- Estas aquí:
-
Inicio

- Parte XIII. Industrias manufactureras

Categorías Niños

81. Aparatos y equipos eléctricos (7)

81. Aparatos y equipos eléctricos
Redactor del capítulo: NA Smith
Índice del contenido
Tablas y Figuras
Perfil general
NA Smith
Fabricación de baterías de plomo-ácido
Barry P Kelley
Baterías
NA Smith
Fabricación de cables eléctricos
David A. O'Malley
Fabricación de lámparas y tubos eléctricos
Albert Zielinski
Fabricación de electrodomésticos
NA Smith y W. Klost
Problemas ambientales y de salud pública
Pittmann, Alejandro
Mesas
Haga clic en un enlace a continuación para ver la tabla en el contexto del artículo.
1. Composición de las baterías comunes
2. Fabricación: electrodomésticos
Figuras
Apunte a una miniatura para ver el título de la figura, haga clic para ver la figura en el contexto del artículo.





82. Industria de procesamiento y trabajo de metales (14)
82. Industria de procesamiento y trabajo de metales
Redactor del capítulo: Michael McCann
Índice del contenido
Tablas y Figuras
Operaciones de Fundición y Refinación
Fundición y Refinación
pekkaroto
Fundición y Refinación de Cobre, Plomo y Zinc
Fundición y Refinación de Aluminio
Bertram D. Dinman
Fundición y Refinación de Oro
ID Gadaskina y LA Ryzik
Procesamiento de metales y trabajo de metales
Fundiciones
Franklin E. Mirer
Forja y estampado
parque robert m
Soldadura y Corte Térmico
Philip A. Platcow y GS Lyndon
Tornos
Toni Retsch
Rectificado y pulido
K. Welinder
Lubricantes industriales, fluidos para trabajar metales y aceites automotrices
Richard S Kraus
Tratamiento de superficies de metales
JG Jones, JR Bevan, JA Catton, A. Zober, N. Fish, KM Morse, G. Thomas, MA El Kadeem y Philip A. Platcow
Recuperación de metales
Melvin E. Cassady y Richard D. Ringenwald, Jr.
Cuestiones ambientales en el acabado de metales y revestimientos industriales
stewart forbes
Mesas
Haga clic en un enlace a continuación para ver la tabla en el contexto del artículo.
1. Entradas y salidas para fundición de cobre
2. Entradas y salidas para fundición de plomo
3. Entradas y salidas para fundición de zinc
4. Entradas y salidas para fundición de aluminio
5. Tipos de hornos de fundición.
6. Entradas de materiales de proceso y salidas de contaminación
7. Procesos de soldadura: descripción y peligros
8. Resumen de los peligros
9. Controles para aluminio, por operación
10. Controles para cobre, por funcionamiento
11. Controles de plomo, por funcionamiento
12. Controles para zinc, por operación
13. Controles para magnesio, por operación.
14. Controles de mercurio, por operación
15. Controles para níquel, por funcionamiento
16. Controles para metales preciosos
17. Controles de cadmio, por operación
18. Controles para selenio, por operación
19. Controles para cobalto, por operación
20. Controles para estaño, por operación
21. Controles para titanio, por operación.
Figuras
Apunte a una miniatura para ver el título de la figura, haga clic para ver la figura en el contexto del artículo.
|
|







83. Microelectrónica y Semiconductores (7)
83. Microelectrónica y Semiconductores
Redactor del capítulo: Michael E Williams
Índice del contenido
Tablas y Figuras
Perfil general
Michael E Williams
Fabricación de semiconductores de silicio
David G. Baldwin, James R. Rubin y Afsaneh Gerami
Pantallas de cristal líquido
David G. Baldwin, James R. Rubin y Afsaneh Gerami
Fabricación de semiconductores III-V
David G. Baldwin, Afsaneh Gerami y James R. Rubin
Tablero de circuito impreso y ensamblaje de computadora
Michael E Williams
Efectos sobre la salud y patrones de enfermedad
Donald V Lassiter
Problemas ambientales y de salud pública
Masticar con corcho
Mesas
Haga clic en un enlace a continuación para ver la tabla en el contexto del artículo.
1. Sistemas fotorresistentes
2. Decapantes fotorresistentes
3. Grabadores químicos húmedos
4. Gases de grabado por plasma y materiales grabados
5. Dopantes de formación de uniones para difusión
6. Principales categorías de epitaxia de silicio
7. Principales categorías de ECV
8. Limpieza de pantallas planas
9. Proceso PWB: medioambiente, salud y seguridad
10. Controles y generación de residuos de PWB
11. Controles y generación de residuos de PCB
12. Generación de residuos y controles
13. Matriz de necesidades prioritarias
Figuras
Apunte a una miniatura para ver el título de la figura, haga clic para ver la figura en el contexto del artículo.
|
|













84. Vidrio, Cerámica y Materiales Relacionados (3)
84. Vidrio, Cerámica y Materiales Relacionados
Editores de capítulos: Joel Bender y Jonathan P. Hellerstein
Índice del contenido
Tablas y Figuras
Vidrio, Cerámica y Materiales Relacionados
Jonathan P. Hellerstein, Joel Bender, John G. Hadley y Charles M. Hohman
Estudio de caso: Fibras ópticas
Jorge R. Osborne
Estudio de caso: gemas sintéticas
Albahaca delfín
Mesas
Haga clic en un enlace a continuación para ver la tabla en el contexto del artículo.
1. Constituyentes típicos del cuerpo
2. Procesos de manufactura
3. Aditivos químicos seleccionados
4. Uso de refractarios por industria en los EE. UU.
5. Peligros potenciales para la salud y la seguridad
6. Lesiones y enfermedades ocupacionales no fatales
Figuras
Apunte a una miniatura para ver el título de la figura, haga clic para ver la figura en el contexto del artículo.



























85. Industria Gráfica, Fotografía y Reproducción (6)
85. Industria de la imprenta, la fotografía y la reproducción
Editor del capítulo: David Richardson
Índice del contenido
Tablas y Figuras
Impresión y Publicación
Gordon C Miller
Servicios de reproducción y duplicación
Robert W Kilpper
Problemas de salud y patrones de enfermedad
Barry Friedlander
Descripción general de los problemas ambientales
Daniel R. Inglés
Laboratorios Fotográficos Comerciales
David Richardson
Mesas
Haga clic en un enlace a continuación para ver la tabla en el contexto del artículo.
1. Exposiciones en la industria de la impresión
2. Impresión de riesgos de mortalidad comercial
3. Exposición química en el procesamiento
Figuras
Apunte a una miniatura para ver el título de la figura, haga clic para ver la figura en el contexto del artículo.






86. Carpintería (5)
86. Carpintería
Editor del capítulo: Jon Parish
Índice del contenido
Tablas y Figuras
Perfil general
Debra Osinski
Procesos de carpintería
Parroquia de Jon K.
Máquinas de enrutamiento
Vence a Wegmüller
Cepilladoras de madera
Vence a Wegmüller
Efectos sobre la salud y patrones de enfermedad
leon j warshaw
Mesas
Haga clic en un enlace a continuación para ver la tabla en el contexto del artículo.
1. Variedades de madera venenosas, alergénicas y biológicamente activas
Figuras
Apunte a una miniatura para ver el título de la figura, haga clic para ver la figura en el contexto del artículo.

















Soldadura y Corte Térmico
Este artículo es una revisión de la 3.ª edición del artículo “Soldadura y corte térmico” de la Enciclopedia de salud y seguridad en el trabajo de GS Lyndon.
Vista general del proceso
Soldadura es un término genérico que se refiere a la unión de piezas de metal en las caras de unión que se vuelven plásticas o líquidas por calor o presión, o ambos. Las tres fuentes directas comunes de calor son:
- llama producida por la combustión de gas combustible con aire u oxígeno
- arco eléctrico, golpeado entre un electrodo y una pieza de trabajo o entre dos electrodos
- resistencia eléctrica ofrecida al paso de corriente entre dos o más piezas de trabajo.
A continuación se analizan otras fuentes de calor para la soldadura (consulte la tabla 1).
Tabla 1. Entradas de materiales de proceso y salidas de contaminación para la fundición y refinación de plomo
|
Proceso |
entrada de materiales |
Emisiones de aire |
Residuos de proceso |
Otros desechos |
|
Sinterización de plomo |
Mineral de plomo, hierro, sílice, fundente de piedra caliza, coque, soda, ceniza, pirita, zinc, cáustico, polvo de cámara de filtros |
Dióxido de azufre, partículas que contienen cadmio y plomo |
||
|
fundición de plomo |
sinterizado de plomo, coque |
Dióxido de azufre, partículas que contienen cadmio y plomo |
Aguas residuales de lavado de plantas, agua de granulación de escoria |
Escoria que contiene impurezas como zinc, hierro, sílice y cal, sólidos de embalses superficiales |
|
escoria de plomo |
Lingotes de plomo, carbonato de sodio, azufre, polvo de cámara de filtros, coque |
Escoria que contiene impurezas tales como cobre, sólidos de embalses superficiales |
||
|
Refinación de plomo |
Lingotes de escoria de plomo |
In soldadura y corte a gas, el oxígeno o el aire y un gas combustible se alimentan a un soplete (soplete) en el que se mezclan antes de la combustión en la boquilla. La cerbatana suele ser manual (ver figura 1). El calor funde las caras metálicas de las piezas a unir, haciendo que fluyan juntas. Con frecuencia se agrega un metal de aporte o una aleación. La aleación suele tener un punto de fusión más bajo que las piezas que se van a unir. En este caso, las dos piezas generalmente no se llevan a la temperatura de fusión (soldadura fuerte, blanda). Se pueden utilizar fundentes químicos para evitar la oxidación y facilitar la unión.
Figura 1. Soldadura con gas con soplete y varilla de metal filtrante. El soldador está protegido por un delantal de cuero, guanteletes y gafas.

En la soldadura por arco, el arco se inicia entre un electrodo y las piezas de trabajo. El electrodo se puede conectar a un suministro eléctrico de corriente alterna (CA) o de corriente continua (CC). La temperatura de esta operación es de unos 4,000°C cuando las piezas de trabajo se fusionan. Por lo general, es necesario agregar metal fundido a la unión ya sea derritiendo el electrodo mismo (procesos de electrodos consumibles) o derritiendo una varilla de relleno separada que no lleva corriente (procesos de electrodos no consumibles).
La soldadura por arco más convencional se realiza manualmente por medio de un electrodo consumible cubierto (revestido) en un portaelectrodos de mano. La soldadura también se logra mediante muchos procesos de soldadura eléctrica semiautomáticos o totalmente automáticos, como la soldadura por resistencia o la alimentación continua de electrodos.
Durante el proceso de soldadura, el área de soldadura debe protegerse de la atmósfera para evitar la oxidación y la contaminación. Hay dos tipos de protección: revestimientos de fundente y protección de gas inerte. En soldadura por arco con protección de fundente, el electrodo consumible consta de un núcleo de metal rodeado por un material de revestimiento fundente, que suele ser una mezcla compleja de minerales y otros componentes. El fundente se derrite a medida que avanza la soldadura, cubriendo el metal fundido con escoria y envolviendo el área de soldadura con una atmósfera protectora de gases (p. ej., dióxido de carbono) generados por el fundente calentado. Después de la soldadura, la escoria debe eliminarse, a menudo mediante astillado.
In soldadura por arco con protección de gas, una capa de gas inerte sella la atmósfera y evita la oxidación y la contaminación durante el proceso de soldadura. El argón, el helio, el nitrógeno o el dióxido de carbono se utilizan comúnmente como gases inertes. El gas seleccionado depende de la naturaleza de los materiales a soldar. Los dos tipos más populares de soldadura por arco con protección de gas son la de metal y la de gas inerte de tungsteno (MIG y TIG).
Soldadura por resistencia consiste en utilizar la resistencia eléctrica al paso de una alta corriente a bajo voltaje a través de los componentes a soldar para generar calor para fundir el metal. El calor generado en la interfaz entre los componentes los lleva a temperaturas de soldadura.
Riesgos y su prevención
Toda soldadura implica peligros de incendio, quemaduras, calor radiante (radiación infrarroja) e inhalación de vapores metálicos y otros contaminantes. Otros peligros asociados con procesos de soldadura específicos incluyen peligros eléctricos, ruido, radiación ultravioleta, ozono, dióxido de nitrógeno, monóxido de carbono, fluoruros, cilindros de gas comprimido y explosiones. Consulte la tabla 2 para obtener detalles adicionales.
Tabla 2. Descripción y peligros de los procesos de soldadura
|
Proceso de soldadura |
Descripción |
Peligros |
|
Soldadura y corte a gas |
||
|
Soldadura |
El soplete derrite la superficie de metal y la varilla de aporte, lo que hace que se forme una junta. |
Humos metálicos, dióxido de nitrógeno, monóxido de carbono, ruido, quemaduras, radiación infrarroja, fuego, explosiones |
|
Soldadura |
Las dos superficies metálicas se unen sin fundir el metal. La temperatura de fusión del metal de aporte es superior a 450 °C. El calentamiento se realiza mediante calentamiento por llama, calentamiento por resistencia y calentamiento por inducción. |
Humos metálicos (especialmente cadmio), fluoruros, fuego, explosión, quemaduras |
|
Soldadura |
Similar a la soldadura fuerte, excepto que la temperatura de fusión del metal de aporte es inferior a 450 °C. El calentamiento también se realiza con un soldador. |
Fundentes, humos de plomo, quemaduras |
|
Corte de metales y ranurado con llama |
En una variación, el metal se calienta con una llama y se dirige un chorro de oxígeno puro hacia el punto de corte y se mueve a lo largo de la línea que se va a cortar. En el ranurado con llama, se quita una tira de metal de la superficie pero no se corta el metal. |
Humos metálicos, dióxido de nitrógeno, monóxido de carbono, ruido, quemaduras, radiación infrarroja, fuego, explosiones |
|
Soldadura a presión de gas |
Las piezas se calientan con chorros de gas bajo presión y se forjan juntas. |
Humos metálicos, dióxido de nitrógeno, monóxido de carbono, ruido, quemaduras, radiación infrarroja, fuego, explosiones |
|
Soldadura por arco protegido por fundente |
||
|
Soldadura por arco de metal blindado (SMAC); soldadura por arco de “revestimiento”; soldadura manual por arco metálico (MMA); soldadura por arco abierto |
Utiliza un electrodo consumible que consta de un núcleo de metal rodeado por un revestimiento de fundente |
Humos metálicos, fluoruros (especialmente con electrodos de bajo hidrógeno), radiación infrarroja y ultravioleta, quemaduras, electricidad, fuego; también ruido, ozono, dióxido de nitrógeno |
|
Soldadura por arco sumergido (SAW) |
Se deposita una capa de fundente granulado sobre la pieza de trabajo, seguida de un electrodo de alambre de metal desnudo consumible. El arco funde el fundente para producir un escudo protector fundido en la zona de soldadura. |
Fluoruros, fuego, quemaduras, radiación infrarroja, eléctrica; también humos metálicos, ruido, radiación ultravioleta, ozono y dióxido de nitrógeno |
|
Soldadura por arco protegido con gas |
||
|
gas inerte metálico (MIG); soldadura por arco metálico con gas (GMAC) |
El electrodo es normalmente un alambre consumible desnudo de composición similar al metal de soldadura y se alimenta continuamente al arco. |
Radiación ultravioleta, humos metálicos, ozono, monóxido de carbono (con CO2 gas), dióxido de nitrógeno, fuego, quemaduras, radiación infrarroja, electricidad, fluoruros, ruido |
|
gas inerte de tungsteno (TIG); soldadura por arco de tungsteno con gas (GTAW); heliarco |
El electrodo de tungsteno no es consumible y el metal de aporte se introduce manualmente en el arco como consumible. |
Radiación ultravioleta, humos metálicos, ozono, dióxido de nitrógeno, fuego, quemaduras, radiación infrarroja, electricidad, ruido, fluoruros, monóxido de carbono |
soldadura por arco de plasma (PAW) y pulverización por arco de plasma; corte por arco de tungsteno |
Similar a la soldadura TIG, excepto que el arco y la corriente de gases inertes pasan a través de un pequeño orificio antes de llegar a la pieza de trabajo, creando un “plasma” de gas altamente ionizado que puede alcanzar temperaturas de más de 33,400 XNUMX °C. También se usa para metalizar. |
Humos metálicos, ozono, dióxido de nitrógeno, radiación ultravioleta e infrarroja, ruido; fuego, quemaduras, eléctrico, fluoruros, monóxido de carbono, posibles rayos x |
|
Soldadura por arco con núcleo fundente (FCAW); soldadura de gas activo de metal (MAG) |
Utiliza un electrodo consumible con núcleo fundente; puede tener escudo de dióxido de carbono (MAG) |
Radiación ultravioleta, humos metálicos, ozono, monóxido de carbono (con CO2 gas), dióxido de nitrógeno, fuego, quemaduras, radiación infrarroja, electricidad, fluoruros, ruido |
|
Soldadura por resistencia eléctrica |
||
|
Soldadura por resistencia (soldadura por puntos, costura, proyección o a tope) |
Una alta corriente a bajo voltaje fluye a través de los dos componentes de los electrodos. El calor generado en la interfaz entre los componentes los lleva a temperaturas de soldadura. Durante el paso de la corriente, la presión ejercida por los electrodos produce una soldadura de forja. No se utiliza fundente ni metal de aportación. |
Ozono, ruido (a veces), peligros de maquinaria, fuego, quemaduras, electricidad, vapores metálicos |
|
Soldadura por electroescoria |
Se utiliza para soldadura a tope vertical. Las piezas de trabajo se colocan verticalmente, con un espacio entre ellas, y se colocan placas o zapatas de cobre en uno o ambos lados de la junta para formar un baño. Se establece un arco debajo de una capa de fundente entre uno o más alambres de electrodo alimentados continuamente y una placa de metal. Se forma un charco de metal fundido, protegido por fundente fundido o escoria, que se mantiene fundido por la resistencia a la corriente que pasa entre el electrodo y las piezas de trabajo. Este calor generado por resistencia derrite los lados de la unión y el alambre del electrodo, llenando la unión y formando una soldadura. A medida que avanza la soldadura, el metal fundido y la escoria se mantienen en su posición al cambiar las placas de cobre. |
Quemaduras, fuego, radiación infrarroja, electricidad, vapores metálicos |
|
soldadura por chispa |
Las dos partes metálicas a soldar están conectadas a una fuente de alta corriente y bajo voltaje. Cuando los extremos de los componentes se ponen en contacto, fluye una gran corriente, lo que provoca que se produzca un "parpadeo" y lleva los extremos de los componentes a temperaturas de soldadura. Se obtiene una soldadura de forja por presión. |
Electricidad, quemaduras, fuego, vapores metálicos |
Otros procesos de soldadura |
||
|
Soldadura por haz de electrones |
Una pieza de trabajo en una cámara de vacío es bombardeada por un haz de electrones de un cañón de electrones a altos voltajes. La energía de los electrones se transforma en calor al golpear la pieza de trabajo, derritiendo así el metal y fusionando la pieza de trabajo. |
Rayos X a alto voltaje, eléctricos, quemaduras, polvos metálicos, espacios confinados |
|
Corte Arcair |
Se genera un arco entre el extremo de un electrodo de carbono (en un portaelectrodo manual con su propio suministro de aire comprimido) y la pieza de trabajo. El metal fundido producido es expulsado por chorros de aire comprimido. |
Humos metálicos, monóxido de carbono, dióxido de nitrógeno, ozono, fuego, quemaduras, radiación infrarroja, electricidad |
|
Soldadura por fricción |
Una técnica de soldadura puramente mecánica en la que un componente permanece estacionario mientras que el otro gira contra él bajo presión. El calor se genera por fricción y, a la temperatura de forja, la rotación cesa. Luego, una presión de forja efectúa la soldadura. |
Calor, quemaduras, riesgos de maquinaria |
|
Soldadura láser y taladrado |
Los rayos láser se pueden utilizar en aplicaciones industriales que requieren una precisión excepcionalmente alta, como ensamblajes en miniatura y microtécnicas en la industria electrónica o hileras para la industria de fibras artificiales. El rayo láser funde y une las piezas de trabajo. |
Electricidad, radiación láser, radiación ultravioleta, fuego, quemaduras, humos metálicos, productos de descomposición de recubrimientos de piezas de trabajo |
|
Soldadura de pernos |
Se genera un arco entre un espárrago de metal (que actúa como electrodo) sostenido en una pistola de soldadura de espárragos y la placa de metal que se va a unir, y eleva la temperatura de los extremos de los componentes hasta el punto de fusión. La pistola fuerza el espárrago contra la placa y lo suelda. El blindaje lo proporciona una férula de cerámica que rodea el espárrago. |
Humos metálicos, radiación infrarroja y ultravioleta, quemaduras, electricidad, fuego, ruido, ozono, dióxido de nitrógeno |
|
Soldadura termita |
Una mezcla de polvo de aluminio y un polvo de óxido de metal (hierro, cobre, etc.) se enciende en un crisol, produciendo metal fundido con la evolución de un calor intenso. Se golpea el crisol y el metal fundido fluye hacia la cavidad a soldar (que está rodeada por un molde de arena). Esto se usa a menudo para reparar piezas fundidas o forjadas. |
Incendio, explosión, radiación infrarroja, quemaduras |
Gran parte de la soldadura no se realiza en talleres donde las condiciones generalmente pueden controlarse, sino en el campo en la construcción o reparación de grandes estructuras y maquinaria (p. ej., armazones de edificios, puentes y torres, barcos, locomotoras y vagones de ferrocarril, equipo pesado, etc.). sobre). Es posible que el soldador deba llevar todo su equipo al sitio, configurarlo y trabajar en espacios reducidos o en andamios. La tensión física, la fatiga excesiva y las lesiones musculoesqueléticas pueden ser consecuencia de la necesidad de alcanzar, arrodillarse o trabajar en otras posiciones incómodas e incómodas. El estrés por calor puede resultar del trabajo en clima cálido y los efectos oclusivos del equipo de protección personal, incluso sin el calor generado por el proceso de soldadura.
Cilindros de gas comprimido
En las instalaciones de soldadura con gas a alta presión, el oxígeno y el gas combustible (acetileno, hidrógeno, gas ciudad, propano) se suministran a la antorcha desde cilindros. Los gases se almacenan en estos cilindros a alta presión. Los peligros especiales de incendio y explosión y las precauciones para el uso y almacenamiento seguro de los gases combustibles también se analizan en otra parte de este documento. Enciclopedia. Se deben observar las siguientes precauciones:
- Solo se deben instalar en los cilindros reguladores de presión diseñados para el gas en uso. Por ejemplo, un regulador de acetileno no debe usarse con gas de carbón o hidrógeno (aunque puede usarse con propano).
- Las cerbatanas deben mantenerse en buen estado y limpiarse a intervalos regulares. Se debe usar un palo de madera dura o un alambre de latón blando para limpiar las puntas. Deben conectarse a los reguladores con mangueras especiales reforzadas con lona colocadas de tal manera que sea poco probable que se dañen.
- Los cilindros de oxígeno y acetileno deben almacenarse por separado y únicamente en locales resistentes al fuego, desprovistos de materiales inflamables y deben estar ubicados de manera que puedan retirarse fácilmente en caso de incendio. Se deben consultar los códigos locales de construcción y protección contra incendios.
- Debe observarse escrupulosamente la codificación de colores vigente o recomendada para la identificación de cilindros y accesorios. En muchos países, se aplican en este campo los códigos de color aceptados internacionalmente que se utilizan para el transporte de materiales peligrosos. Los argumentos a favor de la aplicación de normas internacionales uniformes a este respecto se ven reforzados por consideraciones de seguridad vinculadas a la creciente migración internacional de trabajadores industriales.
Generadores de acetileno
En el proceso de soldadura con gas a baja presión, el acetileno generalmente se produce en generadores por reacción de carburo de calcio y agua. Luego, el gas se canaliza al soplete de soldadura o corte en el que se alimenta el oxígeno.
Las plantas generadoras estacionarias deben instalarse al aire libre o en un edificio bien ventilado lejos de los talleres principales. La ventilación de la casa del generador debe ser tal que impida la formación de una atmósfera explosiva o tóxica. Debe proporcionarse una iluminación adecuada; los interruptores, otros equipos eléctricos y lámparas eléctricas deben estar ubicados fuera del edificio o ser a prueba de explosiones. El humo, las llamas, las antorchas, la planta de soldadura o los materiales inflamables deben excluirse de la casa o de las inmediaciones de un generador al aire libre. Muchas de estas precauciones también se aplican a los generadores portátiles. Los generadores portátiles deben usarse, limpiarse y recargarse únicamente al aire libre o en un taller bien ventilado, lejos de cualquier material inflamable.
El carburo de calcio se suministra en tambores sellados. El material debe almacenarse y mantenerse seco, en una plataforma elevada sobre el nivel del piso. Los almacenes deberán estar situados bajo cubierta, y si colindan con otro edificio la medianera deberá ser ignífuga. El almacén debe estar adecuadamente ventilado a través del techo. Los tambores deben abrirse solo inmediatamente antes de cargar el generador. Se debe proporcionar y utilizar un abridor especial; Nunca se debe usar un martillo y un cincel para abrir tambores. Es peligroso dejar los tambores de carburo de calcio expuestos a cualquier fuente de agua.
Antes de desmantelar un generador, se debe quitar todo el carburo de calcio y llenar la planta con agua. El agua debe permanecer en la planta durante al menos media hora para garantizar que todas las partes estén libres de gas. El desmontaje y el servicio deben ser realizados únicamente por el fabricante del equipo o por un especialista. Cuando se está recargando o limpiando un generador, no se debe volver a usar nada de la carga anterior.
Las piezas de carburo de calcio incrustadas en el mecanismo de alimentación o adheridas a partes de la planta deben eliminarse con cuidado, utilizando herramientas que no produzcan chispas hechas de bronce u otra aleación no ferrosa adecuada.
Todos los interesados deben estar completamente familiarizados con las instrucciones del fabricante, que deben exhibirse de manera visible. También se deben observar las siguientes precauciones:
- Se debe instalar una válvula de contrapresión diseñada correctamente entre el generador y cada soplete para evitar el contrafuego o el flujo inverso del gas. La válvula debe inspeccionarse regularmente después de un retroceso y el nivel del agua debe revisarse diariamente.
- Solo deben usarse sopletes del tipo inyector diseñados para operación a baja presión. Para calentar y cortar, a veces se emplea gas ciudad o hidrógeno a baja presión. En estos casos, se debe colocar una válvula de retención entre cada soplete y la tubería principal o tubería de suministro.
- Una explosión puede ser causada por un "retroceso de llama", que resulta de sumergir la punta de la boquilla en el charco de metal fundido, lodo o pintura, o por cualquier otra obstrucción. Deben eliminarse las partículas de escoria o metal que se adhieren a la punta. La punta también debe enfriarse con frecuencia.
- Se deben consultar los códigos locales de construcción y de incendios.
Prevención de incendios y explosiones
Al ubicar las operaciones de soldadura, se debe tener en cuenta las paredes circundantes, los pisos, los objetos cercanos y el material de desecho. Se deben seguir los siguientes procedimientos:
- Todo material combustible debe ser retirado o protegido adecuadamente con láminas de metal u otros materiales adecuados; Nunca se deben usar lonas.
- Las estructuras de madera deben desaconsejarse o protegerse de manera similar. Se deben evitar los pisos de madera.
- Se deben tomar medidas de precaución en el caso de aberturas o grietas en paredes y pisos; el material inflamable en las habitaciones contiguas o en el piso de abajo debe retirarse a una posición segura. Se deben consultar los códigos locales de construcción y de incendios.
- Siempre se debe tener a mano un equipo de extinción de incendios adecuado. En el caso de una planta de baja presión que utilice un generador de acetileno, también se deben tener disponibles baldes de arena seca; los extintores de incendios de polvo seco o dióxido de carbono son satisfactorios. Nunca se debe usar agua.
- Los cuerpos de bomberos pueden ser necesarios. Se debe designar una persona responsable para mantener el sitio en observación durante al menos media hora después de la finalización del trabajo, para hacer frente a cualquier foco de incendio.
- Dado que pueden ocurrir explosiones cuando el gas acetileno está presente en el aire en cualquier proporción entre el 2 y el 80 %, se requiere una ventilación y un control adecuados para garantizar que no haya fugas de gas. Solo se debe usar agua jabonosa para buscar fugas de gas.
- El oxígeno debe controlarse cuidadosamente. Por ejemplo, nunca debe liberarse al aire en un espacio confinado; muchos metales, ropa y otros materiales se vuelven activamente combustibles en presencia de oxígeno. En el corte de gas, el oxígeno que no se pueda consumir se liberará a la atmósfera; El corte de gas nunca debe realizarse en un espacio confinado sin los arreglos de ventilación adecuados.
- Las aleaciones ricas en magnesio u otros metales combustibles deben mantenerse alejadas de las llamas o arcos de soldadura.
- La soldadura de contenedores puede ser extremadamente peligrosa. Si se desconoce el contenido anterior, siempre se debe tratar un recipiente como si hubiera contenido una sustancia inflamable. Las explosiones pueden evitarse eliminando cualquier material inflamable o haciéndolo no explosivo ni inflamable.
- La mezcla de aluminio y óxido de hierro utilizada en la soldadura por termita es estable en condiciones normales. Sin embargo, en vista de la facilidad con la que el polvo de aluminio se encenderá y la naturaleza casi explosiva de la reacción, se deben tomar las precauciones adecuadas en el manejo y almacenamiento (evitar la exposición a altas temperaturas y posibles fuentes de ignición).
- En algunas jurisdicciones, se requiere un programa de permiso de trabajo en caliente por escrito para soldar. Este programa describe las precauciones y los procedimientos a seguir durante la soldadura, corte, quemado, etc. Este programa debe incluir las operaciones específicas realizadas junto con las precauciones de seguridad que se implementarán. Debe ser específico de la planta y puede incluir un sistema de permisos interno que debe completarse con cada operación individual.
Protección contra el calor y los peligros de quemaduras
Pueden producirse quemaduras en los ojos y partes expuestas del cuerpo debido al contacto con metal caliente y salpicaduras de partículas de metal incandescente o metal fundido. En la soldadura por arco, una chispa de alta frecuencia utilizada para iniciar el arco puede causar quemaduras pequeñas y profundas si se concentra en un punto de la piel. La radiación infrarroja intensa y visible de una llama de corte o soldadura de gas y el metal incandescente en el baño de soldadura pueden causar molestias al operador y a las personas que se encuentran cerca de la operación. Cada operación debe ser considerada con anticipación, y las precauciones necesarias diseñadas e implementadas. Se deben usar gafas hechas específicamente para soldadura y corte con gas para proteger los ojos del calor y la luz irradiados por el trabajo. Las cubiertas protectoras sobre el filtro de vidrio deben limpiarse según sea necesario y reemplazarse cuando estén rayadas o dañadas. Donde se emite metal fundido o partículas calientes, la ropa protectora que se use debe desviar las salpicaduras. El tipo y el grosor de la ropa ignífuga que se use debe elegirse de acuerdo con el grado de peligro. En las operaciones de corte y soldadura por arco, se deben usar cubiertas de zapatos de cuero u otras polainas adecuadas para evitar que las partículas calientes caigan en las botas o los zapatos. Para proteger las manos y los antebrazos contra el calor, las salpicaduras, la escoria, etc., es suficiente el tipo de guantelete de cuero con puños de lona o cuero. Otros tipos de ropa de protección incluyen delantales de cuero, chaquetas, mangas, polainas y cubiertas para la cabeza. En la soldadura por encima de la cabeza, son necesarios una capa protectora y una gorra. Toda la ropa de protección debe estar libre de aceite o grasa, y las costuras deben estar por dentro, para no atrapar glóbulos de metal fundido. La ropa no debe tener bolsillos ni puños que puedan atrapar chispas, y debe usarse de manera que las mangas se superpongan a los guantes, las mallas se superpongan a los zapatos, etc. La ropa de protección debe inspeccionarse en busca de costuras reventadas o agujeros a través de los cuales pueda entrar metal fundido o escoria. Los artículos pesados que se dejan calientes al finalizar la soldadura siempre deben marcarse como "calientes" como advertencia para otros trabajadores. Con la soldadura por resistencia, el calor producido puede no ser visible y pueden producirse quemaduras por la manipulación de conjuntos calientes. Las partículas de metal caliente o fundido no deben salir volando de las soldaduras por puntos, costuras o proyección si las condiciones son las correctas, pero se deben usar pantallas no inflamables y se deben tomar precauciones. Las pantallas también protegen a los transeúntes de quemaduras en los ojos. No se deben dejar piezas sueltas en la garganta de la máquina porque pueden salir proyectadas con cierta velocidad.
Seguridad ELECTRICA
Aunque los voltajes sin carga en la soldadura por arco manual son relativamente bajos (alrededor de 80 V o menos), las corrientes de soldadura son altas y los circuitos primarios del transformador presentan los peligros habituales de los equipos que funcionan con el voltaje de la línea de alimentación. Por lo tanto, no se debe ignorar el riesgo de descarga eléctrica, especialmente en espacios reducidos o en posiciones inseguras.
Antes de comenzar a soldar, siempre se debe verificar la instalación de puesta a tierra en el equipo de soldadura por arco. Los cables y las conexiones deben ser sólidos y de capacidad adecuada. Siempre se debe utilizar una abrazadera de conexión a tierra adecuada o un terminal atornillado. Cuando dos o más máquinas de soldar estén conectadas a tierra en la misma estructura, o donde también se utilicen otras herramientas eléctricas portátiles, la puesta a tierra debe ser supervisada por una persona competente. El puesto de trabajo debe ser seco, seguro y libre de obstrucciones peligrosas. Un lugar de trabajo bien organizado, bien iluminado, correctamente ventilado y ordenado es importante. Para trabajos en espacios confinados o posiciones peligrosas, se puede instalar protección eléctrica adicional (dispositivos sin carga y de bajo voltaje) en el circuito de soldadura, lo que garantiza que solo haya corriente de voltaje extremadamente bajo disponible en el portaelectrodos cuando no se está soldando. . (Consulte la discusión sobre espacios confinados a continuación). Se recomiendan los portaelectrodos en los que los electrodos se sujetan con un agarre de resorte o rosca de tornillo. Las molestias debidas al calentamiento pueden reducirse mediante un aislamiento térmico eficaz en la parte del portaelectrodos que se sujeta con la mano. Las mordazas y las conexiones de los portaelectrodos deben limpiarse y apretarse periódicamente para evitar el sobrecalentamiento. Se deben tomar medidas para acomodar el portaelectrodos de manera segura cuando no esté en uso por medio de un gancho aislado o un portaelectrodos completamente aislado. La conexión del cable debe diseñarse de manera que la flexión continua del cable no provoque el desgaste y la falla del aislamiento. Se debe evitar el arrastre de cables y tubos de suministro de gas de plástico (procesos protegidos con gas) a través de placas calientes o soldaduras. El cable del electrodo no debe entrar en contacto con el trabajo o cualquier otro objeto conectado a tierra (tierra). Los tubos de goma y los cables recubiertos de goma no deben usarse en ningún lugar cerca de la descarga de alta frecuencia, porque el ozono producido pudrirá la goma. Se deben usar tubos de plástico y cables cubiertos de cloruro de polivinilo (PVC) para todos los suministros desde el transformador hasta el portaelectrodos. Los cables vulcanizados o revestidos de goma dura son satisfactorios en el lado primario. La suciedad y el polvo metálico o de otro tipo pueden provocar una avería en la unidad de descarga de alta frecuencia. Para evitar esta condición, la unidad debe limpiarse regularmente soplando con aire comprimido. Se debe usar protección auditiva cuando se usa aire comprimido durante más de unos pocos segundos. Para la soldadura por haz de electrones, la seguridad del equipo utilizado debe comprobarse antes de cada operación. Para protegerse contra descargas eléctricas, se debe instalar un sistema de enclavamientos en los distintos gabinetes. Es necesario un sistema confiable de puesta a tierra de todas las unidades y gabinetes de control. Para equipos de soldadura por plasma utilizados para cortar espesores pesados, los voltajes pueden ser tan altos como 400 V y se debe anticipar el peligro. La técnica de disparar el arco por un pulso de alta frecuencia expone al operador a los peligros de un choque desagradable y una quemadura dolorosa y penetrante de alta frecuencia.
Radiación ultravioleta
La luz brillante emitida por un arco eléctrico contiene una alta proporción de radiación ultravioleta. Incluso la exposición momentánea a ráfagas de arco eléctrico, incluidos los destellos perdidos de los arcos de otros trabajadores, puede producir una conjuntivitis dolorosa (fotooftalmía) conocida como “ojo de arco” o “rayo en el ojo”. Si alguna persona está expuesta al arco eléctrico, se debe buscar atención médica inmediata. La exposición excesiva a la radiación ultravioleta también puede causar sobrecalentamiento y quemaduras en la piel (efecto de quemadura solar). Las precauciones incluyen:
- Se debe usar un protector o casco equipado con el grado correcto de filtro (consulte el artículo “Protección para los ojos y la cara” en otra parte de este manual). Enciclopedia). Para los procesos de soldadura por arco protegido con gas y corte por arco de carbón, los protectores de mano planos brindan una protección insuficiente contra la radiación reflejada; se deben usar cascos. Deben usarse gafas protectoras o anteojos con protectores laterales debajo del casco para evitar la exposición cuando se levanta el casco para inspeccionar el trabajo. Los cascos también brindarán protección contra salpicaduras y escoria caliente. Los cascos y los protectores de manos están provistos de un filtro de vidrio y una cubierta protectora de vidrio en el exterior. Esto debe inspeccionarse, limpiarse y reemplazarse regularmente cuando esté rayado o dañado.
- La cara, la nuca y otras partes expuestas del cuerpo deben protegerse adecuadamente, especialmente cuando se trabaja cerca de otros soldadores.
- Los asistentes deben usar gafas adecuadas como mínimo y otros EPP según lo requiera el riesgo.
- Todas las operaciones de soldadura por arco deben ser protegidas para proteger a otras personas que trabajen cerca. Cuando el trabajo se lleve a cabo en bancos fijos o en talleres de soldadura, deben instalarse pantallas permanentes cuando sea posible; de lo contrario, se deben utilizar pantallas temporales. Todas las pantallas deben ser opacas, de construcción robusta y de un material resistente a las llamas.
- El uso de pinturas negras para el interior de las cabinas de soldadura se ha convertido en una práctica aceptada, pero la pintura debe producir un acabado mate. Se debe proporcionar una iluminación ambiental adecuada para evitar la fatiga visual que provoque dolores de cabeza y accidentes.
- Las cabinas de soldadura y las pantallas portátiles deben revisarse regularmente para asegurarse de que no haya daños que puedan provocar que el arco afecte a las personas que trabajan cerca.
Peligros químicos
Los contaminantes transportados por el aire de la soldadura y el oxicorte, incluidos los humos y gases, surgen de una variedad de fuentes:
- el metal que se está soldando, el metal de la varilla de aporte o los componentes de varios tipos de acero, como el níquel o el cromo)
- cualquier revestimiento metálico sobre el artículo que se está soldando o sobre la varilla de aporte (p. ej., zinc y cadmio del enchapado, zinc del galvanizado y cobre como una capa delgada sobre varillas de aporte continuas de acero dulce)
- cualquier pintura, grasa, desechos y similares en el artículo que se está soldando (por ejemplo, monóxido de carbono, dióxido de carbono, humo y otros productos de descomposición irritantes)
- revestimiento de fundente en la varilla de aporte (p. ej., fluoruro inorgánico)
- la acción del calor o la luz ultravioleta sobre el aire circundante (p. ej., dióxido de nitrógeno, ozono) o sobre hidrocarburos clorados (p. ej., fosgeno)
- gas inerte utilizado como escudo (p. ej., dióxido de carbono, helio, argón).
Los humos y gases deben eliminarse en la fuente mediante LEV. Esto puede lograrse mediante un cerramiento parcial del proceso o mediante la instalación de campanas que suministren una velocidad de aire suficientemente alta a través de la posición de soldadura para asegurar la captura de los humos.
Debe prestarse especial atención a la ventilación en la soldadura de metales no ferrosos y ciertos aceros aleados, así como a la protección contra el peligro del ozono, el monóxido de carbono y el dióxido de nitrógeno que pueden formarse. Los sistemas de ventilación portátiles y fijos están fácilmente disponibles. En general, el aire extraído no debe recircularse. Debe recircularse solo si no hay niveles peligrosos de ozono u otros gases tóxicos y el aire de escape se filtra a través de un filtro de alta eficiencia.
Con la soldadura por haz de electrones y si los materiales que se sueldan son de naturaleza tóxica (p. ej., berilio, plutonio, etc.), se debe tener cuidado para proteger al operador de cualquier nube de polvo al abrir la cámara.
Cuando existe un riesgo para la salud debido a los humos tóxicos (p. ej., plomo) y LEV no es factible, por ejemplo, cuando se están demoliendo estructuras pintadas con plomo mediante oxicorte, es necesario el uso de equipo de protección respiratoria. En tales circunstancias, se debe usar un respirador aprobado de alta eficiencia que cubra toda la cara o un respirador purificado de aire (PAPR) de alta eficiencia. Es necesario un alto nivel de mantenimiento del motor y la batería, especialmente con el respirador original de presión positiva de alta eficiencia. Se debe fomentar el uso de respiradores de línea de aire comprimido de presión positiva cuando se disponga de un suministro adecuado de aire comprimido de calidad respirable. Siempre que se deba usar equipo de protección respiratoria, se debe revisar la seguridad del lugar de trabajo para determinar si son necesarias precauciones adicionales, teniendo en cuenta la visión restringida, las posibilidades de enredarse, etc., de las personas que usan equipo de protección respiratoria.
Fiebre de humos metálicos
La fiebre de los humos metálicos se observa comúnmente en trabajadores expuestos a los vapores de zinc en el proceso de galvanización o estañado, en la fundición de latón, en la soldadura de metal galvanizado y en la metalización o rociado de metales, así como por la exposición a otros metales como el cobre, manganeso y hierro. Ocurre en trabajadores nuevos y en aquellos que regresan al trabajo después de un paréntesis de fin de semana o vacaciones. Es una condición aguda que ocurre varias horas después de la inhalación inicial de partículas de un metal o sus óxidos. Comienza con mal sabor de boca seguido de sequedad e irritación de las mucosas respiratorias que se traduce en tos y ocasionalmente disnea y “opresión” en el pecho. Estos pueden ir acompañados de náuseas y dolor de cabeza y, unas 10 a 12 horas después de la exposición, escalofríos y fiebre que pueden ser bastante intensos. Estos duran varias horas y van seguidos de sudoración, sueño y, a menudo, poliuria y diarrea. No existe un tratamiento particular y la recuperación suele ser completa en unas 24 horas sin dejar residuos. Se puede prevenir manteniendo la exposición a los vapores metálicos dañinos dentro de los niveles recomendados mediante el uso de LEV eficiente.
Espacios confinados
Para el ingreso a espacios confinados, puede existir el riesgo de que la atmósfera sea explosiva, tóxica, deficiente en oxígeno o una combinación de las anteriores. Cualquier espacio confinado de este tipo debe estar certificado por una persona responsable como seguro para entrar y trabajar con un arco o llama. Es posible que se requiera un programa de entrada a espacios confinados, incluido un sistema de permisos de entrada, y es muy recomendable para el trabajo que debe llevarse a cabo en espacios que normalmente no están construidos para una ocupación continua. Los ejemplos incluyen, pero no se limitan a, bocas de acceso, bóvedas, bodegas de barcos y similares. La ventilación de los espacios confinados es crucial, ya que la soldadura con gas no solo produce contaminantes en el aire, sino que también consume oxígeno. Los procesos de soldadura por arco protegido con gas pueden disminuir el contenido de oxígeno del aire. (Ver figura 2.)
Figura 2. Soldadura en un espacio cerrado

