- Estas aquí:
-
Inicio

- Parte VIII. Gestión de Accidentes y Seguridad

Categorías Niños

56. Prevención de accidentes (13)

56. Prevención de accidentes
Redactor del capítulo: Jorma Saari
Índice del contenido
Tablas y Figuras
Introducción
Jorma Saari
Conceptos de Análisis de Accidentes
Kirsten Jorgensen
Teoría de las Causas de los Accidentes
Abdul Raouf
Factores humanos en el modelado de accidentes
Anne-Marie Feyer y Ann M. Williamson
Modelos de Accidentes: Homeostasis del Riesgo
Gerald JS Wilde
Modelado de Accidentes
Andrew R Hale
Modelos de secuencia de accidentes
Ragnar Andersson
Modelos de desviación de accidentes
Urbano Kjellén
MAIM: El modelo de información de accidentes de Merseyside
Harry S. Shannon y John Davies
Principios de prevención: el enfoque de salud pública para reducir las lesiones en el lugar de trabajo
Gordon S. Smith y Mark A. Veazie
Principios teóricos de la seguridad en el trabajo
reinald skiba
Principios de Prevención: Información de Seguridad
Mark R. Lehto y James M. Miller
Costos de accidentes relacionados con el trabajo
Diego Andreoni
Mesas
Haga clic en un enlace a continuación para ver la tabla en el contexto del artículo.
1. Taxonomías para la clasificación de desviaciones
2. La Matriz de Haddon aplicada a las lesiones por vehículos de motor
3. Las diez estrategias de contramedidas de Haddon para la construcción
4. Información de seguridad asignada a la secuencia del accidente
5. Recomendaciones dentro de los sistemas de alerta seleccionados
Figuras
Apunte a una miniatura para ver el título de la figura, haga clic para ver la figura en el contexto del artículo.
|
|


















57. Auditorías, Inspecciones e Investigaciones (7)
57. Auditorías, Inspecciones e Investigaciones
Redactor del capítulo: Jorma Saari
Índice del contenido
Tablas y Figuras
Auditorías de Seguridad y Auditorías de Gestión
Johan Van de Kerckhove
Análisis de peligros: el modelo de causalidad de accidentes
Jop Groeneweg
Riesgos de hardware
Carsten D Groenberg
Análisis de peligros: factores organizacionales
Urbano Kjellén
Inspección del lugar de trabajo y cumplimiento normativo
anthony linehan
Análisis e Informes: Investigación de Accidentes
michel monteau
Informes y compilación de estadísticas de accidentes
Kirsten Jorgensen
Mesas
Haga clic en un enlace a continuación para ver la tabla en el contexto del artículo.
1. Strata en la política de calidad y seguridad
2. Elementos de auditoría de seguridad PAS
3. Evaluación de los métodos de control de la conducta
4. Tipos de fallas generales y definiciones
5. Conceptos del fenómeno del accidente
6. Variables que caracterizan un accidente
Figuras
Apunte a una miniatura para ver el título de la figura, haga clic para ver la figura en el contexto del artículo.
|
|













58. Aplicaciones de seguridad (17)
58. Aplicaciones de seguridad
Editores de capítulos: Kenneth Gerecke y Charles T. Pope
Índice del contenido
Tablas y Figuras
Análisis de Sistemas
Manh Trung Ho
Seguridad de herramientas manuales y eléctricas portátiles
Departamento de Trabajo de EE. UU.—Administración de Salud y Seguridad Ocupacional; editado por Kenneth Gerecke
Piezas móviles de máquinas
Tomas Backström y Marianne Döös
Protección de la máquina
Departamento de Trabajo de EE. UU.—Administración de Salud y Seguridad Ocupacional; editado por Kenneth Gerecke
Detectores de presencia
Pablo Schreiber
Dispositivos para el Control, Aislamiento y Conmutación de Energía
René Troxler
Aplicaciones relacionadas con la seguridad
Dietmar Reinert y Karlheinz Meffert
Software y Computadoras: Sistemas Automatizados Híbridos
Waldemar Karwowski y Jozef Zurada
Principios para el Diseño de Sistemas de Control Seguros
Jorge Vondracek
Principios de seguridad para máquinas herramienta CNC
Toni Retsch, Guido Schmitter y Albert Marty
Principios de seguridad para robots industriales
Toni Retsch, Guido Schmitter y Albert Marty
Sistemas de control relacionados con la seguridad eléctrica, electrónica y electrónica programable
ron campana
Requisitos técnicos para sistemas relacionados con la seguridad basados en dispositivos eléctricos, electrónicos y electrónicos programables
John Brazendale y Ron Bell
Rollover
Bengt Springfeldt
Caídas desde alturas
Juan Arteau
Espacios confinados
neil mcmanus
Principios de Prevención: Manejo de Materiales y Tráfico Interno
kari hakkinen
Mesas
Haga clic en un enlace a continuación para ver la tabla en el contexto del artículo.
1. Posibles disfunciones de un circuito de control de dos botones.
2. Guardias de la máquina
3. Dispositivos
4. Métodos de alimentación y expulsión
5. Combinaciones de estructuras de circuitos en controles de máquinas.
6. Niveles de integridad de seguridad para sistemas de protección
7. Diseño y desarrollo de software
8. Nivel de integridad de seguridad: componentes tipo B
9. Requisitos de integridad: arquitecturas de sistemas electrónicos
10. Caídas desde alturas: Quebec 1982-1987
11.Sistemas típicos de prevención y detención de caídas
12. Diferencias entre prevención de caídas y detención de caídas
13. Formulario de muestra para la evaluación de condiciones peligrosas
14. Un permiso de entrada de muestra
Figuras
Apunte a una miniatura para ver el título de la figura, haga clic para ver la figura en el contexto del artículo.
|
|














































































59. Política de seguridad y liderazgo (7)
59. Política de seguridad y liderazgo
Redactor del capítulo: Jorma Saari
Índice del contenido
Tablas y Figuras
Política de Seguridad, Liderazgo y Cultura
dan petersen
Cultura y Gestión de la Seguridad
Marcel Simard
Clima Organizacional y Seguridad
Nicole Dedobbeleer y François Béland
Proceso de mejora participativa del lugar de trabajo
Jorma Saari
Métodos de toma de decisiones de seguridad
Terje Sten
Percepción del riesgo
Bernhard Zimolong y Rüdiger Trimpop
Aceptación de riesgo
Rüdiger Trimpop y Bernhard Zimolong
Mesas
Haga clic en un enlace a continuación para ver la tabla en el contexto del artículo.
1. Medidas de clima de seguridad
2. Tuttava y otras diferencias de programas/técnicas
3. Un ejemplo de mejores prácticas de trabajo
4. Objetivos de rendimiento en una fábrica de tintas de impresión
Figuras
Apunte a una miniatura para ver el título de la figura, haga clic para ver la figura en el contexto del artículo.




















60. Programas de seguridad (8)
60. Programas de seguridad
Editor del capítulo: Jorma Saari
Índice del contenido
Tablas y Figuras
Investigación de seguridad ocupacional: una descripción general
Herbert I. Linn y Alfred A. Amendola
Servicios gubernamentales
anthony linehan
Servicios de seguridad: Consultores
dan petersen
Implementación de un Programa de Seguridad
Tom B Leamon
Programas de seguridad exitosos
Tom B Leamon
Programas de incentivos de seguridad
Gerald JS Wilde
Promoción de la seguridad
Thomas Planek
Estudio de caso: Campañas de salud y seguridad en el trabajo a nivel nacional en la India
KC Gupta
Mesas
Haga clic en un enlace a continuación para ver la tabla en el contexto del artículo.
1. Modelos OBM vs. TQM de motivación de los empleados
2. Fábricas indias: empleo y lesiones
Figuras
Apunte a una miniatura para ver el título de la figura, haga clic para ver la figura en el contexto del artículo.










Principios para el Diseño de Sistemas de Control Seguros
En general, se acepta que los sistemas de control deben ser seguros durante su uso. Con esto en mente, la mayoría de los sistemas de control modernos están diseñados como se muestra en la figura 1.
Figura 1. Diseño general de los sistemas de control

La forma más sencilla de hacer que un sistema de control sea seguro es construir un muro impenetrable a su alrededor para evitar el acceso humano o la interferencia en la zona de peligro. Tal sistema sería muy seguro, aunque poco práctico, ya que sería imposible acceder para realizar la mayoría de los trabajos de prueba, reparación y ajuste. Debido a que se debe permitir el acceso a las zonas de peligro bajo ciertas condiciones, se requieren medidas de protección además de paredes, cercas y similares para facilitar la producción, instalación, servicio y mantenimiento.
Algunas de estas medidas de protección pueden estar total o parcialmente integradas en los sistemas de control, como sigue:
- El movimiento se puede detener inmediatamente si alguien entra en la zona de peligro, mediante botones de parada de emergencia (ES).
- Los controles de botón permiten el movimiento solo cuando el botón está activado.
- Los controles de doble mano (DHC) permiten el movimiento solo cuando ambas manos están ocupadas presionando los dos elementos de control (así se asegura que las manos se mantengan alejadas de las zonas de peligro).
Este tipo de medidas de protección son activadas por los operadores. Sin embargo, debido a que los seres humanos a menudo representan un punto débil en las aplicaciones, muchas funciones, como las siguientes, se realizan automáticamente:
- Los movimientos de los brazos robóticos durante el mantenimiento o “aprendizaje” son muy lentos. No obstante, la velocidad se controla continuamente. Si, debido a una falla del sistema de control, la velocidad de los brazos robóticos automáticos aumentara inesperadamente durante el período de servicio o aprendizaje, el sistema de monitoreo se activaría y terminaría inmediatamente el movimiento.
- Se proporciona una barrera de luz para evitar el acceso a una zona de peligro. Si se interrumpe el haz de luz, la máquina se detendrá automáticamente.
El funcionamiento normal de los sistemas de control es la condición previa más importante para la producción. Si una función de producción se interrumpe debido a una falla de control, es a lo sumo inconveniente pero no peligroso. Si no se realiza una función relevante para la seguridad, podría provocar pérdidas de producción, daños en el equipo, lesiones o incluso la muerte. Por lo tanto, las funciones del sistema de control relevantes para la seguridad deben ser más fiables y seguras que las funciones normales del sistema de control. De acuerdo con la Directiva del Consejo Europeo 89/392/EEC (Directrices para máquinas), los sistemas de control deben diseñarse y construirse de manera que sean seguros y confiables.
Los controles consisten en una serie de componentes conectados entre sí para realizar una o más funciones. Los controles se subdividen en canales. Un canal es la parte de un control que realiza una función específica (p. ej., arranque, parada, parada de emergencia). Físicamente, el canal es creado por una serie de componentes (transistores, diodos, relés, puertas, etc.) a través de los cuales, de un componente al siguiente, la información (principalmente eléctrica) que representa esa función se transfiere de entrada a salida.
Al diseñar canales de control para funciones relevantes para la seguridad (aquellas funciones en las que intervienen personas), deben cumplirse los siguientes requisitos:
- Los componentes utilizados en los canales de control con funciones relevantes para la seguridad deben poder soportar los rigores del uso normal. Generalmente, deben ser lo suficientemente confiables.
- Los errores en la lógica no deben causar situaciones peligrosas. Generalmente, el canal relevante para la seguridad debe ser suficientemente resistente a fallos.
- Las influencias externas (factores) no deben conducir a fallas temporales o permanentes en los canales relevantes para la seguridad.
Fiabilidad
Fiabilidad es la capacidad de un canal de control o componente para realizar una función requerida en condiciones específicas durante un período de tiempo determinado sin fallar. (La probabilidad de componentes específicos o canales de control puede calcularse usando métodos adecuados). La confiabilidad siempre debe especificarse para un valor de tiempo específico. En general, la confiabilidad se puede expresar mediante la fórmula de la figura 2.
Figura 2. Fórmula de confiabilidad

Fiabilidad de sistemas complejos
Los sistemas se construyen a partir de componentes. Si se conocen las confiabilidades de los componentes, se puede calcular la confiabilidad del sistema como un todo. En tales casos, se aplica lo siguiente:
Sistemas en serie
La fiabilidad total Ra de un sistema en serie que consta de N componentes de la misma fiabilidad RC se calcula como en la figura 3.
Figura 3. Gráfico de confiabilidad de componentes conectados en serie

La confiabilidad total es menor que la confiabilidad del componente menos confiable. A medida que aumenta la cantidad de componentes conectados en serie, la confiabilidad total de la cadena disminuye significativamente.
Sistemas paralelos
La fiabilidad total Ra de un sistema paralelo formado por N componentes de la misma fiabilidad RC se calcula como en la figura 4.
Figura 4. Gráfico de confiabilidad de componentes conectados en paralelo

La fiabilidad total se puede mejorar significativamente mediante la conexión en paralelo de dos o más componentes.
La Figura 5 ilustra un ejemplo práctico. Tenga en cuenta que el circuito apagará el motor de forma más fiable. Incluso si el relé A o B no logra abrir su contacto, el motor seguirá estando apagado.
Figura 5. Ejemplo práctico de la figura 4

Calcular la confiabilidad total de un canal es simple si se conocen y están disponibles todas las confiabilidades de los componentes necesarios. En el caso de componentes complejos (circuitos integrados, microprocesadores, etc.) el cálculo de la fiabilidad total es difícil o imposible si el fabricante no publica la información necesaria.
Safety
Cuando los profesionales hablan de seguridad y piden máquinas seguras, se refieren a la seguridad de toda la máquina o sistema. Sin embargo, esta seguridad es demasiado general y no está definida con suficiente precisión para el diseñador de controles. La siguiente definición de la seguridad puede ser práctico y utilizable para los diseñadores de circuitos de control: La seguridad es la capacidad de un sistema de control para realizar la función requerida dentro de los límites prescritos, durante un período determinado, incluso cuando ocurran fallas anticipadas. En consecuencia, debe aclararse durante el diseño qué tan "seguro" debe ser el canal relacionado con la seguridad. (El diseñador puede desarrollar un canal que sea seguro contra la primera falla, contra cualquier falla, contra dos fallas, etc.) Además, un canal que realiza una función que se usa para prevenir accidentes puede ser esencialmente confiable, pero no tiene estar inevitablemente a salvo de los fallos. Esto se puede explicar mejor con los siguientes ejemplos:
ejemplo 1
El ejemplo ilustrado en la figura 6 es un canal de control relevante para la seguridad que realiza la función de seguridad requerida. El primer componente puede ser un interruptor que controle, por ejemplo, la posición de una puerta de acceso a una zona peligrosa. El último componente es un motor que acciona piezas mecánicas móviles dentro del área de peligro.
Figura 6. Un canal de control relevante para la seguridad que realiza la función de seguridad requerida

La función de seguridad requerida en este caso es doble: si la puerta está cerrada, el motor puede funcionar. Si la puerta está abierta, el motor debe estar apagado. Conociendo las confiabilidades R1 a R6, es posible calcular la fiabilidad Rnene. Los diseñadores deben usar componentes confiables para mantener una confiabilidad suficientemente alta de todo el sistema de control (es decir, la probabilidad de que esta función aún se pueda realizar en, digamos, incluso 20 años debe tenerse en cuenta en el diseño). Como resultado, los diseñadores deben cumplir dos tareas: (1) el circuito debe realizar la función requerida y (2) la confiabilidad de los componentes y de todo el canal de control debe ser adecuada.
Ahora se debe hacer la siguiente pregunta: ¿El canal antes mencionado realizará las funciones de seguridad requeridas incluso si ocurre una falla en el sistema (por ejemplo, si un contacto de relé se atasca o un componente no funciona correctamente)? La respuesta es no". La razón es que un solo canal de control que consta solo de componentes conectados en serie y que trabaja con señales estáticas no es seguro contra una falla. El canal solo puede tener una cierta confiabilidad, lo que garantiza la probabilidad de que se lleve a cabo la función. En tales situaciones, la seguridad siempre se entiende como relacionado con fallas.
ejemplo 2
Para que un canal de control sea confiable y seguro, el diseño debe modificarse como se muestra en la figura 7. El ejemplo ilustrado es un canal de control relevante para la seguridad que consta de dos subcanales completamente separados.
Figura 7. Un canal de control relevante para la seguridad con dos subcanales completamente separados

Este diseño es seguro contra la primera falla (y posibles fallas adicionales en el mismo subcanal), pero no es seguro contra dos fallas que pueden ocurrir en dos subcanales diferentes (simultáneamente o en momentos diferentes) porque no hay un circuito de detección de fallas. En consecuencia, inicialmente ambos subcanales funcionan con una alta confiabilidad (ver sistema paralelo), pero después de la primera falla solo funcionará un subcanal y la confiabilidad disminuye. Si se produce un segundo fallo en el subcanal que sigue funcionando, ambos habrán fallado y la función de seguridad dejará de funcionar.
ejemplo 3
El ejemplo ilustrado en la figura 8 es un canal de control relevante para la seguridad que consta de dos subcanales completamente separados que se supervisan entre sí.
Figura 8. Un canal de control relevante para la seguridad con dos subcanales completamente separados que se supervisan entre sí

Tal diseño es a prueba de fallas porque después de cualquier falla, solo un subcanal no funcionará, mientras que el otro subcanal permanecerá disponible y realizará la función de seguridad. Además, el diseño tiene un circuito de detección de fallas. Si, debido a una falla, ambos subcanales no funcionan de la misma manera, esta condición será detectada por el circuito "o exclusivo", con el resultado de que la máquina se apagará automáticamente. Esta es una de las mejores formas de diseñar controles de máquinas: diseñar subcanales relevantes para la seguridad. Son seguros contra una falla y, al mismo tiempo, brindan suficiente confiabilidad para que las posibilidades de que ocurran dos fallas simultáneamente sean minúsculas.
Redundancia
Es evidente que existen varios métodos mediante los cuales un diseñador puede mejorar la confiabilidad y/o la seguridad (contra fallas). Los ejemplos anteriores ilustran cómo una función (es decir, puerta cerrada, el motor puede funcionar; puerta abierta, el motor debe detenerse) puede realizarse mediante varias soluciones. Algunos métodos son muy simples (un subcanal) y otros más complicados (dos subcanales con supervisión mutua). (Ver figura 9.)
Figura 9. Confiabilidad de sistemas redundantes con o sin detección de fallas

Existe cierta redundancia en los circuitos y/o componentes complejos en comparación con los simples. Redundancia se puede definir de la siguiente manera: (1) Redundancia es la presencia de más medios (componentes, canales, factores de seguridad más altos, pruebas adicionales, etc.) de los que son realmente necesarios para el simple cumplimiento de la función deseada; (2) la redundancia obviamente no “mejora” la función, que se realiza de todos modos. La redundancia solo mejora la confiabilidad y/o la seguridad.
Algunos profesionales de la seguridad creen que la redundancia es solo duplicar o triplicar, y así sucesivamente, el sistema. Esta es una interpretación muy limitada, ya que la redundancia puede interpretarse de manera mucho más amplia y flexible. La redundancia no solo puede estar incluida en el hardware; también puede estar incluido en el software. Mejorar el factor de seguridad (p. ej., una cuerda más fuerte en lugar de una cuerda más débil) también se puede considerar como una forma de redundancia.
Entropía
Entropía, un término que se encuentra principalmente en la termodinámica y la astronomía, se puede definir de la siguiente manera: Todo tiende a la descomposición. Por lo tanto, es absolutamente seguro que todos los componentes, subsistemas o sistemas, independientemente de la tecnología utilizada, fallarán en algún momento. Esto significa que no existen sistemas, subsistemas o componentes 100% confiables y/o seguros. Todos ellos son simplemente más o menos fiables y seguros, dependiendo de la complejidad de la estructura. Los fracasos que inevitablemente ocurren antes o después demuestran la acción de la entropía.
El único medio disponible para que los diseñadores contrarresten la entropía es la redundancia, que se logra (a) introduciendo más confiabilidad en los componentes y (b) brindando más seguridad en toda la arquitectura del circuito. Solo aumentando suficientemente la probabilidad de que la función requerida se realice durante el período de tiempo requerido, los diseñadores pueden defenderse en cierto grado contra la entropía.
Evaluación de Riesgos
Cuanto mayor sea el riesgo potencial, mayor será la confiabilidad y/o seguridad (contra fallas) que se requiere (y viceversa). Esto se ilustra con los siguientes dos casos:
Caso 1
El acceso a la herramienta de moldeo fijada en una máquina de moldeo por inyección está protegido por una puerta. Si la puerta está cerrada, la máquina puede funcionar, y si la puerta está abierta, todos los movimientos peligrosos deben detenerse. En ningún caso (incluso en caso de avería del canal relacionado con la seguridad) pueden producirse movimientos, especialmente los que accionan la herramienta.
Caso 2
El acceso a una línea de ensamblaje controlada automáticamente que ensambla pequeños componentes de plástico bajo presión neumática está protegido por una puerta. Si se abre esta puerta, habrá que parar la línea.
En el Caso 1, si falla el sistema de control de supervisión de la puerta, se pueden producir lesiones graves si la herramienta se cierra inesperadamente. En el caso 2, solo pueden producirse lesiones leves o daños insignificantes si falla el sistema de control de supervisión de la puerta.
Es obvio que en el primer caso se debe introducir mucha más redundancia para lograr la confiabilidad y/o seguridad (contra fallas) requerida para proteger contra un riesgo extremadamente alto. De hecho, según la norma europea EN 201, el sistema de control de supervisión de la puerta de la máquina de moldeo por inyección debe tener tres canales; dos de los cuales son eléctricos y supervisados entre sí y uno de los cuales está equipado en su mayoría con circuitos hidráulicos y de prueba. Todas estas tres funciones de supervisión se relacionan con la misma puerta.
Por el contrario, en aplicaciones como la descrita en el Caso 2, un solo canal activado por un interruptor con acción positiva es apropiado para el riesgo.
Categorías de controles
Dado que todas las consideraciones anteriores se basan generalmente en la teoría de la información y, en consecuencia, son válidas para todas las tecnologías, no importa si el sistema de control se basa en componentes electrónicos, electromecánicos, mecánicos, hidráulicos o neumáticos (o una combinación de ellos). , o en alguna otra tecnología. La inventiva del diseñador, por un lado, y las cuestiones económicas, por otro lado, son los factores principales que afectan a un número casi infinito de soluciones sobre cómo realizar canales relevantes para la seguridad.
Para evitar confusiones, es práctico establecer ciertos criterios de clasificación. Las estructuras de canales más típicas utilizadas en los controles de máquinas para realizar funciones relacionadas con la seguridad se clasifican según:
- fiabilidad
- comportamiento en caso de falla
- tiempo de revelación de fallas.
Sus combinaciones (no se muestran todas las combinaciones posibles) se ilustran en la tabla 1.
Tabla 1. Algunas combinaciones posibles de estructuras de circuitos en controles de máquinas para funciones relacionadas con la seguridad
|
Criterios (Preguntas) |
estrategia básica |
|||||
|
Al aumentar la confiabilidad (¿se traslada la ocurrencia de fallas a un futuro posiblemente lejano?) |
Mediante una estructura (arquitectura) de circuito adecuada, al menos se detectará la falla (Cat. 2) o se eliminará el efecto de falla en el canal (Cat. 3) o la falla se revelará inmediatamente (Cat. 4) |
|||||
|
Categorías |
||||||
|
Esta solución es básicamente incorrecta. |
B |
1 |
2 |
3 |
4 |
|
|
¿Pueden los componentes del circuito soportar las influencias esperadas? ¿Están construidos de acuerdo con el estado del arte? |
No |
Sí |
Sí |
Sí |
Sí |
Sí |
|
¿Se han utilizado componentes y/o métodos bien probados? |
No |
No |
Sí |
Sí |
Sí |
Sí |
|
¿Se puede detectar una falla automáticamente? |
No |
No |
No |
Sí |
Sí |
Sí |
|
¿Un fallo impide el desempeño de la función relacionada con la seguridad? |
Sí |
Sí |
Sí |
Sí |
No |
No |
|
¿Cuándo se detectará la falla? |
Nunca |
Nunca |
Nunca |
Temprano (más tarde al final del intervalo que no es más largo que un ciclo de máquina) |
Inmediatamente (cuando la señal pierde dinámica |
|
|
En productos de consumo |
Para ser utilizado en máquinas. |
|||||
La categoría aplicable para una máquina específica y su sistema de control relacionado con la seguridad se especifica principalmente en las nuevas normas europeas (EN), a menos que la autoridad nacional, el usuario y el fabricante acuerden mutuamente que se debe aplicar otra categoría. Luego, el diseñador desarrolla un sistema de control que cumple con los requisitos. Por ejemplo, las consideraciones que rigen el diseño de un canal de control pueden incluir lo siguiente:
- Los componentes tienen que soportar las influencias esperadas. (SÍ NO)
- Su construcción debe estar de acuerdo con los estándares más modernos. (SÍ NO)
- Se utilizan componentes y métodos probados. (SÍ NO)
- Fracaso debe ser detectado. (SÍ NO)
- ¿Se ejecutará la función de seguridad incluso en caso de falla? (SÍ NO)
- ¿Cuándo se detectará la falla? (NUNCA, TEMPRANO, INMEDIATAMENTE)
Este proceso es reversible. Usando las mismas preguntas, se puede decidir a qué categoría pertenece un canal de control existente desarrollado previamente.
Ejemplos de categorías
Categoría B
Los componentes del canal de control que se utilizan principalmente en los productos de consumo deben resistir las influencias esperadas y estar diseñados de acuerdo con el estado de la técnica. Un interruptor bien diseñado puede servir como ejemplo.
Categoría 1
El uso de componentes y métodos bien probados es típico para la Categoría 1. Un ejemplo de Categoría 1 es un interruptor con acción positiva (es decir, requiere la apertura forzada de los contactos). Este interruptor está diseñado con piezas robustas y es activado por fuerzas relativamente altas, alcanzando así una confiabilidad extremadamente alta solo en la apertura de contactos. A pesar de los contactos pegados o incluso soldados, estos interruptores se abrirán. (Nota: los componentes como los transistores y los diodos no se consideran componentes bien probados). La Figura 10 servirá como ilustración de un control de Categoría 1.
Figura 10. Un interruptor con una acción positiva

Este canal utiliza el interruptor S con acción positiva. El contactor K es supervisado por la luz L. Se advierte al operador que los contactos normalmente abiertos (NO) se adhieren por medio de la luz indicadora L. El contactor K tiene contactos guiados forzados. (Nota: Los relés o contactores con guía forzada de contactos tienen, en comparación con los relés o contactores habituales, una jaula especial hecha de material aislante de modo que si los contactos normalmente cerrados (NC) están cerrados, todos los contactos NA deben abrirse y viceversa). viceversa. Esto significa que mediante el uso de contactos NC se puede realizar una verificación para determinar que los contactos de trabajo no estén pegados o soldados entre sí).
Categoría 2
La categoría 2 prevé la detección automática de fallas. La detección automática de fallas debe generarse antes de cada movimiento peligroso. Solo si la prueba es positiva se puede realizar el movimiento; de lo contrario, la máquina se detendrá. Los sistemas automáticos de detección de fallas se utilizan para barreras de luz para demostrar que todavía están funcionando. El principio se ilustra en la figura 1.
Figura 11. Circuito que incluye un detector de fallas

Este sistema de control se prueba regularmente (u ocasionalmente) inyectando un impulso a la entrada. En un sistema que funcione correctamente, este impulso se transferirá a la salida y se comparará con un impulso de un generador de prueba. Cuando ambos impulsos están presentes, el sistema obviamente funciona. En caso contrario, si no hay impulso de salida, el sistema ha fallado.
Categoría 3
Los circuitos se han descrito previamente en el Ejemplo 3 en la sección Seguridad de este artículo, figura 8.
El requisito, es decir, la detección automática de fallas y la capacidad de realizar la función de seguridad incluso si ha ocurrido una falla en cualquier lugar, puede cumplirse mediante estructuras de control de dos canales y mediante la supervisión mutua de los dos canales.
Solo para los controles de la máquina, se deben investigar las fallas peligrosas. Cabe señalar que existen dos tipos de fallas:
- No peligroso las fallas son aquellas que, luego de su ocurrencia, provocan un “estado seguro” de la máquina previendo el apagado del motor.
- peligroso las fallas son aquellas que, después de su ocurrencia, provocan un “estado inseguro” de la máquina, ya que el motor no se puede apagar o el motor comienza a moverse inesperadamente.
Categoría 4
La categoría 4 generalmente proporciona la aplicación de una señal dinámica que cambia continuamente en la entrada. La presencia de una señal dinámica en los medios de salida. correr (“1”), y la ausencia de una señal dinámica significa detener ("0").
Para tales circuitos, es típico que después de la falla de cualquier componente, la señal dinámica ya no esté disponible en la salida. (Nota: el potencial estático en la salida es irrelevante). Dichos circuitos pueden llamarse "a prueba de fallas". Todas las fallas se divulgarán inmediatamente, no después del primer cambio (como en los circuitos de Categoría 3).
Otros comentarios sobre las categorías de control
La Tabla 1 se ha desarrollado para los controles de máquinas habituales y muestra solo las estructuras básicas del circuito; de acuerdo con la directiva de máquinas, debe calcularse asumiendo que solo ocurrirá una falla en un ciclo de máquina. Por este motivo, la función de seguridad no tiene que ejecutarse en el caso de dos fallos coincidentes. Se supone que se detectará una falla dentro de un ciclo de máquina. La máquina se detendrá y luego se reparará. El sistema de control luego comienza de nuevo, completamente operativo, sin fallas.
La primera intención del diseñador debe ser no permitir fallas "permanentes", que no se detectarían durante un ciclo, ya que luego podrían combinarse con fallas nuevas (acumulación de fallas). Tales combinaciones (una falla permanente y una nueva falla) pueden causar un mal funcionamiento incluso en los circuitos de Categoría 3.
A pesar de estas tácticas, es posible que ocurran dos fallas independientes al mismo tiempo dentro del mismo ciclo de máquina. Solo es muy improbable, especialmente si se han utilizado componentes altamente confiables. Para aplicaciones de muy alto riesgo, se deben usar tres o más subcanales. Esta filosofía se basa en el hecho de que el tiempo medio entre fallas es mucho mayor que el ciclo de la máquina.
Sin embargo, esto no significa que la tabla no pueda ampliarse más. La Tabla 1 es básica y estructuralmente muy similar a la Tabla 2 utilizada en EN 954-1. Sin embargo, no intenta incluir demasiados criterios de clasificación. Los requisitos se definen de acuerdo con las leyes rigurosas de la lógica, por lo que solo se pueden esperar respuestas claras (SÍ o NO). Esto permite una evaluación, ordenación y clasificación más exactas de los circuitos enviados (canales relacionados con la seguridad) y, por último, pero no menos importante, una mejora significativa de la reproducibilidad de la evaluación.
Sería ideal si los riesgos pudieran clasificarse en varios niveles de riesgo y luego se estableciera un vínculo definitivo entre los niveles de riesgo y las categorías, todo esto independientemente de la tecnología en uso. Sin embargo, esto no es completamente posible. Al principio, después de crear categorías, quedó claro que incluso con la misma tecnología, varias preguntas no se respondían suficientemente. ¿Qué es mejor: un componente muy fiable y bien diseñado de la Categoría 1 o un sistema que cumple los requisitos de la Categoría 3 con poca fiabilidad?
Para explicar este dilema hay que diferenciar entre dos cualidades: fiabilidad y seguridad (frente a fallos). No son comparables, ya que ambas cualidades tienen características diferentes:
- El componente con mayor confiabilidad tiene la característica desagradable de que, en caso de falla (aunque sea muy improbable), la función dejará de funcionar.
- Los sistemas de categoría 3, en los que incluso en caso de un solo fallo se realizará la función, no son seguros frente a dos fallos al mismo tiempo (lo que puede ser importante es si se han utilizado componentes suficientemente fiables).
Teniendo en cuenta lo anterior, puede ser que la mejor solución (desde el punto de vista de alto riesgo) sea usar componentes altamente confiables y configurarlos para que el circuito esté seguro contra al menos una falla (preferiblemente más). Está claro que tal solución no es la más económica. En la práctica, el proceso de optimización es principalmente la consecuencia de todas estas influencias y consideraciones.
La experiencia con el uso práctico de las categorías muestra que rara vez es posible diseñar un sistema de control que pueda utilizar una sola categoría en todo momento. La combinación de dos o incluso tres partes, cada una de una categoría diferente, es típica, como se ilustra en el siguiente ejemplo:
Muchas barreras de luz de seguridad están diseñadas en la categoría 4, en la que un canal funciona con una señal dinámica. Al final de este sistema suele haber dos subcanales mutuamente supervisados que funcionan con señales estáticas. (Esto cumple con los requisitos para la Categoría 3.)
Según EN 50100, estas barreras de luz se clasifican como Dispositivos de protección electrosensibles de tipo 4, aunque se componen de dos partes. Desafortunadamente, no hay acuerdo sobre cómo denominar los sistemas de control que consisten en dos o más partes, cada parte de otra categoría.
Sistemas electrónicos programables (PES)
Los principios utilizados para crear la tabla 1 pueden, por supuesto, con ciertas restricciones, aplicarse también a los SPE.
Sistema solo PES
Al utilizar los PES para el control, la información se transfiere del sensor al activador a través de una gran cantidad de componentes. Más allá de eso, incluso pasa "a través" del software. (Ver figura 12).
Figura 12. Un circuito del sistema PES

Aunque los PES modernos son muy confiables, la confiabilidad no es tan alta como se requiere para procesar las funciones de seguridad. Más allá de eso, los sistemas PES habituales no son lo suficientemente seguros, ya que no realizarán la función relacionada con la seguridad en caso de falla. Por lo tanto, no se permite el uso de PES para el procesamiento de funciones de seguridad sin medidas adicionales.
Aplicaciones de muy bajo riesgo: Sistemas con un PES y medidas adicionales
Cuando se utiliza un solo PES para el control, el sistema consta de las siguientes partes principales:
Parte de entrada
La confiabilidad de un sensor y la entrada de un PES se puede mejorar duplicándolos. Tal configuración de entrada de doble sistema puede ser supervisada adicionalmente por software para verificar si ambos subsistemas están entregando la misma información. Así se pueden detectar los fallos en la parte de entrada. Esta es casi la misma filosofía que se requiere para la Categoría 3. Sin embargo, debido a que la supervisión se realiza mediante software y solo una vez, esto puede denominarse 3- (o no tan confiable como 3).
Parte media
Aunque esta parte no se puede duplicar bien, se puede probar. Al encender (o durante la operación), se puede realizar una verificación de todo el conjunto de instrucciones. A los mismos intervalos, la memoria también puede comprobarse mediante patrones de bits adecuados. Si dichas comprobaciones se llevan a cabo sin fallas, ambas partes, la CPU y la memoria, obviamente funcionan correctamente. La parte central tiene ciertas características típicas de la Categoría 4 (señal dinámica) y otras típicas de la Categoría 2 (pruebas realizadas regularmente a intervalos adecuados). El problema es que estas pruebas, a pesar de su extensión, no pueden ser realmente completas, ya que el sistema de un PES inherentemente no las permite.
Parte de salida
Similar a una entrada, la salida (incluidos los activadores) también se puede duplicar. Ambos subsistemas pueden ser supervisados con respecto al mismo resultado. Se detectarán los fallos y se ejecutará la función de seguridad. Sin embargo, hay los mismos puntos débiles que en la parte de entrada. En consecuencia, se elige la Categoría 3 en este caso.
En la figura 13 se lleva la misma función a los relés. A y B. Los contactos de mando a y b, luego informa a dos sistemas de entrada si ambos relés están haciendo el mismo trabajo (a menos que haya ocurrido una falla en uno de los canales). La supervisión se realiza nuevamente por software.
Figura 13. Un circuito PES con un sistema de detección de fallas

Todo el sistema puede describirse como Categoría 3-/4/2/3- si se realiza de manera adecuada y extensa. No obstante, los puntos débiles de tales sistemas como los descritos anteriormente no pueden eliminarse por completo. De hecho, los PES mejorados se utilizan realmente para funciones relacionadas con la seguridad solo cuando los riesgos son bastante bajos (Hölscher y Rader 1984).
Aplicaciones de bajo y medio riesgo con un PES
Hoy en día, casi todas las máquinas están equipadas con una unidad de control PES. Para resolver el problema de la confiabilidad insuficiente y, por lo general, la seguridad insuficiente contra fallas, se usan comúnmente los siguientes métodos de diseño:
- En máquinas relativamente simples como los ascensores, las funciones se dividen en dos grupos: (1) las funciones que no están relacionadas con la seguridad son procesadas por el PES; (2) las funciones relacionadas con la seguridad se combinan en una cadena (circuito de seguridad) y se procesan fuera del PES (consulte la figura 14).
Figura 14. Estado del arte para parada categoría 0

- El método dado arriba no es adecuado para máquinas más complejas. Una de las razones es que tales soluciones por lo general no son lo suficientemente seguras. Para aplicaciones de riesgo medio, las soluciones deben cumplir con los requisitos de la categoría 3. En la figura 15 y la figura 16 se presentan ideas generales sobre cómo pueden verse estos diseños.
Figura 15. Estado del arte para parada categoría 1

Figura 16. Estado del arte para parada categoría 2

Aplicaciones de alto riesgo: sistemas con dos (o más) PES
Aparte de la complejidad y el costo, no hay otros factores que impidan que los diseñadores utilicen sistemas PES totalmente duplicados, como Siemens Simatic S5-115F, 3B6 Typ CAR-MIL, etc. Por lo general, estos incluyen dos PES idénticos con software homogéneo y asumen el uso de PES "bien probados" y compiladores "bien probados" (un PES o compilador bien probado puede considerarse uno que en muchas aplicaciones prácticas durante 3 o más años ha demostrado que los fallos sistemáticos han sido obviamente eliminados). Aunque estos sistemas de PSA doble no tienen los puntos débiles de los sistemas de PSA simple, esto no significa que los sistemas de PSA doble resuelvan todos los problemas. (Ver figura 17).
Figura 17. Sistema sofisticado con dos PES

