos de humidificación, torres de enfriamiento, sistemas de ventilación, actividades de limpieza en húmedo |
Enfermedad transmitida por el agua con síntomas sistémicos no específicos parecidos a la gripe, fatiga Potencial de dermatitis |
|
|
Fibra de vidrio, fibra de lana mineral, fibras cerámicas refractarias |
En los procesos de fabricación, incluida la formación de fibras, el curado térmico, el corte o el cubo, el bobinado, el envasado y la fabricación. En el uso de materiales fibrosos como componente de hornos, conductos y equipos de proceso |
Las fibras no respirables pueden causar irritación mecánica en la piel o los ojos. Las fibras respirables pueden causar irritación en los ojos, la piel y las vías respiratorias. Las fibras duraderas han causado fibrosis y tumores en estudios con animales. |
|
Problemas de seguridad y salud y patrones de enfermedad
Esta sección proporciona una descripción general de los problemas de seguridad y salud documentados o sospechados en toda la industria. Los datos internacionales sobre lesiones y enfermedades en este sector empresarial no se localizaron en búsquedas bibliográficas y búsquedas en Internet (en 1997). La información recopilada por el Departamento de Trabajo de EE. UU., la Administración de Salud y Seguridad Ocupacional (OSHA) y la Oficina de Estadísticas Laborales (BLS) se utilizó para identificar peligros comunes en el lugar de trabajo y para describir las características de lesiones y enfermedades. Estos datos deberían ser representativos de la situación mundial.
Peligros detectados durante las inspecciones
Las inspecciones de cumplimiento normativo de las empresas de fabricación de productos de piedra, arcilla, vidrio y hormigón (Clasificación Industrial Estándar (SIC) Código 32, equivalente al Código CIIU 36) revelan algunos de los peligros comunes en este sector. Las citaciones de cumplimiento normativo emitidas por OSHA indican que los problemas comunes de salud y seguridad se pueden agrupar de la siguiente manera:
- comunicación peligrosa de los peligros físicos y para la salud de las sustancias químicas en el lugar de trabajo
- control de energía peligrosa—procedimientos de bloqueo y etiquetado para controlar actividades alrededor de maquinaria o equipo donde la activación o liberación inesperada de energía almacenada podría causar lesiones. La energía peligrosa incluye radiación eléctrica, mecánica, hidráulica, neumática, química, térmica y otras fuentes.
- seguridad ELECTRICA, incluido el diseño de equipos o sistemas eléctricos, métodos de cableado, prácticas de trabajo seguras y capacitación
- permiso requerido entrada a espacios confinados—procedimientos de identificación, evaluación y entrada segura
- equipo de protección personal—evaluaciones, selección y uso de protección para los ojos, la cara, las manos, los pies y la cabeza
- protección de máquinas, equipos y herramientas para proteger a los operadores y trabajadores adyacentes de peligros en el punto de operación, puntos de contacto entrantes y de piezas giratorias, astillas o chispas; incluye maquinaria fija, maquinaria portátil y herramientas eléctricas portátiles, y ajuste de protecciones y apoyos de trabajo en maquinaria de ruedas abrasivas (amoladoras) (ver figura 18)
Figura 18. La protección de la máquina protege a los operadores

- protección respiratoria—selección, uso, mantenimiento, capacitación, autorización médica y prueba de ajuste de los respiradores
- exposición al ruido ocupacional—control de exposiciones mediante ingeniería, administración o protección auditiva e implementación de programas de conservación auditiva
- prevención de incendios y preparación y respuesta ante emergencias, incluidos extintores de incendios, rutas de escape, planes y almacenamiento o uso de materiales inflamables/combustibles
- superficies para caminar y trabajar, incluida la protección de aberturas y agujeros en pisos y paredes; limpieza interna; y mantener los pasillos y pasillos libres de condiciones que presenten peligros de resbalones, tropiezos o caídas (consulte la figura 19)
Figura 19. Riesgos de tropiezos y resbalones

- vehículos industriales motorizados—diseño, mantenimiento, uso y otros requisitos de seguridad para carretillas elevadoras, carretillas de plataforma, tractores, carretillas de mano motorizadas u otras carretillas industriales especializadas propulsadas por motores eléctricos o motores de combustión interna
- escaleras fijas y portátiles, escaleras y andamios—diseño, inspección o mantenimiento y uso seguro
- protección contra caídas—uso de sistemas de restricción de caídas y equipo de detención para trabajos elevados
- corte y soldadura—uso y procedimientos seguros para oxígeno/acetileno o gas combustible o equipo de soldadura o corte por arco
- Equipo de manejo de materiales—incluidos puentes grúa y grúas pórtico, montacargas, cadenas y eslingas
- control de la exposición a sustancias tóxicas o peligrosas, incluidos los contaminantes del aire o los productos químicos regulados específicamente (por ejemplo, sílice, plomo, asbesto, formaldehído, cadmio o arsénico).
Perfil de lesiones y enfermedades
Tasas de incidencia de enfermedades por lesiones
Según los registros del Departamento de Trabajo de EE. UU., los fabricantes de productos de piedra, arcilla y vidrio (SIC 32) tienen una tasa de incidencia total "registrable" de lesiones y enfermedades ocupacionales no fatales de 13.2 casos por cada 100 trabajadores de tiempo completo por año. Esta tasa de incidencia es más alta que las tasas correspondientes para toda la manufactura (12.2) y toda la industria privada (8.4). Alrededor del 51% de los casos de "lesiones registrables" en el sector de fabricación de productos de piedra, arcilla y vidrio no resultan en días de trabajo perdidos (tiempo fuera del trabajo).
Las tasas de incidencia del “caso total de días de trabajo perdidos” basadas en la cantidad de lesiones o enfermedades incapacitantes que dan como resultado que un trabajador pierda días de trabajo por cada 100 trabajadores de tiempo completo también están disponibles en el Departamento de Trabajo de EE. UU. La tasa de incidencia de días de trabajo perdidos totales incluye los casos en los que se pierden días de trabajo y el trabajador no es capaz de realizar todo el alcance del trabajo (restringido o ligero). Los fabricantes de productos de piedra, arcilla y vidrio tienen una tasa de incidencia total de días de trabajo perdidos de 6.5 casos por cada 100 trabajadores por año. Esto es más alto que las tasas correspondientes para toda la manufactura (5.5) y para toda la industria privada (3.8). Alrededor del 93% de los casos de días de trabajo perdidos en el sector de fabricación de productos de piedra, arcilla y vidrio se deben a lesiones más que a enfermedades profesionales.
La Tabla 6 presenta información más detallada sobre las tasas de incidencia de lesiones y enfermedades (combinadas) o lesiones (solo) para varios tipos de procesos de fabricación dentro del sector de fabricación de productos de piedra, arcilla y vidrio (Código SIC 32). Las tasas de incidencia y la demografía pueden no ser representativas de la información global, pero es la información más completa disponible.
Tabla 6. Tasas de incidencia de lesiones y enfermedades ocupacionales no fatales1 por cada 100 trabajadores a tiempo completo para empresas estadounidenses en el Código SIC 32, industria privada y manufactura, 1994
|
Industria |
Código SIC2 |
Empleo promedio anual de 19943 (miles) |
Lesiones y Enfermedades |
lesiones |
||||||
|
Casos de días de trabajo perdidos |
Casos de días de trabajo perdidos |
|||||||||
|
Casos totales |
Total4 |
Con días fuera del trabajo |
Casos sin días de trabajo perdidos |
Casos totales |
Total5 |
Con días fuera del trabajo5 |
Casos sin días de trabajo perdidos |
|||
|
Industria privada, todos |
95,449.3 |
8.4 |
3.8 |
2.8 |
4.6 |
7.7 |
3.5 |
2.6 |
4.2 |
|
|
fabricación, todo |
18,303.0 |
12.2 |
5.5 |
3.2 |
6.8 |
10.4 |
4.7 |
2.9 |
5.7 |
|
|
Productos de piedra, arcilla y vidrio |
32 |
532.5 |
13.2 |
6.5 |
4.3 |
6.7 |
12.3 |
6.1 |
4.1 |
6.2 |
|
Vidrio plano |
321 |
15.0 |
21.3 |
6.6 |
3.1 |
14.7 |
17.3 |
5.2 |
2.6 |
12.1 |
|
Vidrio y sus manufacturas, prensados |
322 |
76.8 |
12.5 |
6.0 |
3.0 |
6.5 |
11.3 |
5.5 |
2.8 |
5.8 |
|
Contenedores de vidrio |
3221 |
33.1 |
14.1 |
6.9 |
3.4 |
7.2 |
13.2 |
6.5 |
3.2 |
6.7 |
|
Vidrio prensado y soplado, ncop |
3229 |
43.7 |
11.3 |
5.4 |
2.8 |
5.9 |
9.8 |
4.8 |
2.4 |
5.1 |
|
Productos de vidrio comprado |
323 |
60.7 |
14.1 |
6.1 |
3.1 |
8.0 |
12.7 |
5.4 |
2.9 |
7.4 |
|
Productos de arcilla estructural |
325 |
32.4 |
14.1 |
7.7 |
4.2 |
6.5 |
13.1 |
7.2 |
4.0 |
5.9 |
|
Ladrillo y teja de barro estructural |
3251 |
- |
15.5 |
8.4 |
5.1 |
7.1 |
14.8 |
7.9 |
5.0 |
6.9 |
|
refractarios de arcilla |
3255 |
- |
16.0 |
9.3 |
4.7 |
6.8 |
15.6 |
9.3 |
4.7 |
6.4 |
|
Cerámica y productos relacionados |
326 |
40.8 |
13.6 |
6.8 |
3.8 |
6.8 |
12.2 |
6.1 |
3.5 |
6.1 |
|
Accesorios de plomería vítreos |
3261 |
- |
17.8 |
10.0 |
3.8 |
7.8 |
16.1 |
9.0 |
3.5 |
7.1 |
|
Mesa de porcelana vitrificada y |
3262 |
- |
12.8 |
6.3 |
4.4 |
6.5 |
11.0 |
5.6 |
3.8 |
5.5 |
|
Suministros eléctricos de porcelana |
3264 |
- |
11.3 |
5.8 |
3.7 |
5.6 |
9.8 |
5.0 |
3.4 |
4.8 |
|
Productos de alfarería, ncop |
3269 |
- |
12.6 |
5.6 |
3.7 |
7.1 |
11.6 |
5.0 |
3.5 |
6.6 |
|
Concreto, yeso y yeso |
327 |
198.3 |
13.4 |
7.0 |
5.6 |
6.4 |
13.0 |
6.9 |
5.5 |
6.2 |
|
bloque de hormigón y ladrillo |
3271 |
17.1 |
14.5 |
7.8 |
6.8 |
6.8 |
14.0 |
7.7 |
6.7 |
6.2 |
|
Productos de hormigón, ncop |
3272 |
65.6 |
17.7 |
9.8 |
7.0 |
7.9 |
17.1 |
9.5 |
6.8 |
7.6 |
|
Concreto premezclado |
3273 |
98.8 |
11.6 |
6.0 |
5.3 |
5.6 |
11.5 |
6.0 |
5.3 |
5.5 |
|
Varios mineral no metálico |
329 |
76.7 |
10.7 |
5.4 |
3.3 |
5.3 |
9.8 |
5.0 |
3.2 |
4.9 |
|
Productos abrasivos |
3291 |
20.0 |
10.2 |
3.9 |
2.5 |
6.3 |
9.5 |
3.7 |
2.4 |
5.8 |
|
Lana mineral |
3296 |
23.4 |
11.0 |
6.1 |
3.0 |
4.9 |
10.0 |
5.6 |
2.7 |
4.3 |
|
refractarios sin arcilla |
3297 |
- |
10.6 |
5.8 |
4.5 |
4.8 |
10.2 |
5.7 |
4.3 |
4.6 |
|
Productos minerales no metálicos, |
3299 |
- |
13.1 |
8.2 |
5.8 |
4.9 |
11.4 |
7.0 |
5.5 |
4.3 |
nec = no clasificado en otra parte
- = datos no disponibles
1 Las tasas de incidencia representan el número de lesiones y enfermedades por cada 100 trabajadores a tiempo completo y se calcularon como el número de lesiones y enfermedades dividido por las horas trabajadas por todos los empleados en el año calendario multiplicado por 200,000 100 (el equivalente base para 40 trabajadores con 52 horas por semana). durante XNUMX semanas al año).
2 Manual de Clasificación Industrial Estándar Edición 1987.
3 El empleo se expresa como un promedio anual y se derivó principalmente del programa de estadísticas de empleo actual del estado de BLS.
4 El total de casos incluye casos que involucran actividad laboral restringida únicamente, además de casos de días fuera del trabajo con o sin actividad laboral restringida.
5 Los casos de días de baja incluyen los que resultan de días de baja, con o sin actividad laboral restringida.
Fuente = Fuente: Basado en una encuesta nacional de lesiones y enfermedades relacionadas con el trabajo en la industria privada realizada por la Oficina de Estadísticas Laborales del Departamento de Trabajo de EE. UU.
Demografía de casos de lesiones y enfermedades
Los trabajadores de 25 a 44 años representaron alrededor del 59% de los 23,203 casos de lesiones o enfermedades con tiempo perdido en el sector de fabricación de productos de piedra, arcilla y vidrio de EE. UU. El siguiente grupo más afectado fue el de los trabajadores de 45 a 54 años, quienes tenían el 18% de los casos de lesiones o enfermedades con tiempo perdido (ver figura 20).
Figura 20. Lesiones y enfermedades con tiempo perdido por edad; NOSOTROS
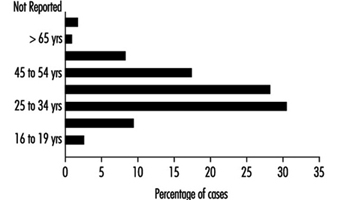
Alrededor del 85% de los casos de lesiones y enfermedades con tiempo perdido en el Código SIC 32 fueron hombres. En el 24% de los casos de tiempo perdido (ambos sexos), los trabajadores tenían menos de 1 año de servicio en el trabajo. Los trabajadores con 1 a 5 años de servicio en el puesto representaron el 32% de los casos. Los empleados experimentados con más de 5 años de servicio comprendieron el 35% de los casos de tiempo perdido.
Naturaleza. El análisis de los perfiles de incidentes con tiempo perdido caracteriza la naturaleza de las lesiones y enfermedades incapacitantes y ayuda a explicar los factores causales o contribuyentes. Las distensiones y los esguinces son la principal causa de lesiones y enfermedades en el sector de fabricación de productos de piedra, arcilla y vidrio. Como se muestra en la figura 23, las torceduras y los esguinces representan aproximadamente el 42 % de todos los casos con tiempo perdido. Los cortes y pinchazos (10%) fueron la segunda naturaleza más común de lesión o enfermedad incapacitante. Otras categorías principales de lesiones fueron contusiones (9 %), fracturas (7 %) y dolor de espalda/otros (5 %). Las quemaduras por calor, las quemaduras químicas y las amputaciones fueron menos comunes (1% o menos).
Figura 21. Lesiones y enfermedades ocupacionales
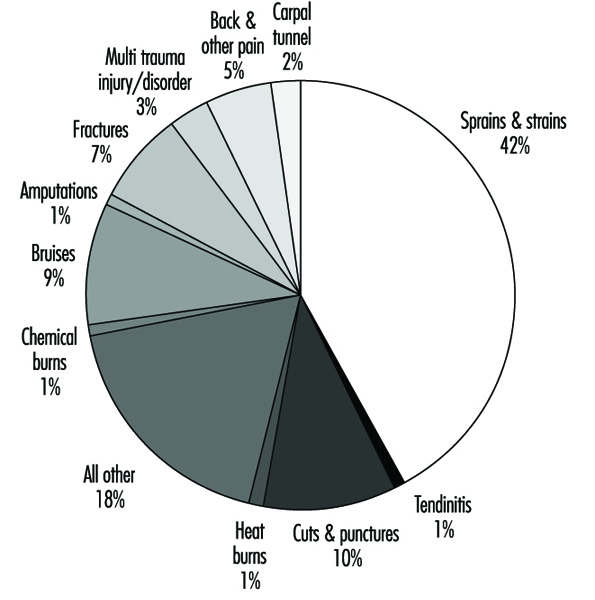
Eventos o exposiciones. La Figura 22 muestra que el sobreesfuerzo durante el levantamiento conduce a todos los demás eventos o exposiciones a lesiones incapacitantes. El esfuerzo excesivo durante el levantamiento fue un factor causal en aproximadamente el 17% de los casos de discapacidad; el movimiento repetitivo fue la exposición en un 5% adicional de los casos incapacitantes. Golpeado por un objeto fue el siguiente evento más común, que condujo al 16% de los casos. Los eventos de golpe contra un objeto causaron el 10% de los casos. Otros eventos importantes fueron atrapamiento en un objeto (9 %), caídas al mismo nivel (9 %), caídas a un nivel inferior (6 %) y resbalones/tropezones sin caída (6 %). La exposición a sustancias nocivas o al medio ambiente fue un factor causal en solo el 5% de los casos.
Figura 22. Evento o exposición en accidentes de trabajo
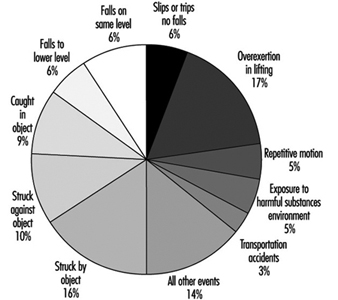
Parte del cuerpo. La parte del cuerpo más frecuentemente afectada fue la espalda (24% de los casos) (ver figura 23). Se produjeron lesiones en las extremidades superiores (dedo, mano, muñeca y brazo combinados) en el 23% de los casos, con lesión en el dedo en el 7% de los casos. Las lesiones en las extremidades inferiores fueron similares (22% de los casos), con la rodilla afectada en el 9% de los casos.
Figura 23. Parte del cuerpo afectada en lesión con jornada laboral perdida
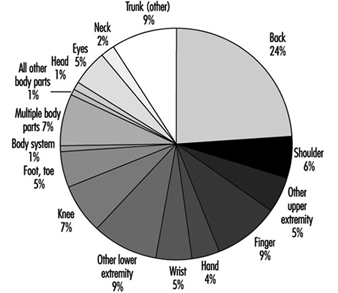
Fuentes. Las fuentes más comunes de casos de lesiones o enfermedades incapacitantes fueron: piezas y materiales (20%); posición o movimiento del trabajador (16%); pisos, pasillos o superficies de suelo (15%); contenedores (10%); maquinaria (9%); vehículos (9%); herramientas de mano (4%); muebles y enseres (2%); y productos químicos y productos químicos (2%) (ver figura 24).
Figura 24. Fuentes de lesiones laborales
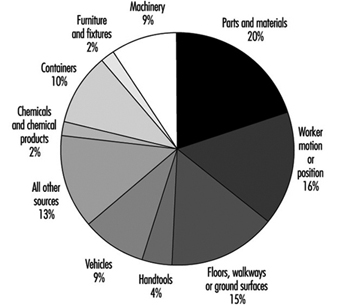
Prevención y control de enfermedades
El trauma acumulativo asociado con movimientos repetitivos, sobreesfuerzos y fuerzas excesivas es un hallazgo común en este sector manufacturero. Los dispositivos robóticos están disponibles en algunos casos, pero las prácticas de manejo manual aún dominan. Los compresores, sopladores, rotadores, vibradores neumáticos y equipos de empaque pueden generar un ruido que supera los 90 a 95 dBA. La protección auditiva y un buen programa de conservación de la audición evitarán cambios permanentes en la audición.
Esta industria consume grandes cantidades de sílice cristalina. Las exposiciones deben limitarse durante la manipulación, el mantenimiento y la limpieza. Una buena limpieza con un sistema de aspiración adecuado o métodos de limpieza húmedos reducirá las posibles exposiciones. Se deben realizar exámenes periódicos utilizando pruebas de función pulmonar y radiografías de tórax si se ha producido una exposición excesiva a la sílice. También se deben minimizar las exposiciones a metales pesados que se encuentran como materias primas, vidriados o pigmentos. El uso de sustitutos de los metales pesados que se encuentran en los vidriados también eliminará los problemas de salud relacionados con la filtración de metales en alimentos o bebidas. Se utilizan buenas prácticas de limpieza y protección respiratoria para prevenir efectos adversos. Puede ser necesaria una vigilancia médica que incluya un control biológico.
El uso de ligantes que contienen formaldehído, epoxis y silanos es común en la fabricación de fibras vítreas. Se deben tomar medidas para minimizar la irritación cutánea y respiratoria. El formaldehído está regulado como carcinógeno en muchos países. Las fibras respirables se producen durante la fabricación, corte e instalación de productos de fibra de vidrio, roca, escoria y cerámica refractaria. Aunque las exposiciones a las fibras suspendidas en el aire han sido generalmente bastante bajas (menos de 1 fibra por centímetro cúbico) para la mayoría de estos materiales, las aplicaciones de soplado de relleno suelto tienden a ser mucho más altas.
La roca, la escoria y el vidrio se encuentran entre los productos de aislamiento comercial más ampliamente estudiados que se usan en la actualidad. Los estudios epidemiológicos han revelado que fumar cigarrillos tiene un gran impacto en la mortalidad por cáncer de pulmón entre los empleados de la industria. Los estudios transversales bien realizados no han demostrado que las fibras produzcan un exceso de mortalidad o morbilidad pulmonar. Recientes estudios de inhalación crónica en ratas han demostrado que la durabilidad de las fibras vítreas es un determinante crítico del potencial biológico de estas fibras. La composición, que determina la durabilidad de estas fibras, puede variar considerablemente. Para evitar problemas de salud pública, un Comité Técnico de la Comisión Europea ha propuesto recientemente que la biopersistencia de las fibras vítreas se pruebe mediante inhalación a corto plazo. Se sugiere como fibra de referencia una composición de lana aislante que se ha probado minuciosamente a la dosis máxima tolerada por inhalación crónica en ratas y se ha encontrado que no produce enfermedades irreversibles.
Problemas ambientales y de salud pública
El principal contaminante del aire emitido durante la fabricación de vidrio, cerámica, alfarería y ladrillo son las partículas. La máxima tecnología de control alcanzable que consta de filtros de mangas y precipitadores electrostáticos húmedos está disponible para reducir las emisiones cuando sea necesario. Los contaminantes atmosféricos peligrosos generados durante los procesos de mezcla, aplicación y curado de aglutinantes están siendo objeto de escrutinio. Estas sustancias incluyen estireno, silanos y resinas epoxi utilizadas en filamentos de vidrio continuos, y formaldehído, metanol y fenol utilizados durante la producción de roca, escoria y vidrio. El formaldehído es el contaminante peligroso del aire que está impulsando los estándares de control para las últimas líneas de fabricación. Los contaminantes del aire peligrosos de metales pesados, como el cromo, están impulsando los estándares de los hornos de fusión de vidrio, mientras que NOx y entoncesx siguen siendo problemas en algunos países. Las emisiones de fluoruro y boro son motivo de preocupación en la producción continua de filamentos de vidrio. El boro también puede convertirse en una preocupación ambiental si en algunos países se requieren fibras de lana de vidrio vítreo altamente solubles.
Debido al alto volumen de descarga de aire y la naturaleza de la formación y fusión del vidrio, la industria evapora cantidades considerables de agua. Muchas instalaciones, como, por ejemplo, en Estados Unidos, tienen vertido cero de aguas residuales. Las aguas residuales recicladas que contienen material orgánico pueden crear peligros biológicos en el lugar de trabajo si no se implementa un tratamiento para prevenir el crecimiento biológico (consulte la figura 25). Los residuos generados por este sector industrial incluyen metales pesados, corrosivos, algunos aglutinantes y solventes usados. La industria de la fibra de vidrio se ha convertido en un punto importante para el reciclaje de botellas de vidrio y placas de vidrio. Por ejemplo, los productos actuales de lana de vidrio contienen entre un 30 y un 60 % de vidrio reciclado. Los refractarios gastados también se recuperan y se reutilizan de manera beneficiosa.
Figura 25. Aerosoles de aguas residuales reutilizadas

Agradecimientos: Un agradecimiento especial a Dan Dimas, CSP, Libbey-Owens-Ford, por proporcionar fotografías, ya Michel Soubeyrand, Libbey-Owens-Ford, por brindar información sobre la deposición de vapor químico para la sección sobre vidrio.
Fibra óptica
Las fibras ópticas son hebras de vidrio delgadas como un cabello diseñadas para transmitir rayos de luz a lo largo de su eje. Diodos emisores de luz (LED) or diodos láser convertir señales eléctricas en señales ópticas que se transmiten a través de un núcleo cilíndrico interior del cable de fibra óptica. Las propiedades refractivas más bajas del revestimiento externo permiten que las señales de luz se propaguen por reflexión interna a lo largo del núcleo cilíndrico interno. Las fibras ópticas están diseñadas y fabricadas para propagarse como un solo haz de luz o como múltiples haces de luz transmitidos simultáneamente a lo largo del núcleo. (Ver figura 1.)
Figura 1. Fibras ópticas monomodo y multimodo
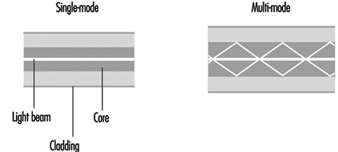
La fibra monomodo se utiliza principalmente para telefonía, aplicaciones de televisión por cable y redes troncales de campus. La fibra multimodo se usa comúnmente para comunicaciones de datos y redes en las instalaciones.
fabricación de fibra óptica
Se requieren materiales y procesos especiales para fabricar fibras ópticas que cumplan con los criterios básicos de diseño: (1) un núcleo con un índice de refracción alto y un revestimiento con un índice de refracción bajo, (2) una atenuación de señal baja o pérdida de potencia, y (3) una baja dispersión o ensanchamiento del haz de luz.
El vidrio de sílice de alta pureza con otros materiales de vidrio (es decir, vidrios de fluoruro de metales pesados, vidrios de calcogenuro) son los materiales principales que se utilizan actualmente para fabricar fibras ópticas. También se utilizan materiales policristalinos, materiales monocristalinos, guías de ondas huecas y materiales plásticos poliméricos. Las materias primas deben ser relativamente puras con concentraciones muy bajas de metales de transición y grupos formadores de hidroxilo (por debajo del nivel de partes por billón). Los métodos de procesamiento deben proteger el vidrio formado de las impurezas del entorno de fabricación.
Las fibras ópticas se fabrican utilizando una preparación en fase de vapor no convencional de una preforma de vidrio que luego se transforma en fibra. Los compuestos volátiles de sílice se convierten en SiO.2 por hidrólisis a la llama, deposición química de vapor (CVD) u oxidación a alta temperatura. Luego se agregan otros dopantes al vidrio para cambiar las propiedades del vidrio. Las variaciones en el proceso de deposición de vapor comienzan con el mismo material pero difieren en el método utilizado para convertir este material en sílice.
Uno de los siguientes métodos de deposición en fase de vapor se utiliza para fabricar fibras ópticas a base de sílice: (1) deposición química de vapor modificada (MCVD), (2) deposición química de vapor de plasma (PCVD), (3) deposición de vapor exterior (OVD), y (4) deposición axial en fase de vapor (VAD) (ver figura 2). Tetracloruro de silicio (SiCI4), tetracloruro de germanio (GeCI4) u otros haluros líquidos volátiles se convierten en gas cuando se calientan ligeramente debido a sus altas presiones de vapor. El haluro gaseoso se envía a una zona de reacción y se convierte en partículas de vidrio (consulte también el capítulo Microelectrónica y semiconductores.)
Figura 2. Diagrama de flujo de fabricación de fibra óptica
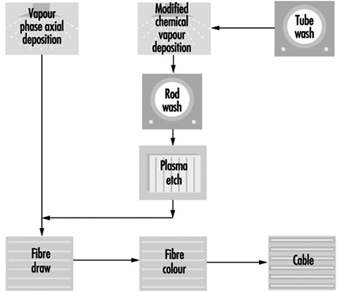
MCVD y PCVD en costes. Un tubo de sílice fundido de alta calidad está conectado a un torno de trabajo de vidrio equipado con una antorcha de hidrógeno/oxígeno que atraviesa su longitud. Un suministro de material de haluro está conectado a un extremo del tubo de vidrio y un depurador al extremo opuesto para eliminar el exceso de material de haluro. La superficie del tubo de vidrio se limpia primero mediante pulido al fuego a medida que el soplete atraviesa la longitud del tubo. Se agregan varios reactivos en el sistema de vapor según el producto que se fabrica. Se produce una reacción química cuando los haluros pasan a través de la sección del tubo que se está calentando. Los haluros se convierten en partículas de “hollín” de sílice que se depositan en la pared interior del tubo de vidrio aguas abajo del soplete. Las partículas depositadas se sinterizan en la capa de vidrio. El proceso PCVD es similar al MCVD excepto que los haluros son suministrados por un sistema burbujeador y se usan microondas en lugar de un soplete para convertir el material del haluro en vidrio.
DVO y VAD en costes. En la primera etapa del proceso de fabricación de la fibra, el core y revestimiento los vidrios se depositan en forma de vapor alrededor de una varilla objetivo giratoria para formar una preforma de "hollín". Primero se deposita el material del núcleo, seguido del revestimiento. Toda la preforma debe ser extremadamente pura, ya que tanto el núcleo como el revestimiento se depositan al vapor. La geometría de la fibra se determina durante la fase de colocación de la fabricación. Después de retirar la varilla objetivo, la preforma se coloca en un horno, donde se consolida en un vidrio transparente sólido y se cierra el orificio central. Se pasa gas a través de la preforma para eliminar la humedad residual que afecta negativamente a la atenuación de la fibra (pérdida de señal óptica a medida que la luz se transmite a lo largo del eje de la fibra). Luego, las preformas se lavan con ácido fluorhídrico para garantizar la pureza del vidrio y eliminar los contaminantes.
La preforma de vidrio consolidada se coloca en una torre de extracción para formar una hebra continua de fibra de vidrio. Primero, la preforma se carga en la parte superior de un horno de extracción. A continuación, se calienta la punta de la preforma y comienza a caer un trozo de vidrio fundido. A medida que esta pieza se dibuja (tira), pasa a través de un monitor de diámetro en línea para garantizar que la fibra cumpla con un diámetro especificado exacto (generalmente medido en micrones). El diámetro del revestimiento de la fibra debe cumplir con las especificaciones exactas para mantener baja la pérdida de señal en las conexiones. . El diámetro del revestimiento exterior se utiliza como guía para alinear los núcleos de fibra durante el uso final. Los núcleos deben alinearse para que la transferencia de luz se produzca de manera eficiente.
Se aplican polímeros de acrilato u otros recubrimientos y se curan con lámparas ultravioleta. Los recubrimientos están destinados a proteger la fibra óptica del medio ambiente durante el uso final. Las fibras ópticas se prueban para garantizar el cumplimiento de los estándares de fabricación en cuanto a resistencia, atenuación y geometría. Se enrollan longitudes específicas de fibra en carretes según las especificaciones del cliente.
