- Estas aquí:
-
Inicio

- Parte X. Industrias Basadas en Recursos Biológicos

Categorías Niños

64. Industrias basadas en la agricultura y los recursos naturales (34)

64. Industrias basadas en la agricultura y los recursos naturales
Redactor del capítulo: Melvin L. Myers
Índice del contenido
Tablas y Figuras
Perfil general
Melvin L. Myers
Estudio de caso: Granjas familiares
Ted Scharf, David E. Baker y Joyce Salg
Sistemas de cultivo
Plantaciones
Melvin L. Myers y IT Cabrera
Trabajadores agrícolas migrantes y de temporada
Marc B Schenker
Agricultura urbana
Melvin L. Myers
Operaciones de invernadero y vivero
Mark M. Methner y John A. Miles
Floricultura
Samuel H. Henao
Educación de trabajadores agrícolas sobre pesticidas: un estudio de caso
merri weinger
Operaciones de plantación y cultivo
Yuri Kundiev y VI Chernyuk
Operaciones de Cosecha
Guillermo E. Campo
Operaciones de almacenamiento y transporte
thomas l frijol
Operaciones manuales en agricultura
Pranab Kumar Nag
Mecanización
Dennis Murphy
Caso de Estudio: Maquinaria Agrícola
LW Knapp, Jr.
Cultivos de alimentos y fibras
Arroz
Malinee Wongphanich
Granos Agrícolas y Oleaginosas
Charles Schwab
Cultivo y Procesamiento de Caña de Azúcar
RA Muñoz, EA Suchman, JM Baztarrica and Carol J. Lehtola
Cosecha de Papa
Steven Johnson
Verduras y Melones
BH Xu y Toshio Matsushita
Cultivos de árboles, zarzas y vides
bayas y uvas
Guillermo E. Steinke
Cultivos de huerta
Melvin L. Myers
Cultivos de palmeras y árboles tropicales
Melvin L. Myers
Producción de corteza y savia
Melvin L. Myers
Bambú y Caña
Melvin L. Myers y YC Ko
Cultivos especiales
Cultivo de Tabaco
Gerald F.Peedin
Ginseng, menta y otras hierbas
Larry Chapman
Champiñones
LJLD Van Griensven
Plantas acuáticas
Melvin L. Myers y JWG Lund
Cultivos de bebidas
Cultivo de café
Jorge da Rocha Gomes y Bernardo Bedrikow
cultivo de té
fernando
El lúpulo
Thomas Karsky y William B. Symons
Problemas de salud y medio ambiente
Problemas de salud y patrones de enfermedades en la agricultura
Melvin L. Myers
Estudio de caso: Agromedicina
Stanley H. Schuman y Jere A. Brittain
Problemas ambientales y de salud pública en la agricultura
Melvin L. Myers
Mesas
Haga clic en un enlace a continuación para ver la tabla en el contexto del artículo.
1. Fuentes de nutrientes
2. Diez pasos para una encuesta de riesgos laborales en plantaciones
3. Sistemas de cultivo en áreas urbanas
4. Consejos de seguridad para equipos de césped y jardín
5. Categorización de las actividades agrícolas
6. Peligros comunes de los tractores y cómo ocurren
7. Peligros comunes de la maquinaria y dónde ocurren
8. Precauciones de seguridad
9. Árboles, frutas y palmeras tropicales y subtropicales
10. productos de palma
11. Productos y usos de la corteza y la savia
12. Peligros respiratorios
13. Peligros dermatológicos
14. Peligros tóxicos y neoplásicos
15. Peligros de lesiones
16. Lesiones con tiempo perdido, Estados Unidos, 1993
17. Riesgos de estrés mecánico y térmico
18. Peligros de comportamiento
19. Comparación de dos programas de agromedicina
20. Cultivos transgénicos
21. Cultivo de drogas ilícitas, 1987, 1991 y 1995
Figuras
Apunte a una miniatura para ver el título de la figura, haga clic para ver la figura en el contexto del artículo.
|
|







































65. Industria de bebidas (10)
65. Industria de bebidas
Editor del capítulo: Lance A. Ward
Índice del contenido
Tablas y Figuras
Perfil general
david franson
Fabricación de concentrado de refrescos
Zaida Colón
Embotellado y enlatado de refrescos
Mateo Hirsheimer
Industria cafetalera
Jorge da Rocha Gomes y Bernardo Bedrikow
Industria del té
Lou Piombino
Industria de licores destilados
RG Aldi y Rita Seguin
Industria del vino
Álvaro Durao
Industria cervecera
JF Eustaquio
Preocupaciones por la salud y el medio ambiente
Lanza A. Ward
Mesas
Haga clic en un enlace a continuación para ver la tabla en el contexto del artículo.
1. Importadores de café seleccionados (en toneladas)
Figuras
Apunte a una miniatura para ver el título de la figura, haga clic para ver la figura en el contexto del artículo.








66. Pesca (10)
66. Pescar
Editores de capítulos: Hulda Ólafsdóttir y Vilhjálmur Rafnsson
Índice del contenido
Tablas y Figuras
Perfil general
Ragnar Arnason
Estudio de caso: buzos indígenas
David Gold
Principales Sectores y Procesos
Hjálmar R. Bárdarson
Características psicosociales de la fuerza de trabajo en el mar
Eva Munk-Madsen
Estudio de caso: mujeres pescadoras
Características psicosociales de la fuerza laboral en el procesamiento de pescado en tierra
Marit Husmo
Efectos sociales de las aldeas pesqueras de una sola industria
Bárbara Neis
Problemas de salud y patrones de enfermedad
Vilhjálmur Rafnsson
Trastornos musculoesqueléticos entre pescadores y trabajadores de la industria de procesamiento de pescado
Hulda Ólafsdóttir
Pesca comercial: cuestiones ambientales y de salud pública
Bruce McKay y Kieran Mulvaney
Mesas
Haga clic en un enlace a continuación para ver la tabla en el contexto del artículo.
1. Cifras de mortalidad por lesiones mortales entre pescadores
2. Los trabajos o lugares más importantes relacionados con el riesgo de lesiones
Figuras
Apunte a una miniatura para ver el título de la figura, haga clic para ver la figura en el contexto del artículo.









67. Industria alimentaria (11)
67 Industria de alimentos
Redactor del capítulo: Deborah Berkowitz
Índice del contenido
Tablas y Figuras
Descripción general y efectos sobre la salud
Procesos de la Industria Alimentaria
M. Malagié, G. Jensen, JC Graham y Donald L. Smith
Efectos sobre la salud y patrones de enfermedad
Juan J. Svagr
Cuestiones de protección ambiental y salud pública
jerry spiegel
Sectores de procesamiento de alimentos
Empacado/procesamiento de carne
Deborah E. Berkowitz y Michael J. Fagel
Procesamiento de aves de corral
tony ashdown
Industria de Productos Lácteos
Marianne Smukowski y Norman Brusk
Producción de Cacao e Industria del Chocolate
Anaide Vilasboas de Andrade
Granos, molienda de granos y productos de consumo a base de granos
Thomas E. Hawkinson, James J. Collins y Gary W. Olmstead
Panaderías
RF Villard
Industria de la remolacha azucarera
Carol J. Lehtola
Aceite y grasa
Pantalón NM
Mesas
Haga clic en un enlace a continuación para ver la tabla en el contexto del artículo.
1. Las industrias alimentarias, sus materias primas y procesos
2. Enfermedades profesionales comunes en las industrias de alimentos y bebidas
3. Tipos de infecciones notificadas en las industrias de alimentos y bebidas
4. Ejemplos de usos de subproductos de la industria alimentaria
5. Tasas típicas de reutilización de agua para diferentes subsectores industriales
Figuras
Apunte a una miniatura para ver el título de la figura, haga clic para ver la figura en el contexto del artículo.








68. Silvicultura (17)
68. Silvicultura
Editor del capítulo: Peter Poschen
Índice del contenido
Tablas y Figuras
Perfil general
Pedro Poschen
Cosecha de madera
Dennis Dykstra y Peter Poschen
Transporte de madera
Olli Eeronheimo
Cosecha de productos forestales no madereros
rodolfo heinrich
Plantacion de arboles
Denis Giguere
Manejo y Control de Incendios Forestales
Mike Jurvélius
Riesgos de seguridad física
Bengt Ponten
Carga física
Bengt Ponten
Factores psicosociales
Peter Poschen y Marja-Liisa Juntunen
Peligros químicos
juhani cangas
Peligros biológicos entre los trabajadores forestales
Jorge Augusta
Normas, Legislación, Reglamentos y Códigos de Prácticas Forestales
Othmar Wettmann
Equipo de protección personal
Eero Korhonen
Condiciones de Trabajo y Seguridad en el Trabajo Forestal
Lucie Laflamme y Esther Cloutier
Habilidades y entrenamiento
Pedro Poschen
Condiciones de vida
Elías Apud
Problemas de salud ambiental
Shane McMahon
Mesas
Haga clic en un enlace a continuación para ver la tabla en el contexto del artículo.
1. Superficie forestal por región (1990)
2. Categorías y ejemplos de productos forestales no madereros
3. Peligros y ejemplos de la recolección no maderera
4. Carga típica transportada durante la siembra
5. Agrupación de accidentes de plantación de árboles por partes del cuerpo afectadas
6. Gasto energético en labores forestales
7. Sustancias químicas utilizadas en la silvicultura en Europa y América del Norte en la década de 1980
8. Selección de infecciones comunes en la silvicultura
9. Equipo de protección personal apropiado para operaciones forestales
10. Beneficios potenciales para la salud ambiental
Figuras
Apunte a una miniatura para ver el título de la figura, haga clic para ver la figura en el contexto del artículo.
|
|



















69. Caza (2)
69. Caza
Editor del capítulo: George A. Conway
Índice del contenido
Mesas
Un perfil de la caza y la captura en la década de 1990
Juan N. Trento
Enfermedades asociadas con la caza y la captura
maría e. marrón
Mesas
Haga clic en un enlace a continuación para ver la tabla en el contexto del artículo.
1. Ejemplos de enfermedades potencialmente significativas para los cazadores y tramperos
70. Cría de ganado (21)
70. Cría de ganado
Redactor del capítulo: Melvin L. Myers
Índice del contenido
Tablas y Figuras
Cría de ganado: su extensión y efectos en la salud
Melvin L. Myers
Problemas de salud y patrones de enfermedad
Kendall Thu, Craig Zwerling y Kelley Donham
Estudio de caso: problemas de salud ocupacional relacionados con los artrópodos
donald barnard
Cultivos forrajeros
lorann stallones
Confinamiento de Ganado
kelley donham
Ganadería
Dean T. Stueland y Paul D. Gunderson
Estudio de caso: Comportamiento animal
David L. Duro
Manipulación de estiércol y desechos
Guillermo Popendorf
Una lista de verificación para las prácticas de seguridad en la cría de ganado
Melvin L. Myers
Lácteos
John mayo
Bovinos, Ovinos y Caprinos
Melvin L. Myers
Los cerdos
Melvin L. Myers
Producción avícola y de huevos
Steven W Lenhart
Estudio de caso: Captura, acarreo vivo y procesamiento de aves de corral
tony ashdown
Caballos y Otros Equinos
lynn barroby
Estudio de caso: elefantes
Melvin L. Myers
Cría de toros
David L. Duro
Producción de mascotas, peleteros y animales de laboratorio
Christian E. Recién llegado
Piscicultura y Acuicultura
George A. Conway y Ray RaLonde
Apicultura, Crianza de Insectos y Producción de Seda
Melvin L. Myers y Donald Barnard
Mesas
Haga clic en un enlace a continuación para ver la tabla en el contexto del artículo.
1. Usos ganaderos
2. Producción ganadera internacional (1,000 toneladas)
3. Producción anual de heces y orina de ganado de EE. UU.
4. Tipos de problemas de salud humana asociados con el ganado
5. Zoonosis primarias por región del mundo
6. Diferentes ocupaciones y salud y seguridad
7. Peligros potenciales de artrópodos en el lugar de trabajo
8. Reacciones normales y alérgicas a la picadura de insecto
9. Compuestos identificados en confinamiento porcino
10. Niveles ambientales de varios gases en confinamiento porcino
11. Enfermedades respiratorias asociadas a la producción porcina
12. Enfermedades zoonóticas de los ganaderos
13. Propiedades físicas del estiércol
14. Algunos puntos de referencia toxicológicos importantes para el sulfuro de hidrógeno
15. Algunos procedimientos de seguridad relacionados con los esparcidores de estiércol
16. Tipos de rumiantes domesticados como ganado
17. Procesos de cría de ganado y peligros potenciales
18. Enfermedades respiratorias por exposiciones en granjas ganaderas
19. Zoonosis asociadas a caballos
20. Fuerza de tiro normal de varios animales.
Figuras
Apunte a una miniatura para ver el título de la figura, haga clic para ver la figura en el contexto del artículo.
|
|










71. Madera (4)
71. Madera
Editores de capítulos: Paul Demers y Kay Teschke
Índice del contenido
Tablas y Figuras
Perfil general
Pablo Demers
Principales Sectores y Procesos: Riesgos Laborales y Controles
Hugh Davies, Paul Demers, Timo Kauppinen y Kay Teschke
Patrones de enfermedades y lesiones
Pablo Demers
Problemas ambientales y de salud pública
Kay Teschke y Anya Keefe
Mesas
Haga clic en un enlace a continuación para ver la tabla en el contexto del artículo.
1. Producción estimada de madera en 1990
2. Producción estimada de madera aserrada para los 10 mayores productores mundiales
3. Riesgos de SSO por área de proceso de la industria maderera
Figuras
Apunte a una miniatura para ver el título de la figura, haga clic para ver la figura en el contexto del artículo.






72. Industria del papel y la pulpa (13)
72. Industria del papel y la pulpa
Editores de capítulos: Kay Teschke y Paul Demers
Índice del contenido
Tablas y Figuras
Perfil general
kay teschke
Principales Sectores y Procesos
Fuentes de fibra para pulpa y papel
Anya Keefe y Kay Teschke
Manipulación de madera
Anya Keefe y Kay Teschke
despulpado
Anya Keefe, George Astrakianakis y Judith Anderson
Blanqueamiento
George Astrakianakis y Judith Anderson
Operaciones de papel reciclado
dick heederik
Producción y conversión de láminas: pulpa de mercado, papel, cartón
George Astrakianakis y Judith Anderson
Generación de energía y tratamiento de agua
George Astrakianakis y Judith Anderson
Producción de productos químicos y subproductos
George Astrakianakis y Judith Anderson
Controles y riesgos laborales
Kay Teschke, George Astrakianakis, Judith Anderson, Anya Keefe y Dick Heederik
Patrones de enfermedades y lesiones
Lesiones y Enfermedades no malignas
Susan Kennedy y Kjell Torén
Cáncer
Kjell Torén y Kay Teschke
Problemas ambientales y de salud pública
Anya Keefe y Kay Teschke
Mesas
Haga clic en un enlace a continuación para ver la tabla en el contexto del artículo.
1. Empleo y producción en países seleccionados (1994)
2. Componentes químicos de las fuentes de fibra de pulpa y papel
3. Agentes blanqueadores y sus condiciones de uso
4. Aditivos para la fabricación de papel
5. Peligros potenciales para la salud y la seguridad por área de proceso
6. Estudios sobre cáncer de pulmón y estómago, linfoma y leucemia
7. Suspensiones y demanda biológica de oxígeno en la fabricación de pulpa
Figuras
Apunte a una miniatura para ver el título de la figura, haga clic para ver la figura en el contexto del artículo.
|
|












Verduras y Melones
Se cultiva una amplia variedad de vegetales (plantas herbáceas) para obtener hojas, tallos, raíces, frutos y semillas comestibles. Los cultivos incluyen cultivos de hoja para ensalada (p. ej., lechuga y espinaca), cultivos de raíces (p. ej., remolacha, zanahoria, nabo), cultivos de col (repollo, brócoli, coliflor) y muchos otros que se cultivan por su fruto o semilla (p. ej., guisantes, frijoles, calabazas, melones, tomates).
Desde la década de 1940, la naturaleza del cultivo de vegetales, particularmente en América del Norte y Europa, ha cambiado drásticamente. Anteriormente, la mayoría de las verduras frescas se cultivaban cerca de los centros de población por parte de agricultores de jardines o camiones y solo estaban disponibles durante o poco después de la cosecha. El crecimiento de los supermercados y el desarrollo de grandes empresas de procesamiento de alimentos crearon una demanda de suministros constantes de vegetales durante todo el año. Al mismo tiempo, la producción de vegetales a gran escala en fincas comerciales se hizo posible en áreas alejadas de los principales centros de población debido a la rápida expansión de los sistemas de riego, mejores rociadores de insectos y control de malezas, y el desarrollo de maquinaria sofisticada para plantar, rociar, cosechar y clasificar. . Hoy en día, la principal fuente de verduras frescas en los Estados Unidos son las áreas de temporada larga, como los estados de California, Florida, Texas y Arizona, y México. El sur de Europa y el norte de África son las principales fuentes de hortalizas para el norte de Europa. Muchas verduras también se cultivan en invernaderos. Sin embargo, los mercados de agricultores que venden productos locales siguen siendo la principal salida para los productores de hortalizas en gran parte del mundo, especialmente en Asia, África y América del Sur.
El cultivo de vegetales requiere habilidades y cuidados sustanciales para asegurar la producción de vegetales de alta calidad que se venderán. Las operaciones de cultivo de hortalizas incluyen la preparación del suelo, la siembra y el cultivo, la cosecha, el procesamiento y el transporte. El control de malezas y plagas y el manejo del agua son cruciales.
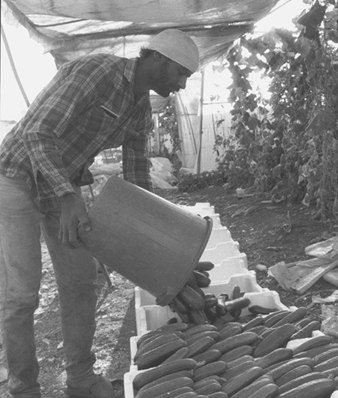
Los trabajadores de hortalizas y melones están expuestos a muchos riesgos laborales en su entorno laboral, que incluyen plantas y sus productos, agroquímicos para el control de plagas y aceites y detergentes para el mantenimiento y reparación de maquinaria. El trabajo manual o automático también fuerza a los trabajadores a posiciones incómodas (ver figura 1). Los trastornos musculoesqueléticos como el dolor lumbar son importantes problemas de salud en estos trabajadores. Las herramientas y máquinas agrícolas utilizadas con hortalizas y melones dan lugar a un alto riesgo de lesiones traumáticas y diversos problemas de salud similares a los que se observan en otros trabajos agrícolas. Además, los cultivadores de exterior están expuestos a la radiación solar y al calor, mientras que los cultivadores de invernadero deben tener en cuenta la exposición a pólenes, endotoxinas y hongos. Por lo tanto, en esas poblaciones se puede encontrar una amplia variedad de trastornos relacionados con el trabajo.
Figura 1. Trabajo manual en una granja de hortalizas cerca de Assam, Jordania
Las alergias alimentarias a las verduras y los melones son bien conocidas. En su mayoría son provocados por alérgenos vegetales y pueden provocar una reacción inmediata. Clínicamente, los síntomas mucocutáneos y respiratorios aparecen en la mayoría de los pacientes. La alergia ocupacional entre los trabajadores de hortalizas difiere de la alergia alimentaria en varios aspectos. Los alérgenos ocupacionales son diversos, incluidos los de origen vegetal, los químicos y los derivados biológicos. Se ha informado que la alcachofa, las coles de Bruselas, el repollo, la zanahoria, el apio, la achicoria, el cebollino, la escarola, el ajo, el rábano picante, el puerro, la lechuga, la okra, la cebolla, el perejil y la chirivía contienen alérgenos vegetales y sensibilizan a los trabajadores de las hortalizas. Sin embargo, rara vez se informan alergias ocupacionales a los alérgenos del melón. Solo se han aislado e identificado unos pocos alérgenos de vegetales y melones debido a la dificultad y complejidad de las técnicas de laboratorio requeridas. La mayoría de los alérgenos, especialmente los de origen vegetal, son liposolubles, pero unos pocos son hidrosolubles. La capacidad de sensibilización también varía según los factores botánicos: los alérgenos pueden quedar secuestrados en los canales de resina y liberados solo cuando las verduras están magulladas. Sin embargo, en otros casos pueden ser fácilmente liberados por frágiles pelos granulares, o ser excretados sobre la hoja, recubrir el polen o ser ampliamente diseminados por la acción del viento sobre los tricomas (crecimientos similares a pelos en las plantas).
