- Você está aqui:
-
Início

- Parte X. Indústrias Baseadas em Recursos Biológicos

Categorias crianças

64. Indústrias baseadas em agricultura e recursos naturais (34)

64. Indústrias Baseadas na Agricultura e Recursos Naturais
Editor de Capítulo: Melvin L. Myers
Conteúdo
Tabelas e Figuras
Perfil Geral
Melvin L. Myers
Estudo de Caso: Fazendas Familiares
Ted Scharf, David E. Baker e Joyce Salg
Sistemas Agrícolas
Plantações
Melvin L. Myers e IT Cabrera
Trabalhadores agrícolas migrantes e sazonais
Marco B. Schenker
Agricultura Urbana
Melvin L. Myers
Operações de Estufa e Viveiro
Mark M. Methner e John A. Miles
Floricultura
Samuel H. Henao
Educação de Agricultores sobre Agrotóxicos: Um Estudo de Caso
Merri Weinger
Operações de plantio e cultivo
Yuri Kundiev e VI Chernyuk
Operações de Colheita
William E. Campo
Operações de Armazenamento e Transporte
Thomas L. Feijão
Operações Manuais na Agricultura
Pranab Kumar Nag
Mecanização
Dennis Murphy
Estudo de Caso: Máquinas Agrícolas
LW Knapp, Jr.
Culturas de Alimentos e Fibras
arroz
Malinée Wongphanich
Grãos Agrícolas e Oleaginosas
Charles Schwab
Cultivo e Processamento da Cana-de-Açúcar
RA Munoz, EA Suchman, JM Baztarrica e Carol J. Lehtola
colheita de batata
Steven Johnson
Legumes e Melões
BH Xu e Toshio Matsushita
Culturas de árvores, amoras e vinhas
Bagas e uvas
William E. Steinke
Pomares
Melvin L. Myers
Árvores Tropicais e Palmeiras
Melvin L. Myers
Produção de Casca e Seiva
Melvin L. Myers
bambu e cana
Melvin L. Myers e YC Ko
Culturas Especiais
Cultivo de Tabaco
Gerald F. Peedin
Ginseng, hortelã e outras ervas
Larry J. Chapman
Cogumelos
LJLD Van Griensven
Plantas aquáticas
Melvin L. Myers e JWG Lund
Culturas de bebidas
Cultivo de café
Jorge da Rocha Gomes e Bernardo Bedrikow
Cultivo de Chá
LVR Fernando
hops
Thomas Karsky e William B. Symons
Questões de Saúde e Meio Ambiente
Problemas de saúde e padrões de doenças na agricultura
Melvin L. Myers
Estudo de Caso: Agromedicina
Stanley H. Schuman e Jere A. Brittain
Questões Ambientais e de Saúde Pública na Agricultura
Melvin L. Myers
Tabelas
Clique em um link abaixo para visualizar a tabela no contexto do artigo.
1. Fontes de nutrientes
2. Dez passos para uma pesquisa de risco de trabalho em plantações
3. Sistemas de cultivo em áreas urbanas
4. Conselhos de segurança para equipamento de relva e jardim
5. Categorização das atividades agrícolas
6. Perigos comuns do trator e como eles ocorrem
7. Riscos comuns de maquinário e onde eles ocorrem
8. Precauções de segurança
9. Árvores, frutas e palmeiras tropicais e subtropicais
10. produtos de palma
11. Produtos e usos da casca e da seiva
12. Perigos respiratórios
13. Perigos dermatológicos
14. Riscos tóxicos e neoplásicos
15. Riscos de lesões
16. Acidentes com afastamento, Estados Unidos, 1993
17. Riscos de estresse mecânico e térmico
18. Riscos comportamentais
19. Comparação de dois programas de agromedicina
20. Culturas geneticamente modificadas
21. Cultivo de drogas ilícitas, 1987, 1991 e 1995
figuras
Aponte para uma miniatura para ver a legenda da figura, clique para ver a figura no contexto do artigo.
|
|







































65. Indústria de bebidas (10)
65. Indústria de bebidas
Editor do Capítulo: Lance A. Ward
Conteúdo
Tabelas e Figuras
Perfil Geral
David Franson
Fabricação de concentrado de refrigerante
Zaida Colón
Engarrafamento e enlatamento de refrigerantes
Mateus Hirsheimer
Indústria de Café
Jorge da Rocha Gomes e Bernardo Bedrikow
Indústria de Chá
Lou Piombino
Indústria de Bebidas Destiladas
RG Aldi e Rita Seguin
Indústria do Vinho
Álvaro Durão
Indústria cervejeira
JF Eustáquio
Preocupações com a saúde e o meio ambiente
Lance A. Ward
Tabelas
Clique em um link abaixo para visualizar a tabela no contexto do artigo.
1. Importadores de café selecionados (em toneladas)
figuras
Aponte para uma miniatura para ver a legenda da figura, clique para ver a figura no contexto do artigo.








66. Pesca (10)
66. pescaria
Editores de Capítulo: Hulda Ólafsdóttir e Vilhjálmur Rafnsson
Conteúdo
Tabelas e Figuras
Perfil Geral
Ragnar Arnason
Estudo de caso: mergulhadores indígenas
David Ouro
Principais Setores e Processos
Hjálmar R. Bárdarson
Características Psicossociais da Força de Trabalho no Mar
Eva Munk-Madsen
Estudo de Caso: Mulheres Pescadoras
Características psicossociais da força de trabalho no processamento de pescado em terra
Marit Husmo
Efeitos sociais de vilas de pesca de uma indústria
Bárbara Neis
Problemas de saúde e padrões de doenças
Vilhjálmur Rafnsson
Distúrbios musculoesqueléticos em pescadores e trabalhadores da indústria de processamento de pescado
Hulda Ólafsdóttir
Pesca Comercial: Questões Ambientais e de Saúde Pública
Bruce McKay e Kieran Mulvaney
Tabelas
Clique em um link abaixo para visualizar a tabela no contexto do artigo.
1. Números de mortalidade em lesões fatais entre os pescadores
2. Os trabalhos ou locais mais importantes relacionados ao risco de lesões
figuras
Aponte para uma miniatura para ver a legenda da figura, clique para ver a figura no contexto do artigo.









67. Indústria de alimentos (11)
67. Indústria Alimentar
Editor de Capítulo: Débora E. Berkowitz
Conteúdo
Tabelas e Figuras
Visão geral e efeitos na saúde
Processos da Indústria de Alimentos
M. Malagié, G. Jensen, JC Graham e Donald L. Smith
Efeitos na saúde e padrões de doenças
John J. Svagr
Proteção Ambiental e Questões de Saúde Pública
Jerry Spiegel
Setores de processamento de alimentos
Empacotamento/Processamento
Deborah E. Berkowitz e Michael J. Fagel
Processamento de Aves
Tony Ashdown
Indústria de produtos lácteos
Marianne Smukowski e Norman Brusk
Produção de Cacau e Indústria de Chocolate
Anaide Vilasboas de Andrade
Grãos, moagem de grãos e produtos de consumo à base de grãos
Thomas E. Hawkinson, James J. Collins e Gary W. Olmstead
Padarias
RF Villard
Indústria de Beterraba
Carol J. Lehtola
óleo e gordura
Calça NM
Tabelas
Clique em um link abaixo para visualizar a tabela no contexto do artigo.
1. As indústrias de alimentos, suas matérias-primas e processos
2. Doenças ocupacionais comuns nas indústrias de alimentos e bebidas
3. Tipos de infecções relatadas em indústrias de alimentos e bebidas
4. Exemplos de utilizações de subprodutos da indústria alimentar
5. Taxas típicas de reutilização de água para diferentes subsetores da indústria
figuras
Aponte para uma miniatura para ver a legenda da figura, clique para ver a figura no contexto do artigo.








68. Silvicultura (17)
68. Silvicultura
Editor do capítulo: Peter Poschen
Conteúdo
Tabelas e Figuras
Perfil Geral
Peter Poschen
colheita de madeira
Dennis Dykstra e Peter Poschen
Transporte de Madeira
Olli Eeronheimo
Colheita de produtos florestais não madeireiros
Rodolfo Henrique
Plantação de árvore
Denis Giguere
Manejo e Controle de Incêndios Florestais
Mike Jurvélius
Riscos de segurança física
Bengt Pontén
Carga Física
Bengt Pontén
Fatores Psicossociais
Peter Poschen e Marja-Liisa Juntunen
Riscos Químicos
Juhani Kangas
Riscos biológicos entre trabalhadores florestais
Jörg Augusta
Regras, Legislação, Regulamentos e Códigos de Práticas Florestais
Othmar Wettmann
Equipamento de proteção pessoal
Eero Korhonen
Condições de Trabalho e Segurança no Trabalho Florestal
Lucie Laflamme e Esther Cloutier
Habilidades e treinamento
Peter Poschen
Condições de vida
Elias Apud
Questões de saúde ambiental
Shane McMahon
Tabelas
Clique em um link abaixo para visualizar a tabela no contexto do artigo.
1. Área florestal por região (1990)
2. Categorias e exemplos de produtos florestais não madeireiros
3. Perigos e exemplos de colheita não madeireira
4. Carga típica transportada durante o plantio
5. Agrupamento dos acidentes com plantação de árvores por partes do corpo afetadas
6. Gasto de energia no trabalho florestal
7. Produtos químicos usados na silvicultura na Europa e América do Norte na década de 1980
8. Seleção de infecções comuns na silvicultura
9. Equipamento de proteção individual apropriado para operações florestais
10. Benefícios potenciais para a saúde ambiental
figuras
Aponte para uma miniatura para ver a legenda da figura, clique para ver a figura no contexto do artigo.
|
|



















69. Caça (2)
69 Caçando
Editor do Capítulo: George A. Conway
Conteúdo
Tabelas
Um perfil de caça e armadilhas na década de 1990
John N Trent
Doenças Associadas à Caça e Captura
Maria E. Brown
Tabelas
Clique em um link abaixo para visualizar a tabela no contexto do artigo.
1. Exemplos de doenças potencialmente significativas para caçadores e caçadores
70. Criação de Gado (21)
70. Criação de Gado
Editor de Capítulo: Melvin L. Myers
Conteúdo
Tabelas e Figuras
Criação de gado: sua extensão e efeitos na saúde
Melvin L. Myers
Problemas de saúde e padrões de doenças
Kendall Thu, Craig Zwerling e Kelley Donham
Estudo de caso: problemas de saúde ocupacional relacionados a artrópodes
Donald Barnard
Culturas de forragem
Lorann Stallones
Confinamento de Gado
Kelly Donham
Pecuária
Dean T. Stueland e Paul D. Gunderson
Estudo de Caso: Comportamento Animal
David L. Difícil
Tratamento de Estrume e Resíduos
William Popendorf
Uma lista de verificação para práticas de segurança na criação de gado
Melvin L. Myers
Laticínios
João maio
Bovinos, Ovinos e Caprinos
Melvin L. Myers
Porcos
Melvin L. Myers
Produção de Aves e Ovos
Steven W. Lenhart
Estudo de Caso: Captura de Aves, Transporte Vivo e Processamento
Tony Ashdown
Cavalos e outros equinos
Lynn Barroby
Estudo de caso: elefantes
Melvin L. Myers
Animais de tração na Ásia
DD Joshi
Criação de touros
David L. Difícil
Produção de Animais de Estimação, Furbearer e de Laboratório
Christian E. Recém-chegado
Piscicultura e Aquicultura
George A. Conway e Ray RaLonde
Apicultura, criação de insetos e produção de seda
Melvin L. Myers e Donald Barnard
Tabelas
Clique em um link abaixo para visualizar a tabela no contexto do artigo.
1. Usos do gado
2. Produção pecuária internacional (1,000 toneladas)
3. Produção anual de fezes e urina de gado nos EUA
4. Tipos de problemas de saúde humana associados ao gado
5. Zoonoses primárias por região do mundo
6. Diferentes ocupações e saúde e segurança
7. Perigos potenciais de artrópodes no local de trabalho
8. Reações normais e alérgicas à picada de inseto
9. Compostos identificados em confinamento de suínos
10. Níveis ambientais de vários gases em confinamento de suínos
11. Doenças respiratórias associadas à suinocultura
12. Doenças zoonóticas de criadores de gado
13. Propriedades físicas do esterco
14. Algumas referências toxicológicas importantes para sulfeto de hidrogênio
15. Alguns procedimentos de segurança relacionados aos espalhadores de esterco
16. Tipos de ruminantes domesticados como gado
17. Processos de criação de gado e perigos potenciais
18. Doenças respiratórias de exposições em fazendas de gado
19. Zoonoses associadas a cavalos
20. Força de tração normal de vários animais
figuras
Aponte para uma miniatura para ver a legenda da figura, clique para ver a figura no contexto do artigo.
|
|










71. Madeira (4)
71. Madeira serrada
Editores de Capítulo: Paul Demers e Kay Teschke
Conteúdo
Tabelas e Figuras
Perfil Geral
Paulo Demers
Principais Setores e Processos: Riscos e Controles Ocupacionais
Hugh Davies, Paul Demers, Timo Kauppinen e Kay Teschke
Padrões de Doenças e Lesões
Paulo Demers
Questões ambientais e de saúde pública
Kay Teschke e Anya Keefe
Tabelas
Clique em um link abaixo para visualizar a tabela no contexto do artigo.
1. Produção estimada de madeira em 1990
2. Produção estimada de madeira para os 10 maiores produtores mundiais
3. Perigos de SSO por área de processo da indústria madeireira
figuras
Aponte para uma miniatura para ver a legenda da figura, clique para ver a figura no contexto do artigo.






72. Indústria de Papel e Celulose (13)
72. Indústria de Papel e Celulose
Editores de Capítulo: Kay Teschke e Paul Demers
Conteúdo
Tabelas e Figuras
Perfil Geral
Kay Teschke
Principais Setores e Processos
Fontes de fibra para papel e celulose
Anya Keefe e Kay Teschke
Manuseio de Madeira
Anya Keefe e Kay Teschke
Polpação
Anya Keefe, George Astrakianakis e Judith Anderson
Branqueamento
George Astrakianakis e Judith Anderson
Operações de Papel Reciclado
Dick Heederik
Produção e Conversão de Folhas: Celulose de Mercado, Papel, Cartão
George Astrakianakis e Judith Anderson
Geração de Energia e Tratamento de Água
George Astrakianakis e Judith Anderson
Produção Química e de Subprodutos
George Astrakianakis e Judith Anderson
Riscos e controles ocupacionais
Kay Teschke, George Astrakianakis, Judith Anderson, Anya Keefe e Dick Heederik
Padrões de Doenças e Lesões
Lesões e Doenças Não Malignas
Susan Kennedy e Kjell Toren
Câncer
Kjell Torén e Kay Teschke
Questões ambientais e de saúde pública
Anya Keefe e Kay Teschke
Tabelas
Clique em um link abaixo para visualizar a tabela no contexto do artigo.
1. Emprego e produção em países selecionados (1994)
2. Constituintes químicos de fontes de fibra de celulose e papel
3. Agentes clareadores e suas condições de uso
4. Aditivos para fabricação de papel
5. Riscos potenciais de saúde e segurança por área de processo
6. Estudos sobre câncer de pulmão e estômago, linfoma e leucemia
7. Suspensões e demanda biológica de oxigênio na polpação
figuras
Aponte para uma miniatura para ver a legenda da figura, clique para ver a figura no contexto do artigo.
|
|












Perfil Geral
Visão geral do setor
A indústria de bebidas consiste em duas categorias principais e oito subgrupos. A categoria não alcoólica é composta pela fabricação de xaropes para refrigerantes; engarrafamento e enlatamento de refrigerantes e água; engarrafamento, enlatamento e embalagem de sumos de fruta; a indústria do café e a indústria do chá. As categorias de bebidas alcoólicas incluem bebidas destiladas, vinho e cerveja.
Evolução da indústria
Embora muitas dessas bebidas, incluindo cerveja, vinho e chá, existam há milhares de anos, a indústria se desenvolveu apenas nos últimos séculos.
A indústria de bebidas, vista como um grupo agregado, é altamente fragmentada. Isso fica evidente pelo número de fabricantes, métodos de embalagem, processos de produção e produtos finais. A indústria de refrigerantes é exceção à regra, pois é bastante concentrada. Embora a indústria de bebidas seja fragmentada, a consolidação contínua desde a década de 1970 está mudando isso.
Desde o início dos anos 1900, as empresas de bebidas evoluíram de firmas regionais que produziam principalmente mercadorias para mercados locais, para os gigantes corporativos de hoje que fabricam produtos para mercados internacionais. Essa mudança começou quando as empresas desse setor de manufatura adotaram técnicas de produção em massa que permitiram sua expansão. Também durante esse período houve avanços nas embalagens e processos de produtos que aumentaram muito a vida útil do produto. Recipientes herméticos para chá evitam a absorção de umidade, que é a principal causa da perda de sabor. Além disso, o advento do equipamento de refrigeração permitiu que cervejas lager fossem produzidas durante os meses de verão.
Importância econômica
A indústria de bebidas emprega vários milhões de pessoas em todo o mundo, e cada tipo de bebida gera bilhões de dólares em receita a cada ano. De fato, em vários pequenos países em desenvolvimento, a produção de café é o principal sustento de toda a economia.
Características da Força de Trabalho
Embora os ingredientes e a produção das bebidas variem, geralmente as características dos empregados nesta indústria têm muitos pontos em comum. O processo de colheita de matérias-primas, seja café em grão, cevada, lúpulo ou uva, emprega indivíduos ou famílias de baixa renda e não qualificados. Além de ser sua principal fonte de renda, a colheita determina grande parte de sua cultura e estilo de vida.
Em contraste, o processamento do produto envolve operações automatizadas e mecanizadas, geralmente empregando mão-de-obra semiqualificada e operária. Nas instalações de produção e áreas de armazenamento, alguns dos trabalhos comuns incluem operador de máquina de embalagem e envase, operador de empilhadeira, mecânico e trabalhador braçal. O treinamento para esses cargos é concluído no local com extensas instruções no local de trabalho. À medida que a tecnologia e a automação evoluem, a força de trabalho diminui e o treinamento técnico se torna mais importante. Essa força de trabalho semi-especializada é geralmente apoiada por um grupo técnico altamente qualificado, composto por engenheiros industriais, gerentes de produção, contadores de custos e técnicos de garantia de qualidade/segurança alimentar.
A indústria de bebidas, em sua maioria, distribui seus produtos a atacadistas por meio de transportadoras comuns. No entanto, os fabricantes de refrigerantes geralmente empregam motoristas para entregar seus produtos diretamente a varejistas individuais. Esses motoristas-vendedores representam cerca de um sétimo dos trabalhadores da indústria de refrigerantes.
A atmosfera mais preocupada com a saúde na Europa e na América do Norte na década de 1990 levou a um mercado estagnado na indústria de bebidas alcoólicas, com a demanda mudando para bebidas não alcoólicas. Tanto as bebidas alcoólicas quanto as não alcoólicas, entretanto, estão se expandindo consideravelmente nos países em desenvolvimento da Ásia, América do Sul e, até certo ponto, da África. Devido a essa expansão, vários empregos locais estão sendo criados para atender às necessidades de produção e distribuição.
Empacotamento/Processamento
As fontes de carne abatida para consumo humano incluem bovinos, suínos, ovinos, cordeiros e, em alguns países, cavalos e camelos. O tamanho e a produção dos matadouros variam consideravelmente. Com exceção de operações muito pequenas localizadas em áreas rurais, os animais são abatidos e processados em locais de trabalho do tipo fábrica. Esses locais de trabalho geralmente estão sujeitos a controles de segurança alimentar do governo local para evitar a contaminação bacteriana que pode causar doenças transmitidas por alimentos nos consumidores. Exemplos de patógenos conhecidos na carne incluem salmonela e Escherichia coli. Nestas fábricas de processamento de carnes o trabalho tornou-se muito especializado, sendo quase todo o trabalho realizado em linhas de desmontagem da produção onde a carne se desloca sobre correntes e transportadores, sendo que cada trabalhador faz apenas uma operação. Quase todo o corte e processamento ainda é feito pelos trabalhadores. Os trabalhos de produção podem exigir entre 10,000 e 20,000 cortes por dia. Em algumas grandes fábricas nos Estados Unidos, por exemplo, algumas tarefas, como a separação de carcaças e fatiamento de bacon, foram automatizadas.
Processo de Abate
Os animais são conduzidos através de um curral para o abate (ver figura 1). O animal deve ser atordoado antes de ser sangrado, a menos que seja abatido de acordo com os ritos judaicos ou muçulmanos. Normalmente, o animal é levado a um estado inconsciente com uma pistola de choque ou com uma pistola de choque que utiliza ar comprimido que enfia um alfinete na cabeça (a medula oblongata) do animal. Após o processo de insensibilização ou “batida”, uma das patas traseiras do animal é presa por uma corrente presa a uma esteira rolante que transfere o animal para a próxima sala, onde é sangrado “enfiando” as artérias jugulares do pescoço com um faca afiada. Segue-se o processo de sangramento, e o sangue é drenado por tubos para processamento nos andares abaixo.
Figura 1. Fluxograma de abate de bovinos
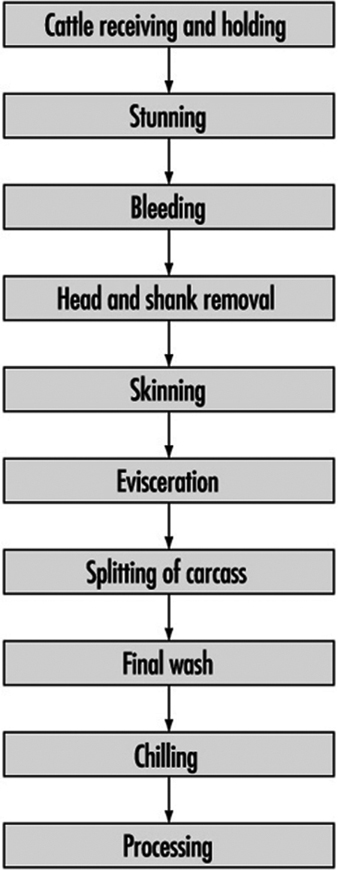
A pele (pele) é removida por uma série de cortes com facas (novas facas pneumáticas estão sendo usadas nas fábricas maiores para algumas operações de remoção de pele) e o animal é então suspenso por ambas as patas traseiras do sistema de transporte aéreo. Em algumas operações de suínos, a pele não é removida nesta fase. Em vez disso, os pelos são removidos enviando a carcaça por tanques de água aquecida a 58 ºC e depois por uma máquina de depilação que esfrega os pelos da pele. Qualquer cabelo restante é removido chamuscando e, finalmente, barbeando.
As patas dianteiras e depois as vísceras (intestinos) são retiradas. A cabeça é então cortada e largada, e a carcaça é dividida ao meio verticalmente ao longo da coluna vertebral. Serras de fita hidráulicas são a ferramenta usual para este trabalho. Depois que a carcaça é dividida, ela é enxaguada com água quente e pode ser aspirada a vapor ou mesmo tratada com um processo de pasteurização recém-desenvolvido que está sendo introduzido em alguns países.
Os fiscais de saúde do governo geralmente inspecionam após a remoção da cabeça, remoção das vísceras e divisão da carcaça e lavagem final.
Depois disso, a carcaça, ainda pendurada no sistema de transporte aéreo, segue para um resfriador para resfriar nas próximas 24 a 36 horas. A temperatura é geralmente de cerca de 2 ºC para retardar o crescimento bacteriano e inibir a deterioração.
Tratamento
Depois de resfriadas, as metades da carcaça são cortadas em quartos dianteiros e traseiros. Depois disso, as peças são divididas em cortes nobres, de acordo com as especificações do cliente. Alguns quartos são processados para entrega como quartos dianteiros ou traseiros sem nenhum corte significativo. Essas peças podem pesar de 70 a 125 kg. Muitas fábricas (nos Estados Unidos, a maioria das fábricas) realizam processamento adicional da carne (algumas fábricas fazem apenas esse processamento e recebem sua carne dos matadouros). Os produtos dessas fábricas são embarcados em caixas com peso aproximado de 30 kg.
O corte é feito manualmente ou com serras elétricas, dependendo dos cortes, geralmente após operações de desbaste para remover a pele. Muitas fábricas também usam moedores grandes para moer hambúrgueres e outras carnes moídas. O processamento posterior pode envolver equipamentos, incluindo prensas de bacon, máquinas e extrusoras de presunto, fatiadores de bacon, amaciadores elétricos de carne e defumadores. Correias transportadoras e sem-fins são freqüentemente usadas para transportar produtos. As áreas de processamento também são mantidas resfriadas, com temperaturas na faixa de 4 °C.
Miudezas, como fígado, coração, pão doce, língua e glândula, são processadas em área separada.
Muitas plantas também tratam as peles antes de enviá-las para um curtidor.
Perigos e sua prevenção
O Meatpacking tem uma das maiores taxas de lesões de todas as indústrias. Um trabalhador pode ser ferido pelos animais em movimento enquanto eles são conduzidos através do curral para dentro da fábrica. Treinamento adequado deve ser dado aos trabalhadores sobre o manuseio de animais vivos, e a exposição mínima do trabalhador neste processo é aconselhada. As armas de choque podem descarregar prematuramente ou inadvertidamente enquanto os trabalhadores tentam imobilizar os animais. A queda de animais e as reações do sistema nervoso em bovinos atordoados que causam espasmos representam riscos para os trabalhadores da área. Além disso, muitas operações utilizam uma série de ganchos, correntes e trilhos de bonde transportador para mover o produto entre as etapas de processamento, representando o risco de queda de carcaças e produtos.
É necessária a manutenção adequada de todos os equipamentos, especialmente os utilizados para movimentar a carne. Esses equipamentos devem ser verificados com frequência e reparados conforme necessário. Devem ser tomadas as medidas de proteção adequadas para armas de detonação, como chaves de segurança e garantia de que não haverá rebote. Os trabalhadores envolvidos em operações de bater e colar devem ser treinados sobre os perigos deste trabalho, bem como devem ter facas protegidas e equipamentos de proteção para evitar ferimentos. Para operações de colagem, isso inclui protetores de braço, luvas de malha e facas com proteção especial.
Tanto no abate quanto no processamento posterior dos animais, são utilizadas facas manuais e dispositivos mecânicos de corte. Dispositivos de corte mecânico incluem divisores de cabeça, divisores de ossos, puxadores de focinho, serras elétricas e circulares, facas de lâmina circular elétricas ou pneumáticas, máquinas de moer e processadores de bacon. Esses tipos de operações têm um alto índice de lesões, desde cortes com facas até amputações, devido à velocidade com que os trabalhadores operam, ao perigo inerente das ferramentas utilizadas e à natureza muitas vezes escorregadia do produto devido a processos gordurosos e úmidos. Os trabalhadores podem ser cortados por suas próprias facas e pelas facas de outros trabalhadores durante o processo de abate (ver figura 2).
Figura 2. Corte e separação de carne sem equipamento de proteção em um frigorífico tailandês