Fallas Sistemáticas
Las fallas sistemáticas pueden deberse a errores en las especificaciones, el diseño y otras causas, y pueden estar presentes tanto en el hardware como en el software. Los sistemas de doble PES son adecuados para su uso en aplicaciones relacionadas con la seguridad. Tales configuraciones permiten la detección de fallas de hardware aleatorias. Mediante la diversidad de hardware, como el uso de dos tipos diferentes o productos de dos fabricantes diferentes, se podrían revelar fallas sistemáticas de hardware (es muy poco probable que ocurra una falla sistemática de hardware idéntica en ambos PES).
Software
El software es un elemento nuevo en las consideraciones de seguridad. El software es correcto o incorrecto (con respecto a las fallas). Una vez correcto, el software no puede volverse incorrecto instantáneamente (en comparación con el hardware). Los objetivos son erradicar todos los errores en el software o al menos identificarlos.
Hay varias formas de lograr este objetivo. uno es el verificación del programa (una segunda persona intenta descubrir los errores en una prueba posterior). Otra posibilidad es diversidad del software, en el que dos programas diferentes, escritos por dos programadores, abordan el mismo problema. Si los resultados son idénticos (dentro de ciertos límites), se puede suponer que ambas secciones del programa son correctas. Si los resultados son diferentes, se presume que hay errores. (Nota: El arquitectura del hardware naturalmente también debe ser considerado.)
Resumen
Cuando se utilizan PES, generalmente se deben tener en cuenta las mismas consideraciones básicas siguientes (como se describe en las secciones anteriores).
- Un sistema de control sin redundancia puede asignarse a la Categoría B. Un sistema de control con medidas adicionales puede ser de Categoría 1 o incluso superior, pero no superior a 2.
- Un sistema de control de dos partes con comparación mutua de resultados puede asignarse a la Categoría 3. Un sistema de control de dos partes con comparación mutua de resultados y más o menos diversidad puede asignarse a la Categoría 3 y es adecuado para aplicaciones de mayor riesgo.
Un factor nuevo es que para el sistema con un PES, incluso el software debe evaluarse desde el punto de vista de la corrección. El software, si es correcto, es 100% fiable. En esta etapa de desarrollo tecnológico, probablemente no se utilizarán las mejores soluciones técnicas posibles y conocidas, ya que los factores limitantes siguen siendo económicos. Además, varios grupos de expertos continúan desarrollando los estándares para las aplicaciones de seguridad de los PES (p. ej., EC, EWICS). Aunque ya existen varios estándares disponibles (VDE0801, IEC65A, etc.), este tema es tan amplio y complejo que ninguno de ellos puede considerarse definitivo.
Principios de seguridad para máquinas herramienta CNC
Cada vez que se automatiza un equipo de producción simple y convencional, como las máquinas herramienta, el resultado son sistemas técnicos complejos, así como nuevos peligros. Esta automatización se logra mediante el uso de sistemas de control numérico por computadora (CNC) en máquinas herramienta, llamados Máquinas herramientas CNC (por ejemplo, fresadoras, centros de mecanizado, taladros y rectificadoras). Para poder identificar los peligros potenciales inherentes a las herramientas automáticas, se deben analizar los distintos modos de funcionamiento de cada sistema. Los análisis realizados con anterioridad indican que se debe diferenciar entre dos tipos de funcionamiento: funcionamiento normal y funcionamiento especial.
A menudo es imposible prescribir los requisitos de seguridad para las máquinas herramienta CNC en forma de medidas específicas. Esto puede deberse a que existen muy pocas regulaciones y estándares específicos para el equipo que brinden soluciones concretas. Los requisitos de seguridad solo pueden determinarse si los posibles peligros se identifican sistemáticamente mediante la realización de un análisis de peligros, especialmente si estos sistemas técnicos complejos están equipados con sistemas de control libremente programables (como con las máquinas herramienta CNC).
En el caso de máquinas herramienta CNC de nuevo desarrollo, el fabricante está obligado a realizar un análisis de riesgos del equipo para identificar los peligros que puedan estar presentes y mostrar mediante soluciones constructivas que todos los peligros para las personas, en todos los Se eliminan diferentes modos de funcionamiento. Todos los peligros identificados deben someterse a una evaluación de riesgos en la que cada riesgo de un evento depende del alcance del daño y la frecuencia con la que puede ocurrir. Al peligro a evaluar también se le asigna una categoría de riesgo (minimizado, normal, aumentado). Siempre que no se pueda aceptar el riesgo sobre la base de la evaluación de riesgos, se deben encontrar soluciones (medidas de seguridad). El propósito de estas soluciones es reducir la frecuencia de ocurrencia y el alcance del daño de un incidente no planificado y potencialmente peligroso (un "evento").
Los enfoques de soluciones para riesgos normales y aumentados se encuentran en la tecnología de seguridad indirecta y directa; para minimizar los riesgos, se encuentran en la tecnología de seguridad de referencia:
- Tecnología de seguridad directa. Se tiene cuidado en la etapa de diseño para eliminar cualquier peligro (por ejemplo, la eliminación de puntos de corte y atrapamiento).
- Tecnología de seguridad indirecta. El peligro permanece. Sin embargo, la adición de arreglos técnicos evita que el peligro se convierta en un evento (p. ej., dichos arreglos pueden incluir la prevención del acceso a partes móviles peligrosas por medio de cubiertas de seguridad física, la provisión de dispositivos de seguridad que desconecten la energía, protección contra objetos voladores partes usando protecciones de seguridad, etc.).
- Tecnología de seguridad de referencia. Esto se aplica solo a peligros residuales y riesgos minimizados, es decir, peligros que pueden conducir a un evento como resultado de factores humanos. La ocurrencia de tal evento puede prevenirse mediante un comportamiento adecuado por parte de la persona afectada (por ejemplo, instrucciones sobre el comportamiento en los manuales de operación y mantenimiento, capacitación del personal, etc.).
Requisitos internacionales de seguridad
La Directiva de Máquinas de la CE (89/392/EEC) de 1989 establece los principales requisitos de seguridad y salud para las máquinas. (Según la Directiva de Máquinas, se considera que una máquina es la suma total de partes o dispositivos interconectados, de los cuales al menos uno se puede mover y, en consecuencia, tiene una función). Además, los organismos internacionales de normalización crean estándares individuales para ilustrar posibles soluciones (por ejemplo, atendiendo a aspectos fundamentales de seguridad, o examinando equipos eléctricos montados en maquinaria industrial). El objetivo de estas normas es especificar objetivos de protección. Estos requisitos de seguridad internacionales brindan a los fabricantes la base legal necesaria para especificar estos requisitos en los análisis de peligros y evaluaciones de riesgos mencionados anteriormente.
Modos de funcionamiento
Cuando se utilizan máquinas herramienta, se hace una diferenciación entre operación normal y operación especial. Las estadísticas y las investigaciones indican que la mayoría de los incidentes y accidentes no se producen en el funcionamiento normal (es decir, durante el cumplimiento automático de la misión en cuestión). Con este tipo de máquinas e instalaciones, se hace hincapié en modos especiales de funcionamiento, como la puesta en marcha, la configuración, la programación, las pruebas de funcionamiento, las comprobaciones, la resolución de problemas o el mantenimiento. En estos modos de funcionamiento, las personas suelen estar en una zona de peligro. El concepto de seguridad debe proteger al personal de eventos dañinos en este tipo de situaciones.
Operación normal
Lo siguiente se aplica a las máquinas automáticas cuando realizan una operación normal: (1) la máquina cumple la tarea para la que fue diseñada y construida sin ninguna intervención adicional por parte del operador, y (2) aplicado a una máquina de torneado simple, esto significa que un la pieza de trabajo se gira a la forma correcta y se producen virutas. Si la pieza de trabajo se cambia manualmente, el cambio de pieza de trabajo es un modo especial de operación.
Modos especiales de operación
Los modos especiales de funcionamiento son procesos de trabajo que permiten un funcionamiento normal. Bajo este epígrafe, por ejemplo, se incluirían cambios de pieza o herramienta, rectificación de un fallo en un proceso de producción, rectificación de un fallo de máquina, configuración, programación, pruebas de funcionamiento, limpieza y mantenimiento. En funcionamiento normal, los sistemas automáticos cumplen sus tareas de forma independiente. Sin embargo, desde el punto de vista de la seguridad en el trabajo, el funcionamiento normal automático se vuelve crítico cuando el operador tiene que intervenir en los procesos de trabajo. En ningún caso las personas que intervengan en dichos procesos podrán estar expuestas a peligros.
Personal
Se debe tener en cuenta a las personas que trabajan en los distintos modos de operación, así como a terceros cuando se protegen las máquinas herramienta. Los terceros también incluyen aquellos indirectamente relacionados con la máquina, tales como supervisores, inspectores, ayudantes para el transporte de material y trabajos de desmontaje, visitantes y otros.
Requisitos y medidas de seguridad para accesorios de máquinas
Las intervenciones para trabajos en modos de operación especiales significan que se deben usar accesorios especiales para garantizar que el trabajo se pueda realizar de manera segura. Él primer tipo de accesorios incluyen equipos y elementos utilizados para intervenir en el proceso automático sin que el operador tenga que acceder a una zona peligrosa. Este tipo de accesorio incluye (1) ganchos para virutas y tenazas que han sido diseñados de tal manera que las virutas en el área de mecanizado se pueden quitar o sacar a través de las aberturas provistas en los protectores de seguridad, y (2) dispositivos de sujeción de la pieza de trabajo con los que el material de producción se puede insertar o quitar manualmente de un ciclo automático
Varios modos especiales de operación, por ejemplo, trabajo de reparación o trabajo de mantenimiento, hacen que sea necesario que el personal intervenga en un sistema. También en estos casos, existe toda una gama de accesorios para máquinas diseñados para aumentar la seguridad en el trabajo, por ejemplo, dispositivos para manejar muelas abrasivas pesadas cuando estas últimas se cambian en rectificadoras, así como eslingas de grúa especiales para desmontar o montar componentes pesados cuando las máquinas están revisadas. Estos dispositivos son los segundo tipo de accesorio de máquina para aumentar la seguridad durante el trabajo en operaciones especiales. También se puede considerar que los sistemas de control de operaciones especiales representan un segundo tipo de accesorio de máquina. Ciertas actividades pueden llevarse a cabo de forma segura con dichos accesorios; por ejemplo, se puede configurar un dispositivo en los ejes de la máquina cuando los movimientos de avance son necesarios con las protecciones de seguridad abiertas.
Estos sistemas especiales de control de operaciones deben satisfacer requisitos particulares de seguridad. Por ejemplo, deben asegurarse de que solo el movimiento solicitado se realice en la forma solicitada y solo durante el tiempo solicitado. Por lo tanto, el sistema especial de control de operaciones debe diseñarse de manera que se evite que cualquier acción defectuosa se convierta en movimientos o estados peligrosos.
Los equipos que aumentan el grado de automatización de una instalación pueden ser considerados como tercer tipo de accesorios de la máquina para aumentar la seguridad en el trabajo. Las acciones que antes se realizaban manualmente las realiza automáticamente la máquina en funcionamiento normal, como equipos que incluyen cargadores de pórtico, que cambian automáticamente las piezas de trabajo en las máquinas herramienta. La salvaguardia del funcionamiento normal automático plantea pocos problemas porque no es necesaria la intervención de un operador en el curso de los acontecimientos y porque los dispositivos de seguridad pueden prevenir posibles intervenciones.
Requisitos y Medidas de Seguridad para la Automatización de Máquinas Herramienta
Desafortunadamente, la automatización no ha llevado a la eliminación de accidentes en las plantas de producción. Las investigaciones simplemente muestran un cambio en la ocurrencia de accidentes de operación normal a especial, principalmente debido a la automatización de la operación normal, de modo que las intervenciones en el curso de la producción ya no son necesarias y, por lo tanto, el personal ya no está expuesto a peligros. Por otro lado, las máquinas altamente automáticas son sistemas complejos que son difíciles de evaluar cuando ocurren fallas. Incluso los especialistas empleados para corregir averías no siempre pueden hacerlo sin incurrir en accidentes. La cantidad de software necesaria para operar máquinas cada vez más complejas está creciendo en volumen y complejidad, con el resultado de que un número cada vez mayor de ingenieros eléctricos y de puesta en marcha sufren accidentes. No existe el software perfecto, y los cambios en el software a menudo conducen a cambios en otros lugares que no se esperaban ni se deseaban. Para evitar que la seguridad se vea afectada, no deben ser posibles comportamientos defectuosos peligrosos causados por influencias externas y fallas de los componentes. Esta condición sólo puede cumplirse si el circuito de seguridad se diseña de la forma más sencilla posible y está separado del resto de los controles. Los elementos o subconjuntos utilizados en el circuito de seguridad también deben ser a prueba de fallas.
Es tarea del diseñador desarrollar diseños que satisfagan los requisitos de seguridad. El diseñador no puede evitar tener que considerar con sumo cuidado los procedimientos de trabajo necesarios, incluidos los modos especiales de funcionamiento. Se deben realizar análisis para determinar qué procedimientos de trabajo seguro son necesarios y el personal operativo debe familiarizarse con ellos. En la mayoría de los casos será necesario un sistema de control de funcionamiento especial. El sistema de control normalmente observa o regula un movimiento, mientras que, al mismo tiempo, no se debe iniciar ningún otro movimiento (ya que no se necesita ningún otro movimiento para este trabajo y, por lo tanto, el operador no espera ninguno). El sistema de control no tiene necesariamente que realizar las mismas asignaciones en los distintos modos de funcionamiento especial.
Requisitos y Medidas de Seguridad en Modos de Operación Normal y Especial
Operación normal
La especificación de objetivos de seguridad no debe impedir el progreso técnico porque se pueden seleccionar soluciones adaptadas. El uso de máquinas herramienta CNC impone exigencias máximas en el análisis de peligros, la evaluación de riesgos y los conceptos de seguridad. A continuación se describen varios objetivos de seguridad y posibles soluciones con mayor detalle.
objetivo de seguridad
- Debe evitarse el acceso manual o físico a las áreas peligrosas durante los movimientos automáticos.
Soluciones posibles
- Impedir el acceso manual o físico a las zonas de peligro mediante barreras mecánicas.
- Proporcione dispositivos de seguridad que respondan cuando se le acerque (barreras de luz, tapetes de seguridad) y apague la maquinaria de manera segura durante las intervenciones o la entrada.
- Permita el acceso manual o físico a la maquinaria (o sus alrededores) solo cuando todo el sistema esté en un estado seguro (por ejemplo, mediante el uso de dispositivos de enclavamiento con mecanismos de cierre en las puertas de acceso).
objetivo de seguridad
- Debe eliminarse la posibilidad de que cualquier persona resulte lesionada como resultado de la liberación de energía (piezas voladoras o haces de energía).
Solución posible
- Evitar la liberación de energía de la zona de peligro, por ejemplo, mediante una cubierta de seguridad dimensionada correspondientemente.
operación especial
Las interfaces entre el funcionamiento normal y el funcionamiento especial (p. ej., dispositivos de enclavamiento de puertas, barreras de luz, alfombras de seguridad) son necesarias para permitir que el sistema de control de seguridad reconozca automáticamente la presencia de personal. A continuación se describen ciertos modos de operación especiales (p. ej., configuración, programación) en máquinas herramienta CNC que requieren movimientos que deben evaluarse directamente en el sitio de operación.
Objetivos de seguridad
- Los movimientos deben tener lugar solo de tal manera que no puedan ser un peligro para las personas involucradas. Dichos movimientos deben ejecutarse solo en el estilo y la velocidad programados y continuar solo durante el tiempo que se indique.
- Solo deben intentarse si se puede garantizar que ninguna parte del cuerpo humano se encuentra en la zona de peligro.
Solución posible
- Instale sistemas especiales de control operativo que permitan solo movimientos controlables y manejables mediante el control con la punta de los dedos a través de botones pulsadores de "tipo reconocimiento". De este modo, la velocidad de los movimientos se reduce de forma segura (siempre que la energía se haya reducido mediante un transformador de aislamiento o un equipo de control similar).
Exigencias de los sistemas de control de seguridad
Una de las características de un sistema de control de seguridad debe ser que se garantice que la función de seguridad funcione cada vez que surja cualquier falla para dirigir los procesos de un estado peligroso a un estado seguro.
Objetivos de seguridad
- Un fallo en el sistema de control de seguridad no debe desencadenar un estado peligroso.
- Se debe identificar una falla en el sistema de control de seguridad (inmediatamente o a intervalos).
Soluciones posibles
- Implemente un diseño redundante y diverso de sistemas de control electromecánicos, incluidos los circuitos de prueba.
- Instale una configuración redundante y diversa de sistemas de control por microprocesador desarrollados por diferentes equipos. Este enfoque se considera de última generación, por ejemplo, en el caso de las barreras fotoeléctricas de seguridad.
Conclusión
Es evidente que la tendencia creciente de accidentes en modos de funcionamiento normales y especiales no se puede detener sin un concepto de seguridad claro e inequívoco. Este hecho debe tenerse en cuenta en la elaboración de normas y directrices de seguridad. Son necesarias nuevas directrices en forma de objetivos de seguridad para permitir soluciones avanzadas. Este objetivo permite a los diseñadores elegir la solución óptima para un caso específico y, al mismo tiempo, demostrar las características de seguridad de sus máquinas de una manera bastante sencilla al describir una solución para cada objetivo de seguridad. Luego, esta solución se puede comparar con otras soluciones existentes y aceptadas, y si es mejor o al menos de igual valor, se puede elegir una nueva solución. De esta manera, el progreso no se ve obstaculizado por regulaciones estrictamente formuladas.
Principales Características de la Directiva de Maquinaria de la CEE
La Directiva del Consejo del 14 de junio de 1989 sobre la aproximación de las legislaciones de los Estados miembros en materia de maquinaria (89/392/CEE) se aplica a cada estado individual.
- Cada estado individual debe integrar la directiva en su legislación.
- Válido desde el 1 de enero de 1993.
- Requiere que todos los fabricantes se adhieran al estado del arte.
- El fabricante debe producir un archivo técnico de construcción que contenga información completa sobre todos los aspectos fundamentales de la seguridad y el cuidado de la salud.
- El fabricante debe emitir la declaración de conformidad y el marcado CE de las máquinas.
- La no puesta a disposición de un centro de supervisión estatal de una documentación técnica completa se considera incumplimiento de las directrices de la máquina. La consecuencia puede ser una prohibición de ventas en toda la CEE.
Objetivos de seguridad para la construcción y el uso de máquinas herramienta CNC
1. Tornos
1.1 Modo normal de funcionamiento
1.1.1 El área de trabajo debe protegerse para que sea imposible alcanzar o pisar las zonas de peligro de los movimientos automáticos, ya sea intencionalmente o no.
1.1.2 El almacén de herramientas debe protegerse de manera que sea imposible alcanzar o pisar las zonas de peligro de los movimientos automáticos, ya sea intencionalmente o no.
1.1.3 El almacén de piezas debe protegerse de manera que sea imposible alcanzar o pisar las zonas de peligro de los movimientos automáticos, ya sea intencionalmente o no.
1.1.4 La extracción de virutas no debe provocar lesiones personales debido a las virutas o piezas móviles de la máquina.
1.1.5 Deben evitarse las lesiones personales resultantes de acceder a los sistemas de accionamiento.
1.1.6 Debe evitarse la posibilidad de acceder a las zonas de peligro de los transportadores de virutas en movimiento.
1.1.7 No se deben producir lesiones personales a los operadores oa terceros debido a la proyección de piezas de trabajo o partes de las mismas.
Por ejemplo, esto puede ocurrir
- debido a una sujeción insuficiente
- por fuerza de corte inadmisible
- debido a una velocidad de rotación inadmisible
- debido a la colisión con la herramienta o partes de la máquina
- por rotura de pieza
- debido a dispositivos de sujeción defectuosos
- debido a una falla de energía
1.1.8 No se deben producir lesiones personales por el desprendimiento de elementos de sujeción de piezas de trabajo.
1.1.9 No deben producirse lesiones personales por las virutas que salgan volando.
1.1.10 No deben resultar lesiones personales por herramientas voladoras o partes de las mismas.
Por ejemplo, esto puede ocurrir
- por defectos materiales
- por fuerza de corte inadmisible
- debido a una colisión con la pieza de trabajo o una parte de la máquina
- debido a una sujeción o apriete inadecuados
1.2 Modos especiales de funcionamiento
1.2.1 Cambio de piezas.
1.2.1.1 La sujeción de la pieza de trabajo se debe realizar de tal manera que ninguna parte del cuerpo quede atrapada entre los accesorios de sujeción de cierre y la pieza de trabajo o entre la punta del manguito de avance y la pieza de trabajo.
1.2.1.2 Debe evitarse el arranque de un accionamiento (husillos, ejes, manguitos, cabezales de torreta o transportadores de virutas) como consecuencia de un mando defectuoso o inválido.
1.2.1.3 Debe ser posible manipular la pieza de trabajo manualmente o con herramientas sin peligro.
1.2.2 Cambio de herramienta en portaherramientas o cabezal de torreta portaherramientas.
1.2.2.1 Debe evitarse el peligro resultante del comportamiento defectuoso del sistema o debido a la introducción de un comando no válido.
1.2.3 Cambio de herramienta en el almacén de herramientas.
1.2.3.1 Los movimientos en el almacén de herramientas resultantes de un comando defectuoso o inválido deben evitarse durante el cambio de herramientas.
1.2.3.2 No debe ser posible acceder a otras partes móviles de la máquina desde la estación de carga de herramientas.
1.2.3.3 No debe ser posible acceder a las zonas de peligro con el movimiento posterior del almacén de herramientas o durante la búsqueda. Si se realizan con las protecciones para el modo de funcionamiento normal quitadas, estos movimientos solo pueden ser del tipo designado y solo pueden llevarse a cabo durante el período de tiempo ordenado y solo cuando se puede garantizar que ninguna parte del cuerpo se encuentra en estas zonas de peligro. .
1.2.4 Comprobación de medidas.
1.2.4.1 Solo debe ser posible alcanzar el área de trabajo después de que todos los movimientos se hayan detenido.
1.2.4.2 Debe evitarse el arranque de un accionamiento como resultado de un comando defectuoso o una entrada de comando no válida.
1.2.5 Montaje.
1.2.5.1 Si los movimientos se ejecutan durante la configuración con las protecciones para el modo de operación normal quitadas, entonces el operador debe estar protegido por otros medios.
1.2.5.2 No se deben iniciar movimientos peligrosos o cambios de movimientos como resultado de un comando defectuoso o una entrada de comando inválida.
1.2.6 Programación.
1.2.6.1 No se podrán iniciar movimientos durante la programación que pongan en peligro a una persona en el área de trabajo.
1.2.7 Fallo de producción.
1.2.7.1 Debe evitarse el arranque de un variador como resultado de un comando defectuoso en un punto de ajuste de entrada de comando no válido.
1.2.7.2 No se iniciarán movimientos o situaciones peligrosas por el movimiento o remoción de la pieza de trabajo o desperdicio.
1.2.7.3 Cuando los movimientos deban tener lugar con las protecciones para el modo normal de operación quitadas, estos movimientos solo podrán ser del tipo designado y solo se ejecutarán durante el período de tiempo ordenado y solo cuando pueda garantizarse que ninguna parte del cuerpo se encuentran en estas zonas de peligro.
1.2.8 Resolución de problemas.
1.2.8.1 Debe evitarse el acceso a las zonas de peligro de los movimientos automáticos.
1.2.8.2 Debe evitarse el arranque de un accionamiento como resultado de un comando defectuoso o una entrada de comando no válida.
1.2.8.3 Debe evitarse un movimiento de la máquina al manipular la pieza defectuosa.
1.2.8.4 Deben evitarse las lesiones personales que resulten de una parte de la máquina que se astille o se caiga.
1.2.8.5 Si, durante la resolución de problemas, se deben realizar movimientos con las protecciones para el modo normal de operación quitadas, estos movimientos solo podrán ser del tipo designado y solo se ejecutarán durante el período de tiempo ordenado y solo cuando se pueda garantizar que ninguna parte del cuerpo se encuentra en estas zonas de peligro.
1.2.9 Mal funcionamiento y reparación de la máquina.
1.2.9.1 Se debe impedir el arranque de la máquina.
1.2.9.2 La manipulación de las diferentes partes de la máquina debe ser posible ya sea manualmente o con herramientas sin ningún peligro.
1.2.9.3 No debe ser posible tocar partes vivas de la máquina.
1.2.9.4 La emisión de medios fluidos o gaseosos no debe causar lesiones personales.
2. Fresadoras
2.1 Modo normal de funcionamiento
2.1.1 El área de trabajo debe protegerse para que sea imposible alcanzar o pisar las zonas de peligro de los movimientos automáticos, ya sea intencionalmente o no.
2.1.2 La extracción de virutas no debe provocar lesiones personales debido a las virutas o piezas móviles de la máquina.
2.1.3 Deben evitarse las lesiones personales resultantes de acceder a los sistemas de accionamiento.
No se deben producir lesiones personales a los operadores oa terceros debido a la proyección de piezas de trabajo o partes de las mismas.
Por ejemplo, esto puede ocurrir
- debido a una sujeción insuficiente
- por fuerza de corte inadmisible
- debido a la colisión con la herramienta o partes de la máquina
- por rotura de pieza
- debido a dispositivos de sujeción defectuosos
- debido a una falla de energía
2.1.4 No deben producirse lesiones personales por los dispositivos de sujeción de piezas de trabajo que salgan volando.
2.1.5 No deben producirse lesiones personales por las virutas que salgan volando.
2.1.6 No deben resultar lesiones personales por herramientas voladoras o partes de las mismas.
Por ejemplo, esto puede ocurrir
- por defectos materiales
- debido a una velocidad de rotación inadmisible
- por fuerza de corte inadmisible
- debido a la colisión con la pieza de trabajo o parte de la máquina
- debido a una sujeción o apriete inadecuados
- debido a una falla de energía
Modos especiales de operación
2.2.1 Cambio de piezas.
2.2.1.1 Cuando se utilicen dispositivos de sujeción accionados mecánicamente, no debe ser posible que partes del cuerpo queden atrapadas entre las partes de cierre del dispositivo de sujeción y la pieza de trabajo.
2.2.1.2 Debe evitarse el arranque de un accionamiento (cabezal, eje) como resultado de un comando defectuoso o una entrada de comando no válida.
2.2.1.3 La manipulación de la pieza debe ser posible manualmente o con herramientas sin ningún peligro.
2.2.2 Cambio de herramienta.
2.2.2.1 Debe evitarse el arranque de un accionamiento como resultado de un comando defectuoso o una entrada de comando no válida.
2.2.2.2 No debe ser posible que los dedos queden atrapados al colocar las herramientas.
2.2.3 Comprobación de medidas.
2.2.3.1 Solo debe ser posible alcanzar el área de trabajo después de que todos los movimientos se hayan detenido.
2.2.3.2 Debe evitarse el arranque de un accionamiento como resultado de un comando defectuoso o una entrada de comando no válida.
2.2.4 Montaje.
2.2.4.1 Si los movimientos se ejecutan durante el montaje con las protecciones para el modo de operación normal quitadas, el operador debe estar protegido por otros medios.
2.2.4.2 No se deben iniciar movimientos peligrosos o cambios de movimientos como resultado de un comando defectuoso o una entrada de comando inválida.
2.2.5 Programación.
2.2.5.1 No se deben iniciar movimientos durante la programación que pongan en peligro a una persona en el área de trabajo.
2.2.6 Fallo de producción.
2.2.6.1 Debe evitarse el arranque de la unidad como resultado de un comando defectuoso o una entrada de comando inválida.
2.2.6.2 No se deben iniciar movimientos o situaciones peligrosas por el movimiento o remoción de la pieza de trabajo o desperdicio.
2.2.6.3 Cuando los movimientos deban tener lugar con las protecciones para el modo normal de operación quitadas, estos movimientos solo podrán ser del tipo designado y solo se ejecutarán durante el período de tiempo ordenado y solo cuando pueda garantizarse que ninguna parte del cuerpo se encuentran en estas zonas de peligro.
2.2.7 Resolución de problemas.
2.2.7.1 Debe evitarse el acceso a las zonas de peligro de los movimientos automáticos.
2.2.7.2 Debe evitarse el arranque de un accionamiento como resultado de un comando defectuoso o una entrada de comando no válida.
2.2.7.3 Debe evitarse cualquier movimiento de la máquina al manipular la pieza defectuosa.
2.2.7.4 Deben evitarse las lesiones personales que resulten de una parte de la máquina que se astille o se caiga.
2.2.7.5 Si, durante la resolución de problemas, se deben realizar movimientos con las protecciones para el modo normal de operación quitadas, estos movimientos solo podrán ser del tipo designado y solo se ejecutarán durante el período de tiempo ordenado y solo cuando se pueda garantizar que ninguna parte del cuerpo se encuentra en estas zonas de peligro.
2.2.8 Mal funcionamiento y reparación de la máquina.
2.2.8.1 Debe evitarse el arranque de la máquina.
2.2.8.2 La manipulación de las diferentes partes de la máquina debe ser posible manualmente o con herramientas sin ningún peligro.
2.2.8.3 No debe ser posible tocar partes vivas de la máquina.
2.2.8.4 La emisión de medios fluidos o gaseosos no debe causar lesiones personales.
3. Centros de mecanizado
3.1 Modo normal de funcionamiento
3.1.1 El área de trabajo debe estar protegida de manera que sea imposible alcanzar o pisar las zonas de peligro de los movimientos automáticos, ya sea intencionalmente o no.
3.1.2 El almacén de herramientas debe estar protegido de manera que sea imposible alcanzar o pisar las zonas de peligro de los movimientos automáticos.
3.1.3 El almacén de piezas debe estar protegido de manera que sea imposible alcanzar o pisar las zonas de peligro de los movimientos automáticos.
3.1.4 La extracción de virutas no debe provocar lesiones personales debido a las virutas o piezas móviles de la máquina.
3.1.5 Deben evitarse las lesiones personales resultantes de acceder a los sistemas de accionamiento.
3.1.6 Debe evitarse la posibilidad de acceder a las zonas de peligro de los transportadores de virutas en movimiento (sinfín transportador, etc.).
3.1.7 No se deben producir lesiones personales a los operadores oa terceros debido a la proyección de piezas de trabajo o partes de las mismas.
Por ejemplo, esto puede ocurrir
- debido a una sujeción insuficiente
- por fuerza de corte inadmisible
- debido a la colisión con la herramienta o partes de la máquina
- por rotura de pieza
- debido a dispositivos de sujeción defectuosos
- debido al cambio a la pieza de trabajo incorrecta
- debido a una falla de energía
3.1.8 No deben producirse lesiones personales por los dispositivos de sujeción de piezas de trabajo que salgan volando.
3.1.9 No deben producirse lesiones personales por las virutas que salgan volando.
3.1.10 No deben resultar lesiones personales por herramientas voladoras o partes de las mismas.
Por ejemplo, esto puede ocurrir
- por defectos materiales
- debido a una velocidad de rotación inadmisible
- por fuerza de corte inadmisible
- debido a la colisión con la pieza de trabajo o parte de la máquina
- debido a una sujeción o apriete inadecuados
- debido a que la herramienta salió volando del cambiador de herramientas
- debido a la selección de la herramienta incorrecta
- debido a una falla de energía
3.2 Modos especiales de funcionamiento
3.2.1 Cambio de piezas.
3.2.1.1 Cuando se utilicen dispositivos de sujeción accionados mecánicamente, no debe ser posible que partes del cuerpo queden atrapadas entre las partes de cierre del dispositivo de sujeción y la pieza de trabajo.
3.2.1.2 Debe evitarse el arranque de un accionamiento como resultado de un comando defectuoso o una entrada de comando no válida.
3.2.1.3 Debe ser posible manipular la pieza de trabajo manualmente o con herramientas sin ningún peligro.
3.2.1.4 Cuando se cambien piezas de trabajo en una estación de sujeción, no debe ser posible desde esta ubicación alcanzar o entrar en secuencias de movimiento automáticas de la máquina o el almacén de piezas de trabajo. El control no debe iniciar ningún movimiento mientras haya una persona presente en la zona de sujeción. La inserción automática de la pieza de trabajo sujetada en la máquina o en el depósito de piezas de trabajo solo debe tener lugar cuando la estación de sujeción también está protegida con un sistema de protección correspondiente al modo de funcionamiento normal.
3.2.2 Cambio de herramienta en el cabezal.
3.2.2.1 Debe evitarse el arranque de un accionamiento como resultado de un comando defectuoso o una entrada de comando no válida.
3.2.2.2 No debe ser posible que los dedos queden atrapados al colocar las herramientas.
3.2.3 Cambio de herramienta en almacén de herramientas.
3.2.3.1 Los movimientos en el almacén de herramientas resultantes de comandos defectuosos o entrada de comandos no válidos deben evitarse durante el cambio de herramientas.
3.2.3.2 No debe ser posible acceder a otras partes móviles de la máquina desde la estación de carga de herramientas.
3.2.3.3 No debe ser posible acceder a las zonas de peligro con el movimiento posterior del almacén de herramientas o durante la búsqueda. Si se llevan a cabo con las protecciones para el modo normal de operación quitadas, estos movimientos solo pueden ser del tipo designado y solo pueden ejecutarse durante el período de tiempo ordenado y solo cuando se puede asegurar que ninguna parte del cuerpo se encuentra en estas zonas de peligro. .
3.2.4 Comprobación de medidas.
3.2.4.1 Solo debe ser posible alcanzar el área de trabajo después de que todos los movimientos se hayan detenido.
3.2.4.2 Debe evitarse el arranque de un accionamiento como resultado de un comando defectuoso o una entrada de comando no válida.
3.2.5 Montaje.
3.2.5.1 Si los movimientos se ejecutan durante la configuración con las protecciones para el modo de operación normal quitadas, entonces el operador debe estar protegido por otros medios.
3.2.5.2 No se deben iniciar movimientos peligrosos o cambios de movimiento como resultado de un comando defectuoso o una entrada de comando inválida.
3.2.6 Programación.
3.2.6.1 No se deben iniciar movimientos durante la programación que pongan en peligro a una persona en el área de trabajo.
3.2.7 Fallo de producción.
3.2.7.1 Debe evitarse el arranque de un accionamiento como resultado de un comando defectuoso o una entrada de comando no válida.
3.2.7.2 No se deben iniciar movimientos o situaciones peligrosas por el movimiento o remoción de la pieza de trabajo o desperdicio.
3.2.7.3 Cuando los movimientos deban tener lugar con las protecciones para el modo normal de operación quitadas, estos movimientos solo podrán ser del tipo designado y solo se ejecutarán durante el período de tiempo ordenado y solo cuando pueda garantizarse que ninguna parte del cuerpo se encuentran en estas zonas de peligro.
3.2.8 Resolución de problemas.
3.2.8.1 Debe evitarse el acceso a las zonas de peligro de los movimientos automáticos.
3.2.8.2 Debe evitarse el arranque de un accionamiento como resultado de un comando defectuoso o una entrada de comando no válida.
3.2.8.3 Debe evitarse cualquier movimiento de la máquina al manipular la pieza defectuosa.
3.2.8.4 Deben evitarse las lesiones personales que resulten de una parte de la máquina que se astille o se caiga.
3.2.8.5 Si, durante la resolución de problemas, se deben realizar movimientos con las protecciones para el modo normal de operación quitadas, estos movimientos solo podrán ser del tipo designado y solo se ejecutarán durante el período de tiempo ordenado y solo cuando se pueda garantizar que ninguna parte del cuerpo se encuentra en estas zonas de peligro.
3.2.9 Mal funcionamiento y reparación de la máquina.
3.2.9.1 Debe evitarse el arranque de la máquina.
3.2.9.2 La manipulación de las diferentes partes de la máquina debe ser posible manualmente o con herramientas sin ningún peligro.
3.2.9.3 No debe ser posible tocar partes vivas de la máquina.
3.2.9.4 La emisión de medios fluidos o gaseosos no debe causar lesiones personales.
4. Rectificadoras
4.1 Modo normal de funcionamiento
4.1.1 El área de trabajo debe protegerse para que sea imposible alcanzar o pisar las zonas de peligro de los movimientos automáticos, ya sea intencionalmente o no.
4.1.2 Deben evitarse las lesiones personales resultantes de acceder a los sistemas de accionamiento.
4.1.3 No se deben producir lesiones personales a los operadores oa terceros debido a la proyección de piezas de trabajo o partes de las mismas.
Por ejemplo, esto puede ocurrir
- debido a una sujeción insuficiente
- por fuerza de corte inadmisible
- debido a una velocidad de rotación inadmisible
- debido a la colisión con la herramienta o partes de la máquina
- por rotura de pieza
- debido a dispositivos de sujeción defectuosos
- debido a una falla de energía
4.1.4 No deben producirse lesiones personales por los dispositivos de sujeción de piezas de trabajo que salgan volando.
4.1.5 Las chispas no deben provocar lesiones personales ni incendios.
4.1.6 No se deben producir lesiones personales por las piezas volantes de las muelas abrasivas.
Por ejemplo, esto puede ocurrir
- debido a una velocidad de rotación inadmisible
- por fuerza de corte inadmisible
- por defectos materiales
- debido a la colisión con la pieza de trabajo o parte de la máquina
- debido a una sujeción inadecuada (bridas)
- debido al uso de una muela abrasiva incorrecta
Modos especiales de operación
4.2.1 Cambio de piezas.
4.2.1.1 Cuando se utilicen dispositivos de sujeción accionados mecánicamente, no debe ser posible que partes del cuerpo queden atrapadas entre las partes de cierre del dispositivo de sujeción y la pieza de trabajo.
4.2.1.2 Debe evitarse el arranque de un accionamiento de alimentación como resultado de un comando defectuoso o una entrada de comando no válida.
4.2.1.3 Se deben evitar lesiones personales causadas por la muela abrasiva giratoria al manipular la pieza de trabajo.
4.2.1.4 No deben ser posibles las lesiones personales resultantes de una muela abrasiva que revienta.
4.2.1.5 La manipulación de la pieza debe ser posible manualmente o con herramientas sin ningún peligro.
4.2.2 Cambio de herramienta (cambio de muela abrasiva)
4.2.2.1 Debe evitarse el arranque de un accionamiento de avance como resultado de un comando defectuoso o una entrada de comando inválida.
4.2.2.2 Las lesiones personales causadas por la muela abrasiva giratoria no deben ser posibles durante los procedimientos de medición.
4.2.2.3 No deben ser posibles las lesiones personales resultantes de una muela abrasiva que revienta.
4.2.3 Comprobación de medidas.
4.2.3.1 Debe evitarse el arranque de un accionamiento de alimentación como resultado de un comando defectuoso o una entrada de comando no válida.
4.2.3.2 Las lesiones personales causadas por la muela abrasiva giratoria no deben ser posibles durante los procedimientos de medición.
4.2.3.3 No deben ser posibles las lesiones personales resultantes de una muela abrasiva que revienta.
4.2.4. Configuración.
4.2.4.1 Si los movimientos se ejecutan durante la configuración con las protecciones para el modo de operación normal quitadas, entonces el operador debe estar protegido por otros medios.
4.2.4.2 No se deben iniciar movimientos peligrosos o cambios de movimiento como resultado de un comando defectuoso o una entrada de comando inválida.
4.2.5 Programación.
4.2.5.1 No se deben iniciar movimientos durante la programación que pongan en peligro a una persona en el área de trabajo.
4.2.6 Fallo de producción.
4.2.6.1 Debe evitarse el arranque de un accionamiento de alimentación como resultado de un comando defectuoso o una entrada de comando no válida.
4.2.6.2 No se deben iniciar movimientos o situaciones peligrosas por el movimiento o remoción de la pieza de trabajo o desperdicio.
4.2.6.3 Cuando los movimientos deban tener lugar con las protecciones para el modo normal de operación quitadas, estos movimientos solo podrán ser del tipo designado y solo se ejecutarán durante el período de tiempo ordenado y solo cuando pueda garantizarse que ninguna parte del cuerpo se encuentran en estas zonas de peligro.
4.2.6.4 Deben evitarse lesiones personales causadas por la muela abrasiva giratoria.
4.2.6.5 No deben ser posibles las lesiones personales resultantes de una muela abrasiva que revienta.
4.2.7 Resolución de problemas.
4.2.7.1 Debe evitarse el acceso a las zonas de peligro de los movimientos automáticos.
4.2.7.2 Debe evitarse el arranque de un accionamiento como resultado de un comando defectuoso o una entrada de comando no válida.
4.2.7.3 Debe evitarse cualquier movimiento de la máquina al manipular la pieza defectuosa.
4.2.7.4 Deben evitarse las lesiones personales que resulten de una parte de la máquina que se astille o se caiga.
4.2.7.5 Deben evitarse las lesiones personales provocadas por el contacto del operador o por el estallido de la muela abrasiva giratoria.
4.2.7.6 Si, durante la resolución de problemas, se deben realizar movimientos con las protecciones para el modo normal de operación quitadas, estos movimientos solo podrán ser del tipo designado y solo se ejecutarán durante el período de tiempo ordenado y solo cuando se pueda garantizar que ninguna parte del cuerpo se encuentra en estas zonas de peligro.
4.2.8 Mal funcionamiento y reparación de la máquina.
4.2.8.1 Debe evitarse el arranque de la máquina.
4.2.8.2 La manipulación de las diferentes partes de la máquina debe ser posible manualmente o con herramientas sin ningún peligro.
4.2.8.3 No debe ser posible tocar partes vivas de la máquina.
4.2.8.4 La emisión de medios fluidos o gaseosos no debe causar lesiones personales.
Principios de seguridad para robots industriales
Los robots industriales se encuentran en toda la industria dondequiera que se deban satisfacer demandas de alta productividad. El uso de robots, sin embargo, requiere el diseño, aplicación e implementación de los controles de seguridad apropiados para evitar la creación de peligros para el personal de producción, programadores, especialistas en mantenimiento e ingenieros de sistemas.
¿Por qué son peligrosos los robots industriales?
Una definición de robots es “máquinas automáticas en movimiento que son libremente programables y pueden operar con poca o ninguna interfaz humana”. Este tipo de máquinas se utilizan actualmente en una amplia variedad de aplicaciones en la industria y la medicina, incluida la formación. Los robots industriales se utilizan cada vez más para funciones clave, como nuevas estrategias de fabricación (CIM, JIT, producción ajustada, etc.) en instalaciones complejas. Su número y amplitud de aplicaciones y la complejidad de los equipos e instalaciones dan como resultado peligros como los siguientes:
- movimientos y secuencias de movimientos que son casi imposibles de seguir, ya que los movimientos de alta velocidad del robot dentro de su radio de acción a menudo se superponen con los de otras máquinas y equipos
- liberación de energía causada por partes voladoras o haces de energía como los emitidos por láseres o chorros de agua
- programabilidad libre en términos de dirección y velocidad
- susceptibilidad a la influencia de errores externos (p. ej., compatibilidad electromagnética)
- factores humanos.
Investigaciones en Japón indican que más del 50% de los accidentes laborales con robots pueden atribuirse a fallas en los circuitos electrónicos del sistema de control. En las mismas investigaciones, el “error humano” fue responsable de menos del 20%. La conclusión lógica de este hallazgo es que los peligros causados por fallas del sistema no pueden evitarse mediante medidas de comportamiento tomadas por los seres humanos. Por lo tanto, los diseñadores y operadores deben proporcionar e implementar medidas técnicas de seguridad (ver figura 1).
Figura 1. Sistema de control operativo especial para la configuración de un robot de soldadura móvil

Accidentes y Modos de Operación
Los accidentes fatales que involucran robots industriales comenzaron a ocurrir a principios de la década de 1980. Las estadísticas e investigaciones indican que la mayoría de los incidentes y accidentes no se producen en el funcionamiento normal (cumplimiento automático del encargo correspondiente). Cuando se trabaja con máquinas e instalaciones de robots industriales, se hace hincapié en los modos de funcionamiento especiales, como la puesta en marcha, la configuración, la programación, las pruebas, las comprobaciones, la resolución de problemas o el mantenimiento. En estos modos de funcionamiento, las personas suelen estar en una zona de peligro. El concepto de seguridad debe proteger al personal de eventos negativos en este tipo de situaciones.
Requisitos internacionales de seguridad
La Directiva de Maquinaria de la CEE de 1989 (89/392/CEE) (consulte el artículo “Principios de seguridad para máquinas herramienta CNC” en este capítulo y en otras partes de este Enciclopedia)) establece los principales requisitos de seguridad y salud de las máquinas. Se considera que una máquina es la suma total de partes o dispositivos interrelacionados, de los cuales al menos una parte o dispositivo puede moverse y, en consecuencia, tiene una función. En lo que respecta a los robots industriales, debe tenerse en cuenta que todo el sistema, no solo un único equipo en la máquina, debe cumplir con los requisitos de seguridad y estar equipado con los dispositivos de seguridad adecuados. El análisis de peligros y la evaluación de riesgos son métodos adecuados para determinar si se han cumplido estos requisitos (véase la figura 2).
Figura 2. Diagrama de bloques para un sistema de seguridad del personal

Requisitos y medidas de seguridad en funcionamiento normal
El uso de la tecnología robótica impone exigencias máximas en el análisis de peligros, la evaluación de riesgos y los conceptos de seguridad. Por esta razón, los siguientes ejemplos y sugerencias pueden servir solo como pautas:
1. Dado el objetivo de seguridad de que debe evitarse el acceso manual o físico a áreas peligrosas que involucren movimientos automáticos, las soluciones sugeridas incluyen las siguientes:
- Impedir el acceso manual o físico a las zonas de peligro mediante barreras mecánicas.
- Utilice dispositivos de seguridad del tipo que responda cuando se le acerque (barreras de luz, tapetes de seguridad), y tenga cuidado de apagar la maquinaria de manera segura cuando se acceda a ella o se ingrese a ella.
- Permita el acceso manual o físico solo cuando todo el sistema esté en un estado seguro. Esto se puede lograr, por ejemplo, mediante el uso de dispositivos de enclavamiento con mecanismos de cierre en las puertas de acceso.
2. Dado el objetivo de seguridad de que ninguna persona resulte lesionada como resultado de la liberación de energía (piezas voladoras o haces de energía), las soluciones sugeridas incluyen:
- El diseño debe evitar cualquier liberación de energía (por ejemplo, conexiones dimensionadas correspondientemente, dispositivos de enclavamiento pasivos de pinzas para mecanismos de cambio de pinzas, etc.).
- Impida la liberación de energía de la zona de peligro, por ejemplo, mediante una cubierta de seguridad de dimensiones correspondientes.
3. Las interfaces entre el funcionamiento normal y el funcionamiento especial (p. ej., dispositivos de enclavamiento de puertas, barreras de luz, tapetes de seguridad) son necesarias para permitir que el sistema de control de seguridad reconozca automáticamente la presencia de personal.
Exigencias y Medidas de Seguridad en Modos Especiales de Operación
Ciertos modos de operación especiales (por ejemplo, configuración, programación) en un robot industrial requieren movimientos que deben evaluarse directamente en el sitio de operación. El objetivo de seguridad relevante es que ningún movimiento pueda poner en peligro a las personas involucradas. Los movimientos deben ser
- solo del estilo y velocidad programados
- prolongado solo el tiempo que se le indique
- las que sólo podrán realizarse si se puede garantizar que ninguna parte del cuerpo humano se encuentra en la zona de peligro.
Una solución sugerida para este objetivo podría involucrar el uso de sistemas especiales de control operativo que permitan solo movimientos controlables y manejables usando controles reconocibles. De este modo, la velocidad de los movimientos se reduce de manera segura (reducción de energía mediante la conexión de un transformador de aislamiento o el uso de un equipo de monitoreo de estado a prueba de fallas) y se reconoce la condición segura antes de permitir que se active el control (consulte la figura 3).
Figura 3. Robot industrial de seis ejes en una jaula de seguridad con puertas de material