Clínicamente, las enfermedades alérgicas ocupacionales más comunes reportadas en los trabajadores de hortalizas son dermatitis alérgica, asma y rinitis. En algunos casos se pueden observar alveolitis alérgica extrínseca, fotodermatitis alérgica y urticaria alérgica (ronchas). Cabe destacar que las verduras, melones, frutas y pólenes tienen algunos alérgenos en común o alérgenos de reacción cruzada. Esto implica que las personas atópicas y las personas con alergia a uno de ellos pueden volverse más susceptibles que otros en el desarrollo de alergias ocupacionales. Para detectar y diagnosticar estas alergias ocupacionales, actualmente se encuentran disponibles varias pruebas inmunológicas. En general, la prueba de punción, la prueba intradérmica, la medición de anticuerpos IgE específicos de alérgeno y in vivo La prueba de provocación con alérgenos se utiliza para las alergias inmediatas, mientras que la prueba del parche se puede elegir para las alergias de tipo tardío. La prueba de proliferación de linfocitos específica de alérgenos y la producción de citoquinas son útiles para diagnosticar ambos tipos de alergia. Estas pruebas se pueden realizar utilizando vegetales nativos, sus extractos y químicos liberados.
En los trabajadores de hortalizas se observan dermatosis como paquilosis, hiperqueratosis, cromatosis por lesión de las uñas y dermatitis. En particular, la dermatitis de contacto, tanto irritativa como alérgica, se presenta con mayor frecuencia. La dermatitis irritante es causada por factores químicos y/o físicos. Partes vegetales como tricomas, espículas, pelos ásperos, rafidios y espinas son las responsables de la mayor parte de esta irritación. Por otro lado, la dermatitis alérgica se clasifica en tipos inmediatos y tardíos en función de su inmunopatogénesis. El primero está mediado por respuestas inmunitarias humorales, mientras que el segundo está mediado por respuestas inmunitarias celulares.
Clínicamente, muchos pacientes con dermatitis alérgica experimentan una variedad de síntomas que incluyen picazón, eritema, sarpullido, hinchazón y vesículas. Los sitios de lesiones son principalmente las manos, los brazos, la cara y el cuello. En una encuesta de campo de cultivadores de okra japonesa (Nomura 1993), más del 50% de los agricultores tenían lesiones en la piel, que aparecían principalmente en las manos y los brazos. Alrededor del 20 al 30% de los agricultores mostraron una reacción positiva en la prueba del parche a los extractos de hoja o almohadilla de okra. Además, se demostró que la actividad proteolítica de los extractos de okra causa lesiones en la piel.
Los productos químicos agrícolas también son alérgenos importantes responsables de la dermatitis alérgica. Estos incluyen insecticidas (DDVP, diazinon, EPN, malatión, naled, paratión, etc.), fungicidas (benomyl, captafol, captan, maneb, manzeb, nitrofen, plondrel®, thiram, zineb, ziram, etc.), herbicidas (carbine , randox, etc.) y fumigantes (mezcla DD® de 1,3-dicloropropeno y 1,1,2-dicloropropano y compuestos relacionados). Además, las bacterias oportunistas y Streptococcus pyogenes Se ha descubierto que juegan un papel importante en la dermatitis alérgica y la urticaria de los trabajadores de hortalizas.
Los trabajadores de las hortalizas, especialmente los que trabajan en invernaderos o bajo techo, están expuestos a muchos productos vegetales ya compuestos como los pesticidas, que son responsables del aumento de las enfermedades pulmonares. En un estudio nacional realizado entre agricultores suizos, se documentó que la mortalidad proporcional estandarizada por edad para todas las enfermedades pulmonares, bronquitis y asma, y solo asma fue de 127, 140 y 137, respectivamente. Los productos vegetales pueden causar directamente asma alérgica ocupacional, o proporcionar irritantes no específicos y/o el vehículo para otros alérgenos, incluidos pólenes, esporas, ácaros y otras sustancias. Los productos vegetales que pueden causar asma alérgica son la bromelina, el ricino y la cera, la fresia, el polen de cereales, la goma guar, la papaína, el pimentón, el lúpulo, la ipecacuana, el ácido plicatico, el ácido quillaico, la saponina y el polen de girasol.
Los hongos en el ambiente de trabajo producen muchas esporas, algunas de las cuales causan asma alérgica y/o alveolitis alérgica extrínseca. Sin embargo, es raro que el asma alérgica y la alveolitis alérgica extrínseca de esos alérgenos ocurran en los mismos sujetos. En cuanto a los microorganismos causales, Alternaria, Aspergilo Níger, Cladosporium, lodo del humidificador, Merulius lacrymans, Micropolispora faei, Paecilomyces y Verticillium han sido identificados. En la mayoría de los casos, los antígenos de origen fúngico están presentes en las esporas y los productos de degradación.
Los pacientes con asma ocupacional causada por productos vegetales siempre muestran anticuerpos séricos IgE elevados, eosinofilia y prick test positivos, mientras que en pacientes con alveolitis alérgica extrínseca se observan anticuerpos precipitantes específicos, prick test positivos y distintos hallazgos radiológicos. Además de la alergia pulmonar a productos vegetales y esporas de hongos, en pacientes atópicos se provocan síntomas nasales al manipular vegetales como zanahorias y lechugas. Generalmente no se encuentran molestias gastrointestinales.
Los agroquímicos se aplican para diversos fines tanto en el cultivo de hortalizas de interior como de exterior. Entre los productos químicos utilizados, se ha descubierto que algunos tienen potencial asmático. Incluyen captafol, clorotalonil, creosota, formaldehído, piretrina y estreptomicina. El uso inapropiado de pesticidas potencialmente puede resultar en la contaminación de suelos y vegetales. La aplicación de plaguicidas sin el equipo de protección personal adecuado puede provocar efectos tóxicos tanto agudos como crónicos.
Industria cafetalera
Panorama General
El café como bebida se introdujo en Europa durante el siglo XVI, primero en Alemania y luego en todo el continente europeo durante el siglo siguiente, especialmente en Francia y Holanda. Posteriormente, se extendió al resto del mundo.
Dado que el café no mantendrá su olor y sabor característicos por mucho tiempo, después de tostarlo y molerlo, se han hecho necesarios establecimientos industriales para tostar y moler el café dondequiera que se consuma el café. Los establecimientos suelen ser plantas pequeñas o medianas, pero existen grandes fábricas, principalmente para producir café regular e instantáneo (soluble).
Es difícil estimar el número de trabajadores empleados por la industria del café. Algunas de las plantas más pequeñas no llevan registros y las cifras no son del todo fiables. Considerando un consumo total de aproximadamente 100 millones de sacos de café de 60 kg durante el año 1995, el comercio mundial de café representa alrededor de US$50 millones. En el cuadro 1 se enumeran los países importadores de café seleccionados, lo que da una idea del consumo mundial actual.
Cuadro 1. Importadores de café seleccionados (en toneladas).
|
País |
1990 |
1991 |
1992 |
|
Estados Unidos |
1,186,244 |
1,145,916 |
1,311,986 |
|
Francia |
349,306 |
364,214 |
368,370 |
|
Japón |
293,969 |
302,955 |
295,502 |
|
España |
177,681 |
176,344 |
185,601 |
|
Reino Unido |
129,924 |
119,020 |
128,702 |
|
Austria |
108,797 |
118,935 |
125,245 |
|
Ubicación: Canadá |
120,955 |
126,165 |
117,897 |
Fuente: FAO 1992.
La fabricación del café es un proceso relativamente simple, que incluye procesos de limpieza, tostado, molienda y empaque, como se muestra en la figura 1. Sin embargo, la tecnología moderna ha llevado a procesos complejos, con un aumento en la velocidad de producción y que requieren laboratorios para pruebas de control de calidad de el producto.
Figura 1. Diagrama de flujo de la fabricación de café.
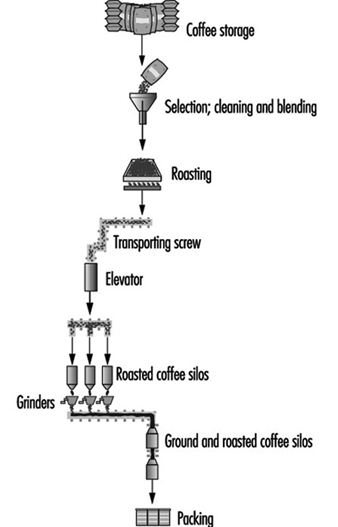
Los granos de café llegan a las fábricas en sacos de 60 kg, los cuales se descargan mecánica o manualmente. En este último caso, normalmente dos trabajadores sostienen una bolsa y la colocan sobre la cabeza de otro trabajador. Este trabajador llevará la bolsa para ser almacenada. Incluso cuando el transporte se realiza sobre cintas transportadoras, se requiere cierto esfuerzo físico con un alto consumo de energía.
El uso de café instantáneo ha aumentado constantemente, alcanzando aproximadamente el 20% del consumo mundial. El café instantáneo se obtiene a través de un proceso complejo en el que soplan ráfagas de aire caliente sobre los extractos de café, seguidos de evaporación, enfriamiento y liofilización (liofilización), variando en detalles de una fábrica a otra. En la fabricación de café descafeinado, que representa más del 10% del consumo en Estados Unidos y Europa, algunas plantas aún utilizan solventes clorados (como el cloruro de metileno), que se eliminan mediante un chorro de vapor de agua.
Riesgos potenciales y efectos sobre la salud
Para comenzar el procesamiento del café, las bolsas se abren con un cuchillo pequeño y los granos se arrojan dentro de un contenedor para limpiarlos. El área de trabajo es ruidosa y una gran cantidad de material particulado residual permanece en suspensión, liberado de la máquina de limpieza.
El tostado expone a los trabajadores a riesgos de quemaduras y molestias térmicas. La mezcla o combinación de granos se realiza automáticamente, al igual que la molienda, en áreas que pueden tener una iluminación deficiente debido a la interferencia del polvo de café en suspensión. La suciedad puede acumularse, los niveles de ruido pueden ser elevados y la mecanización requiere un trabajo a gran velocidad.
Después de la molienda, se llenan bolsas de diferentes materiales y tamaños y luego se empaquetan, generalmente en cajas de cartón. Cuando se realizan manualmente, estas operaciones requieren movimientos repetitivos de manos y brazos a alta velocidad. Las cajas de cartón son transportadas a las áreas de almacenamiento y luego a su destino final.
El fuerte olor característico de la industria del café puede molestar a los trabajadores dentro de las plantas y también a la comunidad circundante. La importancia de este problema como un riesgo potencial para la salud aún no se ha aclarado. El olor del café se debe a una mezcla de diferentes productos; se están realizando investigaciones para identificar los efectos individuales de estos productos químicos. Se sabe que algunos componentes del polvo de café y algunas de las sustancias que producen olor son alérgenos.
Los riesgos potenciales en las plantas de café instantáneo son similares a los de la producción regular de café; además, existen riesgos por vapor caliente y explosión de calderas. En la eliminación de la cafeína, incluso cuando se realiza de forma automática, puede existir el riesgo de exposición al disolvente.
Otros riesgos potenciales que pueden afectar a la salud de los trabajadores son similares a los que se encuentran en las industrias alimentarias en general. Los riesgos de accidentes surgen de cortes con cuchillos utilizados en la apertura de bolsas, quemaduras durante el tostado y aplastamiento durante las operaciones de molienda, especialmente en maquinaria antigua sin protección automática de la máquina. Existen peligros de incendio y explosión por las grandes cantidades de polvo, el cableado eléctrico inseguro y el gas que se utiliza para calentar los tostadores.
En la industria del café se pueden encontrar varios peligros que incluyen, entre otros: pérdida de audición debido al ruido excesivo, estrés térmico durante el tostado, intoxicación por pesticidas y trastornos musculoesqueléticos, afectando especialmente la espalda de los trabajadores que levantan y transportan bolsas pesadas.
Los trastornos alérgicos que afectan los ojos, la piel o el sistema respiratorio pueden ocurrir en cualquier área de una planta de café. Es el polvo de café el que se asocia con bronquitis con deterioro de la función pulmonar; la rinitis y la conjuntivitis también son motivo de preocupación (Sekimpi et al. 1996). También se han producido reacciones alérgicas a los contaminantes de las bolsas utilizadas anteriormente para otros materiales, como las semillas de ricino (Romano et al. 1995).
Los desórdenes de movimiento repetitivo pueden resultar del movimiento de alta velocidad en las operaciones de empaque, especialmente donde los trabajadores no son advertidos del riesgo.
En los países menos desarrollados, los efectos de los riesgos laborales pueden desarrollarse temprano porque las condiciones de trabajo pueden ser inadecuadas y, además, otros factores sociales y de salud pública pueden contribuir a la enfermedad. Dichos factores incluyen: salarios bajos, atención médica y seguridad social inadecuadas, vivienda y saneamiento inadecuados, bajos niveles de educación, analfabetismo, enfermedades endémicas y desnutrición.
Medidas preventivas
La protección de las máquinas, la ventilación general y los sistemas de escape locales, la atenuación del ruido, el mantenimiento y la limpieza, la disminución del peso de las bolsas, los sustitutos de los solventes utilizados en la extracción de cafeína, la inspección periódica y el mantenimiento preventivo de las calderas son ejemplos de medidas preventivas que se requieren para garantizar niveles adecuados de seguridad industrial. higiene y seguridad. La intensidad del olor puede reducirse mediante la modificación de los procedimientos de tostado. La organización del trabajo puede modificarse para evitar trastornos de movimientos repetitivos mediante la alteración de la posición y el ritmo de trabajo, así como la introducción de pausas sistemáticas y ejercicios regulares, entre otras prácticas.
Los exámenes de salud periódicos deben enfatizar la evaluación de la exposición a herbicidas y pesticidas, los trastornos de la columna vertebral y los primeros signos de trastornos por movimientos repetitivos. Las pruebas de raspado con extractos de granos de café, aunque no se acepten universalmente como completamente confiables, pueden ser útiles en la identificación de individuos hipersusceptibles. Las pruebas de función pulmonar pueden ayudar en el diagnóstico temprano de condiciones respiratorias obstructivas.
La educación sanitaria es un instrumento importante para que los trabajadores puedan identificar los riesgos para la salud y sus consecuencias y tomar conciencia de su derecho a un entorno de trabajo saludable.
Se requiere acción gubernamental, a través de la legislación y la aplicación; se necesita la participación de los empleadores para proporcionar y mantener condiciones de trabajo adecuadas.
Granos, Molienda de Granos y Productos de Consumo a base de Granos
El grano pasa por muchos pasos y procesos para estar preparado para el consumo humano. Los pasos principales son: recolección, consolidación y almacenamiento en elevadores de granos; molienda en un producto intermedio tal como almidón o harina; y procesamiento en productos terminados como pan, cereal o bocadillos.
Recolección, Consolidación y Almacenamiento de Granos
Los granos se cultivan en granjas y se trasladan a elevadores de granos. Se transportan por camión, ferrocarril, barcaza o barco, según la ubicación de la granja y el tamaño y tipo de elevador. Los elevadores de granos se utilizan para recolectar, clasificar y almacenar productos agrícolas. Los granos se separan según su calidad, contenido de proteínas, contenido de humedad, etc. Los elevadores de granos consisten en tolvas, tanques o silos con correas continuas verticales y horizontales. Las cintas verticales tienen copas para transportar el grano hasta las balanzas y las cintas horizontales para distribuir el grano en los silos. Los silos tienen descargas en los fondos que depositan el grano en una correa horizontal que transporta el producto a una correa vertical para pesarlo y transportarlo o devolverlo al almacenamiento. Los ascensores pueden tener capacidades que van desde unos pocos miles de bushels en un ascensor rural hasta millones de bushels en un ascensor terminal. A medida que estos productos avanzan hacia el procesamiento, pueden manejarse muchas veces a través de elevadores de tamaño y capacidad cada vez mayores. Cuando estén listos para ser transportados a otro elevador o instalación de procesamiento, se cargarán en un camión, vagón, barcaza o barco.
Molienda de granos
La molienda es una serie de operaciones que involucran la molienda de granos para producir almidón o harina, más comúnmente de trigo, avena, maíz, centeno, cebada o arroz. El producto crudo es molido y tamizado hasta alcanzar el tamaño deseado. Por lo general, la molienda implica los siguientes pasos: el grano crudo se entrega a un elevador de molino; el grano se limpia y se prepara para la molienda; el grano se muele y se separa por tamaño y parte del grano; la harina, el almidón y los subproductos se envasan para su distribución al consumidor o se transportan a granel para su uso en diversas aplicaciones industriales.
Fabricación de productos de consumo a base de granos
El pan, los cereales y otros productos horneados se producen siguiendo una serie de pasos, que incluyen: la combinación de ingredientes crudos, la producción y el procesamiento de la masa, la formación del producto, el horneado o el tostado, el recubrimiento o el glaseado, el empaque, la envoltura, el paletizado y el envío final.
Las materias primas a menudo se almacenan en contenedores y tanques. Algunos se manejan en bolsas grandes u otros contenedores. Los materiales se transportan a las áreas de procesamiento utilizando transportadores neumáticos, bombas o métodos manuales de manejo de materiales.
La producción de masa es un paso en el que los ingredientes crudos, que incluyen harina, azúcar y grasas o aceites, e ingredientes menores, como saborizantes, especias y vitaminas, se combinan en un recipiente de cocción. Los ingredientes en partículas se agregan junto con las frutas en puré o en pulpa. Las nueces generalmente se descascarillan y se cortan a medida. Se utilizan cocedores (ya sea de proceso continuo o por lotes). El procesamiento de la masa en etapas intermedias del producto puede involucrar extrusoras, formadoras, peletizadoras y sistemas de conformación. El procesamiento posterior puede involucrar sistemas de laminado, formadores, calentadores, secadores y sistemas de fermentación.
Los sistemas de empaque toman el producto terminado y lo envuelven en una envoltura individual de papel o plástico, colocan los productos individuales en una caja y luego empacan las cajas en una plataforma para prepararlas para el envío. El apilamiento manual de palets o la manipulación de productos se utiliza junto con carretillas elevadoras.
Problemas de seguridad mecánica
Los riesgos de seguridad del equipo incluyen puntos de operación que pueden desgastar, cortar, magullar, aplastar, fracturar y amputar. Los trabajadores pueden protegerse protegiendo o aislando los peligros, desactivando todas las fuentes de energía antes de realizar cualquier mantenimiento o ajuste en el equipo y capacitando a los trabajadores en los procedimientos adecuados a seguir cuando trabajen en el equipo.
Las máquinas utilizadas para moler y transportar productos pueden ser particularmente peligrosas. El sistema neumático y sus válvulas rotativas pueden causar amputaciones severas de dedos o manos. El equipo debe estar bloqueado mientras se realiza el mantenimiento o la limpieza. Todo el equipo debe estar debidamente protegido y todos los trabajadores deben estar capacitados en los procedimientos operativos adecuados.
Los sistemas de procesamiento tienen partes mecánicas que se mueven bajo control automático que pueden causar lesiones graves, especialmente en los dedos y las manos. Las cocinas son calientes y ruidosas, por lo general involucran calentamiento a vapor bajo presión. Los troqueles de extrusión pueden tener partes móviles peligrosas, incluidas las cuchillas que se mueven a alta velocidad. Las licuadoras y las máquinas mezcladoras pueden causar lesiones graves y son particularmente peligrosas durante la limpieza entre lotes. Los procedimientos de bloqueo y etiquetado minimizarán el riesgo para los trabajadores. Las cuchillas cortadoras y las cuchillas de agua pueden causar laceraciones graves y son especialmente peligrosas durante los procedimientos de cambio y ajuste. El procesamiento posterior puede involucrar sistemas de laminación, formadores, calentadores, secadores y sistemas de fermentación, que presentan peligros adicionales para las extremidades en forma de lesiones por aplastamiento y quemaduras. La manipulación manual y la apertura de las bolsas pueden provocar cortes y magulladuras.