Se encuentran varios peligros potenciales durante la fabricación de fibra óptica. Estos incluyen: (1) exposición al ácido fluorhídrico (al limpiar preformas de vidrio), (2) energía radiante y estrés por calor asociado con entornos de trabajo cerca de tornos y procesos de deposición de vapor, (3) contacto directo con superficies calientes o material fundido (preformas de vidrio ), (4) exposición a recubrimientos de polímeros de acrilato (sensibilizadores de la piel), (5) pinchazos y laceraciones en la piel durante el manejo de la fibra y (6) una variedad de peligros físicos descritos anteriormente.
Gemas sintéticas
Las gemas sintéticas son química y estructuralmente idénticas a las piedras que se encuentran en la naturaleza. Las gemas de imitación, por el contrario, son piedras que están hechas para parecer similares a una gema en particular. Hay algunos procesos básicos que producen una variedad de piedras preciosas. Las gemas sintéticas incluyen granate, espinela, esmeralda, zafiro y diamante. La mayoría de estas piedras se producen para su uso en joyería. Los diamantes se usan como abrasivos, mientras que los rubíes y los granates se usan en láseres.
La primera gema sintética utilizada en joyería fue la esmeralda. El proceso empleado en su fabricación está patentado y se mantiene en secreto, pero probablemente implica un método de crecimiento de fundente en el que se funden silicatos de alúmina y berilio con adiciones de cromo para dar color. Las esmeraldas cristalizan fuera del fundente. Puede llevar un año producir piedras por este proceso.
El proceso Verneuil o de fusión por llama se utiliza en la producción de zafiros y rubíes. Requiere grandes cantidades de hidrógeno y oxígeno, por lo que consume grandes cantidades de energía. Este proceso consiste en calentar un cristal semilla con una llama de oxígeno hasta que la superficie sea líquida. Materia prima alimentada como la IA2O3 porque el zafiro se agrega con cuidado. A medida que la materia prima se funde, el cristal semilla se retira lentamente de la llama, lo que hace que el líquido más alejado de la llama se solidifique. El extremo más cercano a la llama aún está líquido y listo para recibir más materia prima. El resultado final es la formación de un cristal en forma de varilla. Los colores diversos se crean agregando pequeñas cantidades de varios iones metálicos a las materias primas. Ruby se crea reemplazando el 0.1% de sus iones de aluminio con átomos de cromo.
Espinela, un germen sintético incoloro (MgAI2O4), está hecho por el proceso de Verneuil. Junto con el zafiro, la industria utiliza la espinela para proporcionar una amplia gama de colores para usar como piedras de nacimiento y en anillos de clase. El color producido al agregar los mismos iones metálicos será diferente en la espinela que en el zafiro.
Los diamantes sintéticos se utilizan en la industria debido a su dureza. Las aplicaciones de los diamantes incluyen corte, pulido, esmerilado y taladrado. Algunos de los usos comunes son el corte y pulido de granito para la construcción de edificios, la perforación de pozos y el pulido de aleaciones no ferrosas. Además, se están desarrollando procesos que depositarán diamantes en las superficies para proporcionar superficies transparentes, duras y resistentes a los rayones.
Los diamantes se forman cuando el carbono elemental o el grafito se someten a presión y calor a lo largo del tiempo. Para crear un diamante en la planta de producción, se combinan catalizadores de grafito y metal y se presionan juntos a altas temperaturas (hasta 1,500 °C). El tamaño y la calidad de los diamantes se controlan ajustando el tiempo, la presión y/o el calor. Se utilizan grandes matrices de carburo de tungsteno para lograr las altas presiones necesarias para formar diamantes en un período de tiempo razonable. Estos troqueles miden hasta 2 m de ancho y 20 cm de grosor, se asemejan a una dona grande. La mezcla de grafito y catalizador se coloca en una junta de cerámica y los pistones cónicos se aprietan desde arriba y desde abajo. Después de un tiempo específico, la junta que contiene diamantes se retira de la prensa. Las juntas se rompen y el grafito que contiene diamantes se somete a una serie de agentes diseñados para digerir todo el material excepto los diamantes. Los reactivos empleados son agentes fuertes que son fuentes potenciales de quemaduras significativas y lesiones respiratorias. Los diamantes con calidad de gema se pueden producir de la misma manera, pero los largos tiempos de prensa necesarios hacen que este proceso sea prohibitivamente caro.
Los peligros resultantes de la fabricación de diamantes incluyen la exposición potencial a ácidos altamente reactivos y agentes cáusticos en grandes volúmenes, ruido, polvo de la formación y rotura de juntas de cerámica y exposición al polvo metálico. Otro peligro potencial es creado por la falla de los troqueles de carburo masivo. Después de un número variable de usos, los troqueles fallan, lo que representa un riesgo de traumatismo si no se aíslan los troqueles. Los problemas ergonómicos surgen cuando los diamantes fabricados se clasifican y clasifican. Su pequeño tamaño hace que este sea un trabajo tedioso y repetitivo.
Impresión y Publicación
perfil general
Las industrias de impresión, fotografía comercial y reproducción son importantes en todo el mundo en términos de su importancia económica. La industria de la impresión es muy diversa en tecnologías y en tamaño de empresas. Sin embargo, independientemente del tamaño medido por el volumen de producción, las diferentes tecnologías de impresión descritas en este capítulo son las más comunes. En términos de volumen de producción, hay un número limitado de operaciones a gran escala, pero muchas pequeñas. Desde la perspectiva económica, la industria de la impresión es una de las industrias más grandes y genera ingresos anuales de al menos 500 60 millones de USD en todo el mundo. De manera similar, la industria de la fotografía comercial es diversa, con un número limitado de operaciones de gran volumen y muchas de pequeño volumen. El volumen de fotoacabado se divide casi por igual entre las operaciones de gran y pequeño volumen. El mercado fotográfico comercial genera ingresos anuales de aproximadamente US$40 mil millones en todo el mundo, y las operaciones de fotoacabado comprenden aproximadamente el 27% de este total. La industria de la reproducción, que consiste en operaciones de menor volumen con ingresos anuales combinados de alrededor de US$2 mil millones, genera cerca de XNUMX billones de copias al año. Además, la mayoría de las organizaciones y empresas brindan servicios de reproducción y duplicación en una escala aún menor.
Los problemas de salud, medio ambiente y seguridad en estas industrias están evolucionando en respuesta a las sustituciones con materiales potencialmente menos peligrosos, nuevas estrategias de control de higiene industrial y el advenimiento de nuevas tecnologías, como la introducción de tecnologías digitales, imágenes electrónicas y computadoras. Muchos problemas de salud y seguridad históricamente importantes (p. ej., solventes en la industria de la impresión o formaldehído como estabilizador en soluciones de fotoprocesamiento) no serán problemas en el futuro debido a la sustitución de materiales u otras estrategias de gestión de riesgos. Sin embargo, surgirán nuevos problemas de salud, medio ambiente y seguridad que deberán ser abordados por los profesionales de la salud y la seguridad. Esto sugiere la importancia continua del monitoreo de la salud y el medio ambiente como parte de una estrategia efectiva de gestión de riesgos en las industrias de impresión, fotografía comercial y reproducción.David Richardson
Descripción general de los procesos de impresión
La invención de la imprenta se remonta a China en el siglo XI. En la última parte del siglo XV, Johannes Gutenburg introdujo por primera vez los tipos móviles e inventó la imprenta, creando así el proceso de impresión que ahora es común en todo el mundo. Desde entonces, el proceso de impresión se ha expandido dramáticamente más allá de la simple impresión de palabras en papel a la impresión de palabras y otras formas de artes gráficas en papel y otros materiales (sustratos). En el siglo XX, el embalaje de todo tipo de productos de consumo ha llevado la impresión a otro nivel. La impresión, el embalaje y las publicaciones, junto con el campo estrechamente relacionado del recubrimiento y laminado, se encuentran en los productos y procesos cotidianos que se utilizan en el hogar, el ocio y el trabajo.
El arte de colocar palabras e imágenes en papel u otros sustratos se está moviendo en direcciones que no se anticiparon hace unos años. Ha evolucionado un espectro muy amplio de tecnologías, que van desde los estilos de impresión más antiguos y tradicionales hasta las tecnologías más nuevas que involucran computadoras y procesos relacionados. Esto incluye todo, desde la tecnología más antigua de tipos a base de plomo en prensas planas hasta las modernas prensas directas a la placa alimentadas por bobina (consulte la figura 1). En algunas operaciones, estas diversas tecnologías se encuentran literalmente una al lado de la otra.
Figura 1. El final de un proceso de impresión

Hay cuatro tipos generales de impresión y hay muchos peligros para la seguridad, la salud y el medio ambiente asociados con estas tecnologías.
1. Tipografía o impresión en relieve. Este proceso, utilizado durante muchos años en la impresión y la publicación, implica la creación de imágenes, a menudo letras o imágenes, que se elevan sobre un fondo o un área que no se puede imprimir. Se aplica tinta al área elevada, que luego se pone en contacto con el papel u otro sustrato que acepta la imagen.
Hay varias formas de crear la imagen en relieve, como el ensamblaje de letras individuales mediante el uso de tipos móviles, o mediante el uso de la máquina de linotipia común o el tipo creado a máquina. Estos procesos son apropiados para tareas de impresión más simples y de tiradas más cortas. Para tareas de mayor duración, las planchas de impresión, a menudo hechas de metal, plástico o materiales tipo caucho, son más apropiadas. El uso de placas de caucho o similares a menudo se denomina flexografía o impresión flexográfica.
Las tintas típicas de este proceso pueden ser a base de solventes o de agua. Algunas tintas más nuevas, basadas en curado ultravioleta (UV) y otros sistemas químico-físicos, se están desarrollando e implementando en este sistema de impresión.
2. Impresión en huecograbado o huecograbado. En los procesos de impresión en huecograbado o huecograbado, la imagen que se va a imprimir se empotra en la cara de una placa o cilindro grabado. La plancha o cilindro se baña en tinta. A continuación, se elimina el exceso de tinta de las partes no grabadas de la placa mediante el uso de un doctor cuchilla. A continuación, la placa o el cilindro se ponen en contacto con el papel u otro sustrato al que la tinta transfiere la imagen. Este sistema de impresión es muy típico de los productos impresos de tirada larga, como revistas y materiales de embalaje.
Las tintas suelen ser a base de solventes, siendo el tolueno el solvente más común en las tintas de huecograbado o huecograbado. El uso de tintas a base de aceite de soja y agua está en marcha con cierto éxito. Sin embargo, no todas las aplicaciones pueden utilizar esta nueva tecnología.
3. Impresión planográfica o litográfica. Materiales disímiles forman la base para la impresión planográfica o litográfica. Mediante el uso de materiales diferentes, se pueden desarrollar áreas que son receptivas al agua o repelentes al agua (es decir, receptivas a la tinta solvente). El área receptiva a la tinta solvente llevará la imagen, mientras que el área receptiva al agua se convertirá en el fondo o área no impresa. Por lo tanto, la tinta se adhiere solo en áreas específicas para transferirse al papel u otro sustrato. En muchos casos, este paso implicará la transferencia a una superficie intermedia, conocida como cobija, que luego se colocará contra el papel u otro sustrato. Este proceso de transferencia se denomina impresión offset, que se usa ampliamente para muchas aplicaciones de impresión, publicación y embalaje.
Cabe señalar que no toda la impresión offset implica litografía. Dependiendo de las necesidades exactas del proceso de impresión, otros métodos de impresión pueden utilizar elementos de impresión offset.
Las tintas que se utilizan en la impresión planográfica o litográfica suelen ser a base de solventes (es decir, no a base de agua), pero se están desarrollando rápidamente algunas tintas que no son a base de solventes.
4. Poroso o serigrafía. La impresión porosa o serigráfica utiliza una plantilla colocada sobre una pantalla de malla fina. La tinta se aplica a las áreas abiertas de la pantalla y se presiona (exprime) sobre la plantilla y el área abierta de la malla. La tinta se transferirá a través de la pantalla al papel u otro sustrato debajo de la pantalla. La serigrafía se usa a menudo para tareas de impresión más simples y de bajo volumen, donde este proceso puede tener una ventaja de costos. El uso típico de este proceso de impresión es para textiles, carteles, pantallas y papel tapiz.
Las tintas para serigrafía son a base de solventes o de agua, dependiendo en gran medida del sustrato a imprimir. Dado que el revestimiento utilizado en la serigrafía suele ser más grueso, las tintas suelen ser más viscosas que las que se utilizan en otros métodos de impresión.
Preparación de material listo para imprimir
La preparación del material para la impresión implica ensamblar los diversos materiales, incluidos texto, fotografías, obras de arte, ilustraciones y diseños, que son objeto de reproducción en el material impreso. Todos los materiales deben estar completamente finalizados porque no se pueden realizar cambios después de crear las placas de impresión. Para corregir errores, el proceso debe ser rehecho. Los principios de las artes gráficas se aplican en este punto para asegurar la estética adecuada del producto impreso.
Los aspectos de salud y seguridad del paso de artes gráficas del proceso de impresión generalmente se consideran menos peligrosos que los otros aspectos de la impresión. La generación de obras de arte puede implicar un esfuerzo físico considerable, así como riesgos para la salud debido a los pigmentos, el cemento de caucho, los adhesivos en aerosol y otros materiales utilizados. Mucho de esto está siendo reemplazado por gráficos computarizados que también se analizan en el artículo "Arte comercial" en el Entretenimiento y las artes capítulo. Los peligros potenciales de trabajar con unidades de visualización y computadoras se analizan en otra parte de este Enciclopedia. Las estaciones de trabajo ergonómicamente sólidas pueden aliviar los peligros.
Fabricación de planchas
Las planchas o cilindros de impresión que son típicos de los procesos de impresión contemporáneos deben crearse para fotografía de proceso o maquillaje generado por computadora. A menudo, la fabricación de planchas comienza con un sistema de cámara que se utiliza para crear una imagen, que posteriormente puede transferirse a la plancha mediante métodos fotoquímicos. Los colores deben separarse y los aspectos de la calidad de impresión, como las imágenes de medios tonos, deben desarrollarse en este proceso. La fotografía utilizada para la fabricación de planchas es muy sofisticada en comparación con el uso doméstico típico de una cámara. Se necesita nitidez, separación de color y registro excepcionalmente finos para permitir la producción de materiales impresos de calidad. Con la introducción de la computadora, se eliminó gran parte del trabajo manual de ensamblaje y desarrollo de imágenes.
Los peligros potenciales que se observan en esta parte del proceso de impresión son similares a los típicos de la industria fotográfica y se analizan en otra parte de este capítulo. Es importante controlar las posibles exposiciones químicas durante la fabricación de planchas.
Después de crear la imagen, se utilizan procesos fotomecánicos para crear la placa de impresión. Los procesos fotomecánicos típicos para la fabricación de placas se pueden agrupar en los siguientes:
Métodos manuales. Se pueden usar herramientas manuales, grabadores y cuchillos para crear relieve en la placa, o se pueden usar crayones para crear áreas repelentes al agua en una placa de litografía. (Este es generalmente un método usado en producción pequeña o para tareas especiales de impresión).
Métodos mecánicos. Se utilizan tornos, reglas y tipos similares de equipos mecánicos para crear relieves, o se pueden utilizar otros equipos para producir áreas repelentes al agua en las placas de litografía.
métodos electroquímicos. Los métodos electroquímicos se utilizan para depositar metales en placas o cilindros.
Métodos electrónicos. Los grabadores electrónicos se utilizan para crear relieves en placas o cilindros.
Métodos electrostáticos. Se utilizan métodos xerográficos o similares para crear componentes de imagen en relieve o repelentes al agua en placas o cilindros.
Métodos fotomecánicos. Las imágenes fotográficas se pueden transferir a las placas a través de revestimientos sensibles a la luz sobre la placa o el cilindro.
La fabricación fotomecánica de planchas es el proceso más común en la actualidad. En muchos casos, se pueden usar dos o más sistemas para crear la placa o el cilindro.
Las implicaciones para la salud y la seguridad de la fabricación de placas de impresión son amplias debido a los diversos métodos utilizados para crear la placa. Los métodos mecánicos, menos utilizados hoy que en el pasado, fueron la fuente de problemas típicos de seguridad mecánica, incluidos los peligros derivados del uso de herramientas manuales y el equipo mecánico más grande que se ve a menudo en el taller de máquinas. Los riesgos relacionados con la protección y la seguridad de las manos son típicos en la fabricación de planchas con métodos mecánicos. Esta fabricación de planchas suele implicar el uso de aceites y limpiadores que pueden ser inflamables o tóxicos.
Los métodos más antiguos a menudo todavía se usan en muchas instalaciones junto con los equipos más nuevos y los peligros pueden propagarse. Si la placa consiste en tipos móviles, una máquina de linotipia, que alguna vez fue muy común en la mayoría de las imprentas, haría tipos fundiendo plomo en forma de letras. El plomo se derrite y se guarda en una olla de plomo. Con la olla de plomo presente, muchos de los peligros asociados con el plomo llegan directamente a la imprenta. El plomo, que se analiza en otra parte de este Enciclopedia, puede ingresar al cuerpo a través de la inhalación de compuestos de plomo y por la contaminación de la piel con plomo y el tipo que contiene plomo, lo que puede conducir a la ingestión de plomo. El resultado es una posible intoxicación crónica por plomo de bajo grado, con la consiguiente disfunción del sistema nervioso, disfunción renal y otra toxicidad.
Otros métodos de fabricación de planchas utilizan sistemas químicos típicos del chapado o grabado químico para crear una imagen en la plancha o el cilindro. Esto involucra muchos productos químicos diferentes, incluidos ácidos y metales pesados (zinc, cromo, cobre y aluminio), junto con sistemas de resinas a base de productos químicos orgánicos que forman algunas de las capas superiores de la placa. Algunos sistemas ahora usan solventes a base de petróleo en los procesos químicos de fabricación de placas. Los peligros potenciales para la salud de dichos productos químicos deben tenerse en cuenta en el esfuerzo de seguridad realizado para dicha instalación. La ventilación y el equipo de protección personal que sean apropiados para los productos químicos utilizados son muy importantes. Además, los efectos ambientales potenciales de los corrosivos y los metales pesados deben tenerse en cuenta como parte del esfuerzo de seguridad para la química de la fabricación de planchas. El almacenamiento y la mezcla de estos sistemas químicos también presenta riesgos para la salud que pueden ser significativos si ocurre un derrame.
Los sistemas de grabado, utilizados en algunos casos para transferir la imagen a la placa o cilindro, también pueden presentar peligros potenciales. Los sistemas estándar de grabado generarán cierta contaminación de metal que puede ser un problema para quienes trabajan con estos sistemas. Los sistemas más nuevos utilizan equipos láser para tallar la imagen en el material de la placa. Si bien esto permite la eliminación de algunos pasos en el proceso de fabricación de planchas, la presencia del láser puede representar un peligro para los ojos y la piel. El láser también se puede utilizar para ablandar materiales, como plásticos, en lugar de calentarlos hasta la vaporización, creando así problemas adicionales relacionados con el vapor y el humo en el lugar de trabajo.
En la mayoría de los casos, el proceso de fabricación de planchas es una porción relativamente pequeña de las operaciones de producción total de la planta de impresión, lo que limita automáticamente el riesgo presente, ya que pocas personas trabajan en el área de fabricación de planchas y este tipo de operaciones son típicas de cantidades más pequeñas de materiales. A medida que avanza la tecnología, se necesitarán menos pasos para traducir la imagen a la placa, lo que presenta menos oportunidades para que los peligros tengan un impacto en los empleados y el medio ambiente.
Fabricación de tinta
Dependiendo de las tecnologías utilizadas, se utilizan una variedad de tintas y recubrimientos. Las tintas generalmente se componen de un soporte y pigmento o tintes y resinas que van a formar la imagen.
El portador permite que los pigmentos y otros componentes permanezcan en solución hasta que la tinta se seque. Los portadores de tinta de impresión típicos incluyen alcoholes, ésteres (acetatos), cetonas o agua. Las tintas de huecograbado suelen incluir grandes cantidades de tolueno. Las tintas más nuevas pueden contener aceite de soya epoxidado y otros químicos que son menos peligrosos porque no son volátiles.
Otro componente de las tintas típicas es el aglutinante de resina. El doblador de resina se usa, después de que el solvente se haya secado, para sujetar el pigmento al sustrato. Las resinas orgánicas, algunas naturales y otras sintéticas, como las resinas acrílicas, se utilizan habitualmente en las tintas.
El pigmento proporciona el color. Las bases de pigmentos pueden provenir de una variedad de productos químicos, incluidos metales pesados y materiales orgánicos.
Las tintas curadas con UV se basan en acrilatos y no contienen portadores. No están involucrados en el proceso de curado/secado. Estas tintas tienden a ser simplemente un sistema de resina y pigmento. Los acrilatos son sensibilizadores cutáneos y respiratorios potenciales.
Hay muchos peligros para la salud y la seguridad asociados con la fabricación de tinta. Dado que la composición de la tinta a menudo incluye solventes inflamables, la protección contra incendios es importante en cualquier instalación donde se lleve a cabo la fabricación de tinta. Los sistemas de rociadores y el equipo de extinción portátil deben estar presentes y en plenas condiciones de funcionamiento. Dado que los empleados deben saber cómo usar el equipo, se necesita capacitación. Los sistemas eléctricos deben ser intrínsecamente seguros o incluir purga o protección contra explosiones. El control de la estática es crítico ya que muchos solventes pueden generar una carga estática cuando pasan por una manguera de plástico o por el aire. Se recomienda encarecidamente el control de la humedad, la puesta a tierra y la unión para el control de la estática.
Los equipos de mezcla, desde pequeños mezcladores hasta grandes tanques de lotes, pueden presentar muchos riesgos mecánicos para la seguridad. Las paletas y los sistemas de la mezcladora deben estar resguardados o protegidos de otra manera durante la operación y mientras se encuentran en los modos de preparación y limpieza. Los protectores de la máquina son necesarios y deben estar en su lugar; cuando se retiran para actividades relacionadas con el mantenimiento, los programas de bloqueo/etiquetado son esenciales.
Debido a las cantidades de materiales presentes, la manipulación de materiales también puede presentar riesgos. Si bien se recomienda manipular de esa manera todos los materiales que se canalizan directamente al área de uso, muchos componentes de la tinta deben trasladarse manualmente al área de mezcla en bolsas, tambores u otros contenedores. Esto implica el uso no solo de equipos mecánicos como carretillas elevadoras y montacargas, sino también de la manipulación manual por parte del empleado que realiza la mezcla. Las tensiones en la espalda y tensiones similares son comunes en estas operaciones. La formación sobre las prácticas correctas de elevación es un aspecto importante de las medidas preventivas, así como la selección de procesos de elevación mecánica que requieran una participación humana menos directa.
Con tanta manipulación, pueden ocurrir derrames e incidentes de manipulación de productos químicos. Deben existir sistemas para hacer frente a tales situaciones de emergencia. Además, es necesario tener cuidado durante el almacenamiento para evitar derrames y la posible mezcla de materiales incompatibles.
Los productos químicos específicos y las grandes cantidades almacenadas pueden generar problemas relacionados con posibles exposiciones para la salud de los empleados. Cada componente, ya sea soporte, resina o pigmento, debe evaluarse individualmente y dentro del contexto del sistema de tinta. El esfuerzo de seguridad debe incluir: evaluación de higiene industrial y muestreo para determinar si las exposiciones se consideran aceptables; ventilación adecuada para la eliminación de materiales tóxicos; y se debe considerar el uso de equipo de protección personal apropiado. Dado que se presentan derrames y otras oportunidades de sobreexposición, se deben implementar sistemas de emergencia para brindar primeros auxilios. Se recomiendan duchas de seguridad, lavados de ojos, botiquines de primeros auxilios y vigilancia médica; de lo contrario, pueden producirse lesiones en la piel, los ojos, el sistema respiratorio y otros sistemas del cuerpo. Los insumos pueden variar desde una simple dermatitis resultante de la exposición de la piel a los solventes, hasta daños más permanentes en los órganos debido a la exposición a pigmentos de metales pesados, como el cromato de plomo, que se encuentran en algunas formulaciones de tinta. El espectro de posible toxicidad es amplio debido a la gran cantidad de materiales que se utilizan en la fabricación de varias tintas y revestimientos. Con tecnologías más nuevas, como las tintas curables con UV, el peligro puede cambiar de los peligros estándar de los solventes a la sensibilización por el contacto repetido con la piel. Se debe tener cuidado para comprender completamente los riesgos potenciales de los productos químicos utilizados en la fabricación de tintas y recubrimientos. Esto se hace mejor antes de la formulación.
Dado que muchas tintas contienen materiales que son potencialmente dañinos si llegan al medio ambiente, es posible que sea necesario controlar el proceso de fabricación de la tinta. Además, los materiales residuales, incluidos los materiales de limpieza y los desechos, deben manejarse con cuidado para minimizar su impacto en el medio ambiente.
Con el fuerte énfasis mundial en un mejor medio ambiente, se están introduciendo tintas más “amigables con la tierra”, que usan agua como solvente y resinas y pigmentos menos tóxicos. Esto debería ayudar a reducir los peligros relacionados con la fabricación de tinta.
Impresión
La impresión implica tomar la placa, colocar una tinta en la placa y transferir la tinta al sustrato. En los procesos de compensación, la imagen se transfiere desde una placa envuelta alrededor de un cilindro a un cilindro de caucho intermedio (manta) antes de transferirse al sustrato deseado. Los sustratos no siempre se limitan al papel, aunque el papel es uno de los sustratos más comunes. Muchas etiquetas elegantes se imprimen en una película de poliéster metalizada al vacío mediante técnicas de impresión convencionales. Los plásticos laminados se pueden alimentar a la imprenta en hojas o como parte de una red continua que luego se corta según las especificaciones para hacer el empaque.
Dado que la impresión a menudo implica color, se pueden colocar varias capas impresas sobre el sustrato y luego secarlas antes de agregar la siguiente capa. Todo esto debe hacerse con mucha precisión para mantener todos los colores en el registro. Esto requiere múltiples estaciones de impresión y controles sofisticados para mantener la velocidad y la tensión adecuadas a través de la prensa.
Los peligros asociados con la operación de una imprenta son similares a los involucrados en la fabricación de tinta. El riesgo de incendio es crítico. Al igual que con la fabricación de tinta, se necesitan sistemas de rociadores y otros medios de protección contra incendios. Otros sistemas pueden montarse directamente en la prensa. Estos sirven como controles adicionales además de los extintores portátiles que deben estar disponibles. Los sistemas eléctricos deben cumplir con los requisitos de purga, a prueba de explosiones o intrínsecamente seguros. El control de la electricidad estática también es importante, especialmente con solventes como el alcohol isopropílico y con prensas de banda. Sumado al manejo de líquidos inflamables que pueden generar estática mientras se mueven a través de mangueras de plástico o el aire, la mayoría de las películas o redes de plástico también generarán cargas estáticas muy importantes cuando se mueven sobre un rollo de metal. El control de la humedad, la conexión a tierra y la unión son necesarios para eliminar la estática, junto con técnicas de eliminación de estática centradas en la web.
El manejo manual de equipos de impresión, materiales de sustrato y tintas relacionadas es otro problema de seguridad. Están presentes problemas de almacenamiento similares a los de la fabricación de tinta. Se recomienda minimizar la manipulación manual de equipos, materiales de sustrato y tintas. Donde esto no sea posible, se necesita una educación de rutina y enfocada para aquellos empleados en la sala de impresión.
A los problemas de seguridad en la sala de impresión se suman los problemas de seguridad mecánica que involucran equipos que se mueven/rotan rápidamente junto con un sustrato que se mueve a velocidades superiores a 1,500 pies por minuto. Se necesitan sistemas de protección y alarmas para ayudar a garantizar la seguridad de los empleados. Los sistemas de bloqueo y etiquetado también son necesarios durante las funciones de reparación/mantenimiento.
Con la cantidad de equipos giratorios y las velocidades que son comunes en muchas operaciones de impresión, el ruido suele ser un problema importante, especialmente cuando hay varias prensas presentes, como en la impresión de periódicos. Si los niveles de ruido no son aceptables, se debe implementar un programa de conservación de la audición que incluya controles de ingeniería.
Aunque las tintas a menudo se secan al aire alrededor de la prensa, se recomiendan túneles de secado para reducir la exposición a solventes volátiles.
Además, en algunas operaciones de impresión de alta velocidad, puede ocurrir que se empañe la tinta. Tanto el secado con disolventes como la posible nebulización de tinta presentan un riesgo de inhalación de productos químicos posiblemente tóxicos. Además, la gestión rutinaria de la operación de impresión, el llenado de tanques y bandejas, la limpieza de rodillos y rodillos y tareas relacionadas pueden implicar el contacto con tintas y disolventes de limpieza.
Al igual que con la fabricación de tinta, se recomienda un esfuerzo de muestreo de higiene industrial bien construido, junto con una ventilación adecuada y equipo de protección personal. Dado que estas prensas, algunas de las cuales son muy grandes, deben limpiarse de forma rutinaria, a menudo se utilizan disolventes químicos, lo que provoca un mayor contacto químico. Los procedimientos de manipulación pueden reducir las exposiciones, pero no eliminarlas por completo, según el tamaño de las operaciones de impresión. Como se señaló anteriormente, incluso las nuevas tintas y recubrimientos que representan una mejor tecnología aún pueden tener riesgos. Por ejemplo, las tintas curables con UV son sensibilizadores potenciales cuando entran en contacto con la piel y existe una exposición potencial a niveles peligrosos de radiación UV.
Las emisiones de las operaciones de impresión, junto con las soluciones de limpieza y las tintas de desecho, son problemas potenciales de preocupación ambiental. Es posible que se necesiten sistemas de reducción de la contaminación del aire para capturar y destruir o recuperar los solventes evaporados de las tintas después de la impresión. Es importante una gestión cuidadosa de los residuos generados para minimizar el impacto sobre el medio ambiente. Se recomiendan los sistemas de manejo de desechos donde los solventes u otros componentes pueden reciclarse. La tecnología más nueva que usa mejores solventes para la limpieza proviene de los esfuerzos de investigación actuales. Esto puede reducir las emisiones y las posibles exposiciones. Se recomienda una revisión activa de la tecnología de limpieza actual para ver si existen alternativas a la limpieza con solventes, como el uso de soluciones a base de agua o aceites vegetales, que cumplan con los requisitos encontrados en operaciones de impresión específicas. Sin embargo, las soluciones de limpieza a base de agua que están contaminadas con tintas a base de solventes aún pueden requerir un manejo cuidadoso tanto dentro de la operación de impresión como al desecharlas.
Máquinas de acabado
Una vez impreso, el sustrato normalmente necesita un acabado adicional antes de ser preparado para su uso final. Algunos materiales se pueden enviar directamente desde la prensa al equipo de empaque que formará el paquete y llenará el contenido o aplicará un adhesivo y colocará la etiqueta en el contenedor. En otros casos, se necesita una gran cantidad de cortes o hendiduras a medida para el ensamblaje final del libro u otro material impreso.