SF Gilman
ruido
El ruido es un peligro en varios procesos de soldadura, incluida la soldadura por plasma, algunos tipos de máquinas de soldadura por resistencia y la soldadura por gas. En la soldadura por plasma, el chorro de plasma se expulsa a velocidades muy altas, produciendo un ruido intenso (hasta 90 dBA), especialmente en las bandas de frecuencia más altas. El uso de aire comprimido para soplar el polvo también genera altos niveles de ruido. Para evitar daños en la audición, se deben usar tapones para los oídos u orejeras y se debe instituir un programa de conservación de la audición, que incluya exámenes audiométricos (capacidad auditiva) y capacitación de los empleados.
Radiación ionizante
En los talleres de soldadura donde las soldaduras se inspeccionan radiográficamente con equipos de rayos X o rayos gamma, se deben observar estrictamente las advertencias e instrucciones habituales. Los trabajadores deben mantenerse a una distancia segura de dicho equipo. Las fuentes radiactivas deben manipularse únicamente con las herramientas especiales requeridas y con sujeción a precauciones especiales.
Se deben seguir las regulaciones locales y gubernamentales. Ver el capítulo Radiación, ionizante en otra parte de este Enciclopedia.
Se debe proporcionar suficiente blindaje con soldadura por haz de electrones para evitar que los rayos x penetren en las paredes y ventanas de la cámara. Cualquier parte de la máquina que proporcione protección contra la radiación de rayos X debe estar interconectada para que la máquina no pueda activarse a menos que esté en su posición. Las máquinas deben revisarse en el momento de la instalación en busca de fugas de radiación de rayos X y periódicamente a partir de entonces.
Otros peligros
Las máquinas de soldadura por resistencia tienen al menos un electrodo, que se mueve con una fuerza considerable. Si se opera una máquina con un dedo o una mano entre los electrodos, se producirá un aplastamiento grave. Siempre que sea posible, se debe diseñar un medio de protección adecuado para proteger al operador. Los cortes y las laceraciones se pueden minimizar desbarbando primero los componentes y usando guantes protectores o manoplas.
Se deben utilizar procedimientos de bloqueo/etiquetado cuando se realiza mantenimiento o reparación de maquinaria con fuentes de energía eléctrica, mecánica o de otro tipo.
Cuando se elimina la escoria de las soldaduras mediante astillado, etc., los ojos deben protegerse con gafas u otros medios.
Tornos
Adaptado de la 3ra edición, Encyclopaedia of Occupational Health and Safety.
La importante función que desempeñan los tornos en los talleres metalúrgicos se ilustra mejor con el hecho de que entre el 90 y el 95 % de las virutas (virutas de metal) producidas en la industria de válvulas y accesorios provienen de los tornos. Alrededor de una décima parte de los accidentes reportados en esta industria se deben a tornos; esto corresponde a un tercio de todos los accidentes de máquinas. Según un estudio de la frecuencia relativa de accidentes por unidad de máquina realizado en una planta de fabricación de pequeñas piezas de precisión y equipos eléctricos, los tornos ocupan el quinto lugar después de las máquinas para trabajar la madera, las sierras para metales, las prensas eléctricas y las taladradoras. Por lo tanto, la necesidad de medidas de protección en los tornos está fuera de toda duda.
El torneado es un proceso mecánico en el que el diámetro del material se reduce mediante una herramienta con un filo especial. El movimiento de corte es producido por la rotación de la pieza de trabajo, y los movimientos de avance y traslación son producidos por la herramienta. Variando estos tres movimientos básicos, y también eligiendo la geometría y el material de corte de la herramienta adecuados, es posible influir en la tasa de eliminación de material, la calidad de la superficie, la forma de la viruta formada y el desgaste de la herramienta.
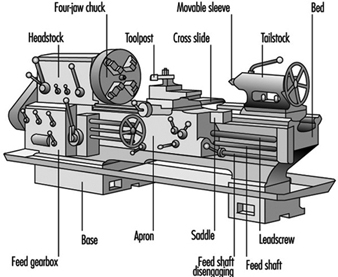
Estructura de Tornos
Un torno típico consta de:
- una cama o base con guías de deslizamiento maquinadas para la silla y el contrapunto
- un cabezal montado en la cama, con el husillo y el mandril
- una caja de engranajes de avance unida al frente de la cama para transmitir el movimiento de avance como una función de la velocidad de corte a través del tornillo de avance o eje de avance y la plataforma a la silleta
- una silla (o carro) que lleva el carro transversal que realiza el movimiento transversal
- un poste de herramientas montado en la corredera transversal (ver figura 1).
Figura 1. Tornos y máquinas similares
Este modelo básico de torno puede ser infinitamente variado, desde la máquina universal hasta el torno automático especial diseñado para un solo tipo de trabajo.
Los tipos de torno más importantes son los siguientes:
- torno central. Esta es la máquina de torneado más utilizada. Corresponde al modelo básico con eje de giro horizontal. El trabajo se sujeta entre centros, mediante una placa frontal o en un mandril.
- Torno multiherramienta. Esto permite activar varias herramientas al mismo tiempo.
- Torno de torreta, torno de cabrestante. Las máquinas de este tipo permiten mecanizar una pieza de trabajo mediante varias herramientas que se acoplan una tras otra. Las herramientas se mantienen en la torreta, que gira para llevarlas a la posición de corte. Las torretas son generalmente del tipo disco o corona, pero también existen tornos de torreta tipo tambor.
- Tornos copiadores. La forma deseada se transmite por control de trazado desde una plantilla a la obra.
- Torno automático. Las distintas operaciones, incluido el cambio de obra, están automatizadas. Hay automáticas de barra y automáticas de sujeción.
- Torno vertical (mandrinadora y torneadora). La obra gira sobre un eje vertical; está sujeto a una mesa giratoria horizontal. Este tipo de máquina se utiliza generalmente para mecanizar grandes piezas de fundición y forja.
- Tornos NC y CNC. Todas las máquinas mencionadas pueden equiparse con un sistema de control numérico (NC) o control numérico asistido por computadora (CNC). El resultado es una máquina semiautomática o totalmente automatizada que se puede utilizar de forma bastante universal, gracias a la gran versatilidad y fácil programación del sistema de control.
El desarrollo futuro del torno probablemente se concentrará en los sistemas de control. Los controles de contacto serán reemplazados cada vez más por sistemas de control electrónico. En cuanto a estos últimos, existe una tendencia de evolución desde los controles programados por interpolación hacia los controles programados por memoria. Es previsible a la larga que el uso de ordenadores de proceso cada vez más eficientes tenderá a optimizar el proceso de mecanizado.
Accidentes
Los accidentes de torno generalmente son causados por:
- incumplimiento de las normas de seguridad cuando las máquinas se instalan en talleres (por ejemplo, no hay suficiente espacio entre las máquinas, no hay un interruptor de desconexión de energía para cada máquina)
- falta de protecciones o ausencia de dispositivos auxiliares (se han causado lesiones graves a trabajadores que trataron de frenar el husillo de sus tornos presionando una de sus manos contra poleas de correa sin protección y a operadores que sin darse cuenta accionaron palancas de embrague o pedales sin protección; lesiones debidas a También se han producido virutas voladoras debido a la ausencia de cubiertas con bisagras o deslizantes)
- elementos de control ubicados inadecuadamente (por ejemplo, la mano de un tornero puede ser perforada por el centro del contrapunto si el pedal que controla el mandril se confunde con el que controla el circuito hidráulico del movimiento del centro del contrapunto)
- condiciones adversas de trabajo (es decir, deficiencias desde el punto de vista de la fisiología ocupacional)
- falta de EPP o uso de ropa de trabajo inadecuada (se han causado lesiones graves e incluso fatales a los torneros que vestían ropa holgada o tenían el cabello largo y suelto)
- instrucción insuficiente del personal (un aprendiz resultó fatalmente herido cuando limó un eje corto que estaba fijado entre centros y girado por un portador acodado en la nariz del eje y uno recto en el eje; el portador del torno agarró su manguito izquierdo, que estaba envuelto alrededor de la pieza de trabajo, arrastrando al aprendiz violentamente hacia el torno)
- mala organización del trabajo que conduce al uso de equipos inadecuados (p. ej., se mecanizó una barra larga en un torno de producción convencional; era demasiado larga para este torno y sobresalía más de 1 m del cabezal; además, la apertura del mandril era demasiado grande para la barra y se armó insertando cuñas de madera; cuando el eje del torno comenzó a girar, el extremo libre de la barra se dobló 45° y golpeó la cabeza del operador; el operador murió durante la noche siguiente)
- elementos defectuosos de la máquina (p. ej., un pasador suelto en un embrague puede hacer que el husillo del torno comience a girar mientras el operador ajusta una pieza de trabajo en el mandril).
Prevención de accidentes
La prevención de accidentes en tornos comienza en la etapa de diseño. Los diseñadores deben prestar especial atención a los elementos de control y transmisión.
Elementos de control
Cada torno debe estar equipado con un interruptor de desconexión (o aislamiento) de energía para que el trabajo de mantenimiento y reparación se pueda realizar de manera segura. Este interruptor debe desconectar la corriente en todos los polos, cortar de forma fiable la alimentación neumática e hidráulica y ventilar los circuitos. En máquinas grandes, el interruptor de desconexión debe diseñarse de manera que pueda cerrarse con candado en su posición exterior, una medida de seguridad contra una reconexión accidental.
La disposición de los controles de la máquina debe ser tal que el operador pueda distinguirlos y alcanzarlos fácilmente, y que su manipulación no presente ningún peligro. Esto significa que los mandos nunca deben colocarse en puntos a los que solo se pueda acceder pasando la mano por la zona de trabajo de la máquina o donde puedan ser golpeados por astillas.
Los interruptores que monitorean los resguardos y los enclavan con el accionamiento de la máquina deben elegirse e instalarse de tal manera que abran positivamente el circuito tan pronto como el resguardo se mueva de su posición de protección.
Los dispositivos de parada de emergencia deben provocar la parada inmediata del movimiento peligroso. Deben estar diseñados y ubicados de tal manera que puedan ser operados fácilmente por el trabajador amenazado. Los botones de parada de emergencia deben ser de fácil acceso y deben estar en rojo.
Los elementos de accionamiento de los dispositivos de control que pueden activar un movimiento peligroso de la máquina deben estar protegidos para excluir cualquier operación inadvertida. Por ejemplo, las palancas de acoplamiento del embrague en el cabezal y la plataforma deben estar provistas de pantallas o dispositivos de bloqueo de seguridad. Se puede asegurar un botón pulsador alojándolo en un hueco o cubriéndolo con un collar protector.
Los controles manuales deben diseñarse y ubicarse de tal manera que el movimiento de la mano corresponda al movimiento controlado de la máquina.
Los controles deben identificarse con marcas fácilmente legibles y comprensibles. Para evitar malentendidos y dificultades lingüísticas, es recomendable utilizar símbolos.
Elementos de transmisión
Todos los elementos de transmisión en movimiento (correas, poleas, engranajes) deben estar cubiertos con protecciones. Las personas responsables de la instalación de la máquina pueden contribuir de manera importante a la prevención de accidentes en tornos. Los tornos deben instalarse de manera que los operadores que los atienden no se estorben ni se pongan en peligro unos a otros. Los operadores no deben dar la espalda a los pasillos. Se deben instalar pantallas protectoras donde los lugares de trabajo o pasillos vecinos estén dentro del alcance de las astillas que vuelan.
Los pasillos deben estar claramente marcados. Debe dejarse suficiente espacio para el equipo de manipulación de materiales, para apilar las piezas de trabajo y para las cajas de herramientas. Las guías de material en barra no deben sobresalir en los pasillos.
El suelo sobre el que se encuentra el operador debe estar aislado del frío. Se debe tener cuidado de que el aislamiento no forme un obstáculo de tropiezo, y el piso no debe volverse resbaladizo incluso cuando está cubierto con una película de aceite.
Los conductos y tuberías deben instalarse de manera que no se conviertan en obstáculos. Deben evitarse las instalaciones temporales.
Las medidas de ingeniería de seguridad en el piso de producción deben dirigirse en particular a los siguientes puntos:
- los accesorios de sujeción de piezas (placas frontales, mandriles, pinzas) deben equilibrarse dinámicamente antes de su uso
- la velocidad máxima permitida de un mandril debe ser indicada en el mandril por el fabricante y respetada por el tornero
- cuando se utilizan mandriles de desplazamiento, debe asegurarse de que las mordazas no puedan salirse cuando se pone en marcha el torno
- los mandriles de este tipo deben diseñarse de tal manera que la llave no pueda quitarse antes de que se hayan asegurado las mordazas. Las llaves del portabrocas en general deben diseñarse de manera que sea imposible dejarlas en el portabrocas.
Es importante contar con equipos de elevación auxiliares para facilitar el montaje y desmontaje de mandriles y placas frontales pesados. Para evitar que los mandriles se salgan del husillo cuando el torno se frena repentinamente, deben fijarse de forma segura. Esto se puede lograr colocando una tuerca de retención con rosca a la izquierda en la punta del husillo, usando un acoplamiento de acción rápida "Camlock", ajustando el mandril con una llave de bloqueo o asegurándolo con un anillo de bloqueo de dos partes.
Cuando se utilicen dispositivos de sujeción motorizados, como mandriles, pinzas y centros de contrapunto accionados hidráulicamente, se deben tomar medidas que impidan la introducción de las manos en la zona de peligro de los dispositivos de cierre. Esto puede lograrse limitando el recorrido del elemento de sujeción a 6 mm, eligiendo la ubicación de los controles de hombre muerto para excluir la introducción de las manos en la zona de peligro o proporcionando una protección móvil que debe cerrarse antes de la sujeción. se puede iniciar el movimiento.
Si poner en marcha el torno mientras las mordazas del mandril están abiertas representa un peligro, la máquina debe estar equipada con un dispositivo que impida que la rotación del eje comience antes de que las mordazas estén cerradas. La ausencia de energía no debe causar la apertura o el cierre de un dispositivo de sujeción de trabajo motorizado.
Si la fuerza de agarre de un mandril motorizado disminuye, la rotación del husillo debe detenerse y debe ser imposible arrancar el husillo. Invertir la dirección de agarre de adentro hacia afuera (o viceversa) mientras el husillo gira no debe causar que el mandril se desprenda del husillo. La extracción de los accesorios de sujeción del husillo debe ser posible solo cuando el husillo haya dejado de girar.
Al mecanizar material en barra, la parte que sobresale del torno debe estar rodeada por guías de material en barra. Los pesos de alimentación de barras deben estar protegidos por cubiertas con bisagras que se extiendan hasta el piso.
Transportistas
Para evitar accidentes graves, en particular, al archivar trabajos en un torno, no se deben utilizar transportadores sin protección. Se debe utilizar un portaequipajes de seguridad centrador o se debe colocar un collar protector en un portaequipajes convencional. También es posible utilizar portadores autoblocantes o dotar al disco portador de una cubierta protectora.
Zona de trabajo del torno
Los mandriles de torno universal deben estar protegidos por cubiertas con bisagras. Si es posible, las cubiertas protectoras deben estar entrelazadas con los circuitos de accionamiento del husillo. Los molinos de perforación y torneado verticales deben estar cercados con barras o placas para evitar lesiones por las piezas giratorias. Para que el operador pueda observar el proceso de mecanizado de forma segura, se deben proporcionar plataformas con barandillas. En ciertos casos, se pueden instalar cámaras de TV para que el operador pueda monitorear el borde de la herramienta y la entrada de la herramienta.
Las zonas de trabajo de tornos automáticos, tornos NC y CNC deben estar completamente cerradas. Los recintos de las máquinas completamente automáticas solo deben tener aberturas a través de las cuales se introduce el material a mecanizar, se expulsa la pieza torneada y se retiran las virutas de la zona de trabajo. Estas aberturas no deben constituir un peligro cuando el trabajo pasa a través de ellas, y debe ser imposible llegar a través de ellas a la zona de peligro.
Las zonas de trabajo de los tornos semiautomáticos, NC y CNC deben estar cerradas durante el proceso de mecanizado. Los recintos son generalmente tapas correderas con finales de carrera y circuito de enclavamiento.
Las operaciones que requieran acceso a la zona de trabajo, como cambio de trabajo o herramientas, calibrado, etc., no deben realizarse antes de que el torno se haya detenido de manera segura. La puesta a cero de un variador de velocidad no se considera una parada segura. Las máquinas con dichos accionamientos deben tener cubiertas protectoras bloqueadas que no se puedan desbloquear antes de que la máquina se detenga de manera segura (por ejemplo, cortando la fuente de alimentación del motor del husillo).
Si se requieren operaciones especiales de reglaje de herramientas, se debe proporcionar un control de avance lento que permite disparar ciertos movimientos de la máquina mientras la cubierta protectora está abierta. En tales casos, el operador puede estar protegido por diseños de circuitos especiales (p. ej., al permitir que solo se dispare un movimiento a la vez). Esto se puede lograr mediante el uso de controles de dos manos.
viruta giratoria
Las virutas de giro largas son peligrosas porque pueden enredarse con los brazos y las piernas y causar lesiones graves. Las virutas continuas y deshilachadas se pueden evitar eligiendo velocidades de corte, avances y espesores de viruta apropiados o utilizando herramientas de torno con rompevirutas del tipo garganta o escalonado. Se deben utilizar ganchos para virutas con asa y hebilla para retirar las virutas.
Ergonomía
Cada máquina debe diseñarse de tal manera que permita obtener un rendimiento máximo con un mínimo de estrés para el operador. Esto se puede lograr adaptando la máquina al trabajador.
Los factores ergonómicos deben tenerse en cuenta al diseñar la interfaz hombre-máquina de un torno. El diseño racional del lugar de trabajo también incluye proporcionar equipos auxiliares de manipulación, como accesorios de carga y descarga.
Todos los controles deben estar ubicados dentro de la esfera fisiológica o al alcance de ambas manos. Los controles deben estar claramente establecidos y deben ser lógicos para operar. Los controles accionados por pedal deben evitarse en máquinas atendidas por operadores de pie.
La experiencia ha demostrado que se realiza un buen trabajo cuando el lugar de trabajo está diseñado para adoptar posturas tanto de pie como sentado. Si el operador tiene que trabajar de pie, se le debe dar la posibilidad de cambiar de postura. Los asientos flexibles son, en muchos casos, un alivio bienvenido para pies y piernas tensas.
Se deben tomar medidas para crear un confort térmico óptimo, teniendo en cuenta la temperatura del aire, la humedad relativa, el movimiento del aire y el calor radiante. El taller debe estar adecuadamente ventilado. Debe haber dispositivos de escape locales para eliminar las emanaciones gaseosas. Al mecanizar material en barra, se deben utilizar tubos guía con revestimiento absorbente de sonido.
El lugar de trabajo debería contar preferentemente con una iluminación uniforme que proporcione un nivel adecuado de iluminación.
Ropa de Trabajo y Protección Personal
Los overoles deben ser ajustados y abotonados o con cremallera hasta el cuello. No deben tener bolsillos en el pecho y las mangas deben estar bien abotonadas en las muñecas. No se deben usar cinturones. No se deben usar anillos ni brazaletes cuando se trabaja en tornos. El uso de gafas de seguridad debería ser obligatorio. Cuando se mecanizan piezas de trabajo pesadas, se deben usar zapatos de seguridad con puntera de acero. Se deben usar guantes protectores siempre que se recolecten virutas.
Formación
La seguridad del tornero depende en gran medida de los métodos de trabajo. Por lo tanto, es importante que reciba una formación teórica y práctica exhaustiva para adquirir habilidades y desarrollar un comportamiento que le proporcione las mejores garantías posibles. La postura correcta, los movimientos correctos, la elección y el manejo correctos de las herramientas deben convertirse en una rutina hasta el punto de que el operador trabaje correctamente incluso si su concentración está temporalmente relajada.
Los puntos importantes en un programa de formación son una postura erguida, el montaje y desmontaje correcto del mandril y la fijación precisa y segura de las piezas de trabajo. Se debe practicar intensamente la sujeción correcta de limas y rascadores y el trabajo seguro con tela abrasiva.
Los trabajadores deben estar bien informados sobre los peligros de lesiones que pueden ocasionarse al calibrar el trabajo, verificar los ajustes y limpiar los tornos.
Mantenimiento
Los tornos deben ser mantenidos y lubricados regularmente. Las fallas deben corregirse inmediatamente. Si la seguridad está en juego en caso de falla, la máquina debe dejar de funcionar hasta que se tomen medidas correctivas.
Los trabajos de reparación y mantenimiento deben realizarse solo después de que la máquina haya sido aislada de la fuente de alimentación.
.
Rectificado y pulido
Adaptado de la 3ª edición, Enciclopedia de Salud y Seguridad en el Trabajo.
El esmerilado generalmente implica el uso de un abrasivo aglomerado para desgastar partes de una pieza de trabajo. El objetivo es dar una forma determinada a la obra, corregir sus dimensiones, aumentar la lisura de una superficie o mejorar la nitidez de los filos. Los ejemplos incluyen la eliminación de bebederos y bordes ásperos de una pieza de fundición, la eliminación de escamas superficiales de los metales antes de forjar o soldar y el desbarbado de piezas en chapas metálicas y talleres mecánicos. El pulido se utiliza para eliminar las imperfecciones de la superficie, como las marcas de herramientas. El pulido no elimina el metal, pero utiliza un abrasivo suave mezclado con una base de cera o grasa para producir una superficie de alto brillo.
El rectificado es el más completo y diversificado de todos los métodos de mecanizado y se emplea en muchos materiales, principalmente hierro y acero, pero también otros metales, madera, plásticos, piedra, vidrio, cerámica, etc. El término cubre otros métodos para producir superficies muy lisas y brillantes, como el pulido, el rectificado, el afilado y el lapeado.
Las herramientas utilizadas son muelas de diferentes dimensiones, segmentos abrasivos, puntas abrasivas, piedras de afilar, limas, muelas pulidoras, correas, discos, etc. En muelas abrasivas y similares, el material abrasivo se mantiene unido mediante agentes aglutinantes para formar un cuerpo rígido, generalmente poroso. En el caso de las bandas abrasivas, el agente adhesivo sujeta el abrasivo a un material base flexible. Las ruedas pulidoras están hechas de algodón u otros discos textiles cosidos entre sí.
Los abrasivos naturales (corindón natural o esmeril (óxidos de aluminio), diamante, arenisca, pedernal y granate) han sido reemplazados en gran medida por abrasivos artificiales que incluyen óxido de aluminio (alúmina fundida), carburo de silicio (carborundum) y diamantes sintéticos. También se utilizan varios materiales de grano fino, como tiza, piedra pómez, trípoli, masilla de estaño y óxido de hierro, especialmente para pulir y pulir.
El óxido de aluminio es el más utilizado en muelas abrasivas, seguido del carburo de silicio. Los diamantes naturales y artificiales se utilizan para importantes aplicaciones especiales. El óxido de aluminio, el carburo de silicio, el esmeril, el granate y el pedernal se utilizan para esmerilar y pulir bandas.
Tanto los aglutinantes orgánicos como los inorgánicos se utilizan en muelas abrasivas. Los principales tipos de enlaces inorgánicos son el silicato vitrificado y la magnesita. Entre los aglutinantes orgánicos destacan la resina de fenol o urea formaldehído, el caucho y la goma laca. Los aglutinantes vitrificados y la resina fenólica dominan por completo dentro de sus respectivos grupos. Las muelas abrasivas de diamante también se pueden unir con metal. Los distintos aglutinantes confieren a las muelas diferentes propiedades abrasivas, así como diferentes propiedades en cuanto a seguridad.
Las bandas y discos abrasivos y de pulido están compuestos por una base flexible de papel o tela a la que se une el abrasivo por medio de un adhesivo natural o sintético.
Se utilizan diferentes máquinas para diferentes tipos de operaciones, como rectificado de superficies, rectificado cilíndrico (incluido el rectificado sin centros), rectificado interior, rectificado basto y corte. Los dos tipos principales son: aquellos en los que el molinillo o el trabajo se mueven a mano y las máquinas con alimentación mecánica y mandriles. Los tipos de equipos comunes incluyen: amoladoras de superficie; esmeriladoras, pulidoras y pulidoras de pedestal; amoladoras y pulidoras de disco; molinos internos; máquinas cortadoras abrasivas; pulidoras de banda; esmeriladoras, pulidoras y pulidoras portátiles; y múltiples pulidores y tampones.
Riesgos y su prevención
Muy lleno
El mayor riesgo de lesiones en el uso de muelas abrasivas es que la muela puede explotar durante el amolado. Normalmente, las muelas abrasivas funcionan a altas velocidades. Hay una tendencia hacia velocidades cada vez mayores. La mayoría de las naciones industrializadas tienen regulaciones que limitan las velocidades máximas a las que pueden funcionar los diversos tipos de muelas abrasivas.
La medida de protección fundamental es hacer que la muela abrasiva sea lo más fuerte posible; la naturaleza del agente de unión es lo más importante. Las ruedas con aglomerantes orgánicos, en particular de resina fenólica, son más duras que las de aglomerantes inorgánicos y más resistentes a los impactos. Se pueden permitir velocidades periféricas altas para ruedas con enlaces orgánicos.
Las ruedas de muy alta velocidad, en particular, suelen incorporar varios tipos de refuerzo. Por ejemplo, ciertas muelas de copa están equipadas con cubos de acero para aumentar su resistencia. Durante la rotación, la mayor tensión se desarrolla alrededor del orificio central. Para reforzar la muela, la sección alrededor del orificio central, que no participa en el rectificado, puede fabricarse de un material especialmente resistente que no sea adecuado para el rectificado. Las grandes ruedas con una sección central reforzada de esta manera se utilizan particularmente en las acerías para moler losas, palanquillas y similares a velocidades de hasta 80 m/s.
Sin embargo, el método más común para reforzar las muelas abrasivas es incluir tejido de fibra de vidrio en su construcción. Las ruedas delgadas, como las que se usan para cortar, pueden incorporar tela de fibra de vidrio en el centro o en cada lado, mientras que las ruedas más gruesas tienen varias capas de tela según el grosor de la rueda.
Con la excepción de algunas muelas abrasivas de pequeñas dimensiones, el fabricante debe someter a pruebas de velocidad a todas las muelas oa una muestra estadística de ellas. En las pruebas, las muelas se hacen funcionar durante un cierto período a una velocidad superior a la permitida en el rectificado. Las normas de prueba varían de un país a otro, pero normalmente la rueda debe probarse a una velocidad un 50 % superior a la velocidad de trabajo. En algunos países, las reglamentaciones requieren pruebas especiales de las ruedas que van a operar a velocidades más altas de lo normal en un instituto central de pruebas. El instituto también puede cortar especímenes de la rueda e investigar sus propiedades físicas. Las ruedas de corte están sujetas a ciertas pruebas de impacto, pruebas de flexión, etc. El fabricante también está obligado a asegurarse de que la muela abrasiva esté bien equilibrada antes de la entrega.
El estallido de una muela abrasiva puede causar lesiones fatales o muy graves a cualquier persona en las inmediaciones y daños graves a la planta o las instalaciones. A pesar de todas las precauciones tomadas por los fabricantes, es posible que se rompan o revienten ocasionalmente las ruedas, a menos que se tenga el debido cuidado en su uso. Las medidas de precaución incluyen:
- Manipulación y almacenamiento. Una rueda puede dañarse o agrietarse durante el tránsito o la manipulación. La humedad puede atacar el agente de unión en las ruedas de resina fenólica y, en última instancia, reducir su resistencia. Las ruedas vitrificadas pueden ser sensibles a las variaciones de temperatura repetidas. La humedad absorbida irregularmente puede desequilibrar la rueda. En consecuencia, es muy importante que las ruedas se manipulen con cuidado en todas las etapas y se guarden de manera ordenada en un lugar seco y protegido.
- Comprobación de grietas. Se debe revisar una rueda nueva para asegurarse de que no esté dañada y seca, simplemente golpeándola con un mazo de madera. Una rueda vitrificada sin fallas dará un timbre claro, una rueda con aglomerante orgánico un tono de timbre menos; pero cualquiera de los dos puede diferenciarse del sonido agrietado de una rueda defectuosa. En caso de duda, no se debe utilizar la rueda y se debe consultar al proveedor.
- Pruebas. Antes de poner en servicio la nueva rueda, se debe probar a toda velocidad con las debidas precauciones. Después de moler en húmedo, la rueda debe funcionar en vacío para expulsar el agua; de lo contrario, el agua puede acumularse en la parte inferior de la rueda y causar un desequilibrio, lo que puede ocasionar que estalle la próxima vez que se use la rueda.
- Montaje. Se producen accidentes y roturas cuando las muelas abrasivas se montan en aparatos inadecuados, por ejemplo, en los extremos del husillo de las máquinas pulidoras. El eje debe tener un diámetro adecuado pero no tan grande como para expandir el orificio central de la rueda; Las bridas no deben tener menos de un tercio del diámetro de la rueda y deben estar hechas de acero dulce o de un material similar.
- Velocidad. En ningún caso se debe exceder la velocidad de operación máxima permitida especificada por los fabricantes. Se debe colocar un aviso que indique la velocidad del husillo en todas las rectificadoras, y la muela se debe marcar con la velocidad periférica máxima permitida y el número de revoluciones correspondiente para una muela nueva. Son necesarias precauciones especiales con las rectificadoras de velocidad variable y para asegurar el montaje de muelas de velocidades admisibles apropiadas en rectificadoras portátiles.
- Descanso de trabajo. Siempre que sea factible, deberían proporcionarse soportes de trabajo montados rígidamente y de dimensiones adecuadas. Deben ser ajustables y mantenerse lo más cerca posible de la rueda para evitar que el trabajo pueda ser forzado contra la rueda y romperla o, más probablemente, atrapar y lesionar la mano del operador.
- Vigilando. Las ruedas abrasivas deben estar provistas de protecciones lo suficientemente fuertes como para contener las partes de una rueda que revienta (ver figura 1). Algunos países tienen regulaciones detalladas con respecto al diseño de las protecciones y los materiales a utilizar. En general, deben evitarse el hierro fundido y el aluminio fundido. La abertura de esmerilado debe ser lo más pequeña posible y puede ser necesaria una boquilla ajustable. Excepcionalmente, cuando la naturaleza del trabajo impida el uso de una protección, se pueden usar bridas protectoras especiales o mandriles de seguridad. Los husillos y los extremos cónicos de las máquinas pulidoras de doble extremo pueden causar accidentes por enredos a menos que estén protegidos de manera efectiva.
Figura 1. Un disco abrasivo vitrificado bien protegido montado en una amoladora de superficies y operando a una velocidad periférica de 33 m/s
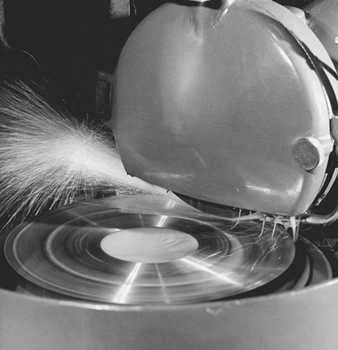
Lesiones oculares
El polvo, los abrasivos, los granos y las astillas son un peligro común para los ojos en todas las operaciones de esmerilado en seco. La protección eficaz de los ojos mediante gafas protectoras o anteojos y protectores oculares fijos en la máquina son esenciales; Los protectores oculares fijos son especialmente útiles cuando las muelas se usan de forma intermitente, por ejemplo, para rectificar herramientas.
Incendió
La molienda de aleaciones de magnesio conlleva un alto riesgo de incendio a menos que se tomen precauciones estrictas contra la ignición accidental y en la remoción y remojo del polvo. Se requieren altos estándares de limpieza y mantenimiento en todos los conductos de escape para evitar el riesgo de incendio y también para mantener la ventilación funcionando de manera eficiente. El polvo textil que se desprende de las operaciones de pulido es un peligro de incendio que requiere una buena limpieza y LEV.
Vibración
Las amoladoras portátiles y de pedestal conllevan un riesgo de síndrome de vibración mano-brazo (HAVS), también conocido como "dedo blanco" por su signo más notorio. Las recomendaciones incluyen limitar la intensidad y la duración de la exposición, rediseñar herramientas, equipos de protección y monitorear la exposición y la salud.
Riesgos para la salud
Aunque las muelas abrasivas modernas no crean por sí mismas el grave peligro de silicosis asociado en el pasado con las muelas de piedra arenisca, los materiales que se muelen pueden seguir emitiendo polvo de sílice altamente peligroso, por ejemplo, piezas fundidas en arena. Ciertas ruedas unidas con resina pueden contener rellenos que crean un polvo peligroso. Además, las resinas a base de formaldehído pueden emitir formaldehído durante la molienda. En cualquier caso, el volumen de polvo producido por la molienda hace imprescindible una LEV eficiente. Es más difícil proporcionar escape local para ruedas portátiles, aunque se ha logrado cierto éxito en esta dirección mediante el uso de sistemas de captura de alta velocidad y bajo volumen. Se debe evitar el trabajo prolongado y proporcionar equipo de protección respiratoria si es necesario. También se requiere ventilación de escape para la mayoría de las operaciones de lijado, acabado, pulido y similares con banda. Con el pulido en particular, el polvo textil combustible es una preocupación seria.
Se debe proporcionar ropa protectora y buenas instalaciones sanitarias y de lavado con duchas, y es deseable la supervisión médica, especialmente para las trituradoras de metales.
Lubricantes industriales, fluidos para trabajar metales y aceites automotrices
La revolución industrial no podría haber ocurrido sin el desarrollo de aceites industriales refinados a base de petróleo, lubricantes, aceites de corte y grasas. Antes del descubrimiento en la década de 1860 de que se podía producir un lubricante superior destilando petróleo crudo al vacío, la industria dependía de aceites naturales y grasas animales como la manteca de cerdo y el aceite de esperma de ballena para lubricar las piezas móviles. Estos aceites y productos animales eran especialmente susceptibles de derretirse, oxidarse y descomponerse debido a la exposición al calor y la humedad producidos por las máquinas de vapor que impulsaban casi todos los equipos industriales en ese momento. La evolución de los productos refinados a base de petróleo ha continuado desde el primer lubricante, que se usaba para curtir el cuero, hasta los aceites y grasas sintéticas modernas con una vida útil más larga, cualidades lubricantes superiores y una mejor resistencia al cambio bajo condiciones climáticas y de temperatura variables.
Lubricantes Industriales
Todas las partes móviles de la maquinaria y el equipo requieren lubricación. Aunque la lubricación puede ser proporcionada por materiales secos como el teflón o el grafito, que se utilizan en piezas como cojinetes de motores eléctricos pequeños, los aceites y las grasas son los lubricantes más utilizados. A medida que aumenta la complejidad de la maquinaria, los requisitos para los lubricantes y los aceites de procesamiento de metales se vuelven más estrictos. Los aceites lubricantes ahora varían desde aceites transparentes y muy delgados que se usan para lubricar instrumentos delicados, hasta aceites espesos similares al alquitrán que se usan en engranajes grandes, como los que hacen girar las acerías. Los aceites con requisitos muy específicos se usan tanto en los sistemas hidráulicos como para lubricar grandes máquinas herramienta operadas por computadora, como las que se usan en la industria aeroespacial para producir piezas con tolerancias extremadamente estrechas. Los aceites, fluidos y grasas sintéticos, y las mezclas de aceites sintéticos y a base de petróleo, se utilizan cuando se desea una mayor vida útil del lubricante, como motores eléctricos sellados de por vida, donde el mayor tiempo entre cambios de aceite compensa la diferencia de costo; donde existen rangos extendidos de temperatura y presión, como en aplicaciones aeroespaciales; o donde es difícil y costoso volver a aplicar el lubricante.
Aceites Industriales
Los aceites industriales, como los aceites lubricantes y para husillos, los lubricantes para engranajes, los aceites hidráulicos y para turbinas y los fluidos de transmisión, están diseñados para cumplir requisitos físicos y químicos específicos y para funcionar sin cambios perceptibles durante períodos prolongados en condiciones variables. Los lubricantes para uso aeroespacial deben cumplir con condiciones completamente nuevas, que incluyen limpieza, durabilidad, resistencia a la radiación cósmica y la capacidad de operar en temperaturas extremadamente frías y calientes, sin gravedad y en vacío.
Las transmisiones, turbinas y sistemas hidráulicos contienen fluidos que transfieren fuerza o potencia, depósitos para contener los fluidos, bombas para mover los fluidos de un lugar a otro y equipos auxiliares como válvulas, tuberías, enfriadores y filtros. Los sistemas hidráulicos, las transmisiones y las turbinas requieren fluidos con viscosidades específicas y estabilidad química para funcionar sin problemas y proporcionar una transferencia de potencia controlada. Las características de los buenos aceites hidráulicos y para turbinas incluyen un alto índice de viscosidad, estabilidad térmica, larga vida en sistemas de circulación, resistencia a los depósitos, alta lubricidad, capacidad antiespumante, protección contra la oxidación y buena demulsibilidad.
Los lubricantes para engranajes están diseñados para formar películas fuertes y tenaces que brindan lubricación entre engranajes bajo presión extrema. Las características de los aceites para engranajes incluyen buena estabilidad química, demulsibilidad y resistencia al aumento de la viscosidad y la formación de depósitos. Los aceites para husillos son aceites delgados, extremadamente limpios y claros con aditivos de lubricidad. Las características más importantes de los aceites para guías, que se utilizan para lubricar dos superficies deslizantes planas donde hay alta presión y baja velocidad, son la lubricidad y la pegajosidad para resistir la compresión y la resistencia a la presión extrema.
Los aceites para cilindros y compresores combinan las características de los aceites industriales y automotrices. Deben resistir la acumulación de depósitos, actuar como un agente de transferencia de calor (cilindros de motores de combustión interna), proporcionar lubricación para cilindros y pistones, proporcionar un sello para resistir la presión de retroceso, tener estabilidad química y térmica (especialmente aceite de bomba de vacío), tener un alto índice de viscosidad y resiste el lavado con agua (cilindros operados con vapor) y la detergencia.
Aceites para motores automotrices
Los fabricantes de motores de combustión interna y organizaciones, como la Sociedad de Ingenieros Automotrices (SAE) en los Estados Unidos y Canadá, han establecido criterios de rendimiento específicos para los aceites para motores de automóviles. Los aceites para motores de gasolina y diésel de automóviles se someten a una serie de pruebas de rendimiento para determinar su estabilidad química y térmica, resistencia a la corrosión, viscosidad, protección contra el desgaste, lubricidad, detergencia y rendimiento a altas y bajas temperaturas. Luego se clasifican de acuerdo con un sistema de códigos que permite a los consumidores determinar su idoneidad para un uso intensivo y para diferentes rangos de temperatura y viscosidad.
Los aceites para motores, transmisiones y cajas de engranajes de automóviles están diseñados con altos índices de viscosidad para resistir los cambios de viscosidad con los cambios de temperatura. Los aceites para motores de automóviles están especialmente formulados para resistir la descomposición bajo el calor, ya que lubrican los motores de combustión interna. Los aceites de motor de combustión interna no deben ser demasiado espesos para lubricar las partes móviles internas cuando un motor arranca en clima frío, y no deben diluirse a medida que el motor se calienta cuando está en funcionamiento. Deben resistir la acumulación de carbón en válvulas, anillos y cilindros y la formación de ácidos corrosivos o depósitos de humedad. Los aceites para motores de automóviles contienen detergentes diseñados para mantener en suspensión las partículas de desgaste metálicas y de carbón para que puedan filtrarse a medida que el aceite circula y no se acumulen en las piezas internas del motor y provoquen daños.
Fluidos de corte
Los tres tipos de fluidos de corte utilizados en la industria son los aceites minerales, los aceites solubles y los fluidos sintéticos. Los aceites de corte suelen ser una mezcla de aceites minerales de alta calidad y alta estabilidad de varias viscosidades junto con aditivos para proporcionar características específicas según el tipo de material que se mecaniza y el trabajo realizado. Los fluidos de corte solubles en agua en aceite son aceites minerales (o aceites sintéticos) que contienen emulsionantes y aditivos especiales que incluyen antiespumantes, inhibidores de óxido, detergentes, bactericidas y germicidas. Se diluyen con agua en proporciones variables antes de usarse. Los fluidos de corte sintéticos son soluciones de fluidos sin base de petróleo, aditivos y agua, en lugar de emulsiones, algunos de los cuales son resistentes al fuego para mecanizar metales específicos. Los fluidos semisintéticos contienen de 10 a 15 % de aceite mineral. Algunos fluidos especiales tienen características tanto de aceite lubricante como de fluido de corte debido a la tendencia de los fluidos a filtrarse y entremezclarse en ciertas máquinas herramienta, como las máquinas de tornillo automático de husillo múltiple.
Las características deseadas de los fluidos de corte dependen de la composición del metal sobre el que se trabaja, la herramienta de corte que se utiliza y el tipo de operación de corte, cepillado o conformación realizada. Los fluidos de corte mejoran y mejoran el proceso de trabajo del metal mediante el enfriamiento y la lubricación (es decir, protegen el borde de la herramienta de corte). Por ejemplo, cuando se trabaja con un metal blando que genera mucho calor, el enfriamiento es el criterio más importante. Se proporciona un enfriamiento mejorado mediante el uso de un aceite liviano (como queroseno) o un fluido de corte a base de agua. Los aditivos antisoldadura o antidesgaste, como los compuestos de azufre, cloro o fósforo, proporcionan el control del filo de aportación en las herramientas de corte. La lubricidad, que es importante cuando se trabaja en acero para superar la abrasividad del sulfuro de hierro, la proporcionan las grasas sintéticas y animales o los aditivos de aceite de esperma sulfurado.
Otros aceites de procesamiento y procesamiento de metales
Los fluidos abrasivos están diseñados para brindar enfriamiento y evitar la acumulación de metal en las muelas abrasivas. Sus características incluyen estabilidad térmica y química, protección contra la oxidación (fluidos solubles), prevención de depósitos gomosos por evaporación y un punto de inflamación seguro para el trabajo realizado.
Los aceites de templado, que requieren alta estabilidad, se utilizan en el tratamiento de metales para controlar el cambio de la estructura molecular del acero a medida que se enfría. El enfriamiento en aceite más ligero se utiliza para cementar piezas de acero pequeñas y económicas. Se utiliza una velocidad de enfriamiento más lenta para producir aceros para máquinas herramienta que son bastante duros en el exterior con menor tensión interna. Se utiliza un aceite de enfriamiento con huecos o multifase para tratar aceros aleados y con alto contenido de carbono.
Los aceites para laminación son aceites minerales o solubles especialmente formulados que lubrican y proporcionan un acabado suave al metal, en particular al aluminio, el cobre y el latón, a medida que pasa por los trenes de laminación en caliente y en frío. Los aceites de liberación se utilizan para recubrir troqueles y moldes para facilitar la liberación de las piezas metálicas formadas. Los aceites curtientes todavía se utilizan en la industria del fieltro y la fabricación de cuero. Los aceites para transformadores son fluidos dieléctricos especialmente formulados que se utilizan en transformadores y grandes interruptores e interruptores eléctricos.
Los aceites de transferencia de calor se utilizan en sistemas abiertos o cerrados y pueden durar hasta 15 años en servicio. Las características principales son una buena estabilidad térmica ya que los sistemas funcionan a temperaturas de 150 a 315 °C, estabilidad a la oxidación y alto punto de inflamación. Los aceites de transferencia de calor normalmente son demasiado viscosos para ser bombeados a temperatura ambiente y deben calentarse para proporcionar fluidez.
Los disolventes de petróleo se utilizan para limpiar piezas mediante pulverización, goteo o inmersión. Los disolventes eliminan el aceite y emulsionan la suciedad y las partículas metálicas. Los aceites preventivos contra la oxidación pueden ser a base de solventes o de agua. Se aplican a bobinas, cojinetes y otras piezas de acero inoxidable por inmersión o rociado, y dejan películas polarizadas o de cera en las superficies metálicas para protección contra huellas dactilares y oxidación y desplazamiento de agua.
grasas
Las grasas son mezclas de fluidos, espesantes y aditivos que se utilizan para lubricar piezas y equipos que no se pueden hacer impermeables al aceite, que son difíciles de alcanzar o donde los lubricantes líquidos derramados o salpicados pueden contaminar los productos o crear un peligro. Tienen una amplia gama de aplicaciones y requisitos de rendimiento, desde lubricar cojinetes de motores a reacción a temperaturas bajo cero hasta engranajes de trenes de laminación en caliente y resistir el lavado con ácido o agua, así como la fricción continua creada por los cojinetes de rodillos de las ruedas de los vagones de ferrocarril.
La grasa se fabrica mezclando jabones metálicos (sales de ácidos grasos de cadena larga) en un medio de aceite lubricante a temperaturas de 205 a 315 °C. Las grasas sintéticas pueden usar diésteres, ésteres de silicona o fosfóricos y polialquil glicoles como fluidos. Las características de la grasa dependen en gran medida del fluido particular, elemento metálico (p. ej., calcio, sodio, aluminio, litio, etc.) en el jabón y los aditivos utilizados para mejorar el rendimiento y la estabilidad y para reducir la fricción. Estos aditivos incluyen aditivos de extrema presión que recubren el metal con una capa delgada de compuestos de azufre metálicos no corrosivos, naftenato de plomo o ditiofosfato de zinc, inhibidores de óxido, antioxidantes, ácidos grasos para mayor lubricidad, aditivos de pegajosidad, tintes de color para identificación y inhibidores de agua Algunas grasas pueden contener rellenos de grafito o molibdeno que recubren las piezas metálicas y brindan lubricación después de que la grasa se haya agotado o descompuesto.
Lubricantes industriales, grasas y aditivos para aceites de motores automotrices
Además de utilizar lubricantes base de alta calidad con estabilidad química y térmica y altos índices de viscosidad, se necesitan aditivos para mejorar el fluido y proporcionar las características específicas requeridas en lubricantes industriales, fluidos de corte, grasas y aceites para motores de automóviles. Los aditivos más utilizados incluyen, entre otros, los siguientes:
- Antioxidantes. Los inhibidores de la oxidación, como el 2,6-diterciario butilo, el paracresol y la fenilnaftilamina, reducen la tasa de deterioro del aceite al romper las moléculas de cadena larga que se forman cuando se exponen al oxígeno. Los inhibidores de oxidación se utilizan para recubrir metales como el cobre, el zinc y el plomo para evitar el contacto con el aceite y que no actúen como catalizadores, acelerando la oxidación y formando ácidos que atacan a otros metales.
- Inhibidores de espuma. Los antiespumantes, como las siliconas y los silioxanos poliorgánicos, se utilizan en aceites hidráulicos, aceites para engranajes, fluidos de transmisión y aceites de turbinas para reducir la tensión de la película superficial y eliminar el aire atrapado en el aceite por bombas y compresores, a fin de mantener una presión hidráulica constante y evitar la cavitación. .
- Inhibidores de corrosión. Los aditivos antioxidantes, como el naftenato de plomo y el sulfonato de sodio, se utilizan para evitar que se forme óxido en piezas y sistemas metálicos donde el aceite en circulación se ha contaminado con agua o aire húmedo que ingresó a los depósitos del sistema a medida que se enfriaban cuando el equipo o la maquinaria no estaba en uso.
- Aditivos antidesgaste. Los aditivos antidesgaste, como el fosfato de tricresilo, forman compuestos polares que son atraídos por las superficies metálicas y proporcionan una capa física de protección adicional en caso de que la película de aceite no sea suficiente.
- Mejoradores del índice de viscosidad. Los mejoradores del índice de viscosidad ayudan a los aceites a resistir los efectos de los cambios de temperatura. Desafortunadamente, su eficacia disminuye con el uso prolongado. Los aceites sintéticos están diseñados con índices de viscosidad muy altos, lo que les permite mantener su estructura en rangos de temperatura más amplios y durante períodos de tiempo mucho más prolongados que los aceites minerales con aditivos mejoradores del índice de viscosidad.
- Desemulsionantes. Los inhibidores de agua y los compuestos especiales separan el agua del aceite y evitan la formación de gomas; contienen aceites cerosos que proporcionan mayor lubricidad. Se usan donde el equipo está sujeto a lavado con agua o donde hay una gran cantidad de humedad, como en cilindros de vapor, compresores de aire y cajas de engranajes contaminados con fluidos de corte solubles.
- tintes de color. Los colorantes se utilizan para ayudar a los usuarios a identificar diferentes aceites utilizados para fines específicos, como fluidos de transmisión y aceites para engranajes, a fin de evitar una aplicación incorrecta.
- Aditivos de extrema presión. Los aditivos de presión extrema, como los compuestos grasos sulfurados no corrosivos, el ditiofosfato de zinc y el naftenato de plomo, se utilizan en aceites para automóviles, engranajes y transmisiones para formar recubrimientos que protegen las superficies metálicas cuando la película de aceite protectora se adelgaza o se exprime y no puede evitar que el metal se desprenda. contacto metálico.
- Detergentes Los detergentes de sulfonato metálico y fenato metálico se utilizan para mantener en suspensión la suciedad, el carbón y las partículas de desgaste metálicas en aceites hidráulicos, aceites para engranajes, aceites de motor y fluidos de transmisión. Estos contaminantes generalmente se eliminan cuando el aceite pasa a través de un filtro para evitar que vuelvan a circular a través del sistema donde podrían causar daños.
- Aditivos de pegajosidad. Los aditivos adhesivos o pegajosos se utilizan para permitir que los aceites se adhieran y resistan las fugas de los conjuntos de rodamientos, cajas de engranajes, engranajes abiertos grandes en molinos y equipos de construcción, y maquinaria aérea. Su pegajosidad disminuye con el servicio prolongado.
- Emulsionantes. Los ácidos grasos y los aceites grasos se utilizan como emulsionantes en aceites solubles para ayudar a formar soluciones con agua.
- Aditivos de lubricidad. Los aceites de grasa, manteca de cerdo, sebo, esperma y vegetales se utilizan para proporcionar un mayor grado de oleosidad en los aceites de corte y algunos aceites para engranajes.
- Bactericidas. Los bactericidas y germicidas, como el fenol y el aceite de pino, se agregan a los aceites de corte solubles para prolongar la vida útil del fluido, mantener la estabilidad, reducir los olores y prevenir la dermatitis.
Fabricación de Lubricantes Industriales y Aceites Automotrices
Los lubricantes y aceites industriales, las grasas, los fluidos de corte y los aceites para motores de automóviles se fabrican en instalaciones de mezcla y envasado, también denominadas “plantas de lubricación” o “plantas de mezcla”. Estas instalaciones pueden estar ubicadas dentro o junto a refinerías que producen existencias base de lubricantes, o pueden estar a cierta distancia y recibir las existencias base en buques cisterna o barcazas, vagones cisterna de ferrocarril o camiones cisterna. Las plantas de mezcla y envasado mezclan y combinan aditivos en existencias base de aceite lubricante para fabricar una amplia gama de productos terminados, que luego se envían a granel o en contenedores.
Los procesos de mezcla y composición utilizados para fabricar lubricantes, fluidos y grasas dependen de la antigüedad y sofisticación de la instalación, el equipo disponible, los tipos y la formulación de los aditivos utilizados y la variedad y el volumen de productos producidos. La mezcla puede requerir solo la mezcla física de las existencias base y los paquetes de aditivos en un hervidor usando mezcladores, paletas o agitación con aire, o puede ser necesario calor auxiliar de serpentines eléctricos o de vapor para ayudar a disolver y mezclar los aditivos. Otros fluidos y lubricantes industriales se producen automáticamente mezclando aceites base y aditivos premezclados y lodos de aceite a través de sistemas múltiples. La grasa puede ser producida por lotes o compuesta continuamente. Las plantas de lubricantes pueden crear sus propios aditivos a partir de productos químicos o comprar aditivos preenvasados de empresas especializadas; una sola planta puede usar ambos métodos. Cuando las plantas de lubricantes fabrican sus propios aditivos y paquetes de aditivos, es posible que se necesiten altas temperaturas y presiones además de reacciones químicas y agitación física para combinar los productos químicos y los materiales.
Después de la producción, los fluidos y lubricantes pueden mantenerse en las calderas de mezcla o colocarse en tanques de retención para garantizar que los aditivos permanezcan en suspensión o solución, para dar tiempo a las pruebas para determinar si el producto cumple con las especificaciones de calidad y los requisitos de certificación, y para permitir que el proceso temperaturas vuelvan a los niveles ambientales antes de que los productos sean empacados y enviados. Cuando se completan las pruebas, los productos terminados se envían a granel o se empaquetan en contenedores.
Los productos terminados se envían a granel en vagones cisterna o camiones cisterna directamente a los consumidores, distribuidores o plantas de envasado externas. Los productos terminados también se envían a los consumidores y distribuidores en vagones de ferrocarril o camiones de entrega de paquetes en una variedad de contenedores, de la siguiente manera:
- Los contenedores a granel intermedios de metal, plástico y una combinación de metal/plástico o plástico/fibra, que varían en tamaño desde 227 l hasta aproximadamente 2,840 l, se envían como unidades individuales en tarimas integradas o separadas, apiladas en 1 o 2 alturas.
- Los bidones de metal, fibra o plástico con una capacidad de 208 l, 114 l o 180 kg normalmente se envían 4 por palé.
- Los tambores de metal o plástico con una capacidad de 60 l o 54 kg, y los cubos de metal o plástico de 19 l o 16 kg, se apilan en tarimas y se sujetan con bandas o se envuelven estirables para mantener la estabilidad.
- Los contenedores de metal o plástico con una capacidad de 8 l o 4 l, las botellas y latas de plástico, metal y fibra de 1 l y los cartuchos de grasa de 2 kg se empaquetan en cajas de cartón que se apilan en tarimas y se enfajan o envuelven para su envío.
Algunas plantas de mezcla y empaque pueden enviar paletas de productos mixtos y tamaños mixtos de contenedores y paquetes directamente a los pequeños consumidores. Por ejemplo, un envío de un solo palé a una estación de servicio podría incluir 1 bidón de líquido de transmisión, 2 barriles de grasa, 8 cajas de aceite para motores de automóviles y 4 baldes de lubricante para engranajes.
Calidad del Producto
La calidad del producto lubricante es importante para mantener las máquinas y los equipos funcionando correctamente y para producir piezas y materiales de calidad. Las plantas de mezcla y envasado fabrican productos derivados del petróleo según estrictas especificaciones y requisitos de calidad. Los usuarios deben mantener el nivel de calidad mediante el establecimiento de prácticas seguras para el manejo, almacenamiento, dispensación y transferencia de lubricantes desde sus envases o tanques originales hasta el equipo dispensador y hasta el punto de aplicación en la máquina o equipo a lubricar o el sistema a lubricar. Ser llenado. Algunas instalaciones industriales han instalado sistemas centralizados de suministro, lubricación e hidráulicos que minimizan la contaminación y la exposición. Los aceites industriales, lubricantes, aceites de corte y grasas se deteriorarán debido a la contaminación por agua o humedad, la exposición a temperaturas excesivamente altas o bajas, la mezcla inadvertida con otros productos y el almacenamiento a largo plazo, lo que permite que se produzcan cambios químicos o pérdidas de aditivos.
El Bienestar y la Seguridad
Debido a que son utilizados y manipulados por los consumidores, los productos industriales y automotrices terminados deben estar relativamente libres de peligros. Existe la posibilidad de exposiciones peligrosas cuando se mezclan y componen productos, cuando se manipulan aditivos, cuando se usan fluidos de corte y cuando se operan sistemas de lubricación con neblina de aceite.
El capítulo Refinerías de petróleo y gas natural en este Enciclopedia brinda información sobre los peligros potenciales asociados con las instalaciones auxiliares en las plantas de mezcla y empaque tales como salas de calderas, laboratorios, oficinas, separadores de agua y aceite e instalaciones de tratamiento de desechos, muelles marítimos, almacenamiento en tanques, operaciones de almacenamiento, vagones cisterna de ferrocarril y bastidores de carga de camiones cisterna y Instalaciones de carga y descarga de vagones de ferrocarril y camiones de paquetería.
Safety
La fabricación de aditivos y lodos, compuestos por lotes, mezcla por lotes y operaciones de mezcla en línea requieren controles estrictos para mantener la calidad deseada del producto y, junto con el uso de PPE, para minimizar la exposición a productos químicos y materiales potencialmente peligrosos, así como el contacto con superficies calientes y vapor. Los tambores y contenedores de aditivos deben almacenarse de manera segura y mantenerse herméticamente cerrados hasta que estén listos para su uso. Los aditivos en bidones y bolsas deben manejarse adecuadamente para evitar tensión muscular. Los productos químicos peligrosos deben almacenarse adecuadamente y los productos químicos incompatibles no deben almacenarse donde puedan mezclarse entre sí. Las precauciones que se deben tomar al operar maquinaria de llenado y empaque incluyen el uso de guantes y evitar atrapar los dedos en dispositivos que doblan las tapas de los barriles y cubos. Las protecciones de la máquina y los sistemas de protección no deben retirarse, desconectarse ni puentearse para agilizar el trabajo. Los contenedores y tambores a granel intermedios deben inspeccionarse antes de llenarlos para asegurarse de que estén limpios y sean adecuados.
Debe establecerse un sistema de permisos para espacios confinados para ingresar a los tanques de almacenamiento y calderas de mezcla para limpieza, inspección, mantenimiento o reparación. Debe establecerse e implementarse un procedimiento de bloqueo/etiquetado antes de trabajar en maquinaria de empaque, marmitas mezcladoras con mezcladores, transportadores, paletizadores y otros equipos con partes móviles.
Los tambores y recipientes con fugas deben retirarse del área de almacenamiento y los derrames deben limpiarse para evitar resbalones y caídas. El reciclaje, la quema y la eliminación de residuos, lubricantes derramados y usados, aceites para motores de automóviles y fluidos de corte deben realizarse de acuerdo con las reglamentaciones gubernamentales y los procedimientos de la empresa. Los trabajadores deben utilizar el equipo de protección personal adecuado al limpiar derrames y manipular productos usados o de desecho. El aceite de motor drenado, los fluidos de corte o los lubricantes industriales que puedan estar contaminados con gasolina y solventes inflamables deben almacenarse en un lugar seguro lejos de fuentes de ignición, hasta su eliminación adecuada.
Protección contra el fuego
Si bien el potencial de incendio es menor en la mezcla y composición de lubricantes industriales y automotrices que en los procesos de refinación, se debe tener cuidado al fabricar aceites y grasas para trabajar metales debido al uso de altas temperaturas de mezcla y composición y productos de menor punto de inflamación. Se deben tomar precauciones especiales para evitar incendios cuando los productos se dispensan o los recipientes se llenan a temperaturas superiores a sus puntos de inflamación. Al transferir líquidos inflamables de un contenedor a otro, se deben aplicar técnicas adecuadas de unión y puesta a tierra para evitar la acumulación de electricidad estática y las descargas electrostáticas. Los motores eléctricos y el equipo portátil deben clasificarse adecuadamente para los peligros presentes en el área en la que se instalan o utilizan.
Existe la posibilidad de que se produzca un incendio si un producto con fugas o una liberación de vapor en las áreas de mezcla de lubricantes y procesamiento o almacenamiento de grasas llega a una fuente de ignición. Se debe considerar el establecimiento e implementación de un sistema de permisos de trabajo en caliente para prevenir incendios en las instalaciones de mezcla y envasado. Los tanques de almacenamiento instalados dentro de los edificios deben construirse, ventilarse y protegerse de acuerdo con los requisitos gubernamentales y la política de la empresa. Los productos almacenados en estantes y pilas no deben bloquear los sistemas de protección contra incendios, las puertas cortafuego o las rutas de salida.
El almacenamiento de productos terminados, tanto a granel como en contenedores y paquetes, debe realizarse de acuerdo con las prácticas reconocidas y los reglamentos de prevención de incendios. Por ejemplo, los líquidos inflamables y los aditivos que se encuentran en soluciones de líquidos inflamables pueden almacenarse en edificios exteriores o en salas de almacenamiento separadas, especialmente diseñadas en el interior o anexas. Muchos aditivos se almacenan en habitaciones templadas (38 a 65 °C) o en habitaciones calientes (más de 65 °C) para mantener los ingredientes en suspensión, reducir la viscosidad de productos más espesos o facilitar la mezcla o la composición. Estos cuartos de almacenamiento deben cumplir con los requisitos de clasificación eléctrica, drenaje, ventilación y venteo de explosiones, especialmente cuando se almacenan y dispensan líquidos inflamables o líquidos combustibles a temperaturas superiores a sus puntos de inflamación.
Salud
Cuando se mezclen, tomen muestras y se mezclen, se debe considerar el equipo de protección personal y respiratorio para evitar exposiciones al calor, vapor, polvos, nieblas, vapores, emanaciones, sales metálicas, productos químicos y aditivos. Es posible que se necesiten prácticas de trabajo seguras, buena higiene y protección personal adecuada para la exposición a neblinas, humos y vapores de aceite, aditivos, ruido y calor al realizar actividades de inspección y mantenimiento al tomar muestras y manipular hidrocarburos y aditivos durante la producción y el envasado y durante la limpieza. derrames y liberaciones:
- Se deben usar zapatos de trabajo con suelas resistentes al aceite o antideslizantes para el trabajo general, y se deben usar zapatos de seguridad aprobados con puntera protectora con suelas resistentes al aceite o antideslizantes donde existan riesgos de lesiones en los pies por objetos o equipos que rueden o caigan.
- Es posible que se necesiten gafas de seguridad y protección respiratoria para exposiciones peligrosas a productos químicos, polvo o vapor.
- Se deben usar guantes, delantales, calzado, protectores faciales y gafas protectoras impermeables cuando se manipulan productos químicos peligrosos, aditivos y soluciones cáusticas y cuando se limpian derrames.
- Es posible que se necesite protección para la cabeza cuando se trabaja en pozos o áreas donde existe la posibilidad de lesiones en la cabeza.
- Debe proporcionarse fácil acceso a instalaciones apropiadas de limpieza y secado para manejar salpicaduras y derrames.
El aceite es una causa común de dermatitis, que se puede controlar mediante el uso de EPP y buenas prácticas de higiene personal. Debe evitarse el contacto directo de la piel con cualquier grasa o lubricante formulado. Los aceites más ligeros como el queroseno, los disolventes y los aceites para husos desengrasan la piel y provocan erupciones. Los productos más espesos, como los aceites y grasas para engranajes, bloquean los poros de la piel y provocan foliculitis.
Los peligros para la salud debidos a la contaminación microbiana del aceite pueden resumirse como sigue:
- Las condiciones cutáneas preexistentes pueden agravarse.
- Los aerosoles de lubricantes de tamaño respirable pueden causar enfermedades respiratorias.
- Los organismos pueden cambiar la composición del producto para que se vuelva directamente nocivo.
- Se pueden introducir bacterias dañinas de animales, pájaros o humanos.
La dermatitis de contacto puede ocurrir cuando los empleados están expuestos a fluidos de corte durante la producción, el trabajo o el mantenimiento y cuando se limpian las manos cubiertas de aceite con trapos incrustados con diminutas partículas de metal. El metal provoca pequeñas laceraciones en la piel que pueden infectarse. Los fluidos de corte a base de agua en la piel y la ropa pueden contener bacterias y causar infecciones, y los emulsionantes pueden disolver las grasas de la piel. La foliculitis por aceite es causada por la exposición prolongada a fluidos de corte a base de aceite, como por ejemplo, al usar ropa empapada en aceite. Los empleados deben quitarse y lavar la ropa empapada en aceite antes de volver a usarla. La dermatitis también puede ser causada por el uso de jabones, detergentes o solventes para limpiar la piel. La dermatitis se controla mejor con buenas prácticas de higiene y minimizando la exposición. Se debe buscar consejo médico cuando persiste la dermatitis.
En la extensa revisión realizada como base para su documento de criterios, el Instituto Nacional de Seguridad y Salud Ocupacional de EE. UU. (NIOSH, por sus siglas en inglés) encontró una asociación entre la exposición a fluidos para trabajar metales y el riesgo de desarrollar cáncer en varios sitios de órganos, incluidos el estómago, el páncreas , laringe y recto (NIOSH 1996). Quedan por determinar las formulaciones específicas responsables de los riesgos elevados de cáncer.
La exposición ocupacional a neblinas de aceite y aerosoles se asocia con una variedad de efectos respiratorios no malignos, que incluyen neumonía lipoidea, asma, irritación aguda de las vías respiratorias, bronquitis crónica y deterioro de la función pulmonar (NIOSH 1996).
Los fluidos para trabajar metales se contaminan fácilmente con bacterias y hongos. Pueden afectar la piel o, cuando se inhalan como aerosoles contaminados, pueden tener efectos sistémicos.
Los procesos de refinería, como el hidroacabado y el tratamiento con ácido, se utilizan para eliminar los compuestos aromáticos de los lubricantes industriales, y se ha restringido el uso de aceites base nafténicos para minimizar la carcinogenicidad. Los aditivos introducidos en la mezcla y la composición también pueden crear un riesgo potencial para la salud. La exposición a compuestos clorados y compuestos con plomo, como los que se usan en algunos lubricantes y grasas para engranajes, causa irritación de la piel y puede ser potencialmente peligrosa. El fosfato de triortocresilo ha causado brotes de parálisis nerviosa cuando se usó accidentalmente aceite lubricante para cocinar. Los aceites sintéticos se componen principalmente de nitrito de sodio y trietanolamina y aditivos. La trietanolamina comercial contiene dietanolamina, que puede reaccionar con el nitrito de sodio para formar un carcinógeno relativamente débil, N-nitrosodietanolamina, que puede crear un peligro. Los lubricantes semisintéticos presentan los peligros de ambos productos, así como los aditivos en sus formulaciones.
La información sobre la seguridad del producto es importante para los empleados tanto de los fabricantes como de los usuarios de lubricantes, aceites y grasas. Los fabricantes deben tener hojas de datos de seguridad de materiales (MSDS) u otra información del producto disponible para todos los aditivos y existencias base utilizadas en la mezcla y la composición. Muchas empresas han realizado pruebas epidemiológicas y toxicológicas para determinar el grado de peligrosidad asociada con cualquier efecto de salud agudo o crónico de sus productos. Esta información debe estar disponible para los trabajadores y usuarios a través de etiquetas de advertencia e información de seguridad del producto.
Tratamiento de superficies de metales
Adaptado de la 3ra edición, Enciclopedia de Salud y Seguridad en el Trabajo.
Existe una amplia variedad de técnicas para el acabado de las superficies de los productos metálicos para que resistan la corrosión, ajusten mejor y se vean mejor (ver tabla 1). Algunos productos son tratados por una secuencia de varias de estas técnicas. Este artículo describirá brevemente algunos de los más utilizados.
Tabla 1. Resumen de los peligros asociados con los diferentes métodos de tratamiento de metales
|
método de tratamiento de metales |
Peligros |
Precauciones |
|
Pulido electrolítico |
Quemaduras e irritación por productos químicos cáusticos y corrosivos |
Utilice el equipo de protección personal adecuado. Instale una ventilación de escape efectiva. |
|
galvanoplastia |
Exposición a cromo y níquel potencialmente causantes de cáncer; exposición a cianuros; quemaduras e irritación por productos químicos cáusticos y corrosivos; descarga eléctrica; el proceso puede estar mojado, causando riesgos de resbalones y caídas; potencial generación de polvo explosivo; riesgos ergonómicos |
Utilice el equipo de protección personal adecuado. Instale un sistema de ventilación de escape eficaz, a menudo ranurado, de empujar y jalar. Limpie los derrames inmediatamente. Instale pisos antideslizantes. Utilice un diseño eficaz de los procedimientos y estaciones de trabajo para evitar el estrés ergonómico. |
|
Esmaltes y acristalamientos |
Riesgos físicos de trituradoras, transportadores, molinos; riesgo de quemaduras por líquidos y equipos a alta temperatura; exposición a polvos que pueden causar enfermedades pulmonares |
Instale protecciones adecuadas para la máquina, incluidos los enclavamientos. Utilice el equipo de protección personal adecuado. Instale una ventilación de extracción eficaz para evitar la exposición al polvo. Puede ser necesario un equipo con filtro HEPA. |
|
Aguafuerte |
Exposición al ácido fluorhídrico; quemaduras e irritación por productos químicos cáusticos y corrosivos; peligro de quemaduras por líquidos y equipos a alta temperatura |
Implementar un programa para evitar la exposición al ácido fluorhídrico. Utilice el equipo de protección personal adecuado. Instale una ventilación de escape efectiva. |
|
Galvanizado |
Peligro de quemaduras por líquidos, metales y equipos a alta temperatura; quemaduras e irritación por productos químicos cáusticos y corrosivos; fiebre de humos metálicos; posible exposición al plomo |
Utilice el equipo de protección personal adecuado. Instale una ventilación de escape eficaz. Implementar un programa de control/reducción de la exposición al plomo. |
|
Tratamiento térmico |
Peligro de quemaduras por líquidos, metales y equipos a alta temperatura; quemaduras e irritación por productos químicos cáusticos y corrosivos; posibles atmósferas explosivas de hidrógeno; exposición potencial al monóxido de carbono; exposición potencial a cianuros; peligro de incendio por enfriamiento con aceite |
Utilice el equipo de protección personal adecuado. Instale una ventilación de escape eficaz. Mostrar carteles de advertencia de equipos y superficies de alta temperatura. Instalar sistemas para monitorear la concentración de monóxido de carbono. Instalar sistemas adecuados de extinción de incendios. |
|
Metalización |
Peligro de quemaduras por metales y equipos de alta temperatura; posibles atmósferas explosivas de polvo, acetileno; Fiebre de humos metálicos de zinc |
Instalar sistemas adecuados de supresión de incendios. Separar correctamente los productos químicos y los gases. Utilice el equipo de protección personal adecuado. Instale una ventilación de escape efectiva. |
|
Fosfatado |
Quemaduras e irritación por productos químicos cáusticos y corrosivos |
Utilice el equipo de protección personal adecuado. Instale una ventilación de escape efectiva. |
|
Recubrimiento de plástico |
Exposición a sensibilizantes químicos |
Busque alternativas a los sensibilizantes. Utilice el equipo de protección personal adecuado. Instale una ventilación de escape eficaz. |
|
Cebado |
Exposición a varios solventes que son potencialmente tóxicos e inflamables, exposición a sensibilizadores químicos, exposición a cromo potencialmente cancerígeno |
Busque alternativas a los sensibilizantes. Utilice el equipo de protección personal adecuado. Instale una ventilación de escape eficaz. Separe correctamente los productos químicos/gases. |
Antes de aplicar cualquiera de estas técnicas, los productos deben limpiarse a fondo. Se utilizan varios métodos de limpieza, individualmente o en secuencia. Incluyen el esmerilado, cepillado y pulido mecánicos (que producen polvo metálico u oxídico; el polvo de aluminio puede ser explosivo), desengrasado con vapor, lavado con disolventes orgánicos de grasa, “decapado” en soluciones ácidas o alcalinas concentradas y desengrasado electrolítico. El último consiste en la inmersión en baños que contienen cianuro y álcali concentrado en los que el hidrógeno u oxígeno formados electrolíticamente eliminan la grasa, lo que da como resultado superficies metálicas "en blanco" libres de óxidos y grasas. La limpieza es seguida por un adecuado enjuague y secado del producto.
El diseño adecuado del equipo y LEV eficaz reducirá parte del riesgo. Los trabajadores expuestos al riesgo de salpicaduras deben estar provistos de gafas protectoras o protectores para los ojos y guantes, delantales y ropa de protección. Las duchas y las fuentes de lavado de ojos deben estar cerca y en buen estado de funcionamiento, y las salpicaduras y los derrames deben lavarse rápidamente. Con equipo electrolítico, los guantes y zapatos deben ser no conductores, y se deben seguir otras precauciones eléctricas estándar, como la instalación de interruptores de circuito de falla a tierra y procedimientos de bloqueo/etiquetado.
Procesos de tratamiento
Pulido electrolítico
El pulido electrolítico se usa para producir una superficie de apariencia y reflectividad mejoradas, para eliminar el exceso de metal para que se ajuste con precisión a las dimensiones requeridas y para preparar la superficie para la inspección de imperfecciones. El proceso implica la disolución anódica preferencial de puntos altos en la superficie después del desengrasado con vapor y la limpieza alcalina en caliente. Los ácidos se utilizan con frecuencia como soluciones electrolíticas; en consecuencia, se requiere un enjuague adecuado después.
galvanoplastia
La galvanoplastia es un proceso químico o electroquímico para aplicar una capa metálica al producto, por ejemplo, níquel para protegerlo contra la corrosión, cromo duro para mejorar las propiedades de la superficie o plata y oro para embellecerlo. Ocasionalmente, se utilizan materiales no metálicos. El producto, cableado como cátodo, y un ánodo del metal a depositar se sumergen en una solución electrolítica (que puede ser ácida, alcalina o alcalina con sales y complejos de cianuro) y se conectan externamente a una fuente de corriente continua. Los cationes cargados positivamente del ánodo metálico migran al cátodo, donde se reducen al metal y se depositan como una capa delgada (ver figura 1). El proceso continúa hasta que el nuevo recubrimiento alcanza el espesor deseado, y luego el producto se lava, seca y pule.
Figura 1. Galvanoplastia: representación esquemática
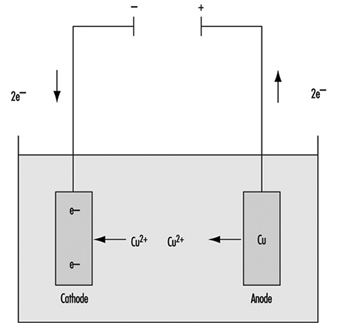
Ánodo: Cu → Cu+2 + 2e- ; Cátodo: Cu+2 + 2e- → Cu
In electroformado, un proceso estrechamente relacionado con la galvanoplastia, los objetos moldeados de, por ejemplo, yeso o plástico se vuelven conductores mediante la aplicación de grafito y luego se conectan como cátodo para que el metal se deposite sobre ellos.
In anodización, un proceso que se ha vuelto cada vez más importante en los últimos años, los productos de aluminio (también se utilizan titanio y otros metales) se conectan como ánodo y se sumergen en ácido sulfúrico diluido. Sin embargo, en lugar de formarse iones de aluminio positivos y migrar para depositarse en el cátodo, son oxidados por los átomos de oxígeno que surgen en el ánodo y se unen a él como una capa de óxido. Esta capa de óxido se disuelve parcialmente con la solución de ácido sulfúrico, lo que hace que la capa superficial sea porosa. Posteriormente, en estos poros se pueden depositar materiales coloreados o sensibles a la luz, como en la fabricación de placas de identificación, por ejemplo.
Esmaltes y vidriados
El esmalte vítreo o el esmalte de porcelana se utiliza para dar un recubrimiento resistente al calor, a las manchas y a la corrosión a los metales, generalmente hierro o acero, en una amplia gama de productos fabricados que incluyen bañeras, cocinas a gas y eléctricas, utensilios de cocina, tanques de almacenamiento. y contenedores, y equipos eléctricos. Además, los esmaltes se utilizan en la decoración de cerámica, vidrio, joyería y adornos decorativos. El uso especializado de polvos de esmalte en la producción de artículos ornamentales como Cloisonné y Limoges se conoce desde hace siglos. Los esmaltes se aplican a la cerámica de todo tipo.
Los materiales utilizados en la fabricación de esmaltes y vidriados vítreos incluyen:
- refractarios, como cuarzo, feldespato y arcilla
- fundentes, como bórax (borato de sodio decahidratado), carbonato de sodio (carbonato de sodio anhidro), nitrato de sodio, espato flúor, criolita, carbonato de bario, carbonato de magnesio, monóxido de plomo, tetróxido de plomo y óxido de zinc
- colores, como óxidos de antimonio, cadmio, cobalto, hierro, níquel, manganeso, selenio, vanadio, uranio y titanio
- opacificantes, como óxidos de antimonio, titanio, estaño y circonio, y antimoninato de sodio
- electrolitos, como bórax, carbonato de sodio, carbonato y sulfato de magnesio, nitrito de sodio y aluminato de sodio
- agentes floculantes, tales como arcilla, gomas, alginato de amonio, bentonita y sílice coloidal.
El primer paso en todo tipo de esmaltado o acristalamiento vítreo es la elaboración de la frita, el polvo de esmalte. Esto implica la preparación de las materias primas, la fundición y el manejo de la frita.
Después de una cuidadosa limpieza de los productos metálicos (p. ej., granallado, decapado, desengrasado), el esmalte se puede aplicar mediante una serie de procedimientos:
- En el proceso húmedo, el objeto se sumerge en la barbotina de esmalte acuoso, se retira y se deja escurrir o, en el proceso de "derramamiento", la barbotina de esmalte es más espesa y se debe sacudir del objeto.
- En el proceso seco, el objeto revestido se calienta a la temperatura de esmaltado y luego se espolvorea polvo de esmalte seco a través de tamices. El esmalte se sinteriza en su lugar y, cuando el objeto se devuelve al horno, se derrite hasta obtener una superficie lisa.
- La aplicación por aspersión se usa cada vez más, generalmente en una operación mecanizada. Requiere un gabinete bajo ventilación de escape.
- Los esmaltes decorativos se suelen aplicar a mano, utilizando brochas o herramientas similares.
- Los esmaltes para artículos de porcelana y cerámica se aplican normalmente por inmersión o pulverización. Aunque se están mecanizando algunas operaciones de inmersión, las piezas se suelen sumergir a mano en la industria de la porcelana nacional. El objeto se sostiene en la mano, se sumerge en una gran tina de esmalte, se quita el esmalte con un movimiento de la muñeca y se coloca el objeto en una secadora. Se debe proporcionar una campana o gabinete cerrado con ventilación de escape eficiente cuando se rocía el esmalte.
Luego, los objetos preparados se “cuecen” en un horno u horno, que generalmente funciona con gas.
Aguafuerte
El grabado químico produce un acabado satinado o mate. Con mayor frecuencia, se utiliza como pretratamiento antes del anodizado, lacado, revestimiento de conversión, pulido o abrillantado químico. Se aplica con mayor frecuencia al aluminio y al acero inoxidable, pero también se usa para muchos otros metales.
El aluminio generalmente se graba en soluciones alcalinas que contienen varias mezclas de hidróxido de sodio, hidróxido de potasio, fosfato trisódico y carbonato de sodio, junto con otros ingredientes para evitar la formación de lodos. Uno de los procesos más comunes utiliza hidróxido de sodio a una concentración de 10 a 40 g/l mantenido a una temperatura de 50 a 85°C con un tiempo de inmersión de hasta 10 minutos.
El grabado alcalino suele ir precedido y seguido de un tratamiento en diversas mezclas de ácido clorhídrico, fluorhídrico, nítrico, fosfórico, crómico o sulfúrico. Un tratamiento ácido típico implica inmersiones de 15 a 60 segundos en una mezcla de 3 partes en volumen de ácido nítrico y 1 parte en volumen de ácido fluorhídrico que se mantiene a una temperatura de 20°C.
Galvanizado
El galvanizado aplica un recubrimiento de zinc a una variedad de productos de acero para protegerlos contra la corrosión. El producto debe estar limpio y libre de óxido para que el recubrimiento se adhiera correctamente. Esto generalmente implica una serie de procesos de limpieza, enjuague, secado o recocido antes de que el producto ingrese al baño de galvanizado. En el galvanizado por “inmersión en caliente”, el producto pasa por un baño de zinc fundido; El galvanizado en "frío" es esencialmente galvanoplastia, como se describió anteriormente.
Los productos manufacturados generalmente se galvanizan en un proceso por lotes, mientras que el método de tira continua se usa para tiras, láminas o alambres de acero. Puede emplearse fundente para mantener una limpieza satisfactoria tanto del producto como del baño de zinc y para facilitar el secado. Un paso de prefundido puede ser seguido por una cubierta de fundente de cloruro de amonio en la superficie del baño de zinc, o este último puede usarse solo. En la tubería galvanizada, la tubería se sumerge en una solución caliente de cloruro de zinc y amonio después de la limpieza y antes de que la tubería ingrese al baño de zinc fundido. Los fundentes se descomponen para formar cloruro de hidrógeno irritante y gas amoníaco, lo que requiere LEV.
Los distintos tipos de galvanizado continuo en caliente difieren esencialmente en cómo se limpia el producto y si la limpieza se realiza en línea:
- limpieza por oxidación a la llama de los aceites superficiales con posterior reducción en el horno y recocido realizado en línea
- limpieza electrolítica realizada antes del recocido en línea
- limpieza por decapado ácido y limpieza alcalina, usando un fundente antes del horno de precalentamiento y recocido en un horno antes de galvanizar
- limpieza mediante decapado ácido y limpieza con álcali, eliminando el fundente y precalentando en un gas reductor (p. ej., hidrógeno) antes del galvanizado.
La línea de galvanizado continuo para tiras de acero de calibre ligero omite el decapado y el uso de fundente; utiliza limpieza alcalina y mantiene limpia la superficie de la tira calentándola en una cámara u horno con atmósfera reductora de hidrógeno hasta que pasa por debajo de la superficie del baño de zinc fundido.
El galvanizado continuo del alambre requiere pasos de recocido, generalmente con una bandeja de plomo fundido frente a los tanques de limpieza y galvanizado; refrigeración por aire o agua; decapado en ácido clorhídrico diluido caliente; enjuague; aplicación de un fundente; el secado; y luego galvanizado en el baño de zinc fundido.
Una escoria, una aleación de hierro y zinc, se deposita en el fondo del baño de zinc fundido y debe eliminarse periódicamente. Varios tipos de materiales flotan en la superficie del baño de zinc para evitar la oxidación del zinc fundido. Se necesita un desnatado frecuente en los puntos de entrada y salida del alambre o tira que se está galvanizando.
Tratamiento térmico
El tratamiento térmico, el calentamiento y enfriamiento de un metal que permanece en estado sólido, suele ser una parte integral del procesamiento de productos metálicos. Casi siempre implica un cambio en la estructura cristalina del metal que da como resultado una modificación de sus propiedades (p. ej., recocido para hacer que el metal sea más maleable, calentamiento y enfriamiento lento para reducir la dureza, calentamiento y enfriamiento rápido para aumentar la dureza, calentamiento a baja temperatura). calefacción para minimizar las tensiones internas).
Recocido
El recocido es un tratamiento térmico de "ablandamiento" ampliamente utilizado para permitir un mayor trabajo en frío del metal, mejorar la maquinabilidad, aliviar la tensión del producto antes de su uso, etc. Implica calentar el metal a una temperatura específica, mantenerlo a esa temperatura durante un período de tiempo específico y permitir que se enfríe a una velocidad determinada. Se utilizan varias técnicas de recocido:
- recocido azul, en el que se produce una capa de óxido azul sobre la superficie de las aleaciones a base de hierro
- recocido brillante, que se lleva a cabo en una atmósfera controlada para minimizar la oxidación superficial
- recocido cerrado or recocido de caja, un método en el que los metales ferrosos y no ferrosos se calientan en un recipiente de metal sellado con o sin material de empaque y luego se enfrían lentamente
- recocido completo, normalmente se lleva a cabo en una atmósfera protectora, con el objetivo de obtener la máxima suavidad económicamente viable
- maleable, un tipo especial de recocido dado a las piezas de fundición de hierro para hacerlas maleables mediante la transformación del carbono combinado en el hierro en carbono fino (es decir, grafito)
- recocido parcial, un proceso de baja temperatura para eliminar las tensiones internas inducidas en el metal por el trabajo en frío
- subcrítico or recocido esferoidizante, lo que produce una maquinabilidad mejorada al permitir que el carburo de hierro en la estructura cristalina adquiera una forma esferoide.
Envejecimiento
El endurecimiento por envejecimiento es un tratamiento térmico que se utiliza a menudo en las aleaciones de aluminio y cobre en el que el endurecimiento natural que tiene lugar en la aleación se acelera calentándolo a unos 180 °C durante aproximadamente 1 hora.
homogeneizante
La homogeneización, generalmente aplicada a lingotes o compactos de metal en polvo, está diseñada para eliminar o reducir en gran medida la segregación. Se logra calentando a una temperatura de aproximadamente 20 °C por debajo del punto de fusión del metal durante aproximadamente 2 horas o más y luego enfriando.
La normalización
Un proceso similar al recocido completo, asegura la uniformidad de las propiedades mecánicas a obtener y también produce una mayor tenacidad y resistencia a las cargas mecánicas.
Patentar
El patentado es un tipo especial de proceso de recocido que generalmente se aplica a materiales de sección transversal pequeña destinados a trefilarse (por ejemplo, alambre de acero al 0.6% de carbono). El metal se calienta en un horno ordinario por encima del rango de transformación y luego pasa directamente del horno a, por ejemplo, un baño de plomo mantenido a una temperatura de aproximadamente 170°C.
Templado y revenido
Se puede producir un aumento de la dureza en una aleación a base de hierro calentando por encima del rango de transformación y enfriando rápidamente a temperatura ambiente mediante enfriamiento rápido en aceite, agua o aire. El artículo a menudo está demasiado tenso para ser puesto en servicio y, para aumentar su tenacidad, se templa recalentándolo a una temperatura por debajo del rango de transformación y dejándolo enfriar a la velocidad deseada.
El martemplado y el austemperado son procesos similares excepto que el artículo se templa, por ejemplo, en un baño de sal o de plomo mantenido a una temperatura de 400°C.
Endurecimiento superficial y superficial
Este es otro proceso de tratamiento térmico que se aplica con mayor frecuencia a las aleaciones a base de hierro, lo que permite que la superficie del objeto permanezca dura mientras que su núcleo permanece relativamente dúctil. Tiene una serie de variaciones:
- Endurecimiento a la llama consiste en endurecer las superficies del objeto (p. ej., dientes de engranajes, cojinetes, guías deslizantes) calentándolas con un soplete de gas a alta temperatura y luego enfriándolas en aceite, agua u otro medio adecuado.
- Endurecimiento por inducción eléctrica es similar al endurecimiento a la llama excepto que el calentamiento se produce por corrientes de Foucault inducidas en las capas superficiales.
- Carburación aumenta el contenido de carbono de la superficie de una aleación a base de hierro al calentar el objeto en un medio carbonoso sólido, líquido o gaseoso (por ejemplo, carbón sólido y carbonato de bario, cianuro de sodio líquido y carbonato de sodio, monóxido de carbono gaseoso, metano, etc. ) a una temperatura de aproximadamente 900°C.
- Nitruración aumenta el contenido de nitrógeno de la superficie de un objeto especial de acero o hierro fundido de baja aleación calentándolo en un medio nitrogenado, generalmente gas amoníaco, a una temperatura de aproximadamente 500 a 600 °C.
- cianuracion es un método de cementación en el que la superficie de un objeto de acero con bajo contenido de carbono se enriquece en carbono y nitrógeno simultáneamente. Por lo general, implica calentar el objeto durante 1 hora en un baño de cianuro de sodio al 30 % fundido a 870 °C y luego enfriarlo en aceite o agua.
- carbonitruración es un proceso gaseoso para la absorción simultánea de carbono y nitrógeno en la capa superficial del acero calentándolo a 800 a 875 °C en una atmósfera de un gas carburante (ver arriba) y un gas de nitruración (por ejemplo, 2 a 5% anhidro amoníaco).
Metalización
La metalización, o rociado de metal, es una técnica para aplicar un revestimiento metálico protector a una superficie rugosa mecánicamente rociándola con gotas de metal fundido. También se utiliza para reconstruir superficies desgastadas o corroídas y para recuperar componentes mal mecanizados. El proceso es ampliamente conocido como Schooping, en honor al Dr. Schoop que lo inventó.
Utiliza la pistola Schooping, una pistola rociadora manual con forma de pistola a través de la cual el metal en forma de alambre se introduce en una llama de soplete de gas combustible/oxígeno que lo derrite y, usando aire comprimido, lo rocía sobre el objeto. La fuente de calor es una mezcla de oxígeno y acetileno, propano o gas natural comprimido. El alambre enrollado generalmente se endereza antes de introducirlo en la pistola. Se puede usar cualquier metal que pueda convertirse en alambre; la pistola también puede aceptar el metal en forma de polvo.
La metalización al vacío es un proceso en el que el objeto se coloca en un recipiente al vacío en el que se rocía el metal de recubrimiento.
Fosfatado
El fosfatado se utiliza principalmente en aluminio y acero dulce y galvanizado para aumentar la adherencia y la resistencia a la corrosión de los acabados de pintura, cera y aceite. También se utiliza para formar una capa que actúa como película de separación en la embutición profunda de chapas y mejora su resistencia al desgaste. Consiste esencialmente en dejar reaccionar la superficie metálica con una solución de uno o más fosfatos de hierro, zinc, manganeso, sodio o amonio. Las soluciones de fosfato de sodio y amonio se utilizan para la limpieza y el fosfatado combinados. La necesidad de fosfatar objetos multimetálicos y el deseo de aumentar las velocidades de línea en las operaciones automatizadas han llevado a reducir los tiempos de reacción mediante la adición de aceleradores como fluoruros, cloratos, molibdatos y compuestos de níquel a las soluciones de fosfatación. Para reducir el tamaño de los cristales y, en consecuencia, para aumentar la flexibilidad de los recubrimientos de fosfato de zinc, se agregan al enjuague de pretratamiento agentes refinadores de cristales como fosfato de zinc terciario o fosfato de titanio.
La secuencia de fosfatado típicamente incluye los siguientes pasos:
- limpieza cáustica caliente
- cepillado y enjuague
- más limpieza cáustica en caliente
- enjuague con agua acondicionadora
- pulverización o inmersión en soluciones calientes de fosfatos ácidos
- enjuague con agua fría
- enjuague tibio de ácido crómico
- otro enjuague con agua fría
- el secado.
Cebado
Los imprimadores de pintura orgánicos se aplican a las superficies metálicas para promover la adhesión de las pinturas aplicadas posteriormente y para retardar la corrosión en la interfaz pintura-metal. Las imprimaciones suelen contener resinas, pigmentos y disolventes y pueden aplicarse a las superficies metálicas preparadas mediante brocha, pulverización, inmersión, revestimiento con rodillo o electroforesis.
Los disolventes pueden ser cualquier combinación de hidrocarburos alifáticos y aromáticos, cetonas, ésteres, alcoholes y éteres. Las resinas más utilizadas son el polivinilbutinol, las resinas fenólicas, los alquídicos de aceite secante, los aceites epoxidados, los epoxiésteres, los silicatos de etilo y los cauchos clorados. En las imprimaciones complejas se utilizan agentes reticulantes como tetraetilenpentamina, pentaetilenhexamina, isocianatos y urea formaldehído. Los pigmentos inorgánicos utilizados en las formulaciones de imprimación incluyen compuestos de plomo, bario, cromo, zinc y calcio.
Recubrimiento de plástico
Los recubrimientos plásticos se aplican a los metales en forma líquida, como polvos que posteriormente se curan o sinterizan por calentamiento, o en forma de láminas fabricadas que se laminan a la superficie del metal con un adhesivo. Los plásticos más utilizados son el polietileno, las poliamidas (nylons) y el PVC. Estos últimos pueden incluir plastificantes a base de ésteres monoméricos y poliméricos y estabilizadores tales como carbonato de plomo, sales de ácidos grasos de bario y cadmio, dilaurato de dibutilestaño, mercaptidas de alquilestaño y fosfato de zinc. Aunque generalmente son de baja toxicidad y no irritantes, algunos de los plastificantes son sensibilizantes de la piel.
Riesgos y su prevención
Como puede deducirse de la complejidad de los procesos descritos anteriormente, existe una gran variedad de riesgos para la seguridad y la salud asociados con el tratamiento de superficies de metales. Muchos se encuentran regularmente en las operaciones de fabricación; otros se presentan por la singularidad de las técnicas y materiales empleados. Algunos son potencialmente mortales. En general, sin embargo, se pueden prevenir o controlar.
Diseño del lugar de trabajo
El lugar de trabajo debe estar diseñado para permitir la entrega de materias primas y suministros y la eliminación de los productos terminados sin interferir con el procesamiento en curso. Dado que muchos de los productos químicos son inflamables o propensos a reaccionar cuando se mezclan, es esencial una separación adecuada durante el almacenamiento y el tránsito. Muchas de las operaciones de acabado de metales involucran líquidos, y cuando ocurren fugas, derrames o salpicaduras de ácidos o álcalis, deben lavarse rápidamente. En consecuencia, se deben proporcionar pisos antideslizantes y con drenaje adecuado. La limpieza debe ser diligente para mantener las áreas de trabajo y otros espacios limpios y libres de acumulaciones de materiales. Los sistemas para la eliminación de desechos sólidos y líquidos y efluentes de hornos y ventilación de extracción deben diseñarse teniendo en cuenta las preocupaciones ambientales.
Las estaciones de trabajo y las asignaciones de trabajo deben utilizar principios ergonómicos para minimizar las distensiones, los esguinces, la fatiga excesiva y las RSI. Los resguardos de la máquina deben tener un bloqueo automático para que la máquina se desactive si se quita el resguardo. Los protectores contra salpicaduras son esenciales. Debido al peligro de salpicaduras de soluciones ácidas y alcalinas calientes, las fuentes de lavado de ojos y las duchas para todo el cuerpo deben instalarse al alcance de la mano. Deben colocarse letreros para advertir al resto del personal de producción y mantenimiento de peligros tales como baños químicos y superficies calientes.
Evaluación química
Todos los productos químicos deben evaluarse en cuanto a toxicidad potencial y peligros físicos, y deben sustituirse por materiales menos peligrosos cuando sea posible. Sin embargo, dado que el material menos tóxico puede ser más inflamable, también se debe considerar el riesgo de incendio y explosión. Además, se debe considerar la compatibilidad química de los materiales. Por ejemplo, la mezcla accidental de sales de nitrato y cianuro podría causar una explosión debido a las fuertes propiedades oxidantes de los nitratos.
Ventilación
La mayoría de los procesos de revestimiento de metales requieren LEV que se coloca estratégicamente para alejar los vapores u otros contaminantes del trabajador. Algunos sistemas empujan aire fresco a través del tanque para “empujar” los contaminantes transportados por el aire hacia el lado de escape del sistema. Las tomas de aire fresco deben ubicarse lejos de los conductos de escape para que los gases potencialmente tóxicos no vuelvan a circular.
Equipo de protección personal
Los procesos deben diseñarse para prevenir exposiciones potencialmente tóxicas, pero dado que no siempre se pueden evitar por completo, se deberá proporcionar a los empleados el equipo de protección personal adecuado (p. ej., gafas con o sin protectores faciales, según corresponda, guantes, delantales o overoles y zapatos). Debido a que muchas de las exposiciones involucran soluciones cáusticas o corrosivas calientes, los artículos de protección deben estar aislados y ser resistentes a los productos químicos. Si existe una posible exposición a la electricidad, el EPP debe ser no conductor. El EPP debe estar disponible en cantidad adecuada para permitir que los artículos mojados y contaminados se limpien y sequen antes de volver a usarlos. Se debe disponer de guantes aislantes y otra ropa de protección cuando exista el riesgo de quemaduras térmicas por metal caliente, hornos, etc.
Un complemento importante es la disponibilidad de instalaciones de lavado y casilleros y vestidores limpios, para que la ropa de los trabajadores no se contamine y los trabajadores no lleven materiales tóxicos a sus hogares.
Capacitación y supervisión de empleados
La educación y capacitación de los empleados son esenciales tanto cuando son nuevos en el trabajo como cuando se han producido cambios en el equipo o el proceso. Se deben proporcionar MSDS para cada uno de los productos químicos que expliquen los peligros químicos y físicos, en idiomas y niveles educativos que aseguren que serán entendidos por los trabajadores. Las pruebas de competencia y el reciclaje periódico asegurarán que los trabajadores hayan retenido la información necesaria. Se recomienda una estrecha supervisión para asegurarse de que se siguen los procedimientos adecuados.
Peligros seleccionados
Ciertos peligros son exclusivos de la industria de recubrimientos metálicos y merecen una consideración especial.
Soluciones alcalinas y ácidas
Las soluciones alcalinas y ácidas calentadas utilizadas en la limpieza y tratamiento de metales son particularmente corrosivas y cáusticas. Son irritantes para la piel y las membranas mucosas y son especialmente peligrosos cuando se salpican en los ojos. Las fuentes de lavado de ojos y las duchas de emergencia son esenciales. La ropa y las gafas protectoras adecuadas protegerán contra las inevitables salpicaduras; cuando una salpicadura llega a la piel, la zona debe enjuagarse inmediatamente y abundantemente con agua limpia y fría durante al menos 15 minutos; la atención médica puede ser necesaria, particularmente cuando el ojo está involucrado.
Se debe tener cuidado al utilizar hidrocarburos clorados ya que el fosgeno puede resultar de una reacción del hidrocarburo clorado, ácidos y metales. El ácido nítrico y el fluorhídrico son particularmente peligrosos cuando se inhalan sus gases, porque pueden pasar 4 horas o más antes de que los efectos en los pulmones se hagan evidentes. La bronquitis, la neumonitis e incluso el edema pulmonar potencialmente fatal pueden aparecer tardíamente en un trabajador que aparentemente no tuvo ningún efecto inicial por la exposición. El tratamiento médico profiláctico inmediato y, a menudo, la hospitalización son recomendables para los trabajadores que han estado expuestos. El contacto de la piel con ácido fluorhídrico puede causar quemaduras graves sin dolor durante varias horas. La atención médica inmediata es esencial.
Dust
Los polvos metálicos y oxídicos son un problema particular en las operaciones de esmerilado y pulido, y LEV los elimina de manera más efectiva a medida que se crean. Los conductos deben estar diseñados para ser uniformes y la velocidad del aire debe ser suficiente para evitar que las partículas se asienten fuera de la corriente de aire. El polvo de aluminio y magnesio puede ser explosivo y debe recolectarse en una trampa húmeda. El plomo se ha convertido en un problema menor con la disminución de su uso en cerámica y esmaltes de porcelana, pero sigue siendo un riesgo ocupacional omnipresente y siempre debe evitarse. El berilio y sus compuestos han recibido interés recientemente debido a la posibilidad de carcinogenicidad y enfermedad crónica por berilio.
Ciertas operaciones presentan riesgo de silicosis y neumoconiosis: la calcinación, trituración y secado de sílex, cuarzo o piedra; el tamizado, mezcla y pesaje de estas sustancias en estado seco; y la carga de hornos con dichos materiales. También representan un peligro cuando se utilizan en un proceso húmedo y se salpican en el lugar de trabajo y en la ropa de los trabajadores, para convertirse nuevamente en polvo cuando se secan. LEV y la limpieza e higiene personal rigurosa son medidas preventivas importantes.
Disolventes orgánicos
Los solventes y otros químicos orgánicos usados para desengrasar y en ciertos procesos son peligrosos cuando se inhalan. En la fase aguda, sus efectos narcóticos pueden provocar parálisis respiratoria y muerte. En la exposición crónica, la toxicidad del sistema nervioso central y el daño hepático y renal son los más frecuentes. LEV proporciona protección con una zona de seguridad de al menos 80 a 100 cm entre la fuente y el área de respiración del trabajador. También se debe instalar ventilación de banco para eliminar los vapores residuales de las piezas de trabajo terminadas. El desengrasado de la piel por disolventes orgánicos puede ser un precursor de la dermatitis. Muchos solventes también son inflamables.
Cianuro
Los baños que contienen cianuros se utilizan con frecuencia en el desengrasado electrolítico, la galvanoplastia y la cianuración. La reacción con el ácido formará el cianuro de hidrógeno volátil y potencialmente letal (ácido prúsico). La concentración letal en el aire es de 300 a 500 ppm. Las exposiciones fatales también pueden resultar de la absorción cutánea o la ingestión de cianuros. La limpieza óptima es esencial para los trabajadores que utilizan cianuro. Los alimentos no deben comerse antes de lavarlos y nunca deben estar en el área de trabajo. Las manos y la ropa deben limpiarse cuidadosamente después de una posible exposición al cianuro.
Las medidas de primeros auxilios para el envenenamiento por cianuro incluyen el transporte al aire libre, quitarse la ropa contaminada, lavar abundantemente las áreas expuestas con agua, oxigenoterapia e inhalación de nitrito de amilo. LEV y la protección de la piel son esenciales.
cromo y níquel
Los compuestos de cromo y níquel utilizados en los baños galvánicos en la galvanoplastia pueden ser peligrosos. Los compuestos de cromo pueden causar quemaduras, ulceraciones y eccemas de la piel y mucosas y una perforación característica del tabique nasal. Puede ocurrir asma bronquial. Las sales de níquel pueden causar lesiones cutáneas alérgicas obstinadas o tóxico-irritativas. Existe evidencia de que tanto los compuestos de cromo como los de níquel pueden ser cancerígenos. LEV y la protección de la piel son esenciales.
Hornos y estufas
Se necesitan precauciones especiales cuando se trabaja con los hornos empleados, por ejemplo, en el tratamiento térmico de metales donde los componentes se manipulan a altas temperaturas y los materiales utilizados en el proceso pueden ser tóxicos, explosivos o ambos. Los medios gaseosos (atmósferas) en el horno pueden reaccionar con la carga de metal (atmósferas oxidantes o reductoras) o pueden ser neutrales y protectores. La mayoría de estos últimos contienen hasta un 50% de hidrógeno y un 20% de monóxido de carbono, que además de ser combustibles forman mezclas altamente explosivas con el aire a temperaturas elevadas. La temperatura de ignición varía de 450 a 750 °C, pero una chispa local puede provocar la ignición incluso a temperaturas más bajas. El peligro de explosión es mayor cuando el horno se pone en marcha o se apaga. Dado que un calefactor de enfriamiento tiende a aspirar aire (un peligro particular cuando se interrumpe el suministro de combustible o energía), se debe disponer de un suministro de gas inerte (p. ej., nitrógeno o dióxido de carbono) para purgar cuando el calefactor se apague, así como para cuando se introduce una atmósfera protectora en un horno caliente.
El monóxido de carbono es quizás el mayor peligro de los hornos y estufas. Dado que es incoloro e inodoro, frecuentemente alcanza niveles tóxicos antes de que el trabajador se dé cuenta. El dolor de cabeza es uno de los primeros síntomas de toxicidad y, por lo tanto, un trabajador que desarrolle un dolor de cabeza en el trabajo debe ser trasladado inmediatamente al aire libre. Las zonas de peligro incluyen bolsas empotradas en las que se puede acumular el monóxido de carbono; debe recordarse que el enladrillado es poroso y puede retener el gas durante la purga normal y emitirlo cuando se completa la purga.