Los sistemas de embalaje tienen partes móviles automatizadas y pueden causar lesiones por aplastamiento o desgarro. Los procedimientos de mantenimiento y ajuste son especialmente peligrosos. El apilamiento manual de tarimas o la manipulación de productos pueden causar lesiones por esfuerzo repetitivo. Las carretillas elevadoras y los transpaletas manuales también son peligrosos, y las cargas mal apiladas o aseguradas pueden caer sobre el personal cercano.
Fuego y explosión
El fuego y la explosión pueden destruir las instalaciones de manipulación de granos y lesionar o matar a los trabajadores y otras personas que se encuentren en las instalaciones o en las cercanías en el momento de la explosión. Las explosiones requieren oxígeno (aire), combustible (polvo de grano), una fuente de ignición de suficiente energía y duración (chispa, llama o superficie caliente) y confinamiento (para permitir la acumulación de presión). Por lo general, cuando ocurre una explosión en una instalación de manipulación de granos, no se trata de una única explosión sino de una serie de explosiones. La explosión primaria, que puede ser bastante pequeña y localizada, puede suspender polvo en el aire por toda la instalación en concentraciones suficientes para sostener explosiones secundarias de gran magnitud. El límite inferior de explosión para el polvo de grano es de aproximadamente 20,000 XNUMX mg/m3. La prevención de los riesgos de incendio y explosión se puede lograr mediante el diseño de plantas con un confinamiento mínimo (excepto contenedores, tanques y silos); controlar las emisiones de polvo al aire y las acumulaciones en los pisos y las superficies de los equipos (flujos de productos cerrados, LEV, limpieza y aditivos para granos, como aceite mineral apto para uso alimentario o agua); y control de la explosión (sistemas de extinción de incendios y explosiones, venteo de explosiones). Debe haber salidas de emergencia o medios de escape adecuados. El equipo de extinción de incendios debe estar ubicado estratégicamente y los trabajadores deben estar capacitados en respuesta a emergencias; pero solo se deben combatir incendios muy pequeños debido al potencial de explosión.
Salud Peligros
El polvo se puede crear cuando el grano se mueve o se altera. Aunque la mayoría de los polvos de granos son irritantes respiratorios simples, los polvos de granos sin procesar pueden contener moho y otros contaminantes que pueden causar fiebre y reacciones alérgicas de asma en personas sensibles. Los empleados tienden a no trabajar por períodos prolongados en áreas polvorientas. Por lo general, se usa un respirador cuando es necesario. Las exposiciones más altas al polvo ocurren durante las operaciones de carga/descarga o durante una limpieza importante. Algunas investigaciones han indicado cambios en la función pulmonar relacionados con la exposición al polvo. Los TLV actuales de la Conferencia Estadounidense de Higienistas Industriales Gubernamentales (ACGIH) para la exposición ocupacional al polvo de granos son 4 mg/m3 para avena, trigo y cebada y 10 mg/m3 para otros polvos de cereales (partículas, no clasificadas de otro modo).
A menudo se usa protección respiratoria para minimizar la exposición al polvo. Los respiradores para polvo aprobados pueden ser muy efectivos si se usan correctamente. Los trabajadores deben estar capacitados en su uso adecuado, mantenimiento y limitaciones. La limpieza es esencial.
Los pesticidas se utilizan en las industrias de granos y procesamiento de granos para controlar insectos, roedores, pájaros, moho, etc. Algunos de los pesticidas más comunes son la fosfina, los organofosforados y las piretrinas. Los efectos potenciales para la salud pueden incluir dermatitis, mareos, náuseas y problemas a largo plazo con las funciones del hígado, los riñones y el sistema nervioso. Estos efectos ocurren solo si los empleados están sobreexpuestos. El uso adecuado del EPP y el seguimiento de los procedimientos de seguridad evitarán la sobreexposición.
La mayoría de las instalaciones de procesamiento de granos aplican pesticidas durante las horas de cierre, cuando hay pocos empleados en los edificios. Los trabajadores presentes deben estar en el equipo de aplicación de pesticidas y recibir capacitación especial. Se deben seguir las reglas de reingreso para evitar la sobreexposición. Muchos lugares calientan toda la estructura a unos 60 ºC durante 24 a 48 horas en lugar de usar pesticidas químicos. Los trabajadores también pueden estar expuestos a pesticidas en el grano tratado que se lleva a la instalación de carga de camiones en camiones o vagones de tren.
El ruido es un problema común en la mayoría de las plantas de procesamiento de granos. Los niveles de ruido predominantes oscilan entre 83 y 95 dBA, pero pueden superar los 100 dBA en algunas zonas. Se puede utilizar una absorción acústica relativamente pequeña debido a la necesidad de limpieza de los equipos utilizados en estas instalaciones. La mayoría de los pisos y paredes son de cemento, loseta y acero inoxidable para facilitar la limpieza y evitar que la instalación se convierta en refugio de insectos. Muchos empleados se mudan de un área a otra y dedican poco tiempo a trabajar en las áreas más ruidosas. Esto reduce considerablemente la exposición personal, pero se debe usar protección auditiva para reducir la exposición al ruido a niveles aceptables.
Trabajar en un espacio confinado como un contenedor, tanque o silo puede presentar a los trabajadores riesgos físicos y de salud. La mayor preocupación es la deficiencia de oxígeno. Los contenedores, tanques y silos herméticamente cerrados pueden tener deficiencia de oxígeno debido a los gases inertes (nitrógeno y dióxido de carbono para prevenir la infestación de plagas) y la acción biológica (infestación de insectos o granos mohosos). Antes de ingresar a un contenedor, tanque, silo u otro espacio confinado, se deben verificar las condiciones atmosféricas dentro del espacio confinado para determinar si hay suficiente oxígeno. Si el oxígeno es inferior al 19.5 %, el espacio confinado debe ventilarse. Los espacios confinados también deben revisarse para detectar aplicaciones recientes de pesticidas o cualquier otro material tóxico que pueda estar presente. Los peligros físicos en los espacios confinados incluyen la inmersión en el grano y el atrapamiento en el espacio debido a su configuración (paredes inclinadas hacia adentro o atrapamiento en el equipo dentro del espacio). Ningún trabajador debe estar en un espacio confinado como un silo, depósito o tanque de granos mientras se retira el grano. Las lesiones y la muerte se pueden prevenir desactivando y bloqueando todo el equipo asociado con el espacio confinado, asegurando que los trabajadores usen arneses con cuerdas salvavidas mientras están dentro del espacio confinado y manteniendo un suministro de aire respirable. Antes de la entrada, la atmósfera dentro de un recipiente, silo o tanque debe ser analizada para detectar la presencia de gases combustibles, vapores o agentes tóxicos y la presencia de suficiente oxígeno. Los empleados no deben ingresar a contenedores, silos o tanques debajo de una condición de puente, o donde la acumulación de productos de granos en los costados pueda caer y enterrarlos.
Exámenes médicos
Los empleados potenciales deben someterse a un examen médico que se centre en cualquier alergia preexistente y verifique la función hepática, renal y pulmonar. Es posible que se requieran exámenes especiales para los aplicadores de pesticidas y los trabajadores que usan protección respiratoria. Es necesario realizar evaluaciones de la audición para evaluar cualquier pérdida auditiva. El seguimiento periódico debe buscar detectar cualquier cambio.
Industria del té
La leyenda nos dice que el té pudo haber sido descubierto en China por el emperador Shen-Nung, “El Sanador Divino”. Observando que las personas que bebían agua hervida gozaban de mejor salud, el sabio Emperador insistió en esta precaución. Al agregar ramas al fuego, algunas hojas de té cayeron accidentalmente en el agua hirviendo. El Emperador aprobó el agradable aroma y el delicioso sabor y nació el té.
Desde China, el té se extendió por toda Asia, convirtiéndose pronto en la bebida nacional de China y Japón. No fue hasta la década de 1600 que Europa se familiarizó con la bebida. Poco después, se introdujo el té en América del Norte. A principios del siglo XX, Thomas Sullivan, un mayorista de Nueva York, decidió envasar el té en bolsitas de seda en lugar de en latas. La gente comenzó a preparar el té en la bolsa de seda en lugar de sacar su contenido. Así se introdujo por primera vez la bolsita de té.
El té es la segunda bebida más popular del mundo; sólo el agua se consume con más frecuencia. Los consumidores pueden elegir entre una amplia variedad de productos de té: té instantáneo, mezclas de té helado, tés especiales y de sabores, tés de hierbas, tés listos para beber, tés descafeinados y bolsitas de té. El empaque de los productos de té ha cambiado significativamente; la mayoría de las pequeñas tiendas que una vez dispensaron té de cajas de madera en latas individuales han dado paso a sofisticadas líneas de producción de alta velocidad que procesan, envasan y/o embotellan miles de libras de té y mezclas listas para beber por hora.
Vista general del proceso
La producción de bolsitas de té consiste en la mezcla de varios tés de hojas cortadas y secas de varias regiones del mundo. El té se suele recibir en cajas de madera o bolsas grandes. El té se mezcla y se envía a las máquinas envasadoras de té, donde se envasa en bolsitas de té individuales o en paquetes a granel. El té instantáneo en polvo requiere que el té mezclado en forma de hojas cortadas se elabore con agua caliente. Luego, el concentrado de té líquido se seca por aspersión hasta obtener un polvo fino y se coloca en tambores. El té en polvo puede enviarse a las líneas de envasado donde se envasa en botes o frascos, o se mezcla con otros ingredientes como azúcar o sustitutos del azúcar. También se pueden agregar saborizantes como limón y otros sabores de frutas durante la etapa de mezcla antes del envasado.
Peligros
Hay una serie de riesgos de seguridad y problemas de salud comunes asociados con la mezcla, el procesamiento y el envasado del té. Los peligros para la seguridad, como la protección de la máquina, el ruido, los resbalones y caídas y las lesiones relacionadas con el levantamiento, son bastante comunes en la industria de las bebidas. Otros peligros, como el polvo en las áreas de mezcla y empaque, generalmente no se encuentran en las operaciones de embotellado y enlatado de proceso húmedo.
Peligros de la máquina
La mezcla y el envasado del té involucran equipos y maquinarias en los que los trabajadores están expuestos a cadenas y ruedas dentadas, correas y poleas, ejes y equipos giratorios y líneas de envasado de alta velocidad que contienen una serie de puntos de pellizco peligrosos. La mayoría de las lesiones son el resultado de laceraciones y contusiones en los dedos, las manos o los brazos. La protección de este equipo es fundamental para proteger a los trabajadores de quedar atrapados en, debajo o entre las piezas móviles. Se deben instalar protecciones y/o enclavamientos para proteger a los trabajadores de las piezas móviles donde existe la posibilidad de lesiones. Cada vez que se retire una protección (por ejemplo, para mantenimiento), todas las fuentes de energía deben aislarse y el mantenimiento y la reparación del equipo deben realizarse con un programa efectivo de bloqueo/etiquetado en vigor.
Peligros del polvo
El polvo de té puede estar presente en las operaciones de mezcla y envasado. El polvo de té también puede estar presente en altas concentraciones durante las operaciones de limpieza o purga. El polvo de té con un diámetro superior a 10 micrómetros se puede clasificar como "polvo molesto". El polvo molesto tiene pocos efectos adversos en los pulmones y no debería producir enfermedades orgánicas significativas o efectos tóxicos cuando las exposiciones se mantienen bajo un control razonable. Sin embargo, las concentraciones excesivas de polvo molesto en el aire del lugar de trabajo pueden causar depósitos desagradables en los ojos, los oídos y las fosas nasales. Una vez inhaladas, estas partículas pueden quedar atrapadas en la región nasal y faríngea del sistema respiratorio, hasta que sean expulsadas a través de los propios mecanismos de limpieza del cuerpo (p. ej., tos o estornudos).
Las partículas de polvo respirables son aquellas que tienen menos de 10 micrómetros de diámetro y, por lo tanto, son lo suficientemente pequeñas para atravesar las regiones nasal y faríngea y entrar en el tracto respiratorio inferior. Una vez en los pulmones, pueden incrustarse en la región alveolar, donde podría desarrollarse tejido cicatricial. Las partículas respirables pueden ser irritantes respiratorios, especialmente en asmáticos. Los sellos y cierres efectivos ayudarán a contener las partículas de polvo.
Se debe proporcionar ventilación de escape u otros tipos de equipos de control de polvo en el sitio de producción de polvo para mantener los niveles de polvo por debajo de los estándares generalmente reconocidos (10 mg/m3) u otras regulaciones gubernamentales que puedan aplicarse. Los trabajadores que pueden ser muy sensibles al polvo y los trabajadores expuestos a grandes concentraciones de polvo en cualquier momento deben usar máscaras contra el polvo. Las personas con bronquitis crónica o asma tienen mayor riesgo. Los trabajadores que sufran de hipersensibilidad al polvo de té deben ser retirados del área.
Aunque hay poca información sobre las explosiones reales de polvo de té, los datos de las pruebas indican que las características de explosión del polvo de té son relativamente débiles. Parece que el mayor potencial para una explosión de polvo de té existe con contenedores de almacenamiento y colectores de polvo donde se optimizan las concentraciones y el tamaño de las partículas. Minimizar la concentración de polvo dentro de una sala o proceso reducirá el potencial de una explosión de polvo. El equipo eléctrico diseñado para áreas de riesgo de polvo también puede ser deseable en algunas operaciones.
Aunque el té y el polvo de té no siempre pueden estallar en llamas, grandes cantidades de té casi siempre arderán sin llama si se encienden. Se pueden usar grandes cantidades de agua en una fina niebla para enfriar el té ardiendo por debajo de su temperatura de ignición.
ruido
Como en la mayoría de las operaciones de envasado de alta velocidad, los altos niveles de ruido casi siempre están presentes en la industria del té. Se pueden generar altos niveles de ruido a partir de batidoras vibratorias, máquinas de envasado operadas por aire y otras, sistemas de transporte de aire, colectores de polvo y cortadores de cajas. Los niveles de ruido en muchas de estas áreas pueden oscilar entre 85 dBA y más de 90 dBA. El mayor peligro potencial para la salud asociado con la exposición al ruido radica en la posibilidad de producir una pérdida auditiva permanente. La gravedad de la pérdida auditiva depende de los niveles de ruido en el lugar de trabajo, la duración de la exposición y la susceptibilidad personal del individuo. Los programas de conservación del ruido y la audición se analizan con más detalle en otra parte de este Enciclopedia.
Peligros químicos
Aunque la mayoría de los procesos de producción y las operaciones de empaque no exponen a los trabajadores a químicos peligrosos, las operaciones de saneamiento usan químicos para limpiar y desinfectar el equipo. Algunos productos químicos de limpieza se manipulan a granel a través de sistemas de tuberías fijas, mientras que otros productos químicos se aplican a mano utilizando mezclas predeterminadas. La exposición a estos químicos puede causar problemas respiratorios, dermatitis o irritación de la piel y quemaduras químicas en la piel. Las quemaduras graves en los ojos y/o la pérdida de la visión también son peligros asociados con el manejo de productos químicos de limpieza. Las evaluaciones adecuadas en cuanto a los peligros de los productos químicos que se utilizan son esenciales. La selección y el uso adecuados del EPP deben ser parte del procedimiento de trabajo de rutina. Se debe considerar el uso de EPP, como gafas protectoras contra salpicaduras o protectores faciales, guantes resistentes a productos químicos, delantales, botas y un respirador. Se deben proporcionar estaciones de lavado de ojos y cuerpo de emergencia donde se almacenen, mezclen o usen productos químicos peligrosos.
Manejo de materiales
El té llega en tarimas en bolsas o cajas y se almacena en almacenes a la espera de ser mezclado y empacado. Estas bolsas y cajas se mueven a mano o mediante dispositivos de manipulación de materiales, como carretillas elevadoras o elevadores de vacío. Una vez mezclado, el té se transporta a las tolvas para su envasado. Las operaciones de empaque pueden variar desde el uso de equipos altamente automatizados hasta operaciones de empaque manual que requieren mucha mano de obra (figura 1). Las lesiones en la parte inferior de la espalda que resultan de las tareas de levantamiento son bastante comunes cuando se manipulan bolsas que pesan 100 libras (45.5 kg) o más. Los movimientos repetitivos en las líneas de envasado pueden provocar un trauma acumulativo en la zona de la muñeca, el brazo o el hombro.
Figura 1. Embalaje de té en la fábrica de té y café Brooke Bond en Dar-es-Salaam, Tanzania.

Los dispositivos mecánicos, como los elevadores de vacío, pueden ayudar a reducir las tareas de levantamiento pesado. Asignar dos trabajadores a una tarea de levantamiento pesado puede ayudar a reducir las posibilidades de una lesión grave en la espalda. La modificación de las estaciones de trabajo para que sean más ergonómicamente correctas y/o la automatización de equipos en las líneas de empaque pueden reducir la exposición de los trabajadores a tareas repetitivas. Rotar a los trabajadores a tareas livianas también puede reducir la exposición de los trabajadores a dichas tareas.
Algunos trabajadores también utilizan ayudas personales como cinturones para la espalda y muñequeras para ayudarlos en sus tareas de levantamiento o para el alivio temporal de tensiones menores. Sin embargo, estos no han demostrado ser efectivos e incluso pueden ser dañinos.
La mayoría de las operaciones de almacén requieren el uso de carretillas elevadoras de horquilla. No conducir a velocidades seguras, giros cerrados, conducir con las horquillas levantadas, no observar o ceder el paso a los peatones y los accidentes de carga/descarga son las principales causas de lesiones que involucran a los operadores de montacargas. Solo los operadores capacitados y competentes deben estar autorizados a conducir carretillas elevadoras. La capacitación debe consistir en capacitación formal en un salón de clases y una prueba de manejo en la que los operadores puedan demostrar sus habilidades. El mantenimiento adecuado y las inspecciones diarias previas al uso también ayudan a garantizar la operación segura de estos vehículos.
Resbalones, tropiezos y caídas
Los resbalones, tropezones y caídas son una preocupación importante. En las operaciones de mezcla y envasado en seco, el polvo fino de té se acumulará en las superficies para caminar y trabajar. Una buena limpieza es importante. Los pisos se deben barrer para limpiar el polvo de té con regularidad. Los escombros y otros elementos que queden en el piso deben recogerse de inmediato. Los zapatos antideslizantes con suela de goma parecen proporcionar la mejor tracción. Las áreas de proceso húmedo también presentan riesgos de resbalones y caídas. Los pisos deben mantenerse lo más secos posible. Se debe proporcionar un drenaje de piso adecuado dentro de todas las áreas de proceso húmedo. No se debe permitir que se acumule agua estancada. Donde exista agua estancada, se debe trapear en los desagües del piso.
Exposición a altas temperaturas
El contacto con agua caliente, líneas de vapor y equipos de proceso puede provocar lesiones graves por quemaduras. La mayoría de las quemaduras ocurren en las manos, los brazos y la cara. También se sabe que el agua caliente utilizada para limpiar o lavar causa quemaduras en los pies y las piernas.
Los selladores térmicos y las operaciones de pegado en las líneas de empaque también pueden causar quemaduras. Es importante proteger los puntos calientes expuestos en el equipo. La evaluación adecuada de los peligros y la selección y uso del equipo de protección personal también ayudarán a reducir o eliminar la exposición de los trabajadores a altas temperaturas y quemaduras. El uso de procedimientos de interrupción y bloqueo de tuberías protegerá a los trabajadores de la liberación inesperada de líquidos calientes y vapor.
Prácticas Seguras
Un programa de seguridad general que aborde el uso y la selección de EPP, la entrada a espacios confinados, el aislamiento de fuentes de energía, la identificación y comunicación de productos químicos peligrosos, los programas de autoinspección, los programas de conservación de la audición, el control de materiales infecciosos, la gestión de procesos y la respuesta a emergencias. los programas también deben incluirse como parte del proceso de trabajo. La capacitación de los trabajadores en prácticas laborales seguras es importante para reducir la exposición de los trabajadores a condiciones y lesiones peligrosas.
Panaderías
Adaptado de la 3ra edición, “Enciclopedia de Salud y Seguridad Ocupacional”.
La fabricación de productos alimenticios a partir de almidones y azúcares se realiza en panaderías y establecimientos de galletería, pastelería y repostería. Los riesgos para la seguridad y la salud que presentan las materias primas, la planta y el equipo y los procesos de fabricación en estas plantas son similares. Este artículo trata de las panaderías a pequeña escala y cubre el pan y varios productos relacionados.