Los problemas de salud y seguridad relacionados con el acabado son principalmente problemas de seguridad mecánica. Dado que gran parte del acabado implica cortar a medida, los cortes y laceraciones en los dedos, las manos y la muñeca o el brazo son típicos. La protección es importante y debe usarse como parte de cada tarea. Los cuchillos y hojas pequeños que usan los empleados también deben usarse con cuidado y almacenarse y desecharse adecuadamente para evitar cortes y laceraciones involuntarios. Los sistemas más grandes también necesitan el mismo nivel de atención en la protección y capacitación para prevenir accidentes.
El aspecto de manejo de materiales del acabado es significativo. Esto se aplica tanto al material a terminar como al producto impreso empaquetado final. Se recomienda el uso de equipos mecánicos como carretillas elevadoras, montacargas y transportadores. Cuando deba realizarse un levantamiento y manejo manual, se debe llevar a cabo una educación sobre el levantamiento adecuado.
La evaluación reciente de este componente del proceso de impresión indica que el cuerpo humano sufre una posible tensión ergonómica. Cada tarea (cortar, clasificar, empaquetar) debe revisarse para determinar las posibles implicaciones ergonómicas. Si se encuentran problemas ergonómicos, es posible que se necesiten cambios en el lugar de trabajo para reducir este posible factor estresante a niveles aceptables. A menudo, alguna forma de automatización puede ayudar, pero aún quedan en la mayoría de las operaciones de impresión muchas tareas de manejo manual que pueden crear estrés ergonómico. La rotación de puestos puede ayudar a reducir este problema.
Impresión en el futuro
Siempre existirá la necesidad de imprimir palabras en un sustrato. Pero el futuro de la impresión implicará una transferencia de información más directa de la computadora a la prensa, así como la impresión electrónica, donde las palabras y las imágenes se imprimen en medios electromagnéticos y otros sustratos. Si bien dicha impresión electrónica se puede ver y leer solo a través de un dispositivo electrónico, cada vez más texto y literatura impresos pasarán del formato de sustrato impreso al formato de sustrato electrónico. Esto disminuirá muchos de los problemas mecánicos de seguridad y salud relacionados con la impresión, pero aumentará la cantidad de riesgos ergonómicos para la salud en la industria de la impresión.
Perfil general
Las industrias de impresión, fotografía comercial y reproducción son importantes en todo el mundo en términos de su importancia económica. La industria de la impresión es muy diversa en tecnologías y en tamaño de empresas. Sin embargo, independientemente del tamaño medido por el volumen de producción, las diferentes tecnologías de impresión descritas en este capítulo son las más comunes. En términos de volumen de producción, hay un número limitado de operaciones a gran escala, pero muchas pequeñas. Desde la perspectiva económica, la industria de la impresión es una de las industrias más grandes y genera ingresos anuales de al menos 500 60 millones de USD en todo el mundo. De manera similar, la industria de la fotografía comercial es diversa, con un número limitado de operaciones de gran volumen y muchas de pequeño volumen. El volumen de fotoacabado se divide casi por igual entre las operaciones de gran y pequeño volumen. El mercado fotográfico comercial genera ingresos anuales de aproximadamente US$40 mil millones en todo el mundo, y las operaciones de fotoacabado comprenden aproximadamente el 27% de este total. La industria de la reproducción, que consiste en operaciones de menor volumen con ingresos anuales combinados de alrededor de US$2 mil millones, genera cerca de XNUMX billones de copias al año. Además, la mayoría de las organizaciones y empresas brindan servicios de reproducción y duplicación en una escala aún menor.
Los problemas de salud, medio ambiente y seguridad en estas industrias están evolucionando en respuesta a las sustituciones con materiales potencialmente menos peligrosos, nuevas estrategias de control de higiene industrial y el advenimiento de nuevas tecnologías, como la introducción de tecnologías digitales, imágenes electrónicas y computadoras. Muchos problemas de salud y seguridad históricamente importantes (p. ej., solventes en la industria de la impresión o formaldehído como estabilizador en soluciones de fotoprocesamiento) no serán problemas en el futuro debido a la sustitución de materiales u otras estrategias de gestión de riesgos. Sin embargo, surgirán nuevos problemas de salud, medio ambiente y seguridad que deberán ser abordados por los profesionales de la salud y la seguridad. Esto sugiere la importancia continua del monitoreo de la salud y el medio ambiente como parte de una estrategia efectiva de gestión de riesgos en las industrias de impresión, fotografía comercial y reproducción.
Servicios de reproducción y duplicación
La oficina moderna puede contener varios tipos de máquinas de reproducción. Van desde la omnipresente fotocopiadora de proceso en seco hasta la máquina de planos para propósitos especiales, las máquinas de fax y mimeógrafo, así como otros tipos de duplicadoras. Dentro de este artículo, los diferentes dispositivos se agruparán según amplias clases de tecnología. Dado que las fotocopiadoras de proceso en seco están tan difundidas, recibirán la mayor atención.
Fotocopiadoras e Impresoras Láser
Operaciones de procesamiento
La mayoría de los pasos en electrofotografía convencional (xerografía) son directamente análogas a las de la fotografía. En el paso de exposición, la página impresa o la fotografía que se va a copiar se ilumina con un destello de luz brillante, y la imagen reflejada se enfoca mediante una lente en un fotorreceptor sensible a la luz cargado eléctricamente, que pierde su carga dondequiera que la luz incide en su superficie. La luz habrá incidido en el mismo patrón que en la superficie que se está copiando. A continuación, el revelador, generalmente compuesto por perlas portadoras grandes con partículas pequeñas cargadas electrostáticamente adheridas a ellas, se transporta al fotorreceptor mediante un proceso de transporte en cascada o magnético. La imagen latente cargada en el fotorreceptor se revela cuando el polvo finamente dividido (conocido como tóner, generador de imágenes seco o tinta seca) es atraído electrostáticamente, se separa del revelador y permanece en la imagen. Finalmente, el tóner que se ha adherido a las áreas de la imagen se transfiere (imprime) electrostáticamente a una hoja de papel común y se fusiona permanentemente con ella (se fija) mediante la aplicación de calor o calor y presión. El tóner residual se elimina del fotorreceptor mediante un proceso de limpieza y se deposita en un sumidero de tóner residual. A continuación, se prepara el fotorreceptor para el siguiente ciclo de formación de imágenes. Dado que el papel con imágenes elimina solo el tóner del revelador, el soporte que lo suministró a la imagen vuelve a circular en la carcasa del revelador y se mezcla con tóner nuevo que se dosifica en el sistema desde una botella o cartucho de suministro de tóner reemplazable.
Muchas máquinas aplican presión y calor a la imagen de tóner sobre papel durante el proceso de fusión. El calor lo suministra un rodillo de fusión, que entra en contacto con la superficie tonificada. Según las características del tóner y los materiales del fusor, es posible que parte del tóner se adhiera a la superficie del fusor en lugar de al papel, lo que provocaría la eliminación de parte de la imagen de la copia. Para evitar esto, se aplica un lubricante del fusor, comúnmente un fluido a base de silicona, a la superficie del rodillo del fusor.
In impresión láser, la imagen se convierte primero a un formato electrónico; es decir, se digitaliza en una serie de puntos muy pequeños (píxeles) mediante un escáner de documentos, o se puede crear una imagen digital directamente en una computadora. A continuación, la imagen digitalizada se escribe en el fotorreceptor de la impresora láser mediante un rayo láser. Los pasos restantes son esencialmente los de la xerografía convencional, en la que la imagen del fotorreceptor se transforma en papel u otras superficies.
Algunas fotocopiadoras utilizan un proceso conocido como desarrollo liquido. Esto difiere del proceso seco convencional en que el revelador es generalmente un vehículo de hidrocarburo líquido en el que se dispersan partículas de tóner finamente divididas. El revelado y la transferencia son generalmente análogos a los procesos convencionales, excepto que el revelador se lava sobre el fotorreceptor y la copia húmeda se seca mediante la evaporación del líquido residual tras la aplicación de calor o calor y presión.
Materiales
Los consumibles asociados con las fotocopias son toners, reveladores, lubricantes para fusores y papel. Aunque generalmente no se consideran consumibles, los fotorreceptores, los rodillos del fusor y de presión y varias otras piezas se desgastan de forma rutinaria y necesitan reemplazo, especialmente en máquinas de gran volumen. Estas piezas generalmente no se consideran reemplazables por el cliente y requieren un conocimiento especial para su extracción y ajuste. Muchas máquinas nuevas incorporan unidades reemplazables por el cliente (CRU), que contienen el fotorreceptor y el revelador en una unidad autónoma que el cliente puede reemplazar. En estas máquinas, los rodillos del fusor, etc., duran la vida útil de la máquina o requieren una reparación por separado. En un movimiento hacia la reducción de los costos de servicio y una mayor comodidad para el cliente, algunas empresas se están moviendo hacia una mayor capacidad de reparación por parte del cliente, donde la reparación se puede realizar sin riesgo mecánico o eléctrico para el cliente y, como máximo, requerirá una llamada telefónica a un centro de soporte. para asistencia.
Tónicos producir la imagen en la copia terminada. Los tóners secos son polvos finos compuestos por plásticos, colorantes y pequeñas cantidades de aditivos funcionales. Un polímero (plástico) suele ser el componente principal de un tóner seco; Los polímeros de estireno-acrílico, estireno-butadieno y poliéster son ejemplos comunes. En los tóneres negros, se utilizan diferentes pigmentos o negros de humo como colorante, mientras que en la copia en color se emplean varios tintes o pigmentos. Durante el proceso de fabricación del tóner, el negro de humo o colorante y el polímero se mezclan por fusión y la mayor parte del colorante queda encapsulado por el polímero. Los tóneres secos también pueden contener aditivos internos y/o externos que ayudan a determinar las características de flujo y/o carga estática del tóner.
Los tóneres de proceso húmedo son similares a los tóneres secos en que consisten en pigmentos y aditivos dentro de un revestimiento de polímero. La diferencia es que esos componentes se compran como una dispersión en un vehículo de hidrocarburo isoparafínico.
Desarrolladores suelen ser mezclas de tóner y soporte. Los portadores literalmente transportan tóner a la superficie del fotorreceptor y con frecuencia están hechos de materiales basados en grados especiales de arena, vidrio, acero o tipos de sustancias de ferrita. Pueden recubrirse con una pequeña cantidad de polímero para lograr el comportamiento deseado en una aplicación específica. Las mezclas de portador/tóner se conocen como reveladores de dos componentes. Los desarrolladores de un solo componente no usan un portador separado. Más bien, incorporan un compuesto como el óxido de hierro en el tóner y utilizan un dispositivo magnético para aplicar el revelador al fotorreceptor.
Lubricantes del fusor suelen ser fluidos a base de silicona que se aplican a los rodillos del fusor para evitar que el tóner se desplace de la imagen revelada al rodillo. Si bien muchos son polidimetilsiloxanos (PDMS) simples, otros contienen un componente funcional para mejorar su adhesión al rodillo del fusor. Algunos lubricantes del fusor se vierten de una botella en un sumidero, desde donde se bombean y finalmente se aplican al rodillo del fusor. En otras máquinas, el lubricante se puede aplicar a través de una tela saturada que limpia parte de la superficie del rollo, mientras que en algunas máquinas e impresoras más pequeñas, se aplica una mecha impregnada de aceite.
La mayoría de las fotocopiadoras modernas, si no todas, están hechas para funcionar bien con varios gramajes de papel bond ordinario sin tratar. Se fabrican formularios autocopiativos especiales para algunas máquinas de alta velocidad, y se producen papeles de transferencia sin fusión para obtener imágenes en fotocopiadoras y luego aplicar la imagen a una camiseta u otra tela con la aplicación de calor y presión en una prensa. Las grandes fotocopiadoras de dibujos de ingeniería/arquitectura a menudo producen sus copias en un velo translúcido.
Peligros potenciales y su prevención
Los fabricantes responsables han trabajado arduamente para minimizar el riesgo de cualquier peligro único en el proceso de fotocopiado. Sin embargo, se deben obtener hojas de datos de seguridad de materiales (MSDS) para cualquier consumible o producto químico de servicio utilizado con una máquina en particular.
Quizás el único material único al que uno puede estar significativamente expuesto en el proceso de fotocopiado es tónico. Los tóneres modernos y secos no deberían representar un peligro para la piel o los ojos, excepto quizás para las personas más sensibles, y los equipos de diseño reciente utilizan cartuchos de tóner y CRU que minimizan el contacto con el tóner a granel. Los tónicos líquidos tampoco deben irritar directamente la piel. Sin embargo, sus portadores de hidrocarburos isoparafínicos son solventes y pueden desengrasar la piel, provocando sequedad y agrietamiento tras la exposición repetida. Estos solventes también pueden ser levemente irritantes para los ojos.
El equipo bien diseñado no presentará una luz brillante peligro, incluso si la platina se proyecta sin el original, y algunos sistemas de iluminación están interconectados con la cubierta de la platina para evitar que el operador se exponga a la fuente de luz. Todas las impresoras láser están clasificadas como productos láser de Clase I, lo que significa que, en condiciones normales de funcionamiento, la radiación láser (haz) es inaccesible, está contenido dentro del proceso de impresión y no presenta un riesgo biológico. Además, el dispositivo láser no debe requerir mantenimiento y, en el caso muy inusual de que se requiera acceso al haz, el fabricante debe proporcionar procedimientos de trabajo seguros que debe seguir un técnico de servicio debidamente capacitado.
Por último, el hardware fabricado correctamente no tendrá bordes afilados, puntos de pellizco ni riesgos de descargas eléctricas expuestas en áreas donde los operadores puedan poner sus manos.
Peligros para la piel y los ojos
Además de los tóneres secos que no presentan un riesgo significativo para la piel o los ojos, uno esperaría lo mismo con los de base de aceite de silicona. lubricantes para fusor. Los polidimetilsiloxanos (PDMS) se han sometido a extensas evaluaciones toxicológicas y, en general, se ha demostrado que son benignos. Si bien algunos PDMS de baja viscosidad pueden ser irritantes para los ojos, los que se usan como lubricantes para fusores generalmente no lo son, ni son irritantes para la piel. Independientemente de la irritación real, cualquiera de estos materiales causará molestias en la piel o en los ojos. La piel afectada se puede lavar con agua y jabón, y los ojos se deben inundar con agua durante varios minutos.
Individuos que trabajan frecuentemente con tóners líquidos, especialmente en condiciones de posibles salpicaduras, es posible que desee usar gafas protectoras, anteojos de seguridad con protectores laterales o un protector facial si es necesario. Los guantes de goma o recubiertos de vinilo deben prevenir los problemas de piel seca mencionados anteriormente.
Artículos científicos son generalmente benignos también. Sin embargo, ha habido casos de irritación significativa de la piel cuando no se tuvo el cuidado adecuado durante el procesamiento. Los procesos de fabricación deficientes también pueden causar problemas de olor cuando el papel se calienta en el fusor de una copiadora de proceso seco. Ocasionalmente, la vitela en una copiadora de ingeniería no ha sido procesada adecuadamente y crea un problema de olor a solvente de hidrocarburo.
Además de la base isoparafínica de los tóneres líquidos, numerosos Disolventes se utilizan habitualmente en el mantenimiento de la máquina. Se incluyen limpiadores de placas y cubiertas y removedores de películas que, por lo general, son alcoholes o soluciones de alcohol/agua que contienen pequeñas cantidades de tensioactivos. Tales soluciones son irritantes para los ojos, pero no irritan directamente la piel. Sin embargo, al igual que los dispersantes de tóner líquido, su acción disolvente puede desengrasar la piel y provocar eventuales problemas de agrietamiento de la piel. Los guantes y gafas de goma o recubiertos de vinilo o las gafas de seguridad con protectores laterales deberían ser suficientes para evitar problemas.
Peligros de inhalación
El ozono suele ser la mayor preocupación de quienes se encuentran en las inmediaciones de las fotocopiadoras. Las siguientes preocupaciones más fácilmente identificadas serían el tóner, incluido el polvo de papel y los compuestos orgánicos volátiles (COV). Algunas situaciones también dan lugar a quejas por malos olores.
Ozone se genera principalmente por la descarga de corona de los dispositivos (corotrones/escorotrones) que cargan el fotorreceptor en preparación para la exposición y la limpieza. En las concentraciones más adecuadas para fotocopiar, puede identificarse por su agradable olor a trébol. Su bajo umbral de olor (0.0076 a 0.036 ppm) le confiere buenas “propiedades de advertencia”, ya que se puede detectar su presencia antes de que alcance concentraciones nocivas. A medida que alcanza concentraciones que pueden producir dolores de cabeza, irritación ocular y dificultad para respirar, su olor se vuelve fuerte y acre. Uno no debe esperar problemas de ozono de máquinas bien mantenidas en áreas adecuadamente ventiladas. Sin embargo, se puede detectar ozono cuando los operadores trabajan en el flujo de escape de la máquina, especialmente en el caso de tiradas largas de copias. Los olores que son identificados como ozono por operadores inexpertos generalmente surgen de otras fuentes.
Virador Durante mucho tiempo se ha considerado que es una partícula molesta o "partícula no clasificada de otro modo" (PNOC). Los estudios realizados por Xerox Corporation en la década de 1980 indicaron que el tóner inhalado provoca las respuestas pulmonares que uno esperaría de la exposición a estos materiales particulados insolubles. También demostraron la falta de riesgo carcinogénico en concentraciones de exposición muy por encima de las que se esperaba encontrar en el entorno de la oficina.
polvo de papel consiste en fragmentos de fibra de papel y calibradores y rellenos como arcilla, dióxido de titanio y carbonato de calcio. Todos estos materiales se consideran PNOC. No se han encontrado motivos de preocupación por las exposiciones al polvo de papel que se espera que ocurran en el entorno de la oficina.
La emisión de COV por parte de las fotocopiadoras es un subproducto de su uso en tóneres y piezas de plástico, cauchos y lubricantes orgánicos. Aun así, las exposiciones a sustancias químicas orgánicas individuales en el entorno de una fotocopiadora en funcionamiento suelen ser órdenes de magnitud por debajo de los límites de exposición ocupacional.
olores ambientales los problemas con las fotocopiadoras modernas suelen ser una indicación de ventilación inadecuada. Los papeles tratados, como los formularios autocopiativos o los papeles de transferencia de imágenes y, en ocasiones, las vitelas que se utilizan en las fotocopiadoras de ingeniería, pueden producir olores a disolventes de hidrocarburo, pero las exposiciones estarán muy por debajo de los límites de exposición ocupacional si la ventilación es adecuada para el copiado normal. Las fotocopiadoras modernas son dispositivos electromecánicos complejos que tienen algunas piezas (fusores) que funcionan a temperaturas elevadas. Además de los olores que están presentes durante el funcionamiento normal, también se producen olores cuando una pieza falla bajo una carga de calor y se liberan el humo y las emisiones del plástico y/o el caucho calientes. Obviamente, uno no debe permanecer en presencia de tales exposiciones. Comunes a casi todos los problemas de olor son las quejas de náuseas y algún tipo de irritación de los ojos o las membranas mucosas. Estas quejas suelen ser simplemente indicaciones de exposición a un olor desconocido y probablemente desagradable, y no son necesariamente signos de toxicidad aguda significativa. En tales casos, la persona expuesta debe buscar aire fresco, lo que casi siempre conduce a una recuperación rápida. Incluso las exposiciones al humo y los vapores de las piezas sobrecalentadas suelen ser de tan corta duración que no hay necesidad de preocuparse. Aun así, solo es prudente buscar atención médica si los síntomas persisten o se exacerban.
Consideraciones de instalación
Como se discutió anteriormente, las fotocopiadoras producen calor, ozono y COV. Si bien las recomendaciones de ubicación y ventilación deben obtenerse del fabricante y deben seguirse, es razonable esperar que, para todas las máquinas excepto posiblemente las más grandes, la ubicación en una habitación que tenga una circulación de aire razonable, más de dos cambios de aire por hora y una ventilación adecuada. El espacio alrededor de la máquina para el mantenimiento será suficiente para evitar problemas de ozono y olores. Naturalmente, esta recomendación también supone que se cumplen todas las recomendaciones de la Sociedad Estadounidense de Ingenieros de Calefacción, Refrigeración y Aire Acondicionado (ASHRAE) para los ocupantes de las habitaciones. Si se agrega más de una fotocopiadora a una habitación, se debe tener cuidado de proporcionar capacidad adicional de ventilación y enfriamiento. Las máquinas grandes y de alto volumen pueden requerir consideraciones especiales de control de calor.
Los suministros no requieren consideraciones especiales más allá de las necesarias para mantener cualquier solvente inflamable y evitar el calor excesivo. El papel debe guardarse en su caja en la medida de lo posible y el envoltorio no debe abrirse hasta que se necesite el papel.
Máquinas de fax (fax)
Operaciones de procesamiento.
En la reproducción facsímil, el documento se escanea con una fuente de luz y la imagen se convierte a un formato electrónico compatible con las comunicaciones telefónicas. En el receptor, los sistemas electroópticos decodifican e imprimen la imagen transmitida mediante procesos térmicos directos, de transferencia térmica, xerográficos o de inyección de tinta.
Las máquinas que utilizan los procesos térmicos tienen una matriz de impresión lineal como una placa de circuito impreso, sobre la cual se pisa el papel de copia durante el proceso de impresión. Hay alrededor de 200 contactos por pulgada a lo ancho del papel, que se calientan rápidamente cuando se activan con una corriente eléctrica. Cuando está caliente, un contacto hace que el punto de contacto en un papel de copia tratado se vuelva negro (térmica directa) o que el recubrimiento en un rollo donante similar a una cinta de máquina de escribir deposite un punto negro en el papel de copia (transferencia térmica).
Las máquinas de fax que funcionan mediante el proceso xerográfico utilizan la señal transmitida por teléfono para activar un rayo láser y luego funcionan como una impresora láser. De manera similar, las máquinas de chorro de tinta funcionan igual que las impresoras de chorro de tinta.
Materiales.
El papel, ya sea tratado o normal, los rollos de donantes, el tóner y la tinta son los principales materiales utilizados en el envío de faxes. Los papeles térmicos directos se tratan con colorantes leuco, que cambian de blanco a negro cuando se calientan. Los rollos donantes contienen una mezcla de negro de carbón en una base de cera y polímero, recubierta sobre un sustrato de película. La mezcla es lo suficientemente firme como para que no se transfiera a la piel cuando se frota, pero cuando se calienta se transferirá al papel de copia. Los tóneres y las tintas se analizan en las secciones de fotocopiado e impresión de chorro de tinta.
Peligros potenciales y su prevención.
No se han asociado peligros únicos con las máquinas de fax. Ha habido quejas de olores con algunas de las primeras máquinas térmicas directas; sin embargo, como ocurre con muchos olores en el entorno de la oficina, el problema es más indicativo de un umbral de olor bajo y posiblemente de una ventilación inadecuada que de un problema de salud. Las máquinas de transferencia térmica generalmente no tienen olor y no se han identificado peligros con los rollos donantes. Las máquinas de fax xerográficas tienen los mismos problemas potenciales que las fotocopiadoras secas; sin embargo, su baja velocidad normalmente evita cualquier problema de inhalación.
Planos (Diazo)
Operaciones de procesamiento.
Las referencias modernas a "planos" o "máquinas de planos" generalmente significan copias diazo o fotocopiadoras. Estas fotocopiadoras se utilizan con mayor frecuencia con grandes dibujos arquitectónicos o de ingeniería realizados sobre una base de película, vitela o papel translúcido. Los papeles tratados con diazo son ácidos y contienen un acoplador que produce un cambio de color al reaccionar con el compuesto diazo; sin embargo, la reacción se ve impedida por la acidez del papel. La hoja a copiar se pone en contacto con el papel tratado y se expone a una intensa luz ultravioleta (UV) procedente de una fuente de vapor de mercurio o fluorescente. La luz ultravioleta rompe el enlace diazo en las áreas del papel de copia que no están protegidas de la exposición de la imagen en el máster, eliminando la posibilidad de una reacción posterior con el acoplador. Luego, el máster se retira del contacto con el papel tratado, que luego se expone a una atmósfera de amoníaco. La alcalinidad del revelador de amoníaco neutraliza la acidez del papel, permitiendo que la reacción de cambio de color del diazo/acoplador produzca una copia de la imagen en las partes del papel que estaban protegidas de los rayos UV por la imagen del máster.
Materiales.
El agua y el amoníaco son los únicos materiales del proceso diazo además del papel tratado.
Peligros potenciales y su prevención.
La preocupación obvia en torno a las copiadoras de proceso diazoico es la exposición al amoníaco, que puede causar irritación en los ojos y las membranas mucosas. Las máquinas modernas suelen controlar las emisiones y, por lo tanto, las exposiciones suelen ser considerablemente inferiores a 10 ppm. Sin embargo, los equipos más antiguos pueden requerir un mantenimiento cuidadoso y frecuente y una posible ventilación de extracción local. Se debe tener cuidado al dar servicio a una máquina para evitar derrames y evitar el contacto con los ojos. Se deben seguir las recomendaciones de los fabricantes con respecto al equipo de protección. También se debe tener en cuenta que el papel fabricado incorrectamente también tiene el potencial de causar problemas en la piel.
Duplicadoras digitales y mimeógrafos
Operaciones de procesamiento.
Los duplicadores digitales y los mimeógrafos comparten el mismo proceso básico en el que una plantilla maestra se "quema" o "corta" y se coloca en un tambor que contiene tinta, desde el cual la tinta fluye a través del maestro hacia el papel de copia.
Materiales
Plantillas, tintas y papeles son los insumos que utilizan estas máquinas. La imagen escaneada se graba digitalmente en el patrón de mylar de una duplicadora digital, mientras que se electrocorta en la plantilla de papel de un mimeógrafo. Otra diferencia es que las tintas de las duplicadoras digitales son a base de agua, aunque contienen algo de disolvente de petróleo, mientras que las tintas de mimeógrafo se basan en un destilado nafténico o en una mezcla de alcohol y éter de glicol.
Peligros potenciales y su prevención.
Los peligros principales asociados con las duplicadoras digitales y los mimeógrafos se deben a sus tintas, aunque existe una posible exposición al vapor de cera caliente asociada con la quema de la imagen en la plantilla de la duplicadora digital y una exposición al ozono durante el electrocorte de las plantillas. Ambos tipos de tinta tienen el potencial de irritación de los ojos y la piel, mientras que el mayor contenido de destilado de petróleo de la tinta de mimeógrafo tiene un mayor potencial de causar dermatitis. El uso de guantes protectores mientras se trabaja con las tintas y una ventilación adecuada mientras se hacen copias deben proteger contra los riesgos para la piel y la inhalación.
Duplicadores de espíritu
Operaciones de procesamiento.
Los duplicadores Spirit usan una plantilla de imagen inversa que está recubierta con un tinte soluble en alcohol. Durante el procesamiento, el papel de copia se recubre ligeramente con un fluido de duplicación a base de metanol, que elimina una pequeña cantidad de tinte al entrar en contacto con la plantilla, lo que da como resultado la transferencia de la imagen al papel de copia. Las copias pueden emitir metanol durante algún tiempo después de la duplicación.
Materiales.
Papel, esténciles y líquido para duplicar son los principales insumos de este equipo.
Peligros potenciales y su prevención.
Los fluidos de duplicación de alcohol generalmente tienen una base de metanol y, por lo tanto, son tóxicos si se absorben a través de la piel, se inhalan o se ingieren; también son inflamables. La ventilación debe ser adecuada para garantizar que las exposiciones de los operadores estén por debajo de los límites de exposición ocupacional actuales y debe incluir la provisión de un área ventilada para el secado. Algunos fluidos de duplicación más recientes que se utilizan son a base de alcohol etílico o propilenglicol, que evitan los problemas de toxicidad e inflamabilidad del metanol. Se deben seguir las recomendaciones de los fabricantes con respecto al uso de equipo de protección al manipular todos los fluidos de duplicación.
Problemas de salud y patrones de enfermedad
La interpretación de los datos de salud humana en la industria de la impresión, el procesamiento y la reproducción de fotografías comerciales no es un asunto sencillo, ya que los procesos son complejos y están en constante evolución, a veces de manera espectacular. Si bien el uso de la automatización ha reducido sustancialmente la exposición al trabajo manual en las versiones modernizadas de las tres disciplinas, el volumen de trabajo por empleado ha aumentado sustancialmente. Además, la exposición dérmica representa una ruta importante de exposición para estas industrias, pero no está tan bien caracterizada por los datos de higiene industrial disponibles. La notificación de casos de efectos reversibles menos graves (p. ej., dolores de cabeza, irritación de la nariz y los ojos) es incompleta y no se notifica en la bibliografía publicada. A pesar de estos desafíos y limitaciones, los estudios epidemiológicos, las encuestas de salud y los informes de casos brindan una cantidad sustancial de información sobre el estado de salud de los trabajadores en estas industrias.
Actividades de impresión
Agentes y exposiciones
Hoy existen cinco categorías de procesos de impresión: flexografía, huecograbado, tipografía, litografía y serigrafía. El tipo de exposición que puede ocurrir a partir de cada proceso está relacionado con los tipos de tintas de impresión que se utilizan y con la probabilidad de inhalación (nieblas, vapores de solventes, etc.) y contacto penetrable con la piel debido al proceso y las actividades de limpieza empleadas. Cabe señalar que las tintas están compuestas por pigmentos orgánicos o inorgánicos, vehículos oleosos o solventes (es decir, portadores) y aditivos aplicados para fines especiales de impresión. La Tabla 1 describe algunas características de los diferentes procesos de impresión.
Tabla 1. Algunas exposiciones potenciales en la industria de la impresión
|
Proceso |
tipo de tinta |
Solvente |
Exposiciones potenciales |
|
Flexografía y huecograbado |
Tintas líquidas (baja viscosidad) |
Volátiles |
Disolventes orgánicos: xileno, benceno |
|
Tipografía y litografía |
Tintas en pasta (alta viscosidad) |
Aceites— |
Niebla de tinta: disolventes de hidrocarburos; isopropanol; hidrocarburos aromáticos policíclicos (HAP) |
|
Serigrafía |
semipasta |
Volátiles |
Disolventes orgánicos: xileno, ciclohexanona, acetato de butilo |
Mortalidad y riesgos crónicos
Existen varios estudios epidemiológicos y de informes de casos sobre impresoras. Las caracterizaciones de la exposición no se cuantifican en gran parte de la literatura más antigua. Sin embargo, las partículas de negro de humo de tamaño respirable con hidrocarburos aromáticos policíclicos potencialmente cancerígenos (benzo(A)pireno) unidos a la superficie en las salas de máquinas rotativas de impresión tipográfica de la producción de periódicos. Estudios en animales encuentran el benzo(A)el pireno se une fuertemente a la superficie de la partícula de negro de carbón y no se libera fácilmente a los pulmones u otros tejidos. Esta falta de "biodisponibilidad" hace que sea más difícil determinar si los riesgos de cáncer son factibles. Varios estudios epidemiológicos de cohortes (es decir, poblaciones seguidas a lo largo del tiempo), pero no todos, han encontrado indicios de un aumento de las tasas de cáncer de pulmón en las imprentas (tabla 2). Una evaluación más detallada de más de 100 casos de cáncer de pulmón y 300 controles (estudio de tipo caso-control) de un grupo de más de 9,000 trabajadores de imprenta en Manchester, Inglaterra (Leon, Thomas y Hutchings 1994) encontró que la duración del trabajo en una sala de máquinas se relacionó con la aparición de cáncer de pulmón en trabajadores de tipografía rotativa. Dado que no se conocen los patrones de tabaquismo de los trabajadores, se desconoce la consideración directa del papel de la ocupación en el estudio. Sin embargo, sugiere que el trabajo de tipografía rotativa puede haber presentado un riesgo de cáncer de pulmón en décadas anteriores. En algunas áreas del mundo, sin embargo, las tecnologías más antiguas, como el trabajo tipográfico rotativo, aún pueden existir y, por lo tanto, brindar oportunidades para evaluaciones preventivas, así como la instalación de controles apropiados donde sea necesario.
