- Você está aqui:
-
Início

- Parte X. Indústrias Baseadas em Recursos Biológicos

Categorias crianças

64. Indústrias baseadas em agricultura e recursos naturais (34)

64. Indústrias Baseadas na Agricultura e Recursos Naturais
Editor de Capítulo: Melvin L. Myers
Conteúdo
Tabelas e Figuras
Perfil Geral
Melvin L. Myers
Estudo de Caso: Fazendas Familiares
Ted Scharf, David E. Baker e Joyce Salg
Sistemas Agrícolas
Plantações
Melvin L. Myers e IT Cabrera
Trabalhadores agrícolas migrantes e sazonais
Marco B. Schenker
Agricultura Urbana
Melvin L. Myers
Operações de Estufa e Viveiro
Mark M. Methner e John A. Miles
Floricultura
Samuel H. Henao
Educação de Agricultores sobre Agrotóxicos: Um Estudo de Caso
Merri Weinger
Operações de plantio e cultivo
Yuri Kundiev e VI Chernyuk
Operações de Colheita
William E. Campo
Operações de Armazenamento e Transporte
Thomas L. Feijão
Operações Manuais na Agricultura
Pranab Kumar Nag
Mecanização
Dennis Murphy
Estudo de Caso: Máquinas Agrícolas
LW Knapp, Jr.
Culturas de Alimentos e Fibras
arroz
Malinée Wongphanich
Grãos Agrícolas e Oleaginosas
Charles Schwab
Cultivo e Processamento da Cana-de-Açúcar
RA Munoz, EA Suchman, JM Baztarrica e Carol J. Lehtola
colheita de batata
Steven Johnson
Legumes e Melões
BH Xu e Toshio Matsushita
Culturas de árvores, amoras e vinhas
Bagas e uvas
William E. Steinke
Pomares
Melvin L. Myers
Árvores Tropicais e Palmeiras
Melvin L. Myers
Produção de Casca e Seiva
Melvin L. Myers
bambu e cana
Melvin L. Myers e YC Ko
Culturas Especiais
Cultivo de Tabaco
Gerald F. Peedin
Ginseng, hortelã e outras ervas
Larry J. Chapman
Cogumelos
LJLD Van Griensven
Plantas aquáticas
Melvin L. Myers e JWG Lund
Culturas de bebidas
Cultivo de café
Jorge da Rocha Gomes e Bernardo Bedrikow
Cultivo de Chá
LVR Fernando
hops
Thomas Karsky e William B. Symons
Questões de Saúde e Meio Ambiente
Problemas de saúde e padrões de doenças na agricultura
Melvin L. Myers
Estudo de Caso: Agromedicina
Stanley H. Schuman e Jere A. Brittain
Questões Ambientais e de Saúde Pública na Agricultura
Melvin L. Myers
Tabelas
Clique em um link abaixo para visualizar a tabela no contexto do artigo.
1. Fontes de nutrientes
2. Dez passos para uma pesquisa de risco de trabalho em plantações
3. Sistemas de cultivo em áreas urbanas
4. Conselhos de segurança para equipamento de relva e jardim
5. Categorização das atividades agrícolas
6. Perigos comuns do trator e como eles ocorrem
7. Riscos comuns de maquinário e onde eles ocorrem
8. Precauções de segurança
9. Árvores, frutas e palmeiras tropicais e subtropicais
10. produtos de palma
11. Produtos e usos da casca e da seiva
12. Perigos respiratórios
13. Perigos dermatológicos
14. Riscos tóxicos e neoplásicos
15. Riscos de lesões
16. Acidentes com afastamento, Estados Unidos, 1993
17. Riscos de estresse mecânico e térmico
18. Riscos comportamentais
19. Comparação de dois programas de agromedicina
20. Culturas geneticamente modificadas
21. Cultivo de drogas ilícitas, 1987, 1991 e 1995
figuras
Aponte para uma miniatura para ver a legenda da figura, clique para ver a figura no contexto do artigo.
|
|







































65. Indústria de bebidas (10)
65. Indústria de bebidas
Editor do Capítulo: Lance A. Ward
Conteúdo
Tabelas e Figuras
Perfil Geral
David Franson
Fabricação de concentrado de refrigerante
Zaida Colón
Engarrafamento e enlatamento de refrigerantes
Mateus Hirsheimer
Indústria de Café
Jorge da Rocha Gomes e Bernardo Bedrikow
Indústria de Chá
Lou Piombino
Indústria de Bebidas Destiladas
RG Aldi e Rita Seguin
Indústria do Vinho
Álvaro Durão
Indústria cervejeira
JF Eustáquio
Preocupações com a saúde e o meio ambiente
Lance A. Ward
Tabelas
Clique em um link abaixo para visualizar a tabela no contexto do artigo.
1. Importadores de café selecionados (em toneladas)
figuras
Aponte para uma miniatura para ver a legenda da figura, clique para ver a figura no contexto do artigo.








66. Pesca (10)
66. pescaria
Editores de Capítulo: Hulda Ólafsdóttir e Vilhjálmur Rafnsson
Conteúdo
Tabelas e Figuras
Perfil Geral
Ragnar Arnason
Estudo de caso: mergulhadores indígenas
David Ouro
Principais Setores e Processos
Hjálmar R. Bárdarson
Características Psicossociais da Força de Trabalho no Mar
Eva Munk-Madsen
Estudo de Caso: Mulheres Pescadoras
Características psicossociais da força de trabalho no processamento de pescado em terra
Marit Husmo
Efeitos sociais de vilas de pesca de uma indústria
Bárbara Neis
Problemas de saúde e padrões de doenças
Vilhjálmur Rafnsson
Distúrbios musculoesqueléticos em pescadores e trabalhadores da indústria de processamento de pescado
Hulda Ólafsdóttir
Pesca Comercial: Questões Ambientais e de Saúde Pública
Bruce McKay e Kieran Mulvaney
Tabelas
Clique em um link abaixo para visualizar a tabela no contexto do artigo.
1. Números de mortalidade em lesões fatais entre os pescadores
2. Os trabalhos ou locais mais importantes relacionados ao risco de lesões
figuras
Aponte para uma miniatura para ver a legenda da figura, clique para ver a figura no contexto do artigo.









67. Indústria de alimentos (11)
67. Indústria Alimentar
Editor de Capítulo: Débora E. Berkowitz
Conteúdo
Tabelas e Figuras
Visão geral e efeitos na saúde
Processos da Indústria de Alimentos
M. Malagié, G. Jensen, JC Graham e Donald L. Smith
Efeitos na saúde e padrões de doenças
John J. Svagr
Proteção Ambiental e Questões de Saúde Pública
Jerry Spiegel
Setores de processamento de alimentos
Empacotamento/Processamento
Deborah E. Berkowitz e Michael J. Fagel
Processamento de Aves
Tony Ashdown
Indústria de produtos lácteos
Marianne Smukowski e Norman Brusk
Produção de Cacau e Indústria de Chocolate
Anaide Vilasboas de Andrade
Grãos, moagem de grãos e produtos de consumo à base de grãos
Thomas E. Hawkinson, James J. Collins e Gary W. Olmstead
Padarias
RF Villard
Indústria de Beterraba
Carol J. Lehtola
óleo e gordura
Calça NM
Tabelas
Clique em um link abaixo para visualizar a tabela no contexto do artigo.
1. As indústrias de alimentos, suas matérias-primas e processos
2. Doenças ocupacionais comuns nas indústrias de alimentos e bebidas
3. Tipos de infecções relatadas em indústrias de alimentos e bebidas
4. Exemplos de utilizações de subprodutos da indústria alimentar
5. Taxas típicas de reutilização de água para diferentes subsetores da indústria
figuras
Aponte para uma miniatura para ver a legenda da figura, clique para ver a figura no contexto do artigo.








68. Silvicultura (17)
68. Silvicultura
Editor do capítulo: Peter Poschen
Conteúdo
Tabelas e Figuras
Perfil Geral
Peter Poschen
colheita de madeira
Dennis Dykstra e Peter Poschen
Transporte de Madeira
Olli Eeronheimo
Colheita de produtos florestais não madeireiros
Rodolfo Henrique
Plantação de árvore
Denis Giguere
Manejo e Controle de Incêndios Florestais
Mike Jurvélius
Riscos de segurança física
Bengt Pontén
Carga Física
Bengt Pontén
Fatores Psicossociais
Peter Poschen e Marja-Liisa Juntunen
Riscos Químicos
Juhani Kangas
Riscos biológicos entre trabalhadores florestais
Jörg Augusta
Regras, Legislação, Regulamentos e Códigos de Práticas Florestais
Othmar Wettmann
Equipamento de proteção pessoal
Eero Korhonen
Condições de Trabalho e Segurança no Trabalho Florestal
Lucie Laflamme e Esther Cloutier
Habilidades e treinamento
Peter Poschen
Condições de vida
Elias Apud
Questões de saúde ambiental
Shane McMahon
Tabelas
Clique em um link abaixo para visualizar a tabela no contexto do artigo.
1. Área florestal por região (1990)
2. Categorias e exemplos de produtos florestais não madeireiros
3. Perigos e exemplos de colheita não madeireira
4. Carga típica transportada durante o plantio
5. Agrupamento dos acidentes com plantação de árvores por partes do corpo afetadas
6. Gasto de energia no trabalho florestal
7. Produtos químicos usados na silvicultura na Europa e América do Norte na década de 1980
8. Seleção de infecções comuns na silvicultura
9. Equipamento de proteção individual apropriado para operações florestais
10. Benefícios potenciais para a saúde ambiental
figuras
Aponte para uma miniatura para ver a legenda da figura, clique para ver a figura no contexto do artigo.
|
|



















69. Caça (2)
69 Caçando
Editor do Capítulo: George A. Conway
Conteúdo
Tabelas
Um perfil de caça e armadilhas na década de 1990
John N Trent
Doenças Associadas à Caça e Captura
Maria E. Brown
Tabelas
Clique em um link abaixo para visualizar a tabela no contexto do artigo.
1. Exemplos de doenças potencialmente significativas para caçadores e caçadores
70. Criação de Gado (21)
70. Criação de Gado
Editor de Capítulo: Melvin L. Myers
Conteúdo
Tabelas e Figuras
Criação de gado: sua extensão e efeitos na saúde
Melvin L. Myers
Problemas de saúde e padrões de doenças
Kendall Thu, Craig Zwerling e Kelley Donham
Estudo de caso: problemas de saúde ocupacional relacionados a artrópodes
Donald Barnard
Culturas de forragem
Lorann Stallones
Confinamento de Gado
Kelly Donham
Pecuária
Dean T. Stueland e Paul D. Gunderson
Estudo de Caso: Comportamento Animal
David L. Difícil
Tratamento de Estrume e Resíduos
William Popendorf
Uma lista de verificação para práticas de segurança na criação de gado
Melvin L. Myers
Laticínios
João maio
Bovinos, Ovinos e Caprinos
Melvin L. Myers
Porcos
Melvin L. Myers
Produção de Aves e Ovos
Steven W. Lenhart
Estudo de Caso: Captura de Aves, Transporte Vivo e Processamento
Tony Ashdown
Cavalos e outros equinos
Lynn Barroby
Estudo de caso: elefantes
Melvin L. Myers
Animais de tração na Ásia
DD Joshi
Criação de touros
David L. Difícil
Produção de Animais de Estimação, Furbearer e de Laboratório
Christian E. Recém-chegado
Piscicultura e Aquicultura
George A. Conway e Ray RaLonde
Apicultura, criação de insetos e produção de seda
Melvin L. Myers e Donald Barnard
Tabelas
Clique em um link abaixo para visualizar a tabela no contexto do artigo.
1. Usos do gado
2. Produção pecuária internacional (1,000 toneladas)
3. Produção anual de fezes e urina de gado nos EUA
4. Tipos de problemas de saúde humana associados ao gado
5. Zoonoses primárias por região do mundo
6. Diferentes ocupações e saúde e segurança
7. Perigos potenciais de artrópodes no local de trabalho
8. Reações normais e alérgicas à picada de inseto
9. Compostos identificados em confinamento de suínos
10. Níveis ambientais de vários gases em confinamento de suínos
11. Doenças respiratórias associadas à suinocultura
12. Doenças zoonóticas de criadores de gado
13. Propriedades físicas do esterco
14. Algumas referências toxicológicas importantes para sulfeto de hidrogênio
15. Alguns procedimentos de segurança relacionados aos espalhadores de esterco
16. Tipos de ruminantes domesticados como gado
17. Processos de criação de gado e perigos potenciais
18. Doenças respiratórias de exposições em fazendas de gado
19. Zoonoses associadas a cavalos
20. Força de tração normal de vários animais
figuras
Aponte para uma miniatura para ver a legenda da figura, clique para ver a figura no contexto do artigo.
|
|










71. Madeira (4)
71. Madeira serrada
Editores de Capítulo: Paul Demers e Kay Teschke
Conteúdo
Tabelas e Figuras
Perfil Geral
Paulo Demers
Principais Setores e Processos: Riscos e Controles Ocupacionais
Hugh Davies, Paul Demers, Timo Kauppinen e Kay Teschke
Padrões de Doenças e Lesões
Paulo Demers
Questões ambientais e de saúde pública
Kay Teschke e Anya Keefe
Tabelas
Clique em um link abaixo para visualizar a tabela no contexto do artigo.
1. Produção estimada de madeira em 1990
2. Produção estimada de madeira para os 10 maiores produtores mundiais
3. Perigos de SSO por área de processo da indústria madeireira
figuras
Aponte para uma miniatura para ver a legenda da figura, clique para ver a figura no contexto do artigo.






72. Indústria de Papel e Celulose (13)
72. Indústria de Papel e Celulose
Editores de Capítulo: Kay Teschke e Paul Demers
Conteúdo
Tabelas e Figuras
Perfil Geral
Kay Teschke
Principais Setores e Processos
Fontes de fibra para papel e celulose
Anya Keefe e Kay Teschke
Manuseio de Madeira
Anya Keefe e Kay Teschke
Polpação
Anya Keefe, George Astrakianakis e Judith Anderson
Branqueamento
George Astrakianakis e Judith Anderson
Operações de Papel Reciclado
Dick Heederik
Produção e Conversão de Folhas: Celulose de Mercado, Papel, Cartão
George Astrakianakis e Judith Anderson
Geração de Energia e Tratamento de Água
George Astrakianakis e Judith Anderson
Produção Química e de Subprodutos
George Astrakianakis e Judith Anderson
Riscos e controles ocupacionais
Kay Teschke, George Astrakianakis, Judith Anderson, Anya Keefe e Dick Heederik
Padrões de Doenças e Lesões
Lesões e Doenças Não Malignas
Susan Kennedy e Kjell Toren
Câncer
Kjell Torén e Kay Teschke
Questões ambientais e de saúde pública
Anya Keefe e Kay Teschke
Tabelas
Clique em um link abaixo para visualizar a tabela no contexto do artigo.
1. Emprego e produção em países selecionados (1994)
2. Constituintes químicos de fontes de fibra de celulose e papel
3. Agentes clareadores e suas condições de uso
4. Aditivos para fabricação de papel
5. Riscos potenciais de saúde e segurança por área de processo
6. Estudos sobre câncer de pulmão e estômago, linfoma e leucemia
7. Suspensões e demanda biológica de oxigênio na polpação
figuras
Aponte para uma miniatura para ver a legenda da figura, clique para ver a figura no contexto do artigo.
|
|












Legumes e Melões
Uma grande variedade de vegetais (plantas herbáceas) é cultivada para folhas comestíveis, caules, raízes, frutas e sementes. As culturas incluem culturas de folhas (por exemplo, alface e espinafre), culturas de raízes (por exemplo, beterraba, cenoura, nabos), culturas de couve (repolho, brócolis, couve-flor) e muitas outras cultivadas por seus frutos ou sementes (por exemplo, ervilhas, feijões, abóboras, melões, tomates).
Desde a década de 1940, a natureza da horticultura, particularmente na América do Norte e na Europa, mudou drasticamente. Anteriormente, a maioria das hortaliças frescas eram cultivadas perto de centros populacionais por horticultores ou caminhoneiros e estavam disponíveis apenas durante ou logo após a colheita. O crescimento dos supermercados e o desenvolvimento de grandes empresas de processamento de alimentos criaram uma demanda por suprimentos constantes de vegetais durante todo o ano. Ao mesmo tempo, a produção de hortaliças em larga escala em fazendas comerciais tornou-se possível em áreas distantes dos grandes centros populacionais devido à rápida expansão dos sistemas de irrigação, melhor pulverização de insetos e controle de ervas daninhas e ao desenvolvimento de maquinário sofisticado para plantio, pulverização, colheita e classificação. . Hoje, a principal fonte de vegetais frescos nos Estados Unidos são as áreas de temporada longa, como os estados da Califórnia, Flórida, Texas e Arizona e México. O sul da Europa e o norte da África são as principais fontes vegetais do norte da Europa. Muitos vegetais também são cultivados em estufas. Os mercados de agricultores que vendem produtos locais, no entanto, continuam sendo a principal saída para os produtores de hortaliças em grande parte do mundo, particularmente na Ásia, África e América do Sul.
O cultivo de hortaliças requer habilidades e cuidados substanciais para garantir a produção de hortaliças de alta qualidade que serão vendidas. As operações de cultivo de hortaliças incluem preparo do solo, plantio e cultivo, colheita, processamento e transporte. O controle de ervas daninhas e pragas e o manejo da água são cruciais.
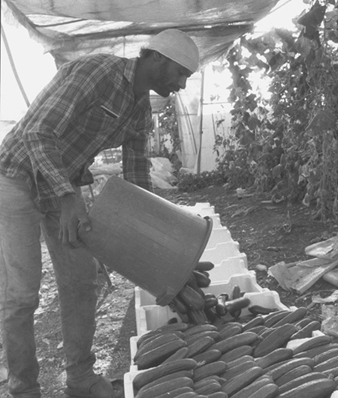
Os trabalhadores de hortaliças e melão estão expostos a muitos riscos ocupacionais em seu ambiente de trabalho, que incluem plantas e seus produtos, agroquímicos para controle de pragas e óleos e detergentes para manutenção e reparo de máquinas. O trabalho manual ou automático também força os trabalhadores a posições desconfortáveis (ver figura 1). Distúrbios musculoesqueléticos, como lombalgia, são importantes problemas de saúde nesses trabalhadores. As ferramentas e máquinas agrícolas usadas com vegetais e melões apresentam alto risco de lesões traumáticas e vários problemas de saúde semelhantes aos observados em outros trabalhos agrícolas. Além disso, os produtores ao ar livre estão expostos à radiação solar e ao calor, enquanto a exposição a pólens, endotoxinas e fungos deve ser levada em consideração entre os produtores de estufa. Portanto, uma grande variedade de transtornos relacionados ao trabalho pode ser encontrada nessas populações.
Figura 1. Trabalho manual em uma fazenda de hortaliças perto de Assam, na Jordânia
As alergias alimentares a vegetais e melões são bem conhecidas. Eles são principalmente provocados por alérgenos vegetais e podem causar uma reação imediata. Clinicamente, sintomas mucocutâneos e respiratórios aparecem na maioria dos pacientes. A alergia ocupacional entre trabalhadores de hortaliças difere da alergia alimentar de várias maneiras. Os alérgenos ocupacionais são diversos, incluindo os de origem vegetal, químicos e derivados biológicos. Alcachofra, couve-de-bruxelas, repolho, cenoura, aipo, chicória, cebolinha, endívia, alho, rábano, alho-poró, alface, quiabo, cebola, salsa e pastinaca contêm alérgenos vegetais e sensibilizam os trabalhadores vegetais. Alergias ocupacionais a alérgenos de melão, no entanto, raramente são relatadas. Apenas alguns alérgenos de vegetais e melões foram isolados e identificados devido à dificuldade e complexidade das técnicas laboratoriais necessárias. A maioria dos alérgenos, especialmente os de origem vegetal, são solúveis em gordura, mas alguns são solúveis em água. A capacidade de sensibilização também varia dependendo de fatores botânicos: os alérgenos podem ser sequestrados em canais de resina e liberados apenas quando os vegetais são machucados. No entanto, em outros casos, eles podem ser prontamente liberados por frágeis pelos granulares, ou ser excretados na folha, revestir os pólens ou ser amplamente disseminados pela ação do vento nos tricomas (crescimentos semelhantes a pelos nas plantas).