Producción
Hay tres etapas principales en la elaboración del pan: mezclado y moldeado, fermentación y horneado. Estos procesos se llevan a cabo en diferentes áreas de trabajo: almacén de materias primas, cuarto de amasado y moldeado, cámaras de frío y fermentación, horno, cuarto de refrigeración y taller de empaque y empaque. Los locales de venta suelen estar anexos a los talleres de fabricación.
Se mezclan harina, agua, sal y levadura para hacer una masa; la mezcla manual ha sido reemplazada en gran medida por el uso de máquinas mezcladoras mecánicas. Las máquinas batidoras se utilizan en la fabricación de otros productos. La masa se deja fermentar en un ambiente cálido y húmedo, después de lo cual se divide, pesa, moldea y hornea (ver figura 1).
Figura 1. Producción de pan para una cadena de supermercados en Suiza
 Los hornos de pequeña producción son del tipo de solera fija con transferencia de calor directa o indirecta. En el tipo directo, el revestimiento refractario se calienta de forma intermitente o continua antes de cada carga. Los gases de escape pasan a la chimenea a través de los orificios ajustables en la parte trasera de la cámara. En el tipo indirecto, la cámara es calentada por vapor que pasa a través de tubos en la pared de la cámara o por circulación forzada de aire caliente. El horno puede funcionar con leña, carbón, petróleo, gas ciudad, gas licuado de petróleo o electricidad. En las zonas rurales todavía se encuentran hornos con soleras calentadas directamente por fuegos de leña. El pan se carga en el horno en paletas o bandejas. El interior del horno se puede iluminar para que el pan se hornee a través de las ventanas de la cámara. Durante la cocción, el aire de la cámara se carga de vapor de agua desprendido por el producto y/o introducido en forma de vapor. El exceso suele escaparse por la chimenea, pero también se puede dejar abierta la puerta del horno.
Los hornos de pequeña producción son del tipo de solera fija con transferencia de calor directa o indirecta. En el tipo directo, el revestimiento refractario se calienta de forma intermitente o continua antes de cada carga. Los gases de escape pasan a la chimenea a través de los orificios ajustables en la parte trasera de la cámara. En el tipo indirecto, la cámara es calentada por vapor que pasa a través de tubos en la pared de la cámara o por circulación forzada de aire caliente. El horno puede funcionar con leña, carbón, petróleo, gas ciudad, gas licuado de petróleo o electricidad. En las zonas rurales todavía se encuentran hornos con soleras calentadas directamente por fuegos de leña. El pan se carga en el horno en paletas o bandejas. El interior del horno se puede iluminar para que el pan se hornee a través de las ventanas de la cámara. Durante la cocción, el aire de la cámara se carga de vapor de agua desprendido por el producto y/o introducido en forma de vapor. El exceso suele escaparse por la chimenea, pero también se puede dejar abierta la puerta del horno.
Riesgos y su prevención
Las condiciones de trabajo
Las condiciones de trabajo en los hornos artesanales pueden tener las siguientes características: trabajo nocturno a partir de las 2:00 o 3:00 am, especialmente en los países mediterráneos, donde la masa se prepara por la tarde; locales a menudo infestados de parásitos como cucarachas, ratones y ratas, que pueden ser portadores de microorganismos patógenos (se deben utilizar materiales de construcción adecuados para garantizar que estos locales se mantengan en un estado de higiene adecuado); la entrega de pan casa por casa, que no siempre se realiza en las condiciones higiénicas adecuadas y que puede suponer un exceso de carga de trabajo; salarios bajos complementados con comida y alojamiento.
Local
Los locales a menudo son viejos y están en mal estado, lo que genera considerables problemas de seguridad y salud. El problema es particularmente agudo en locales alquilados para los cuales ni el arrendador ni el arrendatario pueden pagar el costo de la renovación. Las superficies de los pisos pueden ser muy resbaladizas cuando están mojadas, aunque razonablemente seguras cuando están secas; se deben proporcionar superficies antideslizantes siempre que sea posible. La higiene general sufre debido a las instalaciones sanitarias defectuosas, el aumento de los riesgos de envenenamiento, explosiones e incendios, y la dificultad de modernizar la planta de panadería pesada debido a los términos del contrato de arrendamiento. Los locales pequeños no pueden dividirse adecuadamente; en consecuencia, los pasillos de tráfico están bloqueados o llenos de basura, el equipo no está adecuadamente espaciado, el manejo es difícil y aumenta el peligro de resbalones y caídas, colisiones con la planta, quemaduras y lesiones resultantes del esfuerzo excesivo. Cuando los locales están ubicados en dos o más plantas, existe el peligro de caídas desde una altura. Los locales del sótano a menudo carecen de salidas de emergencia, tienen escaleras de acceso estrechas, sinuosas o empinadas y están equipadas con poca iluminación artificial. Suelen estar mal ventilados y, en consecuencia, las temperaturas y los niveles de humedad son excesivos; el uso de simples ventiladores de sótano a nivel de la calle sólo conduce a la contaminación del aire de la panadería por el polvo de la calle y los gases de escape de los vehículos.
Accidentes
Los cuchillos y las agujas son muy utilizados en las panaderías artesanales, con riesgo de cortes y heridas punzantes y posterior infección; Los objetos pesados y contundentes, como pesas y bandejas, pueden causar lesiones por aplastamiento si se dejan caer sobre el pie del trabajador.
Los hornos presentan una serie de peligros. Dependiendo del combustible utilizado, existe peligro de incendio y explosión. Los retrocesos, el vapor, las cenizas, los productos horneados o la planta sin aislamiento pueden causar quemaduras o escaldaduras. Los equipos de encendido mal ajustados o con tiro insuficiente, o chimeneas defectuosas, pueden dar lugar a la acumulación de vapores o gases de combustible no quemados, o de productos de la combustión, incluido el monóxido de carbono, que pueden causar intoxicación o asfixia. Los equipos e instalaciones eléctricos defectuosos, especialmente los de tipo portátil o móvil, pueden provocar descargas eléctricas. El aserrado o corte de leña para hornos de leña puede provocar cortes y abrasiones.
La harina se entrega en sacos que pesan hasta 100 kg y, a menudo, los trabajadores deben levantarlos y transportarlos a través de pasarelas tortuosas (pendientes empinadas y escaleras) hasta las salas de almacenamiento. Existe el peligro de caídas mientras se transportan cargas pesadas, y este arduo manejo manual puede causar dolor de espalda y lesiones de los discos intervertebrales. Los peligros pueden evitarse: proporcionando vías de acceso adecuadas a las instalaciones; estipular un peso máximo adecuado para los sacos de harina; utilizar equipos mecánicos de manipulación de un tipo adecuado para su uso en pequeñas empresas ya un precio que esté al alcance de la mayoría de los trabajadores artesanales; y mediante un uso más amplio del transporte de harina a granel, que, sin embargo, sólo es adecuado cuando el panadero tiene un volumen de negocios suficientemente grande.
El polvo de harina también es un peligro de incendio y explosión, y se deben tomar las precauciones adecuadas, incluidos los sistemas de supresión de incendios y explosiones.
En las panaderías mecanizadas, la masa que se encuentra en estado activo de fermentación puede desprender cantidades peligrosas de dióxido de carbono; por lo tanto, se debe proporcionar una ventilación completa en los espacios confinados donde sea probable que se acumule el gas (toboganes de masa, etc.). Los trabajadores deben estar capacitados en los procedimientos de espacios confinados.
En la fabricación de pan se utiliza una amplia variedad de máquinas, particularmente en las panaderías industriales. La mecanización puede traer a su paso graves accidentes. Las máquinas de panadería modernas suelen estar equipadas con protectores incorporados cuyo correcto funcionamiento a menudo depende del funcionamiento de los interruptores de límite eléctricos y los enclavamientos positivos. Las tolvas y canaletas de alimentación presentan peligros especiales que se pueden eliminar extendiendo la longitud de la abertura de alimentación más allá de la longitud del brazo para evitar que el operador alcance las piezas móviles; A veces se utilizan puertas dobles con bisagras o aletas giratorias como dispositivos de alimentación para el mismo propósito. Los puntos de contacto en los frenos de masa se pueden proteger con protecciones fijas o automáticas. Se puede usar una variedad de protectores (cubiertas, rejillas, etc.) en las batidoras de masa para evitar el acceso a la zona de captura mientras se permite la inserción de material adicional y el raspado del tazón. Cada vez se utilizan más las máquinas para rebanar y envolver pan con hojas de sierra alternas o cuchillas giratorias; todas las partes móviles deben estar completamente cerradas y deben proporcionarse cubiertas de enclavamiento donde sea necesario el acceso. Debe haber un programa de bloqueo/etiquetado para el mantenimiento y reparación de la maquinaria.
Peligros para la salud
Los trabajadores de la panadería suelen estar vestidos con ropa ligera y sudar profusamente; están sujetos a corrientes de aire y variaciones pronunciadas en la temperatura ambiente cuando se cambia, por ejemplo, de carga del horno a trabajo más frío. El polvo de harina transportado por el aire puede causar rinitis, trastornos de la garganta, asma bronquial (“asma del panadero”) y enfermedades oculares; el polvo de azúcar puede causar caries dental. El polvo vegetal en el aire debe controlarse mediante una ventilación adecuada. La dermatitis alérgica puede ocurrir en personas con predisposición especial. Los peligros para la salud mencionados anteriormente y la alta incidencia de tuberculosis pulmonar entre los panaderos enfatizan la necesidad de supervisión médica con exámenes periódicos frecuentes; además, la estricta higiene personal es esencial en interés tanto de los trabajadores como del público en general.
Industria de licores destilados
Los licores destilados se pueden producir a partir de cualquier cantidad de materiales, como purés fermentados de granos de cereales, jugos de frutas fermentados, jugo de caña de azúcar, melaza, miel y jugo de cactus. La fermentación para hacer vino y cerveza se remonta a entre 5000 y 6000 aC; sin embargo, la historia de la destilación es mucho más reciente. Aunque no se sabe dónde se originó la destilación, los alquimistas la conocían y su uso comenzó a extenderse a lo largo de los siglos XIII y XIV. Los primeros usos fueron principalmente farmacéuticos.
Vista general del proceso
Las bebidas alcohólicas se dividen en dos grupos, según su modo de preparación: bebidas fermentadas, como el vino y la cerveza, y bebidas destiladas, como el whisky y el brandy. Los licores se preparan básicamente mezclando jugos o extractos de frutas, nueces u otros productos alimenticios. La elaboración de vino y cerveza se trata en artículos separados de este capítulo.
Las fases de actividad en la producción de bebidas espirituosas incluyen la recepción del grano, la molienda, la cocción, la fermentación, la destilación, el almacenamiento, la mezcla y el embotellado (ver figura 1).
Figura 1. Diagrama de flujo de producción para la fabricación de licores destilados.
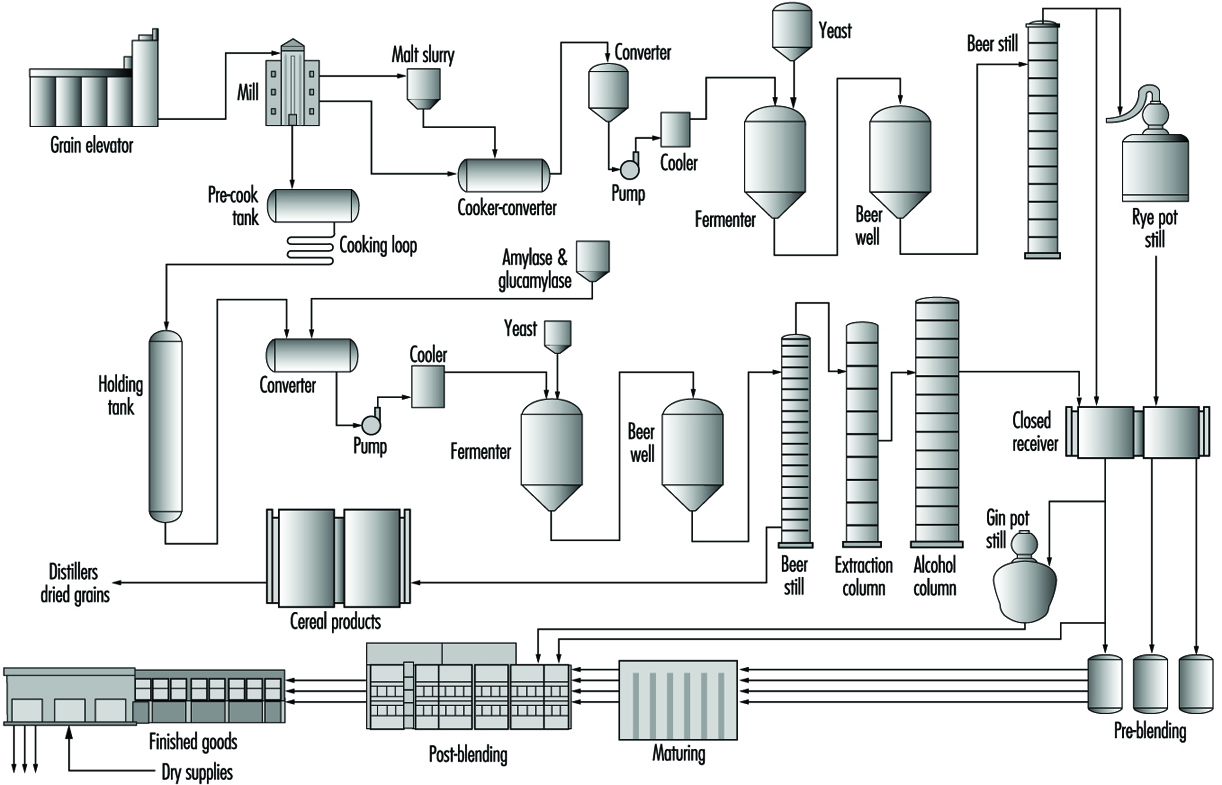
El elevador de granos recibe y pesa los granos entrantes y los coloca en los contenedores apropiados. La molienda consiste en moler los granos necesarios para la factura del puré. La factura del puré es la receta para el proceso de fermentación.
Los cocedores reciben harina del molino y lodos con residuos, agua y amoníaco a un pH (acidez) y temperatura establecidos. El almidón se solubiliza mediante cocción a chorro de vapor. Se agregan enzimas para descomponer el almidón en moléculas de almidón más pequeñas, lo que reduce la viscosidad del macerado. El puré resultante se enfría a la temperatura de fermentación.
La fermentación es el proceso de convertir los azúcares en alcohol y dióxido de carbono por las actividades de la levadura. Los fermentadores se enfrían a las condiciones de temperatura óptimas para la levadura, ya que las reacciones que tienen lugar son de naturaleza exotérmica. El saneamiento es importante: los sistemas biológicos de fermentación están en constante competencia con bacterias no deseadas que pueden producir componentes de sabor indeseables.
El tipo de destilación dependerá del espíritu que se produzca. Los alambiques se usan generalmente cuando se requiere un "carácter" particular para un producto como el coñac y el whisky escocés, mientras que la destilación continua de varias columnas generalmente se usa para producir licores más neutros que se pueden usar como mezcladores o licores de grano neutros.
La recuperación de subproductos es un aspecto muy importante del funcionamiento de una destilería moderna. El grano residual (fermentado y sin alcohol) es rico en proteínas, vitaminas, fibra y grasas, y se puede procesar para convertirlo en un valioso complemento alimenticio para animales. Estos procesos generalmente consisten en centrifugado, evaporación, secado y mezclado.
Los whiskies, brandis y rones se envejecen (maduran) en barricas de roble carbonizadas. La maduración se lleva a cabo durante varios años para producir las características finales que distinguen a estos productos. Una vez que estos productos han madurado, se mezclan y filtran y luego se envasan como productos terminados para uso del consumidor.
La sala de embotellado está separada del resto de la instalación, protegiendo el producto de posibles contaminantes. La operación de llenado altamente automatizada requiere monitoreo para una eficiencia continua. Las botellas vacías son transportadas por cinta transportadora a las máquinas llenadoras.
El embalaje es el paso final antes del almacenamiento. Este proceso se ha automatizado, aunque hay una buena cantidad de envasado manual, según el tamaño de la botella y el tipo de envase. Luego, el producto empacado ingresa a una máquina paletizadora, que apila automáticamente las cajas en paletas, que luego se retiran mediante carretillas elevadoras a los almacenes para su almacenamiento.
Problemas de salud y seguridad
La preocupación de seguridad más obvia en las instalaciones de manejo de granos es la amenaza de incendios y explosiones de polvo. Las altas concentraciones de polvo de grano pueden ser explosivas; por lo tanto, una buena limpieza es el factor más importante para reducir el riesgo de explosión de polvo de grano. Algunos granos, si están húmedos o se mantienen almacenados durante un período prolongado, generarán calor y se convertirán en un peligro de incendio. La rotación del grano de un contenedor a otro o la adopción de un procedimiento de entrega de granos "justo a tiempo" eliminará este peligro.
La exposición a vapores y gases liberados durante la producción de licores destilados es un posible peligro. Durante el proceso de fermentación, los gases refrigerantes pueden causar riesgos tóxicos y explosivos. Por lo tanto, son esenciales una ventilación adecuada y un mantenimiento estricto, incluido el uso de equipos intrínsecamente seguros, como herramientas neumáticas. Particularmente significativos son los riesgos de asfixia por los vapores de alcohol y dióxido de carbono liberados por el proceso de fermentación, especialmente cuando los líquidos se transportan y decantan en depósitos y en espacios confinados donde la ventilación es inadecuada. Los trabajadores deben usar respiradores en este proceso. El recuadro adjunto describe algunos peligros de la entrada a espacios confinados, que también se analizan en otra parte de este Enciclopedia.
En toda la instalación se utilizan materiales peligrosos como varsol (aguarrás mineral), cáusticos, ácidos y muchos otros solventes y limpiadores. Los empleados deben estar capacitados para manejar estos productos de manera segura. Una revisión anual de un sistema de información sobre materiales peligrosos en el lugar de trabajo, como el WHMIS canadiense, puede brindar la oportunidad de dicha capacitación continua. Se debe educar a los trabajadores sobre el uso de hojas de datos de seguridad de materiales (MSDS), que son hojas de información disponibles de los proveedores, que brindan información sobre el contenido del producto peligroso y los peligros para la salud relacionados, acción de emergencia, primeros auxilios, etc. Es imperativo que todos los trabajadores que estén expuestos o que puedan estar expuestos a un material peligroso reciban capacitación y luego se les proporcione una revisión anual del manejo de materiales peligrosos. En muchos países, se requiere que las MSDS estén disponibles en todos los lugares donde haya sustancias controladas y deben ser accesibles para todos los trabajadores. Además de la capacitación de los empleados, las estaciones de lavado de ojos, las duchas y las estaciones de primeros auxilios deben estar disponibles en toda la planta para minimizar las lesiones a cualquier persona que esté expuesta accidentalmente a un químico peligroso.
Las carretillas elevadoras se utilizan en muchos procesos diferentes en la planta. Los dos usos más habituales son para traslado de barricas para almacenamiento de maduración y manipulación del producto terminado. Debe existir un programa de mantenimiento preventivo para los montacargas, así como un programa de seguridad que asegure que todos los conductores entiendan los principios de seguridad de los montacargas. Todos los conductores deben tener licencia para operar un montacargas.
Los riesgos laborales asociados con el proceso de embotellado son similares a los de la mayoría de las instalaciones de embotellado. Las lesiones por esfuerzo repetitivo, como la tendinitis y el síndrome del túnel carpiano, son las lesiones más comunes, como resultado del trabajo repetitivo requerido para empacar botellas y operar etiquetadoras. Sin embargo, la frecuencia de estas lesiones laborales ha disminuido; esto puede deberse a los cambios tecnológicos en la planta que han hecho que los trabajos sean menos intensivos en mano de obra, incluida la automatización del empaque y el uso de equipos computarizados.
El equipo de protección personal es común en toda la planta de embotellado. Es obligatorio que los empleados de la sala de embotellado usen gafas de seguridad para protección ocular y protección auditiva cuando estén expuestos a niveles elevados de ruido. Debe existir un programa de calzado de seguridad, y se espera que los empleados usen zapatos con punta de acero. Si un peligro no se puede eliminar en la fuente (a través de ingeniería) o a lo largo del camino (a través de barreras), entonces se debe usar PPE para la seguridad del trabajador.