Exigencias de los sistemas de control de seguridad
Una de las características de un sistema de control de seguridad debe ser que la función de seguridad requerida esté garantizada para funcionar siempre que surja cualquier falla. Las máquinas robóticas industriales deben ser dirigidas casi instantáneamente de un estado peligroso a un estado seguro. Las medidas de control de seguridad necesarias para lograr esto incluyen los siguientes objetivos de seguridad:
- Una falla en el sistema de control de seguridad no puede desencadenar un estado peligroso.
- Se debe identificar una falla en el sistema de control de seguridad (inmediatamente o a intervalos).
Las soluciones sugeridas para proporcionar sistemas de control de seguridad confiables serían:
- Disposición redundante y diversa de los sistemas de control electromecánicos, incluidos los circuitos de prueba.
- configuración redundante y diversa de sistemas de control por microprocesador desarrollados por diferentes equipos. Este enfoque moderno se considera de vanguardia; por ejemplo, los completos con barreras de luz de seguridad.
Objetivos de Seguridad para la Construcción y Uso de Robots Industriales.
Cuando se construyen y utilizan robots industriales, tanto los fabricantes como los usuarios deben instalar controles de seguridad de última generación. Aparte del aspecto de la responsabilidad legal, también puede haber una obligación moral de garantizar que la tecnología robótica sea también una tecnología segura.
Modo de funcionamiento normal
Se deben proporcionar las siguientes condiciones de seguridad cuando las máquinas robóticas funcionan en el modo normal:
- El campo de movimiento del robot y las áreas de procesamiento utilizadas por los equipos periféricos deben protegerse de manera que se impida el acceso manual o físico de personas a las áreas peligrosas como resultado de los movimientos automáticos.
- Se debe proporcionar protección para que las piezas de trabajo o las herramientas que vuelan no puedan causar daños.
- Ninguna persona debe resultar lesionada por piezas, herramientas o piezas de trabajo expulsadas por el robot o por la liberación de energía, debido a pinzas defectuosas, corte de energía de las pinzas, velocidad inadmisible, colisión(es) o piezas de trabajo defectuosas.
- Ninguna persona puede resultar lesionada por la liberación de energía o por piezas expulsadas por equipos periféricos.
- Las aberturas de alimentación y extracción deben estar diseñadas para evitar el acceso manual o físico a áreas que son peligrosas como resultado de movimientos automáticos. Esta condición también debe cumplirse cuando se retira el material de producción. Si el material de producción se alimenta al robot automáticamente, no se pueden crear áreas peligrosas por las aberturas de alimentación y extracción y el material de producción en movimiento.
Modos de operación especiales
Se deben proporcionar las siguientes condiciones de seguridad cuando las máquinas robóticas funcionan en modos especiales:
Durante la subsanación de una avería en el proceso de producción debe evitarse lo siguiente:
- acceso manual o físico a áreas que son peligrosas debido a los movimientos automáticos del robot o del equipo periférico
- peligros que se derivan de un comportamiento defectuoso por parte del sistema o de una entrada de comando inadmisible si hay personas o partes del cuerpo en el área expuesta a movimientos peligrosos
- movimientos o condiciones peligrosas iniciadas por el movimiento o eliminación de material de producción o productos de desecho
- lesiones causadas por equipos periféricos
- movimientos que deban realizarse con la(s) protección(es) de seguridad retiradas para el funcionamiento normal, que se realizarán únicamente dentro del alcance y la velocidad operativos, y únicamente durante el tiempo indicado. Además, ninguna persona o partes del cuerpo pueden estar presentes en el área de riesgo.
Se deben garantizar las siguientes condiciones de seguridad durante la instalación:
No se pueden iniciar movimientos peligrosos como resultado de un comando defectuoso o entrada de comando incorrecta.
- La sustitución de la máquina robótica o de las piezas periféricas no debe iniciar ningún movimiento o condición peligrosa.
- Si los movimientos se deben realizar con la(s) protección(es) de seguridad para el funcionamiento normal retiradas al realizar las operaciones de preparación, dichos movimientos se pueden realizar solo dentro del alcance y la velocidad indicados y solo durante el tiempo que se indique. Además, ninguna persona o partes del cuerpo pueden estar presentes en el área de riesgo.
- Durante las operaciones de configuración, el equipo periférico no debe realizar ningún movimiento peligroso ni iniciar condiciones peligrosas.
Durante la programación, se aplican las siguientes condiciones de seguridad:
- Debe evitarse el acceso manual o físico a las zonas peligrosas debido a los movimientos automáticos.
- Si los movimientos se realizan con la(s) protección(es) de seguridad para el funcionamiento normal retiradas, deben cumplirse las siguientes condiciones:
- (a) Solo se puede ejecutar la orden de movimiento, y solo durante el tiempo que se emita.
- (b) Sólo se pueden realizar movimientos controlables (es decir, deben ser movimientos claramente visibles y de baja velocidad).
- (c) Los movimientos pueden iniciarse solo si no constituyen un peligro para el programador u otras personas.
- Los equipos periféricos no deben representar un peligro para el programador u otras personas.
Las operaciones de prueba seguras requieren las siguientes precauciones:
Impedir el acceso manual o físico a zonas peligrosas por movimientos automáticos.
- Los equipos periféricos no deben ser una fuente de peligro.
Al inspeccionar máquinas robóticas, los procedimientos seguros incluyen lo siguiente:
- Si es necesario entrar en el campo de movimiento del robot con fines de inspección, esto solo está permitido si el sistema se encuentra en un estado seguro.
- Deben evitarse los peligros causados por un comportamiento defectuoso por parte del sistema o por una entrada de comando inadmisible.
- Los equipos periféricos no deben ser una fuente de peligro para el personal de inspección.
La solución de problemas a menudo requiere poner en marcha la máquina robot mientras se encuentra en una condición potencialmente peligrosa, y se deben implementar procedimientos especiales de trabajo seguro como los siguientes:
- Debe impedirse el acceso a zonas peligrosas por movimientos automáticos.
- Debe evitarse la puesta en marcha de una unidad de accionamiento como resultado de un comando defectuoso o una entrada de comando falsa.
- Al manipular una pieza defectuosa, se deben evitar todos los movimientos por parte del robot.
- Deben evitarse lesiones causadas por piezas de la máquina que salgan despedidas o se caigan.
- Si, durante la resolución de problemas, se deben realizar movimientos con la(s) protección(es) de seguridad quitadas para el funcionamiento normal, dichos movimientos solo se pueden realizar dentro del alcance y la velocidad establecidos y solo durante el tiempo indicado. Además, ninguna persona o partes del cuerpo pueden estar presentes en el área de riesgo.
- Deben evitarse las lesiones causadas por equipos periféricos.
La reparación de una falla y el trabajo de mantenimiento también pueden requerir la puesta en marcha mientras la máquina se encuentra en condiciones inseguras y, por lo tanto, requieren las siguientes precauciones:
- El robot no debe poder arrancar.
- El manejo de varias partes de la máquina, ya sea manualmente o con equipos auxiliares, debe ser posible sin riesgo de exposición a peligros.
- No debe ser posible tocar partes que estén “vivas”.
- Deben evitarse las lesiones causadas por el escape de medios líquidos o gaseosos.
- Deben evitarse las lesiones causadas por equipos periféricos.
Sistemas de control relacionados con la seguridad eléctrica, electrónica y electrónica programable
Este artículo analiza el diseño y la implementación de sistemas de control relacionados con la seguridad que se ocupan de todo tipo de sistemas eléctricos, electrónicos y electrónicos programables (incluidos los sistemas basados en computadora). El enfoque general está de acuerdo con la Norma 1508 de la Comisión Electrotécnica Internacional (IEC) propuesta (Seguridad funcional: relacionada con la seguridad
Todas las funciones a su disposición) (CEI 1993).
Antecedentes
Durante la década de 1980, los sistemas basados en computadora, denominados genéricamente sistemas electrónicos programables (PES), se usaban cada vez más para llevar a cabo funciones de seguridad. Las principales fuerzas impulsoras detrás de esta tendencia fueron (1) la funcionalidad mejorada y los beneficios económicos (particularmente considerando el ciclo de vida total del dispositivo o sistema) y (2) el beneficio particular de ciertos diseños, que solo podían realizarse cuando se usaba tecnología informática. . Durante la introducción temprana de los sistemas basados en computadora se hicieron una serie de hallazgos:
- La introducción del control por computadora fue mal pensada y planificada.
- Se especificaron requisitos de seguridad inadecuados.
- Se desarrollaron procedimientos inadecuados con respecto a la validación del software.
- Se reveló evidencia de mano de obra deficiente con respecto al estándar de instalación de la planta.
- Se generó documentación inadecuada y no se validó adecuadamente con respecto a lo que realmente había en la planta (a diferencia de lo que se pensaba que estaba en la planta).
- Se habían establecido procedimientos de operación y mantenimiento menos que completamente efectivos.
- Evidentemente, existía una preocupación justificada acerca de la competencia de las personas para desempeñar las funciones que se les exigían.
Para resolver estos problemas, varios organismos publicaron o comenzaron a desarrollar pautas para permitir la explotación segura de la tecnología PSA. En el Reino Unido, el Ejecutivo de Salud y Seguridad (HSE) desarrolló pautas para sistemas electrónicos programables utilizados para aplicaciones relacionadas con la seguridad, y en Alemania se publicó un proyecto de norma (DIN 1990). Dentro de la Comunidad Europea, se inició un elemento importante en el trabajo sobre normas europeas armonizadas relacionadas con los sistemas de control relacionados con la seguridad (incluidos los que emplean PES) en relación con los requisitos de la Directiva de máquinas. En los Estados Unidos, la Sociedad de Instrumentos de América (ISA) ha producido un estándar sobre PES para su uso en las industrias de procesos, y el Centro para la Seguridad de Procesos Químicos (CCPS), una dirección del Instituto Americano de Ingenieros Químicos, ha elaborado directrices para el sector de procesos químicos.
Actualmente se está llevando a cabo una importante iniciativa de estándares dentro de IEC para desarrollar un estándar internacional de base genérica para sistemas relacionados con la seguridad eléctricos, electrónicos y electrónicos programables (E/E/PES) que podría ser utilizado por muchos sectores de aplicaciones, incluido el proceso, sector médico, transporte y maquinaria. La norma internacional IEC propuesta consta de siete partes bajo el título general IEC 1508. Seguridad funcional de los sistemas eléctricos/electrónicos/electrónicos programables relacionados con la seguridad. Las distintas partes son las siguientes:
- Parte 1. Requisitos generales
- Parte 2. Requisitos para sistemas eléctricos, electrónicos y electrónicos programables.
- Parte 3. Requisitos de software
- Parte 4. Definiciones
- Parte 5. Ejemplos de métodos para la determinación de los niveles de integridad de la seguridad
- Parte 6. Directrices sobre la aplicación de las Partes 2 y 3
- Parte 7. Resumen de técnicas y medidas.
Cuando esté finalizada, esta norma internacional de base genérica constituirá una publicación de seguridad básica de IEC que cubrirá la seguridad funcional para sistemas eléctricos, electrónicos y electrónicos programables relacionados con la seguridad y tendrá implicaciones para todas las normas de IEC, cubriendo todos los sectores de aplicación con respecto al diseño y uso futuros de sistemas eléctricos/electrónicos/electrónicos programables relacionados con la seguridad. Un objetivo principal de la norma propuesta es facilitar el desarrollo de normas para los diversos sectores (ver figura 1).
Figura 1. Normas genéricas y sectoriales de aplicación

Beneficios y problemas del PSA
La adopción de PES con fines de seguridad tenía muchas ventajas potenciales, pero se reconoció que estas se lograrían solo si se usaban metodologías de diseño y evaluación apropiadas, porque: (1) muchas de las características de los PES no permiten la integridad de la seguridad (que es decir, el rendimiento de seguridad de los sistemas que llevan a cabo las funciones de seguridad requeridas) que debe predecirse con el mismo grado de confianza que tradicionalmente ha estado disponible para sistemas menos complejos basados en hardware ("cableados"); (2) se reconoció que, si bien las pruebas eran necesarias para sistemas complejos, no eran suficientes por sí solas. Esto significaba que incluso si el PES estaba implementando funciones de seguridad relativamente simples, el nivel de complejidad de la electrónica programable era significativamente mayor que el de los sistemas cableados que estaban reemplazando; y (3) este aumento en la complejidad significó que las metodologías de diseño y evaluación tuvieron que ser mucho más consideradas que antes, y que el nivel de competencia personal requerido para lograr niveles adecuados de desempeño de los sistemas relacionados con la seguridad fue posteriormente mayor.
Los beneficios de los PES basados en computadora incluyen lo siguiente:
- la capacidad de realizar verificaciones de prueba de diagnóstico en línea en componentes críticos a una frecuencia significativamente más alta de lo que sería el caso de otro modo
- el potencial para proporcionar enclavamientos de seguridad sofisticados
- la capacidad de proporcionar funciones de diagnóstico y monitoreo de condición que se pueden usar para analizar e informar sobre el rendimiento de la planta y la maquinaria en tiempo real
- la capacidad de comparar las condiciones reales de la planta con las condiciones del modelo "ideal"
- el potencial para proporcionar mejor información a los operadores y, por lo tanto, para mejorar la toma de decisiones que afectan la seguridad
- el uso de estrategias de control avanzadas para permitir que los operadores humanos se ubiquen de forma remota desde entornos peligrosos u hostiles
- la capacidad de diagnosticar el sistema de control desde una ubicación remota.
El uso de sistemas informáticos en aplicaciones relacionadas con la seguridad crea una serie de problemas que deben abordarse adecuadamente, como los siguientes:
- Los modos de falla son complejos y no siempre predecibles.
- La prueba de la computadora es necesaria pero no es suficiente en sí misma para establecer que las funciones de seguridad se realizarán con el grado de certeza requerido para la aplicación.
- Los microprocesadores pueden tener variaciones sutiles entre diferentes lotes y, por lo tanto, diferentes lotes pueden mostrar un comportamiento diferente.
- Los sistemas informáticos desprotegidos son especialmente susceptibles a las interferencias eléctricas (interferencias radiadas, “picos” eléctricos en la red eléctrica, descargas electrostáticas, etc.).
- Es difícil ya menudo imposible cuantificar la probabilidad de falla de los sistemas complejos relacionados con la seguridad que incorporan software. Debido a que ningún método de cuantificación ha sido ampliamente aceptado, la garantía del software se ha basado en procedimientos y estándares que describen los métodos que se utilizarán en el diseño, implementación y mantenimiento del software.
Sistemas de seguridad bajo consideración
Los tipos de sistemas relacionados con la seguridad que se están considerando son los sistemas eléctricos, electrónicos y electrónicos programables (E/E/PES). El sistema incluye todos los elementos, en particular las señales que se extienden desde los sensores o desde otros dispositivos de entrada en el equipo bajo control, y se transmiten a través de autopistas de datos u otras vías de comunicación a los actuadores u otros dispositivos de salida (consulte la figura 2).
Figura 2. Sistema eléctrico, electrónico y electrónico programable (E/E/PES)

El término dispositivo eléctrico, electrónico y electrónico programable se ha utilizado para abarcar una amplia variedad de dispositivos y cubre las siguientes tres clases principales:
- dispositivos eléctricos tales como relés electromecánicos
- dispositivos electrónicos tales como instrumentos electrónicos de estado sólido y sistemas lógicos
- dispositivos electrónicos programables, que incluye una amplia variedad de sistemas informáticos como los siguientes:
- microprocesadores
- microcontroladores
- controladores programables (PC)
- circuitos integrados específicos de la aplicación (ASIC)
- controladores lógicos programables (PLC)
- otros dispositivos informáticos (por ejemplo, sensores, transmisores y actuadores “inteligentes”).
Por definición, un sistema relacionado con la seguridad tiene dos propósitos:
- Implementa las funciones de seguridad necesarias para lograr un estado seguro para el equipo bajo control o mantiene un estado seguro para el equipo bajo control. El sistema relacionado con la seguridad debe realizar aquellas funciones de seguridad que se especifican en la especificación de requisitos de funciones de seguridad para el sistema. Por ejemplo, la especificación de los requisitos de las funciones de seguridad puede establecer que cuando la temperatura alcanza un cierto valor x, válvula y se abrirá para permitir que el agua entre en el recipiente.
- Logra, por sí solo o con otros sistemas relacionados con la seguridad, el nivel necesario de integridad de seguridad para la implementación de las funciones de seguridad requeridas. Las funciones de seguridad deben ser realizadas por los sistemas relacionados con la seguridad con el grado de confianza adecuado a la aplicación para lograr el nivel de seguridad requerido para el equipo bajo control.
Este concepto se ilustra en la figura 3.
Figura 3. Características clave de los sistemas relacionados con la seguridad
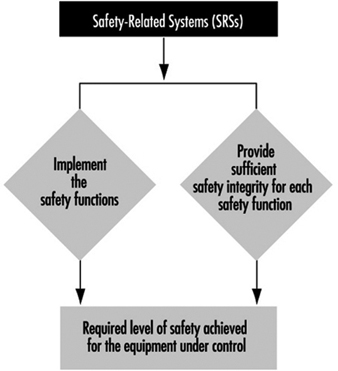
Fallos del sistema
Para garantizar el funcionamiento seguro de los sistemas relacionados con la seguridad de E/E/PES, es necesario reconocer las diversas causas posibles de falla del sistema relacionado con la seguridad y garantizar que se toman las precauciones adecuadas contra cada una. Las fallas se clasifican en dos categorías, como se ilustra en la figura 4.
Figura 4. Categorías de falla

- Las fallas de hardware aleatorias son aquellas fallas que resultan de una variedad de mecanismos de degradación normales en el hardware. Hay muchos mecanismos de este tipo que ocurren a diferentes velocidades en diferentes componentes, y dado que las tolerancias de fabricación hacen que los componentes fallen debido a estos mecanismos después de diferentes tiempos de operación, las fallas de un elemento total del equipo que comprende muchos componentes ocurren en momentos impredecibles (aleatorios). Las medidas de confiabilidad del sistema, como el tiempo medio entre fallas (MTBF), son valiosas, pero generalmente solo se refieren a fallas de hardware aleatorias y no incluyen fallas sistemáticas.
- Las fallas sistemáticas surgen de errores en el diseño, construcción o uso de un sistema que hacen que falle bajo alguna combinación particular de entradas o bajo alguna condición ambiental particular. Si ocurre una falla del sistema cuando surge un conjunto particular de circunstancias, siempre que surjan esas circunstancias en el futuro, siempre habrá una falla del sistema. Cualquier falla de un sistema relacionado con la seguridad que no surja de una falla aleatoria del hardware es, por definición, una falla sistemática. Las fallas sistemáticas, en el contexto de los sistemas relacionados con la seguridad E/E/PES, incluyen:
- fallas sistemáticas debido a errores u omisiones en la especificación de requisitos de las funciones de seguridad
- fallas sistemáticas debido a errores en el diseño, fabricación, instalación u operación del hardware. Estos incluirían fallas que surjan de causas ambientales y errores humanos (por ejemplo, del operador).
- fallas sistemáticas debido a fallas en el software
- fallas sistemáticas debido a errores de mantenimiento y modificación.
Protección de sistemas relacionados con la seguridad
Los términos que se utilizan para indicar las medidas de precaución requeridas por un sistema relacionado con la seguridad para proteger contra fallas aleatorias de hardware y fallas sistemáticas son medidas de integridad de seguridad del hardware y medidas sistemáticas de integridad de la seguridad respectivamente. Las medidas de precaución que un sistema relacionado con la seguridad puede aplicar contra fallas aleatorias de hardware y fallas sistemáticas se denominan integridad de seguridad. Estos conceptos se ilustran en la figura 5.
Figura 5. Términos de desempeño de seguridad

Dentro de la norma internacional propuesta IEC 1508 hay cuatro niveles de integridad de seguridad, denominados Niveles de integridad de seguridad 1, 2, 3 y 4. El Nivel de integridad de seguridad 1 es el nivel de integridad de seguridad más bajo y el Nivel de integridad de seguridad 4 es el más alto. El Nivel de integridad de la seguridad (ya sea 1, 2, 3 o 4) para el sistema relacionado con la seguridad dependerá de la importancia del papel que desempeña el sistema relacionado con la seguridad para lograr el nivel de seguridad requerido para el equipo bajo control. Pueden ser necesarios varios sistemas relacionados con la seguridad, algunos de los cuales pueden estar basados en tecnología neumática o hidráulica.
Diseño de Sistemas Relacionados con la Seguridad
Un análisis reciente de 34 incidentes relacionados con los sistemas de control (HSE) encontró que el 60 % de todos los casos de falla habían sido "incorporados" antes de que se pusiera en uso el sistema de control relacionado con la seguridad (figura 7). Es necesario tener en cuenta todas las fases del ciclo de vida de la seguridad si se van a producir sistemas adecuados relacionados con la seguridad.
Figura 7. Causa principal (por fase) de falla del sistema de control

La seguridad funcional de los sistemas relacionados con la seguridad depende no solo de garantizar que los requisitos técnicos se especifiquen correctamente, sino también de garantizar que los requisitos técnicos se implementen de manera efectiva y que la integridad del diseño inicial se mantenga durante toda la vida útil del equipo. Esto se puede lograr solo si se cuenta con un sistema de gestión de la seguridad eficaz y si las personas involucradas en cualquier actividad son competentes con respecto a las funciones que tienen que realizar. En particular, cuando se trata de sistemas complejos relacionados con la seguridad, es esencial contar con un sistema de gestión de la seguridad adecuado. Esto lleva a una estrategia que asegura lo siguiente:
- Se cuenta con un sistema efectivo de gestión de la seguridad.
- Los requisitos técnicos que se especifican para los sistemas relacionados con la seguridad E/E/PES son suficientes para hacer frente tanto al hardware aleatorio como a las causas de fallas sistemáticas.
- La competencia de las personas involucradas es adecuada para las funciones que deben desempeñar.
Para abordar todos los requisitos técnicos relevantes de la seguridad funcional de manera sistemática, se ha desarrollado el concepto del ciclo de vida de la seguridad. En la figura 1508 se muestra una versión simplificada del ciclo de vida de seguridad en la norma internacional emergente IEC 8. Las fases clave del ciclo de vida de seguridad son:
Figura 8. Papel del ciclo de vida de la seguridad en el logro de la seguridad funcional

- especificación
- diseño e implementación
- instalación y puesta en marcha
- operación y mantenimiento
- cambios después de la puesta en marcha.
Nivel de seguridad
La estrategia de diseño para el logro de niveles adecuados de integridad de la seguridad para los sistemas relacionados con la seguridad se ilustra en la figura 9 y la figura 10. Un nivel de integridad de la seguridad se basa en el papel que desempeña el sistema relacionado con la seguridad en el logro del nivel general. de seguridad para el equipo bajo control. El nivel de integridad de seguridad especifica las precauciones que deben tenerse en cuenta en el diseño contra fallas aleatorias de hardware y sistemáticas.
Figura 9. Rol de los niveles de integridad de la seguridad en el proceso de diseño

Figura 10. Papel del ciclo de vida de la seguridad en el proceso de especificación y diseño

El concepto de seguridad y nivel de seguridad se aplica al equipo bajo control. El concepto de seguridad funcional se aplica a los sistemas relacionados con la seguridad. Debe lograrse la seguridad funcional de los sistemas relacionados con la seguridad si se quiere lograr un nivel adecuado de seguridad para el equipo que genera el peligro. El nivel de seguridad especificado para una situación específica es un factor clave en la especificación de requisitos de integridad de seguridad para los sistemas relacionados con la seguridad.
El nivel de seguridad requerido dependerá de muchos factores, por ejemplo, la gravedad de la lesión, la cantidad de personas expuestas al peligro, la frecuencia con la que las personas están expuestas al peligro y la duración de la exposición. Los factores importantes serán la percepción y las opiniones de las personas expuestas al evento peligroso. Para llegar a lo que constituye un nivel apropiado de seguridad para una aplicación específica, se consideran una serie de entradas, que incluyen lo siguiente:
- requisitos legales relevantes para la aplicación específica
- directrices de la autoridad reguladora de seguridad correspondiente
- discusiones y acuerdos con las diferentes partes involucradas en la aplicación
- estándares de la industria
- normas nacionales e internacionales
- el mejor asesoramiento industrial, experto y científico independiente.
Resumen
Al diseñar y utilizar sistemas relacionados con la seguridad, debe recordarse que es el equipo bajo control el que crea el peligro potencial. Los sistemas relacionados con la seguridad están diseñados para reducir la frecuencia (o probabilidad) del evento peligroso y/o las consecuencias del evento peligroso. Una vez que se ha establecido el nivel de seguridad para el equipo, se puede determinar el nivel de integridad de seguridad para el sistema relacionado con la seguridad, y es el nivel de integridad de seguridad lo que le permite al diseñador especificar las precauciones que deben incorporarse en el diseño para implementarse contra fallas aleatorias de hardware y sistemáticas.
Requisitos técnicos para sistemas relacionados con la seguridad basados en dispositivos eléctricos, electrónicos y electrónicos programables
La maquinaria, las plantas de proceso y otros equipos pueden, si funcionan mal, presentar riesgos de eventos peligrosos como incendios, explosiones, sobredosis de radiación y piezas móviles. Una de las formas en que tales plantas, equipos y maquinaria pueden funcionar mal es por fallas de los dispositivos electromecánicos, electrónicos y electrónicos programables (E/E/PE) utilizados en el diseño de sus sistemas de control o seguridad. Estas fallas pueden surgir de fallas físicas en el dispositivo (p. ej., del desgaste que ocurre aleatoriamente en el tiempo (fallas aleatorias de hardware)); o de fallas sistemáticas (p. ej., errores cometidos en la especificación y el diseño de un sistema que hacen que falle debido a (1) alguna combinación particular de entradas, (2) alguna condición ambiental, (3) entradas incorrectas o incompletas de los sensores, ( 4) ingreso de datos incompletos o erróneos por parte de los operadores, y (5) fallas sistemáticas potenciales debido a un diseño deficiente de la interfaz).
Fallas de los sistemas relacionados con la seguridad
Este artículo cubre la seguridad funcional de los sistemas de control relacionados con la seguridad y considera los requisitos técnicos de hardware y software necesarios para lograr la integridad de seguridad requerida. El enfoque general está de acuerdo con la norma propuesta de la Comisión Electrotécnica Internacional IEC 1508, Partes 2 y 3 (IEC 1993). El objetivo general del proyecto de norma internacional IEC 1508, Seguridad funcional: sistemas relacionados con la seguridad, es garantizar que la planta y el equipo se puedan automatizar de forma segura. Un objetivo clave en el desarrollo de la norma internacional propuesta es prevenir o minimizar la frecuencia de:
- fallas de los sistemas de control que desencadenan otros eventos que a su vez podrían conducir a un peligro (por ejemplo, falla el sistema de control, se pierde el control, el proceso se descontrola y provoca un incendio, liberación de materiales tóxicos, etc.)
- fallas en los sistemas de alarma y monitoreo para que los operadores no reciban información en una forma que pueda ser rápidamente identificada y entendida para llevar a cabo las acciones de emergencia necesarias
- fallas no detectadas en los sistemas de protección, haciéndolos no disponibles cuando se necesitan para una acción de seguridad (por ejemplo, una tarjeta de entrada fallida en un sistema de parada de emergencia).
El artículo “Sistemas relacionados con la seguridad eléctricos, electrónicos y electrónicos programables” establece el enfoque general de gestión de seguridad incorporado en la Parte 1 de IEC 1508 para garantizar la seguridad de los sistemas de control y protección que son importantes para la seguridad. Este artículo describe el diseño de ingeniería conceptual general que se necesita para reducir el riesgo de un accidente a un nivel aceptable, incluida la función de cualquier sistema de control o protección basado en tecnología E/E/PE.
En la figura 1, el riesgo del equipo, planta de proceso o máquina (generalmente denominado equipo bajo control (EUC) sin dispositivos de protección) está marcado en un extremo de la escala de riesgo de EUC, y el nivel objetivo de riesgo que se necesita para alcanzar el nivel de seguridad requerido está en el otro extremo. En el medio se muestra la combinación de sistemas relacionados con la seguridad e instalaciones externas de reducción de riesgos necesarios para compensar la reducción de riesgos requerida. Estos pueden ser de varios tipos: mecánicos (p. ej., válvulas de alivio de presión), hidráulicos, neumáticos, físicos, así como sistemas E/E/PE. La Figura 2 enfatiza el papel de cada capa de seguridad en la protección del EUC a medida que avanza el accidente.
Figura 1. Reducción de riesgos: Conceptos generales
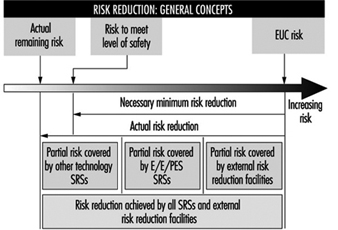
Figura 2. Modelo general: Capas de protección
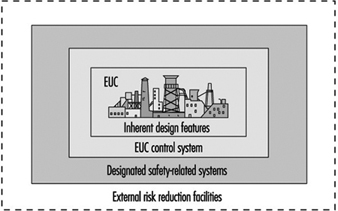
Siempre que se haya realizado un análisis de peligros y riesgos en el EUC como se requiere en la Parte 1 de IEC 1508, se ha establecido el diseño conceptual general para la seguridad y, por lo tanto, las funciones requeridas y el nivel de integridad de seguridad (SIL) objetivo para cualquier E/E/ Se ha definido un sistema de control o protección de PE. El objetivo del nivel de integridad de la seguridad se define con respecto a una medida de falla objetivo (consulte la tabla 1).
Tabla 1. Niveles de integridad de seguridad para sistemas de protección: medidas de falla objetivo
Nivel de Integridad Seguro Modo de operación bajo demanda (Probabilidad de falla en realizar su función de diseño bajo demanda)
4 10-5 ≤ × 10-4
3 10-4 ≤ × 10-3
2 10-3 ≤ × 10-2
1 10-2 ≤ × 10-1
Sistemas de proteccion
Este documento describe los requisitos técnicos que el diseñador de un sistema relacionado con la seguridad E/E/PE debe tener en cuenta para satisfacer el objetivo de nivel de integridad de seguridad requerido. El enfoque está en un sistema de protección típico que utiliza electrónica programable para permitir una discusión más profunda de los problemas clave con poca pérdida de generalidad. En la figura 3 se muestra un sistema de protección típico, que representa un sistema de seguridad de un solo canal con un apagado secundario activado a través de un dispositivo de diagnóstico. En funcionamiento normal, la condición insegura del EUC (p. ej., exceso de velocidad en una máquina, alta temperatura en una planta química) será detectada por el sensor y transmitida a la electrónica programable, que ordenará a los actuadores (a través de los relés de salida) que pongan el sistema a un estado seguro (p. ej., quitando energía al motor eléctrico de la máquina, abriendo una válvula para aliviar la presión).
Figura 3. Sistema de protección típico
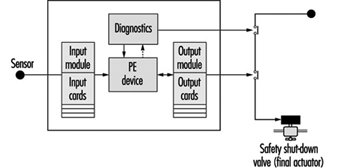
Pero, ¿y si hay fallas en los componentes del sistema de protección? Esta es la función del apagado secundario, que se activa mediante la función de diagnóstico (autoverificación) de este diseño. Sin embargo, el sistema no es completamente a prueba de fallas, ya que el diseño solo tiene una cierta probabilidad de estar disponible cuando se le solicita que realice su función de seguridad (tiene una cierta probabilidad de falla a pedido o un cierto Nivel de Integridad de Seguridad). Por ejemplo, el diseño anterior podría detectar y tolerar ciertos tipos de fallas en la tarjeta de salida, pero no podría soportar una falla en la tarjeta de entrada. Por lo tanto, su integridad de seguridad será mucho menor que la de un diseño con una tarjeta de entrada de mayor confiabilidad, diagnóstico mejorado o alguna combinación de estos.
Existen otras causas posibles de fallas en las tarjetas, incluidas fallas físicas “tradicionales” en el hardware, fallas sistemáticas que incluyen errores en la especificación de requisitos, fallas de implementación en el software y protección inadecuada contra las condiciones ambientales (p. ej., humedad). Es posible que los diagnósticos en este diseño de un solo canal no cubran todos estos tipos de fallas y, por lo tanto, esto limitará el nivel de integridad de seguridad logrado en la práctica. (La cobertura es una medida del porcentaje de fallas que un diseño puede detectar y manejar de manera segura).
Requerimientos Técnicos
Las partes 2 y 3 del borrador de IEC 1508 proporcionan un marco para identificar las diversas causas potenciales de falla en el hardware y el software y para seleccionar características de diseño que superen esas posibles causas de falla apropiadas para el nivel de integridad de seguridad requerido del sistema relacionado con la seguridad. Por ejemplo, el enfoque técnico general para el sistema de protección en la figura 3 se muestra en la figura 4. La figura indica las dos estrategias básicas para superar fallas y fallas: (1) prevención de fallas, donde se tiene cuidado para evitar que se creen fallas; y 2) Tolerancia a fallos, donde el diseño se crea específicamente para tolerar fallas específicas. El sistema de un solo canal mencionado anteriormente es un ejemplo de un diseño tolerante a fallas (limitado) donde se utilizan diagnósticos para detectar ciertas fallas y poner el sistema en un estado seguro antes de que ocurra una falla peligrosa.
Figura 4. Especificación de diseño: solución de diseño
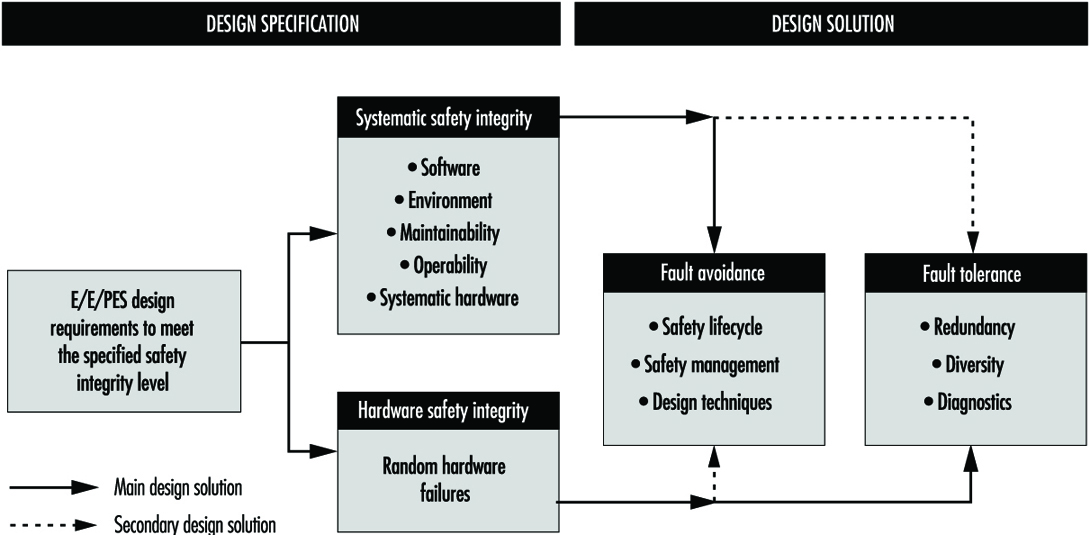
Prevención de fallas
La prevención de fallas intenta evitar que se introduzcan fallas en un sistema. El enfoque principal es utilizar un método sistemático de gestión del proyecto para que la seguridad se trate como una cualidad definible y manejable de un sistema, durante el diseño y, posteriormente, durante la operación y el mantenimiento. El enfoque, que es similar a la garantía de calidad, se basa en el concepto de retroalimentación e implica: (1) planificar (definir los objetivos de seguridad, identificar las formas y los medios para lograr los objetivos); (2) medición logro contra el plan durante la implementación y (3) aplicando realimentación para corregir cualquier desviación. Las revisiones de diseño son un buen ejemplo de una técnica para evitar fallas. En IEC 1508, este enfoque de "calidad" para evitar fallas se ve facilitado por los requisitos para usar un ciclo de vida de seguridad y emplear procedimientos de gestión de seguridad tanto para hardware como para software. Para estos últimos, estos a menudo se manifiestan como procedimientos de aseguramiento de la calidad del software como los descritos en la norma ISO 9000-3 (1990).
Además, las Partes 2 y 3 de IEC 1508 (sobre hardware y software, respectivamente) califican ciertas técnicas o medidas que se consideran útiles para evitar fallas durante las diversas fases del ciclo de vida de seguridad. La Tabla 2 da un ejemplo de la Parte 3 para la fase de diseño y desarrollo del software. El diseñador usaría la tabla para ayudar en la selección de técnicas para evitar fallas, según el nivel de integridad de seguridad requerido. Con cada técnica o medida en las tablas, hay una recomendación para cada nivel de integridad de seguridad, del 1 al 4. El rango de recomendaciones cubre Altamente recomendado (HR), Recomendado (R), Neutral, ni a favor ni en contra (—) y No recomendado (NR).
Tabla 2. Diseño y desarrollo de software
|
Técnica/medida |
SIL 1 |
SIL 2 |
SIL 3 |
SIL 4 |
|
1. Métodos formales que incluyen, por ejemplo, CCS, CSP, HOL, LOTOS |
- |
R |
R |
HR |
|
2. Métodos semiformales |
HR |
HR |
HR |
HR |
|
3. Estructurado. Metodología que incluye, por ejemplo, JSD, MASCOT, SADT, SSADM y YOURDON |
HR |
HR |
HR |
HR |
|
4. Enfoque modular |
HR |
HR |
HR |
HR |
|
5. Estándares de diseño y codificación |
R |
HR |
HR |
HR |
HR = muy recomendable; R = recomendado; NR = no recomendado;— = neutral: la técnica/medida no está ni a favor ni en contra del SIL.
Nota: se seleccionará una técnica/medida numerada de acuerdo con el nivel de integridad de la seguridad.
Tolerancia a fallos
IEC 1508 requiere niveles crecientes de tolerancia a fallas a medida que aumenta el objetivo de integridad de seguridad. El estándar reconoce, sin embargo, que la tolerancia a fallas es más importante cuando los sistemas (y los componentes que componen esos sistemas) son complejos (designados como Tipo B en IEC 1508). Para sistemas menos complejos, “bien probados”, el grado de tolerancia a fallas puede relajarse.
Tolerancia contra fallas de hardware aleatorias
La Tabla 3 muestra los requisitos para la tolerancia a fallas contra fallas de hardware aleatorias en componentes de hardware complejos (por ejemplo, microprocesadores) cuando se usa en un sistema de protección como el que se muestra en la figura 3. El diseñador puede necesitar considerar una combinación apropiada de diagnóstico, tolerancia a fallas y verificaciones de prueba manuales para superar esta clase de falla, dependiendo del Nivel de Integridad de Seguridad requerido.
Tabla 3. Nivel de integridad de seguridad: requisitos de falla para componentes de tipo B1
1 Las fallas no detectadas relacionadas con la seguridad se detectarán mediante la verificación de prueba.
2 Para los componentes sin cobertura de diagnóstico medio en línea, el sistema deberá poder realizar la función de seguridad en presencia de una sola falla. Los fallos no detectados relacionados con la seguridad se detectarán mediante la verificación de pruebas.
3 Para componentes con alta cobertura de diagnóstico en línea, el sistema debe poder realizar la función de seguridad en presencia de una sola falla. Para componentes sin alta cobertura de diagnóstico en línea, el sistema deberá poder realizar la función de seguridad en presencia de dos fallas. Los fallos no detectados relacionados con la seguridad se detectarán mediante la verificación de pruebas.
4 Los componentes deberán poder realizar la función de seguridad en presencia de dos fallas. Las fallas se detectarán con alta cobertura de diagnóstico en línea. Los fallos no detectados relacionados con la seguridad se detectarán mediante la verificación de pruebas. El análisis cuantitativo del hardware se basará en suposiciones del peor de los casos.
1Componentes cuyos modos de falla no están bien definidos o no se pueden probar, o para los cuales existen datos deficientes sobre fallas de la experiencia de campo (por ejemplo, componentes electrónicos programables).
IEC 1508 ayuda al diseñador al proporcionar tablas de especificaciones de diseño (consulte la tabla 4) con parámetros de diseño indexados contra el nivel de integridad de seguridad para una serie de arquitecturas de sistemas de protección de uso común.
Tabla 4. Requisitos para el Nivel de Integridad de Seguridad 2 - Arquitecturas de sistemas electrónicos programables para sistemas de protección
|
Configuración del sistema PE |
Cobertura de diagnóstico por canal |
Intervalo de prueba de prueba fuera de línea (TI) |
Tiempo medio para viaje espurio |
|
PE simple, E/S simple, ext. WD |
Alta |
6 meses |
1.6 años |
|
Doble PE, E/S única |
Alta |
6 meses |
10 años |
|
PE doble, E/S doble, 2oo2 |
Alta |
3 meses |
1,281 años |
|
PE doble, E/S doble, 1oo2 |
Ninguna |
2 meses |
1.4 años |
|
PE doble, E/S doble, 1oo2 |
Baja |
5 meses |
1.0 años |
|
PE doble, E/S doble, 1oo2 |
Medio |
18 meses |
0.8 años |
|
PE doble, E/S doble, 1oo2 |
Alta |
36 meses |
0.8 años |
|
PE doble, E/S doble, 1oo2D |
Ninguna |
2 meses |
1.9 años |
|
PE doble, E/S doble, 1oo2D |
Baja |
4 meses |
4.7 años |
|
PE doble, E/S doble, 1oo2D |
Medio |
18 meses |
18 años |
|
PE doble, E/S doble, 1oo2D |
Alta |
48 + meses |
168 años |
|
PE triple, E/S triple, IPC, 2oo3 |
Ninguna |
1 meses |
20 años |
|
PE triple, E/S triple, IPC, 2oo3 |
Baja |
3 meses |
25 años |
|
PE triple, E/S triple, IPC, 2oo3 |
Medio |
12 meses |
30 años |
|
PE triple, E/S triple, IPC, 2oo3 |
Alta |
48 + meses |
168 años |
La primera columna de la tabla representa arquitecturas con diversos grados de tolerancia a fallas. En general, las arquitecturas ubicadas cerca de la parte inferior de la tabla tienen un mayor grado de tolerancia a fallas que las que se encuentran cerca de la parte superior. Un sistema 1oo2 (uno de dos) es capaz de soportar cualquier falla, al igual que 2oo3.
La segunda columna describe el porcentaje de cobertura de cualquier diagnóstico interno. Cuanto más alto sea el nivel de los diagnósticos, más fallas se detectarán. En un sistema de protección, esto es importante porque, siempre que el componente defectuoso (por ejemplo, una tarjeta de entrada) se repare en un tiempo razonable (a menudo 8 horas), hay poca pérdida en la seguridad funcional. (Nota: este no sería el caso de un sistema de control continuo, ya que es probable que cualquier falla provoque una condición insegura inmediata y la posibilidad de un incidente).
La tercera columna muestra el intervalo entre pruebas de calidad. Son pruebas especiales que se requieren realizar para ejercitar a fondo el sistema de protección para asegurar que no haya fallas latentes. Por lo general, estos son realizados por el proveedor del equipo durante los períodos de parada de la planta.
La cuarta columna muestra la tasa de disparos espurios. Un disparo espurio es aquel que hace que la planta o el equipo se apaguen cuando no hay desviación del proceso. El precio de la seguridad suele ser una mayor tasa de disparos falsos. Un sistema de protección redundante simple, 1oo2, tiene, con todos los demás factores de diseño sin cambios, un nivel de integridad de seguridad más alto pero también una tasa de disparo espurio más alta que un sistema de un solo canal (1oo1).
Si no se utiliza una de las arquitecturas de la tabla o si el diseñador desea realizar un análisis más fundamental, la norma IEC 1508 permite esta alternativa. Las técnicas de ingeniería de confiabilidad, como el modelado de Markov, se pueden usar para calcular el elemento de hardware del nivel de integridad de seguridad (Johnson 1989; Goble 1992).
Tolerancia frente a fallos sistemáticos y de causa común
Esta clase de falla es muy importante en los sistemas de seguridad y es el factor limitante en el logro de la integridad de la seguridad. En un sistema redundante, se duplica un componente o subsistema, o incluso todo el sistema, para lograr una alta confiabilidad a partir de partes de menor confiabilidad. La mejora de la confiabilidad ocurre porque, estadísticamente, la posibilidad de que dos sistemas fallen simultáneamente por fallas aleatorias será el producto de las confiabilidades de los sistemas individuales y, por lo tanto, será mucho menor. Por otro lado, las fallas sistemáticas y de causa común hacen que los sistemas redundantes fallen coincidentemente cuando, por ejemplo, un error de especificación en el software hace que las partes duplicadas fallen al mismo tiempo. Otro ejemplo sería la falla de una fuente de alimentación común a un sistema redundante.
IEC 1508 proporciona tablas de técnicas de ingeniería clasificadas según el nivel de integridad de seguridad que se considera eficaz para brindar protección contra fallas sistemáticas y de causa común.
Ejemplos de técnicas que brindan defensas contra fallas sistemáticas son la diversidad y la redundancia analítica. La base de la diversidad es que si un diseñador implementa un segundo canal en un sistema redundante utilizando una tecnología o un lenguaje de software diferentes, las fallas en los canales redundantes pueden considerarse independientes (es decir, una baja probabilidad de falla coincidente). Sin embargo, particularmente en el área de los sistemas basados en software, se sugiere que esta técnica puede no ser efectiva, ya que la mayoría de los errores están en la especificación. La redundancia analítica intenta explotar información redundante en la planta o máquina para identificar fallas. Para las otras causas de fallas sistemáticas, por ejemplo, tensiones externas, el estándar proporciona tablas que brindan consejos sobre buenas prácticas de ingeniería (por ejemplo, separación de cables de señal y de alimentación) indexadas contra el nivel de integridad de seguridad.
Conclusiones
Los sistemas basados en computadora ofrecen muchas ventajas, no solo económicas, sino también el potencial para mejorar la seguridad. Sin embargo, la atención al detalle requerida para realizar este potencial es significativamente mayor que en el caso de usar componentes de sistemas convencionales. En este artículo se han esbozado los principales requisitos técnicos que un diseñador debe tener en cuenta para explotar con éxito esta tecnología.
Rollover
Los tractores y otra maquinaria móvil en trabajos agrícolas, forestales, de construcción y minería, así como en el manejo de materiales, pueden generar serios peligros cuando los vehículos vuelcan hacia los lados, hacia adelante o hacia atrás. Los riesgos aumentan en el caso de tractores de ruedas con centros de gravedad elevados. Otros vehículos que presentan un riesgo de vuelco son los tractores de oruga, los cargadores, las grúas, los recolectores de frutas, las topadoras, los volquetes, las mototraíllas y las motoniveladoras. Estos accidentes suelen ocurrir demasiado rápido para que los conductores y los pasajeros se alejen del equipo, y pueden quedar atrapados debajo del vehículo. Por ejemplo, los tractores con centros de gravedad altos tienen una probabilidad considerable de vuelco (y los tractores angostos tienen incluso menos estabilidad que los anchos). Se introdujo en los tractores un interruptor de corte del motor de mercurio para apagar la energía al detectar movimiento lateral, pero se demostró que era demasiado lento para hacer frente a las fuerzas dinámicas generadas en el movimiento de vuelco (Springfeldt 1993). Por lo tanto, se abandonó el dispositivo de seguridad.
El hecho de que dicho equipo a menudo se utilice en terrenos inclinados o irregulares o en tierra blanda, y en ocasiones muy cerca de zanjas, trincheras o excavaciones, es una causa importante que contribuye a los vuelcos. Si el equipo auxiliar se coloca en lo alto de un tractor, aumenta la probabilidad de volcarse hacia atrás al subir una pendiente (o volcarse hacia adelante al descender). Además, un tractor puede volcar debido a la pérdida de control debido a la presión ejercida por el equipo tirado por el tractor (por ejemplo, cuando el carro se mueve hacia abajo en una pendiente y el equipo acoplado no frena y pasa por delante del tractor). Surgen peligros especiales cuando los tractores se utilizan como vehículos remolcadores, especialmente si el gancho de remolque del tractor se coloca a un nivel más alto que el eje de la rueda.
Historia
Se tomó nota del problema de los vuelcos a nivel nacional en ciertos países donde ocurrieron muchos vuelcos fatales. En Suecia y Nueva Zelanda, el desarrollo y las pruebas de estructuras protectoras contra vuelcos (ROPS) en tractores (figura 1) ya estaban en progreso en la década de 1950, pero este trabajo fue seguido por regulaciones solo por parte de las autoridades suecas; estas normas entraron en vigor a partir del año 1959 (Springfeldt 1993).
Figura 1. Tipos habituales de ROPS en tractores