Clinicamente, as doenças alérgicas ocupacionais mais comuns relatadas nos horticultores são dermatite alérgica, asma e rinite. Alveolite alérgica extrínseca, fotodermatite alérgica e urticária alérgica (urticária) podem ser observadas em alguns casos. Deve-se enfatizar que vegetais, melões, frutas e pólens têm alguns alérgenos em comum ou alérgenos de reação cruzada. Isso implica que pessoas atópicas e indivíduos com alergia a um deles podem se tornar mais suscetíveis do que outros no desenvolvimento de alergias ocupacionais. Para rastrear e diagnosticar essas alergias ocupacionais, vários testes imunológicos estão disponíveis atualmente. Em geral, o teste de puntura, teste intradérmico, medição de anticorpo IgE específico para alérgenos e in vivo testes de provocação com alérgenos são usados para alergias imediatas, enquanto o teste de contato pode ser escolhido para alergia do tipo retardado. O teste de proliferação de linfócitos específicos para alérgenos e a produção de citocinas são úteis no diagnóstico de ambos os tipos de alergia. Esses testes podem ser realizados com vegetais nativos, seus extratos e produtos químicos liberados.
Dermatoses como paquilose, hiperqueratose, cromatose de lesões ungueais e dermatites são observadas em trabalhadores de hortaliças. Em particular, a dermatite de contato, tanto irritante quanto alérgica, ocorre com mais frequência. A dermatite irritante é causada por fatores químicos e/ou físicos. Partes vegetais como tricomas, espículas, pelos grossos, ráfides e espinhos são responsáveis pela maior parte dessa irritação. Por outro lado, a dermatite alérgica é classificada em tipos imediatos e tardios com base em sua imunopatogênese. O primeiro é mediado por respostas imunes humorais, enquanto o último é mediado por respostas imunes celulares.
Clinicamente, muitos pacientes com dermatite alérgica apresentam uma variedade de sintomas, incluindo coceira, eritema, erupção cutânea, inchaço e vesículas. Os locais das lesões são principalmente mãos, braços, face e pescoço. Em uma pesquisa de campo com produtores de quiabo japoneses (Nomura 1993), mais de 50% dos agricultores apresentavam lesões de pele, e estas apareciam principalmente nas mãos e nos braços. Cerca de 20 a 30% dos agricultores mostraram uma reação positiva no teste de contato ao quiabo ou extratos de folhas. Além disso, a atividade proteolítica dos extratos de quiabo demonstrou causar as lesões cutâneas.
Os produtos químicos agrícolas também são importantes alérgenos responsáveis pela dermatite alérgica. Estes incluem inseticidas (DDVP, diazinon, EPN, malathion, naled, parathion e assim por diante), fungicidas (benomyl, captafol, captan, maneb, manzeb, nitrofen, plondrel®, thiram, zineb, ziram e assim por diante), herbicidas (carbyne , randomox e assim por diante) e fumigantes (mistura DD® de 1,3-dicloropropeno e 1,1,2-dicloropropano e compostos relacionados). Além disso, bactérias oportunistas e Streptococcus pyogenes desempenham um papel importante na dermatite alérgica e na urticária dos trabalhadores de hortaliças.
Os trabalhadores de hortaliças, especialmente aqueles que trabalham em estufas ou dentro de casa, estão expostos a muitos produtos vegetais e a compostos como pesticidas, que são responsáveis pelo aumento de doenças pulmonares. Em um estudo nacional conduzido entre fazendeiros suíços, foi documentado que a mortalidade proporcional padronizada por idade para todas as doenças pulmonares, bronquite e asma, e apenas asma, foi de 127, 140 e 137, respectivamente. Os produtos vegetais podem causar asma alérgica ocupacional diretamente ou fornecer irritantes não específicos e/ou veículos para outros alérgenos, incluindo pólens, esporos, ácaros e outras substâncias. Os produtos vegetais que podem causar asma alérgica são bromelina, mamona e cera, frésia, pólen de grãos, goma guar, papaína, páprica, lúpulo, ipecacuanha, ácido plicatico, ácido quiláico, saponina e pólen de girassol.
Os fungos no ambiente de trabalho produzem muitos esporos, alguns dos quais causam asma alérgica e/ou alveolite alérgica extrínseca. No entanto, é raro que asma alérgica e alveolite alérgica extrínseca desses alérgenos ocorram nos mesmos indivíduos. Quanto aos microrganismos causadores, Alternaria, Aspergillus Níger, Cladosporium, lodo do umidificador, Merulius lacrimans, Micropolyspora faei, Paecilomyces e Verticillium tem sido identificado. Na maioria dos casos, os antígenos de origem fúngica estão presentes em esporos e produtos de degradação.
Pacientes com asma ocupacional causada por produtos vegetais sempre apresentam anticorpos IgE séricos elevados, eosinofilia e prick test positivo, enquanto anticorpos precipitantes específicos, prick test positivo e achados radiológicos distintos são vistos em pacientes com alveolite alérgica extrínseca. Além da alergia pulmonar a produtos vegetais e esporos de fungos, sintomas nasais são provocados em pacientes atópicos ao manusear vegetais como cenoura e alface. Queixas gastrointestinais geralmente não são encontradas.
Os agroquímicos são aplicados para diversos fins, tanto no cultivo interno quanto externo de hortaliças. Entre os produtos químicos utilizados, alguns têm potencial para asma. Eles incluem captafol, clorotalonil, creosoto, formaldeído, piretrina e estreptomicina. O uso indevido de pesticidas potencialmente pode resultar na contaminação do solo e dos vegetais. A aplicação de pesticidas sem equipamento de proteção individual adequado pode levar a efeitos tóxicos agudos ou crônicos.
Indústria de Café
Panorama Geral
O café como bebida foi introduzido na Europa durante o século XVI, primeiro na Alemanha e depois em todo o continente europeu durante o século seguinte, especialmente na França e na Holanda. Depois, se espalhou para o resto do mundo.
Como o café não mantém por muito tempo seu cheiro e sabor característicos, depois de torrado e moído, os estabelecimentos industriais para torrar e moer o café tornaram-se necessários onde quer que o café seja consumido. Os estabelecimentos são geralmente fábricas de pequeno ou médio porte, mas existem fábricas grandes, principalmente para produzir café comum e também café instantâneo (solúvel).
É difícil estimar o número de trabalhadores empregados pela indústria cafeeira. Algumas das usinas menores não mantêm registros e os números não são totalmente confiáveis. Considerando um consumo total de aproximadamente 100 milhões de sacas de 60 kg de café durante o ano de 1995, o comércio mundial de café representa cerca de US$ 50 milhões. A Tabela 1 lista alguns países importadores de café, dando uma idéia do consumo mundial atual.
Tabela 1. Importadores de café selecionados (em toneladas).
|
País |
1990 |
1991 |
1992 |
|
Estados Unidos |
1,186,244 |
1,145,916 |
1,311,986 |
|
França |
349,306 |
364,214 |
368,370 |
|
Japão |
293,969 |
302,955 |
295,502 |
|
Espanha |
177,681 |
176,344 |
185,601 |
|
Reino Unido |
129,924 |
119,020 |
128,702 |
|
Áustria |
108,797 |
118,935 |
125,245 |
|
Localização: Canadá |
120,955 |
126,165 |
117,897 |
Fonte: FAO 1992.
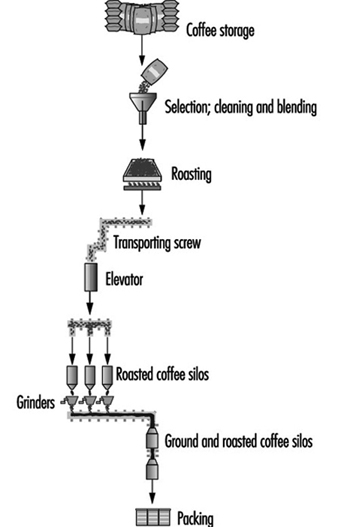
A fabricação do café é um processo relativamente simples, incluindo os processos de limpeza, torrefação, moagem e embalagem, como mostra a figura 1. No entanto, a tecnologia moderna tem levado a processos complexos, com aumento da velocidade de produção e a necessidade de laboratórios para testes de controle de qualidade de o produto.
Figura 1. Fluxograma da fabricação do café.
Os grãos de café chegam às fábricas em sacos de 60 kg, que são descarregados de forma mecânica ou manual. Neste último caso, geralmente dois trabalhadores seguram um saco e o colocam sobre a cabeça de outro trabalhador. Este trabalhador carregará a sacola a ser armazenada. Mesmo quando o transporte é feito em esteiras transportadoras, é necessário algum esforço físico com alto consumo de energia.
O uso de café solúvel tem aumentado constantemente, atingindo aproximadamente 20% do consumo mundial. O café solúvel é obtido por meio de um processo complexo no qual jatos de ar quente passam sobre o extrato de café, seguidos de evaporação, resfriamento e liofilização (liofilização), variando em detalhes de uma fábrica para outra. Na fabricação do café descafeinado, que representa mais de 10% do consumo nos Estados Unidos e na Europa, algumas fábricas ainda utilizam solventes clorados (como o cloreto de metileno), que são removidos por jato de água.
Riscos potenciais e efeitos à saúde
Para iniciar o processamento do café, os sacos são abertos com uma faquinha e os grãos são jogados dentro de uma lixeira para serem limpos. A área de trabalho é ruidosa e uma grande quantidade de material particulado residual permanece em suspensão, liberada pela máquina de limpeza.
A torrefação expõe os trabalhadores a riscos de queimaduras e desconforto térmico. A mistura dos grãos, ou blending, é feita automaticamente, assim como a moagem, em áreas que podem ser deficientes em iluminação devido à interferência do pó de café em suspensão. A sujeira pode se acumular, os níveis de ruído podem ser altos e a mecanização requer trabalho em alta velocidade.
Após a moagem, sacos de diferentes materiais e tamanhos são enchidos e embalados, geralmente em caixas de papelão. Quando executadas manualmente, essas operações requerem movimentos repetitivos de alta velocidade das mãos e braços. As caixas de papelão são transportadas para áreas de estocagem e posteriormente para seu destino final.
O forte odor característico da indústria cafeeira pode incomodar os trabalhadores dentro das usinas e também a comunidade do entorno. A importância deste problema como um risco potencial para a saúde ainda não foi esclarecida. O odor do café é devido à mistura de diferentes produtos; pesquisas estão em andamento para identificar os efeitos individuais desses produtos químicos. Alguns componentes do pó de café e algumas das substâncias produtoras de odor são conhecidos por serem alérgenos.
Os riscos potenciais nas plantas de café solúvel são semelhantes aos da produção regular de café; além disso, existem riscos devido a vapor quente e explosões de caldeiras. Na remoção da cafeína, mesmo quando realizada de forma automática, o risco de exposição ao solvente pode estar presente.
Outros riscos potenciais que podem afetar a saúde do trabalhador são semelhantes aos encontrados nas indústrias alimentícias em geral. Riscos de acidentes decorrem de cortes de facas utilizadas na abertura de sacos, queimaduras durante a torrefação e esmagamento durante as operações de moagem, principalmente em máquinas antigas sem proteção automática da máquina. Existem riscos de incêndio e explosão devido à grande quantidade de poeira, fiação elétrica insegura e gás usado para aquecer os torrefadores.
Vários perigos podem ser encontrados na indústria do café, incluindo, entre outros: perda auditiva devido ao ruído excessivo, estresse térmico durante a torrefação, intoxicação por agrotóxicos e distúrbios musculoesqueléticos, afetando principalmente as costas dos trabalhadores que levantam e carregam sacolas pesadas.
Distúrbios alérgicos que afetam os olhos, a pele ou o sistema respiratório podem ocorrer em qualquer área do cafeeiro. É o pó do café que está associado à bronquite com comprometimento da função pulmonar; rinite e conjuntivite também são preocupações (Sekimpi et al. 1996). Reações alérgicas a contaminantes de sacolas anteriormente utilizadas para outros materiais, como sementes de mamona, também ocorreram (Romano et al. 1995).
Os distúrbios de movimentos repetitivos podem resultar de movimentos de alta velocidade nas operações de embalagem, especialmente quando os trabalhadores não são avisados do risco.
Em países menos desenvolvidos, os efeitos dos riscos ocupacionais podem se desenvolver precocemente porque as condições de trabalho podem ser inadequadas e, além disso, outros fatores sociais e de saúde pública podem contribuir para a doença. Tais fatores incluem: baixos salários, assistência médica e previdência social inadequadas, moradia e saneamento inadequados, baixos níveis de educação, analfabetismo, doenças endêmicas e desnutrição.
Medidas preventivas
Proteção de máquinas, sistemas de ventilação geral e exaustão local, redução de ruídos, arrumação e limpeza, diminuição do peso dos sacos, substitutos de solventes usados na extração de cafeína, inspeção periódica e manutenção preventiva de caldeiras são exemplos de medidas preventivas necessárias para garantir níveis adequados de desempenho industrial higiene e segurança. A intensidade do odor pode ser reduzida através da modificação dos procedimentos de torrefação. A organização do trabalho pode ser modificada para evitar distúrbios de movimentos repetitivos por meio da alteração da postura e do ritmo de trabalho, bem como da introdução de pausas sistemáticas e exercícios regulares, entre outras práticas.
A triagem periódica da saúde deve enfatizar a avaliação da exposição a herbicidas e pesticidas, distúrbios da coluna vertebral e sinais precoces de distúrbios de movimentos repetitivos. Testes de raspagem usando extratos de grãos de café, mesmo que não sejam universalmente aceitos como totalmente confiáveis, podem ser úteis na identificação de indivíduos hipersuscetíveis. Os testes de função pulmonar podem auxiliar no diagnóstico precoce de condições respiratórias obstrutivas.
A educação em saúde é um importante instrumento para capacitar os trabalhadores a identificar os riscos à saúde e suas consequências e a se conscientizar de seu direito a um ambiente de trabalho saudável.
É necessária ação governamental, por meio de legislação e fiscalização; a participação dos empregadores é necessária para fornecer e manter condições de trabalho adequadas.
Grãos, moagem de grãos e produtos de consumo à base de grãos
O grão passa por diversas etapas e processos até ser preparado para o consumo humano. As principais etapas são: coleta, consolidação e armazenamento nos silos de grãos; moagem em um produto intermediário, como amido ou farinha; e processamento em produtos acabados, como pão, cereais ou lanches.
Coleta, Consolidação e Armazenamento de Grãos
Os grãos são cultivados em fazendas e movidos para elevadores de grãos. Eles são transportados por caminhão, trem, barcaça ou navio, dependendo da localização da fazenda e do tamanho e tipo de elevador. Os elevadores de grãos são utilizados para coletar, classificar e armazenar produtos agrícolas. Os grãos são separados de acordo com sua qualidade, teor de proteína, teor de umidade e assim por diante. Os elevadores de grãos consistem em silos, tanques ou silos com correias contínuas verticais e horizontais. As esteiras verticais possuem copos para transportar o grão até as balanças e as esteiras horizontais para distribuição do grão em silos. Os silos possuem descargas no fundo que depositam os grãos em uma esteira horizontal que conduz o produto até uma esteira vertical para pesagem e transporte ou retorno ao armazenamento. Os elevadores podem ter capacidades que variam de apenas alguns milhares de alqueires em um elevador rural a milhões de alqueires em um elevador de terminal. À medida que esses produtos avançam para o processamento, eles podem ser manuseados várias vezes por meio de elevadores de tamanho e capacidade crescentes. Quando estiverem prontos para serem transportados para outro elevador ou instalação de processamento, serão carregados em um caminhão, vagão, barcaça ou navio.
Moagem de grãos
A moagem é uma série de operações envolvendo a moagem de grãos para produzir amido ou farinha, mais comumente de trigo, aveia, milho, centeio, cevada ou arroz. O produto cru é moído e peneirado até atingir o tamanho desejado. Normalmente, a moagem envolve as seguintes etapas: o grão cru é entregue a um elevador de moinho; o grão é limpo e preparado para moagem; o grão é moído e separado por tamanho e parte de grão; farinha, amido e subprodutos são embalados para distribuição ao consumidor ou transportados a granel para serem usados em diversas aplicações industriais.
Fabricação de produtos de consumo à base de grãos
Pães, cereais e outros produtos de panificação são produzidos usando uma série de etapas, incluindo: combinação de matérias-primas, produção e processamento de massa, formação do produto, cozimento ou torrefação, cobertura ou cobertura, embalagem, embalagem, paletização e remessa final.
As matérias-primas são frequentemente armazenadas em caixas e tanques. Alguns são manuseados em sacos grandes ou outros recipientes. Os materiais são transportados para as áreas de processamento usando transportadores pneumáticos, bombas ou métodos manuais de manuseio de materiais.
A produção de massa é uma etapa em que ingredientes crus, incluindo farinha, açúcar e gorduras ou óleos, e ingredientes menores, como aromatizantes, especiarias e vitaminas, são combinados em um recipiente de cozimento. Quaisquer ingredientes particulados são adicionados junto com frutas em purê ou polpa. As nozes são geralmente descascadas e cortadas no tamanho certo. Fogões (processo contínuo ou batelada) são usados. O processamento da massa em estágios intermediários de produto pode envolver extrusoras, formadoras, peletizadoras e sistemas de modelagem. O processamento posterior pode envolver sistemas de laminação, formadores, aquecedores, secadores e sistemas de fermentação.
Os sistemas de embalagem pegam o produto acabado e o envolvem em uma embalagem individual de papel ou plástico, colocam os produtos individuais em uma caixa e, em seguida, embalam as caixas em um palete para preparar o envio. O empilhamento manual de paletes ou manuseio de produtos é usado junto com empilhadeiras.
Problemas de segurança mecânica
Os riscos de segurança do equipamento incluem pontos de operação que podem abrasar, cortar, machucar, esmagar, fraturar e amputar. Os trabalhadores podem ser protegidos protegendo ou isolando os perigos, desenergizando todas as fontes de energia antes de realizar qualquer manutenção ou ajuste no equipamento e treinando os trabalhadores nos procedimentos adequados a seguir ao trabalhar no equipamento.
As máquinas usadas para moer e transportar produtos podem ser particularmente perigosas. O sistema pneumático e suas válvulas rotativas podem causar amputações graves de dedos ou mãos. O equipamento deve ser bloqueado durante a manutenção ou limpeza. Todos os equipamentos devem ser devidamente protegidos e todos os trabalhadores devem ser treinados em procedimentos operacionais adequados.
Os sistemas de processamento têm peças mecânicas que se movem sob controle automático, o que pode causar ferimentos graves, especialmente nos dedos e nas mãos. Os fogões são quentes e barulhentos, geralmente envolvendo aquecimento a vapor sob pressão. As matrizes de extrusão podem ter peças móveis perigosas, incluindo facas que se movem em alta velocidade. Liquidificadores e misturadores podem causar ferimentos graves e são particularmente perigosos durante a limpeza entre lotes. Os procedimentos de bloqueio e sinalização minimizarão o risco para os trabalhadores. Facas de corte e facas de água podem causar lacerações graves e são especialmente perigosas durante os procedimentos de troca e ajuste. O processamento posterior pode envolver sistemas de laminação, formadores, aquecedores, secadores e sistemas de fermentação, que apresentam riscos adicionais para as extremidades na forma de esmagamento e queimaduras. O manuseio manual e a abertura de sacos podem resultar em cortes e hematomas.
Os sistemas de embalagem possuem peças móveis automatizadas e podem causar lesões por esmagamento ou rasgo. Os procedimentos de manutenção e ajuste são particularmente perigosos. O empilhamento manual de paletes ou o manuseio de produtos podem causar lesões por esforço repetitivo. Empilhadeiras e movimentadores manuais de paletes também são perigosos, e cargas mal empilhadas ou seguras podem cair sobre o pessoal próximo.