Los hornos de plomo pueden ser peligrosos ya que el plomo tiende a vaporizarse con bastante rapidez a temperaturas superiores a 870°C. En consecuencia, se requiere un sistema eficaz de extracción de humos. La rotura o falla de una olla también puede ser peligrosa; se debe proporcionar un pozo o fosa lo suficientemente grande para capturar el metal fundido si esto ocurre.
Fuego y explosión
Muchos de los compuestos utilizados en el revestimiento de metales son inflamables y, en determinadas circunstancias, explosivos. En su mayor parte, los hornos y estufas de secado son a gas, y se deben instalar precauciones especiales tales como dispositivos de falla de llama en los quemadores, válvulas de corte de baja presión en las líneas de suministro y paneles de alivio de explosión en la estructura de las estufas. . En las operaciones electrolíticas, el hidrógeno formado en el proceso puede acumularse en la superficie del baño y, si no se agota, puede alcanzar concentraciones explosivas. Los hornos deben estar debidamente ventilados y los quemadores deben protegerse de obstrucciones por goteo de material.
El enfriamiento con aceite también es un riesgo de incendio, especialmente si la carga de metal no está completamente sumergida. Los aceites de temple deben tener un alto punto de inflamación y su temperatura no debe exceder los 27°C.
Los cilindros de oxígeno comprimido y gas combustible utilizados en la metalización presentan peligros de incendio y explosión si no se almacenan y operan correctamente. Consulte el artículo “Soldadura y corte térmico” en este capítulo para conocer las precauciones detalladas.
Según lo exigen las ordenanzas locales, el equipo de extinción de incendios, incluidas las alarmas, debe proporcionarse y mantenerse en buen estado de funcionamiento, y los trabajadores deben entrenarse para usarlo correctamente.
PROCESADOR
El uso de hornos, llamas abiertas, hornos, soluciones calentadas y metales fundidos presenta inevitablemente el riesgo de una exposición excesiva al calor, que se agrava en climas cálidos y húmedos y, en particular, por prendas y equipos de protección oclusivos. El aire acondicionado completo de una planta puede no ser económicamente factible, pero es útil suministrar aire enfriado en los sistemas de ventilación locales. Las pausas para descansar en un entorno fresco y la ingesta adecuada de líquidos (los líquidos tomados en la estación de trabajo deben estar libres de contaminantes tóxicos) ayudarán a evitar la toxicidad por calor. Los trabajadores y supervisores deben estar capacitados para reconocer los síntomas del estrés por calor.
Conclusión
El tratamiento de superficies de metales implica una multiplicidad de procesos que implican una amplia gama de exposiciones potencialmente tóxicas, la mayoría de las cuales pueden prevenirse o controlarse mediante la aplicación diligente de medidas preventivas reconocidas.
Recuperación de metales
La recuperación de metales es el proceso mediante el cual se producen metales a partir de chatarra. Estos metales recuperados no se distinguen de los metales producidos a partir del procesamiento primario de un mineral del metal. Sin embargo, el proceso es ligeramente diferente y la exposición podría ser diferente. Los controles de ingeniería son básicamente los mismos. La recuperación de metales es muy importante para la economía mundial debido al agotamiento de las materias primas y la contaminación del medio ambiente creada por los materiales de desecho.
El aluminio, el cobre, el plomo y el zinc comprenden el 95% de la producción en la industria secundaria de metales no ferrosos. También se recuperan magnesio, mercurio, níquel, metales preciosos, cadmio, selenio, cobalto, estaño y titanio. (El hierro y el acero se analizan en el capítulo Siderurgia. Consulte también el artículo “Fundición y refinación de cobre, plomo y zinc” en este capítulo).
Estrategias de control
Principios de control de emisiones/exposición
La recuperación de metales implica la exposición a polvo, humos, solventes, ruido, calor, nieblas ácidas y otros materiales y riesgos potencialmente peligrosos. Algunas modificaciones en el manejo de materiales y/o procesos pueden ser factibles para eliminar o reducir la generación de emisiones: minimizar el manejo, bajar las temperaturas de los recipientes, disminuir la formación de escoria y la generación de polvo en la superficie, y modificar el diseño de la planta para reducir el manejo de materiales o el reingreso de sedimentos. polvo.
La exposición se puede reducir en algunos casos si se seleccionan máquinas para realizar tareas de alta exposición para que los empleados puedan retirarse del área. Esto también puede reducir los riesgos ergonómicos debidos al manejo de materiales.
Para evitar la contaminación cruzada de las áreas limpias de la planta, es deseable aislar los procesos que generan emisiones significativas. Una barrera física contendrá las emisiones y reducirá su propagación. Por lo tanto, menos personas están expuestas y se reducirá la cantidad de fuentes de emisión que contribuyen a la exposición en cualquier área. Esto simplifica las evaluaciones de exposición y facilita la identificación y el control de las principales fuentes. Las operaciones de recuperación a menudo están aisladas de otras operaciones de la planta.
Ocasionalmente, es posible encerrar o aislar una fuente de emisión específica. Debido a que los recintos rara vez son herméticos, a menudo se aplica un sistema de escape de tiro negativo al recinto. Una de las formas más comunes de controlar las emisiones es proporcionar ventilación de extracción local en el punto de generación de las emisiones. Capturar las emisiones en su origen reduce la posibilidad de que las emisiones se dispersen en el aire. También previene la exposición secundaria de los empleados creada por el reingreso de contaminantes sedimentados.
La velocidad de captura de una campana extractora debe ser lo suficientemente grande como para evitar que los humos o el polvo escapen del flujo de aire hacia la campana. El flujo de aire debe tener suficiente velocidad para transportar partículas de humo y polvo a la campana y superar los efectos perturbadores de las corrientes de aire cruzadas y otros movimientos de aire aleatorios. La velocidad requerida para lograr esto variará de una aplicación a otra. Debe restringirse el uso de calentadores de recirculación o ventiladores de enfriamiento personales que puedan superar la ventilación de extracción local.
Todos los sistemas de ventilación de extracción o dilución también requieren aire de reemplazo (conocidos también como sistemas de aire de “reposición”). Si el sistema de aire de reemplazo está bien diseñado e integrado en los sistemas de ventilación natural y de comodidad, se puede esperar un control más efectivo de las exposiciones. Por ejemplo, las salidas de aire de reemplazo deben colocarse de modo que el aire limpio fluya desde la salida a través de los empleados, hacia la fuente de emisión y hacia el escape. Esta técnica se usa a menudo con islas de suministro de aire y coloca al empleado entre el aire limpio entrante y la fuente de emisión.
Las áreas limpias están destinadas a ser controladas a través de controles directos de emisiones y limpieza. Estas áreas exhiben niveles bajos de contaminantes ambientales. Los empleados en áreas contaminadas pueden estar protegidos por cabinas de servicio de suministro de aire, islas, púlpitos de reserva y salas de control, complementados con protección respiratoria personal.
La exposición diaria promedio de los trabajadores se puede reducir al proporcionar áreas limpias, como salas de descanso y comedores, que cuentan con aire fresco filtrado. Al pasar tiempo en un área relativamente libre de contaminantes, se puede reducir la exposición promedio ponderada de tiempo de los empleados a los contaminantes. Otra aplicación popular de este principio es la isla de suministro de aire, donde se suministra aire fresco filtrado a la zona de respiración del empleado en la estación de trabajo.
Debe proporcionarse suficiente espacio para campanas, conductos, salas de control, actividades de mantenimiento, limpieza y almacenamiento de equipos.
Los vehículos de ruedas son fuentes importantes de emisiones secundarias. Cuando se utiliza el transporte en vehículos de ruedas, las emisiones se pueden reducir pavimentando todas las superficies, manteniendo las superficies libres de materiales polvorientos acumulados, reduciendo las distancias y la velocidad de los vehículos, y redirigiendo la descarga de los ventiladores de enfriamiento y escape de los vehículos. El material de pavimentación adecuado, como el hormigón, debe seleccionarse después de considerar factores como la carga, el uso y el cuidado de la superficie. Se pueden aplicar revestimientos a algunas superficies para facilitar el lavado de las carreteras.
Todos los sistemas de ventilación de aire de extracción, dilución y reposición deben recibir un mantenimiento adecuado para controlar eficazmente los contaminantes del aire. Además de mantener los sistemas de ventilación generales, se debe mantener el equipo de proceso para eliminar el derrame de material y las emisiones fugitivas.
Implementación del programa de prácticas laborales
Aunque las normas enfatizan los controles de ingeniería como un medio para lograr el cumplimiento, los controles de prácticas laborales son esenciales para un programa de control exitoso. Los controles de ingeniería pueden ser vencidos por malos hábitos de trabajo, mantenimiento inadecuado y mala limpieza o higiene personal. Los empleados que operan el mismo equipo en diferentes turnos pueden tener exposiciones significativamente diferentes en el aire debido a las diferencias en estos factores entre turnos.
Los programas de prácticas laborales, aunque a menudo se descuidan, representan una buena práctica de gestión así como un buen sentido común; son rentables pero requieren una actitud responsable y cooperativa por parte de los empleados y supervisores de línea. La actitud de la alta dirección hacia la seguridad y la salud se refleja en la actitud de los supervisores de línea. Asimismo, si los supervisores no hacen cumplir estos programas, las actitudes de los empleados pueden verse afectadas. El fomento de buenas actitudes de salud y seguridad se puede lograr a través de:
- un ambiente cooperativo en el que los empleados participan en los programas
- formación formal y programas educativos
- haciendo hincapié en el programa de seguridad y salud de la planta. Motivar a los empleados y obtener su confianza es necesario para tener un programa efectivo.
Los programas de prácticas laborales no se pueden simplemente “instalar”. Al igual que con un sistema de ventilación, deben mantenerse y revisarse continuamente para garantizar que funcionen correctamente. Estos programas son responsabilidad de la gerencia y los empleados. Deben establecerse programas para enseñar, fomentar y supervisar prácticas “buenas” (es decir, de baja exposición).
Equipo de protección personal
Los anteojos de seguridad con protectores laterales, overoles, zapatos de seguridad y guantes de trabajo deben usarse de manera rutinaria para todos los trabajos. Quienes se dediquen a la fundición y fundición, oa la fundición de aleaciones, deberían llevar delantales y protección para las manos de cuero u otros materiales adecuados para protegerse contra las salpicaduras del metal fundido.
En operaciones donde los controles de ingeniería no son adecuados para controlar las emisiones de polvo o humo, se debe usar protección respiratoria adecuada. Si los niveles de ruido son excesivos y no se pueden eliminar o las fuentes de ruido no se pueden aislar, se debe usar protección auditiva. También debe haber un programa de conservación de la audición, que incluya pruebas audiométricas y capacitación.
Procesos
Aluminio
La industria del aluminio secundario utiliza chatarra que contiene aluminio para producir aluminio metálico y aleaciones de aluminio. Los procesos utilizados en esta industria incluyen el pretratamiento de la chatarra, la refundición, la aleación y la fundición. La materia prima utilizada por la industria del aluminio secundario incluye chatarra nueva y vieja, cerdo sudado y algo de aluminio primario. La chatarra nueva consiste en recortes, piezas forjadas y otros sólidos comprados a la industria aeronáutica, fabricantes y otras plantas de fabricación. Los mandrinados y torneados son subproductos del mecanizado de piezas fundidas, varillas y forjados por parte de la industria aeronáutica y del automóvil. Las escorias, desnatados y escorias se obtienen de plantas de reducción primaria, plantas de fundición secundaria y fundiciones. La chatarra vieja incluye partes de automóviles, artículos para el hogar y partes de aviones. Los pasos involucrados son los siguientes:
- Inspección y clasificación. La chatarra de aluminio comprada se somete a inspección. La chatarra limpia que no requiere tratamiento previo se transporta al almacenamiento o se carga directamente en el horno de fundición. El aluminio que necesita pretratamiento se clasifica manualmente. Se eliminan hierro libre, acero inoxidable, zinc, latón y materiales sobredimensionados.
- Trituración y cribado. La chatarra vieja, especialmente la fundición y la chapa contaminada con hierro, son insumos de este proceso. La chatarra clasificada se transporta a una trituradora o molino de martillos donde el material se tritura y tritura, y el hierro se separa del aluminio. El material triturado se pasa sobre cribas vibratorias para eliminar la suciedad y los finos.
- Empacado. El equipo de empacado especialmente diseñado se utiliza para compactar chatarra de aluminio voluminosa, como láminas de desecho, piezas fundidas y recortes.
- Trituración/clasificación. El cable de aluminio puro con refuerzo de acero o aislamiento se corta con cizallas tipo caimán, luego se granula o se reduce aún más en molinos de martillos para separar el núcleo de hierro y el revestimiento de plástico del aluminio.
- Quemado/secado. Las perforaciones y el torneado se tratan previamente para eliminar los aceites de corte, las grasas, la humedad y el hierro libre. La chatarra se tritura en un molino de martillos o una trituradora de anillo, la humedad y los compuestos orgánicos se volatilizan en un secador rotatorio alimentado con gas o aceite, las astillas secas se tamizan para eliminar los finos de aluminio, el material restante se trata magnéticamente para eliminar el hierro y las perforaciones limpias y secas se clasifican en cajas grandes.
- Procesamiento de escoria caliente. El aluminio se puede eliminar de la escoria caliente descargada del horno de refinación fundiendo por lotes con una mezcla de sal y criolita. Este proceso se lleva a cabo en un cilindro revestido de refractario que gira mecánicamente. El metal se golpea periódicamente a través de un agujero en su base.
- Molienda en seco. En el proceso de molienda en seco, la escoria fría cargada de aluminio y otros residuos se procesan mediante molienda, tamizado y concentración para obtener un producto con un contenido mínimo de aluminio de 60 a 70%. Se pueden utilizar molinos de bolas, molinos de barras o molinos de martillos para reducir los óxidos y los no metálicos a polvos finos. La separación de la suciedad y otros elementos no recuperables del metal se logra mediante cribado, clasificación por aire y/o separación magnética.
- Asado El papel de aluminio con respaldo de papel, gutapercha o aislamiento es un insumo en este proceso. En el proceso de tostado, los materiales carbonosos asociados con las láminas de aluminio se cargan y luego se separan del producto metálico.
- transpiración de aluminio. La sudoración es un proceso pirometalúrgico que se utiliza para recuperar aluminio de chatarra con alto contenido de hierro. La chatarra de aluminio con alto contenido de hierro, las piezas fundidas y la escoria son insumos en este proceso. Generalmente se emplean hornos de reverbero de llama abierta con soleras inclinadas. La separación se logra a medida que el aluminio y otros componentes de bajo punto de fusión se derriten y se escurren por el hogar, a través de una rejilla y hacia moldes enfriados por aire, recipientes colectores o pozos de retención. El producto se denomina “cerdo sudado”. Los materiales de mayor punto de fusión, incluidos el hierro, el latón y los productos de oxidación formados durante el proceso de exudación, se extraen periódicamente del horno.
- Fundición-refinación de reverbero (cloro). Los hornos de reverbero se utilizan para convertir chatarra limpia clasificada, cerdos sudados o, en algunos casos, chatarra sin tratar en aleaciones específicas. La chatarra se carga al horno por medios mecánicos. Los materiales se agregan para el procesamiento por lotes o alimentación continua. Una vez cargada la chatarra, se añade un fundente para evitar el contacto y la subsiguiente oxidación de la masa fundida por el aire (fundente de cobertura). Se agregan fundentes de solventes que reaccionan con elementos no metálicos, como residuos de recubrimientos quemados y suciedad, para formar insolubles que flotan en la superficie como escoria. Luego se agregan agentes de aleación, según las especificaciones. desmagnetización es el proceso que reduce el contenido de magnesio de la carga fundida. Al desmagnetizar con cloro gaseoso, el cloro se inyecta a través de tubos o lanzas de carbono y reacciona con el magnesio y el aluminio a medida que burbujea. En la etapa de desnatado, los fundentes semisólidos impuros se eliminan de la superficie de la masa fundida.
- Fundición-refinación de reverbero (flúor). Este proceso es similar al proceso de fundición y refinación de reverbero (cloro), excepto que se emplea fluoruro de aluminio en lugar de cloro.
La Tabla 1 enumera la exposición y los controles para las operaciones de recuperación de aluminio.
Tabla 1. Controles de ingeniería/administrativos para aluminio, por operación
|
Equipos de proceso |
Exposición |
Controles de ingeniería/administrativos |
|
clasificación |
Desoldadura con soplete: vapores metálicos como plomo y cadmio |
Ventilación de escape local durante el desoldado; PPE—protección respiratoria al desoldar |
|
Trituración/cribado |
Polvos y aerosoles no específicos, neblinas de aceite, partículas metálicas y ruido |
Ventilación de escape local y ventilación general del área, aislamiento de la fuente de ruido; EPI—protección auditiva |
|
Empacado |
Sin exposición conocida |
Sin controles |
|
Quemar/secar |
Material particulado no específico que puede incluir metales, hollín y compuestos orgánicos pesados condensados. Gases y vapores que contienen fluoruros, dióxido de azufre, cloruros, monóxido de carbono, hidrocarburos y aldehídos |
Ventilación de extracción local, ventilación general del área, régimen de trabajo/descanso por estrés térmico, fluidos, aislamiento de la fuente de ruido; EPI—protección auditiva |
|
Procesamiento de escoria caliente |
algunos humos |
Ventilación de escape local, ventilación de área general |
|
Molienda en seco |
Dust |
Ventilación de escape local, ventilación de área general |
|
Rostizar |
Dust |
Ventilación de extracción local, ventilación general del área, régimen de trabajo/descanso por estrés térmico, fluidos, aislamiento de la fuente de ruido; EPI—protección auditiva |
|
Transpiración |
Humos y partículas metálicas, gases y vapores no específicos, calor y ruido |
Ventilación de extracción local, ventilación general del área, régimen de trabajo/descanso por estrés térmico, fluidos, aislamiento de la fuente de ruido; EPP—protección auditiva y protección respiratoria |
|
Fundición-refinación de reverbero (cloro) |
Productos de la combustión, cloro, cloruros de hidrógeno, cloruros metálicos, cloruros de aluminio, calor y ruido |
Ventilación de extracción local, ventilación general del área, régimen de trabajo/descanso por estrés térmico, fluidos, aislamiento de la fuente de ruido; EPP—protección auditiva y protección respiratoria |
|
Fundición-refinación de reverbero (flúor) |
Productos de combustión, flúor, fluoruros de hidrógeno, fluoruros metálicos, fluoruros de aluminio, calor y ruido |
Ventilación de extracción local, ventilación general del área, régimen de trabajo/descanso por estrés térmico, fluidos, aislamiento de la fuente de ruido; EPP—protección auditiva y protección respiratoria |
recuperación de cobre
La industria del cobre secundario utiliza chatarra que contiene cobre para producir cobre metálico y aleaciones a base de cobre. Las materias primas utilizadas se pueden clasificar como chatarra nueva producida en la fabricación de productos terminados o chatarra vieja de artículos obsoletos, desgastados o recuperados. Las viejas fuentes de chatarra incluyen cables, accesorios de plomería, equipos eléctricos, automóviles y electrodomésticos. Otros materiales con valor de cobre incluyen escorias, escorias, cenizas de fundición y desechos de fundiciones. Los siguientes pasos están involucrados:
- Decapado y clasificación. La chatarra se clasifica en función de su contenido de cobre y su limpieza. La chatarra limpia se puede separar manualmente para cargarla directamente en un horno de fusión y aleación. Los componentes ferrosos se pueden separar magnéticamente. El aislamiento y las cubiertas de los cables de plomo se pelan a mano o con un equipo especialmente diseñado.
- Briquetaje y trituración. El alambre limpio, la placa delgada, la pantalla de alambre, las perforaciones, las virutas y las virutas se compactan para facilitar el manejo. El equipo utilizado incluye prensas de balas hidráulicas, molinos de martillos y molinos de bolas.
- Trituración. La separación del alambre de cobre del aislamiento se logra reduciendo el tamaño de la mezcla. A continuación, el material triturado se clasifica por aire o clasificación hidráulica con separación magnética de cualquier material ferroso.
- Molienda y separación por gravedad. Este proceso cumple la misma función que la trituración, pero utiliza un medio de separación acuoso y diferentes materiales de entrada, como escorias, escorias, espumas, cenizas de fundición, basura y polvo de la cámara de filtros.
- El secado. Se eliminan las perforaciones, virutas y virutas que contienen impurezas orgánicas volátiles, como fluidos de corte, aceites y grasas.
- Quema de aislamiento. Este proceso separa el aislamiento y otros revestimientos del alambre de cobre quemando estos materiales en hornos. La chatarra de alambre se carga en lotes a una cámara de ignición primaria o poscombustión. Los productos de combustión volátiles luego pasan a través de una cámara de combustión secundaria o cámara de filtros para su recolección. Se genera material particulado no específico que puede incluir humo, arcilla y óxidos metálicos. Los gases y vapores pueden contener óxidos de nitrógeno, dióxido de azufre, cloruros, monóxido de carbono, hidrocarburos y aldehídos.
- Transpiración. La eliminación de la chatarra de componentes de bajo punto de fusión de vapor se logra calentando la chatarra a una temperatura controlada que está justo por encima del punto de fusión de los metales que se van a sudar. El metal primario, el cobre, generalmente no es el componente fundido.
- Lixiviación de carbonato de amonio. El cobre se puede recuperar de chatarra relativamente limpia mediante lixiviación y disolución en una solución básica de carbonato de amonio. Los iones cúpricos en una solución de amoníaco reaccionarán con el cobre metálico para producir iones cuprosos, que pueden reoxidarse al estado cúprico por oxidación del aire. Después de que la solución cruda se separa del residuo de lixiviación, el óxido de cobre se recupera por destilación al vapor.
- Destilación al vapor. Hervir el material lixiviado del proceso de lixiviación de carbonato precipita el óxido de cobre. Luego se seca el óxido de cobre.
- Reducción de hidrógeno hidrotermal. La solución de carbonato de amonio que contiene iones de cobre se calienta bajo presión en hidrógeno, precipitando el cobre en forma de polvo. El cobre se filtra, lava, seca y sinteriza en atmósfera de hidrógeno. El polvo se muele y se tamiza.
- Lixiviación con ácido sulfúrico. La chatarra de cobre se disuelve en ácido sulfúrico caliente para formar una solución de sulfato de cobre para alimentar el proceso de electroobtención. Después de la digestión, el residuo no disuelto se filtra.
- Fundición de convertidores. El cobre negro fundido se carga en el convertidor, que es un ladrillo refractario revestido con una carcasa de acero cilíndrico o en forma de pera. Se sopla aire en las cargas fundidas a través de boquillas llamadas boquillas. El aire oxida el sulfuro de cobre y otros metales. Se añade un fundente que contiene sílice para que reaccione con los óxidos de hierro y forme una escoria de silicato de hierro. Esta escoria se desnata del horno, generalmente volcando el horno y luego hay un segundo soplado y desnatado. El cobre de este proceso se llama cobre blister. El cobre blíster generalmente se refina aún más en un horno de refinación al fuego.
- Refinación de fuego. El cobre blister del convertidor se refina al fuego en un horno basculante cilíndrico, un recipiente como un horno de reverbero. El cobre blíster se carga en el recipiente de refinado en una atmósfera oxidante. Las impurezas se eliminan de la superficie y se crea una atmósfera reductora mediante la adición de leños verdes o gas natural. El metal fundido resultante se moldea. Si el cobre se va a refinar electrolíticamente, el cobre refinado se colará como un ánodo.
- Refinación electrolítica. Los ánodos del proceso de refinado al fuego se colocan en un tanque que contiene ácido sulfúrico y corriente continua. El cobre del ánodo se ioniza y los iones de cobre se depositan en una lámina inicial de cobre puro. A medida que los ánodos se disuelven en el electrolito, las impurezas se asientan en el fondo de la celda como limo. Este lodo se puede procesar adicionalmente para recuperar otros valores metálicos. El cátodo de cobre producido se funde y moldea en una variedad de formas.
La Tabla 2 enumera las exposiciones y los controles para las operaciones de recuperación de cobre.
Cuadro 2. Controles de ingeniería/administrativos para el cobre, por operación
|
Equipos de proceso |
Exposiciones |
Controles de ingeniería/administrativos |
|
Pelar y clasificar |
Contaminantes del aire por manejo de materiales y desoldadura o corte de chatarra |
Ventilación de escape local, ventilación de área general |
|
Briquetaje y trituración |
Polvos y aerosoles no específicos, neblinas de aceite, partículas metálicas y ruido |
Ventilación de escape local y ventilación general del área, aislamiento de la fuente de ruido; EPP—protección auditiva y protección respiratoria |
|
Trituración de documentos |
Polvos no específicos, material de aislamiento de cables, partículas metálicas y ruido |
Ventilación de escape local y ventilación general del área, aislamiento de la fuente de ruido; EPP—protección auditiva y protección respiratoria |
|
Molienda y separación por gravedad |
Polvos no específicos, partículas metálicas de fundentes, escorias y escorias, y ruido |
Ventilación de escape local y ventilación general del área, aislamiento de la fuente de ruido; EPP—protección auditiva y protección respiratoria |
|
por Aspersión |
Partículas no específicas, que pueden incluir metales, hollín y compuestos orgánicos pesados condensados |
Ventilación de extracción local, ventilación general del área, régimen de trabajo/descanso, fluidos, aislamiento de la fuente de ruido; EPP—protección auditiva y protección respiratoria |
|
quema de aislamiento |
Partículas no específicas que pueden incluir humo, arcilla |
Ventilación de extracción local, ventilación general del área, régimen de trabajo/descanso, fluidos, aislamiento de la fuente de ruido; PPE—protección respiratoria |
|
Transpiración |
Humos y partículas metálicas, gases no específicos, vapores y partículas |
Ventilación de extracción local, ventilación general del área, régimen de trabajo/descanso, fluidos, aislamiento de la fuente de ruido; EPP—protección auditiva y protección respiratoria |
|
Lixiviación de carbonato de amonio |
Amoníaco |
Ventilación de escape local, ventilación de área general; PPE—protección respiratoria |
|
Destilación al vapor |
Amoníaco |
Ventilación de escape local, ventilación de área general; PPE: anteojos con protectores laterales |
|
Reducción de hidrógeno hidrotermal |
Amoníaco |
Ventilación de escape local, ventilación de área general; PPE—protección respiratoria |
|
Lixiviación de ácido sulfúrico |
Nieblas de ácido sulfúrico |
Ventilación de escape local, ventilación de área general |
|
Fundición de convertidores |
Metales volátiles, ruido |
Ventilación de escape local, ventilación de área general; EPP—protección respiratoria y protección auditiva |
|
Fundición de crisol eléctrico |
Partículas, óxidos de azufre y nitrógeno, hollín, monóxido de carbono, ruido |
Ventilación de escape local, ventilación de área general; EPI—protección auditiva |
|
Refinación de fuego |
Óxidos de azufre, hidrocarburos, partículas |
Ventilación de escape local, ventilación de área general; EPI—protección auditiva |
|
Refinación electrolítica |
Ácido sulfúrico y metales de lodos |
Ventilación de escape local, ventilación de área general |
Recuperación de plomo
Las materias primas compradas por fundiciones secundarias de plomo pueden requerir procesamiento antes de cargarse en un horno de fundición. Esta sección analiza las materias primas más comunes que compran las fundiciones secundarias de plomo y los controles de ingeniería y prácticas de trabajo factibles para limitar la exposición de los empleados al plomo de las operaciones de procesamiento de materias primas. Cabe señalar que el polvo de plomo generalmente se puede encontrar en las instalaciones de recuperación de plomo y que es probable que el aire de cualquier vehículo agite el polvo de plomo que luego puede inhalarse o adherirse a los zapatos, la ropa, la piel y el cabello.
Baterías automotrices
La materia prima más común en una fundición secundaria de plomo son las baterías automotrices chatarra. Aproximadamente el 50 % del peso de una batería automotriz chatarra se recuperará como plomo metálico en el proceso de fundición y refinación. Aproximadamente el 90 % de las baterías para automóviles que se fabrican en la actualidad utilizan una caja o estuche de polipropileno. Las cajas de polipropileno son recuperadas por casi todas las fundiciones secundarias de plomo debido al alto valor económico de este material. La mayoría de estos procesos pueden generar humos metálicos, en particular plomo y antimonio.
In ruptura de bateria automotriz existe la posibilidad de que se forme arsina o estibina debido a la presencia de arsénico o antimonio utilizados como agentes endurecedores en la rejilla metálica y la posibilidad de que haya hidrógeno naciente presente.
Los cuatro procesos más comunes para romper las baterías de los automóviles son:
- sierra de alta velocidad
- sierra de baja velocidad
- cortar
- trituración de toda la batería (trituradora Saturn o trituradora o molino de martillos).
Los primeros tres de estos procesos implican cortar la parte superior de la batería y luego descargar los grupos o el material que contiene plomo. El cuarto proceso consiste en triturar toda la batería en un molino de martillos y separar los componentes por separación por gravedad.
Separación de batería automotriz tiene lugar después de que se rompan las baterías de los automóviles para que el material que contiene plomo se pueda separar del material de la caja. Quitar la carcasa puede generar neblinas ácidas. Las técnicas más utilizadas para llevar a cabo esta tarea son:
- El manual técnica. Esto es utilizado por la gran mayoría de las fundiciones secundarias de plomo y sigue siendo la técnica más utilizada en las fundiciones pequeñas y medianas. Después de que la batería pasa a través de la sierra o cizalla, un empleado descarga manualmente los grupos o el material que contiene plomo en una pila y coloca la caja y la parte superior de la batería en otra pila o sistema de transporte.
- A vaso dispositivo. Las baterías se colocan en un dispositivo de volteo después de haber cortado/cortado la parte superior para separar los grupos de las cajas. Las costillas dentro del vaso descargan los grupos a medida que gira lentamente. Los grupos caen a través de las ranuras del vaso mientras que las cajas se transportan al otro extremo y se recogen a medida que salen. Las carcasas y tapas de las baterías de plástico y caucho se procesan más después de separarlas del material que contiene plomo.
- A proceso de hundimiento/flotación. El proceso de hundimiento/flotación generalmente se combina con el molino de martillos o el proceso de trituración para romper la batería. Las piezas de la batería, tanto las de plomo como las de carcasa, se colocan en una serie de tanques llenos de agua. El material que contiene plomo se hunde hasta el fondo de los tanques y se retira mediante un transportador de tornillo o una cadena de arrastre, mientras que el material de la caja flota y se retira de la superficie del tanque.
La mayoría de las fundiciones secundarias compran periódicamente baterías industriales que se utilizaron para alimentar equipos eléctricos móviles o para otros usos industriales como materia prima. Muchas de estas baterías tienen carcasas de acero que deben retirarse cortando la carcasa con un soplete de corte o una sierra manual a gasolina.
Otra chatarra con plomo comprada
Las fundiciones secundarias de plomo compran una variedad de otros materiales de desecho como materia prima para el proceso de fundición. Estos materiales incluyen chatarra de plantas de fabricación de baterías, escoria de refinación de plomo, chatarra de plomo metálico como linotipia y revestimiento de cables, y residuos de tetraetilo de plomo. Estos tipos de materiales pueden cargarse directamente en hornos de fundición o mezclarse con otros materiales de carga.
Manipulación y transporte de materias primas
Una parte esencial del proceso de fundición secundaria de plomo es el manejo, transporte y almacenamiento de la materia prima. Los materiales se transportan mediante carretillas elevadoras, cargadores frontales o transportadores mecánicos (tornillo, elevador de cangilones o cinta). El principal método de transporte de material en la industria del plomo secundario es el equipo móvil.
Algunos métodos comunes de transporte mecánico que utilizan las fundiciones secundarias de plomo incluyen: sistemas de cinta transportadora que se pueden usar para transportar el material de alimentación del horno desde las áreas de almacenamiento hasta el área de carbonización del horno; transportadores de tornillo para transportar polvo de combustión desde la cámara de filtros hasta un horno de aglomeración o un área de almacenamiento o elevadores de cangilones y cadenas/líneas de arrastre.
Fundición
La operación de fundición en una fundición secundaria de plomo implica la reducción de chatarra que contiene plomo a plomo metálico en un alto horno o reverbero.
Altos hornos están cargados con material que contiene plomo, coque (combustible), piedra caliza y hierro (fundente). Estos materiales se alimentan al horno en la parte superior del eje del horno o a través de una puerta de carga en el costado del eje cerca de la parte superior del horno. Algunos peligros ambientales asociados con las operaciones de los altos hornos son los humos y partículas de metal (especialmente plomo y antimonio), el calor, el ruido y el monóxido de carbono. En la industria del plomo secundario se utiliza una variedad de mecanismos de transporte de material de carga. El polipasto basculante es probablemente el más común. Otros dispositivos en uso incluyen tolvas vibratorias, cintas transportadoras y elevadores de cangilones.
Las operaciones de colado de alto horno implican la eliminación del plomo fundido y la escoria del horno en moldes o cucharas. Algunas fundiciones golpean el metal directamente en una caldera de retención que mantiene el metal fundido para su refinación. Las fundiciones restantes moldean el metal del horno en bloques y permiten que los bloques se solidifiquen.
El aire de explosión para el proceso de combustión ingresa al alto horno a través de toberas que ocasionalmente comienzan a llenarse de acreciones y deben perforarse físicamente, generalmente con una varilla de acero, para evitar que se obstruyan. El método convencional para realizar esta tarea es quitar la tapa de las toberas e insertar la varilla de acero. Después de perforar los agregados, se vuelve a colocar la cubierta.
Hornos de reverbero se cargan con materia prima que contiene plomo mediante un mecanismo de carga del horno. Los hornos de reverbero en la industria secundaria del plomo suelen tener un arco suspendido o un arco colgante construido con ladrillo refractario. Muchos de los contaminantes y peligros físicos asociados con los hornos de reverbero son similares a los de los altos hornos. Dichos mecanismos pueden ser un ariete hidráulico, un transportador de tornillo u otros dispositivos similares a los descritos para los altos hornos.
Las operaciones de colada de hornos de reverbero son muy similares a las operaciones de colada de alto horno.
Refinación
El refinado de plomo en las fundiciones secundarias de plomo se lleva a cabo en marmitas u ollas de fuego indirecto. El metal de los hornos de fundición normalmente se funde en la caldera, luego se ajusta el contenido de oligoelementos para producir la aleación deseada. Los productos comunes son el plomo blando (puro) y varias aleaciones de plomo duro (antimonio).
Prácticamente todas las operaciones de refinación secundaria de plomo emplean métodos manuales para agregar materiales de aleación a las calderas y emplean métodos manuales de eliminación de escoria. La escoria se barre hasta el borde de la tetera y se retira con una pala o una cuchara grande en un recipiente.
La Tabla 3 enumera las exposiciones y los controles para las operaciones de recuperación de plomo.
Tabla 3. Controles de ingeniería/administrativos para plomo, por operación
|
Equipos de proceso |
Exposiciones |
Controles de ingeniería/administrativos |
|
Vehículos |
Polvo de plomo de las carreteras y salpicaduras de agua que contienen plomo |
Lavado con agua y mantenimiento de las áreas humedecidas. La capacitación de los operadores, las prácticas laborales prudentes y las buenas prácticas de limpieza son elementos clave para minimizar las emisiones de plomo al operar equipos móviles. Encierre el equipo y proporcione un sistema de aire filtrado de presión positiva. |
|
De Cadena |
polvo de plomo |
También es preferible equipar los sistemas de cintas transportadoras con poleas traseras autolimpiantes o paños de limpieza de cintas si se utilizan para transportar materiales de alimentación de hornos o polvos de combustión. |
|
Descarnado de batería |
Polvo de plomo, nieblas ácidas |
Ventilación de escape local, ventilación de área general |
|
Preparación de carga |
polvo de plomo |
Ventilación de escape local, ventilación de área general |
|
Alto horno |
Humos y partículas de metal (plomo, antimonio), calor y ruido, monóxido de carbono |
Ventilación de extracción local, ventilación general del área, régimen de trabajo/descanso, fluidos, aislamiento de la fuente de ruido; EPP—protección respiratoria y protección auditiva |
|
horno de reverbero |
Humos y partículas metálicas (plomo, antimonio), calor y ruido |
Ventilación de extracción local, ventilación general del área, régimen de trabajo/descanso, fluidos, aislamiento de la fuente de ruido; EPP—protección respiratoria y protección auditiva |
|
Refinación |
Partículas de plomo y posiblemente metales de aleación y agentes fundentes, ruido |
Ventilación de escape local, ventilación de área general; EPI—protección auditiva |
|
Casting |
Partículas de plomo y posiblemente metales de aleación |
Ventilación de escape local, ventilación de área general |
Recuperación de zinc
La industria del zinc secundario utiliza nuevos recortes, espumas y cenizas, espumas fundidas a presión, escoria de galvanizado, polvo de combustión y residuos químicos como fuentes de zinc. La mayor parte de la nueva chatarra procesada son aleaciones a base de zinc y cobre de recipientes de galvanización y fundición a presión. Incluidos en la categoría de chatarra vieja están las planchas viejas de grabado de zinc, las piezas fundidas a presión y la chatarra de varilla y matriz. Los procesos son los siguientes:
- sudoración de reverbero. Los hornos de exudación se utilizan para separar el zinc de otros metales mediante el control de la temperatura del horno. Los productos de fundición a presión de desecho, como rejillas de automóviles y marcos de matrículas, y las capas o residuos de zinc son materiales de partida para el proceso. La chatarra se carga en el horno, se agrega fundente y se funde el contenido. El residuo de alto punto de fusión se elimina y el zinc fundido sale del horno directamente a los procesos posteriores, como la fusión, el refinado o la aleación, oa los recipientes colectores. Los contaminantes metálicos incluyen zinc, aluminio, cobre, hierro, plomo, cadmio, manganeso y cromo. Otros contaminantes son agentes fundentes, óxidos de azufre, cloruros y fluoruros.
- Sudoración rotatoria. En este proceso, la chatarra de zinc, los productos de fundición a presión, los residuos y los desnatados se cargan en un horno de fuego directo y se funden. La masa fundida se desnata y el zinc metálico se recoge en marmitas situadas fuera del horno. El material no fundible, la escoria, se elimina luego antes de la recarga. El metal de este proceso se envía al proceso de destilación o aleación. Los contaminantes son similares a los de la sudoración de reverbero.
- Sudoración de mufla y sudoración de caldera (olla). En estos procesos se cargan al horno de mufla chatarra de zinc, productos de fundición a presión, residuos y desnatados, el material exudado y el zinc exudado se envía a procesos de refino o aleación. El residuo se elimina mediante un tamiz vibratorio que separa la escoria de la escoria. Los contaminantes son similares a los de la sudoración de reverbero.
- Trituración/cribado. Los residuos de zinc se pulverizan o trituran para romper los enlaces físicos entre el zinc metálico y los flujos contaminantes. Luego, el material reducido se separa en un paso de cribado o clasificación neumática. La trituración puede producir óxido de zinc y cantidades menores de metales pesados y cloruros.
- Lixiviación de carbonato de sodio. Los residuos se tratan químicamente para filtrarlos y convertir el zinc en óxido de zinc. La chatarra primero se tritura y se lava. En este paso, el zinc se extrae del material por lixiviación. La porción acuosa se trata con carbonato de sodio, lo que provoca la precipitación del zinc. El precipitado se seca y se calcina para producir óxido de zinc crudo. El óxido de zinc se reduce luego a zinc metálico. Se pueden producir varios contaminantes de sal de zinc.
- Hervidor (olla), crisol, reverbero, fusión por inducción eléctrica. La chatarra se carga en el horno y se añaden fundentes. El baño se agita para formar una escoria que se puede quitar de la superficie. Después de que el horno ha sido desnatado, el zinc metálico se vierte en cucharones o moldes. Se pueden producir humos de óxido de zinc, amoníaco y cloruro de amonio, cloruro de hidrógeno y cloruro de zinc.
- aleación. La función de este proceso es producir aleaciones de zinc a partir de chatarra de zinc pretratada añadiéndole en una caldera de refinación fundentes y agentes de aleación, ya sea en forma solidificada o fundida. Luego se mezclan los contenidos, se desnata la escoria y se moldea el metal en varias formas. Las partículas que contienen zinc, metales de aleación, cloruros, gases y vapores no específicos, así como calor, son exposiciones potenciales.
- Destilación en mufla. El proceso de destilación en mufla se utiliza para recuperar el zinc de las aleaciones y para fabricar lingotes de zinc puro. El proceso es semicontinuo e implica cargar zinc fundido desde un crisol u horno de exudación a la sección de mufla y vaporizar el zinc y condensar el zinc vaporizado y extraerlo del condensador a los moldes. El residuo se retira periódicamente de la mufla.
- Destilación/oxidación en retorta y destilación/oxidación en mufla. El producto de los procesos de destilación/oxidación en retorta y destilación/oxidación en mufla es el óxido de zinc. El proceso es similar a la destilación en retorta a través del paso de vaporización, pero, en este proceso, se pasa por alto el condensador y se agrega aire de combustión. El vapor se descarga a través de un orificio en una corriente de aire. La combustión espontánea ocurre dentro de una cámara revestida de vapor refractario. El producto es transportado por los gases de combustión y el exceso de aire a una cámara de filtros donde se recolecta el producto. El exceso de aire está presente para asegurar la oxidación completa y enfriar el producto. Cada uno de estos procesos de destilación puede dar lugar a exposiciones a humos de óxido de zinc, así como a otras partículas metálicas y exposición a óxidos de azufre.
La Tabla 4 enumera las exposiciones y los controles para las operaciones de recuperación de zinc.
Tabla 4. Controles de ingeniería/administrativos para zinc, por operación
|
Equipos de proceso |
Exposiciones |
Controles de ingeniería/administrativos |
|
sudoración de reverbero |
Partículas que contienen zinc, aluminio, cobre, hierro, plomo, cadmio, manganeso y cromo, contaminantes de agentes fundentes, óxidos de azufre, cloruros y fluoruros |
Ventilación de extracción local, ventilación general del área, estrés por calor: régimen de trabajo/descanso, líquidos |
|
sudoración rotatoria |
Partículas que contienen zinc, aluminio, cobre, hierro, plomo, cadmio, manganeso y cromo, contaminantes de agentes fundentes, óxidos de azufre, cloruros y fluoruros |
Ventilación de escape local, ventilación general del área, régimen de trabajo/descanso, fluidos |
|
Sudoración de mufla y sudoración de caldera (olla) |
Partículas que contienen zinc, aluminio, cobre, hierro, plomo, cadmio, manganeso y cromo, contaminantes de agentes fundentes, óxidos de azufre, cloruros y fluoruros |
Ventilación de escape local, ventilación general del área, régimen de trabajo/descanso, fluidos |
|
Trituración/cribado |
Óxido de zinc, pequeñas cantidades de metales pesados, cloruros |
Ventilación de escape local, ventilación de área general |
|
Lixiviación de carbonato de sodio |
Óxido de zinc, carbonato de sodio, carbonato de zinc, hidróxido de zinc, cloruro de hidrógeno, cloruro de zinc |
Ventilación de escape local, ventilación de área general |
|
Caldera (olla) crisol de fusión, reverbero, fusión por inducción eléctrica |
Humos de óxido de zinc, amoníaco, cloruro de amoníaco, cloruro de hidrógeno, cloruro de zinc |
Ventilación de escape local, ventilación general del área, régimen de trabajo/descanso, fluidos |
|
aleación |
Partículas que contienen zinc, metales de aleación, cloruros; gases y vapores no específicos; calor |
Ventilación de escape local, ventilación general del área, régimen de trabajo/descanso, fluidos |
|
Destilación en retorta, destilación/oxidación en retorta y destilación en mufla |
Humos de óxido de zinc, otras partículas metálicas, óxidos de azufre |
Ventilación de escape local, ventilación general del área, régimen de trabajo/descanso, fluidos |
|
Destilación de resistencia de barra de grafito |
Humos de óxido de zinc, otras partículas metálicas, óxidos de azufre |
Ventilación de escape local, ventilación general del área, régimen de trabajo/descanso, fluidos |
Recuperación de magnesio
La chatarra vieja se obtiene de fuentes tales como chatarra de automóviles y piezas de aeronaves y placas litográficas viejas y obsoletas, así como algunos lodos de fundiciones primarias de magnesio. La chatarra nueva consiste en recortes, virutas, perforaciones, desnatados, escorias, escorias y artículos defectuosos de plantas de fabricación de láminas y plantas de fabricación. El mayor peligro en el manejo del magnesio es el del fuego. Los pequeños fragmentos del metal pueden encenderse fácilmente con una chispa o una llama.
- Clasificación manual. Este proceso se utiliza para separar fracciones de magnesio y aleaciones de magnesio de otros metales presentes en la chatarra. La chatarra se distribuye manualmente, clasificada en función del peso.
- Fusión en olla abierta. Este proceso se utiliza para separar el magnesio de los contaminantes en la chatarra clasificada. La chatarra se agrega a un crisol, se calienta y se agrega un fundente que consiste en una mezcla de cloruros de calcio, sodio y potasio. Luego, el magnesio fundido se vierte en lingotes.
La Tabla 5 enumera las exposiciones y los controles para las operaciones de recuperación de magnesio.
Tabla 5. Controles de ingeniería/administrativos para magnesio, por operación
|
Equipos de proceso |
Exposiciones |
Ingeniería/administrativo |
|
Clasificación de chatarra |
Dust |
Lavado con agua |
|
Fusión en olla abierta |
Humos y polvo, un alto potencial de incendios |
Ventilación de escape local y ventilación general del área y prácticas de trabajo |
|
Casting |
Polvo y humos, calor y un alto potencial de incendios |
Ventilación de escape local, ventilación general del área, régimen de trabajo/descanso, fluidos |
Recuperación de mercurio
Las principales fuentes de mercurio son las amalgamas dentales, las pilas de mercurio de desecho, los lodos de los procesos electrolíticos que utilizan mercurio como catalizador, el mercurio de las plantas de cloro-álcali desmanteladas y los instrumentos que contienen mercurio. El vapor de mercurio puede contaminar cada uno de estos procesos.
- Aplastante. El proceso de trituración se utiliza para liberar el mercurio residual de los recipientes de metal, plástico y vidrio. Después de triturar los envases, el mercurio líquido contaminado se envía al proceso de filtrado.
- Filtración. Las impurezas insolubles, como la suciedad, se eliminan pasando la chatarra que contiene vapor de mercurio a través de un medio filtrante. El mercurio filtrado se alimenta al proceso de oxigenación y los sólidos que no pasan por los filtros se envían a la destilación en retorta.
- Destilación al vacío. La destilación al vacío se emplea para refinar el mercurio contaminado cuando las presiones de vapor de las impurezas son sustancialmente más bajas que las del mercurio. La carga de mercurio se vaporiza en una olla de calentamiento y los vapores se condensan usando un condensador enfriado por agua. El mercurio purificado se recolecta y se envía a la operación de embotellado. El residuo que queda en la olla de calentamiento se envía al proceso de autoclave para recuperar las trazas de mercurio que no se recuperaron en el proceso de destilación al vacío.
- Purificación de soluciones. Este proceso elimina los contaminantes metálicos y orgánicos lavando el mercurio líquido crudo con un ácido diluido. Los pasos involucrados son: lixiviar el mercurio líquido crudo con ácido nítrico diluido para separar las impurezas metálicas; agitar el ácido-mercurio con aire comprimido para proporcionar una buena mezcla; decantar para separar el mercurio del ácido; lavado con agua para eliminar el ácido residual; y filtrar el mercurio en un medio como carbón activado o gel de sílice para eliminar los últimos restos de humedad. Además del vapor de mercurio, puede haber exposición a solventes, químicos orgánicos y nieblas ácidas.
- Oxigenación Este proceso refina el mercurio filtrado eliminando las impurezas metálicas por oxidación con aire rociado. El proceso de oxidación implica dos pasos, rociado y filtrado. En el paso de rociado, el mercurio contaminado se agita con aire en un recipiente cerrado para oxidar los contaminantes metálicos. Después del rociado, el mercurio se filtra en un lecho de carbón para eliminar los óxidos metálicos sólidos.
- réplica El proceso de autoclave se utiliza para producir mercurio puro al volatilizar el mercurio que se encuentra en la chatarra sólida que contiene mercurio. Los pasos involucrados en el autoclave son: calentar la chatarra con una fuente de calor externa en un alambique cerrado o en una pila de bandejas para vaporizar el mercurio; condensar el vapor de mercurio en condensadores enfriados por agua; recoger el mercurio condensado en un recipiente colector.
La Tabla 6 enumera las exposiciones y los controles para las operaciones de recuperación de mercurio.
Tabla 6. Controles de ingeniería/administrativos para mercurio, por operación
|
Equipos de proceso |
Exposiciones |
Controles de ingeniería/administrativos |
|
Aplastante |
Mercurio volátil |
Escape local; PPE—protección respiratoria |
|
Filtración |
Mercurio volátil |
Ventilación de extracción local; PPE—protección respiratoria |
|
Destilación al vacío |
Mercurio volátil |
Ventilación de extracción local; PPE—protección respiratoria |
|
Purificación de soluciones |
Mercurio volátil, solventes, orgánicos y nieblas ácidas |
Ventilación de escape local, ventilación de área general; PPE—protección respiratoria |
|
Oxidación |
Mercurio volátil |
Ventilación de extracción local; PPE—protección respiratoria |
|
autoclave |
Mercurio volátil |
Ventilación de extracción local; PPE—protección respiratoria |
recuperación de níquel
Las principales materias primas para la recuperación de níquel son las aleaciones a base de vapor de níquel, cobre y aluminio, que se pueden encontrar como chatarra vieja o nueva. La chatarra vieja comprende las aleaciones que se recuperan de la maquinaria y las piezas de los aviones, mientras que la chatarra nueva se refiere a la chatarra, virutas y sólidos que son subproductos de la fabricación de productos de aleación. Los siguientes pasos están involucrados en la recuperación de níquel:
- clasificación. La chatarra se inspecciona y se separa manualmente de los materiales no metálicos y sin níquel. La clasificación produce exposiciones al polvo.
- Desengrase. La chatarra de níquel se desengrasa con tricloroetileno. La mezcla se filtra o centrifuga para separar la chatarra de níquel. La solución solvente gastada de tricloroetileno y grasa pasa por un sistema de recuperación de solventes. Puede haber exposición a solventes durante el desengrasado.
- Horno de fundición (arco eléctrico o reverbero rotatorio). La chatarra se carga en un horno de arco eléctrico y se le agrega un agente reductor, generalmente cal. La carga se funde y se moldea en lingotes o se envía directamente a un reactor para un refinado adicional. Es posible la exposición a humos, polvo, ruido y calor.
- Refinación de reactores. El metal fundido se introduce en un reactor donde se añade chatarra en frío y lingote de níquel, seguido de cal y sílice. Luego se agregan materiales de aleación como manganeso, columbio o titanio para producir la composición de aleación deseada. Es posible la exposición a humos, polvo, ruido y calor.
- Fundición de lingotes. Este proceso consiste en moldear el metal fundido del horno de fundición o del reactor de refinación en lingotes. El metal se vierte en moldes y se deja enfriar. Los lingotes se retiran de los moldes. Es posible la exposición al calor y a los humos metálicos.
Las exposiciones y las medidas de control para las operaciones de recuperación de níquel se enumeran en la tabla 7.
Cuadro 7. Controles de ingeniería/administrativos para el níquel, por operación
|
Equipos de proceso |
Exposiciones |
Controles de ingeniería/administrativos |
|
clasificación |
Dust |
Escape local y sustitución de solventes |
|
Desengrase |
Solvente |
Ventilación de escape local y sustitución y/o recuperación de solventes, ventilación general del área |
|
Fundición |
Humos, polvo, ruido, calor |
Ventilación de extracción local, régimen de trabajo/descanso, fluidos; EPP—protección respiratoria y protección auditiva |
|
Refinación |
Humos, polvo, calor, ruido |
Ventilación de escape local, ventilación general del área, régimen de trabajo/descanso, fluidos; EPP—protección respiratoria y protección auditiva |
|
Casting |
Calor, humos metálicos |
Ventilación de escape local, ventilación general del área, régimen de trabajo/descanso, fluidos |
Recuperación de metales preciosos
Las materias primas para la industria de los metales preciosos consisten en chatarra vieja y nueva. La chatarra vieja incluye componentes electrónicos de equipos militares y civiles obsoletos y chatarra de la industria dental. Se genera nueva chatarra durante la fabricación y fabricación de productos de metales preciosos. Los productos son los metales elementales como el oro, la plata, el platino y el paladio. El procesamiento de metales preciosos incluye los siguientes pasos:
- Clasificación y trituración manual. La chatarra que contiene metales preciosos se clasifica a mano, se tritura y se tritura en un molino de martillos. Los molinos de martillos son ruidosos.
- Proceso de incineración. La chatarra clasificada se incinera para eliminar el papel, el plástico y los contaminantes líquidos orgánicos. Es posible la exposición a productos químicos orgánicos, gases de combustión y polvo.
- Fundición en alto horno. La chatarra tratada se carga en un alto horno, junto con el coque, el fundente y los óxidos metálicos de escoria reciclada. La carga se funde y se convierte en escoria, produciendo cobre negro que contiene los metales preciosos. La escoria dura que se forma contiene la mayor parte de las impurezas de la escoria. Puede haber polvo y ruido.
- Fundición de convertidores. Este proceso está diseñado para purificar aún más el cobre negro soplando aire a través de la masa fundida en un convertidor. Los contaminantes metálicos que contienen escoria se eliminan y reciclan al alto horno. Los lingotes de cobre que contienen los metales preciosos se vierten en moldes.
- Refinación electrolítica. El lingote de cobre sirve como ánodo de una celda electrolítica. De este modo, el cobre puro se acumula en el cátodo mientras que los metales preciosos caen al fondo de la celda y se recogen como limos. El electrolito utilizado es sulfato de cobre. Las exposiciones a neblina ácida son posibles.
- Refinación química. El lodo de metales preciosos del proceso de refinación electrolítica se trata químicamente para recuperar los metales individuales. Los procesos a base de cianuro se utilizan para recuperar oro y plata, que también se pueden recuperar disolviéndolos en agua regia solución y/o ácido nítrico, seguido de precipitación con sulfato ferroso o cloruro de sodio para recuperar el oro y la plata, respectivamente. Los metales del grupo del platino se pueden recuperar disolviéndolos en plomo fundido, que luego se trata con ácido nítrico y deja un residuo a partir del cual se pueden precipitar selectivamente los metales del grupo del platino. Luego, los precipitados de metales preciosos se derriten o se encienden para recolectar el oro y la plata como granos y los metales de platino como esponja. Puede haber exposiciones a ácidos.
Las exposiciones y los controles se enumeran, por operación, en la tabla 8 (ver también “Fundición y refinación de oro”).
Tabla 8. Controles de ingeniería/administrativos para metales preciosos, por operación
|
Equipos de proceso |
Exposiciones |
Controles de ingeniería/administrativos |
|
Clasificación y trituración |
Hammermill es un peligro potencial de ruido |
material de control de ruido; EPI—protección auditiva |
|
Incineración |
Orgánicos, gases de combustión y polvo |
Ventilación de escape local y ventilación general del área |
|
Fundición en alto horno |
polvo, ruido |
Ventilación de extracción local; EPP—protección auditiva y protección respiratoria |
|
Refinación electrolítica |
Nieblas ácidas |
Ventilación de escape local, ventilación de área general |
|
Refinación química |
Ácido |
Ventilación de escape local, ventilación de área general; PPE: ropa resistente a los ácidos, gafas químicas y protector facial |
Recuperación de cadmio
La chatarra vieja que contiene cadmio incluye piezas enchapadas en cadmio de vehículos y botes desechados, electrodomésticos, hardware y sujetadores, baterías de cadmio, contactos de cadmio de interruptores y relés y otras aleaciones de cadmio usadas. La chatarra nueva suele ser rechazos que contienen vapor de cadmio y subproductos contaminados de las industrias que manipulan los metales. Los procesos de recuperación son:
- Tratamiento previo. El paso de pretratamiento de la chatarra implica el desengrasado con vapor de la chatarra de aleación. Los vapores de solventes generados por el calentamiento de solventes reciclados circulan a través de un recipiente que contiene chatarra de aleaciones. Luego, el solvente y la grasa eliminada se condensan y separan, y el solvente se recicla. Puede haber exposición a polvo de cadmio y solventes.
- Fundición/refinación. En la operación de fundición/refinación, se procesa chatarra de aleación pretratada o chatarra de cadmio elemental para eliminar cualquier impureza y producir aleación de cadmio o cadmio elemental. Pueden estar presentes productos de exposición a la combustión de petróleo y gas y polvo de zinc y cadmio.
- Destilación en retorta. La chatarra de aleación desengrasada se carga en una retorta y se calienta para producir vapores de cadmio que posteriormente se recogen en un condensador. El metal fundido está entonces listo para colarse. Las exposiciones al polvo de cadmio son posibles.
- Fusión/descincado. El cadmio metálico se carga en un crisol y se calienta hasta la etapa de fusión. Si el zinc está presente en el metal, se agregan fundentes y agentes cloradores para eliminar el zinc. Entre las exposiciones potenciales se encuentran los humos y polvo de cadmio, los humos y polvo de zinc, el cloruro de zinc, el cloro, el cloruro de hidrógeno y el calor.
- Casting. La operación de fundición forma la línea de producto deseada a partir de la aleación de cadmio purificada o el cadmio metálico producido en el paso anterior. La fundición puede producir polvo y humos de cadmio y calor.
Las exposiciones en los procesos de recuperación de cadmio y los controles necesarios se resumen en la tabla 9.
Cuadro 9. Controles de ingeniería/administrativos para cadmio, por operación
|
Equipos de proceso |
Exposiciones |
Controles de ingeniería/administrativos |
|
Desengrasado de chatarra |
Disolventes y polvo de cadmio |
Escape local y sustitución de solventes |
|
Fundición/refinación de aleaciones |
Productos de combustión de petróleo y gas, humos de zinc, polvo y humos de cadmio |
Ventilación de escape local y ventilación general del área; PPE—protección respiratoria |
|
Destilación en retorta |
vapores de cadmio |
Ventilación de extracción local; PPE—protección respiratoria |
|
Fusión/descincado |
Humos y polvo de cadmio, humos y polvo de zinc, cloruro de zinc, cloro, cloruro de hidrógeno, estrés por calor |
Ventilación de escape local, ventilación general del área, régimen de trabajo/descanso, fluidos; PPE—protección respiratoria |
|
Casting |
Polvo y humos de cadmio, calor |
Ventilación de escape local, ventilación general del área, régimen de trabajo/descanso, fluidos; PPE—protección respiratoria |
Recuperación de selenio
Las materias primas de este segmento son cilindros copiadores xerográficos utilizados y chatarra generada durante la fabricación de rectificadores de selenio. Los polvos de selenio pueden estar presentes en todas partes. La destilación y la fundición en retorta pueden producir gases de combustión y polvo. La fundición de la retorta es ruidosa. La neblina de dióxido de azufre y la neblina ácida están presentes en la refinación. Se pueden producir polvos metálicos a partir de las operaciones de fundición (consulte la tabla 10).
Tabla 10. Controles de ingeniería/administrativos para selenio, por operación
|
Equipos de proceso |
Exposiciones |
Controles de ingeniería/administrativos |
|
Pretratamiento de chatarra |
Dust |
Escape local |
|
fundición de retorta |
Gases de combustión y polvo, ruido |
Ventilación de escape local y ventilación general del área; PPE—protección auditiva; control del ruido del quemador |
|
Refinación |
SO2, neblina ácida |
Ventilación de extracción local; PPE—gafas químicas |
|
Destilación |
Polvo y productos de combustión. |
Ventilación de escape local, ventilación de área general |
|
Temple |
polvo de metal |
Ventilación de escape local, ventilación de área general |
|
Casting |
vapores de selenio |
Ventilación de escape local, ventilación de área general |
Los procesos de recuperación son los siguientes:
- Pretratamiento de chatarra. Este proceso separa el selenio mediante procesos mecánicos como el molino de martillos o el granallado.
- Fundición de retorta. Este proceso purifica y concentra la chatarra pretratada en una operación de destilación en retorta fundiendo la chatarra y separando el selenio de las impurezas por destilación.
- Refinación. Este proceso consigue una purificación de chatarra de selenio a base de lixiviación con un disolvente adecuado como es el sulfito sódico acuoso. Las impurezas insolubles se eliminan por filtración y el filtrado se trata para precipitar el selenio.
- Destilación. Este proceso produce un selenio de alta pureza de vapor. El selenio se funde, se destila y los vapores de selenio se condensan y transfieren como selenio fundido a una operación de formación de productos.
- Temple. Este proceso se utiliza para producir perdigones y polvo de selenio purificado. La fusión de selenio se utiliza para producir un tiro. Luego se seca la inyección. Los pasos necesarios para producir polvo son los mismos, excepto que el vapor de selenio, en lugar del selenio fundido, es el material que se apaga.
- Fundición. Este proceso se utiliza para producir lingotes de selenio u otras formas a partir del selenio fundido. Estas formas se producen vertiendo selenio fundido en moldes del tamaño y la forma adecuados y enfriando y solidificando la masa fundida.
recuperación de cobalto
Las fuentes de chatarra de cobalto son las superaleaciones rectificadas y torneadas, y piezas de motor y álabes de turbina obsoletos o desgastados. Los procesos de recuperación son:
- Clasificación manual. La chatarra en bruto se clasifica a mano para identificar y separar los componentes a base de cobalto, a base de níquel y no procesables. Esta es una operación polvorienta.
- Desengrasante. La chatarra sucia clasificada se carga en una unidad de desengrase donde circulan vapores de percloroetileno. Este disolvente elimina la grasa y el aceite de la chatarra. A continuación, se condensa la mezcla de disolvente-aceite-vapor de grasa y se recupera el disolvente. Las exposiciones a solventes son posibles.
- Voladura. La chatarra desengrasada se chorrea con arena para eliminar la suciedad, los óxidos y el óxido. Puede haber polvo, dependiendo del grano utilizado.
- Proceso de decapado y tratamiento químico. La chatarra de la operación de voladura se trata con ácidos para eliminar el óxido residual y los contaminantes de óxido. Las neblinas ácidas son una posible exposición.
- Fusión al vacío. La chatarra limpia se carga en un horno de vacío y se funde mediante un arco eléctrico o un horno de inducción. Puede haber exposición a metales pesados.
- fundición. La aleación fundida se moldea en lingotes. El estrés por calor es posible.
Consulte la tabla 11 para obtener un resumen de las exposiciones y los controles para la recuperación de cobalto.
Tabla 11. Controles de ingeniería/administrativos para cobalto, por operación
|
Equipos de proceso |
Exposiciones |
Controles de ingeniería/administrativos |
|
Clasificación manual |
Dust |
Lavado con agua |
|
Desengrase |
disolventes |
Recuperación de solventes, extracción local y sustitución de solventes |
|
Voladura |
Polvo: toxicidad que depende del grano utilizado |
Ventilación de extracción local; EPI para riesgos físicos y protección respiratoria según el grano utilizado |
|
Proceso de decapado y tratamiento químico |
Nieblas ácidas |
Ventilación de escape local, ventilación de área general; PPE—protección respiratoria |
|
Fusión al vacío |
Metales pesados |
Ventilación de escape local, ventilación de área general |
|
Casting |
PROCESADOR |
Ventilación de escape local, ventilación general del área, régimen de trabajo/descanso, fluidos |
Recuperación de estaño
Las principales fuentes de materias primas son los recortes de acero estañado, los rechazos de las empresas de fabricación de latas, las bobinas de enchapado rechazadas de la industria del acero, las escorias y lodos de estaño, las escorias y los lodos de soldadura, el bronce usado y los rechazos de bronce y la chatarra de tipo metálico. El polvo de estaño y las nieblas ácidas se pueden encontrar en muchos de los procesos.
- Desaluminización. En este proceso, se utiliza hidróxido de sodio caliente para lixiviar aluminio de chatarra de lata poniendo en contacto la chatarra con hidróxido de sodio caliente, separando la solución de aluminato de sodio del residuo de chatarra, bombeando el aluminato de sodio a una operación de refinación para recuperar el estaño soluble y recuperando el chatarra de estaño desaluminizado para piensos.
- Mezcla por lotes. Este proceso es una operación mecánica que prepara una alimentación apta para cargar al horno de fundición mediante la mezcla de escorias y lodos con un contenido importante de estaño.
- Desestañado químico. Este proceso extrae el estaño en chatarra. Se agrega una solución caliente de hidróxido de sodio y nitrito o nitrato de sodio a la chatarra desaluminizada o cruda. El drenaje y el bombeo de la solución a un proceso de refinado/fundición se realizan cuando se completa la reacción de desestañado. A continuación, se lava la chatarra desestañada.
- Fundición de escoria. Este proceso se utiliza para purificar parcialmente las escorias y producir metal de horno crudo fundiendo la carga, extrayendo el metal de horno crudo y extrayendo las matas y las escorias.
- Lixiviación y filtración de polvo. Este proceso elimina los valores de zinc y cloro del polvo de combustión lixiviando con ácido sulfúrico para eliminar el zinc y el cloro, filtrando la mezcla resultante para separar el ácido y el zinc y el cloro disueltos del polvo lixiviado, secando el polvo lixiviado en un secador y transportando el el polvo rico en estaño y plomo vuelve al proceso de mezcla por lotes.
- Decantación y filtración foliar. Este proceso purifica la solución de estannato de sodio producida en el proceso de desestañado químico. Las impurezas como plata, mercurio, cobre, cadmio, algo de hierro, cobalto y níquel se precipitan como sulfuros.
- Evapocentrifugación. El estannato de sodio se concentra a partir de la solución purificada por evaporación, la cristalización del estannato de sodio y la recuperación del estannato de sodio se realiza por centrifugación.
- Refinación electrolítica. Este proceso produce estaño catódico puro a partir de la solución de estannato de sodio purificada al pasar la solución de estannato de sodio a través de celdas electrolíticas, eliminando los cátodos después de que el estaño se haya depositado y extrayendo el estaño de los cátodos.
- Acidificación y filtración. Este proceso produce un óxido de estaño hidratado a partir de la solución de estannato de sodio purificado. Este óxido hidratado puede procesarse para producir el óxido anhidro o fundirse para producir estaño elemental. El óxido hidratado se neutraliza con ácido sulfúrico para formar el óxido de estaño hidratado y se filtra para separar el hidrato como torta de filtración.
- Refinación de fuego. Este proceso produce estaño purificado a partir del estaño catódico al fundir la carga, eliminar las impurezas como escoria y escoria, verter el metal fundido y colar el estaño metálico.
- Fundición. Este proceso se usa para producir estaño cuando la refinación electrolítica no es factible. Esto se logra reduciendo el óxido de estaño hidratado con un agente reductor, fundiendo el metal de estaño formado, desnatando la escoria, vertiendo el estaño fundido y vaciando el estaño fundido.
- Calcinación. Este proceso convierte los óxidos de estaño hidratados en óxido estánnico anhidro calcinando el hidrato y eliminando y empaquetando los óxidos estánnicos.
- Refinación de caldera. Este proceso se usa para purificar el metal crudo del horno al cargarlo en una marmita precalentada, secar la escoria para eliminar las impurezas como escoria y mata, fundir con azufre para eliminar el cobre como mata, fundir con aluminio para eliminar el antimonio y colar el metal fundido en el material deseado. formas
Consulte la tabla 12 para obtener un resumen de las exposiciones y los controles para la recuperación de estaño.
Cuadro 12. Controles de ingeniería/administrativos para el estaño, por operación
|
Equipos de proceso |
Exposiciones |
Controles de ingeniería/administrativos |
|
Desaluminización |
Hidróxido de sodio |
Escape local; PPE—gafas químicas y/o protector facial |
|
mezcla por lotes |
Dust |
Ventilación de escape local y ventilación general del área |
|
desestañado químico |
Cáustico |
Ventilación de extracción local; PPE—gafas químicas y/o protector facial |
|
Fundición de escoria |
polvo y calor |
Ventilación de escape local, ventilación general del área, régimen de trabajo/descanso, fluidos |
|
Lixiviación y filtración de polvo |
Dust |
Ventilación de escape local, ventilación de área general |
|
Decantación y filtración foliar |
Ninguno identificado |
Ninguno identificado |
|
Evapocentrifugación |
Ninguno identificado |
Ninguno identificado |
|
Refinación electrolítica |
niebla ácida |
Ventilación de escape local y ventilación general del área; PPE—gafas químicas y/o protector facial |
|
Acidificación y filtración |
Nieblas ácidas |
Ventilación de escape local y ventilación general del área; PPE—gafas químicas y/o protector facial |
|
Refinación de fuego |
PROCESADOR |
Régimen trabajo/descanso, EPI |
|
Fundición |
Gases de combustión, humos y polvo, calor |
Ventilación de escape local y ventilación general del área, régimen de trabajo/descanso, PPE |
|
Calcinando |
Polvo, humos, calor |
Régimen de trabajo/descanso de ventilación de escape local y ventilación general del área, PPE |
|
Refinación de caldera |
Polvo, humos, calor |
Ventilación de escape local y ventilación general del área, régimen de trabajo/descanso, PPE |
recuperación de titanio
Las dos fuentes principales de chatarra de titanio son el hogar y los consumidores de titanio. La chatarra doméstica generada por el fresado y la fabricación de productos de titanio incluye láminas de moldura, láminas de tablones, recortes, torneados y perforaciones. La chatarra de consumo consiste en productos de titanio reciclados. Las operaciones de recuperación incluyen:
- Desengrasante. En este proceso, la chatarra clasificada se trata con un solvente orgánico vaporizado (por ejemplo, tricloroetileno). El vapor de disolvente elimina la grasa y el aceite contaminantes de la chatarra. El solvente se recircula hasta que ya no tiene la capacidad de desengrasar. A continuación, el disolvente gastado se puede regenerar. La chatarra también se puede desengrasar con vapor y detergente.
- Decapado. El proceso de decapado con ácido elimina las incrustaciones de óxido de la operación de desengrasado por lixiviación con una solución de ácido clorhídrico y fluorhídrico. La chatarra del tratamiento ácido se lava con agua y se seca.
- Electrorefinación. El electrorrefinado es un proceso de pretratamiento de chatarra de titanio que electrorrefina la chatarra en una sal fundida.
- Fundición. La chatarra de titanio pretratada y los agentes de aleación se funden en un horno de vacío de arco eléctrico para formar una aleación de titanio. Los materiales de entrada incluyen chatarra de titanio pretratada y materiales de aleación como aluminio, vanadio, molibdeno, estaño, circonio, paladio, columbio y cromo.
- Fundición. El titanio fundido se vierte en moldes. El titanio se solidifica en una barra llamada lingote.
Los controles para las exposiciones en los procedimientos de recuperación de titanio se enumeran en la tabla 13.
Tabla 13. Controles de ingeniería/administrativos para titanio, por operación
|
Equipos de proceso |
Exposiciones |
Controles de ingeniería/administrativos |
|
Desengrasado con disolvente |
Solvente |
Recuperación local de disolventes y gases de escape |
|
Decapado |
ácidos |
Protectores faciales, delantales, mangas largas, anteojos o gafas de seguridad |
|
Electrorefining |
Ninguno conocido |
Ninguno conocido |
|
Fundición |
Metales volátiles, ruido |
Ventilación de extracción local y control del ruido de los quemadores; EPI—protección auditiva |
|
Casting |
PROCESADOR |
PPE |
Cuestiones ambientales en el acabado de metales y revestimientos industriales
Acabado de metal
El tratamiento superficial de los metales aumenta su durabilidad y mejora su apariencia. Un solo producto puede someterse a más de un tratamiento de superficie; por ejemplo, un panel de carrocería de automóvil puede fosfatarse, imprimarse y pintarse. Este artículo trata sobre los procesos utilizados para el tratamiento de superficies de metales y los métodos utilizados para reducir su impacto ambiental.
Operar un negocio de acabado de metales requiere la cooperación entre la gerencia de la empresa, los empleados, el gobierno y la comunidad para minimizar de manera efectiva el efecto ambiental de las operaciones. La sociedad está preocupada por la cantidad y los efectos a largo plazo de la contaminación que entra en el aire, el agua y el medio ambiente terrestre. Gestión ambiental eficaz se establece a través del conocimiento detallado de todos los elementos, productos químicos, metales, procesos y productos.
Planificación de la prevención de la contaminación cambia la filosofía de gestión ambiental de reaccionar a los problemas a anticipar soluciones centrándose en la sustitución química, el cambio de proceso y el reciclaje interno, utilizando la siguiente secuencia de planificación:
- Iniciar la prevención de la contaminación en todos los aspectos del negocio.
- Identificar flujos de residuos.
- Establecer prioridades para la acción.
- Establecer la causa raíz del desperdicio.
- Identificar e implementar cambios que reduzcan o eliminen el desperdicio.
- Mide los resultados.
La mejora continua se logra estableciendo nuevas prioridades de acción y repitiendo la secuencia de acciones.
La documentación detallada del proceso identificará los flujos de residuos y permitirá establecer prioridades para las oportunidades de reducción de residuos. Las decisiones informadas sobre cambios potenciales fomentarán:
- mejoras operativas fáciles y prácticas
- Cambios en los procesos que involucran a clientes y proveedores.
- cambios a actividades menos dañinas cuando sea posible
- reutilizar y reciclar donde el cambio no es práctico
- utilizar los vertederos de residuos peligrosos sólo como último recurso.
Procesos principales y procesos operativos estándar
Limpieza se requiere porque todos los procesos de acabado de metales requieren que las piezas a terminar estén libres de suciedad orgánica e inorgánica, incluidos aceites, incrustaciones, pulido y compuestos para pulir. Los tres tipos básicos de limpiadores en uso son solventes, desengrasantes de vapor y detergentes alcalinos.
Los métodos de limpieza con disolventes y desengrasantes con vapor han sido sustituidos casi en su totalidad por materiales alcalinos donde los procesos posteriores son húmedos. Los solventes y los desengrasantes de vapor todavía se usan cuando las piezas deben estar limpias y secas sin más procesamiento húmedo. En algunos casos, los disolventes como los terpenos reemplazan a los disolventes volátiles. Los materiales menos tóxicos, como el 1,1,1-tricloroetano, se han sustituido por materiales más peligrosos en el desengrasado con vapor (aunque este solvente se está eliminando gradualmente como un agotador de la capa de ozono).
Los ciclos de limpieza alcalina generalmente incluyen una inmersión en remojo seguida de una electrolimpieza anódica, seguida de una inmersión en ácido débil. Los limpiadores que no decapan y no silicatan se utilizan normalmente para limpiar el aluminio. Los ácidos son típicamente sulfúrico, clorhídrico y nítrico.
Anodizado, un proceso electroquímico para espesar la película de óxido sobre la superficie del metal (frecuentemente aplicado al aluminio), trata las piezas con soluciones diluidas de ácido crómico o sulfúrico.
Revestimiento de conversión se utiliza como base para la pintura posterior o como pasivante para la protección contra la oxidación. Con el cromado, las piezas se sumergen en una solución de cromo hexavalente con agentes orgánicos e inorgánicos activos. Para el fosfatado, las piezas se sumergen en ácido fosfórico diluido con otros agentes. La pasivación se logra mediante inmersión en ácido nítrico o ácido nítrico con dicromato de sodio.
Galjanoplastia electrolítica implica una deposición de metal sin electricidad. La deposición sin electricidad de cobre o níquel se utiliza en la fabricación de placas de circuito impreso.
galvanoplastia consiste en la deposición de una fina capa de metal (zinc, níquel, cobre, cromo, cadmio, estaño, latón, bronce, plomo, estaño-plomo, oro, plata y otros metales como el platino) sobre un sustrato (ferroso o no ferroso). Los baños de proceso incluyen metales en solución en formulaciones ácidas, alcalinas neutras y alcalinas de cianuro (ver figura 1).
Figura 1. Entradas y salidas para una línea típica de galvanoplastia
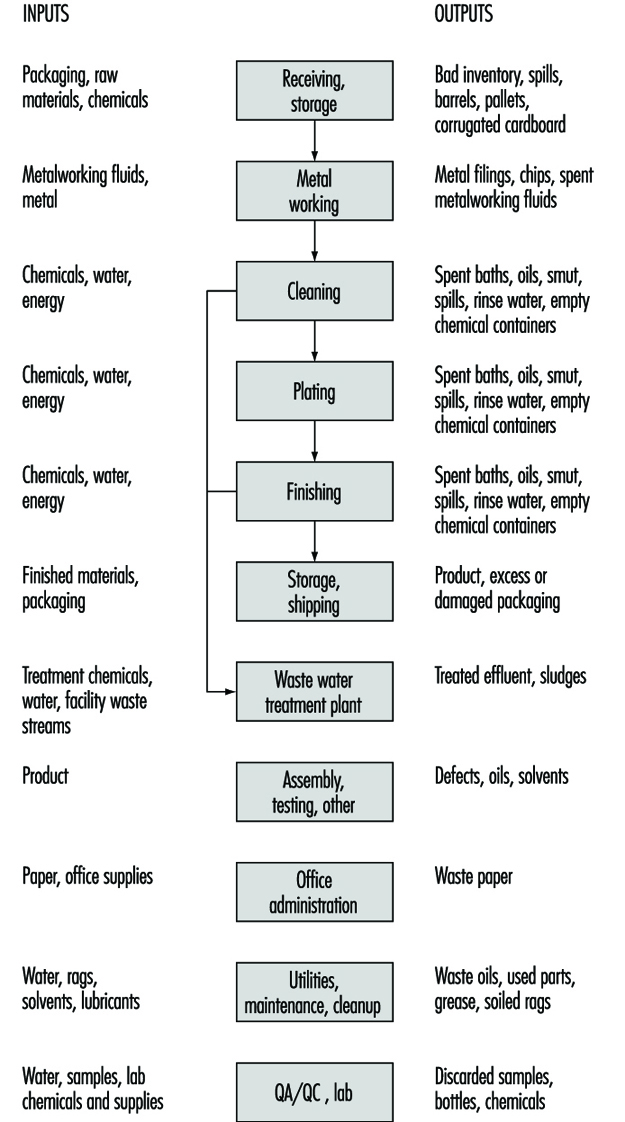
Molienda y grabado químico son procesos de inmersión de disolución controlada que utilizan reactivos químicos y grabadores. El aluminio normalmente se graba con sosa cáustica antes del anodizado o se abrillanta químicamente en una solución que puede contener ácidos nítrico, fosfórico y sulfúrico.
Recubrimientos por inmersión en caliente Implican la aplicación de metal a una pieza de trabajo por inmersión en metal fundido (galvanización de acero con zinc o estaño).
Buenas practicas de gestion
Se pueden lograr mejoras importantes en seguridad, salud y medio ambiente a través de mejoras en los procesos, tales como:
- utilizando controles de conductividad y enjuague a contracorriente
- aumentar el tiempo de drenaje
- usando más o mejores agentes humectantes
- mantener las temperaturas del proceso lo más altas posible para reducir la viscosidad, aumentando así la recuperación por arrastre (es decir, la recuperación de la solución que queda en el metal)
- uso de agitación de aire en el enjuague para aumentar la eficiencia del enjuague
- uso de bolas de plástico en tanques de recubrimiento para reducir el empañamiento
- uso de filtración mejorada en tanques de placas para reducir la frecuencia del tratamiento de purificación
- colocar un bordillo alrededor de todas las áreas de proceso para contener los derrames
- usar tratamientos separados para metales recuperables como el níquel
- instalación de sistemas de recuperación como intercambio iónico, evaporación atmosférica, evaporación al vacío, recuperación electrolítica, ósmosis inversa y electrodiálisis
- complementar los sistemas de recuperación de arrastre con reducciones en el arrastre de contaminantes y sistemas de limpieza mejorados
- usar controles de inventario modernos para reducir los desechos y los riesgos en el lugar de trabajo
- aplicar procedimientos estándar (es decir, procedimientos escritos, revisiones operativas periódicas y registros operativos sólidos) para proporcionar la base para una estructura de gestión ambiental sólida.
Planificación ambiental para residuos específicos
Los flujos de desechos específicos, generalmente soluciones de revestimiento usadas, se pueden reducir mediante:
- Filtración. Se pueden utilizar filtros de cartucho o de tierra de diatomeas para eliminar la acumulación de sólidos, que reducen la eficiencia del proceso.
- tratamiento de carbono se puede utilizar para eliminar contaminantes orgánicos (más comúnmente aplicado en niquelado, electrochapado en cobre y enchapado en zinc y cadmio).
- Agua purificada. Los contaminantes naturales del agua de reposición y enjuague (p. ej., calcio, hierro, magnesio, manganeso, cloro y carbonatos) se pueden eliminar mediante desionización, destilación u ósmosis inversa. Mejorar la eficiencia del agua de enjuague reduce el volumen de lodos de baño que requieren tratamiento.
- Congelación de carbonato en baño de cianuro. Bajar la temperatura del baño a –3 °C cristaliza los carbonatos formados en el baño de cianuro por la descomposición del cianuro, las densidades de corriente anódica excesivas y la adsorción de dióxido de carbono del aire y facilita su eliminación.
- Precipitación. La eliminación de los contaminantes metálicos que ingresan al baño como impurezas en los ánodos se puede lograr mediante la precipitación con cianuro de bario, hidróxido de bario, hidróxido de calcio, sulfato de calcio o cianuro de calcio.
- Alternativas al cromo hexavalente. El cromo hexavalente se puede reemplazar con soluciones de cromado trivalente para revestimientos decorativos. Los recubrimientos de conversión de cromo para pretratamientos de pintura a veces se pueden reemplazar por recubrimientos de conversión sin cromo o productos químicos de cromo sin enjuague.
- Procesos químicos no quelados. En lugar de agregar quelantes a los baños de proceso para controlar la concentración de iones libres en la solución, se pueden usar procesos químicos no quelados para que no sea necesario mantener los metales en solución. Se puede permitir que estos metales precipiten y se pueden eliminar mediante filtración continua.
- Productos químicos de proceso sin cianuro. Los flujos de desechos que contienen cianuro libre generalmente se tratan con hipoclorito o cloro para lograr la oxidación, y los cianuros complejos comúnmente se precipitan con sulfato ferroso. El uso de procesos químicos sin cianuro elimina un paso de tratamiento y reduce el volumen de lodos.
- Desengrase con disolvente. Se pueden usar baños de limpieza alcalinos calientes en lugar del desengrasado con solvente de las piezas de trabajo antes del procesamiento. La eficacia de los limpiadores alcalinos se puede mejorar mediante la aplicación de corriente eléctrica o ultrasonidos. Los beneficios de evitar los vapores y lodos de solventes a menudo superan cualquier costo operativo adicional.
- Limpiadores alcalinos. Tener que desechar los limpiadores alcalinos cuando la acumulación de aceite, grasa y suciedad por el uso alcanza un nivel que perjudica la eficiencia de limpieza del baño se puede evitar usando dispositivos desnatadores para eliminar los aceites que flotan libremente, dispositivos de sedimentación o filtros de cartucho para eliminar partículas y coalescedores de aceite y agua y mediante el uso de microfiltración o ultrafiltración para eliminar los aceites emulsionados.
- Reducción de arrastre. Reducir el volumen de arrastre de los baños del proceso sirve para reducir la cantidad de productos químicos de proceso valiosos que contaminan el agua de enjuague, lo que a su vez reduce la cantidad de lodo generado por un proceso de tratamiento de precipitación de metales convencional.
Varios métodos para reducir el arrastre incluyen:
- Concentración operativa del baño de proceso. La concentración de productos químicos debe mantenerse lo más baja posible para minimizar la viscosidad (para un drenaje más rápido) y la cantidad de productos químicos (en la película).
- Temperatura de funcionamiento del baño de proceso. La viscosidad de la solución del proceso se puede reducir aumentando la temperatura del baño.
- Agentes humectantes. La tensión superficial de la solución se puede reducir agregando agentes humectantes al baño de proceso.
- Posicionamiento de la pieza de trabajo. La pieza de trabajo debe colocarse en la rejilla de modo que la película adherida se escurra libremente y no quede atrapada en ranuras o cavidades.
- Tiempo de retiro o drenaje. Cuanto más rápido se retira una pieza de trabajo del baño de proceso, más gruesa es la película sobre la superficie de la pieza de trabajo.
- Cuchillas de aire. Soplar aire en la pieza de trabajo a medida que el estante de la pieza de trabajo se eleva por encima del tanque de proceso puede mejorar el drenaje y el secado.
- Enjuagues por pulverización. Estos se pueden usar encima de los baños calentados para que la tasa de flujo de enjuague sea igual a la tasa de evaporación del tanque.
- Baños de emplatado. Los carbonatos y los contaminantes orgánicos deben eliminarse para evitar la acumulación de contaminación que aumente la viscosidad del baño de galvanoplastia.
- Tableros de drenaje. Los espacios entre los tanques de proceso deben cubrirse con tablas de drenaje para capturar las soluciones de proceso y devolverlas al baño de proceso.
- Tanques de arrastre. Las piezas de trabajo deben colocarse en tanques de arrastre (tanques de "enjuague estático") antes de la operación de enjuague estándar.
La recuperación por arrastre de sustancias químicas utiliza una variedad de tecnologías. Éstas incluyen:
- Evaporación. Los evaporadores atmosféricos son los más comunes y los evaporadores de vacío ofrecen ahorros de energía.
- Intercambio iónico se utiliza para la recuperación química del agua de enjuague.
- Electroobtención. Este es un proceso electrolítico mediante el cual los metales disueltos en la solución se reducen y depositan en el cátodo. Luego se recupera el metal depositado.
- Electrodiálisis. Esto utiliza membranas permeables a los iones y corriente aplicada para separar las especies iónicas de la solución.
- Osmosis inversa. Este utiliza una membrana semipermeable para producir agua purificada y una solución iónica concentrada. Se usa alta presión para forzar el agua a través de la membrana, mientras que la membrana retiene la mayoría de las sales disueltas.
Agua de enjuague
La mayor parte de los desechos peligrosos producidos en una instalación de acabado de metales proviene de las aguas residuales generadas por las operaciones de enjuague que siguen a la limpieza y el enchapado. Al aumentar la eficiencia del enjuague, una instalación puede reducir significativamente el flujo de aguas residuales.
Dos estrategias básicas mejoran la eficiencia del enjuague. En primer lugar, se pueden generar turbulencias entre la pieza de trabajo y el agua de enjuague mediante enjuagues por aspersión y agitación del agua de enjuague. Se utiliza movimiento de la rejilla o agua o aire forzado. En segundo lugar, se puede aumentar el tiempo de contacto entre la pieza de trabajo y el agua de enjuague. Múltiples tanques de enjuague configurados en contracorriente en serie reducirán la cantidad de agua de enjuague utilizada.
Recubrimientos Industriales
El término revestimientos incluye pinturas, barnices, lacas, esmaltes y gomas lacas, masillas, masillas y selladores para madera, quitapinturas y barnices, limpiadores de pinceles y productos de pintura afines. Los recubrimientos líquidos contienen pigmentos y aditivos dispersos en una mezcla líquida de aglutinante y solvente. Los pigmentos son compuestos inorgánicos u orgánicos que brindan color y opacidad al recubrimiento e influyen en el flujo y la durabilidad del recubrimiento. Los pigmentos suelen contener metales pesados como cadmio, plomo, zinc, cromo y cobalto. El aglutinante aumenta la adhesividad, la cohesión y la consistencia del recubrimiento y es el componente principal que permanece en la superficie cuando se completa el recubrimiento. Los aglutinantes incluyen una variedad de aceites, resinas, cauchos y polímeros. Se pueden agregar aditivos como rellenos y extensores a los recubrimientos para reducir los costos de fabricación y aumentar la durabilidad del recubrimiento.
Los tipos de disolventes orgánicos utilizados en los revestimientos incluyen hidrocarburos alifáticos, hidrocarburos aromáticos, ésteres, cetonas, éteres de glicol y alcoholes. Los solventes dispersan o disuelven los aglutinantes y disminuyen la viscosidad y el espesor del recubrimiento. Los solventes utilizados en las formulaciones de recubrimientos son peligrosos porque muchos son carcinógenos humanos y son inflamables o explosivos. La mayoría de los solventes contenidos en un recubrimiento se evaporan cuando el recubrimiento se cura, lo que genera emisiones de compuestos orgánicos volátiles (COV). Las emisiones de COV se están regulando cada vez más debido a los efectos negativos sobre la salud humana y el medio ambiente. Las preocupaciones ambientales asociadas con los ingredientes convencionales, las tecnologías de aplicación de recubrimientos y los desechos de recubrimientos son una fuerza impulsora para desarrollar alternativas de prevención de la contaminación.
La mayoría de los revestimientos se utilizan en productos arquitectónicos, industriales o especiales. Los revestimientos arquitectónicos se utilizan en edificios y productos de construcción y para servicios decorativos y de protección, como barnices para proteger la madera. Las instalaciones industriales incorporan operaciones de recubrimiento en varios procesos de producción. Las industrias automotriz, de latas de metal, maquinaria agrícola, revestimiento de bobinas, muebles y accesorios de madera y metal y electrodomésticos son los principales consumidores de revestimientos industriales.
El diseño de una formulación de recubrimiento depende del propósito de la aplicación del recubrimiento. Los revestimientos proporcionan estética y protección contra la corrosión y la superficie. El costo, la función, la seguridad del producto, la seguridad ambiental, la eficiencia de transferencia y la velocidad de secado y curado determinan las formulaciones.
Procesos de recubrimiento
Hay cinco operaciones que comprenden la mayoría de los procesos de recubrimiento: manipulación y preparación de materias primas, preparación de superficies, recubrimiento, limpieza de equipos y gestión de residuos.
Manipulación y preparación de materias primas.
El manejo y la preparación de la materia prima implica el almacenamiento de inventario, las operaciones de mezcla, la dilución y el ajuste de los recubrimientos y la transferencia de la materia prima a través de la instalación. Se necesitan procedimientos y prácticas de monitoreo y manejo para minimizar la generación de desechos por deterioro, fuera de las especificaciones y preparación inadecuada que puede resultar del aclareo excesivo y el consiguiente desperdicio. La transferencia, ya sea manual o mediante un sistema de tuberías, debe programarse para evitar el deterioro.
Preparación de la superficie
El tipo de técnica de preparación de la superficie utilizada depende de la superficie que se va a recubrir: preparación previa, cantidad de suciedad, grasa, el recubrimiento que se aplicará y el acabado superficial requerido. Las operaciones de preparación comunes incluyen el desengrasado, el recubrimiento previo o el fosfatado y la eliminación del recubrimiento. Para fines de acabado de metales, el desengrasado implica la limpieza con solventes, limpieza en frío o desengrasado con vapor con solventes halogenados, limpieza alcalina acuosa, limpieza semiacuosa o limpieza con hidrocarburos alifáticos para eliminar la suciedad orgánica, la suciedad, el aceite y la grasa. El decapado con ácido, la limpieza abrasiva o la limpieza con llama se utilizan para eliminar la cascarilla de laminación y el óxido.
La operación de preparación más común para las superficies metálicas, aparte de la limpieza, es el revestimiento con fosfato, que se utiliza para promover la adhesión de revestimientos orgánicos sobre las superficies metálicas y retardar la corrosión. Los recubrimientos de fosfato se aplican sumergiendo o rociando superficies metálicas con una solución de fosfato de zinc, hierro o manganeso. El fosfatado es un proceso de acabado de superficies similar a la galvanoplastia, que consiste en una serie de baños de enjuague y productos químicos de proceso en los que se sumergen las piezas para lograr la preparación deseada de la superficie. Ver el artículo “Tratamiento superficial de metales” en este capítulo.
La eliminación del revestimiento, químico o mecánico, se lleva a cabo en superficies que requieren un nuevo revestimiento, reparación o inspección. El método de eliminación de revestimiento químico más común es el decapado con disolvente. Estas soluciones suelen contener fenol, cloruro de metileno y un ácido orgánico para disolver el revestimiento de la superficie revestida. Un lavado final con agua para eliminar los productos químicos puede generar grandes cantidades de aguas residuales. El chorreado abrasivo es el proceso mecánico común, una operación en seco que utiliza aire comprimido para impulsar un medio de chorreado contra la superficie para eliminar el revestimiento.
Las operaciones de preparación de la superficie afectan la cantidad de residuos del proceso específico de preparación. Si la preparación de la superficie es inadecuada, lo que da como resultado un revestimiento deficiente, la eliminación del revestimiento y el repintado se suman a la generación de residuos.
Estucado
La operación de revestimiento implica transferir el revestimiento a la superficie y curar el revestimiento sobre la superficie. La mayoría de las tecnologías de recubrimiento se clasifican en 1 de 5 categorías básicas: recubrimiento por inmersión, recubrimiento por rodillo, recubrimiento por flujo, recubrimiento por rociado y la técnica más común, recubrimiento por rociado atomizado con aire utilizando recubrimientos a base de solventes.
Los recubrimientos por rociado con aire atomizado generalmente se llevan a cabo en un ambiente controlado debido a las emisiones de solventes y el exceso de rociado. Los dispositivos de control de exceso de rociado son filtros de tela o paredes de agua, que generan filtros usados o aguas residuales de los sistemas de depuración de aire.
El curado se lleva a cabo para convertir el aglutinante del revestimiento en una superficie adherente dura y tenaz. Los mecanismos de curado incluyen: secado, horneado o exposición a un haz de electrones o luz infrarroja o ultravioleta. El curado genera COV significativos a partir de recubrimientos a base de solventes y presenta un potencial de explosión si las concentraciones de solventes superan el límite explosivo inferior. En consecuencia, las operaciones de curado están equipadas con dispositivos de control de la contaminación del aire para evitar las emisiones de COV y para el control de seguridad para evitar explosiones.
Las preocupaciones ambientales y de salud, el aumento de las reglamentaciones que afectan a las formulaciones de recubrimientos convencionales, los altos costos de solventes y la costosa eliminación de desechos peligrosos han creado una demanda de formulaciones de recubrimientos alternativas que contengan componentes menos peligrosos y generen menos desechos cuando se apliquen. Las formulaciones de recubrimiento alternativas incluyen:
- Recubrimientos de alto contenido de sólidos, que contiene el doble de pigmento y resina en el mismo volumen de solvente que los recubrimientos convencionales. La aplicación reduce las emisiones de VOC entre un 62 y un 85 % en comparación con los recubrimientos convencionales a base de solventes con bajo contenido de sólidos porque se reduce el contenido de solventes.
- Recubrimientos a base de agua usando agua y una mezcla de disolventes orgánicos como vehículo con agua como base. En comparación con los recubrimientos a base de solventes, los recubrimientos a base de agua generan entre un 80 y un 95 % menos de emisiones de VOC y de solventes gastados que los recubrimientos convencionales a base de solventes con bajo contenido de sólidos.
- Recubrimientos en polvo que no contiene disolvente orgánico, que consiste en partículas de pigmento y resina finamente pulverizadas. Son polvos termoplásticos (resina de alto peso molecular para recubrimientos gruesos) o termoendurecibles (compuestos de bajo peso molecular que forman una capa delgada antes de la reticulación química).
Limpieza de equipos
La limpieza del equipo es una operación de mantenimiento de rutina necesaria en los procesos de recubrimiento. Esto crea cantidades significativas de desechos peligrosos, particularmente si se usan solventes halogenados para la limpieza. La limpieza de equipos para recubrimientos a base de solventes se ha realizado tradicionalmente de forma manual con solventes orgánicos para eliminar los recubrimientos de los equipos de proceso. La tubería requiere lavado con solvente en lotes hasta que esté limpia. El equipo de recubrimiento debe limpiarse entre cambios de producto y después de paradas del proceso. Los procedimientos y prácticas utilizados determinarán el nivel de residuos generados por estas actividades.
Gestión de residuos
Los procesos de recubrimiento generan varias corrientes de desechos. Los residuos sólidos incluyen contenedores de revestimiento vacíos, lodos de revestimiento del exceso de rociado y limpieza de equipos, filtros usados y materiales abrasivos, revestimiento seco y trapos de limpieza.
Los desechos líquidos incluyen aguas residuales de la preparación de superficies, control de exceso de rociado o limpieza de equipos, materiales de preparación de superficies o recubrimientos fuera de especificación o en exceso, exceso de rociado, derrames y soluciones de limpieza usadas. El reciclaje de circuito cerrado en el sitio se está volviendo más popular para los solventes usados a medida que aumentan los costos de eliminación. Los líquidos a base de agua generalmente se tratan en el sitio antes de descargarlos a los sistemas de tratamiento de propiedad pública.
Las emisiones de VOC son generadas por todos los procesos de recubrimiento convencionales que utilizan recubrimientos a base de solventes, lo que requiere dispositivos de control como unidades de adsorción de carbón, condensadores u oxidantes catalíticos térmicos.
Perfil general
La diversidad de procesos y productos dentro de la industria de microelectrónica y semiconductores es inmensa. El enfoque de la discusión sobre salud y seguridad ocupacional en este capítulo se centra en la producción de circuitos integrados (IC) de semiconductores (tanto en productos a base de silicio como en compuestos de valencia III-V), producción de placas de cableado impreso (PWB), placas de circuito impreso (PCB) montaje y montaje de computadoras.
La industria se compone de numerosos segmentos importantes. La Asociación de la Industria Electrónica utiliza la siguiente delineación al informar datos sobre tendencias, ventas y empleo pertinentes dentro de la industria:
- componentes electrónicos
- la electrónica de consumo
- telecomunicaciones
- comunicaciones de defensa
- computadoras y equipos periféricos
- electrónica industrial
- electrónica médica.
Los componentes electrónicos incluyen tubos de electrones (p. ej., tubos receptores, de propósito especial y de televisión), productos de estado sólido (p. ej., transistores, diodos, circuitos integrados, diodos emisores de luz (LED) y pantallas de cristal líquido (LCD)) y pasivos y otros componentes (por ejemplo, condensadores, resistencias, bobinas, transformadores e interruptores).
Los productos electrónicos de consumo incluyen televisores y otros productos de audio y video para el hogar y portátiles, así como equipos de información tales como computadoras personales, máquinas de transmisión de facsímil y contestadores telefónicos. El hardware y el software de juegos electrónicos, los sistemas de seguridad para el hogar, los casetes de audio y video y los disquetes vírgenes, los accesorios electrónicos y las baterías primarias totales también se incluyen en el encabezado de productos electrónicos de consumo.
Además de las computadoras especializadas y de uso general, las computadoras y los equipos periféricos incluyen equipos auxiliares de almacenamiento, equipos de entrada/salida (p. ej., teclados, ratones, dispositivos ópticos de escaneo e impresoras), terminales, etc. Si bien las telecomunicaciones, las comunicaciones de defensa y la electrónica industrial y médica utilizan parte de la misma tecnología, estos segmentos también involucran equipos especializados.
El surgimiento de la industria de la microelectrónica ha tenido un profundo impacto en la evolución y estructura de la economía mundial. El ritmo de cambio dentro de las naciones industrializadas del mundo se ha visto muy influenciado por los avances dentro de esta industria, específicamente en la evolución del circuito integrado. Este ritmo de cambio se representa gráficamente en la línea de tiempo del número de transistores por chip de circuito integrado (ver figura 1).
Figura 1. Transistores por chip de circuito integrado
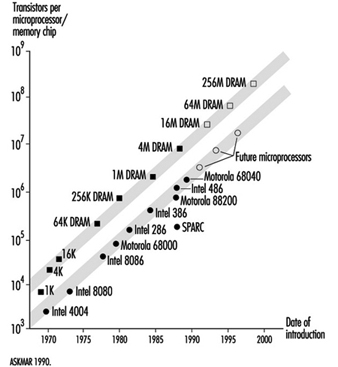
La importancia económica de las ventas de semiconductores en todo el mundo es significativa. La Figura 2 es una proyección de la Asociación de la Industria de Semiconductores para las ventas de semiconductores regionales y mundiales de 1993 a 1998.
Figura 2. Pronóstico de ventas de semiconductores a nivel mundial
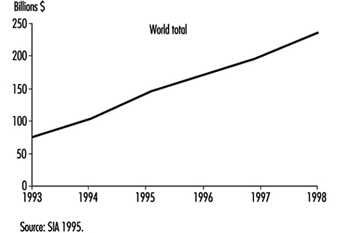
Las industrias de ensamblaje de circuitos integrados de semiconductores y de computadoras/electrónica son únicas en comparación con la mayoría de las demás categorías industriales en la composición relativa de su fuerza laboral de producción. El área de fabricación de semiconductores cuenta con un alto porcentaje de operarias que manejan los equipos de proceso. Las tareas relacionadas con el operador normalmente no requieren levantar objetos pesados ni un exceso de fuerza física. Además, muchas de las tareas laborales involucran habilidades motoras finas y atención a los detalles. Los trabajadores masculinos predominan en las tareas relacionadas con el mantenimiento, las funciones de ingeniería y la gestión. Una composición similar se encuentra en la porción de ensamblaje de computadoras/electrónica de este segmento industrial. Otra característica inusual de esta industria es la concentración de la fabricación en el área de Asia/Pacífico del mundo. Esto es especialmente cierto en el montaje final or back-end Procesos en la industria de los semiconductores. Este procesamiento implica el posicionamiento y la colocación del chip de circuito integrado fabricado (técnicamente conocido como troquel) en un soporte de chip y un marco de plomo. Este procesamiento requiere un posicionamiento preciso del chip, generalmente a través de un microscopio, y habilidades motoras muy finas. Nuevamente, las trabajadoras predominan en esta parte del proceso, con la mayor parte de la producción mundial concentrándose en la Cuenca del Pacífico, con altas concentraciones en Taiwán, Malasia, Tailandia, Indonesia y Filipinas, y números crecientes en China y Vietnam.
Las áreas de fabricación de circuitos integrados de semiconductores tienen varias propiedades y características inusuales exclusivas de esta industria. Es decir, el procesamiento de IC implica regímenes y requisitos de control de partículas extremadamente estrictos. Un área de fabricación de circuitos integrados moderna típica puede clasificarse como una sala limpia de Clase 1 o menos. Como método de comparación, un entorno exterior sería superior a la Clase 500,000; una habitación típica en una casa de aproximadamente Clase 100,000; y un área de ensamblaje de back-end de semiconductores de aproximadamente Clase 10,000. Alcanzar este nivel de control de partículas implica colocar al trabajador de fabricación en un lugar totalmente cerrado. trajes de conejito que cuenten con sistemas de suministro y filtración de aire para controlar los niveles de partículas generadas por los trabajadores en el área de fabricación. Los ocupantes humanos de las áreas de fabricación se consideran generadores muy potentes de partículas finas del aire que exhalan, la muda de piel y cabello, y de su ropa y zapatos. Este requisito de usar ropa confinada y aislar las rutinas de trabajo ha contribuido a que los empleados sientan que están trabajando en un ambiente de trabajo "no hospitalario". Véase la figura 3. Además, en el área fotolitográfica, el procesamiento implica exponer la oblea a una solución fotoactiva y luego modelar una imagen en la superficie de la oblea usando luz ultravioleta. Para aliviar la luz ultravioleta (UV) no deseada de esta área de procesamiento, se utilizan luces amarillas especiales (carecen del componente de longitud de onda UV que normalmente se encuentra en la iluminación interior). Estas luces amarillas ayudan a que los trabajadores sientan que están en un ambiente de trabajo diferente y posiblemente pueden tener un efecto de desorientación en algunas personas.
Figura 3. Una sala blanca de última generación