Las regulaciones propuestas que prescriben ROPS para tractores encontraron resistencia en el sector agrícola en varios países. Se montó una fuerte oposición contra los planes que requieren que los empleadores instalen ROPS en los tractores existentes, e incluso contra la propuesta de que los fabricantes solo equipen los tractores nuevos con ROPS. Eventualmente, muchos países exigieron con éxito ROPS para tractores nuevos, y más tarde algunos países también pudieron exigir que ROPS se readaptara en tractores viejos. Las normas internacionales sobre tractores y maquinaria de movimiento de tierras, incluidas las normas de prueba para ROPS, contribuyeron a diseños más fiables. Los tractores se diseñaron y fabricaron con centros de gravedad más bajos y ganchos de remolque más bajos. La tracción en las cuatro ruedas ha reducido el riesgo de vuelco. Pero la proporción de tractores con ROPS en países con muchos tractores antiguos y sin mandatos para la actualización de ROPS sigue siendo bastante baja.
Investigaciones
Los accidentes de vuelco, particularmente aquellos que involucran tractores, han sido estudiados por investigadores en muchos países. Sin embargo, no existen estadísticas internacionales centralizadas con respecto al número de accidentes causados por los tipos de maquinaria móvil revisados en este artículo. Sin embargo, las estadísticas disponibles a nivel nacional muestran que el número es alto, especialmente en la agricultura. Según un informe escocés de accidentes con vuelcos de tractores en el período 1968-1976, el 85 % de los tractores involucrados tenían equipo acoplado en el momento del accidente, y de estos, la mitad tenía equipo remolcado y la otra mitad montado. Dos tercios de los accidentes con vuelcos de tractores en el informe escocés ocurrieron en pendientes (Springfeldt 1993). Más tarde se demostró que el número de accidentes se reduciría tras la introducción de la formación para la conducción en pendientes, así como la aplicación de un instrumento para medir la pendiente de la pendiente combinado con un indicador de límites de pendiente seguros.
En otras investigaciones, los investigadores de Nueva Zelanda observaron que la mitad de sus accidentes fatales con vuelcos ocurrieron en terreno llano o en pendientes leves, y solo una décima parte ocurrió en pendientes pronunciadas. En terreno llano, los conductores de tractores pueden estar menos atentos a los peligros de vuelco y pueden juzgar mal el riesgo que representan las zanjas y el terreno irregular. De las muertes por vuelcos en tractores en Nueva Zelanda en el período 1949-1980, el 80% ocurrió en tractores de ruedas y el 20% en tractores de orugas (Springfeldt 1993). Los estudios en Suecia y Nueva Zelanda mostraron que alrededor del 80% de las muertes por vuelcos de tractores ocurrieron cuando los tractores volcaron hacia los lados. La mitad de los tractores involucrados en las muertes de Nueva Zelanda habían girado 180°.
Los estudios de la correlación entre las muertes por vuelcos en Alemania Occidental y el modelo del año de los tractores agrícolas (Springfeldt 1993) mostraron que 1 de cada 10,000 1957 tractores viejos sin protección fabricados antes de 1970 estuvo involucrado en una fatalidad por vuelco. De los tractores con ROPS prescritos, fabricados en 1 y posteriores, 25,000 de 1980 tractores estuvo involucrado en una fatalidad por vuelco. De los vuelcos fatales de tractores en Alemania Occidental en el período 1985–1993, dos tercios de las víctimas fueron expulsadas de su área protegida y luego atropelladas o golpeadas por el tractor (Springfeldt 1). De los vuelcos no fatales, una cuarta parte de los conductores fueron arrojados desde el asiento del conductor pero no fueron atropellados. Es evidente que el riesgo de fatalidad aumenta si el conductor es lanzado fuera del área protegida (similar a los accidentes automovilísticos). La mayoría de los tractores involucrados tenían un arco de dos pilares (figura XNUMX C) que no evita que el conductor salga despedido. En unos pocos casos, la ROPS había estado sujeta a roturas o fuertes deformaciones.
Springfeldt (100,000) calculó las frecuencias relativas de lesiones por 1993 tractores en diferentes períodos en algunos países y la reducción de la tasa de mortalidad. La eficacia de ROPS para disminuir las lesiones en accidentes de vuelco de tractores ha sido probada en Suecia, donde el número de muertes por cada 100,000 17 tractores se redujo de aproximadamente 0.3 a 1960 durante un período de tres décadas (1990–2) (figura 98). Al final del período se estimó que alrededor del 1% de los tractores estaban equipados con ROPS, principalmente en forma de cabina a prueba de aplastamiento (figura 24 A). En Noruega, las muertes se redujeron de aproximadamente 4 a 100,000 por cada XNUMX XNUMX tractores durante un período similar. Sin embargo, se lograron peores resultados en Finlandia y Nueva Zelanda.
Figura 2. Lesiones por vuelco por cada 100,000 tractores en Suecia entre 1957 y 1990

Prevención de lesiones por vuelcos
El riesgo de vuelco es mayor en el caso de los tractores; sin embargo, en las labores agrícolas y forestales es poco lo que se puede hacer para evitar que los tractores vuelquen. Al montar ROPS en tractores y en esos tipos de maquinaria de movimiento de tierra con riesgos potenciales de vuelco, se puede reducir el riesgo de lesiones personales, siempre que los conductores permanezcan en sus asientos durante los eventos de vuelco (Springfeldt 1993). La frecuencia de muertes por vuelcos depende en gran medida de la proporción de máquinas protegidas en uso y los tipos de ROPS utilizados. Un arco (figura 1 C) brinda mucha menos protección que una cabina o un marco (Springfeldt 1993). La estructura más efectiva es una cabina a prueba de aplastamiento, que permite que el conductor permanezca adentro, protegido, durante un vuelco. (Otra razón para elegir una cabina es que brinda protección contra la intemperie). El medio más efectivo para mantener al conductor dentro de la protección de la ROPS durante un vuelco es el cinturón de seguridad, siempre que el conductor use el cinturón mientras opera el equipo. En algunos países, hay placas de información en el asiento del conductor que advierten que se debe agarrar el volante en caso de vuelco. Una medida de seguridad adicional es diseñar la cabina del conductor o el entorno interior y la ROPS para evitar la exposición a peligros como bordes afilados o protuberancias.
En todos los países, los vuelcos de maquinaria móvil, principalmente tractores, están causando lesiones graves. Sin embargo, existen diferencias considerables entre los países en cuanto a las especificaciones técnicas relacionadas con el diseño de la maquinaria, así como los procedimientos administrativos para los exámenes, pruebas, inspecciones y comercialización. La diversidad internacional que caracteriza los esfuerzos de seguridad en este sentido puede explicarse por consideraciones como las siguientes:
- si existen requisitos obligatorios para ROPS (en forma de reglamentos o legislación), o solo recomendaciones, o ninguna regla en absoluto
- la necesidad de normas para maquinaria nueva y normas aplicables a equipos más antiguos
- la disponibilidad de inspección realizada por las autoridades y la existencia de presión social y clima cultural favorable a la observancia de las normas de seguridad; en muchos países, el cumplimiento de las normas de seguridad no se comprueba mediante la inspección en el trabajo agrícola
- presión de los sindicatos; sin embargo, debe tenerse en cuenta que las organizaciones de trabajadores tienen menos influencia en las condiciones de trabajo en la agricultura que en otros sectores, porque hay muchas explotaciones familiares en la agricultura.
- el tipo de ROPS utilizado en el país
- información y comprensión de los riesgos a los que están expuestos los conductores de tractores; los problemas prácticos a menudo se interponen en el camino de llegar a los agricultores y trabajadores forestales con fines de información y educación
- la geografía del país, especialmente donde se realizan trabajos agrícolas, forestales y viales.
Regulaciones de seguridad
La naturaleza de las reglas que rigen los requisitos para ROPS y el grado de implementación de las reglas en un país tiene una gran influencia en los accidentes de vuelco, especialmente en los fatales. Con esto en mente, el desarrollo de maquinaria más segura ha sido fomentado por directivas, códigos y estándares emitidos por organizaciones internacionales y nacionales. Además, muchos países han adoptado prescripciones rigurosas para ROPS que han resultado en una gran reducción de las lesiones por vuelco.
Comunidad Económica Europea
A partir de 1974, la Comunidad Económica Europea (CEE) emitió directivas relativas a la homologación de tipo de tractores agrícolas y forestales de ruedas, y en 1977 emitió directivas especiales adicionales relativas a ROPS, incluida su fijación a los tractores (Springfeldt 1993; EEC 1974, 1977, 1979, 1982, 1987). Las directivas prescriben un procedimiento para la homologación de tipo y la certificación por parte de la fabricación de tractores, y la ROPS debe ser revisada mediante un examen de homologación de tipo CEE. Las directivas han ganado la aceptación de todos los países miembros.
Algunas directivas de la CEE relativas a ROPS en tractores fueron derogadas el 31 de diciembre de 1995 y reemplazadas por la directiva de maquinaria general que se aplica a los tipos de maquinaria que presentan riesgos debido a su movilidad (EEC 1991). Los tractores de ruedas, así como algunas máquinas de movimiento de tierras con una capacidad superior a 15 kW (a saber, cargadoras de orugas y de ruedas, retroexcavadoras, tractores de orugas, traíllas, motoniveladoras y dúmperes articulados) deben estar equipados con un ROPS. En caso de vuelco, la estructura ROPS debe ofrecer al conductor ya los operadores un volumen limitador de deflexión adecuado (es decir, espacio que permita el movimiento de los cuerpos de los ocupantes antes de que entren en contacto con los elementos interiores durante un accidente). Es responsabilidad de los fabricantes o de sus representantes autorizados realizar las pruebas adecuadas.
Organización para la Cooperación y el Desarrollo Económico
En 1973 y 1987, la Organización para la Cooperación y el Desarrollo Económicos (OCDE) aprobó códigos estándar para probar tractores (Springfeldt 1993; OCDE 1987). Dan resultados de pruebas de tractores y describen el equipo de prueba y las condiciones de prueba. Los códigos requieren la prueba de muchas partes y funciones de la maquinaria, por ejemplo, la resistencia de ROPS. Los Códigos de Tractores de la OCDE describen un método estático y dinámico de prueba ROPS en ciertos tipos de tractores. Una ROPS puede diseñarse únicamente para proteger al conductor en caso de vuelco del tractor. Debe volver a probarse para cada modelo de tractor en el que se vaya a instalar la ROPS. Los Códigos también exigen que sea posible montar una protección contra la intemperie para el conductor en la estructura, de carácter más o menos temporal. Los códigos de tractores han sido aceptados por todos los organismos miembros de la OCDE desde 1988, pero en la práctica, los Estados Unidos y Japón también aceptan ROPS que no cumplen con los requisitos del código si se proporcionan cinturones de seguridad (Springfeldt 1993).
Organización Internacional del Trabajo
En 1965, la Organización Internacional del Trabajo (OIT) en su manual, Seguridad y Salud en el Trabajo Agrícola, exigía que se fijara adecuadamente a los tractores una cabina o un bastidor de suficiente resistencia para proporcionar una protección satisfactoria al conductor y a los pasajeros dentro de la cabina en caso de vuelco del tractor (Springfeldt 1993; OIT 1965). De acuerdo con los códigos de práctica de la OIT, los tractores agrícolas y forestales deben estar provistos de ROPS para proteger al operador y a cualquier pasajero en caso de vuelco, caída de objetos o desplazamiento de la carga (OIT 1976).
La instalación de ROPS no debería afectar negativamente
- acceso entre el suelo y el puesto del conductor
- acceso a los controles principales del tractor
- la maniobrabilidad del tractor en espacios reducidos
- la fijación o el uso de cualquier equipo que pueda estar conectado al tractor
- el control y ajuste de los equipos asociados.
Estándares internacionales y nacionales
En 1981, la Organización Internacional de Normalización (ISO) emitió una norma para tractores y maquinaria agrícola y forestal (ISO 1981). La norma describe un método de prueba estático para ROPS y establece las condiciones de aceptación. La norma ha sido aprobada por los organismos miembros en 22 países; sin embargo, Canadá y Estados Unidos han expresado su desaprobación del documento por motivos técnicos. Una práctica estándar y recomendada emitida en 1974 por la Sociedad de Ingenieros Automotrices (SAE) en América del Norte contiene requisitos de rendimiento para ROPS en tractores agrícolas de ruedas y tractores industriales utilizados en la construcción, mototraíllas con neumáticos, cargadores frontales, bulldozers, cargadores de orugas y motoniveladoras (SAE 1974 y 1975). Los contenidos de la norma han sido adoptados como reglamentos en los Estados Unidos y en las provincias canadienses de Alberta y Columbia Británica.
Reglas y Cumplimiento
Los Códigos y Normas Internacionales de la OCDE se refieren al diseño y la construcción de ROPS, así como al control de su resistencia, pero carecen de la autoridad para exigir que se ponga en práctica este tipo de protección (OCDE 1987; ISO 1981). La Comunidad Económica Europea también propuso que los tractores y la maquinaria de movimiento de tierras estuvieran equipados con protección (EEC 1974-1987). El objetivo de las directivas de la CEE es lograr la uniformidad entre las entidades nacionales con respecto a la seguridad de la maquinaria nueva en la etapa de fabricación. Los países miembros están obligados a seguir las directivas y expedir las prescripciones correspondientes. A partir de 1996, los países miembros de la CEE tienen la intención de emitir reglamentos que exijan que los nuevos tractores y maquinaria de movimiento de tierras estén equipados con ROPS.
En 1959, Suecia se convirtió en el primer país en requerir ROPS para tractores nuevos (Springfeldt 1993). Los requisitos correspondientes entraron en vigor en Dinamarca y Finlandia diez años después. Posteriormente, en las décadas de 1970 y 1980, los requisitos obligatorios de ROPS en tractores nuevos entraron en vigor en Gran Bretaña, Alemania Occidental, Nueva Zelanda, Estados Unidos, España, Noruega, Suiza y otros países. En todos estos países excepto en los Estados Unidos, las reglas se extendieron a los tractores viejos algunos años después, pero estas reglas no siempre fueron obligatorias. En Suecia, todos los tractores deben estar equipados con una cabina protectora, una regla que en Gran Bretaña se aplica solo a todos los tractores utilizados por trabajadores agrícolas (Springfeldt 1993). En Dinamarca, Noruega y Finlandia, todos los tractores deben contar con al menos un bastidor, mientras que en Estados Unidos y los estados australianos se aceptan arcos. En los Estados Unidos los tractores deben tener cinturones de seguridad.
En los Estados Unidos, la maquinaria de manejo de materiales que se fabricó antes de 1972 y se usa en trabajos de construcción debe estar equipada con ROPS que cumpla con los estándares mínimos de desempeño (US Bureau of National Affairs 1975). Las máquinas cubiertas por el requisito incluyen algunas traíllas, cargadores frontales, topadoras, tractores de oruga, cargadores y motoniveladoras. Se llevó a cabo el reacondicionamiento de ROPS en máquinas fabricadas unos tres años antes.
Summary
En países con requisitos obligatorios para ROPS para tractores nuevos y reacondicionamiento de ROPS en tractores viejos, ha habido una disminución de las lesiones por vuelco, especialmente las fatales. Es evidente que una cabina a prueba de aplastamiento es el tipo de ROPS más efectivo. Un arco brinda poca protección en caso de vuelco. Muchos países han prescrito ROPS eficaces al menos en los tractores nuevos y, a partir de 1996, en las máquinas de movimiento de tierras. A pesar de este hecho, algunas autoridades parecen aceptar tipos de ROPS que no cumplen con los requisitos promulgados por la OCDE y la ISO. Se espera que una armonización más general de las reglas que rigen ROPS se logre gradualmente en todo el mundo, incluidos los países en desarrollo.
Caídas desde alturas
Las caídas desde alturas son accidentes graves que ocurren en muchas industrias y ocupaciones. Las caídas desde alturas resultan en lesiones que se producen por el contacto entre la persona que cae y la fuente de la lesión, en las siguientes circunstancias:
- El movimiento de la persona y la fuerza del impacto son generados por la gravedad.
- El punto de contacto con la fuente de la lesión está más bajo que la superficie que sostiene a la persona al comienzo de la caída.
De esta definición, se puede suponer que las caídas son inevitables porque la gravedad siempre está presente. Las caídas son accidentes, de alguna manera predecibles, que ocurren en todos los sectores industriales y ocupaciones y que tienen una alta gravedad. En este artículo se analizan las estrategias para reducir el número de caídas, o al menos reducir la gravedad de las lesiones si se producen caídas.
La altura de la caída
La gravedad de las lesiones causadas por caídas está intrínsecamente relacionada con la altura de la caída. Pero esto es solo parcialmente cierto: la energía de caída libre es el producto de la masa que cae por la altura de la caída, y la gravedad de las lesiones es directamente proporcional a la energía transferida durante el impacto. Las estadísticas de accidentes por caídas confirman esta fuerte relación, pero también muestran que las caídas desde una altura de menos de 3 m pueden ser fatales. Un estudio detallado de caídas fatales en la construcción muestra que el 10% de las muertes causadas por caídas ocurrieron desde una altura inferior a 3 m (ver figura 1). Deben discutirse dos cuestiones: el límite legal de 3 m y dónde y cómo se detuvo una caída dada.
Figura 1. Muertes causadas por caídas y la altura de la caída en la industria de la construcción de EE. UU., 1985-1993

En muchos países, las regulaciones hacen obligatoria la protección contra caídas cuando el trabajador está expuesto a una caída de más de 3 m. La interpretación simplista es que las caídas de menos de 3 m no son peligrosas. El límite de 3 m es, de hecho, el resultado de un consenso social, político y práctico que dice que no es obligatorio estar protegido contra caídas mientras se trabaja a la altura de un solo piso. Incluso si existe el límite legal de 3 m para la protección contra caídas obligatoria, siempre se debe considerar la protección contra caídas. La altura de la caída no es el único factor que explica la gravedad de los accidentes por caídas y las muertes por caídas; también se debe considerar dónde y cómo se detuvo la persona que cayó. Esto conduce al análisis de los sectores industriales con mayor incidencia de caídas desde altura.
Donde ocurren las caídas
Las caídas desde alturas se asocian con frecuencia con la industria de la construcción porque representan un alto porcentaje de todas las muertes. Por ejemplo, en los Estados Unidos, el 33 % de todas las muertes en la construcción son causadas por caídas desde alturas; en el Reino Unido, la cifra es del 52%. Las caídas desde alturas también ocurren en otros sectores industriales. La minería y la fabricación de equipos de transporte tienen una alta tasa de caídas desde las alturas. En Quebec, donde muchas minas son minas subterráneas empinadas y de vetas angostas, el 20% de todos los accidentes son caídas desde alturas. La fabricación, uso y mantenimiento de equipos de transporte como aviones, camiones y vagones de ferrocarril son actividades con un alto índice de accidentes por caídas (tabla 1). La proporción variará de un país a otro según el nivel de industrialización, el clima, etc.; pero las caídas desde alturas ocurren en todos los sectores con consecuencias similares.
Tabla 1. Caídas desde alturas: Quebec 1982-1987
Caídas desde alturas Caídas desde alturas en todos los accidentes
por 1,000 trabajadores
Construcción 14.9 10.1%
Industria pesada 7.1 3.6%
Habiendo tomado en consideración la altura de la caída, la siguiente cuestión importante es cómo se detiene la caída. Caer en líquidos calientes, rieles electrificados o en una trituradora de rocas puede ser fatal incluso si la altura de caída es inferior a 3 m.
Causas de las caídas
Hasta el momento se ha demostrado que las caídas se producen en todos los sectores económicos, aunque la altura sea inferior a 3 m. Pero por qué do los humanos caen? Hay muchos factores humanos que pueden estar involucrados en las caídas. Una amplia agrupación de factores es conceptualmente simple y útil en la práctica:
Corporativa a caer están determinados por factores ambientales y dan como resultado el tipo de caída más común, es decir, los tropiezos o resbalones que resultan en caídas desde el nivel del suelo. Otras oportunidades de caída están relacionadas con actividades por encima del nivel del suelo.
Pasivos caer son una o más de las muchas enfermedades agudas y crónicas. Las enfermedades específicas asociadas con las caídas suelen afectar el sistema nervioso, el sistema circulatorio, el sistema musculoesquelético o una combinación de estos sistemas.
Tendencias a caer surgen de los cambios de deterioro universales e intrínsecos que caracterizan el envejecimiento normal o la senescencia. En las caídas, la capacidad de mantener una postura erguida o la estabilidad postural es la función que falla como resultado de la combinación de tendencias, responsabilidades y oportunidades.
Estabilidad postural
Las caídas son causadas por la falta de estabilidad postural para mantener a una persona en una posición erguida. La estabilidad postural es un sistema que consiste en muchos ajustes rápidos a fuerzas perturbadoras externas, especialmente la gravedad. Estos ajustes son en gran parte acciones reflejas, sustentadas por un gran número de arcos reflejos, cada uno con su entrada sensorial, conexiones integradas internas y salida motora. Las entradas sensoriales son: la visión, los mecanismos del oído interno que detectan la posición en el espacio, el aparato somatosensorial que detecta los estímulos de presión en la piel y la posición de las articulaciones que soportan peso. Parece que la percepción visual juega un papel particularmente importante. Se sabe muy poco sobre las estructuras y funciones normales e integradoras de la médula espinal o el cerebro. El componente de salida motora del arco reflejo es la reacción muscular.
Visión
La información sensorial más importante es la visión. Dos funciones visuales están relacionadas con la estabilidad postural y el control de la marcha:
- la percepción de lo que es vertical y lo que es horizontal es básica para la orientación espacial
- la capacidad de detectar y discriminar objetos en entornos desordenados.
Otras dos funciones visuales son importantes:
- la capacidad de estabilizar la dirección en la que apuntan los ojos para estabilizar el mundo circundante mientras nos movemos e inmovilizar un punto de referencia visual
- la capacidad de fijar y perseguir objetos definidos dentro del campo grande ("vigilar"); esta función requiere una atención considerable y da como resultado el deterioro en el desempeño de cualquier otra tarea simultánea que requiera atención.
Causas de la inestabilidad postural
Las tres entradas sensoriales son interactivas y están interrelacionadas. La ausencia de una entrada, y/o la existencia de entradas falsas, da como resultado inestabilidad postural e incluso caídas. ¿Qué podría causar inestabilidad?
Visión
- la ausencia de referencias verticales y horizontales, por ejemplo, el conector en la parte superior de un edificio
- la ausencia de referencias visuales estables; por ejemplo, el agua en movimiento debajo de un puente y las nubes en movimiento no son referencias estables
- la fijación de un objeto definido para fines de trabajo, lo que disminuye otras funciones visuales, como la capacidad de detectar y discriminar objetos que pueden causar tropiezos en un entorno desordenado
- un objeto en movimiento en un fondo o referencia en movimiento; por ejemplo, un componente de acero estructural movido por una grúa, con nubes en movimiento como fondo y referencia visual.
Oído interno
- tener la cabeza de la persona boca abajo mientras el sistema de equilibrio de nivel está en su rendimiento óptimo horizontalmente
- viajar en avión presurizado
- movimiento muy rápido, como, por ejemplo, en una montaña rusa
- enfermedades
Aparato somatosensorial (estímulos de presión sobre la piel y posición de las articulaciones que soportan peso)
- parado en un pie
- extremidades adormecidas por permanecer en una posición fija durante un largo período de tiempo, por ejemplo, arrodillarse
- botas rígidas
- extremidades muy frías.
Salida del motor
- extremidades adormecidas
- músculos cansados
- enfermedades, lesiones
- vejez, invalidez permanente o temporal
- ropa voluminosa.
La estabilidad postural y el control de la marcha son reflejos muy complejos del ser humano. Cualquier perturbación de las entradas puede provocar caídas. Todas las perturbaciones descritas en esta sección son comunes en el lugar de trabajo. Por lo tanto, la caída es algo natural y, por lo tanto, debe prevalecer la prevención.
Estrategia para la protección contra caídas
Como se señaló anteriormente, los riesgos de caídas son identificables. Por lo tanto, las caídas se pueden prevenir. La figura 2 muestra una situación muy común en la que se debe leer un indicador. La primera ilustración muestra una situación tradicional: se instala un manómetro en la parte superior de un tanque sin acceso. En la segunda, el trabajador improvisa un medio de acceso subiéndose a varias cajas: una situación peligrosa. En el tercero, el trabajador usa una escalera; esto es una mejora. Sin embargo, la escalera no está permanentemente fijada al tanque; por lo tanto, es probable que la escalera esté en uso en otro lugar de la planta cuando se requiera una lectura. Una situación como esta es posible, con el equipo de detención de caídas agregado a la escalera o al tanque y con el trabajador usando un arnés de cuerpo completo y usando una cuerda de seguridad sujeta a un ancla. El riesgo de caída desde altura todavía existe.
Figura 2. Instalaciones para la lectura de un manómetro

En la cuarta ilustración, se proporciona un medio mejorado de acceso mediante una escalera, una plataforma y barandillas; los beneficios son una reducción del riesgo de caídas y un aumento de la facilidad de lectura (comodidad), reduciendo así la duración de cada lectura y proporcionando una postura de trabajo estable que permite una lectura más precisa.
La solución correcta se ilustra en la última ilustración. Durante la etapa de diseño de las instalaciones, se reconocieron actividades de mantenimiento y operación. El indicador se instaló de modo que pudiera leerse a nivel del suelo. No son posibles las caídas desde alturas: por lo tanto, se elimina el peligro.
Esta estrategia pone el énfasis en la prevención de caídas mediante el uso de los medios de acceso adecuados (p. ej., andamios, escaleras de mano, escaleras) (Bouchard 1991). Si no se puede evitar la caída, se deben utilizar sistemas de detención de caídas (figura 3). Para ser efectivos, los sistemas de detención de caídas deben planificarse. El punto de anclaje es un factor clave y debe ser prediseñado. Los sistemas de detención de caídas deben ser eficientes, confiables y cómodos; se dan dos ejemplos en Arteau, Lan y Corbeil (por publicar) y Lan, Arteau y Corbeil (por publicar). En la tabla 2 se dan ejemplos de sistemas típicos de prevención y detención de caídas. Los sistemas y componentes de detención de caídas se detallan en Sulowski 1991.
Figura 3. Estrategia de prevención de caídas

Tabla 2. Sistemas típicos de prevención y detención de caídas
|
Sistemas de prevención de caídas |
Sistemas de detención de caídas |
|
|
Protección colectiva |
Barandillas Barandillas |
Red de seguridad |
|
Protección individual |
Sistema de restricción de viajes (TRS) |
Arnés, elemento de amarre, anclaje con absorbedor de energía, etc. |
El énfasis en la prevención no es una elección ideológica, sino más bien una elección práctica. La Tabla 3 muestra las diferencias entre la prevención de caídas y la detención de caídas, la solución tradicional de EPI.
Tabla 3. Diferencias entre prevención de caídas y detención de caídas
|
Prevención |
Arrestar |
|
|
Ocurrencia de caída |
No |
Sí |
|
Equipo típico |
Las barandillas |
Arnés, elemento de amarre, absorbedor de energía y anclaje (sistema anticaída) |
|
Carga de diseño (fuerza) |
1 a 1.5 kN aplicados horizontalmente y 0.45 kN aplicados verticalmente, ambos en cualquier punto del riel superior |
Resistencia mínima a la rotura del punto de anclaje 18 a 22 kN |
|
carga |
Estático |
Dynamic |
Para el empleador y el diseñador, es más fácil construir sistemas de prevención de caídas porque sus requisitos mínimos de resistencia a la rotura son de 10 a 20 veces menores que los de los sistemas de detención de caídas. Por ejemplo, el requisito mínimo de resistencia a la rotura de una barandilla es de alrededor de 1 kN, el peso de un hombre grande, y el requisito mínimo de resistencia a la rotura del punto de anclaje de un sistema individual de detención de caídas podría ser de 20 kN, el peso de dos pequeños coches o 1 metro cúbico de hormigón. Con la prevención no se produce la caída, por lo que no existe el riesgo de lesionarse. Con la detención de caídas, la caída ocurre e incluso si se detiene, existe un riesgo residual de lesiones.
Espacios confinados
Los espacios confinados son omnipresentes en toda la industria como sitios recurrentes de accidentes fatales y no fatales. El termino espacio confinado tradicionalmente se ha utilizado para etiquetar estructuras particulares, como tanques, recipientes, pozos, alcantarillas, tolvas, etc. Sin embargo, una definición basada en la descripción de esta manera es demasiado restrictiva y desafía la extrapolación fácil a estructuras en las que han ocurrido accidentes. Potencialmente, cualquier estructura en la que trabajen personas podría ser o convertirse en un espacio confinado. Los espacios confinados pueden ser muy grandes o pueden ser muy pequeños. Lo que el término realmente describe es un entorno en el que puede ocurrir una amplia gama de condiciones peligrosas. Estas condiciones incluyen el confinamiento personal, así como los riesgos estructurales, de proceso, mecánicos, de materiales a granel o líquidos, atmosféricos, físicos, químicos, biológicos, de seguridad y ergonómicos. Muchas de las condiciones producidas por estos peligros no son exclusivas de los espacios confinados, sino que se ven exacerbadas por la participación de las superficies limítrofes del espacio confinado.
Los espacios confinados son considerablemente más peligrosos que los espacios de trabajo normales. Alteraciones aparentemente menores en las condiciones pueden cambiar inmediatamente el estado de estos espacios de trabajo de inocuos a potencialmente mortales. Estas condiciones pueden ser transitorias y sutiles y, por lo tanto, son difíciles de reconocer y abordar. El trabajo que involucra espacios confinados generalmente ocurre durante la construcción, inspección, mantenimiento, modificación y rehabilitación. Este trabajo no es rutinario, de corta duración, no repetitivo e impredecible (a menudo ocurre fuera de las horas de trabajo o cuando la unidad está fuera de servicio).
Accidentes en espacios confinados
Los accidentes que involucran espacios confinados difieren de los accidentes que ocurren en espacios de trabajo normales. Un error aparentemente menor o un descuido en la preparación del espacio, la selección o el mantenimiento del equipo o la actividad laboral pueden precipitar un accidente. Esto se debe a que la tolerancia al error en estas situaciones es menor que en la actividad laboral normal.
Las ocupaciones de las víctimas de accidentes en espacios confinados abarcan el espectro ocupacional. Si bien la mayoría son trabajadores, como era de esperar, las víctimas también incluyen ingenieros y técnicos, supervisores y gerentes, y personal de respuesta a emergencias. El personal de seguridad e higiene industrial también ha estado involucrado en accidentes en espacios confinados. Los únicos datos sobre accidentes en espacios confinados están disponibles en los Estados Unidos, y estos cubren solo accidentes fatales (NIOSH 1994). En todo el mundo, estos accidentes se cobran unas 200 víctimas al año en la industria, la agricultura y el hogar (Reese y Mills 1986). Esto es, en el mejor de los casos, una suposición basada en datos incompletos, pero parece ser aplicable hoy. Alrededor de dos tercios de los accidentes se debieron a condiciones atmosféricas peligrosas en el espacio confinado. En aproximadamente el 70% de estos, la condición peligrosa existía antes de la entrada y el comienzo del trabajo. A veces, estos accidentes causan múltiples muertes, algunas de las cuales son el resultado del incidente original y un intento posterior de rescate. Las condiciones altamente estresantes en las que ocurre el intento de rescate a menudo someten a los posibles rescatadores a un riesgo considerablemente mayor que la víctima inicial.
Las causas y los resultados de los accidentes que involucran trabajos externos a estructuras que confinan atmósferas peligrosas son similares a los que ocurren dentro de espacios confinados. Las explosiones o incendios que involucran una atmósfera confinada causaron aproximadamente la mitad de los accidentes fatales de soldadura y corte en los Estados Unidos. Alrededor del 16% de estos accidentes involucraron tambores o contenedores "vacíos" de 205 l (45 gal Reino Unido, 55 gal EE. UU.) (OSHA 1988).
Identificación de Espacios Confinados
Una revisión de accidentes fatales en espacios confinados indica que las mejores defensas contra encuentros innecesarios son una fuerza laboral informada y capacitada y un programa para el reconocimiento y manejo de peligros. También es esencial el desarrollo de habilidades que permitan a los supervisores y trabajadores reconocer condiciones potencialmente peligrosas. Un contribuyente a este programa es un inventario preciso y actualizado de espacios confinados. Esto incluye el tipo de espacio, la ubicación, las características, el contenido, las condiciones peligrosas, etc. Los espacios confinados en muchas circunstancias desafían ser inventariados porque su número y tipo cambian constantemente. Por otro lado, los espacios confinados en las operaciones de proceso son fácilmente identificables, pero permanecen cerrados e inaccesibles casi todo el tiempo. Bajo ciertas condiciones, un espacio puede considerarse un espacio confinado un día y no se consideraría un espacio confinado al día siguiente.
Un beneficio de identificar espacios confinados es la oportunidad de etiquetarlos. Una etiqueta puede permitir a los trabajadores relacionar el término espacio confinado a equipos y estructuras en su lugar de trabajo. La desventaja del proceso de etiquetado incluye: (1) la etiqueta podría desaparecer en un paisaje lleno de otras etiquetas de advertencia; (2) las organizaciones que tienen muchos espacios confinados podrían tener grandes dificultades para etiquetarlos; (3) el etiquetado produciría pocos beneficios en circunstancias donde la población de espacios confinados es dinámica; y (4) la confianza en las etiquetas para la identificación causa dependencia. Los espacios confinados podrían pasarse por alto.
Evaluación de riesgos
El aspecto más complejo y difícil en el proceso de espacios confinados es la evaluación de peligros. La evaluación de peligros identifica condiciones peligrosas y potencialmente peligrosas y evalúa el nivel y la aceptabilidad del riesgo. La dificultad con la evaluación de peligros ocurre porque muchas de las condiciones peligrosas pueden producir lesiones agudas o traumáticas, son difíciles de reconocer y evaluar y, a menudo, cambian con las condiciones cambiantes. La eliminación o mitigación de peligros durante la preparación del espacio de entrada, por lo tanto, es esencial para minimizar el riesgo durante el trabajo.
La evaluación de peligros puede proporcionar una estimación cualitativa del nivel de preocupación asociado a una situación particular en un momento particular (tabla 1). La amplitud de la preocupación dentro de cada categoría varía desde un mínimo hasta un máximo. La comparación entre categorías no es adecuada, ya que el nivel máximo de preocupación puede diferir considerablemente.
Tabla 1. Formulario de muestra para la evaluación de condiciones peligrosas
|
Condición peligrosa |
Consecuencia real o potencial |
||
|
Baja |
Moderado |
Alta |
|
|
Trabajo en caliente |
|||
|
Peligros atmosféricos |
|||
|
deficiencia de oxígeno |
|||
|
enriquecimiento de oxígeno |
|||
|
químico |
|||
|
biológico |
|||
|
explosión de fuego |
|||
|
Ingestión/contacto con la piel |
|||
|
Agentes físicos |
|||
|
ruido/vibración |
|||
|
estrés por frío/calor |
|||
|
radiación no ionizante |
|||
|
láser |
|||
|
Confinamiento personal |
|||
|
Riesgo mecánico |
|||
|
Peligro de proceso |
|||
|
Riesgos para la seguridad |
|||
|
estructural |
|||
|
hundimiento/inmersión |
|||
|
enredo |
|||
|
eléctrico |
|||
|
otoño |
|||
|
resbalón/tropezón |
|||
|
visibilidad/nivel de luz |
|||
|
explosivo/implosivo |
|||
|
superficies frías/calientes |
|||
NA = no aplicable. Los significados de ciertos términos como Sustancia tóxica, deficiencia de oxígeno, enriquecimiento de oxígeno, riesgo mecánico, etcétera, requieren mayor especificación de acuerdo con los estándares que existen en una jurisdicción particular.
Cada entrada en la tabla 1 se puede ampliar para proporcionar detalles sobre las condiciones peligrosas donde existe preocupación. También se pueden proporcionar detalles para eliminar categorías de una mayor consideración donde la preocupación es inexistente.
Fundamental para el éxito del reconocimiento y evaluación de peligros es la Persona calificada. Se considera que la Persona Calificada es capaz por experiencia, educación y/o capacitación especializada, de anticipar, reconocer y evaluar exposiciones a sustancias peligrosas u otras condiciones inseguras y especificar medidas de control y/o acciones de protección. Es decir, se espera que la Persona Calificada sepa lo que se requiere en el contexto de una situación particular que involucre trabajo dentro de un espacio confinado.
Se debe realizar una evaluación de peligros para cada uno de los siguientes segmentos en el ciclo operativo del espacio confinado (según corresponda): el espacio no perturbado, la preparación previa a la entrada, las actividades de trabajo de inspección previas al trabajo (McManus, manuscrito) y la respuesta de emergencia. Se han producido accidentes mortales durante cada uno de estos segmentos. El espacio no perturbado se refiere al statu quo establecido entre el cierre que sigue a una entrada y el comienzo de la preparación para la siguiente. Los preparativos previos a la entrada son acciones que se toman para hacer que el espacio sea seguro para la entrada y el trabajo. La inspección previa al trabajo es la entrada inicial y el examen del espacio para garantizar que sea seguro para el inicio del trabajo. (Esta práctica es obligatoria en algunas jurisdicciones). Las actividades laborales son las tareas individuales que deben realizar los participantes. La respuesta de emergencia es la actividad en caso de que se requiera el rescate de los trabajadores o se produzca otra emergencia. Los peligros que permanecen al inicio de la actividad laboral o son generados por ella dictan la naturaleza de los posibles accidentes para los cuales se requiere preparación y respuesta ante emergencias.
Realizar la evaluación de peligros para cada segmento es esencial porque el enfoque cambia continuamente. Por ejemplo, el nivel de preocupación por una condición específica podría desaparecer después de la preparación previa a la entrada; sin embargo, la condición podría reaparecer o podría desarrollarse una nueva como resultado de una actividad que ocurra dentro o fuera del espacio confinado. Por esta razón, sería inapropiado evaluar un nivel de preocupación para una condición peligrosa para todo el tiempo basado solo en una evaluación de las condiciones previas a la apertura o incluso de apertura.
Se utilizan métodos de monitoreo instrumentales y de otro tipo para determinar el estado de algunos de los agentes físicos, químicos y biológicos presentes en el espacio confinado y sus alrededores. El monitoreo podría ser necesario antes de la entrada, durante la entrada o durante la actividad laboral. El bloqueo/etiquetado y otras técnicas de procedimiento se utilizan para desactivar las fuentes de energía. El aislamiento mediante espacios en blanco, tapones y tapas, y doble bloqueo y purga u otras configuraciones de válvulas evita la entrada de sustancias a través de las tuberías. La ventilación, mediante ventiladores y eductores, a menudo es necesaria para proporcionar un entorno seguro para trabajar con y sin protección respiratoria aprobada. La evaluación y el control de otras condiciones se basan en el juicio de la Persona Calificada.
La última parte del proceso es la crítica. La Persona Calificada debe decidir si los riesgos asociados con la entrada y el trabajo son aceptables. La mejor manera de garantizar la seguridad es mediante el control. Si se pueden controlar las condiciones peligrosas y potencialmente peligrosas, la decisión no es difícil de tomar. Cuanto menor es el nivel de control percibido, mayor es la necesidad de contingencias. La única otra alternativa es prohibir la entrada.
Control de entrada
Los métodos tradicionales para gestionar la actividad en espacios confinados en el sitio son el permiso de entrada y la persona calificada en el sitio. Se requieren líneas claras de autoridad, responsabilidad y rendición de cuentas entre la Persona Calificada y los entrantes, el personal de reserva, los servicios de emergencia y la administración en el sitio bajo cualquiera de los sistemas.
La función de un documento de entrada es informar y documentar. La Tabla 2 (a continuación) proporciona una base formal para realizar la evaluación de peligros y documentar los resultados. Cuando se edita para incluir solo información relevante para una circunstancia particular, se convierte en la base para el permiso de entrada o el certificado de entrada. El permiso de entrada es más efectivo como un resumen que documenta las acciones realizadas e indica, por excepción, la necesidad de medidas cautelares adicionales. El permiso de entrada debe ser emitido por una Persona Calificada que también tenga la autoridad para cancelar el permiso en caso de que cambien las condiciones. El emisor del permiso debe ser independiente de la jerarquía de supervisión para evitar posibles presiones para acelerar la ejecución del trabajo. El permiso especifica los procedimientos a seguir, así como las condiciones bajo las cuales se puede realizar la entrada y el trabajo, y registra los resultados de las pruebas y otra información. El permiso firmado se publica en la entrada o portal del espacio o según lo especifique la empresa o la autoridad reguladora. Permanece publicado hasta que se cancela, se reemplaza por un nuevo permiso o se completa el trabajo. El permiso de entrada se convierte en un registro una vez finalizado el trabajo y debe conservarse para el mantenimiento de registros de acuerdo con los requisitos de la autoridad reguladora.
El sistema de permisos funciona mejor cuando las condiciones peligrosas se conocen por experiencia previa y las medidas de control han sido probadas y probadas como efectivas. El sistema de permisos permite distribuir los recursos de expertos de manera eficiente. Las limitaciones del permiso surgen cuando están presentes peligros previamente no reconocidos. Si la Persona Calificada no está disponible, estos pueden quedar sin abordar.
El certificado de entrada proporciona un mecanismo alternativo para el control de entrada. Esto requiere una persona calificada en el sitio que brinde experiencia práctica en el reconocimiento, evaluación y control de peligros. Una ventaja añadida es la capacidad de responder a las inquietudes con poca antelación y abordar los peligros imprevistos. Algunas jurisdicciones requieren que la Persona Calificada realice una inspección visual personal del espacio antes del inicio del trabajo. Luego de la evaluación del espacio y la implementación de medidas de control, la Persona Calificada emite un certificado que describe el estado del espacio y las condiciones bajo las cuales se puede realizar el trabajo (NFPA 1993). Este enfoque es ideal para operaciones que tienen numerosos espacios confinados o donde las condiciones o la configuración de los espacios pueden sufrir cambios rápidos.
Cuadro 2. Ejemplo de permiso de entrada
EMPRESA ABC
ESPACIO CONFINADO—PERMISO DE ENTRADA
1. INFORMACIÓN DESCRIPTIVA
Departamento:
Ubicación:
Edificio/Tienda:
Equipo/Espacio:
Parte:
Fecha: Tutor:
Duración: Calificación:
2. ESPACIOS ADYACENTES
Espacio:
Descripción:
Contenido:
Proceso:
3. CONDICIONES PREVIAS AL TRABAJO
Peligros atmosféricos
Deficiencia de oxígeno ![]() Sí
Sí ![]() No
No ![]() Revisado
Revisado
Concentración: (Mínimo aceptable: %)
Enriquecimiento de oxígeno ![]() Sí
Sí ![]() No
No ![]() Revisado
Revisado
Concentración: (Máximo aceptable: %)
Química ![]() Sí
Sí ![]() No
No ![]() Revisado
Revisado
Concentración de sustancia (estándar aceptable: )
Biológico ![]() Sí
Sí ![]() No
No ![]() Revisado
Revisado
Concentración de sustancia (estándar aceptable: )
Explosión de fuego ![]() Sí
Sí ![]() No
No ![]() Revisado
Revisado
Concentración de sustancia (Máximo aceptable: % LFL)
Riesgo de ingestión/contacto con la piel ![]() Sí
Sí ![]() No
No ![]() Revisado
Revisado
Agentes Físicos
Ruido/Vibración ![]() Sí
Sí ![]() No
No ![]() Revisado
Revisado
Nivel: (Máximo aceptable: dBA)
Estrés por calor/frío ![]() Sí
Sí ![]() No
No ![]() Revisado
Revisado
Temperatura: (Rango aceptable: )
Radiación no ionizante ![]() Sí
Sí ![]() No
No ![]() Revisado
Revisado
Tipo Nivel (Máximo aceptable: )
Láser ![]() Sí
Sí ![]() No
No ![]() Revisado
Revisado
Tipo Nivel (Máximo aceptable: )
Confinamiento personal
(Consulte la acción correctiva). ![]() Sí
Sí ![]() No
No ![]() Revisado
Revisado
Peligro mecánico
(Consulte el procedimiento.) ![]() Sí
Sí ![]() No
No ![]() Revisado
Revisado
Peligro de proceso
(Consulte el procedimiento.) ![]() Sí
Sí ![]() No
No ![]() Revisado
Revisado
EMPRESA ABC
ESPACIO CONFINADO—PERMISO DE ENTRADA
Riesgos para la seguridad
Peligro estructural
(Consulte la acción correctiva). ![]() Sí
Sí ![]() No
No ![]() Revisado
Revisado
Sumersión/Inmersión
(Consulte la acción correctiva). ![]() Sí
Sí ![]() No
No ![]() Revisado
Revisado
Enredo
(Consulte la acción correctiva). ![]() Sí
Sí ![]() No
No ![]() Revisado
Revisado
Electricidad
(Consulte el procedimiento.) ![]() Sí
Sí ![]() No
No ![]() Revisado
Revisado
Otoño
(Consulte la acción correctiva). ![]() Sí
Sí ![]() No
No ![]() Revisado
Revisado
Resbalón/Tropiezo
(Consulte la acción correctiva). ![]() Sí
Sí ![]() No
No ![]() Revisado
Revisado
Visibilidad/nivel de luz ![]() Sí
Sí ![]() No
No ![]() Revisado
Revisado
Nivel: (Rango aceptable: lux)
Explosivo/Implosivo
(Consulte la acción correctiva). ![]() Sí
Sí ![]() No
No ![]() Revisado
Revisado
Superficies Calientes/Frías
(Consulte la acción correctiva). ![]() Sí
Sí ![]() No
No ![]() Revisado
Revisado
Para las entradas en las casillas resaltadas, Sí o Controlado, proporcione detalles adicionales y haga referencia a las medidas de protección. Para los peligros para los que se pueden realizar pruebas, consulte los requisitos de prueba. Proporcione la fecha de la calibración más reciente. El máximo, mínimo, rango o estándar aceptable depende de la jurisdicción.
4. Procedimiento de trabajo
Descripción:
Trabajo en caliente
(Consulte la medida de protección). ![]() Sí
Sí ![]() No
No ![]() Revisado
Revisado
Peligro atmosférico
Deficiencia de oxígeno
(Consulte los requisitos para pruebas adicionales. Registre los resultados.
Consulte el requisito de medidas de protección).
Concentración: ![]() Sí
Sí ![]() No
No ![]() Revisado
Revisado
(Mínimo aceptable: %)
Enriquecimiento de oxígeno
(Consulte los requisitos para pruebas adicionales. Registre los resultados.
Consulte el requisito de medidas de protección).
Concentración: ![]() Sí
Sí ![]() No
No ![]() Revisado
Revisado
(Máximo aceptable: %)
Química
(Consulte el requisito para pruebas adicionales. Registre los resultados. Consulte el requisito
para medidas de protección).
Concentración de sustancia ![]() Sí
Sí ![]() No
No ![]() Revisado
Revisado
(Estándar aceptable: )
Biológico
(Consulte el requisito para pruebas adicionales. Registre los resultados. Consulte el requisito
para medidas de protección).
Concentración de sustancia ![]() Sí
Sí ![]() No
No ![]() Revisado
Revisado
(Estándar aceptable: )
Explosión de fuego
(Consulte el requisito para pruebas adicionales. Registre los resultados. Consulte el requisito
para medidas de protección).
Concentración de sustancia ![]() Sí
Sí ![]() No
No ![]() Revisado
Revisado
(Estándar aceptable: )
Riesgo de ingestión/contacto con la piel ![]() Sí
Sí ![]() No
No ![]() Revisado
Revisado
(Consulte el requisito de medidas de protección).
EMPRESA ABC
ESPACIO CONFINADO—PERMISO DE ENTRADA
Agentes Físicos
Ruido/Vibración
(Consulte el requisito de medidas de protección. Consulte el requisito de
pruebas adicionales. Registre los resultados.)
Nivel: ![]() Sí
Sí ![]() No
No ![]() Revisado
Revisado
(Máximo aceptable: dBA)
Estrés por calor/frío
(Consulte el requisito de medidas de protección. Consulte el requisito de
pruebas adicionales. Registre los resultados.)
Temperatura: ![]() Sí
Sí ![]() No
No ![]() Revisado
Revisado
(Rango aceptable: )
Radiación no ionizante
(Consulte el requisito de medidas de protección. Consulte el requisito de
pruebas adicionales. Registre los resultados.)
Nivel de tipo ![]() Sí
Sí ![]() No
No ![]() Revisado
Revisado
(Máximo aceptable: )
Láser
(Consulte el requisito de medidas de protección). ![]() Sí
Sí ![]() No
No ![]() Revisado
Revisado
Peligro mecánico
(Consulte el requisito de medidas de protección). ![]() Sí
Sí ![]() No
No ![]() Revisado
Revisado
Peligro de proceso
(Consulte el requisito de medidas de protección). ![]() Sí
Sí ![]() No
No ![]() Revisado
Revisado
Riesgos para la seguridad
Peligro estructural
(Consulte el requisito de medidas de protección). ![]() Sí
Sí ![]() No
No ![]() Revisado
Revisado
Sumersión/Inmersión
(Consulte el requisito de medidas de protección). ![]() Sí
Sí ![]() No
No ![]() Revisado
Revisado
Enredo
(Consulte el requisito de medidas de protección). ![]() Sí
Sí ![]() No
No ![]() Revisado
Revisado
Electricidad
(Consulte el requisito de medidas de protección). ![]() Sí
Sí ![]() No
No ![]() Revisado
Revisado
Otoño
(Consulte el requisito de medidas de protección). ![]() Sí
Sí ![]() No
No ![]() Revisado
Revisado
Resbalón/Tropiezo
(Consulte el requisito de medidas de protección). ![]() Sí
Sí ![]() No
No ![]() Revisado
Revisado
Visibilidad/nivel de luz
(Consulte el requisito de medidas de protección). ![]() Sí
Sí ![]() No
No ![]() Revisado
Revisado
Explosivo/Implosivo
(Consulte el requisito de medidas de protección). ![]() Sí
Sí ![]() No
No ![]() Revisado
Revisado
Superficies Calientes/Frías
(Consulte el requisito de medidas de protección). ![]() Sí
Sí ![]() No
No ![]() Revisado
Revisado
Para las entradas en las casillas resaltadas, Sí o Posible, proporcione detalles adicionales y consulte las normas de protección.
medidas. Para los peligros para los que se pueden realizar pruebas, consulte los requisitos de prueba. Proporcione la fecha de
calibración más reciente.
Medidas de protección
Equipo de protección personal (especificar)
Equipo y procedimiento de comunicaciones (especificar)
Sistemas de alarma (especificar)
Equipo de rescate (especificar)
Ventilación (especificar)
Iluminación (especificar)
Otra especificar)
(Continúa en la página siguiente)
EMPRESA ABC
ESPACIO CONFINADO—PERMISO DE ENTRADA
Requisitos de prueba
Especificar los requisitos y la frecuencia de las pruebas
Personal
supervisor de entrada
Supervisor de origen
Participantes autorizados
Personal de prueba
Acomodadores
Principios de Prevención: Manejo de Materiales y Tráfico Interno
El manejo de materiales y el tráfico interno son factores que contribuyen en una gran parte de los accidentes en muchas industrias. Según el tipo de industria, la proporción de accidentes de trabajo atribuidos al manejo de materiales varía del 20 al 50%. El control de los riesgos de manipulación de materiales es el principal problema de seguridad en el trabajo portuario, la industria de la construcción, el almacenamiento, los aserraderos, la construcción naval y otras industrias pesadas similares. En muchas industrias de proceso, como la industria de productos químicos, la industria de la pulpa y el papel y las industrias del acero y la fundición, todavía tienden a ocurrir muchos accidentes durante la manipulación de productos finales, ya sea manualmente o con carretillas elevadoras y grúas.
Este alto potencial de accidentes en las actividades de manejo de materiales se debe al menos a tres características básicas:
- En el transporte y la manipulación se encuentran grandes cantidades de energía potencial y cinética, que tienen la propensión a causar lesiones y daños.
- El número de personas requeridas en los lugares de trabajo de transporte y manipulación sigue siendo relativamente alto y, a menudo, están expuestos a los riesgos asociados con dichos lugares.
- Cuando varias operaciones dinámicas tienen que llevarse a cabo simultáneamente y requieren cooperación en diferentes entornos, existe una necesidad especialmente urgente de comunicación e información clara y oportuna. La consiguiente alta responsabilidad de muchos tipos de errores humanos y omisiones puede crear situaciones peligrosas.
Accidentes de manejo de materiales
Cada vez que personas o máquinas mueven cargas, existe un riesgo de accidente. La magnitud del riesgo viene determinada por las características tecnológicas y organizativas del sistema, el entorno y las medidas de prevención de accidentes implantadas. Por motivos de seguridad, es útil describir el manejo de materiales como un sistema en el que los diversos elementos están interrelacionados (figura 1). Cuando se introducen cambios en cualquier elemento del sistema (equipos, bienes, procedimientos, medio ambiente, personas, gestión y organización), es probable que también cambie el riesgo de lesiones.
Figura 1. Un sistema de manejo de materiales