Incêndio e Explosão
Incêndio e explosão podem destruir instalações de manuseio de grãos e ferir ou matar trabalhadores e outras pessoas que estejam nas instalações ou próximas no momento da explosão. Explosões requerem oxigênio (ar), combustível (pó de grãos), uma fonte de ignição com energia e duração suficientes (faísca, chama ou superfície quente) e confinamento (para permitir o acúmulo de pressão). Normalmente, quando ocorre uma explosão em uma instalação de manuseio de grãos, não é uma única explosão, mas uma série de explosões. A explosão primária, que pode ser bastante pequena e localizada, pode suspender a poeira no ar por toda a instalação em concentrações suficientes para sustentar explosões secundárias de grande magnitude. O limite inferior de explosão para poeira de grãos é de aproximadamente 20,000 mg/m3. A prevenção de riscos de incêndio e explosão pode ser realizada projetando plantas com confinamento mínimo (exceto para silos, tanques e silos); controlar as emissões de poeira no ar e acumulações em pisos e superfícies de equipamentos (incluindo fluxos de produtos, LEV, limpeza e aditivos de grãos, como óleo mineral de grau alimentício ou água); e controlar a explosão (sistemas de supressão de incêndio e explosão, ventilação de explosão). Deve haver saídas de incêndio ou meios de fuga adequados. Os equipamentos de combate a incêndios devem estar estrategicamente localizados e os trabalhadores devem ser treinados em resposta a emergências; mas apenas incêndios muito pequenos devem ser combatidos devido ao potencial de explosão.
Saúde Riscos
A poeira pode ser criada quando o grão é movido ou perturbado. Embora a maioria das poeiras de grãos sejam irritantes respiratórios simples, as poeiras de grãos não processados podem conter fungos e outros contaminantes que podem causar febre e reações alérgicas de asma em pessoas sensíveis. Os funcionários tendem a não trabalhar por períodos prolongados em áreas empoeiradas. Normalmente, um respirador é usado quando necessário. As maiores exposições à poeira ocorrem durante as operações de carga/descarga ou durante grandes limpezas. Algumas pesquisas indicaram alterações na função pulmonar relacionadas à exposição à poeira. Os atuais TLVs da Conferência Americana de Higienistas Industriais Governamentais (ACGIH) para exposição ocupacional à poeira de grãos são de 4 mg/m3 para aveia, trigo e cevada e 10 mg/m3 para outros pós de grãos (partículas, não classificadas de outra forma).
A proteção respiratória é frequentemente usada para minimizar a exposição à poeira. Respiradores contra poeira aprovados podem ser muito eficazes se usados adequadamente. Os trabalhadores precisam ser treinados em seu uso adequado, manutenção e limitações. A arrumação é essencial.
Os pesticidas são usados nas indústrias de grãos e processamento de grãos para controlar insetos, roedores, pássaros, mofo e assim por diante. Alguns dos pesticidas mais comuns são fosfina, organofosforados e piretrinas. Efeitos potenciais para a saúde podem incluir dermatite, tontura, náusea e problemas de longo prazo nas funções do fígado, rins e sistema nervoso. Esses efeitos ocorrem apenas se os funcionários estiverem superexpostos. O uso adequado de EPI e os procedimentos de segurança a seguir evitarão a superexposição.
A maioria das instalações de processamento de grãos aplica pesticidas durante os períodos de fechamento, quando há poucos funcionários nos prédios. Os trabalhadores presentes devem fazer parte da equipe de aplicação de agrotóxicos e receber treinamento especial. As regras de reentrada devem ser seguidas para evitar superexposição. Muitos locais aquecem toda a estrutura a cerca de 60 ºC por 24 a 48 horas em vez de usar pesticidas químicos. Os trabalhadores também podem ser expostos a pesticidas em grãos tratados que são levados para a instalação de carga em caminhões ou vagões.
O ruído é um problema comum na maioria das plantas de processamento de grãos. Os níveis de ruído predominantes variam de 83 a 95 dBA, mas podem ultrapassar 100 dBA em algumas áreas. Relativamente pouca absorção acústica pode ser utilizada devido à necessidade de limpeza dos equipamentos utilizados nessas instalações. A maioria dos pisos e paredes é feita de cimento, azulejo e aço inoxidável para facilitar a limpeza e evitar que a instalação se torne um refúgio para insetos. Muitos funcionários mudam de área para área e passam pouco tempo trabalhando nas áreas mais ruidosas. Isso reduz consideravelmente a exposição pessoal, mas deve-se usar proteção auditiva para reduzir a exposição ao ruído a níveis aceitáveis.
Trabalhar em um espaço confinado, como uma lixeira, tanque ou silo, pode representar riscos físicos e à saúde dos trabalhadores. A maior preocupação é a deficiência de oxigênio. Recipientes, tanques e silos hermeticamente fechados podem se tornar deficientes em oxigênio devido a gases inertes (nitrogênio e dióxido de carbono para evitar a infestação de pragas) e ação biológica (infestação de insetos ou grãos mofados). Antes de qualquer entrada em um depósito, tanque, silo ou outro espaço confinado, as condições atmosféricas dentro do espaço confinado precisam ser verificadas para oxigênio suficiente. Se o oxigênio for inferior a 19.5%, o espaço confinado deve ser ventilado. Os espaços confinados também devem ser verificados quanto à aplicação recente de pesticidas ou qualquer outro material tóxico que possa estar presente. Os riscos físicos em espaços confinados incluem engolfamento no grão e aprisionamento no espaço devido à sua configuração (paredes inclinadas para dentro ou aprisionamento em equipamentos dentro do espaço). Nenhum trabalhador deve estar em um espaço confinado, como um silo de grãos, caixa ou tanque enquanto o grão está sendo removido. Lesões e mortes podem ser evitadas desenergizando e bloqueando todos os equipamentos associados ao espaço confinado, garantindo que os trabalhadores usem cintos de segurança enquanto estiverem dentro do espaço confinado e mantendo um suprimento de ar respirável. Antes da entrada, a atmosfera dentro de um depósito, silo ou tanque deve ser testada quanto à presença de gases combustíveis, vapores ou agentes tóxicos e quanto à presença de oxigênio suficiente. Os funcionários não devem entrar em silos, silos ou tanques sob uma condição de ponte, ou onde o acúmulo de produtos de grãos nas laterais possa cair e enterrá-los.
Triagem médica
Os funcionários em potencial devem passar por um exame médico com foco em alergias pré-existentes e verificação da função hepática, renal e pulmonar. Exames especiais podem ser necessários para aplicadores de pesticidas e trabalhadores que usam proteção respiratória. Avaliações de audição precisam ser feitas para avaliar qualquer perda auditiva. O acompanhamento periódico deve procurar detectar qualquer alteração.
Indústria de Chá
Diz a lenda que o chá pode ter sido descoberto na China pelo imperador Shen-Nung, “O Curandeiro Divino”. Observando que as pessoas que bebiam água fervida gozavam de melhor saúde, o sábio imperador insistia nessa precaução. Ao adicionar ramos ao fogo, algumas folhas de chá caíram acidentalmente na água fervente. O imperador aprovou o aroma agradável e o sabor delicioso e o chá nasceu.
Da China, o chá se espalhou pela Ásia, tornando-se logo a bebida nacional da China e do Japão. Não foi até 1600 que a Europa se familiarizou com a bebida. Pouco tempo depois, o chá foi introduzido na América do Norte. No início dos anos 1900, Thomas Sullivan, um atacadista de Nova York, decidiu embalar o chá em saquinhos de seda em vez de em latas. As pessoas começaram a preparar o chá no saco de seda, em vez de remover seu conteúdo. Assim, o saquinho de chá foi introduzido pela primeira vez.
O chá é a segunda bebida mais popular do mundo; apenas a água é consumida com mais frequência. Os consumidores podem escolher entre uma ampla variedade de produtos de chá – chá instantâneo, misturas de chá gelado, chás especiais e aromatizados, chás de ervas, chás prontos para beber, chás descafeinados e saquinhos de chá. A embalagem dos produtos de chá mudou significativamente; a maioria das pequenas lojas que antes forneciam chá de caixotes de madeira em latas individuais deram lugar a linhas de produção sofisticadas de alta velocidade que processam, embalam e/ou engarrafam milhares de quilos de chá e misturas prontas para beber por hora.
Visão geral do processo
A produção de saquinhos de chá consiste na mistura de vários chás de folhas cortadas e secas de várias regiões do mundo. O chá é geralmente recebido em caixotes de madeira ou sacos grandes. O chá é misturado e enviado para máquinas de embalagem de chá, onde é embalado em saquinhos de chá individuais ou em embalagens a granel. O chá instantâneo em pó requer que o chá misturado em forma de folhas cortadas seja preparado com água quente. O concentrado de chá líquido é então seco por pulverização em um pó fino e colocado em tambores. O pó de chá pode ser enviado para as linhas de embalagem onde é embalado em latas ou potes, ou misturado com outros ingredientes como açúcar ou substitutos do açúcar. Aromatizantes como limão e outros aromas de frutas também podem ser adicionados durante o estágio de mistura antes da embalagem.
Riscos
Há uma série de riscos comuns de segurança e problemas de saúde associados à mistura, processamento e embalagem do chá. Riscos de segurança, como proteção de máquinas, ruído, escorregões e quedas e lesões relacionadas ao levantamento, são bastante comuns na indústria de bebidas. Outros perigos, como poeira nas áreas de mistura e embalagem, geralmente não são encontrados em operações de engarrafamento e enlatamento por via úmida.
Riscos da máquina
A mistura e embalagem de chá envolve equipamentos e maquinário onde os trabalhadores são expostos a correntes e rodas dentadas, correias e polias, eixos rotativos e equipamentos e linhas de embalagem de alta velocidade contendo uma série de pontos de estrangulamento perigosos. A maioria das lesões é resultado de lacerações e hematomas nos dedos, mãos ou braços. A proteção deste equipamento é fundamental para evitar que os trabalhadores fiquem presos em, sob ou entre as peças móveis. Proteções e/ou intertravamentos devem ser instalados para proteger os trabalhadores de peças móveis onde exista o potencial de ferimentos. Sempre que uma proteção for removida (como para manutenção), todas as fontes de energia devem ser isoladas e a manutenção e o reparo do equipamento devem estar com um programa de bloqueio/sinalização eficaz em vigor.
Perigos de poeira
O pó de chá pode estar presente nas operações de mistura e embalagem. A poeira do chá também pode estar presente em altas concentrações durante as operações de limpeza ou sopro. O pó de chá com diâmetro superior a 10 micrômetros pode ser classificado como “pó incômodo”. A poeira incômoda tem poucos efeitos adversos nos pulmões e não deve produzir doenças orgânicas significativas ou efeitos tóxicos quando as exposições são mantidas sob controle razoável. No entanto, concentrações excessivas de poeira incômoda no ar da sala de trabalho podem causar depósitos desagradáveis nos olhos, ouvidos e fossas nasais. Uma vez inaladas, essas partículas podem ficar aprisionadas na região nasal e faríngea do sistema respiratório, até serem expelidas pelos próprios mecanismos de limpeza do organismo (por exemplo, tosse ou espirro).
Partículas de poeira respiráveis são aquelas com menos de 10 micrômetros de diâmetro e, portanto, pequenas o suficiente para passar pelas regiões nasal e faríngea e entrar no trato respiratório inferior. Uma vez nos pulmões, eles podem ficar embutidos na região alveolar, onde o tecido cicatricial pode se desenvolver. Partículas respiráveis podem ser irritantes respiratórios, especialmente em asmáticos. Vedações e fechamentos eficazes ajudarão a conter as partículas de poeira.
Ventilação de exaustão ou outros tipos de equipamentos de controle de poeira devem ser fornecidos no local de produção de poeira para manter os níveis de poeira abaixo dos padrões geralmente reconhecidos (10 mg/m3) ou outros regulamentos governamentais aplicáveis. Máscaras de poeira devem ser usadas por trabalhadores que podem ser altamente sensíveis a poeiras e por trabalhadores expostos a grandes concentrações de poeira a qualquer momento. Pessoas com bronquite crônica ou asma correm maior risco. Os trabalhadores que sofrem de hipersensibilidade ao pó do chá devem ser afastados da área.
Embora haja pouca informação sobre explosões reais de pó de chá, dados de testes indicam que as características de explosão do pó de chá são relativamente fracas. Parece que o maior potencial para uma explosão de pó de chá existe com recipientes de armazenamento e coletores de pó onde as concentrações e o tamanho das partículas são otimizados. Minimizar a concentração de poeira em uma sala ou processo reduzirá o potencial de explosão de poeira. Equipamentos elétricos projetados para áreas de risco de poeira também podem ser desejáveis em algumas operações.
Embora o chá e o pó de chá nem sempre possam explodir em chamas, grandes quantidades de chá quase sempre ardem lentamente se incendiadas. Grandes quantidades de água em uma névoa fina podem ser usadas para resfriar o chá fumegante abaixo de sua temperatura de ignição.
Ruído
Como na maioria das operações de embalagem de alta velocidade, os altos níveis de ruído quase sempre estão presentes na indústria do chá. Altos níveis de ruído podem ser gerados a partir de misturadores vibratórios, máquinas de embalagem operadas a ar e outras, sistemas de transporte de ar, coletores de pó e cortadores de caixas. Os níveis de ruído em muitas dessas áreas podem variar de 85 dBA a mais de 90 dBA. O maior risco potencial à saúde associado à exposição ao ruído reside na possibilidade de produzir perda auditiva permanente. A gravidade da perda auditiva depende dos níveis de ruído no local de trabalho, da duração da exposição e da suscetibilidade pessoal do indivíduo. Os programas de conservação de ruído e audição são discutidos mais adiante neste enciclopédia.
Perigos químicos
Embora a maioria dos processos de produção e operações de embalagem não exponha os trabalhadores a produtos químicos perigosos, as operações de saneamento usam produtos químicos para limpar e higienizar equipamentos. Alguns produtos químicos de limpeza são manuseados em grandes quantidades através de sistemas de tubos fixos, enquanto outros produtos químicos são aplicados manualmente usando misturas predeterminadas. A exposição a esses produtos químicos pode causar problemas respiratórios, dermatite ou irritação da pele e queimaduras químicas na pele. Queimaduras graves nos olhos e/ou perda de visão também são riscos associados ao manuseio de produtos químicos de limpeza. Avaliações adequadas quanto aos perigos dos produtos químicos usados são essenciais. A seleção e o uso adequados de EPI devem fazer parte do procedimento rotineiro de trabalho. EPI, como óculos à prova de respingos ou protetores faciais, luvas resistentes a produtos químicos, aventais, botas e um respirador devem ser considerados. Estações de lavagem de olhos e corpo de emergência devem ser fornecidas onde produtos químicos perigosos são armazenados, misturados ou usados.
Manuseio de materiais
O chá chega em paletes em sacos ou engradados e é armazenado em armazéns para aguardar a mistura e embalagem. Esses sacos e engradados são movidos manualmente ou por dispositivos de manuseio de materiais, como empilhadeiras ou elevadores a vácuo. Depois de misturado, o chá é encaminhado para funis para embalagem. As operações de embalagem podem variar desde o uso de equipamentos altamente automatizados até operações de embalagem manual com trabalho intensivo (figura 1). Lesões na região lombar resultantes de tarefas de elevação são bastante comuns ao manusear malas com peso de 100 libras (45.5 kg) ou mais. Movimentos repetitivos nas linhas de embalagem podem resultar em trauma cumulativo na área do pulso, braço e/ou ombro.
Figura 1. Embalagem de chá na fábrica de chá e café Brooke Bond em Dar-es-Salaam, Tanzânia.

Dispositivos mecânicos, como elevadores a vácuo, podem ajudar a reduzir as tarefas de levantamento pesado. Designar dois trabalhadores para uma tarefa de levantamento de peso pode ajudar a reduzir as chances de uma lesão grave nas costas. Modificar as estações de trabalho para serem mais ergonomicamente corretos e/ou automatizar equipamentos nas linhas de embalagem pode reduzir a exposição do trabalhador a tarefas repetitivas. O rodízio de trabalhadores para tarefas leves também pode reduzir a exposição do trabalhador a essas tarefas.
Auxílios pessoais, como cintos traseiros e pulseiras, também são usados por alguns trabalhadores para auxiliá-los em suas tarefas de elevação ou para alívio temporário de tensões menores. No entanto, estes não demonstraram ser eficazes e podem até ser prejudiciais.
A maioria das operações de armazém requer o uso de empilhadeiras. Deixar de dirigir em velocidades seguras, fazer curvas fechadas, dirigir com os garfos levantados, não observar ou ceder aos pedestres e acidentes de carga/descarga são as principais causas de lesões envolvendo operadores de empilhadeiras. Somente operadores treinados e competentes devem ter permissão para dirigir empilhadeiras. O treinamento deve consistir em treinamento formal em sala de aula e um teste de direção em que os operadores possam demonstrar suas habilidades. A manutenção adequada e as inspeções diárias pré-uso também ajudam a garantir a operação segura desses veículos.
Escorregões, tropeções e quedas
Escorregadelas, tropeções e quedas são uma grande preocupação. Nas operações de mistura e embalagem a seco, o pó fino do chá se acumula nas superfícies de trabalho e passagem. Uma boa limpeza é importante. Os pisos devem ser limpos de pó de chá regularmente. Detritos e outros itens deixados no chão devem ser recolhidos imediatamente. Sapatos antiderrapantes com sola de borracha parecem fornecer a melhor tração. As áreas de processo úmido também oferecem riscos de escorregar e cair. Os pisos devem ser mantidos o mais seco possível. A drenagem adequada do piso deve ser fornecida em todas as áreas de processo úmido. Não se deve permitir o acúmulo de água parada. Onde houver água parada, ela deve ser despejada nos ralos do piso.
Exposição a altas temperaturas
O contato com água quente, linhas de vapor e equipamentos de processo pode resultar em ferimentos graves por queimaduras. A maioria das queimaduras ocorre nas mãos, braços e face. A água quente usada para limpeza ou lavagem também é conhecida por causar queimaduras nos pés e nas pernas.
Seladores a quente e operações de cola em linhas de embalagem também podem causar queimaduras. A proteção de pontos quentes expostos no equipamento é importante. A avaliação adequada dos perigos e a seleção e uso de equipamentos de proteção individual também ajudarão a reduzir ou eliminar a exposição do trabalhador a altas temperaturas e queimaduras. O uso de procedimentos de quebra e bloqueio de dutos protegerá os trabalhadores da liberação inesperada de líquidos quentes e vapor.
Práticas seguras
Um programa geral de segurança que aborda o uso e seleção de EPI, entrada em espaços confinados, isolamento de fontes de energia, identificação e comunicação de produtos químicos perigosos, programas de autoinspeção, programas de conservação auditiva, controle de materiais infecciosos, gerenciamento de processos e resposta a emergências programas também devem ser incluídos como parte do processo de trabalho. O treinamento dos trabalhadores em práticas seguras de trabalho é importante para reduzir a exposição do trabalhador a condições perigosas e lesões.
Padarias
Adaptado da 3ª edição, “Enciclopédia de Saúde e Segurança Ocupacional”.
O fabrico de géneros alimentícios a partir de féculas e açúcares é feito em padarias e estabelecimentos de confecção de biscoitos, pastelaria e pastelaria. Os riscos de segurança e saúde apresentados pelas matérias-primas, instalações e equipamentos e processos de fabricação nessas fábricas são semelhantes. Este artigo trata de padarias de pequena escala e abrange pão e vários produtos relacionados.
Produção
Existem três etapas principais na fabricação de pão - mistura e moldagem, fermentação e cozimento. Estes processos são realizados em diferentes áreas de trabalho – armazém de matérias-primas, sala de mistura e moldagem, câmaras de frio e fermentação, forno, sala de refrigeração e oficina de embalagem e embalagem. As instalações de vendas são freqüentemente anexadas às oficinas de fabricação.
Farinha, água, sal e fermento são misturados para fazer massa; a mistura manual foi amplamente substituída pelo uso de máquinas de mistura mecânica. Máquinas de bater são usadas na fabricação de outros produtos. A massa é deixada a fermentar num ambiente quente e húmido, após o que é dividida, pesada, moldada e cozida (ver figura 1).
Figura 1. Produção de pães para uma rede de supermercados na Suíça
 Os fornos de produção em pequena escala são do tipo forno fixo com transferência direta ou indireta de calor. No tipo direto, o revestimento refratário é aquecido de forma intermitente ou contínua antes de cada carga. Os gases de escape passam para a chaminé através dos orifícios ajustáveis na parte traseira da câmara. No tipo indireto, a câmara é aquecida pela passagem de vapor através de tubos na parede da câmara ou por circulação forçada de ar quente. O forno pode ser alimentado por lenha, carvão, óleo, gás de cidade, gás liquefeito de petróleo ou eletricidade. Nas áreas rurais, ainda são encontrados fornos com lareiras aquecidas diretamente por fogos de lenha. O pão é carregado no forno em pás ou bandejas. O interior do forno pode ser iluminado para que o pão a cozer possa ser observado através das janelas da câmara. Durante o cozimento, o ar na câmara fica carregado com o vapor d'água liberado pelo produto e/ou introduzido na forma de vapor. O excesso costuma escapar pela chaminé, mas a porta do forno também pode ficar aberta.