As operações acima exigem equipamentos de proteção, incluindo capacetes de proteção, calçados, luvas e aventais de malha, protetores de punho e antebraço e aventais impermeáveis. Óculos de proteção podem ser necessários durante as operações de desossar, aparar e cortar para evitar que objetos estranhos entrem nos olhos dos trabalhadores. Luvas de malha metálica não devem ser usadas durante a operação de qualquer tipo de serra motorizada ou elétrica. Serras elétricas e ferramentas devem ter proteções de segurança adequadas, como protetores de lâmina e interruptores de desligamento. Rodas dentadas e correntes desprotegidas, correias transportadoras e outros equipamentos podem representar um perigo. Todos esses equipamentos devem ser devidamente protegidos. As facas manuais também devem ter proteções para evitar que a mão que segura a faca escorregue sobre a lâmina. Treinamento e espaçamento adequado entre os trabalhadores são necessários para conduzir as operações com segurança.
Os trabalhadores que fazem manutenção, limpeza ou desobstrução de equipamentos, como esteiras transportadoras, processadores de bacon, moedores de carne e outros equipamentos de processamento, estão sujeitos ao risco de partida inadvertida do equipamento. Isso causou mortes e amputações. Alguns equipamentos são limpos durante o funcionamento, sujeitando os trabalhadores ao risco de ficarem presos no maquinário.
Os trabalhadores devem ser treinados em procedimentos de bloqueio/sinalização de segurança. A implementação de procedimentos que evitem que os trabalhadores consertem, limpem ou destravem o equipamento até que o equipamento esteja desligado e travado evitará lesões. Os trabalhadores envolvidos no bloqueio de equipamentos devem ser treinados nos procedimentos para neutralizar todas as fontes de energia.
Pisos e escadas molhados e traiçoeiramente escorregadios em toda a fábrica representam um sério perigo para os trabalhadores. Plataformas de trabalho elevadas também apresentam risco de queda. Os trabalhadores devem dispor de calçado de segurança com sola antiderrapante. Pisos antiderrapantes e rugosos, aprovados pelos órgãos de saúde locais, estão disponíveis e devem ser usados em pisos e escadas. A drenagem adequada em áreas molhadas deve ser fornecida, juntamente com a limpeza adequada e adequada dos pisos durante as horas de produção para minimizar as superfícies molhadas e escorregadias. Todas as superfícies elevadas também devem estar devidamente equipadas com guarda-corpos para evitar quedas acidentais dos trabalhadores e para evitar o contato do trabalhador e a queda de materiais dos transportadores. Rodapés também devem ser usados em plataformas elevadas, quando necessário. Guarda-corpos também devem ser usados em escadas no chão de fábrica para evitar escorregões.
A combinação de condições de trabalho úmidas e fiação elétrica elaborada representa um risco de eletrocussão para os trabalhadores. Todos os equipamentos devem estar devidamente aterrados. As caixas de tomadas elétricas devem ser fornecidas com tampas que protejam efetivamente contra contato acidental. Toda a fiação elétrica deve ser verificada periodicamente quanto a rachaduras, desgaste ou outros defeitos, e todos os equipamentos elétricos devem ser aterrados. Interruptores de circuito de falha de aterramento devem ser usados sempre que possível.
O carregamento de carcaças (que podem pesar até 140 kg) e o levantamento repetitivo de caixas de carne de 30 kg prontas para embarque podem causar lesões nas costas. Distúrbios traumáticos cumulativos, como síndrome do túnel do carpo, tendinite e tenossinovite, são comuns na indústria. Nos Estados Unidos, por exemplo, os frigoríficos apresentam taxas mais altas desses distúrbios do que qualquer outra indústria. O pulso, cotovelo e ombro são afetados. Esses distúrbios podem advir da natureza altamente repetitiva e forçada do trabalho da linha de montagem nas fábricas, do uso de equipamentos vibratórios em alguns trabalhos, do uso de facas cegas, do corte de carne congelada e do uso de mangueiras de alta pressão na limpeza operações. A prevenção desses distúrbios ocorre por meio do redesenho ergonômico do equipamento, uso de assistências mecânicas, manutenção vigilante de equipamentos vibratórios para minimizar a vibração e melhor treinamento dos trabalhadores e programas médicos. As medidas de redesenho ergonômico incluem:
- abaixamento de transportadores aéreos para reduzir lances aéreos repetitivos nas linhas de produção (consulte a figura 3)
- plataformas horizontais móveis que permitem aos trabalhadores dividir os animais com um mínimo de alcance
- fornecendo facas afiadas com alças redesenhadas
- construção de ajudas mecânicas que reduzem a força de um trabalho (ver figura 4)
- aumento da equipe em trabalhos de alta força, garantindo ferramentas manuais e luvas de tamanho adequado e design cuidadoso das áreas de embalagem para minimizar a torção ao levantar, bem como minimizar o levantamento abaixo dos joelhos e acima dos ombros
- talhas a vácuo e outros dispositivos mecânicos de elevação para reduzir o levantamento de caixas (consulte a figura 5).
Figura 3. Com correias transportadoras localizadas abaixo das mesas de trabalho, os trabalhadores podem empurrar produtos acabados por um buraco na mesa em vez de ter que jogar a carne sobre suas cabeças

United Food & Commercial Workers, AFL-CIO
Figura 4. Ter os ossos do remo puxados pela força de uma corrente presa, em vez de manualmente, diminui os riscos musculoesqueléticos

United Food & Commercial Workers, AFL-CIO
Figura 5. O uso de talhas a vácuo para levantar caixas permite que os trabalhadores guiem as caixas em vez de carregá-las manualmente