Los tipos de tráfico interno y de manipulación de materiales más habituales en los que intervienen los accidentes están asociados a la manipulación manual, el transporte y el desplazamiento a mano (carros, bicicletas, etc.), camiones, carretillas elevadoras, grúas y montacargas, cintas transportadoras y transporte ferroviario.
Varios tipos de accidentes se encuentran comúnmente en el transporte y manejo de materiales en los lugares de trabajo. La siguiente lista describe los tipos más frecuentes:
- tensión física en la manipulación manual
- cargas que caen sobre las personas
- personas atrapadas entre objetos
- colisiones entre equipos
- gente cayendo
- golpes, golpes y cortes a personas provenientes de equipos o cargas.
Elementos de los sistemas de manejo de materiales
Para cada elemento de un sistema de manejo de materiales, hay varias opciones de diseño disponibles y, en consecuencia, el riesgo de accidentes se ve afectado. Se deben considerar varios criterios de seguridad para cada elemento. Es importante que el enfoque de sistemas se utilice a lo largo de la vida útil del sistema: durante el diseño del nuevo sistema, durante la operación normal del sistema y en el seguimiento de accidentes y perturbaciones anteriores para introducir mejoras en el sistema.
Principios Generales de Prevención
Ciertos principios prácticos de prevención generalmente se consideran aplicables a la seguridad en el manejo de materiales. Estos principios se pueden aplicar tanto a los sistemas de manejo de materiales manuales como mecánicos en un sentido general y siempre que se considere una fábrica, un almacén o un sitio de construcción. Se deben aplicar muchos principios diferentes al mismo proyecto para lograr resultados de seguridad óptimos. Por lo general, ninguna medida por sí sola puede prevenir totalmente los accidentes. Por el contrario, no todos estos principios generales son necesarios y es posible que algunos de ellos no funcionen en una situación específica. Los profesionales de la seguridad y los especialistas en manejo de materiales deben considerar los elementos más relevantes para guiar su trabajo en cada caso específico. La cuestión más importante es administrar los principios de manera óptima para crear sistemas de manejo de materiales seguros y practicables, en lugar de conformarse con un solo principio técnico con exclusión de otros.
Los siguientes 22 principios se pueden utilizar con fines de seguridad en el desarrollo y evaluación de los sistemas de manejo de materiales en su etapa planificada, actual o histórica. Todos los principios son aplicables tanto en actividades de seguridad proactivas como posteriores. La lista que sigue no implica un orden de prioridad estricto, pero se puede hacer una división aproximada: los primeros principios son más válidos en el diseño inicial de nuevos diseños de planta y procesos de manejo de materiales, mientras que los últimos principios enumerados están más dirigidos a la operación de los sistemas de manejo de materiales existentes.
Veintidós Principios de Prevención de Accidentes de Manejo de Materiales
- Elimine todas las operaciones innecesarias de transporte y manipulación. Debido a que muchos procesos de transporte y manejo son inherentemente peligrosos, es útil considerar si se podría eliminar el manejo de algunos materiales. Muchos procesos de fabricación modernos se pueden organizar en un flujo continuo sin fases separadas de manipulación y transporte. Muchas operaciones de montaje y construcción se pueden planificar y diseñar para eliminar los movimientos de cargas extenuantes y complejos. También se pueden encontrar opciones para un transporte más eficaz y racional analizando la logística y el flujo de materiales en los procesos de fabricación y transporte.
- Retire a las personas del espacio de transporte y manipulación. Cuando los trabajadores no están ubicados físicamente debajo o cerca de las cargas a mover, las condiciones de seguridad son ipso facto mejorado debido a la reducción de la exposición a los peligros. No se permite que las personas trabajen en el área de manipulación de chatarra de las acerías porque pueden caer pedazos de chatarra de las pinzas magnéticas que se utilizan para mover la chatarra, presentando un riesgo continuo de caída de cargas. El manejo de materiales en entornos hostiles a menudo se puede automatizar mediante el uso de robots y camiones automáticos, un arreglo que reduce los riesgos de accidentes que representan para los trabajadores el movimiento de cargas. Además, al prohibir que las personas pasen innecesariamente por los patios de carga y descarga, se elimina básicamente la exposición a varios tipos de peligros en el manejo de materiales.
- Separe las operaciones de transporte entre sí tanto como sea posible para minimizar los encuentros.Cuanto más frecuentemente se encuentran los vehículos, otros equipos y personas, mayor es la probabilidad de colisiones. La segregación de las operaciones de transporte es importante cuando se planifica un transporte seguro dentro de la planta. Hay muchas segregaciones a considerar, como peatones/vehículos; tráfico pesado/tráfico ligero; tráfico interior/tráfico hacia y desde el exterior; transporte entre lugares de trabajo/manipulación de materiales dentro de un lugar de trabajo; transporte/almacenamiento; línea de transporte/producción; recepción/envío; transporte de materiales peligrosos/transporte normal. Cuando la segregación espacial no es factible, se pueden asignar tiempos específicos cuando el transporte y los peatones, respectivamente, pueden ingresar a un área de trabajo (por ejemplo, en un almacén abierto al público). Si no se pueden organizar caminos separados para peatones, sus rutas se pueden designar mediante marcas y señales. Al ingresar al edificio de una fábrica, los empleados deben poder usar puertas peatonales separadas. Si el tráfico de peatones y el tráfico de carretillas elevadoras se mezclan en las puertas, también tienden a mezclarse más allá de las puertas, lo que representa un peligro. Durante las modificaciones de la planta, a menudo es necesario limitar el transporte y el movimiento humano a través de las áreas que están en reparación o construcción. En el transporte con puentes grúa, las colisiones se pueden evitar cuidando que las vías de las grúas no se superpongan e instalando finales de carrera y barreras mecánicas.
- Proporcione suficiente espacio para las operaciones de manejo y transporte de materiales. Un espacio demasiado estrecho para el manejo de materiales es a menudo una causa de accidentes. Por ejemplo, las manos de los trabajadores pueden quedar atrapadas entre una carga y una pared en la manipulación manual, o una persona puede quedar atrapada entre un pilar móvil de una grúa de transporte y una pila de materiales cuando no se dispone de la distancia mínima de seguridad de 0.5 m. El espacio necesario para las operaciones de transporte y manipulación debe considerarse cuidadosamente en el diseño de la planta y en la planificación de las modificaciones. Es aconsejable reservar algún “margen de seguridad” de espacio para acomodar futuros cambios en las dimensiones de la carga y tipos de equipos. A menudo, el volumen de los productos que se fabrican tiende a crecer con el paso del tiempo, pero el espacio en el que se manipulan se hace cada vez más pequeño. Aunque la demanda de una utilización rentable del espacio puede ser una razón para minimizar el espacio de producción, debe tenerse en cuenta que el espacio de maniobra necesario para que las carretillas elevadoras contrapesadas giren y retrocedan es mayor de lo que parece a primera vista. .
- Apuntar a procesos de transporte continuos, evitando puntos de discontinuidad en el manejo de materiales. Los flujos continuos de material reducen la posibilidad de accidentes. La disposición básica del diseño de una planta es de crucial importancia para llevar a cabo este principio de seguridad. Los accidentes se concentran en lugares donde se interrumpe el flujo de materiales por cambio de equipo de movimiento y manejo, o por razones de producción. A menudo se requiere la intervención humana para descargar y recargar, sujetar, empaquetar, levantar y arrastrar, etc. Dependiendo de los materiales que se manipulen, los transportadores generalmente brindan flujos de materiales más continuos que las grúas o las carretillas elevadoras. Es una buena planificación organizar las operaciones de transporte de tal manera que los vehículos de motor puedan moverse en las instalaciones de la fábrica en un círculo de un solo sentido, sin ningún movimiento en zigzag o retroceso. Debido a que los puntos de discontinuidad tienden a desarrollarse en las líneas fronterizas entre departamentos o entre celdas de trabajo, la producción y el transporte deben planificarse para evitar esas “tierras de nadie” con el movimiento descontrolado de materiales.
- Usar elementos estándar en sistemas de manejo de materiales. Por motivos de seguridad, generalmente es mejor utilizar artículos estándar de cargas, equipos y herramientas en el manejo de materiales. El concepto de unidad de carga es bien conocido por la mayoría de los profesionales del transporte. Los materiales embalados en contenedores y palets son más fáciles de sujetar y mover cuando los demás elementos de la cadena de transporte (p. ej., estanterías de almacenamiento, carretillas elevadoras, vehículos de motor y dispositivos de sujeción de grúas) están diseñados para estas unidades de carga. El uso de tipos estándar de carretillas elevadoras con controles similares disminuye la probabilidad de error del conductor, ya que se han producido accidentes cuando un conductor ha cambiado de un tipo de equipo a otro con controles diferentes.
- Conocer los materiales a manipular. El conocimiento de las características de los materiales a transportar es una condición previa para una transferencia segura. Para seleccionar las sujeciones de carga o elevación adecuadas, se debe tener en cuenta el peso, el centro de gravedad y las dimensiones de las mercancías que se van a sujetar para la elevación y el transporte. Cuando se manipulan materiales peligrosos, es necesario que se disponga de información sobre su reactividad, inflamabilidad y peligros para la salud. Se presentan peligros especiales en el caso de elementos frágiles, afilados, polvorientos, resbaladizos, sueltos o cuando se manipulan materiales explosivos y animales vivos, por ejemplo. Los paquetes a menudo brindan información importante para los trabajadores en cuanto a los métodos de manejo adecuados, pero a veces se quitan las etiquetas o el empaque protector oculta información importante. Por ejemplo, puede que no sea posible ver la distribución del contenido dentro de un paquete, con el resultado de que no se puede evaluar correctamente el centro de gravedad de la carga.
- Mantenga la carga por debajo de la capacidad de carga de trabajo segura. La sobrecarga es una causa común de daño en los sistemas de manejo de materiales. La pérdida de equilibrio y la rotura del material son resultados típicos de la sobrecarga del equipo de manipulación. La carga de trabajo segura de las eslingas y otros aparejos de izaje debe estar claramente marcada, y se deben seleccionar las configuraciones adecuadas de las eslingas. La sobrecarga puede tener lugar cuando se calcula mal el peso o el centro de gravedad de la carga, lo que conduce a una sujeción y maniobra incorrecta de las cargas. Cuando se utilizan eslingas para manejar cargas, el operador del equipo debe tener en cuenta que una vía inclinada puede ejercer fuerzas suficientes para hacer que la carga se caiga o se desequilibre el equipo. La capacidad de carga de las carretillas elevadoras debe estar marcada en el equipo; esto varía según la altura de elevación y el tamaño de la carga. La sobrecarga debida a la falla por fatiga puede ocurrir bajo cargas repetidas muy por debajo de la carga de rotura última si el componente no está diseñado correctamente contra este tipo de falla.
- Establezca los límites de velocidad lo suficientemente bajos para mantener un movimiento seguro. Los límites de velocidad para los vehículos que se mueven en los lugares de trabajo varían de 10 km/h a 40 km/h (alrededor de 5 a 25 mph). Se requieren velocidades más bajas en pasillos interiores, en puertas, en cruces y en pasillos estrechos. Un conductor competente puede adaptar la velocidad de un vehículo de acuerdo con las exigencias de cada situación, pero en los lugares críticos son recomendables las señales que notifiquen a los conductores sobre las limitaciones de velocidad. La velocidad máxima de una grúa móvil a control remoto, por ejemplo, debe determinarse primero fijando una velocidad del vehículo comparable a una velocidad razonable para caminar para un ser humano, y luego permitiendo el tiempo necesario para las observaciones simultáneas y el control de las cargas para que no exceder el tiempo de respuesta del operador humano.
- Evite levantar cosas por encima de la cabeza en áreas donde haya gente trabajando debajo. La elevación de materiales por encima de la cabeza siempre presenta un riesgo de caída de las cargas. Aunque normalmente no se permite que las personas trabajen debajo de cargas colgantes, el transporte rutinario de cargas sobre personas en la producción puede exponerlas a peligros. El transporte con carretillas elevadoras a estantes de almacenamiento elevados y la elevación entre plantas son otros ejemplos de tareas de elevación por encima de la cabeza. Los transportadores aéreos que transportan piedras, coque o yesos también pueden constituir un riesgo de caída de cargas para quienes caminan por debajo si no se instalan cubiertas protectoras. Al considerar un nuevo sistema de transporte aéreo, los mayores riesgos potenciales deben compararse con los riesgos menores asociados con un sistema de transporte a nivel del suelo.
- Evite métodos de manejo de materiales que requieran trepar y trabajar a niveles altos. Cuando las personas tienen que trepar, por ejemplo, para desatar los ganchos de las eslingas, para ajustar el techo de un vehículo o para hacer marcas en las cargas, corren el riesgo de caerse. A menudo, este peligro se puede evitar mediante una mejor planificación, cambiando la secuencia de trabajo, utilizando diversos accesorios de elevación y herramientas controladas a distancia, o mediante la mecanización y la automatización.
- Ponga guardias en los puntos de peligro. Deberían instalarse protecciones en los puntos peligrosos del equipo de manipulación de materiales, como las cadenas de las carretillas elevadoras, los accionamientos por cable de las grúas y los puntos de atrapamiento de las cintas transportadoras. La protección fuera del alcance a menudo no es suficiente, porque se puede llegar al punto de peligro usando escaleras y otros medios. Los resguardos también se utilizan para proteger contra fallas técnicas que podrían provocar lesiones (p. ej., de retenedores de cables de acero en poleas de grúas, pestillos de seguridad en ganchos de elevación y almohadillas protectoras de eslingas textiles que protegen contra bordes afilados). Las barandillas y los rodapiés instalados contra los bordes de las plataformas de carga y los estantes de almacenamiento elevados, y alrededor de las aberturas del piso, pueden proteger tanto a las personas como a las cosas contra caídas. Este tipo de protección suele ser necesaria cuando las carretillas elevadoras y las grúas elevan materiales de un piso a otro. Las personas pueden protegerse de la caída de objetos en las operaciones de manejo de materiales mediante redes de seguridad y protecciones permanentes, como mallas de alambre o cubiertas de placas de metal en los transportadores.
- Transportar y levantar personas únicamente con los equipos diseñados para tal fin.. Grúas, carretillas elevadoras, excavadoras y transportadores son máquinas para mover materiales, no seres humanos, de un lugar a otro. Hay disponibles plataformas elevadoras especiales para levantar personas, por ejemplo, para cambiar las lámparas de los techos. Si una grúa o una carretilla elevadora está equipada con una jaula especial que se puede sujetar de forma segura al equipo y que cumple con los requisitos de seguridad adecuados, las personas pueden elevarse sin un riesgo excesivo de lesiones graves.
- Mantener equipos y cargas estables. Los accidentes ocurren cuando equipos, mercancías o racks de almacenamiento pierden su estabilidad, especialmente en el caso de carretillas elevadoras o grúas móviles. La selección de equipos activamente estables es un primer paso para reducir los riesgos. Además, es recomendable utilizar equipos que emitan una señal de advertencia antes de que se alcance el límite de colapso. Las buenas prácticas de trabajo y los operadores calificados son las próximas paradas de la prevención. Los empleados experimentados y capacitados pueden estimar los centros de gravedad y reconocer las condiciones inestables donde se apilan y apilan los materiales, y hacer los ajustes necesarios.
- Proporcionar una buena visibilidad. La visibilidad siempre es limitada cuando se manipulan materiales con carretillas elevadoras. Cuando se compra equipo nuevo, es importante evaluar cuánto puede ver el conductor a través de las estructuras del mástil (y, para camiones de gran altura, la visibilidad a través del marco superior). En cualquier caso, los materiales manipulados provocan cierta pérdida de visibilidad, y este efecto debe ser considerado. Siempre que sea posible, se debe proporcionar una línea de visión despejada, por ejemplo, retirando pilas de productos o colocando aberturas o secciones vacías en puntos críticos de los estantes. Los espejos se pueden aplicar al equipo y en lugares adecuados en fábricas y almacenes para hacer que las esquinas ciegas sean más seguras. Sin embargo, los espejos son un medio de prevención secundario en comparación con la eliminación real de las esquinas ciegas para permitir la visión directa. En el transporte con grúa, a menudo es necesario asignar un señalero especial para verificar que el área donde se bajará la carga no esté ocupada por personas. Una buena práctica de seguridad es pintar o marcar de otro modo los puntos peligrosos y las obstrucciones en el entorno de trabajo, por ejemplo, pilares, bordes de puertas y andenes de carga, elementos sobresalientes de máquinas y partes móviles de equipos. Una iluminación adecuada a menudo puede mejorar considerablemente la visibilidad, por ejemplo, en escaleras, pasillos y puertas de salida.
- Elimine el levantamiento y transporte manual de cargas mediante manipulación mecánica y automatizada. Alrededor del 15% de todas las lesiones relacionadas con el trabajo involucran el levantamiento y transporte manual de cargas. La mayoría de las lesiones se deben a un esfuerzo excesivo; el resto son resbalones y caídas y lesiones en las manos causadas por bordes afilados. Los trastornos traumáticos acumulativos y los trastornos de la espalda son problemas de salud típicos debido al trabajo de manipulación manual. Aunque la mecanización y la automatización han eliminado en gran medida las tareas de manipulación manual en la industria, todavía existen varios lugares de trabajo en los que las personas se sobrecargan físicamente al levantar y transportar cargas pesadas. Se debe considerar la posibilidad de proporcionar equipos de manipulación adecuados, por ejemplo, montacargas, plataformas elevadoras, elevadores, carretillas elevadoras, grúas, transportadores, paletizadores, robots y manipuladores mecánicos.
- Proporcionar y mantener una comunicación efectiva.. Un factor común en los accidentes graves es una falla en la comunicación. El conductor de una grúa debe comunicarse con un hondero, que sujeta la carga, y si las señas manuales entre el conductor y el cargador son incorrectas o los teléfonos de radio tienen poca audibilidad, pueden producirse errores críticos. Los vínculos de comunicación son importantes entre los operadores de manipulación de materiales, el personal de producción, los cargadores, los trabajadores portuarios, los conductores de equipos y el personal de mantenimiento. Por ejemplo, el conductor de una carretilla elevadora tiene que transmitir información sobre cualquier problema de seguridad que haya encontrado (por ejemplo, pasillos con esquinas ciegas debido a pilas de material) al entregar la carretilla al siguiente conductor durante el cambio de turno. Los conductores de vehículos de motor y grúas móviles que trabajan como contratistas en un lugar de trabajo a menudo no están familiarizados con los riesgos particulares que pueden enfrentar y, por lo tanto, deben recibir orientación o capacitación especial. Esto puede incluir proporcionar un mapa de las instalaciones de la fábrica en la puerta de acceso junto con las instrucciones esenciales de conducción y trabajo seguro. Las señales de tráfico para el tráfico laboral no están tan desarrolladas como las de la vía pública. Sin embargo, muchos de los riesgos que se encuentran en el tráfico rodado también son comunes dentro de las instalaciones de la fábrica. Por lo tanto, es importante proporcionar señales de tráfico adecuadas para el tráfico interno a fin de facilitar la comunicación de advertencias de peligro y alertar a los conductores sobre las precauciones que puedan ser necesarias.
- Organice las interfaces humanas y el manejo manual de acuerdo con los principios ergonómicos.. El trabajo de manipulación de materiales debe adaptarse a la capacidad y las habilidades de las personas mediante la aplicación de la ergonomía para evitar errores y esfuerzos inadecuados. Los controles y visualizaciones de grúas y carretillas elevadoras deben ser compatibles con las expectativas y hábitos naturales de las personas. En la manipulación manual es importante asegurarse de que haya suficiente espacio para los movimientos humanos necesarios para realizar las tareas. Además, se deben evitar las posturas de trabajo excesivamente extenuantes, por ejemplo, levantar cargas manualmente por encima de la cabeza y no exceder los pesos máximos permitidos para el levantamiento manual. Las variaciones individuales en edad, fuerza, estado de salud, experiencia y consideraciones antropométricas pueden requerir la modificación del espacio de trabajo y las tareas en consecuencia. La preparación de pedidos en las instalaciones de almacenamiento es un ejemplo de una tarea en la que la ergonomía es de suma importancia para la seguridad y la productividad.
- Proporcionar la formación y el asesoramiento adecuados.. Las tareas de manejo de materiales a menudo se consideran de un nivel demasiado bajo como para justificar una capacitación especial para la fuerza laboral. El número de operadores de grúas y conductores de montacargas especializados está disminuyendo en los lugares de trabajo; y hay una tendencia creciente a hacer de la conducción de grúas y carretillas elevadoras un trabajo para el que casi cualquier persona en un lugar de trabajo debería estar preparada. Aunque los peligros pueden reducirse con medidas técnicas y ergonómicas, es la habilidad del operador la que es decisiva en última instancia para evitar situaciones peligrosas en entornos de trabajo dinámicos. Las encuestas de accidentes han indicado que muchas de las víctimas en accidentes de manejo de materiales son personas que no están involucradas en las tareas de manejo de materiales. Por lo tanto, también se debe proporcionar capacitación en cierta medida a los transeúntes en las áreas de manejo de materiales.
- Suministrar a las personas que trabajan en el transporte y la manipulación con equipos personales adecuados. Se pueden prevenir varios tipos de lesiones mediante el uso de equipo de protección personal adecuado. Los zapatos de seguridad que no provocan resbalones ni caídas, los guantes gruesos, los anteojos o gafas de seguridad y los cascos son protectores personales típicos que se usan para las tareas de manejo de materiales. Cuando los peligros especiales lo exigen, se utilizan equipos de protección contra caídas, respiradores y prendas especiales de seguridad. El equipo de trabajo adecuado para el manejo de materiales debe proporcionar una buena visibilidad y no debe incluir piezas que puedan engancharse fácilmente en el equipo o agarrarse a las piezas móviles.
- Llevar a cabo las tareas de mantenimiento e inspección adecuadas.. Cuando los accidentes ocurren debido a fallas en el equipo, las razones a menudo se encuentran en procedimientos deficientes de mantenimiento e inspección. Las instrucciones para el mantenimiento y las inspecciones se dan en las normas de seguridad y en los manuales de los fabricantes. Las desviaciones de los procedimientos dados pueden conducir a situaciones peligrosas. Los usuarios de equipos de manejo de materiales son responsables del mantenimiento diario y las rutinas de inspección que involucran tareas tales como revisar las baterías, las transmisiones por cable y cadena, los aparejos de elevación, los frenos y los controles; limpieza de ventanas; y agregando aceite cuando sea necesario. Se realizan inspecciones más minuciosas, menos frecuentes, con regularidad, como semanalmente, mensualmente, semestralmente o una vez al año, según las condiciones de uso. La limpieza, incluida la limpieza adecuada de pisos y lugares de trabajo, también es importante para el manejo seguro de materiales. Los pisos aceitosos y húmedos hacen que las personas y los camiones resbalen. Las paletas rotas y los estantes de almacenamiento deben desecharse siempre que se observen. En las operaciones que involucran el transporte de materiales a granel por transportadores, es importante eliminar las acumulaciones de polvo y granos para evitar explosiones de polvo e incendios.
- Plan para cambios en las condiciones ambientales. La capacidad de adaptarse a condiciones ambientales variables es limitada tanto entre el equipo como entre las personas. Los operadores de carretillas elevadoras necesitan varios segundos para adaptarse cuando conducen desde un vestíbulo sombrío a través de puertas hasta un patio exterior iluminado por el sol, y cuando se mueven hacia el interior desde el exterior. Para que estas operaciones sean más seguras, se pueden instalar arreglos especiales de iluminación en las puertas. En el exterior, las grúas suelen estar sujetas a fuertes cargas de viento, que deben tenerse en cuenta durante las operaciones de elevación. En condiciones de viento extremo, la elevación con grúas debe interrumpirse por completo. El hielo y la nieve pueden causar un trabajo extra considerable para los trabajadores que tienen que limpiar las superficies de las cargas. A veces, esto también significa tomar riesgos adicionales; por ejemplo, cuando el trabajo se realiza sobre la carga o incluso debajo de la carga durante el levantamiento. La planificación también debe cubrir los procedimientos seguros para estas tareas. Una carga helada puede deslizarse lejos de una horquilla de tarima durante el transporte con montacargas. Las atmósferas corrosivas, el calor, las heladas y el agua de mar pueden causar la degradación de los materiales y fallas posteriores si los materiales no están diseñados para soportar tales condiciones.
Política de Seguridad, Liderazgo y Cultura
Los temas de liderazgo y cultura son las dos consideraciones más importantes entre las condiciones necesarias para alcanzar la excelencia en seguridad. La política de seguridad puede considerarse importante o no, dependiendo de la percepción del trabajador sobre si el compromiso de la gerencia y el apoyo a la política se llevan a cabo todos los días. La gerencia a menudo escribe la política de seguridad y luego no se asegura de que los gerentes y supervisores la hagan cumplir en el trabajo, todos los días.
Cultura de Seguridad y Resultados de Seguridad
Solíamos creer que había ciertos "elementos esenciales" de un "programa de seguridad". En los Estados Unidos, las agencias reguladoras brindan pautas sobre cuáles son esos elementos (política, procedimientos, capacitación, inspecciones, investigaciones, etc.). Algunas provincias de Canadá afirman que hay 20 elementos esenciales, mientras que algunas organizaciones en el Reino Unido sugieren que se deben considerar 30 elementos esenciales en los programas de seguridad. Tras un examen detenido de la lógica detrás de las diferentes listas de elementos esenciales, se vuelve obvio que las listas de cada uno reflejan simplemente la opinión de algún escritor del pasado (Heinrich, digamos, o Bird). De manera similar, las regulaciones sobre programación de seguridad a menudo reflejan la opinión de algún escritor temprano. Rara vez hay alguna investigación detrás de estas opiniones, lo que resulta en situaciones en las que los elementos esenciales pueden funcionar en una organización y no en otra. Cuando realmente observamos la investigación sobre la efectividad del sistema de seguridad, comenzamos a comprender que aunque hay muchos elementos esenciales que son aplicables a los resultados de seguridad, es la percepción del trabajador de la cultura lo que determina si un solo elemento será efectivo o no. . Hay una serie de estudios citados en las referencias que llevan a la conclusión de que no hay elementos "imprescindibles" ni "esenciales" en un sistema de seguridad.
Esto plantea algunos problemas serios ya que las normas de seguridad tienden a instruir a las organizaciones simplemente para que “tengan un programa de seguridad” que consta de cinco, siete o cualquier número de elementos, cuando es obvio que muchas de las actividades prescritas no funcionarán y serán una pérdida de tiempo. , esfuerzo y recursos que podrían utilizarse para emprender las actividades proactivas que evitarán pérdidas. No es qué elementos se utilizan lo que determina los resultados de seguridad; más bien es la cultura en la que se utilizan estos elementos lo que determina el éxito. En una cultura de seguridad positiva, casi todos los elementos funcionarán; en una cultura negativa, probablemente ninguno de los elementos obtendrá resultados.
Construyendo Cultura
Si la cultura de la organización es tan importante, los esfuerzos en la gestión de la seguridad deben estar dirigidos ante todo a construir cultura para que las actividades de seguridad que se instituyan tengan resultados. Cultura puede definirse vagamente como "la forma en que es por aquí". La cultura de seguridad es positiva cuando los trabajadores creen honestamente que la seguridad es un valor clave de la organización y pueden percibir que ocupa un lugar destacado en la lista de prioridades de la organización. Esta percepción por parte de la fuerza laboral sólo puede lograrse cuando ven a la gerencia como creíble; cuando el palabras de la política de seguridad se viven a diario; cuando las decisiones de la gerencia sobre los gastos financieros muestran que el dinero se gasta para las personas (así como para ganar más dinero); cuando las medidas y recompensas provistas por la gerencia fuerzan el desempeño de los gerentes intermedios y de supervisión a niveles satisfactorios; cuando los trabajadores tienen un papel en la resolución de problemas y la toma de decisiones; cuando existe un alto grado de seguridad y confianza entre la dirección y los trabajadores; cuando hay apertura de comunicaciones; y cuando los trabajadores reciben un reconocimiento positivo por su trabajo.
En una cultura de seguridad positiva como la descrita anteriormente, casi cualquier elemento del sistema de seguridad será efectivo. De hecho, con la cultura adecuada, una organización apenas necesita un “programa de seguridad”, ya que la seguridad se trata como una parte normal del proceso de gestión. Para lograr una cultura de seguridad positiva, se deben cumplir ciertos criterios
1. Debe existir un sistema que asegure actividades regulares diarias proactivas de supervisión (o equipo).
2. El sistema deberá velar activamente por el desarrollo de las funciones y actividades de los mandos intermedios en las siguientes áreas:
- asegurar el desempeño regular de los subordinados (supervisión o equipo)
- asegurando la calidad de ese desempeño
- participar en ciertas actividades bien definidas para demostrar que la seguridad es tan importante que incluso los altos directivos están haciendo algo al respecto.
3. La alta dirección debe demostrar y apoyar visiblemente que la seguridad tiene una alta prioridad en la organización.
4. Cualquier trabajador que elija hacerlo debería poder participar activamente en actividades significativas relacionadas con la seguridad.
5. El sistema de seguridad debe ser flexible, permitiendo tomar decisiones en todos los niveles.
6. El esfuerzo de seguridad debe ser visto como positivo por la fuerza laboral.
Estos seis criterios se pueden cumplir independientemente del estilo de gestión de la organización, ya sea autoritario o participativo, y con enfoques de seguridad completamente diferentes.
Política de Cultura y Seguridad
Tener una política de seguridad rara vez logra algo a menos que se siga con sistemas que hagan que la política viva. Por ejemplo, si la política establece que los supervisores son responsables de la seguridad, no significa nada a menos que se establezca lo siguiente:
- La gerencia tiene un sistema donde hay una definición clara del rol y de qué actividades deben llevarse a cabo para satisfacer la responsabilidad de seguridad.
- Los supervisores saben cómo cumplir ese rol, cuentan con el apoyo de la gerencia, creen que las tareas son realizables y llevan a cabo sus tareas como resultado de una adecuada planificación y capacitación.
- Se miden regularmente para garantizar que hayan completado las tareas definidas (pero no se mide por un registro de accidentes) y para obtener retroalimentación para determinar si las tareas deben cambiarse o no.
- Existe una recompensa supeditada a la finalización de la tarea en el sistema de evaluación del desempeño o en cualquier mecanismo impulsor de la organización.
Estos criterios son válidos en cada nivel de la organización; deben definirse las tareas, debe haber una medida válida de desempeño (finalización de la tarea) y una recompensa supeditada al desempeño. Por lo tanto, la política de seguridad no impulsa el desempeño de la seguridad; la responsabilidad sí. La rendición de cuentas es la clave para construir cultura. Solo cuando los trabajadores ven a los supervisores y a la gerencia cumplir con sus tareas de seguridad diariamente, creen que la gerencia es creíble y que la alta gerencia realmente lo dijo en serio cuando firmaron los documentos de política de seguridad.
Liderazgo y Seguridad
Es obvio por lo anterior que el liderazgo es crucial para los resultados de seguridad, ya que el liderazgo forma la cultura que determina lo que funcionará y lo que no funcionará en los esfuerzos de seguridad de la organización. Un buen líder deja claro lo que se quiere en términos de resultados, y también deja claro exactamente qué se hará en la organización para lograr los resultados. El liderazgo es infinitamente más importante que la política, ya que los líderes, a través de sus acciones y decisiones, envían mensajes claros a toda la organización sobre qué políticas son importantes y cuáles no. Las organizaciones a veces declaran a través de políticas que la salud y la seguridad son valores clave, y luego construyen medidas y estructuras de recompensas que promueven lo contrario.
El liderazgo, a través de sus acciones, sistemas, medidas y recompensas, determina claramente si se logrará o no la seguridad en la organización. Esto nunca ha sido más evidente para todos los trabajadores de la industria que durante la década de 1990. Nunca ha habido una lealtad más declarada a la salud y la seguridad que en los últimos diez años. Al mismo tiempo, nunca ha habido más reducción de tamaño o “adecuación de tamaño” y más presión para aumentar la producción y reducir costos, creando más estrés, más horas extras forzadas, más trabajo para menos trabajadores, más miedo por el futuro y menos seguridad laboral que nunca. El dimensionamiento correcto ha diezmado a los mandos intermedios y supervisores y ha puesto más trabajo en menos trabajadores (las personas clave en seguridad). Existe una percepción general de sobrecarga en todos los niveles de la organización. La sobrecarga provoca más accidentes, más fatiga física, más fatiga psicológica, más reclamaciones por estrés, más condiciones de movimiento repetitivo y más trastornos traumáticos acumulativos. También se ha deteriorado en muchas organizaciones la relación entre la empresa y el trabajador, donde antes existían sentimientos mutuos de confianza y seguridad. En el entorno anterior, un trabajador puede haber continuado “trabajando herido”. Sin embargo, cuando los trabajadores temen por sus trabajos y ven que los rangos gerenciales son tan escasos que no están supervisados, comienzan a sentir que la organización ya no se preocupa por ellos, con el consiguiente deterioro de la cultura de seguridad.
Análisis de las deficiencias
Muchas organizaciones están pasando por un proceso simple conocido como análisis de brechas que consta de tres pasos: (1) determinar dónde quiere estar; (2) determinar dónde se encuentra ahora y (3) determinar cómo llegar desde donde está hasta donde quiere estar, o cómo “cerrar la brecha”.
Determinar dónde quieres estar. ¿Cómo quiere que sea el sistema de seguridad de su organización? Se han sugerido seis criterios contra los cuales evaluar el sistema de seguridad de una organización. Si se rechazan, debe medir el sistema de seguridad de su organización frente a otros criterios. Por ejemplo, es posible que desee observar las siete variables climáticas de la eficacia organizacional establecidas por el Dr. Rensis Likert (1967), quien demostró que cuanto mejor es una organización en ciertas cosas, más probable es que tenga éxito económico. y por lo tanto en seguridad. Estas variables climáticas son las siguientes:
- aumentar la cantidad de confianza de los trabajadores y el interés general de los gerentes en la comprensión de los problemas de seguridad
- dando formación y ayuda donde y cuando sea necesario
- Ofrecer la enseñanza necesaria sobre cómo resolver problemas.
- proporcionando la confianza requerida disponible, permitiendo el intercambio de información entre la gerencia y sus subordinados
- solicitar las ideas y opiniones del trabajador
- Proporcionar accesibilidad a la alta dirección.
- reconocer al trabajador por hacer un buen trabajo en lugar de limitarse a dar respuestas.
Existen otros criterios contra los cuales evaluarse como el criterio establecido para determinar la probabilidad de eventos catastróficos sugerido por Zembroski (1991).
Determinar dónde se encuentra ahora. Este es quizás el más difícil. Originalmente se pensó que la efectividad del sistema de seguridad podría determinarse midiendo el número de lesiones o algún subconjunto de lesiones (lesiones registrables, lesiones con tiempo perdido, índices de frecuencia, etc.). Debido al bajo número de estos datos, por lo general tienen poca o ninguna validez estadística. Reconociendo esto en las décadas de 1950 y 1960, los investigadores tendieron a alejarse de las medidas de incidentes e intentaron juzgar la efectividad del sistema de seguridad a través de auditorías. Se hizo el intento de predeterminar lo que se debe hacer en una organización para obtener resultados, y luego determinar por medio de la medición si esas cosas se hicieron o no.
Durante años se asumió que los puntajes de las auditorías predecían los resultados de seguridad; cuanto mejor sea el puntaje de la auditoría este año, menor será el registro de accidentes el próximo año. Ahora sabemos (a partir de una variedad de investigaciones) que los puntajes de auditoría no se correlacionan muy bien (si es que lo hacen) con el historial de seguridad. La investigación sugiere que la mayoría de las auditorías (externas ya veces internas) tienden a correlacionarse mucho mejor con el cumplimiento normativo que con el historial de seguridad. Esto está documentado en una serie de estudios y publicaciones.