Os fornos de produção em pequena escala são do tipo forno fixo com transferência direta ou indireta de calor. No tipo direto, o revestimento refratário é aquecido de forma intermitente ou contínua antes de cada carga. Os gases de escape passam para a chaminé através dos orifícios ajustáveis na parte traseira da câmara. No tipo indireto, a câmara é aquecida pela passagem de vapor através de tubos na parede da câmara ou por circulação forçada de ar quente. O forno pode ser alimentado por lenha, carvão, óleo, gás de cidade, gás liquefeito de petróleo ou eletricidade. Nas áreas rurais, ainda são encontrados fornos com lareiras aquecidas diretamente por fogos de lenha. O pão é carregado no forno em pás ou bandejas. O interior do forno pode ser iluminado para que o pão a cozer possa ser observado através das janelas da câmara. Durante o cozimento, o ar na câmara fica carregado com o vapor d'água liberado pelo produto e/ou introduzido na forma de vapor. O excesso costuma escapar pela chaminé, mas a porta do forno também pode ficar aberta.
Perigos e sua prevenção
Condições de trabalho
As condições de trabalho nas padarias artesanais podem ter as seguintes características: trabalho noturno a partir das 2h ou 00h, principalmente nos países mediterrâneos, onde a massa é preparada à noite; locais frequentemente infestados de parasitas como baratas, ratinhos e ratazanas, que podem ser portadores de microrganismos patogénicos (devem ser utilizados materiais de construção adequados para garantir que estes locais são mantidos em bom estado de higiene); entrega de pão de casa em casa, que nem sempre é realizada em condições adequadas de higiene e que pode acarretar excesso de carga de trabalho; baixos salários complementados por alimentação e alojamento.
Instalações
As instalações são muitas vezes antigas e degradadas e levam a problemas consideráveis de segurança e saúde. O problema é particularmente agudo em instalações alugadas para as quais nem o locador nem o locatário podem arcar com o custo da reforma. As superfícies do piso podem ser muito escorregadias quando molhadas, embora razoavelmente seguras quando secas; superfícies antiderrapantes devem ser fornecidas sempre que possível. A higiene geral sofre devido a instalações sanitárias defeituosas, riscos aumentados de envenenamento, explosões e incêndios e a dificuldade de modernização da pesada fábrica de panificação devido aos termos do contrato de arrendamento. Pequenas instalações não podem ser adequadamente divididas; consequentemente, os corredores de tráfego ficam bloqueados ou cheios de lixo, o espaço do equipamento é inadequado, o manuseio é difícil e aumenta o perigo de escorregões e quedas, colisões com plantas, queimaduras e lesões resultantes de esforço excessivo. Onde as instalações estiverem localizadas em dois ou mais andares, existe o perigo de quedas de altura. As instalações subterrâneas muitas vezes carecem de saídas de emergência, têm escadas de acesso estreitas, sinuosas ou íngremes e estão equipadas com pouca iluminação artificial. Geralmente são inadequadamente ventilados e, consequentemente, as temperaturas e os níveis de umidade são excessivos; o uso de simples ventiladores de porão no nível da rua apenas leva à contaminação do ar da padaria pela poeira da rua e gases de escapamento de veículos.
Acidentes
Facas e agulhas são muito utilizadas em padarias artesanais, com risco de cortes e perfurações e posterior infecção; objetos pesados e pontiagudos, como pesos e bandejas, podem causar ferimentos por esmagamento se cair no pé do trabalhador.
Fornos apresentam uma série de perigos. Dependendo do combustível utilizado, existe perigo de incêndio e explosão. Flashbacks, vapor, cinzas, assados ou plantas não isoladas podem causar queimaduras ou queimaduras. Equipamentos de queima mal ajustados ou com tiragem insuficiente, ou chaminés defeituosas, podem levar ao acúmulo de vapores ou gases de combustíveis não queimados, ou de produtos de combustão, incluindo monóxido de carbono, que podem causar intoxicação ou asfixia. Equipamentos e instalações elétricas defeituosas, especialmente do tipo portátil ou móvel, podem causar choque elétrico. O corte ou corte de madeira para fornos a lenha pode resultar em cortes e abrasões.
A farinha é entregue em sacos de até 100 kg, que muitas vezes precisam ser levantados e carregados pelos trabalhadores por meio de tortuosas passarelas (inclinações e escadas íngremes) até os depósitos. Existe o perigo de quedas durante o transporte de cargas pesadas, e esse árduo manuseio manual pode causar dores nas costas e lesões nos discos intervertebrais. Os perigos podem ser evitados: fornecendo vias de acesso adequadas às instalações; estipular um peso máximo adequado para os sacos de farinha; utilização de equipamentos mecânicos de movimentação de tipo adequado para uso em pequenos empreendimentos e com preço acessível à maioria dos artesãos; e pelo uso mais amplo do transporte de farinha a granel, que é, no entanto, adequado apenas quando o padeiro tem um volume de negócios suficientemente grande.
O pó de farinha também é um risco de incêndio e explosão, e precauções adequadas devem ser tomadas, incluindo sistemas de supressão de incêndio e explosão.
Em padarias mecanizadas, a massa em estado de fermentação ativa pode liberar quantidades perigosas de dióxido de carbono; ventilação completa deve, portanto, ser fornecida em espaços confinados onde o gás é susceptível de se acumular (calhas de massa e assim por diante). Os trabalhadores devem ser treinados em procedimentos de espaço confinado.
Uma grande variedade de máquinas é utilizada na fabricação de pães, principalmente em panificação industrial. A mecanização pode trazer acidentes graves em seu rastro. As modernas máquinas de panificação são geralmente equipadas com proteções embutidas, cuja operação correta geralmente depende do funcionamento de interruptores elétricos de limite e intertravamentos positivos. Tremonhas e calhas de alimentação apresentam riscos especiais que podem ser eliminados estendendo o comprimento da abertura de alimentação além do comprimento do braço para evitar que o operador alcance as partes móveis; portões duplos articulados ou abas rotativas são às vezes usados como dispositivos de alimentação para o mesmo propósito. Nips em freios de massa podem ser protegidos por proteções fixas ou automáticas. Uma variedade de proteções (tampas, grades e assim por diante) pode ser usada em misturadores de massa para impedir o acesso à zona de captura enquanto permite a inserção de material adicional e raspagem da tigela. O uso crescente de máquinas de fatiar e embalar pão com lâminas de serra alternadas ou facas rotativas; todas as partes móveis devem ser completamente fechadas, sendo fornecidas tampas de travamento onde o acesso for necessário. Deve haver um programa de bloqueio/sinalização para manutenção e reparo de máquinas.
Perigos para a saúde
Os trabalhadores da panificação geralmente usam roupas leves e suam profusamente; eles estão sujeitos a correntes de ar e variações pronunciadas na temperatura ambiente ao mudar, por exemplo, do carregamento do forno para o trabalho mais frio. A poeira da farinha transportada pelo ar pode causar rinite, distúrbios da garganta, asma brônquica (“asma do padeiro”) e doenças oculares; pó de açúcar pode causar cáries dentárias. A poeira vegetal transportada pelo ar deve ser controlada por ventilação adequada. A dermatite alérgica pode ocorrer em pessoas com predisposição especial. Os riscos à saúde acima e a alta incidência de tuberculose pulmonar entre os padeiros enfatizam a necessidade de supervisão médica com exames periódicos frequentes; além disso, uma rigorosa higiene pessoal é essencial no interesse dos trabalhadores e do público em geral.
Indústria de Bebidas Destiladas
Bebidas destiladas podem ser produzidas a partir de vários materiais, como mostos fermentados de grãos de cereais, sucos de frutas fermentados, suco de cana-de-açúcar, melaço, mel e suco de palma. A fermentação para fazer vinho e cerveja pode ser rastreada entre 5000 e 6000 aC; no entanto, a história da destilação é muito mais recente. Embora seja incerto onde a destilação se originou, ela era conhecida pelos alquimistas e começou a se espalhar em uso ao longo dos séculos XIII e XIV. Os primeiros usos foram principalmente farmacêuticos.
Visão geral do processo
As bebidas alcoólicas são divididas em dois grupos, dependendo do modo de preparo: bebidas fermentadas, como vinho e cerveja, e bebidas destiladas, como uísque e conhaque. Os licores são preparados basicamente pela mistura de sucos ou extratos de frutas, nozes ou outros produtos alimentícios. A produção de vinho e cerveja é discutida em artigos separados neste capítulo.
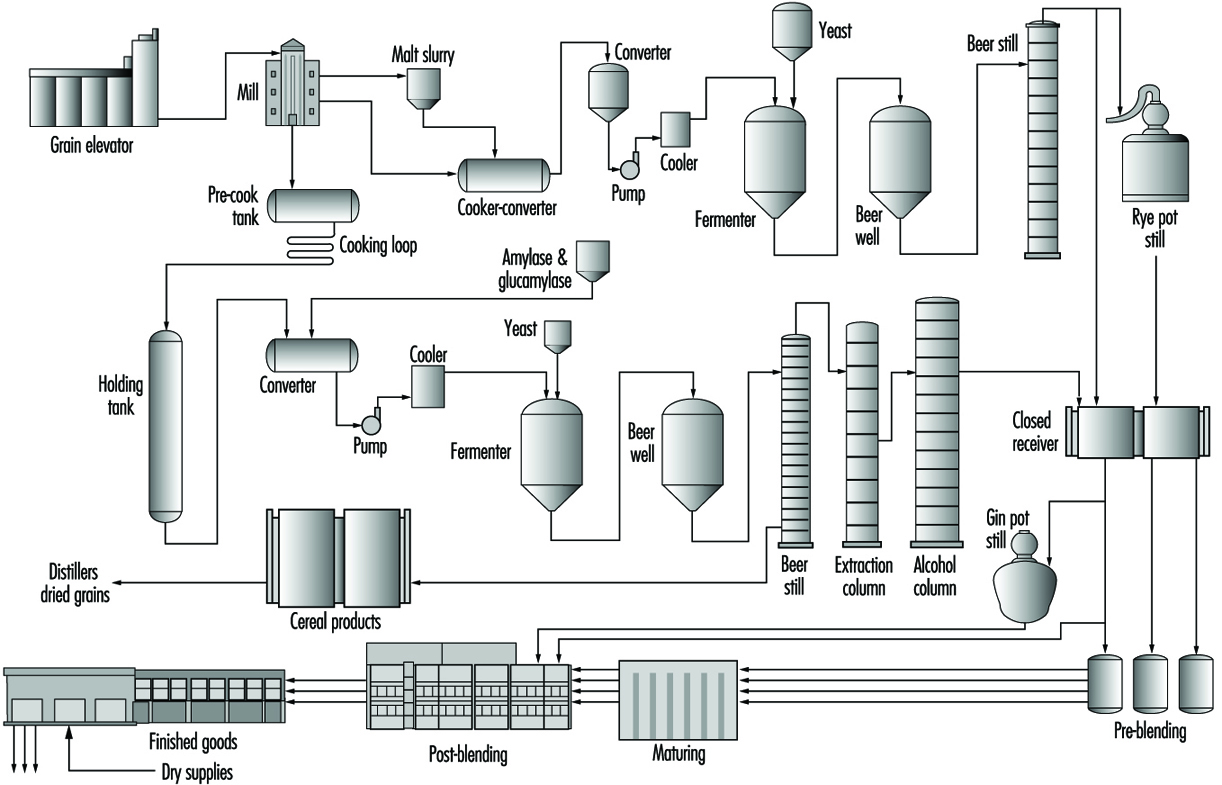
As fases da atividade na produção de aguardente destilada compreendem a receção do grão, moagem, cozedura, fermentação, destilação, armazenamento, lotação e engarrafamento (ver figura 1).
Figura 1. Fluxograma de produção para fabricação de destilados.
O elevador de grãos recebe e pesa os grãos que chegam e os coloca nas caixas apropriadas. A moagem consiste na moagem dos grãos necessários para o mosto. O mash bill é a receita para o processo de fermentação.
Os fogões recebem farelo do moinho e polpas com backslop, água e amônia em pH (acidez) e temperatura determinados. O amido é solubilizado usando cozimento a jato de vapor. Enzimas são adicionadas para quebrar o amido em moléculas de amido menores, reduzindo a viscosidade do mosto. O mosto resultante é resfriado à temperatura de fermentação.
A fermentação é o processo de conversão de açúcares em álcool e dióxido de carbono pelas atividades da levedura. Os fermentadores são resfriados a condições de temperatura ótimas para o fermento, uma vez que as reações que ocorrem são de natureza exotérmica. A higienização é importante: os sistemas biológicos de fermentação estão em constante competição com bactérias indesejadas que podem produzir componentes de sabor indesejáveis.
O tipo de destilação dependerá do espírito produzido. Os alambiques são geralmente usados quando um “caráter” específico é necessário para um produto como conhaque e uísques, enquanto a destilação contínua de várias colunas é geralmente usada para produzir destilados mais neutros que podem ser usados como misturadores ou destilados de grãos neutros.
A recuperação de subprodutos é um aspecto muito importante da operação de uma destilaria moderna. O grão residual (fermentado e desalcoolizado) é rico em proteínas, vitaminas, fibras e gorduras, e pode ser posteriormente processado em um valioso suplemento alimentar animal. Esses processos geralmente consistem em centrifugação, evaporação, secagem e mistura.
Uísques, aguardentes e rum são envelhecidos (amadurecidos) em barris de carvalho carbonizados. A maturação ocorre ao longo de vários anos para produzir as características finais que distinguem esses produtos. Uma vez amadurecidos, esses produtos são misturados e filtrados e então embalados como produtos acabados para uso do consumidor.
A sala de engarrafamento é separada do restante da instalação, protegendo o produto de possíveis contaminantes. A operação de enchimento altamente automatizada requer monitoramento para eficiência contínua. Garrafas vazias são transportadas por esteira até as máquinas de envase.
A embalagem é a etapa final antes do armazenamento. Esse processo tornou-se automatizado, embora haja uma boa quantidade de embalagem manual, dependendo do tamanho da garrafa e do tipo de embalagem. O produto embalado então entra em uma máquina paletizadora, que automaticamente empilha as caixas em paletes, que são removidos por empilhadeiras até os armazéns para armazenamento.
Questões de saúde e segurança
A preocupação de segurança mais óbvia nas instalações de manuseio de grãos é a ameaça de incêndios e explosões de pó. Altas concentrações de poeira de grãos podem ser explosivas; portanto, uma boa limpeza é o fator mais importante na redução do risco de explosão de pó de grãos. Alguns grãos, se úmidos ou armazenados por um longo período, irão gerar calor, tornando-se um risco de incêndio. Girar o grão de silo para silo ou adotar um procedimento de entrega de grãos “just-in-time” eliminará esse perigo.
A exposição a vapores e gases liberados durante a produção de bebidas destiladas é um possível perigo. Durante o processo de fermentação, os gases refrigerantes podem causar riscos tóxicos e explosivos. Portanto, ventilação adequada e manutenção rigorosa, incluindo o uso de equipamentos intrinsecamente seguros, como ferramentas pneumáticas, são essenciais. Particularmente significativos são os riscos de asfixia pelos vapores de álcool e dióxido de carbono liberados pelo processo de fermentação, especialmente quando os líquidos são transportados e decantados em reservatórios e em espaços confinados onde a ventilação é inadequada. Os respiradores devem ser usados pelos trabalhadores neste processo. A caixa que acompanha descreve alguns riscos de entrada em espaços confinados, que também são discutidos em outras partes deste enciclopédia.
Materiais perigosos como varsol (álcool mineral), cáusticos, ácidos e muitos outros solventes e produtos de limpeza são usados em toda a instalação. Os funcionários devem ser treinados para manusear esses produtos com segurança. Uma revisão anual de um sistema de informações de materiais perigosos no local de trabalho, como o WHMIS canadense, pode fornecer a oportunidade para esse treinamento contínuo. Os trabalhadores devem ser instruídos sobre o uso de fichas de segurança de dados de materiais (MSDSs), que são fichas de informações disponíveis dos fornecedores, fornecendo informações sobre o conteúdo do produto perigoso e os riscos à saúde relacionados, ação de emergência, primeiros socorros e assim por diante. É imperativo que todos os trabalhadores expostos ou com probabilidade de exposição a materiais perigosos sejam treinados e, em seguida, recebam uma revisão anual do manuseio de materiais perigosos. Em muitos países, é exigido que MSDSs estejam disponíveis em todos os locais onde existam substâncias controladas e devem ser acessíveis para todos os trabalhadores. Além do treinamento dos funcionários, lava-olhos, chuveiros e estações de primeiros socorros devem ser disponibilizados em toda a fábrica para minimizar lesões a qualquer pessoa que seja acidentalmente exposta a um produto químico perigoso.
As empilhadeiras são usadas em muitos processos diferentes na fábrica. Os dois usos mais comuns são para transferência de barris para armazenamento em maturação e manuseio do produto acabado. Deve haver um programa de manutenção preventiva para as empilhadeiras, bem como um programa de segurança que garanta que todos os motoristas entendam os princípios de segurança das empilhadeiras. Todos os motoristas devem ser licenciados para operar uma empilhadeira.
Os riscos ocupacionais associados ao processo de engarrafamento são semelhantes aos da maioria das instalações de engarrafamento. Lesões por esforço repetitivo, como tendinite e síndrome do túnel do carpo, são as lesões mais comuns, resultantes do trabalho repetitivo exigido para embalar garrafas e operar rotuladoras. No entanto, a frequência dessas lesões ocupacionais diminuiu; isso pode ser devido às mudanças tecnológicas na planta que tornaram os empregos menos intensivos em mão de obra, incluindo a automação da embalagem e o uso de equipamentos computadorizados.
O EPI é comum em toda a instalação de engarrafamento. É obrigatório o uso de óculos de segurança para proteção dos olhos e proteção auricular dos funcionários da sala de engarrafamento, quando expostos a altos níveis de ruído. Deve haver um programa de calçados de segurança em vigor, e espera-se que os funcionários usem sapatos com biqueira de aço. Se um perigo não puder ser eliminado na fonte (por meio de engenharia) ou ao longo do caminho (por meio de barreiras), o EPI deve ser usado para a segurança do trabalhador.
Existem muitos métodos importantes para criar um ambiente de trabalho seguro. Uma empresa deve ter uma política de saúde e segurança e deve transmiti-la por meio de um manual de segurança que descreva os procedimentos de segurança. Além disso, inspeções mensais na fábrica podem prevenir riscos e minimizar lesões. A comunicação com os funcionários sobre as práticas de segurança é a parte mais essencial de um programa de segurança bem-sucedido.
Perigos de entrada em espaços confinados na indústria de bebidas
Um espaço confinado é definido como um espaço no qual, devido à sua construção, localização, conteúdo ou atividade de trabalho nele contida, pode ocorrer o acúmulo de gases, vapores, poeiras ou fumaças perigosos, ou a criação de uma atmosfera deficiente em oxigênio. . Onde pode ocorrer entrada em espaço confinado, é imperativo que um procedimento de entrada em espaço confinado esteja em vigor e que todos os trabalhadores sejam treinados e instruídos sobre o procedimento. Antes de entrar em um espaço confinado, testes de deficiência de oxigênio, gases combustíveis e gases tóxicos devem ser realizados. Aparelho de respiração autônomo de pressão positiva (SCBA) ou outros respiradores aprovados podem ter que ser usados pelos trabalhadores durante a entrada. O monitoramento contínuo é obrigatório enquanto o pessoal estiver dentro do espaço confinado. Todo o pessoal que entrar deve estar devidamente equipado com cinto de segurança, completo com alças de ombros e pernas. Um observador de prontidão deve ser designado e manter vigilância constante dos funcionários dentro de um espaço confinado, e uma pessoa adequadamente treinada em respiração artificial deve estar convenientemente disponível.
A indústria de bebidas tem muitas situações em que há riscos de entrada em espaços confinados. Exemplos de tais situações incluem:
· cubas de mistura na indústria de refrigerantes nas quais vapores ou gases perigosos podem estar presentes
· silos de grãos em indústrias cervejeiras e destiladas
· cubas de fermentação na fabricação de cerveja e vinho
· fermentadores e alambiques na indústria de bebidas destiladas.
Esses silos de grãos, tanques de fermentação e assim por diante podem ter que ser acessados de tempos em tempos para limpeza, reparo e assim por diante. Durante o processo de fermentação, em particular, existem riscos de asfixia devido aos vapores de álcool e dióxido de carbono liberados pelo processo de fermentação quando se entra em espaços confinados onde a ventilação é inadequada (Giullemin e Horisberger 1994).