United Food & Commercial Workers, AFL-CIO
Corredores e passarelas devem ser secos e livres de obstáculos para que o carregamento e o transporte de cargas pesadas possam ser feitos com segurança.
Os trabalhadores devem ser treinados ou o uso adequado de facas. Cortar carne congelada deve ser totalmente evitado.
Intervenção médica precoce e tratamento para trabalhadores sintomáticos também são desejáveis. Devido à natureza semelhante dos estressores em empregos neste setor, a rotação de cargos deve ser usada com cautela. As análises de trabalho devem ser realizadas e revisadas para garantir que os mesmos grupos de tendões musculares não sejam usados em tarefas diferentes. Além disso, os trabalhadores devem ser adequadamente treinados em todos os trabalhos em qualquer rotação planejada.
Máquinas e equipamentos encontrados em frigoríficos produzem alto nível de ruído. Os trabalhadores devem receber tampões para os ouvidos, bem como exames auditivos para verificar qualquer potencial perda auditiva. Além disso, equipamentos de amortecimento de som devem ser usados em máquinas sempre que possível. Uma boa manutenção nos sistemas de transporte pode evitar ruídos desnecessários.
Os trabalhadores podem ser expostos a produtos químicos tóxicos durante a limpeza e sanitização de equipamentos. Os compostos usados incluem limpadores alcalinos (cáusticos) e ácidos. Estes podem causar secura, erupções alérgicas e outros problemas de pele. Líquidos podem espirrar e queimar os olhos. Dependendo do tipo de composto de limpeza usado, o EPI - incluindo coberturas para os olhos, rosto e braços, aventais e calçados de proteção - deve ser fornecido. Instalações para lavagem de mãos e olhos também devem estar disponíveis. Mangueiras de alta pressão usadas para transportar água quente para desinfecção de equipamentos também podem causar queimaduras. O treinamento adequado dos trabalhadores sobre o uso dessas mangueiras é importante. O cloro na água usada para lavar as carcaças também pode causar irritação nos olhos, garganta e pele. Novos enxágues antibacterianos estão sendo introduzidos no lado do abate para diminuir as bactérias que podem causar doenças transmitidas por alimentos. Ventilação adequada deve ser fornecida. Deve-se tomar cuidado especial para garantir que a força dos produtos químicos não exceda as instruções do fabricante.
A amônia é usada como refrigerante na indústria, e vazamentos de amônia dos canos são comuns. O gás amônia é irritante para os olhos e para a pele. A exposição leve a moderada ao gás pode produzir dores de cabeça, queimação na garganta, transpiração, náuseas e vômitos. Se a fuga não for possível, pode haver irritação severa das vias respiratórias, produzindo tosse, edema pulmonar ou parada respiratória. A manutenção adequada das linhas de refrigeração é fundamental para evitar esses vazamentos. Além disso, uma vez detectado um vazamento de amônia, devem ser realizados procedimentos de monitoramento e evacuação para evitar exposições perigosas.
Dióxido de carbono (CO2) na forma de gelo seco é utilizado na área de embalagem. Durante este processo, o CO2 o gás pode escapar dessas cubas e se espalhar por toda a sala. A exposição pode causar dores de cabeça, tonturas, náuseas, vômitos e, em níveis elevados, a morte. Ventilação adequada deve ser fornecida.
Os tanques de sangue apresentam perigos associados a espaços confinados se a planta não utilizar uma tubulação fechada e um sistema de processamento para o sangue. As substâncias tóxicas emitidas pelo sangue em decomposição e a falta de oxigênio representam sérios riscos para quem precisa entrar e/ou limpar tanques ou trabalhar na área. Antes da entrada, a atmosfera deve ser testada quanto a produtos químicos tóxicos e a presença de oxigênio adequado deve ser assegurada.
Os trabalhadores estão expostos a doenças infecciosas como brucelose, erisipeloide, leptospirose, dermatofitoses e verrugas.
A brucelose é causada por uma bactéria e é transmitida pelo manejo de bovinos ou suínos infectados. Pessoas infectadas por esta bactéria apresentam febre constante ou recorrente, dores de cabeça, fraqueza, dor nas articulações, suores noturnos e perda de apetite. Limitar o número de bovinos infectados abatidos é uma chave para prevenir esse distúrbio.
A erisipeloide e a leptospirose também são causadas por bactérias. A erisipeloide é transmitida por infecção de feridas perfurantes, arranhões e abrasões na pele; causa vermelhidão e irritação ao redor do local da infecção e pode se espalhar para a corrente sanguínea e gânglios linfáticos. A leptospirose é transmitida pelo contato direto com animais infectados ou pela água, solo úmido ou vegetação contaminada pela urina de animais infectados. Dores musculares, infecções oculares, febre, vômitos, calafrios e dores de cabeça ocorrem, e podem ocorrer danos nos rins e no fígado.
A dermatofitose, por outro lado, é uma doença fúngica e é transmitida pelo contato com o cabelo e a pele de pessoas e animais infectados. A dermatofitose, também conhecida como micose, faz com que o cabelo caia e pequenas crostas amareladas em forma de xícara se desenvolvam no couro cabeludo.
Verruca vulgaris, uma verruga causada por um vírus, pode ser transmitida por trabalhadores infectados que contaminaram toalhas, carne, facas de peixe, mesas de trabalho ou outros objetos.
Outras doenças encontradas em frigoríficos em alguns países incluem febre Q e tuberculose. Os principais portadores da febre Q são bovinos, ovinos, caprinos e carrapatos. Os seres humanos são geralmente infectados pela inalação de partículas aerossolizadas de ambientes contaminados. Os sintomas típicos incluem febre, mal-estar, fortes dores de cabeça e dores musculares e abdominais. A incidência de anticorpos contra toxoplasma entre trabalhadores de abatedouros é alta em alguns países.
A dermatite também é comum em frigoríficos. A exposição a sangue e outros fluidos animais, exposição a condições úmidas e exposição a compostos de limpeza usados para limpeza/saneamento em instalações podem levar à irritação da pele.
Doenças infecciosas e dermatites podem ser evitadas com higiene pessoal que inclui acesso rápido e fácil a instalações sanitárias e para lavar as mãos que contenham sabão e toalhas descartáveis, fornecimento de EPI adequado (que pode incluir luvas de proteção, bem como proteção ocular e respiratória onde exposição a fluidos corporais de animais transportados pelo ar é possível), o uso de alguns cremes de barreira para fornecer proteção limitada contra irritantes, educação do trabalhador e cuidados médicos precoces.
O local de matança, onde é feito o abate, sangria e divisão do animal, pode ser especialmente quente e úmido. Deve ser usado um sistema de ventilação que funcione adequadamente, que remova o ar quente e úmido e evite o estresse térmico. Ventiladores, de preferência ventiladores suspensos ou de teto, aumentam o movimento do ar. Bebidas devem ser fornecidas para repor os líquidos e sais perdidos pela transpiração, e pausas frequentes para descanso, em local fresco, devem ser permitidas.
Há também um cheiro característico nos matadouros, devido a uma mistura de odores como os de couro molhado, sangue, vômito, urina e fezes de animais. Esse cheiro se espalha por todo o matadouro, miudezas, áreas de reboco e esconderijo. Ventilação de exaustão é necessária para remover os odores.
Ambientes de trabalho refrigerados são essenciais na indústria frigorífica. O processamento e transporte de produtos cárneos geralmente requerem temperaturas iguais ou inferiores a 9 °C. Áreas como freezers podem exigir que as temperaturas cheguem a -40 °C. As lesões mais comuns relacionadas ao frio são congelamento, congelamento, pé de imersão e trinchfoot, que ocorrem em áreas localizadas do corpo. Uma consequência grave do estresse pelo frio é a hipotermia. O sistema respiratório, o sistema circulatório e o sistema osteoarticular também podem ser afetados pela superexposição ao frio.
Para evitar as consequências do estresse pelo frio e reduzir os perigos das condições de trabalho no frio, os trabalhadores devem usar roupas apropriadas e o local de trabalho deve ter equipamentos adequados, controles administrativos e controles de engenharia. Múltiplas camadas de roupa fornecem melhor proteção do que roupas grossas. Equipamentos de resfriamento e sistemas de distribuição de ar devem minimizar a velocidade do ar. Os refrigeradores da unidade devem ser colocados o mais longe possível dos trabalhadores, e defletores e barreiras de vento devem ser usados para proteger os trabalhadores da sensação térmica.
Lesões e Doenças Não Malignas
Lesões
Apenas estatísticas limitadas estão disponíveis sobre as taxas de acidentes em geral neste setor. Em comparação com outras indústrias manufatureiras, a taxa de acidentes em 1990 na Finlândia estava abaixo da média; no Canadá, as taxas de 1990 a 1994 foram semelhantes às de outras indústrias; nos Estados Unidos, a taxa de 1988 estava ligeiramente acima da média; na Suécia e na Alemanha, as taxas foram 25% e 70% acima da média (OIT 1992; Conselho de Compensação dos Trabalhadores da Colúmbia Britânica 1995).
Os fatores de risco mais comumente encontrados para acidentes graves e fatais na indústria de celulose e papel são os próprios equipamentos de fabricação de papel e o tamanho e peso extremos dos fardos e rolos de celulose ou papel. Em um estudo do governo dos Estados Unidos de 1993 sobre fatalidades ocupacionais de 1979 a 1984 em fábricas de celulose, papel e papelão (Departamento de Comércio dos EUA, 1993), 28% foram devidas a trabalhadores presos em ou entre rolos ou equipamentos rotativos (“pontos de pressão” ) e
18% foram devido a trabalhadores esmagados por queda ou queda de objetos, especialmente rolos e fardos. Outras causas de múltiplas mortes incluíram eletrocussão, sulfeto de hidrogênio e inalação de outros gases tóxicos, queimaduras térmicas/químicas massivas e um caso de exaustão pelo calor. O número de acidentes graves associados a máquinas de papel diminuiu com a instalação de equipamentos mais novos em alguns países. No setor de conversão, tornou-se mais comum o trabalho repetitivo e monótono, e o uso de equipamentos mecanizados com maiores velocidades e forças. Embora não haja dados específicos do setor disponíveis, espera-se que este setor tenha maiores taxas de lesões por esforço excessivo associadas ao trabalho repetitivo.
Doenças não malignas
Os problemas de saúde mais bem documentados encontrados pelos trabalhadores da fábrica de celulose são distúrbios respiratórios agudos e crônicos (Torén, Hagberg e Westberg 1996). A exposição a concentrações extremamente altas de cloro, dióxido de cloro ou dióxido de enxofre pode ocorrer como resultado de um vazamento ou outro distúrbio do processo. Os trabalhadores expostos podem desenvolver lesão pulmonar aguda induzida por produtos químicos com inflamação grave das vias aéreas e liberação de fluido nos espaços aéreos, exigindo hospitalização. A extensão do dano depende da duração e intensidade da exposição e do gás específico envolvido. Se o trabalhador sobreviver ao episódio agudo, pode ocorrer uma recuperação completa. No entanto, em incidentes de exposição menos intensos (também geralmente como resultado de distúrbios ou derramamentos de processo), a exposição aguda ao cloro ou ao dióxido de cloro pode desencadear o desenvolvimento subsequente de asma. Esta asma induzida por irritantes foi registrada em numerosos relatos de casos e estudos epidemiológicos recentes, e as evidências atuais indicam que ela pode persistir por muitos anos após o incidente de exposição. Trabalhadores expostos de forma semelhante que não desenvolvem asma podem apresentar irritação nasal persistentemente aumentada, tosse, respiração ofegante e redução nas taxas de fluxo de ar. Os trabalhadores com maior risco para esses incidentes de exposição incluem trabalhadores de manutenção, trabalhadores de fábricas de branqueamento e trabalhadores de construção em fábricas de celulose. Altos níveis de exposição ao dióxido de cloro também causam irritação nos olhos e a sensação de ver halos ao redor das luzes.
Alguns estudos de mortalidade indicaram aumento do risco de morte por doenças respiratórias entre trabalhadores de fábricas de celulose expostos a dióxido de enxofre e pó de papel (Jäppinen e Tola 1990; Torén, Järvholm e Morgan 1989). Sintomas respiratórios aumentados também foram relatados em trabalhadores de fábricas de sulfito que são cronicamente expostos a baixos níveis de dióxido de enxofre (Skalpe 1964), embora o aumento da obstrução do fluxo de ar normalmente não seja relatado entre as populações de fábricas de celulose em geral. Sintomas de irritação respiratória também são relatados por trabalhadores expostos a altas concentrações de terpenos no ar em processos de recuperação de terebintina frequentemente presentes em fábricas de celulose. Pó de papel macio também foi relatado como associado ao aumento da asma e doença pulmonar obstrutiva crônica (Torén, Hagberg e Westberg 1996).
A exposição a microrganismos, especialmente em torno de lascas de madeira e pilhas de resíduos, descascadores e prensas de lodo, cria um risco aumentado de reações de hipersensibilidade nos pulmões. As evidências para isso parecem estar limitadas a relatos de casos isolados de pneumonite de hipersensibilidade, que pode levar a cicatrizes pulmonares crônicas. A bagaçose, ou pneumonite de hipersensibilidade associada à exposição a microrganismos termofílicos e ao bagaço (subproduto da cana-de-açúcar), ainda é observada em usinas que utilizam o bagaço como fibra.
Outros riscos respiratórios comumente encontrados na indústria de papel e celulose incluem fumaça de solda de aço inoxidável e amianto (consulte “Amianto”, “Níquel” e “Cromo” em outras partes do enciclopédia). Os trabalhadores de manutenção são o grupo com maior probabilidade de estar em risco com essas exposições.
Compostos de enxofre reduzido (incluindo sulfeto de hidrogênio, dimetil dissulfetos e mercaptanos) são potentes irritantes oculares e podem causar dores de cabeça e náuseas em alguns trabalhadores. Esses compostos têm limiares de odor muito baixos (faixa de ppb) em indivíduos não expostos anteriormente; no entanto, entre os trabalhadores de longa data na indústria, os limiares de odor são consideravelmente mais altos. Concentrações na faixa de 50 a 200 ppm produzem fadiga olfativa e os indivíduos não conseguem mais detectar o odor característico de “ovos podres”. Em concentrações mais altas, a exposição resultará em inconsciência, paralisia respiratória e morte. Fatalidades associadas à exposição a compostos de enxofre reduzido em espaços confinados ocorreram em fábricas de celulose.
Foi relatado que a mortalidade cardiovascular aumenta em trabalhadores de celulose e papel, com algumas evidências de resposta à exposição sugerindo uma possível ligação com a exposição a compostos de enxofre reduzido (Jäppinen 1987; Jäppinen e Tola 1990). No entanto, outras causas para esse aumento da mortalidade podem incluir exposição ao ruído e trabalho em turnos, ambos associados ao aumento do risco de doença isquêmica do coração em outras indústrias.
Os problemas de pele encontrados pelos trabalhadores das fábricas de celulose e papel incluem queimaduras químicas e térmicas agudas e dermatite de contato (irritante e alérgica). Trabalhadores de fábricas de celulose em fábricas de processo kraft freqüentemente sofrem queimaduras alcalinas na pele como resultado do contato com licores de polpação quentes e pastas de hidróxido de cálcio do processo de recuperação. A dermatite de contato é relatada com mais frequência entre fábricas de papel e trabalhadores de conversão, pois muitos dos aditivos, agentes antiespumantes, biocidas, tintas e colas usados na fabricação de papel e produtos de papel são irritantes e sensibilizadores primários da pele. A dermatite pode ocorrer devido à exposição aos próprios produtos químicos ou ao manuseio de papel ou produtos de papel recém-tratados.
O ruído é um perigo significativo em toda a indústria de papel e celulose. O Departamento do Trabalho dos EUA estimou que níveis de ruído acima de 85 dBA foram encontrados em mais de 75% das fábricas nas indústrias de papel e produtos afins, em comparação com 49% das fábricas de manufatura em geral, e que mais de 40% dos trabalhadores foram expostos regularmente a níveis de ruído acima de 85 dBA (Departamento de Comércio dos EUA 1983). Os níveis de ruído em torno de máquinas de papel, trituradores e caldeiras de recuperação tendem a ficar bem acima de 90 dBA. As operações de conversão também tendem a gerar altos níveis de ruído. A redução da exposição do trabalhador ao redor das máquinas de papel geralmente é tentada pelo uso de salas de controle fechadas. Na conversão, onde o operador geralmente fica próximo à máquina, esse tipo de medida de controle raramente é usado. No entanto, onde as máquinas de conversão foram fechadas, isso resultou em menor exposição à poeira de papel e ao ruído.
A exposição excessiva ao calor é encontrada por trabalhadores de fábricas de papel que trabalham em áreas de máquinas de papel, com temperaturas de 60°C sendo registradas, embora não haja estudos sobre os efeitos da exposição ao calor nessa população disponíveis na literatura científica publicada.
Grãos Agrícolas e Oleaginosas
Várias plantas da família das gramíneas, incluindo trigo, centeio, cevada, aveia, milho, arroz, sorgo e milheto, são commodities agrícolas valiosas, representando o maior esforço na produção agrícola. Os grãos fornecem uma forma concentrada de carboidratos e são uma importante fonte de alimento para animais e humanos.
Na dieta humana, os grãos representam cerca de 60% das calorias e 55% das proteínas, e são usados tanto para alimentação quanto para bebidas. O pão é o produto alimentício mais comumente reconhecido feito de grãos, embora os grãos também sejam importantes na produção de cerveja e licor. O grão é um ingrediente básico na destilação de aguardentes neutras que produzem licores com sabor e aroma de grão. Os grãos também são usados para fazer ração para animais, incluindo animais de estimação, animais de trabalho e animais criados na produção de produtos cárneos para consumo humano.
A produção de grãos pode ser rastreada até o início da civilização. Em 1996, a produção mundial de grãos de cereais foi de 2,003,380,000 toneladas. Esse volume aumentou mais de 10% desde meados da década de 1980 (FAO 1997).
Três dos principais grãos produzidos para o seu óleo, também chamados de oleaginosas, são a soja, a colza e o girassol. Embora existam dez tipos diferentes de oleaginosas, essas três representam a maior parte do mercado, sendo a soja a líder. Praticamente todas as sementes oleaginosas são trituradas e processadas para produzir óleos vegetais e alimentos ricos em proteínas. Grande parte do óleo vegetal é usado como salada ou óleo de cozinha, e o farelo é usado predominantemente na alimentação animal. A produção mundial de oleaginosas em 1996 foi de 91,377,790 toneladas, quase um aumento de 41% desde 1986 (FAO 1997).
A produção de grãos e oleaginosas é afetada por fatores regionais, como clima e geografia. Solos e ambientes secos restringem a produção de milho, enquanto solos úmidos impedem a produção de trigo. Temperatura, precipitação, fertilidade do solo e topografia também afetam o tipo de grão ou oleaginosa que pode ser produzido com sucesso em uma área.
Para a produção de grãos e oleaginosas, o trabalho se divide em quatro áreas: preparação da sementeira e plantio, colheita, armazenamento e transporte da safra para o mercado ou instalações de processamento. Na agricultura moderna, alguns desses processos mudaram completamente, mas outros processos mudaram pouco desde o início da civilização. No entanto, a mecanização da agricultura criou novas situações e problemas de segurança.
Perigos e sua prevenção
Todas as ferramentas usadas na colheita de grãos – desde colheitadeiras complexas até a simples foice – têm um aspecto em comum: são perigosas. As ferramentas de colheita são agressivas; eles são projetados para cortar, mastigar ou cortar materiais vegetais colocados neles. Essas ferramentas não discriminam entre uma colheita e uma pessoa. Vários riscos mecânicos associados à colheita de grãos incluem ponto de cisalhamento, ponto de tração, ponto de esmagamento, emaranhamento, ponto de enrolamento e ponto de aperto. Uma colheitadeira puxa os pés de milho a uma taxa de 3.7 metros por segundo (m/s), rápido demais para que os humanos evitem o emaranhamento, mesmo com um tempo de reação normal. Trados e unidades PTO usadas para mover grãos, girar e ter velocidades de envolvimento de 3 m/s e 2 m/s, respectivamente, e também apresentam risco de emaranhamento.
Os trabalhadores agrícolas também podem sofrer perda auditiva induzida por ruído de máquinas e equipamentos de grande potência usados na produção agrícola. Ventiladores de palhetas axiais que forçam o ar aquecido através de um silo ou estrutura de armazenamento para secar grãos podem gerar níveis de ruído de 110 dBA ou mais. Como as unidades de secagem de grãos geralmente estão localizadas perto dos alojamentos e são operadas continuamente ao longo de uma estação, elas geralmente resultam em perda auditiva substancial em trabalhadores rurais e familiares por longos períodos de tempo. Outras fontes de ruído que podem contribuir para a perda auditiva são máquinas como tratores, colheitadeiras e equipamentos de transporte e grãos se movendo por um bico de gravidade.
Os trabalhadores agrícolas também podem ser expostos a riscos significativos de sufocamento por engolfamento em grãos que fluem ou em superfícies de grãos em colapso. Uma pessoa presa em grãos é quase impossível de resgatar por causa do tremendo peso dos grãos. Os trabalhadores podem evitar o engolfamento no fluxo de grãos sempre desligando todas as fontes de energia para o equipamento de descarregamento e transporte antes de entrarem em uma área e trancando todas as portas de fluxo de gravidade. O engolfamento em uma superfície de grãos colapsada é difícil de evitar, mas os trabalhadores podem evitar a situação conhecendo a história da estrutura de armazenamento e os grãos que ela contém. Todos os trabalhadores devem seguir os procedimentos de entrada em espaços confinados para riscos de engolfamento físico ao trabalhar com grãos.
Durante a colheita, armazenamento e transporte de grãos e oleaginosas, os trabalhadores agrícolas estão expostos a poeiras, esporos, micotoxinas e endotoxinas que podem ser prejudiciais ao sistema respiratório. A poeira biologicamente ativa é capaz de produzir irritação e/ou respostas alérgicas, inflamatórias ou infecciosas nos pulmões. Os trabalhadores podem evitar ou reduzir sua exposição à poeira ou usar equipamentos de proteção individual, como respiradores com filtro mecânico ou respiradores com suprimento de ar em ambientes empoeirados. Alguns sistemas de manuseio e armazenamento minimizam a criação de poeira, e aditivos como óleos vegetais podem impedir que a poeira se espalhe pelo ar.
Em algumas condições durante o armazenamento, o grão pode estragar e emitir gases que apresentam risco de sufocamento. Dióxido de carbono (CO2) pode se acumular acima da superfície de um grão para deslocar o oxigênio, o que pode causar danos aos trabalhadores se os níveis de oxigênio caírem abaixo de 19.5%. Os respiradores com filtro mecânico são inúteis nessas situações.
Outro perigo é o potencial de incêndios e explosões que podem ocorrer quando grãos ou sementes oleaginosas são armazenados ou manuseados. Partículas de poeira que se espalham pelo ar quando o grão é movido criam uma atmosfera propícia para uma explosão poderosa. Apenas uma fonte de ignição é necessária, como um rolamento superaquecido ou uma correia esfregando contra um componente da carcaça. Os maiores perigos existem em grandes elevadores portuários ou elevadores comunitários no interior, onde grandes volumes de grãos são manuseados. A manutenção preventiva regular e as boas políticas de limpeza minimizam o risco de possível ignição e atmosferas explosivas.
Os produtos químicos utilizados no início do ciclo de produção agrícola para a preparação da sementeira e plantação também podem representar riscos para os trabalhadores agrícolas. Os produtos químicos podem aumentar a fertilidade do solo, reduzir a competição de ervas daninhas e insetos e aumentar os rendimentos. A maior preocupação com os riscos de produtos químicos agrícolas é a exposição a longo prazo; no entanto, a amônia anidra, um fertilizante líquido comprimido, pode causar danos imediatos. amônia anidra (NH3) é um composto higroscópico, ou à procura de água, e queimaduras cáusticas resultam quando ele dissolve o tecido do corpo. O gás amônia é um forte irritante pulmonar, mas tem boas propriedades de alerta. Ele também tem um baixo ponto de ebulição e congela em contato, causando outro tipo de queimadura grave. Usar equipamento de proteção é a melhor maneira de reduzir o risco de exposição. Quando ocorre a exposição, o tratamento de primeiros socorros requer a lavagem imediata da área com água em abundância.
Os trabalhadores da produção de grãos também estão expostos a potenciais lesões por escorregões e quedas. Uma pessoa pode morrer devido a ferimentos em uma queda de uma altura tão baixa quanto 3.7 m, que é facilmente excedida pelas plataformas do operador na maioria das máquinas ou estruturas de armazenamento de grãos. As estruturas de armazenamento de grãos têm pelo menos 9 e até 30 m de altura, acessíveis apenas por escadas. As intempéries podem causar superfícies escorregadias devido ao acúmulo de chuva, lama, gelo ou neve, por isso é importante o uso de proteções, corrimãos e calçados com solado antiderrapante. Dispositivos como um arnês ou talabarte também podem ser usados para impedir a queda e minimizar os ferimentos.
Produção de Sucos de Frutas
Os sucos de frutas são feitos de uma grande variedade de frutas, incluindo laranjas e outras frutas cítricas, maçãs, uvas, cranberries, abacaxis, mangas e assim por diante. Em muitos casos, vários sucos de frutas são misturados. Normalmente, a fruta é processada em um concentrado perto de onde é cultivada e depois enviada para um embalador de suco de fruta. Os sucos de frutas podem ser vendidos como concentrados, concentrados congelados (especialmente suco de laranja) e como suco diluído. Muitas vezes, açúcar e conservantes são adicionados.
Uma vez recebidas na usina de beneficiamento, as laranjas são lavadas, classificadas para retirar os frutos danificados, separadas por tamanho e enviadas para os extratores de suco. Lá os óleos são extraídos da casca e, em seguida, o suco extraído por trituração. O suco polposo é peneirado para remover sementes e polpa, que muitas vezes acabam como ração para o gado. Se o suco de laranja for destinado à venda como “não de concentrado”, ele é então pasteurizado. Caso contrário, o suco é enviado para evaporadores, que retiram a maior parte da água por calor e vácuo, depois resfriam, para produzir o suco de laranja concentrado e congelado. Este processo também remove muitos óleos e essências que são misturados de volta ao concentrado antes do envio para o embalador de suco.
O concentrado congelado é enviado ao embalador em caminhões refrigerados ou caminhões-tanque. Muitos laticínios embalam o suco de laranja usando o mesmo equipamento usado para embalar o leite. (Veja o artigo “Indústria de produtos lácteos” em outra parte deste volume.) O concentrado é diluído em água filtrada, pasteurizado e embalado em condições estéreis. Dependendo da quantidade de água adicionada, o produto final pode ser latas de suco de laranja concentrado congelado ou suco de laranja pronto para servir.
Processamento de Aves
Importância Econômica
A produção de frango e peru aumentou dramaticamente nos Estados Unidos desde a década de 1980. De acordo com um relatório do Departamento de Trabalho dos EUA, isso ocorreu devido a uma mudança nos padrões alimentares do consumidor (Hetrick 1994). Uma mudança de carne vermelha e suína para aves deve-se em parte aos primeiros estudos médicos.
O aumento do consumo, correspondentemente, estimulou um aumento no número de instalações de processamento e produtores e um grande aumento nos níveis de emprego. Por exemplo, a indústria avícola dos Estados Unidos experimentou um aumento de 64% no emprego de 1980 a 1992. A produtividade, em termos de rendimento em libras por trabalhador, aumentou 3.1% devido à mecanização ou automação, bem como um aumento na velocidade da linha, ou aves por hora de trabalho. No entanto, em comparação com a produção de carne vermelha, a produção de aves ainda é muito trabalhosa.
A globalização também está ocorrendo. Existem instalações de produção e processamento de propriedade conjunta de investidores dos EUA e da China e instalações de criação, crescimento e processamento na China para exportação de produtos para o Japão.
Os trabalhadores típicos da linha avícola são relativamente pouco qualificados, menos educados, muitas vezes membros de grupos minoritários e muito mais mal pagos do que os trabalhadores dos setores de carne vermelha e manufatura. A rotatividade é excepcionalmente alta em certos aspectos do processo. Os trabalhos de enforcamento vivo, desossa e saneamento são particularmente estressantes e têm altas taxas de rotatividade. O processamento de aves, por sua natureza, é uma indústria predominantemente rural encontrada em áreas economicamente deprimidas onde há excedente de mão-de-obra. Nos Estados Unidos, muitas fábricas de processamento têm um número crescente de trabalhadores que falam espanhol. Esses trabalhadores são um tanto transitórios, trabalhando nas fábricas de processamento durante parte do ano. À medida que as colheitas da região se aproximam da colheita, grandes segmentos dos trabalhadores saem para colher e colher.
Tratamento
Durante todo o processamento do frango, requisitos rígidos de higiene devem ser atendidos. Isso significa que os pisos devem ser lavados periodicamente e com frequência e que detritos, peças e gordura devem ser removidos. Transportadores e equipamentos de processamento devem ser acessíveis, lavados e higienizados também. Não se deve permitir que a condensação se acumule nos tetos e equipamentos sobre frangos expostos; deve ser limpo com esfregões de esponja de cabo longo. Ventiladores de pás radiais não protegidos circulam o ar nas áreas de processamento.
Devido a esses requisitos de saneamento, equipamentos rotativos protegidos muitas vezes não podem ser silenciados para fins de redução de ruído. Consequentemente, na maioria das áreas de produção da planta de processamento, há uma elevada exposição ao ruído. É necessário um programa de conservação auditiva adequado e bem administrado. Não só devem ser fornecidos audiogramas iniciais e audiogramas anuais, mas também deve ser feita dosimetria periódica para documentar a exposição. O equipamento de processamento adquirido deve ter um nível de ruído operacional o mais baixo possível. Um cuidado especial deve ser tomado na educação e treinamento da força de trabalho.
Recebendo e travando ao vivo
A primeira etapa do processamento envolve o descarregamento dos módulos e o desempilhamento das bandejas em um sistema de transporte para a área de pendurar ao vivo. O trabalho aqui é quase totalmente escuro, pois isso tem um efeito calmante sobre os pássaros. A correia transportadora com uma bandeja está na altura da cintura. Um enforcador, com as mãos enluvadas, deve alcançar e agarrar um pássaro por ambas as coxas e pendurar seus pés em uma corrente em um transportador aéreo que viaja na direção oposta.
Os perigos da operação variam. Além do alto nível normal de ruído, a escuridão e o efeito desorientador de transportadores em movimento oposto, há a poeira de pássaros batendo asas, urina ou fezes repentinamente borrifadas no rosto e a possibilidade de um dedo enluvado ficar preso em uma algema. As linhas de transporte precisam ser equipadas com paradas de emergência. Os cabides estão constantemente batendo com as costas das mãos nas algemas vizinhas enquanto passam por cima.
Não é incomum que um hangar precise pendurar uma média de 23 (ou mais) aves por minuto. (Algumas posições nas linhas do hangar requerem mais movimentos físicos, talvez 26 aves por minuto.) Normalmente, sete hangares em uma linha podem pendurar 38,640 aves em 4 horas antes de terem uma pausa. Se cada ave pesa aproximadamente 1.9 kg, cada cabideiro levanta um total de 1,057 kg durante as primeiras 4 horas de seu turno antes de um intervalo programado. O trabalho do cabide é extremamente estressante tanto do ponto de vista fisiológico quanto psicológico. Reduzir a carga de trabalho pode diminuir esse estresse. O agarrar constante com ambas as mãos, puxando e levantando simultaneamente uma ave batendo asas e arranhando na altura do ombro ou da cabeça é estressante para a parte superior do ombro e pescoço.
As penas e os pés da ave podem facilmente arranhar os braços desprotegidos de um cabide. Os cabides são obrigados a permanecer por períodos prolongados de tempo em superfícies duras, o que pode causar desconforto e dor na região lombar. Calçados apropriados, possível uso de descanso de garupa, óculos de proteção, respiradores descartáveis descartáveis, lava-olhos e protetores de braço devem estar disponíveis para proteção do cabide.
Um elemento de extrema importância para garantir a saúde do trabalhador é um adequado programa de condicionamento ao trabalho. Por um período de até 2 semanas, um novo cabide deve ser aclimatado às condições e trabalhar lentamente até um turno completo. Outro ingrediente chave é a rotação de cargos; após duas horas pendurando pássaros, um cabide pode ser girado para uma posição menos extenuante. A divisão do trabalho entre os cabides pode ser tal que intervalos curtos e frequentes para descanso em uma área com ar condicionado sejam essenciais. Algumas fábricas tentaram dupla tripulação para permitir que as equipes trabalhem por 20 minutos e descansem por 20 minutos, para reduzir os estressores ergonômicos.
As condições de saúde e conforto dos hangares dependem um pouco das condições climáticas externas e das condições das aves. Se o tempo estiver quente e seco, as aves carregam consigo poeira e ácaros, que facilmente se espalham pelo ar. Se o tempo estiver úmido, as aves são mais difíceis de manusear, as luvas dos cabides ficam molhadas rapidamente e os cabides devem trabalhar mais para segurar as aves. Houve desenvolvimentos recentes em luvas reutilizáveis com costas acolchoadas.
O impacto de partículas transportadas pelo ar, penas, ácaros e assim por diante pode ser diminuído com um sistema eficiente de ventilação de exaustão local (LEV). Um sistema equilibrado usando o princípio push-pull, que usa resfriamento ou aquecimento descendente, beneficiaria os trabalhadores. Ventiladores de resfriamento adicionais colocados ao redor prejudicariam a eficiência de um sistema push-pull balanceado.
Uma vez penduradas nas algemas, as aves são transportadas para serem inicialmente atordoadas com eletricidade. A alta voltagem não os mata, mas os força a ficarem pendurados frouxamente enquanto uma roda giratória (pneu de bicicleta) guia seu pescoço contra uma lâmina de corte circular em rotação contrária. O pescoço é parcialmente cortado com o coração da ave ainda batendo para bombear o restante do sangue. Não deve haver sangue na carcaça. Um trabalhador qualificado deve estar posicionado para cortar as aves que a máquina de matar erra. Devido à quantidade excessiva de sangue, o trabalhador deve estar protegido com roupa de proteção contra chuva (capa de chuva) e proteção para os olhos. Também devem ser disponibilizadas instalações para lavagem dos olhos ou lavagem.
Curativo
O transportador de aves passa então por uma série de bebedouros ou tanques de água quente circulante. Estes são chamados de escaldadores. A água é geralmente aquecida por bobinas de vapor. A água é geralmente tratada ou clorada para matar as bactérias. Esta fase permite que as penas sejam facilmente removidas. Deve-se tomar cuidado ao trabalhar próximo às escaldadeiras. Muitas vezes, tubulações e válvulas estão desprotegidas ou mal isoladas e são pontos de contato para queimaduras.
À medida que as aves saem das escaldadeiras, a carcaça é passada por um arranjo em forma de U que arranca a cabeça. Essas peças geralmente são transportadas em calhas de água corrente para uma área de renderização (ou subprodutos).
A linha de carcaças passa por máquinas que possuem uma série de tambores rotativos fixados com dedos de borracha que retiram as penas. As penas caem em uma trincheira abaixo com água corrente levando à área de renderização.
A consistência no peso da ave é extremamente crítica para todos os aspectos da operação de processamento. Se os pesos variarem de carga para carga, os departamentos de produção devem ajustar seus equipamentos de processamento de acordo. Por exemplo, se aves mais leves seguirem aves mais pesadas através dos coletores, os tambores rotativos podem não remover todas as penas. Isso causa rejeições e retrabalho. Isso não apenas aumenta os custos de processamento, mas também causa tensões manuais ergonômicas adicionais, porque alguém precisa colher as penas manualmente usando uma pinça.
Depois de passar pelos catadores, a fila de pássaros passa por um cantor. Este é um arranjo a gás com três queimadores de cada lado, usados para chamuscar os pelos finos e as penas de cada ave. Deve-se ter cuidado para garantir que a integridade da tubulação de gás seja mantida devido às condições corrosivas da área de coleta ou dressagem.
As aves então passam por um cortador de jarrete para cortar os pés (ou patas). As patas podem ser transportadas separadamente para uma área de processamento separada da planta para limpeza, classificação, classificação, resfriamento e embalagem para o mercado asiático.
As aves devem ser penduradas novamente em diferentes ganchos antes de entrarem na seção de evisceração da planta. As algemas aqui são configuradas de maneira ligeiramente diferente, geralmente mais longas. A automação está prontamente disponível para esta parte do processo (consulte a figura 1). No entanto, os trabalhadores precisam fornecer apoio se uma máquina travar, pendurar novamente as aves caídas ou cortar manualmente os pés com tesouras de poda se o cortador de jarrete não cortar corretamente. Do ponto de vista de processamento e custo, é fundamental que cada grilhão seja preenchido. Rependurar trabalhos envolve exposição a movimentos altamente repetitivos e trabalho envolvendo posturas desajeitadas (cotovelos e ombros levantados). Esses trabalhadores correm maior risco de transtornos traumáticos cumulativos (CDTs).
Figura 1. Máquinas multicorte reduzindo o trabalho manual repetitivo