Cuadro 2. Estudios de cohortes sobre los riesgos de mortalidad del comercio de impresión
|
Población estudiada |
Numero de trabajadores |
Riesgos de mortalidad* (95% IC) |
||||
|
Período de seguimiento |
País |
todas las causas |
Todos los cánceres |
Cáncer de pulmón |
||
|
Prensa de periódicos |
1,361 |
(1949-65) - 1978 |
Estados Unidos de America |
1.0 (0.8 – 1.0) |
1.0 (0.8 – 1.2) |
1.5 (0.9 – 2.3) |
|
Prensa de periódicos |
, 700 |
(1940-55) - 1975 |
Italia |
1.1 (0.9 – 1.2) |
1.2 (0.9 – 1.6) |
1.5 (0.8 – 2.5) |
|
tipógrafos |
1,309 |
1961-1984 |
Estados Unidos de America |
0.7 (0.7 – 0.8) |
0.8 (0.7 – 1.0) |
0.9 (0.6 – 1.2) |
|
Impresoras (NGA) |
4,702 |
(1943-63) - 1983 |
UK |
0.8 (0.7 – 0.8) |
0.7 (0.6 – 0.8) |
0.6 (0.5 – 0.7) |
|
Impresoras (NATSOPA) |
4,530 |
(1943-63) - 1983 |
UK |
0.9 (0.9 – 1.0) |
1.0 (0.9 – 1.1) |
0.9 (0.8 – 1.1) |
|
Huecograbado |
1,020 |
(1925-85) - 1986 |
Suecia |
1.0 (0.9 – 1.2) |
1.4 (1.0 – 1.9) |
1.4 (0.7 – 2.5) |
|
Impresoras de cartón |
2,050 |
(1957-88) - 1988 |
Estados Unidos de America |
1.0 (0.9 – 1.2) |
0.6 (0.3 – 0.9) |
0.5 (0.2 – 1.2) |
* Razones de mortalidad estandarizadas (SMR) = número de muertes observadas dividido por el número de muertes esperadas, ajustado por los efectos de la edad durante los períodos de tiempo en cuestión. Una SMR de 1 indica que no hay diferencia entre lo observado y lo esperado. Nota: Se proporcionan intervalos de confianza del 95 % para las SMR.
NGA = Asociación Gráfica Nacional, Reino Unido
NATSOPA = Sociedad Nacional de Imprentas Operativas, Personal Gráfico y de Medios, Reino Unido.
Fuentes: Paganini-Hill et al. 1980; Bertazzi y Zoccheti 1980; Michaels, Zoloth y Stern 1991; León 1994; Svenson et al. 1990; Sumideros et al. 1992.
Otro grupo de trabajadores que ha sido sustancialmente estudiado son los litógrafos. La exposición de los litógrafos modernos a disolventes orgánicos (aguarrás, tolueno, etc.), pigmentos, tintes, hidroquinona, cromatos y cianatos se ha reducido notablemente en las últimas décadas debido al uso de tecnologías informáticas, procesos automatizados y cambios en los materiales. La Agencia Internacional para la Investigación del Cáncer (IARC) concluyó recientemente que las exposiciones ocupacionales en el proceso de impresión son posiblemente cancerígenas para los humanos (IARC 1996). Al mismo tiempo, puede ser importante señalar que la conclusión de la IARC se basa en exposiciones históricas que, en la mayoría de los casos, deberían ser significativamente diferentes en la actualidad. Los informes de melanoma maligno han sugerido riesgos de aproximadamente el doble de la tasa esperada (Dubrow 1986). Si bien algunos postulan que el contacto de la piel con la hidroquinona podría estar relacionado con el melanoma (Nielson, Henriksen y Olsen 1996), no se ha confirmado en una planta de fabricación de hidroquinona donde se informó una exposición significativa a la hidroquinona (Pifer et al. 1995). Sin embargo, se deben enfatizar las prácticas que minimizan el contacto de la piel con los solventes, particularmente en la limpieza de planchas.
Actividades de procesamiento fotográfico
Exposiciones y agentes
El procesamiento fotográfico de películas o papel en blanco y negro o en color se puede realizar manualmente o mediante procesos a gran escala esencialmente totalmente automatizados. La selección del proceso, los productos químicos, las condiciones de trabajo (incluida la ventilación, la higiene y el equipo de protección personal) y la carga de trabajo pueden influir en los tipos de exposición y los posibles problemas de salud del entorno laboral. Los tipos de trabajos (es decir, tareas relacionadas con el procesador) que tienen el mayor potencial de exposición a sustancias químicas fotográficas clave, como formaldehído, amoníaco, hidroquinona, ácido acético y reveladores de color, se indican en la tabla 3. El trabajo típico de procesamiento y manipulación de fotografías El flujo se representa en la figura 1.
Tabla 3. Tareas en procesamiento fotográfico con potencial de exposición química
|
Área de trabajo |
Tareas con potencial de exposición |
|
Mezcla quimica |
Mezcle los productos químicos en la solución. |
|
laboratorio analítico |
Manipular muestras. |
|
Procesamiento de película/impresión |
Procese películas e imprima usando reveladores, endurecedores, blanqueadores. |
|
Despegue de película/impresión |
Retire la película procesada y las impresiones para secarlas. |
Figura 1. Operaciones de procesamiento fotográfico
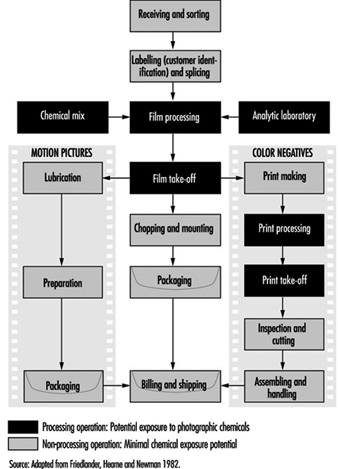
En unidades de procesamiento de gran volumen diseñadas más recientemente, algunos de los pasos del flujo de trabajo se han combinado y automatizado, lo que hace que la inhalación y el contacto con la piel sean menos probables. El formaldehído, un agente que se ha utilizado durante décadas como estabilizador de imágenes en color, está disminuyendo su concentración en los productos fotográficos. Según el proceso específico y las condiciones ambientales del sitio, su concentración en el aire puede variar desde niveles no detectables en la zona de respiración del operador hasta alrededor de 0.2 ppm en las ventilaciones de la secadora de la máquina. Las exposiciones también pueden ocurrir durante la limpieza del equipo, la fabricación o el reabastecimiento del fluido estabilizador y la descarga de los procesadores, así como en situaciones de derrame.
Cabe señalar que, si bien las exposiciones químicas han sido el enfoque principal de la mayoría de los estudios de salud de los procesadores fotográficos, otros aspectos ambientales del trabajo, como la reducción de la luz, el manejo de materiales y las demandas posturales del trabajo, también son de interés para la salud preventiva.
Riesgos de mortalidad
La única vigilancia de mortalidad publicada de los procesadores fotográficos sugiere que no hay mayores riesgos de muerte para la ocupación (Friedlander, Hearne y Newman 1982). El estudio abarcó nueve laboratorios de procesamiento en los Estados Unidos y se actualizó para cubrir 15 años más de seguimiento (Pifer 1995). Cabe señalar que se trata de un estudio de más de 2,000 empleados que se encontraban trabajando activamente a principios de 1964, de los cuales más del 70% tenían al menos 15 años de empleo en su profesión en ese momento. Se siguió al grupo durante 31 años, hasta 1994. Muchas exposiciones relevantes anteriores en las carreras de estos empleados, como el tetracloruro de carbono, la n-butilamina y la isopropilamina, se suspendieron en los laboratorios hace más de treinta años. Sin embargo, muchas de las exposiciones clave en los laboratorios modernos (es decir, ácido acético, formaldehído y dióxido de azufre) también estuvieron presentes en décadas anteriores, aunque en concentraciones mucho más altas. Durante el período de tiempo de seguimiento de 31 años, la tasa de mortalidad estandarizada fue solo el 78 % de la esperada (SMR 0.78), con 677 muertes en los 2,061 trabajadores. Ninguna causa individual de muerte aumentó significativamente.
Los 464 procesadores en el estudio también tuvieron una mortalidad reducida, ya sea en comparación con la población general (SMR 0.73) o con otros trabajadores por hora (SMR 0.83) y no tuvieron aumentos significativos en ninguna causa de muerte. Con base en la información epidemiológica disponible, no parece que el procesamiento fotográfico presente un mayor riesgo de mortalidad, incluso en las concentraciones más altas de exposición que probablemente estuvieron presentes en los años 1950 y 1960.
Enfermedad pulmonar
La literatura tiene muy pocos informes de trastornos pulmonares para procesadores fotográficos. Dos artículos (Kipen y Lerman 1986; Hodgson y Parkinson 1986) describen un total de cuatro posibles respuestas pulmonares a las exposiciones en el lugar de trabajo de procesamiento; sin embargo, ninguno tenía datos cuantitativos de exposición ambiental para evaluar los hallazgos pulmonares medidos. En la única revisión epidemiológica del tema (Friedlander, Hearne y Newman 1982), no se identificaron aumentos en las ausencias por enfermedad a largo plazo por trastornos pulmonares; sin embargo, es importante señalar que se requirieron ausencias por enfermedad de ocho días consecutivos para ser capturadas en ese estudio. Parece que los síntomas respiratorios pueden agravarse o iniciarse en personas sensibles por la exposición a concentraciones más altas de ácido acético, dióxido de azufre y otros agentes en el procesamiento fotográfico, en caso de que la ventilación esté mal controlada o se produzcan errores durante la mezcla, lo que resulta en la liberación de concentraciones no deseadas de estos agentes. Sin embargo, rara vez se han informado casos pulmonares relacionados con el trabajo en esta ocupación (Hodgson y Parkinson 1986).
Efectos agudos y subcrónicos
La dermatitis alérgica e irritativa de contacto se ha informado en procesadores fotográficos durante décadas, comenzando con el uso inicial de productos químicos de color a fines de la década de 1930. Muchos de estos casos ocurrieron en los primeros meses de exposición de un procesador. El uso de guantes protectores y la mejora de los procesos de manipulación han reducido sustancialmente la dermatitis fotográfica. Las salpicaduras oculares con algunos fotoquímicos pueden presentar riesgos de lesiones en la córnea. La capacitación sobre los procedimientos de lavado de ojos (lavado de ojos con agua fría durante al menos 15 minutos seguido de atención médica) y el uso de gafas protectoras es particularmente importante para los fotoprocesadores, muchos de los cuales pueden trabajar de forma aislada y/o en entornos con poca luz.
Existen algunas preocupaciones ergonómicas con respecto al funcionamiento de las unidades de procesamiento fotográfico de gran volumen y respuesta rápida. El montaje y desmontaje de grandes rollos de papel fotográfico puede presentar un riesgo de trastornos en la parte superior de la espalda, los hombros y el cuello. Los rollos pueden pesar de 13.6 a 22.7 kg (30 a 50 libras) y pueden ser difíciles de manejar, dependiendo en parte del acceso a la máquina, que puede verse comprometido en sitios de trabajo compactos.
Las lesiones y tensiones del personal pueden evitarse mediante la formación adecuada del personal, proporcionando un acceso adecuado a los rollos y teniendo en cuenta los factores humanos en el diseño general del área de procesamiento.
Prevención y métodos de detección temprana de efectos.
La protección contra la dermatitis, la irritación respiratoria, las lesiones agudas y los trastornos ergonómicos comienza con el reconocimiento de que tales trastornos pueden ocurrir. Con la información adecuada de los trabajadores (incluidas las etiquetas, las hojas de datos de seguridad de los materiales, el equipo de protección y los programas de capacitación en protección de la salud), las revisiones periódicas de salud/seguridad del lugar de trabajo y la supervisión informada, se puede enfatizar fuertemente la prevención. Además, la identificación temprana de trastornos puede facilitarse si se cuenta con un recurso médico para informar sobre la salud de los trabajadores, junto con evaluaciones de salud periódicas voluntarias específicas, centrándose en los síntomas respiratorios y de las extremidades superiores en los cuestionarios y la observación directa de las áreas expuestas de la piel en busca de signos de trabajo. dermatitis relacionadas.
Debido a que el formaldehído es un sensibilizador respiratorio potencial, un fuerte irritante y un posible carcinógeno, es importante que se evalúe cada lugar de trabajo para determinar dónde se usa formaldehído (revisiones del inventario químico y de la hoja de datos de seguridad de los materiales), para evaluar las concentraciones en el aire (si así lo indican los materiales). utilizados), para identificar dónde se pueden producir fugas o derrames y estimar la cantidad que se podría derramar y la concentración que se generaría en el peor de los casos. Se debe desarrollar un plan de respuesta a emergencias, publicarlo en lugares visibles, comunicarlo y practicarlo periódicamente. Se debe consultar a un especialista en salud y seguridad en el desarrollo de dicho plan de emergencia.
Actividades de reproducción
Agentes y exposiciones
Las fotocopiadoras modernas emiten niveles muy bajos de radiación ultravioleta a través de la cubierta de vidrio (plenum), generan algo de ruido y pueden emitir bajas concentraciones de ozono durante la actividad de procesamiento. Estas máquinas utilizan un tóner, principalmente negro carbón (para impresoras en blanco y negro), para producir una impresión oscura en el papel o película transparente. Por lo tanto, las posibles exposiciones rutinarias de interés para la salud de los fotocopiadores pueden incluir la radiación ultravioleta, el ruido, el ozono y posiblemente el tóner. En máquinas más antiguas, el tóner podría ser un problema durante el reemplazo, aunque los cartuchos autónomos modernos han reducido sustancialmente la posible exposición respiratoria y de la piel.
El grado de exposición a la radiación ultravioleta que se produce a través del cristal de exposición de la máquina copiadora es muy bajo. La duración del destello de una fotocopiadora es de aproximadamente 250 microsegundos, y la copia continua produce aproximadamente 4,200 destellos por hora, un valor que puede variar según la copiadora. Con la placa de vidrio en su lugar, la longitud de onda emitida oscila entre 380 y 396 nm. Los rayos UVB no suelen ser el resultado de los destellos de las fotocopiadoras. Las mediciones de UVA máximas registradas en la patena de vidrio promedian alrededor de 1.65 microjulios/cm2 por destello. Por lo tanto, la exposición espectral máxima de UV cercano de 8 horas de una fotocopiadora de funcionamiento continuo que hace unas 33,000 copias por día es de aproximadamente 0.05 julios/cm.2 en la superficie del vidrio. Este valor es solo una fracción del valor límite umbral recomendado por la Conferencia Estadounidense de Higienistas Industriales Gubernamentales (ACGIH) y parece no presentar ningún riesgo medible para la salud, incluso en condiciones de exposición tan exageradas.
Cabe señalar que ciertos trabajadores pueden tener un mayor riesgo de exposición a los rayos UV, incluidos aquellos con condiciones de fotosensibilidad, personas que usan agentes/medicamentos fotosensibilizantes y personas con pupilas oculares dañadas (afáquicos). Por lo general, se recomienda a estas personas que minimicen su exposición a los rayos UV como medida de precaución general.
Efectos agudos.
La literatura no revela muchos efectos agudos significativamente relacionados con la fotocopia. Las unidades más antiguas y con un mantenimiento insuficiente podrían emitir concentraciones detectables de ozono si se ejecutan en entornos mal ventilados. Si bien se han informado síntomas de irritación de los ojos y las vías respiratorias superiores de los trabajadores en dichos entornos, las especificaciones mínimas del fabricante para el espacio y la ventilación, junto con la tecnología de copiado más nueva, han eliminado esencialmente el ozono como un problema de emisión.
Riesgos de mortalidad.
No se encontraron estudios que describieran la mortalidad o los riesgos crónicos para la salud de las fotocopias a largo plazo.
Prevención y detección precoz
Simplemente siguiendo el uso recomendado por los fabricantes, la actividad de fotocopiado no debería presentar un riesgo en el lugar de trabajo. Las personas que experimentan un agravamiento de los síntomas relacionados con el uso intensivo de fotocopiadoras deben buscar asesoramiento sobre salud y seguridad.
Descripción general de los problemas ambientales
Principales problemas ambientales
disolventes
Los disolventes orgánicos se utilizan para una serie de aplicaciones en la industria de la impresión. Los usos principales incluyen solventes de limpieza para prensas y otros equipos, agentes solubilizantes en tintas y aditivos en soluciones de fuente. Además de las preocupaciones generales sobre las emisiones de compuestos orgánicos volátiles (COV), algunos posibles componentes de los disolventes pueden persistir en el medio ambiente o tener un alto potencial de agotamiento de la capa de ozono.
Silver
Durante el procesamiento fotográfico en color y en blanco y negro, se libera plata en algunas de las soluciones de procesamiento. Es importante comprender la toxicología ambiental de la plata para que estas soluciones puedan manipularse y eliminarse adecuadamente. Si bien el ion de plata libre es altamente tóxico para la vida acuática, su toxicidad es mucho menor en forma de complejo como en los efluentes de fotoprocesamiento. El cloruro de plata, el tiosulfato de plata y el sulfuro de plata, que son formas de plata comúnmente observadas en el fotoprocesamiento, son más de cuatro órdenes de magnitud menos tóxicos que el nitrato de plata. La plata tiene una gran afinidad por la materia orgánica, el barro, la arcilla y otras materias que se encuentran en los entornos naturales, y esto reduce su impacto potencial en los sistemas acuáticos. Dado el nivel extremadamente bajo de iones de plata libres que se encuentran en los efluentes de fotoprocesamiento o en las aguas naturales, la tecnología de control apropiada para la plata complejada protege suficientemente el medio ambiente.
Otras características de los efluentes de fotoprocesamiento
La composición de los efluentes fotográficos varía según los procesos que se ejecuten: blanco y negro, inversión de color, negativo/positivo en color o alguna combinación de estos. El agua comprende del 90 al 99% del volumen del efluente, siendo la mayoría del resto sales inorgánicas que funcionan como amortiguadores y agentes fijadores (solubilizantes de haluro de plata), quelatos de hierro, como el ácido FeEtilendiaminotetraacético, y moléculas orgánicas que sirven como agentes reveladores y antioxidantes. El hierro y la plata son los metales importantes presentes.
Residuo sólido
Cada componente de las industrias de impresión, fotografía y reproducción genera residuos sólidos. Esto puede consistir en residuos de embalaje como cartón y plástico, consumibles como cartuchos de tóner o material de desecho de operaciones como papel de desecho o película. La creciente presión sobre los generadores industriales de desechos sólidos ha llevado a las empresas a examinar detenidamente las opciones para reducir los desechos sólidos mediante la reducción, la reutilización o el reciclaje.
Equipos
El equipo juega un papel obvio en la determinación del impacto ambiental de los procesos utilizados en las industrias de impresión, fotografía y reproducción. Más allá de esto, el escrutinio está aumentando en otros aspectos del equipo. Un ejemplo es la eficiencia energética, que se relaciona con el impacto ambiental de la generación de energía. Otro ejemplo es la “legislación de devolución”, que exige que los fabricantes reciban los equipos para su correcta eliminación después de su vida útil comercial.
Tecnologías de control
La efectividad de una metodología de control determinada puede depender bastante de los procesos operativos específicos de una instalación, el tamaño de esa instalación y el nivel de control necesario.
Tecnologías de control de solventes
El uso de solventes se puede reducir de varias maneras. Los componentes más volátiles, como el alcohol isopropílico, se pueden reemplazar con compuestos que tengan una presión de vapor más baja. En algunas situaciones, las tintas y los lavados a base de solventes se pueden reemplazar con materiales a base de agua. Muchas aplicaciones de impresión necesitan mejoras en las opciones a base de agua para competir eficazmente con los materiales a base de solventes. La tecnología de tinta con alto contenido de sólidos también puede resultar en una reducción del uso de solventes orgánicos.
Las emisiones de solventes se pueden reducir al reducir la temperatura de las soluciones humectantes o humectantes. En aplicaciones limitadas, los solventes pueden capturarse en materiales adsorbentes como el carbón activado y reutilizarse. En otros casos, las ventanas de operación son demasiado estrictas para permitir que los solventes capturados se reutilicen directamente, pero se pueden recuperar para reciclarlos fuera del sitio. Las emisiones de solventes pueden concentrarse en los sistemas de condensadores. Estos sistemas consisten en intercambiadores de calor seguidos de un filtro o precipitador electrostático. El condensado pasa a través de un separador de agua y aceite antes de su disposición final.
En operaciones más grandes, se pueden usar incineradores (a veces llamados postquemadores) para destruir los solventes emitidos. Se pueden usar platino u otros materiales de metales preciosos para catalizar el proceso térmico. Los sistemas no catalizados deben operar a temperaturas más altas, pero no son sensibles a los procesos que pueden envenenar los catalizadores. La recuperación de calor es generalmente necesaria para que los sistemas no catalizados sean rentables.
Tecnologías de recuperación de plata
El nivel de recuperación de plata del fotoefluente está controlado por la economía de la recuperación y/o por las normas de descarga de la solución. Las principales técnicas de recuperación de plata incluyen electrólisis, precipitación, reemplazo metálico e intercambio iónico.
En la recuperación electrolítica, la corriente pasa a través de la solución que contiene plata y el metal plateado se deposita en el cátodo, generalmente una placa de acero inoxidable. La hojuela de plata se cosecha flexionando, astillando o raspando y se envía a una refinería para su reutilización. Intentar reducir el nivel de plata de la solución residual significativamente por debajo de 200 mg/l es ineficaz y puede provocar la formación de sulfuro de plata no deseado o subproductos sulfurosos nocivos. Las celdas de lecho empacado son capaces de reducir la plata a niveles más bajos, pero son más complejas y costosas que las celdas con electrodos bidimensionales.
La plata se puede recuperar de la solución por precipitación con algún material que forme una sal de plata insoluble. Los agentes precipitantes más comunes son la trimercaptotriazina trisódica (TMT) y varias sales de sulfuro. Si se utiliza una sal de sulfuro, se debe tener cuidado para evitar la generación de sulfuro de hidrógeno altamente tóxico. TMT es una alternativa inherentemente más segura introducida recientemente en la industria del fotoprocesamiento. La precipitación tiene una eficiencia de recuperación superior al 99%.
Los cartuchos metálicos de reemplazo (MRC) permiten el flujo de la solución que contiene plata sobre un depósito filamentoso de metal de hierro. El ion plata se reduce a plata metálica a medida que el hierro se oxida a especies solubles iónicas. El lodo plateado metálico se deposita en el fondo del cartucho. Los MRC no son apropiados en áreas donde el hierro en el efluente es una preocupación. Este método tiene una eficiencia de recuperación superior al 95%.
En el intercambio iónico, los complejos de tiosulfato de plata aniónico se intercambian con otros aniones en un lecho de resina. Cuando se agota la capacidad del lecho de resina, se regenera capacidad adicional extrayendo la plata con una solución concentrada de tiosulfato o convirtiendo la plata en sulfuro de plata en condiciones ácidas. En condiciones bien controladas, esta técnica puede reducir la plata por debajo de 1 mg/l. Sin embargo, el intercambio iónico solo se puede utilizar en soluciones diluidas en plata y tiosulfato. La columna es extremadamente sensible a la separación si la concentración de tiosulfato del afluente es demasiado alta. Además, la técnica requiere mucha mano de obra y equipo, lo que la hace costosa en la práctica.
Otras tecnologías de control de fotoefluentes
El método más rentable para manejar los efluentes fotográficos es a través del tratamiento biológico en una planta secundaria de tratamiento de residuos (a menudo denominada planta de tratamiento de propiedad pública o POTW, por sus siglas en inglés). Varios componentes o parámetros del efluente fotográfico pueden estar regulados por permisos de descarga de alcantarillado. Además de la plata, otros parámetros regulados comunes incluyen el pH, la demanda química de oxígeno, la demanda biológica de oxígeno y los sólidos disueltos totales. Múltiples estudios han demostrado que no se espera que los desechos del fotoprocesamiento (incluida la pequeña cantidad de plata que queda después de una recuperación razonable de plata) después del tratamiento biológico tengan un efecto adverso en las aguas receptoras.
Se han aplicado otras tecnologías al fotoprocesamiento de desechos. En algunas regiones del mundo se practica el arrastre para su tratamiento en incineradores, hornos de cemento u otra disposición final. Algunos laboratorios reducen el volumen de solución que se va a transportar mediante evaporación o destilación. Se han aplicado otras técnicas oxidativas como la ozonización, la electrólisis, la oxidación química y la oxidación con aire húmedo a los efluentes de fotoprocesamiento.
Otra fuente importante de carga ambiental reducida es a través de la reducción de la fuente. El nivel de plata recubierta por metro cuadrado en productos sensibilizados está disminuyendo constantemente a medida que nuevas generaciones de productos ingresan al mercado. A medida que disminuyen los niveles de plata en los medios, también disminuye la cantidad de productos químicos necesarios para procesar un área determinada de película o papel. La regeneración y la reutilización de los desbordamientos de solución también han resultado en una menor carga ambiental por imagen. Por ejemplo, la cantidad de agente revelador de color requerida para procesar un metro cuadrado de papel de color en 1996 es menos del 20% de la requerida en 1980.
Minimización de residuos sólidos
El deseo de minimizar los desechos sólidos está alentando los esfuerzos para reciclar y reutilizar los materiales en lugar de desecharlos en vertederos. Existen programas de reciclaje para cartuchos de tóner, casetes de película, cámaras de un solo uso, etc. El reciclaje y la reutilización de envases también son cada vez más frecuentes. Se están etiquetando adecuadamente más embalajes y piezas de equipos para permitir programas de reciclaje de materiales más eficientes.
Diseño de análisis de ciclo de vida para el medio ambiente.
Todos los temas discutidos anteriormente han resultado en una mayor consideración del ciclo de vida completo de un producto, desde la adquisición de recursos naturales hasta la creación de los productos, hasta el tratamiento de los problemas del final de la vida útil de estos productos. Se están utilizando dos herramientas analíticas relacionadas, el análisis del ciclo de vida y el diseño para el medio ambiente, para incorporar cuestiones ambientales en el proceso de toma de decisiones en el diseño, desarrollo y ventas de productos. El análisis del ciclo de vida toma en consideración todas las entradas y flujos de materiales para un producto o proceso e intenta medir cuantitativamente el impacto en el medio ambiente de las diferentes opciones. El diseño para el medio ambiente tiene en cuenta varios aspectos del diseño del producto, como la reciclabilidad, la reelaboración, etc., para minimizar el impacto sobre el medio ambiente de la producción o eliminación del equipo en cuestión.
Laboratorios Fotográficos Comerciales
Operaciones de procesamiento y materiales
Procesamiento en blanco y negro
En el procesamiento de fotografías en blanco y negro, la película o el papel expuestos se retiran de un recipiente hermético a la luz en un cuarto oscuro y se sumergen secuencialmente en soluciones acuosas de revelador, baño de parada y fijador. Después de un lavado con agua, la película o el papel se seca y está listo para usar. El revelador reduce el haluro de plata expuesto a la luz a plata metálica. El baño de parada es una solución débilmente ácida que neutraliza el revelador alcalino y detiene la reducción adicional del haluro de plata. La solución fijadora forma un complejo soluble con el haluro de plata no expuesto, que posteriormente se elimina de la emulsión en el proceso de lavado junto con varias sales solubles en agua, tampones e iones de haluro.
Procesamiento de color
El procesamiento en color es más complejo que el procesamiento en blanco y negro, y se requieren pasos adicionales para procesar la mayoría de los tipos de películas, transparencias y papel en color. En resumen, en lugar de una capa de haluro de plata, como en las películas en blanco y negro, hay tres negativos de plata superpuestos; es decir, se produce un negativo de plata para cada una de las tres capas sensibilizadas. Al entrar en contacto con el revelador de color, el haluro de plata expuesto se convierte en plata metálica mientras que el revelador oxidado reacciona con un acoplador específico en cada capa para formar la imagen del tinte.
Otra diferencia en el procesamiento del color es el uso de un blanqueador para eliminar la plata metálica no deseada de la emulsión al convertir la plata metálica en haluro de plata por medio de un agente oxidante. Posteriormente, el haluro de plata se convierte en un complejo de plata soluble, que luego se elimina mediante lavado, como en el caso del procesamiento en blanco y negro. Además, los procedimientos y materiales de procesamiento de color varían dependiendo de si se está formando una transparencia en color o si se están procesando negativos e impresiones en color.
Diseño de procesamiento general
Los pasos esenciales en el fotoprocesamiento consisten en pasar la película o el papel expuestos a través de una serie de tanques de procesamiento, ya sea a mano o en procesadores mecánicos. Aunque los procesos individuales pueden ser diferentes, existen similitudes en los tipos de procedimientos y equipos utilizados en el fotoprocesamiento. Por ejemplo, habrá un área de almacenamiento de productos químicos y materias primas e instalaciones para manipular y clasificar los materiales fotográficos expuestos entrantes. Las instalaciones y el equipo son necesarios para medir, pesar y mezclar los productos químicos de procesamiento y para suministrar estas soluciones a los distintos tanques de procesamiento. Además, se utiliza una variedad de dispositivos de bombeo y medición para entregar soluciones de procesamiento a los tanques. Un laboratorio profesional o de fotoacabado normalmente utilizará equipos más grandes y automatizados que procesarán película o papel. Para producir un producto consistente, se controla la temperatura de los procesadores y, en la mayoría de los casos, se reponen con productos químicos nuevos a medida que el producto sensibilizado pasa por el procesador.
Las operaciones más grandes pueden tener laboratorios de control de calidad para las determinaciones químicas y la medición de la calidad fotográfica de los materiales que se producen. Aunque el uso de formulaciones químicas empaquetadas puede eliminar la necesidad de medir, pesar y mantener un laboratorio de control de calidad, muchas grandes instalaciones de fotoprocesamiento prefieren mezclar sus propias soluciones de procesamiento a partir de grandes cantidades de los componentes químicos.
Después del procesamiento y secado de los materiales, se pueden aplicar lacas o recubrimientos protectores al producto terminado y se pueden realizar operaciones de limpieza de la película. Finalmente, los materiales son inspeccionados, empacados y preparados para su envío al cliente.