RG Aldi e Rita Seguin
Indústria de Beterraba
Esta é uma atualização do artigo preparado pelo European Committee of Sugar Manufacturers (CEFS) para a 3ª edição da “Encyclopaedia of Occupational Health and Safety”.
Tratamento
O processo de produção de açúcar a partir da beterraba consiste em várias etapas, que foram aprimoradas continuamente ao longo dos mais de um século de história da indústria da beterraba. As instalações de processamento de beterraba foram modernizadas e usam tecnologia atual, bem como medidas de segurança atuais. Os trabalhadores agora são treinados no uso de equipamentos modernos e sofisticados.
O teor de açúcar da beterraba varia de 15 a 18%. Eles são primeiro limpos em uma lavadora de beterraba. São então cortadas em fatiadores de beterraba e os “cossettes” assim obtidos são conduzidos por um escaldador para o difusor, onde a maior parte do açúcar contido nas beterrabas é extraído em água quente. Os cossetes desaçucarados, chamados de “polpas”, são prensados mecanicamente e secos, principalmente por calor. As polpas contêm muitos nutrientes e são usadas como ração animal.
O suco bruto obtido no difusor, além do açúcar, também contém impurezas não açucaradas que são precipitadas (por adição de cal e dióxido de carbono) e depois filtradas. O suco cru torna-se assim um suco ralo, com um teor de açúcar de 12 a 14%. O suco ralo é concentrado em evaporadores a 65 a 70% de matéria seca. Este suco espesso é fervido em uma panela a vácuo a uma temperatura de cerca de 70 °C até a formação de cristais. Isso é então descarregado em misturadores e o líquido que envolve os cristais é separado. O xarope baixo assim separado dos cristais de açúcar ainda contém açúcar que pode ser cristalizado. O processo de retirada de açúcar é continuado até que não seja mais econômico. O melaço é o xarope que sobra após a última cristalização.
Depois de seco e resfriado, o açúcar é armazenado em silos, onde pode ser guardado por tempo indeterminado, desde que devidamente climatizado e com umidade controlada.
O melaço contém aproximadamente 60% de açúcar e, juntamente com as impurezas não açucaradas, constitui uma ração animal valiosa, bem como um meio de cultura ideal para muitos microrganismos. Para alimentação animal, parte do melaço é adicionado às polpas esgotadas com açúcar antes de serem secas. O melaço também é usado para a produção de levedura e álcool.
Com a ajuda de outros microrganismos, podem ser produzidos outros produtos, como o ácido lático, importante matéria-prima para as indústrias alimentícia e farmacêutica, ou o ácido cítrico, de que a indústria alimentícia necessita em grandes quantidades. O melaço também é usado na produção de antibióticos, como penicilina e estreptomicina, e também de glutamato de sódio.
Condições de trabalho
Na indústria altamente mecanizada da beterraba, a beterraba é transformada em açúcar durante o que é conhecido como “campanha”. A campanha dura de 3 a 4 meses, período durante o qual as plantas processadoras operam continuamente. O pessoal trabalha em turnos rotativos XNUMX horas por dia. Trabalhadores adicionais podem ser adicionados temporariamente durante os períodos de pico. Após a conclusão do processamento da beterraba, os reparos, manutenções e atualizações são feitos nas instalações.
Perigos e sua prevenção
O processamento da beterraba açucareira não produz nem envolve o trabalho com gases tóxicos ou poeiras transportadas pelo ar. Partes da instalação de processamento podem ser extremamente barulhentas. Em áreas onde os níveis de ruído não podem ser reduzidos aos limites, proteção auditiva deve ser fornecida e um programa de conservação auditiva deve ser instituído. No entanto, na maioria das vezes, as doenças ocupacionais são raras nas fábricas de processamento de beterraba. Isso se deve em parte ao fato de a campanha ter apenas 3 a 4 meses de duração por ano.
Como na maioria das indústrias alimentícias, dermatites de contato e alergias de pele causadas por agentes de limpeza usados para limpar cubas e equipamentos podem ser um problema, exigindo luvas. Ao entrar em cubas para limpeza ou outros motivos, os procedimentos de espaço confinado devem estar em vigor.
Deve-se ter cuidado ao entrar em silos de açúcar granulado armazenado, devido ao risco de engolfamento, perigo semelhante ao dos silos de grãos. (Consulte o artigo “Grãos, moagem de grãos e produtos de consumo à base de grãos” neste capítulo para recomendações mais detalhadas.)
Queimaduras de linhas de vapor e água quente são uma preocupação. Manutenção adequada, EPI e treinamento dos funcionários podem ajudar a prevenir esse tipo de lesão.
A mecanização e a automação na indústria da beterraba minimizam o risco de distúrbios ergonômicos.
O maquinário deve ser verificado regularmente e mantido e reparado rotineiramente conforme necessário. Proteções e mecanismos de segurança devem ser mantidos no lugar. Os funcionários devem ter acesso a equipamentos e dispositivos de proteção. Os funcionários devem ser obrigados a participar de treinamento de segurança.
Indústria do Vinho
Adaptado da 3ª edição, “Enciclopédia de Saúde e Segurança Ocupacional”.
O vinho é produzido a partir das uvas. A uva madura, quando esmagada, produz o devo que, por fermentação total ou parcial e normal, se transforma em vinho. Durante a fermentação, primeiro rápida e turbulenta, depois desacelerando gradualmente, o açúcar é transformado em álcool e dióxido de carbono. Muitos elementos contidos nas uvas permanecem na bebida. As várias fases da atividade na produção de vinho a partir de uvas compreendem a vinificação, o armazenamento e o engarrafamento.
Vinificação
A vinificação envolve uma variedade de atividades realizadas por uma variedade de métodos que vão desde a tradicional “produção agrícola” até a produção industrial moderna. O antigo método de prensagem das uvas, em que os vindimadores pisavam durante a noite as uvas colhidas durante o dia, é cada vez menos visto na vinificação moderna. O vinho passou a ser produzido em instalações pertencentes a agrupamentos de agricultores ou a empresas comerciais, utilizando técnicas que permitem obter um tipo de vinho mais homogéneo e reduzir o risco de deterioração, sobretudo decorrente da acidificação que transforma o vinho em vinagre.
À chegada às caves, as uvas são esmagadas em lagares simples ou em grandes máquinas, como esmagadores centrífugos, por rolos ou por outras vias. Estes processos envolvem sempre riscos mecânicos e ruído durante todo o período de movimentação de grandes quantidades de mosto. A massa triturada é então transferida para grandes reservatórios, por bombeamento ou outros procedimentos, onde será prensada para separar o suco das cascas e engaços. O mosto é então transferido para os tanques de fermentação. Terminada a fermentação, o vinho é retirado da borra e despejado em silos ou tanques de armazenamento. Matérias estranhas e impurezas são removidas por filtros. A terra de diatomáceas substituiu o amianto como agente filtrante em alguns países, como os Estados Unidos. Matérias estranhas maiores podem ser removidas por centrífugas.
A qualidade do vinho pode ser melhorada pela refrigeração usando refrigeradores de fluxo contínuo e tanques de resfriamento com camisa dupla. Nestas operações, deve ter-se em atenção a exposição a vapores e gases libertados durante as várias fases do processo – nomeadamente a coação, a fermentação e a utilização de desinfetantes e outros produtos destinados a garantir o estado higiénico e a qualidade do vinho. Gases refrigerantes, como amônia, podem causar riscos tóxicos e explosivos, e ventilação adequada e manutenção rigorosa para evitar vazamentos são essenciais. A detecção automática de vazamentos e equipamentos de proteção respiratória, frequentemente testados, devem estar disponíveis para emergências. Há também os riscos comuns devido aos pisos molhados e escorregadios, à desordem característica das atividades sazonais e à qualidade da iluminação e ventilação (as salas onde o vinho é preparado também costumam ser usadas para armazenamento e são projetadas para manter um ambiente uniforme e relativamente baixo). temperatura).
Particularmente significativos são os riscos de asfixia decorrentes dos vapores do álcool e do dióxido de carbono liberados pelo processo de fermentação, principalmente quando os líquidos são transportados e decantados em reservatórios ou espaços confinados onde a ventilação é inadequada.
Certas outras substâncias nocivas são usadas na vinificação. Metabissulfito em solução concentrada é irritante para a pele e mucosas; o ácido tartárico, considerado atóxico, pode ser levemente irritante em soluções muito concentradas; o dióxido de enxofre provoca intensa irritação dos olhos e das vias respiratórias; os taninos podem ressecar a pele do trabalhador e fazê-la perder a pigmentação; o uso de desinfetantes e detergentes para lavagem de tanques de armazenamento causa dermatites; e bitartarato de potássio, ácido ascórbico, enzimas proteolíticas e outros, que podem ser utilizados na preparação de bebidas alcoólicas, podem causar diarreia ou reações alérgicas.
Quando os processos de trabalho são modernizados, os trabalhadores podem precisar de apoio e assistência para se adaptar. As adegas de grande produção devem considerar princípios ergonômicos na escolha do equipamento para tais instalações. Os trituradores e prensas devem ter fácil acesso para facilitar o escoamento das uvas e dos resíduos. Sempre que possível, devem ser instaladas bombas adequadas, de fácil inspeção e com fundação sólida para não causar obstrução, altos níveis de ruído e vibrações.
A organização geral da adega de produção deve ser tal que não cause riscos desnecessários e que os riscos não se espalhem para outras áreas; a ventilação deve estar de acordo com os padrões; controle de temperatura pode ser necessário; compressores, condensadores, equipamentos elétricos e outros devem ser instalados de forma a evitar todos os riscos possíveis. Devido à umidade de diversos processos, é necessária a proteção de equipamentos elétricos e, sempre que possível, devem ser utilizadas baixas tensões, principalmente para equipamentos portáteis e lâmpadas de inspeção. Interruptores de circuito de falha de aterramento devem ser instalados onde necessário. Equipamentos elétricos nas proximidades de plantas de destilação devem ser de construção à prova de chamas.
Os tonéis de madeira são cada vez menos comuns, embora ocasionalmente possam ser encontrados em pequenas adegas para produção agrícola. Na vinificação moderna, as cubas são revestidas com vidro ou aço inoxidável por razões sanitárias e de controle; concreto armado revestido e, às vezes, plásticos também são usados. As cubas devem ter dimensões adequadas e resistência adequada para permitir a fermentação e decantação (até às borras), reter o volume das reservas o tempo necessário e permitir a fácil troca do seu conteúdo, caso se revele necessário. A limpeza de contêineres envolve riscos especialmente altos, e um programa de espaço confinado deve estar em vigor: o gás deve ser expelido por ventiladores móveis antes da entrada nos contêineres, e cintos de segurança, cordas salva-vidas e equipamentos de proteção respiratória devem ser usados. Um trabalhador competente deve estar estacionado do lado de fora para supervisionar e resgatar os trabalhadores internos, se necessário. Consulte a caixa sobre espaços confinados para obter mais informações.
Armazenamento de vinho
O armazenamento envolve não só a guarda de grandes volumes de líquido, mas também uma série de atividades como a limpeza e desinfecção dos tanques ou tonéis; sua manutenção e conservação; aplicação de dióxido de enxofre, ácido ascórbico, ácido tartárico, gases inertes, taninos e albuminas; e outros processos adicionais, como mistura, colagem, filtragem, centrifugação e assim por diante. Alguns tratamentos de vinho envolvem o uso de calor e frio para destruir leveduras e bactérias; a utilização de carvão e outros desodorizantes; a aplicação de CO2, e assim por diante. Como exemplo deste tipo de instalação podemos referir o sistema de refrigeração instantânea, para a estabilização dos vinhos a uma temperatura próxima do ponto de congelação, o que facilita a eliminação de colóides, micróbios e outros produtos como o bitartarato de potássio, que provoca precipitação nas garrafas. É óbvio que essas instalações implicam riscos que antes não precisavam ser considerados nessa fase de estocagem. A prevenção baseia-se essencialmente no planeamento ergonómico e numa boa manutenção.
Engarrafamento De Vinho
O vinho é normalmente vendido em garrafas de vidro (de 1.0, 0.8, 0.75 ou 0.30 l de capacidade); ocasionalmente são usados recipientes de vidro de 5 l. Recipientes de plástico não são tão comuns. Nas fábricas de envase, as garrafas são primeiro limpas e depois enchidas, seladas e rotuladas. Os transportadores são amplamente utilizados em fábricas de engarrafamento.
Os riscos do engarrafamento decorrem do manuseio do material de vidro; variam consoante as garrafas a lavar sejam novas ou devolvidas, e consoante os produtos utilizados (água e detergentes) e as técnicas aplicadas (lavagem manual ou mecânica ou ambas). Formato das garrafas; como o enchimento deve ser feito (desde métodos manuais até máquinas de enchimento sofisticadas que também podem introduzir dióxido de carbono); o processo de arrolhamento; o sistema mais ou menos complicado de empilhamento ou colocação em caixas ou engradados após a rotulagem; e outros toques finais determinam os riscos.
Os riscos envolvidos são os que geralmente correspondem ao enchimento de recipientes com líquidos. As mãos estão constantemente molhadas; se as garrafas quebrarem, a projeção de partículas de vidro e líquido pode causar ferimentos. O esforço necessário para transportá-los depois de embalados em caixas (geralmente às dezenas) poderia ser eliminado, pelo menos parcialmente, pela mecanização. Ver também o artigo “Engarrafamento e conservas de refrigerantes”.
Agradecimentos: O autor gostaria de agradecer à Junta Nacional dos Vinhos (Lisboa) pelos seus conselhos sobre os aspectos técnicos.
óleo e gordura
Adaptado da 3ª edição, “Enciclopédia de Saúde e Segurança Ocupacional”.
O termo óleos e gorduras é geralmente aplicado aos triglicerídeos de ácidos graxos em sementes de plantas e tecidos animais. Óleos e gorduras constituem um dos três principais tipos de materiais orgânicos considerados como materiais de construção de organismos vivos, sendo os outros dois proteínas e carboidratos.
Mais de 100 variedades de plantas e animais oleaginosos são exploradas como fontes de óleos e gorduras. As fontes vegetais mais importantes são: azeitona, coco, amendoim, caroço de algodão, soja, colza (óleo de canola), semente de mostarda, linho ou linhaça, palmito, gergelim, girassol, palmiste, mamona, cânhamo, tung, cacau, mowrah, milho e babaçu.
As principais fontes animais são os bovinos de corte, suínos e ovinos, a baleia, o bacalhau e o alabote.
Os óleos e gorduras comestíveis fornecem uma fonte concentrada de energia alimentar, servem como transportadores de vitaminas lipossolúveis e também fornecem os ácidos graxos essenciais que são de vital importância para o metabolismo. Óleos e gorduras constituem as principais matérias-primas para sabões e detergentes, tintas, lacas e vernizes, lubrificantes e iluminantes como velas. Também são utilizados na fabricação de linóleo e tecidos oleados, na fabricação de fixadores e mordentes, no curtimento de couro e como matéria-prima para síntese química.
Tratamento
O processamento inicial depende da matéria-prima; por exemplo, as gorduras animais são processadas em recipientes revestidos a vapor, as sementes são limpas, moídas e separadas e as nozes são lascadas. As gorduras ou óleos são extraídos por prensagem ou tratamento por solventes, e o processamento posterior depende do uso final. As azeitonas podem ser prensadas várias vezes, mas nenhum tratamento adicional é geralmente necessário. Para outros óleos e gorduras comestíveis, o processamento pode compreender várias etapas diferentes, incluindo refino, desodorização, hidrogenação, solidificação ou emulsificação.
Óleos e gorduras crus contêm impurezas, algumas das quais são indesejáveis porque escurecem o óleo, fazem com que ele espume e fume ao ser aquecido, conferem um sabor ou odor indesejável ou afetam o processamento. O refino, que consiste na neutralização e branqueamento, remove a maior parte dessas impurezas. A neutralização remove ácidos graxos e fosfatídeos gomosos por meio de tratamentos alcalinos e de degomagem. As matérias-primas são branqueadas por absorção em terras branqueadoras naturais ou activadas; no entanto, o branqueamento por calor pode ser empregado. A temperatura do óleo normalmente não excede 100 °C durante o refino.
A desodorização remove os compostos odoríferos por destilação a vapor em alta temperatura e baixa pressão absoluta.
Óleos líquidos e gorduras moles são convertidos em gorduras plásticas firmes por hidrogenação, o que também ajuda a prevenir o ranço devido à oxidação. Nesse processo, o óleo é reagido com hidrogênio a uma temperatura de 180 ºC ou mais na presença de um catalisador, geralmente níquel finamente dividido. O hidrogênio é alimentado a uma pressão entre 2 e 30 atmosferas, dependendo do produto final desejado.
Se o óleo ou gordura for comercializado na forma de plástico ou emulsão, é necessário um processamento adicional. Muitos óleos e gorduras de marcas proprietárias são misturados e as gorduras são solidificadas para produzir grânulos por resfriamento gradual controlado (fracionamento) e separação de frações cristalizadas em várias temperaturas com base em seus pontos de fusão. Um método alternativo produz um produto texturizado por resfriamento rápido em um equipamento especial chamado votator.
Perigos e sua prevenção
O hidrogênio apresenta alto risco de explosão e incêndio no processo de hidrogenação. A queima de óleos e gorduras pode emitir vapores altamente irritantes, como a acroleína. Os solventes, como o hexano, usados para a extração de óleos são altamente inflamáveis, embora sejam comumente usados em sistemas fechados. Precauções contra incêndio e explosão incluem:
- eliminação de todas as fontes de ignição
- uso de equipamentos à prova de explosão e ferramentas à prova de faíscas
- proibição de fumar
- garantindo que as saídas de incêndio não estejam bloqueadas e sejam bem mantidas
- fornecimento de extintores de incêndio adequados
- desenvolvimento de procedimentos para derramamentos e vazamentos de hidrogênio e solventes inflamáveis
- treinamento de pessoal em procedimentos de combate a incêndio.
As instalações elétricas apresentam risco de choque elétrico em condições de umidade e vapor. Todos os equipamentos, condutores e assim por diante devem ser adequadamente protegidos com atenção especial a qualquer equipamento portátil ou luzes. Interruptores de circuito de falha de aterramento devem ser instalados em equipamentos elétricos em áreas úmidas ou com vapor.
Lesões causadas por partes móveis do maquinário podem ser evitadas por uma proteção eficiente e bem conservada do maquinário. Atenção especial deve ser dada às máquinas de britagem, máquinas de enchimento e emenda de tambores e fendas entre correias, tambores e polias de transportadores. Procedimentos de bloqueio/sinalização devem ser usados durante a manutenção e reparo do equipamento. Os riscos de explosão e vazamento na usina de vapor devem ser evitados por meio de procedimentos regulares de inspeção e manutenção.
O ruído excessivo do equipamento deve ser minimizado por controles de engenharia, se possível. Os funcionários expostos a ruído excessivo devem usar protetores auriculares adequados, devendo haver um programa de conservação auditiva.
O manuseio manual de tambores pode causar tensões musculoesqueléticas e lesões nas mãos e dedos dos pés. Equipamentos mecânicos de manuseio devem ser usados sempre que possível. Deve haver treinamento em métodos corretos de manuseio e elevação, proteção para pés e mãos e verificação de bordas afiadas nos contêineres. Tambores mal empilhados podem cair e causar ferimentos graves; supervisão e treinamento em empilhamento e desempilhamento reduzirão o risco envolvido.
As quedas podem ocorrer em pisos e escadas escorregadios, e podem ser evitadas por pisos antiderrapantes bem conservados, limpeza regular e boa manutenção e uso de calçados antiderrapantes.
Queimaduras podem ser causadas por hidróxido de sódio durante o manuseio de tambores para refino e por jatos de cáustico líquido quando os tambores são abertos; por óleo quente ou catalisador gasto durante a limpeza dos filtros prensa; de ácidos; e de linhas de vapor e vazamentos de vapor. Roupas de proteção, botas, aventais e luvas evitarão muitos ferimentos; protetores faciais são necessários para proteger os olhos de respingos de material corrosivo ou quente.
Os óleos são processados em altas temperaturas e podem causar desconforto físico, especialmente nos trópicos, a menos que sejam tomadas medidas eficazes. Cãibras musculares, exaustão e golpes de calor podem ocorrer. O calor radiante deve ser reduzido revestindo ou isolando os recipientes e tubulações de vapor. A ventilação mecânica eficiente deve fornecer trocas frequentes de ar. Os trabalhadores devem ter acesso frequente a líquidos e pausas frequentes em áreas frescas.