Se uma máquina falha ou fica desajustada, muito esforço e estresse são aplicados para fazer as linhas funcionarem, às vezes à custa da segurança dos trabalhadores. Ao subir para pontos de acesso no equipamento, um trabalhador de manutenção pode não ter tempo para pegar uma escada, em vez disso, pisar em equipamentos molhados e escorregadios. As quedas são um perigo. Quando qualquer equipamento desse tipo é adquirido e instalado, devem ser tomadas providências para facilitar o acesso e a manutenção. Pontos de bloqueio e desligamentos precisam ser colocados em cada peça do equipamento. O fabricante deve considerar o ambiente e as condições perigosas sob as quais seu equipamento deve ser mantido.
Evisceração
À medida que o transportador de pássaros passa do curativo para uma parte fisicamente separada do processo, eles geralmente passam por outro cantor e depois por uma lâmina circular rotativa que corta o saco ou glândula de óleo nas costas de cada ave na base da cauda. Freqüentemente, as lâminas desses equipamentos giram livremente e precisam ser protegidas adequadamente. Novamente, se a máquina não estiver ajustada de acordo com o peso da ave, devem ser designados trabalhadores para retirar o saco cortando-o com uma faca.
Em seguida, a linha transportadora de aves passa por uma máquina automática de ventilação, que empurra levemente o abdômen para cima enquanto uma lâmina abre a carcaça sem mexer no intestino. A próxima máquina ou parte do processo escava a cavidade e retira as vísceras intactas para inspeção. Nos Estados Unidos, as próximas etapas de processamento podem envolver inspetores do governo que verificam crescimentos, doenças do saco aéreo, contaminação fecal e uma série de outras anormalidades. Normalmente, um inspetor verifica apenas dois ou três itens. Se houver uma alta taxa de anormalidades, os inspetores diminuirão a velocidade da linha. Frequentemente, as anormalidades não causam rejeição total, mas partes específicas das aves podem ser lavadas ou recuperadas da carcaça para aumentar o rendimento.
Quanto mais rejeições, mais retrabalho manual envolvendo movimento repetitivo devido ao corte, fatiamento e assim por diante, os trabalhadores da produção devem executar. Os inspetores do governo geralmente sentam-se em estandes de elevação ajustáveis obrigatórios, enquanto os trabalhadores da produção chamados de ajudantes, à esquerda e à direita, ficam em pé na grade ou podem usar um suporte de assento ajustável, se houver. Descansos para os pés, plataformas de altura ajustável, suportes para sentar e rotação de trabalho ajudarão a aliviar o estresse físico e psicológico associado a esta parte do processo.
Passadas as inspeções, as vísceras são triadas à medida que passam por uma colheitadeira de fígado/coração ou miúdos. Os intestinos, estômagos, baços, rins e vesículas biliares separados são descartados e despejados em uma vala abaixo. O coração e o fígado são separados e bombeados para transportadores separados, onde os trabalhadores inspecionam e coletam manualmente. Os fígados e corações intactos restantes são bombeados ou transportados para uma área de processamento separada para serem embalados à mão ou posteriormente recombinados em um pacote de miúdos para enchimento manual na cavidade de uma ave inteira para venda.
Assim que a carcaça sai da colheitadeira, o papo da ave é augurado; cada cavidade do corpo é sondada manualmente para retirar as vísceras e moela restantes, se necessário. O trabalhador usa cada mão em um pássaro separado conforme a esteira passa na frente. Um dispositivo de sucção é frequentemente usado para aspirar quaisquer pulmões ou rins remanescentes. Freqüentemente, devido ao hábito da ave de ingerir pequenas pedras ou pedaços de lixo durante o crescimento, uma operária alcança a cavidade da ave e recebe feridas dolorosas nas pontas dos dedos ou sob as unhas.
As pequenas feridas, se não tratadas adequadamente, correm o risco de infecções graves, pois a cavidade da ave ainda não está limpa de bactérias. Como a sensibilidade tátil é necessária para o trabalho, ainda não existem luvas disponíveis para evitar esses incidentes frequentes. Uma luva apertada do tipo cirurgião foi testada com algum sucesso. O ritmo da linha é tão rápido que não permite que o trabalhador insira as mãos com cuidado.
Por fim, o pescoço da carcaça é retirado por máquina e colhido. As aves passam por um lavador de aves que usa spray clorado para lavar o excesso de vísceras dentro e fora de cada ave.
Durante todo o curativo e evisceração, os trabalhadores estão expostos a altos níveis de ruído, pisos escorregadios e alto estresse ergonômico nos trabalhos de abate, tesoura e embalagem. De acordo com um estudo do NIOSH, as taxas de CTDs documentadas em aviários podem variar de 20 a 30% dos trabalhadores (NIOSH 1990).
Operações do resfriador
Dependendo do processo, os gargalos são bombeados para um tanque resfriador de superfície aberta com braços rotativos, pás ou brocas. Esses tanques abertos representam uma séria ameaça à segurança do trabalhador durante a operação e precisam ser devidamente protegidos por tampas ou grades removíveis. A tampa do tanque deve permitir a inspeção visual do tanque. Se uma tampa for removida ou levantada, devem ser fornecidas travas para desligar os braços rotativos ou o sem-fim. Os gargalos resfriados são embalados a granel para processamento posterior ou levados para a área de embalagem de miúdos para recombinação e embalagem.
Após a evisceração, as linhas transportadoras de aves são jogadas em grandes tanques de resfriamento horizontais de superfície aberta ou, na Europa, passam por ar circulante refrigerado. Esses resfriadores são equipados com pás que giram lentamente pelo resfriador, reduzindo a temperatura corporal da ave. A água gelada é altamente clorada (20 ppm ou mais) e aerada para agitação. O tempo de permanência da carcaça da ave no resfriador pode ser de até uma hora.
Devido aos altos níveis de cloro livre liberados e circulados, os trabalhadores ficam expostos e podem apresentar sintomas de irritação nos olhos e garganta, tosse e falta de ar. O NIOSH conduziu vários estudos de irritação ocular e respiratória superior em plantas de processamento de aves, que recomendaram que os níveis de cloro fossem monitorados e controlados de perto, que cortinas fossem usadas para conter o cloro liberado (ou um invólucro de algum tipo deveria cercar a superfície aberta do tanque) e que um sistema de ventilação de exaustão deve ser instalado (Sanderson, Weber e Echt 1995).
O tempo de permanência é crítico e motivo de alguma controvérsia. Ao sair da evisceração, a carcaça não está completamente limpa, os poros da pele e os folículos das penas estão abertos e abrigam bactérias causadoras de doenças. O principal objetivo da passagem pelo resfriador é resfriar a ave rapidamente para reduzir a deterioração. Não mata bactérias e o risco de contaminação cruzada é um grave problema de saúde pública. Os críticos chamam o método de banho de resfriamento de “sopa fecal”. Do ponto de vista do lucro, um benefício colateral é o fato de a carne absorver a água do resfriador como uma esponja. Acrescenta quase 8% ao peso de mercado do produto (Linder 1996).
Ao sair do chiller, as carcaças são depositadas em uma esteira ou mesa agitadora. Funcionários especialmente treinados, chamados niveladores, inspecionam as aves em busca de hematomas, rachaduras na pele e assim por diante e penduram novamente as aves em linhas de manilha separadas que passam na frente delas. Aves degradadas podem viajar para diferentes processos de recuperação de peças. Os niveladores ficam em pé por períodos prolongados manuseando aves resfriadas, o que pode resultar em dormência e dor nas mãos. Luvas com forro são usadas não apenas para proteger as mãos dos trabalhadores do resíduo de cloro, mas também para fornecer algum grau de calor.
Cortar
Da classificação, as aves viajam por cima para diferentes processos, máquinas e linhas em uma área da planta chamada de segundo processamento ou posterior. Algumas máquinas são alimentadas manualmente com viagens de duas mãos. Outros equipamentos europeus, mais modernos, em estações separadas, podem retirar as coxas e asas e dividir o peito, sem serem tocados pelo trabalhador. Novamente, a consistência no tamanho ou peso da ave é crítica para a operação bem-sucedida desse equipamento automatizado. As lâminas circulares rotativas devem ser trocadas todos os dias.
Técnicos de manutenção qualificados e operadores devem estar atentos ao equipamento. O acesso a tais equipamentos para ajuste, manutenção e higienização precisa ser frequente, exigindo escadas, não escadas, e plataformas de trabalho substanciais. Durante a troca da lâmina, o manuseio deve ser cauteloso devido ao escorregadio devido ao acúmulo de gordura. Luvas especiais resistentes a cortes e deslizamentos com as pontas dos dedos removidas protegem a maior parte da mão, enquanto as pontas dos dedos podem ser usadas para manipular as ferramentas, parafusos e porcas usados para substituição.
A evolução dos gostos dos consumidores afetou o processo de produção. Em alguns casos, os produtos (por exemplo, sobrecoxa, sobrecoxa e peito) devem ser sem pele. O equipamento de processamento foi desenvolvido para remover a pele com eficiência, de modo que os trabalhadores não precisem fazer isso manualmente. No entanto, à medida que o equipamento de processamento automatizado é adicionado e as linhas são reorganizadas, as condições se tornam mais lotadas e difíceis para os trabalhadores se locomoverem, manobrar macacos de chão e carregar sacolas, ou banheiras de plástico, de produtos gelados pesando mais de 27 kg em pisos escorregadios e úmidos.
Dependendo da demanda do cliente e das vendas do mix de produtos, os trabalhadores ficam de frente para esteiras de altura fixa, selecionando e organizando os produtos em bandejas plásticas. O produto viaja em uma direção ou cai de um chute. As bandejas chegam em transportadores suspensos, descendo para que os trabalhadores possam pegar uma pilha e colocá-las na frente para facilitar o acesso. Os defeitos do produto podem ser colocados em um transportador de contrafluxo abaixo ou pendurados em uma manilha que se desloca na direção oposta acima. Os trabalhadores permanecem por longos períodos de tempo quase ombro a ombro, talvez separados apenas por uma sacola na qual são jogados defeitos ou desperdícios. Os trabalhadores devem receber luvas, aventais e botas.
Alguns produtos podem ser embalados a granel em caixas cobertas com gelo. Isso é chamado de bolsa de gelo. Os trabalhadores enchem as caixas manualmente em balanças e as transferem manualmente para transportadores móveis. Mais tarde, na sala de embalagem de gelo, o gelo é adicionado, as caixas recuperadas e as caixas removidas e empilhadas manualmente em paletes prontos para embarque.
Alguns trabalhadores em cut-up também estão expostos a altos níveis de ruído.
Desossa
Se a carcaça for destinada à desossa, o produto é despejado em grandes silos de alumínio ou caixas de papelão (ou gaylords) montadas sobre paletes. A carne de peito deve ser maturada por um certo número de horas antes de ser processada à máquina ou à mão. Frango fresco é difícil de cortar e aparar à mão. Do ponto de vista ergonômico, o envelhecimento da carne é um ponto-chave para ajudar a reduzir lesões por movimentos repetitivos nas mãos.
Existem dois métodos usados na desossa. No método manual, depois de prontas, as carcaças com apenas o peito restante são despejadas em uma moega que leva a uma esteira. Esta seção dos trabalhadores da linha deve manusear cada carcaça e segurá-la contra dois rolos de skinner texturizados horizontais em execução. A carcaça é rolada sobre os rolos enquanto a pele é puxada para baixo e para um transportador abaixo. Existe o risco de os trabalhadores ficarem desatentos ou distraídos e terem os dedos puxados para os rolos. Interruptores de parada de emergência (E-stop) devem ser fornecidos ao alcance da mão livre ou do joelho. Luvas e roupas soltas não podem ser usadas em torno desses equipamentos. Aventais (usados confortavelmente) e óculos de proteção devem ser usados devido à possibilidade de lascas ou fragmentos de ossos serem arremessados.
A próxima etapa é realizada por trabalhadores chamados nickers. Eles seguram uma carcaça em uma mão e fazem um corte ao longo da quilha (ou esterno) com a outra. Facas afiadas e de lâmina curta são normalmente usadas. Luvas de malha de aço inoxidável são geralmente usadas sobre uma mão com luva de látex ou nitrila segurando a carcaça. As facas utilizadas para esta operação não precisam ter ponta afiada. Óculos de proteção devem ser usados.
A terceira etapa é realizada pelos puxadores de quilha. Isso pode ser feito manualmente ou com um gabarito ou acessório onde a carcaça é guiada sobre um acessório “Y” barato (feito de haste de aço inoxidável) e puxada em direção ao trabalhador. A altura de trabalho de cada equipamento precisa ser ajustada ao trabalhador. O método manual simplesmente exige que o trabalhador use uma pinça com a mão enluvada e puxe o osso da quilha para fora. Óculos de proteção devem ser usados conforme descrito acima.
A quarta etapa requer filetagem manual. Os trabalhadores ficam ombro a ombro, alcançando a carne do peito enquanto ela viaja em bandejas à sua frente. Existem certas técnicas que devem ser observadas para esta parte do processo. São necessárias instruções de trabalho adequadas e correção imediata quando erros são observados. Os trabalhadores são protegidos com uma corrente ou luva de malha em uma das mãos. No outro, eles seguram uma faca extremamente afiada (com uma ponta que pode ser muito pontiaguda).
O ritmo de trabalho é acelerado e os trabalhadores que ficam para trás são pressionados a pegar atalhos, como estender a mão na frente do colaborador próximo a eles ou pegar e/ou esfaquear um pedaço de carne que passa fora de seu alcance. A punção da faca não apenas reduz a qualidade do produto, mas também resulta em ferimentos graves aos colegas de trabalho na forma de lacerações, que muitas vezes estão sujeitas a infecções. Protetores de plástico para os braços estão disponíveis para evitar esse tipo frequente de lesão.
À medida que a carne do filé é recolocada na manilha do transportador, ela é retirada pela próxima seção de trabalhadores, chamada de aparadores. Esses trabalhadores devem cortar o excesso de gordura, pele e ossos perdidos da carne usando tesouras afiadas e ajustadas. Depois de aparado, o produto acabado é embalado manualmente em bandejas ou colocado em sacos a granel e colocado em caixas de papelão para uso em restaurantes.
O segundo método de desossa envolve equipamentos de processamento automático desenvolvidos na Europa. Assim como no método manual, caixas a granel ou tanques de carcaças, às vezes com asas ainda presas, são carregados em uma tremonha e chute. As carcaças podem então ser colhidas manualmente e colocadas em transportadores segmentados, ou cada carcaça deve ser colocada manualmente em uma sapata da máquina. A máquina se move rapidamente, transportando a carcaça por uma série de dedos (para remover a pele), lâminas de corte e talhadeiras. Tudo o que resta é uma carcaça sem carne que é volumosa e usada em outro lugar. A maioria das posições da linha manual são eliminadas, exceto para os aparadores com tesoura.
Os trabalhadores de desossa estão expostos a sérios riscos ergonômicos devido à natureza repetitiva e vigorosa do trabalho. Em cada uma das posições de desossa, especialmente filetadores e aparadores, a rotação de trabalho pode ser um elemento-chave para reduzir as tensões ergonômicas. Deve ser entendido que a posição para a qual um trabalhador gira não deve usar o mesmo grupo muscular. Foi feito um argumento fraco de que filetes e aparadores podem girar na posição um do outro. Isso não deve ser permitido, porque os mesmos métodos de agarrar, torcer e girar são usados na mão que não segura a ferramenta (faca ou tesoura). Pode-se argumentar que os músculos que seguram uma faca frouxamente para torcer e girar ao fazer cortes de filé são usados de maneira diferente ao abrir e fechar tesouras. No entanto, torcer e girar a mão ainda é necessário. As velocidades de linha desempenham um papel crítico no aparecimento de distúrbios ergonômicos nesses trabalhos.
Embrulhe e esfrie
Depois que o produto é embalado na bandeja, seja no corte ou na desossa, as bandejas são transportadas para outra etapa do processo chamado overwrap. Os trabalhadores retiram produtos específicos em bandejas e colocam as bandejas em máquinas que aplicam e esticam o invólucro transparente impresso sobre a bandeja, dobram-no e passam a bandeja sobre um selador térmico. A bandeja pode então passar por uma lavadora, onde é recuperada e colocada em uma cesta. A cesta contendo um determinado produto é colocada em uma esteira onde passa para uma área de resfriamento. As bandejas são classificadas e empilhadas manualmente ou automaticamente.
Os trabalhadores na área de sobreembalagem ficam em pé por períodos prolongados de tempo e são rotacionados de modo que as mãos que usam para pegar as bandejas de produtos sejam rotacionadas. Normalmente, a área de invólucro é relativamente seca. Tapetes acolchoados reduziriam a fadiga nas pernas e nas costas.
A demanda do consumidor, vendas e marketing podem criar riscos ergonômicos especiais. Em certas épocas do ano, grandes bandejas são embaladas com vários quilos de produto para “conveniência e economia de custos”. Esse peso adicional contribuiu para lesões adicionais nas mãos relacionadas a movimentos repetitivos, simplesmente porque o processo e o sistema de transporte são projetados para coleta com uma mão. Um trabalhador simplesmente não tem a força necessária para levantamentos repetidos com uma mão de bandejas com excesso de peso.
O invólucro plástico transparente usado na embalagem pode liberar pequenas quantidades de monômero ou outros produtos de decomposição quando aquecido para vedação. Se surgirem reclamações sobre os vapores, o fabricante ou fornecedor do filme deve ser chamado para ajudar a avaliar o problema. LEV pode ser necessária. O equipamento de vedação a quente precisa ser mantido adequadamente e suas paradas de emergência verificadas quanto à operação adequada no início de cada turno.
A sala de resfriamento ou área de refrigeração apresenta um conjunto diferente de riscos de incêndio, segurança e saúde. Do ponto de vista do fogo, a embalagem do produto representa um risco, pois geralmente é de poliestireno altamente combustível. O isolamento da parede é geralmente um núcleo de espuma de poliestireno. Os chillers devem ser devidamente protegidos com sistemas de sprinklers secos de pré-ação projetados para riscos extraordinários. (Os sistemas de pré-ação empregam sprinklers automáticos conectados a sistemas de tubulação contendo ar seco ou nitrogênio, bem como um sistema de detecção suplementar instalado na mesma área dos sprinklers.)
Depois que as cestas de bandejas entram no resfriador, os trabalhadores devem pegar fisicamente uma cesta e levantá-la até a altura do ombro ou mais alto para empilhá-la em um carrinho. Depois que tantos cestos são empilhados, os trabalhadores são obrigados a ajudar uns aos outros para empilhar os cestos de produtos mais altos.
As temperaturas no resfriador podem chegar a -2 °C. Os trabalhadores devem ser instruídos a usar roupas de várias camadas ou “fatos de congelamento” junto com calçados de segurança isolados. Carrinhos ou pilhas de cestos devem ser manuseados fisicamente e empurrados para várias áreas do resfriador até serem solicitados. Freqüentemente, os trabalhadores tentam economizar tempo empurrando várias pilhas de bandejas ao mesmo tempo, o que pode resultar em distensão muscular ou na região lombar.
A integridade da cesta é um aspecto importante do controle de qualidade do produto e da segurança do trabalhador. Se os cestos partidos forem empilhados com outros cestos cheios empilhados por cima, toda a carga torna-se instável e tomba facilmente. Embalagens de produtos caem no chão e ficam sujas ou danificadas, resultando em retrabalho e movimentação manual extra por parte dos trabalhadores. Pilhas de cestas também podem cair sobre outros trabalhadores.
Quando um determinado mix de produtos é solicitado, as cestas podem ser empilhadas manualmente. As bandejas são carregadas em um transportador com uma balança que as pesa e anexa etiquetas marcadas com o peso e códigos para fins de rastreamento. As bandejas são embaladas manualmente em caixas ou caixas às vezes revestidas com forros impermeáveis. Os trabalhadores muitas vezes precisam pegar as bandejas. Como no caso do processo de sobreembalagem, embalagens de produtos maiores e mais pesadas podem causar estresse nas mãos, braços e ombros. Os trabalhadores permanecem por períodos prolongados em um ponto. Os tapetes antifadiga podem reduzir o estresse nas pernas e na região lombar.
À medida que as caixas de pacotes passam por um transportador, os forros podem ser selados a quente enquanto o CO2 é injetado. Isso, juntamente com a refrigeração contínua, prolonga a vida útil do produto. Além disso, à medida que a caixa continua seu progresso, uma colher de CO2 pepitas (gelo seco) é adicionado para prolongar a vida útil no caminho para um cliente em um trailer refrigerado. No entanto, CO2 tem riscos inerentes em áreas fechadas. As pepitas podem ser jogadas pelo chute ou retiradas de uma grande lixeira parcialmente coberta. Embora o limite de exposição (TLV) para CO2 é relativamente alto e monitores contínuos estão prontamente disponíveis, os trabalhadores também precisam aprender seus perigos e sintomas e usar luvas de proteção e proteção para os olhos. Sinais de alerta apropriados também devem ser colocados na área.
Caixas ou caixotes de produtos em bandeja geralmente são selados com adesivo hot-melt injetado no papelão. Queimaduras de contato dolorosas são possíveis se os ajustes, sensores e pressões forem inadequados. Os trabalhadores precisam usar óculos de proteção com proteções laterais. O equipamento de aplicação e vedação precisa ser totalmente desenergizado, com a pressão descarregada, antes que ajustes ou reparos sejam feitos.
Depois que as caixas são seladas, elas podem ser levantadas manualmente do transportador ou passadas por um paletizador automático ou outro equipamento operado remotamente. Devido à alta taxa de produção, existe o potencial de lesões nas costas. Esse trabalho geralmente é realizado em um ambiente frio, o que tende a levar a lesões por esforço.
Do ponto de vista ergonômico, a recuperação e o empilhamento de caixas são facilmente automatizados, mas os custos de investimento e manutenção serão altos.
Desossa de sobrecoxa e frango moído
Nenhuma parte do frango é desperdiçada no processamento moderno de aves. As coxas de frango são embaladas a granel, armazenadas no congelamento ou próximo a ele e, em seguida, processadas ou desossadas, com tesouras ou aparadores manuais acionados pneumaticamente. Assim como na operação de desossa de peito, os trabalhadores de desossa de coxa devem remover o excesso de gordura e pele com uma tesoura. As temperaturas da área de trabalho podem ser tão baixas quanto 4 a 7 °C. Apesar do fato de que os aparadores podem usar forros com luvas, suas mãos são suficientemente frias para restringir a circulação sanguínea, aumentando assim as tensões ergonômicas.
Depois de resfriada, a carne da coxa é processada adicionando sabores e moendo sob um CO2 cobertor. É extrudado como rissóis de frango moídos ou a granel.
Processamento Deli
Pescoços, dorsos e carcaças restantes da desossa do peito não são desperdiçados, mas despejados em grandes trituradores de pás ou misturadores, bombeados através de misturadores refrigerados e extrusados em contêineres a granel. Isso geralmente é vendido ou enviado para processamento posterior no que é chamado de “cachorro-quente de frango” ou “frankfurters”.
O recente desenvolvimento de alimentos de conveniência, que requerem pouco processamento ou preparo em casa, resultou em produtos de alto valor agregado para a indústria avícola. Pedaços selecionados de carne da desossa de peito são colocados em um recipiente rotativo; soluções de aromatizantes e especiarias são então misturadas sob vácuo por um período de tempo prescrito. A carne ganha não só sabor como peso, o que melhora a margem de lucro. As peças são então embaladas individualmente em bandejas. As bandejas são seladas a vácuo e embaladas em pequenas caixas para envio. Esse processo não depende do tempo, portanto, os trabalhadores não estão sujeitos às mesmas velocidades de linha que os outros no corte. O produto final deve ser manuseado, inspecionado e embalado cuidadosamente para que se apresente bem nas lojas.
Sumário
Em todas as instalações avícolas, os processos úmidos e a gordura podem criar pisos muito perigosos, com alto risco simultâneo de escorregar e cair. A limpeza adequada dos pisos, drenagem adequada (com barreiras de proteção colocadas em todos os orifícios do piso), calçado adequado (impermeável e antiderrapante) fornecido aos trabalhadores e pisos antiderrapantes são fundamentais para prevenir esses riscos.
Além disso, altos níveis de ruído são comuns nas instalações avícolas. Atenção deve ser dada às medidas de engenharia que diminuem os níveis de ruído. Tampões de ouvido e substitutos devem ser fornecidos, bem como um programa completo de conservação auditiva com exames auditivos anuais.
A indústria avícola é uma mistura interessante de operações de mão-de-obra intensiva e processamento de alta tecnologia. O suor e a angústia humanos ainda caracterizam a indústria. As demandas por maior rendimento e maiores velocidades de linha freqüentemente ofuscam os esforços para treinar e proteger adequadamente os trabalhadores. À medida que a tecnologia melhora para ajudar a eliminar lesões ou distúrbios de movimento repetitivo, o equipamento deve ser cuidadosamente mantido e calibrado por técnicos qualificados. A indústria geralmente não atrai técnicos altamente qualificados por causa dos níveis salariais medíocres, condições de trabalho extremamente estressantes e gerenciamento muitas vezes autocrático, que também resiste a mudanças positivas que podem ser alcançadas com programas pró-ativos de segurança e saúde.
Câncer
Exposições a numerosas substâncias designadas pela Agência Internacional de Pesquisa sobre o Câncer (IARC) como carcinógenos conhecidos, prováveis e possíveis podem ocorrer nas operações de celulose e papel. O amianto, conhecido por causar câncer de pulmão e mesotelioma, é usado para isolar tubulações e caldeiras. O talco é amplamente utilizado como aditivo para papel e pode ser contaminado com amianto. Outros aditivos de papel, incluindo corantes à base de benzidina, formaldeído e epicloridrina, são considerados prováveis carcinógenos humanos. Compostos hexavalentes de cromo e níquel, gerados na soldagem de aço inoxidável, são conhecidos como cancerígenos pulmonares e nasais. O pó de madeira foi recentemente classificado pela IARC como um conhecido carcinógeno, baseado principalmente em evidências de câncer nasal entre trabalhadores expostos ao pó de madeira de lei (IARC, 1995). Escape de diesel, hidrazina, estireno, óleos minerais, fenóis clorados e dioxinas e radiação ionizante são outros carcinógenos prováveis ou possíveis que podem estar presentes nas operações da fábrica.
Poucos estudos epidemiológicos específicos para as operações de celulose e papel foram conduzidos e indicam poucos resultados consistentes. As classificações de exposição nesses estudos frequentemente usam a ampla categoria industrial “papel e celulose”, e mesmo as classificações mais específicas agrupam trabalhadores por tipos de celulose ou grandes áreas de fábrica. Os três estudos de coorte na literatura até o momento envolveram menos de 4,000 trabalhadores cada. Vários grandes estudos de coorte estão atualmente em andamento, e a IARC está coordenando um estudo multicêntrico internacional que provavelmente incluirá dados de mais de 150,000 trabalhadores de papel e celulose, permitindo análises de exposição muito mais específicas. Este artigo revisará o conhecimento disponível a partir de estudos publicados até o momento. Informações mais detalhadas podem ser obtidas em revisões publicadas anteriormente pela IARC (1980, 1987 e 1995) e por Torén, Persson e Wingren (1996). Os resultados para neoplasias pulmonares, estomacais e hematológicas estão resumidos na tabela 1.
Tabela 1. Resumo dos estudos sobre câncer de pulmão, câncer de estômago, linfoma e leucemia em trabalhadores de papel e celulose
|
Extração |
Localização |
Tipo de |
Pulmão |
Estômago |
linfoma |
Leucemia |
|
Sulfito |
Finlândia |
C |
0.9 |
1.3 |
X / X |
X |
|
Sulfito |
Estados Unidos |
C |
1.1 |
0.7 |
- |
0.9 |
|
Sulfito |
Estados Unidos |
C |
0.8 |
1.5 |
1.3 / X |
0.7 |
|
Sulfito |
Estados Unidos |
PM |
0.9 |
2.2 * |
2.7*/X |
1.3 |
|
Sulfato |
Finlândia |
C |
0.9 |
0.9 |
0/0 |
X |
|
Sulfato |
Estados Unidos |
C |
0.8 |
1.0 |
2.1/0 |
0.2 |
|
Sulfato |
Estados Unidos |
PM |
1.1 |
1.9 |
1.1 / 4.1 * |
1.7 |
|
Cloro |
Finlândia |
C |
3.0 * |
- |
- |
- |
|
Sulfito/papel |
Suécia |
CR |
- |
2.8 * |
- |
- |
|
pó de papel |
Localização: Canadá |
CR |
2.0 * |
- |
- |
- |
|
Fábrica de papel |
Finlândia |
C |
2.0 * |
1.7 |
X / X |
- |
|
Fábrica de papel |
Suécia |
C |
0.7 * |
- |
- |
- |
|
Fábrica de papel |
Estados Unidos |
C |
0.8 |
2.0 |
- |
2.4 |
|
Fábrica de papel |
Suécia |
CR |
1.6 |
- |
- |
- |
|
Fábrica de papel |
Estados Unidos |
PM |
1.3 |
0.9 |
X / 1.4 |
1.4 |
|
moinho de placa |
Finlândia |
C |
2.2 * |
0.6 |
X / X |
X |
|
usina |
Finlândia |
C |
0.5 |
2.1 |
- |
- |
|
Manutenção |
Finlândia |
C |
1.3 |
0.3 * |
1.0 / X |
1.5 |
|
Manutenção |
Suécia |
CR |
2.1 * |
0.8 |
- |
- |
|
Polpa e papel |
Estados Unidos |
C |
0.9 |
1.2 |
0.7 / X |
1.8 |
|
Polpa e papel |
Estados Unidos |
C |
0.8 |
1.2 |
1.7 / X |
0.5 |
|
Polpa e papel |
Suécia |
CR |
0.8 |
1.3 |
1.8 |
1.1 |
|
Polpa e papel |
Suécia |
CR |
- |
- |
2.2/0 |
- |
|
Polpa e papel |
Suécia |
CR |
1.1 |
