- Sei qui:
-
Casa

- Parte VIII. Incidenti e gestione della sicurezza

bambini categorie

56. Prevenzione infortuni (13)

56. Prevenzione degli infortuni
Editor del capitolo: Jorma Sarari
Sommario
Tabelle e figure
Introduzione
Jorma Sarari
Concetti di Analisi degli incidenti
Kirsten Jorgensen
Teoria delle cause degli incidenti
Abdul Rauf
Fattori umani nella modellazione degli incidenti
Anne-Marie Feyer e Ann M. Williamson
Modelli di incidente: omeostasi del rischio
Gerald JS Wilde
Modellazione degli incidenti
Andrew R. Hale
Modelli di sequenza degli incidenti
Ragnar Anderson
Modelli di deviazione degli incidenti
Urban Kjellen
MAIM: Il modello informativo sugli incidenti del Merseyside
Harry S. Shannon e John Davies
Principi di prevenzione: l'approccio della sanità pubblica alla riduzione degli infortuni sul posto di lavoro
Gordon S. Smith e Mark A. Veazie
Principi teorici della sicurezza sul lavoro
Reinald Skiba
Principi di prevenzione: informazioni sulla sicurezza
Mark R. Lehto e James M. Miller
Costi per infortuni sul lavoro
Diego Andreoni
tavoli
Fare clic su un collegamento sottostante per visualizzare la tabella nel contesto dell'articolo.
1. Tassonomie per la classificazione delle deviazioni
2. La matrice di Haddon applicata alle lesioni dei veicoli a motore
3. Le dieci strategie di contromisura di Haddon per la costruzione
4. Informazioni sulla sicurezza associate alla sequenza dell'incidente
5. Raccomandazioni all'interno di sistemi di allarme selezionati
Cifre
Punta su una miniatura per vedere la didascalia della figura, fai clic per vedere la figura nel contesto dell'articolo.
|
|


















57. Verifiche, ispezioni e indagini (7)
57. Verifiche, ispezioni e indagini
Editor del capitolo: Jorma Sarari
Sommario
Tabelle e figure
Audit di sicurezza e audit di gestione
Johan Van de Kerckhove
Analisi dei rischi: il modello di causalità degli incidenti
Jop Groeneweg
Rischi hardware
Carsten D. Groenberg
Analisi dei rischi: fattori organizzativi
Urban Kjellen
Ispezione sul posto di lavoro e applicazione delle normative
Antonio Linehan
Analisi e Reporting: Indagini sugli incidenti
Michele Monteau
Segnalazione e compilazione di statistiche sugli infortuni
Kirsten Jorgensen
tavoli
Fare clic su un collegamento sottostante per visualizzare la tabella nel contesto dell'articolo.
1. Strata nella politica di qualità e sicurezza
2. Elementi di audit di sicurezza PAS
3. Valutazione dei metodi di controllo del comportamento
4. Tipi e definizioni generali di guasto
5. Concetti del fenomeno infortunistico
6. Variabili caratterizzanti un sinistro
Cifre
Punta su una miniatura per vedere la didascalia della figura, fai clic per vedere la figura nel contesto dell'articolo.
|
|













58. Applicazioni di sicurezza (17)
58. Applicazioni di sicurezza
Redattori di capitoli: Kenneth Gerecke e Charles T. Pope
Sommario
Tabelle e figure
Analisi dei sistemi
Manh Trung Ho
Sicurezza delle mani e degli utensili elettrici portatili
Dipartimento del lavoro degli Stati Uniti—Amministrazione per la sicurezza e la salute sul lavoro; a cura di Kenneth Gerecke
Parti mobili di macchine
Tomas Backström e Marianne Döös
Salvaguardia della macchina
Dipartimento del lavoro degli Stati Uniti - Amministrazione per la sicurezza e la salute sul lavoro; a cura di Kenneth Gerecke
Rilevatori di presenza
Paolo Schreiber
Dispositivi per il controllo, l'isolamento e la commutazione dell'energia
Renè Troxler
Applicazioni relative alla sicurezza
Dietmar Reinert e Karlheinz Meffert
Software e computer: sistemi automatizzati ibridi
Waldemar Karwowski e Jozef Zurada
Principi per la progettazione di sistemi di controllo sicuri
Georg Vondraček
Principi di sicurezza per macchine utensili CNC
Toni Retsch, Guido Schmitter e Albert Marty
Principi di sicurezza per robot industriali
Toni Retsch, Guido Schmitter e Albert Marty
Sistemi di controllo relativi alla sicurezza elettrici, elettronici ed elettronici programmabili
Ron Bell
Requisiti tecnici per i sistemi relativi alla sicurezza basati su dispositivi elettrici, elettronici ed elettronici programmabili
John Brazendale e Ron Bell
Rollover
Bengt Springfeldt
Cade dalle altezze
Jean Arteau
Spazi confinati
Neil McManus
Principi di Prevenzione: Movimentazione di Materiali e Traffico Interno
Kari Hakkinen
tavoli
Fare clic su un collegamento sottostante per visualizzare la tabella nel contesto dell'articolo.
1. Possibili disfunzioni di un circuito di comando a due pulsanti
2. Guardie della macchina
3. dispositivi
4. Metodi di alimentazione ed espulsione
5. Combinazioni di strutture circuitali nei controlli di macchina
6. Livelli di integrità della sicurezza per i sistemi di protezione
7. Progettazione e sviluppo software
8. Livello di integrità della sicurezza: componenti di tipo B
9. Requisiti di integrità: architetture di sistemi elettronici
10 Cadute dall'alto: Quebec 1982-1987
11Tipici sistemi anticaduta e anticaduta
12 Differenze tra prevenzione delle cadute e arresto delle cadute
13 Modulo campione per la valutazione delle condizioni pericolose
14 Un permesso di ingresso campione
Cifre
Punta su una miniatura per vedere la didascalia della figura, fai clic per vedere la figura nel contesto dell'articolo.
|
|














































































59. Politica e leadership sulla sicurezza (7)
59. Politica e leadership sulla sicurezza
Editor del capitolo: Jorma Sarari
Sommario
Tabelle e figure
Politica di Sicurezza, Leadership e Cultura
Dan Petersen
Cultura e gestione della sicurezza
Marcello Simar
Clima organizzativo e sicurezza
Nicole Dedobbeleer e François Béland
Processo partecipativo di miglioramento del posto di lavoro
Jorma Sarari
Metodi del processo decisionale sulla sicurezza
Terje Sten
Percezione del rischio
Bernhard Zimolong e Rudiger Trimpop
Accettazione del rischio
Rüdiger Trimpop e Bernhard Zimolong
tavoli
Fare clic su un collegamento sottostante per visualizzare la tabella nel contesto dell'articolo.
1. Misure climatiche di sicurezza
2. Tuttava e altre differenze di programma/tecniche
3. Un esempio di buone pratiche di lavoro
4. Obiettivi prestazionali in una fabbrica di inchiostri da stampa
Cifre
Punta su una miniatura per vedere la didascalia della figura, fai clic per vedere la figura nel contesto dell'articolo.




















60. Programmi di sicurezza (8)
60. Programmi di sicurezza
Editor del capitolo: Jorma Saari
Sommario
Tabelle e figure
Ricerca sulla sicurezza sul lavoro: una panoramica
Herbert I. Linn e Alfred A. Amendola
Servizi governativi
Antonio Linehan
Servizi di sicurezza: consulenti
Dan Petersen
Implementazione di un programma di sicurezza
Tom B. Leamon
Programmi di sicurezza di successo
Tom B. Leamon
Programmi di incentivazione per la sicurezza
Gerald JS Wilde
Promozione della sicurezza
Thomas W. Planek
Caso di studio: campagne per la salute e la sicurezza sul lavoro a livello nazionale in India
KC Gupta
tavoli
Fare clic su un collegamento sottostante per visualizzare la tabella nel contesto dell'articolo.
1. Modelli OBM vs. TQM di motivazione dei dipendenti
2. Fabbriche indiane: occupazione e infortuni
Cifre
Punta su una miniatura per vedere la didascalia della figura, fai clic per vedere la figura nel contesto dell'articolo.










Principi per la progettazione di sistemi di controllo sicuri
È generalmente accettato che i sistemi di controllo debbano essere sicuri durante l'uso. Con questo in mente, i sistemi di controllo più moderni sono progettati come mostrato nella figura 1.
Figura 1. Progettazione generale dei sistemi di controllo
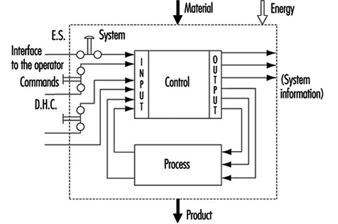
Il modo più semplice per rendere sicuro un sistema di controllo è costruire attorno ad esso un muro impenetrabile in modo da impedire l'accesso umano o l'interferenza nella zona pericolosa. Un tale sistema sarebbe molto sicuro, anche se poco pratico, poiché sarebbe impossibile accedervi per eseguire la maggior parte dei lavori di collaudo, riparazione e regolazione. Poiché l'accesso alle zone pericolose deve essere consentito in determinate condizioni, sono necessarie misure protettive diverse da muri, recinzioni e simili per facilitare la produzione, l'installazione, l'assistenza e la manutenzione.
Alcune di queste misure protettive possono essere parzialmente o totalmente integrate nei sistemi di controllo, come segue:
- Il movimento può essere interrotto immediatamente nel caso in cui qualcuno entri nella zona di pericolo, tramite i pulsanti di arresto di emergenza (ES).
- I comandi a pulsante consentono il movimento solo quando il pulsante è azionato.
- I comandi a doppia mano (DHC) consentono il movimento solo quando entrambe le mani sono impegnate nell'abbassare i due elementi di comando (assicurando così che le mani siano tenute lontane dalle zone di pericolo).
Questi tipi di misure protettive vengono attivate dagli operatori. Tuttavia, poiché gli esseri umani rappresentano spesso un punto debole nelle applicazioni, molte funzioni, come le seguenti, vengono eseguite automaticamente:
- I movimenti dei bracci del robot durante la manutenzione o il "teach-in" sono molto lenti. Tuttavia, la velocità è costantemente monitorata. Se, a causa di un guasto del sistema di controllo, la velocità dei bracci automatici del robot dovesse aumentare inaspettatamente durante il periodo di manutenzione o di apprendimento, il sistema di monitoraggio si attiverebbe e interromperebbe immediatamente il movimento.
- Viene fornita una barriera fotoelettrica per impedire l'accesso in una zona pericolosa. Se il raggio luminoso viene interrotto, la macchina si fermerà automaticamente.
Il normale funzionamento dei sistemi di controllo è il presupposto più importante per la produzione. Se una funzione di produzione viene interrotta a causa di un errore di controllo, è al massimo scomodo ma non pericoloso. Se una funzione rilevante per la sicurezza non viene eseguita, potrebbe verificarsi una perdita di produzione, danni alle apparecchiature, lesioni o addirittura la morte. Pertanto, le funzioni del sistema di controllo rilevanti per la sicurezza devono essere più affidabili e più sicure delle normali funzioni del sistema di controllo. Secondo la Direttiva del Consiglio Europeo 89/392/CEE (Linee guida macchine), i sistemi di controllo devono essere progettati e costruiti in modo che siano sicuri e affidabili.
I comandi sono costituiti da più componenti collegati tra loro in modo da svolgere una o più funzioni. I controlli sono suddivisi in canali. Un canale è la parte di un controllo che esegue una funzione specifica (ad es. avvio, arresto, arresto di emergenza). Fisicamente, il canale è creato da una stringa di componenti (transistor, diodi, relè, gate, ecc.) attraverso i quali, da un componente all'altro, le informazioni (principalmente elettriche) che rappresentano quella funzione vengono trasferite dall'ingresso all'uscita.
Nella progettazione dei canali di controllo per le funzioni rilevanti per la sicurezza (quelle funzioni che coinvolgono le persone), devono essere soddisfatti i seguenti requisiti:
- I componenti utilizzati nei canali di controllo con funzioni rilevanti per la sicurezza devono essere in grado di resistere ai rigori del normale utilizzo. In genere, devono essere sufficientemente affidabili.
- Errori nella logica non devono causare situazioni pericolose. In genere, il canale rilevante per la sicurezza deve essere sufficientemente resistente ai guasti.
- Influenze esterne (fattori) non dovrebbero portare a guasti temporanei o permanenti nei canali rilevanti per la sicurezza.
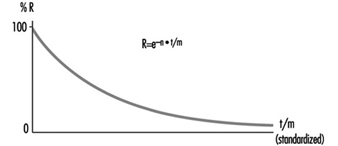
Affidabilità
Affidabilità è la capacità di un canale o componente di controllo di eseguire una funzione richiesta in condizioni specificate per un dato periodo di tempo senza fallire. (La probabilità per componenti specifici o canali di controllo può essere calcolata utilizzando metodi adeguati.) L'affidabilità deve essere sempre specificata per un valore temporale specifico. In generale, l'affidabilità può essere espressa dalla formula in figura 2.
Figura 2. Formula di affidabilità
Affidabilità di sistemi complessi
I sistemi sono costruiti da componenti. Se si conoscono le affidabilità dei componenti, è possibile calcolare l'affidabilità del sistema nel suo insieme. In tali casi, si applica quanto segue:
Sistemi seriali
La totale affidabilità Rbimbo di un sistema seriale costituito da N componenti della stessa affidabilità RC è calcolato come in figura 3.
Figura 3. Grafico di affidabilità dei componenti collegati in serie

L'affidabilità totale è inferiore all'affidabilità del componente meno affidabile. All'aumentare del numero di componenti collegati in serie, l'affidabilità totale della catena diminuisce in modo significativo.
Sistemi paralleli
La totale affidabilità Rbimbo di un sistema parallelo costituito da N componenti della stessa affidabilità RC è calcolato come in figura 4.
Figura 4. Grafico di affidabilità dei componenti collegati in parallelo
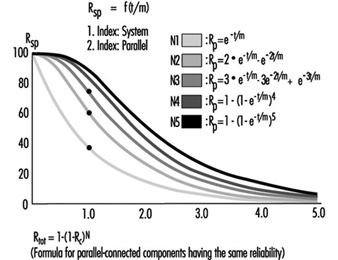
L'affidabilità totale può essere notevolmente migliorata attraverso il collegamento in parallelo di due o più componenti.
La figura 5 illustra un esempio pratico. Si noti che il circuito spegnerà il motore in modo più affidabile. Anche se il relè A o B non riesce ad aprire il suo contatto, il motore sarà comunque spento.
Figura 5. Esempio pratico di figura 4

Calcolare l'affidabilità totale di un canale è semplice se tutte le affidabilità dei componenti necessari sono note e disponibili. Nel caso di componenti complessi (circuiti integrati, microprocessori, ecc.) il calcolo dell'affidabilità totale è difficile o impossibile se le informazioni necessarie non sono pubblicate dal produttore.
Sicurezza
Quando i professionisti parlano di sicurezza e chiedono macchine sicure, intendono la sicurezza dell'intera macchina o sistema. Questa sicurezza è, tuttavia, troppo generica e non sufficientemente definita per il progettista dei controlli. La seguente definizione di sicurezza può essere pratico e utilizzabile per i progettisti di circuiti di controllo: la sicurezza è la capacità di un sistema di controllo di eseguire la funzione richiesta entro i limiti prescritti, per una data durata, anche quando si verificano guasti previsti. Di conseguenza, durante la progettazione deve essere chiarito quanto "sicuro" deve essere il canale relativo alla sicurezza. (Il progettista può sviluppare un canale che sia sicuro contro il primo guasto, contro un guasto qualsiasi, contro due guasti, ecc.) Inoltre, un canale che svolge una funzione utilizzata per prevenire gli incidenti può essere essenzialmente affidabile, ma non ha per essere inevitabilmente al sicuro contro i fallimenti. Questo può essere meglio spiegato dai seguenti esempi:
esempio 1
L'esempio illustrato nella figura 6 è un canale di controllo rilevante per la sicurezza che esegue la funzione di sicurezza richiesta. Il primo componente può essere un interruttore che monitora, ad esempio, la posizione di una porta di accesso a un'area pericolosa. L'ultimo componente è un motore che aziona parti meccaniche in movimento all'interno della zona pericolosa.
Figura 6. Un canale di controllo rilevante per la sicurezza che esegue la funzione di sicurezza richiesta
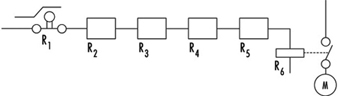
La funzione di sicurezza richiesta in questo caso è duplice: se la porta è chiusa, il motore può funzionare. Se la porta è aperta, il motore deve essere spento. Conoscere le attendibilità R1 a R6, è possibile calcolare l'affidabilità Rpresto. I progettisti dovrebbero utilizzare componenti affidabili al fine di mantenere un'affidabilità sufficientemente elevata dell'intero sistema di controllo (vale a dire, la probabilità che questa funzione possa ancora essere svolta tra, diciamo, anche 20 anni dovrebbe essere presa in considerazione nella progettazione). Di conseguenza, i progettisti devono svolgere due compiti: (1) la circuiteria deve svolgere la funzione richiesta e (2) l'affidabilità dei componenti e dell'intero canale di controllo deve essere adeguata.
Occorre ora porsi la seguente domanda: il suddetto canale svolgerà le funzioni di sicurezza richieste anche se si verifica un guasto nel sistema (ad esempio, se un contatto del relè si blocca o un componente non funziona correttamente)? La risposta è no". Il motivo è che un singolo canale di controllo costituito solo da componenti collegati in serie e funzionante con segnali statici non è sicuro contro un guasto. Il canale può avere solo una certa affidabilità, che garantisce la probabilità che la funzione venga svolta. In tali situazioni, la sicurezza è sempre intesa come relativo al fallimento.
esempio 2
Se un canale di controllo deve essere sia affidabile che sicuro, il design deve essere modificato come nella figura 7. L'esempio illustrato è un canale di controllo rilevante per la sicurezza costituito da due sottocanali completamente separati.
Figura 7. Un canale di controllo rilevante per la sicurezza con due sottocanali completamente separati

Questo progetto è sicuro contro il primo guasto (e possibili ulteriori guasti nello stesso sottocanale), ma non è sicuro contro due guasti che possono verificarsi in due diversi sottocanali (contemporaneamente o in momenti diversi) perché non esiste un circuito di rilevamento dei guasti. Di conseguenza, inizialmente entrambi i sottocanali funzionano con un'elevata affidabilità (vedi sistema parallelo), ma dopo il primo guasto funzionerà solo un sottocanale e l'affidabilità diminuisce. Se si verifica un secondo guasto nel sottocanale ancora in funzione, entrambi si guastano e la funzione di sicurezza non viene più eseguita.
esempio 3
L'esempio illustrato nella figura 8 è un canale di controllo rilevante per la sicurezza costituito da due sottocanali completamente separati che si controllano a vicenda.
Figura 8. Un canale di controllo rilevante per la sicurezza con due sottocanali completamente separati che si monitorano a vicenda
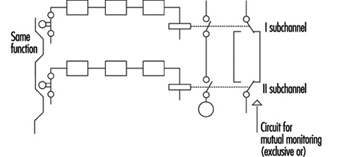
Tale progetto è a prova di guasto perché dopo ogni guasto, solo un sottocanale non sarà funzionante, mentre l'altro sottocanale rimane disponibile e svolgerà la funzione di sicurezza. Inoltre, il design ha un circuito di rilevamento dei guasti. Se, a causa di un guasto, entrambi i sottocanali non funzionano allo stesso modo, questa condizione verrà rilevata dalla circuiteria “or esclusivo”, con la conseguenza che la macchina verrà automaticamente spenta. Questo è uno dei modi migliori per progettare i controlli delle macchine: progettare sottocanali rilevanti per la sicurezza. Sono al sicuro contro un guasto e allo stesso tempo forniscono un'affidabilità tale da ridurre al minimo le possibilità che si verifichino due guasti contemporaneamente.
Ridondanza
È evidente che esistono vari metodi con cui un progettista può migliorare l'affidabilità e/o la sicurezza (contro i guasti). Gli esempi precedenti illustrano come una funzione (ovvero, porta chiusa, il motore può funzionare; porta aperta, il motore deve essere arrestato) può essere realizzata con varie soluzioni. Alcuni metodi sono molto semplici (un sottocanale) e altri più complicati (due sottocanali con supervisione reciproca). (Vedi figura 9.)
Figura 9. Affidabilità dei sistemi ridondanti con o senza rilevamento dei guasti
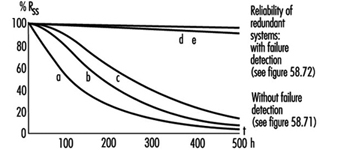
C'è una certa ridondanza nei circuiti e/o nei componenti complessi rispetto a quelli semplici. Ridondanza può essere definita come segue: (1) La ridondanza è la presenza di più mezzi (componenti, canali, fattori di sicurezza più elevati, test aggiuntivi e così via) di quelli realmente necessari per il semplice adempimento della funzione desiderata; (2) la ridondanza ovviamente non “migliora” la funzione, che comunque viene svolta. La ridondanza migliora solo l'affidabilità e/o la sicurezza.
Alcuni professionisti della sicurezza ritengono che la ridondanza sia solo il raddoppio o il triplo, e così via, del sistema. Si tratta di un'interpretazione molto limitata, poiché la ridondanza può essere interpretata in modo molto più ampio e flessibile. La ridondanza può essere inclusa non solo nell'hardware; potrebbe essere incluso anche nel software. Anche il miglioramento del fattore di sicurezza (ad esempio, una corda più forte invece di una più debole) può essere considerato una forma di ridondanza.
entropia
entropia, un termine che si trova soprattutto in termodinamica e astronomia, può essere definito come segue: Tutto tende al decadimento. Pertanto, è assolutamente certo che tutti i componenti, sottosistemi o sistemi, indipendentemente dalla tecnologia in uso, prima o poi falliranno. Ciò significa che non esistono sistemi, sottosistemi o componenti affidabili e/o sicuri al 100%. Tutti sono semplicemente più o meno affidabili e sicuri, a seconda della complessità della struttura. I fallimenti che inevitabilmente si verificano prima o dopo dimostrano l'azione dell'entropia.
L'unico mezzo a disposizione dei progettisti per contrastare l'entropia è la ridondanza, che si ottiene (a) introducendo maggiore affidabilità nei componenti e (b) fornendo maggiore sicurezza in tutta l'architettura del circuito. Solo aumentando sufficientemente la probabilità che la funzione richiesta venga eseguita per il periodo di tempo richiesto, i progettisti possono in qualche misura difendersi dall'entropia.
Valutazione del rischio
Maggiore è il rischio potenziale, maggiore è l'affidabilità e/o la sicurezza (contro i guasti) richiesta (e viceversa). Ciò è illustrato dai seguenti due casi:
Caso 1
L'accesso allo stampo fissato in una pressa ad iniezione è protetto da una porta. Se la porta è chiusa, la macchina può funzionare, e se la porta è aperta, tutti i movimenti pericolosi devono essere fermati. In nessun caso (nemmeno in caso di guasto del canale di sicurezza) possono verificarsi movimenti, soprattutto quelli che azionano l'utensile.
Caso 2
L'accesso a una linea di assemblaggio a controllo automatico che assembla piccoli componenti in plastica sotto pressione pneumatica è protetto da una porta. Se questa porta viene aperta, la linea dovrà essere interrotta.
Nel caso 1, se il sistema di controllo di supervisione della porta dovesse guastarsi, potrebbe verificarsi un grave infortunio se lo strumento viene chiuso inaspettatamente. Nel caso 2, se il sistema di controllo di supervisione della porta si guasta, possono verificarsi solo lesioni lievi o danni insignificanti.
È ovvio che nel primo caso deve essere introdotta molta più ridondanza per ottenere l'affidabilità e/o la sicurezza (contro i guasti) necessarie per proteggere da rischi estremamente elevati. Infatti, secondo la norma europea EN 201, il sistema di controllo di supervisione della porta della pressa ad iniezione deve avere tre canali; di cui due elettriche e reciprocamente supervisionate e una delle quali in gran parte dotata di circuiti idraulici e di collaudo. Tutte e tre queste funzioni di supervisione si riferiscono alla stessa porta.
Viceversa, in applicazioni come quella descritta nel Caso 2, un solo canale attivato da un interruttore ad azione positiva è adeguato al rischio.
Categorie di controllo
Poiché tutte le considerazioni di cui sopra sono generalmente basate sulla teoria dell'informazione e di conseguenza sono valide per tutte le tecnologie, non importa se il sistema di controllo è basato su componenti elettronici, elettromeccanici, meccanici, idraulici o pneumatici (o una combinazione di essi) , o su qualche altra tecnologia. L'inventiva del progettista da un lato e le questioni economiche dall'altro sono i fattori principali che influenzano un numero quasi infinito di soluzioni su come realizzare canali rilevanti per la sicurezza.
Per evitare confusione, è utile stabilire determinati criteri di ordinamento. Le strutture di canale più tipiche utilizzate nei controlli macchina per l'esecuzione di funzioni relative alla sicurezza sono classificate in base a:
- problemi di
- comportamento in caso di fallimento
- tempo di rivelazione del fallimento.
Le loro combinazioni (non sono mostrate tutte le combinazioni possibili) sono illustrate nella tabella 1.
Tabella 1. Alcune possibili combinazioni di strutture circuitali nei controlli macchina per funzioni legate alla sicurezza
|
Criteri (domande) |
Strategia di base |
|||||
|
Aumentando l'affidabilità (il verificarsi del guasto è spostato in un futuro forse lontano?) |
Con un'adeguata struttura del circuito (architettura) il guasto sarà almeno rilevato (Cat. 2) o l'effetto del guasto sul canale sarà eliminato (Cat. 3) o il guasto verrà rivelato immediatamente (Cat. 4) |
|||||
|
Categorie |
||||||
|
Questa soluzione è fondamentalmente sbagliata |
B |
1 |
2 |
3 |
4 |
|
|
I componenti del circuito possono sopportare le influenze previste? sono costruiti secondo lo stato dell'arte? |
Non |
Sì |
Sì |
Sì |
Sì |
Sì |
|
Sono stati utilizzati componenti e/o metodi ben collaudati? |
Non |
Non |
Sì |
Sì |
Sì |
Sì |
|
È possibile rilevare automaticamente un guasto? |
Non |
Non |
Non |
Sì |
Sì |
Sì |
|
Un guasto impedisce l'esecuzione della funzione relativa alla sicurezza? |
Sì |
Sì |
Sì |
Sì |
Non |
Non |
|
Quando verrà rilevato il guasto? |
Mai |
Mai |
Mai |
Early (più tardi alla fine dell'intervallo che non è più lungo di un ciclo macchina) |
Immediatamente (quando il segnale perde dinamica |
|
|
Nei prodotti di consumo |
Da utilizzare nelle macchine |
|||||
La categoria applicabile a una macchina specifica e al suo sistema di controllo relativo alla sicurezza è per lo più specificata nelle nuove norme europee (EN), a meno che l'autorità nazionale, l'utente e il fabbricante non concordino reciprocamente sull'applicazione di un'altra categoria. Il progettista sviluppa quindi un sistema di controllo che soddisfi i requisiti. Ad esempio, le considerazioni che regolano la progettazione di un canale di controllo possono includere quanto segue:
- I componenti devono resistere alle influenze previste. (SI NO)
- La loro costruzione dovrebbe essere conforme agli standard più moderni. (SI NO)
- Vengono utilizzati componenti e metodi collaudati. (SI NO)
- Fallimento deve essere rilevato. (SI NO)
- La funzione di sicurezza verrà eseguita anche in caso di guasto? (SI NO)
- Quando verrà rilevato il guasto? (MAI, PRESTO, IMMEDIATAMENTE)
Questo processo è reversibile. Utilizzando le stesse domande, si può decidere a quale categoria appartiene un canale di controllo esistente, precedentemente sviluppato.
Esempi di categoria
Categoria B
I componenti del canale di controllo utilizzati principalmente nei prodotti di consumo devono resistere alle influenze previste ed essere progettati secondo lo stato dell'arte. Un interruttore ben progettato può servire da esempio.
Categoria 1
L'uso di componenti e metodi collaudati è tipico della Categoria 1. Un esempio di Categoria 1 è un interruttore con azione positiva (ovvero, richiede l'apertura forzata dei contatti). Questo interruttore è progettato con parti robuste ed è attivato da forze relativamente elevate, raggiungendo così un'affidabilità estremamente elevata solo nell'apertura del contatto. Nonostante i contatti incollati o addirittura saldati, questi interruttori si apriranno. (Nota: componenti come transistor e diodi non sono considerati componenti collaudati.) La figura 10 servirà come illustrazione di un controllo di categoria 1.
Figura 10. Un interruttore con azione positiva