Fabricación de semiconductores de silicio
Vista general del proceso
La descripción del procesamiento de dispositivos semiconductores de silicio, ya sean dispositivos discretos (un semiconductor que contiene solo un dispositivo activo, como un transistor) o circuitos integrados (conjuntos interconectados de elementos activos y pasivos dentro de un único sustrato semiconductor capaz de realizar al menos una función de circuito electrónico) , implica numerosas operaciones altamente técnicas y específicas. La intención de esta descripción es proporcionar un marco básico y una explicación de los pasos del componente principal utilizados en la fabricación de un dispositivo semiconductor de silicio y los problemas relacionados con el medio ambiente, la salud y la seguridad (EHS).
La fabricación de un circuito integrado implica una secuencia de procesos que pueden repetirse muchas veces antes de que se complete un circuito. Los circuitos integrados más populares utilizan 6 o más máscaras para completar los procesos de creación de patrones, siendo típicos entre 10 y 24 máscaras. La fabricación de un microcircuito comienza con una oblea de silicio de ultra alta pureza de 4 a 12 pulgadas de diámetro. El silicio perfectamente puro es casi un aislante, pero ciertas impurezas, llamadas dopantes, agregados en cantidades de 10 a 100 partes por millón, hacen que el silicio conduzca la electricidad.
Un circuito integrado puede constar de millones de transistores (también diodos, resistencias y condensadores) hechos de silicio dopado, todos conectados por el patrón apropiado de conductores para crear la lógica de la computadora, la memoria u otro tipo de circuito. Se pueden hacer cientos de microcircuitos en una oblea.
Seis pasos principales del proceso de fabricación son universales para todos los dispositivos semiconductores de silicio: oxidación, litografía, grabado, dopaje, deposición de vapor químico y metalización. A estos les siguen el montaje, las pruebas, el marcado, el embalaje y el envío.
Oxidación
En general, el primer paso en el procesamiento de dispositivos semiconductores implica la oxidación de la superficie exterior de la oblea para hacer crecer una capa delgada (alrededor de una micra) de dióxido de silicio (SiO2). Esto protege principalmente la superficie de las impurezas y sirve como máscara para el proceso de difusión posterior. Esta capacidad de hacer crecer una oblea protectora químicamente estable de dióxido de silicio sobre silicio hace que las obleas de silicio sean el sustrato semiconductor más utilizado.
La oxidación, comúnmente llamada oxidación térmica, es un proceso por lotes que tiene lugar en un horno de difusión de alta temperatura. La capa protectora de dióxido de silicio crece en atmósferas que contienen oxígeno (O2) (oxidación seca) u oxígeno combinado con vapor de agua (H2O) (oxidación húmeda). Las temperaturas en el horno oscilan entre 800 y 1,300oC. También se pueden agregar compuestos de cloro en forma de cloruro de hidrógeno (HCl) para ayudar a controlar las impurezas no deseadas.
La tendencia en las instalaciones de fabricación más nuevas es hacia los hornos de oxidación vertical. Los hornos verticales abordan mejor la necesidad de un mayor control de la contaminación, un tamaño de oblea más grande y un procesamiento más uniforme. Permiten una huella de equipo más pequeña que conserva el valioso espacio del piso de la sala limpia.
oxidación seca
Las obleas de silicio que se van a oxidar se limpian primero con una solución de detergente y agua, y se enjuagan con disolvente con xileno, alcohol isopropílico u otros disolventes. Las obleas limpias se secan, se cargan en un soporte de obleas de cuarzo llamado bote y cargado en el extremo del operador (final de carga) del tubo o celda del horno de difusión de cuarzo. El extremo de entrada del tubo (fuente final) suministra oxígeno de alta pureza o una mezcla de oxígeno y nitrógeno. El flujo de oxígeno "seco" se controla en el tubo de cuarzo y asegura que haya un exceso de oxígeno disponible para el crecimiento de dióxido de silicio en la superficie de la oblea de silicio. La reacción química básica es:
si + o2 → SiO2
oxidación húmeda
Cuatro métodos de introducción de vapor de agua se usan comúnmente cuando el agua es el agente oxidante: pirofórico, de alta presión, burbujeador y flash. Las reacciones químicas básicas son:
Pirofóricos y de alta presión: Si + 2O2 + 2 H2 → SiO2 + 2H2O
Flash y burbujeador: Si + 2H2O → SiO2 + 2H2
oxidación pirofórica implica la introducción y combustión de una mezcla gaseosa de hidrógeno/oxígeno. Tales sistemas son generalmente llamados hidrógeno quemado or antorcha sistemas El vapor de agua se produce cuando se introducen cantidades adecuadas de hidrógeno y oxígeno en el extremo de entrada del tubo y se les permite reaccionar. La mezcla debe controlarse con precisión para garantizar una combustión adecuada y evitar la acumulación de gas hidrógeno explosivo.
Oxidación a alta presión (HiPox) se denomina técnicamente sistema de pirosíntesis de agua y genera vapor de agua a través de la reacción de hidrógeno y oxígeno ultrapuros. Luego, el vapor se bombea a una cámara de alta presión y se presuriza a 10 atmósferas, lo que acelera el proceso de oxidación húmeda. El agua desionizada también se puede utilizar como fuente de vapor.
In oxidación del burbujeador El agua desionizada se coloca en un recipiente llamado burbujeador y mantenido a una temperatura constante por debajo de su punto de ebullición de 100°C mediante el uso de una manta calefactora. El nitrógeno u oxígeno gaseoso ingresa por el lado de entrada del burbujeador, se satura con vapor de agua a medida que asciende a través del agua y sale por la salida hacia el horno de difusión. Los sistemas de burbujeo parecen ser el método de oxidación más utilizado.
In oxidación instantánea El agua desionizada se gotea continuamente en la superficie inferior calentada de un recipiente de cuarzo y el agua se evapora rápidamente una vez que toca la superficie caliente. El gas portador de nitrógeno u oxígeno fluye sobre el agua que se evapora y lleva el vapor de agua al horno de difusión.
Litografía
La litografía, también conocida como fotolitografía o simplemente enmascaramiento, es un método para formar con precisión patrones en la oblea oxidada. El circuito microelectrónico se construye capa por capa, cada capa recibe un patrón de una máscara prescrita en el diseño del circuito.
Los oficios de impresión desarrollaron los verdaderos antecedentes de los procesos de microfabricación de dispositivos semiconductores de hoy. Estos desarrollos se relacionan con la fabricación de placas de impresión, generalmente de metal, en las que la eliminación del material mediante ataque químico produce un patrón de relieve en la superficie. Esta misma técnica básica se utiliza para producir dominar mascarillas utilizado en la fabricación de cada capa de procesamiento de un dispositivo.
Los diseñadores de circuitos digitalizan los circuitos básicos de cada capa. Este esquema computarizado permite la generación rápida del circuito de la máscara y facilita cualquier cambio que pueda ser necesario. Esta técnica se conoce como diseño asistido por computadora (CAD). Utilizando potentes algoritmos informáticos, estos sistemas de diseño en línea permiten al diseñador diseñar y modificar los circuitos directamente en pantallas de visualización de video con capacidades gráficas interactivas.
El dibujo final, o máscara, para cada capa de circuitos se crea mediante un fototrazador o generador de patrones controlado por computadora. Estos dibujos fototrazados se reducen luego al tamaño real del circuito, una máscara maestra producida en vidrio con relieve cromado y reproducida en una placa de trabajo que sirve para la impresión por contacto o por proyección en la oblea.
Estas máscaras delinean el patrón de las áreas conductoras y aislantes que se transfieren a la oblea mediante fotolitografía. La mayoría de las empresas no producen sus propias mascarillas, sino que utilizan las proporcionadas por un productor de mascarillas.
Limpieza
La necesidad de una superficie de oblea exterior libre de partículas y contaminación requiere una limpieza frecuente. Las principales categorías son:
- lavado con agua desionizada y detergente
- disolvente: alcohol isopropílico (IPA), acetona, etanol, terpenos
- ácido: fluorhídrico (HF), sulfúrico (H2SO4) y peróxido de hidrógeno (H2O2), clorhídrico (HCl), nítrico (HNO3) y mezclas
- cáustico: hidróxido de amonio (NH4OH).
Resistir la aplicación
Las obleas se recubren con un material resistente de polímero a base de solvente y se giran rápidamente en un hilandero, que extiende una fina capa uniforme. Luego, los solventes se evaporan, dejando una película polimérica. Todos los materiales resistentes dependen de los cambios inducidos por la radiación (principalmente ultravioleta) en la solubilidad de un polímero orgánico sintético en un enjuague de revelador seleccionado. Los materiales resistentes se clasifican como resistentes negativos o positivos, dependiendo de si la solubilidad en el revelador disminuye (negativo) o aumenta (positivo) tras la exposición a la radiación. La Tabla 1 identifica la composición de los componentes de varios sistemas fotorresistentes.
Tabla 1. Sistemas fotorresistentes
|
Ultravioleta |
|||
|
Cerca (350–450 nm) |
Negativo |
PB |
Caucho alifático base azida (isopreno) |
|
Positivo |
PB |
Orto-diazocetona |
|
|
Profundo (200–250 nm) |
Ante todo |
||
|
Haz de electrones (alrededor de 100 nm) |
|||
|
Negativo |
PB |
Copolímero-acrilato de etilo y metacrilato de glicidilo (COP) |
|
|
Positivo |
PB |
Polimetilmetacrilato, polifluoroalquilmetacrilato, polialquilaldehído, poli-cianoetilacrilato |
|
|
Rayos X (0.5–5 nm) |
|||
|
Negativo |
PB |
Copolímero-acrilato de etilo y metacrilato de glicidilo (COP) |
|
|
Positivo |
PB |
Polimetilmetacrilato, orto-diazocetona, poli |
|
PB = base polimérica; S = disolvente; D = desarrollador.
Dado que la mayoría de los fotoprotectores son sensibles a la luz ultravioleta (UV), el área de procesamiento se ilumina con luces amarillas especiales que carecen de longitudes de onda UV sensibles (consulte la figura 1).
Figura 1. Equipo fotolitográfico “Habitación amarilla”