0.6 |
- |
- |
|
Polpa e papel |
Estados Unidos |
CR |
1.2 * |
- |
- |
- |
|
Polpa e papel |
Estados Unidos |
CR |
1.1 |
- |
- |
- |
|
Polpa e papel |
Estados Unidos |
CR |
- |
- |
—/4.0 |
- |
|
Polpa e papel |
Localização: Canadá |
PM |
- |
1.2 |
3.8*/— |
- |
|
Polpa e papel |
Estados Unidos |
PM |
1.5 * |
0.5 |
4.4/4.5 |
2.3 |
|
Polpa e papel |
Estados Unidos |
PM |
0.9 |
1.7 * |
1.6/1.0 |
1.1 |
|
Polpa e papel |
Estados Unidos |
PM |
0.9 |
1.2 |
1.5 / 1.9 * |
1.4 |
|
Polpa e papel |
Estados Unidos |
PM |
- |
1.7 * |
1.4 |
1.6 * |
C = estudo de coorte, CR = estudo caso-referente, PM = estudo de mortalidade proporcional.
* Estatisticamente significativo. § = Quando relatado separadamente, LNH = linfoma não Hodgkin e HD = doença de Hodgkin. X = 0 ou 1 caso relatado, nenhuma estimativa de risco calculada, — = Nenhum dado relatado.
Uma estimativa de risco superior a 1.0 significa que o risco é aumentado, e uma estimativa de risco abaixo de 1.0 indica risco reduzido.
Fonte: Adaptado de Torén, Persson e Wingren 1996.
Cânceres do Sistema Respiratório
Trabalhadores de manutenção em fábricas de papel e celulose apresentam um risco aumentado de câncer de pulmão e mesoteliomas malignos, provavelmente por causa de sua exposição ao amianto. Um estudo sueco mostrou um risco três vezes maior de mesotelioma pleural entre os trabalhadores de papel e celulose (Malker et al. 1985). Quando a exposição foi analisada mais detalhadamente, 71% dos casos foram expostos ao amianto, a maioria trabalhando na manutenção da fábrica. Aumentos no risco de câncer de pulmão entre trabalhadores de manutenção também foram demonstrados em fábricas de celulose e papel suecas e finlandesas (Torén, Sällsten e Järvholm 1991; Jäppinen et al. 1987).
No mesmo estudo finlandês, um risco duas vezes maior de câncer de pulmão também foi observado entre os trabalhadores de fábricas de papel e de papelão. Os pesquisadores fizeram um estudo subsequente restrito a trabalhadores de fábricas de celulose expostos a compostos de cloro e descobriram um risco três vezes maior de câncer de pulmão.
Poucos outros estudos de trabalhadores de papel e celulose mostraram riscos aumentados de câncer de pulmão. Um estudo canadense mostrou um risco aumentado entre aqueles expostos ao pó de papel (Siemiatycki et al. 1986), e estudos americanos e suecos mostraram riscos aumentados entre trabalhadores de fábricas de papel (Milham e Demers 1984; Torén, Järvholm e Morgan 1989).
Cânceres gastrointestinais
O aumento do risco de câncer de estômago foi indicado em muitos estudos, mas os riscos não estão claramente associados a nenhuma área; portanto, a exposição relevante é desconhecida. O status socioeconômico e os hábitos alimentares também são fatores de risco para câncer de estômago e podem ser fatores de confusão; esses fatores não foram levados em consideração em nenhum dos estudos revisados.
A associação entre câncer gástrico e polpa e papel foi vista pela primeira vez em um estudo nos Estados Unidos na década de 1970 (Milham e Demers 1984). O risco foi ainda maior, quase o dobro, quando os trabalhadores do sulfito foram examinados separadamente. Os trabalhadores americanos de sulfito e madeira também foram encontrados em um estudo posterior para correr um risco aumentado de câncer de estômago (Robinson, Waxweiller e Fowler 1986). Um risco da mesma magnitude foi encontrado em um estudo sueco entre trabalhadores de fábricas de celulose e papel de uma área onde apenas celulose sulfito era produzida (Wingren et al. 1991). Trabalhadores americanos de fábricas de papel, papelão e celulose nos estados de New Hampshire e Washington tiveram uma mortalidade aumentada por câncer de estômago (Schwartz 1988; Milham 1976). Os sujeitos eram provavelmente uma mistura de sulfitos, sulfatos e trabalhadores de fábricas de papel. Em um estudo sueco, a mortalidade triplicada devido ao câncer de estômago foi encontrada em um grupo composto por trabalhadores de fábricas de papel e sulfito (Wingren, Kling e Axelson 1985). A maioria dos estudos sobre papel e celulose relatou excesso de câncer de estômago, embora alguns não.
Devido ao pequeno número de casos, a maioria dos estudos de outros cânceres gastrointestinais são inconclusivos. Um risco aumentado de câncer de cólon entre os trabalhadores no processo de sulfato e na produção de papelão foi relatado em um estudo finlandês (Jäppinen et al. 1987), bem como entre os trabalhadores de papel e celulose dos Estados Unidos (Solet et al. 1989). A incidência de câncer do trato biliar na Suécia entre 1961 e 1979 foi relacionada com dados ocupacionais do Censo Nacional de 1960 (Malker et al. 1986). Foi identificada uma incidência aumentada de câncer da vesícula biliar entre os trabalhadores da fábrica de papel do sexo masculino. Riscos aumentados de câncer pancreático foram observados em alguns estudos de trabalhadores de fábricas de papel e sulfitos (Milham e Demers 1984; Henneberger, Ferris e Monson 1989), bem como no amplo grupo de trabalhadores de papel e celulose (Pickle e Gottlieb 1980; Wingren e outros 1991). Esses achados não foram comprovados em outros estudos.
Malignidades Hematológicas
A questão dos linfomas entre trabalhadores de fábricas de celulose e papel foi originalmente abordada em um estudo norte-americano da década de 1960, onde um risco quatro vezes maior de doença de Hodgkin foi encontrado entre trabalhadores de celulose e papel (Milham e Hesser 1967). Em um estudo subsequente, a mortalidade entre trabalhadores de fábricas de celulose e papel no estado de Washington entre 1950 e 1971 foi investigada, e um risco dobrado de doença de Hodgkin e mieloma múltiplo foi observado (Milham 1976). Esse estudo foi seguido por outro que analisava a mortalidade entre membros de sindicatos de celulose e papel nos Estados Unidos e no Canadá (Milham e Demers 1984). Ele mostrou um risco quase três vezes maior de linfossarcoma e sarcoma de células reticulares entre os trabalhadores do sulfito, enquanto os trabalhadores do sulfato tiveram um risco quatro vezes maior de doença de Hodgkin. Em um estudo de coorte nos EUA, observou-se que os trabalhadores do sulfato tinham um risco duplo de linfossarcoma e reticulossarcoma (Robinson, Waxweiller e Fowler 1986).
Em muitos dos estudos onde foi possível investigar a ocorrência de linfomas malignos, foi encontrado um risco aumentado (Wingren et al. 1991; Persson et al. 1993). Uma vez que o risco aumentado ocorre tanto em trabalhadores de fábricas de sulfato quanto de sulfito, isso aponta para uma fonte comum de exposição. Nos departamentos de triagem e picagem, as exposições são bastante semelhantes. A força de trabalho está exposta a pó de madeira, terpenos e outros compostos extraíveis da madeira. Além disso, ambos os processos de polpação branqueiam com cloro, que tem o potencial de criar subprodutos orgânicos clorados, incluindo pequenas quantidades de dioxinas.
Em comparação com os linfomas, os estudos sobre leucemias mostram padrões menos consistentes e as estimativas de risco são menores.
Outras malignidades
Entre os trabalhadores das fábricas de papel dos EUA com exposição presumida ao formaldeído, quatro casos de câncer do trato urinário foram encontrados após 30 anos de latência, embora apenas um fosse esperado (Robinson, Waxweiller e Fowler, 1986). Todos esses indivíduos trabalharam nas áreas de secagem de papel das fábricas de papel.
Em um estudo de caso-controle de Massachusetts, os tumores do sistema nervoso central na infância foram associados a uma ocupação paterna não especificada como trabalhador de uma fábrica de papel e celulose (Kwa e Fine 1980). Os autores consideraram sua observação como um evento aleatório. No entanto, em três estudos subsequentes, também foram encontrados riscos aumentados (Johnson et al. 1987; Nasca et al. 1988; Kuijten, Bunin e Nass 1992). Em estudos da Suécia e da Finlândia, foram observados riscos duas a três vezes maiores de tumores cerebrais entre trabalhadores de fábricas de papel e celulose.
Cultivo e Processamento da Cana-de-Açúcar
Adaptado da 3ª edição, “Enciclopédia de Saúde e Segurança Ocupacional”.
Cultivo
A cana-de-açúcar é uma cultura resistente que é cultivada em regiões tropicais e subtropicais por seu teor de sacarose e subprodutos, como melaço e bagaço (resíduos fibrosos residuais). A planta cresce em touceiras de talos cilíndricos medindo de 1.25 a 7.25 cm de diâmetro e atingindo 6 a 7 m de altura. Os talos de cana crescem retos para cima até que o caule se torne pesado demais para se sustentar. Em seguida, deita-se de lado e continua a crescer para cima. Isso resulta em um canavial maduro deitado sobre si mesmo em um padrão de malha. Os colmos da cana-de-açúcar contêm uma seiva a partir da qual o açúcar é processado. A cana-de-açúcar é cultivada em todo o Caribe, América Central e do Sul, Índia, Ilhas do Pacífico, Austrália, África Central e do Sul, Ilhas Maurício e sul dos Estados Unidos. O principal uso da cana-de-açúcar é para açúcar; no entanto, pode ser fermentado e destilado para produzir rum. O bagaço, material celulósico que sobra após a prensagem, pode ser utilizado na produção de papel e outros produtos ou como fonte de combustível.
Em condições favoráveis e com o uso adequado de defensivos e fertilizantes, a cana cresce rapidamente. Para garantir o teor máximo de açúcares de 1 a 17% do peso total, a cana deve ser colhida logo após atingir o período final de crescimento. Os canaviais são queimados antes da colheita, para eliminar ervas daninhas (sem destruir a lavoura) e para destruir cobras, insetos perigosos e outras pragas que vivem no cerrado dos canaviais. A colheita é feita manualmente (são usados facões para cortar a cana) ou por uma máquina de colheita de cana-de-açúcar. A mecanização da colheita da cana-de-açúcar tornou-se mais prevalente durante a década de 1990. No entanto, a colheita manual ainda ocorre em muitas partes do mundo, bem como em locais de campo que não são propícios para equipamentos de colheita. Um grande número de trabalhadores sazonais ou migrantes é empregado durante a colheita da cana, especialmente em áreas de colheita manual.
Para manter o teor de açúcar, a cana deve ser processada o mais rápido possível após a colheita; portanto, as usinas processadoras (usinas) estão localizadas próximas às grandes áreas de produção de cana-de-açúcar. A colheita é transportada para as fábricas por tratores, semi-caminhões ou, em algumas áreas, por sistemas ferroviários internos.
Perigos e sua prevenção
Em áreas onde prevalece a colheita manual, muitos dos ferimentos são relacionados a facões. Essas lesões podem variar de pequenos cortes até o corte de partes do corpo. Além disso, o facão é a ferramenta mais comumente usada pelos trabalhadores menos qualificados na fazenda ou plantação. Manter o facão afiado ajuda a reduzir os ferimentos, pois com um facão afiado o trabalhador não precisa golpear com tanta força e consegue manter um melhor controle sobre o facão. Também há casos de trabalhadores entrando em brigas com facões. Luvas de segurança blindadas com malha de corrente foram desenvolvidas para fornecer proteção para a mão contra ferimentos relacionados ao facão. O uso de botas com biqueira de aço e protetores de braço e perna também reduzirá esses tipos de lesões. As botas também fornecem alguma proteção contra picadas de cobra. Trabalhar com cana também pode facilmente produzir lesões e cortes nos olhos. A proteção dos olhos é recomendada durante a colheita manual, onde os trabalhadores ficam expostos aos colmos de cana. Como a cana é cultivada em locais tropicais e subtropicais, os trabalhadores também precisam se preocupar com problemas de saúde relacionados ao calor. Isso pode ser agravado devido ao uso de roupas de proteção necessárias. Essas regiões também são áreas de altos níveis de exposição ao sol, o que pode resultar em vários tipos de câncer de pele. É necessário tomar precauções para limitar ou proteger contra a exposição ao sol.
A colheita manual com facões também pode resultar em lesões musculoesqueléticas pelos movimentos repetitivos e esforço físico. O tamanho do facão, a nitidez e a frequência dos golpes de corte são fatores que afetam isso. Ver também o artigo “Operações manuais na agricultura” neste capítulo.
Precauções devem ser tomadas para evitar infecções quando ocorrerem cortes e escoriações. Onde a colheita se tornou mecanizada, existem riscos associados à máquina específica que está sendo usada. Estes são semelhantes aos de outros equipamentos de colheita agrícola.
Pesticidas e outros produtos químicos podem envolver riscos tóxicos que podem levar a envenenamento por absorção ou inalação pela pele. As pessoas que aplicam os pesticidas precisam ser instruídas sobre os perigos da operação e fornecidas com roupas de proteção e instalações de lavagem adequadas. Seu equipamento precisa ser mantido e reparado conforme necessário para evitar derramamentos. Os pulverizadores costais são particularmente propensos a desenvolver vazamentos que causarão derramamento sobre a pessoa. Aplicações aéreas de pesticidas podem afetar outras pessoas que estão na área de aplicação. Além disso, quando pesticidas são aplicados, o rótulo do produto fornece requisitos legais e práticos para manuseio e descarte após o uso, além de listar os intervalos de tempo após os quais é seguro para as pessoas voltarem ao campo.
Usinas de Cana de Açúcar (Usinas de Processamento)
A indústria da cana-de-açúcar está preocupada com mais do que a produção de alimentos para consumo humano. Certos tipos de açúcar e resíduos de açúcar fornecem alimentos nutritivos suplementares para animais, e vários produtos de importância comercial são obtidos a partir da matéria-prima e seus subprodutos.
Os principais subprodutos são sacarose, glicose, levulose, rafinose, pectina, ceras e betaínas. Os subprodutos são o colmo (usado para forragem), o bagaço, a cachaça e o melaço. Entre os produtos fabricados em escala industrial estão o octacetato de sacarose, o álcool etílico e os ácidos acético, cítrico, glutâmico, oxálico, fórmico e sacárico. O papel e o cartão são produzidos industrialmente a partir do bagaço. O bagaço também pode, quando seco, ser usado como fonte de biogás ou como combustível na usina de açúcar.
Na usina de açúcar, a cana é esmagada e o caldo extraído por rolos pesados. O suco contém sacarose, glicose, levulose, sais orgânicos e ácidos em solução, e é misturado com fibras de bagaço, cascalho, argila, corante, albumina e pectina em suspensão. Devido às propriedades da albumina e da pectina, o suco não pode ser filtrado a frio. Calor e produtos químicos são necessários para eliminar as impurezas e obter a sacarose.
A mistura é clarificada por aquecimento e adição de precipitantes à base de cal. Depois de clarificado, o suco é concentrado por evaporação a vácuo até precipitar na forma de cristais acinzentados. O suco concentrado, ou melaço, tem 45% de água. O tratamento centrífugo produz açúcar granulado de tonalidade acinzentada (açúcar mascavo), para o qual existe mercado. O açúcar branco é obtido por um processo de refino. Nesse processo, o açúcar mascavo é dissolvido em vários produtos químicos (anidrido sulfúrico, ácido fosfórico) e filtrado com ou sem borra de osso, de acordo com a pureza desejada. O xarope filtrado evapora sob vácuo até cristalizar. Em seguida, é centrifugado até obter um pó cristalino branco.
Perigos e sua prevenção
As condições dos trabalhadores variam de acordo com a localização geográfica. Os trabalhadores sazonais são especialmente vulneráveis a viver em condições precárias. Os riscos à saúde irão variar em relação aos fatores ambientais, condições de trabalho, condições de vida e classe socioeconômica do trabalhador.
Devido às altas temperaturas nas áreas onde a cana é produzida, os trabalhadores precisam consumir grandes quantidades de líquido.
Emanações e gases como dióxido de carbono, dióxido de enxofre, monóxido de carbono e ácido clorídrico podem ser liberados em vários estágios do processo de refino. As altas temperaturas de processamento também podem resultar em fumaça e vapor que não são apenas irritantes ou quentes, mas às vezes também podem ser tóxicos.
Em algumas áreas da fábrica, há níveis excessivos de ruído.
A bagaçose é uma doença pulmonar ocupacional do tipo alveolite alérgica extrínseca, causada pela respiração de poeiras contendo esporos de actinomicetos termofílicos que crescem em bagaço mofado armazenado. Pneumonite de hipersensibilidade também pode resultar dessa exposição.
Nos países em desenvolvimento, os trabalhadores podem não ser qualificados, sem treinamento de segurança. Também pode haver uma alta taxa de rotatividade de funcionários, o que pode levar a problemas para manter o treinamento e aumentar os níveis de habilidade. Embora os dados estatísticos não mostrem uma elevada incidência de doenças profissionais, isso pode dever-se em parte a problemas de reporte e cálculo, como o facto de as fábricas e refinarias não estarem abertas todo o ano, mas apenas durante 5 a 6 meses de o ano. Assim, as taxas anuais de acidentes podem parecer baixas. Durante o restante do ano, os trabalhadores sazonais serão empregados em empregos totalmente diferentes, enquanto os funcionários permanentes farão a manutenção e trabalharão com as máquinas, equipamentos e instalações.
Os acidentes de trabalho, como quedas, luxações, entorses e assim por diante, diferem pouco dos ocorridos em outras atividades industriais e agrícolas. Com o aumento da mecanização, os acidentes de trabalho são menores, mas muitas vezes são mais graves. As lesões mais frequentes incluem doenças relacionadas ao golpe de calor ou estresse térmico, dermatites, conjuntivites, queimaduras e quedas.
Para planejar e implementar um programa de saúde e segurança para uma usina de açúcar específica, é necessário realizar uma avaliação qualitativa e quantitativa dos riscos e perigos envolvidos, incluindo a identificação de medidas corretivas, como o uso de sistemas locais de exaustão para poeira, gás e fumaça, quando apropriado. O controle de poeira pode ser usado efetivamente para controlar a poeira do bagaço. A instalação deve ser adequadamente arejada e ventilada para reduzir o calor excessivo, e iluminação adequada deve ser fornecida. O maquinário deve ser devidamente protegido e roupas de proteção adequadas devem ser fornecidas e facilmente acessíveis aos trabalhadores. As normas e regulamentos de saúde e segurança devem ser cumpridos. Um programa de segurança adequado, pelo qual pessoal treinado é responsável, deve estar em vigor para garantir a segurança dos trabalhadores.
O ruído é um perigo generalizado. Máquinas barulhentas devem ser à prova de som e, em áreas onde o nível de ruído não pode ser reduzido adequadamente, proteção auditiva deve ser fornecida e um programa de conservação auditiva deve ser instituído. Esse programa deve incluir testes audiométricos e treinamento de trabalhadores.
Fabricação de concentrado de refrigerante
Visão geral do processo
A fabricação do concentrado é a primeira etapa na produção de um refrigerante carbonatado. Nos primórdios da indústria, no século XIX, tanto o concentrado quanto o refrigerante eram fabricados na mesma unidade. Às vezes, o concentrado era vendido aos consumidores, que faziam seus próprios refrigerantes. À medida que o negócio de refrigerantes carbonatados cresceu, a fabricação de concentrados e refrigerantes tornou-se especializada. Hoje, uma fábrica de concentrado vende seu produto para várias empresas engarrafadoras.
As plantas de concentrado estão constantemente otimizando sua operação por meio da automação de sistemas. À medida que a demanda por concentrado aumenta, a automação permite que o fabricante atenda à demanda sem expandir o tamanho da fábrica. O tamanho da embalagem também aumentou. No início da indústria, os recipientes de 1/2, 1 e 5 galões eram os mais comuns. Hoje são usados tambores de 40 e 50 galões e até caminhões-tanque com capacidades de 3,000 a 4,000 galões.
As operações em uma fábrica de concentrado podem ser divididas em cinco processos básicos:
- tratamento de água
- recebimento de matéria prima
- fabricação de concentrado
- enchimento concentrado e aditivos
- envio de produtos acabados.
Cada um desses processos tem riscos de segurança que devem ser avaliados e controlados. A água é um ingrediente muito importante no concentrado e deve ser de excelente qualidade. Cada planta de concentrado trata a água até atingir a qualidade desejada e ficar livre de micro-organismos. O tratamento da água é monitorado em todas as etapas.
Quando a fábrica recebe os ingredientes de composição, inicia-se a inspeção, amostragem e análise dos ingredientes no departamento de controle de qualidade. Somente os materiais que passaram nos testes serão usados no processo de fabricação do concentrado. Algumas das matérias-primas são recebidas em caminhões-tanque e requerem manuseio especial. Além disso, o material de embalagem é recebido, avaliado e analisado da mesma forma que as matérias-primas.
Durante a fabricação do concentrado, a água tratada e os ingredientes líquidos e sólidos são bombeados para tanques de aço inox, onde são misturados, homogeneizados e/ou extraídos de acordo com as instruções de fabricação. Os tanques têm capacidades de 50 galões, 10,000 galões e até mais. Esses tanques são completamente limpos e sanitizados no momento da mistura.
Uma vez fabricado o concentrado, inicia-se a etapa de envase. Todos os produtos são canalizados para a sala de envase. As máquinas de envase são rigorosamente limpas e sanitizadas antes do início do processo de envase. A maioria das máquinas de envase é dedicada a tamanhos específicos de recipientes. O produto é mantido dentro de tubulações e tanques em alguns momentos durante o processo de envase para evitar contaminação. Cada recipiente deve ser rotulado com o nome do produto e os perigos de manuseio (se necessário). Os contêineres cheios são movidos por transportadores para a área de embalagem. Os contêineres são colocados em paletes e embrulhados em plástico ou amarrados antes de serem armazenados. Além dos concentrados, são embalados aditivos para serem utilizados no preparo de refrigerantes carbonatados. Muitos desses aditivos são embalados em sacos plásticos e colocados em caixas.
Uma vez no armazém, os produtos são divididos e preparados para serem enviados às diferentes empresas de engarrafamento. Esses produtos devem ser rotulados seguindo todos os regulamentos governamentais. Se os produtos forem para outro país, o produto deve ser rotulado de acordo com os requisitos de rotulagem do outro país.
Produção de sucos de frutas
Os sucos de frutas são feitos de uma grande variedade de frutas, incluindo laranjas e outras frutas cítricas, maçãs, uvas, cranberries, abacaxis, mangas e assim por diante. Em muitos casos, vários sucos de frutas são misturados. Normalmente, a fruta é processada em um concentrado perto de onde é cultivada e depois enviada para um embalador de suco de fruta. Os sucos de frutas podem ser vendidos como concentrados, concentrados congelados (especialmente suco de laranja) e como suco diluído. Muitas vezes, açúcar e conservantes são adicionados.
Uma vez recebidas na usina de beneficiamento, as laranjas são lavadas, classificadas para retirar os frutos danificados, separadas por tamanho e enviadas para os extratores de suco. Lá os óleos são extraídos da casca e, em seguida, o suco extraído por trituração. O suco polposo é peneirado para remover sementes e polpa, que muitas vezes acabam como ração para o gado. Se o suco de laranja for destinado à venda como “não de concentrado”, ele é então pasteurizado. Caso contrário, o suco é enviado para evaporadores, que retiram a maior parte da água por calor e vácuo, depois resfriam, para produzir o suco de laranja concentrado e congelado. Este processo também remove muitos óleos e essências que são misturados de volta ao concentrado antes do envio para o embalador de suco.
O concentrado congelado é enviado ao embalador em caminhões refrigerados ou caminhões-tanque. Muitos laticínios embalam o suco de laranja usando o mesmo equipamento usado para embalar o leite. (Veja o artigo “Indústria de produtos lácteos” em outra parte deste volume.) O concentrado é diluído em água filtrada, pasteurizado e embalado em condições estéreis. Dependendo da quantidade de água adicionada, o produto final pode ser latas de suco de laranja concentrado congelado ou suco de laranja pronto para servir.
Michael McCann
Prevenção de perigos
Os perigos em uma fábrica de concentrados variam dependendo dos produtos fabricados e do tamanho da fábrica.
As plantas de concentrado têm uma baixa taxa de lesões devido ao alto grau de automação e manuseio mecanizado. Os materiais são manuseados por empilhadeiras e os contêineres cheios são colocados em paletes por paletizadores automáticos. Embora os funcionários geralmente não precisem usar força excessiva para realizar o trabalho, o levantamento de ferimentos relacionados continua sendo uma preocupação. Os principais perigos incluem motores e equipamentos em movimento, objetos caindo de contêineres suspensos, riscos de energia em reparos e manutenção, riscos em espaços confinados na limpeza de tanques de mistura, ruído, acidentes com empilhadeiras e agentes de limpeza químicos perigosos. Consulte o artigo “Engarrafamento e enlatamento de refrigerantes” para obter mais informações sobre perigos e precauções.
Indústria de produtos lácteos
Os produtos lácteos têm formado um elemento importante na alimentação humana desde os primeiros dias, quando os animais foram domesticados. Originalmente, o trabalho era feito dentro de casa ou na fazenda, e mesmo agora muito é produzido em pequenas empresas, embora em muitos países as indústrias de grande escala sejam comuns. As cooperativas têm sido de grande importância no desenvolvimento da indústria e na melhoria de seus produtos.
Em muitos países, existem regulamentos rígidos que regem a preparação de produtos lácteos – por exemplo, a exigência de que todos os líquidos sejam pasteurizados. Na maioria dos laticínios, o leite é pasteurizado; às vezes é esterilizado ou homogeneizado. Produtos lácteos seguros e de alta qualidade são o objetivo das fábricas hoje. Embora os avanços recentes na tecnologia permitam mais sofisticação e automação, a segurança ainda é uma preocupação.
O leite líquido ou fluido é a matéria-prima básica para a indústria de laticínios. O leite é recebido em caminhões-tanque (ou às vezes em latas) e é descarregado. Cada caminhão-tanque é verificado quanto a resíduos de drogas e temperatura. O leite é filtrado e armazenado em tanques/silos. A temperatura do leite deve ser inferior a 7 °C e mantida por não mais de 72 horas. Após o armazenamento, o leite é separado, o creme cru é armazenado em casa ou enviado para outro local e o restante do leite é pasteurizado. A temperatura do creme cru também deve ser inferior a 7 °C e mantida por no máximo 72 horas. Antes ou depois da pasteurização (aquecimento a 72°C por 15 segundos), podem ser adicionadas vitaminas. Se forem adicionadas vitaminas, devem ser administradas concentrações adequadas. Após a pasteurização, o leite vai para um tanque de armazenamento. O leite é então embalado, refrigerado e distribuído.
Na produção de queijo cheddar, o leite cru que chega é filtrado, armazenado e o creme separado conforme discutido acima. Antes da pasteurização, os ingredientes secos e não lácteos são misturados ao leite. Este produto misturado é então pasteurizado a uma temperatura superior a 72 °C durante mais de 15 segundos. Após a pasteurização, o meio inicial (que também foi pasteurizado) é adicionado. A mistura de queijo e leite entra então na cuba de queijo. Nesta altura, a cor, o sal (NaCl), o coalho e o cloreto de cálcio (CaCl2) podem ser adicionados. O queijo então entra na mesa de drenagem. O sal também pode ser adicionado neste momento. O soro é então expelido e colocado em um tanque de armazenamento. Um detector de metais pode ser usado antes do recheio para detectar quaisquer fragmentos de metal presentes no queijo. Após o envase, o queijo é prensado, embalado, armazenado e inserido na cadeia de distribuição.
Para a formação da manteiga, o creme cru da separação do leite é armazenado em casa ou recebido em caminhões ou latas. O creme cru é pasteurizado a temperaturas superiores a 85 °C por mais de 25 segundos e colocado em tanques de armazenamento. O creme é pré-aquecido e bombeado para a batedeira. Durante a batedura, pode-se adicionar água, corante, sal e/ou destilado inicial. Após a batedura, o leitelho produzido é armazenado em tanques. A manteiga é bombeada para um silo e posteriormente embalada. Um detector de metais pode ser usado antes ou depois da embalagem para detectar quaisquer fragmentos de metal presentes na manteiga. Após a embalagem, a manteiga é paletizada, armazenada e inserida na cadeia de distribuição.
Na produção de leite em pó, o leite cru é recebido, filtrado e armazenado conforme discutido anteriormente. Após o armazenamento, o leite é pré-aquecido e separado. O creme cru é armazenado em casa ou enviado para outro lugar. O leite restante é pasteurizado. A temperatura do creme cru e da nata crua deve ser inferior a 7 °C e mantida por no máximo 72 horas. O leite cru desnatado é pasteurizado a uma temperatura superior a 72 °C por 15 segundos, evaporado por secagem entre cilindros aquecidos ou por spray-drying e armazenado em tanques. Após o armazenamento, o produto entra em um sistema de secagem. Após a secagem, o produto é resfriado. Tanto o ar aquecido quanto o frio usados devem ser filtrados. Após o resfriamento, o produto segue para um tanque de armazenamento a granel, é peneirado e embalado. Um ímã pode ser usado antes da embalagem para detectar qualquer fragmento de metal ferroso maior que 0.5 mm no leite em pó. Um detector de metais pode ser usado antes ou depois da embalagem. Após a embalagem, o leite em pó é armazenado e enviado.
Boas práticas de fabricação