Questo canale utilizza l'interruttore S con azione positiva. Il contattore K è supervisionato dalla spia L. L'operatore viene avvisato che i contatti normalmente aperti (NA) si innestano tramite la spia L. Il contattore K ha i contatti a guida forzata. (Nota: i relè o contattori con guida forzata dei contatti hanno, rispetto ai normali relè o contattori, una gabbia speciale in materiale isolante in modo che se i contatti normalmente chiusi (NC) sono chiusi, tutti i contatti NO devono essere aperti e viceversa viceversa. Ciò significa che utilizzando contatti NC è possibile verificare che i contatti di lavoro non siano incollati o saldati insieme.)
Categoria 2
La categoria 2 prevede il rilevamento automatico dei guasti. Il rilevamento automatico dei guasti deve essere generato prima di ogni movimento pericoloso. Solo se il test è positivo si può eseguire il movimento; in caso contrario la macchina verrà arrestata. I sistemi di rilevamento automatico dei guasti vengono utilizzati per le barriere fotoelettriche per dimostrare che funzionano ancora. Il principio è illustrato nella figura 1.
Figura 11. Circuito che include un rilevatore di guasti
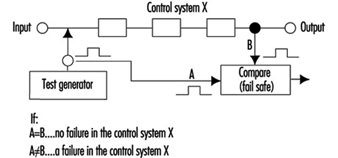
Questo sistema di controllo viene testato regolarmente (o occasionalmente) iniettando un impulso all'ingresso. In un sistema correttamente funzionante questo impulso verrà quindi trasferito all'uscita e confrontato con un impulso proveniente da un generatore di test. Quando sono presenti entrambi gli impulsi, il sistema ovviamente funziona. Altrimenti, se non c'è impulso in uscita, il sistema è guasto.
Categoria 3
Il circuito è stato precedentemente descritto nell'Esempio 3 nella sezione Sicurezza di questo articolo, figura 8.
Il requisito, ovvero il rilevamento automatico dei guasti e la capacità di eseguire la funzione di sicurezza anche se si è verificato un guasto ovunque, può essere soddisfatto da strutture di controllo a due canali e dalla supervisione reciproca dei due canali.
Solo per i controlli della macchina, i guasti pericolosi devono essere esaminati. Va notato che ci sono due tipi di fallimento:
- Non pericoloso i guasti sono quelli che, dopo il loro verificarsi, provocano uno “stato sicuro” della macchina provvedendo allo spegnimento del motore.
- Pericoloso i guasti sono quelli che, dopo il loro verificarsi, provocano uno “stato non sicuro” della macchina, in quanto il motore non può essere spento o il motore inizia a muoversi inaspettatamente.
Categoria 4
La categoria 4 prevede tipicamente l'applicazione di un segnale dinamico, che cambia continuamente sull'ingresso. La presenza di un segnale dinamico sui mezzi di uscita running ("1"), e l'assenza di un segnale dinamico significa Stop ("0").
Per tali circuiti è tipico che dopo il guasto di qualsiasi componente il segnale dinamico non sarà più disponibile sull'uscita. (Nota: il potenziale statico sull'uscita è irrilevante.) Tali circuiti possono essere chiamati "fail-safe". Tutti i guasti verranno comunicati immediatamente, non dopo la prima modifica (come nei circuiti di Categoria 3).
Ulteriori commenti sulle categorie di controllo
La tabella 1 è stata sviluppata per i normali controlli macchina e mostra solo le strutture circuitali di base; secondo la direttiva macchine dovrebbe essere calcolato assumendo che si verifichi un solo guasto in un ciclo macchina. Questo è il motivo per cui la funzione di sicurezza non deve essere eseguita nel caso di due guasti coincidenti. Si presume che un guasto venga rilevato entro un ciclo macchina. La macchina verrà fermata e quindi riparata. Il sistema di controllo quindi si riavvia, completamente operativo, senza guasti.
Il primo intento del progettista dovrebbe essere quello di non consentire guasti "permanenti", che non verrebbero rilevati durante un ciclo in quanto potrebbero successivamente essere combinati con guasti che si verificano di nuovo (accumulo di guasti). Tali combinazioni (un guasto permanente e un nuovo guasto) possono causare un malfunzionamento anche dei circuiti di Categoria 3.
Nonostante queste tattiche, è possibile che due guasti indipendenti si verifichino contemporaneamente all'interno dello stesso ciclo macchina. È solo molto improbabile, soprattutto se sono stati utilizzati componenti altamente affidabili. Per le applicazioni ad altissimo rischio, devono essere utilizzati tre o più sottocanali. Questa filosofia si basa sul fatto che il tempo medio tra guasti è molto più lungo del ciclo macchina.
Ciò non significa, tuttavia, che la tabella non possa essere ulteriormente ampliata. La Tabella 1 è fondamentalmente e strutturalmente molto simile alla Tabella 2 utilizzata nella EN 954-1. Tuttavia, non tenta di includere troppi criteri di ordinamento. I requisiti sono definiti secondo le rigorose leggi della logica, in modo che ci si possano aspettare solo risposte chiare (SI o NO). Ciò consente una valutazione, un ordinamento e una classificazione più precisi dei circuiti sottoposti (canali relativi alla sicurezza) e, ultimo ma non meno importante, un miglioramento significativo della riproducibilità della valutazione.
L'ideale sarebbe classificare i rischi in vari livelli di rischio e quindi stabilire un legame preciso tra livelli e categorie di rischio, il tutto indipendentemente dalla tecnologia in uso. Tuttavia, questo non è del tutto possibile. Subito dopo la creazione delle categorie è diventato chiaro che, anche a parità di tecnologia, a varie domande non veniva data una risposta sufficiente. Cos'è meglio: un componente di Categoria 1 molto affidabile e ben progettato o un sistema che soddisfa i requisiti della Categoria 3 con scarsa affidabilità?
Per spiegare questo dilemma bisogna distinguere tra due qualità: affidabilità e sicurezza (contro i guasti). Non sono paragonabili, poiché entrambe queste qualità hanno caratteristiche diverse:
- Il componente con la massima affidabilità ha la spiacevole caratteristica che in caso di guasto (anche se altamente improbabile) la funzione cesserà di svolgere.
- I sistemi di categoria 3, in cui anche in caso di un guasto la funzione verrà eseguita, non sono sicuri contro due guasti contemporaneamente (ciò che può essere importante è se sono stati utilizzati componenti sufficientemente affidabili).
Considerando quanto sopra, potrebbe essere che la soluzione migliore (dal punto di vista dell'alto rischio) sia quella di utilizzare componenti altamente affidabili e configurarli in modo che il circuito sia sicuro contro almeno un guasto (preferibilmente più). È chiaro che una tale soluzione non è la più economica. In pratica, il processo di ottimizzazione è principalmente la conseguenza di tutte queste influenze e considerazioni.
L'esperienza con l'uso pratico delle categorie mostra che raramente è possibile progettare un sistema di controllo che può utilizzare solo una categoria in tutto. La combinazione di due o anche tre parti, ciascuna di una categoria diversa, è tipica, come illustrato nell'esempio seguente:
Molte barriere fotoelettriche di sicurezza sono progettate nella categoria 4, in cui un canale funziona con un segnale dinamico. Alla fine di questo sistema ci sono solitamente due sottocanali supervisionati reciprocamente che lavorano con segnali statici. (Ciò soddisfa i requisiti per la Categoria 3.)
Secondo EN 50100, tali barriere fotoelettriche sono classificate come Dispositivi di protezione elettrosensibili di tipo 4, sebbene siano composti da due parti. Sfortunatamente, non c'è accordo su come denominare i sistemi di controllo costituiti da due o più parti, ciascuna parte di un'altra categoria.
Sistemi elettronici programmabili (PES)
I principi utilizzati per creare la tabella 1 possono, ovviamente con alcune restrizioni, essere generalmente applicati anche ai PES.
Sistema solo PES
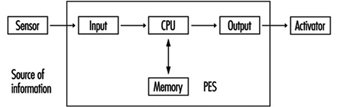
Utilizzando i PES per il controllo, le informazioni vengono trasferite dal sensore all'attivatore attraverso un gran numero di componenti. Oltre a ciò, passa anche "attraverso" il software. (Vedi figura 12).
Figura 12. Un circuito del sistema PES
Sebbene i PES moderni siano molto affidabili, l'affidabilità non è così elevata come potrebbe essere richiesta per l'elaborazione delle funzioni di sicurezza. Oltre a ciò, i normali sistemi PES non sono abbastanza sicuri, poiché non svolgeranno la funzione relativa alla sicurezza in caso di guasto. Pertanto, l'utilizzo di PES per l'elaborazione delle funzioni di sicurezza senza misure aggiuntive non è consentito.
Applicazioni a rischio molto basso: sistemi con un PES e misure aggiuntive
Quando si utilizza un singolo PES per il controllo, il sistema è costituito dalle seguenti parti principali:
Parte di input
L'affidabilità di un sensore e dell'ingresso di un PES può essere migliorata raddoppiandoli. Tale configurazione di input a doppio sistema può essere ulteriormente supervisionata dal software per verificare se entrambi i sottosistemi stanno fornendo le stesse informazioni. In questo modo è possibile rilevare i guasti nella parte di ingresso. Questa è quasi la stessa filosofia richiesta per la Categoria 3. Tuttavia, poiché la supervisione viene eseguita dal software e solo una volta, questa può essere denominata 3- (o non affidabile come 3).
Parte di mezzo
Sebbene questa parte non possa essere ben raddoppiata, può essere testata. All'accensione (o durante il funzionamento) è possibile eseguire un controllo dell'intero set di istruzioni. Con gli stessi intervalli, la memoria può essere controllata anche da opportuni schemi di bit. Se tali controlli vengono condotti senza errori, entrambe le parti, CPU e memoria, funzionano ovviamente correttamente. La parte centrale presenta alcune caratteristiche tipiche della Categoria 4 (segnale dinamico) ed altre tipiche della Categoria 2 (test eseguiti regolarmente ad intervalli adeguati). Il problema è che questi test, nonostante la loro ampiezza, non possono essere veramente completi, in quanto il sistema one-PES intrinsecamente non li consente.
Parte di uscita
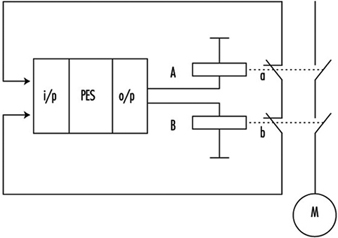
Simile a un input, anche l'output (inclusi gli attivatori) può essere raddoppiato. Entrambi i sottosistemi possono essere supervisionati rispetto allo stesso risultato. I guasti verranno rilevati e la funzione di sicurezza verrà eseguita. Tuttavia, ci sono gli stessi punti deboli della parte di input. Di conseguenza, in questo caso viene scelta la categoria 3.
In figura 13 la stessa funzione è riportata ai relè A ed B. I contatti di controllo a ed b, quindi informa due sistemi di input se entrambi i relè stanno eseguendo lo stesso lavoro (a meno che non si sia verificato un guasto in uno dei canali). La supervisione viene eseguita nuovamente dal software.
Figura 13. Un circuito PES con un sistema di rilevamento dei guasti
L'intero sistema può essere descritto come Categoria 3-/4/2/3- se fatto correttamente ed estesamente. Tuttavia, i punti deboli di tali sistemi come sopra descritti non possono essere completamente eliminati. Infatti, i PES migliorati sono effettivamente utilizzati per funzioni legate alla sicurezza solo dove i rischi sono piuttosto bassi (Hölscher e Rader 1984).
Applicazioni a basso e medio rischio con un PES
Oggi quasi tutte le macchine sono dotate di un'unità di controllo PES. Per risolvere il problema dell'insufficiente affidabilità e di solito insufficiente sicurezza contro i guasti, vengono comunemente utilizzati i seguenti metodi di progettazione:
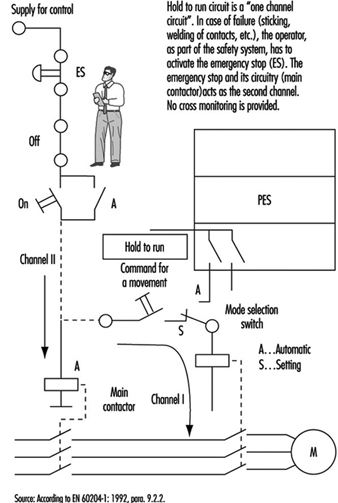
- In macchine relativamente semplici come gli ascensori, le funzioni sono divise in due gruppi: (1) le funzioni che non sono legate alla sicurezza sono elaborate dal PES; (2) le funzioni relative alla sicurezza sono combinate in una catena (circuito di sicurezza) ed elaborate al di fuori del PES (vedere figura 14).
Figura 14. Stato dell'arte per la categoria di fermata 0
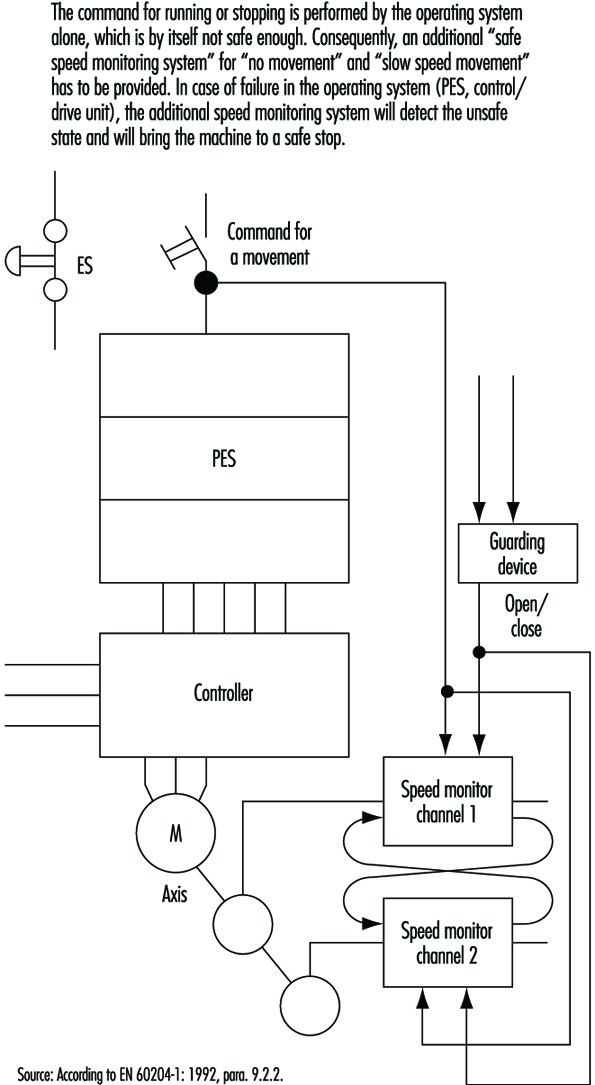
- Il metodo sopra indicato non è adatto a macchine più complesse. Uno dei motivi è che tali soluzioni di solito non sono abbastanza sicure. Per le applicazioni a rischio medio, le soluzioni devono soddisfare i requisiti per la categoria 3. Idee generali su come possono apparire tali progetti sono presentate nella figura 15 e nella figura 16.
Figura 15. Stato dell'arte per la categoria di arresto 1
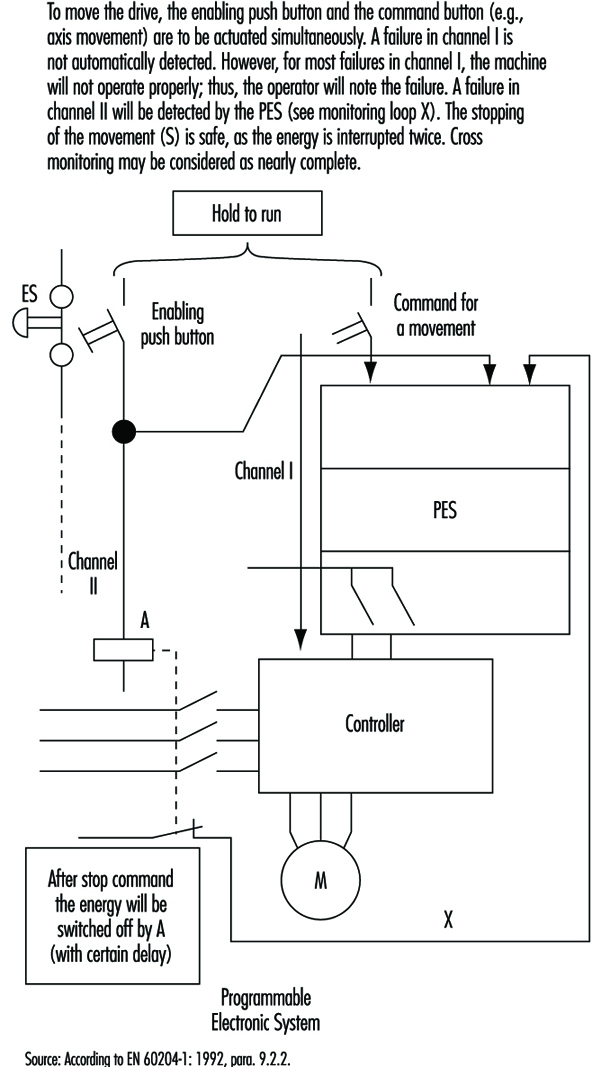
Figura 16. Stato dell'arte per la categoria di fermata 2
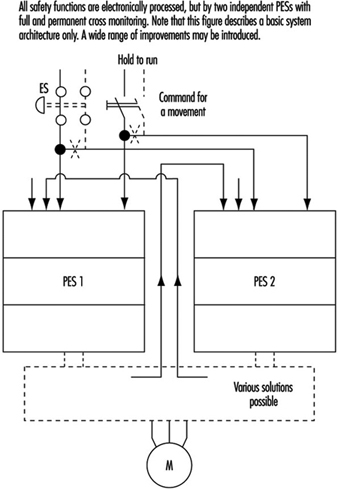
Applicazioni ad alto rischio: sistemi con due (o più) PES
A parte la complessità e il costo, non ci sono altri fattori che impedirebbero ai progettisti di utilizzare sistemi PES completamente raddoppiati come Siemens Simatic S5-115F, 3B6 Typ CAR-MIL e così via. Questi in genere includono due PES identici con software omogeneo e presuppongono l'uso di PES "ben collaudati" e compilatori "ben collaudati" (un PES o un compilatore ben collaudato può essere considerato uno che in molte applicazioni pratiche nell'arco di 3 o più anni ha dimostrato che i fallimenti sistematici sono stati ovviamente eliminati). Sebbene questi sistemi PES raddoppiati non abbiano i punti deboli dei sistemi PES singoli, ciò non significa che i sistemi PES raddoppiati risolvano tutti i problemi. (Vedi figura 17).
Figura 17. Sistema sofisticato con due PES
Fallimenti sistematici
I guasti sistematici possono derivare da errori nelle specifiche, nella progettazione e da altre cause e possono essere presenti sia nell'hardware che nel software. I sistemi Double-PES sono adatti per l'uso in applicazioni legate alla sicurezza. Tali configurazioni consentono il rilevamento di guasti hardware casuali. Per mezzo della diversità dell'hardware, come l'uso di due tipi diversi o prodotti di due diversi produttori, potrebbero essere rilevati guasti hardware sistematici (è altamente improbabile che si verifichi un guasto sistematico hardware identico in entrambi i PES).
Software
Il software è un nuovo elemento nelle considerazioni sulla sicurezza. Il software è corretto o errato (rispetto ai guasti). Una volta corretto, il software non può diventare immediatamente errato (rispetto all'hardware). Gli obiettivi sono eliminare tutti gli errori nel software o almeno identificarli.
Ci sono vari modi per raggiungere questo obiettivo. Uno è il verifica del programma (una seconda persona tenta di scoprire gli errori in un test successivo). Un'altra possibilità è diversità del software, in cui due diversi programmi, scritti da due programmatori, affrontano lo stesso problema. Se i risultati sono identici (entro certi limiti), si può presumere che entrambe le parti del programma siano corrette. Se i risultati sono diversi, si presume che siano presenti errori. (NB, Il architettura dell'hardware naturalmente deve essere considerato anche.)
In breve
Quando si utilizzano gli SPI, generalmente devono essere prese in considerazione le stesse seguenti considerazioni di base (come descritto nelle sezioni precedenti).
- Un sistema di controllo senza alcuna ridondanza può essere assegnato alla Categoria B. Un sistema di controllo con misure aggiuntive può essere di Categoria 1 o anche superiore, ma non superiore a 2.
- Un sistema di controllo in due parti con confronto reciproco dei risultati può essere assegnato alla Categoria 3. Un sistema di controllo in due parti con confronto reciproco dei risultati e maggiore o minore diversità può essere assegnato alla Categoria 3 ed è adatto per applicazioni a rischio più elevato.
Un fattore nuovo è che per il sistema con un PES, anche il software dovrebbe essere valutato dal punto di vista della correttezza. Il software, se corretto, è affidabile al 100%. In questa fase di sviluppo tecnologico, probabilmente non verranno utilizzate le migliori soluzioni tecniche possibili e conosciute, poiché i fattori limitanti sono ancora economici. Inoltre, vari gruppi di esperti continuano a sviluppare gli standard per le applicazioni di sicurezza dei PES (ad es. EC, EWICS). Sebbene esistano già diverse norme (VDE0801, IEC65A e così via), la materia è talmente ampia e complessa che nessuna di esse può essere considerata definitiva.
Principi di sicurezza per macchine utensili CNC
Ogni volta che apparecchiature di produzione semplici e convenzionali, come le macchine utensili, vengono automatizzate, il risultato sono sistemi tecnici complessi e nuovi pericoli. Questa automazione è ottenuta attraverso l'uso di sistemi di controllo numerico computerizzato (CNC) su macchine utensili, denominate Macchine utensili CNC (es. fresatrici, centri di lavoro, trapani e molatrici). Per poter identificare i potenziali pericoli insiti negli strumenti automatici, è necessario analizzare le diverse modalità di funzionamento di ciascun sistema. Le analisi condotte in precedenza indicano che dovrebbe essere fatta una distinzione tra due tipi di funzionamento: funzionamento normale e funzionamento speciale.
Spesso è impossibile prescrivere i requisiti di sicurezza per le macchine utensili CNC sotto forma di misure specifiche. Ciò può essere dovuto al fatto che ci sono troppo pochi regolamenti e standard specifici per l'apparecchiatura che forniscono soluzioni concrete. I requisiti di sicurezza possono essere determinati solo se i possibili pericoli vengono identificati sistematicamente mediante un'analisi dei pericoli, in particolare se questi sistemi tecnici complessi sono dotati di sistemi di controllo liberamente programmabili (come con le macchine utensili CNC).
Nel caso di macchine utensili a controllo numerico di nuova concezione, il costruttore è obbligato ad effettuare un'analisi dei pericoli sull'apparecchiatura al fine di identificare eventuali pericoli presenti e dimostrare mediante soluzioni costruttive che tutti i pericoli per le persone, in tutte le diverse modalità operative, vengono eliminate. Tutti i pericoli identificati devono essere sottoposti a una valutazione del rischio in cui ogni rischio di un evento dipende dall'entità del danno e dalla frequenza con cui può verificarsi. Al pericolo da valutare viene assegnata anche una categoria di rischio (minimo, normale, aumentato). Laddove il rischio non può essere accettato sulla base della valutazione del rischio, è necessario trovare soluzioni (misure di sicurezza). Lo scopo di queste soluzioni è ridurre la frequenza di accadimento e la portata del danno di un incidente non pianificato e potenzialmente pericoloso (un "evento").
Gli approcci alle soluzioni per i rischi normali e maggiori si trovano nella tecnologia della sicurezza indiretta e diretta; per ridurre al minimo i rischi, si trovano nella tecnologia di sicurezza del rinvio:
- Tecnologia di sicurezza diretta. In fase di progettazione si presta attenzione all'eliminazione di eventuali pericoli (ad esempio, l'eliminazione dei punti di taglio e di intrappolamento).
- Tecnologia di sicurezza indiretta. Il pericolo rimane. Tuttavia, l'aggiunta di disposizioni tecniche impedisce che il pericolo si trasformi in un evento (ad esempio, tali disposizioni possono includere la prevenzione dell'accesso a parti mobili pericolose per mezzo di cappe di sicurezza fisica, la fornitura di dispositivi di sicurezza che interrompono l'alimentazione, la schermatura dal volo parti che utilizzano protezioni di sicurezza, ecc.).
- Tecnologia di sicurezza di rinvio. Ciò si applica solo ai pericoli residui e ai rischi minimizzati, ovvero i pericoli che possono portare a un evento come risultato di fattori umani. Il verificarsi di tale evento può essere prevenuto mediante comportamenti adeguati da parte dell'interessato (es. indicazioni di comportamento contenute nei manuali di uso e manutenzione, formazione del personale, ecc.).
Requisiti di sicurezza internazionali
La Direttiva Macchine CE (89/392/CEE) del 1989 stabilisce i principali requisiti di sicurezza e salute per le macchine. (Secondo la Direttiva Macchine, una macchina è considerata la somma totale di parti o dispositivi interconnessi, di cui almeno uno può muoversi e di conseguenza ha una funzione). soluzioni (ad esempio, occupandosi degli aspetti fondamentali della sicurezza o esaminando le apparecchiature elettriche montate sui macchinari industriali). Lo scopo di questi standard è quello di specificare gli obiettivi di protezione. Questi requisiti di sicurezza internazionali forniscono ai fabbricanti la base giuridica necessaria per specificare tali requisiti nelle suddette analisi dei pericoli e valutazioni dei rischi.
Modalità operative
Quando si utilizzano macchine utensili, si distingue tra funzionamento normale e funzionamento speciale. Le statistiche e le indagini indicano che la maggior parte degli incidenti e degli incidenti non si verifica durante il normale funzionamento (vale a dire, durante l'adempimento automatico dell'incarico in questione). Con questi tipi di macchine e impianti, si pone l'accento su modalità operative speciali come la messa in servizio, l'impostazione, la programmazione, i test, i controlli, la risoluzione dei problemi o la manutenzione. In queste modalità operative, le persone si trovano solitamente in una zona pericolosa. Il concetto di sicurezza deve proteggere il personale da eventi dannosi in questo tipo di situazioni.
Operazione normale
Per le macchine automatiche in esercizio normale vale quanto segue: (1) la macchina assolve al compito per cui è stata progettata e costruita senza alcun ulteriore intervento da parte dell'operatore, e (2) applicata ad un tornio semplice, ciò significa che un il pezzo viene trasformato nella forma corretta e vengono prodotti trucioli. Se il pezzo viene cambiato manualmente, la sostituzione del pezzo è una modalità operativa speciale.
Modalità operative speciali
Le modalità di funzionamento speciali sono processi di lavoro che consentono il normale funzionamento. Sotto questa voce, ad esempio, si includerebbe il cambio di pezzo o utensile, l'eliminazione di un errore in un processo di produzione, l'eliminazione di un errore della macchina, l'impostazione, la programmazione, i test, la pulizia e la manutenzione. Nel funzionamento normale, i sistemi automatici svolgono i loro compiti in modo indipendente. Dal punto di vista della sicurezza sul lavoro, invece, il normale funzionamento automatico diventa critico quando l'operatore deve intervenire sui processi di lavoro. In nessun caso le persone che intervengono in tali processi devono essere esposte a pericoli.
Personale
Occorre tenere in considerazione le persone che lavorano nelle varie modalità di funzionamento, nonché i terzi quando si salvaguardano le macchine utensili. Per terzi si intendono anche coloro che sono indirettamente interessati alla macchina, quali preposti, ispettori, addetti al trasporto del materiale e ai lavori di smontaggio, visitatori e altri.
Richieste e misure di sicurezza per gli accessori della macchina
Gli interventi per lavori in modalità operative speciali richiedono l'utilizzo di accessori speciali per garantire che il lavoro possa essere svolto in sicurezza. Il primo tipo degli accessori comprendono attrezzature e articoli utilizzati per intervenire nel processo automatico senza che l'operatore debba accedere a una zona pericolosa. Questo tipo di accessorio comprende (1) ganci e pinze per trucioli progettati in modo tale che i trucioli nell'area di lavorazione possano essere rimossi o allontanati attraverso le aperture previste nelle protezioni di sicurezza e (2) dispositivi di bloccaggio del pezzo con i quali il materiale di produzione può essere inserito o rimosso manualmente da un ciclo automatico
Diverse modalità operative speciali, ad esempio lavori di riparazione o lavori di manutenzione, richiedono l'intervento del personale in un sistema. Anche in questi casi esiste tutta una serie di accessori macchina atti ad aumentare la sicurezza sul lavoro, ad esempio dispositivi per movimentare mole pesanti quando queste ultime vengono cambiate sulle molatrici, nonché speciali imbracature per gru per lo smontaggio o il montaggio di componenti pesanti quando le macchine vengono revisionate. Questi dispositivi sono i secondo tipo di accessorio della macchina per aumentare la sicurezza durante il lavoro in operazioni speciali. Anche i sistemi speciali di controllo del funzionamento possono essere considerati come una seconda tipologia di accessorio della macchina. Particolari attività possono essere svolte in sicurezza con tali accessori, ad esempio, è possibile installare un dispositivo negli assi della macchina quando sono necessari movimenti di avanzamento con le protezioni di sicurezza aperte.
Questi speciali sistemi di controllo del funzionamento devono soddisfare particolari requisiti di sicurezza. Ad esempio, devono garantire che solo il movimento richiesto venga eseguito nel modo richiesto e solo per il tempo richiesto. Lo speciale sistema di controllo del funzionamento deve quindi essere progettato in modo tale da evitare che eventuali azioni errate si trasformino in movimenti o stati pericolosi.
Le apparecchiature che aumentano il grado di automazione di un impianto possono essere considerate a terzo tipo di accessori della macchina per aumentare la sicurezza sul lavoro. Le azioni che in precedenza venivano eseguite manualmente vengono eseguite automaticamente dalla macchina durante il normale funzionamento, come le attrezzature che includono i caricatori a portale, che cambiano automaticamente i pezzi sulle macchine utensili. La salvaguardia del normale funzionamento automatico pone pochi problemi perché non è necessario l'intervento di un operatore nel corso degli eventi e perché eventuali interventi possono essere prevenuti da dispositivi di sicurezza.
Requisiti e misure di sicurezza per l'automazione delle macchine utensili
Sfortunatamente, l'automazione non ha portato all'eliminazione degli incidenti negli impianti di produzione. Le indagini mostrano semplicemente uno spostamento del verificarsi di incidenti da operazioni normali a operazioni straordinarie, dovuto principalmente all'automazione delle operazioni normali in modo che gli interventi nel corso della produzione non siano più necessari e il personale non sia quindi più esposto a pericoli. D'altra parte, le macchine altamente automatiche sono sistemi complessi che sono difficili da valutare quando si verificano guasti. Anche gli specialisti impiegati per correggere i guasti non sono sempre in grado di farlo senza incorrere in incidenti. La quantità di software necessaria per far funzionare macchine sempre più complesse sta crescendo in volume e complessità, con il risultato che un numero crescente di ingegneri elettrici e addetti alla messa in servizio subisce incidenti. Non esiste un software impeccabile e le modifiche al software spesso portano a modifiche altrove che non erano né previste né volute. Per evitare che la sicurezza venga compromessa, non devono essere possibili comportamenti difettosi pericolosi causati da influenze esterne e guasti dei componenti. Questa condizione può essere soddisfatta solo se il circuito di sicurezza è progettato nel modo più semplice possibile ed è separato dal resto dei comandi. Anche gli elementi o i sottogruppi utilizzati nel circuito di sicurezza devono essere fail-safe.
È compito del progettista sviluppare progetti che soddisfino i requisiti di sicurezza. Il progettista non può esimersi dal dover considerare con grande attenzione le procedure di lavoro necessarie, comprese le particolari modalità di funzionamento. Devono essere effettuate analisi per determinare quali procedure di lavoro sicure sono necessarie e il personale operativo deve familiarizzarsi con esse. Nella maggior parte dei casi sarà necessario un sistema di controllo per operazioni speciali. Il sistema di controllo di solito osserva o regola un movimento, mentre allo stesso tempo non deve essere avviato nessun altro movimento (poiché nessun altro movimento è necessario per questo lavoro, e quindi nessuno è previsto dall'operatore). Il sistema di controllo non deve necessariamente svolgere gli stessi compiti nelle varie modalità di funzionamento speciale.
Requisiti e misure di sicurezza in modalità operative normali e speciali
Operazione normale
La specificazione degli obiettivi di sicurezza non dovrebbe ostacolare il progresso tecnico perché è possibile selezionare soluzioni adattate. L'uso di macchine utensili a controllo numerico richiede i massimi requisiti in termini di analisi dei pericoli, valutazione dei rischi e concetti di sicurezza. Di seguito vengono descritti più dettagliatamente diversi obiettivi di sicurezza e le possibili soluzioni.
Obiettivo sicurezza
- L'accesso manuale o fisico alle aree pericolose durante i movimenti automatici deve essere impedito.
Possibili soluzioni
- Impedire l'accesso manuale o fisico nelle zone pericolose mediante barriere meccaniche.
- Fornire dispositivi di sicurezza che reagiscano quando ci si avvicina (barriere fotoelettriche, pedane di sicurezza) e spengano i macchinari in modo sicuro durante gli interventi o l'ingresso.
- Consentire l'accesso manuale o fisico al macchinario (o alle sue vicinanze) solo quando l'intero sistema è in uno stato sicuro (ad esempio, utilizzando dispositivi di interblocco con meccanismi di chiusura sulle porte di accesso).
Obiettivo sicurezza
- Deve essere eliminata la possibilità che persone vengano ferite a causa del rilascio di energia (parti volanti o raggi di energia).
Possibile soluzione
- Impedire il rilascio di energia dalla zona pericolosa, ad esempio mediante una cappa di protezione di dimensioni adeguate.
Operazione speciale
Le interfacce tra funzionamento normale e funzionamento speciale (ad es. dispositivi di interblocco porte, fotocellule, tappetini di sicurezza) sono necessarie per consentire al sistema di controllo di sicurezza di riconoscere automaticamente la presenza di personale. Di seguito vengono descritte alcune modalità operative speciali (es. messa a punto, programmazione) su macchine utensili CNC che richiedono movimenti che devono essere valutati direttamente sul posto di lavoro.
Obiettivi di sicurezza
- Gli spostamenti devono avvenire solo in modo tale da non costituire pericolo per le persone interessate. Tali movimenti devono essere eseguiti solo nello stile e nella velocità programmati e continuati solo fino a quando richiesto.
- Devono essere tentati solo se è possibile garantire che nessuna parte del corpo umano si trovi nella zona di pericolo.
Possibile soluzione
- Installare speciali sistemi di controllo del funzionamento che consentano solo movimenti controllabili e gestibili utilizzando il controllo della punta delle dita tramite pulsanti di tipo "riconoscimento". La velocità dei movimenti viene quindi ridotta in modo sicuro (a condizione che l'energia sia stata ridotta mediante un trasformatore di isolamento o un dispositivo di monitoraggio simile).
Richieste sui sistemi di controllo di sicurezza
Una delle caratteristiche di un sistema di controllo di sicurezza deve essere che la funzione di sicurezza sia garantita per funzionare ogni volta che si verificano guasti in modo da dirigere i processi da uno stato pericoloso a uno stato sicuro.
Obiettivi di sicurezza
- Un guasto nel sistema di controllo di sicurezza non deve provocare uno stato pericoloso.
- Un guasto nel sistema di controllo di sicurezza deve essere identificato (immediatamente o ad intervalli).
Possibili soluzioni
- Mettere in atto un layout ridondante e diversificato dei sistemi di controllo elettromeccanici, compresi i circuiti di prova.
- Mettere in atto una configurazione ridondante e diversificata di sistemi di controllo a microprocessore sviluppati da diversi team. Questo approccio è considerato lo stato dell'arte, ad esempio nel caso delle barriere fotoelettriche di sicurezza.
Conclusione
È evidente che la tendenza all'aumento degli incidenti nelle modalità operative normali e speciali non può essere arrestata senza un concetto di sicurezza chiaro e inequivocabile. Questo fatto deve essere preso in considerazione nella preparazione dei regolamenti e delle linee guida sulla sicurezza. Sono necessarie nuove linee guida sotto forma di obiettivi di sicurezza per consentire soluzioni avanzate. Questo obiettivo consente ai progettisti di scegliere la soluzione ottimale per un caso specifico, dimostrando allo stesso tempo le caratteristiche di sicurezza delle loro macchine in modo abbastanza semplice, descrivendo una soluzione per ciascun obiettivo di sicurezza. Questa soluzione può quindi essere confrontata con altre soluzioni esistenti e accettate e, se è migliore o almeno di pari valore, può essere scelta una nuova soluzione. In questo modo, il progresso non è ostacolato da regolamenti formulati in modo restrittivo.
Caratteristiche principali della Direttiva Macchine CEE
La Direttiva del Consiglio del 14 giugno 1989 sul ravvicinamento delle legislazioni degli Stati Membri relative alle macchine (89/392/CEE) si applica a ogni singolo Stato.
- Ogni singolo stato deve integrare la direttiva nella propria legislazione.
- Valido dal 1 gennaio 1993.
- Richiede che tutti i produttori aderiscano allo stato dell'arte.
- Il produttore deve produrre un fascicolo tecnico di costruzione che contenga informazioni complete su tutti gli aspetti fondamentali della sicurezza e della tutela della salute.
- Il produttore deve rilasciare la dichiarazione di conformità e la marcatura CE delle macchine.
- La mancata messa a disposizione di un centro di vigilanza statale di una documentazione tecnica completa costituisce inadempimento alle prescrizioni della macchina. La conseguenza potrebbe essere un divieto di vendita pancomunitario.
Obiettivi di sicurezza per la costruzione e l'uso di macchine utensili a controllo numerico
1. Torni
1.1 Modalità di funzionamento normale
1.1.1 L'area di lavoro deve essere salvaguardata in modo che sia impossibile raggiungere o calpestare le zone pericolose di movimenti automatici, intenzionalmente o meno.
1.1.2 Il magazzino utensili deve essere protetto in modo che sia impossibile raggiungere o calpestare le zone pericolose dei movimenti automatici, intenzionalmente o meno.
1.1.3 Il magazzino pezzi deve essere protetto in modo che sia impossibile raggiungere o calpestare le zone pericolose dei movimenti automatici, intenzionalmente o meno.
1.1.4 La rimozione dei trucioli non deve provocare lesioni personali dovute ai trucioli o alle parti in movimento della macchina.
1.1.5 Devono essere evitate lesioni personali derivanti dall'accesso ai sistemi di azionamento.
1.1.6 Deve essere impedita la possibilità di raggiungere le zone pericolose dei trasportatori di trucioli in movimento.
1.1.7 Nessuna lesione personale agli operatori oa terzi deve derivare da pezzi lanciati o parti di essi.
Ad esempio, questo può verificarsi
- a causa di un serraggio insufficiente
- a causa di una forza di taglio inammissibile
- a causa di una velocità di rotazione inammissibile
- a causa della collisione con l'utensile o parti della macchina
- a causa della rottura del pezzo
- a causa di dispositivi di bloccaggio difettosi
- a causa di un'interruzione di corrente
1.1.8 Nessuna lesione personale deve derivare da dispositivi di bloccaggio del pezzo in lavorazione volanti.
1.1.9 Nessuna lesione personale deve derivare da schegge volanti.
1.1.10 Nessuna lesione personale deve derivare da strumenti volanti o loro parti.
Ad esempio, questo può verificarsi
- a causa di difetti materiali
- a causa di una forza di taglio inammissibile
- a causa di una collisione con il pezzo o con una parte della macchina
- a causa di bloccaggio o serraggio inadeguati
1.2 Modalità operative speciali
1.2.1 Cambio pezzo.
1.2.1.1 Il bloccaggio del pezzo deve essere effettuato in modo tale che nessuna parte del corpo possa rimanere intrappolata tra i dispositivi di bloccaggio in chiusura e il pezzo o tra la punta del manicotto che avanza e il pezzo.
1.2.1.2 Deve essere impedito l'avvio di un azionamento (mandrini, assi, manicotti, teste torrette o convogliatori di trucioli) come conseguenza di un comando difettoso o non valido.
1.2.1.3 Deve essere possibile manipolare il pezzo manualmente o con strumenti senza pericolo.
1.2.2 Cambio utensile nel portautensili o nella testa della torretta portautensili.
1.2.2.1 Il pericolo derivante dal comportamento difettoso del sistema o dall'inserimento di un comando non valido deve essere prevenuto.
1.2.3 Cambio utensile nel magazzino utensili.
1.2.3.1 I movimenti nel magazzino utensili risultanti da un comando difettoso o non valido devono essere impediti durante il cambio utensile.
1.2.3.2 Non deve essere possibile accedere ad altre parti mobili della macchina dalla stazione di carico degli utensili.
1.2.3.3 Durante l'ulteriore movimento del magazzino utensili o durante la ricerca non deve essere possibile accedere alle zone pericolose. Se avvenuti con i ripari per la normale modalità di funzionamento rimossi, questi movimenti possono essere solo del tipo designato ed essere eseguiti solo durante il periodo di tempo ordinato e solo quando è possibile garantire che nessuna parte del corpo si trovi in queste zone di pericolo .
1.2.4 Controllo della misurazione.
1.2.4.1 L'accesso all'area di lavoro deve essere possibile solo dopo che tutti i movimenti sono stati arrestati.
1.2.4.2 Deve essere impedito l'avvio di un azionamento a seguito di un comando difettoso o di un comando non valido.
1.2.5 Installazione.
1.2.5.1 Se i movimenti vengono eseguiti durante l'allestimento con le protezioni per la normale modalità di funzionamento rimosse, l'operatore deve essere protetto con un altro mezzo.
1.2.5.2 Nessun movimento pericoloso o cambio di movimento deve essere avviato a seguito di un comando difettoso o di un comando non valido.
1.2.6 Programmazione.
1.2.6.1 Durante la programmazione non possono essere avviati movimenti che mettano in pericolo una persona nell'area di lavoro.
1.2.7 Difetto di produzione.
1.2.7.1 Deve essere impedito l'avviamento di un azionamento derivante da un comando difettoso su un setpoint di ingresso di comando non valido.
1.2.7.2 Nessun movimento o situazione pericolosa deve essere avviata dal movimento o dalla rimozione del pezzo in lavorazione o dei rifiuti.
1.2.7.3 Qualora i movimenti debbano avvenire con le protezioni per il normale modo operativo rimosso, questi movimenti possono essere solo del tipo designato ed eseguiti solo per il periodo di tempo ordinato e solo quando è possibile garantire che nessuna parte del corpo si trova in queste zone di pericolo.
1.2.8 Risoluzione dei problemi.
1.2.8.1 Deve essere impedito l'accesso alle zone pericolose dei movimenti automatici.
1.2.8.2 Deve essere impedito l'avvio di un azionamento a seguito di un comando difettoso o di un'immissione di comando non valida.
1.2.8.3 Deve essere impedito un movimento della macchina in caso di manipolazione della parte difettosa.
1.2.8.4 Devono essere evitate lesioni personali derivanti dalla scheggiatura o dalla caduta di una parte della macchina.
1.2.8.5 Se, durante la risoluzione dei problemi, i movimenti devono avvenire con le protezioni per la normale modalità di funzionamento rimosse, questi movimenti possono essere solo del tipo designato ed eseguiti solo per il periodo di tempo ordinato e solo quando può essere garantito che nessuna parte del corpo si trova in queste zone di pericolo.
1.2.9 Malfunzionamento e riparazione della macchina.
1.2.9.1 Deve essere impedito l'avviamento della macchina.
1.2.9.2 La manipolazione delle diverse parti della macchina deve essere possibile manualmente o con strumenti senza alcun pericolo.
1.2.9.3 Non deve essere possibile toccare le parti sotto tensione della macchina.
1.2.9.4 Lesioni personali non devono derivare dall'emissione di mezzi fluidi o gassosi.
2. Fresatrici
2.1 Modalità di funzionamento normale
2.1.1 L'area di lavoro deve essere salvaguardata in modo che sia impossibile raggiungere o calpestare le zone pericolose di movimenti automatici, intenzionalmente o meno.
2.1.2 La rimozione dei trucioli non deve provocare lesioni personali dovute ai trucioli o alle parti in movimento della macchina.
2.1.3 Devono essere evitate lesioni personali derivanti dall'accesso ai sistemi di azionamento.
Nessuna lesione personale agli operatori oa terzi deve derivare da pezzi lanciati o parti di essi.
Ad esempio, questo può verificarsi
- a causa di un serraggio insufficiente
- a causa di una forza di taglio inammissibile
- a causa della collisione con l'utensile o parti della macchina
- a causa della rottura del pezzo
- a causa di dispositivi di bloccaggio difettosi
- a causa di un'interruzione di corrente
2.1.4 Nessuna lesione personale deve derivare da dispositivi di bloccaggio del pezzo in lavorazione volanti.
2.1.5 Nessuna lesione personale deve derivare da schegge volanti.
2.1.6 Nessuna lesione personale deve derivare da strumenti volanti o loro parti.
Ad esempio, questo può verificarsi
- a causa di difetti materiali
- a causa della velocità di rotazione inammissibile
- a causa di una forza di taglio inammissibile
- a causa della collisione con il pezzo o la parte della macchina
- a causa di bloccaggio o serraggio inadeguati
- a causa di un'interruzione di corrente
Modalità operative speciali
2.2.1 Cambio pezzo.
2.2.1.1 In caso di utilizzo di dispositivi di bloccaggio azionati elettricamente, non deve essere possibile che parti del corpo rimangano intrappolate tra le parti di chiusura del dispositivo di bloccaggio e il pezzo.
2.2.1.2 L'avviamento di un azionamento (mandrino, asse) a seguito di un comando difettoso o di un comando non valido deve essere impedito.
2.2.1.3 La manipolazione del pezzo deve essere possibile manualmente o con strumenti senza alcun pericolo.
2.2.2 Cambio utensile.
2.2.2.1 Deve essere impedito l'avvio di un azionamento a seguito di un comando difettoso o di un comando non valido.
2.2.2.2 Non deve essere possibile che le dita rimangano intrappolate quando si inseriscono gli attrezzi.
2.2.3 Controllo della misurazione.
2.2.3.1 L'accesso all'area di lavoro deve essere possibile solo dopo che tutti i movimenti sono stati arrestati.
2.2.3.2 Deve essere impedito l'avvio di un azionamento a seguito di un comando difettoso o di un comando non valido.
2.2.4 Installazione.
2.2.4.1 Se i movimenti vengono eseguiti durante l'allestimento con le protezioni per la normale modalità di funzionamento rimosse, l'operatore deve essere protetto con un altro mezzo.
2.2.4.2 Nessun movimento pericoloso o cambio di movimento deve essere avviato a seguito di un comando difettoso o di un comando non valido.
2.2.5 Programmazione.
2.2.5.1 Durante la programmazione non devono essere avviati movimenti che mettano in pericolo una persona nell'area di lavoro.
2.2.6 Difetto di produzione.
2.2.6.1 Deve essere impedito l'avvio dell'azionamento derivante da un comando difettoso o da un input di comando non valido.
2.2.6.2 Nessun movimento o situazione pericolosa deve essere avviata dal movimento o dalla rimozione del pezzo in lavorazione o dei rifiuti.
2.2.6.3 Qualora i movimenti debbano avvenire con le protezioni per il normale modo operativo rimosso, questi movimenti possono essere solo del tipo designato ed eseguiti solo per il periodo di tempo ordinato e solo quando è possibile garantire che nessuna parte del corpo si trova in queste zone di pericolo.
2.2.7 Risoluzione dei problemi.
2.2.7.1 Deve essere impedito l'accesso alle zone pericolose dei movimenti automatici.
2.2.7.2 Deve essere impedito l'avvio di un azionamento a seguito di un comando difettoso o di un'immissione di comando non valida.
2.2.7.3 Deve essere impedito qualsiasi movimento della macchina in caso di manipolazione della parte difettosa.
2.2.7.4 Devono essere evitate lesioni personali derivanti dalla scheggiatura o dalla caduta di una parte della macchina.
2.2.7.5 Se, durante la risoluzione dei problemi, i movimenti devono avvenire con le protezioni per la normale modalità di funzionamento rimosse, questi movimenti possono essere solo del tipo designato ed eseguiti solo per il periodo di tempo ordinato e solo quando può essere garantito che nessuna parte del corpo si trova in queste zone di pericolo.
2.2.8 Malfunzionamento e riparazione della macchina.
2.2.8.1 L'avviamento della macchina deve essere impedito.
2.2.8.2 La manipolazione delle diverse parti della macchina deve essere possibile manualmente o con strumenti senza alcun pericolo.
2.2.8.3 Non deve essere possibile toccare le parti sotto tensione della macchina.
2.2.8.4 Lesioni personali non devono derivare dall'emissione di mezzi fluidi o gassosi.
3. Centri di lavoro
3.1 Modalità di funzionamento normale
3.1.1 L'area di lavoro deve essere salvaguardata in modo che sia impossibile raggiungere o calpestare le zone pericolose di movimenti automatici, intenzionalmente o meno.
3.1.2 Il magazzino utensili deve essere protetto in modo che sia impossibile raggiungere o calpestare le zone pericolose dei movimenti automatici.
3.1.3 Il magazzino pezzi deve essere protetto in modo che sia impossibile raggiungere o calpestare le zone pericolose dei movimenti automatici.
3.1.4 La rimozione dei trucioli non deve provocare lesioni personali dovute ai trucioli o alle parti in movimento della macchina.
3.1.5 Devono essere evitate lesioni personali derivanti dall'accesso ai sistemi di azionamento.
3.1.6 Deve essere impedita la possibilità di raggiungere le zone pericolose dei trasportatori di trucioli in movimento (trasportatori a coclea, ecc.).
3.1.7 Nessuna lesione personale agli operatori oa terzi deve derivare da pezzi lanciati o parti di essi.
Ad esempio, questo può verificarsi
- a causa di un serraggio insufficiente
- a causa di una forza di taglio inammissibile
- a causa della collisione con l'utensile o parti della macchina
- a causa della rottura del pezzo
- a causa di dispositivi di bloccaggio difettosi
- a causa del passaggio al pezzo sbagliato
- a causa di un'interruzione di corrente
3.1.8 Nessuna lesione personale deve derivare da dispositivi di bloccaggio del pezzo in lavorazione volanti.
3.1.9 Nessuna lesione personale deve derivare da schegge volanti.
3.1.10 Nessuna lesione personale deve derivare da strumenti volanti o loro parti.
Ad esempio, questo può verificarsi
- a causa di difetti materiali
- a causa della velocità di rotazione inammissibile
- a causa di una forza di taglio inammissibile
- a causa della collisione con il pezzo o la parte della macchina
- a causa di bloccaggio o serraggio inadeguati
- a causa della fuoriuscita dell'utensile dal cambio utensile
- a causa della selezione dello strumento sbagliato
- a causa di un'interruzione di corrente
3.2 Modalità operative speciali
3.2.1 Cambio pezzo.
3.2.1.1 In caso di utilizzo di dispositivi di bloccaggio azionati elettricamente, non deve essere possibile che parti del corpo rimangano intrappolate tra le parti di chiusura del dispositivo di bloccaggio e il pezzo.
3.2.1.2 Deve essere impedito l'avvio di un azionamento a seguito di un comando difettoso o di un comando non valido.
3.2.1.3 Deve essere possibile manipolare il pezzo manualmente o con strumenti senza alcun pericolo.
3.2.1.4 Se i pezzi vengono cambiati in una stazione di bloccaggio, da questa posizione non deve essere possibile raggiungere o entrare in sequenze di movimento automatiche della macchina o del magazzino pezzi. Nessun movimento deve essere avviato dal comando mentre una persona è presente nella zona di bloccaggio. L'inserimento automatico del pezzo serrato nella macchina o nel magazzino pezzi deve avvenire solo quando anche la stazione di bloccaggio è protetta con un sistema di protezione corrispondente a quello per il funzionamento normale.
3.2.2 Cambio utensile nel mandrino.
3.2.2.1 Deve essere impedito l'avvio di un azionamento a seguito di un comando difettoso o di un comando non valido.
3.2.2.2 Non deve essere possibile che le dita rimangano intrappolate quando si inseriscono gli attrezzi.
3.2.3 Cambio utensile nel magazzino utensili.
3.2.3.1 I movimenti nel magazzino utensili dovuti a comandi errati oa comandi non validi devono essere impediti durante il cambio utensile.
3.2.3.2 Non deve essere possibile accedere ad altre parti mobili della macchina dalla stazione di carico degli utensili.
3.2.3.3 Durante l'ulteriore movimento del magazzino utensili o durante la ricerca non deve essere possibile accedere alle zone pericolose. Se avvengono con le protezioni per la normale modalità di funzionamento rimosse, questi movimenti possono essere solo del tipo designato ed eseguiti solo per il periodo di tempo ordinato e solo quando è possibile garantire che nessuna parte del corpo si trovi in queste zone di pericolo .
3.2.4 Controllo della misurazione.
3.2.4.1 L'accesso all'area di lavoro deve essere possibile solo dopo che tutti i movimenti sono stati arrestati.
3.2.4.2 Deve essere impedito l'avvio di un azionamento a seguito di un comando difettoso o di un comando non valido.
3.2.5 Installazione.
3.2.5.1 Se i movimenti vengono eseguiti durante l'allestimento con le protezioni per la normale modalità di funzionamento rimosse, l'operatore deve essere protetto con un altro mezzo.
3.2.5.2 Non devono essere avviati movimenti o cambi di movimento pericolosi a seguito di un comando difettoso o di un comando non valido.
3.2.6 Programmazione.
3.2.6.1 Durante la programmazione non devono essere avviati movimenti che mettano in pericolo una persona nell'area di lavoro.
3.2.7 Difetto di produzione.
3.2.7.1 Deve essere impedito l'avvio di un azionamento a seguito di un comando difettoso o di un comando non valido.
3.2.7.2 Nessun movimento o situazione pericolosa deve essere avviata dal movimento o dalla rimozione del pezzo in lavorazione o dei rifiuti.
3.2.7.3 Qualora i movimenti debbano avvenire con le protezioni per il normale modo operativo rimosso, questi movimenti possono essere solo del tipo designato ed eseguiti solo per il periodo di tempo ordinato e solo quando è possibile garantire che nessuna parte del corpo si trova in queste zone di pericolo.
3.2.8 Risoluzione dei problemi.
3.2.8.1 Deve essere impedito l'accesso alle zone pericolose dei movimenti automatici.
3.2.8.2 Deve essere impedito l'avvio di un azionamento a seguito di un comando difettoso o di un'immissione di comando non valida.
3.2.8.3 Deve essere impedito qualsiasi movimento della macchina in caso di manipolazione della parte difettosa.
3.2.8.4 Devono essere evitate lesioni personali derivanti dalla scheggiatura o dalla caduta di una parte della macchina.
3.2.8.5 Se, durante la risoluzione dei problemi, i movimenti devono avvenire con le protezioni per la normale modalità di funzionamento rimosse, questi movimenti possono essere solo del tipo designato ed eseguiti solo per il periodo di tempo ordinato e solo quando può essere garantito che nessuna parte del corpo si trova in queste zone di pericolo.
3.2.9 Malfunzionamento e riparazione della macchina.
3.2.9.1 L'avviamento della macchina deve essere impedito.
3.2.9.2 La manipolazione delle diverse parti della macchina deve essere possibile manualmente o con strumenti senza alcun pericolo.
3.2.9.3 Non deve essere possibile toccare le parti sotto tensione della macchina.
3.2.9.4 Lesioni personali non devono derivare dall'emissione di mezzi fluidi o gassosi.
4. Rettificatrici
4.1 Modalità di funzionamento normale
4.1.1 L'area di lavoro deve essere salvaguardata in modo che sia impossibile raggiungere o calpestare le zone pericolose di movimenti automatici, intenzionalmente o meno.
4.1.2 Devono essere evitate lesioni personali derivanti dall'accesso ai sistemi di azionamento.
4.1.3 Nessuna lesione personale agli operatori oa terzi deve derivare da pezzi lanciati o parti di essi.
Ad esempio, questo può verificarsi
- a causa di un serraggio insufficiente
- a causa di una forza di taglio inammissibile
- a causa di una velocità di rotazione inammissibile
- a causa della collisione con l'utensile o parti della macchina
- a causa della rottura del pezzo
- a causa di dispositivi di bloccaggio difettosi
- a causa di un'interruzione di corrente
4.1.4 Nessuna lesione personale deve derivare da dispositivi di bloccaggio del pezzo in lavorazione volanti.
4.1.5 Nessuna lesione personale o incendio deve derivare da scintille.
4.1.6 Nessuna lesione personale deve derivare da parti volanti di mole.
Ad esempio, questo può verificarsi
- a causa di una velocità di rotazione inammissibile
- a causa di una forza di taglio inammissibile
- a causa di difetti materiali
- a causa della collisione con il pezzo o la parte della macchina
- a causa di un serraggio inadeguato (flange)
- a causa dell'uso di una mola errata
Modalità operative speciali
4.2.1 Cambio pezzo.
4.2.1.1 In caso di utilizzo di dispositivi di bloccaggio azionati elettricamente, non deve essere possibile che parti del corpo rimangano intrappolate tra le parti di chiusura del dispositivo di bloccaggio e il pezzo.
4.2.1.2 Deve essere impedito l'avvio di un azionamento di avanzamento dovuto a un comando difettoso oa un'immissione di comando non valida.
4.2.1.3 Le lesioni personali causate dalla mola rotante devono essere evitate durante la manipolazione del pezzo.
4.2.1.4 Lesioni personali derivanti dallo scoppio di una mola non devono essere possibili.
4.2.1.5 La manipolazione del pezzo deve essere possibile manualmente o con strumenti senza alcun pericolo.
4.2.2 Cambio utensile (cambio mola)
4.2.2.1 L'avvio di un azionamento di avanzamento dovuto a un comando difettoso oa un'immissione di comando non valida deve essere impedito.
4.2.2.2 Le lesioni personali causate dalla mola rotante non devono essere possibili durante le procedure di misurazione.
4.2.2.3 Lesioni personali derivanti dallo scoppio di una mola non devono essere possibili.
4.2.3 Controllo della misurazione.
4.2.3.1 Deve essere impedito l'avvio di un azionamento di avanzamento dovuto a un comando difettoso oa un'immissione di comando non valida.
4.2.3.2 Le lesioni personali causate dalla mola rotante non devono essere possibili durante le procedure di misurazione.
4.2.3.3 Lesioni personali derivanti dallo scoppio di una mola non devono essere possibili.
4.2.4. Impostare.
4.2.4.1 Se i movimenti vengono eseguiti durante l'allestimento con le protezioni per la normale modalità di funzionamento rimosse, l'operatore deve essere protetto con un altro mezzo.
4.2.4.2 Non devono essere avviati movimenti o cambi di movimento pericolosi a seguito di un comando difettoso o di un comando non valido.
4.2.5 Programmazione.
4.2.5.1 Durante la programmazione non devono essere avviati movimenti che mettano in pericolo una persona nell'area di lavoro.
4.2.6 Difetto di produzione.
4.2.6.1 Deve essere impedito l'avvio di un azionamento di avanzamento dovuto a un comando difettoso oa un'immissione di comando non valida.
4.2.6.2 Nessun movimento o situazione pericolosa deve essere avviata dal movimento o dalla rimozione del pezzo in lavorazione o dei rifiuti.
4.2.6.3 Qualora i movimenti debbano avvenire con le protezioni per il normale modo operativo rimosso, questi movimenti possono essere solo del tipo designato ed eseguiti solo per il periodo di tempo ordinato e solo quando è possibile garantire che nessuna parte del corpo si trova in queste zone di pericolo.
4.2.6.4 Devono essere evitate lesioni personali causate dalla mola rotante.
4.2.6.5 Lesioni personali derivanti dallo scoppio di una mola non devono essere possibili.
4.2.7 Risoluzione dei problemi.
4.2.7.1 Deve essere impedito l'accesso alle zone pericolose dei movimenti automatici.
4.2.7.2 Deve essere impedito l'avvio di un azionamento a seguito di un comando difettoso o di un'immissione di comando non valida.
4.2.7.3 Deve essere impedito qualsiasi movimento della macchina in caso di manipolazione della parte difettosa.
4.2.7.4 Devono essere evitate lesioni personali derivanti dalla scheggiatura o dalla caduta di una parte della macchina.
4.2.7.5 Devono essere evitate lesioni personali causate dal contatto dell'operatore o dallo scoppio della mola rotante.
4.2.7.6 Se, durante la risoluzione dei problemi, i movimenti devono avvenire con le protezioni per la normale modalità di funzionamento rimosse, questi movimenti possono essere solo del tipo designato ed eseguiti solo per il periodo di tempo ordinato e solo quando può essere garantito che nessuna parte del corpo si trova in queste zone di pericolo.
4.2.8 Malfunzionamento e riparazione della macchina.
4.2.8.1 L'avviamento della macchina deve essere impedito.
4.2.8.2 La manipolazione delle diverse parti della macchina deve essere possibile manualmente o con strumenti senza alcun pericolo.
4.2.8.3 Non deve essere possibile toccare le parti sotto tensione della macchina.
4.2.8.4 Lesioni personali non devono derivare dall'emissione di mezzi fluidi o gassosi.
Principi di sicurezza per robot industriali
I robot industriali si trovano in tutta l'industria ovunque sia necessario soddisfare esigenze di elevata produttività. L'uso di robot, tuttavia, richiede la progettazione, l'applicazione e l'implementazione di adeguati controlli di sicurezza al fine di evitare di creare pericoli per il personale di produzione, i programmatori, gli specialisti della manutenzione e gli ingegneri di sistema.
Perché i robot industriali sono pericolosi?
Una definizione di robot è "macchine automatiche in movimento che sono liberamente programmabili e sono in grado di funzionare con poca o nessuna interfaccia umana". Questi tipi di macchine sono attualmente utilizzati in un'ampia varietà di applicazioni nell'industria e nella medicina, inclusa la formazione. I robot industriali vengono sempre più utilizzati per funzioni chiave, come nuove strategie di produzione (CIM, JIT, produzione snella e così via) in installazioni complesse. Il loro numero e l'ampiezza delle applicazioni e la complessità delle apparecchiature e delle installazioni comportano pericoli come i seguenti:
- movimenti e sequenze di movimenti quasi impossibili da seguire, poiché i movimenti ad alta velocità del robot nel suo raggio d'azione spesso si sovrappongono a quelli di altre macchine e apparecchiature
- rilascio di energia causato da parti volanti o fasci di energia come quelli emessi dai laser o dai getti d'acqua
- libera programmabilità in termini di direzione e velocità
- suscettibilità all'influenza di errori esterni (ad esempio, compatibilità elettromagnetica)
- fattori umani.
Indagini in Giappone indicano che oltre il 50% degli infortuni sul lavoro con i robot può essere attribuito a guasti nei circuiti elettronici del sistema di controllo. Nelle stesse indagini, "l'errore umano" era responsabile di meno del 20%. La conclusione logica di questa scoperta è che i pericoli causati da guasti del sistema non possono essere evitati mediante misure comportamentali adottate dagli esseri umani. I progettisti e gli operatori devono quindi prevedere e implementare misure tecniche di sicurezza (vedi figura 1).
Figura 1. Sistema di controllo operativo speciale per l'impostazione di un robot di saldatura mobile

Incidenti e modalità operative
Gli incidenti mortali che coinvolgono robot industriali iniziarono a verificarsi all'inizio degli anni '1980. Le statistiche e le indagini indicano che la maggior parte degli incidenti e degli incidenti non si verifica durante il normale funzionamento (adempimento automatico dell'incarico in questione). Quando si lavora con macchine e installazioni di robot industriali, si pone l'accento su modalità operative speciali come la messa in servizio, l'impostazione, la programmazione, i test, i controlli, la risoluzione dei problemi o la manutenzione. In queste modalità operative, le persone si trovano solitamente in una zona pericolosa. Il concetto di sicurezza deve proteggere il personale da eventi negativi in questo tipo di situazioni.
Requisiti di sicurezza internazionali
La Direttiva Macchine CEE del 1989 (89/392/CEE (vedere l'articolo “Principi di sicurezza per le macchine utensili a controllo numerico” in questo capitolo e altrove in questo Enciclopedia)) stabilisce i principali requisiti di sicurezza e salute per le macchine. Una macchina è considerata la somma totale di parti o dispositivi interconnessi, di cui almeno una parte o dispositivo può muoversi e ha corrispondentemente una funzione. Per quanto riguarda i robot industriali, occorre tenere presente che l'intero sistema, non solo un singolo equipaggiamento sulla macchina, deve soddisfare i requisiti di sicurezza ed essere dotato degli opportuni dispositivi di sicurezza. L'analisi dei pericoli e la valutazione dei rischi sono metodi adatti per determinare se questi requisiti sono stati soddisfatti (vedi figura 2).
Figura 2. Schema a blocchi per un sistema di sicurezza del personale