Hay muchos métodos clave para crear un entorno de trabajo seguro. Una empresa debe tener una política de salud y seguridad y debe transmitirla a través de un manual de seguridad que describa los procedimientos de seguridad. Además, las inspecciones mensuales de la planta pueden prevenir peligros y minimizar las lesiones. La comunicación con los empleados con respecto a las prácticas de seguridad es la parte más esencial de un programa de seguridad exitoso.
Riesgos de entrada en espacios confinados en la industria de las bebidas
Un espacio confinado se define como un espacio en el que, debido a su construcción, ubicación, contenido o la actividad laboral en el mismo, puede ocurrir la acumulación de gases, vapores, polvo o humos peligrosos, o la creación de una atmósfera deficiente en oxígeno. . Donde pueda ocurrir la entrada a espacios confinados, es imperativo que exista un procedimiento de entrada a espacios confinados y que todos los trabajadores estén capacitados y educados sobre el procedimiento. Antes de ingresar a un espacio confinado, se deben realizar pruebas de deficiencia de oxígeno, gases combustibles y gases tóxicos. Es posible que los trabajadores deban usar un aparato de respiración autónomo de presión positiva (SCBA) u otros respiradores aprobados durante la entrada. El monitoreo continuo es obligatorio mientras el personal está dentro del espacio confinado. Todo el personal que ingrese debe estar debidamente equipado con un arnés de seguridad, completo con correas para hombros y piernas. Se debe asignar un observador de reserva y mantener una vigilancia constante de los empleados dentro de un espacio confinado, y una persona debidamente capacitada en respiración artificial debe estar convenientemente disponible.
La industria de bebidas tiene muchas situaciones en las que existen riesgos de entrada en espacios confinados. Ejemplos de tales situaciones incluyen:
· cubas de mezcla en la industria de refrescos en las que pueden estar presentes vapores o gases peligrosos
· tolvas de cereales en industrias cerveceras y de bebidas espirituosas
· cubas de fermentación en la elaboración de cerveza y vino
· fermentadores y alambiques en la industria de bebidas espirituosas.
Es posible que sea necesario ingresar a estos silos de granos, tanques de fermentación, etc. de vez en cuando para limpiarlos, repararlos, etc. Durante el proceso de fermentación, en particular, existen riesgos de asfixia por los vapores de alcohol y dióxido de carbono liberados por el proceso de fermentación cuando se ingresa a espacios confinados donde la ventilación es inadecuada (Giullemin y Horisberger 1994).
RG Aldi y Rita Seguin
Industria de la remolacha azucarera
Esta es una actualización del artículo elaborado por el Comité Europeo de Fabricantes de Azúcar (CEFS) para la 3ª edición de la “Enciclopedia de Seguridad y Salud en el Trabajo”.
Procesamiento
El proceso de producción de azúcar a partir de la remolacha consta de muchos pasos, que se han mejorado continuamente a lo largo de más de un siglo de historia de la industria de la remolacha azucarera. Las instalaciones de procesamiento de remolacha azucarera se han modernizado y utilizan la tecnología actual, así como las medidas de seguridad actuales. Los trabajadores ahora están capacitados en el uso de equipos modernos y sofisticados.
El contenido de azúcar de la remolacha oscila entre el 15 y el 18 %. Primero se limpian en una lavadora de remolacha. A continuación, se cortan en cortadoras de remolacha y las “cosetas” así obtenidas se transportan a través de una escaldadora al difusor, donde la mayor parte del azúcar contenido en las remolachas se extrae en agua caliente. Las cosetas desazucaradas, llamadas “pulpas”, se prensan mecánicamente y se secan, en su mayoría por calor. Las pulpas contienen muchos nutrientes y se utilizan como alimento para animales.
El jugo crudo obtenido en el difusor, además de azúcar, también contiene impurezas no azucaradas que se precipitan (agregando cal y dióxido de carbono) y luego se filtran. El jugo crudo se convierte así en jugo claro, con un contenido de azúcar de 12 a 14%. El jugo diluido se concentra en evaporadores hasta un 65 a 70 % de materia seca. Este jugo espeso se hierve en una cuba al vacío a una temperatura de unos 70 °C hasta que se forman cristales. Luego se descarga en mezcladores y el líquido que rodea los cristales se centrifuga. El jarabe bajo así separado de los cristales de azúcar todavía contiene azúcar que se puede cristalizar. El proceso de desazucarado continúa hasta que ya no es económico. La melaza es el jarabe que queda después de la última cristalización.
Después de secarse y enfriarse, el azúcar se almacena en silos, donde se puede conservar indefinidamente si se dispone de aire acondicionado adecuado y se controla la humedad.
La melaza contiene aproximadamente un 60 % de azúcar y, junto con las impurezas no azucaradas, constituye un valioso alimento para animales, así como un medio de cultivo ideal para muchos microorganismos. Para la alimentación animal, parte de la melaza se agrega a las pulpas agotadas en azúcar antes de que se sequen. La melaza también se utiliza para la producción de levadura y alcohol.
Con la ayuda de otros microorganismos se pueden elaborar otros productos, como el ácido láctico, materia prima importante para la industria alimentaria y farmacéutica, o el ácido cítrico, que la industria alimentaria necesita en grandes cantidades. La melaza también se utiliza en la producción de antibióticos como la penicilina y la estreptomicina, y también de glutamato de sodio.
Las condiciones de trabajo
En la industria de la remolacha azucarera altamente mecanizada, la remolacha se transforma en azúcar durante lo que se conoce como la “campaña”. La campaña tiene una duración de 3 a 4 meses, tiempo durante el cual las plantas de proceso operan de manera continua. El personal trabaja en turnos rotativos las XNUMX horas. Se pueden agregar trabajadores adicionales temporalmente durante los períodos pico. Una vez finalizado el procesamiento de la remolacha, se realizan reparaciones, mantenimiento y actualizaciones en las instalaciones.
Riesgos y su prevención
El procesamiento de la remolacha azucarera no produce ni implica trabajar con gases tóxicos o polvos en el aire. Algunas partes de la instalación de procesamiento pueden ser extremadamente ruidosas. En áreas donde los niveles de ruido no pueden reducirse a los límites del umbral, se debe proporcionar protección auditiva e instituir un programa de conservación de la audición. Sin embargo, en su mayor parte, las enfermedades relacionadas con el trabajo son raras en las plantas de procesamiento de remolacha azucarera. Esto se debe en parte al hecho de que la campaña tiene una duración de solo 3 a 4 meses por año.
Como en la mayoría de las industrias alimentarias, la dermatitis de contacto y las alergias cutáneas provocadas por los agentes de limpieza que se utilizan para limpiar las cubas y los equipos pueden ser un problema que requiera el uso de guantes. Al ingresar a las tinas para limpieza u otras razones, deben estar vigentes los procedimientos para espacios confinados.
Se debe tener cuidado al ingresar a los silos de azúcar granular almacenada, debido al riesgo de engullimiento, un peligro similar al de los silos de granos. (Consulte el artículo “Granos, molienda de granos y productos de consumo a base de granos” en este capítulo para obtener recomendaciones más detalladas).
Las quemaduras de las líneas de vapor y agua caliente son una preocupación. El mantenimiento adecuado, el PPE y la capacitación de los empleados pueden ayudar a prevenir este tipo de lesiones.
La mecanización y la automatización en la industria de la remolacha azucarera minimizan el riesgo de trastornos ergonómicos.
La maquinaria debe ser revisada regularmente y mantenida y reparada de manera rutinaria según sea necesario. Las protecciones y mecanismos de seguridad deben mantenerse en su lugar. Los empleados deben tener acceso a equipos y dispositivos de protección. Se debe exigir a los empleados que participen en la capacitación en seguridad.
Industria del vino
Adaptado de la 3ra edición, “Enciclopedia de Salud y Seguridad Ocupacional”.
El vino se produce a partir de uvas. La uva madura, cuando se estruja, da el debe que, por fermentación total o parcial y normal, se convierte en vino. Durante la fermentación, primero rápida y turbulenta, y luego lentamente, el azúcar se transforma en alcohol y dióxido de carbono. Muchos elementos contenidos en las uvas permanecen en la bebida. Las diversas fases de actividad en la producción de vino a partir de uva incluyen la vinificación, el almacenamiento y el embotellado.
vinificación
La elaboración del vino implica una variedad de actividades llevadas a cabo por una variedad de métodos que van desde la "producción agrícola" tradicional hasta la producción industrial moderna. El antiguo método de prensado de la uva, en el que los vendimiadores pisaban durante la noche las uvas que habían recogido durante el día, se ve cada vez menos en la vinificación moderna. El vino ahora se produce en instalaciones pertenecientes a grupos de agricultores oa empresas comerciales, utilizando técnicas que producen un tipo de vino más uniforme y reducen el riesgo de deterioro, especialmente el que surge de la acidificación que transforma el vino en vinagre.
A su llegada a las bodegas, la uva se estruja en simples molinos o en grandes máquinas, como estrujadoras centrífugas, mediante rodillos o de otras formas. Estos procesos implican siempre riesgos mecánicos y ruidos durante todo el periodo en el que se manipulan grandes cantidades de mosto. La masa triturada se traslada luego a grandes depósitos, mediante bombeo u otros procedimientos, donde será prensada para separar el jugo de las pieles y raspones. A continuación, el mosto se transfiere a los recipientes de fermentación. Una vez finalizada la fermentación, el vino se extrae de los sedimentos y se vierte en depósitos o depósitos de almacenamiento. Las materias extrañas y las impurezas se eliminan mediante filtros. La tierra de diatomeas ha reemplazado al asbesto como agente de filtrado en algunos países, como los Estados Unidos. Las materias extrañas más grandes pueden eliminarse mediante centrífugas.
La calidad del vino se puede mejorar mediante la refrigeración utilizando refrigeradores de flujo continuo y tanques de refrigeración de doble camisa. En estas operaciones debe tenerse en cuenta la exposición a los vapores y gases que se desprenden durante las distintas etapas del proceso, en particular el colado, la fermentación y el uso de desinfectantes y otros productos destinados a garantizar el estado higiénico y la calidad del vino. Los gases refrigerantes como el amoníaco pueden causar riesgos tóxicos y explosivos, y son esenciales una ventilación adecuada y un mantenimiento estricto para evitar fugas. En caso de emergencia, debe disponerse de equipos automáticos de detección de fugas y de protección respiratoria, probados con frecuencia. También están los riesgos comunes debido a los suelos húmedos y resbaladizos, el desorden propio de las actividades estacionales y la calidad de la iluminación y la ventilación (las salas donde se prepara el vino suelen utilizarse también para el almacenamiento y están diseñadas para mantener una temperatura uniforme, relativamente baja). temperatura).
Particularmente significativos son los riesgos de asfixia por los vapores de alcohol y el dióxido de carbono liberado por el proceso de fermentación, especialmente cuando los líquidos son transportados y decantados a depósitos o espacios confinados donde la ventilación es inadecuada.
Ciertas otras sustancias nocivas se utilizan en la elaboración del vino. El metabisulfito en solución concentrada es irritante para la piel y las mucosas; el ácido tartárico, que se considera no tóxico, puede ser ligeramente irritante en soluciones muy concentradas; el anhídrido sulfuroso provoca una intensa irritación de los ojos y de las vías respiratorias; los taninos pueden secar la piel de un trabajador y hacer que pierda pigmentación; el uso de desinfectantes y detergentes para el lavado de tanques de almacenamiento provoca dermatitis; y bitartarato de potasio, ácido ascórbico, enzimas proteolíticas, etc., que pueden usarse en la preparación de bebidas alcohólicas, pueden causar diarrea o reacciones alérgicas.
Cuando se modernizan los procesos de trabajo, los trabajadores pueden necesitar apoyo y asistencia para adaptarse. Las grandes bodegas de producción deben considerar principios ergonómicos en la elección del equipo para tales instalaciones. Las estrujadoras y prensas deben tener fácil acceso para facilitar el vertido de la uva y los orujos. Siempre que sea posible, se deben instalar bombas adecuadas, que deben ser fáciles de inspeccionar y deben tener una base sólida para no causar obstrucciones, altos niveles de ruido y vibraciones.
La organización general de la bodega de producción debe ser tal que no se generen riesgos innecesarios y que los riesgos no se extiendan a otras áreas; la ventilación debe ajustarse a las normas; puede ser necesario controlar la temperatura; compresores, condensadores, equipos eléctricos, etc. deben instalarse de forma que se eviten todos los posibles riesgos. Debido a la humedad de varios procesos, es necesario proteger los equipos eléctricos y, en lo posible, deben usarse voltajes bajos, especialmente para equipos portátiles y lámparas de inspección. Se deben instalar interruptores de circuito de falla a tierra donde sea necesario. El equipo eléctrico que se encuentre en las inmediaciones de las plantas de destilación debería ser de construcción a prueba de llamas.
Las cubas de madera son cada vez menos comunes, aunque ocasionalmente se pueden encontrar en pequeñas bodegas para la producción agrícola. En la vinificación moderna, las cubas se revisten con vidrio o acero inoxidable por razones sanitarias y de control; También se utilizan hormigón armado revestido y, en ocasiones, plásticos. Las cubas deben tener las dimensiones adecuadas y la resistencia adecuada para permitir la fermentación y trasiego (hasta los posos), mantener el volumen de reservas el tiempo necesario y permitir el fácil intercambio de su contenido, en caso de ser necesario. La limpieza de los contenedores implica riesgos especialmente altos, y debe estar en vigor un programa de espacios confinados: el gas debe disiparse mediante ventiladores móviles antes de ingresar a los contenedores, y deben usarse cinturones de seguridad, cuerdas salvavidas y equipo de protección respiratoria. Un trabajador competente debe estar estacionado afuera para supervisar y rescatar a los trabajadores adentro, si es necesario. Consulte el cuadro sobre espacios confinados para obtener más información.
Bodega
El almacenamiento implica no solo el mantenimiento de grandes volúmenes de líquido, sino también una serie de actividades como la limpieza y desinfección de los tanques o toneles; su mantenimiento y conservación; aplicación de dióxido de azufre, ácido ascórbico, ácido tartárico, gases inertes, taninos y albúminas; y otros procesos adicionales, como mezclado, encolado, filtrado, centrifugado, etc. Algunos tratamientos del vino implican el uso de calor y frío para destruir levaduras y bacterias; la utilización de carbón y otros desodorantes; la aplicación de CO2, etcétera. Como ejemplo de este tipo de instalación podemos referirnos al sistema de refrigeración instantánea, para la estabilización de vinos a una temperatura próxima al punto de congelación, que facilita la eliminación de coloides, microbios y otros productos como el bitartrato potásico, que provoca precipitaciones. en las botellas Es evidente que estas instalaciones implican riesgos que antiguamente no era necesario considerar en esta fase de almacenamiento. La prevención se basa esencialmente en una planificación ergonómica y un buen mantenimiento.
Embotellado de vino
El vino suele venderse en botellas de vidrio (de 1.0, 0.8, 0.75 o 0.30 l de capacidad); Ocasionalmente se utilizan envases de vidrio de 5 l. Los envases de plástico no son tan comunes. En las plantas de llenado, las botellas primero se limpian y luego se llenan, sellan y etiquetan. Los transportadores son ampliamente utilizados en las plantas de embotellado.
Los riesgos del embotellado surgen del manejo del material de vidrio; estos varían según si las botellas a lavar son nuevas o devueltas, y según los productos utilizados (agua y detergentes) y las técnicas aplicadas (lavado manual o mecánico o ambos). Forma de las botellas; cómo se debe hacer el llenado (desde métodos manuales hasta máquinas llenadoras sofisticadas que también pueden introducir dióxido de carbono); el proceso de encorchado; el sistema más o menos complicado de apilar, o colocar en cajas o cajones después del etiquetado; y otros toques finales determinan los riesgos.
Los riesgos que conlleva son los que generalmente corresponden al llenado de envases con líquidos. Las manos están constantemente mojadas; si las botellas se rompen, la proyección de partículas de vidrio y líquido puede causar lesiones. El esfuerzo necesario para transportarlos una vez embalados en cajas (normalmente por docenas) podría eliminarse, al menos en parte, mediante la mecanización. Ver también el artículo “Embotellado y enlatado de refrescos”.
Expresiones de gratitud: El autor desea agradecer a la Junta Nacional dos Vinhos (Lisboa) por su asesoramiento en aspectos técnicos.
Aceite y grasa
Adaptado de la 3ra edición, “Enciclopedia de Salud y Seguridad Ocupacional”.
El término aceites y grasas se aplica generalmente a los triglicéridos de ácidos grasos en semillas de plantas y tejidos animales. Los aceites y las grasas constituyen uno de los tres tipos principales de materiales orgánicos considerados materiales de construcción de los organismos vivos, siendo los otros dos las proteínas y los carbohidratos.
Más de 100 variedades de plantas y animales oleaginosos se explotan como fuentes de aceites y grasas. Las fuentes vegetales más importantes son: el olivo, el coco, el maní, la semilla de algodón, la soja, la colza (aceite de canola), la semilla de mostaza, el lino o la linaza, la fruta de palma, el sésamo, el girasol, la semilla de palma, el ricino, la semilla de cáñamo, el tung, cacao, mowrah, maíz y babasú.
Las principales fuentes animales son el ganado vacuno, porcino y ovino, la ballena, el bacalao y el halibut.
Los aceites y grasas comestibles proporcionan una fuente concentrada de energía alimentaria, sirven como portadores de vitaminas liposolubles y también proporcionan los ácidos grasos esenciales que son de vital importancia para el metabolismo. Los aceites y grasas constituyen las principales materias primas para jabones y detergentes, pinturas, lacas y barnices, lubricantes e iluminantes como las velas. También se utilizan en la fabricación de linóleo y tejidos aceitados, en la fabricación de fijadores y mordientes en el curtido del cuero y como materia prima para la síntesis química.
Procesamiento
El procesamiento inicial depende de la materia prima; por ejemplo, las grasas animales se procesan en recipientes con camisa de vapor, las semillas se limpian, se muelen y se separan y las carnes de nueces se desmenuzan. Las grasas o aceites se extraen mediante prensado o tratamiento con solventes, y el procesamiento posterior depende del uso final. Las aceitunas se pueden prensar varias veces, pero generalmente no se requiere ningún tratamiento adicional. Para otros aceites y grasas comestibles, el procesamiento puede comprender varias etapas diferentes, que incluyen refinación, desodorización, hidrogenación, solidificación o emulsificación.
Los aceites y grasas crudos contienen impurezas, algunas de las cuales son objetables porque oscurecen el aceite, hacen que se forme espuma y humee al calentarse, imparten un sabor u olor indeseable o afectan el procesamiento. El refinado, que consiste en la neutralización y el blanqueo, elimina la mayoría de estas impurezas. La neutralización elimina los ácidos grasos y los fosfátidos gomosos mediante tratamientos alcalinos y de desgomado. Las materias primas se blanquean por absorción sobre tierras decolorantes naturales o activadas; sin embargo, se puede emplear el blanqueo por calor. La temperatura del aceite normalmente no supera los 100 °C durante el refinado.
La desodorización elimina los compuestos odoríferos por destilación al vapor a alta temperatura y baja presión absoluta.
Los aceites líquidos y las grasas blandas se convierten en grasas plásticas firmes por hidrogenación, lo que también ayuda a prevenir el enranciamiento debido a la oxidación. En este proceso, el aceite reacciona con hidrógeno a una temperatura de 180 ºC o más en presencia de un catalizador, normalmente níquel finamente dividido. El hidrógeno se alimenta a una presión de entre 2 y 30 atmósferas, dependiendo del producto final deseado.
Si el aceite o la grasa se va a comercializar en forma de emulsión o plástico, se requiere un procesamiento adicional. Se mezclan muchos aceites y grasas de marcas registradas, y las mantecas se solidifican para producir gránulos mediante enfriamiento gradual controlado (fraccionamiento) y separación de las fracciones cristalizadas a varias temperaturas en función de sus puntos de fusión. Un método alternativo produce un producto texturizado por enfriamiento rápido en un equipo especial llamado votator.
Riesgos y su prevención
El hidrógeno presenta un alto riesgo de explosión e incendio en el proceso de hidrogenación. La quema de aceites y grasas puede emitir vapores muy irritantes como la acroleína. Los disolventes, como el hexano, utilizados para la extracción de aceites son altamente inflamables, aunque se suelen utilizar en sistemas cerrados. Las precauciones contra incendios y explosiones incluyen:
- eliminación de todas las fuentes de ignición
- uso de equipos a prueba de explosiones y herramientas a prueba de chispas
- prohibición de fumar
- asegurarse de que las salidas de emergencia no estén bloqueadas y estén bien mantenidas
- provisión de extintores apropiados
- desarrollo de procedimientos para derrames y fugas de hidrógeno y solventes inflamables
- Capacitación del personal en procedimientos de extinción de incendios.