Peligros potenciales y su prevención
Peligros únicos del cuarto oscuro
Los peligros potenciales en el procesamiento fotográfico comercial son similares a los de otros tipos de operaciones químicas; sin embargo, una característica única es el requisito de que ciertas partes de las operaciones de procesamiento se realicen en la oscuridad. En consecuencia, el operador de procesamiento debe tener un buen conocimiento del equipo y sus peligros potenciales, y de las medidas de precaución en caso de accidentes. Hay luces de seguridad o gafas infrarrojas disponibles y se pueden usar para proporcionar suficiente iluminación para la seguridad del operador. Todos los elementos mecánicos y las partes eléctricas vivas deben estar encerradas y las partes salientes de la máquina deben estar cubiertas. Deben instalarse cerraduras de seguridad para garantizar que la luz no ingrese al cuarto oscuro y deben diseñarse de manera que permitan el libre paso del personal.
Peligros para la piel y los ojos
Debido a la amplia variedad de fórmulas utilizadas por varios proveedores y diferentes métodos de envasado y mezcla de productos químicos de fotoprocesamiento, solo se pueden hacer algunas generalizaciones con respecto a los tipos de peligros químicos presentes. Se puede encontrar una variedad de ácidos fuertes y materiales cáusticos, especialmente en las áreas de almacenamiento y mezcla. Muchos productos químicos de fotoprocesamiento irritan la piel y los ojos y, en algunos casos, pueden causar quemaduras en la piel o los ojos después del contacto directo. El problema de salud más frecuente en el fotoprocesamiento es la posibilidad de dermatitis de contacto, que surge más comúnmente del contacto de la piel con soluciones de revelador alcalino. La dermatitis puede deberse a la irritación provocada por soluciones alcalinas o ácidas o, en algunos casos, a una alergia en la piel.
Los reveladores de color son soluciones acuosas que suelen contener derivados de p-fenilendiamina, mientras que los reveladores en blanco y negro suelen contener p-metil-aminofenolsulfato (también conocido como Metol o agente de revelado KODAK ELON) y/o hidroquinona. Los reveladores de color son sensibilizadores e irritantes de la piel más potentes que los reveladores de blanco y negro y también pueden causar reacciones liquenoides. Además, en algunas soluciones de fotoprocesamiento se encuentran otros sensibilizantes de la piel como el formaldehído, el sulfato de hidroxilamina y el diclorhidrato de S-(2-(dimetilamino)-etil)-isotiouronio. Es más probable que ocurra el desarrollo de alergia en la piel después del contacto repetido y prolongado con las soluciones de procesamiento. Las personas con enfermedades de la piel preexistentes o irritación de la piel a menudo son más susceptibles a los efectos de los productos químicos en la piel.
Evitar el contacto con la piel es un objetivo importante en las áreas de fotoprocesamiento. Se recomiendan guantes de neopreno para reducir el contacto con la piel, especialmente en las áreas de mezclado, donde se encuentran soluciones más concentradas. Alternativamente, se pueden usar guantes de nitrilo cuando no se requiera un contacto prolongado con fotoquímicos. Los guantes deben tener el grosor suficiente para evitar roturas y fugas, y deben inspeccionarse y limpiarse con frecuencia, preferiblemente lavando a fondo las superficies exterior e interior con un limpiador de manos no alcalino. Es particularmente importante que el personal de mantenimiento esté provisto de guantes protectores durante la reparación o limpieza de los tanques y conjuntos de bastidores, etc., ya que estos pueden cubrirse con depósitos de productos químicos. Las cremas de barrera no son apropiadas para usar con fotoquímicos porque no son impermeables a todos los fotoquímicos y pueden contaminar las soluciones de procesamiento. Se debe usar un delantal protector o una bata de laboratorio en el cuarto oscuro, y es deseable el lavado frecuente de la ropa de trabajo. Para toda la ropa de protección reutilizable, los usuarios deben buscar signos de permeación o degradación después de cada uso y reemplazar la ropa según corresponda. También se deben usar gafas protectoras y un protector facial, especialmente en áreas donde se manipulan fotoquímicos concentrados.
Si los productos químicos de fotoprocesamiento entran en contacto con la piel, el área afectada debe enjuagarse rápidamente con abundante agua. Debido a que los materiales como los reveladores son alcalinos, el lavado con un limpiador de manos no alcalino (pH de 5.0 a 5.5) reduce la posibilidad de desarrollar dermatitis. La ropa debe cambiarse inmediatamente si hay alguna contaminación con productos químicos, y los derrames o salpicaduras deben limpiarse inmediatamente. Las instalaciones para lavarse las manos y las provisiones para enjuagarse los ojos son particularmente importantes en las áreas de mezcla y procesamiento. También deben estar disponibles duchas de emergencia.
Peligros de inhalación
Además de los peligros potenciales para la piel y los ojos, los gases o vapores emitidos por algunas soluciones de fotoprocesamiento pueden presentar un peligro de inhalación, así como contribuir a la generación de olores desagradables, especialmente en áreas mal ventiladas. Algunas soluciones de procesamiento de color pueden liberar vapores como ácido acético, trietanolamina y alcohol bencílico, o gases como amoníaco, formaldehído y dióxido de azufre. Estos gases o vapores pueden irritar las vías respiratorias y los ojos o, en algunos casos, pueden causar otros efectos relacionados con la salud. Los efectos potenciales relacionados con la salud de estos gases o vapores dependen de la concentración y generalmente se observan solo en concentraciones que exceden los límites de exposición ocupacional. Sin embargo, debido a una amplia variación en la susceptibilidad individual, algunas personas, por ejemplo, personas con condiciones médicas preexistentes como el asma, pueden experimentar efectos en concentraciones por debajo de los límites de exposición ocupacional.
Algunos fotoquímicos pueden detectarse por el olor debido al bajo umbral de olor del químico. Aunque el olor de una sustancia química no es necesariamente indicativo de un peligro para la salud, los olores fuertes o los olores que aumentan en intensidad pueden indicar que el sistema de ventilación es inadecuado y debe revisarse.
La ventilación de fotoprocesamiento adecuada incorpora tanto la dilución general como la extracción local para intercambiar aire a un ritmo aceptable por hora. Una buena ventilación ofrece el beneficio adicional de hacer que el entorno de trabajo sea más cómodo. La cantidad de ventilación requerida varía según las condiciones de la sala, el rendimiento del procesamiento, los procesadores específicos y los productos químicos de procesamiento. Se puede consultar a un ingeniero de ventilación para garantizar el funcionamiento óptimo de los sistemas de ventilación de escape local y de la habitación. El procesamiento a alta temperatura y la agitación con explosión de nitrógeno de las soluciones del tanque pueden aumentar la liberación de algunos productos químicos al aire ambiente. La velocidad del procesador, las temperaturas de la solución y la agitación de la solución deben establecerse en niveles de rendimiento mínimos adecuados para reducir la posible liberación de gases o vapores de los tanques de procesamiento.
Ventilación general de la sala, por ejemplo, 4.25 m3/min suministro y 4.8 m3/min de escape (equivalente a 10 cambios de aire por hora en una habitación de 3 x 3 x 3 metros), con una tasa mínima de reposición de aire exterior de 0.15 m3/min por m2 área de piso—suele ser adecuada para los fotógrafos que realizan fotoprocesamiento básico. Una tasa de escape superior a la tasa de suministro produce una presión negativa en la habitación y reduce la posibilidad de que los gases o vapores se escapen a las áreas adyacentes. El aire de escape debe descargarse fuera del edificio para evitar la redistribución de posibles contaminantes del aire dentro del edificio. Si los tanques del procesador están cerrados y tienen un escape (consulte la figura 1), es probable que se reduzca el suministro mínimo de aire y la tasa de escape.
Figura 1. Ventilación de máquina cerrada
Algunas operaciones (p. ej., tonificación, limpieza de película, operaciones de mezclado y procedimientos especiales de procesamiento) pueden requerir ventilación de extracción local adicional o protección respiratoria. La extracción local es importante porque reduce la concentración de contaminantes transportados por el aire que, de lo contrario, podrían recircular por el sistema general de ventilación por dilución.
Para algunos tanques se puede usar un sistema de ventilación de tipo ranura lateral para extraer vapores o gases en la superficie de un tanque. Cuando se diseñan y operan correctamente, los escapes laterales tipo ranura extraen aire limpio a través del tanque y eliminan el aire contaminado de la zona de respiración del operador y la superficie de los tanques de procesamiento. Los escapes tipo ranura lateral push-pull son los sistemas más efectivos (vea la figura 2).
Figura 2. Tanque abierto con ventilación "push-pull"
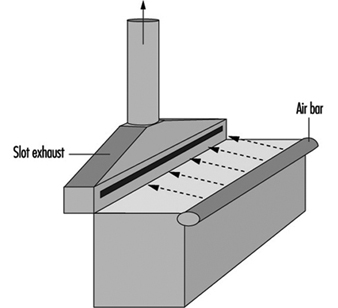
No se recomienda un sistema de escape con cubierta o cubierta (consulte la figura 3) porque los operadores a menudo se inclinan sobre los tanques con la cabeza debajo de la cubierta. En esta posición, la campana atrae vapores o gases hacia la zona de respiración del operador.
Figura 3. Escape de la capota superior
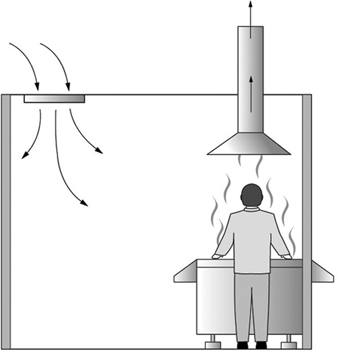
Las cubiertas de tanque dividido con escape local adherido a la parte estacionaria de los tanques de mezcla se pueden usar para complementar la ventilación general de la sala en las áreas de mezcla. Se deben usar cubiertas de tanques (cubiertas ajustadas o tapas flotantes) para evitar la liberación de posibles contaminantes del aire de los tanques de almacenamiento y otros. Se puede conectar un escape flexible a las tapas de los tanques para facilitar la eliminación de productos químicos volátiles (consulte la figura 4). Según corresponda, se deben usar mezcladores automáticos, que permiten agregar partes individuales de productos de múltiples componentes directamente y luego mezclarlos en los procesadores, porque reducen el potencial de exposición del operador a los fotoquímicos.
Figura 4. Escape del tanque de mezcla química
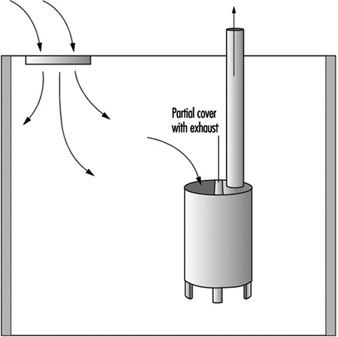
Al mezclar productos químicos secos, los contenedores deben vaciarse con cuidado para minimizar que el polvo químico se propague por el aire. Las mesas, los bancos, los estantes y las repisas deben limpiarse con un paño humedecido en agua con frecuencia para evitar que el polvo químico residual se acumule y luego se propague por el aire.
Diseño de instalaciones y operaciones.
Las superficies que puedan estar contaminadas con productos químicos deben construirse para permitir el enjuague con agua. Deben tomarse las disposiciones adecuadas para los desagües de piso, particularmente en las áreas de almacenamiento, mezcla y procesamiento. Debido a la posibilidad de fugas o derrames, se deben tomar medidas para la contención, neutralización y eliminación adecuada de los fotoquímicos. Dado que los pisos pueden estar húmedos en ocasiones, los pisos alrededor de áreas potencialmente húmedas deben cubrirse con cinta antideslizante o pintura por motivos de seguridad. También se debe tener en cuenta los riesgos eléctricos potenciales. Para los dispositivos eléctricos que se usan en o cerca del agua, se deben usar interruptores de circuito de falla a tierra y una conexión a tierra adecuada.
Como regla general, los fotoquímicos deben almacenarse en un lugar fresco (a temperaturas no inferiores a 4.4 °C), seco (humedad relativa entre 35 y 50 %), bien ventilado, donde puedan ser fácilmente inventariados y recuperados. Los inventarios de productos químicos deben administrarse activamente para que las cantidades de productos químicos peligrosos almacenados puedan minimizarse y para que los materiales no se almacenen más allá de sus fechas de vencimiento. Todos los contenedores deben estar debidamente etiquetados.
Los productos químicos deben almacenarse para minimizar la probabilidad de rotura del contenedor durante el almacenamiento y la recuperación. Los recipientes de productos químicos no deben almacenarse donde puedan caerse, por encima del nivel de los ojos o donde el personal tenga que estirarse para alcanzarlos. La mayoría de los materiales peligrosos deben almacenarse a un nivel bajo y sobre una base firme para evitar posibles roturas y derrames sobre la piel o los ojos. Los productos químicos que, si se mezclan accidentalmente, pueden provocar un incendio, una explosión o una liberación de productos químicos tóxicos deben separarse. Por ejemplo, los ácidos fuertes, las bases fuertes, los reductores, los oxidantes y los productos químicos orgánicos deben almacenarse por separado.
Los líquidos inflamables y combustibles deben almacenarse en contenedores y gabinetes de almacenamiento aprobados. Las áreas de almacenamiento deben mantenerse frescas y debe prohibirse fumar, llamas abiertas, calentadores o cualquier otra cosa que pueda causar una ignición accidental. Durante las operaciones de transferencia, se debe asegurar que los contenedores estén debidamente conectados y conectados a tierra. El diseño y la operación de las áreas de almacenamiento y manejo de materiales inflamables y combustibles deben cumplir con los códigos eléctricos y contra incendios aplicables.
Siempre que sea posible, los disolventes y los líquidos deben dispensarse mediante bombas dosificadoras en lugar de verterlas. No debe permitirse el pipeteo de soluciones concentradas ni el establecimiento de sifones con la boca. El uso de preparaciones previamente pesadas o medidas puede simplificar las operaciones y reducir las oportunidades de accidentes. Es necesario un mantenimiento cuidadoso de todas las bombas y líneas para evitar fugas.
Siempre se debe practicar una buena higiene personal en las áreas de fotoprocesamiento. Los productos químicos nunca deben colocarse en envases de bebidas o alimentos o viceversa; solo se deben utilizar recipientes destinados a productos químicos. Los alimentos o bebidas nunca deben llevarse a áreas donde se usan productos químicos, y los productos químicos no deben almacenarse en refrigeradores que se usan para alimentos. Después de manipular productos químicos, se deben lavar bien las manos, especialmente antes de comer o beber.
Entrenamiento y educación
Todo el personal, incluido el mantenimiento y la limpieza, debe estar capacitado en los procedimientos de seguridad relevantes para sus tareas laborales. Un programa de educación para todo el personal es esencial para promover prácticas de trabajo seguras y prevenir accidentes. El programa educativo debe llevarse a cabo antes de que se permita trabajar al personal, a intervalos regulares a partir de entonces y cada vez que se introduzcan nuevos peligros potenciales en el lugar de trabajo.
Resumen
La clave para trabajar de forma segura con productos químicos de fotoprocesamiento es comprender los peligros potenciales de la exposición y gestionar el riesgo a un nivel aceptable. Las estrategias de gestión de riesgos para controlar los riesgos laborales potenciales en el fotoprocesamiento deben incluir:
- capacitar al personal sobre los peligros potenciales y los procedimientos de seguridad en el lugar de trabajo,
- alentar al personal a leer y comprender los vehículos de comunicación de peligros (p. ej., hojas de datos de seguridad y etiquetas de productos),
- mantener la limpieza en el lugar de trabajo y una buena higiene personal,
- asegurarse de que los procesadores y otros equipos se instalen, operen y mantengan según las especificaciones de los fabricantes,
- sustituir con productos químicos menos peligrosos o menos olorosos, cuando sea posible,
- utilizando controles de ingeniería (p. ej., sistemas de ventilación de escape generales y locales) cuando corresponda,
- usar equipo de protección (por ejemplo, guantes protectores, gafas protectoras o protector facial) cuando sea necesario,
- establecer procedimientos para garantizar la atención médica inmediata para cualquier persona con evidencia de lesión, y
- consideración del monitoreo de la exposición ambiental y el monitoreo de la salud de los empleados como una verificación de estrategias efectivas de gestión de riesgos.
La información adicional sobre el procesamiento en blanco y negro se analiza en el Entretenimiento y las artes .
Perfil general
Tradicionalmente, las fábricas de muebles se han ubicado en Europa y América del Norte. Con el aumento del costo de la mano de obra en los países industrializados, más producción de muebles, que requiere mucha mano de obra, se ha trasladado a los países del Lejano Oriente. Es probable que este movimiento continúe a menos que se desarrollen más equipos automatizados.
La mayoría de los fabricantes de muebles son pequeñas empresas. Por ejemplo, en los Estados Unidos, aproximadamente el 86% de las fábricas de la industria de muebles de madera tienen menos de 50 empleados (EPA 1995); esto es representativo de la situación a nivel internacional.
La industria de la carpintería en los Estados Unidos es responsable de la fabricación de muebles y accesorios para el hogar, la oficina, las tiendas, los edificios públicos y los restaurantes. La industria de la carpintería está incluida en el Código 25 de Clasificación Industrial Estándar (SIC) de la Oficina del Censo de EE. UU. (equivalente al Código 33 SIC internacional) e incluye: muebles de madera para el hogar, como camas, mesas, sillas y estanterías; gabinetes de madera para televisión y radio; muebles de oficina de madera, como armarios, sillas y escritorios; y accesorios y tabiques de madera para oficinas y tiendas, tales como accesorios para bares, mostradores, casilleros y estantes.
Debido a que las líneas de producción para ensamblar muebles son costosas, la mayoría de los fabricantes no suministran una gama excepcionalmente amplia de artículos. Los fabricantes pueden especializarse en el producto fabricado, el grupo de productos o el proceso de producción (EPA 1995).
Más...
Procesos de carpintería
Para los efectos de este artículo, se considerará que los procesos de la industria maderera comienzan con la recepción de la madera convertida del aserradero y continúan hasta el envío de un artículo o producto de madera terminado. Las etapas anteriores en el manejo de la madera se tratan en los capítulos Silvicultura y Industria maderera.
La industria de la carpintería produce muebles y una variedad de materiales de construcción, desde pisos de madera contrachapada hasta tejas. Este artículo cubre las principales etapas del procesamiento de la madera para la producción de productos de madera, que son el mecanizado de madera natural o paneles manufacturados, el ensamblaje de piezas maquinadas y el acabado de superficies (p. ej., pintura, tinte, lacado, enchapado, etc.) . La Figura 1 es un diagrama de flujo para la fabricación de muebles de madera, que cubre casi toda la gama de estos procesos.
Figura 1. Diagrama de flujo para la fabricación de muebles de madera
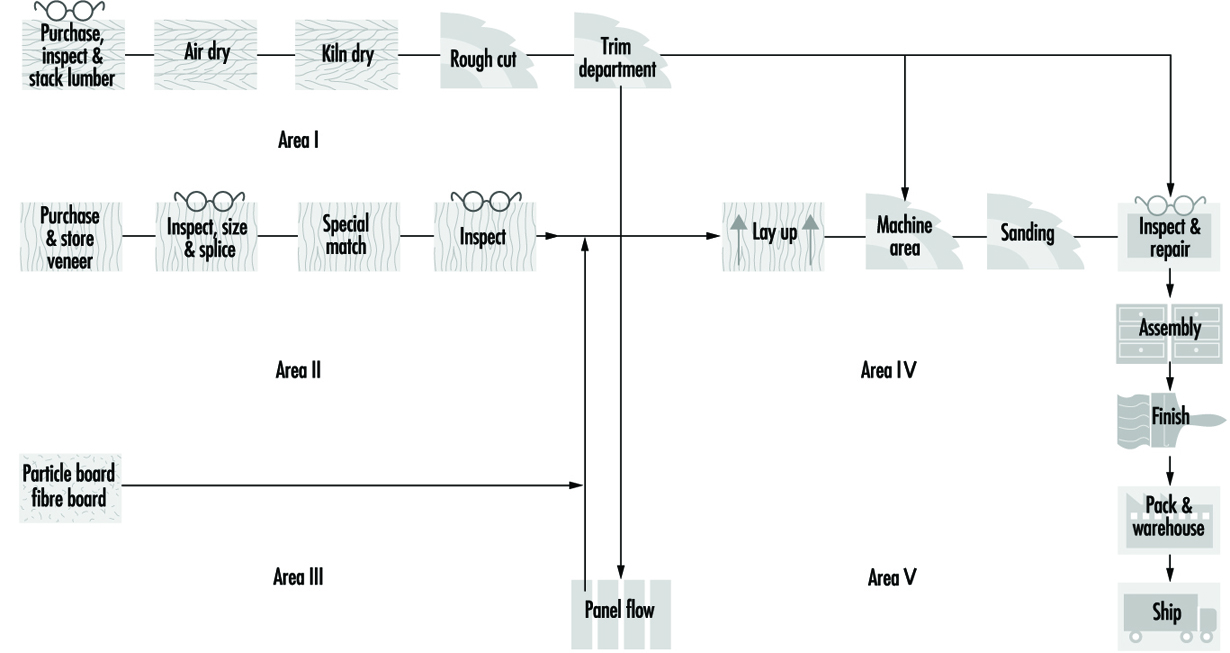
El secado. Algunas instalaciones de fabricación de muebles pueden comprar madera seca, pero otras realizan el secado en el sitio utilizando un horno u horno de secado, alimentado por una caldera. Por lo general, los desechos de madera son el combustible.
Mecanizado. Una vez que la madera se seca, se aserra y se mecaniza en la forma de la pieza final del mueble, como la pata de una mesa. En una planta normal, el material de madera pasa de la cepilladora de desbaste, a la sierra de corte, a la sierra de corte al hilo, a la cepilladora de acabado, a la moldurera, al torno, a la sierra de mesa, a la sierra de cinta, a la fresadora, a la talladora, a la taladradora y mortajadora, al tallador y luego a una variedad de lijadoras.
La madera se puede tallar/trabajar a mano con una variedad de herramientas manuales, incluidos cinceles, escofinas, limas, sierras manuales, papel de lija y similares.
En muchos casos, el diseño de muebles requiere doblar ciertas piezas de madera. Esto ocurre después del proceso de cepillado y, por lo general, implica la aplicación de presión junto con un agente suavizante, como el agua, y una mayor presión atmosférica. Después de doblarse en la forma deseada, la pieza se seca para eliminar el exceso de humedad.
Montaje. Los muebles de madera se pueden terminar y luego ensamblar, o al revés. Los muebles hechos de componentes de forma irregular generalmente se ensamblan y luego se terminan.
El proceso de ensamblaje generalmente implica el uso de adhesivos (sintéticos o naturales) junto con otros métodos de unión, como el clavado, seguido de la aplicación de carillas. Las chapas compradas se recortan al tamaño y patrones correctos y se unen al aglomerado comprado.
Después del montaje, se examina la pieza del mueble para garantizar una superficie lisa para el acabado.
Pre-acabado. Después del lijado inicial, se logra una superficie aún más lisa rociando, esponjando o sumergiendo la parte del mueble en agua para que las fibras de madera se hinchen y se “levanten”. Después de que la superficie se haya secado, se aplica una solución de pegamento o resina y se deja secar. Luego, las fibras levantadas se lijan para formar una superficie lisa.
Si la madera contiene colofonia, que puede interferir con la efectividad de ciertos acabados, se puede derosinar aplicando una mezcla de acetona y amoníaco. Luego, la madera se blanquea rociándola, pasándola con una esponja o sumergiéndola en un agente blanqueador como el peróxido de hidrógeno.
Acabado de superficies. El acabado de superficies puede implicar el uso de una gran variedad de revestimientos. Estos recubrimientos se aplican después de ensamblar el producto o en una operación de línea plana antes del ensamblaje. Los revestimientos normalmente pueden incluir rellenos, tintes, esmaltes, selladores, lacas, pinturas, barnices y otros acabados. Los revestimientos se pueden aplicar mediante máquina de pulverización, brocha, almohadilla, inmersión, rodillo o flujo.
Los recubrimientos pueden ser a base de solventes o a base de agua. Las pinturas pueden contener una amplia variedad de pigmentos, dependiendo del color deseado.
Peligros y precauciones
Seguridad de mecanizado
La fabricación de carpintería tiene muchos de los peligros para la seguridad y la salud que son comunes a la industria en general, con una proporción mucho mayor de equipos y operaciones extremadamente peligrosos que la mayoría. En consecuencia, la seguridad requiere una atención constante a los hábitos de trabajo seguros por parte de los empleados, una supervisión atenta y el mantenimiento de un entorno de trabajo seguro por parte de los empleadores.
Aunque en muchos casos la maquinaria y el equipo para trabajar la madera se pueden comprar sin las protecciones necesarias y otros dispositivos de seguridad, es responsabilidad de la gerencia proporcionar las protecciones adecuadas antes de utilizar dicha maquinaria y equipo. Véanse también los artículos “Máquinas fresadoras” y “Máquinas cepilladoras de madera”.
Máquinas de aserrar. Los empleados deben conocer las prácticas de operación segura necesarias para el uso adecuado de varias sierras para trabajar la madera (consulte la figura 2 y la figura 3).
Figura 2. Sierra de cinta
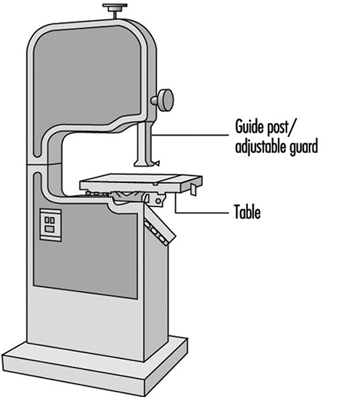
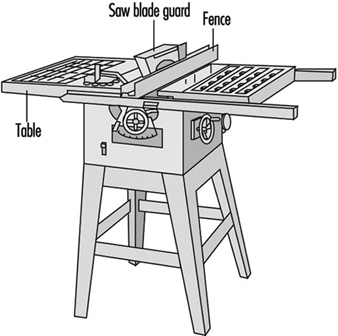
Las pautas específicas son las siguientes:
1. Al alimentar una sierra de mesa, las manos deben mantenerse fuera de la línea de corte. Ningún protector puede impedir que la mano de una persona siga el material hasta la sierra. Al cortar al hilo con el calibrador cerca de la sierra, se debe usar un palo de empuje o una plantilla adecuada para completar el corte. Ver figura 4.
Figura 4. Palos de empuje
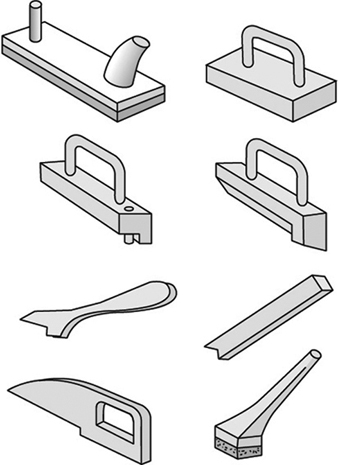
2. La hoja de sierra debe colocarse de forma que sobresalga al mínimo del material; cuanto más baja sea la hoja, menor será la posibilidad de contragolpes. Es una buena práctica sobresalir de la línea del material que se está rasgando. Se recomienda un delantal de cuero pesado u otra protección para el abdomen.
3. El aserrado a mano alzada siempre es peligroso. El stock siempre debe mantenerse contra un calibrador o una valla. Ver figura 3.
4. La sierra debe ser apropiada para el trabajo. Por ejemplo, es una práctica insegura cortar con una sierra de mesa que no esté equipada con un dispositivo antirretroceso. Se recomiendan delantales antigolpes.
5. La práctica peligrosa de quitar un protector de capó debido a la holgura estrecha en el lado del indicador se puede evitar sujetando una tabla de relleno a la mesa entre el indicador y la sierra y usándola para guiar el material. Nunca se debe permitir que los empleados eludan a los guardias. Se deben proporcionar peines, tablas de cantos biselados (consulte la figura 5) o plantillas adecuadas cuando no se puedan usar las protecciones estándar.
Figura 5. Tablas de plumas y peines
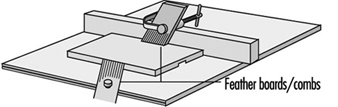
6. Debe evitarse el corte transversal de tablas largas en una sierra de mesa porque el operador debe ejercer una presión manual considerable cerca de la hoja de la sierra. Además, las tablas que se extienden más allá de la mesa pueden ser golpeadas por personas o camiones. El material largo debe cortarse transversalmente en una sierra oscilante o una sierra de brazo radial con un banco de apoyo adecuado.
7. El trabajo que debe realizarse en máquinas especiales de alimentación mecánica no debe realizarse en máquinas manuales de uso general.
8. Para ajustar el calibre de una sierra de mesa sin quitar las protecciones, una marca permanente debe designar la línea de corte en la parte superior de la mesa.
9. Se considera una práctica segura detener completamente el equipo antes de ajustar las cuchillas o las guías, y desconectar la fuente de alimentación cuando se cambian las cuchillas.
10. Se debe usar un cepillo o un palo para limpiar el aserrín y los desechos de una sierra.
Una sierra de mesa también se llama sierra de variedad porque puede realizar una amplia variedad de funciones de aserrado. Por esta razón, el operador debe tener una variedad de protecciones, ya que ninguna protección puede proteger todas las funciones. Ver figura 3.
Máquinas de corte. Las máquinas cortadoras también pueden ser peligrosas si no se protegen adecuadamente y se usan siempre con respeto y atención. Las herramientas de corte deben mantenerse bien afiladas y correctamente equilibradas en sus husillos.
El tupí que se muestra en la figura 6 tiene un protector de cepillo. Otros enrutadores pueden tener un protector de anillo, un protector redondo que rodea la broca del enrutador. El propósito de los protectores es mantener las manos alejadas de la broca de corte. Los enrutadores controlados numéricamente por computadora (CNC) pueden tener varios bits y son máquinas de alta producción. En las máquinas CNC, las manos del operador se mantienen más alejadas del área de la broca. Sin embargo, otro problema es la gran cantidad de polvo de madera. Véase también el artículo “Máquinas fresadoras”.
Figura 6. Enrutador

La protección en una máquina cepilladora o cepilladora es principalmente para mantener las manos del operador alejadas de las cuchillas giratorias. El protector tipo “chuleta de carnero” permite que solo quede expuesta la parte de las cuchillas que están cortando el caldo (ver figura 7). La parte expuesta de los cuchillos detrás de la guía también debe protegerse.
Figura 7. Ensambladora

El moldeador es una máquina potencialmente muy peligrosa (ver figura 8). Si las cuchillas perfiladoras se separan de los collares superior e inferior del árbol, pueden salir despedidas con mucha fuerza. Además, el material a menudo debe mantenerse cerca de las cuchillas. Esta sujeción debe realizarse con un accesorio en lugar de con las manos del operador. Se pueden usar tablas de plumas para sujetar el material contra la mesa. Siempre que sea posible, se deben usar protectores de anillos o platillos. Un protector de plato es un disco de plástico redondo y plano que se monta horizontalmente en el eje sobre las cuchillas del moldeador.