Requisiti e misure di sicurezza durante il normale funzionamento
L'uso della tecnologia robotica pone le massime esigenze in termini di analisi dei pericoli, valutazione dei rischi e concetti di sicurezza. Per questo motivo, i seguenti esempi e suggerimenti possono servire solo come linee guida:
1. Dato l'obiettivo di sicurezza che deve essere impedito l'accesso manuale o fisico alle aree pericolose che comportano movimenti automatici, le soluzioni suggerite includono quanto segue:
- Impedire l'accesso manuale o fisico nelle zone pericolose mediante barriere meccaniche.
- Utilizzare dispositivi di sicurezza del tipo che reagiscono all'avvicinamento (barriere fotoelettriche, pedane di sicurezza) e fare attenzione a spegnere i macchinari in modo sicuro durante l'accesso o l'accesso.
- Consentire l'accesso manuale o fisico solo quando l'intero sistema è in uno stato sicuro. Ad esempio, ciò può essere ottenuto mediante l'utilizzo di dispositivi di interblocco con meccanismi di chiusura sulle porte di accesso.
2. Dato l'obiettivo di sicurezza che nessuna persona possa essere ferita a causa del rilascio di energia (parti volanti o raggi di energia), le soluzioni suggerite includono:
- La progettazione dovrebbe impedire qualsiasi rilascio di energia (ad es. connessioni dimensionate in modo corrispondente, dispositivi di interblocco passivo della pinza per meccanismi di cambio pinza, ecc.).
- Impedire il rilascio di energia dalla zona pericolosa, ad esempio, mediante una cappa di sicurezza adeguatamente dimensionata.
3. Le interfacce tra il funzionamento normale e il funzionamento speciale (ad es. dispositivi di interblocco porte, fotocellule, pedane di sicurezza) sono necessarie per consentire al sistema di controllo di sicurezza di riconoscere automaticamente la presenza del personale.
Richieste e misure di sicurezza in modalità operative speciali
Alcune modalità operative speciali (ad es. configurazione, programmazione) su un robot industriale richiedono movimenti che devono essere valutati direttamente sul luogo di funzionamento. L'obiettivo di sicurezza rilevante è che nessun movimento possa mettere in pericolo le persone coinvolte. I movimenti dovrebbero essere
- solo dello stile e della velocità programmati
- prolungato solo fino a quando istruito
- quelli che possono essere eseguiti solo se è possibile garantire che nessuna parte del corpo umano si trovi nella zona di pericolo.
Una soluzione suggerita a questo obiettivo potrebbe comportare l'uso di speciali sistemi di controllo operativo che consentono solo movimenti controllabili e gestibili utilizzando controlli riconoscibili. La velocità dei movimenti viene quindi ridotta in modo sicuro (riduzione dell'energia mediante il collegamento di un trasformatore di isolamento o l'uso di apparecchiature di monitoraggio dello stato di sicurezza) e la condizione di sicurezza viene riconosciuta prima che il controllo possa attivarsi (vedere figura 3).
Figura 3. Robot industriale a sei assi in una gabbia di sicurezza con cancelli del materiale
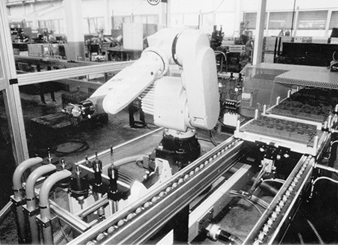
Richieste sui sistemi di controllo di sicurezza
Una delle caratteristiche di un sistema di controllo di sicurezza deve essere che la funzione di sicurezza richiesta sia garantita per funzionare ogni volta che si verificano guasti. Le macchine robotiche industriali dovrebbero essere dirette quasi istantaneamente da uno stato pericoloso a uno stato sicuro. Le misure di controllo della sicurezza necessarie per raggiungere questo obiettivo includono i seguenti obiettivi di sicurezza:
- Un guasto nel sistema di controllo di sicurezza non può attivare uno stato pericoloso.
- Un guasto nel sistema di controllo di sicurezza deve essere identificato (immediatamente o ad intervalli).
Le soluzioni suggerite per fornire sistemi di controllo di sicurezza affidabili sarebbero:
- disposizione ridondante e diversificata dei sistemi di controllo elettromeccanici, compresi i circuiti di prova
- configurazione ridondante e diversificata di sistemi di controllo a microprocessore sviluppati da diversi team. Questo approccio moderno è considerato lo stato dell'arte; ad esempio quelli completi di fotocellule di sicurezza.
Obiettivi di sicurezza per la costruzione e l'uso di robot industriali.
Quando vengono costruiti e utilizzati robot industriali, sia i produttori che gli utenti devono installare controlli di sicurezza all'avanguardia. Oltre all'aspetto della responsabilità legale, potrebbe esserci anche un obbligo morale di garantire che la tecnologia robotica sia anche una tecnologia sicura.
Modalità di funzionamento normale
Le seguenti condizioni di sicurezza devono essere fornite quando le macchine robotiche funzionano in modalità normale:
- Il campo di movimento del robot e le aree di lavorazione utilizzate dalle apparecchiature periferiche devono essere messi in sicurezza in modo da impedire l'accesso manuale o fisico delle persone alle aree pericolose a causa dei movimenti automatici.
- La protezione deve essere fornita in modo che i pezzi o gli strumenti volanti non possano causare danni.
- Nessuna persona deve essere ferita da parti, strumenti o pezzi espulsi dal robot o dal rilascio di energia, a causa di una o più pinze difettose, interruzione dell'alimentazione della pinza, velocità non ammissibile, collisione/i o pezzo/i difettoso/i.
- Nessuna persona può essere ferita dal rilascio di energia o da parti espulse da apparecchiature periferiche.
- Le aperture di alimentazione e prelievo devono essere progettate in modo da impedire l'accesso manuale o fisico a zone pericolose a causa di movimenti automatici. Questa condizione deve essere soddisfatta anche quando il materiale di produzione viene rimosso. Se il materiale di produzione viene alimentato automaticamente al robot, non possono essere create aree pericolose dalle aperture di alimentazione e prelievo e dal materiale di produzione in movimento.
Modalità operative speciali
Le seguenti condizioni di sicurezza devono essere fornite quando le macchine robotiche operano in modalità speciali:
Durante l'eliminazione di un'interruzione del processo di produzione, è necessario evitare quanto segue:
- accesso manuale o fisico ad aree pericolose a causa di movimenti automatici del robot o di apparecchiature periferiche
- pericoli che derivano da un comportamento scorretto da parte del sistema o da comandi immessi inammissibili se persone o parti del corpo si trovano nell'area esposta a movimenti pericolosi
- movimenti o condizioni pericolosi avviati dal movimento o dalla rimozione di materiale di produzione o prodotti di scarto
- lesioni causate da apparecchiature periferiche
- i movimenti che devono essere eseguiti con il/i riparo/i di sicurezza per il normale funzionamento rimosso, da eseguire solo entro l'ambito e la velocità operativa e solo se istruiti. Inoltre, nessuna persona o parte del corpo deve essere presente nell'area a rischio.
Durante l'installazione devono essere garantite le seguenti condizioni di sicurezza:
Nessun movimento pericoloso può essere avviato a causa di un comando errato o di un comando errato.
- La sostituzione della macchina robotica o delle parti periferiche non deve avviare movimenti o condizioni pericolose.
- Se i movimenti devono essere eseguiti con le protezioni di sicurezza per il normale funzionamento rimosse durante le operazioni di installazione, tali movimenti possono essere eseguiti solo entro l'ambito e la velocità indicati e solo se istruiti. Inoltre, nessuna persona o parte del corpo deve essere presente nell'area a rischio.
- Durante le operazioni di installazione, le apparecchiature periferiche non devono eseguire movimenti pericolosi o avviare condizioni pericolose.
Durante la programmazione valgono le seguenti condizioni di sicurezza:
- Deve essere impedito l'accesso manuale o fisico ad aree pericolose a causa di movimenti automatici.
- Se i movimenti vengono eseguiti con il/i riparo/i di protezione per il normale funzionamento rimosso, devono essere soddisfatte le seguenti condizioni:
- (a) Solo il comando di movimento può essere eseguito, e solo fintanto che viene impartito.
- (b) Possono essere eseguiti solo movimenti controllabili (ovvero, devono essere chiaramente visibili, movimenti a bassa velocità).
- (c) I movimenti possono essere avviati solo se non costituiscono un pericolo per il programmatore o altre persone.
- Le apparecchiature periferiche non devono rappresentare un pericolo per il programmatore o per altre persone.
Le operazioni di test sicure richiedono le seguenti precauzioni:
Impedire l'accesso manuale o fisico ad aree pericolose a causa di movimenti automatici.
- Le apparecchiature periferiche non devono essere fonte di pericolo.
Durante l'ispezione di macchine robotizzate, le procedure sicure includono quanto segue:
- Se è necessario entrare nel campo di movimento del robot a scopo di ispezione, ciò è consentito solo se il sistema è in uno stato sicuro.
- Devono essere evitati i pericoli causati da un comportamento errato del sistema o dall'immissione di comandi inammissibili.
- Le apparecchiature periferiche non devono costituire una fonte di pericolo per il personale di ispezione.
La risoluzione dei problemi richiede spesso l'avvio della macchina robotica mentre si trova in una condizione potenzialmente pericolosa e devono essere implementate procedure di lavoro sicure speciali come le seguenti:
- Deve essere impedito l'accesso a zone pericolose a causa di movimenti automatici.
- Deve essere impedito l'avvio di un'unità di azionamento a seguito di un comando errato o di un comando errato.
- Nel maneggiare un pezzo difettoso, tutti i movimenti da parte del robot devono essere impediti.
- Devono essere evitate lesioni causate da parti della macchina che vengono espulse o cadono.
- Se, durante la risoluzione dei problemi, i movimenti devono essere eseguiti con la protezione o le protezioni di sicurezza per il normale funzionamento rimosse, tali movimenti possono essere eseguiti solo entro l'ambito e la velocità stabiliti e solo se istruiti. Inoltre, nessuna persona o parte del corpo deve essere presente nell'area a rischio.
- Le lesioni causate dalle apparecchiature periferiche devono essere prevenute.
Anche la risoluzione di un guasto e gli interventi di manutenzione possono richiedere l'avviamento mentre la macchina si trova in una condizione non sicura e quindi richiedere le seguenti precauzioni:
- Il robot non deve essere in grado di avviarsi.
- La movimentazione di varie parti della macchina, sia manualmente che con attrezzature ausiliarie, deve essere possibile senza rischio di esposizione a pericoli.
- Non deve essere possibile toccare parti “vive”.
- Devono essere prevenute le lesioni causate dalla fuoriuscita di fluidi liquidi o gassosi.
- Le lesioni causate dalle apparecchiature periferiche devono essere prevenute.
Sistemi di controllo relativi alla sicurezza elettrici, elettronici ed elettronici programmabili
Questo articolo discute la progettazione e l'implementazione di sistemi di controllo legati alla sicurezza che si occupano di tutti i tipi di sistemi elettrici, elettronici ed elettronici programmabili (inclusi i sistemi basati su computer). L'approccio generale è conforme allo standard 1508 proposto dalla Commissione elettrotecnica internazionale (IEC) (Sicurezza funzionale: relativa alla sicurezza
SISTEMI DI TRATTAMENTO) (CEI 1993).
sfondo
Durante gli anni '1980, i sistemi basati su computer, genericamente indicati come sistemi elettronici programmabili (PES), venivano sempre più utilizzati per svolgere funzioni di sicurezza. Le forze trainanti principali alla base di questa tendenza sono state (1) funzionalità migliorate e vantaggi economici (in particolare considerando il ciclo di vita totale del dispositivo o del sistema) e (2) il vantaggio particolare di alcuni progetti, che potevano essere realizzati solo quando veniva utilizzata la tecnologia informatica . Durante la prima introduzione di sistemi basati su computer sono state fatte una serie di scoperte:
- L'introduzione del controllo del computer è stata mal pensata e pianificata.
- Sono stati specificati requisiti di sicurezza inadeguati.
- Sono state sviluppate procedure inadeguate rispetto alla convalida del software.
- Sono state divulgate prove di cattiva fattura rispetto allo standard di installazione dell'impianto.
- È stata generata una documentazione inadeguata e non adeguatamente validata rispetto a quanto effettivamente presente in impianto (distinto da quanto si pensava fosse in impianto).
- Erano state stabilite procedure operative e di manutenzione non del tutto efficaci.
- C'era evidentemente una preoccupazione giustificata circa la competenza delle persone a svolgere i compiti loro richiesti.
Per risolvere questi problemi, diversi enti hanno pubblicato o iniziato a sviluppare linee guida per consentire lo sfruttamento sicuro della tecnologia PES. Nel Regno Unito, l'Health and Safety Executive (HSE) ha sviluppato linee guida per i sistemi elettronici programmabili utilizzati per applicazioni relative alla sicurezza e in Germania è stata pubblicata una bozza di standard (DIN 1990). All'interno della Comunità Europea, è stato avviato un elemento importante nel lavoro sulle Norme Europee armonizzate relative ai sistemi di controllo legati alla sicurezza (compresi quelli che impiegano PES) in relazione ai requisiti della Direttiva Macchine. Negli Stati Uniti, la Instrument Society of America (ISA) ha prodotto uno standard sui PES da utilizzare nelle industrie di processo e il Center for Chemical Process Safety (CCPS), una direzione dell'American Institute of Chemical Engineers, ha prodotto linee guida per il settore dei processi chimici.
Un'importante iniziativa sugli standard è attualmente in corso all'interno dell'IEC per sviluppare uno standard internazionale generico per i sistemi elettrici, elettronici ed elettronici programmabili (E/E/PES) relativi alla sicurezza che potrebbe essere utilizzato da molti settori applicativi, tra cui il processo, settore medicale, dei trasporti e dei macchinari. La norma internazionale IEC proposta comprende sette parti sotto il titolo generale IEC 1508. Sicurezza funzionale dei sistemi elettrici/elettronici/elettronici programmabili relativi alla sicurezza. Le varie Parti sono le seguenti:
- Parte 1. Requisiti generali
- Parte 2. Requisiti per i sistemi elettrici, elettronici ed elettronici programmabili
- Parte 3. Requisiti software
- Parte 4.Definizioni
- Parte 5.Esempi di metodi per la determinazione dei livelli di integrità della sicurezza
- Parte 6. Linee guida sull'applicazione delle Parti 2 e 3
- Parte 7.Panoramica delle tecniche e delle misure.
Una volta finalizzata, questa norma internazionale di base generica costituirà una pubblicazione sulla sicurezza di base IEC che coprirà la sicurezza funzionale per i sistemi elettrici, elettronici ed elettronici programmabili correlati alla sicurezza e avrà implicazioni per tutte le norme IEC, coprendo tutti i settori di applicazione per quanto riguarda la progettazione e l'uso futuri di impianti elettrici/elettronici/elettronici programmabili legati alla sicurezza. Uno dei principali obiettivi della norma proposta è facilitare lo sviluppo di norme per i vari settori (cfr. figura 1).
Figura 1. Standard di settore generici e applicativi

Vantaggi e problemi PES
L'adozione di PES per scopi di sicurezza presentava molti potenziali vantaggi, ma si riconosceva che questi sarebbero stati raggiunti solo se fossero state utilizzate metodologie di progettazione e valutazione appropriate, perché: (1) molte delle caratteristiche dei PES non consentono l'integrità della sicurezza (che è, le prestazioni di sicurezza dei sistemi che svolgono le funzioni di sicurezza richieste) devono essere previste con lo stesso grado di fiducia che è stato tradizionalmente disponibile per i sistemi basati su hardware ("cablati") meno complessi; (2) è stato riconosciuto che mentre i test erano necessari per i sistemi complessi, non erano sufficienti da soli. Ciò significava che anche se il PES implementava funzioni di sicurezza relativamente semplici, il livello di complessità dell'elettronica programmabile era significativamente maggiore di quello dei sistemi cablati che stavano sostituendo; e (3) questo aumento di complessità significava che le metodologie di progettazione e valutazione dovevano essere prese in considerazione molto più che in passato, e che il livello di competenza personale richiesto per raggiungere livelli adeguati di prestazioni dei sistemi relativi alla sicurezza era successivamente maggiore.
I vantaggi degli SPI basati su computer includono quanto segue:
- la capacità di eseguire controlli di prova diagnostici in linea su componenti critici con una frequenza significativamente superiore a quella che sarebbe altrimenti possibile
- il potenziale per fornire interblocchi di sicurezza sofisticati
- la capacità di fornire funzioni diagnostiche e monitoraggio delle condizioni che possono essere utilizzate per analizzare e riferire sulle prestazioni di impianti e macchinari in tempo reale
- la capacità di confrontare le condizioni reali dell'impianto con le condizioni “ideali” del modello
- il potenziale per fornire migliori informazioni agli operatori e quindi migliorare il processo decisionale che incide sulla sicurezza
- l'uso di strategie di controllo avanzate per consentire agli operatori umani di essere localizzati a distanza da ambienti pericolosi o ostili
- la capacità di diagnosticare il sistema di controllo da una postazione remota.
L'uso di sistemi basati su computer nelle applicazioni legate alla sicurezza crea una serie di problemi che devono essere adeguatamente affrontati, come i seguenti:
- Le modalità di guasto sono complesse e non sempre prevedibili.
- Il collaudo del computer è necessario ma non è di per sé sufficiente per stabilire che le funzioni di sicurezza saranno eseguite con il grado di certezza richiesto per l'applicazione.
- I microprocessori possono presentare lievi variazioni tra i diversi batch, e quindi i diversi batch possono mostrare un comportamento diverso.
- I sistemi basati su computer non protetti sono particolarmente sensibili alle interferenze elettriche (interferenze irradiate, "picchi" elettrici nelle alimentazioni di rete, scariche elettrostatiche, ecc.).
- È difficile e spesso impossibile quantificare la probabilità di guasto di sistemi complessi legati alla sicurezza che incorporano software. Poiché nessun metodo di quantificazione è stato ampiamente accettato, la garanzia del software si è basata su procedure e standard che descrivono i metodi da utilizzare nella progettazione, implementazione e manutenzione del software.
Sistemi di sicurezza in esame
I tipi di sistemi legati alla sicurezza presi in considerazione sono i sistemi elettrici, elettronici ed elettronici programmabili (E/E/PES). Il sistema include tutti gli elementi, in particolare i segnali provenienti dai sensori o da altri dispositivi di input sull'apparecchiatura sotto controllo e trasmessi tramite autostrade dati o altri percorsi di comunicazione agli attuatori o altri dispositivi di output (vedere figura 2).
Figura 2. Sistema elettrico, elettronico ed elettronico programmabile (E/E/PES)
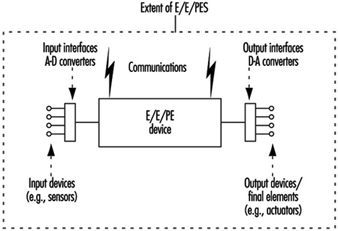
Il termine dispositivo elettrico, elettronico ed elettronico programmabile è stato utilizzato per comprendere un'ampia varietà di dispositivi e copre le seguenti tre classi principali:
- dispositivi elettrici come i relè elettromeccanici
- dispositivi elettronici come strumenti elettronici a stato solido e sistemi logici
- dispositivi elettronici programmabili, che include un'ampia varietà di sistemi basati su computer come i seguenti:
- microprocessori
- microcontrollori
- controllori programmabili (PC)
- circuiti integrati specifici dell'applicazione (ASIC)
- controllori logici programmabili (PLC)
- altri dispositivi basati su computer (ad es. sensori, trasmettitori e attuatori “intelligenti”).
Per definizione, un sistema di sicurezza ha due scopi:
- Implementa le funzioni di sicurezza necessarie per raggiungere uno stato sicuro per l'apparecchiatura sotto controllo o mantiene uno stato sicuro per l'apparecchiatura sotto controllo. Il sistema di sicurezza deve eseguire le funzioni di sicurezza specificate nella specifica dei requisiti delle funzioni di sicurezza per il sistema. Ad esempio, la specifica dei requisiti delle funzioni di sicurezza può indicare che quando la temperatura raggiunge un certo valore x, valvola y deve aprirsi per consentire all'acqua di entrare nella nave.
- Raggiunge, da solo o con altri sistemi relativi alla sicurezza, il livello necessario di integrità della sicurezza per l'implementazione delle funzioni di sicurezza richieste. Le funzioni di sicurezza devono essere eseguite dai sistemi legati alla sicurezza con il grado di confidenza appropriato all'applicazione al fine di raggiungere il livello di sicurezza richiesto per l'apparecchiatura sotto controllo.
Questo concetto è illustrato nella figura 3.
Figura 3. Caratteristiche principali dei sistemi legati alla sicurezza
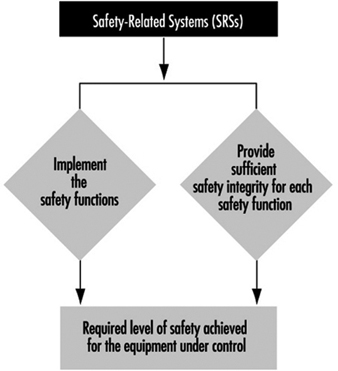
Errori di sistema
Al fine di garantire un funzionamento sicuro dei sistemi E/E/PES relativi alla sicurezza, è necessario riconoscere le varie possibili cause di guasto del sistema relativo alla sicurezza e garantire che vengano prese adeguate precauzioni contro ognuna di esse. I guasti sono classificati in due categorie, come illustrato nella figura 4.
Figura 4. Categorie di guasto
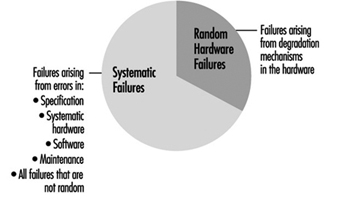
- I guasti hardware casuali sono quei guasti che derivano da una varietà di normali meccanismi di degradazione dell'hardware. Esistono molti meccanismi di questo tipo che si verificano a velocità diverse in componenti diversi e poiché le tolleranze di fabbricazione causano il guasto dei componenti a causa di questi meccanismi dopo tempi di funzionamento diversi, i guasti di un elemento totale dell'apparecchiatura comprendente molti componenti si verificano in tempi imprevedibili (casuali). Le misure di affidabilità del sistema, come il tempo medio tra i guasti (MTBF), sono preziose ma di solito riguardano solo guasti hardware casuali e non includono guasti sistematici.
- I guasti sistematici derivano da errori nella progettazione, nella costruzione o nell'uso di un sistema che ne provocano il malfunzionamento in una particolare combinazione di input o in una particolare condizione ambientale. Se si verifica un errore di sistema quando si verifica un particolare insieme di circostanze, allora ogni volta che tali circostanze si verificano in futuro ci sarà sempre un errore di sistema. Qualsiasi guasto di un sistema legato alla sicurezza che non derivi da un guasto hardware casuale è, per definizione, un guasto sistematico. I guasti sistematici, nel contesto dei sistemi di sicurezza E/E/PES, includono:
- guasti sistematici dovuti a errori od omissioni nella specifica dei requisiti delle funzioni di sicurezza
- guasti sistematici dovuti a errori nella progettazione, fabbricazione, installazione o funzionamento dell'hardware. Questi includerebbero guasti derivanti da cause ambientali ed errori umani (ad esempio, dell'operatore).
- guasti sistematici dovuti a malfunzionamenti del software
- guasti sistematici dovuti a errori di manutenzione e modifica.
Protezione dei sistemi legati alla sicurezza
I termini che vengono utilizzati per indicare le misure precauzionali richieste da un sistema legato alla sicurezza per proteggersi da guasti hardware casuali e guasti sistematici sono misure di integrità della sicurezza hardware ed misure sistematiche di integrità della sicurezza rispettivamente. Le misure precauzionali che un sistema relativo alla sicurezza può mettere in atto contro guasti hardware casuali e guasti sistematici sono definite integrità di sicurezza. Questi concetti sono illustrati nella figura 5.
Figura 5. Termini delle prestazioni di sicurezza
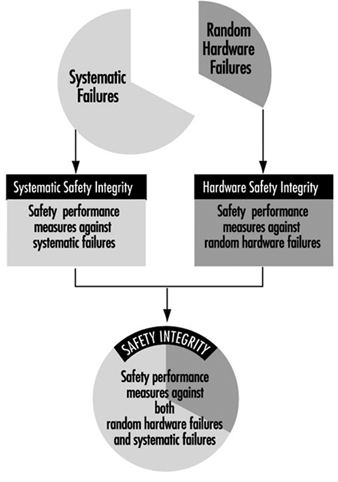
All'interno dello standard internazionale proposto IEC 1508 ci sono quattro livelli di integrità della sicurezza, denotati livelli di integrità della sicurezza 1, 2, 3 e 4. Il livello di integrità della sicurezza 1 è il livello di integrità della sicurezza più basso e il livello di integrità della sicurezza 4 è il più alto. Il livello di integrità della sicurezza (1, 2, 3 o 4) per il sistema di sicurezza dipenderà dall'importanza del ruolo svolto dal sistema di sicurezza nel raggiungere il livello di sicurezza richiesto per l'apparecchiatura sotto controllo. Potrebbero essere necessari diversi sistemi relativi alla sicurezza, alcuni dei quali possono essere basati su tecnologia pneumatica o idraulica.
Progettazione di sistemi legati alla sicurezza
Una recente analisi di 34 incidenti che coinvolgono i sistemi di controllo (HSE) ha rilevato che il 60% di tutti i casi di guasto era stato "integrato" prima che il sistema di controllo relativo alla sicurezza fosse messo in funzione (figura 7). La considerazione di tutte le fasi del ciclo di vita della sicurezza è necessaria se devono essere prodotti adeguati sistemi relativi alla sicurezza.
Figura 7. Causa principale (per fase) del guasto del sistema di controllo
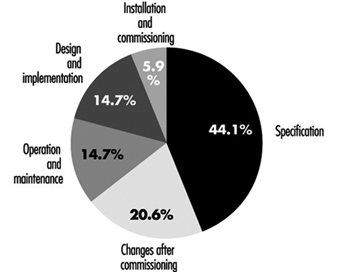
La sicurezza funzionale dei sistemi legati alla sicurezza dipende non solo dall'assicurare che i requisiti tecnici siano adeguatamente specificati, ma anche dall'assicurare che i requisiti tecnici siano effettivamente implementati e che l'integrità del progetto iniziale sia mantenuta per tutta la vita dell'apparecchiatura. Ciò può essere realizzato solo se esiste un efficace sistema di gestione della sicurezza e le persone coinvolte in qualsiasi attività sono competenti rispetto ai compiti che devono svolgere. In particolare quando sono coinvolti sistemi complessi legati alla sicurezza, è essenziale che sia in atto un adeguato sistema di gestione della sicurezza. Ciò porta a una strategia che garantisce quanto segue:
- Esiste un efficace sistema di gestione della sicurezza.
- I requisiti tecnici specificati per i sistemi di sicurezza E/E/PES sono sufficienti per gestire sia l'hardware casuale che le cause di guasto sistematiche.
- La competenza delle persone coinvolte è adeguata alle mansioni che devono svolgere.
Per soddisfare in modo sistematico tutti i requisiti tecnici rilevanti della sicurezza funzionale, è stato sviluppato il concetto di ciclo di vita della sicurezza. Una versione semplificata del ciclo di vita della sicurezza nello standard internazionale emergente IEC 1508 è mostrata nella figura 8. Le fasi chiave del ciclo di vita della sicurezza sono:
Figura 8. Ruolo del ciclo di vita della sicurezza nel raggiungimento della sicurezza funzionale
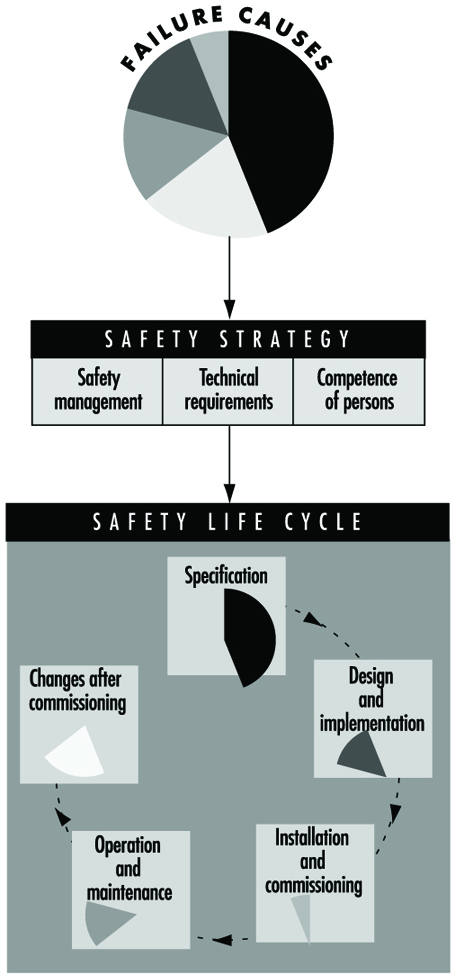
- specificazione
- progettazione e realizzazione
- installazione e messa in servizio
- operazione e manutenzione
- modifiche dopo la messa in servizio.
Livello di sicurezza
La strategia di progettazione per il raggiungimento di adeguati livelli di integrità della sicurezza per i sistemi legati alla sicurezza è illustrata nella figura 9 e nella figura 10. Un livello di integrità della sicurezza si basa sul ruolo svolto dal sistema legato alla sicurezza nel raggiungimento del livello generale di sicurezza per le apparecchiature sotto controllo. Il livello di integrità della sicurezza specifica le precauzioni che devono essere prese in considerazione nella progettazione contro guasti hardware casuali e sistematici.
Figura 9. Ruolo dei livelli di integrità della sicurezza nel processo di progettazione
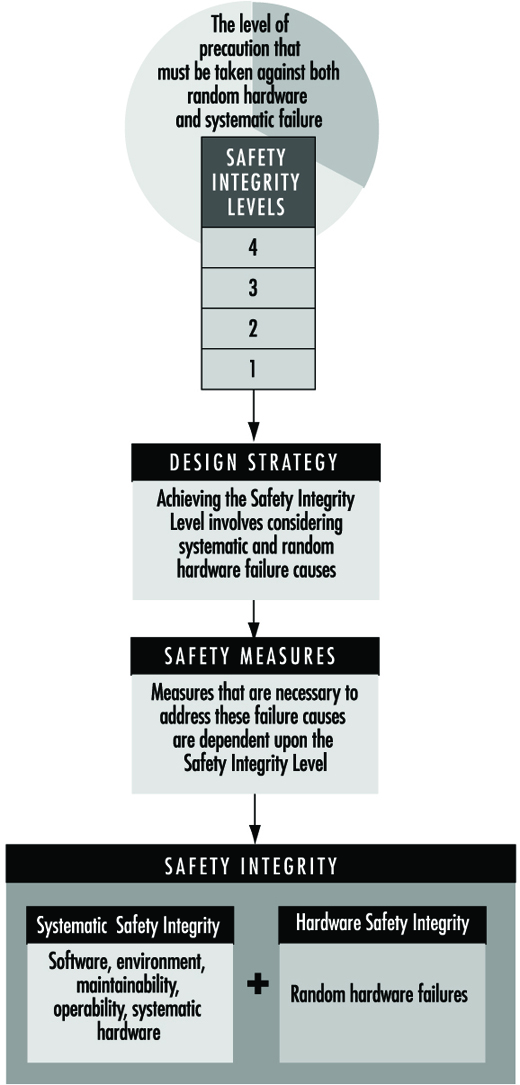
Figura 10. Ruolo del ciclo di vita della sicurezza nel processo di specifica e progettazione
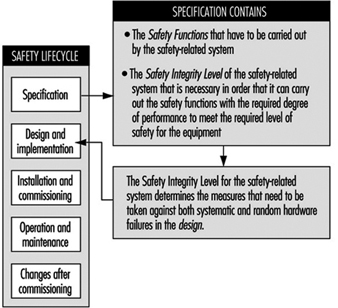
Il concetto di sicurezza e livello di sicurezza si applica alle apparecchiature sotto controllo. Il concetto di sicurezza funzionale si applica ai sistemi legati alla sicurezza. La sicurezza funzionale per i sistemi correlati alla sicurezza deve essere raggiunta se si vuole ottenere un livello di sicurezza adeguato per l'apparecchiatura che dà origine al pericolo. Il livello di sicurezza specificato per una situazione specifica è un fattore chiave nella specifica dei requisiti di integrità della sicurezza per i sistemi relativi alla sicurezza.
Il livello di sicurezza richiesto dipenderà da molti fattori, ad esempio la gravità della lesione, il numero di persone esposte al pericolo, la frequenza con cui le persone sono esposte al pericolo e la durata dell'esposizione. Fattori importanti saranno la percezione e le opinioni di coloro che sono esposti all'evento pericoloso. Per arrivare a ciò che costituisce un livello di sicurezza adeguato per un'applicazione specifica, vengono presi in considerazione una serie di input, che includono quanto segue:
- requisiti legali relativi alla specifica applicazione
- linee guida dell'autorità di regolamentazione della sicurezza competente
- discussioni e accordi con le diverse parti coinvolte nella domanda
- standard di settore
- standard nazionali e internazionali
- la migliore consulenza industriale, esperta e scientifica indipendente.
In breve
Quando si progettano e si utilizzano sistemi legati alla sicurezza, è necessario ricordare che è l'apparecchiatura sotto controllo che crea il potenziale pericolo. I sistemi legati alla sicurezza sono progettati per ridurre la frequenza (o la probabilità) dell'evento pericoloso e/o le conseguenze dell'evento pericoloso. Una volta stabilito il livello di sicurezza dell'apparecchiatura, è possibile determinare il livello di integrità della sicurezza per il sistema relativo alla sicurezza, ed è il livello di integrità della sicurezza che consente al progettista di specificare le precauzioni che devono essere incorporate nel progetto per essere implementato sia contro l'hardware casuale che contro i guasti sistematici.
Requisiti tecnici per i sistemi relativi alla sicurezza basati su dispositivi elettrici, elettronici ed elettronici programmabili
Macchinari, impianti di processo e altre apparecchiature possono, in caso di malfunzionamento, presentare rischi derivanti da eventi pericolosi come incendi, esplosioni, overdose di radiazioni e parti in movimento. Uno dei modi in cui tali impianti, apparecchiature e macchinari possono malfunzionare è dovuto a guasti di dispositivi elettromeccanici, elettronici ed elettronici programmabili (E/E/PE) utilizzati nella progettazione dei loro sistemi di controllo o di sicurezza. Questi guasti possono derivare da guasti fisici nel dispositivo (ad esempio, dall'usura che si verifica in modo casuale nel tempo (guasti hardware casuali)); o da guasti sistematici (ad esempio, errori commessi nelle specifiche e nella progettazione di un sistema che ne provocano il guasto a causa di (1) una particolare combinazione di input, (2) alcune condizioni ambientali (3) input errati o incompleti dai sensori, ( 4) immissione di dati incompleta o errata da parte degli operatori e (5) potenziali errori sistematici dovuti a un design dell'interfaccia scadente).
Guasti dei sistemi relativi alla sicurezza
Questo articolo copre la sicurezza funzionale dei sistemi di controllo legati alla sicurezza e considera i requisiti tecnici hardware e software necessari per raggiungere l'integrità della sicurezza richiesta. L'approccio generale è conforme alla norma IEC 1508, parti 2 e 3 proposta dalla Commissione elettrotecnica internazionale (IEC 1993). L'obiettivo generale del progetto di norma internazionale IEC 1508, Sicurezza funzionale: sistemi relativi alla sicurezza, è garantire che gli impianti e le apparecchiature possano essere automatizzati in sicurezza. Un obiettivo chiave nello sviluppo della norma internazionale proposta è prevenire o ridurre al minimo la frequenza di:
- guasti dei sistemi di controllo che innescano altri eventi che a loro volta potrebbero portare a un pericolo (ad esempio, il sistema di controllo fallisce, il controllo viene perso, il processo va fuori controllo con conseguente incendio, rilascio di materiali tossici, ecc.)
- guasti nei sistemi di allarme e monitoraggio in modo che gli operatori non ricevano informazioni in una forma che possa essere rapidamente identificata e compresa per svolgere le necessarie azioni di emergenza
- guasti non rilevati nei sistemi di protezione, rendendoli non disponibili quando necessario per un'azione di sicurezza (ad esempio, una scheda di ingresso guasta in un sistema di arresto di emergenza).
L'articolo "Sistemi elettrici, elettronici ed elettronici programmabili legati alla sicurezza" definisce l'approccio generale alla gestione della sicurezza incorporato nella Parte 1 della norma IEC 1508 per garantire la sicurezza dei sistemi di controllo e protezione che sono importanti per la sicurezza. Questo articolo descrive la progettazione ingegneristica concettuale complessiva necessaria per ridurre il rischio di incidente a un livello accettabile, compreso il ruolo di qualsiasi sistema di controllo o protezione basato sulla tecnologia E/E/PE.
Nella figura 1, il rischio derivante dall'apparecchiatura, dall'impianto di processo o dalla macchina (generalmente indicato come apparecchiature sotto controllo (EUC) senza dispositivi di protezione) è contrassegnato a un'estremità della scala di rischio EUC e il livello di rischio target necessario per soddisfare il livello di sicurezza richiesto si trova all'altra estremità. Nel mezzo viene mostrata la combinazione di sistemi relativi alla sicurezza e strutture esterne di riduzione del rischio necessarie per compensare la riduzione del rischio richiesta. Questi possono essere di vari tipi: meccanici (ad es. valvole limitatrici di pressione), idraulici, pneumatici, fisici e sistemi E/E/PE. La Figura 2 sottolinea il ruolo di ciascun livello di sicurezza nella protezione dell'EUC man mano che l'incidente progredisce.
Figura 1. Riduzione del rischio: concetti generali

Figura 2. Modello complessivo: strati di protezione
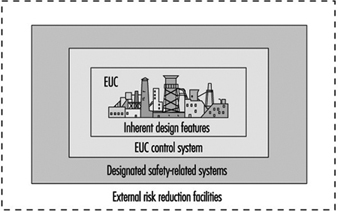
A condizione che sia stata eseguita un'analisi dei pericoli e dei rischi sull'EUC come richiesto nella Parte 1 della norma IEC 1508, è stato stabilito il progetto concettuale generale per la sicurezza e quindi le funzioni richieste e l'obiettivo SIL (Safety Integrity Level) per qualsiasi E/E/ Sono stati definiti il sistema di controllo o protezione PE. L'obiettivo del livello di integrità della sicurezza è definito rispetto a una misura di fallimento dell'obiettivo (vedere la tabella 1).
Tabella 1. Livelli di integrità della sicurezza per i sistemi di protezione: misure di fallimento target
Livello di integrità della sicurezza Modalità di funzionamento della domanda (probabilità di non riuscire a svolgere la sua funzione di progettazione su richiesta)
4 10-5 ≤ × 10-4
3 10-4 ≤ × 10-3
2 10-3 ≤ × 10-2
1 10-2 ≤ × 10-1
Sistemi di protezione
Questo documento delinea i requisiti tecnici che il progettista di un sistema di sicurezza E/E/PE dovrebbe considerare per soddisfare l'obiettivo del livello di integrità della sicurezza richiesto. L'attenzione si concentra su un tipico sistema di protezione che utilizza l'elettronica programmabile per consentire una discussione più approfondita delle questioni chiave con poca perdita in generale. Un tipico sistema di protezione è mostrato in figura 3, che rappresenta un sistema di sicurezza a singolo canale con uno spegnimento secondario attivato tramite un dispositivo diagnostico. Durante il normale funzionamento, la condizione non sicura dell'EUC (ad es. velocità eccessiva in una macchina, temperatura elevata in un impianto chimico) verrà rilevata dal sensore e trasmessa all'elettronica programmabile, che comanderà agli attuatori (tramite i relè di uscita) di mettere il sistema in uno stato sicuro (ad esempio, togliendo l'alimentazione al motore elettrico della macchina, aprendo una valvola per scaricare la pressione).
Figura 3. Tipico sistema di protezione

Ma cosa succede se ci sono guasti nei componenti del sistema di protezione? Questa è la funzione dello spegnimento secondario, che viene attivato dalla caratteristica diagnostica (autocontrollo) di questo design. Tuttavia, il sistema non è completamente fail-safe, in quanto il progetto ha solo una certa probabilità di essere disponibile quando gli viene chiesto di svolgere la sua funzione di sicurezza (ha una certa probabilità di guasto su richiesta o un certo livello di integrità della sicurezza). Ad esempio, il progetto di cui sopra potrebbe essere in grado di rilevare e tollerare determinati tipi di guasto della scheda di uscita, ma non sarebbe in grado di sopportare un guasto della scheda di ingresso. Pertanto, la sua integrità di sicurezza sarà molto inferiore a quella di un progetto con una scheda di input ad alta affidabilità, o una diagnostica migliorata, o una combinazione di questi.
Esistono altre possibili cause di malfunzionamento della scheda, tra cui guasti fisici "tradizionali" nell'hardware, guasti sistematici inclusi errori nella specifica dei requisiti, errori di implementazione nel software e protezione inadeguata contro le condizioni ambientali (ad esempio, l'umidità). La diagnostica in questo design a canale singolo potrebbe non coprire tutti questi tipi di guasti e quindi ciò limiterà il livello di integrità della sicurezza raggiunto nella pratica. (La copertura è una misura della percentuale di errori che un progetto può rilevare e gestire in sicurezza.)
Requisiti tecnici
Le parti 2 e 3 della bozza della norma IEC 1508 forniscono un quadro per identificare le varie potenziali cause di guasto nell'hardware e nel software e per selezionare le caratteristiche di progettazione che superano quelle potenziali cause di guasto appropriate al livello di integrità della sicurezza richiesto del sistema relativo alla sicurezza. Ad esempio, l'approccio tecnico complessivo per il sistema di protezione in figura 3 è mostrato in figura 4. La figura indica le due strategie di base per superare guasti e guasti: (1) evitamento dei guasti, dove si presta attenzione a prevenire la creazione di guasti; e (2) tolleranza d'errore, in cui il progetto viene creato appositamente per tollerare errori specificati. Il sistema a canale singolo menzionato sopra è un esempio di progettazione con tolleranza ai guasti (limitata) in cui la diagnostica viene utilizzata per rilevare determinati guasti e mettere il sistema in uno stato sicuro prima che si verifichi un guasto pericoloso.
Figura 4. Specifiche progettuali: soluzione progettuale
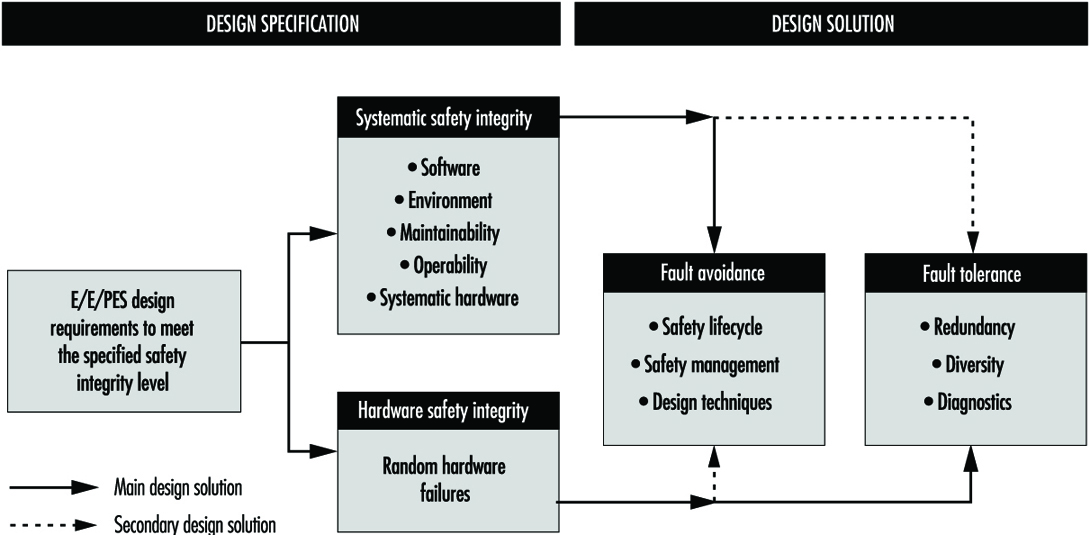
Evitamento dei guasti
L'evitamento dei guasti tenta di impedire l'introduzione di guasti in un sistema. L'approccio principale consiste nell'utilizzare un metodo sistematico di gestione del progetto in modo che la sicurezza sia trattata come una qualità definibile e gestibile di un sistema, durante la progettazione e successivamente durante il funzionamento e la manutenzione. L'approccio, che è simile alla garanzia della qualità, si basa sul concetto di feedback e prevede: (1) pianificazione (definizione degli obiettivi di sicurezza, individuazione delle modalità e dei mezzi per il raggiungimento degli obiettivi); (2) di misura raggiungimento rispetto al piano durante l'attuazione e (3) l'applicazione feedback per correggere eventuali deviazioni. Le revisioni del progetto sono un buon esempio di tecnica per evitare i guasti. Nella norma IEC 1508 questo approccio di "qualità" alla prevenzione dei guasti è facilitato dai requisiti per utilizzare un ciclo di vita di sicurezza e impiegare procedure di gestione della sicurezza sia per l'hardware che per il software. Per quest'ultimo, queste si manifestano spesso come procedure di garanzia della qualità del software come quelle descritte nella ISO 9000-3 (1990).
Inoltre, le parti 2 e 3 della norma IEC 1508 (riguardanti rispettivamente l'hardware e il software) classificano alcune tecniche o misure ritenute utili per evitare guasti durante le varie fasi del ciclo di vita della sicurezza. La Tabella 2 fornisce un esempio tratto dalla Parte 3 per la fase di progettazione e sviluppo del software. Il progettista utilizzerà la tabella per facilitare la selezione delle tecniche di prevenzione dei guasti, a seconda del livello di integrità della sicurezza richiesto. Con ogni tecnica o misura nelle tabelle c'è una raccomandazione per ogni livello di integrità della sicurezza, da 1 a 4. La gamma di raccomandazioni comprende Altamente raccomandato (HR), Raccomandato (R), Neutro—né a favore né contro (—) e Non raccomandato (NR).
Tabella 2. Progettazione e sviluppo del software
|
Tecnica/misura |
contro le sovratensioni a due stadi, SIL 1, |
contro le sovratensioni a due stadi, SIL 2, |
contro le sovratensioni a due stadi, SIL 3, |
contro le sovratensioni a due stadi, SIL 4, |
|
1. Metodi formali inclusi, ad esempio, CCS, CSP, HOL, LOTOS |
- |
R |
R |
HR |
|
2. Metodi semiformali |
HR |
HR |
HR |
HR |
|
3. Strutturato. Metodologia che include, ad esempio, JSD, MASCOT, SADT, SSADM e YOURDON |
HR |
HR |
HR |
HR |
|
4. Approccio modulare |
HR |
HR |
HR |
HR |
|
5. Standard di progettazione e codifica |
R |
HR |
HR |
HR |
HR = altamente raccomandato; R = consigliato; NR = non raccomandato;— = neutrale: la tecnica/misura non è né a favore né contro il SIL.
Nota: una tecnica/misura numerata deve essere selezionata in base al livello di integrità della sicurezza.
Tolleranza ai guasti
La norma IEC 1508 richiede livelli crescenti di tolleranza ai guasti con l'aumentare dell'obiettivo di integrità della sicurezza. Lo standard riconosce, tuttavia, che la tolleranza ai guasti è più importante quando i sistemi (e i componenti che compongono tali sistemi) sono complessi (designati come Tipo B in IEC 1508). Per sistemi meno complessi e "ben collaudati", il grado di tolleranza ai guasti può essere ridotto.
Tolleranza contro guasti hardware casuali
La tabella 3 mostra i requisiti per la tolleranza ai guasti contro guasti hardware casuali in componenti hardware complessi (ad esempio, microprocessori) quando utilizzati in un sistema di protezione come mostrato nella figura 3. Il progettista potrebbe dover considerare una combinazione appropriata di diagnostica, tolleranza ai guasti e controlli di prova manuali per superare questa classe di errore, a seconda del livello di integrità della sicurezza richiesto.
Tabella 3. Livello di integrità della sicurezza - Requisiti di guasto per i componenti di tipo B1
1 I difetti non rilevati rilevanti per la sicurezza devono essere rilevati mediante il controllo funzionale.
2 Per i componenti privi di copertura diagnostica media in linea, il sistema deve essere in grado di svolgere la funzione di sicurezza in presenza di un singolo guasto. I guasti non rilevati relativi alla sicurezza devono essere rilevati dal controllo funzionale.
3 Per i componenti con elevata copertura diagnostica in linea, il sistema deve essere in grado di svolgere la funzione di sicurezza in presenza di un singolo guasto. Per i componenti privi di elevata copertura diagnostica in linea, il sistema dovrà essere in grado di svolgere la funzione di sicurezza in presenza di due guasti. I guasti non rilevati relativi alla sicurezza devono essere rilevati dal controllo funzionale.
4 I componenti devono essere in grado di svolgere la funzione di sicurezza in presenza di due guasti. I guasti devono essere rilevati con un'elevata copertura diagnostica online. I guasti non rilevati relativi alla sicurezza devono essere rilevati dal controllo funzionale. L'analisi quantitativa dell'hardware deve basarsi sulle ipotesi del caso peggiore.
1Componenti le cui modalità di guasto non sono ben definite o testabili, o per i quali ci sono scarsi dati di guasto dall'esperienza sul campo (ad esempio, componenti elettronici programmabili).
La norma IEC 1508 aiuta il progettista fornendo tabelle delle specifiche di progettazione (vedere tabella 4) con parametri di progettazione indicizzati rispetto al livello di integrità della sicurezza per una serie di architetture di sistemi di protezione comunemente utilizzate.
Tabella 4. Requisiti per Safety Integrity Level 2 - Architetture di sistemi elettronici programmabili per sistemi di protezione
|
Configurazione del sistema PE |
Copertura diagnostica per canale |
Test di prova offline Intervallo (TI) |
Tempo medio di viaggio spurio |
|
PE singolo, I/O singolo, est. WD |
Alta |
6 mesi |
1.6 anni |
|
PE doppio, I/O singolo |
Alta |
6 mesi |
10 anni |
|
Doppio PE, doppio I/O, 2oo2 |
Alta |
3 mesi |
1,281 anni |
|
Doppio PE, doppio I/O, 1oo2 |
Nessuna |
2 mesi |
1.4 anni |
|
Doppio PE, doppio I/O, 1oo2 |
Basso |
5 mesi |
1.0 anni |
|
Doppio PE, doppio I/O, 1oo2 |
Medio |
18 mesi |
0.8 anni |
|
Doppio PE, doppio I/O, 1oo2 |
Alta |
36 mesi |
0.8 anni |
|
Doppio PE, doppio I/O, 1oo2D |
Nessuna |
2 mesi |
1.9 anni |
|
Doppio PE, doppio I/O, 1oo2D |
Basso |
4 mesi |
4.7 anni |
|
Doppio PE, doppio I/O, 1oo2D |
Medio |
18 mesi |
18 anni |
|
Doppio PE, doppio I/O, 1oo2D |
Alta |
48 + mesi |
168 anni |
|
Triplo PE, Triplo I/O, IPC, 2oo3 |
Nessuna |
1 mese |
20 anni |
|
Triplo PE, Triplo I/O, IPC, 2oo3 |
Basso |
3 mesi |
25 anni |
|
Triplo PE, Triplo I/O, IPC, 2oo3 |
Medio |
12 mesi |
30 anni |
|
Triplo PE, Triplo I/O, IPC, 2oo3 |
Alta |
48 + mesi |
168 anni |
La prima colonna della tabella rappresenta le architetture con vari gradi di tolleranza ai guasti. In generale, le architetture posizionate nella parte inferiore della tabella hanno un grado di tolleranza ai guasti più elevato rispetto a quelle in cima. Un sistema 1oo2 (uno su due) è in grado di resistere a qualsiasi guasto, così come 2oo3.
La seconda colonna descrive la percentuale di copertura di qualsiasi diagnostica interna. Maggiore è il livello della diagnostica, maggiore sarà il numero di guasti rilevati. In un sistema di protezione questo è importante perché, a condizione che il componente difettoso (ad es. una scheda di ingresso) venga riparato entro un tempo ragionevole (spesso 8 ore), la sicurezza funzionale è minima. (Nota: questo non sarebbe il caso di un sistema di controllo continuo, poiché è probabile che qualsiasi guasto causi una condizione di pericolo immediato e il potenziale per un incidente.)
La terza colonna mostra l'intervallo tra i test di verifica. Si tratta di test speciali che devono essere eseguiti per esercitare a fondo il sistema di protezione per garantire che non vi siano guasti latenti. In genere questi vengono eseguiti dal fornitore dell'apparecchiatura durante i periodi di fermo dell'impianto.
La quarta colonna mostra il tasso di viaggio spurio. Un allarme spurio è quello che provoca l'arresto dell'impianto o dell'apparecchiatura quando non vi è alcuna deviazione del processo. Il prezzo per la sicurezza è spesso un tasso di viaggio spurio più alto. Un semplice sistema di protezione ridondante - 1oo2 - ha, con tutti gli altri fattori di progettazione invariati, un livello di integrità della sicurezza più elevato ma anche una frequenza di intervento spurio più elevata rispetto a un sistema a canale singolo (1oo1).
Se una delle architetture nella tabella non viene utilizzata o se il progettista desidera eseguire un'analisi più fondamentale, la norma IEC 1508 consente questa alternativa. Tecniche di ingegneria dell'affidabilità come la modellazione di Markov possono quindi essere utilizzate per calcolare l'elemento hardware del livello di integrità della sicurezza (Johnson 1989; Goble 1992).
Tolleranza contro i guasti sistematici e per causa comune
Questa classe di guasto è molto importante nei sistemi di sicurezza ed è il fattore limitante per il raggiungimento dell'integrità della sicurezza. In un sistema ridondante un componente o un sottosistema, o anche l'intero sistema, viene duplicato per ottenere un'elevata affidabilità da parti meno affidabili. Il miglioramento dell'affidabilità si verifica perché, statisticamente, la possibilità che due sistemi si guastino simultaneamente per guasti casuali sarà il prodotto delle affidabilità dei singoli sistemi, e quindi molto inferiore. D'altra parte, i guasti sistematici e di causa comune causano casualmente guasti ai sistemi ridondanti quando, ad esempio, un errore di specifica nel software provoca il guasto simultaneo delle parti duplicate. Un altro esempio potrebbe essere il guasto di un alimentatore comune a un sistema ridondante.
La norma IEC 1508 fornisce tabelle di tecniche ingegneristiche classificate rispetto al livello di integrità della sicurezza considerato efficace nel fornire protezione contro guasti sistematici e di causa comune.
Esempi di tecniche che forniscono difese contro fallimenti sistematici sono la diversità e la ridondanza analitica. La base della diversità è che se un progettista implementa un secondo canale in un sistema ridondante utilizzando una tecnologia o un linguaggio software diverso, allora i guasti nei canali ridondanti possono essere considerati indipendenti (ovvero, una bassa probabilità di guasto casuale). Tuttavia, in particolare nell'area dei sistemi basati su software, vi è qualche suggerimento che questa tecnica potrebbe non essere efficace, poiché la maggior parte degli errori sono nelle specifiche. La ridondanza analitica tenta di sfruttare le informazioni ridondanti nell'impianto o nella macchina per identificare i guasti. Per le altre cause di guasto sistematico, ad esempio sollecitazioni esterne, lo standard fornisce tabelle che forniscono consigli sulle buone pratiche ingegneristiche (ad esempio, separazione dei cavi di segnale e di alimentazione) indicizzate rispetto al livello di integrità della sicurezza.
Conclusioni
I sistemi basati su computer offrono molti vantaggi, non solo economici, ma anche potenzialmente in grado di migliorare la sicurezza. Tuttavia, l'attenzione ai dettagli richiesta per realizzare questo potenziale è significativamente maggiore rispetto a quando si utilizzano componenti di sistema convenzionali. Questo articolo ha delineato i principali requisiti tecnici che un progettista deve tenere in considerazione per sfruttare con successo questa tecnologia.
Rollover
Trattori e altri macchinari mobili nei lavori agricoli, forestali, edili e minerari, così come la movimentazione di materiali, possono causare gravi pericoli quando i veicoli si ribaltano lateralmente, si ribaltano in avanti o si ribaltano all'indietro. I rischi sono maggiori nel caso di trattori gommati con baricentro alto. Altri veicoli che presentano un pericolo di ribaltamento sono i trattori cingolati, i caricatori, le gru, le raccoglitrici di frutta, i bulldozer, i dumper, le ruspe e le livellatrici. Questi incidenti di solito si verificano troppo velocemente perché conducenti e passeggeri possano allontanarsi dall'attrezzatura e possono rimanere intrappolati sotto il veicolo. Ad esempio, i trattori con baricentri alti hanno una notevole probabilità di ribaltamento (e i trattori stretti hanno una stabilità ancora inferiore rispetto a quelli larghi). Sui trattori è stato introdotto un interruttore di interruzione del motore al mercurio per interrompere l'alimentazione al rilevamento del movimento laterale, ma si è dimostrato troppo lento per far fronte alle forze dinamiche generate nel movimento di ribaltamento (Springfeldt 1993). Pertanto il dispositivo di sicurezza è stato abbandonato.
Il fatto che tali attrezzature siano spesso utilizzate su terreni in pendenza o sconnessi o su terreno soffice, e talvolta in prossimità di fossati, trincee o scavi, è un'importante concausa del ribaltamento. Se l'attrezzatura ausiliaria è fissata in alto su un trattore, la probabilità di impennarsi all'indietro durante la salita (o di ribaltarsi in avanti durante la discesa) aumenta. Inoltre, un trattore può ribaltarsi a causa della perdita di controllo dovuta alla pressione esercitata dall'attrezzatura trainata dal trattore (ad esempio, quando il carrello si muove verso il basso su un pendio e l'attrezzatura attaccata non viene frenata e supera il trattore). Quando i trattori vengono utilizzati come veicoli trainanti, insorgono rischi particolari, in particolare se il gancio di traino del trattore è posizionato a un livello più alto rispetto all'asse della ruota.
Storia
L'avviso del problema del ribaltamento è stato preso a livello nazionale in alcuni paesi in cui si sono verificati molti ribaltamenti fatali. In Svezia e Nuova Zelanda, lo sviluppo e la sperimentazione di strutture di protezione contro il ribaltamento (ROPS) sui trattori (figura 1) erano già in corso negli anni '1950, ma questo lavoro è stato seguito da normative solo da parte delle autorità svedesi; questi regolamenti sono entrati in vigore dall'anno 1959 (Springfeldt 1993).
Figura 1. Tipi comuni di ROPS sui trattori