Las instalaciones eléctricas presentan un riesgo de descarga eléctrica en condiciones de humedad y vapor. Todos los equipos, conductores, etc. deben protegerse adecuadamente con especial atención a cualquier equipo portátil o luces. Los interruptores de circuito de falla a tierra deben instalarse en equipos eléctricos en áreas húmedas o con vapor.
Las lesiones causadas por las piezas móviles de la maquinaria se pueden prevenir mediante una protección eficiente y bien mantenida de la maquinaria. Debe prestarse especial atención a la maquinaria trituradora, las máquinas de llenado y cierre de tambores y los puntos de contacto entre correas, tambores y poleas de transportadores. Se deben utilizar procedimientos de bloqueo/etiquetado al mantener y reparar el equipo. Los riesgos de explosión y fuga en la planta de vapor deben evitarse mediante procedimientos regulares de inspección y mantenimiento.
Si es posible, los controles de ingeniería deben minimizar el ruido excesivo del equipo. Los empleados expuestos a un ruido excesivo deben utilizar protectores auditivos adecuados y debe existir un programa de conservación de la audición.
El manejo manual de los tambores puede causar distensiones musculoesqueléticas y lesiones en las manos y los dedos de los pies. Siempre que sea posible, se debe utilizar equipo de manipulación mecánica. Debería haber capacitación en los métodos correctos de manipulación y elevación, protección de pies y manos, y control de los contenedores en busca de bordes afilados. Los tambores mal apilados pueden caer y causar lesiones graves; la supervisión y la capacitación en apilamiento y desapilamiento reducirán el riesgo involucrado.
Las caídas pueden ocurrir en pisos resbaladizos y escaleras, y se pueden prevenir con superficies de piso antideslizantes bien mantenidas, limpieza regular y buena limpieza, y el uso de calzado antideslizante.
Las quemaduras pueden ser causadas por hidróxido de sodio durante la manipulación de tambores para refinar y por chorros de líquido cáustico cuando se abren los tambores; por aceite caliente o catalizador gastado durante la limpieza de filtros prensa; de ácidos; y de líneas de vapor y fugas de vapor. La ropa protectora, las botas, los delantales y los guantes evitarán muchas lesiones; Los protectores faciales son necesarios para proteger los ojos de salpicaduras de material corrosivo o caliente.
Los aceites se procesan a altas temperaturas y se pueden producir molestias físicas, especialmente en los trópicos, a menos que se tomen medidas eficaces. Pueden producirse calambres musculares, agotamiento y golpes de calor. El calor radiante debe reducirse recubriendo o aislando los recipientes y las tuberías de vapor. Una ventilación mecánica eficiente debe proporcionar frecuentes cambios de aire. Los trabajadores deben tener acceso frecuente a líquidos y descansos frecuentes en áreas frescas.
Entrar a los tanques a granel para repararlos o limpiarlos puede ser un peligro para espacios confinados. Los empleados deben estar capacitados en los procedimientos de espacios confinados, como la prueba del aire del espacio confinado y los procedimientos de rescate de emergencia. Deben estar presentes un mínimo de dos trabajadores.
Los disolventes utilizados para la extracción de grasas y aceites pueden presentar riesgos tóxicos. No debe usarse benceno y debe sustituirse por el disolvente menos tóxico posible (p. ej., sustitución de heptano por hexano). Se requiere LEV para eliminar los vapores de solventes en el punto de origen, o se deben usar sistemas cerrados.
La dermatitis puede ser causada por el manejo de aceites, grasas y solventes. La provisión y el uso de instalaciones sanitarias y de lavado adecuadas es esencial; las cremas protectoras y la ropa protectora también ayudan en la prevención.
En las plantas de procesamiento de aceite de maní, en condiciones adecuadas de humedad y temperatura, las tortas prensadas pueden contaminarse con mohos de Aspergillus flavus, que contienen aflatoxinas. Se ha descubierto que los trabajadores expuestos a una fuerte contaminación por aflatoxinas en el aire del lugar de trabajo desarrollan daño hepático agudo o subagudo y presentan una mayor prevalencia de tumores.
La extracción de animales para producir grasas animales y alimento para animales también puede implicar riesgos biológicos. Aunque la mayoría de los animales y materiales animales utilizados como fuente para el reciclaje son sanos o de animales sanos, un pequeño porcentaje proviene de animales que han sido atropellados o han muerto por causas desconocidas y quizás estén enfermos. Algunas enfermedades animales, como el ántrax y la brucelosis, también pueden afectar a los humanos. Los trabajadores de mataderos y plantas de procesamiento pueden estar en riesgo. En el Reino Unido, las personas llamadas knackers se ganan la vida recorriendo el campo recogiendo animales muertos y dejándolos en sus patios traseros. Podrían estar en mayor riesgo debido a la mayor probabilidad de su exposición a animales enfermos y las duras condiciones en las que trabajan.
La utilización anterior de órganos de ovejas, incluido el cerebro, como fuente de alimento para el ganado ha resultado en encefalopatía espongiforme bovina ("enfermedad de las vacas locas") en algunas vacas británicas en las que las ovejas tenían una enfermedad cerebral llamada tembladera. Parece que algunos humanos han desarrollado esta enfermedad al comer carne de res de vacas con la enfermedad de las vacas locas.
El examen médico periódico de los trabajadores, la selección, la formación y la supervisión son ayudas en la prevención tanto de accidentes como de enfermedades profesionales.
Industria cervecera
Adaptado de la 3ra edición, “Enciclopedia de Salud y Seguridad Ocupacional”.
La elaboración de cerveza es una de las industrias más antiguas: en el mundo antiguo se bebía cerveza en diferentes variedades, y los romanos la introdujeron en todas sus colonias. Hoy en día se elabora y consume en casi todos los países, particularmente en Europa y áreas de asentamiento europeo.
Vista general del proceso
El grano que se utiliza como materia prima suele ser la cebada, pero también se emplean centeno, maíz, arroz y avena. En la primera etapa se maltea el grano, ya sea haciéndolo germinar o por medios artificiales. Esto convierte los carbohidratos en dextrina y maltosa, y estos azúcares luego se extraen del grano sumergiéndolos en una cuba de maceración (cuba o barril) y luego agitándolos en una cuba de filtrado. El licor resultante, conocido como mosto dulce, se hierve luego en un recipiente de cobre con lúpulo, que le da un sabor amargo y ayuda a conservar la cerveza. Luego, el lúpulo se separa del mosto y se pasa por enfriadores a los recipientes de fermentación donde se agrega la levadura, un proceso conocido como cabeceo, y se lleva a cabo el proceso principal de conversión del azúcar en alcohol. (Para una discusión de la fermentación ver el capítulo Industria farmacéutica.) La cerveza luego se enfría a 0 °C, se centrifuga y se filtra para clarificarla; entonces está listo para su envío por barril, botella, lata de aluminio o transporte a granel. La figura 1 es un diagrama de flujo del proceso de elaboración de la cerveza.
Figura 1. Diagrama de flujo del proceso de elaboración de la cerveza.
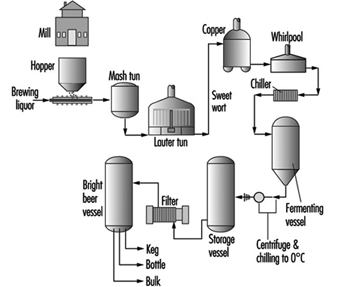
Riesgos y su prevención
Manejo manual
La manipulación manual representa la mayoría de las lesiones en las cervecerías: las manos sufren magulladuras, cortes o pinchazos con aros dentados, astillas de madera y vidrios rotos. Los pies son magullados y aplastados por barriles que caen o ruedan. Se puede hacer mucho para prevenir estas lesiones mediante la protección adecuada de manos y pies. El aumento de la automatización y la estandarización del tamaño del barril (digamos a 50 l) puede reducir los riesgos de elevación. El dolor de espalda causado por levantar y transportar barriles, etc., puede reducirse drásticamente mediante el entrenamiento en técnicas sólidas de levantamiento. La manipulación mecánica de las tarimas también puede reducir los problemas ergonómicos. Las caídas en pisos mojados y resbaladizos son comunes. Superficies y calzado antideslizantes, y un sistema regular de limpieza, son la mejor precaución.
La manipulación del grano puede producir comezón en la cebada, causada por un ácaro que infesta el grano. El asma del trabajador del molino, a veces llamada fiebre de la malta, se ha registrado en manipuladores de granos y se ha demostrado que es una respuesta alérgica al gorgojo del grano (Sitophilus granarius). El manejo manual del lúpulo puede producir una dermatitis debido a la absorción de las esencias resinosas a través de la piel rota o agrietada. Las medidas preventivas incluyen buenas instalaciones sanitarias y de lavado, ventilación eficiente de las salas de trabajo y supervisión médica de los trabajadores.
Cuando la cebada se maltea por el método tradicional de remojarla y luego esparcirla en los pisos para producir la germinación, puede contaminarse con Aspergillus clavatus, que puede producir crecimiento y formación de esporas. Cuando se voltea la cebada para evitar que las raíces se enmarañen en los brotes, o cuando se carga en hornos, los trabajadores pueden inhalar las esporas. Esto puede producir alveolitis alérgica extrínseca, que en sintomatología es indistinguible del pulmón de granjero; la exposición en un sujeto sensibilizado va seguida de un aumento de la temperatura corporal y dificultad para respirar. También hay una caída en las funciones pulmonares normales y una disminución en el factor de transferencia de monóxido de carbono.
Un estudio de polvos orgánicos que contenían altos niveles de endotoxinas en dos cervecerías en Portugal encontró que la prevalencia de los síntomas del síndrome tóxico del polvo orgánico, que es distinto de la alveolitis o la neumonía por hipersensibilidad, era del 18 % entre los trabajadores de las cervecerías. Se encontró irritación de las membranas mucosas en el 39% de los trabajadores (Carveilheiro et al. 1994).
En una población expuesta, la incidencia de la enfermedad es de alrededor del 5% y la exposición continuada produce una incapacidad respiratoria grave. Con la introducción del malteado automatizado, donde los trabajadores no están expuestos, esta enfermedad se ha eliminado en gran medida.
Maquinaria
Cuando la malta se almacene en silos, se debe proteger la abertura y se deben aplicar reglas estrictas con respecto a la entrada de personal, como se describe en el recuadro sobre espacios confinados en este capítulo. Los transportadores se utilizan mucho en las plantas de embotellado; Las trampas en los engranajes entre las correas y los tambores se pueden evitar mediante una protección eficiente de la maquinaria. Debe haber un programa efectivo de bloqueo/etiquetado para mantenimiento y reparación. Donde haya pasillos a través o sobre los transportadores, también se deben proporcionar botones de parada frecuentes. En el proceso de llenado se pueden producir lesiones muy graves por rotura de botellas; protectores adecuados en la maquinaria y protectores faciales, guantes de goma, delantales de goma y botas antideslizantes para los trabajadores pueden prevenir lesiones.
Electricidad
Debido a las condiciones de humedad predominantes, las instalaciones y equipos eléctricos necesitan una protección especial, y esto se aplica especialmente a los aparatos portátiles. Se deben instalar interruptores de circuito de falla a tierra donde sea necesario. Siempre que sea posible, se deben usar voltajes bajos, especialmente para lámparas de inspección portátiles. El vapor se usa mucho y se producen quemaduras y escaldaduras; se debe proporcionar revestimiento y protección a las tuberías, y los cierres de seguridad en las válvulas de vapor evitarán la liberación accidental de vapor hirviendo.
Dióxido de carbono
Dióxido de carbono (CO2) se forma durante la fermentación y está presente en cubas de fermentación, así como en cubas y recipientes que han contenido cerveza. Concentraciones del 10%, incluso si se respiran por un corto tiempo, producen inconsciencia, asfixia y eventualmente la muerte. El dióxido de carbono es más pesado que el aire, y una ventilación eficiente con extracción a baja altura es esencial en todas las cámaras de fermentación donde se utilizan cubas abiertas. Como el gas es imperceptible a los sentidos, debe existir un sistema de aviso acústico que actúe de inmediato en caso de avería del sistema de ventilación. La limpieza de espacios confinados presenta serios peligros: el gas debe disiparse mediante ventiladores móviles antes de que se permita la entrada a los trabajadores, deben estar disponibles cinturones de seguridad y cuerdas salvavidas y equipo de protección respiratoria del tipo autónomo o de suministro de aire, y otro trabajador debe estar disponible. apostados afuera para supervisión y rescate, si es necesario.
Asfixión con gas
Se han producido gases durante el revestimiento de cubas con revestimientos protectores que contienen sustancias tóxicas como el tricloroetileno. Se deben tomar precauciones similares a las enumeradas anteriormente contra el dióxido de carbono.
Gases refrigerantes
El enfriamiento se utiliza para enfriar el mosto caliente antes de la fermentación y con fines de almacenamiento. La descarga accidental de refrigerantes puede producir efectos tóxicos e irritantes graves. En el pasado, se usaban principalmente clorometano, bromometano, dióxido de azufre y amoníaco, pero hoy en día el amoníaco es el más común. La ventilación adecuada y el mantenimiento cuidadoso evitarán la mayoría de los riesgos, pero se deben proporcionar detectores de fugas y aparatos de respiración autónomos para emergencias que se prueben con frecuencia. También pueden ser necesarias precauciones contra los riesgos de explosión (p. ej., accesorios eléctricos antideflagrantes, eliminación de llamas desnudas).
Trabajo en caliente
En algunos procesos, como la limpieza de cubas de maceración, los trabajadores están expuestos a condiciones de calor y humedad mientras realizan trabajos pesados; Pueden darse casos de golpe de calor y calambres por calor, especialmente en los nuevos en el trabajo. Estas condiciones se pueden prevenir aumentando la ingesta de sal, períodos de descanso adecuados y la provisión y el uso de baños con ducha. La supervisión médica es necesaria para prevenir las micosis de los pies (p. ej., pie de atleta), que se propagan rápidamente en condiciones de calor y humedad.
En toda la industria, el control de la temperatura y la ventilación, con especial atención a la eliminación del vapor de agua, y la provisión de EPP son precauciones importantes, no solo contra accidentes y lesiones, sino también contra peligros más generales de humedad, calor y frío (p. ropa de trabajo para trabajadores en cámaras frigoríficas).
Debe ejercerse un control para evitar el consumo excesivo del producto por parte de las personas empleadas, y deben estar disponibles bebidas calientes alternativas durante las pausas para las comidas.
ruido
Cuando los barriles de metal reemplazaron a los de madera, las cervecerías se enfrentaron a un grave problema de ruido. Los barriles de madera hacían poco o ningún ruido durante la carga, manipulación o rodadura, pero los barriles de metal, cuando estaban vacíos, generaban altos niveles de ruido. Las modernas plantas de embotellado automatizadas generan un volumen considerable de ruido. El ruido se puede reducir mediante la introducción de la manipulación mecánica en paletas. En las plantas de embotellado, la sustitución de rodillos y guías metálicas por nailon o neopreno puede reducir sustancialmente el nivel de ruido.
Más...
Preocupaciones por la salud y el medio ambiente
Las bebidas, tanto alcohólicas como no alcohólicas, normalmente se producen bajo estrictas pautas sanitarias establecidas por las regulaciones gubernamentales. Para cumplir con estas pautas, los equipos dentro de las plantas de bebidas se limpian y desinfectan constantemente con agentes de limpieza agresivos. El uso copioso de agentes de limpieza puede, por sí mismo, plantear problemas de salud a los trabajadores expuestos a ellos en sus funciones laborales. El contacto de la piel y los ojos con los limpiadores cáusticos puede causar dermatitis severa. Otra preocupación es que la inhalación de los vapores o el rocío producido al usar los limpiadores puede causar daño a los pulmones, la nariz, la boca o la garganta. El agua u otros líquidos se encuentran comúnmente en y alrededor de la producción, lo que hace que los resbalones y las caídas sean lesiones comunes y causen muchas otras lesiones simplemente debido a la mala tracción.
Los envases de vidrio, las llenadoras de alta velocidad y las cintas transportadoras aéreas dan como resultado una combinación de elementos que pueden producir daños graves debido a la proyección de vidrio. Los cortes y las lesiones en los ojos son comunes debido a la rotura de vidrios. Gran parte de la industria de las bebidas ha pasado a utilizar cantidades cada vez mayores de latas de aluminio y envases de plástico; esto ha reducido la incidencia de lesiones infligidas por vidrio. Sin embargo, en ciertos países e industrias específicas, como el vino y las bebidas espirituosas, este no ha sido el caso.
Los sistemas eléctricos en cualquier industria poseen un alto grado de daño potencial. Cuando se mezcla con el agua siempre presente en la fabricación de bebidas, la amenaza de electrocución se vuelve extrema. Los sistemas eléctricos dentro de las plantas de bebidas se modifican constantemente a medida que la industria se moderniza rápidamente con nuevos equipos de alta velocidad que resultan en una mayor exposición.
El proceso de fabricación en la industria de las bebidas implica el movimiento de cantidades masivas de materias primas en bolsas y barriles, sobre tarimas de madera y plástico; montones de botellas y latas vacías; y producto terminado en una variedad de envases. Las bebidas, al ser líquidas, son naturalmente pesadas. Las lesiones por movimientos repetitivos debido a la clasificación e inspección de botellas de vidrio y algunas operaciones de empaque ocurren con frecuencia. Este movimiento continuo de objetos livianos y pesados presenta desafíos ergonómicos para la industria de las bebidas, así como para otras industrias. La incidencia de esguinces de tejidos blandos y lesiones por distensión en los Estados Unidos ha aumentado casi un 400 % desde 1980, por ejemplo. Las naciones se encuentran en diferentes etapas de progreso en la determinación de medidas preventivas para reducir este tipo de lesiones.
El equipo mecanizado moderno ha reducido drásticamente la cantidad de personal necesario para operar las líneas de embotellado y enlatado, lo que en sí mismo ha reducido la exposición a lesiones. Sin embargo, los transportadores de alta velocidad y los equipos automáticos de paletizado y despaletizado pueden causar lesiones graves, aunque menos frecuentes. El personal que se sienta tentado a alcanzar un transportador en movimiento para poner una botella o una lata en posición vertical puede quedar atrapada en la ropa y ser arrastrada hacia el mecanismo. Los paletizadores y despaletizadores pueden atascarse, y un trabajador puede sufrir fracturas en las extremidades al tratar de despejar las máquinas.
En la mayoría de los casos, los equipos modernos de alta velocidad han provocado un aumento de los niveles de ruido, especialmente en las frecuencias más altas. La pérdida de audición causada por el ruido laboral se clasifica como una enfermedad, ya que se presenta de forma insidiosa en el tiempo y es irreversible. Las tasas de incidencia relacionadas con la pérdida de audición están aumentando. Se están probando y utilizando controles de ingeniería para reducir los niveles de ruido, pero la mayoría de los empleadores sigue utilizando la protección auditiva estándar como método preferido. Nuevo en el horizonte es la investigación del estrés de los trabajadores debido a la combinación de altos niveles de ruido, horarios de 24 horas y el ritmo de trabajo.
Los espacios confinados, como tanques, toneles, cubas, pozos de aguas residuales y recipientes de almacenamiento o mezcla que se usan comúnmente en las instalaciones de fabricación de bebidas, tienen el potencial de causar lesiones catastróficas. Este tema no ha recibido mucha atención por parte de la gerencia de la industria de bebidas porque la mayoría de los buques se consideran "limpios" y los percances ocurren con poca frecuencia. Si bien las lesiones en los tipos de recipientes utilizados por las plantas de bebidas son poco comunes, puede ocurrir un incidente grave debido a la introducción de materiales peligrosos durante las operaciones de limpieza o por anomalías atmosféricas, lo que puede resultar en una fatalidad cercana o real. (Vea el recuadro sobre espacios confinados).
La mayoría de las instalaciones de fabricación de bebidas tienen áreas de almacenamiento de materias primas y productos terminados. Los equipos de manipulación de materiales autopropulsados representan una amenaza tan grave en una planta de producción como en cualquier almacén. Las lesiones que involucran carretillas elevadoras y equipos similares a menudo resultan en lesiones por aplastamiento para los peatones o para el operador si el vehículo vuelca. Las plantas de producción a menudo implican condiciones de hacinamiento a medida que se lleva a cabo la expansión de la capacidad de producción en las instalaciones existentes. Estas condiciones de hacinamiento a menudo conducen a un accidente grave que involucra equipos de manejo de materiales.