Entrar em tanques a granel para reparo ou limpeza pode ser um risco em espaço confinado. Os funcionários devem ser treinados em procedimentos de espaço confinado, como teste de ar em espaço confinado e procedimentos de resgate de emergência. Devem estar presentes no mínimo dois trabalhadores.
Solventes utilizados para extração de gorduras e óleos podem apresentar riscos tóxicos. O benzeno não deve ser usado e o solvente menos tóxico possível deve ser substituído (por exemplo, substituição de heptano por hexano). A LEV é necessária para remover os vapores do solvente no ponto de origem, ou sistemas fechados devem ser usados.
A dermatite pode ser causada pelo manuseio de óleos, gorduras e solventes. É essencial o fornecimento e uso de instalações sanitárias e de lavagem adequadas; cremes protetores e roupas protetoras também auxiliam na prevenção.
Nas fábricas de processamento de óleo de amendoim, em condições adequadas de umidade e temperatura, as tortas prensadas podem ser contaminadas por bolores de Aspergillus flavus, que contêm aflatoxinas. Trabalhadores expostos a contaminação pesada de aflatoxinas no ar da sala de trabalho desenvolveram danos hepáticos agudos ou subagudos e apresentaram aumento da prevalência de tumores.
A transformação de animais para produzir gorduras animais e ração animal também pode envolver riscos biológicos. Embora a maioria dos animais e materiais de origem animal usados como fonte de processamento sejam saudáveis ou de animais saudáveis, uma pequena porcentagem vem de animais que foram atropelados ou morreram de causas desconhecidas e talvez estejam doentes. Algumas doenças animais, como o antraz e a brucelose, também podem afetar os seres humanos. Trabalhadores em matadouros e fábricas de transformação podem estar em risco. No Reino Unido, as pessoas chamadas knackers ganham a vida indo pelo campo catando animais mortos e deixando-os em seus quintais. Eles podem estar em maior risco devido à maior probabilidade de exposição a animais doentes e às condições brutas em que trabalham.
A utilização anterior de órgãos de ovinos, incluindo cérebros, como fonte de alimentação de gado resultou em encefalopatia espongiforme bovina (“doença da vaca louca”) em algumas vacas britânicas, onde as ovelhas tinham uma doença cerebral chamada scrapie. Parece que alguns humanos desenvolveram esta doença ao comer carne de vacas com doença da vaca louca.
Exames médicos periódicos dos trabalhadores, seleção, treinamento e supervisão auxiliam na prevenção de acidentes e doenças ocupacionais.
Indústria cervejeira
Adaptado da 3ª edição, “Enciclopédia de Saúde e Segurança Ocupacional”.
A fabricação de cerveja é uma das indústrias mais antigas: cerveja em diferentes variedades era bebida no mundo antigo e os romanos a introduziram em todas as suas colônias. Hoje é fabricado e consumido em quase todos os países, principalmente na Europa e áreas de colonização européia.
Visão geral do processo
O grão utilizado como matéria-prima costuma ser a cevada, mas também são empregados centeio, milho, arroz e aveia. Na primeira etapa, o grão é maltado, seja por germinação ou por meios artificiais. Isso converte os carboidratos em dextrina e maltose, e esses açúcares são então extraídos do grão por imersão em um tanque de mosto (cuba ou barril) e depois agitados em um tanque de clarificação. O licor resultante, conhecido como mosto doce, é então fervido em uma vasilha de cobre com lúpulo, que confere um sabor amargo e ajuda a conservar a cerveja. O lúpulo é então separado do mosto e passa por resfriadores para vasos de fermentação onde a levedura é adicionada - um processo conhecido como pitching - e o processo principal de conversão de açúcar em álcool é realizado. (Para discussão sobre fermentação veja o capítulo Indústria farmacêutica.) A cerveja é então resfriada a 0 °C, centrifugada e filtrada para clarificação; está então pronto para ser despachado em barril, garrafa, lata de alumínio ou transporte a granel. A Figura 1 é um fluxograma do processo de fabricação de cerveja.
Figura 1. Fluxograma do processo cervejeiro.
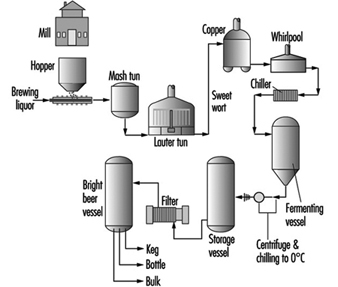
Perigos e sua prevenção
Manuseio manual
O manuseio manual é responsável pela maioria das lesões nas cervejarias: as mãos são machucadas, cortadas ou perfuradas por argolas irregulares, lascas de madeira e vidros quebrados. Os pés são machucados e esmagados por barris caindo ou rolando. Muito pode ser feito para prevenir essas lesões por meio de proteção adequada para mãos e pés. O aumento na automação e padronização do tamanho do barril (digamos, 50 l) pode reduzir os riscos de elevação. A dor nas costas causada pelo levantamento e transporte de barris e assim por diante pode ser drasticamente reduzida pelo treinamento em técnicas de levantamento de som. O manuseio mecânico em paletes também pode reduzir problemas ergonômicos. Quedas em pisos molhados e escorregadios são comuns. Superfícies e calçados antiderrapantes e um sistema regular de limpeza são a melhor precaução.
O manuseio de grãos pode produzir coceira de cevada, causada por um ácaro que infesta o grão. A asma dos trabalhadores da fábrica, às vezes chamada de febre do malte, foi registrada em manipuladores de grãos e demonstrou ser uma resposta alérgica ao gorgulho do grão (Sitophilus granarius). O manuseio manual do lúpulo pode produzir dermatite devido à absorção das essências resinosas através da pele rachada ou rachada. As medidas preventivas incluem boas instalações sanitárias e de lavagem, ventilação eficiente das salas de trabalho e supervisão médica dos trabalhadores.
Quando a cevada é maltada pelo método tradicional de maceração e depois espalhada no chão para produzir germinação, ela pode ser contaminada por Aspergillus clavatus, que pode produzir crescimento e formação de esporos. Quando a cevada é virada para evitar o emaranhamento das raízes dos brotos, ou quando é carregada em fornos, os esporos podem ser inalados pelos trabalhadores. Isso pode produzir alveolite alérgica extrínseca, que na sintomatologia é indistinguível do pulmão do fazendeiro; a exposição em um indivíduo sensibilizado é seguida por um aumento da temperatura corporal e falta de ar. Há também uma queda nas funções pulmonares normais e uma diminuição no fator de transferência de monóxido de carbono.
Um estudo de poeiras orgânicas contendo altos níveis de endotoxina em duas cervejarias em Portugal constatou que a prevalência de sintomas de síndrome tóxica de poeira orgânica, que é distinta de alveolite ou pneumonia por hipersensibilidade, é de 18% entre os trabalhadores da cervejaria. A irritação das membranas mucosas foi encontrada em 39% dos trabalhadores (Carveilheiro et al. 1994).
Em uma população exposta, a incidência da doença é de cerca de 5%, e a exposição contínua produz incapacidade respiratória grave. Com a introdução da maltagem automatizada, onde os trabalhadores não são expostos, esta doença foi amplamente eliminada.
Maquinaria
Quando o malte for armazenado em silos, a abertura deve ser protegida e devem ser aplicadas regras estritas em relação à entrada de pessoal, conforme descrito na caixa sobre espaços confinados neste capítulo. Os transportadores são muito utilizados em fábricas de engarrafamento; armadilhas na engrenagem entre correias e tambores podem ser evitadas por meio de uma proteção eficiente do maquinário. Deve haver um programa eficaz de bloqueio/sinalização para manutenção e reparo. Onde houver passagens ao longo ou acima dos transportadores, também devem ser fornecidos botões de parada frequentes. No processo de envase, lesões muito graves podem ser causadas pelo estouro de garrafas; proteções adequadas no maquinário e protetores faciais, luvas de borracha, aventais emborrachados e botas antiderrapantes para os trabalhadores podem prevenir lesões.
Eletricidade
Devido às condições de umidade predominantes, as instalações e equipamentos elétricos precisam de proteção especial, principalmente para aparelhos portáteis. Interruptores de circuito de falha de aterramento devem ser instalados onde necessário. Sempre que possível, baixas tensões devem ser usadas, especialmente para lâmpadas de inspeção portáteis. O vapor é usado extensivamente e ocorrem queimaduras e queimaduras; revestimento e proteção dos tubos devem ser fornecidos, e travas de segurança nas válvulas de vapor evitarão a liberação acidental de vapor escaldante.
Dióxido de carbono
Dióxido de carbono (CO2) forma-se durante a fermentação e está presente em lagares de fermentação, bem como em cubas e recipientes que tenham contido cerveja. Concentrações de 10%, mesmo que inaladas por pouco tempo, produzem inconsciência, asfixia e eventual morte. O dióxido de carbono é mais pesado que o ar, e uma ventilação eficiente com extração a baixa altura é essencial em todas as câmaras de fermentação onde são utilizadas cubas abertas. Como o gás é imperceptível aos sentidos, deve haver um sistema de alerta acústico que atue imediatamente em caso de falha do sistema de ventilação. A limpeza de espaços confinados apresenta sérios riscos: o gás deve ser expelido por ventiladores móveis antes que os trabalhadores possam entrar, cintos de segurança e salva-vidas e equipamentos de proteção respiratória do tipo autônomo ou com suprimento de ar devem estar disponíveis e outro trabalhador deve ser postado do lado de fora para supervisão e resgate, se necessário.
Gaseamento
Ocorreu gaseificação durante o revestimento de cubas com revestimentos protetores contendo substâncias tóxicas, como tricloroetileno. Devem ser tomadas precauções semelhantes às listadas acima contra o dióxido de carbono.
Gases refrigerantes
O resfriamento é usado para resfriar o mosto quente antes da fermentação e para fins de armazenamento. A descarga acidental de refrigerantes pode produzir sérios efeitos tóxicos e irritantes. No passado, clorometano, bromometano, dióxido de enxofre e amônia eram usados principalmente, mas hoje a amônia é mais comum. Ventilação adequada e manutenção cuidadosa evitarão a maioria dos riscos, mas detectores de vazamento e aparelhos respiratórios autônomos devem ser fornecidos para emergências frequentemente testados. Precauções contra riscos de explosão também podem ser necessárias (por exemplo, instalações elétricas à prova de explosão, eliminação de chamas nuas).
Trabalho quente
Em alguns processos, como a limpeza de tanques de mostura, os trabalhadores são expostos a condições quentes e úmidas durante a execução de trabalhos pesados; casos de insolação e cãibras de calor podem ocorrer, especialmente naqueles que são novos no trabalho. Essas condições podem ser evitadas pelo aumento da ingestão de sal, períodos de descanso adequados e pelo fornecimento e uso de banhos de chuveiro. A supervisão médica é necessária para prevenir micoses nos pés (por exemplo, pé de atleta), que se espalham rapidamente em condições quentes e úmidas.
Em toda a indústria, o controle de temperatura e ventilação, com atenção especial à eliminação do vapor de vapor, e o fornecimento de EPI são precauções importantes, não apenas contra acidentes e ferimentos, mas também contra riscos mais gerais de umidade, calor e frio (por exemplo, calor roupas de trabalho para trabalhadores em câmaras frigoríficas).
O controle deve ser exercido para evitar o consumo excessivo do produto pelas pessoas empregadas, e bebidas quentes alternativas devem estar disponíveis nos intervalos das refeições.
Ruído
Quando os barris de metal substituíram os barris de madeira, as cervejarias enfrentaram um grave problema de ruído. Os barris de madeira faziam pouco ou nenhum ruído durante o carregamento, manuseio ou rolamento, mas os barris de metal quando vazios criam altos níveis de ruído. As modernas instalações de engarrafamento automatizadas geram um volume considerável de ruído. O ruído pode ser reduzido pela introdução de manuseio mecânico em paletes. Nas fábricas de engarrafamento, a substituição do nylon ou neoprene por rolos e guias de metal pode reduzir substancialmente o nível de ruído.
Mais...
Preocupações com a saúde e o meio ambiente
As bebidas, tanto alcoólicas quanto não alcoólicas, são normalmente produzidas sob rígidas diretrizes sanitárias estabelecidas por regulamentos governamentais. Para atender a essas diretrizes, os equipamentos das fábricas de bebidas são constantemente limpos e desinfetados com agentes de limpeza agressivos. O uso abundante de agentes de limpeza pode, por si só, trazer problemas de saúde aos trabalhadores a eles expostos em suas atividades laborais. O contato da pele e dos olhos com os produtos de limpeza cáusticos pode causar dermatite grave. Outra preocupação é que a inalação da fumaça ou spray produzido durante o uso dos limpadores pode causar danos aos pulmões, nariz, boca ou garganta. Água ou outros líquidos são comumente encontrados dentro e ao redor da produção, tornando escorregões e quedas lesões comuns e causando muitas outras lesões simplesmente devido à tração inadequada.
Recipientes de vidro, enchimentos de alta velocidade e transportadores suspensos resultam em uma combinação de elementos que podem causar sérios danos ao vidro estilhaçado. Cortes e lesões oculares são comuns devido à quebra de vidro. Grande parte da indústria de bebidas passou a usar quantidades cada vez maiores de latas de alumínio e recipientes de plástico; isso reduziu a incidência de ferimentos infligidos por vidro. No entanto, em certos países e indústrias específicas, como vinhos e bebidas espirituosas, isso não tem acontecido.
Os sistemas elétricos em qualquer indústria possuem um alto grau de potencial lesão. Quando misturado com a água sempre presente na fabricação de bebidas, a ameaça de eletrocussão torna-se extrema. Os sistemas elétricos nas fábricas de bebidas estão sendo constantemente retrabalhados à medida que a indústria se moderniza rapidamente com novos equipamentos de alta velocidade que resultam em exposição crescente.
O processo de fabricação na indústria de bebidas envolve a movimentação de grandes quantidades de matérias-primas em sacos e barris, em paletes de madeira e plástico; montes de garrafas e latas vazias; e produto acabado em uma variedade de recipientes. As bebidas, sendo líquidas, são naturalmente pesadas. Lesões por movimentos repetitivos devido à classificação e inspeção de garrafas de vidro e algumas operações de embalagem ocorrem com frequência. Este movimento contínuo de objetos leves e pesados apresenta desafios ergonômicos para a indústria de bebidas, bem como para outras indústrias. A incidência de entorses de tecidos moles e lesões por estiramento nos Estados Unidos aumentou quase 400% desde 1980, por exemplo. As nações estão em diferentes estágios de progresso na determinação de medidas preventivas para reduzir esses tipos de lesões.
Equipamentos mecanizados modernos reduziram drasticamente o número de pessoal necessário para operar as linhas de engarrafamento e enlatamento, o que por si só reduziu a exposição a lesões. No entanto, os transportadores de alta velocidade e os equipamentos automáticos de paletização e despaletização podem causar lesões graves, embora menos frequentes. O pessoal tentado a entrar em um transportador em movimento para colocar uma garrafa ou lata na posição vertical pode prender a roupa e ser arrastado para dentro do mecanismo. Paletizadores e despaletizadores podem ficar atolados e um trabalhador pode sofrer fraturas ao tentar liberar as máquinas.
Equipamentos modernos de alta velocidade têm, na maioria dos casos, levado ao aumento dos níveis de ruído, especialmente nas frequências mais altas. A perda auditiva causada pelo ruído no ambiente de trabalho é classificada como doença, pois ocorre de forma insidiosa ao longo do tempo e é irreversível. As taxas de incidência envolvendo perda auditiva estão aumentando. Controles de engenharia para reduzir os níveis de ruído estão sendo testados e usados, mas a aplicação do uso de proteção auditiva padrão ainda é o método preferido usado pela maioria dos empregadores. Uma novidade no horizonte é a investigação do estresse dos trabalhadores devido à combinação de altos níveis de ruído, horários de 24 horas e ritmo de trabalho.
Espaços confinados, como tanques, barris, cubas, poços de águas residuais e recipientes de armazenamento ou mistura usados comumente em instalações de fabricação de bebidas, têm o potencial de causar lesões catastróficas. Esse problema não tem recebido muita atenção da administração da indústria de bebidas porque a maioria das embarcações é considerada “limpa” e os contratempos ocorrem com pouca frequência. Embora as lesões nos tipos de embarcações utilizadas pelas fábricas de bebidas sejam raras, um incidente grave pode ocorrer devido à introdução de materiais perigosos durante as operações de limpeza ou de anormalidades atmosféricas, resultando potencialmente em uma morte próxima ou real. (Veja o quadro sobre espaços confinados.)
A maioria das instalações de fabricação de bebidas possui áreas de armazenamento de matérias-primas e produtos acabados. Equipamentos de manuseio de materiais automotores representam uma ameaça tão séria em uma planta de produção quanto em qualquer armazém. Lesões envolvendo empilhadeiras e equipamentos similares geralmente resultam em lesões por esmagamento de pedestres ou do operador se o veículo capotar. As plantas de produção muitas vezes envolvem condições apertadas à medida que ocorre a expansão da capacidade de produção nas instalações existentes. Essas condições apertadas costumam levar a um acidente grave envolvendo equipamentos de manuseio de materiais.
A produção de bebidas geralmente requer água pura e sistemas de refrigeração. Os produtos químicos usados mais comumente para atender a esses requisitos são cloro e amônia anidra líquida, respectivamente, e ambos são considerados substâncias extremamente perigosas. O cloro é frequentemente comprado e armazenado em cilindros de metal pressurizados de vários tamanhos. Lesões podem ocorrer ao pessoal durante a troca de um cilindro para outro ou de uma válvula com vazamento ou defeituosa. Uma liberação acidental de amônia anidra pode causar queimaduras na pele e no sistema respiratório. Uma liberação grande e descontrolada de amônia anidra pode resultar em concentrações de ar altas o suficiente para explodir violentamente. Sistemas de emergência para detecção de vazamentos e ventilação automática e equipamentos desligados são usados com frequência, juntamente com procedimentos de evacuação e resposta. Cloro e amônia anidra são produtos químicos que têm fortes odores identificáveis e são facilmente detectáveis no ar. Eles são considerados como tendo fortes propriedades de alerta para alertar os trabalhadores de sua presença.
O dióxido de carbono, mais comumente usado para pressurização e carbonatação, e o monóxido de carbono, emitido por motores de combustão interna, estão presentes na maioria das fábricas de bebidas. As salas de enchimento de bebidas são geralmente as mais propensas a ter altos níveis de dióxido de carbono, especialmente durante os procedimentos de troca de produto. As empresas de bebidas vêm aumentando o sortimento de produtos oferecidos ao público, por isso essas trocas ocorrem com maior frequência, aumentando a necessidade de ventilação para a exaustão do gás carbônico. O monóxido de carbono pode estar presente se empilhadeiras ou equipamentos similares forem usados. Uma concentração perigosa pode se acumular se os motores não estiverem operando dentro das especificações dos fabricantes.
O emprego na indústria de bebidas costuma ser sazonal. Isso é mais comum em áreas do mundo com estações distintas e em climas do norte. Uma combinação de tendências mundiais de fabricação, como controle de estoque just-in-time e o uso de pessoal contratado e temporário, pode ter um grande impacto na segurança e na saúde. Freqüentemente, os trabalhadores empregados por curtos períodos de tempo não recebem a mesma quantidade de treinamento relacionado à segurança que os funcionários permanentes. Em alguns casos, os custos resultantes associados a lesões sofridas por funcionários temporários não são arcados pelo empregador, mas por uma agência que fornece o trabalhador ao empregador. Isso criou uma aparente situação “ganha-ganha” para o empregador e o efeito oposto sobre os trabalhadores empregados em cargos como esses. Governos, empregadores e associações comerciais mais esclarecidos estão começando a olhar de perto para este problema crescente e estão trabalhando em métodos para melhorar a quantidade e a qualidade do treinamento de segurança dado aos trabalhadores desta categoria.
As preocupações ambientais não são frequentemente associadas à produção de bebidas, uma vez que não é considerada uma “indústria de chaminés”. Excluindo uma liberação acidental de uma substância química perigosa, como amônia anidra ou cloro, a principal descarga da produção de bebidas são as águas residuais. Normalmente, essas águas residuais são tratadas antes da entrada no fluxo de resíduos, por isso é raro que ocorra um problema. Ocasionalmente, um lote ruim de produto deve ser descartado, o qual, dependendo dos ingredientes envolvidos, pode ter que ser transportado para tratamento ou muito diluído antes de ser lançado no sistema de resíduos. Uma grande quantidade de bebida ácida que caia em um córrego ou lago pode causar grande mortandade de peixes e deve ser evitada.