I regolamenti proposti che prescrivono ROPS per i trattori hanno incontrato resistenza nel settore agricolo in diversi paesi. È stata sollevata una forte opposizione contro i piani che richiedono ai datori di lavoro di installare ROPS sui trattori esistenti e persino contro la proposta che solo i nuovi trattori siano dotati dai produttori di ROPS. Alla fine molti paesi hanno imposto con successo il ROPS per i nuovi trattori, e in seguito alcuni paesi sono stati in grado di richiedere il retrofit del ROPS anche sui vecchi trattori. Gli standard internazionali relativi a trattori e macchine movimento terra, compresi gli standard di prova per ROPS, hanno contribuito a progetti più affidabili. I trattori sono stati progettati e realizzati con baricentri più bassi e ganci di traino posizionati più in basso. La trazione integrale ha ridotto il rischio di ribaltamento. Ma la percentuale di trattori con ROPS nei paesi con molti vecchi trattori e senza mandati per l'adeguamento del ROPS è ancora piuttosto bassa.
Indagini
Gli incidenti di ribaltamento, in particolare quelli che coinvolgono trattori, sono stati studiati da ricercatori in molti paesi. Tuttavia, non esistono statistiche internazionali centralizzate rispetto al numero di incidenti causati dalle tipologie di macchine mobili esaminate in questo articolo. Le statistiche disponibili a livello nazionale mostrano tuttavia che il numero è elevato, soprattutto in agricoltura. Secondo un rapporto scozzese sugli incidenti di ribaltamento del trattore nel periodo 1968-1976, l'85% dei trattori coinvolti aveva attrezzature attaccate al momento dell'incidente e, di questi, metà aveva attrezzature trainate e metà aveva attrezzature montate. Due terzi degli incidenti di ribaltamento del trattore nel rapporto scozzese si sono verificati su pendii (Springfeldt 1993). Successivamente è stato dimostrato che il numero di incidenti si sarebbe ridotto dopo l'introduzione dell'addestramento alla guida in pendenza e l'applicazione di uno strumento per la misurazione della pendenza dei pendii combinato con un indicatore dei limiti di sicurezza dei pendii.
In altre indagini, i ricercatori neozelandesi hanno osservato che la metà dei loro incidenti mortali di ribaltamento si sono verificati su terreno pianeggiante o su lievi pendenze e solo un decimo si è verificato su pendii ripidi. Su terreno pianeggiante, i conducenti di trattori possono essere meno attenti ai rischi di ribaltamento e possono valutare erroneamente il rischio rappresentato da fossati e terreno irregolare. Delle vittime di ribaltamento nei trattori in Nuova Zelanda nel periodo 1949-1980, l'80% si è verificato nei trattori gommati e il 20% nei trattori cingolati (Springfeldt 1993). Studi in Svezia e Nuova Zelanda hanno dimostrato che circa l'80% degli incidenti mortali per ribaltamento del trattore si sono verificati quando i trattori si sono ribaltati lateralmente. La metà dei trattori coinvolti negli incidenti mortali in Nuova Zelanda aveva ruotato di 180°.
Gli studi sulla correlazione tra incidenti mortali in caso di ribaltamento nella Germania Ovest e l'anno modello dei trattori agricoli (Springfeldt 1993) hanno mostrato che 1 su 10,000 vecchi trattori non protetti prodotti prima del 1957 è stato coinvolto in un incidente mortale in caso di ribaltamento. Dei trattori con ROPS prescritto, prodotti nel 1970 e successivamente, 1 trattore su 25,000 è stato coinvolto in un ribaltamento mortale. Dei ribaltamenti mortali del trattore nella Germania occidentale nel periodo 1980-1985, due terzi delle vittime sono stati scaraventati fuori dalla loro area protetta e poi investiti o colpiti dal trattore (Springfeldt 1993). Dei ribaltamenti non fatali, un quarto dei conducenti è stato sbalzato dal posto di guida ma non è stato investito. È evidente che il rischio di morte aumenta se il conducente viene sbalzato fuori dall'area protetta (simile agli incidenti automobilistici). La maggior parte dei trattori coinvolti aveva un arco a due pilastri (figura 1 C) che non impedisce al conducente di essere sbalzato fuori. In alcuni casi il ROPS ha subito rotture o forti deformazioni.
La frequenza relativa degli infortuni per 100,000 trattori in diversi periodi in alcuni paesi e la riduzione del tasso di mortalità è stata calcolata da Springfeldt (1993). L'efficacia del ROPS nel ridurre le lesioni negli incidenti di ribaltamento del trattore è stata dimostrata in Svezia, dove il numero di vittime per 100,000 trattori è stato ridotto da circa 17 a 0.3 nel periodo di tre decenni (1960-1990) (figura 2). A fine periodo è stato stimato che circa il 98% delle trattrici fosse dotato di ROPS, principalmente sotto forma di cabina indeformabile (figura 1 A). In Norvegia, gli incidenti mortali sono stati ridotti da circa 24 a 4 ogni 100,000 trattori durante un periodo simile. Tuttavia, risultati peggiori sono stati raggiunti in Finlandia e Nuova Zelanda.
Figura 2. Infortuni per ribaltamento per 100,000 trattori in Svezia tra il 1957 e il 1990
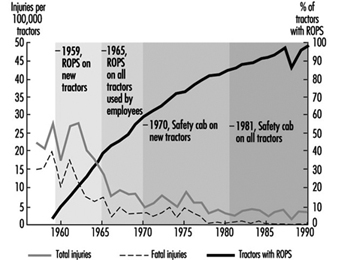
Prevenzione degli infortuni da ribaltamenti
Il rischio di ribaltamento è maggiore nel caso dei trattori; tuttavia, nei lavori agricoli e forestali si può fare ben poco per evitare che i trattori si ribaltino. Montando ROPS su trattori e quei tipi di macchine movimento terra con potenziali rischi di ribaltamento, il rischio di lesioni personali può essere ridotto, a condizione che i conducenti rimangano sui loro posti durante gli eventi di ribaltamento (Springfeldt 1993). La frequenza degli incidenti mortali in caso di ribaltamento dipende in gran parte dalla proporzione di macchine protette in uso e dai tipi di ROPS utilizzati. Un arco (figura 1 C) offre una protezione molto inferiore rispetto a una cabina oa un telaio (Springfeldt 1993). La struttura più efficace è una cabina indeformabile, che permette all'autista di rimanere all'interno, protetto, durante un ribaltamento. (Un altro motivo per scegliere una cabina è che offre protezione dagli agenti atmosferici.) Il mezzo più efficace per mantenere il conducente all'interno della protezione del ROPS durante un ribaltamento è una cintura di sicurezza, a condizione che il conducente utilizzi la cintura mentre aziona l'attrezzatura. In alcuni paesi, sul sedile del conducente sono presenti targhette informative che avvisano di tenere stretto il volante in caso di ribaltamento. Un'ulteriore misura di sicurezza consiste nel progettare la cabina di guida o l'ambiente interno e il ROPS in modo da evitare l'esposizione a pericoli come spigoli vivi o protuberanze.
In tutti i Paesi i ribaltamenti di macchine mobili, soprattutto trattori, stanno provocando gravi infortuni. Vi sono, tuttavia, notevoli differenze tra i paesi per quanto riguarda le specifiche tecniche relative alla progettazione delle macchine, nonché le procedure amministrative per gli esami, le prove, le ispezioni e la commercializzazione. La diversità internazionale che caratterizza gli sforzi per la sicurezza in questo contesto può essere spiegata da considerazioni come le seguenti:
- se esistano requisiti obbligatori per ROPS (sotto forma di regolamenti o legislazione), o solo raccomandazioni, o nessuna regola
- la necessità di regole per i nuovi macchinari e regole applicabili alle apparecchiature più vecchie
- la disponibilità di ispezioni da parte delle autorità e l'esistenza di pressioni sociali e clima culturale favorevoli al rispetto delle norme di sicurezza; in molti paesi, l'obbedienza alle linee guida sulla sicurezza non viene verificata mediante ispezione nel lavoro agricolo
- pressioni dei sindacati; tuttavia, va tenuto presente che le organizzazioni dei lavoratori hanno un'influenza minore sulle condizioni di lavoro in agricoltura rispetto ad altri settori, poiché in agricoltura vi sono molte aziende a conduzione familiare
- il tipo di ROPS utilizzato nel paese
- informazione e comprensione dei rischi a cui sono esposti i conducenti di trattori; problemi pratici spesso ostacolano il raggiungimento di agricoltori e lavoratori forestali a fini di informazione e istruzione
- la geografia del paese, in particolare dove si svolgono lavori agricoli, forestali e stradali.
Norme di sicurezza
La natura delle norme che disciplinano i requisiti per il ROPS e il grado di attuazione delle norme in un paese, ha una forte influenza sugli incidenti di ribaltamento, in particolare quelli mortali. Con questo in mente, lo sviluppo di macchinari più sicuri è stato favorito da direttive, codici e standard emessi da organizzazioni internazionali e nazionali. Inoltre, molti paesi hanno adottato prescrizioni rigorose per ROPS che hanno portato a una notevole riduzione delle lesioni da ribaltamento.
Comunità Economica Europea
A partire dal 1974 la Comunità Economica Europea (CEE) ha emanato direttive relative all'omologazione dei trattori agricoli e forestali a ruote, e nel 1977 ha emanato ulteriori direttive speciali relative ai ROPS, compreso il loro fissaggio ai trattori (Springfeldt 1993; EEC 1974, 1977, 1979, 1982, 1987). Le direttive prescrivono una procedura per l'omologazione e la certificazione da parte della fabbricazione dei trattori e il ROPS deve essere rivisto da un esame di omologazione CEE. Le direttive hanno ottenuto l'accettazione da parte di tutti i paesi membri.
Alcune direttive CEE relative al ROPS sui trattori sono state abrogate a partire dal 31 dicembre 1995 e sostituite dalla direttiva generale macchine che si applica a quei tipi di macchine che presentano rischi dovuti alla loro mobilità (CEE 1991). I trattori gommati, nonché alcune macchine movimento terra con una potenza superiore a 15 kW (vale a dire cingoli e pale gommate, terne, trattori cingolati, ruspe, livellatrici e dumper articolati) devono essere dotati di un ROPS. In caso di ribaltamento, il ROPS deve offrire al conducente e agli operatori un volume di limitazione della deflessione adeguato (ossia uno spazio che consenta il movimento dei corpi degli occupanti prima di entrare in contatto con gli elementi interni durante un incidente). È responsabilità dei produttori o dei loro rappresentanti autorizzati eseguire i test appropriati.
Organizzazione per la cooperazione e lo sviluppo economico
Nel 1973 e nel 1987 l'Organizzazione per la cooperazione e lo sviluppo economico (OCSE) ha approvato codici standard per il controllo dei trattori (Springfeldt 1993; OECD 1987). Forniscono i risultati delle prove sui trattori e descrivono l'attrezzatura di prova e le condizioni di prova. I codici richiedono il test di molte parti e funzioni del macchinario, ad esempio la resistenza del ROPS. I codici trattore dell'OCSE descrivono un metodo statico e dinamico per testare i ROPS su alcuni tipi di trattori. Un ROPS può essere progettato esclusivamente per proteggere il conducente in caso di ribaltamento del trattore. Deve essere ricollaudato per ogni modello di trattore su cui deve essere montato il ROPS. Le Norme richiedono inoltre che sia possibile montare sulla struttura una protezione dalle intemperie per il conducente, di natura più o meno provvisoria. I codici dei trattori sono stati accettati da tutti gli organismi membri dell'OCSE dal 1988, ma in pratica gli Stati Uniti e il Giappone accettano anche ROPS che non sono conformi ai requisiti del codice se sono fornite cinture di sicurezza (Springfeldt 1993).
Organizzazione Internazionale del Lavoro
Nel 1965, l'Organizzazione Internazionale del Lavoro (ILO) nel suo manuale, Sicurezza e salute nei lavori agricoli, richiedeva che ai trattori fosse adeguatamente fissata una cabina o un telaio sufficientemente robusto per fornire una protezione soddisfacente al conducente e ai passeggeri all'interno della cabina in caso di ribaltamento del trattore (Springfeldt 1993; ILO 1965). Secondo i codici di condotta dell'ILO, i trattori agricoli e forestali dovrebbero essere dotati di ROPS per proteggere l'operatore e gli eventuali passeggeri in caso di ribaltamento, caduta di oggetti o carichi spostati (ILO 1976).
Il montaggio del ROPS non dovrebbe influire negativamente
- accesso tra il suolo e il posto di guida
- accesso ai comandi principali del trattore
- la manovrabilità del trattore in ambienti angusti
- l'attacco o l'uso di qualsiasi attrezzatura che possa essere collegata al trattore
- il controllo e la regolazione delle apparecchiature associate.
Standard internazionali e nazionali
Nel 1981 l'Organizzazione internazionale per la standardizzazione (ISO) ha emesso uno standard per trattori e macchine per l'agricoltura e la silvicoltura (ISO 1981). Lo standard descrive un metodo di prova statica per ROPS e stabilisce le condizioni di accettazione. Lo standard è stato approvato dagli organismi membri in 22 paesi; tuttavia, il Canada e gli Stati Uniti hanno espresso disapprovazione del documento per motivi tecnici. Una pratica standard e raccomandata emessa nel 1974 dalla Society of Automotive Engineers (SAE) in Nord America contiene i requisiti prestazionali per ROPS su trattori agricoli gommati e trattori industriali utilizzati nella costruzione, raschiatori gommati, caricatori frontali, bulldozer, caricatori cingolati e motolivellatrici (SAE 1974 e 1975). I contenuti della norma sono stati adottati come normativa negli Stati Uniti e nelle province canadesi di Alberta e British Columbia.
Regole e Conformità
I codici e gli standard internazionali dell'OCSE riguardano la progettazione e la costruzione dei ROPS nonché il controllo della loro robustezza, ma mancano dell'autorità per richiedere che questo tipo di protezione sia messo in pratica (OECD 1987; ISO 1981). Anche la Comunità Economica Europea ha proposto di dotare di protezioni i trattori e le macchine movimento terra (CEE 1974-1987). L'obiettivo delle direttive CEE è quello di raggiungere l'uniformità tra gli enti nazionali in materia di sicurezza delle nuove macchine in fase di fabbricazione. I paesi membri sono obbligati a seguire le direttive ea emanare le relative prescrizioni. A partire dal 1996, i paesi membri della CEE intendono emanare regolamenti che richiedono che i nuovi trattori e macchine movimento terra siano dotati di ROPS.
Nel 1959, la Svezia divenne il primo paese a richiedere ROPS per i nuovi trattori (Springfeldt 1993). Requisiti corrispondenti sono entrati in vigore in Danimarca e Finlandia dieci anni dopo. Successivamente, negli anni '1970 e '1980, i requisiti obbligatori per ROPS sui nuovi trattori sono entrati in vigore in Gran Bretagna, Germania Ovest, Nuova Zelanda, Stati Uniti, Spagna, Norvegia, Svizzera e altri paesi. In tutti questi paesi, ad eccezione degli Stati Uniti, le regole furono estese ai vecchi trattori alcuni anni dopo, ma queste regole non erano sempre obbligatorie. In Svezia tutti i trattori devono essere dotati di cabina di protezione, regola che in Gran Bretagna vale solo per tutti i trattori utilizzati dai lavoratori agricoli (Springfeldt 1993). In Danimarca, Norvegia e Finlandia tutti i trattori devono essere provvisti almeno di telaio, mentre negli Stati Uniti e negli stati australiani sono accettati gli archi. Negli Stati Uniti i trattori devono avere le cinture di sicurezza.
Negli Stati Uniti, le macchine per la movimentazione dei materiali prodotte prima del 1972 e utilizzate nei lavori di costruzione devono essere dotate di ROPS che soddisfino gli standard prestazionali minimi (US Bureau of National Affairs 1975). Le macchine coperte dal requisito includono alcune ruspe, caricatori frontali, apripista, trattori cingolati, caricatori e motolivellatrici. È stato eseguito il retrofitting del ROPS su macchine prodotte circa tre anni prima.
SDIFFICILE CONDIZIONE
Nei paesi con requisiti obbligatori per il ROPS per i nuovi trattori e l'adeguamento del ROPS sui vecchi trattori, si è verificata una diminuzione delle lesioni da ribaltamento, in particolare quelle mortali. È evidente che una cabina indeformabile è il tipo di ROPS più efficace. Un arco offre una scarsa protezione in caso di ribaltamento. Molti paesi hanno prescritto un ROPS efficace almeno sui nuovi trattori e dal 1996 sulle macchine movimento terra. Nonostante ciò, alcune autorità sembrano accettare tipi di ROPS che non soddisfano i requisiti promulgati dall'OCSE e dall'ISO. Si prevede che un'armonizzazione più generale delle norme che disciplinano i ROPS sarà realizzata gradualmente in tutto il mondo, compresi i paesi in via di sviluppo.
Cade dalle altezze
Le cadute dall'alto sono gravi incidenti che si verificano in molte industrie e professioni. Le cadute dall'alto provocano lesioni prodotte dal contatto tra la persona che cade e la fonte della lesione, nelle seguenti circostanze:
- Il movimento della persona e la forza dell'impatto sono generati dalla gravità.
- Il punto di contatto con la fonte della lesione è inferiore alla superficie che sostiene la persona all'inizio della caduta.
Da questa definizione si può dedurre che le cadute sono inevitabili perché la gravità è sempre presente. Le cadute sono infortuni, in qualche modo prevedibili, che si verificano in tutti i settori e occupazioni industriali e di elevata gravità. Le strategie per ridurre il numero di cadute, o almeno ridurre la gravità delle lesioni in caso di cadute, sono discusse in questo articolo.
L'altezza della caduta
La gravità delle lesioni causate da cadute è intrinsecamente correlata all'altezza di caduta. Ma questo è vero solo in parte: l'energia di caduta libera è il prodotto della massa in caduta per l'altezza della caduta, e la gravità delle lesioni è direttamente proporzionale all'energia trasferita durante l'impatto. Le statistiche sugli incidenti da caduta confermano questa forte relazione, ma mostrano anche che le cadute da un'altezza inferiore a 3 m possono essere fatali. Uno studio dettagliato delle cadute mortali nell'edilizia mostra che il 10% degli incidenti mortali causati da cadute si è verificato da un'altezza inferiore a 3 m (vedi figura 1). Devono essere discusse due questioni: il limite legale di 3 m e dove e come è stata arrestata una data caduta.
Figura 1. Vittime causate da cadute e altezza della caduta nel settore edile statunitense, 1985-1993
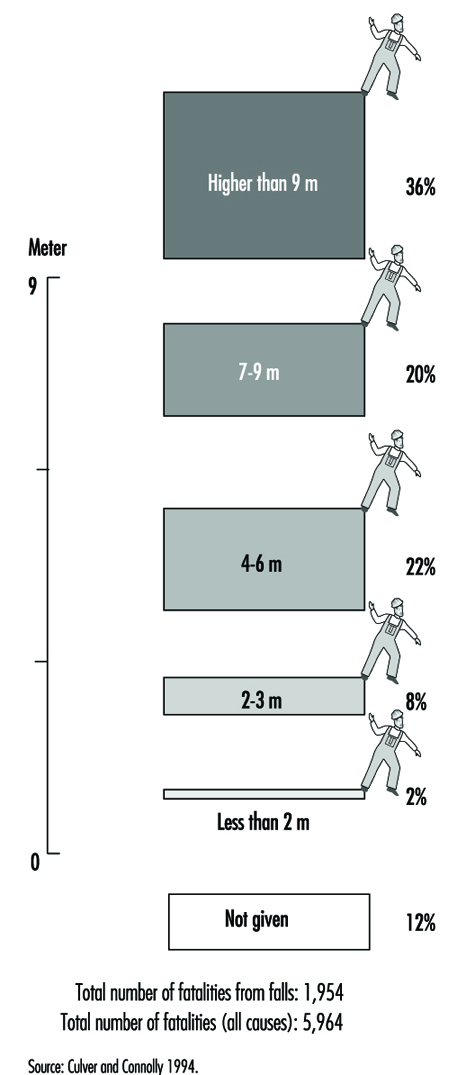
In molti paesi, le normative rendono obbligatoria la protezione anticaduta quando il lavoratore è esposto a una caduta superiore a 3 m. L'interpretazione semplicistica è che le cadute inferiori a 3 m non sono pericolose. Il limite dei 3 m è infatti il risultato di un consenso sociale, politico e pratico che dice che non è obbligatorio essere protetti contro le cadute mentre si lavora all'altezza di un solo piano. Anche se esiste il limite legale di 3 m per la protezione anticaduta obbligatoria, la protezione anticaduta dovrebbe sempre essere presa in considerazione. L'altezza di caduta non è l'unico fattore che spiega la gravità degli incidenti da caduta e dei decessi dovuti alle cadute; si deve anche considerare dove e come la persona che cadeva si è fermata. Ciò porta all'analisi dei settori industriali con maggiore incidenza di cadute dall'alto.
Dove si verificano le cadute
Le cadute dall'alto sono spesso associate al settore delle costruzioni perché rappresentano un'alta percentuale di tutti gli incidenti mortali. Ad esempio, negli Stati Uniti, il 33% di tutti gli incidenti mortali nel settore delle costruzioni sono causati da cadute dall'alto; nel Regno Unito, la cifra è del 52%. Le cadute dall'alto si verificano anche in altri settori industriali. L'estrazione mineraria e la produzione di mezzi di trasporto hanno un alto tasso di cadute dall'alto. In Quebec, dove molte miniere sono miniere sotterranee ripide, a vena stretta, il 20% di tutti gli incidenti sono cadute dall'alto. La fabbricazione, l'uso e la manutenzione di mezzi di trasporto come aerei, camion e vagoni ferroviari sono attività con un alto tasso di incidenti da caduta (tabella 1). Il rapporto varierà da paese a paese a seconda del livello di industrializzazione, del clima e così via; ma le cadute dall'alto si verificano in tutti i settori con conseguenze simili.
Tabella 1. Cadute dall'alto: Quebec 1982-1987
Cadute dall'alto Cadute dall'alto in tutti gli incidenti
per 1,000 lavoratori
Costruzioni 14.9 10.1%
Industria pesante 7.1 3.6%
Dopo aver preso in considerazione l'altezza della caduta, la prossima questione importante è come la caduta viene arrestata. La caduta in liquidi caldi, rotaie elettrificate o in un frantoio potrebbe essere fatale anche se l'altezza di caduta è inferiore a 3 m.
Cause di cadute
Finora è stato dimostrato che le cadute si verificano in tutti i settori economici, anche se l'altezza è inferiore a 3 m. Ma perché do gli umani cadono? Ci sono molti fattori umani che possono essere coinvolti nella caduta. Un ampio raggruppamento di fattori è sia concettualmente semplice che utile nella pratica:
Opportunità a cadere sono determinati da fattori ambientali e provocano il tipo più comune di caduta, vale a dire l'inciampo o lo scivolamento che provocano cadute dal livello di pendenza. Altre opportunità in calo sono legate ad attività al di sopra del grado.
passivo cadere sono una o più delle tante malattie acute e croniche. Le malattie specifiche associate alla caduta di solito colpiscono il sistema nervoso, il sistema circolatorio, il sistema muscolo-scheletrico o una combinazione di questi sistemi.
Tendencies cadere derivano dai cambiamenti deteriorativi universali e intrinseci che caratterizzano il normale invecchiamento o la senescenza. Nella caduta, la capacità di mantenere una postura eretta o stabilità posturale è la funzione che fallisce a causa di tendenze, responsabilità e opportunità combinate.
Stabilità posturale
Le cadute sono causate dal fallimento della stabilità posturale per mantenere una persona in posizione eretta. La stabilità posturale è un sistema costituito da molti rapidi adattamenti alle forze perturbatrici esterne, in particolare la gravità. Questi aggiustamenti sono in gran parte azioni riflesse, servite da un gran numero di archi riflessi, ciascuno con il suo input sensoriale, connessioni integrative interne e output motorio. Gli input sensoriali sono: la visione, i meccanismi dell'orecchio interno che rilevano la posizione nello spazio, l'apparato somatosensoriale che rileva gli stimoli di pressione sulla pelle e la posizione delle articolazioni portanti. Sembra che la percezione visiva giochi un ruolo particolarmente importante. Si sa molto poco delle normali strutture e funzioni integrative del midollo spinale o del cervello. La componente motoria dell'arco riflesso è la reazione muscolare.
Visione
L'input sensoriale più importante è la visione. Due funzioni visive sono legate alla stabilità posturale e al controllo dell'andatura:
- la percezione di ciò che è verticale e di ciò che è orizzontale è fondamentale per l'orientamento spaziale
- la capacità di rilevare e discriminare oggetti in ambienti disordinati.
Altre due funzioni visive sono importanti:
- la capacità di stabilizzare la direzione in cui sono puntati gli occhi così da stabilizzare il mondo circostante mentre ci muoviamo e immobilizzare un punto di riferimento visivo
- la capacità di fissare e inseguire oggetti definiti all'interno del vasto campo ("tieni d'occhio"); questa funzione richiede una notevole attenzione e si traduce in un deterioramento nell'esecuzione di qualsiasi altro compito simultaneo che richieda attenzione.
Cause di instabilità posturale
I tre input sensoriali sono interattivi e correlati. L'assenza di un input e/o l'esistenza di input falsi provoca instabilità posturale e persino cadute. Cosa potrebbe causare instabilità?
Visione
- l'assenza di riferimenti verticali e orizzontali, ad esempio il connettore in cima a un edificio
- l'assenza di riferimenti visivi stabili, ad esempio l'acqua in movimento sotto un ponte e le nuvole in movimento non sono riferimenti stabili
- il fissaggio di un oggetto definito per motivi di lavoro, che diminuisce altre funzioni visive, come la capacità di rilevare e discriminare oggetti che possono causare inciampi in un ambiente disordinato
- un oggetto in movimento su uno sfondo o un riferimento in movimento, ad esempio un componente strutturale in acciaio spostato da una gru, con nuvole in movimento come sfondo e riferimento visivo.
Orecchio interno
- avere la testa della persona capovolta mentre il sistema di equilibrio di livello è alla sua prestazione ottimale orizzontalmente
- viaggiare in aereo pressurizzato
- movimento molto veloce, come, ad esempio, sulle montagne russe
- malattie.
Apparato somatosensoriale (stimoli di pressione sulla pelle e posizione delle articolazioni portanti)
- in piedi su un piede
- arti intorpiditi dal rimanere in una posizione fissa per un lungo periodo di tempo, ad esempio inginocchiandosi
- stivali rigidi
- membra molto fredde.
Uscita del motore
- arti intorpiditi
- muscoli stanchi
- malattie, infortuni
- invecchiamento, disabilità permanenti o temporanee
- indumenti ingombranti.
La stabilità posturale e il controllo dell'andatura sono riflessi molto complessi dell'essere umano. Eventuali perturbazioni degli ingressi possono causare cadute. Tutte le perturbazioni descritte in questa sezione sono comuni sul posto di lavoro. Pertanto, cadere è in qualche modo naturale e la prevenzione deve quindi prevalere.
Strategia per la protezione anticaduta
Come notato in precedenza, i rischi di cadute sono identificabili. Pertanto, le cadute sono prevenibili. La figura 2 mostra una situazione molto comune in cui è necessario leggere un manometro. La prima illustrazione mostra una situazione tradizionale: un manometro è installato in cima a un serbatoio senza accesso. Nella seconda l'operaio improvvisa un accesso arrampicandosi su più scatole: una situazione pericolosa. Nella terza l'operaio usa una scala; questo è un miglioramento. Tuttavia, la scala non è fissata in modo permanente al serbatoio; è quindi probabile che la scala possa essere utilizzata altrove nell'impianto quando è richiesta una lettura. Una situazione come questa è possibile, con dispositivi anticaduta aggiunti alla scala o al serbatoio e con il lavoratore che indossa un'imbracatura completa e utilizza un cordino fissato a un ancoraggio. Il pericolo di caduta dall'alto esiste ancora.
Figura 2. Impianti per la lettura di un manometro
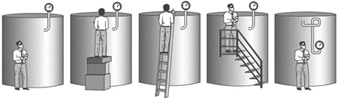
Nella quarta illustrazione, viene fornito un mezzo di accesso migliorato utilizzando una scala, una piattaforma e parapetti; i benefici sono una riduzione del rischio di caduta e un aumento della facilità di lettura (comfort), riducendo così la durata di ogni lettura e fornendo una postura di lavoro stabile che consente una lettura più precisa.
La soluzione corretta è illustrata nell'ultima figura. In fase di progettazione degli impianti sono state riconosciute le attività di manutenzione e di esercizio. L'indicatore è stato installato in modo da poter essere letto a livello del suolo. Non sono possibili cadute dall'alto: quindi il pericolo è eliminato.
Questa strategia pone l'accento sulla prevenzione delle cadute utilizzando i mezzi di accesso adeguati (ad esempio impalcature, scale a pioli, scale) (Bouchard 1991). Se la caduta non può essere prevenuta, devono essere utilizzati sistemi di arresto caduta (figura 3). Per essere efficaci, i sistemi di arresto caduta devono essere pianificati. Il punto di ancoraggio è un fattore chiave e deve essere pre-progettato. I sistemi anticaduta devono essere efficienti, affidabili e confortevoli; due esempi sono forniti in Arteau, Lan e Corbeil (da pubblicare) e Lan, Arteau e Corbeil (da pubblicare). Esempi di tipici sistemi di prevenzione e arresto caduta sono riportati nella tabella 2. I sistemi e i componenti di arresto caduta sono dettagliati in Sulowski 1991.
Figura 3. Strategia di prevenzione delle cadute
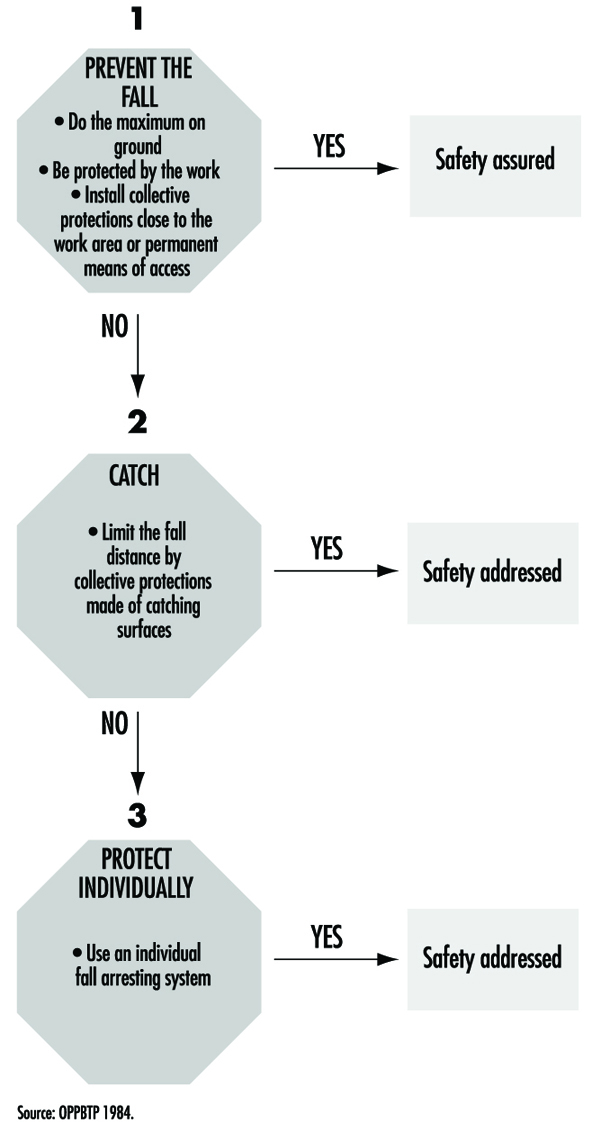
Tabella 2. Tipici sistemi di prevenzione e arresto caduta
|
Sistemi anticaduta |
Sistemi di arresto caduta |
|
|
Protezione collettiva |
Parapetti Ringhiere |
Rete di sicurezza |
|
Protezione individuale |
Sistema di limitazione dei viaggi (TRS) |
Imbracatura, cordino, ancoraggio assorbitore di energia, ecc. |
L'enfasi sulla prevenzione non è una scelta ideologica, ma piuttosto una scelta pratica. La tabella 3 mostra le differenze tra la prevenzione delle cadute e l'arresto della caduta, la tradizionale soluzione DPI.
Tabella 3. Differenze tra prevenzione delle cadute e arresto delle cadute
|
Frodi |
Arresto |
|
|
Evento di caduta |
Non |
Sì |
|
Attrezzatura tipica |
guardrails |
Imbracatura, cordino, assorbitore di energia e ancoraggio (sistema anticaduta) |
|
Carico di progetto (forza) |
Da 1 a 1.5 kN applicati orizzontalmente e 0.45 kN applicati verticalmente, entrambi in qualsiasi punto del binario superiore |
Resistenza minima alla rottura del punto di ancoraggio da 18 a 22 kN |
|
Caricamento in corso |
statica |
Dinamico |
Per il datore di lavoro e il progettista, è più facile costruire sistemi anticaduta perché i loro requisiti minimi di resistenza alla rottura sono da 10 a 20 volte inferiori a quelli dei sistemi anticaduta. Ad esempio, il requisito minimo di resistenza alla rottura di un parapetto è di circa 1 kN, il peso di un uomo di grandi dimensioni, e il requisito minimo di resistenza alla rottura del punto di ancoraggio di un singolo sistema anticaduta potrebbe essere di 20 kN, il peso di due piccoli automobili o 1 metro cubo di cemento. Con la prevenzione, la caduta non si verifica, quindi il rischio di lesioni non esiste. Con l'arresto della caduta, la caduta si verifica e, anche se arrestata, esiste un rischio residuo di lesioni.
Spazi confinati
Gli spazi confinati sono onnipresenti in tutta l'industria come luoghi ricorrenti di incidenti sia mortali che non mortali. Il termine spazio confinato tradizionalmente è stato utilizzato per etichettare strutture particolari, come cisterne, recipienti, pozzi, fognature, tramogge e così via. Tuttavia, una definizione basata sulla descrizione in questo modo è eccessivamente restrittiva e sfida la pronta estrapolazione alle strutture in cui si sono verificati incidenti. Potenzialmente qualsiasi struttura in cui le persone lavorano potrebbe essere o potrebbe diventare uno spazio confinato. Gli spazi ristretti possono essere molto grandi o molto piccoli. Ciò che il termine descrive effettivamente è un ambiente in cui può verificarsi un'ampia gamma di condizioni pericolose. Queste condizioni includono il confinamento personale, nonché rischi strutturali, di processo, meccanici, sfusi o liquidi, atmosferici, fisici, chimici, biologici, per la sicurezza ed ergonomici. Molte delle condizioni prodotte da questi pericoli non sono esclusive degli spazi confinati, ma sono esacerbate dal coinvolgimento delle superfici di confine dello spazio confinato.
Gli spazi confinati sono molto più pericolosi dei normali spazi di lavoro. Alterazioni apparentemente minori delle condizioni possono cambiare immediatamente lo stato di questi spazi di lavoro da innocui a pericolosi per la vita. Queste condizioni possono essere transitorie e sottili, e quindi sono difficili da riconoscere e da affrontare. I lavori che coinvolgono spazi confinati generalmente si verificano durante la costruzione, l'ispezione, la manutenzione, la modifica e la riabilitazione. Questo lavoro è non di routine, di breve durata, non ripetitivo e imprevedibile (spesso si verifica durante le ore fuori turno o quando l'unità è fuori servizio).
Incidenti in spazi confinati
Gli incidenti che coinvolgono spazi confinati differiscono dagli incidenti che si verificano nei normali spazi di lavoro. Un errore apparentemente minore o una svista nella preparazione dello spazio, nella selezione o nella manutenzione delle attrezzature o dell'attività lavorativa può far precipitare un incidente. Questo perché la tolleranza per l'errore in queste situazioni è inferiore rispetto alla normale attività lavorativa.
Le occupazioni delle vittime di incidenti in spazi confinati abbracciano lo spettro occupazionale. Mentre la maggior parte sono lavoratori, come ci si potrebbe aspettare, le vittime includono anche ingegneri e tecnici, supervisori e dirigenti e personale di pronto intervento. Anche il personale addetto alla sicurezza e all'igiene industriale è stato coinvolto in incidenti in spazi confinati. Gli unici dati sugli incidenti in spazi confinati sono disponibili negli Stati Uniti e riguardano solo gli incidenti mortali (NIOSH 1994). In tutto il mondo, questi incidenti mietono circa 200 vittime all'anno nell'industria, nell'agricoltura e nella casa (Reese e Mills 1986). Questa è nella migliore delle ipotesi un'ipotesi basata su dati incompleti, ma sembra essere applicabile oggi. Circa due terzi degli incidenti sono dovuti a condizioni atmosferiche pericolose nello spazio confinato. In circa il 70% di questi la condizione di pericolo esisteva prima dell'ingresso e dell'inizio dei lavori. A volte questi incidenti causano più vittime, alcune delle quali sono il risultato dell'incidente originale e di un successivo tentativo di soccorso. Le condizioni altamente stressanti in cui si verifica il tentativo di salvataggio spesso espongono gli aspiranti soccorritori a un rischio notevolmente maggiore rispetto alla vittima iniziale.
Le cause e gli esiti degli infortuni che coinvolgono lavori esterni a strutture che confinano atmosfere pericolose sono simili a quelli che si verificano all'interno di spazi confinati. Esplosioni o incendi che coinvolgono un'atmosfera confinata hanno causato circa la metà degli incidenti mortali di saldatura e taglio negli Stati Uniti. Circa il 16% di questi incidenti ha coinvolto fusti o contenitori “vuoti” da 205 l (45 gal UK, 55 gal US) (OSHA 1988).
Identificazione degli spazi confinati
Una revisione degli incidenti mortali in spazi confinati indica che le migliori difese contro incontri non necessari sono una forza lavoro informata e formata e un programma per il riconoscimento e la gestione dei pericoli. È essenziale anche lo sviluppo di competenze per consentire a supervisori e lavoratori di riconoscere condizioni potenzialmente pericolose. Un contributo a questo programma è un inventario accurato e aggiornato degli spazi confinati. Ciò include il tipo di spazio, l'ubicazione, le caratteristiche, i contenuti, le condizioni pericolose e così via. Gli spazi confinati in molte circostanze sfidano l'inventario perché il loro numero e tipo cambiano costantemente. D'altra parte, gli spazi ristretti nelle operazioni di processo sono facilmente identificabili, ma rimangono chiusi e inaccessibili quasi sempre. In determinate condizioni, uno spazio può essere considerato uno spazio confinato un giorno e non sarebbe considerato uno spazio confinato il giorno successivo.
Un vantaggio derivante dall'identificazione di spazi confinati è l'opportunità di etichettarli. Un'etichetta può consentire ai lavoratori di mettere in relazione il termine spazio confinato alle attrezzature e alle strutture sul posto di lavoro. Lo svantaggio del processo di etichettatura include: (1) l'etichetta potrebbe scomparire in un paesaggio pieno di altre etichette di avvertenza; (2) le organizzazioni che hanno molti spazi confinati potrebbero incontrare grandi difficoltà nell'etichettarli; (3) l'etichettatura produrrebbe scarsi vantaggi in circostanze in cui la popolazione di spazi confinati è dinamica; e (4) l'affidamento alle etichette per l'identificazione provoca dipendenza. Gli spazi ristretti potrebbero essere trascurati.
Valutazione dei rischi
L'aspetto più complesso e difficile nel processo di spazio confinato è la valutazione dei rischi. La valutazione dei pericoli identifica le condizioni pericolose e potenzialmente pericolose e valuta il livello e l'accettabilità del rischio. La difficoltà con la valutazione del pericolo si verifica perché molte delle condizioni pericolose possono produrre lesioni acute o traumatiche, sono difficili da riconoscere e valutare e spesso cambiano con il mutare delle condizioni. L'eliminazione o la mitigazione del pericolo durante la preparazione dello spazio per l'ingresso, quindi, è essenziale per ridurre al minimo il rischio durante il lavoro.
La valutazione dei pericoli può fornire una stima qualitativa del livello di preoccupazione associato a una particolare situazione in un determinato momento (tabella 1). L'ampiezza della preoccupazione all'interno di ciascuna categoria varia da un minimo a un massimo. Il confronto tra le categorie non è appropriato, poiché il livello massimo di preoccupazione può differire notevolmente.
Tabella 1. Modulo di esempio per la valutazione delle condizioni pericolose
|
Condizione pericolosa |
Conseguenza reale o potenziale |
||
|
Basso |
Moderare |
Alta |
|
|
Lavoro a caldo |
|||
|
Pericoli atmosferici |
|||
|
carenza di ossigeno |
|||
|
arricchimento di ossigeno |
|||
|
chimico |
|||
|
biologico |
|||
|
incendio/esplosione |
|||
|
Ingestione/contatto con la pelle |
|||
|
Agenti fisici |
|||
|
rumore/vibrazione |
|||
|
stress da caldo/freddo |
|||
|
radiazioni non ionizzanti |
|||
|
laser |
|||
|
Confinamento personale |
|||
|
Rischio meccanico |
|||
|
Rischio di processo |
|||
|
Pericoli per la sicurezza |
|||
|
strutturale |
|||
|
inghiottimento/immersione |
|||
|
aggrovigliamento |
|||
|
elettrico |
|||
|
cadere |
|||
|
scivolare/viaggio |
|||
|
livello di visibilità/luce |
|||
|
esplosivo/implosivo |
|||
|
superfici calde/fredde |
|||
NA = non applicabile. Il significato di alcuni termini come sostanza tossica, carenza di ossigeno, arricchimento di ossigeno, rischio meccanico, e così via, richiedono ulteriori specificazioni secondo gli standard che esistono in una particolare giurisdizione.
Ciascuna voce della tabella 1 può essere ampliata per fornire dettagli sulle condizioni pericolose in caso di preoccupazione. È inoltre possibile fornire dettagli per eliminare le categorie da ulteriori considerazioni in cui la preoccupazione è inesistente.
Fondamentale per il successo del riconoscimento e della valutazione dei pericoli è il Persona qualificata. La Persona Qualificata è ritenuta capace, per esperienza, istruzione e/o formazione specialistica, di prevedere, riconoscere e valutare esposizioni a sostanze pericolose o altre condizioni non sicure e specificare misure di controllo e/o azioni protettive. In altre parole, ci si aspetta che la persona qualificata sappia cosa è richiesto nel contesto di una particolare situazione che comporta il lavoro all'interno di uno spazio ristretto.
Occorre eseguire una valutazione dei pericoli per ciascuno dei seguenti segmenti del ciclo operativo dello spazio confinato (a seconda dei casi): lo spazio indisturbato, la preparazione prima dell'ingresso, le attività lavorative di ispezione prima del lavoro (McManus, manoscritto) e la risposta alle emergenze. Durante ciascuno di questi segmenti si sono verificati incidenti mortali. Lo spazio indisturbato si riferisce allo status quo stabilito tra la chiusura dopo un ingresso e l'inizio della preparazione per il successivo. I preparativi prima dell'ingresso sono azioni intraprese per rendere lo spazio sicuro per l'ingresso e il lavoro. L'ispezione pre-lavoro è l'accesso iniziale e l'esame dello spazio per garantire che sia sicuro per l'inizio dei lavori. (Questa pratica è richiesta in alcune giurisdizioni.) Le attività lavorative sono i singoli compiti che devono essere eseguiti dai partecipanti. La risposta all'emergenza è l'attività nel caso in cui sia necessario il salvataggio dei lavoratori o si verifichi un'altra emergenza. I pericoli che permangono all'inizio dell'attività lavorativa o sono generati da essa determinano la natura dei possibili incidenti per i quali sono richieste preparazione e risposta alle emergenze.
L'esecuzione della valutazione dei pericoli per ogni segmento è essenziale perché l'attenzione cambia continuamente. Ad esempio, il livello di preoccupazione per una condizione specifica potrebbe scomparire dopo la preparazione pre-ingresso; tuttavia, la condizione potrebbe ripresentarsi o svilupparne una nuova a seguito di un'attività che si svolge all'interno o all'esterno dello spazio confinato. Per questo motivo, sarebbe inappropriato valutare un livello di preoccupazione per una condizione pericolosa per tutto il tempo basandosi solo su una valutazione delle condizioni di pre-apertura o addirittura di apertura.
Metodi di monitoraggio strumentali e non sono utilizzati per determinare lo stato di alcuni degli agenti fisici, chimici e biologici presenti all'interno e attorno allo spazio confinato. Il monitoraggio potrebbe essere richiesto prima dell'ingresso, durante l'ingresso o durante l'attività lavorativa. Lockout/tagout e altre tecniche procedurali vengono utilizzate per disattivare le fonti di energia. L'isolamento mediante spazi vuoti, tappi e cappucci e doppio blocco e sfiato o altre configurazioni di valvole impedisce l'ingresso di sostanze attraverso le tubazioni. La ventilazione, mediante ventilatori ed eiettori, è spesso necessaria per fornire un ambiente sicuro per lavorare sia con che senza protezione respiratoria approvata. La valutazione e il controllo di altre condizioni si basa sul giudizio della Persona qualificata.
L'ultima parte del processo è quella critica. La persona qualificata deve decidere se i rischi associati all'ingresso e al lavoro sono accettabili. La sicurezza può essere garantita al meglio attraverso il controllo. Se le condizioni pericolose e potenzialmente pericolose possono essere controllate, la decisione non è difficile da prendere. Minore è il livello di controllo percepito, maggiore è la necessità di contingenze. L'unica altra alternativa è vietare l'ingresso.
Controllo degli accessi
Le modalità tradizionali per la gestione dell'attività in spazi confinati in sito sono il permesso di ingresso e la Persona Qualificata in sito. Entrambi i sistemi richiedono chiare linee di autorità, responsabilità e responsabilità tra la persona qualificata e i partecipanti, il personale in attesa, i soccorritori e la gestione in loco.
La funzione di un documento di entrata è quella di informare e documentare. La tabella 2 (sotto) fornisce una base formale per eseguire la valutazione dei pericoli e documentare i risultati. Se modificato per includere solo le informazioni relative a una particolare circostanza, questo diventa la base per il permesso di ingresso o il certificato di ingresso. Il permesso di ingresso è quanto mai efficace come riepilogo che documenta le azioni compiute e indica, per eccezione, la necessità di ulteriori misure cautelari. Il permesso di ingresso dovrebbe essere rilasciato da una persona qualificata che ha anche l'autorità di annullare il permesso qualora le condizioni dovessero cambiare. L'emittente del permesso dovrebbe essere indipendente dalla gerarchia di supervisione al fine di evitare potenziali pressioni per accelerare l'esecuzione del lavoro. Il permesso specifica le procedure da seguire, nonché le condizioni alle quali l'ingresso e il lavoro possono procedere, e registra i risultati dei test e altre informazioni. Il permesso firmato è affisso all'ingresso o al portale dello spazio o come specificato dall'azienda o dall'autorità di regolamentazione. Rimane affisso fino a quando non viene annullato, sostituito da un nuovo permesso o il lavoro è completato. Il permesso di ingresso diventa un registro al completamento dei lavori e deve essere conservato per la tenuta dei registri secondo i requisiti dell'autorità di regolamentazione.
Il sistema dei permessi funziona meglio dove le condizioni pericolose sono note per esperienza precedente e le misure di controllo sono state sperimentate e dimostrate efficaci. Il sistema dei permessi consente di ripartire in modo efficiente le risorse degli esperti. I limiti dell'autorizzazione sorgono laddove sono presenti pericoli precedentemente non riconosciuti. Se la persona qualificata non è prontamente disponibile, questa può rimanere non indirizzata.
Il certificato d'ingresso fornisce un meccanismo alternativo per il controllo d'ingresso. Ciò richiede una persona qualificata in loco che fornisca esperienza pratica nel riconoscimento, valutazione e valutazione e controllo dei pericoli. Un ulteriore vantaggio è la capacità di rispondere alle preoccupazioni con breve preavviso e di affrontare pericoli imprevisti. Alcune giurisdizioni richiedono che la persona qualificata esegua un'ispezione visiva personale dello spazio prima dell'inizio dei lavori. Dopo la valutazione dello spazio e l'attuazione delle misure di controllo, la Persona qualificata rilascia un certificato che descrive lo stato dello spazio e le condizioni in cui il lavoro può procedere (NFPA 1993). Questo approccio è ideale per le operazioni che hanno numerosi spazi ristretti o dove le condizioni o la configurazione degli spazi possono subire rapidi cambiamenti.
Tabella 2. Un permesso di ingresso campione
AZIENDA ABC
SPAZIO CONFINATO—PERMESSO DI INGRESSO
1. INFORMAZIONI DESCRITTIVE
Dipartimento:
Sede:
Edificio/Negozio:
Attrezzatura/Spazio:
Parte:
Data: Assessore:
Durata: Qualifica:
2. SPAZI ADIACENTI
Spazio:
Descrizione:
Contenuto:
Processo:
3. CONDIZIONI PRELAVORO
Pericoli atmosferici
Carenza di ossigeno ![]() Sì
Sì ![]() Non
Non ![]() Controllata
Controllata
Concentrazione: (Minimo accettabile: %)
Arricchimento di ossigeno ![]() Sì
Sì ![]() Non
Non ![]() Controllata
Controllata
Concentrazione: (massimo accettabile: %)
Chemical ![]() Sì
Sì ![]() Non
Non ![]() Controllata
Controllata
Sostanza Concentrazione (Standard accettabile: )
Biologico ![]() Sì
Sì ![]() Non
Non ![]() Controllata
Controllata
Sostanza Concentrazione (Standard accettabile: )
Incendio/Esplosione ![]() Sì
Sì ![]() Non
Non ![]() Controllata
Controllata
Concentrazione della sostanza (massimo accettabile: % LFL)
Pericolo di ingestione/contatto con la pelle ![]() Sì
Sì ![]() Non
Non ![]() Controllata
Controllata
Agenti fisici
Rumore/Vibrazione ![]() Sì
Sì ![]() Non
Non ![]() Controllata
Controllata
Livello: (massimo accettabile: dBA)
Stress da caldo/freddo ![]() Sì
Sì ![]() Non
Non ![]() Controllata
Controllata
Temperatura: (Intervallo accettabile: )
Radiazioni non ionizzanti ![]() Sì
Sì ![]() Non
Non ![]() Controllata
Controllata
Tipo Livello (massimo accettabile: )
Laser ![]() Sì
Sì ![]() Non
Non ![]() Controllata
Controllata
Tipo Livello (massimo accettabile: )
Confinamento personale
(Fare riferimento all'azione correttiva.) ![]() Sì
Sì ![]() Non
Non ![]() Controllata
Controllata
Rischio meccanico
(Fare riferimento alla procedura.) ![]() Sì
Sì ![]() Non
Non ![]() Controllata
Controllata
Rischio di processo
(Fare riferimento alla procedura.) ![]() Sì
Sì ![]() Non
Non ![]() Controllata
Controllata
AZIENDA ABC
SPAZIO CONFINATO—PERMESSO DI INGRESSO
Pericoli per la sicurezza
Rischio strutturale
(Fare riferimento all'azione correttiva.) ![]() Sì
Sì ![]() Non
Non ![]() Controllata
Controllata
Inghiottimento/Immersione
(Fare riferimento all'azione correttiva.) ![]() Sì
Sì ![]() Non
Non ![]() Controllata
Controllata
aggrovigliamento
(Fare riferimento all'azione correttiva.) ![]() Sì
Sì ![]() Non
Non ![]() Controllata
Controllata
Electrical
(Fare riferimento alla procedura.) ![]() Sì
Sì ![]() Non
Non ![]() Controllata
Controllata
Autunno
(Fare riferimento all'azione correttiva.) ![]() Sì
Sì ![]() Non
Non ![]() Controllata
Controllata
Scivolare/viaggio
(Fare riferimento all'azione correttiva.) ![]() Sì
Sì ![]() Non
Non ![]() Controllata
Controllata
Livello di visibilità/luce ![]() Sì
Sì ![]() Non
Non ![]() Controllata
Controllata
Livello: (Intervallo accettabile: lux)
Esplosivo/Implosivo
(Fare riferimento all'azione correttiva.) ![]() Sì
Sì ![]() Non
Non ![]() Controllata
Controllata
Superfici calde/fredde
(Fare riferimento all'azione correttiva.) ![]() Sì
Sì ![]() Non
Non ![]() Controllata
Controllata
Per le voci nelle caselle evidenziate, Sì o Controllato, fornire ulteriori dettagli e fare riferimento alle misure di protezione. Per i pericoli per i quali è possibile eseguire i test, fare riferimento ai requisiti dei test. Fornire la data della calibrazione più recente. Il massimo, il minimo, l'intervallo o lo standard accettabili dipendono dalla giurisdizione.
4. Procedura di lavoro
Descrizione:
Lavoro caldo
(Fare riferimento alla misura di protezione.) ![]() Sì
Sì ![]() Non
Non ![]() Controllata
Controllata
Pericolo atmosferico
Carenza di ossigeno
(Fare riferimento ai requisiti per test aggiuntivi. Registrare i risultati.
Fare riferimento ai requisiti per le misure di protezione.)
Concentrazione: ![]() Sì
Sì ![]() Non
Non ![]() Controllata
Controllata
(Minimo accettabile: %)
Arricchimento di ossigeno
(Fare riferimento ai requisiti per test aggiuntivi. Registrare i risultati.
Fare riferimento ai requisiti per le misure di protezione.)
Concentrazione: ![]() Sì
Sì ![]() Non
Non ![]() Controllata
Controllata
(Massimo accettabile: %)
Chemical
(Fare riferimento ai requisiti per test aggiuntivi. Registrare i risultati. Fare riferimento ai requisiti
per misure di protezione.)
Concentrazione della sostanza ![]() Sì
Sì ![]() Non
Non ![]() Controllata
Controllata
(Norma accettabile: )
Biologico
(Fare riferimento ai requisiti per test aggiuntivi. Registrare i risultati. Fare riferimento ai requisiti
per misure di protezione.)
Concentrazione della sostanza ![]() Sì
Sì ![]() Non
Non ![]() Controllata
Controllata
(Norma accettabile: )
Incendio/Esplosione
(Fare riferimento ai requisiti per test aggiuntivi. Registrare i risultati. Fare riferimento ai requisiti
per misure di protezione.)
Concentrazione della sostanza ![]() Sì
Sì ![]() Non
Non ![]() Controllata
Controllata
(Norma accettabile: )
Pericolo di ingestione/contatto con la pelle ![]() Sì
Sì ![]() Non
Non ![]() Controllata
Controllata
(Fare riferimento ai requisiti per le misure di protezione.)
AZIENDA ABC
SPAZIO CONFINATO—PERMESSO DI INGRESSO
Agenti fisici
Rumore/Vibrazione
(Fare riferimento al requisito per le misure di protezione. Fare riferimento al requisito per
test aggiuntivi. Registrare i risultati.)
Livello: ![]() Sì
Sì ![]() Non
Non ![]() Controllata
Controllata
(Massimo accettabile: dBA)
Stress da caldo/freddo
(Fare riferimento al requisito per le misure di protezione. Fare riferimento al requisito per
test aggiuntivi. Registrare i risultati.)
Temperatura: ![]() Sì
Sì ![]() Non
Non ![]() Controllata
Controllata
(Intervallo accettabile: )
Radiazioni non ionizzanti
(Fare riferimento al requisito per le misure di protezione. Fare riferimento al requisito per
test aggiuntivi. Registrare i risultati.)
Tipo Livello ![]() Sì
Sì ![]() Non
Non ![]() Controllata
Controllata
(Massimo accettabile: )
Laser
(Fare riferimento ai requisiti per le misure di protezione.) ![]() Sì
Sì ![]() Non
Non ![]() Controllata
Controllata
Rischio meccanico
(Fare riferimento ai requisiti per le misure di protezione.) ![]() Sì
Sì ![]() Non
Non ![]() Controllata
Controllata
Rischio di processo
(Fare riferimento ai requisiti per le misure di protezione.) ![]() Sì
Sì ![]() Non
Non ![]() Controllata
Controllata
Pericoli per la sicurezza
Rischio strutturale
(Fare riferimento ai requisiti per le misure di protezione.) ![]() Sì
Sì ![]() Non
Non ![]() Controllata
Controllata
Inghiottimento/Immersione
(Fare riferimento ai requisiti per le misure di protezione.) ![]() Sì
Sì ![]() Non
Non ![]() Controllata
Controllata
aggrovigliamento
(Fare riferimento ai requisiti per le misure di protezione.) ![]() Sì
Sì ![]() Non
Non ![]() Controllata
Controllata
Electrical
(Fare riferimento ai requisiti per le misure di protezione.) ![]() Sì
Sì ![]() Non
Non ![]() Controllata
Controllata
Autunno
(Fare riferimento ai requisiti per le misure di protezione.) ![]() Sì
Sì ![]() Non
Non ![]() Controllata
Controllata
Scivolare/viaggio
(Fare riferimento ai requisiti per le misure di protezione.) ![]() Sì
Sì ![]() Non
Non ![]() Controllata
Controllata
Livello di visibilità/luce
(Fare riferimento ai requisiti per le misure di protezione.) ![]() Sì
Sì ![]() Non
Non ![]() Controllata
Controllata
Esplosivo/Implosivo
(Fare riferimento ai requisiti per le misure di protezione.) ![]() Sì
Sì ![]() Non
Non ![]() Controllata
Controllata
Superfici calde/fredde
(Fare riferimento ai requisiti per le misure di protezione.) ![]() Sì
Sì ![]() Non
Non ![]() Controllata
Controllata
Per le voci nelle caselle evidenziate, Sì o Possibile, fornire ulteriori dettagli e fare riferimento alla protezione
le misure. Per i pericoli per i quali è possibile eseguire i test, fare riferimento ai requisiti dei test. Fornire la data di
calibrazione più recente.
Misure protettive
Dispositivi di protezione individuale (specificare)
Apparecchiatura e procedura di comunicazione (specificare)
Sistemi di allarme (specificare)
Equipaggiamento di soccorso (specificare)
Ventilazione (specificare)
Illuminazione (specificare)
Altro (specificare)
(Continua nella pagina successiva)
AZIENDA ABC
SPAZIO CONFINATO—PERMESSO DI INGRESSO
Requisiti di prova
Specificare i requisiti e la frequenza dei test
Personale
Supervisore degli ingressi
Supervisore Originario
Partecipanti autorizzati
Personale di prova
assistenti
Principi di Prevenzione: Movimentazione di Materiali e Traffico Interno
La movimentazione dei materiali e il traffico interno sono fattori che contribuiscono alla maggior parte degli incidenti in molti settori. A seconda del tipo di industria, la quota di infortuni sul lavoro attribuiti alla movimentazione dei materiali varia dal 20 al 50%. Il controllo dei rischi legati alla movimentazione dei materiali è il principale problema di sicurezza nei lavori portuali, nell'industria edile, nei magazzini, nelle segherie, nella cantieristica navale e in altre industrie pesanti simili. In molte industrie di processo, come l'industria dei prodotti chimici, l'industria della cellulosa e della carta e le industrie dell'acciaio e della fonderia, molti incidenti tendono ancora a verificarsi durante la movimentazione dei prodotti finali sia manualmente che con carrelli elevatori e gru.
Questo elevato potenziale di incidenti nelle attività di movimentazione dei materiali è dovuto ad almeno tre caratteristiche fondamentali:
- Elevate quantità di energie potenziali e cinetiche, che hanno la propensione a causare lesioni e danni, si riscontrano nel trasporto e nella movimentazione.
- Il numero di persone richieste nei luoghi di lavoro di trasporto e movimentazione è ancora relativamente elevato e spesso sono esposte ai rischi associati a tali siti.
- Ogni volta che diverse operazioni dinamiche devono essere eseguite contemporaneamente e richiedono la cooperazione in ambienti diversi, c'è un bisogno particolarmente urgente di comunicazioni e informazioni chiare e tempestive. La conseguente elevata responsabilità di molti tipi di errori umani e omissioni può creare situazioni pericolose.
Incidenti relativi alla movimentazione di materiali
Ogni volta che persone o macchine spostano carichi, è presente un rischio di incidente. L'entità del rischio è determinata dalle caratteristiche tecnologiche e organizzative del sistema, dall'ambiente e dalle misure antinfortunistiche attuate. Ai fini della sicurezza, è utile rappresentare la movimentazione dei materiali come un sistema in cui i vari elementi sono interconnessi (figura 1). Quando vengono introdotte modifiche in qualsiasi elemento del sistema (attrezzature, merci, procedure, ambiente, persone, gestione e organizzazione), è probabile che cambi anche il rischio di infortuni.
Figura 1. Un sistema di movimentazione dei materiali
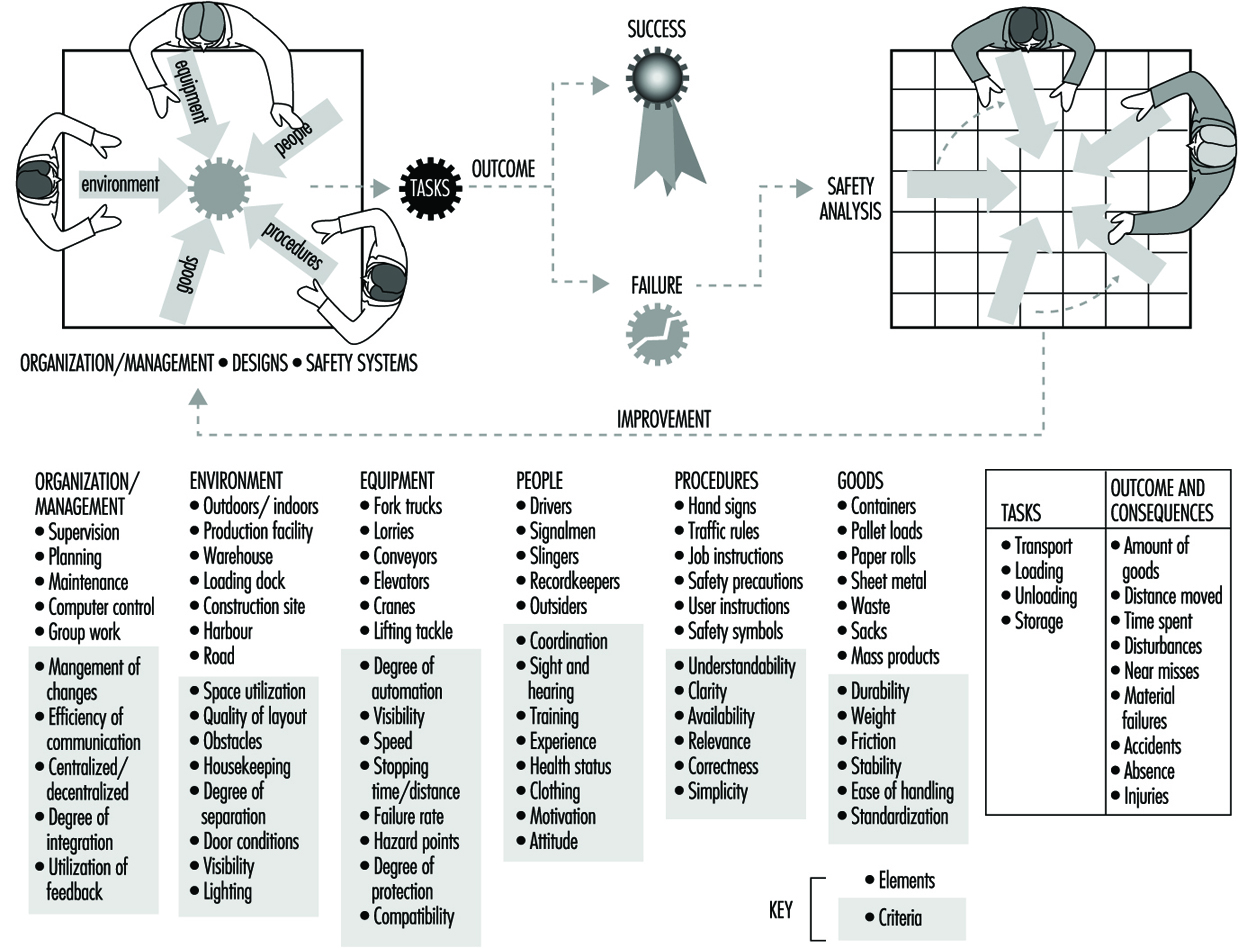
Le tipologie di movimentazione interna e di traffico più comuni coinvolte negli incidenti sono associate alla movimentazione manuale, al trasporto e allo spostamento a mano (carrelli, biciclette, ecc.), autocarri, carrelli elevatori, gru e montacarichi, nastri trasportatori e trasporto ferroviario.
Diversi tipi di incidenti si riscontrano comunemente nel trasporto e nella movimentazione dei materiali nei luoghi di lavoro. Il seguente elenco delinea i tipi più frequenti:
- sforzo fisico nella movimentazione manuale
- carichi che cadono sulle persone
- persone intrappolate tra gli oggetti
- collisioni tra apparecchiature
- persone che cadono
- colpi, colpi e tagli a persone da attrezzature o carichi.
Elementi di sistemi di movimentazione dei materiali
Per ogni elemento di un sistema di movimentazione dei materiali sono disponibili diverse opzioni di progettazione e il rischio di incidenti ne risente di conseguenza. Diversi criteri di sicurezza devono essere considerati per ciascun elemento. È importante che l'approccio sistemico venga utilizzato per tutta la durata del sistema, durante la progettazione del nuovo sistema, durante il normale funzionamento del sistema e nel follow-up di incidenti e disturbi passati al fine di introdurre miglioramenti nel sistema.
Principi generali di prevenzione
Alcuni principi pratici di prevenzione sono generalmente considerati applicabili alla sicurezza nella movimentazione dei materiali. Questi principi possono essere applicati ai sistemi di movimentazione dei materiali sia manuali che meccanici in senso generale e ogni volta che si considera una fabbrica, un magazzino o un cantiere. Molti principi diversi devono essere applicati allo stesso progetto per ottenere risultati di sicurezza ottimali. Di solito, nessuna singola misura può prevenire totalmente gli incidenti. Al contrario, non tutti questi principi generali sono necessari e alcuni di essi potrebbero non funzionare in una situazione specifica. I professionisti della sicurezza e gli specialisti della movimentazione dei materiali dovrebbero considerare gli elementi più rilevanti per guidare il loro lavoro in ogni caso specifico. La questione più importante è gestire i principi in modo ottimale per creare sistemi di movimentazione dei materiali sicuri e praticabili, piuttosto che basarsi su un singolo principio tecnico escludendo gli altri.
I seguenti 22 principi possono essere utilizzati ai fini della sicurezza nello sviluppo e nella valutazione dei sistemi di movimentazione dei materiali nella loro fase pianificata, presente o storica. Tutti i principi sono applicabili sia nelle attività di sicurezza proattive che successive. Nell'elenco che segue non è implicito un ordine di priorità rigoroso, ma è possibile effettuare una divisione approssimativa: i primi principi sono più validi nella progettazione iniziale di nuovi layout di impianti e processi di movimentazione dei materiali, mentre gli ultimi principi elencati sono più diretti alla funzionamento dei sistemi di movimentazione dei materiali esistenti.
Ventidue Principi di Prevenzione degli Incidenti da Movimentazione di Materiali
- Elimina tutte le operazioni di trasporto e movimentazione non necessarie. Poiché molti processi di trasporto e movimentazione sono intrinsecamente pericolosi, è utile valutare se sia possibile eliminare alcune operazioni di movimentazione dei materiali. Molti processi di produzione moderni possono essere organizzati in un flusso continuo senza fasi di movimentazione e trasporto separate. Molte operazioni di assemblaggio e costruzione possono essere pianificate e progettate per eliminare faticosi e complessi movimenti di carichi. Le opzioni per un trasporto più efficace e razionale possono essere individuate anche analizzando la logistica e il flusso dei materiali nei processi di produzione e trasporto.
- Allontanare gli esseri umani dallo spazio di trasporto e manipolazione. Quando i lavoratori non si trovano fisicamente sotto o in prossimità dei carichi da movimentare, le condizioni di sicurezza lo sono ipso facto migliorato a causa della ridotta esposizione ai pericoli. Le persone non possono lavorare nell'area di movimentazione dei rottami delle acciaierie perché i pezzi di rottame possono cadere dalle pinze magnetiche utilizzate per movimentare il rottame, presentando un pericolo continuo di caduta del carico. La movimentazione dei materiali in ambienti difficili può spesso essere automatizzata utilizzando robot e carrelli automatici, una disposizione che riduce i rischi di incidenti posti ai lavoratori dalla movimentazione dei carichi. Inoltre, vietando alle persone di passare inutilmente attraverso i piazzali di carico e scarico, l'esposizione a diversi tipi di rischi durante la movimentazione dei materiali viene sostanzialmente eliminata.
- Segregare il più possibile le operazioni di trasporto l'una dall'altra per ridurre al minimo gli incontri.Più frequentemente si incontrano veicoli, altre attrezzature e persone, maggiore è la probabilità di collisioni. La segregazione delle operazioni di trasporto è importante quando si pianifica un trasporto sicuro all'interno dello stabilimento. Ci sono molte segregazioni da considerare, come pedoni/veicoli; traffico intenso/traffico leggero; traffico interno/traffico da e per l'esterno; trasporto tra posti di lavoro/movimentazione di materiali all'interno di un posto di lavoro; trasporto/stoccaggio; linea di trasporto/produzione; ricezione/spedizione; trasporto di materiali pericolosi/trasporto normale. Quando la segregazione spaziale non è praticabile, possono essere assegnati orari specifici in cui rispettivamente i mezzi di trasporto ei pedoni possono entrare in un'area di lavoro (ad esempio, in un magazzino aperto al pubblico). Se non è possibile predisporre percorsi separati per i pedoni, i loro percorsi possono essere contrassegnati da segnaletica e segnaletica. Quando entrano in un edificio industriale, i dipendenti dovrebbero essere in grado di utilizzare porte pedonali separate. Se il traffico pedonale e il traffico di carrelli elevatori si mescolano nelle porte, tendono a mescolarsi anche oltre le porte, presentando così un pericolo. Durante le modifiche impiantistiche, è spesso necessario limitare il trasporto e il movimento umano attraverso le aree in riparazione o costruzione. Nel trasporto con carroponte, le collisioni possono essere evitate facendo in modo che i cingoli delle gru non si sovrappongano e installando finecorsa e barriere meccaniche.
- Fornire spazio sufficiente per la movimentazione dei materiali e le operazioni di trasporto. Uno spazio troppo ristretto per la movimentazione dei materiali è spesso causa di incidenti. Ad esempio, le mani dei lavoratori possono essere intrappolate tra un carico e un muro durante la movimentazione manuale, oppure una persona può essere bloccata tra un pilastro mobile di una gru di trasporto e una pila di materiali quando la distanza minima di sicurezza di 0.5 m non è disponibile. Lo spazio necessario per le operazioni di trasporto e movimentazione deve essere attentamente considerato nella progettazione dell'impianto e nella pianificazione delle modifiche. Si consiglia di riservare un certo “margine di sicurezza” di spazio per far fronte a futuri cambiamenti delle dimensioni del carico e dei tipi di attrezzature. Spesso il volume dei prodotti in lavorazione tende a crescere con il passare del tempo, ma lo spazio in cui movimentarli diventa sempre più piccolo. Sebbene la richiesta di un utilizzo efficiente dello spazio possa essere un motivo per ridurre al minimo lo spazio di produzione, va tenuto presente che lo spazio di manovra necessario ai carrelli elevatori controbilanciati per girare e tornare indietro è maggiore di quanto sembri a prima vista .
- Puntare a processi di trasporto continui, evitando punti di discontinuità nella movimentazione dei materiali. I continui flussi di materiale riducono il rischio di incidenti. La disposizione di base di un layout di impianto è di fondamentale importanza per l'attuazione di questo principio di sicurezza. Gli incidenti si concentrano nei luoghi in cui il flusso di materiale viene interrotto a causa della sostituzione delle attrezzature di movimentazione e movimentazione o per motivi di produzione. L'intervento umano è spesso richiesto per scaricare e ricaricare, fissare, imballare, sollevare e trascinare e così via. A seconda dei materiali movimentati, i trasportatori generalmente forniscono flussi di materiale più continui rispetto alle gru o ai carrelli elevatori. È buona pianificazione organizzare le operazioni di trasporto in modo tale che i veicoli a motore possano muoversi all'interno dello stabilimento in un cerchio a senso unico, senza alcun movimento a zig-zag o retromarcia. Poiché i punti di discontinuità tendono a svilupparsi nelle linee di confine tra i reparti o tra le celle di lavoro, la produzione ei trasporti dovrebbero essere pianificati in modo da evitare tali “terre di nessuno” con movimenti di materiali incontrollati.
- Utilizzare elementi standard nei sistemi di movimentazione dei materiali. Per motivi di sicurezza è generalmente preferibile utilizzare articoli standard di carichi, attrezzature e strumenti nella movimentazione dei materiali. Il concetto di unità di carico è ben noto alla maggior parte dei professionisti del trasporto. I materiali imballati in container e su pallet sono più facili da agganciare e spostare quando gli altri elementi della catena di trasporto (es. scaffalature di stoccaggio, carrelli elevatori, automezzi e dispositivi di fissaggio delle gru) sono progettati per queste unità di carico. L'uso di tipi standard di carrelli elevatori con controlli simili riduce la probabilità di errore del conducente, poiché si sono verificati incidenti quando un conducente è passato da un tipo di attrezzatura a un altro con controlli diversi.
- Conoscere i materiali da movimentare. La conoscenza delle caratteristiche dei materiali da trasportare è un presupposto per un trasferimento sicuro. Per selezionare un sollevamento o un sistema di ritenuta del carico adeguati, è necessario tenere conto del peso, del baricentro e delle dimensioni delle merci che devono essere fissate per il sollevamento e il trasporto. Quando si manipolano materiali pericolosi, è necessario che siano disponibili informazioni sulla loro reattività, infiammabilità e pericoli per la salute. Pericoli speciali si presentano nel caso di oggetti fragili, taglienti, polverosi, scivolosi, sciolti o quando si maneggiano materiali esplosivi e animali vivi, per esempio. Le confezioni spesso forniscono informazioni importanti per i lavoratori sui metodi di manipolazione corretti, ma a volte le etichette vengono rimosse o l'imballaggio protettivo nasconde informazioni importanti. Ad esempio, potrebbe non essere possibile visualizzare la distribuzione del contenuto all'interno di un collo, con la conseguenza di non poter valutare correttamente il baricentro del carico.
- Mantenere il carico al di sotto della capacità di carico di lavoro sicura. Il sovraccarico è una causa comune di danni nei sistemi di movimentazione dei materiali. La perdita di equilibrio e la rottura del materiale sono i risultati tipici del sovraccarico delle attrezzature di movimentazione. Il carico di lavoro sicuro delle imbracature e di altri dispositivi di sollevamento deve essere chiaramente contrassegnato e devono essere selezionate le configurazioni adeguate delle imbracature. Il sovraccarico può verificarsi quando il peso o il baricentro del carico viene valutato erroneamente, con conseguente fissaggio e manovra impropri dei carichi. Quando le imbracature vengono utilizzate per movimentare i carichi, l'operatore dell'attrezzatura deve essere consapevole che un percorso inclinato può esercitare forze sufficienti a far cadere il carico o a sbilanciare l'attrezzatura. La capacità di carico dei carrelli elevatori deve essere indicata sull'attrezzatura; questo varia in funzione dell'altezza di sollevamento e delle dimensioni del carico. Il sovraccarico dovuto alla rottura per fatica può verificarsi sotto carichi ripetuti ben al di sotto del carico di rottura finale se il componente non è progettato correttamente contro questo tipo di rottura.
- Impostare i limiti di velocità sufficientemente bassi per mantenere un movimento sicuro. I limiti di velocità per i veicoli che si muovono nei luoghi di lavoro variano da 10 km/h a 40 km/h (da 5 a 25 mph circa). Nei corridoi interni, nelle porte, agli incroci e nelle corsie strette sono richieste velocità inferiori. Un conducente competente può adattare la velocità di un veicolo in base alle esigenze di ogni situazione, ma nei punti critici sono consigliabili segnali che avvisino i conducenti dei limiti di velocità. La velocità massima di una gru mobile telecomandata, ad esempio, deve essere determinata prima fissando una velocità del veicolo paragonabile a una ragionevole velocità di camminata per un essere umano, e quindi tenendo conto del tempo necessario per le osservazioni simultanee e il controllo dei carichi in modo da non superare il tempo di risposta dell'operatore umano.
- Evitare il sollevamento dall'alto nelle aree in cui le persone lavorano al di sotto. Il sollevamento dall'alto di materiali comporta sempre il rischio di caduta del carico. Anche se normalmente alle persone non è consentito lavorare sotto carichi sospesi, il trasporto di routine di carichi sulle persone in produzione può esporle a pericoli. Il trasporto con carrello elevatore verso scaffalature alte e il sollevamento da un piano all'altro sono ulteriori esempi di operazioni di sollevamento dall'alto. Anche i trasportatori aerei che trasportano pietre, coke o colate possono costituire un rischio di caduta di carichi per chi vi passa sotto se non sono installate coperture di protezione. Nel considerare un nuovo sistema di trasporto aereo, i potenziali rischi maggiori dovrebbero essere confrontati con i rischi minori associati a un sistema di trasporto a livello del pavimento.
- Evita i metodi di movimentazione dei materiali che richiedono l'arrampicata e il lavoro ad alti livelli. Quando le persone devono arrampicarsi, ad esempio per sganciare i ganci delle imbracature, per regolare il tettuccio di un veicolo o per tracciare dei segni sui carichi, rischiano di cadere. Questo rischio può spesso essere evitato con una migliore pianificazione, modificando la sequenza di lavoro, utilizzando vari accessori di sollevamento e strumenti telecomandati, o mediante meccanizzazione e automazione.
- Attacca le protezioni nei punti pericolosi. Le protezioni devono essere installate sui punti pericolosi nelle attrezzature per la movimentazione dei materiali come le catene dei carrelli elevatori, le funi di azionamento delle gru e i punti di intrappolamento dei nastri trasportatori. La protezione fuori portata spesso non è sufficiente, perché il punto pericoloso può essere raggiunto utilizzando scale e altri mezzi. Le protezioni sono utilizzate anche per proteggere da guasti tecnici che potrebbero causare lesioni (ad esempio, dei fermi delle funi metalliche sulle pulegge delle gru, i fermi di sicurezza nei ganci di sollevamento e le imbottiture di protezione delle imbracature tessili che proteggono dagli spigoli vivi). I parapetti e le pedane installate contro i bordi delle piattaforme di carico e degli scaffali di stoccaggio sopraelevati e attorno alle aperture del pavimento possono proteggere sia le persone che le cose dalla caduta. Questo tipo di protezione è spesso necessaria quando i carrelli elevatori e le gru sollevano materiali da un piano all'altro. Le persone possono essere protette dalla caduta di oggetti durante le operazioni di movimentazione dei materiali mediante reti di sicurezza e protezioni permanenti come reti metalliche o coperture in lamiera metallica sui nastri trasportatori.
- Trasportare e sollevare le persone solo con le attrezzature progettate per lo scopo. Gru, carrelli elevatori, escavatori e nastri trasportatori sono macchine per spostare materiali, non esseri umani, da un luogo all'altro. Sono disponibili piattaforme di sollevamento speciali per sollevare le persone, ad esempio per sostituire le lampade sui soffitti. Se una gru o un carrello elevatore è dotato di una gabbia speciale che può essere fissata saldamente all'attrezzatura e che soddisfa i requisiti di sicurezza adeguati, le persone possono essere sollevate senza un rischio eccessivo di lesioni gravi.
- Mantenere attrezzature e carichi stabili. Gli incidenti si verificano quando attrezzature, merci o scaffalature perdono la loro stabilità, soprattutto nel caso di carrelli elevatori o gru mobili. La selezione di attrezzature attivamente stabili è un primo passo per ridurre i rischi. Inoltre, è consigliabile utilizzare apparecchiature che emettano un segnale di avviso prima del raggiungimento del limite di collasso. Buone pratiche di lavoro e operatori qualificati sono le prossime tappe della prevenzione. Dipendenti esperti e formati sono in grado di stimare i baricentri e riconoscere le condizioni instabili in cui i materiali sono impilati e impilati e di apportare le modifiche necessarie.
- Fornire una buona visibilità. La visibilità è sempre limitata durante la movimentazione di materiali con carrelli elevatori. Quando si acquista una nuova attrezzatura, è importante valutare quanto l'operatore può vedere attraverso le strutture del montante (e, per i carrelli ad alto sollevamento, la visibilità attraverso il telaio sopraelevato). In ogni caso, i materiali movimentati provocano una certa perdita di visibilità, effetto da considerare. Quando possibile, dovrebbe essere fornita una chiara linea di vista, ad esempio rimuovendo pile di merci o predisponendo aperture o sezioni vuote nei punti critici degli scaffali. Gli specchi possono essere applicati alle apparecchiature e in luoghi idonei nelle fabbriche e nei magazzini per rendere più sicuri gli angoli ciechi. Tuttavia, gli specchi sono un mezzo secondario di prevenzione rispetto all'effettiva eliminazione degli angoli ciechi per consentire la visione diretta. Nel trasporto con gru è spesso necessario incaricare un apposito addetto alla segnalazione per verificare che l'area in cui verrà calato il carico non sia occupata da persone. Una buona pratica di sicurezza consiste nel dipingere o contrassegnare in altro modo i punti pericolosi e gli ostacoli nell'ambiente di lavoro, ad esempio pilastri, bordi di porte e banchine di carico, elementi sporgenti della macchina e parti mobili dell'attrezzatura. Un'illuminazione appropriata può spesso migliorare considerevolmente la visibilità, ad esempio sulle scale, nei corridoi e alle porte di uscita.
- Elimina il sollevamento manuale e il trasporto di carichi mediante movimentazione meccanica e automatizzata. Circa il 15% di tutti gli infortuni sul lavoro riguarda il sollevamento e il trasporto manuale di carichi. La maggior parte delle lesioni sono dovute a sforzi eccessivi; il resto sono scivolate e cadute e lesioni alle mani inflitte da spigoli vivi. Disturbi da traumi cumulativi e disturbi alla schiena sono tipici problemi di salute dovuti al lavoro di movimentazione manuale. Sebbene la meccanizzazione e l'automazione abbiano eliminato in larga misura le attività di movimentazione manuale nell'industria, esistono ancora numerosi luoghi di lavoro in cui le persone sono fisicamente sovraccaricate dal sollevamento e dal trasporto di carichi pesanti. Dovrebbe essere presa in considerazione la fornitura di attrezzature di movimentazione adeguate, ad esempio paranchi, piattaforme elevatrici, elevatori, carrelli elevatori, gru, nastri trasportatori, pallettizzatori, robot e manipolatori meccanici.
- Fornire e mantenere una comunicazione efficace. Un fattore comune negli incidenti gravi è un fallimento nella comunicazione. Un gruista deve comunicare con un imbracatore, che fissa il carico, e se i segni della mano tra il conducente e il caricatore non sono corretti o i telefoni radio hanno una bassa udibilità, possono verificarsi errori critici. I collegamenti di comunicazione sono importanti tra gli operatori della movimentazione dei materiali, gli addetti alla produzione, i caricatori, i lavoratori portuali, i conducenti delle attrezzature e gli addetti alla manutenzione. Ad esempio, un conducente di un carrello elevatore deve trasmettere informazioni su eventuali problemi di sicurezza riscontrati, ad esempio corridoi con angoli ciechi dovuti a pile di materiale, quando consegna il carrello al conducente successivo durante il cambio di turno. I conducenti di autoveicoli e gru mobili che lavorano come appaltatori in un luogo di lavoro spesso non hanno familiarità con i rischi particolari che possono incontrare e dovrebbero pertanto ricevere una guida o una formazione speciale. Ciò può includere la fornitura di una mappa dei locali della fabbrica presso il cancello di accesso insieme alle istruzioni essenziali per il lavoro sicuro e la guida. I segnali stradali per il traffico sul posto di lavoro non sono così sviluppati come quelli per le strade pubbliche. Tuttavia, molti dei rischi riscontrati nel traffico stradale sono comuni anche all'interno degli stabilimenti. È quindi importante prevedere un'adeguata segnaletica stradale per il traffico interno al fine di facilitare la comunicazione degli avvisi di pericolo e per allertare i conducenti di eventuali precauzioni necessarie.
- Disporre le interfacce umane e la movimentazione manuale secondo principi ergonomici. Il lavoro di movimentazione dei materiali dovrebbe essere adattato alla capacità e alle capacità delle persone applicando l'ergonomia in modo da evitare errori e sforzi impropri. I comandi e i display di gru e carrelli elevatori devono essere compatibili con le aspettative e le abitudini naturali delle persone. Nella movimentazione manuale è importante assicurarsi che ci sia spazio sufficiente per i movimenti umani necessari per svolgere i compiti. Inoltre, dovrebbero essere evitate posture di lavoro eccessivamente faticose, ad esempio sollevare manualmente carichi sopra la testa e non superare i pesi massimi consentiti per il sollevamento manuale. Le variazioni individuali di età, forza, stato di salute, esperienza e considerazioni antropometriche possono richiedere la modifica dello spazio di lavoro e dei compiti di conseguenza. Il commissionamento negli impianti di stoccaggio è un esempio di un'attività in cui l'ergonomia è della massima importanza per la sicurezza e la produttività.
- Fornire formazione e consulenza adeguate. Le attività di movimentazione dei materiali sono spesso considerate di livello troppo basso per giustificare una formazione specifica per la forza lavoro. Il numero di gruisti e carrellisti specializzati sta diminuendo nei luoghi di lavoro; e c'è una crescente tendenza a rendere la guida di gru e carrelli elevatori un lavoro che quasi chiunque sul posto di lavoro dovrebbe essere preparato a svolgere. Sebbene i pericoli possano essere ridotti mediante misure tecniche ed ergonomiche, è l'abilità dell'operatore che è decisiva per evitare situazioni pericolose in ambienti di lavoro dinamici. Le indagini sugli incidenti hanno indicato che molte delle vittime di incidenti di movimentazione materiali sono persone non coinvolte nelle attività di movimentazione materiali. Pertanto, la formazione dovrebbe essere fornita in una certa misura anche agli astanti nelle aree di movimentazione dei materiali.
- Dotare gli addetti ai trasporti e alla movimentazione di adeguati equipaggiamenti personali. Diversi tipi di lesioni possono essere prevenuti utilizzando adeguati dispositivi di protezione individuale. Scarpe antinfortunistiche che non causano scivolamenti e cadute, guanti pesanti, occhiali o occhiali protettivi e elmetti sono tipici dispositivi di protezione personale indossati per le attività di movimentazione dei materiali. Quando i rischi speciali lo richiedono, vengono utilizzati dispositivi di protezione anticaduta, respiratori e speciali indumenti di sicurezza. L'attrezzatura da lavoro adeguata per la movimentazione dei materiali dovrebbe fornire una buona visibilità e non dovrebbe includere parti che possono essere facilmente impigliate nell'attrezzatura o afferrate da parti in movimento.