La producción de bebidas generalmente requiere agua pura y sistemas de refrigeración. Los productos químicos más utilizados para satisfacer estos requisitos son el cloro y el amoníaco anhidro líquido, respectivamente, y ambos se consideran sustancias extremadamente peligrosas. El cloro a menudo se compra y almacena en cilindros de metal presurizados de varios tamaños. Se pueden producir lesiones al personal durante el cambio de un cilindro a otro o debido a una válvula con fugas o defectuosa. Una liberación accidental de amoníaco anhidro puede causar quemaduras en la piel y el sistema respiratorio al contacto. Una liberación grande e incontrolada de amoníaco anhidro puede resultar en concentraciones en el aire lo suficientemente altas como para explotar violentamente. Los sistemas de emergencia para detectar fugas y ventilación automática y apagar equipos se utilizan con frecuencia, junto con procedimientos de evacuación y respuesta. El cloro y el amoníaco anhidro son sustancias químicas que tienen olores fuertes identificables y son fácilmente detectables en el aire. Se considera que tienen fuertes propiedades de advertencia para alertar a los trabajadores de su presencia.
El dióxido de carbono, que se usa más comúnmente para la presurización y la carbonatación, y el monóxido de carbono, emitido por los motores de combustión interna, están presentes en la mayoría de las plantas de bebidas. Las salas de llenado de bebidas suelen ser las más propensas a tener altos niveles de dióxido de carbono, especialmente durante los procedimientos de cambio de producto. Las empresas de bebidas han aumentado la variedad de productos ofrecidos al público, por lo que estos cambios ocurren con mayor frecuencia, lo que aumenta la necesidad de ventilación para eliminar el dióxido de carbono. El monóxido de carbono puede estar presente si se utilizan carretillas elevadoras o equipos similares. Se puede acumular una concentración peligrosa si los motores no funcionan según las especificaciones del fabricante.
El empleo en la industria de las bebidas suele ser estacional. Esto es más común en áreas del mundo con estaciones distintas y en climas del norte. Una combinación de tendencias mundiales de fabricación, como el control de inventario justo a tiempo y el uso de personal temporal y por contrato, puede tener un gran impacto en la seguridad y la salud. A menudo, los trabajadores empleados por períodos cortos de tiempo no reciben la misma cantidad de capacitación relacionada con la seguridad que los empleados permanentes. En algunos casos, los costos resultantes asociados con las lesiones sufridas por el personal temporal no son asumidos por el empleador sino por una agencia que proporciona el trabajador al empleador. Esto ha creado una aparente situación de “ganar-ganar” para el empleador y el efecto contrario en los trabajadores empleados en puestos como estos. Los gobiernos, los empleadores y las asociaciones comerciales más informados están comenzando a observar de cerca este problema creciente y están trabajando en métodos para mejorar la cantidad y la calidad de la capacitación en seguridad que se brinda a los trabajadores en esta categoría.
Las preocupaciones ambientales no suelen asociarse con la producción de bebidas, ya que no se la considera una "industria de chimeneas". Excluyendo una liberación accidental de un químico peligroso como el amoníaco anhidro o el cloro, la principal descarga de la producción de bebidas son las aguas residuales. Por lo general, estas aguas residuales se tratan antes de ingresar al flujo de desechos, por lo que es raro que ocurra un problema. Ocasionalmente, se debe desechar un lote defectuoso del producto que, dependiendo de los ingredientes involucrados, puede tener que ser transportado para su tratamiento o diluido en gran medida antes de su liberación al sistema de desechos. Una gran cantidad de bebida ácida que llega a un arroyo o lago puede causar la muerte de grandes peces y debe evitarse.
El uso cada vez mayor de aditivos químicos para mejorar el sabor, prolongar la vida útil o como edulcorante sustituto ha suscitado preocupaciones sobre la salud pública. Algunos productos químicos utilizados como edulcorantes artificiales están prohibidos en algunos países porque se ha descubierto que son cancerígenos. La mayoría, sin embargo, no presenta ningún riesgo aparente para la salud del público. El manejo de estos productos químicos crudos y su presencia en el lugar de trabajo no se ha estudiado con suficiente profundidad para determinar si existen riesgos de exposición para los trabajadores.
bayas y uvas
Este artículo cubre los métodos de prevención de lesiones y enfermedades contra los peligros comúnmente encontrados en la producción de uvas (para consumo fresco, vino, jugo o pasas) y bayas, incluidas las zarzas (es decir, frambuesas), fresas y bayas (es decir, arándanos y arándanos) .
Las vides son tallos que trepan sobre estructuras de soporte. Las vides plantadas en viñedos comerciales generalmente se inician en primavera a partir de esquejes enraizados o injertados de un año. Por lo general, se plantan a una distancia de 2 a 3.5 m. Cada año, las vides deben ser excavadas, fertilizadas, subdivididas y podadas. El estilo de poda varía en diferentes partes del mundo. En el sistema que prevalece en los Estados Unidos, todos los brotes de la vid, excepto los más fuertes, se podan más tarde; los brotes restantes se reducen a 2 o 3 yemas. La planta resultante desarrolla un tallo principal fuerte que puede sostenerse por sí solo, antes de que pueda dar frutos. Durante la expansión del tallo principal, la vid se ata sin apretar a un soporte vertical de 1.8 m de altura o más. Una vez que se alcanza la etapa de producción de frutos, las vides se podan cuidadosamente para controlar la cantidad de yemas.
Las fresas se plantan a principios de la primavera, a mediados del verano o más tarde, según la latitud. Las plantas dan fruto en la primavera del año siguiente. Una variedad llamada fresas perennes produce una segunda cosecha de fruta más pequeña en el otoño. La mayoría de las fresas se propagan naturalmente por medio de estolones que se forman aproximadamente dos meses después de la temporada de siembra. El fruto se encuentra a nivel del suelo. Las zarzas como las frambuesas son típicamente arbustos con tallos espinosos (bastones) y frutos comestibles. Las partes subterráneas de zarzas son perennes y las cañas bienales; solo los bastones de segundo año dan flores y frutos. Las zarzas dan frutos a alturas de 2 m o menos. Al igual que las vides, las bayas requieren poda frecuente.
Las prácticas de cultivo difieren para cada especie de fruta, dependiendo del tipo de suelo, clima y fertilizante que necesita. El control estricto de insectos y enfermedades es esencial, lo que a menudo requiere la aplicación frecuente de pesticidas. Algunos productores modernos se han desplazado hacia los controles biológicos y el monitoreo cuidadoso de las poblaciones de plagas, rociando productos químicos solo en los momentos más efectivos. La mayoría de las uvas y las bayas se cosechan a mano.
En un estudio de lesiones no mortales durante el período de 10 años de 1981 a 1990 en California, la lesión más común dentro de esta categoría de granjas fueron los esguinces y distensiones, que representan el 42 % de todas las lesiones informadas. Las laceraciones, fracturas y contusiones representaron otro 37% de las lesiones. Las causas más comunes de lesiones fueron golpes con un objeto (27%), sobreesfuerzo (23%) y caídas (19%) (AgSafe 1992). En una encuesta de 1991, Steinke (1991) encontró que el 65% de las lesiones en fincas identificadas como productoras de esta categoría de cultivos en California fueron torceduras, esguinces, laceraciones, fracturas y contusiones. Las partes del cuerpo lesionadas fueron los dedos (17 %), la espalda (15 %), los ojos (14 %) y la mano o la muñeca (11 %). Villarejo (1995) informó que en 6,000 hubo 100,000 reclamaciones por lesiones otorgadas por cada 1989 equivalentes a tiempo completo a trabajadores en la producción de fresas en California. También señaló que la mayoría de los trabajadores no encuentran empleo durante todo el año, por lo que el porcentaje de trabajadores que sufren las lesiones podrían ser varias veces más altas que la cifra del 6% reportada.
Problemas musculoesqueléticos
El principal peligro asociado con las lesiones musculoesqueléticas en estos cultivos es la tasa de trabajo. Si el propietario está trabajando en los campos, por lo general trabaja rápidamente para terminar una tarea y pasar a la siguiente. La mano de obra contratada a menudo se paga por pieza, la práctica de pagar por el trabajo basado únicamente en lo que se logra (es decir, kilogramos de bayas cosechadas o número de vides podadas). Este tipo de pago a menudo está reñido con el tiempo adicional que se requiere para asegurarse de que los dedos estén fuera de la cortadora antes de apretar, o caminar con cuidado hacia y desde el borde del campo al cambiar las canastas llenas por vacías durante la cosecha. Un alto índice de desempeño laboral puede conducir a adoptar malas posturas, asumir riesgos indebidos y no seguir buenas prácticas y procedimientos de seguridad.
La poda manual de bayas o vides requiere apretar la mano con frecuencia para enganchar una podadora o el uso frecuente de un cuchillo. Los peligros del cuchillo son obvios, ya que no hay una superficie sólida contra la cual colocar la vid, el brote o el tallo y es probable que se produzcan cortes frecuentes en los dedos, manos, brazos, piernas y pies. La poda con un cuchillo debe hacerse solo como último recurso.
Aunque una podadora es la herramienta preferida para podar, ya sea en la temporada de inactividad o mientras el follaje está en las plantas o enredaderas, su uso tiene peligros. El principal peligro para la seguridad es la amenaza de cortes por el contacto con la hoja abierta mientras se coloca una vid o un tallo en las mandíbulas, o por un corte inadvertido de un dedo mientras se corta una vid o un tallo. Los guantes resistentes de cuero o tela son una buena protección contra ambos peligros y también pueden brindar protección contra dermatitis de contacto, alergias, insectos, abejas y cortes de un enrejado.
La frecuencia y el esfuerzo requerido para cortar determina la probabilidad de desarrollo de lesiones traumáticas acumulativas. Aunque los informes de lesiones actualmente no muestran lesiones generalizadas, se cree que esto se debe a la frecuente rotación de trabajos que se encuentra en las granjas. La fuerza requerida para operar una maquinilla común supera los valores recomendados, y la frecuencia del esfuerzo indica la posibilidad de trastornos de trauma acumulativo, de acuerdo con las pautas aceptadas (Miles 1996).
Para minimizar la posibilidad de lesiones, las cortadoras deben mantenerse bien lubricadas y las cuchillas deben afilarse con frecuencia. Cuando se encuentran vides grandes, como ocurre con frecuencia en las uvas, el tamaño de la podadora debe aumentarse en consecuencia, para no sobrecargar la muñeca o la podadora misma. A menudo se requieren tijeras de podar o sierras para podar para cortar con seguridad plantas o vides grandes.
El levantamiento y transporte de cargas se asocia típicamente con la cosecha de estos cultivos. Las bayas o frutos suelen cosecharse a mano y transportarse en algún tipo de canasto o transportador hasta el borde del campo, donde se depositan. Las cargas no suelen ser pesadas (10 kg o menos), pero la distancia a recorrer es significativa en muchos casos y sobre terrenos irregulares, que también pueden estar húmedos o resbaladizos. Los trabajadores no deben correr en terrenos irregulares y deben mantener una posición sólida en todo momento.
La cosecha de estos cultivos a menudo se realiza en posturas incómodas ya un ritmo rápido. Las personas típicamente se retuercen y doblan, se inclinan hacia el suelo sin doblar las rodillas y se mueven rápidamente entre el arbusto o la enredadera y el contenedor. Los contenedores a veces se colocan en el suelo y se empujan o tiran junto con el trabajador. Las frutas y bayas se pueden encontrar desde el nivel del suelo hasta 2 m de altura, dependiendo del cultivo. Las zarzas se encuentran típicamente a alturas de 1 m o menos, lo que lleva a una flexión casi continua de la espalda durante la cosecha. Las fresas están al nivel del suelo, pero los trabajadores permanecen de pie y se agachan para cosechar.
Las uvas también se cortan comúnmente para liberarlas de la vid durante la cosecha manual. Este movimiento de corte también es muy frecuente (cientos de veces por hora) y requiere fuerza suficiente para causar preocupación sobre lesiones por trauma acumulativo si la temporada de cosecha dura más de unas pocas semanas.
El trabajo con enrejados o pérgolas a menudo está involucrado en la producción de vides y bayas. La instalación o reparación de pérgolas implica con frecuencia realizar trabajos en altura por encima de la cabeza y estirar ejerciendo una fuerza. El esfuerzo sostenido de este tipo puede provocar lesiones acumulativas. Cada instancia es una exposición a lesiones por distensión y esguince, particularmente en los hombros y los brazos, como resultado de ejercer una fuerza significativa mientras se trabaja en una postura incómoda. El entrenamiento de plantas en espalderas requiere el ejercicio de una fuerza sustancial, una fuerza que aumenta con el peso de las vides, el follaje y la fruta. Esta fuerza se ejerce comúnmente a través de los brazos, los hombros y la espalda, todos los cuales son susceptibles a lesiones tanto agudas como a largo plazo debido a dicho sobreesfuerzo.
Pesticidas y Fertilizantes
Las uvas y las bayas están sujetas a frecuentes aplicaciones de pesticidas para el control de insectos y patógenos de enfermedades. Los aplicadores, mezcladores, cargadores y cualquier otra persona en el campo o que ayude con la aplicación deben seguir las precauciones enumeradas en la etiqueta del pesticida o según lo exijan las reglamentaciones locales. Las aplicaciones en estos cultivos pueden ser particularmente peligrosas debido a la naturaleza del depósito requerido para el control de plagas. Con frecuencia, se deben cubrir todas las partes de la planta, incluida la parte inferior de las hojas y todas las superficies de las frutas o bayas. Esto a menudo implica el uso de gotas muy pequeñas y el uso de aire para promover la penetración en el dosel y el depósito del pesticida. Por lo tanto, se producen muchos aerosoles, que pueden ser peligrosos por inhalación, vías de exposición ocular y dérmica.
Los fungicidas se aplican con frecuencia como polvos a las uvas y muchos tipos de bayas. El más común de estos polvos es el azufre, que se puede utilizar en la agricultura ecológica. El azufre puede ser irritante para el aplicador y para otras personas en el campo. También se sabe que alcanza concentraciones en el aire suficientes para causar explosiones e incendios. Se debe tener cuidado para evitar viajar a través de una nube de polvo de azufre con cualquier posible fuente de ignición, como un motor, un motor eléctrico u otro dispositivo que produzca chispas.
Muchos campos se fumigan con materiales altamente tóxicos antes de sembrar estos cultivos para reducir la población de plagas como nematodos, bacterias, hongos y virus antes de que puedan atacar las plantas jóvenes. La fumigación generalmente implica la inyección de un gas o líquido en el suelo y cubrirlo con una lámina de plástico para evitar que el pesticida se escape demasiado pronto. La fumigación es una práctica especializada y solo debe ser realizada por personas debidamente capacitadas. Los campos fumigados se deben colocar con advertencias y no se debe ingresar hasta que se haya quitado la cubierta y el fumigante se haya disipado.
Los fertilizantes pueden generar peligros durante su aplicación. Puede ocurrir inhalación de polvo, dermatitis de contacto con la piel e irritación de los pulmones, la garganta y las vías respiratorias. Una máscara contra el polvo puede ser útil para reducir la exposición a niveles no irritantes.
Es posible que se requiera que los trabajadores ingresen a los campos para operaciones de cultivo, como riego, poda o cosecha, poco después de que se hayan aplicado los pesticidas. Si esto es antes del intervalo de reingreso especificado por la etiqueta del pesticida o las regulaciones locales, se debe usar ropa protectora para protegerse contra la exposición. La protección mínima debe ser una camisa de manga larga, pantalones largos, guantes, una prenda para la cabeza, una prenda para los pies y protección para los ojos. Es posible que se requiera una protección más estricta, incluido un respirador, ropa impermeable y botas de goma, según el pesticida utilizado, el tiempo transcurrido desde la aplicación y las reglamentaciones. Se debe consultar a las autoridades locales de pesticidas para determinar el nivel adecuado de protección.
Exposiciones de la máquina
El uso de maquinaria en estos cultivos es común para la preparación del suelo, la siembra, el desmalezado y la cosecha. Muchos de estos cultivos se cultivan en laderas y campos irregulares, lo que aumenta la posibilidad de volcaduras de tractores y equipos. Se deben seguir las reglas generales de seguridad de la operación del tractor y el equipo para evitar volcaduras, al igual que la política de no llevar pasajeros en el equipo, a menos que haya personal adicional presente para la operación adecuada del equipo y se proporcione una plataforma para su seguridad. Se puede encontrar más información sobre el uso adecuado del equipo en el artículo "Mecanización" en este capítulo y en otras partes de este Enciclopedia.
Muchos de estos cultivos también se cultivan en campos irregulares, como en camas, camellones o surcos. Estas características aumentan el peligro cuando se vuelven fangosos, resbaladizos o están ocultos por las malas hierbas o el dosel de las plantas. Caerse frente al equipo es un peligro, al igual que caerse y torcerse o torcerse una parte del cuerpo. Se deben tomar precauciones adicionales, particularmente cuando los campos están húmedos o durante la cosecha, cuando la fruta descartada puede estar debajo de los pies.
La poda mecánica de uvas está aumentando en todo el mundo. La poda mecánica generalmente involucra cuchillos giratorios o dedos para recolectar enredaderas y pasarlas por los cuchillos estacionarios. Este equipo puede ser peligroso para cualquier persona que se encuentre cerca del punto de entrada de los cortadores y debe ser utilizado únicamente por un operador debidamente capacitado.
Las operaciones de cosecha suelen utilizar varias máquinas a la vez, lo que requiere la coordinación y cooperación de todos los operadores de equipos. Las operaciones de cosecha también, por su propia naturaleza, incluyen la recolección y remoción de cultivos, lo que con frecuencia requiere el uso de varillas o paletas vibratorias, dedos peladores, ventiladores, operaciones de corte o rebanado y rastrillos, cualquiera de los cuales es capaz de causar un gran daño físico a las personas. que se enredan en ellos. Se debe tener cuidado de no colocar a ninguna persona cerca de la entrada de dichas máquinas mientras están funcionando. Las protecciones de la máquina siempre deben mantenerse en su lugar y mantenerse. Si se deben quitar las protecciones para lubricación, ajuste o limpieza, se deben reemplazar antes de volver a poner en marcha la máquina. Las protecciones de una máquina en funcionamiento nunca deben abrirse ni quitarse.
Otros peligros
Infecciones
Una de las lesiones más comunes que sufren los trabajadores de la uva y las bayas es un corte o pinchazo, ya sea por espinas en la planta, las herramientas o el enrejado o estructura de soporte. Tales heridas abiertas siempre están sujetas a infecciones por las muchas bacterias, virus o agentes infecciosos presentes en los campos. Tales infecciones pueden causar complicaciones graves, incluso la pérdida de una extremidad o la vida. Todos los trabajadores de campo deben estar protegidos con una vacuna antitetánica actualizada. Los cortes deben lavarse y limpiarse, y aplicarse un agente antibacteriano; cualquier infección que se desarrolle debe ser tratada por un médico inmediatamente.
Picaduras de insectos y picaduras de abejas
Los trabajadores de campo que cuidan y cosechan corren un mayor riesgo de sufrir picaduras de insectos y abejas. Colocar las manos y los dedos en el dosel de la planta para seleccionar y agarrar frutas o bayas maduras aumenta la exposición a abejas e insectos que pueden estar buscando alimento o descansando en el dosel. Algunos insectos también pueden estar alimentándose de las bayas maduras, al igual que los roedores y otras alimañas. La mejor protección es usar mangas largas y guantes siempre que se trabaje en el follaje.
Radiación solar
Estrés por calor
La exposición a la radiación solar y al calor excesivos puede provocar fácilmente agotamiento por calor, insolación o incluso la muerte. El calor añadido al cuerpo humano a través de la radiación solar, el esfuerzo de trabajo y la transferencia de calor del medio ambiente deben ser eliminados del cuerpo a través del sudor o la pérdida de calor sensible. Cuando la temperatura ambiente está por encima de los 37 °C (es decir, la temperatura corporal normal), no puede haber una pérdida de calor sensible, por lo que el cuerpo debe depender únicamente de la transpiración para refrescarse.