Boas práticas de fabricação (GMPs) são diretrizes para auxiliar na operação diária de uma fábrica de laticínios e para garantir a fabricação de um produto lácteo seguro. As áreas cobertas incluem instalações, recebimento/armazenamento, desempenho e manutenção de equipamentos, programas de treinamento de pessoal, saneamento e programas de recall.
A contaminação microbiológica, física e química de produtos lácteos é uma grande preocupação da indústria. Os perigos microbiológicos incluem Brucella, Clostridium botulinum, Listeria monocytogenes, hepatite A e E, salmonela, Escherichia coli 0157:H7, Bacillus cereus, Staphylococcus aureus e parasitas. Os perigos físicos incluem metal, vidro, insetos, sujeira, madeira, plástico e objetos pessoais. Os perigos químicos incluem toxinas naturais, metais, resíduos de drogas, aditivos alimentares e produtos químicos inadvertidos. Como resultado, os laticínios fazem testes extensivos de medicamentos, microbiológicos e outros para garantir a pureza do produto. A limpeza a vapor e química do equipamento é necessária para manter as condições sanitárias.
Perigos e sua prevenção
Os riscos de segurança incluem escorregões e quedas causados por pisos e escadas molhados ou ensaboados; exposições a máquinas desprotegidas, como pontos de aperto, transportadores, máquinas de embalagem, enchedoras, fatiadoras e assim por diante; e exposição a choque elétrico, especialmente em áreas molhadas.
Os corredores devem ser mantidos livres. Materiais derramados devem ser limpos imediatamente. Os pisos devem ser revestidos com material antiderrapante. O maquinário deve ser adequadamente protegido e aterrado, e os interruptores de circuito de falha de aterramento devem ser instalados em áreas molhadas. Procedimentos adequados de bloqueio/sinalização são necessários para garantir que a possibilidade de partida inesperada de máquinas e equipamentos não cause ferimentos ao pessoal da planta.
Queimaduras térmicas pode ocorrer em linhas de vapor e limpeza a vapor e em vazamentos ou quebras de linha de equipamentos hidráulicos de alta pressão. “Queimaduras” criogênicas podem ocorrer devido à exposição ao refrigerante de amônia líquida. Bons procedimentos de manutenção, derramamento e vazamento e treinamento podem minimizar o risco de queimaduras.
Incêndios e explosões. Sistemas de vazamento de amônia (o limite inferior de explosão para amônia é de 16%; o limite superior de explosão é de 25%), leite em pó seco e outros materiais inflamáveis e combustíveis, soldagem e vazamento de equipamentos hidráulicos de alta pressão podem resultar em incêndios ou explosões. Um detector de vazamento de amônia deve ser instalado em áreas com sistemas de refrigeração de amônia. Materiais inflamáveis e combustíveis devem ser armazenados em recipientes metálicos fechados. A pulverização de leite em pó deve atender aos requisitos adequados à prova de explosão. Somente pessoal autorizado deve realizar a soldagem. Os cilindros de gás comprimido devem ser examinados regularmente. Devem ser tomadas precauções para evitar a mistura de oxigênio com gases inflamáveis. Os cilindros devem ser mantidos longe de fontes de calor.
Frostbite e estresse frio pode ocorrer a partir da exposição nos congeladores e refrigeradores. Roupas de proteção adequadas, rotação de trabalho para áreas mais quentes, refeitórios aquecidos e fornecimento de bebidas quentes são precauções recomendadas.
Exposições a altos níveis de ruído pode ocorrer em operações de processamento, embalagem, moagem e moldagem por sopro de modelos de plástico. As precauções incluem isolamento de equipamentos ruidosos, manutenção adequada, uso de protetores auriculares e um programa de conservação auditiva.
Ao entrar espaços confinados—por exemplo, ao entrar em poços de esgoto ou tanques de limpeza—deve haver ventilação. A área deve estar livre de equipamentos, produtos, gases e pessoal. Impulsores, agitadores e outros equipamentos devem ser bloqueados.
Elevação de matérias-primas, puxando casos de produtos e acondicionamento dos produtos estão associados a problemas ergonômicos. As soluções incluem mecanização e automação de operações manuais.
Uma grande variedade de exposições químicas pode ocorrer na indústria de laticínios, incluindo exposição a:
- vapores de amônia devido a vazamentos em sistemas de refrigeração de amônia
- produtos químicos corrosivos (por exemplo, ácido fosfórico usado na fabricação de queijo cottage, compostos de limpeza, ácidos de bateria e assim por diante)
- gás de cloro gerado pela mistura inadvertida de desinfetante clorado com ácidos
- peróxido de hidrogênio gerado durante operações de embalagem em temperatura ultra-alta
- exposição ao ozônio (e ultravioleta) da luz UV usada em operações de higienização
- monóxido de carbono gerado pela ação de cáusticos reagindo com o açúcar do leite em operações clean-in-place (CIP) em evaporadores de leite
- monóxido de carbono gerado a partir de propano ou empilhadeiras a gasolina, aquecedores a gás ou seladoras de caixas de papelão a gás
- cromo, níquel e outros fumos e gases de soldagem.
Os funcionários devem ser treinados e estar cientes das práticas de manuseio de produtos químicos perigosos. Os produtos químicos devem ser rotulados corretamente. Procedimentos operacionais padrão devem ser estabelecidos e seguidos ao limpar derramamentos. O LEV deve ser fornecido quando necessário. Roupas de proteção, óculos de segurança, protetores faciais, luvas e assim por diante devem estar disponíveis para uso e manutenção subseqüentes. Um lava-olhos e um chuveiro rápido devem estar acessíveis ao trabalhar com materiais corrosivos.
Perigos biológicos. Os funcionários podem estar expostos a uma variedade de bactérias e outros perigos microbiológicos do leite cru não processado e dos queijos. As precauções incluem luvas adequadas, boa higiene pessoal e instalações sanitárias adequadas.
Mais...
Questões ambientais e de saúde pública
Como a indústria de celulose e papel é uma grande consumidora de recursos naturais (ou seja, madeira, água e energia), ela pode ser uma das principais contribuintes para os problemas de poluição da água, do ar e do solo e tem sido objeto de grande escrutínio nos últimos anos. Essa preocupação parece justificada, considerando a quantidade de poluentes da água gerada por tonelada de celulose (por exemplo, 55 kg de demanda biológica de oxigênio, 70 kg de sólidos suspensos e até 8 kg de compostos organoclorados) e a quantidade de celulose produzida globalmente anualmente (cerca de 180 milhões de toneladas em 1994). Além disso, apenas cerca de 35% do papel usado é reciclado, e os resíduos de papel são os principais contribuintes para o total de resíduos sólidos mundiais (cerca de 150 milhões de 500 milhões de toneladas anualmente).
Historicamente, o controle da poluição não era considerado no projeto de fábricas de celulose e papel. Muitos dos processos utilizados na indústria foram desenvolvidos com pouca preocupação em minimizar o volume de efluentes e a concentração de poluentes. Desde a década de 1970, as tecnologias de redução da poluição tornaram-se componentes integrais do projeto de fábricas na Europa, América do Norte e outras partes do mundo. A Figura 1 ilustra as tendências durante o período de 1980 a 1994 nas fábricas canadenses de celulose e papel em resposta a algumas dessas preocupações ambientais: aumento do uso de resíduos de madeira e papel reciclável como fontes de fibras; e diminuição da demanda de oxigênio e compostos orgânicos clorados em águas residuais.
Figura 1. Indicadores ambientais em fábricas canadenses de celulose e papel, 1980 a 1994, mostrando o uso de resíduos de madeira e papel reciclável na produção e demanda biológica de oxigênio (BOD) e compostos organoclorados (AOX) em efluentes de águas residuais.
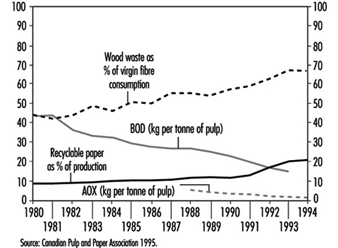
Este artigo discute as principais questões ambientais associadas ao processo de celulose e papel, identifica as fontes de poluição dentro do processo e descreve brevemente as tecnologias de controle, incluindo tratamento externo e modificações na planta. Questões decorrentes de resíduos de madeira e fungicidas anti-lixívia são tratadas com mais detalhes no capítulo Madeira.
Questões de Poluição do Ar
As emissões atmosféricas de compostos de enxofre oxidados das fábricas de celulose e papel causaram danos à vegetação, e as emissões de compostos de enxofre reduzido geraram reclamações sobre odores de “ovo podre”. Estudos entre residentes de comunidades de fábricas de celulose, em particular crianças, mostraram efeitos respiratórios relacionados a emissões de partículas e irritação da membrana mucosa e dor de cabeça, provavelmente relacionados a compostos de enxofre reduzidos. Dos processos de polpação, aqueles com maior potencial para causar problemas de poluição do ar são os métodos químicos, em particular a polpação kraft.
Os óxidos de enxofre são emitidos nas taxas mais altas de operações de sulfito, especialmente aquelas que usam bases de cálcio ou magnésio. As principais fontes incluem sopros de digestores em batelada, evaporadores e preparação de licor, com operações de lavagem, peneiramento e recuperação contribuindo com quantidades menores. Os fornos de recuperação da Kraft também são uma fonte de dióxido de enxofre, assim como as caldeiras de força que usam carvão ou óleo com alto teor de enxofre como combustível.
Compostos de enxofre reduzido, incluindo sulfeto de hidrogênio, metil mercaptano, sulfeto de dimetil e dissulfeto de dimetil, estão quase exclusivamente associados à polpação kraft e dão a essas fábricas seu odor característico. As principais fontes incluem o forno de recuperação, sopro do digestor, válvulas de alívio do digestor e respiradouros do lavador, embora evaporadores, tanques de fundição, fornos de cal e águas residuais também possam contribuir. Algumas operações de sulfito usam ambientes redutores em seus fornos de recuperação e podem ter problemas de odor reduzido de enxofre associados.
Os gases sulfurosos emitidos pela caldeira de recuperação são melhor controlados reduzindo as emissões na fonte. Os controles incluem oxidação do licor negro, redução da sulfidez do licor, caldeiras de recuperação de baixo odor e operação adequada do forno de recuperação. Gases sulfurosos do sopro do digestor, válvulas de alívio do digestor e evaporação do licor podem ser coletados e incinerados - por exemplo, no forno de cal. Os gases de combustão podem ser coletados usando lavadores.
Os óxidos de nitrogênio são produzidos como produtos de combustão de alta temperatura e podem surgir em qualquer fábrica com caldeira de recuperação, caldeira de força ou forno de cal, dependendo das condições de operação. A formação de óxidos de nitrogênio pode ser controlada regulando temperaturas, proporções ar-combustível e tempo de residência na zona de combustão. Outros compostos gasosos são contribuintes menores para a poluição do ar da fábrica (por exemplo, monóxido de carbono da combustão incompleta, clorofórmio das operações de branqueamento e compostos orgânicos voláteis do alívio do digestor e evaporação do licor).
As partículas surgem principalmente das operações de combustão, embora os tanques de dissolução de cheiros também possam ser uma fonte menor. Mais de 50% do particulado da fábrica de celulose é muito fino (menos de 1 μm de diâmetro). Este material fino inclui sulfato de sódio (Na2SO4) e carbonato de sódio (Na2CO3) de fornos de recuperação, fornos de cal e tanques de dissolução de fundição, e NaCl de subprodutos da queima de toras que foram armazenadas em água salgada. As emissões do forno de cal incluem uma quantidade significativa de partículas grossas devido ao arrastamento de sais de cálcio e sublimação de compostos de sódio. O particulado grosso também pode incluir cinzas volantes e produtos de combustão orgânica, especialmente de caldeiras de força. A redução das concentrações de partículas pode ser conseguida passando os gases de combustão através de precipitadores eletrostáticos ou purificadores. Inovações recentes na tecnologia de caldeiras de energia incluem incineradores de leito fluidizado que queimam em temperaturas muito altas, resultam em uma conversão de energia mais eficiente e permitem a queima de resíduos de madeira menos uniformes.
Questões de Poluição da Água
Águas residuais contaminadas de fábricas de celulose e papel podem causar a morte de organismos aquáticos, permitir a bioacumulação de compostos tóxicos em peixes e prejudicar o sabor da água potável a jusante. Os efluentes de efluentes de celulose e papel são caracterizados com base em características físicas, químicas ou biológicas, sendo as mais importantes o teor de sólidos, a demanda de oxigênio e a toxicidade.
O teor de sólidos das águas residuais é normalmente classificado com base na fração que está suspensa (versus dissolvida), a fração de sólidos suspensos que é sedimentável e as frações voláteis de ambos. A fração sedimentável é a mais questionável, pois pode formar uma densa manta de lodo próximo ao ponto de descarga, que esgota rapidamente o oxigênio dissolvido na água receptora e permite a proliferação de bactérias anaeróbicas que geram metano e gases de enxofre reduzido. Embora os sólidos não sedimentáveis sejam geralmente diluídos pela água receptora e, portanto, menos preocupantes, eles podem transportar compostos orgânicos tóxicos para os organismos aquáticos. Os sólidos suspensos descarregados das fábricas de celulose e papel incluem partículas de casca, fibra de madeira, areia, cascalho de trituradores mecânicos de celulose, aditivos para fabricação de papel, resíduos de licor, subprodutos de processos de tratamento de água e células microbianas de operações de tratamento secundário.
Derivados de madeira dissolvidos nos licores de polpação, incluindo oligossacarídeos, açúcares simples, derivados de lignina de baixo peso molecular, ácido acético e fibras de celulose solubilizadas, são os principais contribuintes para a demanda biológica de oxigênio (BOD) e a demanda química de oxigênio (COD). Os compostos que são tóxicos para os organismos aquáticos incluem orgânicos clorados (AOX; do branqueamento, especialmente polpa kraft); ácidos de resina; ácidos graxos insaturados; álcoois diterpênicos (especialmente de descascamento e polpação mecânica); juvabiones (especialmente de sulfito e polpação mecânica); produtos de degradação de lignina (especialmente da polpação de sulfito); orgânicos sintéticos, como slimicidas, óleos e graxas; e produtos químicos de processo, aditivos para fabricação de papel e metais oxidados. Os orgânicos clorados têm sido uma preocupação particular, porque são extremamente tóxicos para os organismos marinhos e podem bioacumular. Este grupo de compostos, incluindo os policlorados dibenzo-p-dioxinas, têm sido o principal impulso para minimizar o uso de cloro no branqueamento de celulose.
A quantidade e fontes de sólidos suspensos, demanda de oxigênio e descargas tóxicas dependem do processo (tabela 1). Devido à solubilização de extrativos de madeira com pouca ou nenhuma recuperação química e de ácido resinoso, tanto a polpação de sulfito quanto a de CTMP geram efluentes altamente tóxicos com alta DBO. As fábricas da Kraft historicamente usavam mais cloro para o branqueamento e seus efluentes eram mais tóxicos; no entanto, efluentes de fábricas kraft que eliminaram Cl2 no clareamento e uso de tratamento secundário geralmente exibem pouca toxicidade aguda, se houver, e a toxicidade subaguda foi bastante reduzida.
Tabela 1. Total de sólidos suspensos e DBO associados ao efluente não tratado (bruto) de vários processos de polpação
|
Processo de polpação |
Total de Sólidos Suspensos (kg/tonelada) |
DBO (kg/tonelada) |
|
Madeira subterrânea |
50-70 |
10-20 |
|
TMP |
45-50 |
25-50 |
|
CTMP |
50-55 |
40-95 |
|
Kraft, não branqueado |
20-25 |
15-30 |
|
Kraft, branqueado |
70-85 |
20-50 |
|
Sulfito, baixo rendimento |
30-90 |
40-125 |
|
Sulfito, de alto rendimento |
90-95 |
140-250 |
|
Destintagem, não tecido |
175-180 |
10-80 |
|
Resíduos de papel |
110-115 |
5-15 |
Os sólidos suspensos tornaram-se menos problemáticos porque a maioria dos moinhos utiliza clarificação primária (por exemplo, sedimentação por gravidade ou flotação por ar dissolvido), que remove 80 a 95% dos sólidos sedimentáveis. Tecnologias secundárias de tratamento de águas residuais, como lagoas aeradas, sistemas de lodo ativado e filtragem biológica, são usadas para reduzir BOD, COD e compostos orgânicos clorados no efluente.
Modificações no processo da planta para reduzir sólidos sedimentáveis, BOD e toxicidade incluem descascamento a seco e transporte de toras, melhor peneiramento de cavacos para permitir cozimento uniforme, deslignificação estendida durante a polpação, mudanças nas operações de recuperação química da digestão, tecnologias alternativas de branqueamento, lavagem de polpa de alta eficiência, recuperação de fibra de água branca e melhor contenção de derramamento. No entanto, transtornos de processo (particularmente se resultarem em esgoto intencional de licores) e mudanças operacionais (particularmente o uso de madeira não temperada com maior porcentagem de extrativos) ainda podem causar surtos periódicos de toxicidade.
Uma estratégia de controle de poluição relativamente recente para eliminar totalmente a poluição da água é o conceito de “fábrica fechada”. Essas usinas são uma alternativa atraente em locais que carecem de grandes fontes de água para atuar como fluxos de abastecimento de processo ou recebimento de efluentes. Sistemas fechados foram implementados com sucesso em fábricas de CTMP e sulfito à base de sódio. O que distingue as fábricas fechadas é que o efluente líquido é evaporado e o condensado é tratado, filtrado e reutilizado. Outras características das fábricas fechadas são telas fechadas, lavagem em contracorrente na planta de branqueamento e sistemas de controle de sal. Embora essa abordagem seja eficaz para minimizar a poluição da água, ainda não está claro como a exposição dos trabalhadores será afetada pela concentração de todos os fluxos de contaminantes dentro da fábrica. A corrosão é um grande problema enfrentado pelas fábricas que usam sistemas fechados, e as concentrações de bactérias e endotoxinas aumentam na água de processo reciclada.
Manuseio de Sólidos
A composição dos sólidos (lodos) retirados dos sistemas de tratamento de efluentes líquidos varia, dependendo de sua origem. Os sólidos do tratamento primário consistem principalmente em fibras de celulose. O principal componente dos sólidos do tratamento secundário são as células microbianas. Se a fábrica usar agentes de branqueamento clorados, tanto os sólidos primários quanto os secundários também podem conter compostos orgânicos clorados, uma consideração importante na determinação da extensão do tratamento necessário.
Antes do descarte, o lodo é engrossado em unidades de sedimentação por gravidade e desidratado mecanicamente em centrífugas, filtros a vácuo ou prensas de correia ou parafuso. As lamas do tratamento primário são relativamente fáceis de desidratar. As lamas secundárias contêm grande quantidade de água intracelular e existem em uma matriz de lodo; portanto, requerem a adição de floculantes químicos. Uma vez suficientemente desidratado, o lodo é descartado em aplicações terrestres (por exemplo, espalhado em terras aráveis ou florestais, usado como composto ou como condicionador de solo) ou incinerado. Embora a incineração seja mais cara e possa contribuir para problemas de poluição do ar, pode ser vantajosa porque pode destruir ou reduzir materiais tóxicos (por exemplo, compostos orgânicos clorados) que poderiam criar sérios problemas ambientais se lixiviassem para as águas subterrâneas a partir de aplicações terrestres .
Resíduos sólidos podem ser gerados em outras operações da fábrica. As cinzas de caldeiras de força podem ser usadas em leitos de estradas, como material de construção e como supressor de poeira. Os resíduos dos fornos de cal podem ser usados para modificar a acidez do solo e melhorar a química do solo.
colheita de batata
Raízes e tubérculos são uma parte importante da dieta, energia alimentar e fonte de nutrientes para mais de 1 bilhão de pessoas no mundo em desenvolvimento. Culturas de raízes são usadas para produzir produtos alimentícios, incluindo farinhas compostas, macarrão, batatas fritas e produtos desidratados. Eles fornecem cerca de 40% da dieta para metade da população da África subsaariana. A mandioca tornou-se um dos alimentos básicos mais importantes do mundo em desenvolvimento, fornecendo uma dieta básica para cerca de 500 milhões de pessoas. A mandioca também se tornou uma importante cultura de exportação para ração animal na Europa.
Raízes e tubérculos - batata, batata-doce, mandioca, inhame e inhame - são conhecidos como alimentos amiláceos. Eles são ricos em carboidratos, cálcio e vitamina C, mas pobres em proteínas. Esses alimentos são as culturas de subsistência em alguns dos países mais pobres. Várias culturas de raízes são alimentos básicos nas principais regiões do mundo. Estes incluem o inhame na Indochina, Indonésia e África; a batata na América do Sul, América Central, México e Europa; e a mandioca e a batata-doce na América do Sul (Alexandratos 1995).
A batata foi introduzida na Irlanda na década de 1580, e um pequeno lote poderia alimentar uma família de seis filhos, uma vaca e um porco. Além disso, a cultura poderia permanecer no solo protegido das geadas e incêndios do inverno. A batata tornou-se o alimento dos pobres na Irlanda, Inglaterra, França, Alemanha, Polônia e Rússia. Em 1845, uma praga atingiu a batata em toda a Europa, resultando na grande e fatal fome da batata na Irlanda, onde as culturas substitutas não estavam disponíveis (Tannahill 1973).
A batata ainda é a principal cultura no mundo desenvolvido. Sua produção continua aumentando nos Estados Unidos, e muito desse aumento é atribuído às batatas processadas. O crescimento de batatas processadas está ocorrendo em batatas fritas e cadarços, batatas fritas congeladas, outros produtos congelados e batatas enlatadas. Os principais riscos ocupacionais estão relacionados a lesões e são vivenciados durante a operação de colheita mecanizada. Em um estudo canadense, os produtores de batata apresentaram risco elevado de câncer pancreático, mas nenhuma associação foi feita com a exposição.
Riscos
Cada parte móvel da colheitadeira de batatas pode causar ferimentos. A tomada de força do trator, que liga o trator e a colheitadeira por juntas universais ou garfos, é fonte de energia cinética e de lesões. O eixo da tomada de força deve ser blindado. A lesão mais comum em um eixo de tomada de força ocorre quando o garfo prende uma peça de roupa solta, enredando o usuário.
Todos os sistemas hidráulicos operam sob pressão, até 2,000 libras por polegada quadrada (14,000 Kpa), que é três vezes a pressão necessária para penetrar na pele. Assim, um trabalhador nunca deve cobrir uma mangueira hidráulica com vazamento com o dedo, pois o fluido pode ser injetado através da pele. Se algum fluido for injetado na pele, ele deve ser removido cirurgicamente dentro de algumas horas ou pode ocorrer gangrena. Se qualquer ponto do sistema hidráulico falhar, pode ocorrer uma lesão grave. Uma mangueira hidráulica rompida pode pulverizar fluido a uma grande distância. Os sistemas hidráulicos armazenam energia. A manutenção ou ajuste descuidado pode causar ferimentos.
A lesão do tipo beliscão pode ocorrer quando duas peças de máquinas se movem juntas e pelo menos uma delas se move em um círculo. Engrenagens e acionamentos por correia são exemplos de pontos de aperto. Roupas ou partes do corpo podem prender e ser puxadas pelas engrenagens. A proteção adequada das peças da colheitadeira de batatas reduz a chance de ferimentos do tipo pinçamento.
A lesão do tipo envoltório pode ocorrer quando um componente rotativo exposto e não blindado, como um eixo de tomada de força, enrosca uma peça de roupa solta: uma manga, uma camisa, uma peça de roupa puída ou até mesmo um cabelo comprido. Eixos de tomada de força lisos com ferrugem ou cortes podem ser ásperos o suficiente para prender a roupa; um eixo de tomada de força girando lentamente ainda deve ser considerado com cuidado. No entanto, as hastes mais redondas e lisas têm menos probabilidade de prender a roupa do que as hastes quadradas. Os universais na extremidade dos eixos da tomada de força são os mais propensos a prender roupas soltas e causar lesões do tipo envoltório. Essas peças volumosas se estendem além do eixo da tomada de força e podem causar ferimentos do tipo envoltório, mesmo que alguém esteja fora do eixo da tomada de força. Os eixos de tomada de força do trator para a colheitadeira de batatas devem ser protegidos. Ninguém deve trabalhar em condições inseguras, como eixos de tomada de força sem blindagem.
pontos de cisalhamento são áreas onde duas peças se movem em um movimento de corte. Um dedo colocado em uma junta de lança ou entre uma correia de ventilador e a polia seria rapidamente cortado. A correia, girada pelo motor que aciona o ventilador, é um local para amputação e outras lesões corporais. Mais uma vez, a proteção adequada das peças da colheitadeira de batatas reduz a chance de ferimentos por cisalhamento.
Pontos de esmagamento são encontrados onde dois objetos se movem um em direção ao outro, ou um objeto se move em direção a um objeto estacionário. Caminhões grandes estão envolvidos em uma colheita de batata. O movimento no campo e especialmente em uma instalação fechada, como um prédio de armazenamento de batatas, pode levar a atropelamentos e esmagamento de pés ou pernas.
A lesão de pull-in ocorre quando um trabalhador é puxado para dentro de uma máquina. Lesões por tração podem ocorrer sempre que houver uma tentativa de remover algo de uma colheitadeira de batatas enquanto ela estiver em operação, mesmo que não esteja se movendo para frente.
Lesões por objetos arremessados ocorrem quando projéteis são arremessados. As colheitadeiras de batata com auxílio de ar rotineiramente jogam terra e pequenas pedras no processo de separação dos tubérculos de batata das pedras. O solo e os detritos são lançados com força suficiente para causar ferimentos nos olhos.
Prevenção
Felizmente, há muito que pode ser feito para evitar lesões. A roupa pode fazer a diferença entre ser pego em um beliscão ou ponto de embrulho e estar seguro. Cabelos compridos e soltos podem ficar presos em pontos de enrolamento e pinça e arrastar a cabeça do trabalhador para um local perigoso. Os cabelos compridos devem estar bem amarrados. Sapatos antiderrapantes ajudam a evitar que o trabalhador escorregue enquanto estiver na plataforma de triagem, que pode ser traiçoeira com lama e cipós. Luvas, se usadas durante o trabalho na mesa de classificação, devem ser justas e não ter bordas desgastadas ou punhos flexíveis.
Atitude, atenção e evitar situações perigosas complementam o traje seguro. Ninguém deve subir ou descer de uma colheitadeira de batatas enquanto ela estiver em movimento. O motociclista deve esperar até que a colheitadeira pare. Muitas das lesões graves e debilitantes ocorrem devido a quedas e esmagamentos durante a tentativa de subir ou descer de uma colheitadeira em movimento. Deve-se procurar estar em uma posição estável antes que o trator comece a puxar a colhedora de batatas. Isso reduzirá a possibilidade de queda à medida que o trator avança. Ninguém deve ficar entre o trator e a colheitadeira enquanto eles estiverem em movimento ou quando forem acionados. O operador do trator ou os trabalhadores que conduzem a colhedora de batatas nunca devem estar próximos o suficiente para tocar no eixo da tomada de força enquanto ela estiver em funcionamento ou quando for iniciada. As colheitadeiras não devem ser lubrificadas, ajustadas ou reparadas durante o funcionamento. Nenhuma tentativa de desalojar qualquer coisa das correias deve ser feita enquanto elas estiverem em movimento.
Engarrafamento e enlatamento de refrigerantes
Na maioria dos mercados estabelecidos ao redor do mundo, os refrigerantes agora ocupam o primeiro lugar entre as bebidas manufaturadas, superando até mesmo o leite e o café em termos de consumo per capita.
Incluindo produtos prontos para beber, embalados e misturas a granel para distribuição em fonte, os refrigerantes estão disponíveis em quase todos os tamanhos e sabores concebíveis e em praticamente todos os canais de distribuição no varejo. Complementando essa disponibilidade universal, muito do crescimento da categoria de refrigerantes pode ser atribuído a embalagens convenientes. Como os consumidores se tornaram cada vez mais móveis, eles optaram por produtos embalados mais fáceis de carregar. Com o advento da lata de alumínio e, mais recentemente, da garrafa plástica resselável, as embalagens de refrigerantes tornaram-se mais leves e portáteis.
Padrões rigorosos de controle de qualidade e processos de tratamento de água de última geração também proporcionaram à indústria de refrigerantes um alto grau de confiança em relação à pureza do produto. Além disso, as fábricas ou fábricas de engarrafamento que produzem refrigerantes evoluíram para instalações de processamento de alimentos altamente mecanizadas, eficientes e impecavelmente limpas.
Já na década de 1960, a maioria dos engarrafadores produzia bebidas por meio de máquinas que funcionavam a 150 garrafas por minuto. Como a demanda de produtos continuou a disparar, os fabricantes de refrigerantes mudaram para máquinas mais rápidas. Graças aos avanços na tecnologia de produção, as linhas de envase agora são capazes de processar mais de 1,200 contêineres por minuto, com tempo de inatividade mínimo, exceto para mudanças de produto ou sabor. Esse ambiente altamente automatizado permitiu que os fabricantes de refrigerantes reduzissem o número de funcionários necessários para operar as linhas (veja a figura 1). Ainda assim, como as eficiências de produção aumentaram dramaticamente, a segurança da planta continuou sendo uma consideração sempre importante.
Figura 1. Painel de controle em uma fábrica automatizada de refrigerantes em Novosibirsk, Rússia.