- Svolgere le attività di manutenzione e ispezione adeguate. Quando gli incidenti si verificano a causa di guasti alle apparecchiature, le ragioni sono spesso da ricercare in procedure di manutenzione e ispezione inadeguate. Le istruzioni per la manutenzione e le ispezioni sono fornite nelle norme di sicurezza e nei manuali dei produttori. Le deviazioni dalle procedure indicate possono portare a situazioni pericolose. Gli utenti delle attrezzature per la movimentazione dei materiali sono responsabili della manutenzione quotidiana e delle routine di ispezione che comportano attività quali il controllo delle batterie, delle trasmissioni a fune e a catena, del paranco di sollevamento, dei freni e dei comandi; pulire le finestre; e aggiungendo olio quando necessario. Le ispezioni più approfondite, meno frequenti, vengono effettuate regolarmente, ad esempio settimanalmente, mensilmente, semestralmente o una volta all'anno, a seconda delle condizioni di utilizzo. Anche le pulizie, compresa un'adeguata pulizia dei pavimenti e dei luoghi di lavoro, sono importanti per la movimentazione sicura dei materiali. I pavimenti oleosi e bagnati fanno scivolare persone e camion. I pallet rotti e gli scaffali di stoccaggio devono essere eliminati ogni volta che vengono osservati. Nelle operazioni che comportano il trasporto di materiali sfusi mediante nastri trasportatori è importante rimuovere gli accumuli di polvere e grano al fine di prevenire esplosioni di polvere e incendi.
- Piano per i cambiamenti nelle condizioni ambientali. La capacità di adattarsi alle diverse condizioni ambientali è limitata sia tra le attrezzature che tra le persone. Gli operatori di carrelli elevatori hanno bisogno di diversi secondi per adattarsi quando guidano da un ingresso buio attraverso le porte a un cortile soleggiato all'esterno e quando si spostano all'interno dall'esterno. Per rendere queste operazioni più sicure, è possibile predisporre speciali disposizioni di illuminazione sulle porte. All'aperto, le gru sono spesso soggette a forti carichi di vento, che devono essere presi in considerazione durante le operazioni di sollevamento. In condizioni di vento estremo, il sollevamento con gru deve essere completamente interrotto. Il ghiaccio e la neve possono causare un notevole lavoro extra per i lavoratori che devono pulire le superfici dei carichi. A volte, questo significa anche correre rischi extra; ad esempio, quando il lavoro viene svolto sul carico o anche sotto il carico durante il sollevamento. La pianificazione dovrebbe includere procedure sicure anche per questi compiti. Un carico ghiacciato può scivolare via da una forca per pallet durante il trasporto con carrello elevatore. Atmosfere corrosive, calore, condizioni di gelo e acqua di mare possono causare il degrado dei materiali e conseguenti cedimenti se i materiali non sono progettati per resistere a tali condizioni.
Politica di Sicurezza, Leadership e Cultura
I temi della leadership e della cultura sono le due considerazioni più importanti tra le condizioni necessarie per raggiungere l'eccellenza nella sicurezza. La politica della sicurezza può o meno essere ritenuta importante, a seconda della percezione del lavoratore sul fatto che l'impegno e il sostegno della direzione alla politica sia effettivamente svolto ogni giorno. La direzione spesso scrive la politica di sicurezza e poi non riesce a garantire che venga applicata da manager e supervisori sul posto di lavoro, ogni giorno.
Cultura della sicurezza e risultati sulla sicurezza
Eravamo abituati a credere che esistessero alcuni “elementi essenziali” di un “programma di sicurezza”. Negli Stati Uniti, le agenzie di regolamentazione forniscono linee guida su quali siano questi elementi (policy, procedure, formazione, ispezioni, indagini, ecc.). Alcune province del Canada affermano che ci sono 20 elementi essenziali, mentre alcune organizzazioni del Regno Unito suggeriscono che 30 elementi essenziali dovrebbero essere considerati nei programmi di sicurezza. Dopo un attento esame della logica alla base dei diversi elenchi di elementi essenziali, diventa ovvio che gli elenchi di ciascuno riflettono semplicemente l'opinione di qualche scrittore del passato (Heinrich, per esempio, o Bird). Allo stesso modo, i regolamenti sulla programmazione della sicurezza riflettono spesso l'opinione di qualche scrittore antico. Raramente c'è una ricerca dietro queste opinioni, che si traduce in situazioni in cui gli elementi essenziali possono funzionare in un'organizzazione e non in un'altra. Quando guardiamo effettivamente alla ricerca sull'efficacia del sistema di sicurezza, iniziamo a capire che sebbene ci siano molti elementi essenziali applicabili ai risultati di sicurezza, è la percezione della cultura da parte del lavoratore che determina se un singolo elemento sarà efficace o meno . Ci sono una serie di studi citati nei riferimenti che portano alla conclusione che non ci sono elementi “must have” e nessun elemento “essenziale” in un sistema di sicurezza.
Ciò pone alcuni seri problemi poiché le norme di sicurezza tendono a istruire le organizzazioni semplicemente ad "avere un programma di sicurezza" composto da cinque, sette o qualsiasi numero di elementi, quando è ovvio che molte delle attività prescritte non funzioneranno e faranno perdere tempo , sforzi e risorse che potrebbero essere utilizzati per intraprendere le attività proattive che preverranno le perdite. Non sono gli elementi utilizzati a determinare i risultati di sicurezza; piuttosto è la cultura in cui questi elementi vengono utilizzati a determinare il successo. In una cultura della sicurezza positiva, quasi tutti gli elementi funzioneranno; in una cultura negativa, probabilmente nessuno degli elementi otterrà risultati.
Cultura Costruttiva
Se la cultura dell'organizzazione è così importante, gli sforzi nella gestione della sicurezza dovrebbero essere rivolti in primo luogo alla costruzione della cultura affinché le attività di sicurezza che vengono istituite ottengano risultati. Cultura può essere vagamente definito come "il modo in cui è da queste parti". La cultura della sicurezza è positiva quando i lavoratori credono onestamente che la sicurezza sia un valore chiave dell'organizzazione e possono percepire che è in cima alla lista delle priorità dell'organizzazione. Questa percezione da parte della forza lavoro può essere raggiunta solo quando vede la gestione come credibile; quando il parole della politica della sicurezza sono vissute quotidianamente; quando le decisioni della direzione sulle spese finanziarie mostrano che il denaro viene speso per le persone (oltre che per guadagnare di più); quando le misure e le ricompense fornite dal management spingono i dirigenti intermedi e le prestazioni di vigilanza a livelli soddisfacenti; quando i lavoratori hanno un ruolo nella risoluzione dei problemi e nel processo decisionale; quando c'è un alto grado di confidenza e fiducia tra la direzione ei lavoratori; quando c'è apertura delle comunicazioni; e quando i lavoratori ricevono un riconoscimento positivo per il loro lavoro.
In una cultura della sicurezza positiva come quella sopra descritta, quasi tutti gli elementi del sistema di sicurezza saranno efficaci. Infatti, con la giusta cultura, un'organizzazione difficilmente ha nemmeno bisogno di un “programma di sicurezza”, poiché la sicurezza è considerata una parte normale del processo di gestione. Per raggiungere una cultura della sicurezza positiva, è necessario soddisfare determinati criteri
1. Deve essere in atto un sistema che garantisca regolari attività quotidiane proattive di supervisione (o team).
2. Il sistema deve garantire attivamente che i compiti e le attività del middle management siano svolti in queste aree:
- garantire prestazioni regolari subordinate (supervisione o team).
- garantire la qualità di tale prestazione
- impegnarsi in alcune attività ben definite per dimostrare che la sicurezza è così importante che anche i dirigenti superiori stanno facendo qualcosa al riguardo.
3. L'alta direzione deve dimostrare e sostenere visibilmente che la sicurezza ha un'alta priorità nell'organizzazione.
4. Qualsiasi lavoratore che scelga di farlo dovrebbe essere in grado di essere attivamente impegnato in attività significative legate alla sicurezza.
5. Il sistema di sicurezza deve essere flessibile, consentendo scelte a tutti i livelli.
6. Lo sforzo per la sicurezza deve essere considerato positivo dalla forza lavoro.
Questi sei criteri possono essere soddisfatti indipendentemente dallo stile di gestione dell'organizzazione, se autoritario o partecipativo, e con approcci alla sicurezza completamente diversi.
Cultura e politica della sicurezza
Avere una politica sulla sicurezza raramente ottiene qualcosa a meno che non sia seguita da sistemi che rendono la politica viva. Ad esempio, se la politica afferma che i supervisori sono responsabili della sicurezza, non significa nulla a meno che non sia in atto quanto segue:
- La direzione ha un sistema in cui esiste una chiara definizione del ruolo e di quali attività devono essere svolte per soddisfare la responsabilità della sicurezza.
- I supervisori sanno come svolgere tale ruolo, sono supportati dalla direzione, ritengono che i compiti siano realizzabili e svolgono i propri compiti a seguito di un'adeguata pianificazione e formazione.
- Vengono regolarmente misurati per garantire che abbiano completato i compiti definiti (ma non misurati da un registro degli incidenti) e per ottenere un feedback per determinare se i compiti devono essere modificati o meno.
- C'è una ricompensa subordinata al completamento dell'attività nel sistema di valutazione delle prestazioni o in qualunque sia il meccanismo di guida dell'organizzazione.
Questi criteri sono veri a ogni livello dell'organizzazione; i compiti devono essere definiti, ci deve essere una misura valida delle prestazioni (completamento delle attività) e una ricompensa subordinata alle prestazioni. Pertanto, la politica di sicurezza non guida le prestazioni di sicurezza; la responsabilità lo fa. La responsabilità è la chiave per costruire la cultura. È solo quando i lavoratori vedono i supervisori e la direzione adempiere quotidianamente ai loro compiti di sicurezza che credono che la direzione sia credibile e che l'alta direzione lo intendesse davvero quando ha firmato i documenti sulla politica di sicurezza.
Leadership e sicurezza
È ovvio da quanto sopra che la leadership è fondamentale per i risultati di sicurezza, poiché la leadership forma la cultura che determina cosa funzionerà e cosa non funzionerà negli sforzi di sicurezza dell'organizzazione. Un buon leader chiarisce cosa si desidera in termini di risultati e chiarisce anche esattamente cosa verrà fatto nell'organizzazione per raggiungere i risultati. La leadership è infinitamente più importante della politica, poiché i leader, attraverso le loro azioni e decisioni, inviano messaggi chiari a tutta l'organizzazione su quali politiche sono importanti e quali no. Le organizzazioni a volte affermano attraverso la politica che la salute e la sicurezza sono valori chiave, quindi costruiscono misure e premiano strutture che promuovono il contrario.
La leadership, attraverso le sue azioni, sistemi, misure e ricompense, determina chiaramente se la sicurezza sarà raggiunta o meno nell'organizzazione. Questo non è mai stato più evidente a tutti i lavoratori dell'industria che durante gli anni '1990. Non c'è mai stata più dichiarata fedeltà alla salute e alla sicurezza che negli ultimi dieci anni. Allo stesso tempo, non c'è mai stato più ridimensionamento o "giusto dimensionamento" e più pressione per aumenti di produzione e riduzione dei costi, creando più stress, più straordinari forzati, più lavoro per meno lavoratori, più paura per il futuro e meno sicurezza del lavoro che mai. Il giusto dimensionamento ha decimato quadri e quadri e ha dato più lavoro a meno lavoratori (le persone chiave nella sicurezza). C'è una percezione generale di sovraccarico a tutti i livelli dell'organizzazione. Il sovraccarico provoca più incidenti, più affaticamento fisico, più affaticamento psicologico, più richieste di stress, più condizioni di movimento ripetitivo e più disturbi da trauma cumulativo. C'è stato anche un deterioramento in molte organizzazioni del rapporto tra azienda e lavoratore, dove c'erano reciproci sentimenti di fiducia e sicurezza. Nel primo ambiente, un lavoratore potrebbe aver continuato a "lavorare male". Tuttavia, quando i lavoratori temono per il loro posto di lavoro e vedono che i ranghi dirigenziali sono così sottili da non essere controllati, iniziano a pensare che l'organizzazione non si prenda più cura di loro, con il conseguente deterioramento della cultura della sicurezza.
Analisi degli scostamenti
Molte organizzazioni stanno attraversando un semplice processo noto come gap analysis che consiste in tre passaggi: (1) determinare dove vuoi essere; (2) determinare dove ti trovi ora e (3) determinare come arrivare da dove sei a dove vuoi essere, o come "colmare il divario".
Determinare dove vuoi essere. Come vuoi che sia il sistema di sicurezza della tua organizzazione? Sono stati suggeriti sei criteri in base ai quali valutare il sistema di sicurezza di un'organizzazione. Se questi vengono respinti, è necessario misurare il sistema di sicurezza della propria organizzazione rispetto ad altri criteri. Ad esempio, potresti voler esaminare le sette variabili climatiche dell'efficacia organizzativa stabilite dal Dr. Rensis Likert (1967), che ha dimostrato che migliore è un'organizzazione in certe cose, più è probabile che abbia successo nel successo economico, e quindi in sicurezza. Queste variabili climatiche sono le seguenti:
- aumentare la fiducia dei lavoratori e l'interesse generale dei dirigenti nella comprensione dei problemi di sicurezza
- dare formazione e aiuto dove e come necessario
- offrendo l'insegnamento necessario su come risolvere i problemi
- fornendo la fiducia richiesta disponibile, consentendo la condivisione delle informazioni tra la direzione e i loro subordinati
- sollecitare le idee e le opinioni del lavoratore
- garantire l'accessibilità del top management
- riconoscere il lavoratore per fare un buon lavoro piuttosto che per dare semplicemente risposte.
Esistono altri criteri rispetto ai quali valutare se stessi come il criterio stabilito per determinare la probabilità di eventi catastrofici suggerito da Zembroski (1991).
Determinare dove ti trovi ora. Questo è forse il più difficile. Inizialmente si pensava che l'efficacia del sistema di sicurezza potesse essere determinata misurando il numero di infortuni o alcuni sottoinsiemi di infortuni (infortuni registrabili, infortuni con tempo perso, indici di frequenza, ecc.). A causa del basso numero di questi dati, di solito hanno poca o nessuna validità statistica. Riconoscendolo negli anni '1950 e '1960, gli investigatori si sono allontanati dalle misure sugli incidenti e hanno tentato di giudicare l'efficacia del sistema di sicurezza attraverso audit. Si è tentato di predeterminare ciò che deve essere fatto in un'organizzazione per ottenere risultati, e quindi di determinare mediante misurazioni se quelle cose sono state fatte o meno.
Per anni si è ritenuto che i punteggi degli audit prevedessero i risultati di sicurezza; migliore è il punteggio dell'audit quest'anno, minore sarà il record di incidenti l'anno prossimo. Ora sappiamo (da una varietà di ricerche) che i punteggi degli audit non sono correlati molto bene (se non del tutto) con il record di sicurezza. La ricerca suggerisce che la maggior parte degli audit (esterni e talvolta costruiti internamente) tendono a correlarsi molto meglio con la conformità normativa che con il record di sicurezza. Ciò è documentato in numerosi studi e pubblicazioni.
Numerosi studi che correlano i punteggi degli audit e il record degli infortuni in grandi aziende per periodi di tempo (cercando di determinare se il record degli infortuni ha validità statistica) hanno trovato una correlazione zero, e in alcuni casi una correlazione negativa, tra i risultati dell'audit e il record di infortunio. Gli audit in questi studi tendono a correlarsi positivamente con la conformità normativa.
Colmare il divario
Sembra che ci siano solo poche misure delle prestazioni di sicurezza che sono valide (vale a dire, sono veramente correlate con l'effettivo numero di incidenti nelle grandi aziende per lunghi periodi di tempo) che possono essere utilizzate per "colmare il divario":
- campionamento del comportamento
- colloqui approfonditi con i lavoratori
- sondaggi sulla percezione
Forse la misura più importante da considerare è l'indagine sulla percezione, che viene utilizzata per valutare lo stato attuale della cultura della sicurezza di qualsiasi organizzazione. Vengono identificate le questioni critiche per la sicurezza e vengono chiaramente dimostrate eventuali differenze di opinione della direzione e dei dipendenti sull'efficacia dei programmi di sicurezza aziendali.
L'indagine inizia con una breve serie di domande demografiche che possono essere utilizzate per organizzare grafici e tabelle per mostrare i risultati (vedi figura 1). In genere ai partecipanti viene chiesto del loro livello di dipendenti, della loro sede di lavoro generale e forse del loro gruppo commerciale. In nessun momento vengono poste ai dipendenti domande che consentano loro di essere identificati dalle persone che valutano i risultati.
Figura 1. Esempio di risultati del sondaggio sulla percezione
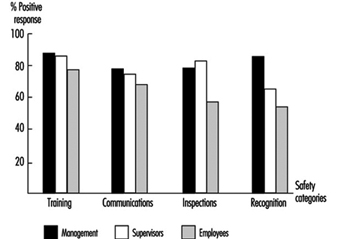
La seconda parte del sondaggio consiste in una serie di domande. Le domande sono progettate per scoprire le percezioni dei dipendenti su varie categorie di sicurezza. Ogni domanda può influenzare il punteggio di più di una categoria. Per ogni categoria viene calcolata una percentuale cumulativa di risposta positiva. Le percentuali per le categorie sono rappresentate graficamente (vedi figura 1) per visualizzare i risultati in ordine decrescente di percezione positiva da parte degli addetti alla linea. Le categorie sul lato destro del grafico sono quelle percepite dai dipendenti come le meno positive e quindi le più bisognose di miglioramenti.
In breve
Negli ultimi anni si è appreso molto su ciò che determina l'efficacia di un sistema di sicurezza. Si riconosce che la cultura è la chiave. La percezione che i dipendenti hanno della cultura dell'organizzazione determina il loro comportamento, e quindi la cultura determina se un qualsiasi elemento del programma di sicurezza sarà efficace o meno.
La cultura non è stabilita da una politica scritta, ma piuttosto dalla leadership; dalle azioni e decisioni quotidiane; e dai sistemi in atto che assicurano lo svolgimento delle attività di sicurezza (prestazioni) di dirigenti, preposti e gruppi di lavoro. La cultura può essere costruita positivamente attraverso sistemi di responsabilità che assicurano le prestazioni e attraverso sistemi che consentono, incoraggiano e ottengono il coinvolgimento dei lavoratori. Inoltre, la cultura può essere validamente valutata attraverso sondaggi sulla percezione e migliorata una volta che l'organizzazione determina dove vorrebbe essere.
Di Più...
Cultura e gestione della sicurezza
La cultura della sicurezza è un nuovo concetto tra i professionisti della sicurezza e i ricercatori accademici. Si può ritenere che la cultura della sicurezza includa vari altri concetti che si riferiscono ad aspetti culturali della sicurezza sul lavoro, come atteggiamenti e comportamenti verso la sicurezza, nonché il clima di sicurezza sul posto di lavoro, a cui si fa riferimento più comunemente e sono abbastanza ben documentati.
Sorge la domanda se la cultura della sicurezza sia solo una nuova parola usata per sostituire vecchie nozioni o porti nuovi contenuti sostanziali che possono ampliare la nostra comprensione delle dinamiche di sicurezza nelle organizzazioni? La prima sezione di questo articolo risponde a questa domanda definendo il concetto di cultura della sicurezza ed esplorandone le potenziali dimensioni.
Un'altra questione che può essere sollevata sulla cultura della sicurezza riguarda il suo rapporto con le prestazioni di sicurezza delle imprese. È accettato che imprese simili classificate in una data categoria di rischio spesso differiscono per quanto riguarda le loro effettive prestazioni in materia di sicurezza. La cultura della sicurezza è un fattore di efficacia della sicurezza e, in caso affermativo, quale tipo di cultura della sicurezza riuscirà a contribuire a un impatto desiderabile? Questa domanda viene affrontata nella seconda sezione dell'articolo esaminando alcune prove empiriche rilevanti riguardanti l'impatto della cultura della sicurezza sulle prestazioni di sicurezza.
La terza sezione affronta la questione pratica della gestione della cultura della sicurezza, al fine di aiutare i dirigenti e gli altri responsabili organizzativi a costruire una cultura della sicurezza che contribuisca alla riduzione degli infortuni sul lavoro.
Cultura della sicurezza: concetto e realtà
Il concetto di cultura della sicurezza non è ancora ben definito e si riferisce a un'ampia gamma di fenomeni. Alcuni di questi sono già stati parzialmente documentati, come gli atteggiamenti e i comportamenti di dirigenti o lavoratori nei confronti del rischio e della sicurezza (Andriessen 1978; Cru e Dejours 1983; Dejours 1992; Dodier 1985; Eakin 1992; Eyssen, Eakin-Hoffman e Spengler 1980 ; Haas 1977). Questi studi sono importanti per presentare prove circa la natura sociale e organizzativa degli atteggiamenti e dei comportamenti di sicurezza degli individui (Simard 1988). Tuttavia, concentrandosi su particolari attori organizzativi come dirigenti o lavoratori, non affrontano la questione più ampia del concetto di cultura della sicurezza, che caratterizza le organizzazioni.
Un filone di ricerca più vicino all'approccio globale enfatizzato dal concetto di cultura della sicurezza è rappresentato dagli studi sul clima di sicurezza sviluppatisi a partire dagli anni '1980. Il concetto di clima di sicurezza si riferisce alle percezioni che i lavoratori hanno del loro ambiente di lavoro, in particolare il livello di preoccupazione e attività di sicurezza della direzione e il loro stesso coinvolgimento nel controllo dei rischi sul lavoro (Brown e Holmes 1986; Dedobbeleer e Béland 1991; Zohar 1980). Teoricamente, si ritiene che i lavoratori sviluppino e utilizzino tali insiemi di percezioni per accertare ciò che credono ci si aspetti da loro all'interno dell'ambiente organizzativo e si comportino di conseguenza. Sebbene concettualizzato come un individuale attributo dal punto di vista psicologico, le percezioni che formano il clima di sicurezza danno una valutazione preziosa della reazione comune dei lavoratori a un organizzativa attributo socialmente e culturalmente costruito, in questo caso dalla gestione della sicurezza sul lavoro. Di conseguenza, sebbene il clima di sicurezza non catturi completamente la cultura della sicurezza, può essere visto come una fonte di informazioni sulla cultura della sicurezza di un luogo di lavoro.
La cultura della sicurezza è un concetto che (1) include i valori, le convinzioni e i principi che fungono da fondamento per il sistema di gestione della sicurezza e (2) include anche l'insieme di pratiche e comportamenti che esemplificano e rafforzano tali principi di base. Queste credenze e pratiche lo sono significati prodotti dai membri dell'organizzazione nella loro ricerca di strategie per affrontare questioni come i rischi professionali, gli incidenti e la sicurezza sul lavoro. Questi significati (credenze e pratiche) non solo sono condivisi in una certa misura dai membri del mondo del lavoro, ma fungono anche da fonte primaria di attività motivate e coordinate per quanto riguarda la questione della sicurezza sul lavoro. Se ne deduce che la cultura dovrebbe essere differenziata sia dalle concrete strutture di sicurezza sul lavoro (presenza di un dipartimento sicurezza, di un comitato congiunto sicurezza e salute e così via) sia dai programmi esistenti di sicurezza sul lavoro (costituiti da attività di identificazione e controllo dei pericoli come ispezioni sul posto di lavoro, indagini sugli incidenti, analisi della sicurezza sul lavoro e così via).
Petersen (1993) sostiene che la cultura della sicurezza "è al centro del modo in cui gli elementi o gli strumenti dei sistemi di sicurezza... vengono utilizzati" fornendo il seguente esempio:
Due società avevano una politica simile di indagine su incidenti e inconvenienti come parte dei loro programmi di sicurezza. Incidenti simili si sono verificati in entrambe le società e sono state avviate indagini. Nella prima azienda, il preposto ha rilevato che i lavoratori coinvolti si comportavano in modo non sicuro, li ha immediatamente avvertiti dell'infrazione alla sicurezza e ha aggiornato i loro registri personali di sicurezza. Il dirigente preposto ha riconosciuto a questo preposto il rispetto della sicurezza sul lavoro. Nella seconda società, il preposto ha considerato le circostanze dell'incidente, ovvero che si è verificato mentre l'operatore era sotto forte pressione per rispettare le scadenze di produzione dopo un periodo di problemi di manutenzione meccanica che avevano rallentato la produzione, e in un contesto in cui l'attenzione dei dipendenti è stato tratto dalle pratiche di sicurezza perché i recenti tagli aziendali hanno preoccupato i lavoratori per la sicurezza del loro posto di lavoro. I funzionari dell'azienda hanno riconosciuto il problema della manutenzione preventiva e hanno tenuto un incontro con tutti i dipendenti in cui hanno discusso dell'attuale situazione finanziaria e hanno chiesto ai lavoratori di mantenere la sicurezza mentre lavorano insieme per migliorare la produzione in vista di aiutare la redditività dell'azienda.
"Perché", ha chiesto Petersen, "una società ha incolpato il dipendente, ha compilato i moduli di indagine sull'incidente ed è tornata al lavoro mentre l'altra società ha scoperto di dover affrontare colpe a tutti i livelli dell'organizzazione?" La differenza sta nelle culture della sicurezza, non nei programmi di sicurezza stessi, anche se il modo culturale in cui questo programma viene messo in pratica, e i valori e le convinzioni che danno significato alle pratiche effettive, determinano in gran parte se il programma ha un contenuto e un impatto reali sufficienti.
Da questo esempio, emerge che l'alta direzione è un attore chiave i cui principi e le cui azioni in materia di sicurezza sul lavoro contribuiscono ampiamente a stabilire la cultura della sicurezza aziendale. In entrambi i casi, i supervisori hanno risposto secondo quello che percepivano come “il modo giusto di fare le cose”, percezione che era stata rafforzata dalle conseguenti azioni del top management. Ovviamente, nel primo caso, l'alta direzione ha privilegiato un approccio “by the book”, ovvero un controllo della sicurezza burocratico e gerarchico, mentre nel secondo caso l'approccio è stato più completo e favorevole all'impegno dei dirigenti e dei lavoratori partecipazione alla sicurezza sul lavoro. Sono possibili anche altri approcci culturali. Ad esempio, Eakin (1992) ha dimostrato che nelle aziende molto piccole è comune che il top manager deleghi completamente la responsabilità per la sicurezza ai lavoratori.
Questi esempi sollevano l'importante questione delle dinamiche di una cultura della sicurezza e dei processi coinvolti nella costruzione, manutenzione e cambiamento della cultura organizzativa in materia di sicurezza sul lavoro. Uno di questi processi è la leadership dimostrata dai top manager e da altri leader organizzativi, come i funzionari sindacali. L'approccio della cultura organizzativa ha contribuito a rinnovare gli studi sulla leadership nelle organizzazioni mostrando l'importanza del ruolo personale dei leader sia naturali che organizzativi nel dimostrare l'impegno per i valori e la creazione di significati condivisi tra i membri dell'organizzazione (Nadler e Tushman 1990; Schein 1985). L'esempio di Petersen della prima azienda illustra una situazione in cui la leadership del top management era strettamente strutturale, una questione meramente di stabilire e rafforzare la conformità al programma di sicurezza e alle regole. Nella seconda azienda, i top manager hanno dimostrato un approccio più ampio alla leadership, combinando un ruolo strutturale nel decidere di concedere il tempo necessario per eseguire la necessaria manutenzione preventiva con un ruolo personale nell'incontrare i dipendenti per discutere di sicurezza e produzione in una situazione finanziaria difficile. Infine, nello studio di Eakin, i senior manager di alcune piccole imprese sembrano non svolgere alcun ruolo di leadership.
Altri attori organizzativi che giocano un ruolo molto importante nelle dinamiche culturali della sicurezza sul lavoro sono i quadri ei quadri. Nel loro studio su più di mille supervisori di prima linea, Simard e Marchand (1994) mostrano che una forte maggioranza di supervisori è coinvolta nella sicurezza sul lavoro, sebbene i modelli culturali del loro coinvolgimento possano differire. In alcuni luoghi di lavoro, il modello dominante è quello che chiamano "coinvolgimento gerarchico" ed è più orientato al controllo; in altre organizzazioni il modello è il “coinvolgimento partecipativo”, perché i supervisori incoraggiano e consentono ai propri dipendenti di partecipare alle attività di prevenzione degli infortuni; e in una piccola minoranza di organizzazioni, i supervisori si ritirano e lasciano la sicurezza ai lavoratori. È facile vedere la corrispondenza tra questi stili di gestione della sicurezza di supervisione e quanto detto in precedenza sui modelli di leadership dei dirigenti di livello superiore nella sicurezza sul lavoro. Empiricamente, tuttavia, lo studio di Simard e Marchand mostra che la correlazione non è perfetta, una circostanza che supporta l'ipotesi di Petersen secondo cui uno dei problemi principali di molti dirigenti è come costruire una cultura della sicurezza forte e orientata alle persone tra le classi medie e gestione di vigilanza. Parte di questo problema può essere dovuto al fatto che la maggior parte dei dirigenti di livello inferiore è ancora prevalentemente orientata alla produzione e incline a incolpare i lavoratori per incidenti sul lavoro e altri incidenti di sicurezza (DeJoy 1987 e 1994; Taylor 1981).
Questa enfasi sulla gestione non deve essere vista come una mancanza di considerazione dell'importanza dei lavoratori nelle dinamiche della cultura della sicurezza nei luoghi di lavoro. La motivazione ei comportamenti dei lavoratori in materia di sicurezza sul lavoro sono influenzati dalle percezioni che hanno della priorità data alla sicurezza sul lavoro dai loro superiori e dirigenti (Andriessen 1978). Questo modello di influenza dall'alto verso il basso è stato dimostrato in numerosi esperimenti comportamentali, utilizzando il feedback positivo dei manager per rafforzare la conformità alle regole formali di sicurezza (McAfee e Winn 1989; Näsänen e Saari 1987). Inoltre, i lavoratori formano spontaneamente gruppi di lavoro quando l'organizzazione del lavoro offre condizioni adeguate che consentono loro di essere coinvolti nella gestione formale o informale della sicurezza e nella regolamentazione del posto di lavoro (Cru e Dejours 1983; Dejours 1992; Dwyer 1992). Quest'ultimo modello di comportamento dei lavoratori, più orientato alle iniziative di sicurezza dei gruppi di lavoro e alla loro capacità di autoregolamentazione, può essere utilizzato positivamente dal management per sviluppare il coinvolgimento e la sicurezza dei lavoratori nella costruzione di una cultura della sicurezza sul posto di lavoro.
Cultura della sicurezza e prestazioni di sicurezza
Vi è un numero crescente di prove empiriche sull'impatto della cultura della sicurezza sulle prestazioni di sicurezza. Numerosi studi hanno indagato le caratteristiche delle aziende con bassi tassi di infortunio, confrontandole generalmente con aziende simili con tassi di infortunio superiori alla media. Un risultato abbastanza consistente di questi studi, condotti sia nei paesi industrializzati che in quelli in via di sviluppo, sottolinea l'importanza dell'impegno e della leadership per la sicurezza dei senior manager per le prestazioni di sicurezza (Chew 1988; Hunt e Habeck 1993; Shannon et al. 1992; Smith et al. 1978). Inoltre, la maggior parte degli studi mostra che nelle aziende con tassi di infortunio più bassi, il coinvolgimento personale dei top manager nella sicurezza sul lavoro è importante almeno quanto le loro decisioni nella strutturazione del sistema di gestione della sicurezza (funzioni che includerebbero l'impiego di risorse finanziarie e professionali e la creazione di politiche e programmi, ecc.). Secondo Smith et al. (1978) il coinvolgimento attivo dei dirigenti senior funge da motivatore per tutti i livelli di gestione mantenendo alto il loro interesse attraverso la partecipazione e per i dipendenti dimostrando l'impegno della direzione per il loro benessere. I risultati di molti studi suggeriscono che uno dei modi migliori per dimostrare e promuovere i suoi valori umanistici e la filosofia orientata alle persone è che l'alta dirigenza partecipi ad attività altamente visibili, come ispezioni sulla sicurezza sul lavoro e incontri con i dipendenti.
Numerosi studi sul rapporto tra cultura della sicurezza e prestazioni di sicurezza individuano i comportamenti di sicurezza dei supervisori di prima linea, dimostrando che il coinvolgimento dei supervisori in un approccio partecipativo alla gestione della sicurezza è generalmente associato a tassi di incidenti inferiori (Chew 1988; Mattila, Hyttinen e Rantanen 1994 ; Simard e Marchand 1994; Smith et al. 1978). Tale modello di comportamento dei supervisori è esemplificato da frequenti interazioni e comunicazioni formali e informali con i lavoratori in materia di lavoro e sicurezza, prestando attenzione al monitoraggio delle prestazioni di sicurezza dei lavoratori e fornendo feedback positivi, nonché sviluppando il coinvolgimento dei lavoratori nelle attività di prevenzione degli infortuni . Inoltre, le caratteristiche di un'efficace supervisione della sicurezza sono le stesse di una generale efficiente supervisione delle operazioni e della produzione, avvalorando così l'ipotesi che esista una stretta connessione tra un'efficiente gestione della sicurezza e una buona gestione generale.
È dimostrato che una forza lavoro orientata alla sicurezza è un fattore positivo per le prestazioni di sicurezza dell'azienda. Tuttavia, la percezione e la concezione dei comportamenti di sicurezza dei lavoratori non dovrebbero ridursi alla sola prudenza e al rispetto delle regole di sicurezza della direzione, sebbene numerosi esperimenti comportamentali abbiano dimostrato che un livello più elevato di conformità dei lavoratori alle pratiche di sicurezza riduce i tassi di infortuni (Saari 1990). In effetti, anche l'empowerment e il coinvolgimento attivo della forza lavoro sono documentati come fattori di successo dei programmi di sicurezza sul lavoro. A livello di luogo di lavoro, alcuni studi offrono la prova che i comitati congiunti per la salute e la sicurezza (composti da membri ben formati in materia di sicurezza sul lavoro, cooperano nell'espletamento del loro mandato e sono supportati dai loro collegi elettorali) contribuiscono in modo significativo alle prestazioni di sicurezza dell'azienda (Chew 1988; Rees 1988; Tuohy e Simard 1992). Allo stesso modo, a livello di officina, i gruppi di lavoro che sono incoraggiati dal management a sviluppare la sicurezza e l'autoregolamentazione del team generalmente hanno migliori prestazioni in termini di sicurezza rispetto ai gruppi di lavoro soggetti all'autoritarismo e alla disintegrazione sociale (Dwyer 1992; Lanier 1992).
Si può concludere dalle prove scientifiche di cui sopra che un particolare tipo di cultura della sicurezza è più favorevole alle prestazioni di sicurezza. In breve, questa cultura della sicurezza combina la leadership e il supporto del top management, l'impegno del management inferiore e il coinvolgimento dei dipendenti nella sicurezza sul lavoro. In realtà, una tale cultura della sicurezza è quella che ottiene un punteggio elevato su quelle che potrebbero essere concettualizzate come le due dimensioni principali del concetto di cultura della sicurezza, vale a dire missione di sicurezza ed coinvolgimento per la sicurezza, come mostrato in figura 1.
Figura 1. Tipologia delle colture di sicurezza
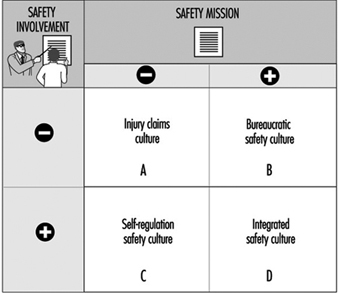
Missione di sicurezza si riferisce alla priorità data alla sicurezza sul lavoro nella mission aziendale. La letteratura sulla cultura organizzativa sottolinea l'importanza di una definizione esplicita e condivisa di una missione che scaturisca e sostenga i valori chiave dell'organizzazione (Denison 1990). Di conseguenza, la dimensione della missione di sicurezza riflette il grado in cui la sicurezza e la salute sul lavoro sono riconosciute dal top management come un valore chiave dell'azienda e il grado in cui i dirigenti di livello superiore utilizzano la loro leadership per promuovere l'internalizzazione di questo valore nei sistemi di gestione e pratiche. Si può quindi ipotizzare che un forte senso della missione di sicurezza (+) abbia un impatto positivo sulle prestazioni di sicurezza perché motiva i singoli membri del posto di lavoro ad adottare comportamenti mirati in materia di sicurezza sul lavoro e facilita il coordinamento definendo un obiettivo comune e un criterio esterno per orientare il comportamento.
Coinvolgimento della sicurezza è il luogo in cui supervisori e dipendenti si uniscono per sviluppare la sicurezza del team a livello di officina. La letteratura sulla cultura organizzativa supporta l'argomento secondo cui alti livelli di coinvolgimento e partecipazione contribuiscono alla performance perché creano tra i membri dell'organizzazione un senso di proprietà e responsabilità che porta a un maggiore impegno volontario che facilita il coordinamento dei comportamenti e riduce la necessità di espliciti sistemi di controllo burocratico (Denison 1990). Inoltre, alcuni studi mostrano che il coinvolgimento può essere una strategia dei dirigenti per prestazioni efficaci così come una strategia dei lavoratori per un ambiente di lavoro migliore (Lawler 1986; Walton 1986).
Secondo la figura 1, i luoghi di lavoro che combinano un livello elevato di queste due dimensioni dovrebbero essere caratterizzati da ciò che chiamiamo an cultura della sicurezza integrata, il che significa che la sicurezza sul lavoro è integrata nella cultura organizzativa come valore chiave e nei comportamenti di tutti i membri dell'organizzazione, rafforzando così il coinvolgimento dai top manager fino ai dipendenti di base. L'evidenza empirica sopra menzionata supporta l'ipotesi che questo tipo di cultura della sicurezza dovrebbe portare i luoghi di lavoro alle migliori prestazioni di sicurezza rispetto ad altri tipi di cultura della sicurezza.
La gestione di una cultura della sicurezza integrata
La gestione di una cultura della sicurezza integrata richiede innanzitutto la volontà del senior management di incorporarla nella cultura organizzativa dell'azienda. Questo non è un compito semplice. Va ben oltre l'adozione di una politica aziendale ufficiale che sottolinea il valore chiave e la priorità data alla sicurezza sul lavoro e alla filosofia della sua gestione, sebbene in realtà l'integrazione della sicurezza sul lavoro nei valori fondamentali dell'organizzazione sia una pietra angolare nella costruzione di una sicurezza integrata cultura. In effetti, l'alta direzione dovrebbe essere consapevole che tale politica è il punto di partenza di un importante processo di cambiamento organizzativo, dal momento che la maggior parte delle organizzazioni non funziona ancora secondo una cultura della sicurezza integrata. Naturalmente, i dettagli della strategia di cambiamento varieranno a seconda di quale sia già la cultura della sicurezza esistente sul luogo di lavoro (vedere celle A, B e C della figura 1). In ogni caso, una delle questioni fondamentali è che il top management si comporti in modo congruente con tale politica (in altre parole, metta in pratica ciò che essa predica). Questo fa parte della leadership personale che i top manager dovrebbero dimostrare nell'implementare e far rispettare tale politica. Un'altra questione chiave è che l'alta dirigenza faciliti la strutturazione o la ristrutturazione di vari sistemi di gestione formali in modo da sostenere la costruzione di una cultura della sicurezza integrata. Ad esempio, se l'attuale cultura della sicurezza è burocratica, il ruolo del personale addetto alla sicurezza e del comitato congiunto per la salute e la sicurezza dovrebbe essere riorientato in modo tale da sostenere lo sviluppo del coinvolgimento dei supervisori e dei gruppi di lavoro in materia di sicurezza. Allo stesso modo, il sistema di valutazione delle prestazioni dovrebbe essere adattato in modo da riconoscere la responsabilità dei dirigenti di livello inferiore e le prestazioni dei gruppi di lavoro in materia di sicurezza sul lavoro.
Anche i dirigenti di livello inferiore, e in particolare i supervisori, svolgono un ruolo fondamentale nella gestione di una cultura della sicurezza integrata. Più specificamente, dovrebbero essere responsabili delle prestazioni di sicurezza dei loro gruppi di lavoro e dovrebbero incoraggiare i lavoratori a partecipare attivamente alla sicurezza sul lavoro. Secondo Petersen (1993), la maggior parte dei dirigenti di livello inferiore tende ad essere cinica nei confronti della sicurezza perché si confronta con la realtà dei messaggi contrastanti dei dirigenti superiori e con la promozione di vari programmi che vanno e vengono con scarso impatto duraturo. Pertanto, la costruzione di una cultura della sicurezza integrata spesso può richiedere un cambiamento nel modello di comportamento in materia di sicurezza dei supervisori.
Secondo un recente studio di Simard e Marchand (1995), un approccio sistematico al cambiamento del comportamento dei supervisori è la strategia più efficiente per effettuare il cambiamento. Tale approccio consiste in fasi coerenti e attive volte a risolvere tre problemi principali del processo di cambiamento: (1) la resistenza degli individui al cambiamento, (2) l'adattamento dei sistemi formali di gestione esistenti in modo da supportare il processo di cambiamento e (3 ) la formazione delle dinamiche politiche e culturali informali dell'organizzazione. Gli ultimi due problemi possono essere affrontati dalla leadership personale e strutturale dei dirigenti superiori, come menzionato nel paragrafo precedente. Tuttavia, nei luoghi di lavoro sindacalizzati, questa leadership dovrebbe modellare le dinamiche politiche dell'organizzazione in modo da creare un consenso con i leader sindacali riguardo allo sviluppo della gestione partecipativa della sicurezza a livello di officina. Per quanto riguarda il problema della resistenza dei supervisori al cambiamento, non dovrebbe essere gestito con un approccio di comando e controllo, ma con un approccio consultivo che aiuti i supervisori a partecipare al processo di cambiamento ea sviluppare un senso di appartenenza. Tecniche come il focus group e il comitato ad hoc, che consentono ai supervisori e ai gruppi di lavoro di esprimere le proprie preoccupazioni sulla gestione della sicurezza e di impegnarsi in un processo di risoluzione dei problemi, sono frequentemente utilizzate, in combinazione con un'adeguata formazione dei supervisori sulla gestione partecipativa ed efficace della supervisione .
Non è facile concepire una cultura della sicurezza veramente integrata in un luogo di lavoro che non ha un comitato paritetico per la salute e la sicurezza o un delegato per la sicurezza dei lavoratori. Tuttavia, molti paesi industrializzati e alcuni paesi in via di sviluppo ora dispongono di leggi e regolamenti che incoraggiano o obbligano i luoghi di lavoro a istituire tali comitati e delegati. Il rischio è che questi comitati e delegati possano diventare meri sostituti del reale coinvolgimento e responsabilizzazione dei dipendenti nella sicurezza sul lavoro a livello di officina, servendo così a rafforzare una cultura burocratica della sicurezza. Al fine di sostenere lo sviluppo di una cultura della sicurezza integrata, i comitati misti e i delegati dovrebbero promuovere un approccio di gestione della sicurezza decentralizzato e partecipativo, ad esempio (1) organizzando attività che sensibilizzino i dipendenti sui pericoli sul posto di lavoro e sui comportamenti a rischio (2 ) progettare procedure e programmi di formazione che consentano ai supervisori e ai gruppi di lavoro di risolvere molti problemi di sicurezza a livello di officina, (3) partecipare alla valutazione delle prestazioni di sicurezza sul posto di lavoro e (4) fornire feedback di rinforzo a supervisori e lavoratori.
Un altro potente mezzo per promuovere una cultura della sicurezza integrata tra i dipendenti è condurre un'indagine sulla percezione. I lavoratori in genere sanno dove sono molti dei problemi di sicurezza, ma poiché nessuno chiede loro la loro opinione, resistono a farsi coinvolgere nel programma di sicurezza. Un'indagine anonima sulla percezione è un mezzo per rompere questa situazione di stallo e promuovere il coinvolgimento dei dipendenti in materia di sicurezza, fornendo al contempo all'alta dirigenza un feedback che può essere utilizzato per migliorare la gestione del programma di sicurezza. Tale indagine può essere effettuata utilizzando un metodo di intervista combinato con un questionario somministrato a tutti oa un campione statisticamente valido di dipendenti (Bailey 1993; Petersen 1993). Il follow-up del sondaggio è fondamentale per costruire una cultura della sicurezza integrata. Una volta che i dati sono disponibili, il top management dovrebbe procedere con il processo di cambiamento creando gruppi di lavoro ad hoc con la partecipazione di ogni livello dell'organizzazione, compresi i lavoratori. Ciò fornirà diagnosi più approfondite dei problemi individuati nell'indagine e raccomanderà modi per migliorare gli aspetti della gestione della sicurezza che ne hanno bisogno. Tale indagine di percezione può essere ripetuta ogni anno o due, al fine di valutare periodicamente il miglioramento del loro sistema di gestione della sicurezza e della loro cultura.
Clima organizzativo e sicurezza
Viviamo in un'era di nuove tecnologie e sistemi di produzione più complessi, in cui le fluttuazioni dell'economia globale, le esigenze dei clienti e gli accordi commerciali influenzano i rapporti di un'organizzazione del lavoro (Moravec 1994). Le industrie stanno affrontando nuove sfide nella creazione e nel mantenimento di un ambiente di lavoro sano e sicuro. In diversi studi, gli sforzi per la sicurezza del management, l'impegno e il coinvolgimento del management nella sicurezza così come la qualità del management sono stati sottolineati come elementi chiave del sistema di sicurezza (Mattila, Hyttinen e Rantanen 1994; Dedobbeleer e Béland 1989; Smith 1989; Heinrich, Petersen e Roos 1980; Simonds e Shafai-Sahrai 1977; Komaki 1986; Smith et al. 1978).
Secondo Hansen (1993a), l'impegno del management per la sicurezza non è sufficiente se si tratta di uno stato passivo; solo una leadership attiva e visibile che crea un clima favorevole alla performance può guidare con successo un'azienda verso un posto di lavoro sicuro. Rogers (1961) ha indicato che "se l'amministratore, o leader militare o industriale, crea un tale clima all'interno dell'organizzazione, allora il personale diventerà più auto-reattivo, più creativo, più capace di adattarsi a nuovi problemi, più fondamentalmente cooperativo". La leadership della sicurezza è quindi vista come la promozione di un clima in cui il lavoro sicuro è apprezzato: un clima di sicurezza.
Sono state fatte pochissime ricerche sul concetto di clima di sicurezza (Zohar 1980; Brown e Holmes 1986; Dedobbeleer e Béland 1991; Oliver, Tomas e Melia 1993; Melia, Tomas e Oliver 1992). Le persone nelle organizzazioni incontrano migliaia di eventi, pratiche e procedure e percepiscono questi eventi in insiemi correlati. Ciò implica che gli ambienti di lavoro hanno numerosi climi e che il clima di sicurezza è visto come uno di questi. Poiché il concetto di clima è un fenomeno complesso e multilivello, la ricerca sul clima organizzativo è stata afflitta da problemi teorici, concettuali e di misurazione. Sembra quindi cruciale esaminare questi problemi nella ricerca sul clima di sicurezza se il clima di sicurezza deve rimanere un argomento di ricerca praticabile e uno strumento manageriale valido.
Il clima di sicurezza è stato considerato un concetto significativo che ha notevoli implicazioni per la comprensione delle prestazioni dei dipendenti (Brown e Holmes 1986) e per assicurare il successo nel controllo degli infortuni (Matttila, Hyttinen e Rantanen 1994). Se le dimensioni del clima di sicurezza possono essere valutate con precisione, la direzione può utilizzarle sia per riconoscere che per valutare potenziali aree problematiche. Inoltre, i risultati della ricerca ottenuti con un punteggio del clima di sicurezza standardizzato possono produrre utili confronti tra i settori, indipendentemente dalle differenze nella tecnologia e nei livelli di rischio. Un punteggio sul clima di sicurezza può quindi servire come linea guida nella definizione della politica di sicurezza di un'organizzazione del lavoro. Questo articolo esamina il concetto di clima di sicurezza nel contesto della letteratura sul clima organizzativo, discute la relazione tra politica di sicurezza e clima di sicurezza ed esamina le implicazioni del concetto di clima di sicurezza per la leadership nello sviluppo e nell'applicazione di una politica di sicurezza in un'organizzazione industriale.
Il concetto di clima di sicurezza nella ricerca sul clima organizzativo
Ricerca sul clima organizzativo
Il clima organizzativo è un concetto popolare da tempo. Molteplici revisioni del clima organizzativo sono apparse dalla metà degli anni '1960 (Schneider 1975a; Jones e James 1979; Naylor, Pritchard e Ilgen 1980; Schneider e Reichers 1983; Glick 1985; Koys e DeCotiis 1991). Esistono diverse definizioni del concetto. Clima organizzativo è stato vagamente usato per riferirsi a un'ampia classe di variabili organizzative e percettive che riflettono le interazioni individuo-organizzazione (Glick 1985; Field e Abelson 1982; Jones e James 1979). Secondo Schneider (1975a), dovrebbe riferirsi a un'area di ricerca piuttosto che a una specifica unità di analisi oa un particolare insieme di dimensioni. Il termine clima organizzativo dovrebbe essere soppiantato dalla parola clima fare riferimento a un clima per qualcosa.
Lo studio dei climi nelle organizzazioni è stato difficile perché è un fenomeno complesso e multilivello (Glick 1985; Koys e DeCotiis 1991). Tuttavia, sono stati compiuti progressi nella concettualizzazione del costrutto climatico (Schneider e Reichers 1983; Koys e DeCotiis 1991). Una distinzione proposta da James e Jones (1974) tra climi psicologici e climi organizzativi ha ottenuto l'accettazione generale. La differenziazione è fatta in termini di livello di analisi. Il clima psicologico è studiato a livello individuale di analisi e il clima organizzativo è studiato a livello organizzativo di analisi. Se considerato come un attributo individuale, il termine clima psicologico è raccomandato. Se considerato come un attributo organizzativo, il termine clima organizzativo è visto come appropriato. Entrambi gli aspetti del clima sono considerati fenomeni multidimensionali, descrittivi della natura delle percezioni dei dipendenti delle loro esperienze all'interno di un'organizzazione del lavoro.
Sebbene la distinzione tra clima psicologico e clima organizzativo sia generalmente accettata, essa non ha districato la ricerca sul clima organizzativo dai suoi problemi concettuali e metodologici (Glick 1985). Uno dei problemi irrisolti è il problema dell'aggregazione. Il clima organizzativo è spesso definito come una semplice aggregazione del clima psicologico in un'organizzazione (James 1982; Joyce e Slocum 1984). La domanda è: come possiamo aggregare le descrizioni degli individui del loro ambiente di lavoro in modo da rappresentare un'unità sociale più ampia, l'organizzazione? Schneider e Reichers (1983) hanno notato che "è necessario un duro lavoro concettuale prima della raccolta dei dati in modo che (a) i gruppi di eventi valutati campionino il dominio rilevante dei problemi e (b) l'indagine sia relativamente descrittiva e si riferisca all'unità (vale a dire, individuo, sottosistema, organizzazione totale) di interesse per scopi analitici. Glick (1985) ha aggiunto che il clima organizzativo dovrebbe essere concettualizzato come un fenomeno organizzativo, non come una semplice aggregazione di clima psicologico. Ha anche riconosciuto l'esistenza di molteplici unità di teoria e analisi (vale a dire, individuale, subunità e organizzativa). Il clima organizzativo connota un'unità organizzativa della teoria; non si riferisce al clima di un individuo, di un gruppo di lavoro, di un'occupazione, di un dipartimento o di un posto di lavoro. Altre etichette e unità di teoria e analisi dovrebbero essere usate per il clima di un individuo e il clima di un gruppo di lavoro.
L'accordo percettivo tra i dipendenti di un'organizzazione ha ricevuto una notevole attenzione (Abbey e Dickson 1983; James 1982). Il basso accordo percettivo sulle misure del clima psicologico è attribuito sia a errori casuali che a fattori sostanziali. Poiché ai dipendenti viene chiesto di riferire sul clima dell'organizzazione e non sul loro clima psicologico o di gruppo di lavoro, si ritiene che molti degli errori casuali a livello individuale e le fonti di distorsione si annullino a vicenda quando le misure percettive vengono aggregate a livello organizzativo (Glick 1985 ). Per districare i climi psicologici e organizzativi e per stimare i contributi relativi dei processi organizzativi e psicologici come determinanti dei climi organizzativi e psicologici, l'uso di modelli multilivello sembra essere cruciale (Hox e Kreft 1994; Rabash e Woodhouse 1995). Questi modelli tengono conto dei livelli psicologici e organizzativi senza utilizzare misure medie dei climi organizzativi che di solito vengono prese su un campione rappresentativo di individui in un certo numero di organizzazioni. Si può dimostrare (Manson, Wong e Entwisle 1983) che le stime distorte delle medie climatiche organizzative e degli effetti delle caratteristiche organizzative sui climi risultano dall'aggregazione a livello organizzativo, misurazioni effettuate a livello individuale. La convinzione che gli errori di misurazione a livello individuale vengano annullati quando viene calcolata la media su un'organizzazione è infondata.
Un altro problema persistente con il concetto di clima è la specificazione di dimensioni appropriate del clima organizzativo e/o psicologico. Jones e James (1979) e Schneider (1975a) hanno suggerito di utilizzare dimensioni climatiche che potrebbero influenzare o essere associate ai criteri di interesse dello studio. Schneider e Reichers (1983) hanno esteso questa idea sostenendo che le organizzazioni del lavoro hanno climi diversi per cose specifiche come sicurezza, servizio (Schneider, Parkington e Buxton 1980), relazioni industriali interne (Bluen e Donald 1991), produzione, sicurezza e qualità. Sebbene il criterio di riferimento fornisca una certa attenzione nella scelta delle dimensioni del clima, il clima rimane un termine generico ampio. Non è stato raggiunto il livello di sofisticazione richiesto per poter identificare quali dimensioni di pratiche e procedure siano rilevanti per la comprensione di particolari criteri in specifiche collettività (ad esempio, gruppi, posizioni, funzioni) (Schneider 1975a). Tuttavia, il bando per studi orientati ai criteri non esclude di per sé la possibilità che un insieme relativamente piccolo di dimensioni possa ancora descrivere ambienti multipli mentre una dimensione particolare può essere positivamente correlata ad alcuni criteri, non correlata ad altri e negativamente correlata a un terzo insieme di risultati.
Il concetto di clima di sicurezza
Il concetto di clima di sicurezza è stato sviluppato nel contesto delle definizioni generalmente accettate del clima organizzativo e psicologico. Nessuna definizione specifica del concetto è stata ancora offerta per fornire linee guida chiare per la misurazione e la costruzione della teoria. Pochissimi studi hanno misurato il concetto, incluso un campione stratificato di 20 organizzazioni industriali in Israele (Zohar 1980), 10 aziende manifatturiere e produttive negli stati del Wisconsin e dell'Illinois (Brown e Holmes 1986), 9 cantieri nello stato del Maryland (Dedobbeleer e Béland 1991), 16 cantieri in Finlandia (Mattila, Hyttinen e Rantanen 1994, Mattila, Rantanen e Hyttinen 1994), e tra i lavoratori di Valencia (Oliver, Tomas e Melia 1993; Melia, Tomas e Oliver 1992).
Il clima è stato visto come un riassunto delle percezioni che i lavoratori condividono riguardo al loro ambiente di lavoro. Le percezioni climatiche riassumono la descrizione di un individuo delle sue esperienze organizzative piuttosto che la sua reazione valutativa affettiva a ciò che è stato sperimentato (Koys e DeCotiis 1991). Seguendo Schneider e Reichers (1983) e Dieterly e Schneider (1974), i modelli sul clima di sicurezza presumono che queste percezioni siano sviluppate perché sono necessarie come quadro di riferimento per valutare l'adeguatezza del comportamento. Sulla base di una varietà di segnali presenti nel loro ambiente di lavoro, si riteneva che i dipendenti sviluppassero insiemi coerenti di percezioni e aspettative riguardo alle contingenze di comportamento e risultato e si comportassero di conseguenza (Frederiksen, Jensen e Beaton 1972; Schneider 1975a, 1975b).
La tabella 1 mostra una certa diversità nel tipo e nel numero di dimensioni del clima di sicurezza presentate negli studi di convalida sul clima di sicurezza. Nella letteratura generale sul clima organizzativo, c'è pochissimo accordo sulle dimensioni del clima organizzativo. Tuttavia, i ricercatori sono incoraggiati a utilizzare dimensioni climatiche che potrebbero influenzare o essere associate ai criteri di interesse dello studio. Questo approccio è stato adottato con successo negli studi sul clima di sicurezza. Zohar (1980) ha sviluppato sette serie di item descrittivi di eventi, pratiche e procedure organizzative e che si è scoperto differenziare le fabbriche ad alto rischio da quelle a basso rischio (Cohen 1977). Brown e Holmes (1986) hanno utilizzato il questionario di 40 voci di Zohar e hanno trovato un modello a tre fattori invece del modello a otto fattori di Zohar. Dedobbeleer e Béland hanno utilizzato nove variabili per misurare il modello a tre fattori di Brown e Holmes. Le variabili sono state scelte per rappresentare i problemi di sicurezza nel settore delle costruzioni e non erano tutte identiche a quelle incluse nel questionario di Zohar. È stato trovato un modello a due fattori. Resta da discutere se le differenze tra i risultati di Brown e Holmes ei risultati di Dedobbeleer e Béland siano attribuibili all'uso di una procedura statistica più adeguata (procedura dei minimi quadrati ponderati LISREL con coefficienti di correlazioni tetracoriche). Una replica è stata fatta da Oliver, Tomas e Melia (1993) e Melia, Tomas e Oliver (1992) con nove variabili simili ma non identiche che misurano le percezioni climatiche tra lavoratori post-traumatici e pre-traumatici di diversi tipi di industrie. Sono stati trovati risultati simili a quelli dello studio Dedobbeleer e Béland.
Tabella 1. Misure di clima di sicurezza
|
Autore (s) |
Dimensioni |
articoli |
|
Lo Zohar (1980) |
Importanza percepita della formazione sulla sicurezza |
40 |
|
Marrone e Holmes (1986) |
Percezione dei dipendenti di quanto la direzione sia preoccupata per il loro benessere |
10 |
|
Dedobbeleer e Béland (1991) |
Impegno e coinvolgimento della direzione per la sicurezza |
9 |
|
Melia, Tomas e Oliver (1992) |
Modello a due fattori di Dedobbeleer e Béland |
9 |
|
Oliver, Tommaso e Melia (1993) |
Modello a due fattori di Dedobbeleer e Béland |
9 |
Diverse strategie sono state utilizzate per migliorare la validità delle misure sul clima di sicurezza. Esistono diversi tipi di validità (ad esempio, contenuto, concorrente e costrutto) e diversi modi per valutare la validità di uno strumento. La validità dei contenuti è l'adeguatezza campionaria del contenuto di uno strumento di misura (Nunnally 1978). Nella ricerca sul clima di sicurezza, gli elementi sono quelli indicati dalla ricerca precedente come misure significative della sicurezza sul lavoro. Altri giudici "competenti" di solito giudicano il contenuto degli item, e quindi viene utilizzato un metodo per mettere in comune questi giudizi indipendenti. Di tale procedura non si parla negli articoli sul clima di sicurezza.
Validità di costrutto è la misura in cui uno strumento misura il costrutto teorico che il ricercatore desidera misurare. Richiede una dimostrazione che il costrutto esiste, che è distinto da altri costrutti e che il particolare strumento misura quel particolare costrutto e nessun altro (Nunnally 1978). Lo studio di Zohar ha seguito diversi suggerimenti per migliorare la validità. Sono stati scelti campioni rappresentativi di fabbriche. In ogni stabilimento è stato prelevato un campione stratificato casuale di 20 addetti alla produzione. Tutte le domande si sono concentrate sul clima organizzativo per la sicurezza. Per studiare la validità costruttiva del suo strumento sul clima di sicurezza, ha utilizzato i coefficienti di correlazione dei ranghi di Spearman per testare l'accordo tra i punteggi sul clima di sicurezza delle fabbriche e la classifica degli ispettori della sicurezza delle fabbriche selezionate in ciascuna categoria di produzione in base alle pratiche di sicurezza e ai programmi di prevenzione degli incidenti. Il livello di clima di sicurezza è stato correlato con l'efficacia del programma di sicurezza giudicato dagli ispettori della sicurezza. Utilizzando l'analisi fattoriale di conferma LISREL, Brown e Holmes (1986) hanno verificato la validità fattoriale del modello di misurazione dello Zohar con un campione di lavoratori statunitensi. Volevano convalidare il modello di Zohar mediante la replicazione raccomandata delle strutture fattoriali (Rummel 1970). Il modello non era supportato dai dati. Un modello a tre fattori ha fornito un adattamento migliore. I risultati hanno inoltre indicato che le strutture climatiche hanno mostrato stabilità tra diverse popolazioni. Non differivano tra i dipendenti che hanno avuto incidenti e quelli che non ne hanno avuti, fornendo successivamente una misura del clima valida e affidabile in tutti i gruppi. I gruppi sono stati quindi confrontati sui punteggi climatici e sono state rilevate differenze nella percezione del clima tra i gruppi. Poiché il modello ha la capacità di distinguere individui noti per differire, validità concorrente è stato mostrato.
Per testare la stabilità del modello a tre fattori di Brown e Holmes (1986), Dedobbeleer e Béland (1991) hanno utilizzato due procedure LISREL (il metodo della massima verosimiglianza scelto da Brown e Holmes e il metodo dei minimi quadrati ponderati) con i lavoratori edili. I risultati hanno rivelato che un modello a due fattori ha fornito un adattamento complessivamente migliore. La validazione della costruzione è stata anche testata indagando la relazione tra una misura percettiva del clima di sicurezza e misure oggettive (es. caratteristiche strutturali e di processo dei cantieri). Relazioni positive sono state trovate tra le due misure. Le prove sono state raccolte da diverse fonti (es. lavoratori e sovrintendenti) e in modi diversi (es. questionario scritto e interviste). Mattila, Rantanen e Hyttinen (1994) hanno replicato questo studio mostrando che risultati simili sono stati ottenuti dalle misurazioni oggettive dell'ambiente di lavoro, risultanti in un indice di sicurezza, e dalle misure percettive del clima di sicurezza.
Una replica sistematica della struttura bifattoriale di Dedobbeleer e Béland (1991) è stata effettuata in due diversi campioni di lavoratori con occupazioni diverse da Oliver, Tomas e Melia (1993) e Melia, Tomas e Oliver (1992). Il modello a due fattori ha fornito il miglior adattamento globale. Le strutture climatiche non differivano tra i lavoratori edili statunitensi e i lavoratori spagnoli di diversi tipi di industrie, fornendo successivamente una misura climatica valida tra diverse popolazioni e diversi tipi di occupazioni.
L'affidabilità è una questione importante nell'uso di uno strumento di misura. Si riferisce all'accuratezza (coerenza e stabilità) della misurazione da parte di uno strumento (Nunnally 1978). Zohar (1980) ha valutato il clima organizzativo per la sicurezza in campioni di organizzazioni con diverse tecnologie. L'affidabilità delle sue misure percettive aggregate del clima organizzativo è stata stimata da Glick (1985). Ha calcolato l'affidabilità del valutatore medio a livello aggregato utilizzando la formula di Spearman-Brown basata sulla correlazione intraclasse da un'analisi della varianza unidirezionale e ha trovato un ICC(1,k) di 0.981. Glick ha concluso che le misure aggregate di Zohar erano misure coerenti del clima organizzativo per la sicurezza. Anche le analisi fattoriali di conferma LISREL condotte da Brown e Holmes (1986), Dedobbeleer e Béland (1991), Oliver, Tomas e Melia (1993) e Melia, Tomas e Oliver (1992) hanno dimostrato l'affidabilità delle misure climatiche di sicurezza. Nello studio di Brown e Holmes, le strutture dei fattori sono rimaste le stesse per i gruppi senza incidenti rispetto a quelli con incidenti. Oliver et al. e Melia et al. dimostrato la stabilità delle strutture dei fattori Dedobbeleer e Béland in due diversi campioni.
Politica di sicurezza e clima di sicurezza
Il concetto di clima di sicurezza ha implicazioni importanti per le organizzazioni industriali. Implica che i lavoratori abbiano un insieme unificato di cognizioni riguardanti gli aspetti di sicurezza dei loro ambienti di lavoro. Poiché queste cognizioni sono viste come un quadro di riferimento necessario per valutare l'adeguatezza del comportamento (Schneider 1975a), esse hanno un'influenza diretta sulle prestazioni di sicurezza dei lavoratori (Dedobbeleer, Béland e German 1990). Vi sono quindi implicazioni applicative di base del concetto di clima di sicurezza nelle organizzazioni industriali. La misurazione del clima di sicurezza è uno strumento pratico che può essere utilizzato dal management a basso costo per valutare e riconoscere potenziali aree problematiche. Si dovrebbe quindi raccomandare di includerlo come un elemento del sistema informativo sulla sicurezza di un'organizzazione. Le informazioni fornite possono servire come linee guida nella definizione di una politica di sicurezza.
Poiché le percezioni del clima di sicurezza dei lavoratori sono in gran parte correlate agli atteggiamenti della direzione nei confronti della sicurezza e all'impegno della direzione nei confronti della sicurezza, si può quindi concludere che un cambiamento negli atteggiamenti e nei comportamenti della direzione è un prerequisito per qualsiasi tentativo riuscito di migliorare il livello di sicurezza nelle organizzazioni industriali. L'ottima gestione diventa politica di sicurezza. Zohar (1980) ha concluso che la sicurezza dovrebbe essere integrata nel sistema di produzione in modo strettamente correlato al grado complessivo di controllo che la direzione ha sui processi di produzione. Questo punto è stato sottolineato nella letteratura in materia di politica della sicurezza. Il coinvolgimento della direzione è considerato fondamentale per il miglioramento della sicurezza (Minter 1991). Gli approcci tradizionali mostrano un'efficacia limitata (Sarkis 1990). Si basano su elementi quali comitati per la sicurezza, riunioni sulla sicurezza, norme sulla sicurezza, slogan, campagne di manifesti e incentivi o concorsi sulla sicurezza. Secondo Hansen (1993b), queste strategie tradizionali assegnano la responsabilità della sicurezza a un coordinatore del personale che è distaccato dalla missione di linea e il cui compito è quasi esclusivamente quello di ispezionare i pericoli. Il problema principale è che questo approccio non riesce a integrare la sicurezza nel sistema produttivo, limitando così la sua capacità di identificare e risolvere le sviste e le insufficienze gestionali che contribuiscono alla causa degli incidenti (Hansen 1993b; Cohen 1977).
Contrariamente ai lavoratori della produzione negli studi Zohar e Brown e Holmes, i lavoratori edili percepivano gli atteggiamenti e le azioni di sicurezza del management come un'unica dimensione (Dedobbeleer e Béland 1991). Anche i lavoratori edili hanno percepito la sicurezza come una responsabilità congiunta tra individui e management. Questi risultati hanno importanti implicazioni per lo sviluppo delle politiche di sicurezza. Suggeriscono che il supporto e l'impegno della direzione per la sicurezza dovrebbero essere altamente visibili. Inoltre, indicano che le politiche di sicurezza dovrebbero affrontare i problemi di sicurezza sia della direzione che dei lavoratori. Gli incontri sulla sicurezza come i “circoli culturali” di Freire (1988) possono essere un mezzo adeguato per coinvolgere i lavoratori nell'identificazione dei problemi di sicurezza e delle soluzioni a questi problemi. Le dimensioni del clima di sicurezza sono quindi in stretta relazione con la mentalità di partenariato per migliorare la sicurezza sul lavoro, in contrasto con la mentalità di applicazione della polizia che era presente nel settore edile (Smith 1993). Nel contesto dell'aumento dei costi dell'assistenza sanitaria e della retribuzione dei lavoratori, è emerso un approccio di gestione del lavoro non conflittuale alla salute e alla sicurezza (Smith 1993). Questo approccio di partenariato richiede quindi una rivoluzione nella gestione della sicurezza, allontanandosi dai programmi e dalle politiche di sicurezza tradizionali.
In Canada, Sass (1989) ha indicato la forte resistenza da parte del management e del governo all'estensione dei diritti dei lavoratori in materia di salute e sicurezza sul lavoro. Questa resistenza si basa su considerazioni economiche. Sass ha quindi sostenuto "lo sviluppo di un'etica dell'ambiente di lavoro basata su principi egualitari e la trasformazione del gruppo di lavoro primario in una comunità di lavoratori che possono plasmare il carattere del loro ambiente di lavoro". Ha anche suggerito che la relazione appropriata nell'industria per riflettere un ambiente di lavoro democratico è la "collaborazione", l'unione dei gruppi di lavoro primari alla pari. In Quebec, questa filosofia progressista è stata resa operativa nella creazione di "comitati di parità" (Gouvernement du Québec 1978). Secondo la legge, ogni organizzazione con più di dieci dipendenti doveva creare un comitato di parità, che comprendesse i rappresentanti dei datori di lavoro e dei lavoratori. Tale comitato ha potere determinante nelle seguenti questioni relative al programma di prevenzione: determinazione di un programma di assistenza sanitaria, scelta del medico competente, accertamento di pericoli imminenti e sviluppo di programmi di formazione e informazione. Il comitato è anche responsabile del monitoraggio preventivo nell'organizzazione; rispondere ai reclami dei lavoratori e dei datori di lavoro; analizzare e commentare le denunce di infortunio; istituire un registro degli infortuni, degli infortuni, delle malattie e dei reclami dei lavoratori; studiare statistiche e rapporti; e comunicare informazioni sulle attività del comitato.
Leadership e clima di sicurezza
Per far accadere cose che permettano all'azienda di evolversi verso nuovi presupposti culturali, il management deve essere disposto ad andare oltre l'“impegno” verso la leadership partecipativa (Hansen 1993a). Il posto di lavoro ha quindi bisogno di leader con visione, capacità di responsabilizzazione e volontà di provocare il cambiamento.
Il clima di sicurezza è creato dalle azioni dei leader. Ciò significa promuovere un clima in cui il lavoro sicuro sia apprezzato, invitando tutti i dipendenti a pensare oltre il proprio lavoro specifico, a prendersi cura di se stessi e dei propri colleghi, diffondendo e coltivando la leadership nella sicurezza (Lark 1991). Per indurre questo clima, i leader hanno bisogno di percezione e intuizione, motivazione e abilità per comunicare dedizione o impegno al gruppo al di là dell'interesse personale, forza emotiva, capacità di indurre la "ridefinizione cognitiva" articolando e vendendo nuove visioni e concetti, capacità di creare coinvolgimento e partecipazione e profondità di visione (Schein 1989). Per modificare qualsiasi elemento dell'organizzazione, i leader devono essere disposti a "scongelare" (Lewin 1951) la propria organizzazione.
Secondo Lark (1991), leadership nella sicurezza significa a livello esecutivo, creare un clima generale in cui la sicurezza è un valore e in cui supervisori e non supervisori prendono coscienziosamente ea loro volta la guida nel controllo dei rischi. Questi dirigenti esecutivi pubblicano una politica di sicurezza in cui: affermano il valore di ciascun dipendente e del gruppo e il proprio impegno per la sicurezza; mettere in relazione la sicurezza con la continuità dell'impresa e il raggiungimento dei suoi obiettivi; esprimono le loro aspettative che ogni individuo sarà responsabile della sicurezza e parteciperà attivamente al mantenimento della salubrità e della sicurezza sul posto di lavoro; nominare per iscritto un rappresentante per la sicurezza e autorizzare tale persona ad attuare la politica di sicurezza aziendale.
I capi supervisori si aspettano un comportamento sicuro dai subordinati e li coinvolgono direttamente nell'identificazione dei problemi e delle loro soluzioni. Leadership nella sicurezza per il non supervisore significa segnalare le carenze, vedere le azioni correttive come una sfida e lavorare per correggere queste carenze.
La leadership sfida e autorizza le persone a guidare a pieno titolo. Al centro di questa nozione di empowerment c'è il concetto di potere, definito come la capacità di controllare i fattori che determinano la propria vita. Il nuovo movimento per la promozione della salute, tuttavia, tenta di riformulare il potere non come "potere su" ma piuttosto come "potere a" o come "potere con" (Robertson e Minkler 1994).
Conclusioni
Solo alcuni dei problemi concettuali e metodologici che affliggono gli scienziati del clima organizzativo vengono affrontati nella ricerca sul clima di sicurezza. Non è stata ancora data alcuna definizione specifica del concetto di clima di sicurezza. Tuttavia, alcuni dei risultati della ricerca sono molto incoraggianti. La maggior parte degli sforzi di ricerca sono stati diretti verso la convalida di un modello climatico di sicurezza. Si è prestata attenzione alla specificazione di adeguate dimensioni del clima di sicurezza. Le dimensioni suggerite dalla letteratura sulle caratteristiche organizzative individuate per discriminare le aziende ad alto e basso tasso di infortuni sono servite come utile punto di partenza per il processo di identificazione delle dimensioni. Vengono proposti modelli a otto, tre e due fattori. Poiché il rasoio di Occam esige una certa parsimonia, la limitazione delle dimensioni sembra pertinente. Il modello a due fattori è quindi il più appropriato, in particolare in un contesto lavorativo in cui è necessario somministrare brevi questionari. I risultati dell'analisi fattoriale per le scale basate sulle due dimensioni sono molto soddisfacenti. Inoltre, viene fornita una misura climatica valida per diverse popolazioni e diverse occupazioni. Ulteriori studi dovrebbero, tuttavia, essere condotti se si vogliono soddisfare le regole di replicazione e generalizzazione del test teorico. La sfida è quella di specificare un universo teoricamente significativo e analiticamente pratico di possibili dimensioni climatiche. La ricerca futura dovrebbe concentrarsi anche sulle unità organizzative di analisi per valutare e migliorare la validità e l'affidabilità del clima organizzativo per le misure di sicurezza. Diversi studi sono in corso in questo momento in diversi paesi e il futuro sembra promettente.
Poiché il concetto di clima di sicurezza ha implicazioni importanti per la politica di sicurezza, diventa particolarmente cruciale risolvere i problemi concettuali e metodologici. Il concetto richiede chiaramente una rivoluzione nella gestione della sicurezza. Un processo di cambiamento degli atteggiamenti e dei comportamenti del management diventa un prerequisito per il raggiungimento delle prestazioni di sicurezza. La "leadership di partenariato" deve emergere da questo periodo in cui ristrutturazioni e licenziamenti sono un segno dei tempi. La leadership sfida e dà potere. In questo processo di empowerment, datori di lavoro e dipendenti aumenteranno la loro capacità di lavorare insieme in modo partecipativo. Svilupperanno anche capacità di ascolto e di intervento, analisi dei problemi e costruzione del consenso. Un senso di comunità dovrebbe svilupparsi così come l'autoefficacia. I datori di lavoro e i dipendenti potranno sfruttare queste conoscenze e queste competenze.
Processo partecipativo di miglioramento del posto di lavoro
Modifica del comportamento: una tecnica di gestione della sicurezza
La gestione della sicurezza ha due compiti principali. Spetta all'organizzazione per la sicurezza (1) mantenere le prestazioni di sicurezza dell'azienda al livello attuale e (2) attuare misure e programmi che migliorino le prestazioni di sicurezza. I compiti sono diversi e richiedono approcci diversi. Questo articolo descrive un metodo per il secondo compito che è stato utilizzato in numerose aziende con ottimi risultati. Lo sfondo di questo metodo è la modifica del comportamento, che è una tecnica per migliorare la sicurezza che ha molte applicazioni nel mondo degli affari e dell'industria. Due esperimenti condotti in modo indipendente sulle prime applicazioni scientifiche della modifica del comportamento furono pubblicati dagli americani nel 1978. Le applicazioni erano in luoghi molto diversi. Komaki, Barwick e Scott (1978) hanno studiato in una panetteria. Sulzer-Azaroff (1978) ha studiato nei laboratori di un'università.
Conseguenze del comportamento
La modifica del comportamento pone l'accento sulle conseguenze di un comportamento. Quando i lavoratori hanno diversi comportamenti tra cui scegliere, scelgono quello che dovrebbe portare a conseguenze più positive. Prima dell'azione, il lavoratore ha una serie di attitudini, abilità, attrezzature e condizioni della struttura. Questi hanno un'influenza sulla scelta dell'azione. Tuttavia, è soprattutto ciò che segue l'azione come conseguenze prevedibili che determina la scelta del comportamento. Poiché le conseguenze hanno un effetto su atteggiamenti, abilità e così via, hanno il ruolo predominante nell'indurre un cambiamento nel comportamento, secondo i teorici (figura 1).
Figura 1. Modifica del comportamento: una tecnica di gestione della sicurezza