Figura 8. Moldeador

Un torno debe estar protegido por un protector de capó porque existe el peligro de que el material salga despedido de la máquina. Consulte la figura 9. Es una buena práctica que la cubierta esté entrelazada con el motor para que el torno no pueda funcionar a menos que el protector de la cubierta esté en su lugar.
Figura 9. Torno
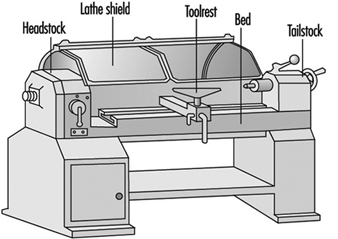
Una sierra circular debe tener instalados dedos antirretroceso para evitar que el material invierta su dirección y golpee al operador. Vea la figura 10. Además, el operador debe usar un delantal acolchado para disminuir el impacto si ocurre un contragolpe.
Figura 10. Sierra de hilo
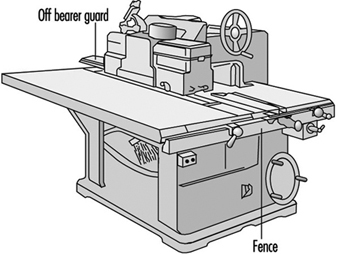
Debido a que la hoja de la sierra de brazo radial se puede inclinar lateralmente, se debe usar una protección que no se apoye en la hoja. Ver figura 11.
Figura 11. Sierra de brazo radial

Lijadoras. Las piezas mecanizadas en stock se lijan con lijadoras de banda, jitterbug, disco, tambor u orbital. Los puntos de pellizco se crean en las bandas de lijado. Consulte la figura 12. A menudo, estos puntos de contacto pueden protegerse con una cubierta que también formará parte de un sistema de escape de polvo.
Figura 12. Lijadora

Protección de Maquinaria. La figura 13 ilustra que la apertura entre un protector y el punto de contacto debe disminuir a medida que disminuye la distancia.
Figura 13. Distancia entre guarda y punto de operación

Problemas varios de seguridad de la máquina. Se debe tener cuidado de que el uso de dispositivos de sujeción/sujeción de existencias no cree peligros adicionales.
La mayoría de las máquinas para trabajar la madera crean la necesidad de que el operador (y el ayudante) usen protección para los ojos.
Es una práctica común que los empleados se quiten el polvo con aire comprimido. Se les debe advertir que mantengan la presión del aire por debajo de 30 psi y que eviten soplar en los ojos o cortes abiertos.
Peligros del polvo de madera
Las máquinas que producen polvo de madera deben estar equipadas con sistemas de recolección de polvo. Si el sistema de escape no es adecuado para eliminar el polvo de madera, es posible que el operador deba usar un respirador para polvo. La Agencia Internacional para la Investigación del Cáncer (IARC, por sus siglas en inglés) ha determinado ahora que "existe evidencia suficiente en humanos de la carcinogenicidad del polvo de madera" y que "el polvo de madera es cancerígeno para los humanos (Grupo 1)". Otros estudios indican que el polvo de madera puede resultar irritante para las membranas mucosas de los ojos, la nariz y la garganta. Algunas maderas tóxicas son más activamente patógenas y pueden producir reacciones alérgicas y ocasionalmente trastornos pulmonares e intoxicaciones sistémicas. Ver tabla 1.
Tabla 1. Variedades de madera venenosas, alergénicas y biológicamente activas
|
Nombres cientificos |
Nombres comerciales seleccionados |
Family |
deterioro de la salud |
|
Abies alba Molino (A. pectinata DC) |
Abeto blanco |
Pinaceae |
Dermatitis; conjuntivitis-rinitis; asma |
|
Acacia spp. |
Granadillo australiano |
mimosáceas |
Dermatitis; conjuntivitis-rinitis; asma; efectos tóxicos |
|
Acer spp. |
Arce |
aceráceas |
Dermatitis |
|
Afrormosia elata Harms. |
Afrormosia, kokrodua, asamala, obang, oleo pardo, bohele, mohole |
papilionáceas |
Dermatitis; conjuntivitis-rinitis; asma |
|
afzelia africana Smith |
Doussié, afzelia, aligua, apa, chanfuta, lingue merbau, intsia, hintsy |
caesalpináceas |
Dermatitis; conjuntivitis-rinitis; asma |
|
Agonandra brasiliensis Paz |
Pao marfim granadillo |
Olacáceas |
Dermatitis |
|
Ailanthus altissima Molino |
zumaque chino |
simaroubáceas |
Dermatitis |
|
Albizzia falcata Partidario |
Iatandza |
mimosáceas |
Dermatitis; conjuntivitis-rinitis; asma; |
|
alnus spp. |
aliso común |
Betulaceae |
Dermatitis; conjuntivitis-rinitis; asma |
|
amyris spp. |
Sándalo de Venezuela o de las Indias Occidentales |
rutáceas |
Dermatitis; efectos tóxicos |
|
Anacardium occidentale L. |
Anacardo |
Anacardiaceae |
Dermatitis |
|
andira araroba Aguiar. (Vataireopsis araroba Ducke) |
árbol de col roja |
papilionáceas |
Dermatitis; conjuntivitis-rinitis; asma |
|
aningería spp. |
aningería |
sapotáceas |
Conjuntivitis-rinitis; asma |
|
Picea de Apuleia molaris (A. leiocarpa macbride) |
Secoya |
caesalpináceas |
Dermatitis; efectos tóxicos |
|
araucaria angustifolia O. Ktze |
pino paraná, araucaria |
araucariáceas |
Efectos tóxicos |
|
aspidosperma spp. |
Peroba roja |
Apocináceas |
Dermatitis; conjuntivitis- |
|
astrocarium spp. |
Palma |
palmáceas |
Dermatitis; efectos tóxicos |
|
Aucoumea klaineana Pierre |
Caoba de Gabón |
Burseráceas |
Dermatitis; conjuntivitis-rinitis; asma; alveolitis extrínseca alérgica |
|
Autranella congolensis |
Mukulungu, autracon, elang, bouanga, kulungu |
sapotáceas |
Dermatitis |
|
Bactris spp. (Astrocarium spp.) |
Palma |
palmáceas |
Dermatitis; efectos tóxicos |
|
Balfourodendron riedelianum inglés. |
Guatambu, gutambu blanco |
rutáceas |
Dermatitis |
|
batesia floribunda bendito. |
acapu rana |
caesalpináceas |
Efectos tóxicos |
|
Berberis vulgaris L. |
Bérbero |
Berberidaceae |
Efectos tóxicos |
|
Betula spp. |
Abedul |
Betulaceae |
Dermatitis |
|
Blepharocarva involucrigera F.Muell. |
nuez de rosa |
Anacardiaceae |
Dermatitis; conjuntivitis-rinitis; asma |
|
Bombax brevicuspe Sprague |
Kondroti, solo |
bombacaceae |
Dermatitis |
|
Bowdichia spp. |
sucupira negra |
papilionáceas |
Dermatitis |
|
Brachylaena hutchinsii conejera. |
Muhuhu |
Compuestas |
Dermatitis |
|
Breonia spp. |
Molompangadi |
rubiáceas |
Dermatitis |
|
brosimo spp. |
Madera de serpiente, madera de letras, madera de tigre |
Moráceas |
Dermatitis; conjuntivitis-rinitis; asma; efectos tóxicos |
|
brya ebenus DC. (Amerinum ebenus Sw.) |
Ébano marrón, ébano verde, ébano de Jamaica, ébano americano tropical |
papilionáceas |
Dermatitis |
|
Buxus sempervirens L. |
Boj europeo, East London b., Cape b. |
buxáceas |
Dermatitis; conjuntivitis-rinitis; asma; efectos tóxicos |
|
caesalpinia echinata Lam. (Guilandina echinata) primavera.) |
palo brasil |
caesalpináceas |
Dermatitis; efectos tóxicos |
|
Callitris columellaris F.Muell. |
pino ciprés blanco |
Cupressaceae |
Dermatitis; conjuntivitis-rinitis; asma |
|
calófilo spp. |
santa maria, jacareuba, kurahura, galba |
Gutíferas |
Dermatitis; efectos tóxicos |
|
Campsiandra laurifolia bendito. |
acapu rana |
caesalpináceas |
Efectos tóxicos |
|
betulus |
carpe |
Betulaceae |
Dermatitis |
|
Casia siamea lamk. |
Tagayasan, muong diez, djohar |
caesalpináceas |
Dermatitis; conjuntivitis-rinitis; asma |
|
Castanea dentata Borkh |
Castaña, castaña dulce |
Phagaceae |
Dermatitis; conjuntivitis-rinitis; asma |
|
castanospermum australe A.Cunn. |
Frijol negro, castaño australiano o de la bahía de Moreton |
papilionáceas |
Dermatitis |
|
Cedrela spp. (Toona spp.) |
cedro rojo, cedro australiano |
Meliaceae |
Dermatitis; conjuntivitis-rinitis; asma |
|
Cedrus deodara (Roxb. ex. Cordero.) G. Don |
Deodar |
Pinaceae |
Dermatitis; conjuntivitis-rinitis; asma |
|
celtis brieyi salvaje. |
Diana |
Ulmáceas |
Dermatitis |
|
Clorophora excelsa Benth. y gancho I. |
Iroko, gelbholz, yellowood, kambala, mvule, odum, moule, teca africana, abang, tatajuba, fustic, mora |
Moráceas |
Dermatitis; conjuntivitis-rinitis; asma; alveolitis extrínseca alérgica |
|
cloroxilona spp. |
Madera satinada de Ceilán |
rutáceas |
Dermatitis; efectos tóxicos |
|
Crisofilo spp. |
Nájara |
sapotáceas |
Dermatitis |
|
Cinnamomum camphora Nees y Ebeim |
alcanfor asiático, canela |
Lauráceas |
Efectos tóxicos |
|
Cryptocarya pleurosperma blanco y francisco |
nuez venenosa |
Lauráceas |
Dermatitis; conjuntivitis-rinitis; asma; efectos tóxicos |
|
Dacrycarpus dacryoides (A. Rich.) de Laub. |
Pino blanco de Nueva Zelanda |
podocarpáceas |
Dermatitis; conjuntivitis-rinitis; asma |
|
Dacrydium cupresinum soland |
Sempilor, Rimu |
podocarpáceas |
conjuntivitis-rinitis; asma |
|
Dactylocladus stenostachys oliva. |
Jong kong, merebong, medan tabak |
melastomáceas |
Efectos tóxicos |
|
Dalbergia spp. |
Ebony |
papilionáceas |
Dermatitis; conjuntivitis-rinitis; asma; |
|
dialio spp. |
eyum, eyum |
caesalpináceas |
Dermatitis; conjuntivitis-rinitis; asma |
|
Diospyros spp. |
ébano, ébano africano |
ebenáceas |
Dermatitis; conjuntivitis-rinitis; asma; efectos tóxicos |
|
dipterocarpus spp. |
Keruing, gurjum, yang, Keruing |
dipterocarpáceas |
Dermatitis |
|
Distemonanthus benthamianus fianza. |
Movingui, ayan, anyaran, madera satinada nigeriana |
caesalpináceas |
Dermatitis |
|
disoxilo spp. |
Caoba, duela, frijol rojo |
Meliaceae |
dermatitis; conjuntivitis-rinitis; asma; efectos tóxicos |
|
D. Muelleri bendito. |
caoba rosa |
||
|
Echirospermum balthazarii Padre Todos. (Plathymenia reticulata bendito.) |
Vinhatico |
mimosáceas |
Dermatitis; conjuntivitis-rinitis; asma |
|
entandofragma spp. |
Tiamá |
Meliaceae |
Dermatitis; |
|
Eritrofloeum guineense don g |
Tali, missanda, eloun, massanda, sasswood, erun, árbol de agua roja |
caesalpináceas |
Dermatitis; conjuntivitis-rinitis; asma; efectos tóxicos |
|
Esenbeckia leiocarpa inglés. |
garantía |
rutáceas |
Dermatitis |
|
Eucalipto spp. |
|
myrtaceae |
Dermatitis; conjuntivitis-rinitis; asma |
|
Euxylophora paraensis Bujes. |
Boj |
rutáceas |
Dermatitis; conjuntivitis-rinitis; asma |
|
Excoecaria africana M. Arg.. (Spirostachys africana Arena) |
sándalo africano, tabú, geor, aloewood, blind-your-eye |
Euphorbiaceae |
Dermatitis; conjuntivitis-rinitis; asma; efectos tóxicos |
|
Fagara spp. |
Lijadoras amarillas, madera satinada de las Indias Occidentales, madera de atlas, olon, bongo, mbanza |
rutáceas |
Dermatitis; conjuntivitis-rinitis; asma; efectos tóxicos |
|
Fagus spp. (Nothofagus spp.) |
Haya |
Phagaceae |
Dermatitis; conjuntivitis-rinitis; asma |
|
Fitzroya cupresoides (Molina) Johnston |
alerce |
Cupressaceae |
Dermatitis |
|
Flindersia australis R. Hno. |
Teca australiana, arce de Queensland, arce |
rutáceas |
Dermatitis |
|
Fraxinus spp. |
Ceniza |
Oleaceae |
Dermatitis |
|
glúteos spp. |
Rengas, glúteos |
Anacardiaceae |
Dermatitis; efectos tóxicos |
|
Gonioma kamassi E. Mey. |
Boj Knysna, kamassi |
Apocináceas |
Dermatitis; conjuntivitis-rinitis; asma; efectos tóxicos |
|
Gonystylus bancanus fianza. |
ramin, melawis, akenia |
gonistiláceas |
Dermatitis; conjuntivitis-rinitis; asma; alveolitis extrínseca alérgica |
|
Gossweilerodendron balsamiferum (verm.) Harms. |
cedro nigeriano |
caesalpináceas |
Dermatitis; conjuntivitis-rinitis; asma |
|
Grevillea robusta A. Cunn. |
Roble sedoso |
Proteáceas |
Dermatitis |
|
Guayacum officinale L. |
Gaiac, guayacán |
Zygophyllaceae |
Dermatitis; conjuntivitis-rinitis; asma |
|
guarea spp. |
Bosse |
Meliaceae |
Dermatitis; conjuntivitis-rinitis; asma; efectos tóxicos |
|
Halfordia escleroxila F.Muell. |
Corazón de azafrán |
Poligonáceas |
Dermatitis; alveolitis extrínseca alérgica |
|
Hernandía spp. |
Mirobolan, topolita |
hernandiáceas |
Dermatitis |
|
Hipomane mancinella L. |
Manzana de playa |
Euphorbiaceae |
Dermatitis; conjuntivitis-rinitis; asma; efectos tóxicos |
|
Illipe latifolia F.Muell. |
Moak, teca edel |
sapotáceas |
Dermatitis |
|
Jacaranda spp. |
Jacaranda |
Bignoniáceas |
Dermatitis |
|
Juglanes spp. |
Nuez |
Juglandáceas |
Dermatitis; conjuntivitis-rinitis; asma |
|
enebro sabina L. |
|
Cupressaceae |
Dermatitis; conjuntivitis-rinitis; asma; efectos tóxicos |
|
Khaya antoteca CENTROS PARA EL CONTROL Y LA PREVENCIÓN DE ENFERMEDADES. |
Ogwango, caoba africana, krala |
Meliaceae |
Dermatitis; alveolitis extrínseca alérgica |
|
Anagiroides de Laburnum Medic. (Cytisus laburnum L.) |
Laburno |
papilionáceas |
Dermatitis; conjuntivitis-rinitis; asma; efectos tóxicos |
|
Larix spp. |
alerce |
Pinaceae |
Dermatitis; conjuntivitis-rinitis; asma |
|
Liquidámbar styracifolia L. |
Amberbaum, nussbaum satinado |
Hamamelidáceas |
Dermatitis |
|
Liriodendron tulipifera L. |
madera blanca americana, tulipán |
Magnoliáceas |
Dermatitis |
|
Lovoa trichilioides Harms. (L. klaineana Pierre) |
Dibetou, nuez africana, apopo, madera de tigre, lateral |
Meliaceae |
dermatitis; conjuntivitis-rinitis; asma; efectos tóxicos |
|
Lúcuma spp. (Poutería spp.) |
guapeva, abiurana |
sapotáceas |
Dermatitis; conjuntivitis-rinitis; asma |
|
maba ebenus Wight. |
Makassar-ebenholz |
ebenáceas |
Dermatitis |
|
Machaerium pedicellatum voz. |
Kingswood |
papilionáceas |
Dermatitis |
|
Mansonia altissima A.Chev. |
nuez nigeriana |
esterculiáceas |
Dermatitis; conjuntivitis-rinitis; asma; efectos tóxicos |
|
melanoxilon brauna Mamparo |
brauna, grauna |
caesalpináceas |
Dermatitis |
|
Microberlinia brazzavillensis A.Chev. |
zebrano africano |
caesalpináceas |
Dermatitis; conjuntivitis-rinitis; asma; efectos tóxicos |
|
Millettia laurentii salvaje. |
Wenge |
papilionáceas |
Dermatitis; conjuntivitis-rinitis; asma; |
|
mimusops spp. (Manilkara spp.) |
Muirapiranga |
sapotáceas |
Dermatitis; conjuntivitis-rinitis; asma; |
|
Mitragyna ciliata Aubr. y Pell. |
Vuku, álamo africano |
rubiáceas |
Dermatitis; conjuntivitis-rinitis; asma; |
|
Nauclea diderrichii Merrill (Sarcocephalus diderrichii Lo salvaje.) |
Bilinga, opepe, kussia, badi, boj de África Occidental |
rubiáceas |
Dermatitis; conjuntivitis-rinitis; asma; efectos tóxicos |
|
Nesogordonia papaverifera R. Capurón |
Kotibé, danta, epro, otutu, ovové, aborbora |
tiliáceas |
Efectos tóxicos |
|
Ocotea spp. |
madera apestosa |
Lauráceas |
Dermatitis; conjuntivitis-rinitis; asma; efectos tóxicos |
|
paratecoma spp. |
|
Bignoniáceas |
Dermatitis; conjuntivitis-rinitis; asma; efectos tóxicos |
|
parinario spp. |
|
Rosaceae |
Dermatitis |
|
peltógino spp. |
Madera azul, corazón púrpura |
caesalpináceas |
Efectos tóxicos |
|
Phyllanthus ferdinandi FvM. |
Lignum vitae, chow way, guerra de remolque |
Euphorbiaceae |
Dermatitis; conjuntivitis-rinitis; asma |
|
Picea spp. |
abeto europeo, madera blanca |
Pinaceae |
Dermatitis; conjuntivitis-rinitis; asma; alveolitis extrínseca alérgica |
|
Pinus spp. |
Pino |
Pinaceae |
Dermatitis; conjuntivitis-rinitis; asma |
|
Piptadenia africana Gancho f. |
Dabema, dahoma, ekhimi |
mimosáceas |
Dermatitis; conjuntivitis-rinitis; asma |
|
Platano spp. |
Avión |
platanáceas |
Dermatitis |
|
pomecia spp. |
Tain |
sapindáceas |
Dermatitis; conjuntivitis-rinitis; asma |
|
Populus spp. |
Poplar |
Salicáceas |
Dermatitis; conjuntivitis-rinitis; asma |
|
Prosopis juliflora el Distrito de Columbia |
cashaw |
mimosáceas |
Dermatitis |
|
Prunus spp. |
Cereza |
Rosaceae |
dermatitis; conjuntivitis-rinitis; asma |
|
Pseudomorus brunoniana oficina |
Mango blanco |
Moráceas |
Dermatitis; efectos tóxicos |
|
Pseudotsuga douglasii Carr. (P. menziesii franco) |
Abeto de Douglas, abeto rojo, pícea de Douglas |
Pinaceae |
Dermatitis; conjuntivitis-rinitis; asma |
|
pterocarpo spp. |
Padauk africano, palo de rosa de Nueva Guinea, sándalo rojo, lijadoras rojas, madera de quassia |
papilionáceas |
Dermatitis; conjuntivitis-rinitis; asma; efectos tóxicos |
|
Pycnanthus angolensis Warb. (P. kombo Warb.) |
rogó |
miristicáceas |
Efectos tóxicos |
|
Quercus spp. |
Roble |
Phagaceae |
Dermatitis; conjuntivitis-rinitis; asma |
|
raputia alba inglés. |
Arapoca branca, arapoca |
rutáceas |
Dermatitis |
|
Rauwolfia pentaphylla Staf. oh. |
peroba |
Apocináceas |
Dermatitis; conjuntivitis-rinitis; asma; efectos tóxicos |
|
Sandórico spp. |
sentul, katon, kra-ton, ketjapi, thitto |
Meliaceae |
Dermatitis; conjuntivitis-rinitis; asma; efectos tóxicos |
|
Schinopsis lorentzii inglés. |
Quebracho colorado, rojo q., San Juan, pau mulato |
Anacardiaceae |
Dermatitis; efectos tóxicos |
|
Semercarpus australiensis inglés. |
Tuerca marcadora |
Anacardiaceae |
Dermatitis; efectos tóxicos |
|
Sequoia sempervirens fin. |
Secuoya, California |
taxodiáceas |
Dermatitis; conjuntivitis-rinitis; asma; efectos tóxicos |
|
Shorea spp. |
Alan, almendra, balau rojo |
dipterocarpáceas |
Dermatitis |
|
S. assamica Dyer |
lauan amarillo, meranti blanco |
||
|
Staudtia estipulada Warb. (S. gabonensis Warb.) |
niové |
miristicáceas |
Dermatitis |
|
Swietenia spp. |
Caoba, caoba de Honduras, Tabasco m., baywood, caoba americana, |
Meliaceae |
Dermatitis; conjuntivitis-rinitis; asma; alveolitis extrínseca alérgica; efectos tóxicos |
|
Swintonia spicifera Gancho. |
Merpauh |
Anacardiaceae |
Dermatitis |
|
tabebuia spp. |
araguán, ipé preto, lapacho |
Bignoniáceas |
Dermatitis; conjuntivitis-rinitis; asma; efectos tóxicos |
|
Taxus baccata L. |
Tejo |
Taxaceae |
Dermatitis; conjuntivitis-rinitis; asma; alveolitis extrínseca alérgica; efectos tóxicos |
|
Tecoma spp. |
Corazón verde |
Bignoniáceas |
Dermatitis; conjuntivitis-rinitis; asma; efectos tóxicos |
|
Tectona grandis L. |
Teca, djati, kyun, teck |
Verbenaceae |
Dermatitis; conjuntivitis-rinitis; asma; alveolitis extrínseca alérgica |
|
Terminalia alata Roth. |
laurel indio |
combretaceae |
Dermatitis; conjuntivitis-rinitis; asma |
|
Thuja occidentalis L. |
Cedro blanco |
Cupressaceae |
Dermatitis; conjuntivitis-rinitis; asma; efectos tóxicos |
|
Tieghemella africana A.Chev. (Dumoria spp.) |
Makoré, douka, okola, ukola, makoré, abacu, baku, cereza africana |
sapotáceas |
Dermatitis; conjuntivitis-rinitis; asma; efectos tóxicos |
|
Triploquiton escleroxilon K. Schum |
Obeche, samba, wawa, abachi, madera blanca africana, arere |
esterculiáceas |
Dermatitis; conjuntivitis-rinitis; asma |
|
Tsuga heterofila Sarg. |
Tsuga, cicuta occidental |
Pinaceae |
Dermatitis |
|
Turraeanthus africana Pell. |
avodiré |
Meliaceae |
Dermatitis; alveolitis extrínseca alérgica |
|
ulmo spp. |
olmo |
Ulmáceas |
Dermatitis |
|
vitex ciliados Pell. |
Verbenaceae |
Dermatitis |
|
|
V congolensis De Salvaje. y Th. Dur |
difunto |
||
|
pachyphylla detrás. |
Evine |
||
|
Xylia dolabriformis bendito. |
mimosáceas |
Conjuntivitis-rinitis; |
|
|
X. xilocarpa taub. |
Pyinkado |
asma |
|
|
Zollernia paraensis Huber |
Santo madera |
caesalpináceas |
Dermatitis; efectos tóxicos |
Fuente: Istituto del Legno, Florencia, Italia.
El mayor uso de maquinaria CNC de alta producción, como enrutadores, espigadoras y tornos, crea más polvo de madera y requerirá una nueva tecnología de recolección de polvo.
Control de polvo. La mayor parte del polvo en un taller de producción de carpintería se elimina mediante sistemas de escape locales. Sin embargo, a menudo hay una acumulación considerable de polvo muy fino que se ha asentado en las vigas y otros elementos estructurales, especialmente en las áreas donde se realiza el lijado. Esta es una situación peligrosa, con un gran potencial de incendio y explosión. Un incendio repentino sobre superficies cubiertas de polvo puede ser seguido por explosiones de fuerza creciente. Para minimizar esta probabilidad, sería conveniente utilizar una lista de verificación. Vea la lista de verificación de muestra en el recuadro.
Peligros de montaje
Se utiliza una amplia gama de adhesivos en la unión de chapas a paneles fabricados, dependiendo de las características requeridas del producto final. Aparte de la cola de caseína, los adhesivos naturales se emplean menos y se utilizan más los adhesivos sintéticos como la urea-formaldehído. Los adhesivos sintéticos pueden representar un peligro de enfermedad de la piel o intoxicación sistémica, especialmente aquellos que liberan formaldehído libre o solventes orgánicos a la atmósfera. Los adhesivos deben manipularse en locales bien ventilados y las fuentes de emisión de vapor deben estar equipadas con ventilación por extracción. Se debe proporcionar a los empleados guantes, cremas protectoras, respiradores y protección para los ojos cuando sea necesario.
Las partes móviles, especialmente las cuchillas, de las máquinas rebanadoras, ensambladoras y grapadoras de chapa de madera deben estar completamente protegidas. Pueden ser necesarios controles a dos manos.
Peligros de acabado
Acabado de superficies. Los solventes usados para transportar los pigmentos rociados o para diluirlos pueden incluir una amplia variedad de compuestos orgánicos volátiles que pueden alcanzar concentraciones tóxicas y explosivas en el aire. Además, muchos pigmentos son tóxicos por inhalación de neblina de rociado (p. ej., pigmentos de plomo, manganeso y cadmio). Dondequiera que puedan ocurrir concentraciones peligrosas de vapor o neblina, use ventilación de extracción (p. ej., pintura en aerosol en una cabina) o use rociadores de agua. Deben eliminarse todas las fuentes de ignición, incluidos los incendios, los equipos eléctricos y la electricidad estática. antes cualquier operación comienza.
Se debe implementar un programa activo de comunicación de materiales peligrosos para alertar a los empleados sobre todos los peligros creados por productos químicos de acabado, pegamento y solventes tóxicos, reactivos, corrosivos y/o inflamables y las medidas de protección que se deben tomar. Se debe prohibir comer en presencia de estos productos químicos. Es imperativo el almacenamiento adecuado de productos inflamables y la eliminación adecuada de trapos sucios y lana de acero que podrían causar una ignición espontánea.
Prevención de fuego. En vista de la naturaleza altamente inflamable de la madera (especialmente en forma de polvo y virutas) y de otros elementos que se encuentran en una planta de carpintería (como solventes, pegamentos y revestimientos), la importancia de las medidas de prevención de incendios no se puede dejar de enfatizar. Las medidas incluyen:
- instalación de equipos automáticos de recogida de aserrín y virutas en sierras, cepilladoras, moldureras, etc., que transportan los residuos a silos de almacenamiento en espera de su eliminación o valorización
- prohibir fumar en el lugar de trabajo y eliminar todas las fuentes de ignición (p. ej., llamas abiertas)
- garantizar procedimientos regulares de limpieza de polvo y virutas depositadas
- mantenimiento adecuado de las máquinas para evitar sucesos como el sobrecalentamiento de los rodamientos
- instalación de barreras contra incendios, sistemas de rociadores, extintores, mangueras contra incendios y una cuadrilla capacitada para usar este equipo
- Almacenamiento adecuado de productos inflamables.
- equipo eléctrico a prueba de explosiones donde sea necesario.
Preocupaciones ambientales y de salud pública
La producción de productos terminados a partir de madera se puede realizar sin daños ambientales a largo plazo. La cosecha de árboles se puede hacer de tal manera que el nuevo crecimiento pueda reemplazar lo que se corta. Se puede desalentar la deforestación importante, como ha sido el caso de las selvas tropicales. Los productos de desecho del mecanizado de la madera (es decir, aserrín, astillas de madera) se pueden utilizar en el núcleo de astillas o como combustible.
Si bien existen implicaciones de desechos sólidos y aguas residuales de proceso para la industria de la madera, las principales preocupaciones son las emisiones a la atmósfera que resultan del uso de desechos de madera como combustible y de las operaciones de acabado con uso intensivo de solventes. Las calderas de leña se usan comúnmente en las operaciones de secado, mientras que muchos de los materiales de acabado se aplican por aspersión. En ambos casos, se requieren controles de ingeniería para reducir las partículas suspendidas en el aire y recuperar y/o incinerar los compuestos volátiles.
Los controles deben dar como resultado que los operadores estén expuestos a productos químicos menos tóxicos a medida que se encuentran sustitutos menos peligrosos. El uso de acabados a base de agua en lugar de a base de solvente disminuirá los riesgos de incendio.
Máquinas de enrutamiento
Las fresadoras estacionarias se utilizan en general para la fabricación de artículos de madera y elementos de mobiliario, pero a veces también para el mecanizado de plásticos y aleaciones ligeras. Los tipos importantes de máquinas de enrutamiento son copiadoras, fresadoras de patrones, máquinas con cabezales de enrutador móviles y máquinas copiadoras automáticas. Las copiadoras automáticas se utilizan generalmente para mecanizar varias piezas simultáneamente.
Una característica común de todas las fresadoras es que la herramienta está ubicada sobre el soporte de la pieza de trabajo, que normalmente es una mesa. El eje de la herramienta-husillo es casi siempre vertical, pero en algunas máquinas el cabezal de la fresadora y, por lo tanto, también el eje de la herramienta-husillo, pueden estar inclinados. El cabezal de mecanizado se baja para el mecanizado y vuelve automáticamente a su posición inicial (reposo). En las máquinas más antiguas, el cabezal de mecanizado se baja manualmente accionando un pedal mecánico o una palanca manual. En las máquinas modernas, el cabezal generalmente se baja mediante un sistema neumático o hidráulico. La figura 1 muestra varios accesorios (zapatos de sujeción, guías, etc.) y la protección de seguridad de la Organización Nacional de Seguros de Accidentes de Suiza (SUVA).