Varios estudios que correlacionan los puntajes de las auditorías y el registro de lesiones en grandes empresas durante períodos de tiempo (buscando determinar si el registro de lesiones tiene validez estadística) han encontrado una correlación cero, y en algunos casos una correlación negativa, entre los resultados de la auditoría y el récord de lesiones. Las auditorías en estos estudios tienden a correlacionarse positivamente con el cumplimiento normativo.
Superar los desequilibrios
Parece haber solo unas pocas medidas de desempeño de seguridad que son válidas (es decir, realmente se correlacionan con el registro real de accidentes en grandes empresas durante largos períodos de tiempo) que pueden usarse para "cerrar la brecha":
- muestreo de comportamiento
- entrevistas en profundidad a los trabajadores
- encuestas de percepcion
Quizás la medida más importante que se debe considerar es la encuesta de percepción, que se utiliza para evaluar el estado actual de la cultura de seguridad de cualquier organización. Se identifican los problemas críticos de seguridad y se demuestra claramente cualquier diferencia en los puntos de vista de la gerencia y de los empleados sobre la eficacia de los programas de seguridad de la empresa.
La encuesta comienza con un breve conjunto de preguntas demográficas que se pueden usar para organizar gráficos y tablas para mostrar los resultados (ver figura 1). Por lo general, se pregunta a los participantes sobre su nivel de empleado, su ubicación general de trabajo y quizás su grupo comercial. En ningún momento se formulan preguntas a los empleados que permitan ser identificados por las personas que están puntuando los resultados.
Figura 1. Ejemplo de resultados de la encuesta de percepción
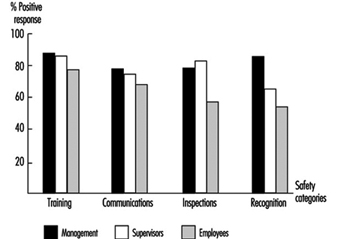
La segunda parte de la encuesta consta de una serie de preguntas. Las preguntas están diseñadas para descubrir las percepciones de los empleados sobre varias categorías de seguridad. Cada pregunta puede afectar la puntuación de más de una categoría. Se calcula un porcentaje acumulativo de respuestas positivas para cada categoría. Los porcentajes de las categorías se grafican (ver figura 1) para mostrar los resultados en orden descendente de percepción positiva por parte de los trabajadores de línea. Las categorías en el lado derecho del gráfico son las que los empleados perciben como las menos positivas y, por lo tanto, las que más necesitan mejorar.
Resumen
Mucho se ha aprendido sobre lo que determina la eficacia de un sistema de seguridad en los últimos años. Se reconoce que la cultura es la clave. La percepción de los empleados sobre la cultura de la organización dicta su comportamiento y, por lo tanto, la cultura determina si algún elemento del programa de seguridad será eficaz o no.
La cultura se establece no por una política escrita, sino por el liderazgo; por las acciones y decisiones del día a día; y por los sistemas establecidos que aseguran que se lleven a cabo las actividades (desempeño) de seguridad de los gerentes, supervisores y equipos de trabajo. La cultura se puede construir positivamente a través de sistemas de rendición de cuentas que aseguren el desempeño y mediante sistemas que permitan, alienten y consigan la participación de los trabajadores. Además, la cultura puede evaluarse válidamente a través de encuestas de percepción y mejorarse una vez que la organización determina dónde les gustaría estar.
Más...
Cultura y Gestión de la Seguridad
La cultura de la seguridad es un concepto nuevo entre los profesionales de la seguridad y los investigadores académicos. Se puede considerar que la cultura de seguridad incluye varios otros conceptos que se refieren a los aspectos culturales de la seguridad ocupacional, como las actitudes y comportamientos de seguridad, así como el clima de seguridad en el lugar de trabajo, a los que se hace referencia más comúnmente y están bastante bien documentados.
Surge la pregunta de si la cultura de la seguridad es solo una palabra nueva que se usa para reemplazar viejas nociones, o si trae un nuevo contenido sustantivo que puede ampliar nuestra comprensión de la dinámica de la seguridad en las organizaciones. La primera sección de este artículo responde a esta pregunta definiendo el concepto de cultura de seguridad y explorando sus posibles dimensiones.
Otra pregunta que puede surgir acerca de la cultura de la seguridad tiene que ver con su relación con el desempeño de las empresas en materia de seguridad. Se acepta que empresas similares clasificadas en una categoría de riesgo dada difieren con frecuencia en cuanto a su desempeño real en materia de seguridad. ¿Es la cultura de seguridad un factor de la eficacia de la seguridad y, de ser así, qué tipo de cultura de seguridad logrará contribuir a un impacto deseable? Esta pregunta se aborda en la segunda sección del artículo al revisar algunas pruebas empíricas relevantes sobre el impacto de la cultura de seguridad en el desempeño de seguridad.
La tercera sección aborda la cuestión práctica de la gestión de la cultura de seguridad, con el fin de ayudar a los gerentes y otros líderes organizacionales a construir una cultura de seguridad que contribuya a la reducción de accidentes laborales.
Cultura de Seguridad: Concepto y Realidades
El concepto de cultura de seguridad aún no está muy bien definido y se refiere a una amplia gama de fenómenos. Algunos de estos ya han sido parcialmente documentados, como las actitudes y los comportamientos de los gerentes o trabajadores hacia el riesgo y la seguridad (Andriessen 1978; Cru y Dejours 1983; Dejours 1992; Dodier 1985; Eakin 1992; Eyssen, Eakin-Hoffman y Spengler 1980). ; Haas 1977). Estos estudios son importantes para presentar evidencia sobre la naturaleza social y organizacional de las actitudes y comportamientos de seguridad de los individuos (Simard 1988). Sin embargo, al centrarse en actores organizacionales particulares como gerentes o trabajadores, no abordan la cuestión más amplia del concepto de cultura de seguridad, que caracteriza a las organizaciones.
Una tendencia de investigación que está más cerca del enfoque integral enfatizado por el concepto de cultura de seguridad está representada por los estudios sobre el clima de seguridad que se desarrollaron en la década de 1980. El concepto de clima de seguridad se refiere a las percepciones que tienen los trabajadores de su entorno de trabajo, particularmente el nivel de preocupación y actividades de seguridad de la gerencia y su propia participación en el control de riesgos en el trabajo (Brown y Holmes 1986; Dedobbeleer y Béland 1991; Zohar 1980). En teoría, se cree que los trabajadores desarrollan y utilizan tales conjuntos de percepciones para determinar lo que creen que se espera de ellos dentro del entorno organizacional y comportarse en consecuencia. Aunque conceptualizado como un INSTRUMENTO individual atributo desde una perspectiva psicológica, las percepciones que forman el clima de seguridad dan una valiosa evaluación de la reacción común de los trabajadores a un organizativo atributo que se construye social y culturalmente, en este caso por la gestión de la seguridad laboral en el lugar de trabajo. En consecuencia, aunque el clima de seguridad no captura completamente la cultura de seguridad, puede verse como una fuente de información sobre la cultura de seguridad de un lugar de trabajo.
La cultura de seguridad es un concepto que (1) incluye los valores, creencias y principios que sirven de base para el sistema de gestión de seguridad y (2) también incluye el conjunto de prácticas y comportamientos que ejemplifican y refuerzan esos principios básicos. Estas creencias y prácticas son significados producidos por los miembros de la organización en su búsqueda de estrategias que aborden temas como los riesgos laborales, los accidentes y la seguridad en el trabajo. Estos significados (creencias y prácticas) no solo son compartidos en cierta medida por los miembros del lugar de trabajo, sino que también actúan como una fuente primaria de actividad motivada y coordinada con respecto a la cuestión de la seguridad en el trabajo. Se puede deducir que la cultura debe diferenciarse tanto de las estructuras concretas de seguridad en el trabajo (la presencia de un departamento de seguridad, de un comité paritario de seguridad y salud, etc.) como de los programas de seguridad en el trabajo existentes (compuestos por actividades de identificación y control de peligros tales como inspecciones de trabajo, investigación de accidentes, análisis de seguridad laboral, etc.).
Petersen (1993) argumenta que la cultura de seguridad “está en el centro de cómo se utilizan los elementos o herramientas de los sistemas de seguridad...” al dar el siguiente ejemplo:
Dos empresas tenían una política similar de investigar accidentes e incidentes como parte de sus programas de seguridad. Incidentes similares ocurrieron en ambas empresas y se iniciaron investigaciones. En la primera empresa, el supervisor encontró que los trabajadores involucrados se comportaron de manera insegura, inmediatamente les advirtió sobre la infracción de seguridad y actualizó sus registros de seguridad personal. El gerente senior a cargo reconoció a este supervisor por hacer cumplir la seguridad en el lugar de trabajo. En la segunda empresa, el supervisor consideró las circunstancias del incidente, a saber, que ocurrió mientras el operador estaba bajo una fuerte presión para cumplir con los plazos de producción después de un período de problemas de mantenimiento mecánico que habían frenado la producción, y en un contexto donde la atención de los empleados se extrajo de las prácticas de seguridad porque los recortes recientes de la empresa tenían a los trabajadores preocupados por su seguridad laboral. Los funcionarios de la empresa reconocieron el problema del mantenimiento preventivo y realizaron una reunión con todos los empleados donde discutieron la situación financiera actual y pidieron a los trabajadores mantener la seguridad mientras trabajan juntos para mejorar la producción con miras a ayudar a la viabilidad de la corporación.
"¿Por qué", preguntó Petersen, "una empresa culpó al empleado, llenó los formularios de investigación de incidentes y volvió al trabajo mientras que la otra empresa descubrió que debe lidiar con la culpa en todos los niveles de la organización?" La diferencia radica en las culturas de seguridad, no en los programas de seguridad en sí mismos, aunque la forma cultural en que se pone en práctica este programa, y los valores y creencias que dan sentido a las prácticas reales, determinan en gran medida si el programa tiene suficiente contenido e impacto reales.
A partir de este ejemplo, se desprende que la alta dirección es un actor clave cuyos principios y acciones en seguridad laboral contribuyen en gran medida a establecer la cultura de seguridad corporativa. En ambos casos, los supervisores respondieron de acuerdo a lo que percibían como “la forma correcta de hacer las cosas”, una percepción que había sido reforzada por las acciones consecuentes de la alta dirección. Obviamente, en el primer caso, la alta dirección estaba a favor de un enfoque de control de seguridad "por el libro", o burocrático y jerárquico, mientras que en el segundo caso, el enfoque era más integral y propicio para el compromiso de los gerentes y los trabajadores. participación en la seguridad en el trabajo. También son posibles otros enfoques culturales. Por ejemplo, Eakin (1992) ha demostrado que en empresas muy pequeñas, es común que el alto directivo delegue completamente la responsabilidad de la seguridad a los trabajadores.
Estos ejemplos plantean la importante cuestión de la dinámica de una cultura de seguridad y los procesos involucrados en la construcción, el mantenimiento y el cambio de cultura organizacional con respecto a la seguridad en el trabajo. Uno de estos procesos es el liderazgo demostrado por los altos directivos y otros líderes organizacionales, como los dirigentes sindicales. El enfoque de la cultura organizacional ha contribuido a renovar los estudios de liderazgo en las organizaciones al mostrar la importancia del rol personal de los líderes tanto naturales como organizacionales para demostrar compromiso con los valores y crear significados compartidos entre los miembros de la organización (Nadler y Tushman 1990; Schein 1985). El ejemplo de Petersen de la primera empresa ilustra una situación en la que el liderazgo de la alta dirección era estrictamente estructural, una cuestión meramente de establecer y reforzar el cumplimiento del programa de seguridad y las normas. En la segunda empresa, los altos directivos demostraron un enfoque más amplio del liderazgo, combinando un papel estructural al decidir dar tiempo para realizar el mantenimiento preventivo necesario con un papel personal al reunirse con los empleados para hablar sobre seguridad y producción en una situación financiera difícil. Por último, en el estudio de Eakin, los altos directivos de algunas pequeñas empresas parecen no desempeñar ningún papel de liderazgo.
Otros actores organizacionales que juegan un papel muy importante en la dinámica cultural de la seguridad en el trabajo son los mandos medios y los supervisores. En su estudio de más de mil supervisores de primera línea, Simard y Marchand (1994) muestran que una gran mayoría de los supervisores están involucrados en la seguridad ocupacional, aunque los patrones culturales de su participación pueden diferir. En algunos lugares de trabajo, el patrón dominante es lo que llaman “participación jerárquica” y está más orientado al control; en otras organizaciones el patrón es de “participación participativa”, porque los supervisores animan y permiten que sus empleados participen en actividades de prevención de accidentes; y en una pequeña minoría de organizaciones, los supervisores se retiran y dejan la seguridad en manos de los trabajadores. Es fácil ver la correspondencia entre estos estilos de gestión de seguridad de supervisión y lo que se ha dicho anteriormente sobre los patrones de liderazgo de los gerentes de nivel superior en seguridad ocupacional. Empíricamente, sin embargo, el estudio de Simard y Marchand muestra que la correlación no es perfecta, una circunstancia que respalda la hipótesis de Petersen de que un problema importante de muchos ejecutivos es cómo construir una cultura de seguridad sólida y orientada a las personas entre los medios y los ejecutivos. gestión de supervisión. Parte de este problema puede deberse al hecho de que la mayoría de los gerentes de nivel inferior todavía tienen una mentalidad predominantemente productiva y son propensos a culpar a los trabajadores por los accidentes en el lugar de trabajo y otros percances de seguridad (DeJoy 1987 y 1994; Taylor 1981).
Este énfasis en la gestión no debe verse como una indiferencia a la importancia de los trabajadores en la dinámica de la cultura de seguridad de los lugares de trabajo. La motivación y los comportamientos de los trabajadores con respecto a la seguridad en el trabajo están influenciados por las percepciones que tienen de la prioridad que sus supervisores y altos directivos le dan a la seguridad en el trabajo (Andriessen 1978). Este patrón de influencia de arriba hacia abajo ha sido probado en numerosos experimentos de comportamiento, utilizando la retroalimentación positiva de los gerentes para reforzar el cumplimiento de las reglas formales de seguridad (McAfee y Winn 1989; Näsänen y Saari 1987). Los trabajadores también forman espontáneamente grupos de trabajo cuando la organización del trabajo ofrece condiciones adecuadas que les permiten involucrarse en la gestión y regulación de la seguridad formal o informal del lugar de trabajo (Cru y Dejours 1983; Dejours 1992; Dwyer 1992). Este último patrón de comportamiento de los trabajadores, más orientado hacia las iniciativas de seguridad de los grupos de trabajo y su capacidad de autorregulación, puede ser utilizado positivamente por la gerencia para desarrollar la participación de la fuerza laboral y la seguridad en la construcción de una cultura de seguridad en el lugar de trabajo.
Cultura de seguridad y desempeño de seguridad
Hay un creciente cuerpo de evidencia empírica sobre el impacto de la cultura de seguridad en el desempeño de seguridad. Numerosos estudios han investigado las características de las empresas que tienen bajas tasas de accidentes, mientras que en general las comparan con empresas similares que tienen tasas de accidentes superiores a la media. Un resultado bastante consistente de estos estudios, llevados a cabo tanto en países industrializados como en países en desarrollo, enfatiza la importancia del compromiso y liderazgo de seguridad de los gerentes superiores para el desempeño de seguridad (Chew 1988; Hunt y Habeck 1993; Shannon et al. 1992; Smith et al. . 1978). Además, la mayoría de los estudios muestran que en las empresas con índices de accidentes más bajos, la participación personal de los altos directivos en la seguridad laboral es al menos tan importante como sus decisiones en la estructuración del sistema de gestión de la seguridad (funciones que incluirían el uso de recursos financieros y profesionales). y la creación de políticas y programas, etc.). Según Smith et al. (1978) la participación activa de los altos directivos actúa como un motivador para todos los niveles de gestión al mantener su interés a través de la participación, y para los empleados al demostrar el compromiso de la dirección con su bienestar. Los resultados de muchos estudios sugieren que una de las mejores formas de demostrar y promover sus valores humanísticos y su filosofía orientada a las personas es que la alta dirección participe en actividades muy visibles, como inspecciones de seguridad en el lugar de trabajo y reuniones con los empleados.
Numerosos estudios sobre la relación entre la cultura de la seguridad y el desempeño de la seguridad identifican los comportamientos de seguridad de los supervisores de primera línea al mostrar que la participación de los supervisores en un enfoque participativo de la gestión de la seguridad generalmente se asocia con menores tasas de accidentes (Chew 1988; Mattila, Hyttinen y Rantanen 1994). ; Simard y Marchand 1994; Smith et al. 1978). Tal patrón de comportamiento de los supervisores se ejemplifica en las frecuentes interacciones y comunicaciones formales e informales con los trabajadores sobre el trabajo y la seguridad, prestando atención al monitoreo del desempeño de seguridad de los trabajadores y brindando retroalimentación positiva, así como desarrollando la participación de los trabajadores en actividades de prevención de accidentes. . Además, las características de una supervisión eficaz de la seguridad son las mismas que las de una supervisión generalmente eficiente de las operaciones y la producción, lo que respalda la hipótesis de que existe una estrecha relación entre la gestión eficiente de la seguridad y la buena dirección general.
Existe evidencia de que una fuerza laboral orientada a la seguridad es un factor positivo para el desempeño de seguridad de la empresa. Sin embargo, la percepción y la concepción de los comportamientos de seguridad de los trabajadores no deben reducirse al mero cuidado y cumplimiento de las normas de seguridad de la dirección, aunque numerosos experimentos de comportamiento han demostrado que un mayor nivel de conformidad de los trabajadores con las prácticas de seguridad reduce las tasas de accidentes (Saari 1990). De hecho, el empoderamiento de la fuerza laboral y la participación activa también están documentados como factores de éxito en los programas de seguridad ocupacional. A nivel del lugar de trabajo, algunos estudios ofrecen evidencia de que los comités conjuntos de salud y seguridad que funcionan de manera efectiva (compuestos por miembros que están bien capacitados en seguridad ocupacional, cooperan en el cumplimiento de su mandato y cuentan con el apoyo de sus electores) contribuyen significativamente al desempeño de seguridad de la empresa. (Chew 1988; Rees 1988; Tuohy y Simard 1992). De manera similar, a nivel de planta, los grupos de trabajo que son alentados por la gerencia para desarrollar la seguridad y la autorregulación del equipo generalmente tienen un mejor desempeño en seguridad que los grupos de trabajo sujetos al autoritarismo y la desintegración social (Dwyer 1992; Lanier 1992).
Se puede concluir a partir de la evidencia científica mencionada anteriormente que un tipo particular de cultura de la seguridad es más propicio para el desempeño de la seguridad. En resumen, esta cultura de seguridad combina el liderazgo y el apoyo de la alta dirección, el compromiso de la baja dirección y la participación de los empleados en la seguridad laboral. En realidad, tal cultura de seguridad es una que obtiene un puntaje alto en lo que podría conceptualizarse como las dos dimensiones principales del concepto de cultura de seguridad, a saber: misión de seguridad y participación en la seguridad, como se muestra en la figura 1.
Figura 1. Tipología de culturas de seguridad
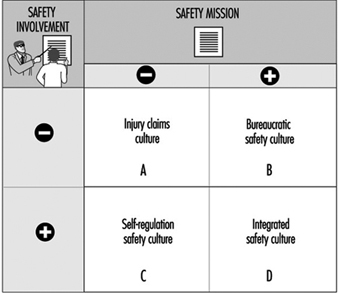
misión de seguridad se refiere a la prioridad otorgada a la seguridad en el trabajo en la misión de la empresa. La literatura sobre cultura organizacional destaca la importancia de una definición explícita y compartida de una misión que surge de los valores clave de la organización y los apoya (Denison 1990). En consecuencia, la dimensión de la misión de seguridad refleja el grado en que la alta dirección reconoce la seguridad y la salud en el trabajo como un valor clave de la empresa, y el grado en que los altos directivos utilizan su liderazgo para promover la internalización de este valor en los sistemas de gestión. y prácticas. Entonces se puede plantear la hipótesis de que un fuerte sentido de misión de seguridad (+) impacta positivamente en el desempeño de seguridad porque motiva a los miembros individuales del lugar de trabajo a adoptar un comportamiento dirigido a objetivos con respecto a la seguridad en el trabajo, y facilita la coordinación al definir un objetivo común así como un criterio externo para orientar el comportamiento.
Participación en la seguridad es donde los supervisores y los empleados se unen para desarrollar la seguridad del equipo a nivel de planta. La literatura sobre cultura organizacional apoya el argumento de que los altos niveles de involucramiento y participación contribuyen al desempeño porque crean entre los miembros de la organización un sentido de propiedad y responsabilidad que lleva a un mayor compromiso voluntario que facilita la coordinación del comportamiento y reduce la necesidad de sistemas de control burocrático explícito. (Denison 1990). Además, algunos estudios muestran que la participación puede ser una estrategia de los gerentes para un desempeño efectivo, así como una estrategia de los trabajadores para un mejor ambiente de trabajo (Lawler 1986; Walton 1986).
Según la figura 1, los lugares de trabajo que combinan un alto nivel de estas dos dimensiones deberían caracterizarse por lo que llamamos un cultura de seguridad integrada, lo que significa que la seguridad laboral se integra en la cultura organizacional como un valor clave y en los comportamientos de todos los miembros de la organización, lo que refuerza la participación desde los altos directivos hasta los empleados de base. La evidencia empírica mencionada anteriormente respalda la hipótesis de que este tipo de cultura de seguridad debería conducir a los lugares de trabajo al mejor desempeño de seguridad en comparación con otros tipos de culturas de seguridad.
La Gestión de una Cultura de Seguridad Integrada
La gestión de una cultura de seguridad integrada primero requiere la voluntad de la alta dirección para incorporarla a la cultura organizacional de la empresa. Esta no es una tarea sencilla. Va mucho más allá de adoptar una política corporativa oficial que enfatice el valor clave y la prioridad que se otorga a la seguridad en el trabajo y a la filosofía de su gestión, si bien la integración de la seguridad en el trabajo en los valores fundamentales de la organización es una piedra angular en la construcción de un sistema integral de seguridad. cultura. De hecho, la alta dirección debe ser consciente de que dicha política es el punto de partida de un importante proceso de cambio organizacional, ya que la mayoría de las organizaciones aún no funcionan de acuerdo con una cultura de seguridad integrada. Por supuesto, los detalles de la estrategia de cambio variarán dependiendo de cuál sea la cultura de seguridad existente en el lugar de trabajo (consulte las celdas A, B y C de la figura 1). En cualquier caso, una de las cuestiones clave es que la alta dirección se comporte de manera congruente con esa política (es decir, practique lo que predica). Esto es parte del liderazgo personal que los altos directivos deben demostrar al implementar y hacer cumplir dicha política. Otra cuestión clave es que la alta dirección facilite la estructuración o reestructuración de varios sistemas formales de gestión para apoyar la construcción de una cultura de seguridad integrada. Por ejemplo, si la cultura de seguridad existente es burocrática, el papel del personal de seguridad y del comité conjunto de salud y seguridad debe reorientarse de tal manera que apoye el desarrollo de la participación en seguridad de los supervisores y equipos de trabajo. De la misma manera, el sistema de evaluación del desempeño debe adecuarse para reconocer la responsabilidad de los mandos inferiores y el desempeño de los grupos de trabajo en seguridad laboral.
Los gerentes de nivel inferior, y en particular los supervisores, también desempeñan un papel fundamental en la gestión de una cultura de seguridad integrada. Más específicamente, deberían ser responsables del desempeño de seguridad de sus equipos de trabajo y deberían alentar a los trabajadores a involucrarse activamente en la seguridad ocupacional. Según Petersen (1993), la mayoría de los gerentes de nivel inferior tienden a ser cínicos acerca de la seguridad porque se enfrentan a la realidad de los mensajes contradictorios de la alta gerencia, así como a la promoción de varios programas que van y vienen con poco impacto duradero. Por lo tanto, construir una cultura de seguridad integrada a menudo puede requerir un cambio en el patrón de comportamiento de seguridad de los supervisores.
Según un estudio reciente de Simard y Marchand (1995), un enfoque sistemático para el cambio de comportamiento de los supervisores es la estrategia más eficiente para efectuar el cambio. Tal enfoque consta de pasos coherentes y activos destinados a resolver tres problemas principales del proceso de cambio: (1) la resistencia de los individuos al cambio, (2) la adaptación de los sistemas formales de gestión existentes para apoyar el proceso de cambio y (3) ) la conformación de la dinámica política y cultural informal de la organización. Estos dos últimos problemas pueden ser abordados por el liderazgo personal y estructural de los altos directivos, como se mencionó en el párrafo anterior. Sin embargo, en los lugares de trabajo sindicalizados, este liderazgo debe dar forma a la dinámica política de la organización para crear un consenso con los líderes sindicales con respecto al desarrollo de la gestión participativa de la seguridad a nivel de planta. En cuanto al problema de la resistencia de los supervisores al cambio, no debe manejarse con un enfoque de comando y control, sino con un enfoque consultivo que ayude a los supervisores a participar en el proceso de cambio y desarrollar un sentido de propiedad. Técnicas como el grupo focal y el comité ad hoc, que permiten a los supervisores y equipos de trabajo expresar sus preocupaciones sobre la gestión de la seguridad y participar en un proceso de resolución de problemas, se utilizan con frecuencia, combinadas con la capacitación adecuada de los supervisores en la gestión de supervisión participativa y eficaz. .
No es fácil concebir una cultura de seguridad realmente integrada en un lugar de trabajo que no cuenta con un comité paritario de seguridad y salud ni un delegado de seguridad de los trabajadores. Sin embargo, muchos países industrializados y algunos países en vías de desarrollo cuentan ahora con leyes y reglamentos que alientan u obligan a los lugares de trabajo a establecer dichos comités y delegados. El riesgo es que estos comités y delegados se conviertan en meros sustitutos de la participación y el empoderamiento reales de los empleados en la seguridad ocupacional a nivel de planta, lo que sirve para reforzar una cultura de seguridad burocrática. Para apoyar el desarrollo de una cultura de seguridad integrada, los comités conjuntos y los delegados deben fomentar un enfoque de gestión de seguridad descentralizado y participativo, por ejemplo (1) organizando actividades que aumenten la conciencia de los empleados sobre los peligros en el lugar de trabajo y los comportamientos de riesgo, (2 ) diseñar procedimientos y programas de capacitación que empoderen a los supervisores y equipos de trabajo para resolver muchos problemas de seguridad a nivel de planta, (3) participar en la evaluación del desempeño de la seguridad en el lugar de trabajo y (4) dar retroalimentación de refuerzo a los supervisores y trabajadores.
Otro medio poderoso de promover una cultura de seguridad integrada entre los empleados es realizar una encuesta de percepción. Los trabajadores generalmente saben dónde están muchos de los problemas de seguridad, pero como nadie les pide su opinión, se resisten a involucrarse en el programa de seguridad. Una encuesta de percepción anónima es un medio para romper este estancamiento y promover la participación de los empleados en la seguridad, al mismo tiempo que proporciona a la alta dirección comentarios que pueden utilizarse para mejorar la gestión del programa de seguridad. Dicha encuesta se puede realizar utilizando un método de entrevista combinado con un cuestionario administrado a todos oa una muestra estadísticamente válida de empleados (Bailey 1993; Petersen 1993). El seguimiento de la encuesta es crucial para construir una cultura de seguridad integrada. Una vez que los datos estén disponibles, la alta dirección debe proceder con el proceso de cambio mediante la creación de grupos de trabajo ad hoc con la participación de todos los niveles de la organización, incluidos los trabajadores. Esto proporcionará diagnósticos más profundos de los problemas identificados en la encuesta y recomendará formas de mejorar los aspectos de la gestión de la seguridad que lo requieran. Tal encuesta de percepción puede repetirse cada uno o dos años, para evaluar periódicamente la mejora de su sistema de gestión y cultura de seguridad.
Clima Organizacional y Seguridad
Vivimos en una era de nuevas tecnologías y sistemas de producción más complejos, donde las fluctuaciones en la economía global, los requisitos de los clientes y los acuerdos comerciales afectan las relaciones de una organización de trabajo (Moravec 1994). Las industrias se enfrentan a nuevos desafíos en el establecimiento y mantenimiento de un entorno de trabajo saludable y seguro. En varios estudios, los esfuerzos de seguridad de la dirección, el compromiso y la participación de la dirección en la seguridad, así como la calidad de la gestión, se han destacado como elementos clave del sistema de seguridad (Mattila, Hyttinen y Rantanen 1994; Dedobbeleer y Béland 1989; Smith 1989; Heinrich, Petersen y Roos 1980; Simonds y Shafai-Sahrai 1977; Komaki 1986; Smith et al. 1978).
Según Hansen (1993a), el compromiso de la dirección con la seguridad no es suficiente si se trata de un estado pasivo; solo un liderazgo activo y visible que cree un clima propicio para el desempeño puede guiar con éxito a una corporación hacia un lugar de trabajo seguro. Rogers (1961) indicó que “si el administrador, o el líder militar o industrial, crea tal clima dentro de la organización, entonces el personal se volverá más receptivo, más creativo, más capaz de adaptarse a nuevos problemas, básicamente más cooperativo”. Por lo tanto, se considera que el liderazgo en seguridad fomenta un clima en el que se valora el trabajo seguro: un clima de seguridad.
Se ha investigado muy poco sobre el concepto de clima de seguridad (Zohar 1980; Brown y Holmes 1986; Dedobbeleer y Béland 1991; Oliver, Tomas y Melia 1993; Melia, Tomas y Oliver 1992). Las personas en las organizaciones se encuentran con miles de eventos, prácticas y procedimientos, y perciben estos eventos en conjuntos relacionados. Lo que esto implica es que los lugares de trabajo tienen numerosos climas y que el clima de seguridad es visto como uno de ellos. Como el concepto de clima es un fenómeno complejo y multinivel, la investigación del clima organizacional ha estado plagada de problemas teóricos, conceptuales y de medición. Por lo tanto, parece crucial examinar estos temas en la investigación del clima de seguridad si se quiere que el clima de seguridad siga siendo un tema de investigación viable y una herramienta de gestión valiosa.
El clima de seguridad se ha considerado un concepto significativo que tiene implicaciones considerables para comprender el desempeño de los empleados (Brown y Holmes 1986) y para asegurar el éxito en el control de lesiones (Matttila, Hyttinen y Rantanen 1994). Si las dimensiones del clima de seguridad pueden evaluarse con precisión, la gerencia puede usarlas tanto para reconocer como para evaluar posibles áreas problemáticas. Además, los resultados de la investigación obtenidos con un puntaje de clima de seguridad estandarizado pueden generar comparaciones útiles entre industrias, independientemente de las diferencias en tecnología y niveles de riesgo. Por lo tanto, una puntuación del clima de seguridad puede servir como guía en el establecimiento de la política de seguridad de una organización de trabajo. Este artículo examina el concepto de clima de seguridad en el contexto de la literatura sobre clima organizacional, discute la relación entre la política de seguridad y el clima de seguridad y examina las implicaciones del concepto de clima de seguridad para el liderazgo en el desarrollo y aplicación de una política de seguridad en una organización industrial.
El concepto de clima de seguridad en la investigación del clima organizacional
Investigación del clima organizacional
El clima organizacional ha sido un concepto popular durante algún tiempo. Múltiples revisiones del clima organizacional han aparecido desde mediados de la década de 1960 (Schneider 1975a; Jones y James 1979; Naylor, Pritchard e Ilgen 1980; Schneider y Reichers 1983; Glick 1985; Koys y DeCotiis 1991). Hay varias definiciones del concepto. Clima organizacional se ha usado vagamente para referirse a una amplia clase de variables organizacionales y perceptivas que reflejan interacciones entre individuos y organizaciones (Glick 1985; Field y Abelson 1982; Jones y James 1979). Según Schneider (1975a), debería referirse a un área de investigación más que a una unidad específica de análisis oa un conjunto particular de dimensiones. El termino clima organizacional debe ser suplantado por la palabra climáticos referirse a un clima para algo.
El estudio de los climas en las organizaciones ha sido difícil porque es un fenómeno complejo y de múltiples niveles (Glick 1985; Koys y DeCotiis 1991). No obstante, se ha avanzado en la conceptualización del constructo climático (Schneider y Reichers 1983; Koys y DeCotiis 1991). Una distinción propuesta por James y Jones (1974) entre climas psicológicos y climas organizacionales ha ganado aceptación general. La diferenciación se hace en función del nivel de análisis. El clima psicológico se estudia a nivel de análisis individual, y el clima organizacional se estudia a nivel de análisis organizacional. Cuando se considera como un atributo individual, el término clima psicologico es recomendado. Cuando se considera como un atributo organizacional, el término clima organizacional se considera apropiado. Ambos aspectos del clima se consideran fenómenos multidimensionales, descriptivos de la naturaleza de las percepciones de los empleados sobre sus experiencias dentro de una organización de trabajo.
Aunque la distinción entre clima psicológico y organizacional es generalmente aceptada, no ha sacado a la investigación del clima organizacional de sus problemas conceptuales y metodológicos (Glick 1985). Uno de los problemas no resueltos es el problema de la agregación. El clima organizacional a menudo se define como una simple agregación del clima psicológico en una organización (James 1982; Joyce y Slocum 1984). La pregunta es: ¿cómo podemos agregar las descripciones de los individuos de su entorno de trabajo para representar una unidad social más grande, la organización? Schneider y Reichers (1983) señalaron que “se requiere un arduo trabajo conceptual antes de la recopilación de datos para que (a) los grupos de eventos evaluados muestreen el dominio relevante de los problemas y (b) la encuesta tenga un enfoque relativamente descriptivo y se refiera a la unidad. (es decir, individuo, subsistema, organización total) de interés para fines analíticos.” Glick (1985) agregó que el clima organizacional debe ser conceptualizado como un fenómeno organizacional, no como una simple agregación de clima psicológico. También reconoció la existencia de múltiples unidades de teoría y análisis (es decir, individual, subunidad y organizacional). El clima organizacional connota una unidad organizacional de teoría; no se refiere al clima de un individuo, grupo de trabajo, ocupación, departamento o trabajo. Se deben usar otras etiquetas y unidades de teoría y análisis para el clima de un individuo y el clima de un grupo de trabajo.
El acuerdo perceptivo entre los empleados de una organización ha recibido una atención considerable (Abbey y Dickson 1983; James 1982). El bajo acuerdo perceptivo sobre las medidas del clima psicológico se atribuye tanto al error aleatorio como a factores sustantivos. Como se pide a los empleados que informen sobre el clima de la organización y no sobre su clima psicológico o de grupo de trabajo, se considera que muchos de los errores aleatorios a nivel individual y las fuentes de sesgo se cancelan entre sí cuando las medidas perceptivas se agregan al nivel organizacional (Glick 1985). ). Para desentrañar los climas psicológico y organizacional y estimar las contribuciones relativas de los procesos organizacionales y psicológicos como determinantes de los climas organizacional y psicológico, el uso de modelos multinivel parece ser crucial (Hox y Kreft 1994; Rabash y Woodhouse 1995). Estos modelos tienen en cuenta los niveles psicológicos y organizacionales sin utilizar medidas promedio de climas organizacionales que generalmente se toman en una muestra representativa de individuos en varias organizaciones. Se puede demostrar (Manson, Wong y Entwisle 1983) que las estimaciones sesgadas de los promedios del clima organizacional y de los efectos de las características organizacionales sobre los climas resultan de la agregación a nivel organizacional, de mediciones tomadas a nivel individual. La creencia de que los errores de medición a nivel individual se cancelan cuando se promedian sobre una organización es infundada.