Il problema nell'area della sicurezza è che molti comportamenti non sicuri portano i lavoratori a scegliere conseguenze più positive (nel senso di premiare apparentemente il lavoratore) piuttosto che comportamenti sicuri. Un metodo di lavoro non sicuro può essere più gratificante se è più rapido, forse più semplice e induce l'apprezzamento da parte del supervisore. La conseguenza negativa, ad esempio un infortunio, non segue ogni comportamento pericoloso, poiché gli infortuni richiedono che esistano altre condizioni avverse prima che possano verificarsi. Pertanto le conseguenze positive sono schiaccianti per numero e frequenza.
Ad esempio, è stato condotto un workshop in cui i partecipanti hanno analizzato video di vari lavori in un impianto di produzione. Questi partecipanti, ingegneri e operatori di macchina dello stabilimento, hanno notato che una macchina veniva azionata con la protezione aperta. “Non si può tenere chiusa la guardia”, ha affermato un operatore. “Se il funzionamento automatico cessa, premo il finecorsa e forzo l'ultimo pezzo ad uscire dalla macchina”, ha detto. “Altrimenti devo togliere la parte non finita, portarla per diversi metri e rimetterla sul nastro trasportatore. La parte è pesante; è più facile e veloce usare il finecorsa.”
Questo piccolo incidente illustra bene come le conseguenze previste influenzano le nostre decisioni. L'operatore vuole svolgere il lavoro velocemente ed evitare di sollevare una parte pesante e difficile da maneggiare. Anche se questo è più rischioso, l'operatore rifiuta il metodo più sicuro. Lo stesso meccanismo si applica a tutti i livelli nelle organizzazioni. Ad un direttore di stabilimento, ad esempio, piace massimizzare il profitto dell'operazione ed essere premiato per i buoni risultati economici. Se il top management non presta attenzione alla sicurezza, il direttore dello stabilimento può aspettarsi conseguenze più positive dagli investimenti che massimizzano la produzione rispetto a quelli che migliorano la sicurezza.
Conseguenze positive e negative
I governi danno regole ai decisori economici attraverso leggi e applicano le leggi con sanzioni. Il meccanismo è diretto: qualsiasi decisore può aspettarsi conseguenze negative in caso di violazione della legge. La differenza tra l'approccio legale e l'approccio sostenuto qui sta nel tipo di conseguenze. Le forze dell'ordine utilizzano conseguenze negative per comportamenti non sicuri, mentre le tecniche di modifica del comportamento utilizzano conseguenze positive per comportamenti sicuri. Le conseguenze negative hanno i loro svantaggi anche se sono efficaci. Nel settore della sicurezza, l'uso di conseguenze negative è stato comune, estendendosi dalle sanzioni governative al rimprovero del supervisore. Le persone cercano di evitare sanzioni. Così facendo, associano facilmente la sicurezza alle sanzioni, come qualcosa di meno desiderabile.
Le conseguenze positive che rafforzano il comportamento sicuro sono più desiderabili, poiché associano sentimenti positivi alla sicurezza. Se gli operatori possono aspettarsi conseguenze più positive da metodi di lavoro sicuri, lo scelgono più come probabile ruolo di comportamento. Se i gestori degli impianti vengono valutati e premiati sulla base della sicurezza, molto probabilmente daranno un valore maggiore agli aspetti di sicurezza nelle loro decisioni.
La gamma di possibili conseguenze positive è ampia. Si estendono dall'attenzione sociale a vari privilegi e gettoni. Alcune delle conseguenze possono essere facilmente attribuite al comportamento; altri richiedono azioni amministrative che possono essere opprimenti. Fortunatamente, solo la possibilità di essere ricompensati può cambiare le prestazioni.
Modifica del comportamento non sicuro in comportamento sicuro
Ciò che era particolarmente interessante nel lavoro originale di Komaki, Barwick e Scott (1978) e di Sulzer-Azaroff (1978) era l'uso delle informazioni sulla performance come conseguenza. Piuttosto che utilizzare conseguenze sociali o ricompense tangibili, che possono essere difficili da amministrare, hanno sviluppato un metodo per misurare le prestazioni di sicurezza di un gruppo di lavoratori e hanno utilizzato l'indice di prestazione come conseguenza. L'indice è stato costruito in modo che fosse solo una singola cifra che variava tra 0 e 100. Essendo semplice, comunicava efficacemente il messaggio sulla performance attuale agli interessati. L'applicazione originale di questa tecnica mirava proprio a convincere i dipendenti a cambiare il loro comportamento. Non ha affrontato altri aspetti del miglioramento del posto di lavoro, come l'eliminazione dei problemi mediante l'ingegneria o l'introduzione di modifiche procedurali. Il programma è stato attuato dai ricercatori senza il coinvolgimento attivo dei lavoratori.
Gli utenti della tecnica di modifica del comportamento (BM) presumono che il comportamento non sicuro sia un fattore essenziale nella causa degli incidenti e un fattore che può cambiare isolatamente senza effetti successivi. Pertanto, il punto di partenza naturale di un programma di BM è l'indagine sugli incidenti per l'identificazione di comportamenti non sicuri (Sulzer-Azaroff e Fellner 1984). Un'applicazione tipica della modifica del comportamento legata alla sicurezza è costituita dai passaggi indicati nella figura 2. Gli atti sicuri devono essere specificati con precisione, secondo gli sviluppatori della tecnica. Il primo passo è definire quali sono gli atti corretti in un'area come un reparto, un'area di vigilanza e così via. Indossare occhiali di sicurezza in modo appropriato in determinate aree sarebbe un esempio di azione sicura. Di solito, un piccolo numero di azioni sicure specifiche, ad esempio dieci, viene definito per un programma di modifica del comportamento.
Figura 2. La modifica del comportamento per la sicurezza consiste nei seguenti passaggi