Las resistencias UV negativas y positivas se utilizan principalmente en la industria. Sin embargo, las resistencias de haz de electrones y de rayos X están ganando cuota de mercado debido a sus resoluciones más altas. Los problemas de salud en la litografía se deben principalmente a los peligros reproductivos potenciales asociados con las resistencias positivas seleccionadas (p. ej., acetato de éter monoetílico de etilenglicol como vehículo) que actualmente la industria está eliminando gradualmente. Los olores ocasionales de las resistencias negativas (p. ej., xileno) también generan preocupaciones para los empleados. Debido a estas preocupaciones, los higienistas industriales de la industria de semiconductores dedican una gran cantidad de tiempo a muestrear operaciones de fotoprotección. Si bien esto es útil para caracterizar estas operaciones, las exposiciones de rutina durante las operaciones de hilado y revelado son típicamente menos del 5% de los estándares de exposición ocupacional en el aire para los solventes utilizados en el proceso (Scarpace et al. 1989).
Se encontró una exposición de 1 hora a acetato de éter monoetílico de etilenglicol de 6.3 ppm durante la operación de un sistema giratorio. Esta exposición fue causada principalmente por malas prácticas de trabajo durante la operación de mantenimiento (Baldwin, Rubin y Horowitz 1993).
Secado y precocción
Después de que se ha aplicado la resistencia, las obleas se mueven sobre una pista o se mueven manualmente desde el rotor a un horno de temperatura controlada con atmósfera de nitrógeno. Una temperatura moderada (70 a 90 °C) hace que la fotoprotección se cure (horneado suave) y los solventes restantes se evaporen.
Para asegurar la adhesión de la capa protectora a la oblea, se aplica a la oblea una imprimación, hexametildisilizano (HMDS). La imprimación une el agua molecular en la superficie de la oblea. HMDS se aplica ya sea directamente en un proceso de inmersión o giro o a través de una imprimación de vapor que ofrece ventajas de proceso y costo sobre los otros métodos.
Alineación y exposición de máscaras
La máscara y la oblea se juntan utilizando una pieza precisa de equipo óptico/mecánico, y la imagen de la máscara se alinea con cualquier patrón que ya exista en la oblea debajo de la capa de fotorresistencia. Para la primera máscara, no es necesaria ninguna alineación. En tecnologías más antiguas, la alineación de capas sucesivas es posible gracias al uso de un biscopio (microscopio de doble lente) y controles de precisión para posicionar la oblea con respecto a la máscara. En las tecnologías más nuevas, la alineación se realiza automáticamente utilizando puntos de referencia en las obleas.
Una vez que se realiza la alineación, una fuente de lámpara de arco o vapor de mercurio ultravioleta de alta intensidad brilla a través de la máscara, exponiendo la resistencia en lugares no protegidos por regiones opacas de la máscara.
Los diversos métodos de alineación y exposición de obleas incluyen la exposición a la inundación de rayos UV (contacto o proximidad), la exposición a los rayos UV a través de lentes de proyección para la reducción (proyección), la exposición de reducción gradual y repetida de los rayos UV (proyección), la inundación de rayos X (proximidad) y la exploración del haz de electrones. exposición (escritura directa). El método principal en uso implica la exposición a los rayos UV del vapor de mercurio y lámparas de arco a través de alineadores de proximidad o de proyección. Las resistencias UV están diseñadas para reaccionar a un amplio espectro de longitudes de onda UV, o están formuladas para reaccionar preferentemente a una o más de las principales líneas del espectro emitidas por la lámpara (p. ej., línea g a 435 nm, línea h a 405 nm e i-line a 365 nm).
Las longitudes de onda predominantes de la luz ultravioleta que se utilizan actualmente en el fotoenmascaramiento son de 365 nm o más, pero los espectros de las lámparas ultravioleta también contienen energía significativa en la región de longitud de onda que preocupa a la salud, la región actínica por debajo de 315 nm. Normalmente, la intensidad de la radiación ultravioleta que escapa del equipo es menor que la presente de la luz solar en la región actínica y los estándares establecidos para la exposición ocupacional a los rayos ultravioleta.
Ocasionalmente, durante el mantenimiento, la alineación de la lámpara UV requiere que se energice fuera del gabinete del equipo o sin los filtros protectores normales. Los niveles de exposición durante esta operación pueden exceder los límites de exposición ocupacional, pero la vestimenta estándar para salas limpias (p. ej., batas, guantes de vinilo, máscaras faciales y anteojos de seguridad de policarbonato con inhibidor de rayos ultravioleta) suele ser adecuada para atenuar la luz ultravioleta por debajo de los límites de exposición (Baldwin y Stewart 1989). ).
Si bien las longitudes de onda predominantes para las lámparas ultravioleta utilizadas en fotolitografía son de 365 nm o más, la búsqueda de características más pequeñas en los circuitos integrados avanzados está llevando al uso de fuentes de exposición con longitudes de onda más pequeñas, como los rayos X y UV profundos. Una nueva tecnología para este propósito es el uso de láseres excímeros de fluoruro de criptón que se utilizan en motores paso a paso. Estos motores paso a paso utilizan una longitud de onda de 248 nm con salidas de alta potencia de láser. Sin embargo, los recintos de estos sistemas contienen el haz durante el funcionamiento normal.
Al igual que con otros equipos que contienen sistemas láser de alta potencia utilizados en la fabricación de semiconductores, la principal preocupación es cuándo se deben anular los enclavamientos del sistema durante la alineación del haz. Los láseres de alta potencia también son uno de los riesgos eléctricos más importantes en la industria de los semiconductores. Incluso después de desconectar la alimentación, existe un potencial de choque significativo dentro de la herramienta. Las consideraciones de diseño de controles y seguridad para estos sistemas están cubiertas por Escher, Weathers y Labonville (1993).
Una fuente de exposición de tecnología avanzada utilizada en litografía son los rayos X. Los niveles de emisión de las fuentes de litografía de rayos X pueden generar índices de dosis cercanos a los 50 milisieverts (5 rems) por año en el centro del equipo. Se recomienda restringir el acceso a las áreas dentro de la pared protegida para minimizar la exposición (Rooney y Leavey 1989).
Desarrollo
Durante el paso de desarrollo, las áreas no polimerizadas del protector se disuelven y eliminan. El revelador a base de solvente se aplica a la superficie de la oblea cubierta con resist por inmersión, rociado o atomización. Las soluciones de revelador se identifican en la tabla 1. Un enjuague con solvente (n-acetato de butilo, alcohol isopropílico, acetona, etc.) se suele aplicar después del revelador para eliminar cualquier material residual. La capa protectora que queda después del revelado protege las capas individuales durante el procesamiento posterior.
Repostería
Después de alinear, exponer y desarrollar la resistencia, las obleas se trasladan a otro horno de temperatura controlada con atmósfera de nitrógeno. El horno de temperatura más alta (120 a 135 °C) hace que la fotoprotección se cure y se polimerice por completo en la superficie de la oblea (horneado duro).
Pelado fotorresistente
Luego, la oblea revelada se graba selectivamente con productos químicos húmedos o secos (consulte "Grabado" a continuación). El fotoprotector restante se debe quitar de la oblea antes de continuar con el procesamiento. Esto se hace mediante el uso de soluciones químicas húmedas en baños de temperatura controlada o mediante el uso de una ceniza de plasma o un producto químico seco. La Tabla 2 identifica los componentes químicos secos y húmedos. A continuación se presenta una discusión sobre el grabado con plasma químico seco, utilizando el mismo equipo y los mismos principios de operación que la incineración por plasma.
Tabla 2. Decapantes fotorresistentes
Químico húmedo
Ácido
Sulfúrico (H2SO4) y crómico (CrO3)
Sulfúrico (H2SO4) y persulfato de amonio ((NH4)2S2O8)
Sulfúrico (H2SO4) y peróxido de hidrógeno (H2O2)
Agricultura
Fenoles, ácidos sulfúricos, triclorobenceno, percloroetileno
Éteres de glicol, etanolamina, trietanolamina
Hidróxido de sodio y silicatos (resistencia positiva)
Producto químico seco
Incineración por plasma (pelado)
Fuente de alimentación de RF (radiofrecuencia): frecuencia de 13.56 MHz o 2,450 MHz
Oxígeno (O2) fuente de gas
Sistemas de bomba de vacío
—Aceite lubricado con trampa de nitrógeno líquido (tecnología antigua)
—Lubricado con fluidos de perfluoropoliéter inertes (tecnología más nueva)
—Bomba seca (tecnología más nueva)
Aguafuerte
El grabado elimina las capas de dióxido de silicio (SiO2), metales y polisilicio, así como protectores, de acuerdo con los patrones deseados delineados por el protector. Las dos categorías principales de grabado son químicos húmedos y secos. El grabado húmedo se usa predominantemente e involucra soluciones que contienen los grabadores (generalmente una mezcla ácida) en las concentraciones deseadas, que reaccionan con los materiales que se eliminarán. El grabado en seco implica el uso de gases reactivos al vacío en una cámara altamente energizada, que también elimina las capas deseadas que no están protegidas por la resistencia.
Químico húmedo
Las soluciones de grabado químico húmedo se alojan en baños de grabado a temperatura controlada hechos de polipropileno (poly-pro), polipropileno resistente a las llamas (FRPP) o cloruro de polivinilo (PVC). Por lo general, los baños están equipados con ventilación de escape tipo plenum tipo anillo o escape ranurado en la parte trasera de la estación de grabado químico húmedo. Las campanas de flujo laminar vertical suministran aire libre de partículas filtrado uniformemente a la superficie superior de los baños de grabado. Las soluciones químicas de grabado húmedo comunes se presentan en la tabla 3, en relación con la capa superficial que se está grabando.
Tabla 3. Grabadores químicos húmedos
|
Material para grabar |
Grabadores |
|
|
Silicio |
||
|
Silicio policristalino (Si) |
Ácidos fluorhídrico, nítrico, acético y yodo |
|
|
Dióxido de silicio (SiO2) |
Grabado con óxido tamponado (BOE) - Fluorhídrico y |
|
|
Nitruro de silicio (Si3N4) |
Ácidos fosfórico y fluorhídrico |
|
|
Óxido de CVD o grabado de almohadilla |
Fluoruro de amonio, ácidos acético y fluorhídrico |
|
|
Metales |
||
|
Aluminio (Al) |
Ácidos fosfórico, nítrico, acético y clorhídrico |
|
|
Cromo-Níquel (Cr/Ni) |
Nitrato amónico cérico y ácido nítrico |
|
|
Oro (Au) |
Ácido clorhídrico y nítrico (aqua regia) |
|
|
Plata (Ag) |
Nitrato férrico (FeNO3) y etilenglicol |
|
|
Compuesto |
Fórmula |
Concentración estándar (%) |
|
Ácido acético |
CH3COOH |
36 |
|
Fluoruro de amonio |
NH4F |
40 |
|
Ácido acético glacial |
CH3COOH |
99.5 |
|
Ácido clorhídrico |
HCl |
36 |
|
Ácido fluorhídrico |
HF |
49 |
|
Ácido nítrico |
HNO3 |
67 |
|
Ácido fosfórico |
H3PO4 |
85 |
|
Hidróxido de potasio |
KOH |
50 ó 10 |
|
Hidróxido de sodio |
NaOH |
50 ó 10 |
|
ácido sulfurico |
H2SO4 |
96 |
Las campanas de suministro de flujo montadas verticalmente, cuando se usan junto con protectores contra salpicaduras y ventilación de escape, pueden crear áreas de turbulencia de aire dentro de la estación de grabado químico húmedo. Como resultado, es posible una disminución en la efectividad de la ventilación de extracción local para capturar y enrutar los contaminantes fugitivos del aire de los baños de grabado en uso.
La principal preocupación con el grabado húmedo es la posibilidad de contacto de la piel con los ácidos concentrados. Si bien todos los ácidos utilizados en el grabado pueden causar quemaduras por ácido, la exposición al ácido fluorhídrico (HF) es especialmente preocupante. El lapso de tiempo entre el contacto con la piel y el dolor (hasta 24 horas para soluciones con menos del 20 % de HF y de 1 a 8 horas para soluciones con 20 a 50 % de HF) puede ocasionar un retraso en el tratamiento y quemaduras más graves de lo esperado (Hathaway et al. 1991). .
Históricamente, las quemaduras por ácido han sido un problema particular dentro de la industria. Sin embargo, la incidencia de contacto de la piel con ácidos se ha reducido en los últimos años. Parte de esta reducción se debió a mejoras relacionadas con el producto en el proceso de grabado, como el cambio al grabado en seco, el uso de más robótica y la instalación de sistemas de dosificación de productos químicos. La reducción en la tasa de quemaduras por ácido también se puede atribuir a mejores técnicas de manejo, mayor uso de equipo de protección personal, cubiertas húmedas mejor diseñadas y mejor entrenamiento, todo lo cual requiere atención continua si se quiere que la tasa disminuya aún más (Baldwin y Williams 1996). ).
Producto químico seco
El grabado químico seco es un área de creciente interés y uso debido a su capacidad para controlar mejor el proceso de grabado y reducir los niveles de contaminación. El procesamiento químico seco graba efectivamente las capas deseadas mediante el uso de gases químicamente reactivos o mediante bombardeo físico.
Se han desarrollado sistemas de grabado por plasma químicamente reactivos que pueden grabar con eficacia silicio, dióxido de silicio, nitruro de silicio, aluminio, tantalio, compuestos de tantalio, cromo, tungsteno, oro y vidrio. Se utilizan dos tipos de sistemas de reactores de grabado por plasma: el de barril, o cilíndrico, y el de placas paralelas, o plano. Ambos operan con los mismos principios y principalmente varían únicamente en la configuración.
Un plasma es similar a un gas excepto que algunos de los átomos o moléculas del plasma están ionizados y pueden contener una cantidad sustancial de radicales libres. El reactor típico consta de una cámara de reactor de vacío que contiene la oblea, generalmente de aluminio, vidrio o cuarzo; una fuente de energía de radiofrecuencia (RF), generalmente a 450 kHz, 13.56 MHz o 40.5 MHz y un módulo de control para controlar el tiempo de procesamiento, la composición del gas reactivo, el caudal de gas y el nivel de potencia de RF. Además, una fuente de vacío de bomba de desbaste lubricada con aceite (tecnología más antigua) o seca (tecnología más nueva) está en línea con la cámara del reactor. Las obleas se cargan en el reactor, ya sea individualmente o en casetes, una bomba evacua la cámara y se introduce el gas reactivo (generalmente tetrafluoruro de carbono). La ionización del gas forma el plasma de grabado, que reacciona con las obleas para formar productos volátiles que se bombean. La introducción de gas reactivo nuevo en la cámara mantiene la actividad de grabado. La Tabla 4 identifica los materiales y gases de plasma en uso para grabar varias capas.
Tabla 4. Gases de grabado por plasma y materiales grabados
|
Material |
Parrilla de gas |
|
Silicio |
|
|
Polisilicio (polySi) y Silicio |
FC + O2, CCl4 o CF3CI, FC4 y HCl |
|
Dióxido de silicio (SiO2) |
C2F6, C3F8, FC4, SiF4, C5F12, francos suizos3, CCl2F2SF6, alta frecuencia |
|
Nitruro de silicio (Si3N4) |
CF4 + Ar, FC4 + O2, FC4 + H2 |
|
Metales |
|
|
Aluminio (Al) |
CCl4 o BCl3 + Él o Ar |
|
Cromo (Cr) |
CCl4 |
|
Óxido de cromo (CrO3) |
Cl2 + Ar o CCl4 + AR |
|
Arseniuro de galio (GaAs) |
CCl2F2 |
|
Vanadio (V) |
CF4 |
|
Titanio (Ti) |
CF4 |
|
Tántulo (Ta) |
CF4 |
|
Molibdeno (Mo) |
CF4 |
|
Tungsteno (W) |
CF4 |
Otro método que se está desarrollando actualmente para el grabado es el microondas aguas abajo. Utiliza una descarga de microondas de alta densidad de potencia para producir átomos metaestables con una larga vida útil que graban el material casi como si estuviera sumergido en ácido.
Los procesos de grabado físico son similares al pulido con chorro de arena en el sentido de que se utilizan átomos de gas argón para bombardear físicamente la capa que se va a grabar. Se utiliza un sistema de bomba de vacío para eliminar el material dislocado. El grabado con iones reactivos implica una combinación de grabado en seco químico y físico.
El proceso de pulverización es uno de impacto de iones y transferencia de energía. El grabado por pulverización catódica incorpora un sistema de pulverización catódica, en el que la oblea que se va a grabar se une a un electrodo negativo u objetivo en un circuito de descarga luminiscente. El material sale disparado de la oblea por bombardeo con iones positivos, generalmente argón, y da como resultado la dislocación de los átomos de la superficie. La energía es proporcionada por una fuente de RF a una frecuencia de 450 kHz. Se utiliza un sistema de vacío en línea para el control de la presión y la eliminación de los reactivos.
El grabado y fresado con haz de iones es un proceso de grabado suave que utiliza un haz de iones de baja energía. El sistema de haz de iones consta de una fuente para generar el haz de iones, una cámara de trabajo en la que se produce el grabado o el fresado, una placa objetivo para sujetar las obleas en el haz de iones, un sistema de bomba de vacío, componentes electrónicos e instrumentos de apoyo. El haz de iones se extrae de un gas ionizado (argón o argón/oxígeno) o plasma, que se crea mediante la descarga eléctrica. La descarga se obtiene aplicando un voltaje entre un cátodo de filamento caliente emisor de electrones y un cilindro de ánodo ubicado en el diámetro exterior de la región de descarga.
La molienda de haz de iones se realiza en el rango de baja energía del bombardeo de iones, donde solo ocurren interacciones superficiales. Estos iones, generalmente en el rango de 500 a 1,000 eV, golpean un objetivo y chisporrotear átomos de la superficie rompiendo las fuerzas que unen el átomo con su vecino. El grabado con haz de iones se realiza en un rango de energía ligeramente más alto, lo que implica una dislocación más dramática de los átomos de la superficie.
El grabado con iones reactivos (RIE) es una combinación de pulverización física y grabado con especies químicas reactivas a bajas presiones. RIE utiliza bombardeo de iones para lograr un grabado direccional y también un gas químicamente reactivo, tetrafluoruro de carbono (CF4) o tetracloruro de carbono (CCl4), para mantener una buena selectividad de la capa grabada. Se coloca una oblea en una cámara con una atmósfera de un compuesto gaseoso químicamente reactivo a una presión baja de alrededor de 0.1 torr (1.3 x 10-4 atmósfera). Una descarga eléctrica crea un plasma de "radicales libres" reactivos (iones) con una energía de unos pocos cientos de electronvoltios. Los iones golpean la superficie de la oblea verticalmente, donde reaccionan para formar especies volátiles que son eliminadas por un sistema de vacío en línea de baja presión.
Los grabadores secos a veces tienen un ciclo de limpieza que se utiliza para eliminar los depósitos que se acumulan en el interior de las cámaras de reacción. Los compuestos originales utilizados para los plasmas del ciclo de limpieza incluyen trifluoruro de nitrógeno (NF3), hexafluoroetano (C2F6) y octafluoropropano (C3F8).
Estos tres gases utilizados en el proceso de limpieza, y muchos de los gases utilizados en el grabado, son la piedra angular de un problema ambiental al que se enfrenta la industria de los semiconductores que surgió a mediados de la década de 1990. Se identificó que varios de los gases altamente fluorados tienen un potencial significativo de calentamiento global (o efecto invernadero). (Estos gases también se conocen como PFC, compuestos perfluorados). La larga vida atmosférica, el alto potencial de calentamiento global y el aumento significativo del uso de PFC como NF3, C2F6, C3F8, FC4, trifluorometano (CHF3) y hexafluoruro de azufre (SF6) hizo que la industria de los semiconductores se centrara en formas de reducir sus emisiones.
Las emisiones atmosféricas de PFC de la industria de los semiconductores se han debido a la baja eficiencia de las herramientas (muchas herramientas consumían solo del 10 al 40 % del gas utilizado) y al equipo inadecuado de reducción de emisiones al aire. Los depuradores húmedos no son efectivos para eliminar los PFC, y las pruebas en muchas unidades de combustión encontraron eficiencias de destrucción deficientes para algunos gases, especialmente CF4. Muchas de estas unidades de combustión se averiaron C2F6 y C3F8 en CF4. Además, el alto costo de propiedad de estas herramientas de reducción, su demanda de energía, la liberación de otros gases que contribuyen al calentamiento global y los subproductos de la combustión de contaminantes atmosféricos peligrosos indicaron que la reducción de la combustión no era un método adecuado para controlar las emisiones de PFC.
La fabricación de herramientas de proceso más eficientes, la identificación y el desarrollo de alternativas más respetuosas con el medio ambiente a estos gases de grabado en seco y la recuperación/reciclado de los gases de escape han sido los énfasis medioambientales asociados con los grabadores en seco.
El mayor énfasis en la higiene ocupacional para los grabadores en seco ha sido la posible exposición del personal de mantenimiento que trabaja en las cámaras de reacción, bombas y otros equipos asociados que pueden contener residuos de productos de reacción. La complejidad de los grabadores de metales por plasma y la dificultad para caracterizar los olores asociados a su mantenimiento los ha convertido en objeto de numerosas investigaciones.
Los productos de reacción formados en los grabadores de metal por plasma son una mezcla compleja de compuestos clorados y fluorados. El mantenimiento de los grabadores de metales implica a menudo operaciones de corta duración que generan fuertes olores. Se descubrió que el hexacloroetano es la causa principal del olor en un tipo de grabador de aluminio (Helb et al. 1983). En otro, el cloruro de cianógeno fue el principal problema: los niveles de exposición fueron 11 veces superiores al límite de exposición ocupacional de 0.3 ppm (Baldwin 1985). En otros tipos de grabadores, el cloruro de hidrógeno se asocia con el olor; la exposición máxima medida fue de 68 ppm (Baldwin, Rubin y Horowitz 1993). Para información adicional sobre el tema ver Mueller y Kunesh (1989).
La complejidad de las sustancias químicas presentes en los escapes de los grabadores de metales ha llevado a los investigadores a desarrollar métodos experimentales para investigar la toxicidad de estas mezclas (Bauer et al. 1992a). La aplicación de estos métodos en estudios con roedores indica que algunas de estas mezclas químicas son mutágenos sospechosos (Bauer et al. 1992b) y toxinas reproductivas sospechosas (Schmidt et al. 1995).
Debido a que los grabadores secos funcionan como sistemas cerrados, la exposición química de los operadores del equipo generalmente no ocurre mientras el sistema está cerrado. Una rara excepción a esto es cuando el ciclo de purga de los grabadores por lotes más antiguos no es lo suficientemente largo para eliminar adecuadamente los gases del grabador. Se han informado exposiciones breves pero irritantes a compuestos de flúor que están por debajo del límite de detección para los procedimientos típicos de monitoreo de higiene industrial cuando se abren las puertas de estos grabadores. Normalmente, esto se puede corregir simplemente aumentando la duración del ciclo de purga antes de abrir la puerta de la cámara de grabado.
La principal preocupación por la exposición del operador a la energía de radiofrecuencia surge durante el grabado con plasma y la incineración (Cohen 1986; Jones 1988). Por lo general, la fuga de energía de RF puede ser causada por:
- puertas desalineadas
- grietas y agujeros en los gabinetes
- mesas de metal y cables eléctricos que actúan como antenas debido a una conexión a tierra inadecuada del grabador
- no hay pantalla atenuante en la ventana de visualización del grabador (Jones 1988; Horowitz 1992).
La exposición a RF también puede ocurrir durante el mantenimiento de los grabadores, especialmente si se ha quitado el gabinete del equipo. Una exposición de 12.9 mW/cm2 se encontró en la parte superior de un grabador de plasma de modelo antiguo con la cubierta retirada para mantenimiento (Horowitz 1992). La fuga de radiación de RF real en el área donde se encuentra el operador fue típicamente inferior a 4.9 mW/cm2.
Dopaje
La formación de una unión o límite eléctrico entre p y n regiones en una oblea de silicio monocristalino es el elemento esencial para el funcionamiento de todos los dispositivos semiconductores. Las uniones permiten que la corriente fluya en una dirección mucho más fácilmente que en la otra. Proporcionan la base para los efectos de diodos y transistores en todos los semiconductores. En un circuito integrado, se debe introducir un número controlado de impurezas elementales o dopantes en regiones grabadas seleccionadas del sustrato de silicio u oblea. Esto se puede hacer mediante técnicas de difusión o de implantación de iones. Independientemente de la técnica utilizada, se utilizan los mismos tipos o dopantes para la producción de uniones de semiconductores. La Tabla 5 identifica los principales componentes utilizados para el dopaje, su estado físico, tipo eléctrico (p or n) y la técnica de unión primaria en uso: difusión o implantación de iones.
Tabla 5. Dopantes de formación de uniones para difusión e implantación de iones
|
Element |
Compuesto |
Fórmula |
Estado |
Tecnologia |
|
tipo n |
||||
|
Antimonio |
Trióxido de antimonio |
Sb2O3 |
Sólido |
Difusión |
|
Arsénico |
Trióxido de arsénico |
As2O3 |
Sólido |
Difusión |
|
Fósforo |
Pentóxido de fósforo |
P2O5 |
Sólido |
Difusión |
|
tipo p |
||||
|
Boro |
Nitruro de boro |
BN |
Sólido |
Difusión |
Las exposiciones químicas de rutina para los operadores de hornos de difusión e implantadores de iones son bajas, por lo general menos que el límite de detección de los procedimientos de muestreo de higiene ocupacional estándar. Las preocupaciones químicas con el proceso se centran en la posibilidad de escapes de gases tóxicos.
Ya en la década de 1970, los fabricantes progresivos de semiconductores comenzaron a instalar los primeros sistemas continuos de monitoreo de gases inflamables y tóxicos. El enfoque principal de este monitoreo fue detectar escapes accidentales de los gases dopantes más tóxicos con umbrales de olor por encima de sus límites de exposición ocupacional (por ejemplo, arsina y diborano).
La mayoría de los monitores de aire de higiene industrial en la industria de semiconductores se utilizan para la detección de fugas de gases tóxicos e inflamables. Sin embargo, algunas instalaciones también están utilizando sistemas de monitoreo continuo para:
- analizar las emisiones del conducto de escape (chimenea)
- cuantificar las concentraciones en el aire ambiente de sustancias químicas volátiles
- identificar y cuantificar olores en las áreas fab.
Las tecnologías más utilizadas en la industria de los semiconductores para este tipo de monitoreo son la detección colorimétrica de gases (p. ej., detector de gas continuo MDA), sensores electroquímicos (p. ej., monitores sensidyne) y el infrarrojo por transformada de Fourier (p. ej., Telos ACM) (Baldwin y Williams 1996). .
Difusión
Difusión es un término utilizado para describir el movimiento de los dopantes desde las regiones de alta concentración en el extremo de la fuente del horno de difusión hacia las regiones de menor concentración dentro de la oblea de silicio. La difusión es el método más establecido de formación de uniones.
Esta técnica consiste en someter una oblea a una atmósfera calentada dentro del horno de difusión. El horno contiene los dopantes deseados en forma de vapor y da como resultado la creación de regiones de actividad eléctrica dopada, ya sea p or n. Los dopantes más utilizados son el boro para el tipo p; y fósforo (P), arsénico (As) o antimonio (Sb) para el tipo n (ver tabla 5).
Por lo general, las obleas se apilan en un contenedor o bote de cuarzo y se colocan en el horno de difusión. El horno de difusión contiene un tubo largo de cuarzo y un mecanismo para un control preciso de la temperatura. El control de la temperatura es extremadamente importante, ya que las tasas de difusión de los diversos dopantes de silicio son principalmente una función de la temperatura. Las temperaturas de uso oscilan entre 900 y 1,300 oC, según el dopante y el proceso específicos.
El calentamiento de la oblea de silicio a alta temperatura permite que los átomos de impureza se difundan lentamente a través de la estructura cristalina. Las impurezas se mueven más lentamente a través del dióxido de silicio que a través del propio silicio, lo que permite que el óxido delgado patrón para servir como una máscara y, por lo tanto, permitir que el dopante ingrese al silicio solo donde está desprotegido. Después de que se hayan acumulado suficientes impurezas, las obleas se retiran del horno y la difusión cesa efectivamente.
Para un control máximo, la mayoría de las difusiones se realizan en dos pasos:predeposición y conducir en. El predepósito, o difusión con fuente constante, es el primer paso y se realiza en un horno en el que se selecciona la temperatura para lograr el mejor control de las cantidades de impurezas. La temperatura determina la solubilidad del dopante. Después de un tratamiento de predepósito comparativamente corto, la oblea se mueve físicamente a un segundo horno, generalmente a una temperatura más alta, donde un segundo tratamiento térmico conduce el dopante a la profundidad de difusión deseada en la red de la oblea de silicio.
Las fuentes de dopantes utilizadas en el paso de predepósito se encuentran en tres estados químicos distintos: gas, líquido y sólido. La Tabla 5 identifica los diversos tipos de dopantes de fuentes de difusión y sus estados físicos.
Los gases generalmente se suministran desde cilindros de gas comprimido con controles o reguladores de presión, válvulas de cierre y varios accesorios de purga y se distribuyen a través de tuberías de metal de diámetro pequeño.
Los líquidos se distribuyen normalmente desde burbujeadores, que saturan una corriente de gas portador, generalmente nitrógeno, con los vapores dopantes líquidos, como se describe en la sección sobre oxidación húmeda. Otra forma de dosificación de líquido es mediante el uso del girar sobre Dopante aparato. Esto implica poner un dopante sólido en solución con un solvente líquido, luego gotear la solución sobre la oblea y girar, de manera similar a la aplicación de fotoprotectores.
Las fuentes sólidas pueden tener la forma de una oblea de nitruro de boro, que se intercala entre dos obleas de silicio para doparlas y luego colocarlas en un horno de difusión. Además, los dopantes sólidos, en forma de polvo o perlas, pueden colocarse en un bomba de cuarzo recinto (trióxido de arsénico), descargado manualmente en el extremo de la fuente de un tubo de difusión o cargado en un horno fuente separado en línea con el horno de difusión principal.
En ausencia de controles adecuados, las exposiciones al arsénico superiores a 0.01 mg/m3 se informaron durante la limpieza de un horno de deposición (Wade et al. 1981) y durante la limpieza de cámaras de alojamiento de fuente para implantadores de iones de fuente sólida (McCarthy 1985; Baldwin, King y Scarpace 1988). Estas exposiciones ocurrieron cuando no se tomaron precauciones para limitar la cantidad de polvo en el aire. Sin embargo, cuando los residuos se mantuvieron húmedos durante la limpieza, las exposiciones se redujeron muy por debajo del límite de exposición en el aire.
En las tecnologías de difusión más antiguas, existen riesgos de seguridad durante la extracción, limpieza e instalación de los tubos del horno. Los peligros incluyen posibles cortes por piezas de cuarzo rotas y quemaduras con ácido durante la limpieza manual. En las tecnologías más nuevas, estos peligros se reducen mediante in situ limpieza de tubos que elimina gran parte del manejo manual.
Los operadores de hornos de difusión experimentan la mayor exposición rutinaria en salas limpias a campos electromagnéticos de frecuencia extremadamente baja (por ejemplo, de 50 a 60 hercios) en la fabricación de semiconductores. Se informaron exposiciones promedio superiores a 0.5 microteslas (5 miligauss) durante la operación real de los hornos (Crawford et al. 1993). Este estudio también señaló que el personal de la sala limpia que trabajaba cerca de los hornos de difusión tenía exposiciones promedio medidas que eran notablemente más altas que las de otros trabajadores de la sala limpia. Este hallazgo fue consistente con las mediciones puntuales reportadas por Rosenthal y Abdollahzadeh (1991), quienes encontraron que los hornos de difusión producían lecturas de proximidad (5 cm o 2 pulgadas de distancia) de hasta 10 a 15 microteslas, con los campos circundantes cayendo más gradualmente con la distancia. que otros equipos de sala blanca estudiados; incluso a 6 pies de distancia de los hornos de difusión, las densidades de flujo reportadas fueron de 1.2 a 2 microteslas (Crawford et al. 1993). Estos niveles de emisión están muy por debajo de los límites actuales de exposición basados en la salud establecidos por la Organización Mundial de la Salud y los establecidos por países individuales.
Implantación de iones
La implantación de iones es el método más nuevo de introducir elementos de impurezas a temperatura ambiente en obleas de silicio para la formación de uniones. Los átomos dopantes ionizados (es decir, átomos despojados de uno o más de sus electrones) se aceleran a una alta energía haciéndolos pasar a través de una diferencia de potencial de decenas de miles de voltios. Al final de su recorrido, golpean la oblea y se incrustan a varias profundidades, según su masa y energía. Como en la difusión convencional, una capa de óxido estampada o un patrón fotorresistente enmascara selectivamente la oblea de los iones.
Un sistema típico de implantación de iones consta de una fuente de iones (fuente de dopante gaseoso, generalmente en pequeñas botellas de conferencia), equipo de análisis, acelerador, lente de enfoque, trampa de haz neutral, cámara de proceso de escáner y un sistema de vacío (normalmente tres juegos separados de en línea). bombas de desbaste y de difusión de aceite). La corriente de electrones se genera a partir de un filamento caliente por resistencia, una descarga de arco o un haz de electrones de cátodo frío.
Generalmente, después de que se implantan las obleas, se realiza un paso de recocido a alta temperatura (de 900 a 1,000 °C) mediante un recocido con rayo láser o recocido pulsado con una fuente de haz de electrones. El proceso de recocido ayuda a reparar el daño a la superficie exterior de la oblea implantada causado por el bombardeo de iones dopantes.
Con la llegada de un sistema de suministro seguro para los cilindros de gas de arsina, fosfina y trifluoruro de boro utilizados en los implantadores de iones, el potencial de liberación catastrófica de estos gases se ha reducido considerablemente. Estos pequeños cilindros de gas se llenan con un compuesto en el que se adsorben la arsina, la fosfina y el trifluoruro de boro. Los gases se extraen de los cilindros mediante el uso de vacío.
Los implantadores de iones son uno de los riesgos eléctricos más importantes en la industria de los semiconductores. Incluso después de desconectar la alimentación, existe un potencial de choque significativo dentro de la herramienta y debe disiparse antes de trabajar dentro del implantador. Se garantiza una revisión cuidadosa de las operaciones de mantenimiento y los riesgos eléctricos para todos los equipos recién instalados, pero especialmente para los implantadores de iones.
Se han encontrado exposiciones a hidruros (probablemente una mezcla de arsina y fosfina) de hasta 60 ppb durante el mantenimiento de criobombas implantadoras de iones (Baldwin, Rubin y Horowitz 1993). Además, las altas concentraciones de arsina y fosfina pueden liberar gases de las piezas del implantador contaminadas que se retiran durante el mantenimiento preventivo (Flipp, Hunsaker y Herring 1992).
Las aspiradoras portátiles con filtros atenuadores de partículas de alta eficiencia (HEPA) se utilizan para limpiar superficies de trabajo contaminadas con arsénico en áreas de implantación de iones. Exposiciones superiores a 1,000 μg/m3 se midieron cuando las aspiradoras HEPA se limpiaron incorrectamente. Las aspiradoras HEPA, cuando se descargan en el espacio de trabajo, también pueden distribuir de manera eficiente el olor distintivo parecido a un hidruro asociado con la limpieza de la línea de haz del implantador de iones (Baldwin, Rubin y Horowitz 1993).
Si bien es una preocupación, no ha habido informes publicados de exposiciones significativas a gases dopantes durante los cambios de aceite de las bombas de vacío que se usan con dopantes, posiblemente porque esto generalmente se hace como un sistema cerrado. La falta de exposición informada también puede ser el resultado de niveles bajos de liberación de gases de hidruros del aceite usado.
El resultado de un estudio de campo en el que se calentaron 700 ml de aceite de bomba de desbaste usado de un implantador de iones que usaba arsina y fosfina solo mostró concentraciones detectables de hidruros en el aire en el espacio de cabeza de la bomba cuando el aceite de la bomba excedía los 70oC (Baldwin, King y Scarpace 1988). Dado que las temperaturas normales de funcionamiento de las bombas mecánicas preliminares son de 60 a 80oC, este estudio no indicó el potencial de una exposición significativa.
Durante la implantación de iones, los rayos X se forman incidentalmente a la operación. La mayoría de los implantadores están diseñados con suficiente blindaje de gabinete (que incluye láminas de plomo colocadas estratégicamente alrededor de la carcasa de la fuente de iones y las puertas de acceso adyacentes) para mantener la exposición de los empleados por debajo de 2.5 microsieverts (0.25 milirems) por hora (Maletskos y Hanley 1983). Sin embargo, se encontró que un modelo más antiguo de implantadores tenía una fuga de rayos X superior a 20 microsieverts por hora (μSv/h) en la superficie de la unidad (Baldwin, King y Scarpace 1988). Estos niveles se redujeron a menos de 2.5 μSv/h después de instalar un blindaje de plomo adicional. Se descubrió que otro modelo más antiguo de implantador de iones tenía fugas de rayos X alrededor de una puerta de acceso (hasta 15 μSv/hr) y en una ventana de visualización (hasta 3 μSv/hr). Se agregó blindaje de plomo adicional para atenuar posibles exposiciones (Baldwin, Rubin y Horowitz 1993).
Además de las exposiciones a rayos X de los implantadores de iones, se ha postulado la posibilidad de formación de neutrones si el implantador funciona a más de 8 millones de electronvoltios (MeV) o si se utiliza gas deuterio como fuente de iones (Rogers 1994). Sin embargo, los implantadores normalmente están diseñados para operar a muy por debajo de 8 MeV, y el deuterio no se usa comúnmente en la industria (Baldwin y Williams 1996).
Deposición de vapor químico
La deposición de vapor químico (CVD) implica la estratificación de material adicional sobre la superficie de la oblea de silicio. Las unidades CVD normalmente funcionan como un sistema cerrado, lo que resulta en una exposición química mínima o nula para los operadores. Sin embargo, puede ocurrir una breve exposición al cloruro de hidrógeno por encima de 5 ppm cuando se limpian ciertos predepuradores CVD (Baldwin y Stewart 1989). Dos categorías amplias de depósito son de uso común: epitaxial y la categoría más general de CVD no epitaxial.
Deposición de vapor químico epitaxial
El crecimiento epitaxial es la deposición rígidamente controlada de una fina película monocristalina de un material que mantiene la misma estructura cristalina que la capa de oblea del sustrato existente. Sirve como matriz para fabricar componentes semiconductores en procesos de difusión posteriores. La mayoría de las películas epitaxiales crecen sobre sustratos del mismo material, como silicio sobre silicio, en un proceso denominado homoepitaxia. El crecimiento de capas de diferentes materiales sobre un sustrato, como silicio sobre zafiro, se denomina procesamiento de dispositivos IC de heteroepitaxia.
Se utilizan tres técnicas principales para hacer crecer las capas epitaxiales: fase de vapor, fase líquida y haz molecular. La epitaxia de fase líquida y de haz molecular se utilizan principalmente en el procesamiento de dispositivos III-V (p. ej., GaAs). Estos se tratan en el artículo “Fabricación de semiconductores III-V”.
La epitaxia en fase de vapor se utiliza para hacer crecer una película mediante la CVD de moléculas a una temperatura de 900 a 1,300oC. Los vapores que contienen silicio y cantidades controladas de dopantes de tipo p o n en un gas portador (generalmente hidrógeno) se pasan sobre obleas calentadas para depositar capas dopadas de silicio. El proceso se realiza generalmente a presión atmosférica.
La Tabla 6 identifica los cuatro tipos principales de epitaxia en fase de vapor, los parámetros y las reacciones químicas que tienen lugar.
Tabla 6. Principales categorías de epitaxia en fase de vapor de silicio
|
parámetros |
||
|
Presión |
Atmosférico |
|
|
Temperatura |
900-1300 ° C |
|
|
fuentes de silicio |
Silano (SiH4), tetracloruro de silicio (SiCl4), triclorosilano (SiHCl3), |
|
|
gases dopantes |
Arsina (AsH3), fosfina (PH3), diborano (B2H6) |
|
|
Concentración de gas dopante |
≈100ppm |
|
|
gas grabador |
Cloruro de hidrógeno (HCl) |
|
|
Concentración de gas grabador |
≈1-4% |
|
|
Gases portadores |
Hidrógeno (H2), nitrógeno (N2) |
|
|
Fuente de calentamiento |
Radiofrecuencia (RF) o infrarrojos (IR) |
|
|
Tipos de epitaxia en fase de vapor |
Reacciones químicas |
|
|
Reducción de hidrógeno de tetracloruro de silicio |
SiCl4 + 2H2 → Si + 4HCl |
|
|
Descomposición pirolítica de silano |
SíH4 → Si + 2H2 |
|
|
Reducción de hidrógeno de triclorosilano |
SiHCl3 + H2 → Si + 3HCl |
|
|
Reducción de diclorosilano |
SíH2Cl2 → Si + 2HCl |
|
La secuencia de depósito normalmente seguida en un proceso epitaxial implica:
- limpieza de sustrato—lavado físico, desengrasado con disolventes, limpieza con ácido (sulfúrico, nítrico y clorhídrico, y el fluorhídrico es una secuencia común) y operación de secado
- carga de obleas
- calentar— purga de nitrógeno y calentamiento a aproximadamente 500 °C, luego se usa gas hidrógeno y los generadores de RF calientan inductivamente las obleas
- grabado con cloruro de hidrógeno (HCl)—por lo general, se dispensa una concentración de 1 a 4% de HCl a la cámara del reactor
- declaración—la fuente de silicio y los gases dopantes se dosifican y depositan en la superficie de la oblea
- enfriarse-El hidrógeno gaseoso se cambió nuevamente a nitrógeno a 500°C.
- descarga.
Deposición de vapor químico no epitaxial
Mientras que el crecimiento epitaxial es una forma muy específica de CVD en la que la capa depositada tiene la misma orientación de la estructura cristalina que la capa del sustrato, la CVD no epitaxial es la formación de un compuesto estable sobre un sustrato calentado por reacción térmica o descomposición de compuestos gaseosos.
CVD se puede utilizar para depositar muchos materiales, pero en el procesamiento de semiconductores de silicio, los materiales que generalmente se encuentran, además del silicio epitaxial, son:
- silicio policristalino (poli Si)
- dióxido de silicio (SiO2—tanto dopado como no dopado; vidrio dopado p)
- nitruro de silicio (Si3N4).
Cada uno de estos materiales puede depositarse en una variedad de formas y cada uno tiene muchas aplicaciones.
La Tabla 7 identifica las tres categorías principales de ECV utilizando la temperatura de funcionamiento como mecanismo de diferenciación.
Tabla 7. Principales categorías de deposición química de vapor de silicio (CVD)
|
parámetros |
||||
|
Presión |
Atmosférico (APCVD) o de baja presión (LPCVD) |
|||
|
Temperatura |
500-1,100 ° C |
|||
|
Fuentes de silicio y nitruro |
Silano (SiH4), tetracloruro de silicio (SiCl4), amoníaco (NH3), óxido nitroso (N20) |
|||
|
Fuentes dopantes |
Arsina (AsH3), fosfina (PH3), diborano (B2H6) |
|||
|
Gases portadores |
Nitrógeno (N2), hidrógeno (H2) |
|||
|
Fuente de calentamiento |
Sistema de pared fría: radiofrecuencia (RF) o infrarrojos (IR) |
|||
|
tipo de ECV |
Reacción |
gas portador |
Temperatura |
|
|
Temperatura media (≈ 600–1,100 °C) |
||||
|
Nitruro de silicio (Si3N4) |
3SiH4 + 4NH3 → Si3N4 + 12H2 |
H2 |
900-1,100 ° C |
|
|
Polisilicio (poli Si) |
SíH4 + Calor → Si + 2H2 |
H2 |
850-1,000 ° C |
|
|
Dióxido de silicio (SiO2) |
SíH4 + 4CO2 → SiO2 + 4CO + 2H2O |
N2 |
500-900 ° C |
|
|
Baja temperatura (≈<600 C) Silox, Pyrox, Vapox y Nitrox** |
||||
|
Dióxido de silicio (SiO2) o SiO dopado con p2 |
||||
|
silox |
SíH4 + 2O2 + Dopante → SiO2 + 2H2O |
N2 |
200-500 ° C |
|
|
pirox |
SíH4 + 2O2 + Dopante → SiO2 + 2H2O |
N2 |
<600 ° C |
|
|
vapox |
SíH4 + 2O2 + Dopante → SiO2 + 2H2O |
N2 |
<600 ° C |
|
|
Nitruro de silicio (Si3N4) |
||||
|
Nitrox |
3SiH4 + 4NH3 (o N2O*) → Si3N4 + 12H2 |
N2 |
600-700 ° C |
|
|
Mejorado con plasma a baja temperatura (pasivación) (<600°C) |
||||
|
Utilizando radiofrecuencia (RF) o |
||||
|
Dióxido de silicio (SiO2) |
SíH4 + 2O2 → SiO2 + 2H20 |
|||
|
Nitruro de silicio (Si3N4) |
3SiH4 + 4NH3 (o N2O*) → Si3N4 + 12H2 |
|||
* Nota: Las reacciones no están balanceadas estequiométricamente.
**Nombres genéricos, patentados o de marca registrada para sistemas de reactor CVD
Los siguientes componentes se encuentran en casi todos los tipos de equipos CVD:
- cámara de reacción
- sección de control de gases
- control de tiempo y secuencia
- fuente de calor para sustratos
- manejo de efluentes.
Básicamente, el proceso de CVD implica el suministro de cantidades controladas de gases fuente de silicio o nitruro, junto con gases portadores de nitrógeno y/o hidrógeno, y un gas dopante si se desea, para la reacción química dentro de la cámara del reactor. Se aplica calor para proporcionar la energía necesaria para la reacción química además de controlar las temperaturas superficiales del reactor y las obleas. Una vez completada la reacción, el gas fuente sin reaccionar más el gas portador se expulsan a través del sistema de manejo de efluentes y se ventilan a la atmósfera.
La pasivación es un tipo funcional de CVD. Implica el crecimiento de una capa protectora de óxido en la superficie de la oblea de silicio, generalmente como el último paso de fabricación antes del procesamiento de no fabricación. La capa proporciona estabilidad eléctrica al aislar la superficie del circuito integrado de las condiciones eléctricas y químicas del entorno.
Metalización
Una vez que los dispositivos han sido fabricados en el sustrato de silicio, deben conectarse entre sí para realizar funciones de circuito. Este proceso se conoce como metalización. La metalización proporciona un medio para cablear o interconectar las capas superiores de los circuitos integrados al depositar patrones complejos de materiales conductores, que dirigen la energía eléctrica dentro de los circuitos.
El amplio proceso de metalización se diferencia según el tamaño y espesor de las capas de metales y otros materiales que se depositan. Estos son:
- película delgada—espesor aproximado de la película de una micra o menos
- película gruesa—espesor aproximado de la película de 10 micras o más
- enchapado—los espesores de película varían de delgados a gruesos, pero generalmente películas gruesas.
Los metales más comunes utilizados para la metalización de semiconductores de silicio son: aluminio, níquel, cromo o una aleación llamada nicromo, oro, germanio, cobre, plata, titanio, tungsteno, platino y tantalio.
Las películas delgadas o gruesas también se pueden evaporar o depositar sobre varios sustratos de cerámica o vidrio. Algunos ejemplos de estos sustratos son: alúmina (96% Al203), berilio (99 % BeO), vidrio de borosilicato, pirocerámica y cuarzo (SiO2).
Película delgada
La metalización de película delgada a menudo se aplica mediante el uso de una técnica de deposición o evaporación de alto vacío o de vacío parcial. Los principales tipos de evaporación al alto vacío son el haz de electrones, la evaporación instantánea y la resistiva, mientras que la deposición al vacío parcial se realiza principalmente mediante pulverización catódica.
Para realizar cualquier tipo de metalización al vacío de película delgada, un sistema generalmente consta de los siguientes componentes básicos:
- una cámara que se puede evacuar para proporcionar un vacío suficiente para la deposición
- una bomba (o bombas) de vacío para reducir los gases ambientales en la cámara
- instrumentación para monitorear el nivel de vacío y otros parámetros
- un método para depositar o evaporar las capas de material metalizado.
Evaporación por haz de electrones, frecuentemente llamado haz de electrones, usa un haz enfocado de electrones para calentar el material de metalización. Se genera un haz de electrones de alta intensidad de manera similar a la que se utiliza en un tubo de imagen de televisión. Una corriente de electrones se acelera a través de un campo eléctrico de típicamente 5 a 10 kV y se enfoca en el material a evaporar. El haz de electrones enfocado derrite el material contenido en un bloque enfriado por agua con una gran depresión llamada solera. Luego, el material derretido se vaporiza dentro de la cámara de vacío y se condensa en las obleas frías, así como en toda la superficie de la cámara. Luego se realizan operaciones estándar de fotoprotección, exposición, revelado y grabado húmedo o seco para delinear el intrincado circuito metalizado.
evaporación instantánea es otra técnica para la deposición de películas delgadas metalizadas. Este método se utiliza principalmente cuando se va a evaporar simultáneamente una mezcla de dos materiales (aleaciones). Algunos ejemplos de películas de dos componentes son: níquel/cromo (Nichrome), cromo/monóxido de silicio (SiO) y aluminio/silicio.
En la evaporación instantánea, una barra de cerámica se calienta por resistencia térmica y una bobina de alambre alimentada continuamente, una corriente de gránulos o polvo distribuido por vibración se pone en contacto con el filamento o barra caliente. Los metales vaporizados luego recubren la cámara interior y las superficies de la oblea.
Evaporación resistiva (también conocida como evaporación de filamentos) es la forma de deposición más simple y menos costosa. La evaporación se logra aumentando gradualmente la corriente que fluye a través del filamento para derretir primero los bucles de material que se va a evaporar, humedeciendo así el filamento. Una vez que se humedece el filamento, la corriente a través del filamento aumenta hasta que se produce la evaporación. La principal ventaja de la evaporación resistiva es la amplia variedad de materiales que se pueden evaporar.
El trabajo de mantenimiento a veces se realiza en la superficie interior de las cámaras de deposición del evaporador de haz de electrones llamadas campanas de vidrio. Cuando los técnicos de mantenimiento tienen la cabeza dentro de las campanas de cristal, pueden ocurrir exposiciones significativas. La eliminación de los residuos metálicos que se depositan en la superficie interior de las campanas de cristal puede provocar tales exposiciones. Por ejemplo, las exposiciones de los técnicos muy por encima del límite de exposición en el aire para la plata se midieron durante la eliminación de residuos de un evaporador utilizado para depositar plata (Baldwin y Stewart 1989).
La limpieza de residuos de campanas de cristal con disolventes de limpieza orgánicos también puede resultar en una alta exposición a los disolventes. Se han producido exposiciones de técnicos a metanol por encima de 250 ppm durante este tipo de limpieza. Esta exposición se puede eliminar usando agua como solvente de limpieza en lugar de metanol (Baldwin y Stewart 1989).
El deposición por pulverización catódica El proceso tiene lugar en una atmósfera de gas de baja presión o de vacío parcial, utilizando corriente eléctrica continua (CC o pulverización catódica) o voltajes de RF como fuente de alta energía. En la pulverización catódica, se introducen iones de gas inerte de argón en una cámara de vacío después de que se haya alcanzado un nivel de vacío satisfactorio mediante el uso de una bomba de desbaste. Un campo eléctrico se forma al aplicar un alto voltaje, normalmente de 5,000 V, entre dos placas con cargas opuestas. Esta descarga de alta energía ioniza los átomos de gas argón y hace que se muevan y aceleren hacia una de las placas de la cámara llamada objetivo. Cuando los iones de argón chocan con el objetivo hecho del material que se va a depositar, desalojan o chisporrotean estos átomos o moléculas. Los átomos desprendidos del material de metalización se depositan luego en una película delgada sobre los sustratos de silicio que miran hacia el objetivo.
Se encontró que la fuga de RF por los costados y la parte posterior de muchas unidades de pulverización catódica más antiguas excedía el límite de exposición ocupacional (Baldwin y Stewart 1989). La mayor parte de la fuga se debió a grietas en los gabinetes causadas por la remoción repetida de los paneles de mantenimiento. En los modelos más nuevos del mismo fabricante, los paneles con malla de alambre a lo largo de las costuras evitan fugas significativas. Los pulverizadores más antiguos se pueden adaptar con malla de alambre o, alternativamente, se puede usar cinta de cobre para cubrir las costuras y reducir las fugas.
Película gruesa
La estructura y las dimensiones de la mayoría de las películas gruesas no son compatibles con la metalización de los circuitos integrados de silicio, principalmente debido a las limitaciones de tamaño. Las películas gruesas se utilizan principalmente para la metalización de estructuras electrónicas híbridas, como en la fabricación de pantallas LCD.
El proceso de serigrafía es el método dominante de aplicación de películas gruesas. Los materiales de película gruesa típicamente usados son paladio, plata, dióxido de titanio y vidrio, oro-platino y vidrio, oro-vidrio y plata-vidrio.
Las películas gruesas resistivas normalmente se depositan y modelan sobre un sustrato cerámico utilizando técnicas de serigrafía. cermet es una forma de película gruesa resistiva compuesta por una suspensión de partículas metálicas conductoras en una matriz cerámica con una resina orgánica como relleno. Las estructuras cermet típicas están compuestas de óxido de cromo, plata u plomo en una matriz de monóxido o dióxido de silicio.
Enchapado
Se utilizan dos tipos básicos de técnicas de revestimiento para formar películas metálicas sobre sustratos semiconductores: revestimiento galvánico y revestimiento no electrolítico.
In galvanoplastia, el sustrato que se va a metalizar se coloca en el cátodo, o terminal con carga negativa, del tanque de metalizado y se sumerge en una solución electrolítica. Un electrodo hecho del metal que se va a enchapar sirve como ánodo o terminal cargado positivamente. Cuando pasa una corriente continua a través de la solución, los iones metálicos cargados positivamente, que se disuelven en la solución desde el ánodo, migran y se depositan en el cátodo (sustrato). Este método de recubrimiento se utiliza para formar películas conductoras de oro o cobre.
In chapado sin electrodos, la reducción y oxidación simultáneas del metal a recubrir se utiliza para formar un átomo o molécula de metal libre. Dado que este método no requiere conducción eléctrica durante el proceso de recubrimiento, se puede utilizar con sustratos de tipo aislante. El níquel, el cobre y el oro son los metales más comunes depositados de esta manera.
Aleación/recocido
Después de depositar y grabar las interconexiones metalizadas, se puede realizar un paso final de aleación y recocido. La aleación consiste en colocar los sustratos metalizados, generalmente con aluminio, en un horno de difusión a baja temperatura para asegurar un contacto de baja resistencia entre el metal aluminio y el sustrato de silicio. Finalmente, ya sea durante el paso de aleación o inmediatamente después, las obleas a menudo se exponen a una mezcla de gases que contiene hidrógeno en un horno de difusión a 400 a 500 °C. El paso de recocido está diseñado para optimizar y estabilizar las características del dispositivo al combinar el hidrógeno con átomos no comprometidos en o cerca de la interfaz silicio-dióxido de silicio.
Backlapping y metalización trasera
También hay un paso de procesamiento de metalización opcional llamado backlapping. La parte posterior de la oblea se puede lapear o moler usando una solución abrasiva húmeda y presión. Se puede depositar un metal como el oro en el lado posterior de la oblea mediante pulverización catódica. Esto facilita la unión de la matriz separada al paquete en el ensamblaje final.
Montaje y prueba
El procesamiento que no es de fabricación, que incluye empaque externo, accesorios, encapsulación, ensamblaje y prueba, normalmente se realiza en instalaciones de producción separadas y muchas veces se realiza en países del sudeste asiático, donde estos trabajos intensivos en mano de obra son menos costosos de realizar. Además, los requisitos de ventilación para el proceso y el control de partículas son generalmente diferentes (sin sala limpia) en las áreas de procesamiento que no son de fabricación. Estos pasos finales del proceso de fabricación implican operaciones que incluyen soldadura, desengrasado, pruebas con productos químicos y fuentes de radiación, y recorte y marcado con láser.
Normalmente, la soldadura durante la fabricación de semiconductores no genera una alta exposición al plomo. Para evitar daños térmicos en el circuito integrado, la temperatura de la soldadura se mantiene por debajo de la temperatura a la que puede producirse una formación significativa de humo de plomo fundido (430 °C). Sin embargo, la limpieza del equipo de soldadura raspando o cepillando los residuos que contienen plomo puede resultar en exposiciones al plomo superiores a 50 μg/m3 (Baldwin y Stewart 1989). Además, las exposiciones al plomo de 200 μg/m3 han ocurrido cuando se utilizan técnicas inadecuadas de remoción de escoria durante las operaciones de soldadura por ola (Baldwin y Williams 1996).
Una preocupación creciente con las operaciones de soldadura es la irritación respiratoria y el asma debido a la exposición a los productos de pirólisis de los fundentes de soldadura, particularmente durante las operaciones de soldadura manual o de retoque, donde históricamente no se ha utilizado comúnmente la ventilación de escape local (a diferencia de las operaciones de soldadura por ola, que durante las últimas décadas se han encerrado típicamente en gabinetes agotados) (Goh y Ng 1987). Consulte el artículo "Placa de circuito impreso y ensamblaje de computadora" para obtener más detalles.
Dado que la colofonia en el fundente de soldadura es un sensibilizador, todas las exposiciones deben reducirse al mínimo posible, independientemente de los resultados del muestreo de aire. Las nuevas instalaciones de soldadura en particular deben incluir ventilación de escape local cuando la soldadura se vaya a realizar durante períodos prolongados (p. ej., más de 2 horas).
Los humos de la soldadura manual se elevarán verticalmente en las corrientes térmicas y entrarán en la zona de respiración del empleado cuando la persona se incline sobre el punto de soldadura. El control generalmente se logra por medio de ventilación de escape local efectiva de alta velocidad y bajo volumen en la punta de la soldadura.
Los dispositivos que devuelven aire filtrado al lugar de trabajo pueden, si la eficiencia de filtración es inadecuada, causar una contaminación secundaria que puede afectar a las personas en el lugar de trabajo que no sean las que sueldan. El aire filtrado no debe devolverse a la sala de trabajo a menos que la cantidad de soldadura sea pequeña y la sala tenga una buena ventilación general de dilución.
Clasificación y prueba de obleas
Una vez que se completa la fabricación de obleas, cada oblea intrínsecamente terminada se somete a un proceso de clasificación de obleas en el que los circuitos integrados en cada troquel específico se prueban eléctricamente con sondas controladas por computadora. Una oblea individual puede contener de cien a muchos cientos de troqueles o chips separados que deben probarse. Una vez finalizados los resultados de la prueba, los troqueles se marcan físicamente con una resina epoxi de un componente dispensada automáticamente. El rojo y el azul se utilizan para identificar y clasificar las matrices que no cumplen con las especificaciones eléctricas deseadas.
Separación de troqueles
Con los dispositivos o circuitos en la oblea probados, marcados y clasificados, el individuo que muere en la oblea debe estar físicamente separado. Se han diseñado varios métodos para separar los troqueles individuales: grabado con diamante, grabado con láser y aserrado con rueda de diamante.
El trazado de diamantes es el método más antiguo en uso e implica dibujar una punta incrustada de diamante de forma precisa a lo largo de la oblea a lo largo de la línea de trazado o "calle" que separa los troqueles individuales en la superficie de la oblea. La imperfección en la estructura cristalina causada por el grabado permite que la oblea se doble y se rompa a lo largo de esta línea.
El trazado por láser es una técnica de separación de troqueles relativamente reciente. Un rayo láser es generado por un láser pulsado de neodimio-itrio de alta potencia. El haz genera un surco en la oblea de silicio a lo largo de las líneas grabadas. La ranura sirve como línea a lo largo de la cual se rompe la oblea.
Un método ampliamente utilizado de separación de troqueles es el aserrado en húmedo: cortar sustratos a lo largo de la calle con una sierra circular de diamante de alta velocidad. El aserrado puede cortar parcialmente (escribir) o cortar completamente (dados) a través del sustrato de silicio. Mediante el aserrado se genera una lechada húmeda de material retirado de la calle.
Fijación y pegado de troqueles
El troquel o chip individual debe estar unido a un paquete portador y a un marco de plomo de metal. Los portadores suelen estar hechos de un material aislante, ya sea de cerámica o de plástico. Los materiales de soporte cerámicos suelen estar hechos de alúmina (Al2O3), pero posiblemente puede consistir en berilio (BeO) o esteatita (MgO-SiO2). Los materiales de soporte de plástico son del tipo de resina termoplástica o termoendurecible.
La unión de la matriz individual generalmente se logra mediante uno de los tres tipos distintos de unión: eutéctica, preforma y epoxi. La fijación del troquel eutéctico implica el uso de una aleación de soldadura fuerte eutéctica, como oro-silicio. En este método, se deposita previamente una capa de metal dorado en la parte posterior de la matriz. Al calentar el paquete por encima de la temperatura eutéctica (370 °C para oro-silicio) y colocar el troquel sobre él, se forma una unión entre el troquel y el paquete.
La unión de preformas implica el uso de una pequeña pieza de material de composición especial que se adherirá tanto a la matriz como al paquete. Se coloca una preforma en el área de unión del troquel de un paquete y se deja que se funda. A continuación, se frota el troquel por toda la región hasta que se une el troquel y, a continuación, se enfría el paquete.
La unión con epoxi implica el uso de un pegamento epoxi para unir la matriz al paquete. Se dispensa una gota de epoxi en el paquete y se coloca el troquel encima. Es posible que el paquete deba hornearse a una temperatura elevada para curar el epoxi correctamente.
Una vez que el troquel está unido físicamente al paquete, se deben proporcionar conexiones eléctricas entre el circuito integrado y los cables del paquete. Esto se logra mediante el uso de técnicas de termocompresión, ultrasónicas o termosónicas para unir cables de oro o aluminio entre las áreas de contacto del chip de silicio y los cables del paquete.
La unión por termocompresión se usa a menudo con alambre de oro e implica calentar el paquete a aproximadamente 300oC y formar la unión entre el cable y las almohadillas de unión usando calor y presión. Se utilizan dos tipos principales de unión por termocompresión:unión de bolas y unión de cuña. La unión de bolas, que se usa solo con alambre de oro, alimenta el alambre a través de un tubo capilar, lo comprime y luego una llama de hidrógeno lo derrite. Además, esto forma una nueva bola en el extremo del cable para el próximo ciclo de unión. La unión en cuña implica una herramienta de unión en forma de cuña y un microscopio que se utiliza para colocar el chip de silicio y el paquete con precisión sobre la almohadilla de unión. El proceso se realiza en atmósfera inerte.
La unión ultrasónica utiliza un pulso de energía ultrasónica de alta frecuencia para proporcionar una acción de limpieza que forma una unión entre el cable y la almohadilla de unión. La unión ultrasónica se usa principalmente con alambre de aluminio y, a menudo, se prefiere a la unión por termocompresión, ya que no requiere que el chip del circuito se caliente durante la operación de unión.
La unión termosónica es un cambio tecnológico reciente en la unión de hilos de oro. Implica el uso de una combinación de energías ultrasónicas y térmicas y requiere menos calor que la unión por termocompresión.
La encapsulación
El propósito principal de la encapsulación es colocar un circuito integrado en un paquete que cumpla con los requisitos eléctricos, térmicos, químicos y físicos asociados con la aplicación del circuito integrado.
Los tipos de paquete más utilizados son el tipo de cable radial, el paquete plano y el paquete dual en línea (DIP). Los paquetes de tipo radial están hechos principalmente de Kovar, una aleación de hierro, níquel y cobalto, con sellos de vidrio duro y cables Kovar. Los paquetes planos usan marcos de metal y plomo, generalmente hechos de una aleación de aluminio combinada con componentes de cerámica, vidrio y metal. Los paquetes duales en línea son generalmente los más comunes y, a menudo, usan cerámica o plásticos moldeados.
Los paquetes de semiconductores de plástico moldeado se producen principalmente mediante dos procesos separados:moldeo por transferencia y moldeo por inyección. El moldeo por transferencia es el método de encapsulación de plástico predominante. En este método, los chips se montan en marcos de plomo sin recortar y luego se cargan por lotes en moldes. Las formas en polvo o gránulos de compuestos de moldeo de plástico termoendurecibles se funden en una olla calentada y luego se fuerzan (transfieren) bajo presión a los moldes cargados. Los sistemas de compuestos de moldeo de plástico en forma de polvo o gránulos se pueden utilizar en resinas epoxi, silicona o silicona/epoxi. El sistema generalmente consiste en una mezcla de:
- resinas termoendurecibles—epoxi, silicona o silicona/epoxi
- endurecedores—epoxi novolacas y epoxi anhídridos
- rellenos—dióxido de silicio cristalino o fundido con sílice (SiO2) y alúmina (Al2O3), generalmente 50-70% en peso
- retardante de fuego—trióxido de antimonio (Sb2O3) generalmente 1-5% en peso.
El moldeo por inyección utiliza un compuesto de moldeo termoplástico o termoestable que se calienta hasta su punto de fusión en un cilindro a una temperatura controlada y se fuerza bajo presión a través de una boquilla hacia el molde. La resina se solidifica rápidamente, se abre el molde y se expulsa el paquete de encapsulación. En el moldeo por inyección se utiliza una amplia variedad de compuestos plásticos, siendo las resinas epoxi y de sulfuro de polifenileno (PPS) las entradas más recientes en el encapsulado de semiconductores.
El embalaje final del dispositivo semiconductor de silicio se clasifica según su resistencia a las fugas o su capacidad para aislar el circuito integrado de su entorno. Estos se diferencian en sellados herméticamente (herméticos) o no herméticos.
Prueba de fugas y quemado
Prueba de fugas es un procedimiento desarrollado para probar la capacidad real de sellado o hermetismo del dispositivo empaquetado. Se utilizan dos formas comunes de prueba de fugas: detección de fugas con helio y detección de fugas con trazador radiactivo.
En la detección de fugas de helio, los paquetes completos se colocan en una atmósfera de presión de helio durante un período de tiempo. El helio puede penetrar a través de las imperfecciones del paquete. Después de retirarlo de la cámara de presurización de helio, el paquete se transfiere a una cámara de espectrómetro de masas y se prueba si hay fugas de helio por imperfecciones en el paquete.
El gas trazador radiactivo, generalmente criptón-85 (Kr-85), se sustituye por helio en el segundo método y se mide el gas radiactivo que se escapa del paquete. En condiciones normales, la exposición del personal a este proceso es inferior a 5 milisieverts (500 milirems) por año (Baldwin y Stewart 1989). Los controles para estos sistemas generalmente incluyen:
- aislamiento en habitaciones con acceso limitado solo al personal necesario
- colocar carteles de advertencia de radiación en las puertas de las habitaciones que contienen Kr-85
- monitores de radiación continua con alarmas y apagado/aislamiento automático
- sistema de escape dedicado y sala de presión negativa
- monitorear exposiciones con dosimetría personal (p. ej., placas de película de radiación)
- mantenimiento regular de alarmas y enclavamientos
- comprobaciones periódicas de fugas de material radiactivo
- capacitación en seguridad para operadores y técnicos
- garantizar que las exposiciones a la radiación se mantengan tan bajas como sea razonablemente posible (ALARA).
Además, los materiales que entran en contacto con Kr-85 (p. ej., circuitos integrados expuestos, aceite de bomba usado, válvulas y juntas tóricas) se inspeccionan para garantizar que no emitan niveles excesivos de radiación debido al gas residual que contienen antes de retirarlos de el área controlada. Leach-Marshal (1991) proporciona información detallada sobre las exposiciones y los controles de los sistemas de detección de fugas finas Kr-85.
Marcar a fuego es una operación de estrés eléctrico y de temperatura para determinar la confiabilidad del dispositivo empaquetado final. Los dispositivos se colocan en un horno de temperatura controlada durante un período de tiempo prolongado utilizando una atmósfera ambiental o una atmósfera inerte de nitrógeno. Las temperaturas oscilan entre 125°C y 200°C (150°C es un promedio), y períodos de tiempo desde unas pocas horas hasta 1,000 horas (48 horas es un promedio).
Examen final
Para una caracterización final del rendimiento del dispositivo semiconductor de silicio empaquetado, se realiza una prueba eléctrica final. Debido al gran número y la complejidad de las pruebas requeridas, una computadora realiza y evalúa la prueba de numerosos parámetros importantes para el eventual funcionamiento del dispositivo.
marcar y empacar
La identificación física del dispositivo empaquetado final se logra mediante el uso de una variedad de sistemas de marcado. Las dos categorías principales de marcado de componentes son la impresión con y sin contacto. La impresión por contacto normalmente incorpora una técnica de offset rotativo que utiliza tintas a base de solventes. La impresión sin contacto, que transfiere las marcas sin contacto físico, implica la impresión con un cabezal de chorro de tinta o con tóner utilizando tintas a base de solventes o marcas con láser.
Los disolventes utilizados como soporte para las tintas de impresión y como prelimpiador suelen estar compuestos por una mezcla de alcoholes (etanol) y ésteres (acetato de etilo). La mayoría de los sistemas de marcado de componentes, además del marcado por láser, utilizan tintas que requieren un paso adicional para el fraguado o curado. Estos métodos de curado son el curado al aire, el curado por calor (térmico o infrarrojo) y el curado ultravioleta. Las tintas de curado ultravioleta no contienen solventes.
Los sistemas de marcado láser utilizan dióxido de carbono de alta potencia (CO2) láser, o un láser de neodimio: itrio de alta potencia. Estos láseres suelen estar integrados en el equipo y tienen gabinetes entrelazados que encierran la trayectoria del haz y el punto donde el haz entra en contacto con el objetivo. Esto elimina el peligro del rayo láser durante las operaciones normales, pero existe un problema cuando se anulan los interbloqueos de seguridad. La operación más común en la que es necesario retirar los recintos del haz y anular los enclavamientos es la alineación del haz láser.
Durante estas operaciones de mantenimiento, lo ideal es evacuar la sala que contiene el láser, excepto para los técnicos de mantenimiento necesarios, con las puertas de la sala cerradas y señalizadas con las señales de seguridad láser adecuadas. Sin embargo, los láseres de alta potencia utilizados en la fabricación de semiconductores suelen estar ubicados en áreas de fabricación grandes y abiertas, lo que hace que sea poco práctico reubicar al personal que no es de mantenimiento durante el mantenimiento. Para estas situaciones, normalmente se establece un área de control temporal. Normalmente, estas áreas de control consisten en cortinas láser o pantallas de soldadura capaces de resistir el contacto directo con el rayo láser. La entrada al área de control temporal generalmente se realiza a través de una entrada de laberinto que se publica con una señal de advertencia cada vez que se anulan los enclavamientos del láser. Otras precauciones de seguridad durante la alineación del haz son similares a las requeridas para la operación de un láser de alta potencia de haz abierto (por ejemplo, capacitación, protección para los ojos, procedimientos escritos, etc.).
Los láseres de alta potencia también son uno de los riesgos eléctricos más importantes en la industria de los semiconductores. Incluso después de desconectar la alimentación, existe un potencial de choque significativo dentro de la herramienta y debe disiparse antes de trabajar dentro del gabinete.
Junto con el peligro del rayo y el peligro eléctrico, también se debe tener cuidado al realizar el mantenimiento de los sistemas de marcado láser debido al potencial de contaminación química del trióxido de antimonio y el berilio retardantes de fuego (los paquetes de cerámica que contengan este compuesto estarán etiquetados). Se pueden generar humos durante el marcado con láseres de alta potencia y crear residuos en las superficies del equipo y en los filtros de extracción de humos.
Los desengrasantes se han utilizado en el pasado para limpiar semiconductores antes de que se marquen con códigos de identificación. La exposición a solventes por encima del límite aplicable de exposición ocupacional en el aire puede ocurrir fácilmente si la cabeza de un operador se coloca debajo de los serpentines de enfriamiento que hacen que los vapores se vuelvan a condensar, como puede suceder cuando un operador intenta recuperar piezas que se han caído o cuando un técnico limpia residuos del fondo de la unidad (Baldwin y Stewart 1989). El uso de desengrasantes se ha reducido considerablemente en la industria de los semiconductores debido a las restricciones en el uso de sustancias que agotan la capa de ozono, como los clorofluorocarbonos y los solventes clorados.
Análisis de fallas y aseguramiento de la calidad.
Los laboratorios de análisis de fallas y análisis de calidad suelen realizar varias operaciones utilizadas para garantizar la confiabilidad de los dispositivos. Algunas de las operaciones realizadas en estos laboratorios presentan el potencial de exposición de los empleados. Éstas incluyen:
- pruebas de marcado utilizando varios solventes y mezclas corrosivas en vasos de precipitados calentados en placas calientes. Se necesita ventilación de escape local (LEV) en forma de una campana de metal con velocidades de cara adecuadas para controlar las emisiones fugitivas. Las soluciones de monoetanolamina pueden resultar en exposiciones superiores a su límite de exposición en el aire (Baldwin y Williams 1996).
- prueba de burbujas/fugas utilizando fluorocarbonos de alto peso molecular (nombre comercial Fluorinerts)
- unidades de embalaje de rayos x.
El cobalto-60 (hasta 26,000 5 curies) se utiliza en irradiadores para probar la capacidad de los circuitos integrados para resistir la exposición a la radiación gamma en aplicaciones militares y espaciales. En condiciones normales, las exposiciones del personal de esta operación son inferiores a 500 milisieverts (1989 milirems) por año (Baldwin y Stewart 85). Los controles para esta operación algo especializada son similares a los utilizados para los sistemas de fugas finas de Kr-XNUMX (por ejemplo, sala aislada, monitores de radiación continuos, monitoreo de la exposición del personal, etc.).
Pequeñas fuentes alfa de “licencia específica” (por ejemplo, micro y milicurios de americio-241) se utilizan en el proceso de análisis de fallas. Estas fuentes están cubiertas por una capa protectora delgada llamada ventana que permite que se emitan partículas alfa desde la fuente para probar la capacidad del circuito integrado para operar cuando es bombardeado por partículas alfa. Por lo general, las fuentes se revisan periódicamente (p. ej., semestralmente) para detectar fugas de material radiactivo que pueden ocurrir si la ventana protectora está dañada. Cualquier fuga detectable generalmente provoca la eliminación de la fuente y su envío de regreso al fabricante.
Los sistemas de rayos X de cabina se utilizan para comprobar el grosor de los revestimientos metálicos y para identificar defectos (p. ej., burbujas de aire en paquetes de compuestos de molde). Si bien no son una fuente importante de fugas, estas unidades generalmente se revisan periódicamente (p. ej., anualmente) con un medidor portátil para detectar fugas de rayos X y se inspeccionan para garantizar que los enclavamientos de las puertas funcionen correctamente.
Envíos
El envío es el punto final de la participación de la mayoría de los fabricantes de dispositivos de semiconductores de silicio. Los fabricantes comerciales de semiconductores venden sus productos a otros productores de productos finales, mientras que los fabricantes cautivos utilizan los dispositivos para sus propios productos finales.
Estudio de Salud
Cada paso del proceso utiliza un conjunto particular de productos químicos y herramientas que generan preocupaciones específicas sobre medio ambiente, salud y seguridad. Además de las preocupaciones asociadas con los pasos específicos del proceso en el procesamiento de dispositivos semiconductores de silicio, un estudio epidemiológico investigó los efectos sobre la salud entre los empleados de la industria de semiconductores (Schenker et al. 1992). Ver también la discusión en el artículo “Efectos en la salud y patrones de enfermedad”.
La principal conclusión del estudio fue que el trabajo en las instalaciones de fabricación de semiconductores está asociado con una mayor tasa de aborto espontáneo (SAB). En el componente histórico del estudio, el número de embarazos estudiados en empleados de fabricación y no fabricación fue aproximadamente igual (447 y 444 respectivamente), pero hubo más abortos espontáneos en fabricación (n=67) que en no fabricación (n=46) . Cuando se ajustó por varios factores que podrían causar sesgo (edad, etnia, tabaquismo, estrés, estado socioeconómico e historial de embarazo), el riesgo relativo (RR) para la fabricación frente a la no fabricación fue 1.43 (intervalo de confianza del 95% = 0.95-2.09) .
Los investigadores vincularon el aumento de la tasa de SAB con la exposición a ciertos éteres de glicol a base de etileno (EGE) que se utilizan en la fabricación de semiconductores. Los éteres de glicol específicos que participaron en el estudio y que se sospecha que causan efectos reproductivos adversos son:
- 2-metoxietanol (CAS 109-86-4)
- Acetato de 2-metoxietilo (CAS 110-49-6)
- Acetato de 2-etoxietilo (CAS 111-15-9).
Si bien no forman parte del estudio, otros dos éteres de glicol utilizados en la industria, el 2-etoxietanol (CAS 110-80-5) y el éter dimetílico de dietilenglicol (CAS 111-96-6) tienen efectos tóxicos similares y han sido prohibidos por algunos fabricantes de semiconductores.
Además de una mayor tasa de SAB asociada con la exposición a ciertos éteres de glicol, el estudio también concluyó:
- Existía una asociación inconsistente para la exposición al fluoruro (en el grabado) y SAB.
- El estrés autoinformado fue un fuerte factor de riesgo independiente para SAB entre las mujeres que trabajan en las áreas de fabricación.
- Las mujeres que trabajaban en el área de fabricación tardaron más en quedar embarazadas en comparación con las mujeres que no trabajaban en áreas de fabricación.
- Se presentó un aumento en los síntomas respiratorios (irritación de ojos, nariz y garganta y sibilancias) para los trabajadores de fabricación en comparación con los trabajadores que no son de fabricación.
- Los síntomas musculoesqueléticos de la extremidad superior distal, como dolor en la mano, la muñeca, el codo y el antebrazo, se asociaron con el trabajo en la sala de fabricación.
- La dermatitis y la caída del cabello (alopecia) se informaron con mayor frecuencia entre los trabajadores de fabricación que entre los trabajadores que no la fabricaban.
Revisión del equipo
La complejidad de los equipos de fabricación de semiconductores, junto con los continuos avances en los procesos de fabricación, hace que la revisión previa a la instalación de nuevos equipos de proceso sea importante para minimizar los riesgos de EHS. Dos procesos de revisión de equipos ayudan a garantizar que los nuevos equipos de proceso de semiconductores tengan los controles de EHS adecuados: la marca CE y los estándares de Semiconductor Equipment and Materials International (SEMI).
La marca CE es una declaración del fabricante de que el equipo así marcado cumple con los requisitos de todas las Directivas aplicables de la Unión Europea (UE). Para los equipos de fabricación de semiconductores, la Directiva de maquinaria (MD), la Directiva de compatibilidad electromagnética (EMC) y la Directiva de bajo voltaje (LVD) se consideran las directivas más aplicables.
En el caso de la Directiva EMC, es necesario contratar los servicios de un organismo competente (organización oficialmente autorizada por un estado miembro de la UE) para definir los requisitos de prueba y aprobar los resultados del examen. El MD y el LVD pueden ser evaluados por el fabricante o por un organismo notificado (organización oficialmente autorizada por un estado miembro de la UE). Independientemente del camino elegido (autoevaluación o evaluación de terceros), es el importador registrado quien es responsable de que el producto importado tenga la marca CE. Pueden utilizar la información de autoevaluación o de terceros como base para su creencia de que el equipo cumple con los requisitos de las directivas aplicables, pero, en última instancia, prepararán la declaración de conformidad y colocarán la marca CE ellos mismos.
Semiconductor Equipment and Materials International es una asociación comercial internacional que representa a los proveedores de materiales y equipos de pantalla plana y semiconductores. Entre sus actividades se encuentra el desarrollo de normas técnicas voluntarias que son acuerdos entre proveedores y clientes destinados a mejorar la calidad y confiabilidad del producto a un precio razonable y con un suministro constante.
Dos estándares SEMI que se aplican específicamente a las preocupaciones de EHS para equipos nuevos son SEMI S2 y SEMI S8. SEMI S2-93, Directrices de seguridad para equipos de fabricación de semiconductores, pretende ser un conjunto mínimo de consideraciones de EHS basadas en el rendimiento para equipos utilizados en la fabricación de semiconductores. SEMI S8-95, Guía del usuario de los criterios ergonómicos de éxito del proveedor, amplía el apartado de ergonomía en SEMI S2.
Muchos fabricantes de semiconductores exigen que un tercero certifique que los nuevos equipos cumplen los requisitos de SEMI S2. Las pautas para interpretar SEMI S2-93 y SEMI S8-95 están contenidas en una publicación del consorcio industrial SEMATECH (SEMATECH 1996). Información adicional sobre SEMI está disponible en la web mundial (http://www.semi.org).
Manipulación de productos químicos
Dosificación de líquidos
Con los sistemas automatizados de dispensación de productos químicos convirtiéndose en la regla, no en la excepción, la cantidad de quemaduras químicas en los empleados ha disminuido. Sin embargo, es necesario instalar protecciones adecuadas en estos sistemas automatizados de dispensación de productos químicos. Éstas incluyen:
- detección de fugas y cierre automático en la fuente de suministro a granel y en las cajas de conexiones
- doble contención de líneas si el producto químico se considera un material peligroso
- sensores de alto nivel en puntos finales (baño o recipiente de herramientas)
- apagado temporizado de la bomba (permite que solo se bombee una cantidad específica a una ubicación antes de que se apague automáticamente).
Dispensación de gas
La seguridad de la distribución de gas ha mejorado significativamente a lo largo de los años con la llegada de nuevos tipos de válvulas de cilindro, orificios de flujo restringido incorporados en el cilindro, paneles de purga de gas automatizados, detección y cierre de caudal alto y equipos de detección de fugas más sofisticados. Debido a su propiedad pirofórica y su amplio uso como materia prima, el gas silano representa el riesgo de explosión más significativo dentro de la industria. Sin embargo, los incidentes de gas silano se han vuelto más predecibles con una nueva investigación realizada por Factory Mutual y SEMATECH. Con orificios de flujo reducido (RFO), presiones de entrega y tasas de ventilación adecuadas, se han eliminado la mayoría de los incidentes explosivos (SEMATECH 1995).