O envase ou fabricação de refrigerantes envolve cinco processos principais, cada um com suas próprias questões de segurança que devem ser avaliadas e controladas:
- tratamento de água
- ingredientes de composição
- produto carbonatado
- produto de enchimento
- embalagem.
Veja a figura 2.
Figura 2. Fluxograma das operações básicas de engarrafamento.
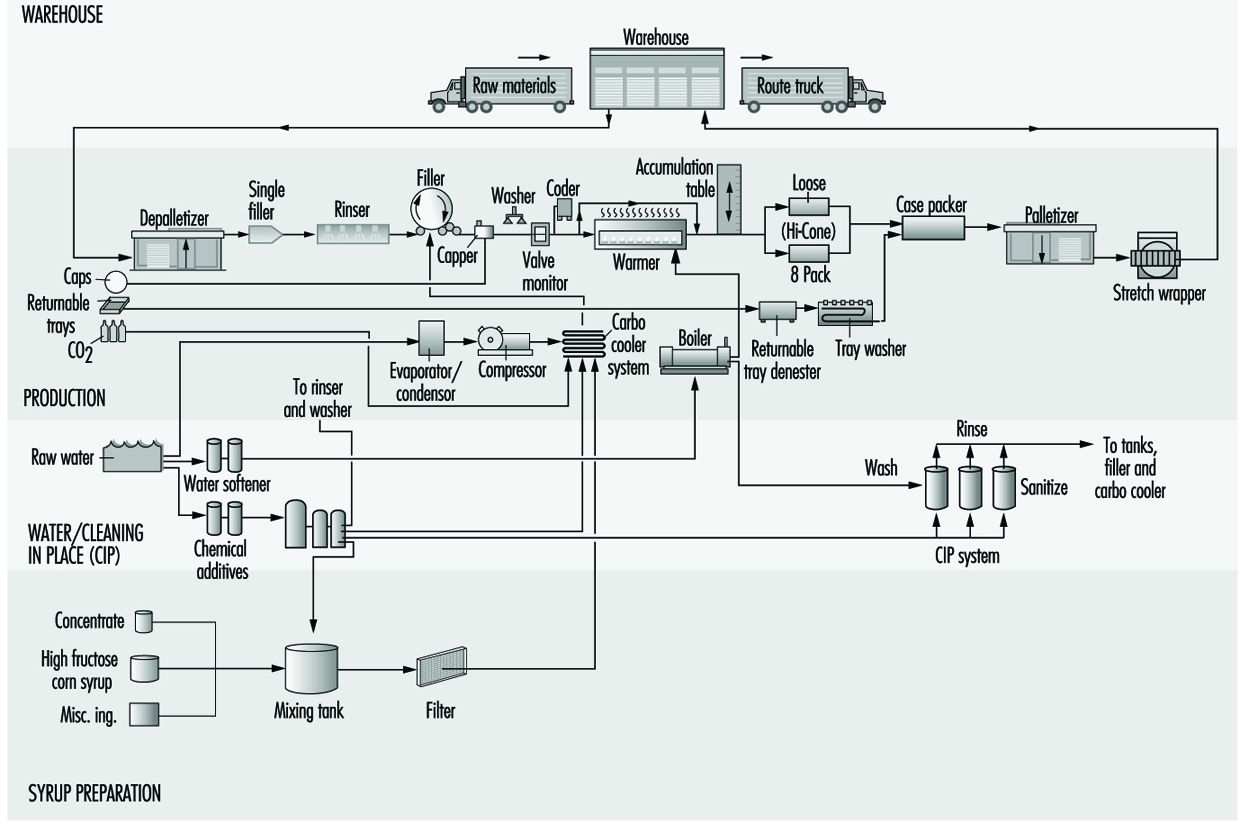
A fabricação de refrigerantes começa com a água, que é tratada e limpa para atender aos rigorosos padrões de controle de qualidade, geralmente excedendo a qualidade do abastecimento de água local. Este processo é crítico para alcançar alta qualidade do produto e perfis de sabor consistentes.
À medida que os ingredientes são compostos, a água tratada é canalizada para grandes tanques de aço inoxidável. Esta é a fase em que vários ingredientes são adicionados e misturados. As bebidas diet são misturadas com adoçantes artificiais e não nutritivos, como aspartame ou sacarina, enquanto as bebidas adoçadas regularmente geralmente usam açúcares líquidos, como frutose ou sacarose. É nessa etapa do processo produtivo que pode ser adicionado o corante alimentício. As águas aromatizadas com gás recebem o sabor desejado nesta etapa, enquanto as águas puras são armazenadas nos tanques de mistura até que a linha de envase as solicite. É comum que as empresas engarrafadoras comprem concentrado de outras empresas.
Para que ocorra a carbonatação (absorção de dióxido de carbono (CO2)) ocorrer, os refrigerantes são resfriados usando grandes sistemas de refrigeração à base de amônia. É isso que dá aos produtos carbonatados sua efervescência e textura. CO2 é armazenado em estado líquido e canalizado para unidades de carbonatação conforme necessário. Este processo pode ser manipulado para controlar a taxa necessária de absorção da bebida. Dependendo do produto, refrigerantes podem conter de 15 a 75 psi de CO2. Refrigerantes com sabor de frutas tendem a ter menos carbonatação do que colas ou água com gás. Depois de carbonatado, o produto está pronto para ser dispensado em garrafas e latas.
A sala de envase geralmente é separada do resto da instalação, protegendo o produto aberto de qualquer possível contaminante. Novamente, a operação de enchimento altamente automatizada requer um número mínimo de pessoal. Veja a figura 3 . Os operadores da sala de enchimento monitoram a eficiência do equipamento, adicionando tampas ou tampas à operação de fechamento conforme necessário. Garrafas e latas vazias são transportadas automaticamente para a máquina de envase por meio de equipamento de manuseio de material a granel.
Figura 3. Linha de enlatamento de refrigerante mostrando as operações de envase.
Procedimentos rigorosos de controle de qualidade são seguidos durante todo o processo de produção. Os técnicos medem muitas variáveis, incluindo CO2, teor de açúcar e sabor, para garantir que as bebidas prontas atendam aos padrões de qualidade exigidos.
A embalagem é a última etapa antes do armazenamento e entrega. Este processo também se tornou altamente automatizado. Atendendo a vários requisitos do mercado, as garrafas ou latas entram no maquinário de embalagem e podem ser embrulhadas com papelão para formar caixas ou colocadas em bandejas ou conchas de plástico reutilizáveis. Os produtos embalados então entram em uma máquina de paletização, que os empilha automaticamente em paletes. (Veja a figura 4.) Em seguida, os paletes carregados são movidos – geralmente por meio de empilhadeira – para um depósito, onde são armazenados.
Figura 4. Oito embalagens de garrafas plásticas de refrigerante de 2 litros a caminho de uma paletizadora automática.