Alcuni altri esempi di tipici comportamenti sicuri sono:
- Nel lavorare su una scala, dovrebbe essere legata.
- Quando si lavora su una passerella, non bisogna sporgersi oltre la ringhiera.
- I dispositivi di blocco devono essere utilizzati durante la manutenzione elettrica.
- È necessario indossare dispositivi di protezione.
- Un carrello elevatore dovrebbe essere guidato su o giù per una rampa con il braccio nella posizione corretta (Krause, Hidley e Hodgson 1990; McSween 1995).
Se un numero sufficiente di persone, tipicamente da 5 a 30, lavora in una data area, è possibile generare una checklist di osservazione basata su comportamenti non sicuri. Il principio principale è scegliere gli elementi della lista di controllo che hanno solo due valori, corretti o errati. Se indossare occhiali di sicurezza è uno degli atti di sicurezza specificati, sarebbe opportuno osservare ogni persona separatamente e determinare se indossa o meno occhiali di sicurezza. In questo modo le osservazioni forniscono dati oggettivi e chiari sulla prevalenza di comportamenti sicuri. Altri comportamenti sicuri specificati forniscono altri elementi da includere nella checklist di osservazione. Se l'elenco è composto, ad esempio, da cento voci, è facile calcolare un indice di performance di sicurezza della percentuale di quelle voci contrassegnate come corrette, dopo che l'osservazione è stata completata. L'indice di prestazione di solito varia di volta in volta.
Quando la tecnica di misurazione è pronta, gli utenti determinano la linea di base. I turni di osservazione vengono effettuati a orari casuali settimanali (o per diverse settimane). Quando viene effettuato un numero sufficiente di turni di osservazione, si ottiene un quadro ragionevole delle variazioni della prestazione di base. Ciò è necessario affinché i meccanismi positivi funzionino. La linea di base dovrebbe essere compresa tra il 50 e il 60% per fornire un punto di partenza positivo per il miglioramento e per riconoscere le prestazioni precedenti. La tecnica ha dimostrato la sua efficacia nel modificare il comportamento di sicurezza. Sulzer-Azaroff, Harris e McCann (1994) elencano nella loro rassegna 44 studi pubblicati che mostrano un effetto definito sul comportamento. La tecnica sembra funzionare quasi sempre, con poche eccezioni, come menzionato in Cooper et al. 1994.
Applicazione pratica della teoria comportamentale
A causa di diversi inconvenienti nella modifica del comportamento, abbiamo sviluppato un'altra tecnica che mira a correggere alcuni degli inconvenienti. Viene chiamato il nuovo programma Tuttava, che è l'acronimo delle parole finlandesi produttivo in sicurezza. Le principali differenze sono mostrate nella tabella 1.
Tabella 1. Differenze tra Tuttava e altri programmi/tecniche
|
Aspetto |
Modifica del comportamento per la sicurezza |
Processo partecipativo di miglioramento del posto di lavoro, Tuttava |
|
Base |
Incidenti, inconvenienti, percezione del rischio |
Analisi del lavoro, flusso di lavoro |
|
Focus |
Le persone e il loro comportamento |
Condizioni |
|
Implementazione Esperti, consulenti |
Team congiunto dipendenti-gestione |
|
|
Entourage |
Temporaneo |
Sostenibile |
|
Goal |
Cambiamento comportamentale |
Cambiamento fondamentale e culturale |
La teoria della sicurezza alla base dei programmi di sicurezza comportamentale è molto semplice. Presuppone che ci sia una chiara linea di demarcazione sicura ed pericoloso. Indossare occhiali protettivi rappresenta un comportamento sicuro. Non importa che la qualità ottica degli occhiali possa essere scadente o che il campo visivo possa essere ridotto. Più in generale, la dicotomia tra sicura ed pericoloso può essere una pericolosa semplificazione.
L'addetto alla reception di uno stabilimento mi ha chiesto di togliermi l'anello per un tour dello stabilimento. Ha commesso un atto sicuro chiedendomi di rimuovere il mio anello, e io, così facendo. La fede nuziale ha però per me un alto valore affettivo. Quindi ero preoccupato di perdere il mio anello durante il tour. Questo ha sottratto parte della mia energia percettiva e mentale all'osservazione dell'area circostante. Ero meno attento e quindi il mio rischio di essere investito da un carrello elevatore di passaggio era più alto del solito.
La polizza “niente squilli” nasce probabilmente da un incidente passato. Simile all'uso di occhiali di sicurezza, è tutt'altro che chiaro che esso stesso rappresenti la sicurezza. Le indagini sugli incidenti, e le persone interessate, sono la fonte più naturale per l'identificazione di atti non sicuri. Ma questo può essere molto fuorviante. L'investigatore potrebbe non capire davvero come un atto abbia contribuito al danno in esame. Pertanto, un atto etichettato come "non sicuro" potrebbe non essere realmente pericoloso in generale. Per questo motivo, l'applicazione qui sviluppata (Saari e Näsänen 1989) definisce gli obiettivi comportamentali dal punto di vista dell'analisi del lavoro. L'attenzione si concentra su strumenti e materiali, perché i lavoratori li maneggiano ogni giorno ed è facile per loro iniziare a parlare di oggetti familiari.
Osservare le persone con metodi diretti porta facilmente alla colpa. La colpa porta alla tensione organizzativa e all'antagonismo tra la direzione e il lavoro e non è vantaggioso per i continui miglioramenti della sicurezza. È quindi meglio concentrarsi sulle condizioni fisiche piuttosto che cercare di forzare direttamente il comportamento. Indirizzare l'applicazione ai comportamenti relativi alla manipolazione di materiali e strumenti, renderà ogni cambiamento rilevante altamente visibile. Il comportamento stesso può durare solo un secondo, ma deve lasciare un segno visibile. Ad esempio, rimettere uno strumento nella sua posizione designata dopo l'uso richiede pochissimo tempo. Lo strumento stesso rimane visibile e osservabile e non è necessario osservare il comportamento stesso.
Il cambiamento visibile offre due vantaggi: (1) diventa evidente a tutti che i miglioramenti si verificano e (2) le persone imparano a leggere il loro livello di prestazioni direttamente dal loro ambiente. Non hanno bisogno dei risultati dei turni di osservazione per conoscere le loro prestazioni attuali. In questo modo, i miglioramenti iniziano ad agire come conseguenze positive rispetto al comportamento corretto e l'indice di prestazione artificiale diventa superfluo.
I ricercatori ei consulenti esterni sono i principali attori dell'applicazione descritta in precedenza. I lavoratori non devono pensare al loro lavoro; è sufficiente che cambino il loro comportamento. Tuttavia, per ottenere risultati più profondi e duraturi, sarebbe meglio se fossero coinvolti nel processo. Pertanto, l'applicazione dovrebbe integrare sia i lavoratori che la direzione, in modo che il team di implementazione sia composto da rappresentanti di entrambe le parti. Sarebbe anche bello avere un'applicazione che dia risultati duraturi senza misurazioni continue. Sfortunatamente, il normale programma di modifica del comportamento non crea cambiamenti altamente visibili e molti comportamenti critici durano solo un secondo o frazioni di secondo.
La tecnica presenta alcuni inconvenienti nella forma descritta. In teoria, la ricaduta al basale dovrebbe verificarsi al termine dei cicli di osservazione. Le risorse per lo sviluppo del programma e lo svolgimento dell'osservazione potrebbero essere troppo ampie rispetto al cambiamento temporaneo ottenuto.
Strumenti e materiali forniscono una sorta di finestra sulla qualità delle funzioni di un'organizzazione. Ad esempio, se troppi componenti o parti ingombrano una postazione di lavoro, potrebbe essere un'indicazione di problemi nel processo di acquisto dell'azienda o nelle procedure dei fornitori. La presenza fisica di parti in eccesso è un modo concreto per avviare una discussione sulle funzioni organizzative. I lavoratori che non sono particolarmente abituati ad astrarre discussioni sulle organizzazioni, possono partecipare e portare le loro osservazioni nell'analisi. Strumenti e materiali spesso forniscono una via d'accesso ai fattori sottostanti e più nascosti che contribuiscono ai rischi di incidente. Questi fattori sono tipicamente di natura organizzativa e procedurale e, pertanto, difficili da affrontare senza materiale informativo concreto e sostanziale.
Disfunzioni organizzative possono anche causare problemi di sicurezza. Ad esempio, in una recente visita allo stabilimento, i lavoratori sono stati osservati mentre sollevavano manualmente i prodotti su pallet che pesavano complessivamente diverse tonnellate. Questo accadeva perché il sistema di acquisto e il sistema del fornitore non funzionavano bene e, di conseguenza, le etichette dei prodotti non erano disponibili al momento giusto. I prodotti dovevano essere accantonati per giorni su pallet, ostruendo un corridoio. Quando sono arrivate le etichette, i prodotti sono stati portati in linea, sempre manualmente. Tutto questo era lavoro extra, lavoro che contribuisce al rischio di lesioni alla schiena o di altro tipo.
Quattro condizioni devono essere soddisfatte in un programma di miglioramento di successo
Per avere successo, è necessario possedere una corretta comprensione teorica e pratica del problema e dei meccanismi che ne sono alla base. Questa è la base per stabilire gli obiettivi di miglioramento, a seguito dei quali (1) le persone devono conoscere i nuovi obiettivi, (2) devono avere i mezzi tecnici e organizzativi per agire di conseguenza e (3) devono essere motivati (figura 3). Questo schema si applica a qualsiasi programma di cambio.
Figura 3. Le quattro fasi di un programma di sicurezza di successo