Figura 1. Dispositivo de seguridad SUVA con herramienta fresadora en posición de trabajo
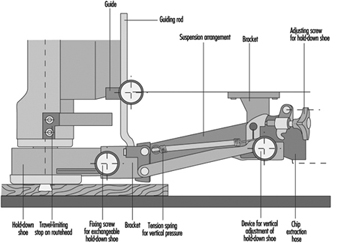
El husillo de la herramienta es impulsado por una transmisión por correa o directamente por un motor de alta frecuencia, que a menudo es del tipo de dos velocidades. Las velocidades del husillo de la herramienta generalmente oscilan entre 6,000 y 24,000 rpm. Son más bajos en las fresadoras de patrones, donde la velocidad más baja puede ser de 250 rpm. Las fresadoras de patrones suelen estar equipadas con una caja de cambios para la selección de diferentes velocidades.
El diámetro de corte de la herramienta de fresado varía de 3 a 50 mm. Sin embargo, en las fresadoras de patrones especiales, el diámetro de corte de la herramienta puede ser de hasta 300 mm.
Modelado
En las fresadoras se utilizan principalmente brocas de cuchara de un solo filo, cortadoras de paneles de dos filos o cortadoras de forma sólida. Como cualquier herramienta, deben diseñarse y fabricarse con materiales que soporten las fuerzas y cargas esperadas durante la operación. Las máquinas deben usarse y mantenerse de acuerdo con las instrucciones del fabricante.
Las herramientas de enrutamiento deben ser:
- marcada clara y permanentemente con la velocidad permitida, por ejemplo, menos de 20,000 rpm
- de un tipo probado por un organismo aprobado
- de diseño de forma redonda con una proyección radial mínima del borde de corte para reducir el peligro de contragolpe.
Protección de la herramienta
En las fresadoras en las que la herramienta se mueve y la pieza de trabajo permanece fija, el acceso a la herramienta giratoria debe evitarse mediante una protección ajustable (protector de manos). Debe complementarse con una protección móvil que se pueda bajar sobre la superficie de la pieza de trabajo. El extremo inferior de esta protección móvil puede ser un cepillo.
En las fresadoras en las que la pieza de trabajo se sujeta y/o se alimenta a mano, se recomienda encarecidamente utilizar un dispositivo de seguridad que ejerza presión vertical sobre la pieza de trabajo. El SUVA ha diseñado tal guardia. Este dispositivo de seguridad se ha utilizado con éxito desde finales de la década de 1940 y sigue siendo la protección más completa de su tipo. Sus principales características son:
- prevención del contacto involuntario con la herramienta giratoria tanto en su posición de reposo como en su posición de trabajo
- cambio rápido y fácil de un tamaño de zapato de sujeción a otro. Hay varios tamaños de zapatas de sujeción disponibles para adaptarse a herramientas con diferentes diámetros de corte
- cantidad de presión ajustable manualmente ejercida sobre la pieza de trabajo por la zapata de sujeción
- retorno automático de la zapata de sujeción a su posición superior cuando el cabezal de la fresadora sube a su posición de reposo. El dispositivo de protección se puede ajustar para que la zapata de sujeción se pueda levantar solo cuando el borde inferior de la herramienta esté por encima del nivel del borde inferior de la zapata de sujeción; esto es para evitar cualquier contacto involuntario con la herramienta desde abajo (ver figura 2). De esta manera, se evitan lesiones graves en el dorso de la mano, donde los tendones están protegidos solo por la piel.
Figura 2. Dispositivo de seguridad con herramienta fresadora en posición inicial

- posibilidad de conexión de un sistema de extracción de virutas al dispositivo de vigilancia.
Este dispositivo de protección también permite que las piezas de trabajo se encaminen a lo largo de una guía con la ayuda de una almohadilla de presión horizontal.
Peligros
Se ha descubierto que las máquinas fresadoras son menos peligrosas que las máquinas de moldeo de husillo vertical. Una de las razones de esto es el diámetro más pequeño de la mayoría de las herramientas de fresado. Sin embargo, las herramientas de las fresadoras son fácilmente accesibles y, por lo tanto, presentan un peligro constante para las manos y los brazos del operador. Por lo tanto, las fresadoras de copia, en las que la pieza de trabajo se alimenta generalmente a mano, son, con diferencia, las máquinas fresadoras más peligrosas.
Causas de accidentes
Las principales causas de los accidentes del enrutador son:
- contacto involuntario de la mano o el brazo con la herramienta giratoria en su posición de reposo (1) al quitar las virutas y el polvo de la mesa con la mano en lugar de usar un palo de madera, (2) cuando la pieza de trabajo o la plantilla no se manipulan correctamente o ( 3) cuando la manga de la ropa del operador se enreda en la herramienta giratoria
- contacto involuntario de la mano con la herramienta de enrutamiento como resultado del retroceso de la pieza de trabajo sujetada con la mano.
El contragolpe puede ocurrir debido a:
- una práctica de trabajo insegura
- defectos en la pieza de trabajo (nudos, etc.)
- las piezas de trabajo se introducen en la herramienta demasiado bruscamente o desde la dirección incorrecta
- bordes de corte desafilados
- velocidad de corte inadecuada
- fijación incorrecta de la pieza de trabajo a la plantilla
- rotura de la pieza de trabajo
- expulsión de la herramienta o partes de la herramienta debido a un mal diseño de la herramienta, dureza excesiva del material de la herramienta, fallas en el material de la herramienta, exceso de velocidad de la herramienta o mala sujeción de la herramienta en el portaherramientas.
En caso de expulsión de una herramienta o pieza de trabajo, no solo el operador sino también otras personas que trabajen en el área pueden resultar lesionadas por las piezas expulsadas.
Medidas para prevenir accidentes
Las medidas para prevenir accidentes deben estar dirigidas a:
- el diseño y la construcción de la máquina
- las herramientas
- protegiendo la herramienta en su posición de reposo (figura 15) y en la medida de lo posible en la posición de trabajo (figura 14), en particular cuando la pieza de trabajo se sujeta y avanza con la mano.
Diseño y Construcción de la Máquina
Las máquinas fresadoras deben estar diseñadas para ser seguras de operar. Se debe asegurar que:
- la máquina es suficientemente rígida
- el equipo eléctrico cumple con las normas de seguridad
- Los actuadores utilizados para iniciar una función de arranque o el movimiento de un elemento de la máquina están construidos y montados para minimizar la operación involuntaria.
- El acceso a las piezas móviles de la máquina, como las correas de transmisión, los cabezales de enrutador movidos hidráulica o neumáticamente o las mesas móviles en máquinas con alimentación automática, se evitan mediante protecciones adecuadas.
- las revoluciones reales por minuto de la herramienta son claramente visibles para el operador
- los dispositivos de seguridad y los sistemas de extracción de virutas son fáciles de instalar
- el nivel de ruido de la máquina se reduce en la medida de lo posible.
Además, es recomendable equipar el accionamiento de la herramienta de la fresadora con un freno automático que se activa cuando la máquina está parada. El tiempo de frenado no debe exceder los 10 segundos.
Lista de verificación de muestra
Gestión interna
1. Un programa de limpieza diario es esencial.
2. Las acumulaciones de polvo de 1/8” de profundidad en cualquier área indican la necesidad de limpieza. Cabe señalar que cualquier acumulación de polvo puede provocar un incendio. Cuanto más fino es el polvo, mayores son los peligros.
3. Limpie el polvo de madera con frecuencia.
una. Limpie diariamente alrededor de las superficies calientes.
b. Siempre que sea posible, descargue o aspire todas las áreas, incluidas las vigas, al menos dos veces al año.
C. Cuando las concentraciones son altas, trabaje en áreas pequeñas a la vez.
d. La baja humedad aumenta el potencial de peligros y debe tenerse en cuenta durante las purgas.
4. Programe purgas o limpiezas mientras el equipo está parado, como los viernes por la tarde y los fines de semana.
Mantenimiento eléctrico
1. Inspeccione/limpie todos los motores periódicamente para evitar la acumulación de polvo.
2. Asegúrese de que todas las cajas y paneles eléctricos cumplan con los requisitos del Código Eléctrico Nacional para su ubicación clasificada.
3. Escuche los sonidos inusuales, observe los olores inusuales y observe las acumulaciones de polvo visual en las máquinas y los motores. Revise los motores y otros componentes eléctricos con frecuencia para detectar sobrecalentamiento.
4. Asegúrese de que el personal operativo o de mantenimiento esté lubricando los cojinetes de los motores, transportadores, cadenas y ruedas dentadas de manera oportuna.
5. Asegúrese de que los paneles y las cajas eléctricas se mantengan cerrados y mantenidos para evitar la acumulación de polvo, lo que incluye tapar todos los orificios ciegos.
Prevención de fuego
1. Prohibir activamente fumar en lugares no autorizados.
2. Adoptar procedimientos para permisos de trabajo en caliente y asegurar que se sigan los procedimientos.
3. No permita que las máquinas controladas por el operador funcionen sin supervisión.
4. Instale un dispositivo en la boca del sistema de recolección de polvo para evitar que las bandas de lijado y otros artículos que produzcan chispas ingresen al sistema y provoquen un incendio.
5. Atrape el metal en los cerdos de madera instalando imanes en el sistema transportador y detectores de metales en el cerdo. Se deben implementar políticas y procedimientos para evitar que el metal y otros objetos extraños lleguen a los cerdos.
6. Realizar inspecciones semanales y mensuales de los sistemas de protección contra incendios, incluidos los extintores, las mangueras contra incendios, las alarmas y las válvulas de control de los rociadores.
7. Asegurarse de que las salas de calderas y los equipos de calefacción estén libres de acumulaciones de polvo, que se sigan los procedimientos escritos de puesta en marcha de las calderas y que se utilicen equipos debidamente clasificados.
8. Reconocer el procedimiento correcto para combatir incendios de polvo.
9. Solicite una inspección detallada por parte del jefe de bomberos local o compañía de seguros.
10. Fomentar simulacros/visitas del departamento de bomberos local.
11. Instale sistemas de detección y extinción de chispas en los sistemas de recolección de polvo y verifique periódicamente para asegurarse de que estén funcionando.
12. Revisar los planes de evacuación, iluminación de emergencia, simulacros de incendio periódicamente para cada turno de trabajo.
Observaciones
1. Póngase en contacto con la compañía de seguros para obtener ayuda en la identificación de peligros asociados con la seguridad, la salud y la prevención de incendios.
2. Comuníquese con las agencias gubernamentales de seguridad correspondientes para obtener asistencia adicional.
3. Los empleados deben ingresar a los silos de polvo solo cuando se siguen los procedimientos para espacios confinados.
4. Todos los operadores deben asegurarse de que los sistemas de recolección de polvo funcionen correctamente e informar cualquier mal funcionamiento a la gerencia de inmediato.
5. Verifique que no haya objetos que obstruyan los conductos al sistema de polvo.
6. Se recomienda que todos los supervisores, miembros del comité de seguridad y otros empleados conozcan el contenido de esta lista de verificación voluntaria para lograr la máxima implementación.
Máquinas de planificación de madera
El desarrollo de las cepilladoras estacionarias se remonta a principios del siglo XIX. En las primeras máquinas de este tipo, la pieza de trabajo se sujetaba a un carro y se alimentaba por debajo de un eje horizontal equipado con cuchillas que se extendían por todo el ancho de trabajo. En 19, se construyó en Alemania una máquina cepilladora en la que la pieza de trabajo se alimentaba sobre un bloque de corte ubicado entre dos mesas que se usaban para colocar y sostener la pieza de trabajo. Aparte de las mejoras técnicas, este diseño básico se ha mantenido hasta el día de hoy. Tal máquina se llama máquina de cepillado de superficies o ensambladora (ver figura 1850).
Figura 1. Ensambladora
Más recientemente, se diseñaron máquinas para cepillar la superficie superior de una pieza de trabajo a un espesor predeterminado por medio de un bloque de corte que gira horizontalmente. La distancia entre el diámetro del círculo de corte y la superficie de la mesa que soporta la pieza de trabajo es ajustable. Estas máquinas se denominan cepilladoras de un solo lado.
Estos dos tipos básicos de máquinas finalmente se combinaron en una máquina que podía usarse tanto para el cepillado de superficies como para el cepillado de espesores. Este desarrollo culminó en máquinas cepilladoras para trabajar a dos, tres y cuatro caras en una sola pasada.
Desde el punto de vista de la seguridad y la salud en el trabajo, se recomienda encarecidamente que se tomen medidas para la extracción de astillas y polvo de madera de la cepilladora (p. ej., conectando la cepilladora a un sistema de extracción de polvo). El polvo procedente de maderas duras (roble, haya) y maderas tropicales se considera un riesgo especial para la salud y debe extraerse. También se deben tomar medidas para reducir el nivel de ruido de las máquinas cepilladoras. Un freno automático para el mecanismo de corte es obligatorio en muchos países.
Máquinas de cepillado de superficies
Una máquina cepilladora de superficie tiene un marco principal rígido que soporta la entrada y la mesa de salida. El mecanismo de corte está ubicado entre las dos mesas y está montado sobre rodamientos de bolas. El marco principal debe tener un diseño ergonómico (es decir, debe permitir que el operador trabaje cómodamente).
Los dispositivos de control operados manualmente deben instalarse de tal manera que el operador no se encuentre en una situación peligrosa al operarlos, y la posibilidad de una operación inadvertida debe minimizarse.
El lado del bastidor principal que mira hacia la posición del operador no debe tener partes sobresalientes, como volantes, palancas, etc. La mesa a la izquierda del eje de corte (mesa de salida) normalmente se ajusta a la misma altura que el círculo de corte del eje de corte. La mesa a la derecha del bloque de corte (mesa de entrada) se ajusta más abajo que la mesa de salida para obtener la profundidad de corte deseada. El contacto entre los labios de la mesa y el eje de corte no debe ser posible en todo el rango de ajuste de las mesas. Sin embargo, el espacio libre entre los labios de la mesa y el círculo de corte del bloque de corte debe ser lo más pequeño posible para brindar un buen apoyo a la pieza de trabajo que se va a cepillar.
Las principales operaciones en una máquina cepilladora de superficies son el aplanado y el canteado. La posición de las manos sobre la pieza de trabajo es importante desde el punto de vista operativo y de seguridad. Al aplanar, la pieza de trabajo debe alimentarse con una mano y con la otra sujetarla inicialmente sobre la mesa de alimentación. Tan pronto como haya una porción suficiente de madera en la mesa de salida, la última mano puede pasar con seguridad sobre la protección del puente para aplicar presión sobre la mesa de salida y será seguida por la mano de alimentación para completar la operación de alimentación. Al bordear, las manos no deben pasar sobre el bloque de corte mientras está en contacto con la madera. Su función principal es ejercer presión horizontal sobre la pieza de trabajo para mantenerla en escuadra con la guía.
El ruido producido por el mecanismo de corte giratorio a menudo puede exceder el nivel considerado dañino para el oído. Por lo tanto, son necesarias medidas para reducir el nivel de ruido. Algunas de las medidas de reducción de ruido que han resultado exitosas en las cepilladoras son las siguientes:
- uso de un bloque de corte "silencioso" (p. ej., una forma redonda con una proyección mínima de la hoja, hoja helicoidal en lugar de hoja recta, herramientas rotativas segmentadas con corte desplazado)
- labios de la mesa ranurados o perforados (la configuración y las dimensiones de las aberturas en los labios de la mesa deben seleccionarse de modo que no surjan riesgos de accidentes; por ejemplo, las ranuras no deben tener más de 6 mm de ancho y el diámetro de los orificios no debe exceder los 6 mm )
- diseño aerodinámico de los deflectores de virutas debajo de los labios de la mesa
- reducción de la velocidad del mecanismo de corte por debajo de 1,000 rpm, siempre que la calidad de la superficie de la pieza de trabajo siga siendo satisfactoria.
Se puede lograr una reducción de ruido de hasta 12 dBA en ralentí y 10 dBA bajo carga.
Los bloques de corte deben tener una sección transversal circular, y las ranuras y ranuras para el paso de virutas deben ser lo más pequeñas posible. Las hojas y los insertos deben estar debidamente asegurados, preferiblemente mediante fijación de bloqueo de forma.
El mecanismo de corte gira generalmente a velocidades entre 4,500 y 6,000 rpm. Los diámetros de los portacuchillas convencionales varían de 56 a 160 mm, y sus longitudes (anchos de trabajo) de 200 a 900 mm. Por analogía con la cinemática del fresado convencional, la superficie de la pieza de trabajo cepillada con un bloque de cuchillas se compone de arcos cicloides. Por lo tanto, la calidad de la superficie del trabajo depende de la velocidad y el diámetro del bloque de corte, el número de cuchillas de corte y la velocidad de avance de la pieza de trabajo.
Se recomienda equipar las máquinas cepilladoras con un freno automático para el mecanismo de corte. El freno debe activarse cuando se detiene la máquina y el tiempo de frenado no debe exceder los 10 segundos.
El acceso al mecanismo de corte en la parte trasera de la valla debe evitarse mediante una protección fijada a la valla o al soporte de la valla. El bloque de corte frente a la guía debe estar protegido por una protección tipo puente ajustable fijada a la máquina (p. ej., al bastidor principal en el lado de la mesa de salida) (consulte la figura 2). El acceso a los elementos de transmisión debe ser impedido por una protección fija.
Figura 2. Valla y protección trasera del bloque de corte

Peligros
Dado que el bloque de corte gira en dirección opuesta a la dirección en la que se alimenta la pieza de trabajo, existe el riesgo de contragolpe. Si se expulsa la pieza de trabajo, la mano o los dedos del operador pueden entrar en contacto con el bloque de corte giratorio, a menos que se haya proporcionado la protección adecuada. También sucede con frecuencia que la mano entra en contacto con el mecanismo de corte mientras avanza la pieza de trabajo con los dedos estirados en lugar de empujarla hacia adelante con el puño cerrado. Las cuchillas de corte que no estén bien aseguradas pueden ser expulsadas por la fuerza centrífuga y causar lesiones graves y/o daños materiales.
Sistemas de protección para máquinas cepilladoras
En muchos países, la legislación que cubre el uso de máquinas cepilladoras de superficies requiere que el bloque de corte esté cubierto por un sistema de protección ajustable para evitar el contacto accidental de la mano del operador con el bloque de corte giratorio.
En 1938, el SUVA introdujo una protección para cepillos que cumplía eficientemente con todos los requisitos prácticos. A lo largo de los años, este protector ha demostrado su utilidad no solo como sistema de protección, sino también como ayuda para la mayoría de las operaciones. Es bien aceptado por el comercio de carpintería en Suiza, y casi todas las máquinas de cepillado de superficies industriales están equipadas con él. Las características de diseño de este protector se han introducido en el proyecto de norma europea para máquinas de cepillado de superficies. Las principales características de este protector son las siguientes:
- fuerte y rígido
- no se desvía fácilmente para exponer el mecanismo de corte
- permanece siempre paralelo al eje del mecanismo de corte, independientemente de su ajuste horizontal o vertical
- fácilmente ajustable horizontal y verticalmente sin el uso de una herramienta.
Sin embargo, los accidentes siguen ocurriendo. Estos accidentes se producen principalmente por no ajustar correctamente la protección. Por lo tanto, los ingenieros de SUVA han desarrollado una protección tipo puente que cubre automáticamente el bloque de corte frente a la guía y ejerce constantemente una presión definida contra la pieza de trabajo o la guía. Este protector ha estado disponible desde 1992.
Las principales características de diseño de esta nueva protección, denominada “Suvamatic”, son las siguientes:
- protección completa del mecanismo de corte. Todo el ancho de cepillado está protegido por una sola protección tipo puente. Se puede plegar mediante un sistema de bloqueo con bisagras. Esto evita que la protección sobresalga demasiado sobre el frente de la máquina.
- Práctico sistema de guiado de piezas. El sistema de guía de la pieza de trabajo consiste en una almohadilla de presión y una guía para la pieza de trabajo. Ambos se ajustan a la punta del protector. Este último se puede inclinar para guiar la pieza de trabajo tanto para el aplanado como para el canteado.
- aplicación de presión para ayudar al trabajo. Para el bordeado, la protección ejerce presión en dirección a la valla. Después del bordeado, cubre automáticamente toda la longitud del mecanismo de corte frente a la guía.
- elevación y descenso automático de la protección. Para el alisado, la protección es levantada por la guía de la pieza de trabajo. Después del aplanado, baja automáticamente para cubrir el mecanismo de corte.
- el protector se puede bloquear en posición para trabajos por lotes. Para trabajos por lotes, la protección se puede bloquear en posición vertical para adaptarse al grosor de la pieza de trabajo. El protector volverá automáticamente a esta posición preestablecida después de ser presionado.
- se adapta a todas las máquinas. La protección se puede instalar en todas las máquinas de cepillado de superficies y máquinas combinadas de cepillado de superficies y espesores.
Máquinas cepilladoras de espesor de un lado
El bastidor principal de una cepilladora de espesor de un lado alberga el bloque de corte, la mesa de cepillado de espesor y los elementos de alimentación.
Una vez que la pieza de trabajo ha sido aplanada y canteada en una máquina cepilladora de superficies, se cepilla al espesor deseado en la máquina cepilladora de espesores. A diferencia de una máquina de cepillado de superficies, el bloque de corte de una máquina de cepillado de espesores se encuentra sobre la mesa de cepillado y la pieza de trabajo ya no se alimenta a mano sino mecánicamente mediante rodillos de alimentación. Los rodillos de alimentación son accionados por un motor separado (aproximadamente 1 kW) o mediante una caja de engranajes de reducción de velocidad que recibe su energía del motor del bloque de corte. Con un accionamiento separado, la velocidad de avance permanece constante, pero si la potencia se transmite desde el motor del bloque de corte, la velocidad de avance varía según la velocidad del bloque de corte. Son comunes velocidades de avance entre 4 y 35 m/min.
Dos rodillos de alimentación montados sobre resortes descansan sobre la superficie superior de la pieza de trabajo. El rodillo de alimentación al frente del bloque de corte está ranurado para un mejor agarre de la pieza de trabajo; el rodillo de alimentación en el extremo de salida del bloque de corte es liso. Una barra de presión de entrada y salida ubicada junto al bloque de corte presiona la pieza de trabajo hacia abajo sobre la mesa, asegurando así un corte limpio y uniforme. El diseño y la disposición de los rodillos de alimentación y las barras de presión deben ser tales que sea imposible el contacto con el mecanismo de corte giratorio.
Los rodillos de alimentación seccionales y las barras de presión permiten el trabajo simultáneo de dos o más piezas de trabajo de espesores ligeramente diferentes. Desde el punto de vista de la prevención de accidentes, los rodillos de alimentación seccionales y las barras de presión son esenciales. El ancho del rodillo de alimentación individual o la sección de la barra de presión no debe exceder los 50 mm.
Dos rodillos locos están dispuestos en la mesa. Están diseñados para facilitar el paso de la pieza sobre la mesa.
La superficie de la mesa debe ser un plano sin ranuras ni agujeros. Se han producido accidentes en los que los dedos de un operador quedaron atrapados entre las aberturas y la pieza de trabajo. El ajuste vertical de la mesa puede ser manual o asistido por energía. Un tope final mecánico debe evitar cualquier contacto de la mesa con el bloque de corte o los rodillos de alimentación. Debe asegurarse de que el mecanismo de ajuste vertical mantenga la mesa en una posición estable.
Para evitar la alimentación de piezas de trabajo de gran tamaño, se coloca un dispositivo (p. ej., una varilla fija o una barra fija) en el lado de alimentación de la máquina, lo que limita la altura máxima de la pieza de trabajo. Rara vez se supera una altura máxima de 250 mm entre la superficie de la mesa en su posición más baja y el mencionado dispositivo de seguridad. El ancho de trabajo habitual varía entre 315 y 800 mm (para máquinas especiales este ancho puede llegar hasta los 1,300 mm).
El diámetro del bloque de corte generalmente varía de 80 a 160 mm. Normalmente se instalan cuatro cuchillas en el mecanismo de corte. El mecanismo de corte gira a velocidades entre 4,000 y 6,000 rpm, y su potencia de entrada varía de 4 a 20 kW. La profundidad máxima de corte es de 10 a 12 mm.
Para minimizar el peligro de retroceso, las cepilladoras de un solo lado deben estar equipadas con un dispositivo antirretroceso que cubra todo el ancho de trabajo de la máquina. Este dispositivo antirretroceso consta generalmente de varios elementos acanalados dispuestos sobre una varilla. El elemento individual tiene entre 8 y 15 mm de ancho, y cae por su propio peso a la posición de reposo. El punto más bajo del elemento ranurado individual en su posición de reposo debe estar 3 mm por debajo del círculo de corte del eje de corte. Los elementos ranurados deben estar hechos de un material (preferiblemente acero) con una fuerza de resiliencia de 15 J/cm.2 y una dureza superficial de 100 HB.
Las siguientes medidas de reducción de ruido han demostrado ser exitosas en máquinas cepilladoras de un solo lado:
- uso de un bloque de corte "silencioso" (como el sugerido para las máquinas de cepillado de superficies)
- diseño aerodinámico de las barras de presión y la campana de extracción de virutas
- reducción de la velocidad del mecanismo de corte
- cerramiento parcial o completo de la máquina (diseño en forma de túnel de la abertura de entrada y salida con material fonoabsorbente en la superficie orientada hacia la fuente del ruido)
Se puede lograr una reducción del ruido de hasta 20 dBA mediante un gabinete completo bien diseñado.
Peligros
La principal causa de accidentes en las cepilladoras de un solo lado es el retroceso de la pieza de trabajo. El contragolpe puede ocurrir debido a:
- mantenimiento deficiente del dispositivo antirretroceso (es posible que los elementos individuales no se liberen por su propio peso sino que se peguen entre sí debido a la acumulación de polvo; las ranuras de los elementos pueden estar cubiertas de resina, desafiladas o rectificadas incorrectamente)
- mantenimiento deficiente de los rodillos de alimentación seccionales y las barras de presión (p. ej., secciones cubiertas de resina u oxidadas)
- carga de resorte insuficiente en los rodillos de alimentación y barras de presión cuando se alimentan varias piezas de espesor no uniforme al mismo tiempo.
Las causas típicas de otros accidentes son:
- contacto de la mano con el bloque de corte giratorio al quitar las virutas y el polvo de la mesa a mano en lugar de con un palo de madera o un rastrillo
- expulsión de las cuchillas del mecanismo de corte debido a una fijación incorrecta.
Máquinas combinadas de cepillado y regruesado de superficies
El diseño y funcionamiento de las máquinas combinadas (ver figura 3) son similares a los de las máquinas individuales descritas anteriormente. Lo mismo se puede decir con respecto a las velocidades de avance, la potencia del motor, los ajustes de la mesa y los rodillos. Para el cepillado de espesores, las mesas de cepillado de superficies se retiran, se pliegan o se levantan lateralmente, dejando al descubierto el bloque de corte, que está cubierto por una cubierta de extracción de virutas para evitar el acceso. Las máquinas combinadas se utilizan principalmente en talleres pequeños con pocos trabajadores, o donde el espacio es limitado. limitado (es decir, en los casos en que la instalación de dos máquinas individuales es imposible o no rentable).
Figura 3. Cepilladora combinada de superficie y espesor
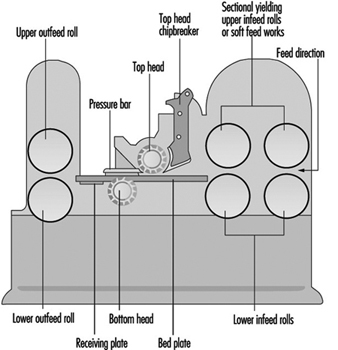
El cambio de una operación a otra suele llevar mucho tiempo y puede ser molesto si solo se tienen que mecanizar unas pocas piezas. Además, por lo general, solo una persona a la vez puede usar la máquina. Sin embargo, desde 1992 se han introducido en el mercado máquinas en las que es posible el funcionamiento simultáneo (cepillado de superficie y espesor al mismo tiempo).
Los peligros de las máquinas combinadas son en gran medida idénticos a los peligros enumerados para las máquinas individuales.
Efectos sobre la salud y patrones de enfermedad
Los problemas de salud y seguridad en las industrias forestal y maderera se tratan en otra parte de este Enciclopedia. Este artículo tratará de la madera tal como llega del aserradero y se utiliza en carpintería y en la fabricación de muebles y otros artículos. Estas actividades se realizan predominantemente en pequeñas empresas. Muchos trabajadores en estas industrias son contratistas individuales y, por lo tanto, no figuran como empleados, y un gran número de personas están expuestas en proyectos de bricolaje y talleres en el hogar. Esto significa que muchos de los trabajadores involucrados no tienen la capacitación adecuada y no reciben supervisión o la supervisan de manera deficiente, mientras que a menudo carecen de las medidas de seguridad y el equipo de protección adecuados.
Ahman y colegas (1995a, 1995b, 1996) llaman la atención sobre la exposición de profesores de artes industriales y carpintería en Suecia. En contraste con los controles no expuestos, estos maestros tenían efectos nasales notables (pero principalmente reversibles) y molestias que aumentaban con el número de clases desde el comienzo de la semana y disminuían durante los fines de semana, a pesar de que las concentraciones de polvo estaban por debajo del límite sueco de 2 miligramos por metro cuadrado3. En varios establecimientos de los Países Bajos, los niveles de polvo superaban regularmente ese límite y, durante las operaciones de lijado en una fábrica de muebles, casi todas las exposiciones superaban el límite local de 5 mg/m3 (Scheeper, Kromhout y Boleij 1995).
Lesiones accidentales
El problema de salud más común en las industrias de la madera y la carpintería son las lesiones accidentales. Estos son más frecuentes entre los trabajadores más jóvenes e inexpertos y, en su mayor parte, son relativamente menores. En ocasiones, sin embargo, pueden implicar un deterioro a largo plazo o la pérdida de una extremidad. Incluyen: astillas, que pueden infectarse, y laceraciones, muescas y amputaciones resultantes de maquinaria de carpintería mal utilizada o mal protegida (Ma, Wang y Chou 1991); esguinces y distensiones por levantar objetos de manera imprudente o trabajar en una posición incómoda (Nestor, Bobick y Pizatella 1990); lesiones por movimientos repetitivos que involucran la mano o el hombro; y lesiones oculares. Muchos, si no la mayoría, se pueden prevenir con la capacitación adecuada, la aplicación juiciosa de protecciones y restricciones de la máquina y el uso de equipo de protección personal, como guantes y anteojos de seguridad. Cuando ocurren, la eliminación rápida de astillas y la prevención de infecciones mediante la limpieza rápida y el tratamiento de primeros auxilios de las heridas minimizarán la discapacidad.
Polvo de madera
La exposición al polvo de madera ocurre siempre que la madera se aserra, astilla, cepilla, enruta o lija. Los efectos varían con la intensidad y duración de la exposición y el tamaño de las partículas. Las partículas en los ojos pueden causar irritación, y la acumulación de polvo de madera en los pliegues de la piel puede verse agravada por la transpiración y los productos químicos y provocar irritación e infección. Estos efectos pueden reducirse mediante la aspiración del polvo, máscaras y ropa protectoras y buenas prácticas de higiene personal.
Fosas nasofaríngeas y respiratorias
El polvo de madera en las fosas nasales puede disminuir la limpieza mucociliar y afectar la sensibilidad olfativa (Andersen, Solgaard y Andersen 1976; Ahman et al. 1996). Estos pueden provocar irritación, estornudos frecuentes, hemorragias nasales e infección de los senos paranasales (Imbus 1994).