O uso crescente de aditivos químicos para realçar o sabor, prolongar a vida útil ou como adoçante substituto tem levantado preocupações de saúde pública. Alguns produtos químicos usados como adoçantes artificiais são proibidos em alguns países porque foram considerados cancerígenos. A maioria, no entanto, não apresenta nenhum risco aparente à saúde do público. O manuseio desses produtos químicos brutos e sua presença no local de trabalho não foram estudados com profundidade suficiente para determinar se há riscos de exposição do trabalhador.
Bagas e uvas
Este artigo aborda os métodos de prevenção de lesões e doenças contra os perigos comumente encontrados na produção de uvas (para consumo in natura, vinho, suco ou passas) e frutas vermelhas, incluindo silvas (ou seja, framboesas), morangos e bagas silvestres (ou seja, mirtilos e cranberries) .
As videiras são caules que sobem em estruturas de suporte. As videiras plantadas em vinhedos comerciais geralmente são iniciadas na primavera a partir de estacas enraizadas ou enxertadas com um ano de idade. Eles são normalmente plantados com 2 a 3.5 m de distância. Todos os anos, as vinhas devem ser escavadas, fertilizadas, subdivididas e podadas. O estilo de poda varia em diferentes partes do mundo. No sistema predominante nos Estados Unidos, todos os brotos, exceto os mais fortes da videira, são podados posteriormente; os brotos restantes são cortados em 2 ou 3 botões. A planta resultante desenvolve um caule principal forte que pode ficar sozinho, antes de poder dar frutos. Durante a expansão da haste principal, a videira é amarrada frouxamente a um suporte vertical de 1.8 m de altura ou mais. Depois de atingida a fase de frutificação, as videiras são cuidadosamente podadas para controlar o número de gemas.
Os morangos são plantados no início da primavera, no meio do verão ou mais tarde, dependendo da latitude. As plantas dão frutos na primavera do ano seguinte. Uma variedade chamada morangos perenes produz uma segunda safra menor de frutas no outono. A maioria dos morangos é propagada naturalmente por meio de estolões que se formam cerca de dois meses após o plantio. A fruta é encontrada ao nível do solo. Amoras, como framboesas, são tipicamente arbustos com caules espinhosos (canas) e frutas comestíveis. As partes subterrâneas das silvas são perenes e as canas bienais; apenas as bengalas do segundo ano dão flores e frutos. As amoras crescem em alturas de 2 m ou menos. Como as videiras, as bagas requerem podas frequentes.
As práticas de cultivo diferem para cada espécie de fruta, dependendo do tipo de solo, clima e fertilizante de que necessita. O controle rigoroso de insetos e doenças é essencial, muitas vezes exigindo aplicação frequente de pesticidas. Alguns produtores modernos mudaram para controles biológicos e monitoramento cuidadoso das populações de pragas, pulverizando produtos químicos apenas nos momentos mais eficazes. A maioria das uvas e bagas são colhidas à mão.
Em um estudo de lesões não fatais no período de 10 anos de 1981 a 1990 na Califórnia, a lesão mais comum nessa categoria de fazendas foram entorses e distensões, respondendo por 42% de todas as lesões relatadas. Lacerações, fraturas e contusões representaram outros 37% das lesões. As causas mais comuns de lesões foram ser atingido por um objeto (27%), esforço excessivo (23%) e quedas (19%) (AgSafe 1992). Em uma pesquisa de 1991, Steinke (1991) constatou que 65% das lesões em fazendas identificadas como produtoras dessa categoria de cultivos na Califórnia eram distensões, entorses, lacerações, fraturas e contusões. As partes do corpo lesadas foram dedos (17%), costas (15%), olhos (14%) e mão ou punho (11%). Villarejo (1995) relatou que havia 6,000 pedidos de indenização concedidos por 100,000 equivalentes a tempo integral para trabalhadores na produção de morango na Califórnia em 1989. Ele também observou que a maioria dos trabalhadores não encontra emprego ao longo do ano, de modo que a porcentagem de trabalhadores que sofrem as lesões podem ser várias vezes maiores do que os 6% relatados.
Problemas musculoesqueléticos
O principal perigo associado às lesões músculo-esqueléticas nestas culturas é o ritmo de trabalho. Se o proprietário estiver trabalhando nos campos, ele normalmente está trabalhando rapidamente para terminar uma tarefa e passar para a próxima tarefa. A mão-de-obra contratada é muitas vezes paga por peça, a prática de pagar pelo trabalho apenas com base no que é realizado (isto é, quilogramas de bagas colhidas ou número de videiras podadas). Este tipo de pagamento muitas vezes está em desacordo com o tempo extra necessário para garantir que os dedos estejam fora do tosquiador antes de apertar, ou caminhar cuidadosamente de e para a borda do campo ao trocar cestas cheias por vazias durante a colheita. Um alto índice de desempenho no trabalho pode levar ao uso de más posturas, riscos indevidos e não cumprimento das boas práticas e procedimentos de segurança.
A poda manual de bagas ou vinhas requer o aperto frequente da mão para envolver um aparador ou o uso frequente de uma faca. Os riscos da faca são óbvios, pois não há superfície sólida contra a qual colocar a videira, broto ou caule e é provável que ocorram cortes frequentes nos dedos, mãos, braços, pernas e pés. A poda com faca deve ser feita apenas como último recurso.
Embora um aparador seja a ferramenta preferida para a poda, seja na estação de dormência ou enquanto a folhagem está nas plantas ou vinhas, seu uso apresenta riscos. O maior risco de segurança é a ameaça de cortes por contato com a lâmina aberta ao colocar uma videira ou caule nas mandíbulas, ou de corte inadvertido de um dedo ao cortar também uma videira ou caule. Luvas resistentes de couro ou tecido são uma boa proteção contra ambos os perigos e também podem fornecer proteção contra dermatite de contato, alergias, insetos, abelhas e cortes de uma treliça.
A frequência e o esforço necessários para o corte determinam a probabilidade de desenvolvimento de lesões por trauma cumulativo. Embora os relatórios de lesões atualmente não mostrem lesões generalizadas, acredita-se que isso se deva à frequente rotação de empregos encontrada nas fazendas. A força necessária para operar um tosquiador comum excede os valores recomendados, e a frequência do esforço indica o potencial para distúrbios de trauma cumulativo, de acordo com as diretrizes aceitas (Miles 1996).
Para minimizar a probabilidade de ferimentos, os aparadores devem ser mantidos bem lubrificados e as lâminas devem ser afiadas com frequência. Quando se encontram vinhas grandes, como são frequentes nas uvas, o tamanho da tosquiadeira deve ser aumentado em conformidade, para não sobrecarregar o pulso ou a própria tosquiadeira. Tesouras de poda ou serras de poda são frequentemente necessárias para o corte seguro de grandes vinhas ou plantas.
O levantamento e o transporte de cargas são normalmente associados à colheita dessas culturas. As bagas ou frutos são geralmente colhidos à mão e transportados em algum tipo de cesto ou transportador até a borda do campo, onde são depositados. As cargas geralmente não são pesadas (10 kg ou menos), mas a distância a ser percorrida é significativa em muitos casos e em terrenos irregulares, que também podem ser molhados ou escorregadios. Os trabalhadores não devem correr em terrenos irregulares e devem manter uma base firme o tempo todo.
A colheita dessas safras geralmente é feita em posturas desajeitadas e em ritmo acelerado. As pessoas normalmente torcem e dobram, dobram-se no chão sem dobrar os joelhos e movem-se rapidamente entre o arbusto ou videira e o recipiente. Às vezes, os contêineres são colocados no chão e empurrados ou puxados junto com o trabalhador. Frutas e bagas podem ser encontradas em qualquer lugar desde o nível do solo até 2 m de altura, dependendo da cultura. As silvas são normalmente encontradas em alturas de 1 m ou menos, levando a uma curvatura quase contínua do dorso durante a colheita. Os morangos estão ao nível do solo, mas os trabalhadores permanecem de pé e se abaixam para colher.
As uvas também são comumente cortadas para libertá-las da videira durante a colheita manual. Esse movimento de corte também é muito frequente (centenas de vezes por hora) e requer força suficiente para causar preocupação com lesões de trauma cumulativo se a temporada de colheita durar mais do que algumas semanas.
Trabalhar com treliças ou mandris é frequentemente envolvido na produção de vinhas e bagas. Instalar ou consertar mandris freqüentemente envolve fazer trabalho em alturas acima da cabeça e alongar enquanto exerce uma força. Esforço sustentado deste tipo pode levar a lesões cumulativas. Cada instância é uma exposição a lesões por estiramento e entorse, particularmente nos ombros e braços, resultantes do exercício de força significativa durante o trabalho em uma postura inadequada. Treinar plantas em treliças requer o esforço de força substancial, uma força que é aumentada pelo peso das videiras, folhagens e frutos. Esta força é comumente exercida através dos braços, ombros e costas, todos os quais são suscetíveis a lesões agudas e de longo prazo de tal esforço excessivo.
Pesticidas e Fertilizantes
Uvas e bagas estão sujeitas a frequentes aplicações de pesticidas para controle de insetos e patógenos de doenças. Aplicadores, misturadores, carregadores e qualquer outra pessoa no campo ou auxiliando na aplicação devem seguir as precauções listadas no rótulo do pesticida ou conforme exigido pelos regulamentos locais. As aplicações nessas culturas podem ser particularmente perigosas devido à natureza do depósito necessário para o controle de pragas. Freqüentemente, todas as partes da planta devem ser cobertas, incluindo a parte inferior das folhas e todas as superfícies dos frutos ou bagas. Isso geralmente implica o uso de gotículas muito pequenas e o uso de ar para promover a penetração do dossel e o depósito do pesticida. Assim, são produzidos muitos aerossóis, que podem ser perigosos por inalação, vias de exposição ocular e dérmica.
Os fungicidas são freqüentemente aplicados como pó em uvas e muitos tipos de bagas. O mais comum desses pós é o enxofre, que pode ser usado na agricultura orgânica. O enxofre pode ser irritante para o aplicador e para outras pessoas no campo. Também é conhecido por atingir concentrações de ar suficientes para causar explosões e incêndios. Deve-se tomar cuidado para evitar viajar através de uma nuvem de pó de enxofre com qualquer possível fonte de ignição, como um motor, motor elétrico ou outro dispositivo que produza faíscas.
Muitos campos são fumigados com materiais altamente tóxicos antes que essas culturas sejam plantadas, a fim de reduzir a população de pragas como nematóides, bactérias, fungos e vírus antes que possam atacar as plantas jovens. A fumigação geralmente envolve a injeção de um gás ou líquido no solo e a cobertura com uma folha de plástico para evitar que o pesticida escape cedo demais. A fumigação é uma prática especializada e deve ser tentada apenas por pessoas devidamente treinadas. Os campos fumigados devem ser afixados com advertências e não devem ser acessados até que a tampa tenha sido removida e o fumigante tenha se dissipado.
Fertilizantes podem gerar riscos durante sua aplicação. Pode ocorrer inalação de poeira, dermatite de contato com a pele e irritação dos pulmões, garganta e vias respiratórias. Uma máscara contra poeira pode ser útil para reduzir a exposição a níveis não irritantes.
Os trabalhadores podem ser obrigados a entrar nos campos para operações de cultivo, como irrigação, poda ou colheita logo após a aplicação de pesticidas. Se isso ocorrer antes do intervalo de reentrada especificado no rótulo do pesticida ou nos regulamentos locais, roupas de proteção devem ser usadas para proteger contra a exposição. A proteção mínima deve ser uma camisa de mangas compridas, calças compridas, luvas, cobertura para a cabeça, cobertura para os pés e proteção para os olhos. Proteção mais rigorosa, incluindo respirador, roupas impermeáveis e botas de borracha podem ser necessárias com base no pesticida usado, tempo desde a aplicação e regulamentos. As autoridades locais de pesticidas devem ser consultadas para determinar o nível adequado de proteção.
Exposições de máquinas
É comum o uso de maquinários nessas lavouras para preparo do solo, plantio, cultivo de ervas daninhas e colheita. Muitas dessas culturas são cultivadas em encostas e campos irregulares, aumentando a chance de capotamento de tratores e equipamentos. Devem ser seguidas as regras gerais de segurança da operação do trator e do equipamento para evitar capotamento, assim como a política de nenhum passageiro no equipamento, a menos que haja pessoal adicional para a operação adequada do equipamento e uma plataforma seja fornecida para sua segurança. Mais informações sobre o uso adequado dos equipamentos podem ser encontradas no artigo “Mecanização” deste capítulo e em outras partes deste enciclopédia.
Muitas dessas culturas também são cultivadas em campos irregulares, como em canteiros ou cumes ou em sulcos. Essas características aumentam o perigo quando se tornam lamacentas, escorregadias ou escondidas por ervas daninhas ou pela copa das plantas. Cair na frente do equipamento é um perigo, assim como cair e esticar ou torcer uma parte do corpo. Precauções extras devem ser tomadas, especialmente quando os campos estão úmidos ou na colheita, quando frutas descartadas podem estar sob os pés.
A poda mecânica de uvas está aumentando em todo o mundo. A poda mecânica normalmente envolve facas ou dedos giratórios para colher vinhas e passá-las por facas estacionárias. Este equipamento pode ser perigoso para qualquer pessoa nas proximidades do ponto de entrada dos cortadores e deve ser usado apenas por um operador devidamente treinado.
As operações de colheita normalmente usam várias máquinas ao mesmo tempo, exigindo coordenação e cooperação de todos os operadores do equipamento. As operações de colheita também, por sua própria natureza, incluem coleta e remoção de colheitas, que freqüentemente requerem o uso de hastes ou pás vibratórias, dedos de decapagem, ventiladores, operações de corte ou fatiamento e ancinhos, qualquer um dos quais é capaz de causar grandes danos físicos às pessoas que se envolvem neles. Deve-se tomar cuidado para não colocar ninguém perto da entrada de tais máquinas enquanto elas estiverem funcionando. As proteções da máquina devem sempre ser mantidas no lugar e mantidas. Se as proteções precisarem ser removidas para lubrificação, ajuste ou limpeza, elas devem ser recolocadas antes de ligar a máquina novamente. As proteções de uma máquina em operação nunca devem ser abertas ou removidas.
Outros perigos
Infecções
Uma das lesões mais comuns sofridas pelos trabalhadores em uvas e bagas é um corte ou perfuração, seja por espinhos na planta, ferramentas ou na treliça ou estrutura de suporte. Essas feridas abertas estão sempre sujeitas a infecções por muitas bactérias, vírus ou agentes infecciosos presentes nos campos. Tais infecções podem causar complicações sérias, até mesmo a perda de um membro ou a vida. Todos os trabalhadores de campo devem ser protegidos com uma imunização antitetânica atualizada. Os cortes devem ser lavados e limpos, e deve-se aplicar agente antibacteriano; qualquer infecção que se desenvolva deve ser tratada por um médico imediatamente.
Picadas de insetos e picadas de abelha
Os trabalhadores do campo que cuidam e colhem correm um risco maior de picadas de insetos e picadas de abelhas. Colocar as mãos e os dedos no dossel da planta para selecionar e agarrar frutas ou bagas maduras aumenta a exposição a abelhas e insetos que podem estar forrageando ou descansando no dossel. Alguns insetos também podem estar se alimentando dos frutos maduros, assim como roedores e outros animais nocivos. A melhor proteção é usar mangas compridas e luvas sempre que trabalhar na folhagem.
Radiação solar
Estresse por calor
A exposição à radiação solar excessiva e ao calor pode facilmente levar à exaustão pelo calor, insolação ou até mesmo à morte. O calor adicionado ao corpo humano por meio da radiação solar, do esforço de trabalho e da transferência de calor do ambiente deve ser retirado do corpo por meio do suor ou da perda de calor sensível. Quando a temperatura ambiente está acima de 37 °C (isto é, temperatura normal do corpo), não pode haver perda de calor sensível, então o corpo deve depender apenas da transpiração para se resfriar.
A transpiração requer água. Quem trabalha ao sol ou em clima quente deve beber bastante líquido durante todo o dia. Água ou bebidas esportivas devem ser usadas, mesmo antes de sentir sede. Álcool e cafeína devem ser evitados, pois tendem a agir como diuréticos e, na verdade, aceleram a perda de água e interferem no processo de regulação do calor do corpo. Muitas vezes é recomendado que as pessoas bebam 1 litro por hora de trabalho ao sol ou em climas quentes. Um sinal de ingestão insuficiente de líquidos é a falta de necessidade de urinar.
Doenças relacionadas ao calor podem ser fatais e requerem atenção imediata. As pessoas que sofrem de exaustão pelo calor devem deitar-se à sombra e beber muitos líquidos. Qualquer pessoa que sofra de insolação está em grave perigo e precisa de atenção imediata. A assistência médica deve ser convocada imediatamente. Se a assistência não estiver disponível em questão de minutos, deve-se tentar resfriar a vítima mergulhando-a em água fria. Se a vítima estiver inconsciente, a respiração contínua deve ser assegurada por meio de primeiros socorros. Não dê líquidos pela boca.
Os sinais de doenças relacionadas com o calor incluem transpiração excessiva, fraqueza nos membros, desorientação, dores de cabeça, tonturas e, em casos extremos, perda de consciência e também perda da capacidade de suar. Os últimos sintomas são imediatamente fatais e uma ação é necessária.
Trabalhar em vinhas e campos de bagas pode aumentar o risco de doenças relacionadas com o calor. A circulação de ar é reduzida entre as fileiras e há a ilusão de trabalhar parcialmente à sombra. Alta umidade relativa e cobertura de nuvens também podem dar uma falsa impressão dos efeitos do sol. É necessário beber bastante líquido sempre que trabalhar nos campos.
Doenças de pele
A exposição prolongada ao sol pode levar ao envelhecimento prematuro da pele e aumentar a probabilidade de câncer de pele. As pessoas expostas aos raios solares diretos devem usar roupas ou protetores solares para fornecer proteção. Em latitudes mais baixas, mesmo alguns minutos de exposição ao sol podem resultar em queimaduras graves, especialmente em pessoas de pele clara.
Os cânceres de pele podem começar em qualquer parte do corpo, e os cânceres suspeitos devem ser examinados imediatamente por um médico. Alguns dos sinais frequentes de câncer de pele ou lesões pré-cancerosas são alterações em uma toupeira ou marca de nascença, uma borda irregular, sangramento ou alteração na cor, geralmente para um tom marrom ou cinza. Aqueles com histórico de exposição ao sol devem passar por exames anuais de câncer de pele.
Dermatite de contato e outras alergias
O contato frequente e prolongado com excreções ou pedaços de plantas pode resultar em sensibilização e casos de alergias de contato e dermatites. A prevenção através do uso de camisas de mangas compridas, calças compridas e luvas sempre que possível é o curso de ação preferido. Alguns cremes podem ser usados para fornecer uma barreira à transferência de irritantes para a pele. Se a pele não puder ser protegida da exposição às plantas, lavar imediatamente após o término do contato com as plantas minimizará os efeitos. Casos de dermatite com erupções cutâneas ou que não cicatrizam devem ser examinados por um médico.
Perfil Geral
Visão geral
A pesca está entre as atividades produtivas mais antigas da humanidade. Pesquisas arqueológicas e históricas mostram que a pesca – tanto de água doce quanto oceânica – era comum em civilizações antigas. De fato, parece que os assentamentos humanos foram frequentemente estabelecidos em áreas de boa pesca. Essas descobertas sobre o papel da pesca para o sustento humano são confirmadas pela pesquisa antropológica moderna das sociedades primitivas.
Durante os últimos séculos, a pesca mundial foi radicalmente transformada. Os métodos tradicionais de pesca foram em grande parte substituídos por uma tecnologia mais moderna decorrente da revolução industrial. Isso foi seguido por um aumento dramático no esforço de pesca efetivo, um aumento muito menor nos níveis globais de captura e um sério declínio em muitos estoques de peixes. A industrialização da pesca global também levou à desestabilização e ao declínio de muitas pescarias tradicionais. Finalmente, o aumento da pressão pesqueira mundial deu origem a disputas internacionais sobre os direitos de pesca.