Otro problema persistente con el concepto de clima es la especificación de las dimensiones apropiadas del clima organizacional y/o psicológico. Jones y James (1979) y Schneider (1975a) sugirieron el uso de dimensiones climáticas que puedan influir o estar asociadas con los criterios de interés del estudio. Schneider y Reichers (1983) ampliaron esta idea al argumentar que las organizaciones de trabajo tienen climas diferentes para aspectos específicos como la seguridad, el servicio (Schneider, Parkington y Buxton 1980), las relaciones laborales dentro de la empresa (Bluen y Donald 1991), la producción, la seguridad y la calidad. Si bien la referencia de criterios proporciona algún enfoque en la elección de las dimensiones climáticas, el clima sigue siendo un término genérico amplio. No se ha alcanzado el nivel de sofisticación requerido para poder identificar qué dimensiones de prácticas y procedimientos son relevantes para comprender criterios particulares en colectividades específicas (por ejemplo, grupos, posiciones, funciones) (Schneider 1975a). Sin embargo, la convocatoria de estudios orientados a criterios no descarta per se la posibilidad de que un conjunto relativamente pequeño de dimensiones aún pueda describir múltiples entornos, mientras que cualquier dimensión en particular puede estar positivamente relacionada con algunos criterios, no relacionada con otros y negativamente relacionada con un tercero. conjunto de resultados.
El concepto de clima de seguridad
El concepto de clima de seguridad se ha desarrollado en el contexto de las definiciones generalmente aceptadas del clima organizacional y psicológico. Todavía no se ha ofrecido una definición específica del concepto para proporcionar pautas claras para la medición y la construcción de teorías. Muy pocos estudios han medido el concepto, incluida una muestra estratificada de 20 organizaciones industriales en Israel (Zohar 1980), 10 empresas de producción y producción en los estados de Wisconsin e Illinois (Brown y Holmes 1986), 9 sitios de construcción en el estado de Maryland (Dedobbeleer y Béland 1991), 16 obras de construcción en Finlandia (Mattila, Hyttinen y Rantanen 1994, Mattila, Rantanen y Hyttinen 1994), y entre trabajadores de Valencia (Oliver, Tomas y Melia 1993; Melia, Tomas y Oliver 1992).
El clima fue visto como un resumen de las percepciones que comparten los trabajadores sobre sus entornos de trabajo. Las percepciones del clima resumen la descripción de un individuo de sus experiencias organizacionales más que su reacción evaluativa afectiva a lo que ha experimentado (Koys y DeCotiis 1991). Siguiendo a Schneider y Reichers (1983) y Dieterly y Schneider (1974), los modelos de clima de seguridad asumieron que estas percepciones se desarrollan porque son necesarias como marco de referencia para medir la adecuación del comportamiento. Con base en una variedad de señales presentes en su entorno de trabajo, se creía que los empleados desarrollaban conjuntos coherentes de percepciones y expectativas con respecto a las contingencias de comportamiento-resultado y que se comportaban en consecuencia (Frederiksen, Jensen y Beaton 1972; Schneider 1975a, 1975b).
La Tabla 1 demuestra cierta diversidad en el tipo y número de dimensiones del clima de seguridad presentadas en los estudios de validación sobre el clima de seguridad. En la literatura general sobre el clima organizacional, hay muy poco acuerdo sobre las dimensiones del clima organizacional. Sin embargo, se alienta a los investigadores a utilizar dimensiones climáticas que puedan influir o estar asociadas con los criterios de interés del estudio. Este enfoque ha sido adoptado con éxito en los estudios sobre el clima de seguridad. Zohar (1980) desarrolló siete conjuntos de ítems que describían eventos, prácticas y procedimientos organizacionales y que se encontró que diferenciaban las fábricas con alto y bajo nivel de accidentes (Cohen 1977). Brown y Holmes (1986) utilizaron el cuestionario de 40 ítems de Zohar y encontraron un modelo de tres factores en lugar del modelo de ocho factores de Zohar. Dedobbeleer y Béland utilizaron nueve variables para medir el modelo de tres factores de Brown y Holmes. Las variables se eligieron para representar las preocupaciones de seguridad en la industria de la construcción y no todas eran idénticas a las incluidas en el cuestionario de Zohar. Se encontró un modelo de dos factores. Nos queda debatir si las diferencias entre los resultados de Brown y Holmes y los resultados de Dedobbeleer y Béland son atribuibles al uso de un procedimiento estadístico más adecuado (procedimiento LISREL de mínimos cuadrados ponderados con coeficientes de correlación tetracóricos). Oliver, Tomas y Melia (1993) y Melia, Tomas y Oliver (1992) realizaron una réplica con nueve variables similares pero no idénticas que miden las percepciones climáticas entre trabajadores postraumáticos y pretraumáticos de diferentes tipos de industrias. Se encontraron resultados similares a los del estudio de Dedobbeleer y Béland.
Tabla 1. Medidas de clima de seguridad
|
Autor (es) |
Dimensiones |
Objetos |
|
Zóhar (1980) |
Importancia percibida de la formación en seguridad |
40 |
|
marrón y holmes (1986) |
Percepción de los empleados sobre cuán preocupada está la gerencia con su bienestar |
10 |
|
Dedobbeleer y Béland (1991) |
Compromiso e implicación de la dirección en la seguridad |
9 |
|
Meliá, Tomás y Oliver (1992) |
Modelo de dos factores de Dedobbeleer y Béland |
9 |
|
Oliver, Tomás y Melia (1993) |
Modelo de dos factores de Dedobbeleer y Béland |
9 |
Se han utilizado varias estrategias para mejorar la validez de las medidas del clima de seguridad. Existen diferentes tipos de validez (p. ej., de contenido, concurrente y de constructo) y varias formas de evaluar la validez de un instrumento. Validez de contenido es la adecuación del muestreo del contenido de un instrumento de medición (Nunnally 1978). En la investigación del clima de seguridad, los ítems son aquellos que investigaciones previas han demostrado que son medidas significativas de seguridad ocupacional. Otros jueces “competentes” generalmente juzgan el contenido de los ítems y luego se utiliza algún método para agrupar estos juicios independientes. No se menciona tal procedimiento en los artículos sobre el clima de seguridad.
Validez de constructo es la medida en que un instrumento mide el constructo teórico que el investigador desea medir. Requiere una demostración de que el constructo existe, que es distinto de otros constructos y que el instrumento particular mide ese constructo particular y no otros (Nunnally 1978). El estudio de Zohar siguió varias sugerencias para mejorar la validez. Se eligieron muestras representativas de fábricas. En cada planta se tomó una muestra aleatoria estratificada de 20 trabajadores de producción. Todas las preguntas se centraron en el clima organizacional para la seguridad. Para estudiar la validez de construcción de su instrumento de clima de seguridad, utilizó los coeficientes de correlación de rango de Spearman para probar la concordancia entre las puntuaciones del clima de seguridad de las fábricas y la clasificación de los inspectores de seguridad de las fábricas seleccionadas en cada categoría de producción de acuerdo con las prácticas de seguridad y los programas de prevención de accidentes. El nivel de clima de seguridad se correlacionó con la eficacia del programa de seguridad a juicio de los inspectores de seguridad. Usando análisis factoriales confirmatorios LISREL, Brown y Holmes (1986) verificaron la validez factorial del modelo de medición Zohar con una muestra de trabajadores estadounidenses. Querían validar el modelo de Zohar mediante la replicación recomendada de las estructuras factoriales (Rummel 1970). El modelo no fue apoyado por los datos. Un modelo de tres factores proporcionó un mejor ajuste. Los resultados también indicaron que las estructuras climáticas mostraron estabilidad en diferentes poblaciones. No difirieron entre los empleados que sufrieron accidentes y los que no los tuvieron, lo que posteriormente proporcionó una medida climática válida y confiable en todos los grupos. Luego se compararon los puntajes climáticos de los grupos y se detectaron diferencias en la percepción del clima entre los grupos. Como el modelo tiene la capacidad de distinguir individuos que se sabe que difieren, validez concurrente ha sido mostrado.
Para probar la estabilidad del modelo de tres factores de Brown y Holmes (1986), Dedobbeleer y Béland (1991) utilizaron dos procedimientos LISREL (el método de máxima verosimilitud elegido por Brown y Holmes y el método de mínimos cuadrados ponderados) con trabajadores de la construcción. Los resultados revelaron que un modelo de dos factores proporcionó un mejor ajuste general. La validación de constructo también se probó investigando la relación entre una medida del clima de seguridad perceptible y medidas objetivas (es decir, características estructurales y de procesos de los sitios de construcción). Se encontraron relaciones positivas entre las dos medidas. La evidencia se reunió de diferentes fuentes (es decir, trabajadores y superintendentes) y de diferentes maneras (es decir, cuestionario escrito y entrevistas). Mattila, Rantanen y Hyttinen (1994) replicaron este estudio mostrando que se obtuvieron resultados similares de las medidas objetivas del ambiente de trabajo, resultando en un índice de seguridad, y las medidas del clima de seguridad perceptual.
Oliver, Tomas y Melia (1991) y Melia, Tomas y Oliver (1993) realizaron una réplica sistemática de la estructura bifactorial de Dedobbeleer y Béland (1992) en dos muestras diferentes de trabajadores en diferentes ocupaciones. El modelo de dos factores proporcionó el mejor ajuste global. Las estructuras climáticas no difirieron entre los trabajadores de la construcción de EE. UU. y los trabajadores españoles de diferentes tipos de industrias, lo que posteriormente proporcionó una medida climática válida en diferentes poblaciones y diferentes tipos de ocupaciones.
La confiabilidad es un tema importante en el uso de un instrumento de medición. Se refiere a la precisión (consistencia y estabilidad) de la medición por un instrumento (Nunnally 1978). Zohar (1980) evaluó el clima organizacional para la seguridad en muestras de organizaciones con diversas tecnologías. Glick (1985) estimó la confiabilidad de sus medidas perceptivas agregadas del clima organizacional. Calculó la confiabilidad media del evaluador a nivel agregado utilizando la fórmula de Spearman-Brown basada en la correlación intraclase de un análisis de varianza unidireccional, y encontró un ICC(1k) de 0.981. Glick concluyó que las medidas agregadas de Zohar eran medidas consistentes del clima organizacional para la seguridad. Los análisis factoriales confirmatorios LISREL realizados por Brown y Holmes (1986), Dedobbeleer y Béland (1991), Oliver, Tomas y Melia (1993) y Melia, Tomas y Oliver (1992) también mostraron evidencia de la confiabilidad de las medidas del clima de seguridad. En el estudio de Brown y Holmes, las estructuras factoriales permanecieron iguales para los grupos sin accidentes versus accidentes. Óliver et al. y Meliá et al. demostró la estabilidad de las estructuras factoriales de Dedobbeleer y Béland en dos muestras diferentes.
Política de seguridad y clima de seguridad
El concepto de clima de seguridad tiene implicaciones importantes para las organizaciones industriales. Implica que los trabajadores tengan un conjunto unificado de cogniciones con respecto a los aspectos de seguridad de sus entornos de trabajo. Dado que estas cogniciones se consideran un marco de referencia necesario para medir la adecuación del comportamiento (Schneider 1975a), tienen una influencia directa en el desempeño de seguridad de los trabajadores (Dedobbeleer, Béland y German 1990). Por lo tanto, existen implicaciones aplicadas básicas del concepto de clima de seguridad en las organizaciones industriales. La medición del clima de seguridad es una herramienta práctica que la gerencia puede utilizar a bajo costo para evaluar y reconocer posibles áreas problemáticas. Por lo tanto, debería recomendarse incluirlo como un elemento del sistema de información de seguridad operacional de una organización. La información proporcionada puede servir como guía en el establecimiento de una política de seguridad.
Dado que las percepciones del clima de seguridad de los trabajadores están en gran medida relacionadas con las actitudes de la gerencia sobre la seguridad y el compromiso de la gerencia con la seguridad, se puede concluir que un cambio en las actitudes y comportamientos de la gerencia son requisitos previos para cualquier intento exitoso de mejorar el nivel de seguridad en las organizaciones industriales. La gestión excelente se convierte en política de seguridad. Zohar (1980) concluyó que la seguridad debe integrarse en el sistema de producción de una manera que esté estrechamente relacionada con el grado general de control que la gerencia tiene sobre los procesos de producción. Este punto ha sido enfatizado en la literatura con respecto a la política de seguridad. La participación de la gerencia se considera fundamental para la mejora de la seguridad (Minter 1991). Los enfoques tradicionales muestran una efectividad limitada (Sarkis 1990). Se basan en elementos como comités de seguridad, reuniones de seguridad, normas de seguridad, consignas, campañas de carteles e incentivos o concursos de seguridad. Según Hansen (1993b), estas estrategias tradicionales asignan la responsabilidad de la seguridad a un coordinador de personal que está separado de la misión de línea y cuya tarea es casi exclusivamente inspeccionar los peligros. El principal problema es que este enfoque no logra integrar la seguridad en el sistema de producción, lo que limita su capacidad para identificar y resolver los descuidos e insuficiencias de gestión que contribuyen a la causalidad de accidentes (Hansen 1993b; Cohen 1977).
Contrariamente a los trabajadores de producción en los estudios de Zohar y Brown y Holmes, los trabajadores de la construcción percibieron las actitudes y acciones de seguridad de la gerencia como una sola dimensión (Dedobbeleer y Béland 1991). Los trabajadores de la construcción también percibían la seguridad como una responsabilidad conjunta entre los individuos y la gerencia. Estos resultados tienen implicaciones importantes para el desarrollo de políticas de seguridad. Sugieren que el apoyo y el compromiso de la dirección con la seguridad deberían ser muy visibles. Además, indican que las políticas de seguridad deben abordar las preocupaciones de seguridad tanto de la gerencia como de los trabajadores. Las reuniones de seguridad como los “círculos culturales” de Freire (1988) pueden ser un medio adecuado para involucrar a los trabajadores en la identificación de problemas de seguridad y soluciones a estos problemas. Las dimensiones del clima de seguridad están, por lo tanto, en estrecha relación con la mentalidad de asociación para mejorar la seguridad laboral, en contraste con la mentalidad de aplicación policial que estaba presente en la industria de la construcción (Smith 1993). En el contexto de la expansión de los costos de la atención de la salud y la compensación de los trabajadores, ha surgido un enfoque de gestión laboral no adversario para la salud y la seguridad (Smith 1993). Por lo tanto, este enfoque de asociación exige una revolución en la gestión de la seguridad, alejándose de los programas y políticas de seguridad tradicionales.
En Canadá, Sass (1989) indicó la fuerte resistencia de la gerencia y el gobierno a la extensión de los derechos de los trabajadores en salud y seguridad ocupacional. Esta resistencia se basa en consideraciones económicas. Por lo tanto, Sass abogó por “el desarrollo de una ética del entorno de trabajo basada en principios igualitarios y la transformación del grupo de trabajo primario en una comunidad de trabajadores que pueden moldear el carácter de su entorno de trabajo”. También sugirió que la relación adecuada en la industria para reflejar un ambiente de trabajo democrático es la “asociación”, la unión de los grupos de trabajo primarios como iguales. En Quebec, esta filosofía progresista se ha puesto en práctica en el establecimiento de “comités paritarios” (Gouvernement du Québec 1978). De acuerdo con la ley, cada organización que tenga más de diez empleados debe crear un comité paritario, que incluye representantes de los empleadores y los trabajadores. Este comité tiene poder decisorio en las siguientes cuestiones relacionadas con el programa de prevención: determinación de un programa de servicios sanitarios, elección del médico de empresa, constatación de peligros inminentes y desarrollo de programas de formación e información. El comité también es responsable del seguimiento preventivo en la organización; responder a las quejas de los trabajadores y de los empleadores; analizar y comentar los informes de accidentes; establecer un registro de accidentes, lesiones, enfermedades y quejas de los trabajadores; estudiar estadísticas e informes; y comunicar información sobre las actividades del comité.
Liderazgo y Clima de Seguridad
Para que sucedan cosas que permitan a la empresa evolucionar hacia nuevos supuestos culturales, la gerencia debe estar dispuesta a ir más allá del "compromiso" hacia el liderazgo participativo (Hansen 1993a). Por lo tanto, el lugar de trabajo necesita líderes con visión, habilidades de empoderamiento y voluntad de provocar el cambio.
El clima de seguridad es creado por las acciones de los líderes. Esto significa fomentar un clima donde se valore el trabajo seguro, invitando a todos los empleados a pensar más allá de sus propios trabajos particulares, a cuidarse a sí mismos y a sus compañeros de trabajo, propagando y cultivando el liderazgo en seguridad (Lark 1991). Para inducir este clima, los líderes necesitan percepción y perspicacia, motivación y habilidad para comunicar dedicación o compromiso con el grupo más allá del interés propio, fuerza emocional, capacidad para inducir la "redefinición de la cognición" al articular y vender nuevas visiones y conceptos, capacidad para crear participación y participación, y profundidad de visión (Schein 1989). Para cambiar cualquier elemento de la organización, los líderes deben estar dispuestos a “descongelar” (Lewin 1951) su propia organización.
Según Lark (1991), el liderazgo en seguridad significa a nivel ejecutivo, la creación de un clima general en el que la seguridad es un valor y en el que los supervisores y no supervisores, conscientemente y a su vez, toman la iniciativa en el control de peligros. Estos líderes ejecutivos publican una política de seguridad en la que: afirman el valor de cada empleado y del grupo, y su propio compromiso con la seguridad; relacionar la seguridad con la continuidad de la empresa y el logro de sus objetivos; expresar sus expectativas de que cada individuo sea responsable de la seguridad y participe activamente en mantener el lugar de trabajo saludable y seguro; nombrar a un representante de seguridad por escrito y facultar a esta persona para ejecutar la política de seguridad corporativa.
Los líderes supervisores esperan un comportamiento seguro de sus subordinados y los involucran directamente en la identificación de problemas y sus soluciones. El liderazgo en seguridad para el no supervisor significa informar las deficiencias, ver las acciones correctivas como un desafío y trabajar para corregir estas deficiencias.
El liderazgo desafía y empodera a las personas para que lideren por derecho propio. En el centro de esta noción de empoderamiento se encuentra el concepto de poder, definido como la capacidad de controlar los factores que determinan la propia vida. El nuevo movimiento de promoción de la salud, sin embargo, intenta reformular el poder no como “poder sobre” sino como “poder para” o como “poder con” (Robertson y Minkler 1994).
Conclusiones
Solo algunos de los problemas conceptuales y metodológicos que afectan a los científicos del clima organizacional se están abordando en la investigación del clima de seguridad. Aún no se ha dado una definición específica del concepto de clima de seguridad. Sin embargo, algunos de los resultados de la investigación son muy alentadores. La mayor parte de los esfuerzos de investigación se han dirigido hacia la validación de un modelo de clima de seguridad. Se ha prestado atención a la especificación de las dimensiones apropiadas del clima de seguridad. Las dimensiones sugeridas por la literatura sobre las características organizacionales encontradas para discriminar empresas con índices de accidentes altos y bajos sirvieron como un punto de partida útil para el proceso de identificación de dimensiones. Se proponen modelos de ocho, tres y dos factores. Como la navaja de Occam exige cierta parsimonia, la limitación de las dimensiones parece pertinente. Por lo tanto, el modelo de dos factores es el más apropiado, en particular en un contexto laboral en el que es necesario administrar cuestionarios cortos. Los resultados de la analítica factorial para las escalas basadas en las dos dimensiones son muy satisfactorios. Además, se proporciona una medida climática válida para diferentes poblaciones y diferentes ocupaciones. Sin embargo, se deben realizar más estudios si se van a cumplir las reglas de reproducción y generalización de la prueba de teoría. El desafío es especificar un universo teóricamente significativo y analíticamente práctico de posibles dimensiones climáticas. La investigación futura también debe centrarse en las unidades de análisis organizacionales para evaluar y mejorar la validez y confiabilidad del clima organizacional para las medidas de seguridad. Varios estudios se están realizando en este momento en diferentes países, y el futuro parece prometedor.
Dado que el concepto de clima de seguridad tiene implicaciones importantes para la política de seguridad, se vuelve particularmente crucial para resolver los problemas conceptuales y metodológicos. El concepto llama claramente a una revolución en la gestión de la seguridad. Un proceso de cambio en las actitudes y comportamientos de gestión se convierte en un requisito previo para lograr el desempeño de la seguridad. El “liderazgo de la asociación” tiene que emerger de este período donde la reestructuración y los despidos son un signo de los tiempos. El liderazgo desafía y empodera. En este proceso de empoderamiento, los empleadores y los empleados aumentarán su capacidad para trabajar juntos de manera participativa. También desarrollarán habilidades para escuchar y hablar, analizar problemas y crear consenso. Debe desarrollarse un sentido de comunidad, así como la autoeficacia. Los empleadores y los empleados podrán aprovechar estos conocimientos y estas habilidades.
Proceso de mejora participativa del lugar de trabajo
Modificación del comportamiento: una técnica de gestión de la seguridad
La gestión de la seguridad tiene dos tareas principales. Corresponde a la organización de seguridad (1) mantener el desempeño de seguridad de la empresa en el nivel actual y (2) implementar medidas y programas que mejoren el desempeño de seguridad. Las tareas son diferentes y requieren diferentes enfoques. Este artículo describe un método para la segunda tarea que ha sido utilizado en numerosas empresas con excelentes resultados. El trasfondo de este método es la modificación del comportamiento, que es una técnica para mejorar la seguridad que tiene muchas aplicaciones en los negocios y la industria. Dos experimentos realizados de forma independiente sobre las primeras aplicaciones científicas de la modificación del comportamiento fueron publicados por estadounidenses en 1978. Las aplicaciones estaban en lugares bastante diferentes. Komaki, Barwick y Scott (1978) realizaron su estudio en una panadería. Sulzer-Azaroff (1978) hizo su estudio en laboratorios de una universidad.
Consecuencias del comportamiento
La modificación del comportamiento pone el foco en las consecuencias de un comportamiento. Cuando los trabajadores tienen varios comportamientos por los que optar, eligen el que se espera que produzca consecuencias más positivas. Antes de la acción, el trabajador tiene un conjunto de actitudes, habilidades, equipos y condiciones de las instalaciones. Estos tienen una influencia en la elección de la acción. Sin embargo, es principalmente lo que sigue a la acción como consecuencias previsibles lo que determina la elección del comportamiento. Debido a que las consecuencias tienen un efecto sobre las actitudes, habilidades, etc., tienen el papel predominante en inducir un cambio en el comportamiento, según los teóricos (figura 1).
Figura 1. Modificación del comportamiento: una técnica de gestión de la seguridad
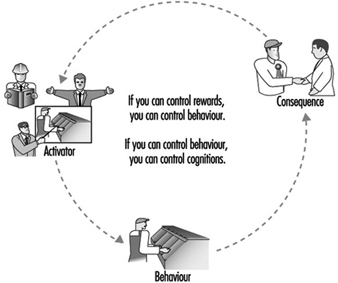
El problema en el área de seguridad es que muchos comportamientos inseguros llevan a los trabajadores a elegir consecuencias más positivas (en el sentido de recompensar aparentemente al trabajador) que comportamientos seguros. Un método de trabajo inseguro puede ser más gratificante si es más rápido, tal vez más fácil, e induce la apreciación del supervisor. La consecuencia negativa, por ejemplo, una lesión, no sigue a cada comportamiento inseguro, ya que las lesiones requieren que existan otras condiciones adversas antes de que puedan ocurrir. Por lo tanto, las consecuencias positivas son abrumadoras en su número y frecuencia.
Como ejemplo, se realizó un taller en el que los participantes analizaron videos de varios trabajos en una planta de producción. Estos participantes, ingenieros y operadores de máquinas de la planta, notaron que se operaba una máquina con la protección abierta. “No se puede mantener la guardia cerrada”, afirmó un operador. “Si cesa el funcionamiento automático, presiono el final de carrera y obligo a que salga la última pieza de la máquina”, dijo. “De lo contrario, tengo que sacar la pieza sin terminar, transportarla varios metros y volver a colocarla en el transportador. La parte es pesada; es más fácil y rápido usar el interruptor de límite”.
Este pequeño incidente ilustra bien cómo las consecuencias esperadas afectan nuestras decisiones. El operador quiere hacer el trabajo rápido y evitar levantar una pieza pesada y difícil de manejar. Incluso si esto es más arriesgado, el operador rechaza el método más seguro. El mismo mecanismo se aplica a todos los niveles de las organizaciones. A un gerente de planta, por ejemplo, le gusta maximizar la utilidad de la operación y ser recompensado por buenos resultados económicos. Si la alta dirección no presta atención a la seguridad, el director de la planta puede esperar consecuencias más positivas de las inversiones que maximizan la producción que de las que mejoran la seguridad.
Consecuencias positivas y negativas
Los gobiernos dan reglas a los tomadores de decisiones económicas a través de leyes y hacen cumplir las leyes con sanciones. El mecanismo es directo: cualquier tomador de decisiones puede esperar consecuencias negativas por incumplimiento de la ley. La diferencia entre el enfoque legal y el enfoque defendido aquí está en el tipo de consecuencias. La aplicación de la ley usa consecuencias negativas para el comportamiento inseguro, mientras que las técnicas de modificación del comportamiento usan consecuencias positivas para el comportamiento seguro. Las consecuencias negativas tienen sus inconvenientes incluso si son efectivas. En el área de la seguridad, el uso de consecuencias negativas ha sido común, desde sanciones gubernamentales hasta reprimendas del supervisor. La gente trata de evitar las sanciones. Al hacerlo, asocian fácilmente la seguridad con las sanciones, como algo menos deseable.
Las consecuencias positivas que refuerzan el comportamiento seguro son más deseables, ya que asocian los sentimientos positivos con la seguridad. Si los operadores pueden esperar consecuencias más positivas de los métodos de trabajo seguros, lo eligen más como un rol probable del comportamiento. Si los gerentes de planta son evaluados y recompensados sobre la base de la seguridad, lo más probable es que le den un mayor valor a los aspectos de seguridad en sus decisiones.
La gama de posibles consecuencias positivas es amplia. Se extienden desde la atención social hasta varios privilegios y tokens. Algunas de las consecuencias pueden vincularse fácilmente al comportamiento; algunos otros exigen acciones administrativas que pueden ser abrumadoras. Afortunadamente, solo la posibilidad de ser recompensado puede cambiar el desempeño.
Cambio de comportamiento inseguro a comportamiento seguro
Lo que fue especialmente interesante en el trabajo original de Komaki, Barwick y Scott (1978) y de Sulzer-Azaroff (1978) fue el uso de información de desempeño como consecuencia. En lugar de usar consecuencias sociales o recompensas tangibles, que pueden ser difíciles de administrar, desarrollaron un método para medir el desempeño en seguridad de un grupo de trabajadores y usaron el índice de desempeño como consecuencia. El índice se construyó de modo que fuera una sola cifra que variaba entre 0 y 100. Siendo simple, comunicaba de manera efectiva el mensaje sobre el desempeño actual a los interesados. La aplicación original de esta técnica apuntaba solo a lograr que los empleados cambiaran su comportamiento. No abordó ningún otro aspecto de la mejora del lugar de trabajo, como la eliminación de problemas por ingeniería o la introducción de cambios de procedimiento. El programa fue implementado por investigadores sin la participación activa de los trabajadores.
Los usuarios de la técnica de modificación del comportamiento (BM) asumen que el comportamiento inseguro es un factor esencial en la causalidad de un accidente y un factor que puede cambiar de forma aislada sin efectos posteriores. Por lo tanto, el punto de partida natural de un programa de BM es la investigación de accidentes para la identificación de comportamientos inseguros (Sulzer-Azaroff y Fellner 1984). Una aplicación típica de la modificación del comportamiento relacionada con la seguridad consta de los pasos que se indican en la figura 2. Los actos seguros deben especificarse con precisión, según los desarrolladores de la técnica. El primer paso es definir cuáles son los actos correctos en un área como un departamento, un área de supervisión, etc. El uso adecuado de gafas de seguridad en determinadas zonas sería un ejemplo de acto seguro. Por lo general, se define un pequeño número de actos seguros específicos, por ejemplo, diez, para un programa de modificación de conducta.
Figura 2. La modificación del comportamiento para la seguridad consta de los siguientes pasos
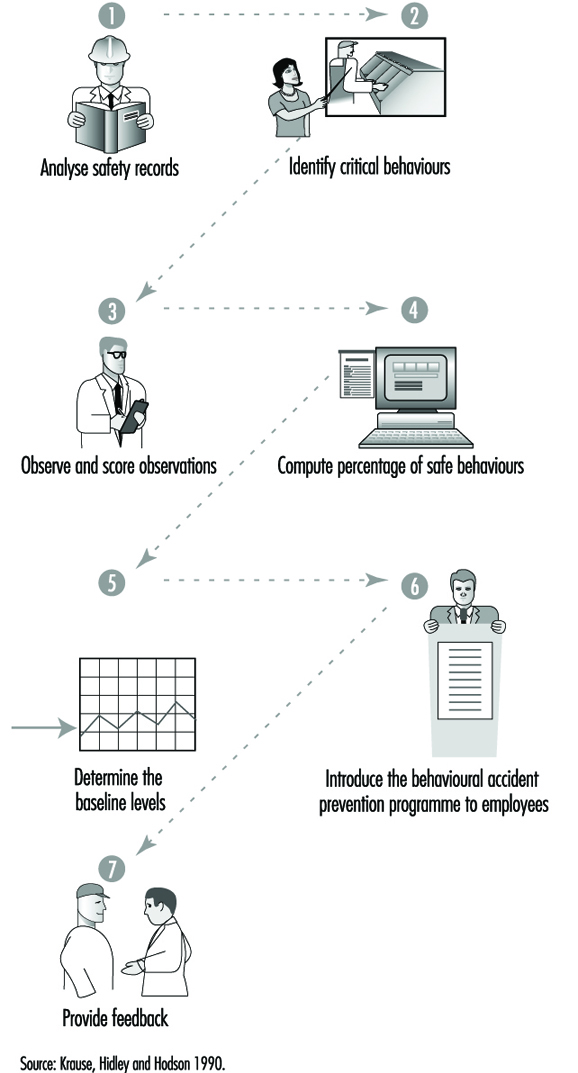
Algunos otros ejemplos de comportamientos seguros típicos son:
- Al trabajar en una escalera, debe amarrarse.
- Al trabajar en una pasarela, uno no debe inclinarse sobre la barandilla.
- Los bloqueos deben usarse durante el mantenimiento eléctrico.
- equipo de protección debe ser usado.
- Se debe subir o bajar una carretilla elevadora por una rampa con la pluma en la posición adecuada (Krause, Hidley y Hodgson 1990; McSween 1995).
Si un número suficiente de personas, típicamente de 5 a 30, trabaja en un área determinada, es posible generar una lista de verificación de observación basada en comportamientos inseguros. El principio fundamental es elegir elementos de la lista de verificación que tengan solo dos valores, correcto o incorrecto. Si el uso de anteojos de seguridad es uno de los actos seguros especificados, sería apropiado observar a cada persona por separado y determinar si usan o no anteojos de seguridad. De esta forma, las observaciones proporcionan datos objetivos y claros sobre la prevalencia de conductas seguras. Otros comportamientos seguros especificados proporcionan otros elementos para su inclusión en la lista de verificación de observación. Si la lista consta, por ejemplo, de cien elementos, es fácil calcular un índice de rendimiento de seguridad del porcentaje de esos elementos que se marcan como correctos, una vez completada la observación. El índice de rendimiento suele variar de vez en cuando.
Cuando la técnica de medición está lista, los usuarios determinan la línea de base. Las rondas de observación se realizan en momentos aleatorios semanalmente (o durante varias semanas). Cuando se realiza un número suficiente de rondas de observación, existe una imagen razonable de las variaciones del rendimiento de referencia. Esto es necesario para que los mecanismos positivos funcionen. La línea de base debe estar entre el 50 y el 60 % para dar un punto de partida positivo para la mejora y para reconocer el desempeño anterior. La técnica ha demostrado su eficacia para cambiar el comportamiento de seguridad. Sulzer-Azaroff, Harris y McCann (1994) enumeran en su revisión 44 estudios publicados que muestran un efecto definitivo sobre el comportamiento. La técnica parece funcionar casi siempre, con algunas excepciones, como se menciona en Cooper et al. 1994.
Aplicación práctica de la teoría del comportamiento
Debido a varios inconvenientes en la modificación del comportamiento, desarrollamos otra técnica que apunta a rectificar algunos de los inconvenientes. El nuevo programa se llama tuttava, que es un acrónimo de las palabras finlandesas productivo de forma segura. Las principales diferencias se muestran en la tabla 1.
Tabla 1. Diferencias entre Tuttava y otros programas/técnicas
|
Aspecto |
Modificación del comportamiento por seguridad. |
Proceso participativo de mejora del lugar de trabajo, Tuttava |
|
Base |
Accidentes, incidentes, percepciones de riesgo |
Análisis de trabajo, flujo de trabajo. |
|
Focus |
Las personas y su comportamiento. |
Condiciones |
|
Implementación Expertos, consultores |
Equipo conjunto de empleados y dirección |
|
|
Efecto |
Temporal |
Misiones |
|
Objetivo |
Cambio de comportamiento |
Cambio fundamental y cultural |
La teoría de seguridad subyacente en los programas de seguridad conductual es muy simple. Supone que hay una línea clara entre ambiente seguro y inseguro. El uso de gafas de seguridad representa un comportamiento seguro. No importa que la calidad óptica de las gafas sea mala o que el campo de visión esté reducido. En términos más generales, la dicotomía entre ambiente seguro y inseguro puede ser una simplificación peligrosa.
La recepcionista de una planta me pidió que me quitara el anillo para hacer un recorrido por la planta. Ella cometió un acto seguro al pedirme que me quitara el anillo, y yo, al hacerlo. El anillo de bodas tiene, sin embargo, un alto valor emocional para mí. Por lo tanto, me preocupaba perder mi anillo durante la gira. Esto tomó parte de mi energía perceptiva y mental lejos de observar el área circundante. Era menos observador y, por lo tanto, mi riesgo de ser atropellado por una carretilla elevadora que pasaba era más alto de lo habitual.
La política de "no anillos" se originó probablemente a partir de un accidente pasado. Al igual que el uso de gafas de seguridad, no está nada claro que en sí mismo represente seguridad. Las investigaciones de accidentes y las personas involucradas son la fuente más natural para la identificación de actos inseguros. Pero esto puede ser muy engañoso. Es posible que el investigador no comprenda realmente cómo un acto contribuyó a la lesión que se investiga. Por lo tanto, un acto etiquetado como "inseguro" puede no ser realmente inseguro en términos generales. Por esta razón, la aplicación desarrollada aquí (Saari y Näsänen 1989) define los objetivos de comportamiento desde el punto de vista del análisis del trabajo. La atención se centra en las herramientas y los materiales, porque los trabajadores los manipulan todos los días y les resulta fácil empezar a hablar de objetos familiares.
Observar a la gente por métodos directos conduce fácilmente a la culpa. La culpa genera tensión organizativa y antagonismo entre la dirección y los trabajadores, y no es beneficiosa para las mejoras continuas de la seguridad. Por lo tanto, es mejor centrarse en las condiciones físicas en lugar de intentar coaccionar el comportamiento directamente. Dirigir la aplicación a comportamientos relacionados con el manejo de materiales y herramientas hará que cualquier cambio relevante sea muy visible. El comportamiento en sí puede durar solo un segundo, pero tiene que dejar una marca visible. Por ejemplo, volver a colocar una herramienta en su lugar designado después de su uso lleva muy poco tiempo. La herramienta en sí permanece visible y observable, y no hay necesidad de observar el comportamiento en sí.
El cambio visible brinda dos beneficios: (1) se vuelve obvio para todos que ocurren mejoras y (2) las personas aprenden a leer su nivel de desempeño directamente desde su entorno. No necesitan los resultados de las rondas de observación para conocer su desempeño actual. De esta forma, las mejoras pasan a actuar como consecuencias positivas respecto al comportamiento correcto, y el índice de rendimiento artificial se vuelve innecesario.
Los investigadores y consultores externos son los principales actores de la aplicación descrita anteriormente. Los trabajadores no necesitan pensar en su trabajo; es suficiente si cambian su comportamiento. Sin embargo, para obtener resultados más profundos y duraderos, sería mejor que se involucraran en el proceso. Por lo tanto, la aplicación debe integrar tanto a los trabajadores como a la gerencia, de modo que el equipo de implementación esté compuesto por representantes de ambos lados. También sería bueno tener una aplicación que proporcione resultados duraderos sin mediciones continuas. Desafortunadamente, el programa de modificación del comportamiento normal no crea cambios muy visibles, y muchos comportamientos críticos duran solo un segundo o fracciones de segundo.
La técnica tiene algunos inconvenientes en la forma descrita. En teoría, la recaída a la línea de base debería ocurrir cuando finalizan las rondas de observación. Los recursos para desarrollar el programa y realizar la observación pueden ser demasiado extensos en comparación con el cambio temporal obtenido.
Las herramientas y los materiales proporcionan una especie de ventana a la calidad de las funciones de una organización. Por ejemplo, si demasiados componentes o piezas abarrotan una estación de trabajo, puede ser un indicio de problemas en el proceso de compra de la empresa o en los procedimientos de los proveedores. La presencia física de piezas excesivas es una forma concreta de iniciar la discusión sobre las funciones organizacionales. Los trabajadores que no están especialmente acostumbrados a discusiones abstractas sobre organizaciones, pueden participar y aportar sus observaciones al análisis. Las herramientas y los materiales a menudo brindan una vía hacia los factores subyacentes más ocultos que contribuyen a los riesgos de accidentes. Estos factores son típicamente organizativos y de procedimiento por naturaleza y, por lo tanto, difíciles de abordar sin material informativo concreto y sustantivo.
Las fallas organizativas también pueden causar problemas de seguridad. Por ejemplo, en una visita reciente a la planta, se observó a los trabajadores levantando productos manualmente en tarimas que pesaban varias toneladas en total. Esto sucedió porque el sistema de compras y el sistema de proveedores no funcionaba bien y, en consecuencia, las etiquetas de los productos no estaban disponibles en el momento adecuado. Los productos tuvieron que ser apartados durante días en tarimas, obstruyendo un pasillo. Cuando llegaban las etiquetas, los productos eran elevados, nuevamente manualmente, a la línea. Todo esto era trabajo extra, trabajo que contribuye al riesgo de lesiones en la espalda o de otro tipo.
Cuatro condiciones deben cumplirse en un programa de mejora exitoso
Para tener éxito, uno debe poseer una comprensión teórica y práctica correcta sobre el problema y los mecanismos detrás de él. Esta es la base para establecer los objetivos de mejora, según los cuales (1) las personas deben conocer los nuevos objetivos, (2) deben tener los medios técnicos y organizativos para actuar en consecuencia y (3) deben estar motivados (figura 3). Este esquema se aplica a cualquier programa de cambio.
Figura 3. Los cuatro pasos de un programa de seguridad exitoso