Se han producido varios incidentes de seguridad en los últimos años debido a una mezcla descontrolada de gases incompatibles. Debido a estos incidentes, los fabricantes de semiconductores a menudo revisan las instalaciones de las líneas de gas y las cajas de gas de las herramientas para asegurarse de que no se produzca una mezcla incorrecta o un reflujo de gases.
Los problemas químicos suelen generar las mayores preocupaciones en la fabricación de semiconductores. Sin embargo, la mayoría de las lesiones y muertes dentro de la industria resultan de peligros no químicos.
Seguridad ELECTRICA
Existen numerosos peligros eléctricos asociados con los equipos utilizados en esta industria. Los enclavamientos de seguridad juegan un papel importante en la seguridad eléctrica, pero los técnicos de mantenimiento a menudo anulan estos enclavamientos. Una cantidad significativa de trabajo de mantenimiento generalmente se realiza mientras el equipo aún está energizado o solo parcialmente desenergizado. Los peligros eléctricos más significativos están asociados con los implantadores de iones y las fuentes de alimentación láser. Incluso después de desconectar la alimentación, existe un potencial de choque significativo dentro de la herramienta y debe disiparse antes de trabajar en el interior de la herramienta. El proceso de revisión SEMI S2 en los Estados Unidos y la marca CE en Europa han ayudado a mejorar la seguridad eléctrica de los equipos nuevos, pero las operaciones de mantenimiento no siempre se consideran adecuadamente. Se necesita una revisión cuidadosa de las operaciones de mantenimiento y los peligros eléctricos para todos los equipos recién instalados.
El segundo en la lista de riesgos eléctricos es el conjunto de equipos que generan energía de RF durante los procesos de grabado, pulverización catódica y limpieza de cámaras. Se necesita blindaje y conexión a tierra adecuados para minimizar el riesgo de quemaduras por radiofrecuencia.
Estos peligros eléctricos y las muchas herramientas que no se apagan durante las operaciones de mantenimiento requieren que los técnicos de mantenimiento empleen otros medios para protegerse, como los procedimientos de bloqueo/etiquetado. Los peligros eléctricos no son las únicas fuentes de energía que se abordan con bloqueo/etiquetado. Otras fuentes de energía incluyen líneas presurizadas, muchas de las cuales contienen gases o líquidos peligrosos, y controles neumáticos. Las desconexiones para controlar estas fuentes de energía deben estar en un lugar fácilmente disponible, dentro del fab (fabricación) o área de persecución donde trabajará el empleado, en lugar de lugares inconvenientes como subfabricaciones.
Ergonomía
La interfaz entre el empleado y la herramienta continúa causando lesiones. Las distensiones musculares y los esguinces son bastante comunes en la industria de los semiconductores, especialmente en el técnico de mantenimiento. El acceso a las bombas, las cubiertas de las cámaras, etc., a menudo no está bien diseñado durante la fabricación de la herramienta y durante la colocación de la herramienta en la fábrica. Las bombas deben tener ruedas o colocarse en cajones o bandejas extraíbles. Es necesario incorporar dispositivos de elevación para muchas operaciones.
El manejo simple de obleas genera riesgos ergonómicos, especialmente en instalaciones más antiguas. Las instalaciones más nuevas suelen tener obleas más grandes y, por lo tanto, requieren sistemas de manipulación más automatizados. Muchos de estos sistemas de manejo de obleas se consideran dispositivos robóticos, y las preocupaciones de seguridad con estos sistemas deben tenerse en cuenta cuando se diseñan e instalan (ANSI 1986).
Seguridad contra incendios
Además del gas silano, que ya se ha abordado, el gas hidrógeno tiene el potencial de ser un peligro de incendio significativo. Sin embargo, se entiende mejor y la industria no ha visto muchos problemas importantes asociados con el hidrógeno.
El riesgo de incendio más serio ahora está asociado con cubiertas mojadas o baños de grabado. Los materiales plásticos típicos de construcción (cloruro de polivinilo, polipropileno y polipropileno resistente al fuego) han estado involucrados en la fabricación. incendios La fuente de ignición puede ser un calentador de baño de grabado o chapado, los controles eléctricos montados directamente en el plástico o en una herramienta adyacente. Si se produce un incendio con una de estas herramientas de plástico, la contaminación por partículas y los productos de combustión corrosivos se esparcen por toda la fábrica. La pérdida económica es alta debido al tiempo de inactividad en la fábrica mientras el área y el equipo vuelven a los estándares de sala limpia. A menudo, algunos equipos costosos no se pueden descontaminar adecuadamente y se deben comprar equipos nuevos. Por lo tanto, la prevención y la protección contra incendios adecuadas son críticas.
La prevención de incendios se puede abordar con diferentes materiales de construcción no combustibles. El acero inoxidable es el material de construcción preferido para estas cubiertas húmedas, pero a menudo el proceso no “acepta” una herramienta de metal. Existen plásticos con menor potencial de incendio/humo, pero aún no se han probado adecuadamente para determinar si serán compatibles con los procesos de fabricación de semiconductores.
Para la protección contra incendios, estas herramientas deben estar protegidas por una protección de rociadores sin obstrucciones. La colocación de filtros HEPA sobre bancos húmedos a menudo bloquea los cabezales de los rociadores. Si esto ocurre, se instalan aspersores adicionales debajo de los filtros. Muchas empresas también exigen que se instale un sistema de detección y supresión de incendios dentro de las cavidades del pleno de estas herramientas, donde se inician muchos incendios.
Pantallas de cristal líquido
Las pantallas de cristal líquido (LCD) han estado disponibles comercialmente desde la década de 1970. Se utilizan comúnmente en relojes, calculadoras, radios y otros productos que requieren indicadores y tres o cuatro caracteres alfanuméricos. Las mejoras recientes en los materiales de cristal líquido permiten fabricar pantallas grandes. Si bien las pantallas LCD son solo una pequeña parte de la industria de los semiconductores, su importancia ha crecido con su uso en pantallas planas para computadoras portátiles, computadoras portátiles muy livianas y procesadores de texto dedicados. Se espera que la importancia de las pantallas LCD continúe creciendo a medida que finalmente reemplacen al último tubo de vacío comúnmente utilizado en electrónica: el tubo de rayos catódicos (CRT) (O'Mara 1993).
La fabricación de pantallas LCD es un proceso muy especializado. Los resultados del monitoreo de higiene industrial indican niveles muy bajos de contaminantes en el aire para las diversas exposiciones a solventes monitoreadas (Wade et al. 1981). En general, los tipos y cantidades de sustancias químicas sólidas, líquidas y gaseosas tóxicas, corrosivas e inflamables y agentes físicos peligrosos en uso son limitados en comparación con otros tipos de fabricación de semiconductores.
Los materiales de cristal líquido son moléculas en forma de varilla ejemplificadas por las moléculas de cianobifenilo que se muestran en la figura 1. Estas moléculas poseen la propiedad de girar en la dirección de la luz polarizada que pasa. Aunque las moléculas son transparentes a la luz visible, un recipiente del material líquido parece lechoso o translúcido en lugar de transparente. Esto ocurre porque el eje largo de las moléculas está alineado en ángulos aleatorios, por lo que la luz se dispersa al azar. Una celda de visualización de cristal líquido está dispuesta de modo que las moléculas sigan una alineación específica. Esta alineación se puede cambiar con un campo eléctrico externo, lo que permite cambiar la polarización de la luz entrante.
Figura 1. Moléculas básicas de polímero de cristal líquido
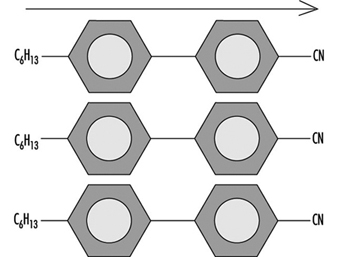
En la fabricación de pantallas planas, dos sustratos de vidrio se procesan por separado y luego se unen. El sustrato frontal está modelado para crear una matriz de filtros de color. El sustrato de vidrio trasero está diseñado para formar transistores de película delgada y las líneas de interconexión de metal. Estas dos placas se acoplan en el proceso de ensamblaje y, si es necesario, se cortan y separan en pantallas individuales. El material de cristal líquido se inyecta en un espacio entre las dos placas de vidrio. Las pantallas se inspeccionan y prueban y se aplica una película polarizadora a cada placa de vidrio.
Se requieren numerosos procesos individuales para fabricar pantallas planas. Requieren equipos, materiales y procesos especializados. Ciertos procesos clave se describen a continuación.
Preparación de sustrato de vidrio
El sustrato de vidrio es un componente esencial y costoso de la pantalla. Se requiere un control muy estricto de las propiedades ópticas y mecánicas del material en cada etapa del proceso, especialmente cuando se trata de calentamiento.
fabricación de vidrio
Se utilizan dos procesos para fabricar vidrio muy delgado con dimensiones muy precisas y propiedades mecánicas reproducibles. El proceso de fusión, desarrollado por Corning, utiliza una varilla de alimentación de vidrio que se derrite en una cubeta en forma de cuña y fluye hacia arriba y por los lados de la cubeta. Al fluir hacia abajo por ambos lados de la cubeta, el vidrio fundido se une en una sola lámina en el fondo de la cubeta y puede arrastrarse hacia abajo como una lámina uniforme. El grosor de la lámina está controlado por la velocidad de descenso del vidrio. Se pueden obtener anchos de hasta casi 1 m.
Otros fabricantes de vidrio con las dimensiones apropiadas para sustratos LCD utilizan el método de fabricación flotante. En este método, se permite que el vidrio fundido fluya sobre un lecho de estaño fundido. El vidrio no se disuelve ni reacciona con el estaño metálico, sino que flota en la superficie. Esto permite que la gravedad alise la superficie y permita que ambos lados se vuelvan paralelos. (Ver el capítulo Vidrio, cerámica y materiales relacionados.)
Hay disponible una variedad de tamaños de sustrato que se extienden hasta 450 × 550 mm y mayores. El grosor típico del vidrio para pantallas planas es de 1.1 mm. El vidrio más delgado se usa para algunas pantallas más pequeñas, como buscapersonas, teléfonos, juegos, etc.
Corte, biselado y pulido
Los sustratos de vidrio se recortan al tamaño después del proceso de fusión o flotación, típicamente a aproximadamente 1 m por lado. Varias operaciones mecánicas siguen al proceso de formación, dependiendo de la aplicación final del material.
Dado que el vidrio es quebradizo y se astilla o agrieta fácilmente en los bordes, normalmente se biselan, achaflanan o se tratan de otro modo para reducir el astillado durante la manipulación. Las tensiones térmicas en las grietas de los bordes se acumulan durante el procesamiento del sustrato y provocan la rotura. La rotura del vidrio es un problema significativo durante la producción. Además de la posibilidad de cortes y laceraciones de los empleados, representa una pérdida de rendimiento y es posible que queden fragmentos de vidrio en el equipo, lo que provoca la contaminación por partículas o el rayado de otros sustratos.
El aumento del tamaño del sustrato da como resultado mayores dificultades para el pulido del vidrio. Los sustratos grandes se montan en soportes con cera u otro adhesivo y se pulen con una suspensión de material abrasivo. Este proceso de pulido debe ir seguido de una limpieza química a fondo para eliminar cualquier resto de cera u otro residuo orgánico, así como los contaminantes metálicos contenidos en el abrasivo o medio de pulido.
Limpieza
Los procesos de limpieza se utilizan para sustratos de vidrio desnudo y para sustratos cubiertos con películas orgánicas, como filtros de color, películas de orientación de poliimida, etc. Además, los sustratos con películas semiconductoras, aislantes y metálicas requieren limpieza en ciertos puntos del proceso de fabricación. Como mínimo, se requiere una limpieza antes de cada paso de enmascaramiento en la fabricación de filtros de color o transistores de película delgada.
La mayoría de la limpieza de pantallas planas emplea una combinación de métodos físicos y químicos, con un uso selectivo de métodos secos. Después del grabado químico o la limpieza, los sustratos generalmente se secan con alcohol isopropílico. (Ver tabla 1.)
Tabla 1. Limpieza de pantallas planas
|
limpieza fisica |
Limpieza en seco |
Limpieza quimica |
|
fregado con cepillo |
ozono ultravioleta |
Disolvente orgánico* |
|
Spray de chorro |
Plasma (óxido) |
detergente neutro |
|
Ultrasónico |
Plasma (sin óxido) |
|
|
megasónico |
Láser |
Agua pura |
* Los solventes orgánicos comunes usados en la limpieza química incluyen: acetona, metanol, etanol, n-propanol, isómeros de xileno, tricloroetileno, tetracloroetileno.
Formación de filtros de color
La formación del filtro de color en el sustrato del vidrio frontal incluye algunos de los pasos de preparación y acabado del vidrio comunes a los paneles frontal y posterior, incluidos los procesos de biselado y lapeado. Las operaciones como modelado, recubrimiento y curado se realizan repetidamente sobre el sustrato. Existen muchos puntos de similitud con el procesamiento de obleas de silicio. Los sustratos de vidrio normalmente se manejan en sistemas de rieles para limpieza y revestimiento.
Patrón de filtro de color
Se utilizan varios materiales y métodos de aplicación para crear filtros de color para varios tipos de pantallas planas. Se puede usar un colorante o un pigmento, y cualquiera de los dos se puede depositar y modelar de varias maneras. En un enfoque, la gelatina se deposita y se tiñe en operaciones fotolitográficas sucesivas, utilizando equipos de impresión de proximidad y fotoprotectores estándar. En otro, se emplean pigmentos dispersos en fotoprotector. Otros métodos para formar filtros de color incluyen la electrodeposición, el grabado y la impresión.
Deposición de ITO
Después de la formación del filtro de color, el paso final es la deposición por pulverización catódica de un material de electrodo transparente. Este es el óxido de indio y estaño (ITO), que en realidad es una mezcla de los óxidos En2O3 y SnO2. Este material es el único adecuado para la aplicación de conductor transparente para LCD. Se requiere una película ITO delgada en ambos lados de la pantalla. Por lo general, las películas de ITO se fabrican mediante evaporación al vacío y pulverización catódica.
Las películas delgadas de ITO son fáciles de grabar con productos químicos húmedos como el ácido clorhídrico, pero, a medida que el paso de los electrodos se hace más pequeño y las características se hacen más finas, puede ser necesario grabar en seco para evitar la socavación de las líneas debido al grabado excesivo.
Formación de transistores de película delgada
La formación de transistores de película delgada es muy similar a la fabricación de un circuito integrado.
Deposición de película delgada
Los sustratos comienzan el proceso de fabricación con un paso de aplicación de película delgada. Las películas delgadas se depositan mediante CVD o deposición física de vapor (PVD). La CVD mejorada con plasma, también conocida como descarga luminiscente, se utiliza para el silicio amorfo, el nitruro de silicio y el dióxido de silicio.
Patrones de dispositivos
Una vez que se ha depositado la película delgada, se aplica una fotoprotección y se forma una imagen para permitir el grabado de la película delgada a las dimensiones apropiadas. Se deposita y graba una secuencia de películas delgadas, como en la fabricación de circuitos integrados.
Aplicación y frotamiento de la película de orientación
Tanto en el sustrato superior como en el inferior, se deposita una fina película de polímero para orientar las moléculas de cristal líquido en la superficie del vidrio. Esta película de orientación, quizás de 0.1 µm de espesor, puede ser una poliimida u otro material polimérico “duro”. Después de la deposición y horneado, se frota con tela en una dirección específica, dejando surcos apenas detectables en la superficie. El frotamiento se puede hacer con un paño de una sola pasada en una correa, alimentada desde un rodillo en un lado, pasando por debajo de un rodillo que hace contacto con el sustrato, hasta un rodillo en el otro lado. El sustrato se mueve debajo de la tela en la misma dirección que la tela. Otros métodos incluyen un cepillo móvil que se mueve por el sustrato. La siesta del material de fricción es importante. Las ranuras sirven para ayudar a las moléculas de cristal líquido a alinearse en la superficie del sustrato y adoptar el ángulo de inclinación adecuado.
La película de orientación se puede depositar mediante recubrimiento por rotación o mediante impresión. El método de impresión es más eficiente en el uso de materiales; Del 70 al 80 % de la poliimida se transfiere del rollo de impresión a la superficie del sustrato.
Asamblea
Una vez que se completa el paso de frotamiento del sustrato, se inicia una secuencia de línea de ensamblaje automatizada que consiste en:
- aplicación de adhesivo (requerido para sellar los paneles)
- aplicación de espaciador
- ubicación y alineación óptica de una placa con respecto a la otra
- (calor o UV) para curar el adhesivo y unir las dos placas de vidrio.
El transporte automatizado de las placas superior e inferior se produce a través de la línea. Una placa recibe el adhesivo y la segunda placa se introduce en la estación de aplicación del espaciador.
Inyección de cristal líquido
En el caso de que se haya construido más de una pantalla sobre el sustrato, las pantallas ahora se separan mediante cortes. En este punto, el material de cristal líquido se puede introducir en el espacio entre los sustratos, haciendo uso de un orificio dejado en el material de sellado. Luego, este orificio de entrada se sella y se prepara para la inspección final. Los materiales de cristal líquido a menudo se entregan como sistemas de dos o tres componentes que se mezclan en la inyección. Los sistemas de inyección proporcionan mezcla y purga de la celda para evitar que queden burbujas atrapadas durante el proceso de llenado.
Inspección y prueba
La inspección y las pruebas funcionales se realizan después del montaje y la inyección de cristal líquido. La mayoría de los defectos están relacionados con partículas (incluidos defectos puntuales y lineales) y problemas de espacios entre celdas.
Accesorio polarizador
El paso final de fabricación de la pantalla de cristal líquido en sí es la aplicación del polarizador en el exterior de cada placa de vidrio. Las películas polarizadoras son películas compuestas que contienen la capa adhesiva sensible a la presión necesaria para unir el polarizador al vidrio. Se aplican mediante máquinas automáticas que dosifican el material a partir de rollos o láminas precortadas. Las máquinas son variantes de etiquetadoras desarrolladas para otras industrias. La película polarizadora está adherida a ambos lados de la pantalla.
En algunos casos, se aplica una película de compensación antes del polarizador. Las películas de compensación son películas de polímero (p. ej., policarbonato y metacrilato de polimetilo) que se estiran en una dirección. Este estiramiento cambia las propiedades ópticas de la película.
Una pantalla completa normalmente tendrá circuitos integrados de controladores montados en o cerca de uno de los sustratos de vidrio, generalmente el lado del transistor de película delgada.
Peligros
La rotura del cristal es un peligro importante en la fabricación de LCD. Pueden ocurrir cortes y laceraciones. La exposición a los productos químicos utilizados para la limpieza es otra preocupación.
Más...
Fabricación de semiconductores III-V
Históricamente, el silicio ha dominado el desarrollo de la tecnología IC como material semiconductor principal. El enfoque principal en los últimos años en una alternativa al silicio se ha concentrado en los compuestos III-V, como el arseniuro de galio (GaAs), como material de sustrato. Como material semiconductor, GaAs exhibe mayores capacidades que el silicio, como una movilidad de electrones de 5 a 6 veces mayor que la del silicio. Esta característica, junto con las propiedades semiaislantes potenciales del GaAs, conduce a un mayor rendimiento tanto en velocidad como en consumo de energía.
GaAs tiene una estructura de blenda de zinc que consta de dos subredes cúbicas centradas en las caras que se interpenetran y que se relacionan con el crecimiento de material de lingote de alta calidad. La tecnología involucrada en el crecimiento de GaAs es considerablemente más complicada que la empleada para el silicio, ya que se trata de un equilibrio bifásico más complicado y de un componente altamente volátil, el arsénico (As). Se requiere un control preciso de la presión de vapor de As en el sistema de crecimiento del lingote para mantener la estequiometría exacta del compuesto de GaAs durante el proceso de crecimiento. Dos categorías principales de pantallas de semiconductores III-V y producción de dispositivos tienen procedimientos de procesamiento económicamente viables: pantallas LED y dispositivos IC de microondas.
Los LED se fabrican a partir de GaAs monocristalino en el que se forman uniones pn mediante la adición de agentes dopantes adecuados, normalmente telurio, zinc o silicio. Las capas epitaxiales de materiales III-V ternarios y cuaternarios, como el fosfuro de arseniuro de galio (GaAsP), se cultivan en el sustrato y dan como resultado una banda de emisión de longitudes de onda específicas en el espectro visible para pantallas o en el espectro infrarrojo para emisores o detectores. Por ejemplo, la luz roja con un pico a unos 650 nm proviene de la recombinación directa de los electrones pn y los huecos. Los diodos emisores de luz verde generalmente están compuestos de fosfuro de galio (GaP). Los pasos de procesamiento de LED generalizados se tratan en este artículo.
Los dispositivos IC de microondas son una forma especializada de circuito integrado; se utilizan como amplificadores de alta frecuencia (2 a 18 GHz) para radar, telecomunicaciones y telemetría, así como para amplificadores de octava y multi-octava para uso en sistemas de guerra electrónica. Los fabricantes de dispositivos IC de microondas suelen comprar sustrato de GaAs monocristalino, con o sin una capa epitaxial, de proveedores externos (al igual que los fabricantes de dispositivos de silicio). Los principales pasos de procesamiento incluyen deposición epitaxial en fase líquida, procesamiento de fabricación y no fabricación similar a la fabricación de dispositivos de silicio. Los pasos de procesamiento que justifican una descripción adicional a la del procesamiento de LED también se analizan en este artículo.
Fabricación de obleas
Similar al proceso de crecimiento de lingotes de silicio, las formas elementales de galio y arsénico, más pequeñas cantidades de material dopante (silicio, telurio o zinc) reaccionan a temperaturas elevadas para formar lingotes de GaAs monocristalino dopado. Se utilizan tres métodos generalizados de producción de lingotes:
- Puente horizontal o vertical
- congelación de gradiente horizontal o vertical
- líquido encapsulado Czochralski (LEC) de alta o baja presión.
El compuesto de GaAs policristalino a granel normalmente se forma por la reacción del vapor de As con el metal Ga a temperaturas elevadas en ampollas de cuarzo selladas. Por lo general, un depósito de As ubicado en un extremo de la ampolla se calienta a 618°C. Esto genera aproximadamente 1 atmósfera de presión de vapor de As en la ampolla, un requisito previo para obtener GaAs estequiométrico. El vapor de As reacciona con el metal Ga mantenido a 1,238°C y ubicado en el otro extremo de la ampolla en un bote de cuarzo o nitruro de boro pirolítico (PBN). Una vez que el arsénico ha reaccionado por completo, se forma una carga policristalina. Esto se utiliza para el crecimiento de monocristales mediante enfriamiento programado (congelación de gradiente) o moviendo físicamente la ampolla o el horno para proporcionar gradientes de temperatura adecuados para el crecimiento (Bridgeman). Este enfoque indirecto (transporte de arsénico) para la composición y el crecimiento de GaAs se utiliza debido a la alta presión de vapor del arsénico en el punto de fusión del GaAs, aproximadamente 20 atmósferas a 812 °C y 60 atmósferas a 1,238 °C, respectivamente.
Otro enfoque para la producción comercial de GaAs monocristalino a granel es la técnica LEC. Un extractor de cristal Czochralski se carga con fragmentos de GaAs en un crisol con un susceptor de grafito externo. Luego, el GaAs a granel se funde a temperaturas cercanas a los 1,238 °C y el cristal se extrae en una atmósfera presurizada que puede variar según el fabricante, por lo general, desde unas pocas atmósferas hasta 100 atmósferas. La masa fundida está completamente encapsulada por un vidrio viscoso, B2O3, que evita la disociación de la masa fundida ya que la presión del vapor de As es igualada o superada por la presión de un gas inerte (típicamente argón o nitrógeno) aplicado en la cámara extractora. Alternativamente, se puede sintetizar GaAs monocristalino in situ inyectando As en el Ga fundido o combinando As y Ga directamente a alta presión.
La fabricación de obleas de GaAs representa el proceso de fabricación de semiconductores con el mayor potencial para exposiciones químicas significativas y rutinarias. Si bien la fabricación de obleas de GaAs solo la realiza un pequeño porcentaje de fabricantes de semiconductores, se necesita un énfasis particular en esta área. Las grandes cantidades de As utilizadas en el proceso, los numerosos pasos del proceso y el bajo límite de exposición al arsénico en el aire dificultan el control de las exposiciones. Artículos de Harrison (1986); Lenihan, Sheehy y Jones (1989); McIntyre y Sherin (1989) y Sheehy y Jones (1993) proporcionan información adicional sobre los peligros y controles de este proceso.
Síntesis de lingotes policristalinos
Carga y sellado de ampollas
El As elemental (99.9999%) en forma de fragmentos se pesa y se carga en un bote de cuarzo en una guantera agotada. El Ga líquido puro (99.9999 %) y el material dopante también se pesan y cargan en una(s) embarcación(es) de cuarzo o de nitruro de boro pirolítico (PBN) de la misma manera. Los botes se cargan en una ampolla de cuarzo cilíndrica larga. (En las técnicas Bridgman y gradiente de congelación, también se introduce un cristal semilla con la orientación cristalográfica deseada, mientras que en la técnica LEC de dos etapas, donde solo se necesita poli GaAs en esta etapa, se sintetiza un GaAs policristalino sin el cristal semilla. )
Las ampollas de cuarzo se colocan en un horno de baja temperatura y se calientan mientras la ampolla se purga con hidrógeno (H2), en un proceso conocido como reacción de reducción de hidrógeno, para eliminar los óxidos. Después de purgar con un gas inerte como el argón, las ampollas de cuarzo se unen a un conjunto de bomba de vacío, se evacuan y los extremos de las ampollas se calientan y sellan con un soplete de hidrógeno/oxígeno. Esto crea una ampolla de cuarzo cargada y sellada lista para crecer en el horno. La purga de hidrógeno y el sistema de soplete de hidrógeno/oxígeno es un riesgo potencial de incendio/explosión si no se utilizan los dispositivos y equipos de seguridad adecuados (Wade et al. 1981).
Debido a que el arsénico se calienta, este conjunto se mantiene bajo ventilación por extracción. Se pueden formar depósitos de óxido de arsénico en el conducto de escape que soporta este conjunto. Se debe tener cuidado para evitar la exposición y la contaminación si los conductos se alteran de alguna manera.
El almacenamiento y manejo de trozos de arsénico es motivo de preocupación. Por seguridad, a menudo el arsénico se guarda bajo llave y con un estricto control de inventario. Por lo general, el arsénico también se guarda en un gabinete de almacenamiento resistente al fuego para evitar su participación en caso de incendio.
crecimiento del horno
Los métodos Bridgeman y de congelación en gradiente de crecimiento de lingotes monocristalinos utilizan ampollas de cuarzo cargadas y selladas en un recinto de horno de alta temperatura que se ventila a un sistema depurador húmedo. Los principales riesgos de exposición durante el crecimiento del horno se relacionan con la posibilidad de que la ampolla de cuarzo implosione o explote durante el crecimiento del lingote. Esta situación ocurre de forma bastante esporádica y poco frecuente, y es el resultado de uno de los siguientes:
- la presión parcial del vapor de As que resulta de las altas temperaturas utilizadas en el proceso de crecimiento
- desvitrificación del vidrio de la ampolla de cuarzo, que crea grietas finas y el consiguiente potencial de despresurización de la ampolla
- falta de dispositivos precisos de control de alta temperatura en la fuente de calor, generalmente de tipo resistencia, con la sobrepresurización resultante de la ampolla de cuarzo
- mal funcionamiento o falla del termopar, lo que resulta en una sobrepresurización de la ampolla de cuarzo
- exceso de As o muy poco Ga en el tubo de la ampolla, lo que da como resultado una presión de As extremadamente alta, lo que puede provocar una despresurización catastrófica de la ampolla.
El sistema Bridgeman horizontal consta de un horno multizona en el que la ampolla de cuarzo sellada tiene zonas de temperatura separadas: el extremo del dedo "frío" de arsénico a 618 °C y el recipiente de cuarzo galio/dopante/cristal de semilla que contiene la masa fundida a 1,238 °C. El principio básico del sistema Bridgeman horizontal consiste en atravesar dos zonas calentadas (una por encima del punto de fusión del GaAs y otra por debajo del punto de fusión) sobre un bote de GaAs para proporcionar la congelación controlada con precisión del GaAs fundido. El cristal semilla, mantenido en todo momento en la zona de congelación, proporciona la estructura de partida inicial del cristal, definiendo la dirección y orientación de la estructura cristalina dentro del bote. El bote de cuarzo y la ampolla de Ga y As están suspendidos dentro de la cámara del calentador por un conjunto de revestimientos de carburo de silicio llamados tubos de soporte, que se colocan dentro del ensamblaje del calentador de resistencia para mover mecánicamente la ampolla a lo largo de toda la distancia. Además, el conjunto del horno descansa sobre una mesa que debe inclinarse durante el crecimiento para proporcionar la interfaz adecuada del fundido de GaAs sintetizado con el cristal semilla.
En el método de congelación en gradiente, un horno multizona de alta temperatura que utiliza calentamiento por resistencia se mantiene entre 1,200 y 1,300 °C (1,237 °C es el punto de fusión/congelación del GaAs). La duración total del proceso de crecimiento del lingote suele ser de 3 días y comprende los siguientes pasos:
- cocción del horno a temperatura
- Síntesis de GaAs
- sembrando el derretimiento
- enfriamiento/crecimiento de cristales.
La ampolla de cuarzo también se inclina durante el proceso de crecimiento mediante el uso de un gato manual tipo tijera.
Ruptura de ampolla
Después de que el lingote de GaAs monocristalino crece dentro de la ampolla de cuarzo sellada, se debe abrir la ampolla y retirar el bote de cuarzo que contiene el lingote más el cristal semilla. Esto se logra mediante uno de los siguientes métodos:
- cortar el extremo sellado de las ampollas con una sierra circular húmeda
- calentar y romper la ampolla con un soplete de hidrógeno/oxígeno
- rompiendo la ampolla embolsada con un martillo mientras estaba bajo el escape para controlar el arsénico en el aire.
Las ampollas de cuarzo se reciclan grabando en húmedo el arsénico condensado en la superficie interior con agua regia (HCl,HNO3) o ácido sulfúrico/peróxido de hidrógeno (H2SO4/H2O2).
Granallado/limpieza de lingotes
Para ver los defectos policristalinos y eliminar los óxidos y los contaminantes exteriores, el lingote de GaAs monocristalino se debe granallar. El granallado se realiza en una unidad de caja de guantes agotada utilizando medios de granallado de carburo de silicio o alúmina calcinada. La limpieza húmeda se realiza en baños químicos provistos de ventilación de escape local y utilizando agua regia o enjuagues con alcohol (alcohol isopropílico y/o metanol).
Crecimiento de lingotes monocristalinos
El lingote de GaAs policristalino extraído de la ampolla se rompe en trozos, se pesa y se coloca en un crisol de cuarzo o PBN, y se coloca encima un disco de óxido de boro. Luego, el crisol se coloca en un cultivador de cristales (extractor) presurizado en un gas inerte y se calienta a 1,238 °C. A esta temperatura, el GaAs se funde y el óxido de boro más ligero se convierte en un encapsulante líquido para evitar que el arsénico se disocie del fundido. Un cristal semilla se introduce en la masa fundida por debajo de la tapa líquida y, mientras gira en sentido contrario, se retira lentamente de la masa fundida, solidificándose así al salir de la "zona caliente". Este proceso dura aproximadamente 24 horas, según el tamaño de la carga y el diámetro del cristal.
Una vez que se completa el ciclo de crecimiento, se abre el cultivador para recuperar el lingote monocristalino y para su limpieza. Cierta cantidad de arsénico se escapa del fundido incluso con la tapa líquida en su lugar. Puede haber una exposición significativa al arsénico en el aire durante este paso del proceso. Para controlar esta exposición, el cultivador se enfría por debajo de los 100 °C, lo que da como resultado la deposición de partículas finas de arsénico en la superficie interior del cultivador. Este enfriamiento ayuda a minimizar la cantidad de arsénico que se transporta por el aire.
Grandes depósitos de residuos que contienen arsénico quedan en el interior del cultivador de cristales. La eliminación de los residuos durante el mantenimiento preventivo de rutina puede generar concentraciones significativas de arsénico en el aire (Lenihan, Sheehy y Jones 1989; Baldwin y Stewart 1989; McIntyre y Sherin 1989). Los controles utilizados durante esta operación de mantenimiento a menudo incluyen ventilación de extracción de barrido, ropa desechable y respiradores.
Cuando se retira el lingote, se desmonta el cultivador. Se utiliza una aspiradora HEPA para recoger partículas de arsénico en todas las partes del cultivador. Después de pasar la aspiradora, las piezas de acero inoxidable se limpian con una mezcla de hidróxido de amonio/peróxido de hidrógeno para eliminar el arsénico residual y se ensambla el cultivador.
Procesamiento de obleas
difracción de rayos X
La orientación cristalina del lingote de GaAs se determina mediante el uso de una unidad de difracción de rayos X, como en el procesamiento de lingotes de silicio. Se puede usar un láser de baja potencia para determinar la orientación cristalina en un entorno de producción; sin embargo, la difracción de rayos X es más precisa y es el método preferido.
Cuando se usa la difracción de rayos X, a menudo el haz de rayos X está totalmente encerrado en un gabinete protector que se revisa periódicamente para detectar fugas de radiación. Bajo ciertas circunstancias, no es práctico contener completamente el haz de rayos X en un recinto interbloqueado. En este caso, es posible que se requiera que los operadores usen distintivos de radiación en los dedos, y se utilizan controles similares a los que se usan para los láseres de alta potencia (p. ej., una habitación cerrada con acceso limitado, capacitación del operador, cercar el haz tanto como sea práctico, etc.) ( Baldwin y Williams 1996).
Recorte, trituración y rebanado de lingotes
Los extremos o colas del lingote monocristalino se eliminan utilizando una sierra de diamante de una sola hoja lubricada con agua, con varios refrigerantes añadidos al agua. Luego, el lingote monocristalino se coloca en un torno que le da forma en un lingote cilíndrico de diámetro uniforme. Este es el proceso de molienda, que también es un proceso húmedo.
Después de cortar y moler, los lingotes de GaAs se montan con epoxi o cera en una viga de grafito y se cortan en obleas individuales mediante el uso de sierras de hoja de diamante de diámetro interior (DI) operadas automáticamente. Esta operación húmeda se realiza con el uso de lubricantes y genera una suspensión de GaAs, que se recolecta, centrifuga y trata con fluoruro de calcio para precipitar el arsénico. El sobrenadante se analiza para asegurarse de que no contenga un exceso de arsénico, y el lodo se prensa en una torta y se desecha como desecho peligroso. Algunos fabricantes envían la suspensión recolectada de los procesos de corte, molienda y corte de lingotes para la recuperación de Ga.
La arsina y la fosfina pueden formarse a partir de la reacción del GaAs y el fosfuro de indio con la humedad del aire, otros arseniuros y fosfuros o cuando se mezclan con ácidos durante el procesamiento del arseniuro de galio y el fosfuro de indio; Se midieron 92 ppb de arsina y 176 ppb de fosfina a 2 pulgadas de distancia de las hojas de corte utilizadas para cortar lingotes de GaAs y fosfuro de indio (Mosovsky et al. 1992, Rainer et al. 1993).
Lavado de obleas
Después de desmontar las obleas de GaAs del haz de grafito, se limpian mediante inmersión secuencial en baños químicos húmedos que contienen soluciones de ácido sulfúrico/peróxido de hidrógeno o ácido acético y alcoholes.
Perfilado de bordes
El perfilado de bordes también es un proceso húmedo que se realiza en obleas cortadas para formar un borde alrededor de la oblea, lo que la hace menos propensa a romperse. Debido a que solo se hace un corte delgado en la superficie de la oblea, solo se genera una pequeña cantidad de suspensión.
Lapeado y pulido
Las obleas se montan con cera en una placa de lapeado o esmerilado, utilizando una placa caliente, y se lame en una máquina que ejerce una velocidad de rotación y una presión establecidas. Se alimenta una solución de pulido sobre la superficie de pulido (una suspensión de óxido de aluminio, glicerina y agua). Después de un breve período de lapeado, cuando se alcanza el espesor deseado, las obleas se enjuagan y se montan en una pulidora mecánica. El pulido se realiza con bicarbonato de sodio, cloro al 5%, agua (o hipoclorito de sodio) y suspensión de sílice coloidal. A continuación, las obleas se desmontan en una placa calefactora, se elimina la cera con disolventes y se limpian las obleas.
Epitaxia
Las obleas monocristalinas de GaAs se utilizan como sustratos para el crecimiento de capas muy finas del mismo u otros compuestos III-V que tengan las propiedades electrónicas u ópticas deseadas. Esto debe hacerse de manera que continúe, en la capa crecida, la estructura cristalina del sustrato. Este crecimiento de cristales, en el que el sustrato determina la cristalinidad y la orientación de la capa desarrollada, se denomina epitaxia, y se utilizan diversas técnicas de crecimiento epitaxial en la producción de pantallas y dispositivos III-V. Las técnicas más comunes son:
- epitaxia en fase líquida (LPE)
- epitaxia de haz molecular (MBE)
- epitaxia en fase de vapor (VPE)
- deposición de vapor químico metalorgánico (MOCVD), también conocida como epitaxia en fase de vapor organometálica (OMVPE).
epitaxia en fase liquida
En LPE, una capa de material dopado III-V crece directamente sobre la superficie del sustrato de GaAs utilizando un soporte de grafito que contiene cámaras separadas para que el material se deposite en las obleas. Se añaden cantidades pesadas de materiales de deposición a la cámara superior del soporte, mientras que las obleas se colocan en una cámara inferior. El conjunto se coloca dentro de un tubo de reacción de cuarzo bajo una atmósfera de hidrógeno. El tubo se calienta para fundir los materiales de deposición, y cuando la masa fundida se equilibra, la sección superior del soporte se desliza para que la masa fundida se coloque sobre la oblea. Luego se baja la temperatura del horno para formar la capa epitaxial.
LPE se utiliza principalmente en la epitaxia IC de microondas y para la fabricación de LED de ciertas longitudes de onda. La principal preocupación con este proceso de LPE es el uso de gas de hidrógeno altamente inflamable en el sistema, que se mitiga con buenos controles de ingeniería y sistemas de alerta temprana.
epitaxia de haz molecular
La epitaxia al vacío en forma de MBE se ha desarrollado como una técnica particularmente versátil. MBE de GaAs consiste en un sistema de ultra alto vacío que contiene fuentes para haces atómicos o moleculares de Ga y As y una oblea de sustrato calentado. Las fuentes de haces moleculares suelen ser recipientes para Ga líquido o As sólido. Las fuentes tienen un orificio que mira hacia la oblea del sustrato. Cuando el horno de efusión (o recipiente) se calienta, los átomos de Ga o las moléculas de As salen del orificio. En el caso del GaAs, el crecimiento suele tener lugar con una temperatura del sustrato superior a 450 °C.
Pueden ocurrir altas exposiciones a la arsina durante el mantenimiento de los sistemas MBE de fuente sólida. En un estudio se detectaron concentraciones en el aire de la habitación de 0.08 ppm cuando se abrió la cámara de la unidad MBE para mantenimiento. Los autores plantearon la hipótesis de que la generación transitoria de arsina puede deberse a una reacción de partículas muy finas de arsénico con vapor de agua, con el aluminio actuando como catalizador (Asom et al. 1991).
Epitaxia en fase de vapor
Las obleas desengrasadas y pulidas se someten a un paso de grabado y limpieza antes de la epitaxia. Esto implica una operación secuencial de inmersión química húmeda que utiliza ácido sulfúrico, peróxido de hidrógeno y agua en una proporción de 5:1:1; un enjuague con agua desionizada; y un alcohol isopropílico limpio/seco. También se realiza una inspección visual.
Se utilizan dos técnicas principales de VPE, basadas en dos químicas diferentes:
- los halógenos III (GaCl3) y V-halógenos (AsCl3) o V-hidrógeno (AsH3 y pH3)
- los III metal-orgánicos y V-hidrógeno, como Ga(CH3)3 y ceniza3—OMVPE.
Las termoquímicas de estas técnicas son muy diferentes. Las reacciones del halógeno suelen ser de "caliente" a "frío", en las que el halógeno III se genera en una zona caliente por reacción del elemento III con HCl, y luego se difunde a la zona fría, donde reacciona con las especies V. para formar material III-V. La química organometálica es un proceso de “pared caliente” en el que el compuesto orgánico metálico III “descompone” o piroliza el grupo orgánico y el III restante y el hidruro V reaccionan para formar III-V.
En VPE, el sustrato de GaAs se coloca en una cámara calentada bajo una atmósfera de hidrógeno. La cámara se calienta mediante RF o calentamiento por resistencia. El HCl se burbujea a través de un bote de Ga, formando cloruro de galio, que luego reacciona con el AsH3 y pH3 cerca de la superficie de las obleas para formar GaAsP, que se deposita como capa epitaxial sobre el sustrato. Hay una serie de dopantes que se pueden agregar (según el producto y la receta). Estos incluyen bajas concentraciones de telururos, seleniuros y sulfuros.
Una técnica común utilizada para VPE en el procesamiento de LED es el sistema III-halógeno y V-hidrógeno (hidruro). Implica un proceso de dos ciclos: inicialmente hacer crecer la capa epitaxial de GaAsP en el sustrato de GaAs y, por último, un ciclo de grabado para limpiar la cámara del reactor de grafito/cuarzo de impurezas. Durante el ciclo de crecimiento epitaxial, las obleas de GaAs previamente limpiadas se cargan en un carrusel ubicado dentro de una cámara de reactor de cuarzo que contiene un depósito de galio líquido elemental a través del cual se mide el gas HCl anhidro, formando GaCl.3. Las mezclas de gas hidruro/hidrógeno (p. ej., 7 % de AsH3/H2 y 10% PH3/H2) también se miden en la cámara del reactor con la adición de concentraciones de ppm de dopantes organometálicos de telurio y selenio. Las especies químicas en la zona caliente, la parte superior de la cámara de reacción, reaccionan y, en la zona fría, la parte inferior de la cámara, forman la capa deseada de GaAsP en el sustrato de la oblea, así como en el interior de la misma. cámara del reactor.
Los efluentes del reactor se envían a un sistema de soplete de hidrógeno (cámara de combustión o caja de combustión) para la pirólisis y se ventilan a un sistema depurador húmedo. Alternativamente, los efluentes del reactor se pueden burbujear a través de un medio líquido para atrapar la mayoría de las partículas. El desafío de la seguridad es confiar en los propios reactores para “descifrar” los gases. La eficiencia de estos reactores es de aproximadamente 98 a 99.5%; por lo tanto, algunos gases sin reaccionar pueden salir del burbujeador cuando los operadores los extraen. Hay una emisión de gases de varios compuestos que contienen arsénico y fósforo de estos burbujeadores, lo que requiere que se transporten rápidamente a un fregadero ventilado para mantenimiento, donde se purgan y limpian, a fin de mantener baja la exposición del personal. El reto de higiene ocupacional de este proceso es perfilar el efluente de escape, ya que la mayoría de los compuestos desgasificados de varias partes del reactor, especialmente el borboteador, son inestables en el aire y los medios de recolección convencionales disponibles y las técnicas analíticas no discriminan hacia los especies diferentes.
Otra preocupación son los predepuradores para reactores VPE. Pueden contener altas concentraciones de arsina y fosfina. Pueden ocurrir exposiciones por encima de los límites de exposición ocupacional si estos predepuradores se abren indiscriminadamente (Baldwin y Stewart 1989).
El ciclo de grabado se realiza al final del ciclo de crecimiento y en las piezas nuevas del reactor para limpiar la superficie interior de impurezas. El gas HCl sin diluir se dosifica en la cámara durante períodos de aproximadamente 30 minutos y el reactor se calienta a más de 1,200 °C. Los efluentes se ventilan al sistema de lavado húmedo para su neutralización.
Al final de los ciclos de crecimiento y grabado, un N extendido2 La purga se utiliza para limpiar la cámara del reactor de gases tóxicos/inflamables y corrosivos.
limpieza de reactores
Después de cada ciclo de crecimiento, los reactores VPE deben abrirse, retirarse las obleas y limpiarse físicamente tanto la parte superior como la inferior del reactor. El proceso de limpieza es realizado por el operador.
El predepurador de cuarzo de los reactores se saca físicamente del reactor y se coloca en un sumidero agotado donde se purga con N2, se enjuaga con agua y luego se sumerge en agua regia. A esto le sigue otro enjuague con agua antes de secar la pieza. La intención de la N2 La purga es simplemente desplazar el oxígeno debido a la presencia de fósforo pirofórico inestable. Algunos residuos que contienen varios arsenicales y subproductos que contienen fósforo quedan en estas partes incluso después de la purga y el enjuague con agua. La reacción entre estos residuos y la mezcla fuerte de oxidante/ácido podría generar cantidades significativas de AsH.3 y algo de ph3. También existe un potencial de exposición con otros procedimientos de mantenimiento en el área.
La parte inferior de la cámara de reacción de cuarzo y la placa inferior (placa base) se limpian raspando con una herramienta de metal y el material particulado (mezcla de GaAs, GaAsP, óxidos de arsénico, óxidos de fósforo y gases de hidruro atrapados) se recoge en un recipiente metálico. contenedor colocado debajo del reactor vertical. Se utiliza una aspiradora de alta eficiencia para la limpieza final.
Otra operación con potencial de exposición química es la limpieza de la trampa del reactor. La limpieza de la trampa se realiza raspando las partes de grafito de la cámara superior, las cuales tienen una costra de todos los subproductos mencionados anteriormente más cloruro de arsénico. El procedimiento de raspado genera polvo y se realiza en un fregadero ventilado para minimizar la exposición de los operadores. La línea de escape del proceso, que contiene todos los subproductos más la humedad que forma un desecho líquido, se abre y se drena en un recipiente metálico. La aspiradora HEPA se utiliza para limpiar las partículas de polvo que se hayan escapado durante la transferencia de las piezas de grafito y al subir y bajar la campana de cristal, que elimina las partículas sueltas.
Deposición de vapor químico metalorgánico
MOCVD se usa ampliamente en la preparación de dispositivos III-V. Además de los gases de hidruro utilizados como materiales de origen en otros sistemas CVD (p. ej., arsina y fosfina), en los sistemas MOCVD también se utilizan alternativas líquidas menos tóxicas (p. ej., butil arsina terciaria y butil fosfina terciaria), junto con otros tóxicos como alquilos de cadmio y mercurio (Content 1989; Rhoades, Sands y Mattera 1989; Roychowdhury 1991).
Mientras que VPE se refiere a un proceso de deposición de material compuesto, MOCVD se refiere a las fuentes químicas principales utilizadas en el sistema. Se utilizan dos químicas: haluros y metalorgánica. El proceso VPE descrito anteriormente es un proceso de haluro. Un haluro del grupo III (galio) se forma en la zona caliente y el compuesto III-V se deposita en la zona fría. En el proceso metalorgánico para GaAs, se dosifica trimetilgalio en la cámara de reacción junto con arsina, o una alternativa líquida menos tóxica como la butil arsina terciaria, para formar arseniuro de galio. Un ejemplo de una reacción MOCVD típica es:
(CH3)3Ga + Ceniza3 → GaAs+3CH4
Hay otras químicas utilizadas en el procesamiento MOCVD de LED. Los organometálicos utilizados como elementos del grupo III incluyen trimetil galio (TMGa), trietil galio (TEGa), indio TM, indio TE y aluminio TM. En el proceso también se utilizan gases hidruros: 100% AsH3 y 100% PH3. Los dopantes utilizados en el proceso son: dimetil zinc (DMZ), bis-ciclopentadienil magnesio y seleniuro de hidrógeno (H2Se). Estos materiales se hacen reaccionar dentro de la cámara de reacción a baja presión H2 atmósfera. La reacción produce capas epitaxiales de AlGaAs, AlInGaP, InAsP y GaInP. Esta técnica se ha utilizado tradicionalmente en la fabricación de láseres semiconductores y dispositivos de comunicación óptica, como transmisores y receptores de fibra óptica. El proceso AlInGaP se utiliza para producir LED muy brillantes.
Al igual que el proceso VPE, la limpieza de reactores y piezas MOCVD presenta desafíos tanto para el proceso como para el higienista ocupacional, especialmente si hay grandes cantidades de PH concentrado.3 se utiliza en el proceso. La eficiencia de “craqueo” de estos reactores no es tan grande como la de los reactores VPE. Se genera una cantidad significativa de fósforo, que es un peligro de incendio. El procedimiento de limpieza involucra el uso de peróxido de hidrógeno/hidróxido de amonio diluido en varias partes de estos reactores, lo cual es un peligro de explosión si, debido a un error del operador, se usa una solución concentrada en presencia de un catalizador metálico.
Fabricación de dispositivos
La oblea de GaAs con una capa de GaAsP de crecimiento epitaxial en la superficie superior continúa con la secuencia de procesamiento de fabricación del dispositivo.
Deposición de nitruro
Un CVD de alta temperatura de nitruro de silicio (Si3N4) se realiza utilizando un horno de difusión estándar. Las fuentes gaseosas son silano (SiH4) y amoníaco (NH3) con un gas portador de nitrógeno.
Proceso fotolitografico
El proceso estándar de fotoprotección, alineación/exposición, revelado y pelado se utiliza como en el procesamiento de dispositivos de silicio (consulte la sección sobre litografía en el artículo "Fabricación de semiconductores de silicio").
Grabado húmedo
Varias mezclas de soluciones de ácido químico húmedo se utilizan en baños de plástico en estaciones de grabado localmente agotadas, algunas provistas de sistemas de suministro de filtro HEPA laminar montados verticalmente. Los ácidos primarios en uso son sulfúrico (H2SO4), fluorhídrico (HF), clorhídrico (HCl) y fosfórico (H3PO4). Al igual que en el procesamiento de silicio, el peróxido de hidrógeno (H2O2) se utiliza con ácido sulfúrico e hidróxido de amonio (NH4OH) proporciona un grabado cáustico. Una solución de cianuro (sodio o potasio) también se usa para grabar aluminio. Sin embargo, el grabado con cianuro se está eliminando gradualmente a medida que se desarrollan otros grabadores para este proceso. Como alternativa al grabado en húmedo, se utiliza un proceso de grabado con plasma y cenizas. Las configuraciones del reactor y los gases reactivos son muy similares a los utilizados en el procesamiento de dispositivos de silicio.
Difusión
Se realiza una difusión de fuente sólida de diarseniuro de zinc en ampolla cerrada en un horno de difusión al vacío a 720°C, utilizando un N2 gas portador El arsénico y el arseniuro de zinc se utilizan como dopantes. Se pesan en una caja de guantes de la misma manera que en el sustrato a granel.
Metalización
Se realiza una evaporación inicial de aluminio utilizando un evaporador de haz de electrones. Después del backlapping, se realiza un último paso de evaporación de oro utilizando un evaporador de filamento.
aleación
Se realiza un paso final de aleación en un horno de difusión a baja temperatura, utilizando una atmósfera inerte de nitrógeno.
retrolapeado
El backlapping se realiza para eliminar los materiales depositados (GaAsP, Si3N4 y así sucesivamente) desde la parte posterior de la oblea. Las obleas se montan con cera en una placa lapeadora y se lame en húmedo con una suspensión de sílice coloidal. A continuación, la cera se elimina decapando en húmedo las obleas en un decapante orgánico en una estación de grabado químico húmedo agotada localmente. Otra alternativa al lapeado en húmedo es el lapeado en seco, que utiliza “arena” de óxido de aluminio.
Se utilizan varios protectores y decapantes de protectores, que normalmente contienen ácido sulfónico (ácido dodecilbencenosulfónico), ácido láctico, hidrocarburo aromático, naftaleno y catecol. Algunos decapantes de resistencia contienen etanoato de butilo, ácido acético y éster de butilo. Se utilizan protectores tanto negativos como positivos y eliminadores de resistencias, según el producto.
Examen final
Al igual que en el procesamiento de dispositivos de silicio, los circuitos LED completos se prueban y marcan por computadora (consulte "Fabricación de semiconductores de silicio"). Se realiza una inspección final y luego las obleas se prueban eléctricamente para marcar las matrices defectuosas. Luego se usa una sierra húmeda para separar los troqueles individuales, que luego se envían para su ensamblaje.
Tablero de circuito impreso y ensamblaje de computadora
Tableros de cableado impresos
Las placas de cableado impreso (PWB) son el marco eléctrico interconector y la estructura física que mantienen unidos los diversos componentes electrónicos de una placa de circuito impreso. Las principales categorías de PWB son de un solo lado, de dos lados, multicapa y flexibles. Los requisitos de complejidad y espacio de placas cada vez más densas y pequeñas han requerido que ambos lados de la placa estén cubiertos con circuitos subyacentes. Las placas de un solo lado cumplían con los requisitos de las primeras calculadoras y dispositivos electrónicos de consumo simples, pero las computadoras portátiles, los asistentes digitales personales y los sistemas de música personales han requerido PWB de dos lados y de múltiples capas. El procesamiento del patrón de PWB es esencialmente un proceso fotolitográfico que implica depositar y eliminar selectivamente capas de materiales sobre un sustrato dieléctrico que actúa como el "cableado" eléctrico que se graba o deposita en la placa de cableado impresa.
Las placas multicapa contienen dos o más piezas de material dieléctrico con circuitos que se apilan y unen entre sí. Las conexiones eléctricas se establecen de un lado al otro, y al circuito de la capa interna, mediante orificios perforados que posteriormente se recubren con cobre. El sustrato dieléctrico más utilizado son las láminas de fibra de vidrio (epoxi/laminado de fibra de vidrio). Otros materiales son el vidrio (con resinas de poliimida, teflón o triazina) y el papel recubierto de resina fenólica. En los Estados Unidos, los tableros laminados se clasifican según sus propiedades de extinción de incendios; propiedades de taladrado, punzonado y maquinado; propiedades de absorción de humedad; resistencia química y al calor; y resistencia mecánica (Sober 1995). El FR-4 (sustrato de resina epoxi y tela de vidrio) es ampliamente utilizado para aplicaciones de alta tecnología.
El proceso PWB real implica numerosos pasos y una amplia variedad de agentes químicos. La Tabla 1 ilustra un proceso multicapa típico y los problemas de EHS asociados con este proceso. Las principales diferencias entre una placa de un solo lado y de dos lados es que el tablero de un solo lado comienza con materia prima revestida solo en un lado con cobre y omite el paso de recubrimiento de cobre sin electricidad. La placa estándar de doble cara tiene una máscara de soldadura sobre cobre desnudo y está enchapada a través de los orificios; la placa tiene contactos dorados y una leyenda de componentes. La mayoría de los PWB son tableros multicapa, que tienen dos caras con capas internas que se han fabricado e intercalado dentro del paquete laminado y luego se procesan de manera casi idéntica a un tablero de doble capa.
Tabla 1. Proceso PWB: cuestiones ambientales, de salud y seguridad
|
Pasos del proceso principal |
Cuestiones de salud y seguridad |
Cuestiones ambientales |
|
preparación de materiales |
||
|
Compre laminado específico, material de entrada y tablero de respaldo en tamaño precortado |
Diseño asistido por computadora: VDU y riesgos ergonómicos |
Ninguna |
|
Apilar y fijar |
||
|
Los paneles revestidos de cobre se apilan con material de entrada y tablero de respaldo; agujeros perforados y |
Ruido durante la perforación; partículas de perforación que contienen cobre, plomo, oro y epoxi/fibra de vidrio |
Partículas de desecho (cobre, plomo, oro y |
|
Trío |
||
|
Taladradoras de control numérico (N/C) |
Ruido durante la perforación; partículas de perforación que contienen cobre, plomo, oro y epoxi/fibra de vidrio |
Partículas de desecho (cobre, plomo, oro y |
|
Desbarbar |
||
|
Los paneles perforados pasan a través de cepillos o rueda abrasiva |
Ruido durante el desbarbado; partículas que contienen cobre, plomo, oro y epoxi/fibra de vidrio |
Partículas de desecho (cobre, plomo, oro y |
|
Recubrimiento de cobre sin electrodos |
||
|
Adición de una fina capa de cobre a los orificios pasantes |
Inhalación y exposición dérmica a limpiadores, acondicionadores, grabadores, catalizadores—H2SO4, H2O2, éteres de glicol, KMnO4, Nueva Hampshire4HF2, paladio, SnCl2, Cu SO4, formaldehído, NaOH |
Efluentes de agua: ácidos, cobre, cáusticos, |
|
Proyección de imagen |
||
|
Resistencia de película seca: fotopolímero sensible a los rayos UV |
Inhalación y exposición dérmica a resists; desarrolladores; y |
Emisiones al aire: disolventes (COV), gases ácidos, |
|
Galjanoplastia de patrón |
||
|
Limpieza |
Peligros de inhalación y dérmicos derivados de la limpieza; revestimiento de cobre o revestimiento de estaño/estaño y plomo y pelado de bastidores—H3PO4, H2SO4; h2SO4 y CuSO4; ácido fluobórico y Sn/Pb; HNOXNUMX concentrado3 |
Emisiones al aire—gases ácidos; agua |
|
Tira, graba, tira |
||
|
Tira de resistencia |
Peligros de inhalación y dérmicos de la tira de protección; grabado alcalino o tira de cobre: monoetanolamina (MEA); NUEVA HAMPSHIRE4OH; NUEVA HAMPSHIRE4Cl/NHXNUMX4OH o NH4HF2 |
Emisiones al aire: MEA, amoníaco, fluoruros; |
|
Máscara para soldar |
||
|
Tintas epoxi — serigrafía |
Peligros de inhalación y dérmicos de la limpieza previa; tintas epoxi y soportes solventes; desarrolladores—H2SO4; epiclorhidrina + bisfenol A, éteres de glicol (basados en PGMEA); gamma-butirolactona. Luz ultravioleta del proceso de curado |
Emisiones al aire: gases ácidos, éteres de glicol |
|
Recubrimiento de soldadura |
||
|
Nivelación de soldadura |
Peligros por inhalación y dérmicos del fundente, productos de descomposición y residuos de soldadura de plomo/estaño: éteres de glicol diluidos + <1 % de HCl y <1 % de HBr; aldehídos, HCl, CO; plomo y estaño |
Emisiones al aire: éteres de glicol (COV), gases ácidos, aldehídos, CO; residuos: plomo/soldadura de estaño, fundente |
|
Baño de oro y niquel |
||
|
Peligros por inhalación y dérmicos de ácidos, metales y |
Emisiones al aire: gases ácidos, cianuros; agua |
|
|
Leyenda del componente |
||
|
Captura de pantalla |
Peligros de inhalación y dérmicos de tintas a base de epoxi y vehículos solventes: solventes a base de éter de glicol, epiclorhidrina + bisfenol A |
Emisiones a la atmósfera: residuos de éteres de glicol (COV), tintas y disolventes (pequeñas cantidades) |
Cl2 = cloro gaseoso; CO = monóxido de carbono; Cu SO4 = sulfato de cobre; H2O2 = peróxido de hidrógeno;H2SO4 = ácido sulfúrico; H3PO4 = ácido fosfórico; HBR = ácido bromhídrico; HCl = ácido clorhídrico; HNO3 = ácido nítrico; k2CO3 = carbonato de potasio; KMNO4 = permanganato de potasio; N / A3PO4 = fosfato de sodio; NUEVA HAMPSHIRE4Cl = cloruro de amonio; NUEVA HAMPSHIRE4OH = hidróxido de amonio; NiSO4 = sulfato de níquel; Pb = plomo; Sn = estaño; SnCl2 = cloruro estannoso; UV = ultravioleta; COVs = compuestos orgánicos volátiles.
Conjunto de la placa de circuito impreso
El ensamblaje de la placa de circuito impreso (PCB) implica la unión fuerte de los componentes electrónicos a la PWB mediante el uso de soldadura de plomo/estaño (en una máquina de soldadura por ola o aplicada como una pasta y luego refluida en un horno a baja temperatura) o resinas epoxi ( curado en un horno de baja temperatura). El PWB subyacente (de un solo lado, de dos lados, multicapa o flexible) determinará las densidades de los componentes que se pueden unir. Numerosos problemas de proceso y confiabilidad forman la base para la selección de los procesos de ensamblaje de PCB que se utilizarán. Los principales procesos tecnológicos son: tecnología de montaje en superficie total (SMT), tecnología mixta (incluye SMT y orificio pasante enchapado (PTH)) y fijación por la parte inferior.
Por lo general, en las modernas instalaciones de ensamblaje de computadoras/electrónica, se utiliza la tecnología mixta, con algunos componentes que se montan en la superficie y otros conectores/componentes se sueldan usando tecnología de orificio pasante o reflujo de soldadura. A continuación se analiza un proceso de tecnología mixta "típico", en el que se utiliza un proceso de montaje en superficie que incluye unión adhesiva, soldadura por ola y soldadura por reflujo. Con tecnología mixta, a veces es posible refluir componentes de montaje superficial (SMC) en la parte superior de una placa de doble cara y soldar por ola los SMC en la parte inferior. Dicho proceso es particularmente útil cuando las tecnologías de montaje en superficie y de orificio pasante deben combinarse en una sola placa, que es la norma en la fabricación de productos electrónicos actuales. El primer paso es montar los SMC en la parte superior de la placa mediante el proceso de reflujo de soldadura. A continuación, se insertan los componentes de orificio pasante. A continuación, la placa se invierte y los SMC de la parte inferior se montan con adhesivo en la placa. La soldadura por ola de los componentes de orificio pasante y los SMC de la parte inferior es el paso final.
Los principales pasos técnicos del proceso de tecnología mixta incluyen:
- limpieza previa y posterior
- aplicación de pasta de soldadura y adhesivo (serigrafía y colocación (SMT y PTH))
- inserción de componentes
- curado adhesivo y reflujo de soldadura
- fundente (PTH)
- soldadura por ola (PTH)
- inspección y retoque
- las pruebas
- reelaboración y reparación
- operaciones de apoyo—limpieza de esténciles.
A continuación se proporciona una breve discusión de las importantes implicaciones ambientales, de salud y seguridad para cada paso del proceso.
Limpieza previa y posterior
Los PWB comerciales generalmente se compran a un proveedor de PWB y se han limpiado previamente con una solución de agua desionizada (DI) para eliminar todos los contaminantes de la superficie. Antes de las preocupaciones sobre el agotamiento de la capa de ozono estratosférico, el fabricante de dispositivos electrónicos usaba una sustancia que agota el ozono, como un clorofluorocarbono (CFC), como limpieza final o incluso limpieza previa. Al final del proceso de ensamblaje de PCB, el uso de una operación de "desengrasado con vapor" de clorofluorocarbono para eliminar los residuos de la operación de soldadura por ola/fundente era habitual. Una vez más, debido a las preocupaciones sobre el agotamiento de la capa de ozono y los estrictos controles normativos sobre la producción de CFC, se realizaron cambios en el proceso que permitieron que los conjuntos completos de PWB pasaran por alto la limpieza o usaran solo una limpieza con agua desionizada.
Aplicación de pasta de soldadura y adhesivo (impresión y colocación de plantillas) e inserción de componentes
La aplicación de pasta de soldadura de plomo/estaño a la superficie de la PWB permite que el componente de montaje en superficie se conecte a la PWB y es clave para el proceso SMT. El material de soldadura actúa como enlace mecánico para la conducción eléctrica y térmica y como revestimiento para la protección de la superficie y la soldabilidad mejorada. La soldadura en pasta se compone de aproximadamente 70 a 90% de materia no volátil (sobre una base de peso por peso o peso por volumen):
- soldadura de plomo/estaño
- una mezcla de resinas modificadas (ácidos de colofonia o colofonia levemente activada)
- activadores (en el caso de productos “no clean”, mezclas de hidrohaluros de amina y ácidos o solo ácidos carboxílicos).
Los solventes (materia volátil) componen el resto del producto (típicamente una mezcla de alcohol y éter de glicol que es una mezcla patentada).
La soldadura en pasta se imprime a través de una plantilla, que es un patrón exacto del diseño de la superficie que se agregará a la superficie del PWB. La soldadura en pasta se empuja a través de las aberturas en la plantilla hacia los sitios de las almohadillas en el PWB por medio de una escobilla de goma que atraviesa lentamente la plantilla. Luego se levanta la plantilla, dejando los depósitos de pasta en las almohadillas apropiadas en el tablero. Luego, los componentes se insertan en el PWB. Los peligros principales de EHS se relacionan con la limpieza y la higiene personal de los operadores que aplican la soldadura en pasta a la superficie del esténcil, limpian la escobilla de goma y limpian los esténciles. La concentración de plomo en la soldadura y la tendencia de la soldadura en pasta seca a adherirse a la piel y a las superficies de trabajo de los equipos/instalaciones requiere el uso de guantes protectores, una buena limpieza de las superficies de trabajo y la eliminación segura de los materiales de limpieza contaminados ( y manejo ambiental) y estricta higiene personal por parte de los operadores (por ejemplo, lavado de manos con jabón antes de comer, beber o aplicarse cosméticos). Los niveles de exposición en el aire suelen estar por debajo del límite de detección de plomo y, si se practica una buena limpieza/higiene personal, las lecturas de plomo en la sangre se encuentran en los niveles de fondo.
La aplicación del adhesivo implica la dispensación automática de pequeñas cantidades de una resina epoxi (típicamente una mezcla de bisfenol A y epiclorhidrina) sobre la superficie de la PWB y luego "recoger y colocar" el componente e insertarlo a través de la resina epoxi en la PWB. Los peligros de EHS se relacionan principalmente con los peligros mecánicos de seguridad de las unidades de "recoger y colocar", debido a sus ensamblajes mecánicos automatizados, los componentes de transporte en la parte trasera de las unidades y la posibilidad de lesiones graves si no se cuenta con la protección adecuada, las cortinas de luz y los enclavamientos de hardware. presente.
Curado adhesivo y reflujo de soldadura
Los componentes que se unieron mediante la impresión de plantillas o la aplicación de adhesivos se transportan en un transportador mecánico de altura fija a un horno de reflujo en línea que "reactiva" la soldadura al hacer fluir la soldadura en pasta a una temperatura aproximada de 200 a 400 °C. Los componentes que se unieron con el adhesivo epoxi también pasan por un horno que se encuentra en línea descendente con respecto al reflujo de la soldadura y, por lo general, funciona a una temperatura de 130 a 160oC. Los componentes solventes de la soldadura en pasta y la resina epoxi se eliminan durante el proceso del horno, pero el componente de plomo/estaño no se volatiliza. Se acumulará un residuo tipo telaraña en el conducto de escape del horno de reflujo y se puede usar un filtro de malla metálica para evitarlo. Ocasionalmente, los PWB pueden quedar atrapados en el sistema de transporte y se sobrecalentarán en el horno, lo que provocará olores desagradables.
fundente
Para formar una junta de soldadura confiable en la superficie de la PWB y el cable del componente, ambos deben estar libres de oxidación y deben permanecer así incluso a las temperaturas elevadas que se usan en la soldadura. Además, la aleación de soldadura fundida debe humedecer las superficies de los metales a unir. Esto significa que el fundente de soldadura debe reaccionar y eliminar los óxidos metálicos de las superficies a unir y evitar la reoxidación de las superficies limpias. También requiere que los residuos sean no corrosivos o fácilmente removibles. Los fundentes para soldar equipos electrónicos se dividen en tres amplias categorías, comúnmente conocidas como fundentes a base de colofonia, fundentes orgánicos o solubles en agua y fundentes sintéticos eliminables con disolventes. Los fundentes de compuestos orgánicos no volátiles (NVOC, por sus siglas en inglés) o no limpios, con bajo contenido de sólidos más nuevos se encuentran en la categoría intermedia.
fundentes a base de colofonia
Los fundentes a base de colofonia son los fundentes más utilizados en la industria electrónica, ya sea como flujo de pulverización or flujo de espuma. El fluxer puede estar contenido dentro del equipo de soldadura por ola o como una unidad independiente ubicada en la entrada de la unidad. Los fundentes a base de colofonia tienen como base la colofonia natural o colofonia, la colofonia translúcida de color ámbar que se obtiene después de destilar la trementina a partir de la oleorresina y la resina de canal de los pinos. La resina se recoge, se calienta y se destila, lo que elimina cualquier partícula sólida, lo que da como resultado una forma purificada del producto natural. Es un material homogéneo con un único punto de fusión.
Colophony es una mezcla de aproximadamente 90% de ácido resínico, que es principalmente ácido abiético (un ácido orgánico no soluble en agua) con 10% de materiales neutros como derivados de estilbeno y varios hidrocarburos. La Figura 1 proporciona las estructuras químicas de los ácidos abiético y pimárico.
Figura 1. Ácidos abiético y pimárico
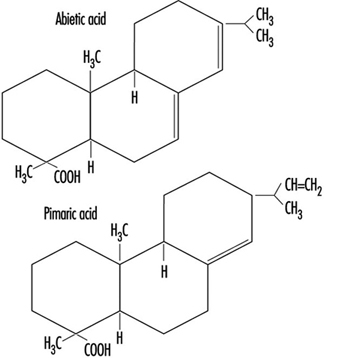
El componente activo es el ácido abiético, que a la temperatura de soldadura es químicamente activo y ataca el óxido de cobre en la superficie del PWB, formando cobre abiético. Los fundentes a base de colofonia tienen tres componentes: el solvente o vehículo, la colofonia y el activador. El solvente simplemente actúa como un vehículo para el fundente. Para que sea eficaz, la colofonia debe aplicarse al tablero en estado líquido. Esto se logra disolviendo la colofonia y el activador en un sistema solvente, típicamente alcohol isopropílico (IPA) o mezclas multicomponentes de alcoholes (IPA, metanol o etanol). Luego, el fundente se espuma sobre la superficie inferior de la PCB mediante la adición de aire o nitrógeno, o se rocía en una mezcla de "bajo contenido de sólidos" que tiene un mayor contenido de solvente. Estos componentes solventes tienen diferentes velocidades de evaporación y se debe agregar un diluyente a la mezcla de fundente para mantener una composición de fundente constituyente. Las categorías principales de fundentes a base de colofonia son: colofonia levemente activa (RMA), que son los fundentes típicos en uso, a los que se les añade un activador suave; y resina activa (RA), al que se le ha añadido un activador más agresivo.
El principal peligro para la EHS de todos los fundentes a base de colofonia es la base de solvente de alcohol. Los riesgos de seguridad se relacionan con la inflamabilidad en el almacenamiento y uso, la clasificación y el manejo como desechos peligrosos, las emisiones al aire y los sistemas de tratamiento necesarios para eliminar los COV y los problemas de higiene industrial relacionados con la inhalación y la exposición cutánea (cutánea). Cada uno de estos elementos requiere una estrategia de control diferente, educación y capacitación de los empleados y permisos/cumplimiento normativo (Association of the Electronics, Telecommunications and Business Equipment Industries 1991).
Durante el proceso de soldadura por ola, el fundente se calienta de 183 a 399 °C; Los productos aerotransportados generados incluyen aldehídos alifáticos, como el formaldehído. Muchos fundentes también contienen un activador de clorhidrato de amina orgánica, que ayuda a limpiar el área que se está soldando y libera ácido clorhídrico cuando se calienta. Otros componentes gaseosos incluyen benceno, tolueno, estireno, fenol, clorofenol y alcohol isopropílico. Además de los componentes gaseosos del fundente calentado, se crea una cantidad significativa de partículas, cuyo tamaño oscila entre 0.01 micras y 1.0 micras, conocidas como vapores de colofonia. Se ha descubierto que estos materiales particulados son irritantes respiratorios y también sensibilizantes respiratorios en personas sensibles (Hausen, Krohn y Budianto 1990). En el Reino Unido, los estándares de exposición en el aire requieren que los niveles de humo de colofonia se controlen a los niveles más bajos posibles (Comisión de Salud y Seguridad 1992). Además, la Conferencia Estadounidense de Higienistas Industriales Gubernamentales (ACGIH) ha establecido un valor límite de umbral separado para los productos de pirólisis de la soldadura con núcleo de colofonia de 0.1 mg/m3, medido como formaldehído (ACGIH 1994). Lead Industries Association, Inc. identifica la acetona, el alcohol metílico, los aldehídos alifáticos (medidos como formaldehído), el dióxido de carbono, el monóxido de carbono, el metano, el etano, el ácido abiético y los ácidos diterpénicos relacionados como productos de descomposición típicos de la soldadura con núcleo de colofonia (Lead Industries Association 1990 ).
fundentes orgánicos
Los fundentes orgánicos, a veces llamados fundentes intermedios o fundentes solubles en agua, son compuestos que son más activos que los fundentes a base de colofonia y menos corrosivos que los fundentes ácidos utilizados en las industrias metalúrgicas. Los compuestos activos generales de esta clase de fundentes se dividen en tres grupos:
- ácidos (p. ej., esteárico, glutámico, láctico, cítrico)
- halógenos (p. ej., clorhidratos, bromuros, hidrazina)
- amidas y aminas (p. ej., urea, trietanolamina).
Estos materiales y otras partes de la formulación, como los tensioactivos para ayudar a reducir la tensión superficial de la soldadura, se disuelven en polietilenglicol, disolventes orgánicos, agua o, por lo general, una mezcla de varios de estos. Los fundentes orgánicos deben considerarse corrosivos, pero se pueden limpiar fácilmente, con solo agua caliente.
Fundentes sintéticos activados (AS)
Mientras que los fundentes a base de colofonia son materiales sólidos disueltos en un disolvente, los fundentes AS suelen ser fórmulas totalmente líquidas (disolvente + fundente). El portador de solvente se elimina durante la fase de precalentamiento de la soldadura por ola, dejando un residuo húmedo y aceitoso en la superficie de la PWB, que debe limpiarse inmediatamente después de la soldadura. El atributo principal de los fundentes AS es su capacidad para eliminarse mediante el uso de un solvente adecuado, generalmente a base de fluorocarbono. Con restricciones en el uso de sustancias que agotan la capa de ozono, como los fluorocarbonos (Freon TF, Freon TMS, etc.), el uso requerido de estos materiales de limpieza ha restringido severamente el uso de esta clase de fundentes.
Fundentes de bajo contenido de sólidos "no clean" o sin VOC
La necesidad de eliminar la limpieza posterior a la soldadura de residuos de flux corrosivos o pegajosos con solventes de fluorocarbono ha llevado al uso generalizado de una nueva clase de flux. Estos fundentes son similares en actividad a los fundentes RMA y tienen un contenido de sólidos de aproximadamente 15%. El contenido de sólidos es una medida de la viscosidad y es igual a la relación entre el fundente y el disolvente. Cuanto menor sea el contenido de sólidos, mayor será el porcentaje de disolvente. Cuanto mayor sea el contenido de sólidos, más activo será el fundente y mayor será la posibilidad de necesitar un paso de limpieza posterior a la soldadura. El fundente con bajo contenido de sólidos (LSF) se usa comúnmente en la industria electrónica y, por lo general, no requiere el paso posterior a la limpieza. Desde la perspectiva de las emisiones ambientales al aire, el LSF eliminó la necesidad de desengrasar con vapor de fluorocarbono las placas soldadas por ola, pero con su mayor contenido de solventes, aumentaron la cantidad de solventes a base de alcohol evaporados, lo que resultó en niveles más altos de VOC. Los niveles de emisión de VOC al aire están estrictamente controlados en los Estados Unidos y en muchos lugares del mundo. Esta situación se abordó con la introducción de fundentes "no clean", que son a base de agua (en lugar de a base de disolvente) pero contienen activadores y colofonias fundentes similares. Los principales ingredientes activos son a base de ácido dicarboxílico (2 a 3%), típicamente ácidos glutárico, succínico y adípico. surfactantes y inhibidores de corrosión (aproximadamente 1 %), lo que da como resultado un pH (acidez) de 3.0 a 3.5. Estos fundentes prácticamente eliminan las emisiones al aire de COV y otros peligros para la salud, la seguridad y la salud asociados con el uso de fundentes a base de solventes. Los productos de descomposición observados en los fundentes a base de colofonia siguen siendo aplicables, y el pH suave requiere que el equipo de manejo del fundente sea resistente a los ácidos. Algunas pruebas anecdóticas apuntan a posibles problemas dérmicos o respiratorios a causa de los ácidos dicarboxílicos secos y ligeramente ácidos y los inhibidores de la corrosión que pueden convertirse en residuos a bordo de los transportadores, carros y superficies internas de los equipos de soldadura por ola que utilizan estos compuestos. Además, es posible que el componente de agua de estos fundentes no se evapore adecuadamente antes de golpear el crisol de soldadura fundido, lo que puede provocar salpicaduras de la soldadura caliente.
Soldadura por ola
La adición de fundente a la superficie inferior de la PWB se puede lograr mediante un fundente ubicado en el interior de la unidad de soldadura por ola o una unidad independiente en la entrada de la unidad de soldadura por ola. La Figura 2 proporciona una representación esquemática de una unidad de soldadura por ola estándar con el fundente ubicado internamente. Cualquiera de las configuraciones se usa para espumar o rociar el fundente sobre el PWB.
Figura 2. Esquema de la unidad de soldadura por ola
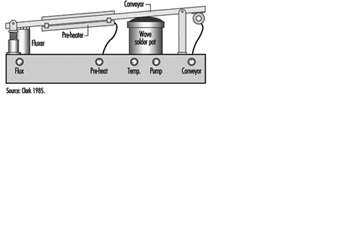
Precalentamiento
Los portadores de fundente deben evaporarse antes de soldar. Esto se logra mediante el uso de precalentadores de alta temperatura para expulsar los componentes líquidos. Se utilizan dos tipos básicos de precalentadores: radiante (hot rod) y volumétrico (aire caliente). Los calentadores radiantes son comunes en los Estados Unidos y presentan el potencial de ignición del exceso de fundente o solvente o la descomposición de un PWB si se inmoviliza debajo del precalentador. Se proporciona ventilación de extracción local en el lado del fundente/precalentador de la unidad de soldadura por ola para capturar y expulsar los materiales de solvente/fundente evaporados durante estas operaciones.
Soldadura
La aleación de soldadura (típicamente 63% de estaño a 37% de plomo) está contenida en un depósito grande llamado olla de soldadura, y se calienta eléctricamente para mantener la soldadura en estado fundido. Los calentadores incluyen un poderoso calentador a granel para hacer el derretimiento inicial y un suministro de calor regulado más pequeño para controlar la temperatura termostáticamente.
La soldadura exitosa a nivel de placa requiere que el diseño del crisol de soldadura y los sistemas de bomba de recirculación proporcionen continuamente una "ola" consistente de soldadura fresca. Con la soldadura blanda, la soldadura pura se contamina con compuestos de plomo/estaño oxidados, impurezas metálicas y productos de descomposición del fundente. Este escoria se forma en la superficie de la soldadura fundida, y cuanto más escoria se forme, mayor será la tendencia a la formación adicional. La escoria es dañina para el proceso de soldadura y la ola de soldadura. Si se forma suficiente en la olla, puede ser jalado hacia la bomba de recirculación y causar abrasión en el impulsor. Se requieren operadores de soldadura por ola para eliminar la escoria la ola de forma rutinaria. Este proceso implica que el operador filtre la escoria solidificada de la soldadura fundida y recolecte los residuos para recuperarlos o reciclarlos. El proceso de eliminación de escoria implica que el operador abra físicamente la puerta de acceso trasera (típicamente una configuración de ala de golfo) adyacente al crisol de soldadura y saque manualmente la escoria caliente. Durante este proceso, se liberan emisiones visibles de la olla que son altamente irritantes para los ojos, la nariz y la garganta del operador. El operador debe llevar guantes térmicos, delantal, gafas de seguridad y pantalla facial y protección respiratoria (para partículas de plomo/estaño, gases corrosivos (HCl) y aldehído alifático (formaldehído)). Se proporciona ventilación de escape local desde el interior de la unidad de soldadura por ola, pero el crisol de soldadura se retira mecánicamente del gabinete principal para permitir que el operador tenga acceso directo a ambos lados del crisol. Una vez retirado, el conducto de escape local que está montado en el gabinete se vuelve ineficaz para eliminar los materiales liberados. Los principales peligros para la salud y la seguridad son: quemaduras térmicas por soldadura caliente, exposición respiratoria a los materiales mencionados anteriormente, lesiones en la espalda por manipular lingotes de soldadura pesados y tambores de escoria y exposición a residuos de soldadura de plomo/estaño/partículas finas durante las actividades de mantenimiento.
Durante el proceso de soldadura real, las puertas de acceso están cerradas y el interior de la unidad de soldadura por ola está bajo una presión negativa debido a la ventilación de escape local provista en los lados de la ola del fundente y del crisol de soldadura. Esta ventilación y las temperaturas de funcionamiento del crisol de soldadura (típicamente de 302 a 316 °C, que está justo por encima del punto de fusión de la soldadura), dan como resultado la formación mínima de vapores de plomo. La exposición principal a las partículas de plomo/estaño se produce durante las actividades de eliminación de escoria y mantenimiento del equipo, desde la agitación de la escoria en el crisol, la transferencia al recipiente de recuperación y la limpieza de los residuos de soldadura. Las partículas finas de plomo/estaño se forman durante la operación de eliminación de escoria y pueden liberarse en la sala de trabajo y la zona de respiración del operador de soldadura por ola. Se han ideado varias estrategias de control de ingeniería para minimizar estas posibles exposiciones a partículas de plomo, incluida la incorporación de ventilación de escape local al recipiente de recuperación (consulte la figura 3), el uso de aspiradoras HEPA para la limpieza de residuos y conductos de escape flexibles con brazos articulados para posicionar ventilación en la olla caliente durante el desescoriado. Debe prohibirse el uso de escobas o cepillos para barrer residuos de soldadura. También se deben exigir prácticas estrictas de limpieza e higiene personal. Durante las operaciones de mantenimiento del equipo de soldadura por ola (que se realizan semanalmente, mensualmente, trimestralmente y anualmente), varios componentes de la olla caliente se limpian dentro del equipo o se retiran y limpian en una campana con escape local. Estas operaciones de limpieza pueden implicar el raspado físico o la limpieza mecánica (con un taladro eléctrico y un accesorio de cepillo de alambre) de la bomba de soldadura y los deflectores. Se generan altos niveles de partículas de plomo durante el proceso de limpieza mecánica, y el proceso debe realizarse en un recinto con escape local.
Figura 3. Carro de escoria con cubierta de vacío