Se demostró que las exposiciones en una fábrica de muebles (Whitehead, Ashikaga y Vacek 1981) y en trabajadores de aserraderos (Hessel et al. 1995) iban acompañadas de reducciones tanto en el volumen espiratorio forzado de 1 segundo (FEV1) y capacidad vital forzada (CVF), ajustada por edad, talla y tabaquismo. Estos fueron acompañados por aumentos significativos en la dificultad para respirar y sibilancias con opresión en el pecho y la aparición de bronquitis y asma. Sin embargo, no existen pruebas convincentes de otras enfermedades pulmonares debidas a la exposición al polvo de madera (Imbus 1994). En un estudio de seguimiento prospectivo de 6 años de aproximadamente 350,000 11,541 hombres en los Estados Unidos, los 1996 XNUMX individuos que informaron haber estado empleados en ocupaciones relacionadas con la madera tenían un riesgo relativo más bajo de mortalidad debido a enfermedades respiratorias no malignas que aquellos que no lo hicieron. no reportar la exposición al polvo de madera (Demers et al. XNUMX).
Alergias y asma
Algunas maderas, en particular la teca, mansonia y pino radiata, contienen sustancias químicas que son irritantes (consulte la tabla 1 para obtener una lista ampliada de especies de madera, sus orígenes geográficos y sus efectos sobre la salud). Algunas especies pueden causar dermatitis alérgica de contacto (p. ej., abeto de Douglas, cedro rojo occidental, álamo, palo de rosa, teca, caoba africana y otras maderas “exóticas”). Se ha demostrado que el cedro rojo occidental, el palo de rosa, la caoba y otras maderas exóticas causan asma (Imbus 1994).
Cáncer
Se ha descrito una incidencia inusualmente alta de cáncer nasal entre los trabajadores de la madera en Australia, Canadá, Dinamarca, Finlandia, Francia, Italia, los Países Bajos, el Reino Unido y los Estados Unidos (Imbus 1994). Un nuevo análisis combinado reciente de 12 estudios de cohortes de casos y controles realizado en siete países confirmó un alto riesgo de cáncer de nasofaringe entre los trabajadores de la madera (Demers et al. 1995). Se desconoce la causa de estos excesos de cáncer nasal, pero, según informes recientes del Reino Unido y los Estados Unidos, el riesgo de cáncer nasal entre los trabajadores de muebles ha disminuido desde la Segunda Guerra Mundial, presumiblemente debido a cambios en el proceso de fabricación. (Imbus 1994). No se encontró un exceso de riesgo de cáncer sinusal entre los 45,399 362,823 hombres expuestos al polvo de madera incluidos entre los 6 XNUMX hombres inscritos en el Estudio de prevención del cáncer de XNUMX años de la Sociedad Estadounidense del Cáncer, pero, señalan los investigadores, la cantidad de casos fue pequeña. Sin embargo, encontraron un aumento especialmente alto en la mortalidad por cáncer de pulmón entre los trabajadores de la madera que también reportaron exposición al asbesto o al formaldehído, y sugirieron que la exposición a estos carcinógenos conocidos era responsable del aumento del riesgo observado (Stellman et al., en prensa).
Exposiciones químicas
La madera puede contener contaminantes biológicos. El moho y los hongos, que a menudo crecen en la corteza de los árboles, pueden causar reacciones alérgicas. Se ha demostrado que la inhalación de esporas de hongos que se encuentran en arces, secuoyas y alcornoques causa la enfermedad de la corteza del arce, sequoiosis y suberosis (Imbus 1994).
La madera a menudo contiene productos químicos exógenos que se aplican en el curso de su procesamiento. Estos incluyen adhesivos, disolventes, aglutinantes de resina, insecticidas y fungicidas, compuestos impermeabilizantes, pinturas y pigmentos, lacas y barnices. Muchos de estos son volátiles y pueden emitirse cuando la madera se trata, calienta o incinera; también se transportan como elementos en polvo de madera. Los más importantes incluyen: tolueno, metanol, xileno, metiletilcetona, n-alcohol butílico, 1-tricloroetano y diclorometano (EPA 1,1).
Conclusión
Los peligros para la salud de las industrias de la madera y la carpintería pueden controlarse mediante la instalación de controles de ingeniería (p. ej., colocación y protección adecuadas de la maquinaria eléctrica, sistemas de ventilación para controlar el polvo de madera y las emisiones químicas) y equipo de protección personal (p. ej., guantes, anteojos de seguridad, respiradores ), junto con inspecciones periódicas para garantizar que se mantengan y utilicen correctamente. Quizás lo más importante sea la educación y capacitación apropiadas de los trabajadores y sus supervisores.
Tabla 1. Variedades de madera venenosas, alergénicas y biológicamente activas
| Nombres cientificos | Nombres comerciales seleccionados | Family | deterioro de la salud |
| Abies alba Molino (A. pectinata DC) | Abeto blanco | Pinaceae | Dermatitis; conjuntivitis-rinitis; asma |
| Acacia spp. A. harpofila F.Muell. A. melanoxilon R. Hno. un sello Del. a. shirley Doncella |
Granadillo australiano | mimosáceas | Dermatitis; conjuntivitis-rinitis; asma; efectos tóxicos |
| Acer spp. A. platanoides L. |
Arce | aceráceas | Dermatitis |
| Afrormosia elata Harms. (Pericopsis elata Van Meeuwen) |
Afrormosia, kokrodua, asamala, obang, oleo pardo, bohele, mhole | papilionáceas | Dermatitis; conjuntivitis-rinitis; asma |
| afzelia africana Smith A. bijuga A.Chev. (Intsia bijuga A. Cun.) A. palembanica detrás. (Intsia palembanica detrás.) |
Doussié, afzelia, aligua, apa, chanfuta, lingue merbau, intsia, indirecta | caesalpináceas | Dermatitis; conjuntivitis-rinitis; asma |
| Agonandra brasiliensis Paz | Pao marfim granadillo | Olacáceas | Dermatitis |
| Ailanthus altissima Molino | zumaque chino | simaroubáceas | Dermatitis |
| Albizzia falcata Partidario A. ferruginea bendito. A. lebbek bendito A. toona FM Fianzas |
Iatandza Koko, siris |
mimosáceas | Dermatitis; conjuntivitis-rinitis; asma; efectos tóxicos |
| alnus spp. A. glutinosa gaertn. |
aliso común aliso negro |
Betulaceae | Dermatitis; conjuntivitis-rinitis; asma |
| amyris spp. A. balsamifera L. A. toxicifera Willd. |
Sándalo de Venezuela o de las Indias Occidentales | rutáceas | Dermatitis; efectos tóxicos |
| Anacardium occidentale L. A. excelsum esqueletos. |
Anacardo | Anacardiaceae | Dermatitis |
| andira araroba Aguiar. (Vataireopsis araroba Ducke) A. coriacea tirar A. inermis HBK |
Árbol de col lombarda Madera de perdiz | papilionáceas | Dermatitis; conjuntivitis-rinitis; asma |
| aningería spp. A. robusta Aubr. y Pell. A. altissima Aubr. y Pell. Antiaris africana inglés. A. Welwitschi inglés. |
Aningeria Antiaris, ako, chen chen | Sapotáceas Moráceas | Conjuntivitis-rinitis; asma Efectos tóxicos |
| Picea de Apuleia molaris (A. leiocarpa macbride) (A. ferrea Mercado.) |
Secoya | caesalpináceas | Dermatitis; efectos tóxicos |
| Araucaria angustifolia O. Ktze a.brasiliana Un rico. |
pino paraná, araucaria | araucariáceas | Efectos tóxicos |
| aspidosperma spp. A. peroba Padre Todos. A. vargasii A DC. |
Peroba roja Pau marfim, pau amarello, pequia marfim, guatambu, amarilla, pequia | Apocináceas | Dermatitis; conjuntivitis- rinitis; asma; efectos tóxicos |
| astrocarium spp. | Palma | palmáceas | Dermatitis; efectos tóxicos |
| Aucoumea klaineana Pierre | Caoba de Gabón | Burseráceas | Dermatitis; conjuntivitis-rinitis; asma; alveolitis extrínseca alérgica |
| Autranella congolensis A.Chev. (Mimusops congolensis) Lo salvaje.) |
Mukulungu, autracon, elang, bouanga, kulungu | sapotáceas | Dermatitis |
| Bactris spp. (Astrocarium spp.) | Palma | palmáceas | Dermatitis; efectos tóxicos |
| Balfourodendron riedelianum inglés. | Guatambu, gutambu blanco | rutáceas | Dermatitis |
| batesia floribunda bendito. | acapu rana | caesalpináceas | Efectos tóxicos |
| Berberis vulgaris L. | Bérbero | Berberidaceae | Efectos tóxicos |
| Betula spp. B alba L. (B. péndula Roth.) |
Abedul | Betulaceae | Dermatitis |
| Blepharocarva involucrigera F.Muell. | nuez de rosa | Anacardiaceae | Dermatitis; conjuntivitis-rinitis; asma |
| Bombax brevicuspe Sprague B. caballeros Pell |
Kondroti, solo | bombacaceae | Dermatitis |
| Bowdichia spp. B. nitida bendito. B. guianensis pato (Diplotropis guianensis) bendito.) (Diplotropis purpúrea amsh.) |
sucupira negra | papilionáceas | Dermatitis |
| Brachylaena hutchinsii conejera. | Muhuhu | Compuestas | Dermatitis |
| Breonia spp. | Molompangadi | rubiáceas | Dermatitis |
| brosimo spp. B. guianense Bujes. (Piratinera guianensis aubl.) |
Madera de serpiente, madera de letras, madera de tigre | Moráceas | Dermatitis; conjuntivitis-rinitis; asma; efectos tóxicos |
| brya ebenus DC. (Amerinum ebenus Sw.) brya buxifolia Urbano. |
Ébano marrón, ébano verde, ébano de Jamaica, ébano americano tropical | papilionáceas | Dermatitis |
| Buxus sempervirens L. B. Macowani oliva. |
Boj europeo, East London b., Cape b. | buxáceas | Dermatitis; conjuntivitis-rinitis; asma; efectos tóxicos |
| caesalpinia echinata Lam. (Guilandina echinata) primavera.) | palo brasil | caesalpináceas | Dermatitis; efectos tóxicos |
| Callitris columellaris F.Muell. | pino ciprés blanco | Cupressaceae | Dermatitis; conjuntivitis-rinitis; asma |
| calófilo spp. C. brasileño leva. |
santa maria, jacareuba, kurahura, galba | Gutíferas | Dermatitis; efectos tóxicos |
| Campsiandra laurifolia bendito. | acapu rana | caesalpináceas | Efectos tóxicos |
| betulus | carpe | Betulaceae | Dermatitis |
| Casia siamea lamk. | Tagayasan, muong diez, djohar | caesalpináceas | Dermatitis; conjuntivitis-rinitis; asma |
| Castanea dentata Borkh C. sativa Molino. C. pumila Molino. |
Castaña, castaña dulce | Phagaceae | Dermatitis; conjuntivitis-rinitis; asma |
| castanospermum australe A.Cunn. | Frijol negro, castaño australiano o de la bahía de Moreton | papilionáceas | Dermatitis |
| Cedrela spp. (Toona spp.) | cedro rojo, cedro australiano | Meliaceae | Dermatitis; conjuntivitis-rinitis; asma |
| Cedrus deodara (Roxb. ex. Cordero.) G. Don (C. libani Barril. l.c.) |
Deodar | Pinaceae | Dermatitis; conjuntivitis-rinitis; asma |
| celtis brieyi Lo salvaje. C. cinnamomea ldl. |
Diana gurenda |
Ulmáceas | Dermatitis |
| Clorophora excelsa Benth. y gancho I. C regia A.Chev. C.tinctoria (L.) Embadurnar. |
Iroko, gelbholz, yellowood, kambala, mvule, odum, moule, teca africana, abang, tatajuba, fustic, mora | Moráceas | Dermatitis; conjuntivitis-rinitis; asma; alveolitis extrínseca alérgica |
| cloroxilona spp. C. swietenia A. DC. |
Madera satinada de Ceilán | rutáceas | Dermatitis; efectos tóxicos |
| Crisofilo spp. | Nájara | sapotáceas | Dermatitis |
| Cinnamomum camphora Nees y Ebeim | alcanfor asiático, canela | Lauráceas | Efectos tóxicos |
| Cryptocarya pleurosperma blanco y francisco | nuez venenosa | Lauráceas | Dermatitis; conjuntivitis-rinitis; asma; efectos tóxicos |
| Dacrycarpus dacryoides (A. Rich.) de Laub. | Pino blanco de Nueva Zelanda | podocarpáceas | Dermatitis; conjuntivitis-rinitis; asma |
| Dacrydium cupresinum soland | Sempilor, Rimu | podocarpáceas | conjuntivitis-rinitis; asma |
| Dactylocladus stenostachys oliva. | Jong kong, merebong, medan tabak | melastomáceas | Efectos tóxicos |
| Dalbergia spp. D. amerimnon bendito. D.granadillo Pitt. D. hipoleuca standl. D. latifolia roxb. D. melanoxilona Guill. y Perr. D. nigra Padre Todos. d. oliveri Riesgo D. retusa hemsl. D. Sissoo roxb. D. stevensonii standl. |
Ebony Red foxwood Palosanto de India, granadillo de Bombay, granadillo africano, palisandro, riopalissandro, palosanto de Brasil, jacarandá palosanto de Birmania Zorro rojo Madera nagaed, palosanto de Honduras |
papilionáceas | Dermatitis; conjuntivitis-rinitis; asma; efectos tóxicos |
| dialio spp. Dinklangeri Harms. |
eyum, eyum | caesalpináceas | Dermatitis; conjuntivitis-rinitis; asma |
| Diospyros spp. D. célebica baj. D. crassiflora aquí D. ebenum Koenig |
Ébano, Ébano africano Ébano de Macassar, Ébano africano, Ébano de Ceilán | ebenáceas | Dermatitis; conjuntivitis-rinitis; asma; efectos tóxicos |
| dipterocarpus spp. D. alato roxb. |
Keruing, gurjum, yang, Keruing | dipterocarpáceas | Dermatitis |
| Distemonanthus benthamianus fianza. | Movingui, ayan, anyaran, madera satinada nigeriana | caesalpináceas | Dermatitis |
| disoxilo spp. D. fraseranum bendito. |
Caoba, duela, frijol rojo | Meliaceae | dermatitis; conjuntivitis-rinitis; asma; efectos tóxicos |
| D. Muelleri bendito. | caoba rosa | ||
| Echirospermum balthazarii Padre Todos. (Platimenia reticulatabendito.) | Vinhatico | mimosáceas | Dermatitis; conjuntivitis-rinitis; asma |
| entandofragma spp. E. angolense Centros para el Control y la Prevención de Enfermedades E. candollei Harms. E. cilindro Sprague E. útil Sprague |
Tiamá Kosipo, omo Sapeli, sapeli, aboudikro Sipo, útil, asié, kalungi, mufumbi |
Meliaceae | Dermatitis; alveolitis extrínseca alérgica |
| Eritrofloeum guineense don g E. ivorense A.Chev. |
Tali, missanda, eloun, massanda, sasswood, erun, árbol de agua roja | caesalpináceas | Dermatitis; conjuntivitis-rinitis; asma; efectos tóxicos |
| Esenbeckia leiocarpa inglés. | garantía | rutáceas | Dermatitis |
| Eucalipto spp. E. delegensis RT Volver E. hemifloia F.Muell. E. leucoxilon Doncella E. maculata Gancho. E. marginada donn ex sm. E. microteca F.Muell. E. oblicua L. herencia. E. reina F.Muell. E. saligna Sm. |
Fresno alpino Caja gris chicle amarillo Goma moteada Fresno de montaña |
myrtaceae | Dermatitis; conjuntivitis-rinitis; asma |
| Euxylophora paraensis Bujes. | Boj | rutáceas | Dermatitis; conjuntivitis-rinitis; asma |
| Excoecaria africana M. Arg.. (Spirostachys africana Arena) E. agallocha L. |
sándalo africano, tabú, geor, aloewood, blind-your-eye | Euphorbiaceae | Dermatitis; conjuntivitis-rinitis; asma; efectos tóxicos |
| Fagara spp. F flava Krug y Urb. (Zanthoxylum flavum Vahl.) F. heitzii Aubr. y Pell. F macrophylla inglés. |
Lijadoras amarillas, madera satinada de las Indias Occidentales, madera de atlas, olon, bongo, mbanza | rutáceas | Dermatitis; conjuntivitis-rinitis; asma; efectos tóxicos |
| Fagus spp. (Nothofagus spp.) F. silvestre L. |
Haya | Phagaceae | Dermatitis; conjuntivitis-rinitis; asma |
| Fitzroya cupresoides (Molina) Johnston (F. patagónica Gancho. F.) |
alerce | Cupressaceae | Dermatitis |
| Flindersia australis R. Hno. F. brayleyana F.Muell. pimenteliana F.Muell. |
Teca australiana, arce de Queensland, arce Silkwood, arce australiano |
rutáceas | Dermatitis |
| Fraxinus spp. F. excelente L. |
Ceniza | Oleaceae | Dermatitis |
| glúteos spp. G. rhengas L. (Melanorrea spp.) M. curtisii Pierre M. laccifera wallichii Gancho. |
Rengas, glúteos madera de renga Rengas |
Anacardiaceae | Dermatitis; efectos tóxicos |
| Gonioma kamassi E. Mey. | Boj Knysna, kamassi | Apocináceas | Dermatitis; conjuntivitis-rinitis; asma; efectos tóxicos |
| Gonystylus bancanus fianza. | ramin, melawis, akenia | gonistiláceas | Dermatitis; conjuntivitis-rinitis; asma; alveolitis extrínseca alérgica |
| Gossweilerodendron balsamiferum (verm.) Harms. | cedro nigeriano | caesalpináceas | Dermatitis; conjuntivitis-rinitis; asma |
| Grevillea robusta A.Cunn. | Roble sedoso | Proteáceas | Dermatitis |
| Guayacum officinale L. | Gaiac, guayacán | Zygophyllaceae | Dermatitis; conjuntivitis-rinitis; asma |
| guarea spp. G. cedrata Pell. g. laurentii Lo salvaje. G. thompsonii Sprague |
Bosse peral nigeriano cedro caoba Guarea perfumada guarea negra |
Meliaceae | Dermatitis; conjuntivitis-rinitis; asma; efectos tóxicos |
| Halfordia escleroxila F.Muell. H. papuana Lauterb. |
Corazón de azafrán | Poligonáceas | Dermatitis; alveolitis extrínseca alérgica |
| Hernandía spp. H sonora L. (H. guianensis Aubl.) |
Mirobolan, topolita | hernandiáceas | Dermatitis |
| Hipomane mancinella L. | Manzana de playa | Euphorbiaceae | Dermatitis; conjuntivitis-rinitis; asma; efectos tóxicos |
| Illipe latifolia F.Muell. I longifolia F.Muell. (Bassia latifolia roxb.) (B. longifoliaroxb.) |
Moak, teca edel | sapotáceas | Dermatitis |
| Jacaranda spp. J.brasiliana pers. Sin. (Bignonia brasiliana Lam.) J. coerulea (YO.) Gris. |
Jacaranda Caroba, boj | Bignoniáceas | Dermatitis |
| Juglanes spp. J. nigra L. J regia L. |
Nuez | Juglandáceas | Dermatitis; conjuntivitis-rinitis; asma |
| enebro sabina L. J. phoenicea L. j.virginiana L. |
Cedro lápiz de Virginia, cedro rojo del este | Cupressaceae | Dermatitis; conjuntivitis-rinitis; asma; efectos tóxicos |
| Khaya antoteca CENTROS PARA EL CONTROL Y LA PREVENCIÓN DE ENFERMEDADES. K. ivorensis A.Chev. K. senegalensis A. Juss. |
Ogwango, caoba africana, krala caoba de zona seca | Meliaceae | Dermatitis; alveolitis extrínseca alérgica |
| Anagiroides de Laburnum Medic. (Cytisus laburnum L.) vulgare Gris |
Laburno | papilionáceas | Dermatitis; conjuntivitis-rinitis; asma; efectos tóxicos |
| Larix spp. L decidua Molino. L europea el Distrito de Columbia |
alerce alerce europeo |
Pinaceae | Dermatitis; conjuntivitis-rinitis; asma |
| Liquidámbar styracifolia L. | Amberbaum, nussbaum satinado | Hamamelidáceas | Dermatitis |
| Liriodendron tulipifera L. | madera blanca americana, tulipán | Magnoliáceas | Dermatitis |
| Lovoa trichilioides Harms. (L. klaineana Pierre) | Dibetou, nuez africana, apopo, madera de tigre, lateral | Meliaceae | dermatitis; conjuntivitis-rinitis; asma; efectos tóxicos |
| Lúcuma spp. (Poutería spp.) L.procera |
guapeva, abiurana Massaranduba |
sapotáceas | Dermatitis; conjuntivitis-rinitis; asma |
| maba ebenus Wight. | Makassar-ebenholz | ebenáceas | Dermatitis |
| pedicellatum machaerium voz. M. escleroxilo Tu yo. M. violaceum voz. |
Kingswood | papilionáceas | Dermatitis |
| Mansonia altissima A.Chev. | nuez nigeriana | esterculiáceas | Dermatitis; conjuntivitis-rinitis; asma; efectos tóxicos |
| melanoxilon brauna Mamparo | brauna, grauna | caesalpináceas | Dermatitis |
| Microberlinia brazzavillensis A.Chev. M. bisulcata A.Chev. |
zebrano africano | caesalpináceas | Dermatitis; conjuntivitis-rinitis; asma; efectos tóxicos |
| Millettia laurentii Lo salvaje. M. stuhlmannii taub. |
Wenge panga-panga |
papilionáceas | Dermatitis; conjuntivitis-rinitis; asma; efectos tóxicos |
| mimusops spp. (Manilkara spp.) mimusops spp. (Dumoria spp.) (Tieghemella spp.) M. congolensis Lo salvaje. (Autranella congolensis) A.Chev.) m.djave inglés. (Baillonella toxisperma Pierre) heckelii Conejera. y Dalz. (Tieghemella heckelii Pierre) (Dumoria heckelii A.Chev.) |
Muirapiranga makoré Mukulungu, autracón Moabi caoba cerezo |
sapotáceas | Dermatitis; conjuntivitis-rinitis; asma; alérgico alveolitis extrínseca; efectos tóxicos |
| Mitragyna ciliata Aubr. y Pell. M. estipulada O. Ktzé |
Vuku, álamo africano abura |
rubiáceas | Dermatitis; conjuntivitis-rinitis; asma; efectos tóxicos |
| Nauclea diderrichii Merrill (Sarcocephalus diderrichii Lo salvaje.) Nauclea trillessi Merrill |
Bilinga, opepe, kussia, badi, boj de África Occidental | rubiáceas | Dermatitis; conjuntivitis-rinitis; asma; efectos tóxicos |
| Nesogordonia papaverifera R. Capurón | Kotibé, danta, epro, otutu, ovové, aborbora | tiliáceas | Efectos tóxicos |
| Ocotea spp. O. bullata E. Mey O porosa l barr. (Phoebe porosa Mez.) O. rodiaei Mez. (Nectandra rodiaei Schomb.) O rubra Mez. O. usambarensis inglés. |
Stinkwood Laurel Nogal brasileño Corazón verde louro vermelho alcanfor de África oriental |
Lauráceas | Dermatitis; conjuntivitis-rinitis; asma; efectos tóxicos |
| paratecoma spp. pablo alba P peroba Kühlm. |
peroba blanca brasileña Peroba blanca. pag. |
Bignoniáceas | Dermatitis; conjuntivitis-rinitis; asma; efectos tóxicos |
| parinario spp. P. guianense (Parinari spp.) (Brosimo spp.) P. variegatum |
Guayana-satinholz Antillen-satinholz |
Rosaceae | Dermatitis |
| peltógino spp. P. densiflora Spruce |
Madera azul, corazón púrpura | caesalpináceas | Efectos tóxicos |
| Phyllanthus ferdinandi FvM. | Lignum vitae, chow way, guerra de remolque | Euphorbiaceae | Dermatitis; conjuntivitis-rinitis; asma |
| Picea spp. P. abies Karst. P. excelsa Enlace. Mariana P. BSP. P polita Carr. |
abeto europeo, madera blanca abeto negro |
Pinaceae | Dermatitis; conjuntivitis-rinitis; asma; alveolitis extrínseca alérgica |
| Pinus spp. P. radiada don |
Pino | Pinaceae | Dermatitis; conjuntivitis-rinitis; asma |
| Piptadenia africana Gancho f. Piptadeniastrum africanum Brenan |
Dabema, dahoma, ekhimi agobin, mpewere, bukundu |
mimosáceas | Dermatitis; conjuntivitis-rinitis; asma |
| Platano spp. | Avión | platanáceas | Dermatitis |
| pomecia spp. P pinnata Forst. |
Tain Kasai |
sapindáceas | Dermatitis; conjuntivitis-rinitis; asma |
| Populus spp. | Poplar | Salicáceas | Dermatitis; conjuntivitis-rinitis; asma |
| Prosopis juliflora el Distrito de Columbia | cashaw | mimosáceas | Dermatitis |
| Prunus spp. p. serotina Ehrl. |
Cereza Cerezo negro |
Rosaceae | dermatitis; conjuntivitis-rinitis; asma |
| Pseudomorus brunoniana oficina | Mango blanco | Moráceas | Dermatitis; efectos tóxicos |
| Pseudotsuga douglasii Carr. (P. menziesii franco) | Abeto de Douglas, abeto rojo, pícea de Douglas | Pinaceae | Dermatitis; conjuntivitis-rinitis; asma |
| pterocarpo spp. P. angolensis corriente continua. P. índice willd. P. santalinus Lf (Vatarea guianensis aubl.) |
Padauk africano, palo de rosa de Nueva Guinea, sándalo rojo, lijadoras rojas, madera de quassia | papilionáceas | Dermatitis; conjuntivitis-rinitis; asma; efectos tóxicos |
| Pycnanthus angolensis Warb. (P. kombo Warb.) | rogó | miristicáceas | Efectos tóxicos |
| Quercus spp. | Roble | Phagaceae | Dermatitis; conjuntivitis-rinitis; asma |
| raputia alba inglés. R. magnifica inglés. |
Arapoca branca, arapoca | rutáceas | Dermatitis |
| Rauwolfia pentaphylla Staf. oh. | peroba | Apocináceas | Dermatitis; conjuntivitis-rinitis; asma; efectos tóxicos |
| Sandórico spp. S. indica Cav. |
sentul, katon, kra-ton, ketjapi, thitto | Meliaceae | Dermatitis; conjuntivitis-rinitis; asma; efectos tóxicos |
| Schinopsis lorentzii inglés. S. balansae inglés. |
Quebracho colorado, rojo q., San Juan, pau mulato | Anacardiaceae | Dermatitis; efectos tóxicos |
| Semercarpus australiensis inglés. S. anacardio L. |
Tuerca marcadora | Anacardiaceae | Dermatitis; efectos tóxicos |
| Sequoia sempervirens fin. | Secuoya, California secoya |
taxodiáceas | Dermatitis; conjuntivitis-rinitis; asma; efectos tóxicos |
| Shorea spp. | Alan, almendra, balau rojo Blanco pesado, rojo lauan, blanco L., amarillo L., mayapis, meranti bakau, rojo oscuro M., rojo claro M., rojo M., blanco M., amarillo M., rojo seraya, blanco seraya |
dipterocarpáceas | Dermatitis |
| S. assamica Dyer | lauan amarillo, meranti blanco | ||
| Staudtia estipulada Warb. (S. gabonensis Warb.) | niové | miristicáceas | Dermatitis |
| Swietenia spp. S. macrophylla King S. caoba Jacq. |
Caoba, caoba de Honduras, Tabasco m., baywood, caoba americana, caoba cubana |
Meliaceae | Dermatitis; conjuntivitis-rinitis; asma; alveolitis extrínseca alérgica; efectos tóxicos |
| Swintonia spicifera Gancho. S. floribunda Manejar. |
Merpauh | Anacardiaceae | Dermatitis |
| tabebuia spp. tipa standl. (T. avellanedae Señor ex gris.) T. guayacán Hensl. (T. lapacho K. schum) |
araguán, ipé preto, lapacho | Bignoniáceas | Dermatitis; conjuntivitis-rinitis; asma; efectos tóxicos |
| Taxus baccata L. | Tejo | Taxaceae | Dermatitis; conjuntivitis-rinitis; asma; alveolitis extrínseca alérgica; efectos tóxicos |
| Tecoma spp. araliacea corriente continua. T. lapacho |
Corazón verde lapacho |
Bignoniáceas | Dermatitis; conjuntivitis-rinitis; asma; efectos tóxicos |
| Tectona grandis L. | Teca, djati, kyun, teck | Verbenaceae | Dermatitis; conjuntivitis-rinitis; asma; alveolitis extrínseca alérgica |
| Terminalia alata Roth. superba ingl. y Diels. |
laurel indio limba, afara, ofram, frake, korina, akom |
combretaceae | Dermatitis; conjuntivitis-rinitis; asma |
| Thuja occidentalis L. T.plicata don T. standishii Carr. |
Cedro blanco cedro rojo occidental |
Cupressaceae | Dermatitis; conjuntivitis-rinitis; asma; efectos tóxicos |
| Tieghemella africana A.Chev. (Dumoria spp.) T. heckelii Pierre |
Makoré, douka, okola, ukola, makoré, abacu, baku, cereza africana | sapotáceas | Dermatitis; conjuntivitis-rinitis; asma; efectos tóxicos |
| Triploquiton escleroxilon K. Schum | Obeche, samba, wawa, abachi, madera blanca africana, arere | esterculiáceas | Dermatitis; conjuntivitis-rinitis; asma |
| Tsuga heterofila Sarg. | Tsuga, cicuta occidental | Pinaceae | Dermatitis |
| Turraeanthus africana Pell. | avodiré Lusamba |
Meliaceae | Dermatitis; alveolitis extrínseca alérgica |
| ulmo spp. | olmo | Ulmáceas | Dermatitis |
| vitex ciliados Pell. | Verbenaceae | Dermatitis | |
| V congolensis De Salvaje. y Th. Dur | difunto | ||
| pachyphylla detrás. | Evine | ||
| Xylia dolabriformis bendito. | mimosáceas | Conjuntivitis-rinitis; | |
| X. xilocarpa taub. | Pyinkado | asma | |
| Zollernia paraensis Huber | Santo madera | caesalpináceas | Dermatitis; efectos tóxicos |
Fuente: Istituto del Legno, Florencia, Italia.
" EXENCIÓN DE RESPONSABILIDAD: La OIT no se responsabiliza por el contenido presentado en este portal web que se presente en un idioma que no sea el inglés, que es el idioma utilizado para la producción inicial y la revisión por pares del contenido original. Ciertas estadísticas no se han actualizado desde la producción de la 4ª edición de la Enciclopedia (1998)."