Una campaña de seguridad puede ser un buen instrumento para difundir información sobre un objetivo de manera eficiente. Sin embargo, tiene un efecto sobre el comportamiento de las personas sólo si se cumplen los otros criterios. Requerir el uso de cascos no tiene efecto en una persona que no tiene casco, o si un casco es terriblemente incómodo, por ejemplo, debido a un clima frío. Una campaña de seguridad también puede tener como objetivo aumentar la motivación, pero fallará si solo envía un mensaje abstracto, como "la seguridad primero", a menos que los destinatarios tengan las habilidades para traducir el mensaje en comportamientos específicos. Los gerentes de planta a quienes se les dice que reduzcan las lesiones en el área en un 50% se encuentran en una situación similar si no entienden nada sobre los mecanismos de accidentes.
Se deben cumplir los cuatro criterios establecidos en la figura 3. Por ejemplo, se realizó un experimento en el que se suponía que las personas debían usar pantallas independientes para evitar que la luz de soldadura llegara a las áreas de otros trabajadores. El experimento fracasó porque no se percibió que no se hicieron acuerdos organizacionales adecuados. ¿Quién debe colocar la pantalla, el soldador o el otro trabajador cercano expuesto a la luz? Debido a que ambos trabajaban a destajo y no querían perder el tiempo, se debería haber hecho un acuerdo organizacional sobre la compensación antes del experimento. Un programa de seguridad exitoso debe abordar estas cuatro áreas simultáneamente. De lo contrario, el progreso será limitado.
Programa Tuttava
El programa Tuttava (figura 4) tiene una duración de 4 a 6 meses y cubre el área de trabajo de 5 a 30 personas a la vez. Es realizado por un equipo integrado por representantes de la dirección, supervisores y trabajadores.
Figura 4. El programa Tuttava consta de cuatro etapas y ocho pasos
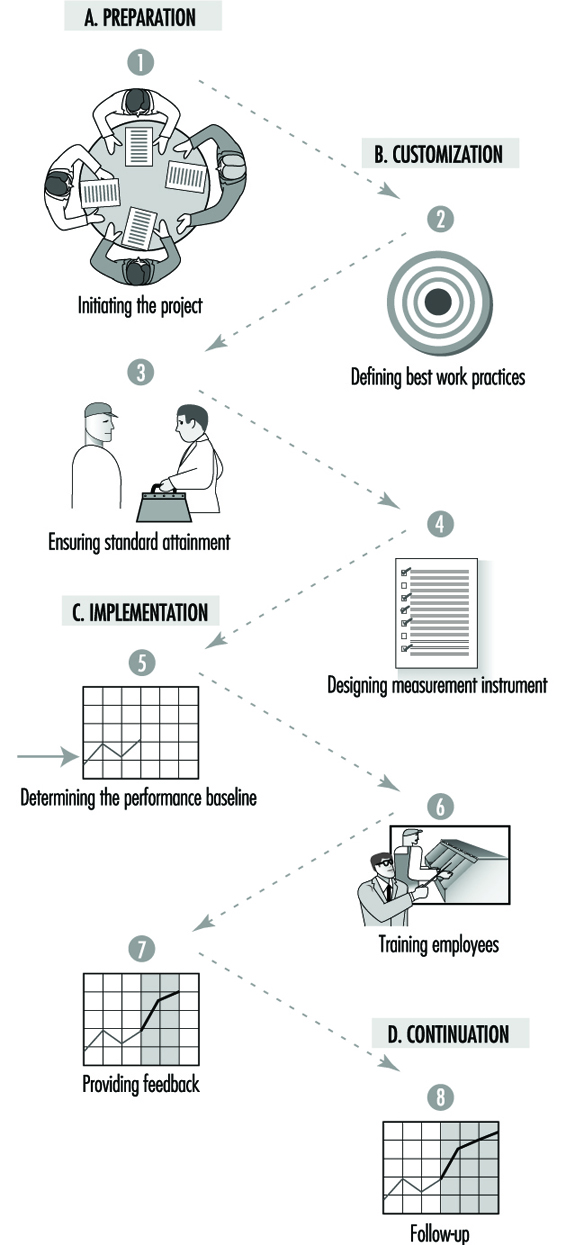
Objetivos de rendimiento
El primer paso es preparar una lista de objetivos de desempeño, o mejores prácticas de trabajo, que consta de unos diez objetivos bien especificados (tabla 2). Los objetivos deben ser (1) positivos y facilitar el trabajo, (2) generalmente aceptables, (3) simples y breves, (4) expresados al principio con verbos de acción para enfatizar los elementos importantes que se deben realizar y (5) fáciles para observar y medir.
Tabla 2. Un ejemplo de mejores prácticas de trabajo
- Mantenga las pasarelas y los pasillos despejados.
- Mantenga las herramientas almacenadas en lugares apropiados cuando no estén en uso.
- Utilice recipientes y métodos de eliminación adecuados para los productos químicos.
- Guarde todos los manuales en el lugar correcto después de su uso.
- Asegúrese de la correcta calibración de los instrumentos de medición.
- Devuelva los carros, cochecitos y tarimas en el lugar adecuado después de su uso.
- Tome solo la cantidad correcta de piezas (pernos, tuercas, etc.) de los contenedores y devuelva los artículos no utilizados
- de vuelta en el lugar adecuado.
- Retire de los bolsillos cualquier objeto suelto que pueda caer sin previo aviso.
Las palabras clave para especificar los objetivos son y materiales. Por lo general, los objetivos se refieren a objetivos como la colocación adecuada de materiales y herramientas, mantener los pasillos abiertos, corregir fugas y otras alteraciones del proceso de inmediato y mantener el libre acceso a los extintores, salidas de emergencia, subestaciones eléctricas, interruptores de seguridad, etc. Los objetivos de desempeño en una fábrica de tintas de impresión se dan en la tabla 3.
Tabla 3. Objetivos de rendimiento en una fábrica de tintas de impresión
- Mantenga los pasillos abiertos.
- Siempre cubra los contenedores cuando sea posible.
- Cierre las botellas después de su uso.
- Limpie y devuelva las herramientas después de su uso.
- Conecte a tierra los contenedores cuando mueva sustancias inflamables.
- Use protección personal como se especifica.
- Use ventilación de extracción local.
- Almacenar en las áreas de trabajo únicamente los materiales y sustancias que se necesiten de inmediato.
- Utilice únicamente la carretilla elevadora designada en el departamento que fabrica tintas de impresión flexográfica.
- Etiquete todos los contenedores.
Estos objetivos son comparables a los comportamientos seguros definidos en los programas de modificación de conducta. La diferencia es que los comportamientos de Tuttava dejan marcas visibles. Cerrar las botellas después de su uso puede ser un comportamiento que lleva menos de un minuto. Sin embargo, es posible ver si esto se hizo o no observando las botellas que no están en uso. No hay necesidad de observar a las personas, un hecho que es importante para evitar señalar con el dedo y culpar.
Los objetivos definen el cambio de comportamiento que el equipo espera de los empleados. En este sentido, se comparan con las conductas seguras en la modificación de conducta. Sin embargo, la mayoría de los objetivos se refieren a cosas que no son solo comportamientos de los trabajadores, sino que tienen un significado mucho más amplio. Por ejemplo, el objetivo puede ser almacenar solo los materiales que se necesitan de inmediato en el área de trabajo. Esto requiere un análisis del proceso de trabajo y una comprensión del mismo, y puede revelar problemas en los arreglos técnicos y organizativos. A veces, los materiales no se almacenan convenientemente para el uso diario. A veces, los sistemas de entrega funcionan tan lentamente o son tan vulnerables a las perturbaciones que los empleados acumulan demasiado material en el área de trabajo.
Lista de verificación de observación
Cuando los objetivos de desempeño están suficientemente bien definidos, el equipo diseña una lista de verificación de observación para medir en qué medida se cumplen los objetivos. Se eligen alrededor de 100 puntos de medición del área. Por ejemplo, el número de puntos de medición fue de 126 en la fábrica de tintas de impresión. En cada punto, el equipo observa uno o varios elementos específicos. Por ejemplo, en lo que respecta a un contenedor de desechos, los elementos podrían ser (1) el contenedor no está demasiado lleno, (2) se coloca el tipo correcto de desechos o (3) ¿tiene la tapa puesta, si es necesario? Cada elemento solo puede ser correcto o incorrecto. Las observaciones dicotómicas hacen que el sistema de medición sea objetivo y fiable. Esto permite calcular un índice de rendimiento después de una ronda de observación que cubre todos los puntos de medición. El índice es simplemente el porcentaje de elementos evaluados correctamente. El índice puede, obviamente, oscilar entre 0 y 100, e indica directamente en qué medida se cumplen los estándares. Cuando el primer borrador de la lista de verificación de observación está disponible, el equipo realiza una ronda de prueba. Si el resultado es de alrededor del 50 al 60 %, y si cada miembro del equipo obtiene aproximadamente el mismo resultado, el equipo puede pasar a la siguiente fase de Tuttava. Si el resultado de la primera ronda de observación es demasiado bajo, digamos, 20%, entonces el equipo revisa la lista de objetivos de desempeño. Esto se debe a que el programa debe ser positivo en todos los aspectos. Una línea de base demasiado baja no evaluaría adecuadamente el desempeño anterior; preferiría simplemente echar la culpa por el mal desempeño. Una buena línea de base es alrededor del 50%.
Mejoras técnicas, organizativas y de procedimiento
Un paso muy importante en el programa es asegurar el logro de los objetivos de desempeño. Por ejemplo, los residuos pueden estar tirados en el suelo simplemente porque el número de contenedores de residuos es insuficiente. Puede haber exceso de materiales y piezas porque el sistema de suministro no funciona. El sistema tiene que mejorar antes de que sea correcto exigir un cambio de comportamiento de los trabajadores. Al examinar cada uno de los objetivos para lograrlos, el equipo generalmente identifica muchas oportunidades para mejoras técnicas, organizativas y de procedimiento. De esta manera, los miembros trabajadores aportan su experiencia práctica al proceso de desarrollo.
Debido a que los trabajadores pasan todo el día en su lugar de trabajo, tienen mucho más conocimiento sobre los procesos de trabajo que la gestión. Al analizar el logro de los objetivos de desempeño, los trabajadores tienen la oportunidad de comunicar sus ideas a la gerencia. A medida que se realizan mejoras, los empleados son mucho más receptivos a la solicitud de cumplir con los objetivos de desempeño. Por lo general, este paso conduce a acciones correctivas fácilmente manejables. Por ejemplo, se eliminaron productos de la línea para ajustes. Algunos de los productos eran buenos, algunos eran malos. Los trabajadores de producción querían tener áreas designadas marcadas para productos buenos y malos para saber qué productos volver a poner en la línea y cuáles enviar para reciclar. Este paso también puede requerir modificaciones técnicas importantes, como un nuevo sistema de ventilación en el área donde se almacenan los productos rechazados. A veces, el número de modificaciones es muy elevado. Por ejemplo, se realizaron más de 300 mejoras técnicas en una planta que produce productos químicos a base de aceite que emplea solo a 60 trabajadores. Es importante gestionar bien la implementación de mejoras para evitar la frustración y la sobrecarga de los respectivos departamentos.
Mediciones de referencia
Las observaciones de línea de base se inician cuando el logro de los objetivos de desempeño está suficientemente garantizado y cuando la lista de verificación de la observación es lo suficientemente confiable. A veces, los objetivos necesitan revisiones, ya que las mejoras llevan más tiempo. El equipo realiza rondas de observación semanales durante algunas semanas para determinar el estándar prevaleciente. Esta fase es importante porque permite comparar el rendimiento en cualquier momento posterior con el rendimiento inicial. La gente olvida fácilmente cómo eran las cosas hace apenas un par de meses. Es importante tener la sensación de progreso para reforzar la mejora continua.
Comentarios
Como siguiente paso, el equipo capacita a todas las personas del área. Por lo general, se realiza en un seminario de una hora. Esta es la primera vez que se dan a conocer los resultados de las mediciones de referencia. La fase de retroalimentación comienza inmediatamente después del seminario. Las rondas de observación continúan semanalmente. Ahora, el resultado de la ronda se da a conocer inmediatamente a todos al publicar el índice en un gráfico colocado en un lugar visible. Todos los comentarios críticos, reproches u otros comentarios negativos están estrictamente prohibidos. Aunque el equipo identificará a las personas que no se comporten como se especifica en los objetivos, se le indica al equipo que se guarde la información. A veces, todos los empleados se integran en el proceso desde el principio, especialmente si el número de personas que trabajan en el área es pequeño. Esto es mejor que tener equipos de implementación representativos. Sin embargo, puede que no sea factible en todas partes.
Efectos sobre el rendimiento
El cambio ocurre dentro de un par de semanas después de que comienza la retroalimentación (figura 5). La gente comienza a mantener el lugar de trabajo en un orden visiblemente mejor. El índice de rendimiento salta típicamente del 50 al 60% y luego incluso al 80 o 90%. Esto puede no parecer grande en términos absolutos, pero is un gran cambio en el taller.
Figura 5. Los resultados de un departamento en un astillero
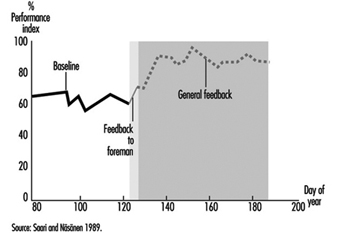
Dado que los objetivos de rendimiento se refieren a propósito no solo a problemas de seguridad, los beneficios se extienden desde una mayor seguridad hasta la productividad, el ahorro de materiales y metraje del piso, una mejor apariencia física, etc. Para que las mejoras sean atractivas para todos, existen objetivos que integran la seguridad con otros objetivos, como la productividad y la calidad. Esto es necesario para hacer que la seguridad sea más atractiva para la dirección, que de esta manera también proporcionará financiación de forma más voluntaria para las mejoras de seguridad menos importantes.
Resultados sostenibles
Cuando se desarrolló el programa por primera vez, se realizaron 12 experimentos para probar los diversos componentes. Se realizaron observaciones de seguimiento en un astillero durante 2 años. El nuevo nivel de rendimiento se mantuvo bien durante los 2 años de seguimiento. Los resultados sostenibles separan este proceso de la modificación del comportamiento normal. Los cambios visibles en la ubicación de materiales, herramientas, etc., y las mejoras técnicas impiden que la mejora ya asegurada se desvanezca. Al cabo de 3 años se realizó una evaluación del efecto sobre los accidentes en el astillero. El resultado fue dramático. Los accidentes habían bajado del 70 al 80%. Esto fue mucho más de lo que se podía esperar sobre la base del cambio de comportamiento. También se redujo el número de accidentes totalmente ajenos a los objetivos de rendimiento.
El mayor efecto sobre los accidentes no es atribuible a los cambios directos que logra el proceso. Más bien, este es un punto de partida para que sigan otros procesos. Como Tuttava es muy positivo y trae mejoras notables, las relaciones entre la dirección y los trabajadores mejoran y los equipos reciben estímulo para otras mejoras.
Cambio cultural
Una gran planta siderúrgica fue uno de los numerosos usuarios de Tuttava, cuyo objetivo principal es cambiar la cultura de la seguridad. Cuando comenzaron en l987 había 57 accidentes por millón de horas trabajadas. Antes de esto, la gestión de la seguridad dependía en gran medida de los comandos desde arriba. Desafortunadamente, el presidente se retiró y todos se olvidaron de la seguridad, ya que la nueva gerencia no pudo crear una demanda similar de cultura de seguridad. Entre los mandos intermedios, la seguridad fue considerada negativamente como algo más que hacer debido a la exigencia del presidente. Organizaron diez equipos de Tuttava en l987, y se agregaron nuevos equipos cada año después de eso. Ahora tienen menos de 35 accidentes por millón de horas trabajadas y la producción ha ido en aumento durante estos años. El proceso hizo que la cultura de seguridad mejorara ya que los mandos intermedios vieron en sus respectivos departamentos mejoras que eran simultáneamente buenas para la seguridad y la producción. Se volvieron más receptivos a otros programas e iniciativas de seguridad.
Los beneficios prácticos fueron grandes. Por ejemplo, el departamento de servicio de mantenimiento de la acería, que emplea a 300 personas, informó una reducción de 400 días en el número de días perdidos por accidentes laborales, es decir, de 600 días a 200 días. La tasa de ausentismo también cayó un punto porcentual. Los supervisores dijeron que “es más agradable venir a un lugar de trabajo bien organizado, tanto material como mentalmente”. La inversión fue solo una fracción del beneficio económico.
Otra empresa que emplea a 1,500 personas informó de la liberación de 15,000 m2 de área de producción, ya que los materiales, equipos, etc., se almacenan en un mejor orden. La empresa pagó US$1.5 millones menos en renta. Una empresa canadiense ahorra alrededor de 1 millón de dólares canadienses al año debido a la reducción de los daños materiales resultantes de la implementación de Tuttava.
Estos son resultados que solo son posibles a través de un cambio cultural. El elemento más importante en la nueva cultura es compartir experiencias positivas. Un gerente dijo: “Puedes comprar el tiempo de las personas, puedes comprar su presencia física en un lugar determinado, incluso puedes comprar una cantidad medida de sus movimientos musculares hábiles por hora. Pero no puedes comprar la lealtad, no puedes comprar la devoción de corazones, mentes o almas. Debes ganártelos. El enfoque positivo de Tuttava ayuda a los gerentes a ganarse la lealtad y la devoción de sus equipos de trabajo. De este modo, el programa ayuda a involucrar a los empleados en proyectos de mejora posteriores.
Métodos de toma de decisiones de seguridad
Una empresa es un sistema complejo donde la toma de decisiones tiene lugar en muchas conexiones y bajo diversas circunstancias. La seguridad es solo uno de una serie de requisitos que los gerentes deben considerar al elegir entre acciones. Las decisiones relacionadas con cuestiones de seguridad varían considerablemente en alcance y carácter dependiendo de los atributos de los problemas de riesgo a gestionar y la posición del tomador de decisiones en la organización.
Se han realizado muchas investigaciones sobre cómo las personas realmente toman decisiones, tanto individualmente como en un contexto organizacional: ver, por ejemplo, Janis y Mann (1977); Kahnemann, Slovic y Tversky (1982); Montgomery y Svenson (1989). Este artículo examinará la experiencia de investigación seleccionada en esta área como base para los métodos de toma de decisiones utilizados en la gestión de la seguridad. En principio, la toma de decisiones relativas a la seguridad no es muy diferente de la toma de decisiones en otras áreas de gestión. No existe un método simple o un conjunto de reglas para tomar buenas decisiones en todas las situaciones, ya que las actividades involucradas en la gestión de la seguridad son demasiado complejas y variadas en alcance y carácter.
El enfoque principal de este artículo no será presentar prescripciones o soluciones simples, sino brindar más información sobre algunos de los desafíos y principios importantes para una buena toma de decisiones con respecto a la seguridad. Se brindará una descripción general del alcance, los niveles y los pasos en la resolución de problemas relacionados con la seguridad, principalmente en base al trabajo de Hale et al. (1994). La resolución de problemas es una forma de identificar el problema y obtener soluciones viables. Este es un primer paso importante en cualquier proceso de decisión a ser examinado. Para poner en perspectiva los desafíos de las decisiones de la vida real relacionadas con la seguridad, los principios de teoría de la elección racional sera discutido. La última parte del artículo cubre la toma de decisiones en un contexto organizacional e introduce la perspectiva sociológica sobre la toma de decisiones. También se incluyen algunos de los principales problemas y métodos de toma de decisiones en el contexto de la gestión de la seguridad, a fin de brindar más información sobre las principales dimensiones, desafíos y escollos de la toma de decisiones sobre cuestiones de seguridad como una actividad importante y un desafío en la gestión de la seguridad. .
El contexto de la toma de decisiones de seguridad
Una presentación general de los métodos de toma de decisiones de seguridad es complicada porque tanto las cuestiones de seguridad como el carácter de los problemas de decisión varían considerablemente a lo largo de la vida de una empresa. Desde el concepto y establecimiento hasta el cierre, el ciclo de vida de una empresa se puede dividir en seis etapas principales:
- personalizable
- construcción
- la puesta en marcha
- Inteligente
- mantenimiento y modificacion
- descomposición y demolición.
Cada uno de los elementos del ciclo de vida implica decisiones relativas a la seguridad que no solo son específicas de esa fase sino que también afectan a algunas o todas las demás fases. Durante el diseño, la construcción y la puesta en marcha, los principales desafíos se relacionan con la elección, el desarrollo y la realización de las normas y especificaciones de seguridad que se han decidido. Durante la operación, el mantenimiento y la demolición, los objetivos principales de la gestión de la seguridad serán mantener y posiblemente mejorar el nivel de seguridad determinado. La fase de construcción también representa una “fase de producción” hasta cierto punto, porque al mismo tiempo que se deben cumplir los principios de seguridad de la construcción, se deben cumplir las especificaciones de seguridad de lo que se está construyendo.
Niveles de decisión de gestión de la seguridad
Las decisiones sobre seguridad también difieren en carácter según el nivel organizacional. Hal et al. (1994) distinguen entre tres niveles principales de decisión de la gestión de la seguridad en la organización:
El nivel de ejecución es el nivel en el cual las acciones de los involucrados (trabajadores) influyen directamente en la ocurrencia y control de los peligros en el lugar de trabajo. Este nivel se ocupa del reconocimiento de los peligros y la elección e implementación de acciones para eliminarlos, reducirlos y controlarlos. Los grados de libertad presentes en este nivel son limitados; por lo tanto, los ciclos de retroalimentación y corrección se ocupan esencialmente de corregir las desviaciones de los procedimientos establecidos y devolver la práctica a una norma. Tan pronto como se identifica una situación en la que la norma acordada ya no se considera adecuada, se activa el siguiente nivel superior.
El nivel de planificación, organización y procedimientos se ocupa de diseñar y formalizar las acciones a tomar en el nivel de ejecución con respecto a toda la gama de peligros esperados. El nivel de planificación y organización, que establece responsabilidades, procedimientos, líneas de reporte, etc., se encuentra típicamente en los manuales de seguridad. Es este nivel el que desarrolla nuevos procedimientos para peligros nuevos para la organización y modifica los procedimientos existentes para mantenerse al día con nuevos conocimientos sobre peligros o con estándares para soluciones relacionadas con peligros. Este nivel implica la traducción de principios abstractos en asignación e implementación de tareas concretas, y corresponde al ciclo de mejora requerido en muchos sistemas de calidad.
El nivel de estructura y gestión se ocupa de los principios generales de la gestión de la seguridad. Este nivel se activa cuando la organización considera que los niveles actuales de planificación y organización están fallando en formas fundamentales para lograr el desempeño aceptado. Es el nivel en el cual el funcionamiento “normal” del sistema de gestión de la seguridad es monitoreado críticamente y a través del cual se mejora o mantiene continuamente frente a los cambios en el entorno externo de la organización.
Hal et al. (1994) enfatizan que los tres niveles son abstracciones correspondientes a tres tipos diferentes de retroalimentación. No deben verse como contiguos a los niveles jerárquicos de piso de producción, primera línea y gerencia superior, ya que las actividades especificadas en cada nivel abstracto se pueden aplicar de muchas maneras diferentes. La forma en que se realizan las asignaciones de tareas refleja la cultura y los métodos de trabajo de la empresa individual.
Proceso de toma de decisiones de seguridad
Los problemas de seguridad deben manejarse a través de algún tipo de proceso de resolución de problemas o de toma de decisiones. Según Hale et al. (1994) este proceso, que se denomina el ciclo de resolución de problemas, es común a los tres niveles de gestión de la seguridad descritos anteriormente. El ciclo de resolución de problemas es un modelo de un procedimiento paso a paso idealizado para analizar y tomar decisiones sobre problemas de seguridad causados por desviaciones potenciales o reales de los logros deseados, esperados o planificados (figura 1).
Figura 1. El ciclo de resolución de problemas
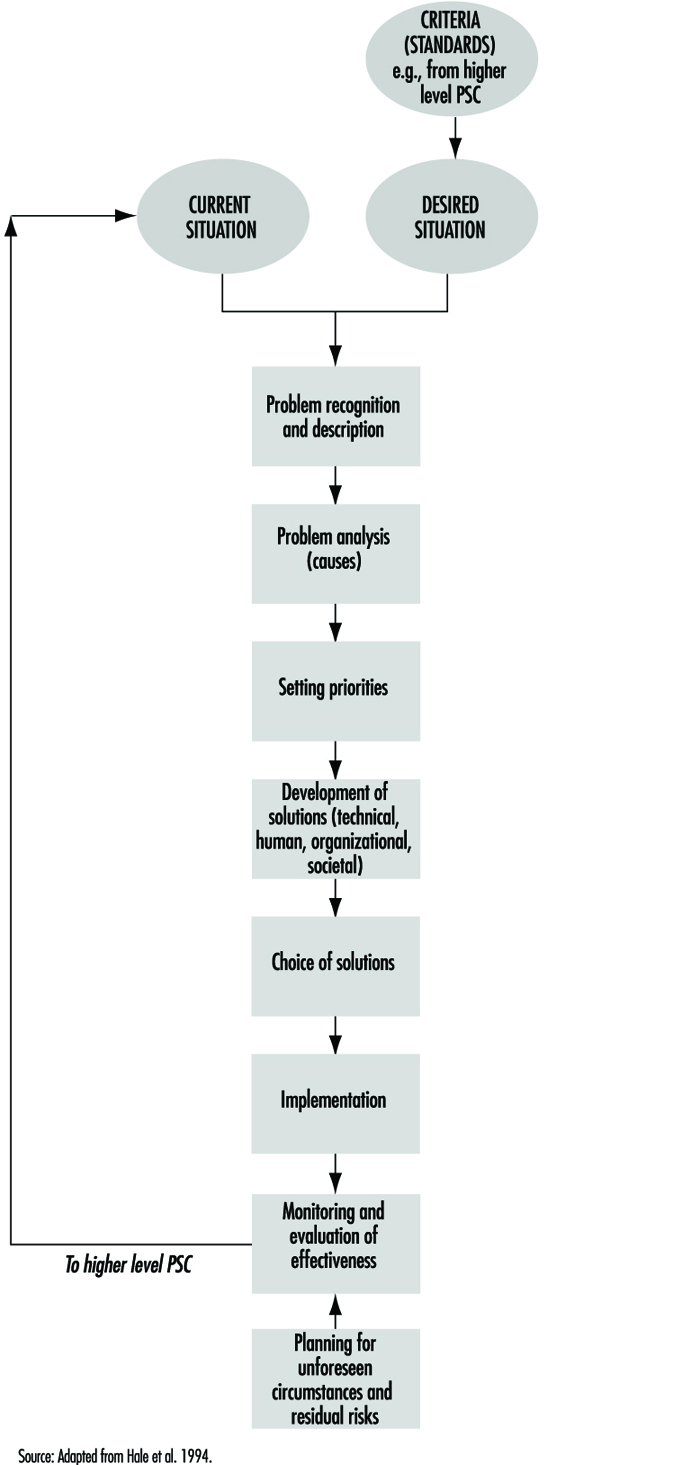
Aunque los pasos son los mismos en principio en los tres niveles de gestión de la seguridad, la aplicación en la práctica puede diferir un poco dependiendo de la naturaleza de los problemas tratados. El modelo muestra que las decisiones que conciernen a la gestión de la seguridad abarcan muchos tipos de problemas. En la práctica, cada uno de los siguientes seis problemas básicos de decisión en la gestión de la seguridad deberá dividirse en varias subdecisiones que formarán la base para las opciones en cada una de las principales áreas problemáticas.
- ¿Cuál es un nivel o estándar de seguridad aceptable de la actividad/departamento/empresa, etc.?
- ¿Qué criterios se utilizarán para evaluar el nivel de seguridad?
- ¿Cuál es el nivel de seguridad actual?
- ¿Cuáles son las causas de las desviaciones identificadas entre el nivel de seguridad aceptable y el observado?
- ¿Qué medios se deben elegir para corregir las desviaciones y mantener el nivel de seguridad?
- ¿Cómo se deben implementar y dar seguimiento a las acciones correctivas?
Teoría de la elección racional
Los métodos de los gerentes para tomar decisiones deben basarse en algún principio de racionalidad para lograr la aceptación entre los miembros de la organización. En situaciones prácticas, lo que es racional puede no ser siempre fácil de definir, y los requisitos lógicos de lo que puede definirse como decisiones racionales pueden ser difíciles de cumplir. teoría de la elección racional (RCT), la concepción de la toma de decisiones racional, se desarrolló originalmente para explicar el comportamiento económico en el mercado y luego se generalizó para explicar no solo el comportamiento económico sino también el comportamiento estudiado por casi todas las disciplinas de las ciencias sociales, desde la filosofía política hasta la psicología.
El estudio psicológico de la toma óptima de decisiones humanas se llama teoría de la utilidad esperada subjetiva (SEU). RCT y SEU son básicamente lo mismo; sólo difieren las aplicaciones. SEU se centra en el pensamiento de la toma de decisiones individuales, mientras que RCT tiene una aplicación más amplia para explicar el comportamiento dentro de organizaciones o instituciones completas; consulte, por ejemplo, Neumann y Politser (1992). La mayoría de las herramientas de la investigación de operaciones moderna utilizan los supuestos de SEU. Asumen que lo que se desea es maximizar el logro de alguna meta, bajo restricciones específicas y suponiendo que se conocen todas las alternativas y consecuencias (o su distribución de probabilidad) (Simon y asociados 1992). La esencia de RCT y SEU se puede resumir de la siguiente manera (March y Simon 1993):
Los tomadores de decisiones, al encontrarse con una situación de toma de decisiones, adquieren y ven todo el conjunto de alternativas entre las cuales elegirán su acción. Este conjunto está simplemente dado; la teoría no dice cómo se obtiene.
A cada alternativa se adjunta un conjunto de consecuencias: los eventos que se producirán si se elige esa alternativa en particular. Aquí las teorías existentes se dividen en tres categorías:
- Teorías de certeza Asuma que quien toma la decisión tiene un conocimiento completo y preciso de las consecuencias que seguirán a cada alternativa. En el caso de certeza, la elección es inequívoca.
- Teorías del riesgo suponer un conocimiento preciso de una distribución de probabilidad de las consecuencias de cada alternativa. En el caso de riesgos, la racionalidad suele definirse como la elección de aquella alternativa para la cual la utilidad esperada es mayor.
- Teorías de la incertidumbre Asuma que las consecuencias de cada alternativa pertenecen a algún subconjunto de todas las consecuencias posibles, pero que quien toma la decisión no puede asignar probabilidades definidas a la ocurrencia de consecuencias particulares. En el caso de incertidumbre, la definición de racionalidad se vuelve problemática.
Al principio, el tomador de decisiones hace uso de una "función de utilidad" o un "orden de preferencia" que clasifica todos los conjuntos de consecuencias desde la más preferida hasta la menos preferida. Cabe señalar que otra propuesta es la regla de "riesgo minimax", mediante la cual se considera el "peor conjunto de consecuencias" que puede derivarse de cada alternativa, luego se selecciona la alternativa cuyo peor conjunto de consecuencias se prefiere a los peores conjuntos adjuntos. a otras alternativas.
El tomador de decisiones elige la alternativa más cercana al conjunto preferido de consecuencias.
Una dificultad de RCT es que el término racionalidad es en sí mismo problemático. Lo que es racional depende del contexto social en el que tiene lugar la decisión. Como señala Flanagan (1991), es importante distinguir entre los dos términos racionalidad y logicidad. La racionalidad está ligada a cuestiones relacionadas con el significado y la calidad de vida de algún individuo o individuos, mientras que la lógica no lo está. El problema del benefactor es precisamente el tema que los modelos de elección racional no logran aclarar, ya que asumen la neutralidad de valores, que rara vez está presente en la toma de decisiones de la vida real (Zey 1992). Aunque el valor de RCT y SEU como teoría explicativa es algo limitado, ha sido útil como modelo teórico para la toma de decisiones "racionales". La evidencia de que el comportamiento a menudo se desvía de los resultados predichos por la teoría de la utilidad esperada no significa necesariamente que la teoría prescribe de manera inapropiada cómo las personas tienes tomar decisiones. Como modelo normativo, la teoría ha demostrado ser útil para generar investigaciones sobre cómo y por qué las personas toman decisiones que violan el axioma de utilidad óptima.
La aplicación de las ideas de RCT y SEU a la toma de decisiones de seguridad puede proporcionar una base para evaluar la "racionalidad" de las elecciones realizadas con respecto a la seguridad, por ejemplo, en la selección de medidas preventivas dado un problema de seguridad que se quiere aliviar. Muy a menudo no será posible cumplir con los principios de elección racional debido a la falta de datos confiables. Es posible que uno no tenga una imagen completa de las acciones disponibles o posibles, o que la incertidumbre de los efectos de diferentes acciones, por ejemplo, la implementación de diferentes medidas preventivas, sea grande. Por lo tanto, RCT puede ser útil para señalar algunas debilidades en un proceso de decisión, pero brinda poca orientación para mejorar la calidad de las elecciones que se deben hacer. Otra limitación en la aplicabilidad de los modelos de elección racional es que la mayoría de las decisiones en las organizaciones no necesariamente buscan soluciones óptimas.
Resolución de problemas
Los modelos de elección racional describen el proceso de evaluando y eligiendo entre alternativas. Sin embargo, decidir sobre un curso de acción también requiere lo que Simon y asociados (1992) describen como la resolución de problemas. Este es el trabajo de elegir los temas que requieren atención, establecer metas y encontrar o decidir cursos de acción adecuados. (Si bien los gerentes pueden saber que tienen problemas, es posible que no entiendan la situación lo suficientemente bien como para dirigir su atención a cualquier curso de acción plausible). Como se mencionó anteriormente, la teoría de eleccion racional tiene sus raíces principalmente en la economía, la estadística y la investigación de operaciones, y solo recientemente ha recibido la atención de los psicólogos. La teoría y los métodos de resolución de problemas tienen una historia muy diferente. La resolución de problemas fue inicialmente estudiada principalmente por psicólogos y, más recientemente, por investigadores en inteligencia artificial.
La investigación empírica ha demostrado que el proceso de resolución de problemas tiene lugar más o menos de la misma manera para una amplia gama de actividades. En primer lugar, la resolución de problemas generalmente se realiza mediante una búsqueda selectiva a través de grandes conjuntos de posibilidades, utilizando reglas empíricas (heurísticas) para guiar la búsqueda. Debido a que las posibilidades en situaciones de problemas realistas son prácticamente infinitas, una búsqueda de prueba y error simplemente no funcionaría. La búsqueda debe ser altamente selectiva. Uno de los procedimientos utilizados a menudo para guiar la búsqueda se describe como Montañismo—usar alguna medida de acercamiento a la meta para determinar dónde es más rentable mirar a continuación. Otro procedimiento común y más poderoso es análisis de medios y fines. Al usar este método, el solucionador de problemas compara la situación actual con el objetivo, detecta diferencias entre ellos y luego busca en la memoria acciones que probablemente reduzcan la diferencia. Otra cosa que se ha aprendido sobre la resolución de problemas, especialmente cuando el solucionador es un experto, es que el proceso de pensamiento del solucionador se basa en grandes cantidades de información que se almacena en la memoria y que se puede recuperar cada vez que el solucionador reconoce señales que señalan su relevancia.
Uno de los logros de la teoría contemporánea de resolución de problemas ha sido proporcionar una explicación para los fenómenos de la intuición y el juicio que se observan con frecuencia en el comportamiento de los expertos. El acervo de conocimiento experto parece ser de alguna manera indexado por las señales de reconocimiento que lo hacen accesible. En combinación con algunas capacidades inferenciales básicas (quizás en forma de análisis de medios y fines), el experto aplica esta función de indexación para encontrar soluciones satisfactorias a problemas difíciles.
La mayoría de los desafíos que enfrentan los gerentes de seguridad serán del tipo que requieren algún tipo de resolución de problemas, por ejemplo, detectar cuáles son realmente las causas subyacentes de un accidente o un problema de seguridad, para poder encontrar alguna medida preventiva. El ciclo de resolución de problemas desarrollado por Hale et al. (1994)—ver figura 1—da una buena descripción de lo que está involucrado en las etapas de resolución de problemas de seguridad. Lo que parece evidente es que en la actualidad no es posible y puede que ni siquiera sea deseable desarrollar un modelo estrictamente lógico o matemático para lo que es un proceso ideal de resolución de problemas de la misma manera que se ha seguido para las teorías de la elección racional. Este punto de vista está respaldado por el conocimiento de otras dificultades en las instancias de la vida real de resolución de problemas y toma de decisiones que se analizan a continuación.
Problemas mal estructurados, establecimiento de agenda y encuadre
En la vida real, con frecuencia ocurren situaciones en las que el proceso de resolución de problemas se vuelve oscuro porque los objetivos mismos son complejos y, a veces, están mal definidos. Lo que sucede a menudo es que la naturaleza misma del problema se transforma sucesivamente en el curso de la exploración. En la medida en que el problema reúna estas características, puede denominarse mal estructurado. Ejemplos típicos de procesos de resolución de problemas con tales características son (1) el desarrollo de nuevos diseños y (2) el descubrimiento científico.
La resolución de problemas mal definidos se ha convertido recientemente en un tema de estudio científico. Cuando los problemas están mal definidos, el proceso de resolución de problemas requiere un conocimiento sustancial sobre los criterios de solución, así como conocimiento sobre los medios para satisfacer esos criterios. Ambos tipos de conocimiento deben evocarse en el curso del proceso, y la evocación de los criterios y restricciones modifica y remodela continuamente la solución a la que se dirige el proceso de resolución de problemas. Se han publicado algunas investigaciones relacionadas con la estructuración y el análisis de problemas dentro de los problemas de riesgo y seguridad, y pueden estudiarse de manera provechosa; ver, por ejemplo, Rosenhead 1989 y Chicken y Haynes 1989.
Establecer la agenda, que es el primer paso del proceso de resolución de problemas, es también el menos comprendido. Lo que trae un problema a la cabeza de la agenda es la identificación de un problema y el consecuente desafío para determinar cómo puede ser representado de manera que facilite su solución; estos son temas que sólo recientemente se han centrado en los estudios de los procesos de decisión. La tarea de establecer una agenda es de suma importancia porque tanto los seres humanos individuales como las instituciones humanas tienen capacidades limitadas para hacer frente a muchas tareas simultáneamente. Mientras que algunos problemas están recibiendo toda la atención, otros se descuidan. Cuando surgen nuevos problemas de forma repentina e inesperada (p. ej., extinción de incendios), pueden reemplazar la planificación y la deliberación ordenadas.
La forma en que se representan los problemas tiene mucho que ver con la calidad de las soluciones que se encuentran. En la actualidad la representación o encuadre de problemas se comprende aún menos que el establecimiento de una agenda. Una característica de muchos avances en la ciencia y la tecnología es que un cambio en el marco generará un enfoque completamente nuevo para resolver un problema. Un ejemplo de tal cambio en el marco de la definición de problemas en la ciencia de la seguridad en los últimos años, es el cambio de enfoque de los detalles de las operaciones de trabajo a las decisiones y condiciones organizacionales que crean la situación de trabajo completa; véase, por ejemplo, Wagenaar et al. (1994).
Toma de decisiones en las organizaciones
Los modelos de toma de decisiones organizacionales ven la cuestión de la elección como un proceso lógico en el que los tomadores de decisiones intentan maximizar sus objetivos en una serie ordenada de pasos (figura 2). Este proceso es en principio el mismo para la seguridad que para las decisiones sobre otros temas que la organización tiene que gestionar.
Figura 2. El proceso de toma de decisiones en las organizaciones
Estos modelos pueden servir como marco general para la “toma de decisiones racional” en las organizaciones; sin embargo, tales modelos ideales tienen varias limitaciones y dejan de lado aspectos importantes de los procesos que realmente pueden tener lugar. Algunas de las características significativas de los procesos de toma de decisiones organizacionales se analizan a continuación.
Criterios aplicados en la elección organizacional
Si bien los modelos de elección racional se preocupan por encontrar la alternativa óptima, otros criterios pueden ser aún más relevantes en las decisiones organizacionales. Como observaron March y Simon (1993), las organizaciones por diversas razones buscan satisfactoria más bien que óptimo automatizadas.
- Alternativas óptimas. Una alternativa puede definirse como óptima si (1) existe un conjunto de criterios que permite comparar todas las alternativas y (2) la alternativa en cuestión es preferida, según estos criterios, a todas las demás alternativas (ver también la discusión de racionalidad). elección, arriba).
- Alternativas satisfactorias. Una alternativa es satisfactoria si (1) existe un conjunto de criterios que describe alternativas mínimamente satisfactorias y (2) la alternativa en cuestión cumple o supera estos criterios.
Según March y Simon (1993), la mayoría de las decisiones humanas, ya sean individuales u organizacionales, se relacionan con el descubrimiento y la selección de satisfactoria alternativas. Sólo en casos excepcionales se ocupa del descubrimiento y selección de óptimo alternativas. En la gestión de la seguridad, las alternativas satisfactorias con respecto a la seguridad generalmente serán suficientes, de modo que una solución dada a un problema de seguridad debe cumplir con los estándares especificados. Las restricciones típicas que a menudo se aplican a las decisiones de seguridad de elección óptima son consideraciones económicas tales como: "Suficientemente bueno, pero lo más barato posible".
Toma de decisiones programada
Explorando los paralelismos entre la toma de decisiones humana y la toma de decisiones organizacional, March y Simon (1993) argumentaron que las organizaciones nunca pueden ser perfectamente racionales, porque sus miembros tienen capacidades limitadas de procesamiento de información. Se afirma que los tomadores de decisiones, en el mejor de los casos, solo pueden lograr formas limitadas de racionalidad porque (1) generalmente tienen que actuar sobre la base de información incompleta, (2) solo pueden explorar un número limitado de alternativas relacionadas con cualquier decisión dada, y (3) no pueden asignar valores precisos a los resultados. March y Simon sostienen que los límites de la racionalidad humana están institucionalizados en la estructura y modos de funcionamiento de nuestras organizaciones. Para que el proceso de toma de decisiones sea manejable, las organizaciones fragmentan, rutinizan y limitan el proceso de decisión de varias maneras. Los departamentos y unidades de trabajo tienen el efecto de segmentar el ambiente de la organización, de compartimentar responsabilidades, y por ende de simplificar los dominios de interés y toma de decisiones de gerentes, supervisores y trabajadores. Las jerarquías organizacionales realizan una función similar, proporcionando canales de resolución de problemas para hacer la vida más manejable. Esto crea una estructura de atención, interpretación y operación que ejerce una influencia crucial en lo que se aprecia como elecciones “racionales” del tomador de decisiones individual en el contexto organizacional. March y Simon nombraron estos conjuntos organizados de respuestas programas de rendimiento, o simplemente programas. El termino programa cultural, social y deportivo. no pretende connotar una rigidez completa. El contenido del programa puede adaptarse a un gran número de características que lo inician. El programa también puede estar condicionado a datos que son independientes de los estímulos iniciadores. Entonces se llama más propiamente un estrategia de desempeño.
Un conjunto de actividades se considera rutinario en la medida en que la elección se ha simplificado mediante el desarrollo de una respuesta fija a estímulos definidos. Si se han eliminado las búsquedas, pero la elección permanece en forma de rutinas informáticas sistemáticas claramente definidas, la actividad se designa como rutinizado. Las actividades se consideran no rutinarias en la medida en que deben ser precedidas por actividades de desarrollo de programas del tipo de resolución de problemas. La distinción hecha por Hale et al. (1994) (discutido anteriormente) entre los niveles de ejecución, planificación y estructura/gestión del sistema tienen implicaciones similares con respecto a la estructuración del proceso de toma de decisiones.
La programación influye en la toma de decisiones de dos maneras: (1) al definir cómo debe ejecutarse un proceso de decisión, quién debe participar, etc., y (2) al prescribir opciones que se deben tomar en función de la información y las alternativas disponibles. Los efectos de la programación son, por un lado, positivos en el sentido de que pueden aumentar la eficiencia del proceso de decisión y asegurar que los problemas no queden sin resolver, sino que se traten de forma bien estructurada. Por otro lado, la programación rígida puede obstaculizar la flexibilidad que se necesita especialmente en la fase de resolución de problemas de un proceso de decisión para generar nuevas soluciones. Por ejemplo, muchas líneas aéreas han establecido procedimientos fijos para el tratamiento de las desviaciones notificadas, los llamados informes de vuelo o informes de mantenimiento, que requieren que cada caso sea examinado por una persona designada y que se tome una decisión sobre las acciones preventivas a tomar con base en el incidente. A veces, la decisión puede ser que no se tome ninguna acción, pero los procedimientos aseguran que tal decisión es deliberada, y no resultado de negligencia, y que hay un tomador de decisiones responsable involucrado en las decisiones.
El grado en que se programan las actividades influye en la asunción de riesgos. Wagenaar (1990) sostuvo que la mayoría de los accidentes son consecuencia del comportamiento rutinario sin ninguna consideración de riesgo. El problema real del riesgo ocurre en los niveles más altos de las organizaciones, donde se toman las decisiones no programadas. Pero la mayoría de las veces los riesgos no se toman conscientemente. Tienden a ser el resultado de decisiones tomadas sobre cuestiones que no están directamente relacionadas con la seguridad, pero donde las condiciones previas para una operación segura se vieron afectadas inadvertidamente. Los gerentes y otros tomadores de decisiones de alto nivel son, por lo tanto, más a menudo permitiendo oportunidades para los riesgos que tomar riesgos.
Toma de decisiones, poder y conflicto de intereses
La capacidad de influir en los resultados de los procesos de toma de decisiones es una fuente de poder bien reconocida y que ha atraído una atención considerable en la literatura sobre teoría de la organización. Dado que las organizaciones son en gran medida sistemas de toma de decisiones, un individuo o grupo puede ejercer una gran influencia en los procesos de decisión de la organización. Según Morgan (1986) los tipos de poder utilizados en la toma de decisiones se pueden clasificar en los siguientes tres elementos interrelacionados:
- Las premisas de decisión. Influencia en la decisión local puede ejercerse de varias maneras. Una de las formas más efectivas de “tomar” una decisión es permitir que se tome por defecto. Por lo tanto, gran parte de la actividad política dentro de una organización depende del control de las agendas y otras premisas de decisión que influyen en cómo se abordarán las decisiones particulares, tal vez de manera que impidan que surjan ciertos problemas centrales. Además, las premisas de decisión son manipuladas por el control discreto incrustado en la elección de aquellos vocabularios, estructuras de comunicación, actitudes, creencias, reglas y procedimientos que se aceptan sin cuestionamiento. Estos factores dan forma a las decisiones por la forma en que pensamos y actuamos. Según Morgan (1986), las visiones de cuáles son los problemas y las cuestiones y cómo se pueden abordar, a menudo actúan como camisas de fuerza mentales que nos impiden ver otras formas de formular nuestras preocupaciones básicas y los cursos de acción alternativos que están disponibles.
- Los procesos de decisión. Control de decisión en costes suele ser más visible que el control de las premisas de decisión. La forma de tratar un problema implica preguntas tales como quién debe participar, cuándo se debe tomar la decisión, cómo se debe manejar el problema en las reuniones y cómo se debe informar. Las reglas básicas que deben guiar la toma de decisiones son variables importantes que los miembros de la organización pueden manipular para influir en el resultado.
- Los temas de decisión y objetivos. Una forma final de controlar la toma de decisiones es influir en el problemas y objetivos abordar y los criterios evaluativos que se emplearán. Una persona puede dar forma a los problemas y objetivos de manera más directa mediante la preparación de informes y la contribución a la discusión en la que se basará la decisión. Al enfatizar la importancia de restricciones particulares, seleccionar y evaluar las alternativas sobre las cuales se tomará una decisión y resaltar la importancia de ciertos valores o resultados, los tomadores de decisiones pueden ejercer una influencia considerable en la decisión que surge de la discusión.
Algunos problemas de decisión pueden conllevar un conflicto de intereses, por ejemplo, entre la gerencia y los empleados. Puede haber desacuerdo sobre la definición de lo que es realmente el problema, lo que Rittel y Webber (1973) caracterizaron como problemas "perversos", para distinguirlos de los problemas que son "dóciles" con respecto a obtener el consentimiento. En otros casos, las partes pueden ponerse de acuerdo sobre la definición del problema, pero no sobre cómo debe resolverse el problema, o cuáles son las soluciones aceptables o los criterios para las soluciones. Las actitudes o estrategias de las partes en conflicto definirán no solo su comportamiento de resolución de problemas, sino también las perspectivas de llegar a una solución aceptable a través de negociaciones. Las variables importantes son cómo las partes intentan satisfacer sus propias preocupaciones frente a las de la otra parte (figura 3). La colaboración exitosa requiere que ambas partes sean asertivas con respecto a sus propias necesidades, pero al mismo tiempo estén dispuestas a tomar en consideración las necesidades de la otra parte.
Figura 3. Cinco estilos de comportamiento de negociación
Otra tipología interesante basada en la cantidad de concordancia entre metas y medios, fue desarrollada por Thompson y Tuden (1959) (citado en Koopman y Pool 1991). Los autores sugirieron cuál era la “estrategia más adecuada” basada en el conocimiento sobre las percepciones de las partes sobre la causalidad del problema y sobre las preferencias de los resultados (figura 4).
Figura 4. Una tipología de estrategia de resolución de problemas
Si hay acuerdo sobre los objetivos y los medios, la decisión puede ser calculada, por ejemplo, desarrollada por algunos expertos. Si los medios para los fines deseados no están claros, estos expertos deberán llegar a una solución a través de consultas (juicio mayoritario). Si existe algún conflicto sobre los objetivos, es necesaria la consulta entre las partes involucradas. Sin embargo, si no hay acuerdo sobre los objetivos y los medios, la organización está realmente en peligro. Tal situación requiere un liderazgo carismático que pueda “inspirar” una solución aceptable para las partes en conflicto.
La toma de decisiones dentro de un marco organizativo abre perspectivas mucho más allá de las de la elección racional o de los modelos individuales de resolución de problemas. Los procesos de decisión deben verse dentro del marco de los procesos organizativos y de gestión, donde el concepto de racionalidad puede adquirir significados nuevos y diferentes de los definidos por la lógica de los enfoques de elección racional integrados, por ejemplo, en los modelos de investigación operativa. La toma de decisiones que se lleva a cabo dentro de la gestión de la seguridad debe considerarse a la luz de una perspectiva tal que permita una comprensión completa de todos los aspectos de los problemas de decisión en cuestión.
Resumen y Conclusiones
La toma de decisiones generalmente se puede describir como un proceso que comienza con una situación inicial (estado inicial) que los tomadores de decisiones perciben que se está desviando de una situación de meta deseada (estado de meta), aunque no saben de antemano cómo alterar el estado inicial en el estado meta (Huber 1989). El solucionador de problemas transforma el estado inicial en el estado objetivo aplicando uno o más operadores, o actividades para alterar estados. A menudo se requiere una secuencia de operadores para lograr el cambio deseado.
La literatura de investigación sobre el tema no proporciona respuestas simples sobre cómo tomar decisiones sobre cuestiones de seguridad; por lo tanto, los métodos de toma de decisiones deben ser racionales y lógicos. La teoría de la elección racional representa una concepción elegante de cómo se toman las decisiones óptimas. Sin embargo, dentro de la gestión de la seguridad, la teoría de la elección racional no se puede aplicar fácilmente. La limitación más obvia es la falta de datos válidos y confiables sobre las opciones potenciales con respecto tanto a la integridad como al conocimiento de las consecuencias. Otra dificultad es que el concepto racional asume un benefactor, que puede diferir según la perspectiva que se elija en una situación de decisión. Sin embargo, el enfoque de elección racional aún puede ser útil para señalar algunas de las dificultades y deficiencias de las decisiones que se deben tomar.
A menudo, el desafío no es hacer una elección sabia entre acciones alternativas, sino analizar una situación para descubrir cuál es realmente el problema. Al analizar los problemas de gestión de la seguridad, la estructuración suele ser la tarea más importante. Comprender el problema es un requisito previo para encontrar una solución aceptable. La cuestión más importante relativa a la resolución de problemas es no identificar un único método superior, que probablemente no exista debido a la amplia gama de problemas dentro de las áreas de evaluación de riesgos y gestión de la seguridad. El punto principal es más bien adoptar un enfoque estructurado y documentar el análisis y las decisiones tomadas de tal manera que los procedimientos y las evaluaciones sean rastreables.
Las organizaciones gestionarán parte de su toma de decisiones a través de acciones programadas. La programación o los procedimientos fijos para las rutinas de toma de decisiones pueden ser muy útiles en la gestión de la seguridad. Un ejemplo es cómo algunas empresas tratan las desviaciones reportadas y los casi accidentes. La programación puede ser una forma eficiente de controlar los procesos de toma de decisiones en la organización, siempre que las cuestiones de seguridad y las reglas de decisión sean claras.
En la vida real, las decisiones tienen lugar dentro de un contexto organizacional y social donde a veces surgen conflictos de intereses. Los procesos de decisión pueden verse obstaculizados por diferentes percepciones de cuáles son los problemas, de los criterios o de la aceptabilidad de las soluciones propuestas. Ser consciente de la presencia y los posibles efectos de los intereses creados es útil para tomar decisiones que sean aceptables para todas las partes involucradas. La gestión de la seguridad incluye una gran variedad de problemas según el ciclo de vida, el nivel organizacional y la etapa de resolución de problemas o alivio de peligros a los que se refiere un problema. En ese sentido, la toma de decisiones relativas a la seguridad es tan amplia en alcance y carácter como la toma de decisiones sobre cualquier otro tema de gestión.
" EXENCIÓN DE RESPONSABILIDAD: La OIT no se responsabiliza por el contenido presentado en este portal web que se presente en un idioma que no sea el inglés, que es el idioma utilizado para la producción inicial y la revisión por pares del contenido original. Ciertas estadísticas no se han actualizado desde la producción de la 4ª edición de la Enciclopedia (1998)."