Inspección, retoque y prueba
Las funciones de inspección visual y retoque se llevan a cabo después de la soldadura por ola e implican el uso de lentes de aumento/luces de trabajo para una inspección fina y retoque de imperfecciones. La función de retoque puede implicar el uso de un soldadura de barra soldador de mano y soldadura con núcleo de colofonia o aplicar con brocha una pequeña cantidad de fundente líquido y soldadura de alambre de plomo/estaño. Los vapores visibles de la soldadura con varilla involucran productos de descomposición del fundente. Pequeñas cantidades de cordón de soldadura de plomo/estaño que no se adhirieron a la junta de soldadura pueden presentar un problema de limpieza e higiene personal. Debe proporcionarse un ventilador adyacente a la estación de trabajo para la ventilación de dilución general lejos de la zona de respiración del operador o un sistema de extracción de humos más sofisticado que capture los productos de descomposición en la punta del soldador o junto a la operación. Luego, los humos se envían a un sistema de escape depurador de aire que incorpora filtración HEPA para partículas y adsorción de gas de carbón activado para los aldehídos alifáticos y los gases de ácido clorhídrico. La eficacia de estos sistemas de escape de soldadura depende en gran medida de las velocidades de captura, la proximidad al punto de generación de humos y la ausencia de corrientes cruzadas en la superficie de trabajo. La prueba eléctrica de la PCB completa requiere equipo y software de prueba especializados.
Reelaboración y reparación
En función de los resultados de las pruebas de la placa, las placas defectuosas se evalúan en busca de fallas de componentes específicos y se reemplazan. Esta reelaboración de las placas puede implicar soldadura con electrodos. Si es necesario reemplazar los componentes principales de la placa de circuito impreso, como el microprocesador, olla de soldadura de reelaboración se utiliza para sumergir la parte de la placa que aloja el componente defectuoso o la junta en un pequeño crisol de soldadura, retirar el componente y luego insertar un nuevo componente funcional en la placa. Si el componente es más pequeño o más fácil de quitar, un aspiradora de aire Se emplea un sistema que utiliza aire caliente para calentar la junta de soldadura y vacío para eliminar la soldadura. El crisol de soldadura de reelaboración está alojado dentro de un recinto con escape local que proporciona suficiente velocidad de escape para capturar los productos de descomposición del fundente que se forman cuando la soldadura líquida se cepilla en la placa y se establece el contacto de la soldadura. Esta olla también forma escoria y requiere equipos y procedimientos de eliminación de escoria (en una escala mucho menor). El sistema de vacío de aire no requiere estar alojado dentro de un recinto, pero la soldadura de plomo/estaño extraída debe manejarse como un desecho peligroso y recuperarse/reciclarse.
Operaciones de apoyo—limpieza de esténciles
El primer paso en el proceso de ensamblaje de la placa de circuito impreso involucró el uso de una plantilla para proporcionar el patrón de las ubicaciones de unión para pasar la soldadura en pasta de plomo/estaño. Por lo general, las aberturas de la plantilla comienzan a obstruirse y los residuos de pasta de soldadura de plomo/estaño deben eliminarse cada turno. Por lo general, se realiza una limpieza previa en la impresora de pantalla para capturar la contaminación grave en el tablero, limpiando la superficie del tablero con una mezcla de alcohol diluido y toallitas desechables. Para eliminar completamente los residuos restantes, se requiere un proceso de limpieza en húmedo. En un sistema similar a un lavaplatos grande, se usa agua caliente (57 °C) y una solución química de aminas alifáticas diluidas (monoetanolamina) para eliminar químicamente la soldadura en pasta del esténcil. Cantidades significativas de soldadura de plomo/estaño se lavan de la placa y se depositan en la cámara de lavado o en solución en el efluente de agua. Este efluente requiere filtración o eliminación química de plomo y ajuste de pH para las aminas alifáticas corrosivas (utilizando ácido clorhídrico). Los limpiadores de esténciles de sistema cerrado más nuevos utilizan la misma solución de lavado hasta que se gasta. La solución se transfiere a una unidad de destilación y los volátiles se eliminan por destilación hasta que se forma un residuo semilíquido. Este residuo luego se maneja como un desecho peligroso contaminado con plomo/estaño.
Proceso de ensamblaje de computadoras
Una vez ensamblada la placa de circuito impreso final, se transfiere a la operación de ensamblaje de sistemas para su incorporación en el producto informático final. Esta operación suele requerir mucha mano de obra, y las piezas componentes que se van a montar se suministran a las estaciones de trabajo individuales en carros de preparación a lo largo de la línea de montaje mecanizada. Los principales peligros para la salud y la seguridad se relacionan con el movimiento y la puesta en escena de los materiales (carretillas elevadoras, elevación manual), las implicaciones ergonómicas del proceso de montaje (rango de movimiento, fuerza de inserción necesaria para "fijar" los componentes, instalación de tornillos y conectores) y el embalaje final. , envoltura retráctil y envío. Un proceso típico de ensamblaje de una computadora involucra:
- preparación del chasis/carcasa
- Inserción de PCB (placa madre e hija)
- Inserción del componente principal (unidad de disquete, disco duro, fuente de alimentación, unidad de CD-ROM)
- ensamblaje de pantalla (solo portátiles)
- inserción de mouse y teclado (solo portátiles)
- cableado, conectores y parlantes
- montaje de la cubierta superior
- descarga de software
- test
- rehacer
- carga de la batería (solo portátiles) y embalaje
- envoltura retráctil y envío.
Los únicos productos químicos que se pueden usar en el proceso de ensamblaje implican la limpieza final de la carcasa o el monitor de la computadora. Por lo general, se utiliza una solución diluida de alcohol isopropílico y agua o una mezcla comercial de limpiadores (p. ej., Simple Green, una solución diluida de butilcelosolve y agua).
Efectos sobre la salud y patrones de enfermedad
Como industria emergente, la fabricación de semiconductores a menudo se ha visto como el epítome del lugar de trabajo de alta tecnología. Debido a los estrictos requisitos de fabricación asociados con la producción de múltiples capas de circuitos electrónicos dimensionales en micrones en obleas de silicio, el entorno de sala limpia se ha convertido en sinónimo de lugar de trabajo para esta industria. Dado que algunos de los gases de hidruro utilizados en la fabricación de semiconductores (p. ej., arsina, fosfina) se identificaron pronto como sustancias químicas altamente tóxicas, la tecnología de control de exposición por inhalación siempre ha sido un componente importante de la fabricación de obleas. Los trabajadores de semiconductores están aún más aislados del proceso de producción al usar ropa especial que cubre todo el cuerpo (p. ej., batas), cubiertas para el cabello, cubiertas para los zapatos y, con frecuencia, máscaras faciales (o incluso dispositivos de respiración con suministro de aire). Desde un punto de vista práctico, las preocupaciones de los empleadores por la pureza del producto han resultado, también, en la protección contra la exposición de los trabajadores.
Además de la ropa de protección personal, en toda la industria de semiconductores se utilizan sistemas altamente sofisticados de ventilación y monitoreo de aire químico/gas para detectar fugas de vapores de solventes químicos tóxicos, ácidos y gases de hidruro en partes por millón (ppm) o menos. Aunque, desde el punto de vista histórico, la industria ha experimentado frecuentes evacuaciones de trabajadores de las salas de fabricación de obleas, basadas en fugas reales o sospechadas de gases o solventes, tales episodios de evacuación se han convertido en eventos raros debido a las lecciones aprendidas en el diseño de sistemas de ventilación, gases tóxicos. /Manipulación de productos químicos y sistemas de control del aire cada vez más sofisticados con muestreo continuo del aire. Sin embargo, el aumento del valor monetario de las obleas de silicio individuales (junto con el aumento de los diámetros de las obleas), que pueden contener decenas de microprocesadores o dispositivos de memoria individuales, puede generar estrés mental en los trabajadores que deben manipular manualmente los contenedores de estas obleas durante los procesos de fabricación. Se obtuvo evidencia de dicho estrés durante un estudio de trabajadores de semiconductores (Hammond et al. 1995; Hines et al. 1995; McCurdy et al. 1995).
La industria de los semiconductores tuvo sus inicios en los Estados Unidos, que tiene el mayor número de trabajadores de la industria de los semiconductores (aproximadamente 225,000 en 1994) de todos los países. (BLS 1995). Sin embargo, obtener estimaciones válidas de empleo internacional para esta industria es difícil debido a la inclusión de trabajadores de semiconductores con trabajadores de "fabricación de equipos eléctricos/electrónicos" en las estadísticas de la mayoría de las naciones. Debido a los estrictos controles de ingeniería necesarios para la fabricación de dispositivos semiconductores, es muy probable que los lugares de trabajo de semiconductores (es decir, las salas limpias) sean comparables, en la mayoría de los aspectos, en todo el mundo. Este entendimiento, junto con los requisitos del gobierno de los EE. UU. para registrar todas las lesiones y enfermedades relacionadas con el trabajo importantes entre los trabajadores de los EE. UU., hace que la experiencia de lesiones y enfermedades laborales de los trabajadores de semiconductores de los EE. UU. sea un tema muy relevante a escala nacional e internacional. En pocas palabras, en este momento hay pocas fuentes internacionales de información y datos relevantes sobre la experiencia de salud y seguridad de los trabajadores de semiconductores, además de la Encuesta anual de lesiones y enfermedades ocupacionales de la Oficina de Estadísticas Laborales de EE. UU. (BLS).
En los Estados Unidos, que ha recopilado datos sobre lesiones y enfermedades laborales en todas las industrias desde 1972, la frecuencia de lesiones y enfermedades relacionadas con el trabajo entre los trabajadores de semiconductores se encuentra entre las más bajas de todas las industrias manufactureras. Sin embargo, se han expresado preocupaciones de que los trabajadores de semiconductores pueden presentar efectos más sutiles en la salud. (LaDou 1986), aunque tales efectos no han sido documentados.
Se han realizado varios simposios relacionados con la evaluación de la tecnología de control en la industria de los semiconductores, y varios de los documentos de los simposios tratan sobre cuestiones ambientales y de seguridad y salud de los trabajadores (ACGIH 1989, 1993).
Una cantidad limitada de datos sobre lesiones y enfermedades laborales para la comunidad internacional de fabricación de semiconductores se derivó a través de una encuesta especial realizada en 1995, que involucró casos informados para los años 1993 y 1994. Estos datos de la encuesta se resumen a continuación.
Lesiones y enfermedades laborales entre los trabajadores de semiconductores
Con respecto a los datos estadísticos internacionales asociados con lesiones y enfermedades laborales entre los trabajadores de semiconductores, los únicos datos comparables parecen ser los derivados de una encuesta de operaciones multinacionales de fabricación de semiconductores realizada en 1995 (Lassiter 1996). Los datos recopilados en esta encuesta involucraron las operaciones internacionales de los fabricantes de semiconductores con sede en EE. UU. durante los años 1993-94. Algunos de los datos de la encuesta incluyeron operaciones distintas a la fabricación de semiconductores (por ejemplo, fabricación de unidades de disco y computadoras), aunque todas las empresas participantes estaban involucradas en la industria electrónica. Los resultados de esta encuesta se presentan en la figura 1 y la figura 2, que incluyen datos de la región de Asia-Pacífico, Europa, América Latina y Estados Unidos. Cada caso involucró una lesión o enfermedad relacionada con el trabajo que requirió tratamiento médico o pérdida o restricción del trabajo. Todas las tasas de incidencia en las cifras se han calculado como números de casos (o días de trabajo perdidos) por 200,000 200,000 horas-trabajador por año. Si el total de horas-trabajador no estaba disponible, se utilizaron estimaciones de empleo anual promedio. El denominador de 100 horas-trabajador es igual a 2,000 trabajadores equivalentes a tiempo completo por año (suponiendo XNUMX horas de trabajo por trabajador por año).
Figura 1. Distribución de las tasas de incidencia de lesiones y enfermedades laborales por sector mundial, 1993 y 1994.
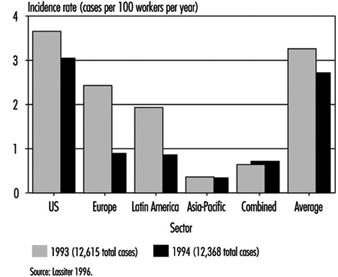
Figura 2. Distribución de las tasas de incidencia de Lesiones y enfermedades con días de baja por sector mundial 1993 y 1994
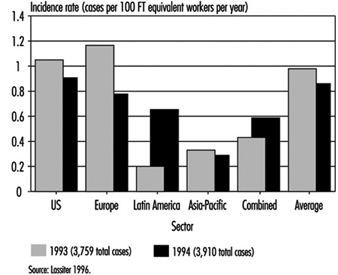
La Figura 1 muestra las tasas de incidencia de lesiones y enfermedades laborales para las diversas regiones del mundo en la encuesta de 1993-94. No se han incluido las tasas de países individuales para garantizar la confidencialidad de las empresas participantes que fueron las únicas fuentes de datos para ciertos países. Por lo tanto, para ciertos países en la encuesta, los datos se informaron solo para una sola instalación. En varios casos, las empresas combinaron todos los datos internacionales en una sola estadística. Estos últimos datos se enumeran en la figura 1 y la figura 2 como "Combinados".
La incidencia anual de lesiones y enfermedades laborales entre todos los trabajadores en la encuesta internacional fue de 3.3 casos por 100 empleados (200,000 horas-trabajador) en 1993 y 2.7 en 1994. Se notificaron 12,615 casos en 1993 y 12,368 en 1994. La gran mayoría de los casos (12,130 en 1993) procedían de empresas estadounidenses. Estos casos se asociaron con aproximadamente 387,000 trabajadores en 1993 y 458,000 en 1994.
La Figura 2 presenta las tasas de incidencia de los casos de días de trabajo perdidos que involucran días fuera del trabajo. Las tasas de incidencia de 1993 y 1994 se basaron en aproximadamente 4,000 casos de días de trabajo perdidos para cada uno de los 2 años de la encuesta internacional. El rango internacional/regional en las tasas de incidencia para esta estadística fue el más estrecho de los medidos. La incidencia de casos de días de trabajo perdidos puede representar las estadísticas internacionales más comparables con respecto a la experiencia en seguridad y salud de los trabajadores. La tasa de incidencia de días de trabajo perdidos (días fuera del trabajo) fue de aproximadamente 15.4 días fuera del trabajo por cada 100 trabajadores para cada uno de los 2 años.
Los únicos datos detallados que se sabe que existen sobre las características de los casos de lesiones y enfermedades de los trabajadores de semiconductores son los compilados anualmente en los EE. UU. por el BLS, que involucran casos con días de trabajo perdidos. Los casos discutidos aquí fueron identificados por el BLS en su encuesta anual para el año 1993. Los datos obtenidos de estos casos aparecen en la figura 3, figura 4, figura 5 y figura 6. Cada figura compara la experiencia de casos de días laborales perdidos para el sector privado, toda la fabricación y fabricación de semiconductores.
Figura 3. Casos de incidencia comparativa de días perdidos1 por tipo de evento o exposición, 1993
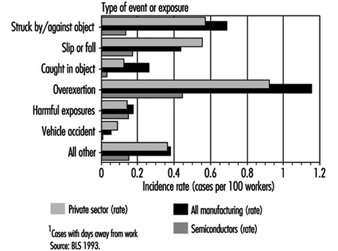
Figura 4. Incidencia comparativa de casos de días de trabajo perdidos1 por fuente de lesión o enfermedad, 1993.