Prevenção de perigos
Lesões relacionadas ao levantamento - especialmente nas costas e ombros dos funcionários - não são incomuns no ramo de bebidas. Embora muitos avanços tecnológicos tenham sido feitos no manuseio de materiais ao longo dos anos, a indústria continua a buscar maneiras mais seguras e eficientes de mover produtos pesados.
Certamente, os funcionários devem receber treinamento adequado sobre práticas seguras de trabalho. As lesões também podem ser minimizadas limitando a exposição ao levantamento por meio de um design aprimorado da estação de trabalho. Mesas ajustáveis podem ser usadas para elevar ou abaixar o material até a cintura, por exemplo, para que os funcionários não tenham que se curvar e levantar tanto. Dessa forma, a maior parte do estresse relacionado ao peso é transferida para um equipamento em vez do corpo humano. Todos os fabricantes de bebidas devem implementar programas de ergonomia que identifiquem os perigos relacionados ao trabalho e minimizem os riscos, seja por meio de modificações ou pelo desenvolvimento de equipamentos melhores. Um meio razoável para esse fim é a rotação de cargos, que reduz a exposição dos funcionários a tarefas de alto risco.
O uso de proteção de máquina é outro componente crítico da fabricação segura de bebidas. Equipamentos como enchedores e transportadores movem-se em alta velocidade e, se deixados desprotegidos, podem prender as roupas ou partes do corpo dos funcionários, causando lesões potencialmente graves. Transportadores, polias, engrenagens e fusos devem possuir tampas apropriadas para evitar o contato dos funcionários. Transportadores aéreos podem criar um risco adicional de queda de caixas. Redes ou telas de arame devem ser instaladas para proteção contra esse perigo. Os programas de manutenção devem determinar que todas as proteções removidas para reparo sejam substituídas assim que o trabalho de reparo for concluído.
Como as condições de umidade são predominantes na sala de envase, é necessária uma drenagem adequada para evitar que o líquido se acumule nas passarelas próximas. Para evitar lesões por escorregões e quedas, esforços adequados devem ser feitos para manter o piso o mais seco possível. Embora sapatos com biqueira de aço geralmente não sejam necessários na sala de enchimento, solas antiderrapantes são altamente recomendadas. Os sapatos devem ser selecionados com base no coeficiente de deslizamento da sola. Além disso, todos os equipamentos elétricos devem ser devidamente aterrados e protegidos de qualquer umidade. Os funcionários devem tomar precauções para secar as áreas ao redor do equipamento antes do início de qualquer trabalho elétrico.
Boas práticas de limpeza e inspeções de rotina também são benéficas para manter o local de trabalho livre de riscos. Ao seguir essas etapas comparativamente simples, a gerência pode ter certeza de que todo o equipamento está em boas condições de operação e armazenado adequadamente. Equipamentos de emergência, como extintores de incêndio e lava-olhos, também devem ser inspecionados quanto à operação adequada.
Embora a maioria dos produtos químicos presentes nas fábricas de engarrafamento não sejam extremamente perigosos, toda operação utiliza substâncias inflamáveis, ácidos, cáusticos, corrosivos e oxidantes. Práticas de trabalho apropriadas devem ser desenvolvidas para que os funcionários saibam como trabalhar com segurança com esses produtos químicos. Eles devem ser ensinados a armazenar, manusear e descartar os produtos químicos de maneira adequada e a usar equipamentos de proteção. O treinamento deve abranger a localização e operação do equipamento de resposta a emergências. Lava-olhos e chuveiros podem minimizar os ferimentos de qualquer pessoa que seja acidentalmente exposta a um produto químico perigoso.
Também é necessária a instalação de equipamentos como barreiras e diques químicos, além de material absorvente, a serem utilizados em caso de derramamento. As instalações de armazenamento de produtos químicos perigosos projetadas adequadamente também minimizarão o risco de ferimentos aos funcionários. Inflamáveis devem ser separados de corrosivos e oxidantes.
Os grandes tanques usados para misturar os ingredientes, que precisam ser adentrados e limpos rotineiramente, são considerados espaços confinados. Consulte a caixa sobre espaços confinados neste capítulo para obter informações sobre os perigos e precauções relacionados.
Os equipamentos mecanizados tornaram-se cada vez mais complexos, muitas vezes controlados por computadores remotos, linhas pneumáticas ou mesmo pela gravidade. Os funcionários devem certificar-se de que este equipamento foi desenergizado antes de ser reparado. Procedimentos adequados de desenergização devem ser desenvolvidos para garantir a segurança de quem faz manutenção e reparos neste equipamento. A energia deve ser desligada e bloqueada em sua fonte para que a unidade em manutenção não seja acidentalmente energizada, causando ferimentos potencialmente fatais aos funcionários de serviço ou operadores de linha próximos.
O treinamento de segurança e os procedimentos escritos de desenergização são essenciais para cada equipamento. Interruptores de parada de emergência devem ser colocados estrategicamente em todos os equipamentos. Dispositivos de segurança intertravados são usados para parar o equipamento automaticamente quando as portas são abertas ou os feixes de luz são interrompidos. Os funcionários devem ser informados, no entanto, que esses dispositivos não podem ser usados para desenergizar completamente o equipamento, mas apenas para pará-lo em caso de emergência. Os interruptores de parada de emergência não podem substituir um procedimento de desenergização comprovado para a manutenção do equipamento.
O cloro, que é usado na área de tratamento de água, pode ser perigoso em caso de vazamento acidental. O cloro geralmente vem em cilindros de aço, que devem ser armazenados em uma área isolada e bem ventilada e protegidos contra tombamento. Os funcionários devem ser treinados para seguir os procedimentos seguros de troca de cilindros. Eles também devem ser ensinados a tomar medidas rápidas e decisivas se ocorrer uma liberação acidental de cloro. No final da década de 1990, novos compostos de cloro estão gradualmente substituindo a necessidade de cloro gasoso. Embora ainda perigosos, esses compostos são muito mais seguros de manusear do que o gás.
A amônia é usada como refrigerante em operações de engarrafamento. Normalmente, grandes sistemas de amônia podem criar um risco à saúde em caso de vazamento ou derramamento. As instalações de engarrafamento devem desenvolver procedimentos de resposta a emergências para identificar as responsabilidades dos funcionários envolvidos. Aqueles que são obrigados a responder a tal emergência devem ser treinados em resposta a derramamentos e uso de respiradores. Em caso de vazamento ou derramamento, os respiradores devem estar imediatamente disponíveis e todo o pessoal não essencial evacuado para áreas seguras até que a situação seja controlada.
CO2, que é usado na operação de enchimento, também pode criar problemas de saúde. Se as salas de enchimento e as áreas de trabalho adjacentes não forem adequadamente ventiladas, CO2 o acúmulo pode deslocar o oxigênio nas zonas de respiração dos funcionários. As instalações devem ser monitoradas regularmente quanto a níveis elevados de CO2 níveis elevados e, caso sejam detectados, os sistemas de ventilação devem ser inspecionados para determinar a causa dessa ocorrência. Ventilação adicional pode ser necessária para corrigir a situação.
Avanços tecnológicos têm disponibilizado material de melhor absorção sonora para isolar ou abafar motores e engrenagens na maioria dos equipamentos. Ainda assim, dada a função e tamanho do equipamento de enchimento, os níveis de ruído geralmente excedem 90 dBA nesta área. Os funcionários expostos a esse nível de ruído por uma média ponderada de 8 horas devem ser protegidos. Bons programas de proteção auditiva devem incluir pesquisas sobre melhores formas de controlar o ruído; educação dos funcionários sobre os efeitos relacionados à saúde; proteção contra ruído pessoal; e treinamento sobre o uso de protetores auriculares, cujo uso deve ser obrigatório em áreas de alto ruído. A audição dos funcionários deve ser verificada rotineiramente.
Empilhadeiras são operadas em toda a planta de engarrafamento e seu uso seguro é imperativo. Além de demonstrar suas habilidades de direção, os operadores em potencial devem entender os princípios de segurança de empilhadeiras. As licenças são comumente emitidas para mostrar que um nível mínimo de competência foi alcançado. Os programas de segurança de empilhadeiras devem incluir um processo de inspeção pré-uso, no qual os veículos são verificados para garantir que todos os equipamentos de segurança estejam instalados e funcionando. Quaisquer condições deficientes devem ser imediatamente relatadas e corrigidas. As empilhadeiras a gás ou petróleo líquido (LP) geram monóxido de carbono como subproduto da combustão. Essas emissões podem ser minimizadas mantendo os motores das empilhadeiras ajustados de acordo com as especificações dos fabricantes.
O equipamento de proteção individual (EPI) é comum em toda a instalação de engarrafamento. Os funcionários da sala de enchimento usam proteção para os olhos e ouvidos. As equipes de saneamento usam proteção para rosto, mãos e pés apropriada para os produtos químicos aos quais estão expostas. Embora sapatos antiderrapantes sejam recomendados em toda a fábrica, os funcionários de manutenção também devem ter a proteção adicional de sapatos com biqueira de aço. A chave para um bom programa de EPI é identificar e avaliar os perigos potenciais associados a cada trabalho e determinar se esses perigos podem ser eliminados por meio de mudanças de engenharia. Caso contrário, o EPI deve ser selecionado para lidar com o perigo específico em questão.
O papel da gestão é fundamental na identificação de perigos e no desenvolvimento de práticas e procedimentos para minimizá-los no local de trabalho. Uma vez desenvolvidas, essas práticas e procedimentos devem ser comunicados aos colaboradores para que possam desempenhar suas funções com segurança.
À medida que a tecnologia da fábrica continua avançando, fornecendo melhores equipamentos, novas proteções e dispositivos de proteção, os engarrafadores de refrigerantes terão ainda mais maneiras de manter a segurança de sua força de trabalho.
Produção de Cacau e Indústria de Chocolate
O cacau é originário da região amazônica da América do Sul e, durante os primeiros anos do século XX, a região sul da Bahia fornecia as condições perfeitas para seu cultivo. A região cacaueira da Bahia é composta por 92 municípios e Ilhéus e Itabuna são seus principais centros. Essa região responde por 87% da produção nacional de cacau do Brasil, atualmente o segundo maior produtor mundial de amêndoas de cacau. O cacau também é produzido em cerca de 50 outros países, sendo a Nigéria e o Gana os principais produtores.
A grande maioria dessa produção é exportada para países como Japão, Federação Russa, Suíça e Estados Unidos; metade disso é vendido como produtos processados (chocolate, gordura vegetal, licor de chocolate, cacau em pó e manteiga) e o restante é exportado como grãos de cacau.
Visão geral do processo
O método industrial de processamento do cacau envolve várias etapas. Começa com o armazenamento da matéria-prima em galpões adequados, onde passa por fumigação para evitar a proliferação de roedores e insetos. A seguir, inicia-se o processo de limpeza dos grãos para a retirada de objetos estranhos ou resíduos. Em seguida, todos os grãos de cacau são secos para extrair o excesso de umidade até atingir um nível ideal. A próxima etapa é a quebra dos grãos para separar a casca do miolo, seguida da torrefação, que consiste no aquecimento da parte interna do grão.
O produto resultante, que tem a forma de pequenas partículas conhecidas como “nibs”, é submetido a um processo de moagem (trituração), tornando-se uma pasta líquida, que por sua vez é coada e solidificada em câmaras frigoríficas e vendida como pasta.
A maioria das empresas de moagem normalmente separa o licor por meio de um processo de prensagem até que a gordura seja extraída e convertida em dois produtos finais: manteiga de cacau e torta de cacau. O bolo é embalado em pedaços sólidos enquanto a manteiga de cacau é filtrada, desodorizada, resfriada em câmaras frigoríficas e posteriormente embalada.
Perigos e sua prevenção
Embora o processamento do cacau seja geralmente automatizado de forma a exigir pouco contato manual e manter um alto nível de higiene, a grande maioria dos funcionários da indústria ainda está exposta a diversos riscos ocupacionais.
Ruído e vibração excessiva são problemas encontrados em toda a linha de produção, pois, para evitar o fácil acesso de roedores e insetos, são construídos galpões fechados com o maquinário suspenso em plataformas metálicas. Estas máquinas devem ser submetidas a rotinas adequadas de manutenção e ajuste. Dispositivos antivibratórios devem ser instalados. Máquinas barulhentas devem ser isoladas ou barreiras de redução de ruído devem ser usadas.
Durante o processo de fumigação, são utilizadas pastilhas de fosfato de alumínio; ao entrarem em contato com o ar úmido, o gás fosfina é liberado. Recomenda-se que os grãos permaneçam cobertos por períodos de 48 a 72 horas durante e após essas fumigações. A amostragem de ar deve ser feita antes da reentrada.
A operação de retíficas, prensas hidráulicas e máquinas de secagem geram muito calor com altos níveis de ruído; o calor elevado é intensificado pelo tipo de construção dos edifícios. No entanto, muitas medidas de segurança podem ser adotadas: uso de barreiras, isolamento das operações, implementação de horários de trabalho e pausas, disponibilização de líquidos para beber, uso de vestimenta adequada e adequada aclimatação dos funcionários.
Nas áreas de produtos acabados, onde a temperatura média é de 10°C, os funcionários devem usar roupas adequadas e ter períodos de trabalho de 20 a 40 minutos. O processo de aclimatação também é importante. Pausas para descanso em áreas quentes são necessárias.
Nas operações de recebimento de produtos, onde o armazenamento de matérias-primas e todos os produtos acabados são embalados, são comuns procedimentos e equipamentos ergonomicamente inadequados. O equipamento mecanizado deve substituir o manuseio manual sempre que possível, pois movimentar e transportar cargas pode causar ferimentos, artigos pesados podem atingir funcionários e ferimentos podem resultar do uso de máquinas sem proteções adequadas.
Procedimentos e equipamentos devem ser avaliados do ponto de vista ergonômico. Quedas devido a pisos escorregadios também são uma preocupação. Além disso, existem outras atividades, como a quebra dos grãos e a moagem e produção do cacau em pó, onde há altos níveis de poeira orgânica. Ventilação de diluição adequada ou sistemas de exaustão local devem ser instalados; processos e operações isoladas e segregadas conforme apropriado.
É altamente recomendável um rigoroso programa de prevenção de riscos ambientais, para além do regular sistema de prevenção e segurança contra incêndios, adequada guarda das máquinas e bons padrões de higiene. Placas e boletins informativos devem ser afixados em locais bem visíveis e equipamentos e dispositivos de proteção individual devem ser distribuídos a cada trabalhador. Na manutenção do maquinário, um programa de bloqueio/sinalização deve ser instituído para evitar lesões.
" ISENÇÃO DE RESPONSABILIDADE: A OIT não se responsabiliza pelo conteúdo apresentado neste portal da Web em qualquer idioma que não seja o inglês, que é o idioma usado para a produção inicial e revisão por pares do conteúdo original. Algumas estatísticas não foram atualizadas desde a produção da 4ª edição da Enciclopédia (1998)."