Em 1993, a pesca mundial de pescado era de cerca de 100 milhões de toneladas métricas por ano (FAO 1995). Desta quantidade, a piscicultura (aquacultura e maricultura) representou cerca de 16 milhões de toneladas. Assim, a pesca mundial produziu cerca de 84 milhões de toneladas por ano. Cerca de 77 milhões de toneladas provêm da pesca marítima e o restante, cerca de 7 milhões de toneladas, da pesca interior. Para capturar esta quantidade, havia uma frota pesqueira com 3.5 milhões de embarcações e cerca de 30 milhões de toneladas brutas registradas (FAO 1993, 1995). Existem poucos dados concretos sobre o número de pescadores empregados na operação dessa frota. A Organização das Nações Unidas para Agricultura e Alimentação (FAO 1993) estimou que podem chegar a 13 milhões. Há ainda menos informações sobre o número de trabalhadores empregados no processamento e distribuição da pesca. Estimados conservadoramente, podem ser 1 a 2 vezes o número de pescadores. Isso significa que 25 a 40 milhões de pessoas podem estar diretamente empregadas na indústria pesqueira em todo o mundo.
A Ásia é de longe o maior continente pesqueiro do mundo, com quase metade da pesca anual total (FAO 1995). As Américas do Norte e do Sul juntas (30%) vêm em seguida, seguidas pela Europa (15%). Como continentes pesqueiros, África e Oceania são relativamente insignificantes, com colheita combinada de cerca de 5% da captura global anual.
Em 1993, a maior nação pesqueira em termos de volume de pesca era a China, com cerca de 10 milhões de toneladas de captura marinha, correspondendo a cerca de 12% da captura global de pescado marinho. O segundo e terceiro lugares foram ocupados por Peru e Japão, cada um com cerca de 10% da captura marinha global. Em 1993, 19 nações tiveram uma captura marinha superior a 1 milhão de toneladas.
A pesca mundial de peixes está distribuída por um grande número de espécies e pescarias. Muito poucas pescarias têm um rendimento anual superior a 1 milhão de toneladas. Os maiores em 1993 foram a pesca de anchova peruana (8.3 milhões de toneladas), a pesca de escamudo do Alasca (4.6 milhões de toneladas) e a pesca de carapau chileno (3.3 milhões de toneladas). Juntas, essas três pescarias respondem por cerca de 1/5 da colheita marinha total do mundo.
Evolução e Estrutura da Indústria Pesqueira
A combinação de crescimento populacional e avanços na tecnologia pesqueira levou a uma grande expansão da atividade pesqueira. Começando há séculos na Europa, essa expansão foi particularmente pronunciada em todo o mundo durante o século atual. De acordo com as estatísticas da FAO (FAO 1992, 1995), o total mundial de capturas quadruplicou desde 1948, de menos de 20 milhões de toneladas para o nível atual de cerca de 80 milhões de toneladas. Isso corresponde a quase 3% de crescimento anual. No entanto, durante os últimos anos, a colheita oceânica estagnou em cerca de 80 milhões de toneladas por ano. À medida que o esforço pesqueiro global continua a aumentar, isso sugere que a exploração dos estoques de peixes mais importantes do mundo já atingiu ou excedeu o rendimento máximo sustentável. Portanto, a menos que novos estoques de peixes sejam explorados, a captura de peixes oceânicos não pode aumentar no futuro.
O beneficiamento e a comercialização da pesca do pescado também tiveram grande expansão. Auxiliados por melhorias na tecnologia de transporte e conservação e estimulados pelo aumento da renda pessoal real, volumes cada vez maiores de capturas são processados, embalados e comercializados como produtos alimentícios de alto valor. É provável que essa tendência continue em um ritmo ainda mais rápido no futuro. Isso significa um valor agregado substancialmente aumentado por unidade de captura. No entanto, também representa uma substituição da atividade tradicional de processamento e distribuição de pescado por métodos de produção industrial de alta tecnologia. Mais seriamente, este processo (às vezes referido como a globalização dos mercados de peixe) ameaça privar as comunidades subdesenvolvidas do seu abastecimento básico de peixe devido à oferta excessiva do mundo industrializado.
A pesca mundial hoje é composta por dois setores bastante distintos: a pesca artesanal e a pesca industrial. A maior parte da pesca artesanal é uma continuação da pesca local tradicional que mudou muito pouco ao longo dos séculos. Consequentemente, são geralmente pescarias de baixa tecnologia e mão-de-obra intensiva confinadas a áreas de pesca próximas ou costeiras (veja o artigo “Estudo de Caso: Mergulhadores Indígenas”). A pesca industrial, ao contrário, é de alta tecnologia e extremamente intensiva em capital. As embarcações de pesca industrial são geralmente grandes e bem equipadas e podem percorrer amplamente os oceanos.
Com relação ao número de embarcações e empregos, o setor artesanal domina a pesca mundial. Quase 85% das embarcações pesqueiras do mundo e 75% dos pescadores são artesanais. Apesar disso, devido à sua baixa tecnologia e alcance limitado, a frota artesanal representa apenas uma pequena fração da pesca mundial. Além disso, devido à baixa produtividade da frota artesanal, a renda dos pescadores artesanais é geralmente baixa e suas condições de trabalho precárias. O setor da pesca industrial é economicamente muito mais eficiente. Embora a frota industrial represente apenas 15% das embarcações pesqueiras mundiais e aproximadamente 50% da tonelagem total da frota pesqueira mundial, ela é responsável por mais de 80% do volume de pesca marítima no mundo.
O aumento da pesca durante este século é causado principalmente por uma expansão da pesca industrial. A frota industrial aumentou a eficácia da atividade de colheita em áreas de pesca tradicionais e expandiu o alcance geográfico da pesca de áreas costeiras relativamente rasas para quase todas as partes dos oceanos onde os peixes podem ser encontrados. Em contraste, a pesca artesanal permaneceu relativamente estagnada, embora também tenha havido progresso técnico nesta parte da pesca.
Importância Econômica
O valor atual da pesca global nas docas é estimado em cerca de US$ 60 a 70 bilhões (FAO 1993, 1995). Embora se possa presumir que o processamento e distribuição de pescado duplique ou triplique esta quantidade, a pesca é, no entanto, uma indústria relativamente menor do ponto de vista global, especialmente quando comparada com a agricultura, a principal indústria de produção de alimentos do mundo. Para certas nações e regiões, no entanto, a pesca é muito importante. Isso se aplica, por exemplo, a muitas comunidades que fazem fronteira com o Atlântico Norte e o Pacífico Norte. Além disso, em muitas comunidades da África Ocidental, América do Sul e Sudeste Asiático, a pesca é a principal fonte de proteína animal da população e, consequentemente, tem grande importância econômica.
Gestão de Pesca
O esforço pesqueiro global aumentou acentuadamente durante este século, especialmente após o fim da Segunda Guerra Mundial. Como resultado, muitos dos estoques de peixes mais valiosos do mundo foram esgotados a ponto de o aumento do esforço de pesca levar a uma queda no nível de captura sustentável. A FAO estima que a maioria dos principais estoques de peixes do mundo são totalmente utilizados ou sobreexplorado nesse sentido (FAO 1995). Como resultado, a colheita de muitas das espécies mais importantes do mundo diminuiu e, apesar dos avanços contínuos na tecnologia pesqueira e do aumento do preço real do peixe, os retornos econômicos da atividade pesqueira diminuíram.
Diante da diminuição dos estoques de peixes e do declínio da lucratividade da indústria pesqueira, a maioria das nações pesqueiras do mundo procurou ativamente meios para remediar a situação. Esses esforços geralmente seguiram duas rotas: extensões das jurisdições nacionais de pesca para 200 milhas náuticas e mais, e a imposição de novos sistemas de gerenciamento de pesca dentro das jurisdições nacionais de pesca.
Muitos métodos diferentes de gestão pesqueira têm sido empregados com o objetivo de melhorar a economia da pesca. Reconhecendo que a origem do problema da pesca é a natureza de propriedade comum dos estoques pesqueiros, os sistemas de gestão pesqueira mais avançados procuram resolver o problema definindo direitos de quase propriedade na pesca. Um método comum é definir a captura total permitida para cada espécie e, em seguida, alocar essa captura total permitida para empresas de pesca individuais na forma de cotas de captura individuais. Essas cotas de captura constituem um direito de propriedade na pescaria. Desde que as cotas sejam negociáveis, a indústria pesqueira considera vantajoso restringir o esforço de pesca ao mínimo necessário para obter o total permitido de captura e, desde que as cotas também sejam permanentes, ajustar o tamanho da frota pesqueira ao longo prazo. rendimento sustentável da pesca. Este método de gestão da pesca (geralmente referido como o sistema de cotas individuais transferíveis (ITQ)) está se expandindo rapidamente no mundo de hoje e parece provável que se torne a norma de gestão para o futuro.
A gama crescente de jurisdições pesqueiras nacionais e os sistemas de gestão baseados em direitos de propriedade que estão sendo implementados nelas implicam uma reestruturação substancial da pesca. O cercamento virtual dos oceanos do mundo pelas jurisdições nacionais de pesca, já em andamento, obviamente eliminará a pesca em águas distantes. Os sistemas de gestão pesqueira baseados em direitos de propriedade também representam um aumento da incursão das forças de mercado na pesca. A pesca industrial é economicamente mais eficiente do que a pesca artesanal. Além disso, as empresas de pesca industrial estão em melhor posição para se ajustar aos novos sistemas de gestão da pesca do que os pescadores artesanais. Assim, parece que a atual evolução da gestão pesqueira representa mais uma ameaça à forma artesanal de pesca. Diante disso e da necessidade de reduzir o esforço pesqueiro global, parece inevitável que o nível de emprego na pesca mundial caia drasticamente no futuro.
Pomares
Geralmente, as fazendas onde crescem árvores frutíferas nas zonas temperadas são chamadas de pomares; as árvores tropicais são normalmente cultivadas em plantações ou bosques de aldeias. Árvores frutíferas naturais foram criadas e selecionadas ao longo dos séculos para produzir uma diversidade de cultivares. As culturas de pomares temperados incluem maçã, pêra, pêssego, nectarina, ameixa, damasco, cereja, caqui e ameixa. Culturas de nozes cultivadas em climas temperados ou semitropicais incluem nozes, amêndoas, nozes, avelãs, avelãs, castanhas e pistache. As culturas de pomares semitropicais incluem laranja, toranja, tangerina, lima, limão, figos, kiwis, tangelo, kumquat, calamondin (laranja do Panamá), cidra, pomelo javanês e tâmara.
Sistemas de Pomar
O cultivo de árvores frutíferas envolve vários processos. Os fruticultores podem optar por propagar seu próprio estoque plantando sementes ou assexuadamente por meio de uma ou mais técnicas de corte, brotamento, enxertia ou cultura de tecidos. Os horticultores aram ou aramam o solo para plantar o estoque de árvores, cavam buracos no solo, plantam a árvore e adicionam água e fertilizante.
Cultivar a árvore requer fertilização, controle de ervas daninhas, irrigação e proteção da árvore da geada da primavera. O fertilizante é aplicado agressivamente durante os primeiros anos de crescimento de uma árvore. Os componentes das misturas de fertilizantes utilizados incluem nitrato e sulfato de amônio, fertilizante elementar (nitrogênio, fósforo e potássio), farelo de algodão, farinha de sangue, farinha de peixe, lodo de esgoto esterilizado e ureia formaldeído (liberação lenta). As ervas daninhas são controladas por cobertura morta, lavoura, roçada, capina e aplicação de herbicidas. Os inseticidas e fungicidas são aplicados com pulverizadores, que são tracionados por tratores nas operações maiores. Várias pragas podem danificar a casca ou comer a fruta, incluindo esquilos, coelhos, guaxinins, gambás, camundongos, ratos e veados. Os controles incluem redes, armadilhas vivas, cercas elétricas e armas, bem como impedimentos visuais ou odores.
As geadas da primavera podem destruir as flores em questão de horas. Sprinklers aéreos são usados para manter uma mistura de água e gelo de modo que a temperatura não caia abaixo de zero. Produtos químicos especiais de proteção contra congelamento podem ser aplicados com a água para controlar as bactérias nucleadoras do gelo, que podem atacar o tecido danificado da árvore. Aquecedores também podem ser usados no pomar para evitar o congelamento, podendo ser a óleo em áreas abertas ou lâmpadas elétricas incandescentes sob um filme plástico suportado por armações de tubos plásticos.
As ferramentas de poda podem transmitir doenças, por isso são embebidas em uma solução de água com cloro ou álcool isopropílico após a poda de cada árvore. Todos os membros e aparas são removidos, triturados e compostados. Os membros são treinados, o que requer o posicionamento de andaimes entre os membros, construindo treliças, cravando estacas verticais no solo e amarrando os membros a esses dispositivos.
A abelha melífera é o principal polinizador das árvores frutíferas. O anelamento parcial - cortes com faca na casca de cada lado do tronco - do pessegueiro e da pereira pode estimular a produção. Para evitar excesso de crescimento, quebra de galhos e produção irregular, os pomares diluem os frutos manualmente ou quimicamente. O inseticida carbaril (Sevin), um fotoinibidor, é usado para desbaste químico.
A colheita manual de frutas requer subir escadas, alcançar a fruta ou nozes, colocar a fruta em recipientes e carregar o recipiente cheio escada abaixo até uma área de coleta. As nozes-pecã são derrubadas das árvores com varas compridas e colhidas manualmente ou por uma máquina especial que envolve e sacode o tronco da árvore e pega e canaliza automaticamente as nozes-pecã para um recipiente. Caminhões e carretas são comumente usados no campo durante a colheita e para transporte em vias públicas.
Riscos nas colheitas de árvores
Os horticultores usam uma variedade de produtos químicos agrícolas, incluindo fertilizantes, herbicidas, inseticidas e fungicidas. As exposições a pesticidas ocorrem durante a aplicação, a partir de resíduos durante várias tarefas, da deriva de pesticidas, durante a mistura e carregamento e durante a colheita. Os funcionários também podem estar expostos a ruído, exaustão de diesel, solventes, combustíveis e óleos. O melanoma maligno também é elevado para os horticultores, especialmente no tronco, couro cabeludo e braços, presumivelmente devido à luz solar (exposição ultravioleta). O manuseio de alguns tipos de frutas, principalmente as cítricas, pode causar alergias ou outros problemas de pele.
Os cortadores rotativos são máquinas populares para cortar ervas daninhas. Esses cortadores são acoplados e movidos por tratores. Pilotos em tratores podem cair e ser gravemente feridos ou mortos pelo cortador de grama, e detritos podem ser arremessados centenas de metros e causar ferimentos.
A construção de cercas, treliças e estacas verticais em pomares pode exigir o uso de cavadores de poste montados em trator ou batedores de poste. Escavadores de postes são trados movidos a trator que fazem furos de 15 a 30 cm de diâmetro. Post drivers são drivers de impacto de trator para bater postes no solo. Ambas as máquinas são perigosas se não forem operadas corretamente.
O fertilizante seco pode causar queimaduras na pele e irritação da boca, nariz e olhos. O mecanismo giratório na parte traseira de um espalhador de transmissão centrífuga também é uma fonte de lesões. Os espalhadores também são limpos com óleo diesel, que apresenta risco de incêndio.
Fatalidades entre os trabalhadores do pomar podem ocorrer devido a acidentes com veículos motorizados, capotamentos de tratores, incidentes com máquinas agrícolas e eletrocussões causadas por canos de irrigação em movimento ou escadas que entram em contato com linhas elétricas aéreas. Para o trabalho no pomar, as estruturas de proteção contra capotamento (ROPs) são comumente removidas dos tratores por causa de sua interferência com os galhos das árvores.
O manuseio manual de frutas e nozes nas operações de colheita e transporte coloca os pomares em
risco de entorse e lesão por distensão. Além disso, as ferramentas manuais, como facas e tesouras, são perigosas para cortes no trabalho do pomar. Os horticultores também estão expostos a objetos que caem das árvores durante a colheita e a lesões causadas por quedas de escadas.
Controle de perigo
No uso de pesticidas, a praga deve ser identificada primeiro para que o método de controle mais eficaz e o tempo de controle possam ser usados. Os procedimentos de segurança do rótulo devem ser seguidos, incluindo o uso de equipamentos de proteção individual. O estresse por calor é um perigo quando se usa equipamento de proteção, portanto, pausas frequentes para descanso e muita água potável são necessárias. Deve-se dar atenção para permitir tempo de reentrada suficiente para evitar exposições perigosas de resíduos de pesticidas, e o desvio de pesticidas de aplicações em outras partes do pomar precisa ser evitado. Boas instalações sanitárias são necessárias e luvas podem ser úteis para evitar problemas de pele. Além disso, a tabela 1 mostra várias precauções de segurança na operação de roçadeiras rotativas, escavadeiras de postes, acionadores de postes e distribuição de fertilizantes.
Tabela 1. Precauções de segurança para cortadores rotativos, escavadores de postes e acionadores de postes
Cortadores rotativos (cortadores)
- Evite cortar tocos de árvores, metais e pedras, que podem se transformar em projéteis arremessados
do cortador.
- Mantenha as pessoas fora da área de trabalho para evitar serem atingidas por objetos voadores.
- Mantenha os protetores de corrente ao redor do cortador para evitar que projéteis sejam
- jogado do cortador.
- Não permita que os passageiros do trator evitem cair sob o cortador.
- Mantenha as blindagens da tomada de força no lugar.
- Desengate a tomada de força antes de ligar o trator.
- Tenha cuidado ao fazer curvas fechadas e puxar cortadores rebocados para não
prender o cortador na roda do trator, o que pode fazer com que o cortador
lançado em direção ao operador.
- Use pesos nas rodas dianteiras quando estiver conectado a um cortador de grama pelo engate de três pontos para
de modo a manter as rodas dianteiras redondas para manter o controle da direção.
- Use pneus largos, se possível, para aumentar a estabilidade do trator.
- Abaixe o cortador até o chão antes de deixá-lo sem vigilância.
Escavadeiras (trados montados em trator)
- Mude a transmissão para estacionamento ou ponto morto antes da operação.
- Ajuste os freios do trator antes de cavar.
- Execute a escavadeira lentamente para manter o controle.
- Cavar o buraco em pequenos passos.
- Nunca use cabelos soltos, roupas ou cordões ao cavar.
- Mantenha todos afastados do sem-fim e dos eixos de transmissão durante a escavação.
- Pare a broca e abaixe-a até o solo quando não estiver cavando.
- Não ligue a energia ao desalojar uma broca. Remover brocas alojadas
manualmente, girando-o no sentido anti-horário e, em seguida, levante hidraulicamente o sem-fim com o trator.
Postar motoristas (montado em trator, driver de impacto)
- Desligue o motor do trator e abaixe o martelo antes da lubrificação ou ajuste.
- Nunca coloque as mãos entre o topo do poste e o martelo.
- Não exceda o curso do martelo recomendado por minuto.
- Use uma guia para segurar o poste durante a condução, caso o poste quebre.
- Mantenha as mãos longe dos postes que estão prestes a ser cravados.
- Coloque todas as proteções no lugar antes da operação.
- Use óculos de segurança e proteção auditiva durante a operação.
Espalhamento de fertilizante (mecânico)
- Fique longe da parte traseira dos distribuidores de fertilizantes.
- Não desconecte um espalhador enquanto ele estiver em operação.
- Trabalhe em áreas bem ventiladas longe de fontes de ignição de fogo ao limpar
os espalhadores com óleo diesel.
- Mantenha a pele longe da poeira, use camisas de mangas compridas e gola de botão quando
manuseio de fertilizante seco. Lave várias vezes ao dia.
- Trabalhe com o vento soprando para longe do trabalho.
- Os operadores do trator devem conduzir o vento cruzado até o espalhador para evitar que a poeira sopre sobre eles.
Onde os ROPs interferem no trabalho do pomar, devem ser instalados ROPs dobráveis ou telescópicos. O operador não deve usar o cinto de segurança no assento ao operar sem ROPs implantados. Assim que o espaço acima da cabeça permitir, os ROPs devem ser acionados e o cinto de segurança colocado.
Para evitar quedas, deve ser proibido o uso do degrau superior da escada, os degraus da escada devem ter superfícies antiderrapantes e os trabalhadores devem ser treinados e orientados sobre o uso correto da escada no início do trabalho. Escadas não condutoras ou escadas com isoladores projetados devem ser usadas para evitar possíveis choques elétricos se entrarem em contato com uma linha de energia.
" ISENÇÃO DE RESPONSABILIDADE: A OIT não se responsabiliza pelo conteúdo apresentado neste portal da Web em qualquer idioma que não seja o inglês, que é o idioma usado para a produção inicial e revisão por pares do conteúdo original. Algumas estatísticas não foram atualizadas desde a produção da 4ª edição da Enciclopédia (1998)."