Figura 5. Incidencia comparativa de casos de días de trabajo perdidos1 por naturaleza de lesión o enfermedad, 1993.
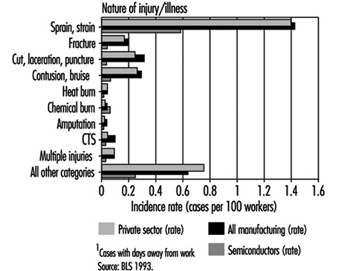
Figura 6. Incidencia comparativa de casos de días de trabajo perdidos por parte del cuerpo afectada, 1993
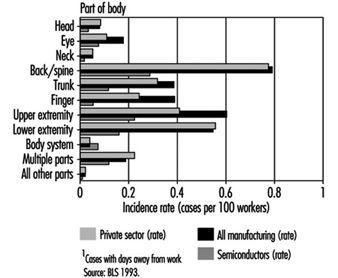
La Figura 3 compara la experiencia de casos de días de trabajo perdidos de los trabajadores de semiconductores de EE. UU. en 1993 con el sector privado y con toda la fabricación con respecto al tipo de evento o exposición. Las tasas de incidencia para la mayoría de las categorías en esta figura fueron mucho menores para los trabajadores de la industria de semiconductores que para el sector privado o toda la manufactura. Los casos de sobreesfuerzo entre los trabajadores de semiconductores fueron menos de la mitad de la tasa de todos los trabajadores del sector manufacturero. La categoría de exposición dañina (principalmente asociada con exposiciones a sustancias químicas) fue equivalente entre los tres grupos.
Las distribuciones comparativas de casos de días de trabajo perdidos según la fuente de lesión o enfermedad se presentan en la figura 4. Las tasas de incidencia de casos de días de trabajo perdidos para los trabajadores de semiconductores fueron menores que las del sector privado y todas las manufacturas en todas las categorías de fuentes, excepto los casos asociados con exposiciones a sustancias químicas. sustancias
La Figura 5 compara las tasas de incidencia de casos de días de trabajo perdidos asociados con la naturaleza de la lesión o enfermedad entre los tres grupos. Las tasas de los trabajadores de semiconductores fueron menos de la mitad de las tasas tanto del sector privado como de toda la manufactura en 1993. La incidencia de quemaduras químicas fue levemente mayor para los trabajadores de semiconductores, pero fue muy baja para los tres grupos de comparación. La incidencia del síndrome del túnel carpiano (STC) entre los trabajadores de semiconductores de EE. UU. fue menos de la mitad de la tasa para todas las manufacturas.
En la figura 6 se ilustra la distribución e incidencia de los casos de ausencia laboral según la parte del cuerpo afectada. Aunque la incidencia de casos relacionados con sistemas corporales fue baja para todos los grupos de comparación, la tasa de trabajadores de semiconductores fue ligeramente elevada. Todas las demás partes del cuerpo afectadas fueron mucho menores para los trabajadores de semiconductores que para los otros dos grupos de comparación.
Estudios epidemiológicos de trabajadores de semiconductores
La preocupación por las posibles consecuencias para la salud reproductiva asociadas con el empleo en semiconductores surgió en 1983 cuando una empleada de la planta de semiconductores de Digital Equipment Corporation en Hudson, Massachusetts, indicó que creía que se había producido un exceso de abortos espontáneos entre los empleados de las salas limpias de la planta. Esta acusación, junto con la ausencia de datos internos en la instalación, condujo a un estudio epidemiológico realizado por la Escuela de Salud Pública de la Universidad de Massachusetts en Amherst (UMass). El estudio se inició en mayo de 1984 y se completó en 1985 (Pastides et al. 1988).
Se observó un riesgo elevado de aborto espontáneo tanto en el área fotolitográfica como en el área de difusión en comparación con los trabajadores no expuestos en otras áreas de la instalación. Se consideró que un riesgo relativo de 1.75 no era estadísticamente significativo (p <0.05), aunque sí fue significativo un riesgo relativo de 2.18 observado entre los trabajadores de las áreas de difusión. La publicación del estudio de UMass generó preocupación en toda la industria de semiconductores de que se justificaba un estudio más grande para validar los hallazgos observados y determinar su alcance y posible causalidad.
La Asociación de la Industria de Semiconductores (SIA) de los Estados Unidos patrocinó un estudio más grande realizado por la Universidad de California en Davis (UC Davis) a partir de 1989. El estudio de UC Davis fue diseñado para probar la hipótesis de que la fabricación de semiconductores estaba asociada con un mayor riesgo de aborto espontáneo para las empleadas de fabricación de obleas. La población del estudio fue seleccionada entre 14 empresas que representaban 42 sitios de producción en 17 estados. El mayor número de sitios (que representan casi la mitad de los empleados en el estudio) se encontraba en California.
El estudio de UC Davis constaba de tres componentes diferentes: un componente transversal (McCurdy et al. 1995; Pocekay et al. 1995); un componente de cohorte histórica (Schenker et al. 1995); y un componente prospectivo (Eskenazi et al. 1995). El centro de cada uno de estos estudios fue una evaluación de la exposición (Hines et al. 1995; Hammond et al. 1995). El componente de evaluación de la exposición asignó a los empleados a un grupo de exposición relativa (es decir, exposición alta, exposición baja, etc.).
En el componente histórico del estudio, se determinó que el riesgo relativo de los trabajadores de fabricación, en comparación con los trabajadores que no eran de fabricación, era de 1.45 (es decir, 45 % de exceso de riesgo de aborto espontáneo). El grupo de mayor riesgo identificado en el componente histórico del estudio fueron las mujeres que trabajaban en operaciones de fotolitografía o grabado. Las mujeres que realizaban operaciones de grabado experimentaron un riesgo relativo de 2.15 (RR=2.15). Además, se observó una relación dosis-respuesta entre las mujeres que trabajaron con cualquier fotoprotector o revelador con respecto al aumento del riesgo de aborto espontáneo. Estos datos respaldaron una asociación dosis-respuesta para los éteres de etilenglicol (EGE), pero no para los éteres de propilenglicol (PGE).
Aunque se observó un mayor riesgo de aborto espontáneo entre las trabajadoras de fabricación de obleas en el componente prospectivo del estudio de UC Davis, los resultados no fueron estadísticamente significativos (p inferior a 0.05). Un pequeño número de embarazos redujo significativamente el poder del componente prospectivo del estudio. El análisis por exposición al agente químico indicó un mayor riesgo para aquellas mujeres que trabajaron con éter monoetílico de etilenglicol, pero se basó en solo 3 embarazos. Un hallazgo importante fue el apoyo general, y no la contradicción, de los hallazgos del componente histórico.
El componente transversal del estudio observó un aumento en los síntomas de las vías respiratorias superiores principalmente en los grupos de trabajadores del horno de difusión y de película delgada. Un hallazgo interesante fueron los aparentes efectos protectores de varios controles de ingeniería relacionados con la ergonomía (p. ej., reposapiés y el uso de una silla ajustable para reducir las lesiones de espalda).
Las mediciones del aire realizadas en las fábricas de obleas encontraron que la mayoría de las exposiciones a solventes eran inferiores al 1 % de los límites de exposición permisibles (PEL) establecidos por el gobierno de EE. UU.
Un estudio epidemiológico separado (Correa et al. 1996) fue realizado por la Universidad Johns Hopkins (JHU), que involucró a un grupo de empleados de semiconductores de IBM Corporation en 1989. La tasa general de aborto espontáneo observada en el estudio de JHU que involucró a trabajadoras de salas limpias fue del 16.6%. El riesgo relativo de aborto espontáneo entre las trabajadoras de salas blancas con la exposición potencial más alta a los éteres de etilenglicol fue de 2.8 (IC del 95 % = 1.4-5.6).
Discusión de estudios epidemiológicos reproductivos que involucran a trabajadores de semiconductores
Los estudios epidemiológicos fueron notables en el alcance y la similitud de los resultados. Todos estos estudios produjeron resultados similares. Cada estudio documentó un exceso de riesgo de aborto espontáneo (aborto espontáneo) para las trabajadoras de fabricación de obleas de semiconductores. Dos de los estudios (JHU y UC Davis) pueden indicar una asociación causal con la exposición a éteres de glicol a base de etileno. El estudio de UMass encontró que el grupo de foto (aquellos expuestos al éter de glicol) tenía menos riesgo que el grupo de difusión, que no tenía exposición documentada al éter de glicol. Si bien estos estudios indican un mayor riesgo de abortos espontáneos entre los trabajadores de la fabricación de obleas, la causa de dicho exceso de riesgo no está clara. El estudio de JHU no pudo documentar un papel importante para los éteres de glicol, y el estudio de UC Davis vinculó los éteres de glicol solo marginalmente (a través del modelado de exposiciones y prácticas laborales autoinformadas) con efectos reproductivos. Poco o ningún control se realizó en ninguno de los estudios para determinar las exposiciones a los éteres de glicol. Después de completar estos estudios, la industria de los semiconductores comenzó a cambiar de éteres de glicol de serie de etileno a sustitutos como éteres de glicol de serie de propileno y lactato de etilo.
Conclusión
Según los mejores datos disponibles sobre la incidencia anual de lesiones y enfermedades relacionadas con el trabajo, los trabajadores de semiconductores corren menos riesgo que los trabajadores de otros sectores manufactureros o del sector privado (incluidas muchas industrias no manufactureras). A nivel internacional, parece que los datos estadísticos sobre lesiones y enfermedades laborales asociados con casos de días de trabajo perdidos pueden ser un indicador bastante confiable de la experiencia mundial en seguridad y salud de los trabajadores de semiconductores. La industria ha patrocinado varios estudios epidemiológicos independientes en un intento por encontrar respuestas a preguntas sobre las consecuencias para la salud reproductiva relacionadas con el empleo en la industria. Aunque no se estableció una asociación definitiva entre los abortos espontáneos observados y la exposición a éteres de glicol a base de etileno, la industria ha comenzado a utilizar solventes fotorresistentes alternativos.
Problemas ambientales y de salud pública
Visión general de la industria
La industria electrónica, en comparación con otras industrias, ha sido vista como “limpia” en términos de su impacto ambiental. No obstante, los productos químicos utilizados en la fabricación de piezas y componentes electrónicos, y los desechos generados, crean importantes problemas ambientales que deben abordarse a escala mundial debido al tamaño de la industria electrónica. Los desechos y subproductos derivados de la fabricación de placas de circuito impreso (PWB), placas de circuito impreso (PCB) y semiconductores son áreas de interés que la industria electrónica ha perseguido con fuerza en términos de prevención de la contaminación, tecnología de tratamiento y técnicas de reciclaje/recuperación. .
En gran medida, el incentivo para controlar la huella ambiental de los procesos electrónicos ha migrado de un ímpetu ambiental a un dominio financiero. Debido a los costos y responsabilidades asociados con los desechos y las emisiones peligrosas, la industria electrónica ha implementado y desarrollado agresivamente controles ambientales que han reducido en gran medida el impacto de sus subproductos y desechos. Además, la industria electrónica ha adoptado un enfoque proactivo para incorporar objetivos, herramientas y técnicas ambientales en sus negocios con conciencia ambiental. Ejemplos de este enfoque proactivo son la eliminación gradual de los CFC y los compuestos perfluorados y el desarrollo de alternativas "amigables con el medio ambiente", así como el enfoque emergente de "diseño para el medio ambiente" para el desarrollo de productos.
La fabricación de PWB, PCB y semiconductores requiere el uso de una variedad de productos químicos, técnicas de fabricación especializadas y equipos. Debido a los peligros asociados con estos procesos de fabricación, el manejo adecuado de los subproductos químicos, desechos y emisiones es esencial para garantizar la seguridad de los empleados de la industria y la protección del medio ambiente en las comunidades en las que residen.
Los cuadros 1, 2 y 3 presentan un resumen de los principales subproductos y desechos que se generan en la fabricación de PWB, PCB y semiconductores. Además, las tablas presentan los principales tipos de impacto ambiental y los medios generalmente aceptados de mitigación y control del flujo de desechos. Principalmente, los residuos que se generan afectan a las aguas residuales industriales o al aire, o se convierten en residuos sólidos.
Tabla 1. Generación y control de residuos de PWB
|
Los pasos del proceso |
Peligroso |
Aplicaciones Medioambientales |
Controles1 |
|
Material |
Ninguna |
Ninguna |
Ninguna |
|
Apilar y fijar |
Metales pesados/preciosos |
Residuo sólido2 |
reciclar/recuperar |
|
Trío |
Metales pesados/preciosos |
Residuo sólido2 |
reciclar/recuperar |
|
Desbarbar |
Metales pesados/preciosos |
Residuo sólido2 |
reciclar/recuperar |
|
sin electrodos |
Metales |
Aguas residuales |
Precipitación química |
|
Proyección de imagen |
disolventes |
Carga
Aérea |
Adsorción, condensación o |
|
Galjanoplastia de patrón |
Corrosivos |
Aguas residuales/aire |
Neutralización de pH/depuración de aire |
|
Tira, graba, tira |
Amoníaco |
Carga
Aérea |
Depuración de aire (adsorción) |
|
Máscara para soldar |
Corrosivos |
Carga
Aérea |
Depuración de aire (adsorción) |
|
Recubrimiento de soldadura |
disolventes |
Carga
Aérea |
Adsorción, condensación o |
|
Chapado en oro |
Corrosivos |
Carga
Aérea |
Depuración de aire (adsorción) |
|
Componente |
disolventes |
Carga
Aérea |
Condensación por adsorción o |
1. El uso de controles de mitigación depende de los límites de descarga en la ubicación específica.
2. Un residuo sólido es cualquier material desechado cualquiera que sea su estado.
Tabla 2. Generación y controles de residuos de PCB
|
Los pasos del proceso |
Peligroso |
Aplicaciones Medioambientales |
Controles |
|
Limpieza |
Metales (plomo) |
Aguas residuales |
neutralización de pH, química |
|
Pasta de soldadura |
Pasta de soldadura (plomo/estaño) |
Residuo sólido |
reciclar/recuperar |
|
Adhesivo |
Pegamentos epoxi |
Residuo sólido |
Incineración |
|
Componente |
Cintas, carretes y tubos de plástico |
||
|
Curado adhesivo y |
|||
|
fundente |
Disolvente (flujo IPA) |
Residuo sólido |
Reciclar |
|
Soldadura por ola |
Metal (escoria de soldadura) |
Residuo sólido |
reciclar/recuperar |
|
Inspección y |
Metal |
Residuo sólido |
reciclar/recuperar |
|
Pruebas |
Desechado poblado |
Residuo sólido |
reciclar/recuperar |
|
Reelaboración y |
Metal (escoria de soldadura) |
Residuo sólido |
reciclar/recuperar |
|
Soporte |
Metal |
Residuo sólido |
Reciclaje/incineración |
Tabla 3. Generación y controles de residuos de fabricación de semiconductores
|
Los pasos del proceso |
Peligroso |
Aplicaciones Medioambientales |
Controles |
|
Litografía/grabado |
disolventes |
Residuo sólido |
Reciclar/recuperar/incineración |
|
Oxidación |
disolventes |
Residuo sólido |
Reciclar/recuperar/incineración |
|
Dopaje |
Gas venenoso (arsina, |
Carga
Aérea |
Sustitución con líquido |
|
Deposición de vapor químico |
Metales Corrosivos |
Residuo sólido |
Incineración |
|
Metalización |
disolventes |
Residuo sólido |
Incineración |
|
Montaje y prueba |
disolventes |
Residuo sólido |
Reciclar/recuperar/incineración |
|
Limpieza |
Corrosivos |
Aguas residuales |
neutralización del pH |
Los siguientes son medios generalmente aceptados para mitigar las emisiones en las industrias de PWB, PCB y semiconductores. Los controles de elección variarán de acuerdo con las capacidades de ingeniería, los requisitos de la agencia reguladora y los constituyentes/concentraciones específicas de la corriente de desechos.
Control de aguas residuales
Precipitación química
La precipitación química se usa generalmente en la eliminación de partículas o metales solubles de los efluentes de aguas residuales. Dado que los metales no se degradan naturalmente y son tóxicos en bajas concentraciones, su eliminación de las aguas residuales industriales es esencial. Los metales pueden eliminarse de las aguas residuales por medios químicos ya que no son muy solubles en agua; sus solubilidades dependen del pH, la concentración del metal, el tipo de metal y la presencia de otros iones. Por lo general, la corriente de desechos requiere un ajuste de pH al nivel adecuado para precipitar el metal. Se requiere la adición de productos químicos a las aguas residuales en un esfuerzo por alterar el estado físico de los sólidos disueltos y suspendidos. Los agentes de precipitación de cal, cáusticos y sulfuros son comúnmente utilizados. Los agentes precipitantes facilitan la eliminación de metales disueltos y suspendidos por coagulación, sedimentación o atrapamiento dentro de un precipitado.
Un resultado de la precipitación química de las aguas residuales es la acumulación de lodos. Por ello, se han desarrollado procesos de deshidratación para reducir el peso de los lodos mediante centrífugas, filtros prensa, filtros o lechos de secado. El lodo deshidratado resultante se puede enviar a la incineración o al vertedero.
neutralización del pH
El pH (la concentración de iones de hidrógeno o acidez) es un parámetro de calidad importante en las aguas residuales industriales. Debido a los efectos adversos de los extremos de pH en las aguas naturales y en las operaciones de tratamiento de aguas residuales, el pH de las aguas residuales industriales debe ajustarse antes de descargarlas de las instalaciones de fabricación. El tratamiento ocurre en una serie de tanques que son monitoreados por la concentración de iones de hidrógeno del efluente de aguas residuales. Por lo general, el ácido clorhídrico o sulfúrico se usa como corrosivo neutralizante, y el hidróxido de sodio se usa como cáustico neutralizante. El agente neutralizante se dosifica en el efluente de aguas residuales para ajustar el pH de la descarga al nivel deseado.
A menudo se requiere el ajuste del pH antes de la aplicación de otros procesos de tratamiento de aguas residuales. Dichos procesos incluyen la precipitación química, la oxidación/reducción, la sorción con carbón activado, la extracción y el intercambio de iones.
Control de Residuos Sólidos
Los materiales son un desecho sólido si son abandonados o desechados al ser desechados; quemado o incinerado; o acumulado, almacenado o tratado antes o en lugar de ser abandonado (Código de Regulación Federal 40 de EE. UU., Sección 261.2). Los desechos peligrosos generalmente exhiben una o más de las siguientes características: inflamabilidad, corrosividad, reactividad, toxicidad. Dependiendo de la característica del material/desecho peligroso, se utilizan varios medios para controlar la sustancia. La incineración es una alternativa de tratamiento común para los desechos de solventes y metales generados durante la fabricación de PWB, PCB y semiconductores.
Incineración
La incineración (poscombustión) o destrucción térmica se ha convertido en una opción popular en el manejo de desechos inflamables y tóxicos. En muchos casos, los desechos inflamables (disolventes) se utilizan como fuente de combustible (mezcla de combustible) para incineradores térmicos y catalíticos. La incineración adecuada de solventes y desechos tóxicos proporciona una oxidación completa del combustible y convierte el material combustible en dióxido de carbono, agua y cenizas, por lo que no deja responsabilidades asociadas con los desechos peligrosos residuales. Los tipos comunes de incineración son los incineradores térmicos y catalíticos. La selección del tipo de método de incineración depende de la temperatura de combustión, las características del combustible y el tiempo de residencia. Los incineradores térmicos funcionan a altas temperaturas y se utilizan mucho con compuestos halogenados. Los tipos de incineradores térmicos incluyen horno rotatorio, inyección de líquido, hogar fijo, lecho fluidizado y otros incineradores de diseño avanzado.
Los incineradores catalíticos oxidan materiales combustibles (p. ej., COV) al inyectar una corriente de gas caliente a través de un lecho de catalizador. El lecho del catalizador maximiza el área superficial y, al inyectar una corriente de gas calentado en el lecho del catalizador, la combustión puede ocurrir a una temperatura más baja que la incineración térmica.
Emisiones de aire
La incineración también se utiliza en el control de las emisiones al aire. También se utilizan la absorción y la adsorción.
Absorción
La absorción de aire se usa típicamente en la depuración de emisiones de aire corrosivas, al pasar el contaminante y disolverlo en un líquido no volátil (por ejemplo, agua). El efluente del proceso de absorción normalmente se descarga a un sistema de tratamiento de aguas residuales, donde se somete a un ajuste de pH.
Adsorción
La adsorción es la adherencia (mediante fuerzas físicas o químicas) de una molécula de gas a la superficie de otra sustancia, denominada adsorbente. Por lo general, la adsorción se usa para extraer solventes de una fuente de emisión de aire. El carbón activado, la alúmina activada o el gel de sílice son adsorbentes de uso común.
Bandas de Reciclaje
Los materiales reciclables se utilizan, reutilizan o recuperan como ingredientes en un proceso industrial para fabricar un producto. El reciclaje de materiales y desechos proporciona medios ambientales y económicos para abordar de manera efectiva tipos específicos de flujos de desechos, como metales y solventes. Los materiales y desechos se pueden reciclar internamente, o los mercados secundarios pueden aceptar materiales reciclables. La selección del reciclaje como alternativa para los desechos debe evaluarse frente a consideraciones financieras, el marco regulatorio y la tecnología disponible para reciclar los materiales.
Dirección futura
A medida que aumenta la demanda de prevención de la contaminación y la industria busca medios rentables para abordar el uso y los desechos químicos, la industria electrónica debe evaluar nuevas técnicas y tecnologías para mejorar los métodos para el manejo de materiales peligrosos y la generación de desechos. El enfoque de final de proceso ha sido reemplazado por técnicas de diseño para el medio ambiente, en las que los problemas ambientales se abordan a lo largo del ciclo de vida completo de un producto, incluidos: la conservación del material; operaciones de fabricación eficientes; el uso de materiales más ecológicos; reciclaje, regeneración y recuperación de productos de desecho; y una serie de otras técnicas que asegurarán un menor impacto ambiental para la industria de fabricación de productos electrónicos. Un ejemplo es la gran cantidad de agua que se usa en los muchos pasos de enjuague y otros procesos en la industria microelectrónica. En áreas con escasez de agua, esto está obligando a la industria a buscar alternativas. Sin embargo, es fundamental asegurarse de que la alternativa (p. ej., disolventes) no cree problemas ambientales adicionales.
Como ejemplo de direcciones futuras en el proceso de PWB y PCB, la tabla 4 presenta varias alternativas para crear prácticas ambientalmente más racionales y prevenir la contaminación. Se han identificado necesidades y enfoques prioritarios.
Tabla 4. Matriz de necesidades prioritarias
|
Necesidad prioritaria (decreciente |
Enfoque |
Tareas seleccionadas |
|
Uso más eficiente, |
Prolongue la vida del electrolítico y |
Investigación para extender los baños. |
|
Reducir los residuos sólidos generados |
Desarrollar y promover |
Desarrollar infraestructura para |
|
Establecer un mejor proveedor |
Promocionar proveedor, |
Desarrollar un modelo peligroso |
|
Minimizar el impacto de |
Reduzca el uso de soldadura de plomo cuando |
Cambiar especificaciones para aceptar |
|
Utilizar procesos aditivos que |
Desarrollar simplificado, |
Colaborar en proyectos para |
|
Elimine la mancha de agujeros en PWB |
Desarrolle resinas que no manchan o |
Investigar alternativa |
|
Reducir el consumo de agua. |
Desarrollar el uso del agua. |
Modificar las especificaciones para reducir |
Fuente: MCC 1994.
" EXENCIÓN DE RESPONSABILIDAD: La OIT no se responsabiliza por el contenido presentado en este portal web que se presente en un idioma que no sea el inglés, que es el idioma utilizado para la producción inicial y la revisión por pares del contenido original. Ciertas estadísticas no se han actualizado desde la producción de la 4ª edición de la Enciclopedia (1998)."