Una campagna sulla sicurezza può essere un buon strumento per diffondere in modo efficiente informazioni su un obiettivo. Tuttavia, ha un effetto sul comportamento delle persone solo se gli altri criteri sono soddisfatti. Richiedere l'uso di elmetti non ha alcun effetto su una persona che non ha un elmetto o se un elmetto è terribilmente scomodo, ad esempio a causa di un clima freddo. Una campagna sulla sicurezza può anche mirare ad aumentare la motivazione, ma fallirà se si limita a inviare un messaggio astratto, come “la sicurezza prima di tutto”, a meno che i destinatari non abbiano le capacità per tradurre il messaggio in comportamenti specifici. I gestori di impianti a cui viene detto di ridurre del 50% gli infortuni nell'area si trovano in una situazione simile se non capiscono nulla dei meccanismi degli incidenti.
Devono essere soddisfatti i quattro criteri indicati nella figura 3. Ad esempio, è stato condotto un esperimento in cui le persone avrebbero dovuto utilizzare schermi autonomi per impedire alla luce della saldatura di raggiungere le aree di altri lavoratori. L'esperimento fallì perché non ci si accorse che non erano stati presi accordi organizzativi adeguati. Chi deve montare lo schermo, il saldatore o l'altro operaio vicino esposto alla luce? Poiché entrambi lavoravano a cottimo e non volevano perdere tempo, prima dell'esperimento si sarebbe dovuto concludere un accordo organizzativo sul compenso. Un programma di sicurezza di successo deve affrontare tutte e quattro queste aree contemporaneamente. In caso contrario, i progressi saranno limitati.
Programma Tuttava
Il programma Tuttava (figura 4) dura dai 4 ai 6 mesi e copre l'area lavorativa da 5 a 30 persone alla volta. È svolto da un team composto dai rappresentanti della direzione, dei supervisori e dei lavoratori.
Figura 4. Il programma Tuttava si compone di quattro fasi e otto fasi
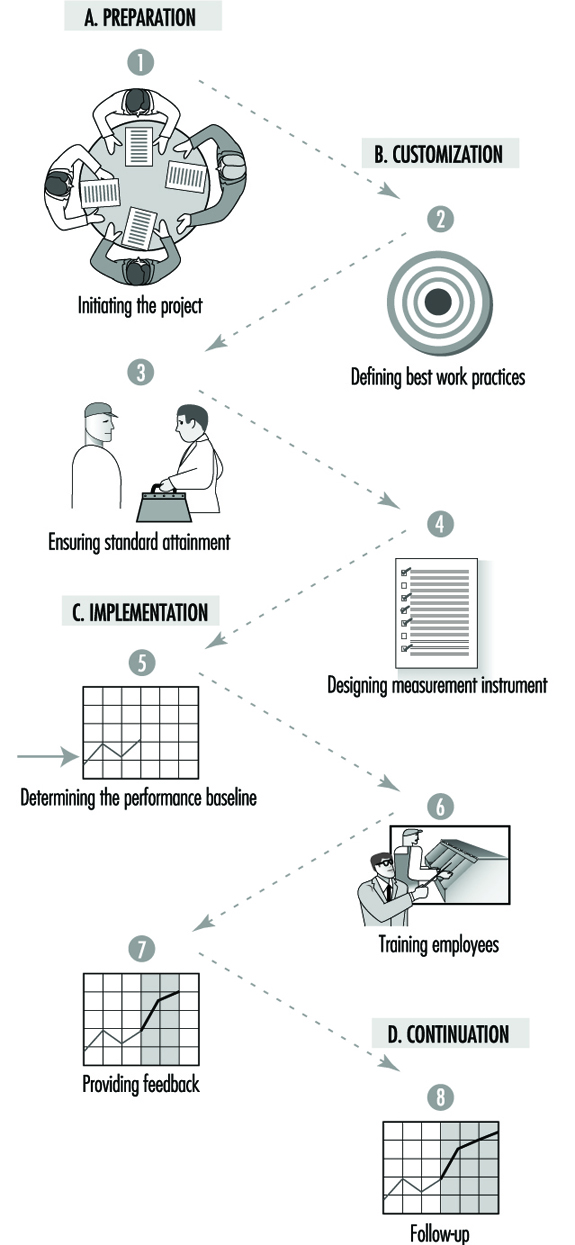
Obiettivi di prestazione
Il primo passo è preparare un elenco di obiettivi di performance, o migliori pratiche di lavoro, composto da una decina di obiettivi ben specificati (tabella 2). Gli obiettivi dovrebbero essere (1) positivi e rendere il lavoro più facile, (2) generalmente accettabili, (3) semplici e concisi, (4) espressi all'inizio con verbi d'azione per enfatizzare le cose importanti da fare e (5) facili osservare e misurare.
Tabella 2. Un esempio di buone pratiche di lavoro
- Mantieni sgombre le passerelle e i corridoi.
- Conservare gli strumenti conservati in luoghi adeguati quando non vengono utilizzati.
- Utilizzare contenitori e metodi di smaltimento adeguati per i prodotti chimici.
- Conservare tutti i manuali nel posto giusto dopo l'uso.
- Accertarsi della corretta taratura degli strumenti di misura.
- Restituire carrelli, passeggini e pallet in un luogo appropriato dopo l'uso.
- Prelevare solo la giusta quantità di parti (bulloni, dadi, ecc.) dai cassonetti e restituire gli articoli non utilizzati
- di nuovo al posto giusto.
- Rimuovere dalle tasche eventuali oggetti sciolti che potrebbero cadere senza preavviso.
Le parole chiave per specificare gli obiettivi sono strumenti ed Materiale. Solitamente gli obiettivi si riferiscono ad obiettivi come il corretto posizionamento di materiali e strumenti, mantenere aperti i corridoi, correggere perdite e altri disturbi di processo immediatamente e mantenere libero accesso a estintori, uscite di emergenza, sottostazioni elettriche, interruttori di sicurezza e così via. Gli obiettivi prestazionali di una fabbrica di inchiostri da stampa sono riportati nella tabella 3.
Tabella 3. Obiettivi prestazionali in una fabbrica di inchiostri da stampa
- Tieni aperti i corridoi.
- Copri sempre i contenitori quando possibile.
- Chiudere le bottiglie dopo l'uso.
- Pulire e restituire gli strumenti dopo l'uso.
- Mettere a terra i contenitori quando si spostano sostanze infiammabili.
- Utilizzare la protezione personale come specificato.
- Utilizzare una ventilazione di scarico locale.
- Conservare nelle aree di lavoro solo i materiali e le sostanze necessarie immediatamente.
- Utilizzare solo il carrello elevatore designato nel reparto che produce inchiostri per stampa flessografica.
- Etichetta tutti i contenitori.
Questi obiettivi sono paragonabili ai comportamenti sicuri definiti nei programmi di modifica del comportamento. La differenza è che i comportamenti Tuttava lasciano segni visibili. Chiudere le bottiglie dopo l'uso può essere un comportamento che richiede meno di un minuto. Tuttavia, è possibile vedere se ciò è stato fatto o meno osservando le bottiglie non utilizzate. Non c'è bisogno di osservare le persone, un fatto importante per evitare additamenti e colpe.
Gli obiettivi definiscono il cambiamento comportamentale che il team si aspetta dai dipendenti. In questo senso, si confrontano con i comportamenti sicuri nella modifica del comportamento. Tuttavia, la maggior parte degli obiettivi si riferisce a cose che non sono solo comportamenti dei lavoratori, ma che hanno un significato molto più ampio. Ad esempio, l'obiettivo potrebbe essere quello di immagazzinare nell'area di lavoro solo i materiali immediatamente necessari. Ciò richiede un'analisi del processo di lavoro e la sua comprensione, e può rivelare problemi nelle disposizioni tecniche e organizzative. A volte, i materiali non vengono conservati in modo conveniente per l'uso quotidiano. A volte, i sistemi di consegna funzionano così lentamente o sono così vulnerabili ai disturbi che i dipendenti accumulano troppo materiale nell'area di lavoro.
Lista di controllo dell'osservazione
Quando gli obiettivi prestazionali sono sufficientemente ben definiti, il team progetta una checklist di osservazione per misurare fino a che punto gli obiettivi vengono raggiunti. Dall'area vengono scelti circa 100 punti di misurazione. Ad esempio, il numero di punti di misurazione era 126 nella fabbrica di inchiostri da stampa. In ogni punto, il team osserva uno o più elementi specifici. Ad esempio, per quanto riguarda un contenitore per rifiuti, gli elementi potrebbero essere (1) il contenitore non è troppo pieno, (2) è stato inserito il tipo corretto di rifiuti o (3) è stato messo il coperchio, se necessario? Ogni elemento può solo essere corretto o errato. Le osservazioni dicotomizzate rendono il sistema di misurazione oggettivo e affidabile. Ciò consente di calcolare un indice di prestazione dopo un ciclo di osservazione che copre tutti i punti di misurazione. L'indice è semplicemente la percentuale di elementi valutati corretti. L'indice può, ovviamente, variare da 0 a 100 e indica direttamente in che misura gli standard sono soddisfatti. Quando è disponibile la prima bozza della checklist di osservazione, il team conduce un giro di prova. Se il risultato è tra il 50 e il 60% e se ogni membro del team ottiene all'incirca lo stesso risultato, il team può passare alla fase successiva di Tuttava. Se il risultato del primo round di osservazione è troppo basso, ad esempio il 20%, il team rivede l'elenco degli obiettivi di prestazione. Questo perché il programma dovrebbe essere positivo sotto ogni aspetto. Una linea di base troppo bassa non valuterebbe adeguatamente le prestazioni precedenti; piuttosto si limiterebbe a incolpare le scarse prestazioni. Una buona linea di base è di circa il 50%.
Miglioramenti tecnici, organizzativi e procedurali
Una fase molto importante del programma è garantire il raggiungimento degli obiettivi prestazionali. Ad esempio, i rifiuti possono giacere sui pavimenti semplicemente perché il numero di contenitori per rifiuti è insufficiente. Potrebbero esserci materiali e parti eccessivi perché il sistema di alimentazione non funziona. Il sistema deve migliorare prima che sia corretto esigere un cambiamento di comportamento da parte dei lavoratori. Esaminando ciascuno degli obiettivi per la raggiungibilità, il team di solito identifica molte opportunità per miglioramenti tecnici, organizzativi e procedurali. In questo modo, i membri lavoratori portano la loro esperienza pratica nel processo di sviluppo.
Poiché i lavoratori trascorrono l'intera giornata sul posto di lavoro, hanno molta più conoscenza dei processi lavorativi rispetto alla direzione. Analizzando il raggiungimento degli obiettivi prestazionali, i lavoratori hanno l'opportunità di comunicare le proprie idee al management. Man mano che si verificano miglioramenti, i dipendenti sono molto più ricettivi alla richiesta di raggiungere gli obiettivi di prestazione. Di solito, questo passaggio porta ad azioni correttive facilmente gestibili. Ad esempio, i prodotti sono stati rimossi dalla linea per gli aggiustamenti. Alcuni dei prodotti erano buoni, altri erano cattivi. Gli addetti alla produzione volevano avere aree designate contrassegnate per prodotti buoni e cattivi in modo da sapere quali prodotti rimettere in linea e quali inviare al riciclaggio. Questa fase può anche richiedere importanti modifiche tecniche, come un nuovo sistema di ventilazione nell'area in cui vengono stoccati i prodotti scartati. A volte, il numero di modifiche è molto elevato. Ad esempio, sono stati apportati oltre 300 miglioramenti tecnici in un impianto di produzione di prodotti chimici a base di petrolio che impiega solo 60 lavoratori. È importante gestire bene l'implementazione dei miglioramenti per evitare la frustrazione e il sovraccarico dei rispettivi dipartimenti.
Misure di base
Le osservazioni di base vengono avviate quando il raggiungimento degli obiettivi prestazionali è sufficientemente garantito e quando la checklist di osservazione è sufficientemente affidabile. A volte, gli obiettivi necessitano di revisioni, poiché i miglioramenti richiedono più tempo. Il team conduce turni di osservazione settimanali per alcune settimane per determinare lo standard prevalente. Questa fase è importante, perché consente di confrontare la performance in qualsiasi momento successivo alla performance iniziale. Le persone dimenticano facilmente com'erano le cose solo un paio di mesi fa. È importante avere la sensazione del progresso per rafforzare i miglioramenti continui.
Feedback
Come passo successivo, il team forma tutte le persone della zona. Di solito è fatto in un seminario di un'ora. Questa è la prima volta che i risultati delle misurazioni della linea di base vengono resi generalmente noti. La fase di feedback inizia subito dopo il seminario. I turni di osservazione continuano settimanalmente. Ora, il risultato del girone viene immediatamente reso noto a tutti mediante l'affissione dell'indice su un grafico posto in un luogo ben visibile. Tutte le osservazioni critiche, la colpa o altri commenti negativi sono severamente vietati. Sebbene il team identificherà le persone che non si comportano come specificato negli obiettivi, il team è incaricato di mantenere le informazioni per sé. A volte, tutti i dipendenti sono integrati nel processo fin dall'inizio, soprattutto se il numero di persone che lavorano nell'area è ridotto. Questo è meglio che avere team di implementazione rappresentativi. Tuttavia, potrebbe non essere fattibile ovunque.
Effetti sulle prestazioni
Il cambiamento avviene entro un paio di settimane dall'inizio del feedback (figura 5). Le persone iniziano a mantenere il cantiere in ordine visibilmente migliore. L'indice di performance salta in genere dal 50 al 60% e poi anche all'80 o al 90%. Questo potrebbe non sembrare grande in termini assoluti, ma lo è is un grande cambiamento in officina.
Figura 5. I risultati di un reparto di un cantiere navale
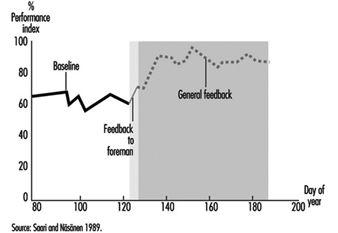
Poiché gli obiettivi prestazionali si riferiscono intenzionalmente non solo a questioni di sicurezza, i vantaggi si estendono da una maggiore sicurezza alla produttività, risparmio di materiali e metratura, migliore aspetto fisico e così via. Per rendere i miglioramenti attraenti per tutti, ci sono obiettivi che integrano la sicurezza con altri obiettivi, come la produttività e la qualità. Ciò è necessario per rendere la sicurezza più attrattiva per il management, che in questo modo finanzierà più volentieri anche i miglioramenti di sicurezza meno importanti
Risultati sostenibili
Quando il programma è stato sviluppato per la prima volta, sono stati condotti 12 esperimenti per testare i vari componenti. Le osservazioni di follow-up sono state effettuate in un cantiere navale per 2 anni. Il nuovo livello di prestazioni è stato ben mantenuto durante il follow-up di 2 anni. I risultati sostenibili separano questo processo dalla normale modifica del comportamento. I cambiamenti visibili nella posizione di materiali, strumenti e così via, ei miglioramenti tecnici impediscono che il miglioramento già garantito svanisca. Trascorsi 3 anni è stata effettuata una valutazione dell'effetto sugli infortuni in cantiere. Il risultato è stato drammatico. Gli infortuni erano scesi dal 70 all'80%. Questo era molto più di quanto ci si potesse aspettare sulla base del cambiamento comportamentale. In calo anche il numero di infortuni del tutto estranei agli obiettivi di performance.
L'effetto maggiore sugli incidenti non è attribuibile ai cambiamenti diretti che il processo realizza. Piuttosto, questo è un punto di partenza per altri processi da seguire. Poiché Tuttava è molto positivo e apporta notevoli miglioramenti, i rapporti tra la direzione e il lavoro migliorano e le squadre ricevono incoraggiamento per altri miglioramenti.
Cambiamento culturale
Una grande acciaieria è stata uno dei numerosi utilizzatori di Tuttava, il cui scopo primario è quello di cambiare la cultura della sicurezza. Quando hanno iniziato nel 987 c'erano 57 infortuni per milione di ore lavorate. Prima di questo, la gestione della sicurezza faceva molto affidamento sui comandi dall'alto. Sfortunatamente, il presidente è andato in pensione e tutti hanno dimenticato la sicurezza, poiché la nuova gestione non è riuscita a creare una simile domanda di cultura della sicurezza. Tra i quadri intermedi, la sicurezza era considerata negativamente come qualcosa in più da fare a causa della richiesta del presidente. Hanno organizzato dieci squadre Tuttava nel 987, e in seguito ne sono state aggiunte di nuove ogni anno. Ora hanno meno di 35 infortuni per milione di ore lavorate e la produzione è aumentata costantemente in questi anni. Il processo ha portato a un miglioramento della cultura della sicurezza in quanto i quadri intermedi hanno visto nei rispettivi reparti miglioramenti positivi sia per la sicurezza che per la produzione. Sono diventati più ricettivi ad altri programmi e iniziative di sicurezza.
I vantaggi pratici erano grandi. Ad esempio, il servizio di manutenzione dell'acciaieria, che impiega 300 persone, ha registrato una riduzione di 400 giorni nel numero di giorni persi per infortuni sul lavoro, in altre parole, da 600 giorni a 200 giorni. Anche il tasso di assenteismo è diminuito di un punto percentuale. I capi hanno detto che “è più bello venire in un posto di lavoro ben organizzato, sia materialmente che mentalmente”. L'investimento era solo una frazione del vantaggio economico.
Un'altra società che impiega 1,500 persone ha segnalato il rilascio di 15,000 m2 dell'area di produzione, poiché i materiali, le attrezzature e così via, sono stoccati in un ordine migliore. L'azienda ha pagato 1.5 milioni di dollari in meno di affitto. Un'azienda canadese risparmia circa 1 milione di dollari canadesi all'anno grazie alla riduzione dei danni materiali derivanti dall'implementazione di Tuttava.
Questi sono risultati possibili solo attraverso un cambiamento culturale. L'elemento più importante nella nuova cultura è la condivisione di esperienze positive. Un manager ha detto: “Puoi comprare il tempo delle persone, puoi comprare la loro presenza fisica in un dato luogo, puoi persino comprare un numero misurato dei loro abili movimenti muscolari all'ora. Ma non puoi comprare la lealtà, non puoi comprare la devozione di cuori, menti o anime. Devi guadagnarteli. L'approccio positivo di Tuttava aiuta i manager a guadagnare la lealtà e la devozione dei loro team di lavoro. In tal modo il programma aiuta a coinvolgere i dipendenti nei successivi progetti di miglioramento.
Metodi del processo decisionale sulla sicurezza
Un'azienda è un sistema complesso in cui il processo decisionale avviene in molte connessioni e in varie circostanze. La sicurezza è solo uno dei numerosi requisiti che i manager devono considerare quando scelgono tra le azioni. Le decisioni relative alle questioni di sicurezza variano considerevolmente in termini di portata e carattere a seconda degli attributi dei problemi di rischio da gestire e della posizione del decisore all'interno dell'organizzazione.
Molte ricerche sono state condotte su come le persone effettivamente prendono decisioni, sia individualmente che in un contesto organizzativo: vedi, per esempio, Janis e Mann (1977); Kahnemann, Slovic e Tversky (1982); Montgomery e Svenson (1989). Questo articolo esaminerà l'esperienza di ricerca selezionata in questo settore come base per i metodi decisionali utilizzati nella gestione della sicurezza. In linea di principio, il processo decisionale in materia di sicurezza non è molto diverso dal processo decisionale in altre aree della gestione. Non esiste un metodo semplice o un insieme di regole per prendere buone decisioni in tutte le situazioni, poiché le attività coinvolte nella gestione della sicurezza sono troppo complesse e varie per portata e carattere.
L'obiettivo principale di questo articolo non sarà presentare semplici prescrizioni o soluzioni, ma piuttosto fornire maggiori informazioni su alcune delle sfide e dei principi importanti per un buon processo decisionale in materia di sicurezza. Verrà fornita una panoramica dell'ambito, dei livelli e delle fasi della risoluzione dei problemi riguardanti i problemi di sicurezza, basata principalmente sul lavoro di Hale et al. (1994). La risoluzione dei problemi è un modo per identificare il problema e ottenere rimedi praticabili. Questo è un primo passo importante in qualsiasi processo decisionale da esaminare. Al fine di mettere in prospettiva le sfide delle decisioni della vita reale in materia di sicurezza, i principi di teoria della scelta razionale sarà discusso. L'ultima parte dell'articolo copre il processo decisionale in un contesto organizzativo e introduce la prospettiva sociologica sul processo decisionale. Sono inclusi anche alcuni dei principali problemi e metodi del processo decisionale nel contesto della gestione della sicurezza, in modo da fornire maggiori informazioni sulle principali dimensioni, sfide e insidie nel prendere decisioni in materia di sicurezza come attività e sfida importante nella gestione della sicurezza .
Il contesto del processo decisionale sulla sicurezza
Una presentazione generale dei metodi del processo decisionale in materia di sicurezza è complicata perché sia i problemi di sicurezza che il carattere dei problemi decisionali variano considerevolmente nel corso della vita di un'impresa. Dall'ideazione e costituzione alla chiusura, il ciclo di vita di un'azienda può essere suddiviso in sei fasi principali:
- DESIGN
- costruzione
- la messa in
- operazione
- manutenzione e modifica
- decomposizione e demolizione.
Ciascuno degli elementi del ciclo di vita implica decisioni relative alla sicurezza che non sono solo specifiche per quella fase, ma che hanno anche un impatto su alcune o tutte le altre fasi. Durante la progettazione, la costruzione e la messa in servizio, le principali sfide riguardano la scelta, lo sviluppo e la realizzazione degli standard e delle specifiche di sicurezza che sono stati decisi. Durante il funzionamento, la manutenzione e la demolizione, gli obiettivi principali della gestione della sicurezza saranno il mantenimento e possibilmente il miglioramento del livello di sicurezza determinato. La fase di costruzione rappresenta anche una "fase di produzione" in una certa misura, perché allo stesso tempo devono essere rispettati i principi di sicurezza della costruzione, devono essere realizzate le specifiche di sicurezza per ciò che si sta costruendo.
Livelli decisionali sulla gestione della sicurezza
Anche le decisioni sulla sicurezza differiscono nel carattere a seconda del livello organizzativo. Halle et al. (1994) distinguono tre principali livelli decisionali della gestione della sicurezza nell'organizzazione:
Il livello di esecuzione è il livello al quale le azioni delle persone coinvolte (lavoratori) influenzano direttamente il verificarsi e il controllo dei pericoli sul posto di lavoro. Questo livello riguarda il riconoscimento dei pericoli e la scelta e l'attuazione di azioni per eliminarli, ridurli e controllarli. I gradi di libertà presenti a questo livello sono limitati; pertanto, i cicli di feedback e correzione si occupano essenzialmente di correggere le deviazioni dalle procedure stabilite e riportare la pratica a una norma. Non appena viene individuata una situazione in cui la norma concordata non è più ritenuta appropriata, viene attivato il livello immediatamente superiore.
Il livello di pianificazione, organizzazione e procedure si occupa di ideare e formalizzare le azioni da intraprendere a livello di esecuzione rispetto all'intera gamma di pericoli previsti. Il livello di pianificazione e organizzazione, che stabilisce responsabilità, procedure, linee di segnalazione e così via, si trova tipicamente nei manuali di sicurezza. È questo livello che sviluppa nuove procedure per i pericoli nuovi per l'organizzazione e modifica le procedure esistenti per stare al passo con le nuove conoscenze sui pericoli o con gli standard per le soluzioni relative ai pericoli. Questo livello comporta la traduzione di principi astratti in assegnazione e implementazione di compiti concreti e corrisponde al ciclo di miglioramento richiesto in molti sistemi di qualità.
Il livello di struttura e gestione riguarda i principi generali della gestione della sicurezza. Questo livello viene attivato quando l'organizzazione ritiene che gli attuali livelli di pianificazione e organizzazione stiano fallendo in modi fondamentali per raggiungere le prestazioni accettate. È il livello al quale il "normale" funzionamento del sistema di gestione della sicurezza viene criticamente monitorato e attraverso il quale viene continuamente migliorato o mantenuto a fronte di cambiamenti nell'ambiente esterno dell'organizzazione.
Halle et al. (1994) sottolineano che i tre livelli sono astrazioni corrispondenti a tre diversi tipi di feedback. Non dovrebbero essere visti come contigui con i livelli gerarchici di officina, prima linea e gestione superiore, poiché le attività specificate a ciascun livello astratto possono essere applicate in molti modi diversi. Il modo in cui vengono assegnate le mansioni riflette la cultura ei metodi di lavoro della singola azienda.
Processo decisionale sulla sicurezza
I problemi di sicurezza devono essere gestiti attraverso una sorta di processo decisionale o di risoluzione dei problemi. Secondo Hale et al. (1994) questo processo, che è designato come ciclo di risoluzione dei problemi, è comune ai tre livelli di gestione della sicurezza sopra descritti. Il ciclo di risoluzione dei problemi è un modello di una procedura graduale idealizzata per analizzare e prendere decisioni sui problemi di sicurezza causati da deviazioni potenziali o effettive dai risultati desiderati, attesi o pianificati (figura 1).
Figura 1. Il ciclo di risoluzione dei problemi
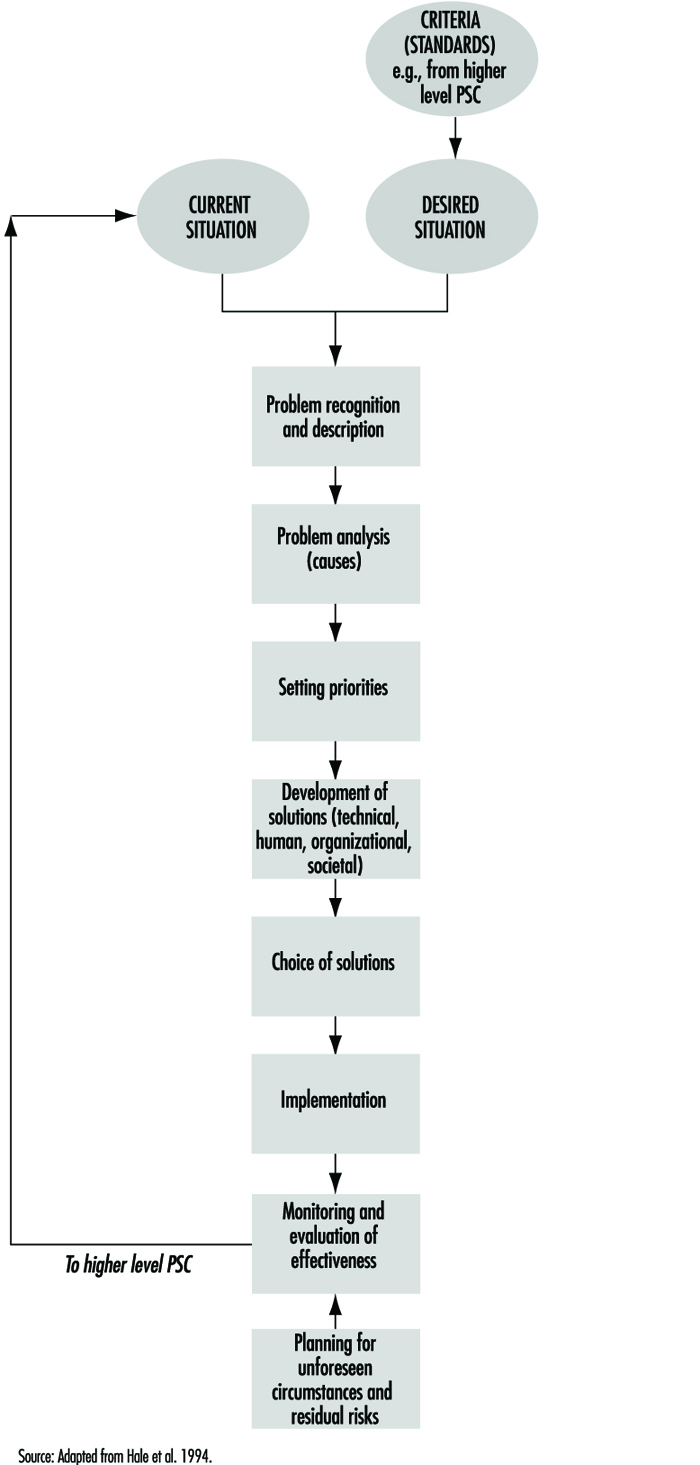
Sebbene i passaggi siano gli stessi in linea di principio a tutti e tre i livelli di gestione della sicurezza, l'applicazione pratica può differire leggermente a seconda della natura dei problemi trattati. Il modello mostra che le decisioni che riguardano la gestione della sicurezza abbracciano molti tipi di problemi. In pratica, ciascuno dei seguenti sei problemi decisionali di base nella gestione della sicurezza dovrà essere suddiviso in diverse sottodecisioni che costituiranno la base per le scelte su ciascuna delle principali aree problematiche.
- Qual è un livello o uno standard di sicurezza accettabile dell'attività/dipartimento/azienda, ecc.?
- Quali criteri devono essere utilizzati per valutare il livello di sicurezza?
- Qual è l'attuale livello di sicurezza?
- Quali sono le cause delle deviazioni identificate tra il livello di sicurezza accettabile e quello osservato?
- Quali mezzi dovrebbero essere scelti per correggere le deviazioni e mantenere il livello di sicurezza?
- Come dovrebbero essere implementate e seguite le azioni correttive?
Teoria della scelta razionale
I metodi dei manager per prendere decisioni devono essere basati su qualche principio di razionalità per ottenere l'accettazione tra i membri dell'organizzazione. In situazioni pratiche ciò che è razionale può non essere sempre facile da definire, e i requisiti logici di ciò che può essere definito come decisioni razionali possono essere difficili da soddisfare. Teoria della scelta razionale (RCT), la concezione del processo decisionale razionale, è stata originariamente sviluppata per spiegare il comportamento economico nel mercato, e successivamente generalizzata per spiegare non solo il comportamento economico ma anche il comportamento studiato da quasi tutte le discipline delle scienze sociali, dalla filosofia politica alla psicologia.
Viene chiamato lo studio psicologico del processo decisionale umano ottimale teoria dell'utilità attesa soggettiva (SEU). RCT e SEU sono fondamentalmente gli stessi; differiscono solo le applicazioni. SEU si concentra sul pensiero del processo decisionale individuale, mentre RCT ha un'applicazione più ampia nello spiegare il comportamento all'interno di intere organizzazioni o istituzioni - vedi, ad esempio, Neumann e Politser (1992). La maggior parte degli strumenti della moderna ricerca operativa utilizza i presupposti di SEU. Presumono che ciò che si desidera sia massimizzare il raggiungimento di un obiettivo, sotto vincoli specifici, e assumendo che tutte le alternative e le conseguenze (o la loro distribuzione di probabilità) siano note (Simon e soci 1992). L'essenza di RCT e SEU può essere riassunta come segue (March e Simon 1993):
I decisori, quando incontrano una situazione decisionale, acquisiscono e vedono l'intero insieme di alternative da cui sceglieranno la loro azione. Questo insieme è semplicemente dato; la teoria non dice come si ottiene.
A ciascuna alternativa è collegata una serie di conseguenze: gli eventi che seguiranno se viene scelta quella particolare alternativa. Qui le teorie esistenti rientrano in tre categorie:
- Teorie della certezza presumere che il decisore abbia una conoscenza completa e accurata delle conseguenze che seguiranno a ciascuna alternativa. In caso di certezza, la scelta è univoca.
- Teorie del rischio assumere una conoscenza accurata di una distribuzione di probabilità delle conseguenze di ciascuna alternativa. In caso di rischio, la razionalità è solitamente definita come la scelta di quell'alternativa per la quale l'utilità attesa è massima.
- Teorie dell'incertezza supponiamo che le conseguenze di ciascuna alternativa appartengano a qualche sottoinsieme di tutte le possibili conseguenze, ma che il decisore non possa assegnare probabilità definite al verificarsi di particolari conseguenze. In caso di incertezza, la definizione di razionalità diventa problematica.
All'inizio, il decisore fa uso di una "funzione di utilità" o di un "ordinamento di preferenza" che classifica tutti gli insiemi di conseguenze dal più preferito al meno preferito. Va notato che un'altra proposta è la regola del "rischio minimax", in base alla quale si considera il "peggiore insieme di conseguenze" che può derivare da ciascuna alternativa, quindi si seleziona l'alternativa il cui peggior insieme di conseguenze è preferito ai peggiori insiemi allegati ad altre alternative.
Il decisore sceglie l'alternativa più vicina all'insieme di conseguenze preferito.
Una difficoltà di RCT è che il termine razionalità è di per sé problematico. Ciò che è razionale dipende dal contesto sociale in cui avviene la decisione. Come sottolineato da Flanagan (1991), è importante distinguere tra i due termini razionalità ed logica. La razionalità è legata a questioni relative al significato e alla qualità della vita per alcuni individui, mentre la logica no. Il problema del benefattore è proprio la questione che i modelli di scelta razionale non riescono a chiarire, in quanto presuppongono la neutralità del valore, che raramente è presente nel processo decisionale della vita reale (Zey 1992). Sebbene il valore di RCT e SEU come teoria esplicativa sia alquanto limitato, è stato utile come modello teorico per il processo decisionale "razionale". L'evidenza che il comportamento spesso si discosta dai risultati previsti dalla teoria dell'utilità attesa non significa necessariamente che la teoria prescriva in modo inappropriato come le persone dovrebbero prendere decisioni. Come modello normativo, la teoria si è dimostrata utile nel generare ricerche su come e perché le persone prendono decisioni che violano l'assioma dell'utilità ottimale.
L'applicazione delle idee di RCT e SEU al processo decisionale in materia di sicurezza può fornire una base per valutare la "razionalità" delle scelte effettuate rispetto alla sicurezza, ad esempio nella selezione delle misure preventive dato un problema di sicurezza che si desidera alleviare. Molto spesso non sarà possibile rispettare i principi della scelta razionale a causa della mancanza di dati affidabili. O non si può avere un quadro completo delle azioni disponibili o possibili, oppure l'incertezza degli effetti di diverse azioni, ad esempio, l'attuazione di diverse misure preventive, può essere grande. Pertanto, l'RCT può essere utile per evidenziare alcuni punti deboli in un processo decisionale, ma fornisce poche indicazioni per migliorare la qualità delle scelte da compiere. Un'altra limitazione nell'applicabilità dei modelli di scelta razionale è che la maggior parte delle decisioni nelle organizzazioni non cerca necessariamente soluzioni ottimali.
Risoluzione di problemi
I modelli di scelta razionale descrivono il processo di valutare e scegliere tra alternative. Tuttavia, decidere su una linea d'azione richiede anche ciò che Simon e soci (1992) descrivono come la risoluzione di problemi. Questo è il lavoro di scegliere questioni che richiedono attenzione, stabilire obiettivi e trovare o decidere azioni adeguate. (Sebbene i manager possano sapere di avere problemi, potrebbero non comprendere la situazione abbastanza bene da dirigere la loro attenzione su qualsiasi linea d'azione plausibile.) Come accennato in precedenza, la teoria del scelta razionale affonda le sue radici principalmente nell'economia, nella statistica e nella ricerca operativa, e solo di recente ha ricevuto attenzione da parte degli psicologi. La teoria e i metodi di problem solving hanno una storia molto diversa. La risoluzione dei problemi è stata inizialmente studiata principalmente da psicologi e, più recentemente, da ricercatori di intelligenza artificiale.
La ricerca empirica ha dimostrato che il processo di risoluzione dei problemi avviene più o meno allo stesso modo per una vasta gamma di attività. In primo luogo, la risoluzione dei problemi generalmente procede attraverso una ricerca selettiva attraverso grandi insiemi di possibilità, utilizzando regole empiriche (euristica) per guidare la ricerca. Poiché le possibilità in situazioni problematiche realistiche sono praticamente infinite, una ricerca per tentativi semplicemente non funzionerebbe. La ricerca deve essere altamente selettiva. Una delle procedure spesso utilizzate per guidare la ricerca è descritta come alpinismo- utilizzando una certa misura di approccio all'obiettivo per determinare dove è più redditizio guardare dopo. Un'altra e più potente procedura comune è analisi mezzi-fini. Quando si utilizza questo metodo, il risolutore di problemi confronta la situazione attuale con l'obiettivo, rileva le differenze tra di loro e quindi cerca nella memoria le azioni che potrebbero ridurre la differenza. Un'altra cosa che è stata appresa sulla risoluzione dei problemi, specialmente quando il risolutore è un esperto, è che il processo di pensiero del risolutore si basa su grandi quantità di informazioni che sono immagazzinate nella memoria e che sono recuperabili ogni volta che il risolutore riconosce segnali che ne segnalano la rilevanza.
Uno dei risultati della teoria contemporanea della risoluzione dei problemi è stato quello di fornire una spiegazione per i fenomeni di intuizione e giudizio frequentemente osservati nel comportamento degli esperti. Il negozio di conoscenze esperte sembra essere in qualche modo indicizzati dagli indizi di riconoscimento che lo rendono accessibile. Combinata con alcune capacità inferenziali di base (magari sotto forma di analisi mezzi-fini), questa funzione di indicizzazione viene applicata dall'esperto per trovare soluzioni soddisfacenti a problemi difficili.
La maggior parte delle sfide che i responsabili della sicurezza dovranno affrontare saranno tali da richiedere una sorta di risoluzione dei problemi, ad esempio, rilevare quali sono realmente le cause alla base di un incidente o di un problema di sicurezza, al fine di individuare una misura preventiva. Il ciclo di risoluzione dei problemi sviluppato da Hale et al. (1994) - vedi figura 1 - fornisce una buona descrizione di ciò che è coinvolto nelle fasi di risoluzione dei problemi di sicurezza. Ciò che sembra evidente è che al momento non è possibile e potrebbe anche non essere desiderabile sviluppare un modello strettamente logico o matematico per quello che è un processo ideale di risoluzione dei problemi nello stesso modo in cui è stato seguito per le teorie della scelta razionale. Questo punto di vista è supportato dalla conoscenza di altre difficoltà nelle istanze della vita reale di problem solving e decision making che sono discusse di seguito.
Problemi mal strutturati, Agenda Setting e Framing
Nella vita reale, si verificano spesso situazioni in cui il processo di risoluzione dei problemi diventa oscuro perché gli obiettivi stessi sono complessi e talvolta mal definiti. Quello che spesso accade è che la natura stessa del problema si trasforma successivamente nel corso dell'esplorazione. Nella misura in cui il problema ha queste caratteristiche, può essere chiamato mal strutturato. Esempi tipici di processi di risoluzione dei problemi con tali caratteristiche sono (1) lo sviluppo di nuovi progetti e (2) la scoperta scientifica.
La soluzione di problemi mal definiti è diventata solo di recente oggetto di studio scientifico. Quando i problemi sono mal definiti, il processo di risoluzione dei problemi richiede una conoscenza sostanziale dei criteri di soluzione così come la conoscenza dei mezzi per soddisfare tali criteri. Entrambi i tipi di conoscenza devono essere evocati nel corso del processo, e l'evocazione dei criteri e dei vincoli modifica e rimodella continuamente la soluzione che il processo di risoluzione dei problemi sta affrontando. Alcune ricerche riguardanti la strutturazione e l'analisi dei problemi nell'ambito dei problemi di rischio e sicurezza sono state pubblicate e possono essere proficuamente studiate; vedi, per esempio, Rosenhead 1989 e Chicken e Haynes 1989.
Impostazione dell'ordine del giorno, che è il primissimo passo del processo di risoluzione dei problemi, è anche il meno compreso. Ciò che porta un problema in cima all'ordine del giorno è l'identificazione di un problema e la conseguente sfida per determinare come può essere rappresentato in un modo che ne faciliti la soluzione; questi sono argomenti che solo di recente si sono concentrati negli studi sui processi decisionali. Il compito di stabilire un'agenda è della massima importanza perché sia i singoli esseri umani che le istituzioni umane hanno capacità limitate nell'affrontare molti compiti contemporaneamente. Mentre alcuni problemi ricevono piena attenzione, altri vengono trascurati. Quando nuovi problemi emergono improvvisamente e inaspettatamente (ad esempio, la lotta agli incendi), possono sostituire la pianificazione e la deliberazione ordinate.
Il modo in cui vengono rappresentati i problemi ha molto a che fare con la qualità delle soluzioni che si trovano. Allo stato attuale la rappresentanza o inquadramento dei problemi è ancora meno comprensibile della definizione dell'agenda. Una caratteristica di molti progressi della scienza e della tecnologia è che un cambiamento nell'inquadramento porterà a un approccio completamente nuovo alla risoluzione di un problema. Un esempio di tale cambiamento nell'inquadramento della definizione del problema nella scienza della sicurezza negli ultimi anni è lo spostamento dell'attenzione dai dettagli delle operazioni di lavoro alle decisioni e alle condizioni organizzative che creano l'intera situazione lavorativa - vedi, ad esempio, Wagenaar et al. (1994).
Processo decisionale nelle organizzazioni
I modelli di processo decisionale organizzativo vedono la questione della scelta come un processo logico in cui i decisori cercano di massimizzare i propri obiettivi in una serie ordinata di passaggi (figura 2). Questo processo è in linea di principio lo stesso per la sicurezza e per le decisioni su altre questioni che l'organizzazione deve gestire.
Figura 2. Il processo decisionale nelle organizzazioni
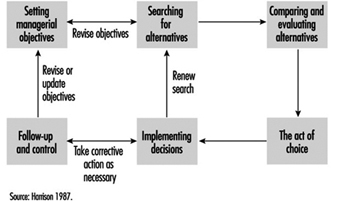
Questi modelli possono servire come quadro generale per il "processo decisionale razionale" nelle organizzazioni; tuttavia, tali modelli ideali hanno diversi limiti e tralasciano aspetti importanti dei processi che possono effettivamente aver luogo. Alcune delle caratteristiche significative dei processi decisionali organizzativi sono discusse di seguito.
Criteri applicati nella scelta organizzativa
Mentre i modelli di scelta razionale si preoccupano di trovare l'alternativa ottimale, altri criteri possono essere ancora più rilevanti nelle decisioni organizzative. Come osservato da March e Simon (1993), le organizzazioni per vari motivi cercano soddisfacente anziché ottimale soluzioni.
- Alternative ottimali. Un'alternativa può essere definita ottimale se (1) esiste un insieme di criteri che consente di confrontare tutte le alternative e (2) l'alternativa in questione è preferita, in base a questi criteri, a tutte le altre alternative (si veda anche la discussione sulla razionalità scelta, sopra).
- Alternative soddisfacenti. Un'alternativa è soddisfacente se (1) esiste un insieme di criteri che descrive alternative minimamente soddisfacenti e (2) l'alternativa in questione soddisfa o supera questi criteri.
Secondo March e Simon (1993) la maggior parte del processo decisionale umano, individuale o organizzativo, riguarda la scoperta e la selezione di soddisfacente alternative. Solo in casi eccezionali si occupa della scoperta e selezione di ottimale alternative. Nella gestione della sicurezza, di solito sono sufficienti alternative soddisfacenti rispetto alla sicurezza, cosicché una data soluzione a un problema di sicurezza deve soddisfare standard specifici. I vincoli tipici che spesso si applicano alle decisioni di sicurezza della scelta ottimale sono considerazioni economiche come: "Abbastanza buono, ma il più economico possibile".
Processo decisionale programmato
Esplorando i parallelismi tra il processo decisionale umano e il processo decisionale organizzativo, March e Simon (1993) hanno sostenuto che le organizzazioni non possono mai essere perfettamente razionali, perché i loro membri hanno limitate capacità di elaborazione delle informazioni. Si afferma che i responsabili delle decisioni nella migliore delle ipotesi possono raggiungere solo forme limitate di razionalità perché (1) di solito devono agire sulla base di informazioni incomplete, (2) sono in grado di esplorare solo un numero limitato di alternative relative a una data decisione, e (3) non sono in grado di attribuire valori accurati ai risultati. March e Simon sostengono che i limiti della razionalità umana sono istituzionalizzati nella struttura e nelle modalità di funzionamento delle nostre organizzazioni. Al fine di rendere gestibile il processo decisionale, le organizzazioni frammentano, sistematizzano e limitano il processo decisionale in diversi modi. I dipartimenti e le unità di lavoro hanno l'effetto di segmentare l'ambiente dell'organizzazione, di compartimentare le responsabilità e quindi di semplificare i domini di interesse e il processo decisionale di manager, supervisori e lavoratori. Le gerarchie organizzative svolgono una funzione simile, fornendo canali di risoluzione dei problemi al fine di rendere la vita più gestibile. Si crea così una struttura di attenzione, interpretazione e operatività che esercita un'influenza determinante su quelle che vengono apprezzate come scelte “razionali” del singolo decisore nel contesto organizzativo. March e Simon hanno dato un nome a queste serie organizzate di risposte programmi di prestazione, o semplicemente programmi, Il termine programma non intende connotare una rigidità completa. Il contenuto del programma può adattarsi a un gran numero di caratteristiche che lo avviano. Il programma può anche essere condizionato da dati che sono indipendenti dagli stimoli iniziali. È quindi più propriamente chiamato a strategia prestazionale.
Un insieme di attività è considerato routinizzato nella misura in cui la scelta è stata semplificata dallo sviluppo di risposte fisse a stimoli definiti. Se le ricerche sono state eliminate, ma la scelta rimane sotto forma di routine di calcolo sistematiche chiaramente definite, l'attività è designata come routine. Le attività sono considerate non di routine nella misura in cui devono essere precedute da attività di sviluppo del programma di tipo risolutivo. La distinzione fatta da Hale et al. (1994) (discusso sopra) tra i livelli di esecuzione, pianificazione e struttura/gestione del sistema comportano implicazioni simili riguardo alla strutturazione del processo decisionale.
La programmazione influenza il processo decisionale in due modi: (1) definendo come dovrebbe essere gestito un processo decisionale, chi dovrebbe parteciparvi, e così via, e (2) prescrivendo scelte da fare sulla base delle informazioni e delle alternative disponibili. Gli effetti della programmazione sono da un lato positivi nel senso che possono aumentare l'efficienza del processo decisionale e garantire che i problemi non rimangano irrisolti, ma vengano trattati in modo ben strutturato. D'altra parte, una programmazione rigida può ostacolare la flessibilità necessaria soprattutto nella fase di risoluzione dei problemi di un processo decisionale per generare nuove soluzioni. Ad esempio, molte compagnie aeree hanno stabilito procedure fisse per il trattamento delle deviazioni segnalate, i cosiddetti rapporti di volo o rapporti di manutenzione, che richiedono che ogni caso sia esaminato da una persona designata e che sia presa una decisione in merito alle azioni preventive da intraprendere sulla base delle incidente. A volte la decisione può essere che non venga intrapresa alcuna azione, ma le procedure assicurano che tale decisione sia deliberata, e non il risultato di negligenza, e che vi sia un decisore responsabile coinvolto nelle decisioni.
Il grado di programmazione delle attività influenza l'assunzione di rischi. Wagenaar (1990) ha sostenuto che la maggior parte degli incidenti sono conseguenze di comportamenti di routine senza alcuna considerazione del rischio. Il vero problema del rischio si verifica a livelli più alti nelle organizzazioni, dove vengono prese le decisioni non programmate. Ma i rischi molto spesso non vengono presi consapevolmente. Tendono ad essere il risultato di decisioni prese su questioni che non sono direttamente correlate alla sicurezza, ma in cui le precondizioni per un funzionamento sicuro sono state inavvertitamente compromesse. I manager e altri decisori di alto livello sono quindi più spesso permettendo opportunità di rischio di assumersi dei rischi.
Processo decisionale, potere e conflitto di interessi
La capacità di influenzare gli esiti dei processi decisionali è una fonte di potere ben riconosciuta e che ha attirato una notevole attenzione nella letteratura sulla teoria dell'organizzazione. Poiché le organizzazioni sono in larga misura sistemi decisionali, un individuo o un gruppo può esercitare un'influenza maggiore sui processi decisionali dell'organizzazione. Secondo Morgan (1986) i tipi di potere utilizzati nel processo decisionale possono essere classificati nei seguenti tre elementi correlati:
- Le premesse decisionali. Influenza sulla decisione premesse può essere esercitato in diversi modi. Uno dei modi più efficaci per "prendere" una decisione è consentire che venga presa per impostazione predefinita. Quindi gran parte dell'attività politica all'interno di un'organizzazione dipende dal controllo degli ordini del giorno e di altre premesse decisionali che influenzano il modo in cui verranno affrontate decisioni particolari, forse in modi che impediscono del tutto l'emergere di alcune questioni fondamentali. Inoltre, le premesse decisionali sono manipolate dal controllo discreto incorporato nella scelta di quei vocabolari, strutture di comunicazione, atteggiamenti, credenze, regole e procedure che sono accettate senza domande. Questi fattori modellano le decisioni in base al modo in cui pensiamo e agiamo. Secondo Morgan (1986), le visioni di quali sono i problemi e le questioni e di come possono essere affrontate, spesso agiscono come camicie di forza mentali che ci impediscono di vedere altri modi di formulare le nostre preoccupazioni di base e le linee di azione alternative che sono disponibili.
- I processi decisionali. Controllo della decisione i processi è solitamente più visibile del controllo delle premesse decisionali. Come trattare un problema implica domande come chi dovrebbe essere coinvolto, quando dovrebbe essere presa la decisione, come dovrebbe essere gestito il problema durante le riunioni e come dovrebbe essere segnalato. Le regole di base che devono guidare il processo decisionale sono variabili importanti che i membri dell'organizzazione possono manipolare per influenzare il risultato.
- Le questioni decisionali e gli obiettivi. Un ultimo modo per controllare il processo decisionale è influenzare il problemi e obiettivi da affrontare e i criteri di valutazione da utilizzare. Un individuo può modellare le questioni e gli obiettivi nel modo più diretto attraverso la preparazione di rapporti e contribuendo alla discussione su cui si baserà la decisione. Enfatizzando l'importanza di particolari vincoli, selezionando e valutando le alternative su cui verrà presa una decisione ed evidenziando l'importanza di determinati valori o risultati, i decisori possono esercitare una notevole influenza sulla decisione che emerge dalla discussione.
Alcuni problemi decisionali possono comportare un conflitto di interessi, ad esempio tra la direzione e i dipendenti. Può sorgere disaccordo sulla definizione di ciò che è veramente il problema, ciò che Rittel e Webber (1973) hanno definito problemi "malvagi", da distinguere dai problemi che sono "addomesticati" rispetto all'ottenimento del consenso. In altri casi, le parti possono concordare sulla definizione del problema ma non su come il problema dovrebbe essere risolto, o quali sono le soluzioni accettabili oi criteri per le soluzioni. Gli atteggiamenti o le strategie delle parti in conflitto definiranno non solo il loro comportamento di risoluzione dei problemi, ma anche le prospettive di raggiungere una soluzione accettabile attraverso i negoziati. Variabili importanti sono il modo in cui le parti tentano di soddisfare le proprie preoccupazioni rispetto a quelle dell'altra parte (figura 3). Una collaborazione di successo richiede che entrambe le parti siano assertive riguardo ai propri bisogni, ma siano contemporaneamente disposte a prendere in considerazione anche le esigenze dell'altra parte.
Figura 3. Cinque stili di comportamento negoziale
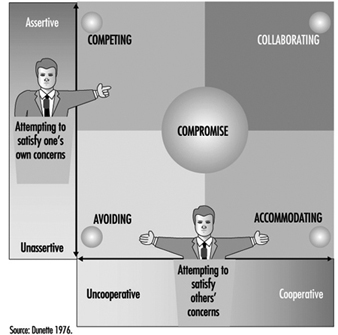
Un'altra tipologia interessante basata sulla quantità di accordo tra obiettivi e mezzi, è stata sviluppata da Thompson e Tuden (1959) (citato in Koopman e Pool 1991). Gli autori hanno suggerito quale fosse una "strategia più adatta" basata sulla conoscenza delle percezioni delle parti sulla causalità del problema e sulle preferenze dei risultati (figura 4).
Figura 4. Una tipologia di strategia di risoluzione dei problemi
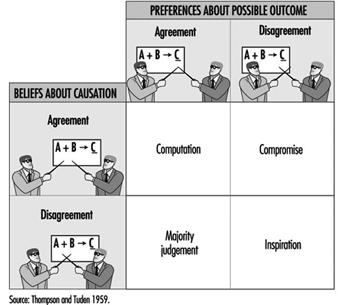
Se c'è accordo su obiettivi e mezzi, la decisione può essere calcolata, ad esempio sviluppata da alcuni esperti. Se i mezzi per raggiungere i fini perseguiti non sono chiari, questi esperti dovranno raggiungere una soluzione attraverso la consultazione (giudizio di maggioranza). In caso di conflitto sugli obiettivi, è necessaria la consultazione tra le parti coinvolte. Tuttavia, se manca l'intesa sia sugli obiettivi che sui mezzi, l'organizzazione è realmente in pericolo. Una tale situazione richiede una leadership carismatica che possa “ispirare” una soluzione accettabile per le parti in conflitto.
Il processo decisionale all'interno di un quadro organizzativo apre quindi prospettive ben oltre quelle della scelta razionale o dei modelli individuali di risoluzione dei problemi. I processi decisionali devono essere visti nel quadro dei processi organizzativi e gestionali, dove il concetto di razionalità può assumere significati nuovi e diversi da quelli definiti dalla logica degli approcci di scelta razionale incorporati, ad esempio, nei modelli di ricerca operativa. Il processo decisionale svolto nell'ambito della gestione della sicurezza deve essere considerato alla luce di una prospettiva tale da consentire una piena comprensione di tutti gli aspetti dei problemi decisionali a portata di mano.
Sintesi e conclusioni
Il processo decisionale può generalmente essere descritto come un processo che inizia con una situazione iniziale (stato iniziale) che i decisori percepiscono deviare da una situazione obiettivo desiderata (stato obiettivo), sebbene non sappiano in anticipo come modificare lo stato iniziale nel stato obiettivo (Huber 1989). Il risolutore di problemi trasforma lo stato iniziale nello stato obiettivo applicandone uno o più Operatori, o attività per alterare gli stati. Spesso è necessaria una sequenza di operatori per apportare il cambiamento desiderato.
La letteratura di ricerca sull'argomento non fornisce risposte semplici su come prendere decisioni in materia di sicurezza; pertanto, i metodi del processo decisionale devono essere razionali e logici. La teoria della scelta razionale rappresenta una concezione elegante di come vengono prese le decisioni ottimali. Tuttavia, all'interno della gestione della sicurezza, la teoria della scelta razionale non può essere facilmente applicata. Il limite più evidente è la mancanza di dati validi e attendibili sulle possibili scelte rispetto sia alla completezza che alla conoscenza delle conseguenze. Un'altra difficoltà è che il concetto razionale presuppone un benefattore, che può differire a seconda della prospettiva scelta in una situazione decisionale. Tuttavia, l'approccio della scelta razionale può ancora essere utile per evidenziare alcune delle difficoltà e delle carenze delle decisioni da prendere.
Spesso la sfida non è fare una scelta saggia tra azioni alternative, ma piuttosto analizzare una situazione per scoprire qual è realmente il problema. Nell'analizzare i problemi di gestione della sicurezza, la strutturazione è spesso il compito più importante. Comprendere il problema è un prerequisito per trovare una soluzione accettabile. La questione più importante per quanto riguarda la risoluzione dei problemi non è quella di identificare un unico metodo superiore, che probabilmente non esiste a causa dell'ampia gamma di problemi all'interno delle aree della valutazione del rischio e della gestione della sicurezza. Il punto principale è piuttosto adottare un approccio strutturato e documentare l'analisi e le decisioni prese in modo tale che le procedure e le valutazioni siano tracciabili.
Le organizzazioni gestiranno parte del loro processo decisionale attraverso azioni programmate. La programmazione o le procedure fisse per le procedure decisionali possono essere molto utili nella gestione della sicurezza. Un esempio è il modo in cui alcune aziende trattano le deviazioni segnalate e i quasi incidenti. La programmazione può essere un modo efficiente per controllare i processi decisionali nell'organizzazione, a condizione che i problemi di sicurezza e le regole decisionali siano chiari.
Nella vita reale, le decisioni avvengono all'interno di un contesto organizzativo e sociale in cui a volte emergono conflitti di interesse. I processi decisionali possono essere ostacolati da diverse percezioni di quali siano i problemi, dei criteri o dell'accettabilità delle soluzioni proposte. Essere consapevoli della presenza e dei possibili effetti degli interessi acquisiti è utile per prendere decisioni che siano accettabili per tutte le parti coinvolte. La gestione della sicurezza include un'ampia varietà di problemi a seconda del ciclo di vita, del livello organizzativo e della fase di risoluzione dei problemi o di riduzione dei pericoli che riguardano un problema. In tal senso, il processo decisionale in materia di sicurezza ha portata e carattere tanto ampi quanto il processo decisionale su qualsiasi altra questione di gestione.
" DISCLAIMER: L'ILO non si assume alcuna responsabilità per i contenuti presentati su questo portale Web presentati in una lingua diversa dall'inglese, che è la lingua utilizzata per la produzione iniziale e la revisione tra pari del contenuto originale. Alcune statistiche non sono state aggiornate da allora la produzione della 4a edizione dell'Enciclopedia (1998)."