La transpiración requiere agua. Cualquier persona que trabaje bajo el sol o en un clima cálido debe beber muchos líquidos durante todo el día. Se debe usar agua o bebidas deportivas, incluso antes de que uno sienta sed. Se debe evitar el alcohol y la cafeína, ya que tienden a actuar como diuréticos y, de hecho, aceleran la pérdida de agua e interfieren con el proceso de regulación del calor del cuerpo. A menudo se recomienda que las personas beban 1 litro por hora de trabajo al sol o en climas cálidos. Una señal de beber líquidos insuficientes es la falta de necesidad de orinar.
Las enfermedades relacionadas con el calor pueden poner en peligro la vida y requieren atención inmediata. Las personas que sufren de agotamiento por calor deben acostarse a la sombra y beber muchos líquidos. Cualquiera que sufra un golpe de calor está en grave peligro y necesita atención inmediata. La asistencia médica debe ser convocada inmediatamente. Si la asistencia no está disponible en cuestión de minutos, se debe intentar enfriar a la víctima sumergiéndola en agua fría. Si la víctima está inconsciente, se debe asegurar la respiración continua mediante primeros auxilios. No le dé líquidos por la boca.
Los signos de enfermedades relacionadas con el calor incluyen sudoración excesiva, debilidad en las extremidades, desorientación, dolores de cabeza, mareos y, en casos extremos, pérdida del conocimiento y también pérdida de la capacidad de sudar. Estos últimos síntomas ponen en peligro la vida de inmediato y se requiere acción.
Trabajar en viñedos y campos de bayas puede aumentar el riesgo de enfermedades relacionadas con el calor. La circulación de aire se reduce entre las filas y existe la ilusión de trabajar parcialmente a la sombra. La alta humedad relativa y las nubes también pueden dar una falsa impresión de los efectos del sol. Es necesario beber muchos líquidos siempre que se trabaje en el campo.
Enfermedades de la piel
La exposición prolongada al sol puede provocar un envejecimiento prematuro de la piel y una mayor probabilidad de cáncer de piel. Las personas expuestas a los rayos directos del sol deben usar ropa o productos de protección solar para protegerse. En latitudes más bajas, incluso unos pocos minutos de exposición al sol pueden provocar quemaduras solares graves, especialmente en personas de tez clara.
Los cánceres de piel pueden comenzar en cualquier parte del cuerpo y los cánceres sospechosos deben ser revisados inmediatamente por un médico. Algunos de los signos frecuentes de cánceres de piel o lesiones precancerosas son cambios en un lunar o marca de nacimiento, un borde irregular, sangrado o un cambio de color, a menudo a un tono marrón o gris. Aquellos con antecedentes de exposición al sol deben someterse a exámenes anuales de detección de cáncer de piel.
Dermatitis de contacto y otras alergias
El contacto frecuente y prolongado con excreciones de plantas o pedazos de plantas puede resultar en sensibilización y casos de alergias de contacto y dermatitis. La prevención mediante el uso de camisas de manga larga, pantalones largos y guantes siempre que sea posible es el curso de acción preferido. Algunas cremas se pueden usar para proporcionar una barrera contra la transferencia de irritantes a la piel. Si la piel no se puede proteger de la exposición a las plantas, lavarla inmediatamente después de que termine el contacto con la planta minimizará los efectos. Los casos de dermatitis con erupciones en la piel o que no cicatrizan deben ser vistos por un médico.
Perfil general
General
La pesca es una de las actividades productivas más antiguas de la humanidad. La investigación arqueológica e histórica muestra que la pesca, tanto de agua dulce como oceánica, estaba muy extendida en las civilizaciones antiguas. De hecho, parece que los asentamientos humanos se establecieron con frecuencia en zonas de buena pesca. Estos hallazgos sobre el papel de la pesca para el sustento humano están confirmados por la investigación antropológica moderna de las sociedades primitivas.
Durante los últimos siglos, las pesquerías del mundo se han transformado radicalmente. Los métodos de pesca tradicionales han sido reemplazados en gran medida por una tecnología más moderna derivada de la revolución industrial. Esto ha sido seguido por un aumento dramático en el esfuerzo de pesca efectivo, un aumento mucho menor en los niveles de captura global y una seria disminución en muchas poblaciones de peces. La industrialización de la pesca mundial también ha provocado la desestabilización y el declive de muchas pesquerías tradicionales. Finalmente, el aumento de la presión pesquera mundial ha dado lugar a disputas internacionales sobre los derechos de pesca.
En 1993, la cosecha mundial de pescado rondaba los 100 millones de toneladas métricas por año (FAO 1995). De esta cantidad, la piscicultura (acuicultura y maricultura) representó alrededor de 16 millones de toneladas. Entonces, las pesquerías del mundo produjeron alrededor de 84 millones de toneladas por año. Unos 77 millones de toneladas proceden de la pesca marina y el resto, unos 7 millones de toneladas, de la pesca continental. Para capturar esta cantidad, había una flota pesquera que contaba con 3.5 millones de barcos y pesaba alrededor de 30 millones de toneladas brutas registradas (FAO 1993, 1995). Hay pocos datos concretos sobre el número de pescadores empleados en la operación de esta flota. La Organización de las Naciones Unidas para la Agricultura y la Alimentación (FAO 1993) ha estimado que pueden ser hasta 13 millones. Hay aún menos información sobre el número de trabajadores empleados en el procesamiento y distribución de la captura. Según estimaciones conservadoras, pueden ser de 1 a 2 veces el número de pescadores. Esto significa que entre 25 y 40 millones de personas pueden estar empleadas directamente en la industria pesquera en todo el mundo.
Asia es, con mucho, el continente pesquero más grande del mundo, con cerca de la mitad de la pesca total anual (FAO 1995). América del Norte y del Sur juntas (30 %) le siguen, seguidas de Europa (15 %). Como continentes pesqueros, África y Oceanía son relativamente insignificantes, con una captura combinada de alrededor del 5% de la captura mundial anual.
En 1993, la nación pesquera más grande en términos de volumen de pesca era China, con alrededor de 10 millones de toneladas de captura marina, lo que corresponde a alrededor del 12% de la captura mundial de peces marinos. Perú y Japón ocuparon el segundo y tercer lugar, con alrededor del 10% de la captura marina mundial cada uno. En 1993, 19 países tenían una captura marina superior a 1 millón de toneladas.
La cosecha mundial de pescado se distribuye entre un gran número de especies y pesquerías. Muy pocas pesquerías tienen un rendimiento anual superior a 1 millón de toneladas. Las mayores en 1993 fueron la pesquería de anchoveta peruana (8.3 millones de toneladas), la pesquería de abadejo de Alaska (4.6 millones de toneladas) y la pesquería de jurel chileno (3.3 millones de toneladas). Juntas, estas tres pesquerías representan aproximadamente 1/5 de la captura marina total del mundo.
Evolución y Estructura de la Industria Pesquera
La combinación del crecimiento de la población y los avances en la tecnología pesquera ha llevado a una gran expansión de la actividad pesquera. Comenzando hace siglos en Europa, esta expansión ha sido particularmente pronunciada en todo el mundo durante el siglo actual. Según las estadísticas de la FAO (FAO 1992, 1995), las capturas mundiales totales se han cuadruplicado desde 1948, de menos de 20 millones de toneladas al nivel actual de alrededor de 80 millones de toneladas. Esto corresponde a casi un 3% de crecimiento anual. Sin embargo, durante los últimos años, la cosecha oceánica se ha estancado en unos 80 millones de toneladas anuales. Dado que el esfuerzo pesquero mundial ha seguido aumentando, esto sugiere que la explotación de las poblaciones de peces más importantes del mundo ya se encuentra en el rendimiento máximo sostenible o lo supera. Por lo tanto, a menos que se exploten nuevas poblaciones de peces, la captura de peces oceánicos no puede aumentar en el futuro.
El procesamiento y la comercialización de la cosecha de pescado también se han expandido considerablemente. Con la ayuda de las mejoras en la tecnología de transporte y conservación, y estimulado por el aumento de los ingresos personales reales, se procesan, empaquetan y comercializan volúmenes cada vez mayores de capturas como productos alimenticios de alto valor. Es probable que esta tendencia continúe a un ritmo aún más rápido en el futuro. Esto significa un valor añadido sustancialmente mayor por unidad de captura. Sin embargo, también representa un reemplazo de la actividad tradicional de procesamiento y distribución de pescado por métodos de producción industrial de alta tecnología. Más grave aún, este proceso (a veces denominado globalización de los mercados de pescado) amenaza con despojar a las comunidades subdesarrolladas de su suministro de pescado básico debido a la sobreoferta del mundo industrializado.
La pesca mundial actual se compone de dos sectores bien diferenciados: la pesca artesanal y la pesca industrial. La mayoría de las pesquerías artesanales son una continuación de las pesquerías locales tradicionales que han cambiado muy poco a lo largo de los siglos. En consecuencia, suelen ser pesquerías de baja tecnología y uso intensivo de mano de obra confinadas a caladeros cercanos a la costa o de bajura (consulte el artículo “Estudio de caso: buzos indígenas”). Las pesquerías industriales, por el contrario, son de alta tecnología y extremadamente intensivas en capital. Los barcos de pesca industrial son generalmente grandes y están bien equipados, y pueden navegar ampliamente por los océanos.
Con respecto al número de embarcaciones y el empleo, el sector artesanal domina las pesquerías del mundo. Casi el 85% de los barcos pesqueros del mundo y el 75% de los pescadores son artesanales. A pesar de esto, debido a su baja tecnología y alcance limitado, la flota artesanal representa solo una pequeña fracción de la pesca mundial. Además, debido a la baja productividad de la flota artesanal, los ingresos de los pescadores artesanales son generalmente bajos y sus condiciones de trabajo malas. El sector de la pesca industrial es económicamente mucho más eficiente. Aunque la flota industrial solo comprende el 15% de los barcos pesqueros del mundo y aproximadamente el 50% del tonelaje total de la flota pesquera mundial, representa más del 80% del volumen de capturas marinas en el mundo.
El aumento de la pesca durante este siglo se debe principalmente a una expansión de la pesca industrial. La flota industrial ha aumentado la eficacia de la actividad de captura en las zonas de pesca tradicionales y ha ampliado el alcance geográfico de las pesquerías desde zonas costeras relativamente poco profundas hasta casi todas las partes de los océanos donde se encuentran los peces. Por el contrario, la pesca artesanal se ha mantenido relativamente estancada, aunque también ha habido avances técnicos en esta parte de la pesca.
Importancia economica
Se estima que el valor actual de la captura mundial de peces en los muelles oscila entre 60 70 y 1993 1995 millones de dólares EE.UU. (FAO XNUMX, XNUMX). Aunque se puede suponer que el procesamiento y la distribución de pescado duplican o triplican esta cantidad, la pesca es, sin embargo, una industria relativamente menor desde una perspectiva global, especialmente cuando se compara con la agricultura, la principal industria de producción de alimentos del mundo. Para ciertas naciones y regiones, sin embargo, la pesca es muy importante. Esto se aplica, por ejemplo, a muchas comunidades que bordean el Atlántico Norte y el Pacífico Norte. Además, en muchas comunidades de África Occidental, América del Sur y el Sudeste Asiático, la pesca es la principal fuente de proteína animal de la población y, en consecuencia, económicamente muy importante.
Gestión pesquera
El esfuerzo pesquero mundial ha aumentado considerablemente durante este siglo, especialmente después del final de la Segunda Guerra Mundial. Como resultado, muchas de las poblaciones de peces más valiosas del mundo se han agotado hasta el punto en que el aumento del esfuerzo de pesca conduce en realidad a una caída en el nivel de captura sostenible. La FAO estima que la mayoría de las principales poblaciones de peces del mundo están totalmente utilizadas o sobreexplotadas en este sentido (FAO 1995). Como resultado, la captura de muchas de las especies más importantes del mundo se ha reducido y, a pesar de los continuos avances en la tecnología pesquera y los aumentos en el precio real del pescado, los beneficios económicos de la actividad pesquera han disminuido.
Frente a la disminución de las poblaciones de peces y la disminución de la rentabilidad de la industria pesquera, la mayoría de las naciones pesqueras del mundo han buscado activamente medios para remediar la situación. Estos esfuerzos generalmente han seguido dos rutas: extensiones de las jurisdicciones pesqueras nacionales a 200 millas náuticas y más, y la imposición de nuevos sistemas de gestión pesquera dentro de las jurisdicciones pesqueras nacionales.
Se han empleado muchos métodos diferentes de ordenación pesquera con el fin de mejorar la economía de la pesca. Reconociendo que la fuente del problema de las pesquerías es la naturaleza de propiedad común de las poblaciones de peces, los sistemas de manejo de pesquerías más avanzados buscan resolver el problema definiendo derechos de cuasi-propiedad en las pesquerías. Un método común es establecer la captura total permisible para cada especie y luego asignar esta captura total permisible a empresas pesqueras individuales en forma de cuotas de captura individuales. Estas cuotas de captura constituyen un derecho de propiedad en la pesca. Siempre que las cuotas sean negociables, a la industria pesquera le resulta ventajoso restringir el esfuerzo de pesca al mínimo necesario para capturar la captura total permitida y, siempre que las cuotas sean también permanentes, ajustar el tamaño de la flota pesquera a las necesidades a largo plazo. rendimiento sostenible de la pesca. Este método de gestión pesquera (generalmente conocido como el sistema de cuota individual transferible (ITQ)) se está expandiendo rápidamente en el mundo actual y parece probable que se convierta en la norma de gestión para el futuro.
La gama cada vez mayor de jurisdicciones pesqueras nacionales y los sistemas de gestión basados en derechos de propiedad que se están implementando dentro de ellas implican una reestructuración sustancial de la pesca. El cercamiento virtual de los océanos del mundo por parte de las jurisdicciones pesqueras nacionales, que ya está en marcha, obviamente eliminará casi por completo la pesca en aguas distantes. Los sistemas de gestión pesquera basados en derechos de propiedad también representan una mayor incursión de las fuerzas del mercado en la pesca. La pesca industrial es económicamente más eficiente que la pesca artesanal. Además, las empresas pesqueras industriales están en mejores condiciones para adaptarse a los nuevos sistemas de gestión pesquera que los pescadores artesanales. Por lo tanto, parece que la evolución actual de la gestión pesquera plantea otra amenaza para la forma de pesca artesanal. Dado esto y la necesidad de reducir el esfuerzo pesquero general, parece inevitable que el nivel de empleo en las pesquerías del mundo caiga drásticamente en el futuro.
Cultivos de huerta
Generalmente, las fincas donde crecen árboles frutales en las zonas templadas se denominan huertas; los árboles tropicales se cultivan típicamente en plantaciones o arboledas de aldeas. Los árboles frutales naturales se han criado y seleccionado a lo largo de los siglos para producir una diversidad de cultivares. Los cultivos de huertas templadas incluyen manzanas, peras, melocotones, nectarinas, ciruelas, albaricoques, cerezas, caquis y ciruelas pasas. Los cultivos de nueces que se cultivan en climas templados o semitropicales incluyen la nuez, la almendra, la nuez, la avellana, la avellana, la castaña y el pistacho. Los cultivos de huerta semitropical incluyen naranja, pomelo, mandarina, lima, limón, higos, kiwis, tangelo, kumquat, calamondin (naranja de Panamá), cidra, pomelo javanés y dátil.
Sistemas de huerta
El cultivo de árboles frutales implica varios procesos. Los horticultores pueden optar por propagar su propio material ya sea plantando semillas o asexualmente a través de una o más técnicas de corte, injerto o cultivo de tejidos. Los horticultores aran o aran el suelo para plantar árboles, cavan hoyos en el suelo, plantan el árbol y agregan agua y fertilizante.
Hacer crecer el árbol requiere fertilización, control de malezas, riego y protección del árbol contra las heladas primaverales. El fertilizante se aplica agresivamente durante los primeros años de crecimiento de un árbol. Los componentes de las mezclas de fertilizantes utilizados incluyen nitrato y sulfato de amonio, fertilizante elemental (nitrógeno, fósforo y potasio), harina de semilla de algodón, harina de sangre, harina de pescado, lodos de depuradora esterilizados y urea formaldehído (liberación lenta). Las malas hierbas se controlan cubriendo, labrando, cortando, cavando y aplicando herbicidas. Los insecticidas y fungicidas se aplican con rociadores, que son tirados por tractores en las operaciones más grandes. Varias plagas pueden dañar la corteza o comerse la fruta, incluidas las ardillas, los conejos, los mapaches, las zarigüeyas, los ratones, las ratas y los ciervos. Los controles incluyen redes, trampas vivas, cercos eléctricos y armas, así como disuasivos visuales u olorosos.
Las heladas primaverales pueden destruir las flores en cuestión de horas. Los rociadores aéreos se utilizan para mantener una mezcla de agua y hielo para que la temperatura no descienda por debajo del punto de congelación. Se pueden aplicar productos químicos especiales de protección contra heladas con el agua para controlar las bacterias formadoras de hielo, que pueden atacar el tejido dañado del árbol. También se pueden usar calentadores en el huerto para evitar la congelación, y pueden encenderse con aceite en áreas abiertas o con bombillas eléctricas incandescentes debajo de una película de plástico sostenida por marcos de tubos de plástico.
Las herramientas de poda pueden transmitir enfermedades, por lo que se sumergen en una solución de cloro con agua o alcohol isopropílico después de podar cada árbol. Todas las ramas y recortes se eliminan, trituran y compostan. Las extremidades están entrenadas, lo que requiere colocar andamios entre las extremidades, construir enrejados, clavar estacas verticales en el suelo y atar las extremidades a estos dispositivos.
La abeja melífera es el principal polinizador de los árboles frutales. El anillado parcial (cortes con cuchillo en la corteza a cada lado del tronco) del melocotonero y el peral puede estimular la producción. Para evitar el exceso de retraso en el crecimiento, la rotura de ramas y el porte irregular, los horticultores adelgazan la fruta a mano o químicamente. El insecticida carbaril (Sevin), un fotoinhibidor, se usa para el adelgazamiento químico.
La recolección manual de frutas requiere subir escaleras, alcanzar la fruta o las nueces, colocar la fruta en contenedores y llevar el contenedor lleno por la escalera hasta un área de recolección. Las nueces son arrancadas de los árboles con palos largos y recolectadas manualmente o por una máquina especial que envuelve y sacude el tronco del árbol y atrapa y automáticamente canaliza las nueces en un recipiente. Los camiones y remolques se utilizan comúnmente en el campo durante la cosecha y para el transporte en la vía pública.
Peligros de cultivos de árboles
Los horticultores utilizan una variedad de productos químicos agrícolas, incluidos fertilizantes, herbicidas, insecticidas y fungicidas. Las exposiciones a pesticidas ocurren durante la aplicación, por residuos durante varias tareas, por la deriva de pesticidas, durante la mezcla y carga y durante la cosecha. Los empleados también pueden estar expuestos a ruidos, escapes de diesel, solventes, combustibles y aceites. El melanoma maligno también es elevado para los horticultores, especialmente en el tronco, el cuero cabelludo y los brazos, presumiblemente por la luz solar (exposición ultravioleta). La manipulación de algunos tipos de frutas, especialmente los cítricos, puede causar alergias u otros problemas en la piel.
Las segadoras rotativas son máquinas populares para cortar malezas. Estos cortacéspedes están acoplados y accionados por tractores. Los pasajeros de los tractores pueden caerse y resultar gravemente heridos o morir a causa del cortacésped, y los escombros pueden salir disparados cientos de metros y causar lesiones.
La construcción de cercas, enrejados y estacas verticales en los huertos puede requerir el uso de excavadoras para postes montadas en tractores o clavadoras de postes. Las excavadoras de agujeros para postes son barrenas impulsadas por tractores que perforan agujeros de 15 a 30 cm de diámetro. Los hincapostes son hincadores de impacto impulsados por tractores para clavar postes en el suelo. Ambas máquinas son peligrosas si no se operan correctamente.
El fertilizante seco puede causar quemaduras en la piel e irritación de la boca, la nariz y los ojos. El mecanismo giratorio en la parte trasera de un esparcidor centrífugo también es una fuente de lesiones. Los esparcidores también se limpian con combustible diesel, que presenta un riesgo de incendio.
Las muertes entre los trabajadores de los huertos pueden ocurrir por choques de vehículos motorizados, volcaduras de tractores, incidentes con maquinaria agrícola y electrocuciones por tuberías de riego en movimiento o escaleras que entran en contacto con líneas eléctricas aéreas. Para trabajos en huertos, las estructuras de protección contra vuelcos (ROP) se quitan comúnmente de los tractores debido a su interferencia con las ramas de los árboles.
El manejo manual de frutas y nueces en las operaciones de recolección y transporte coloca a los horticultores en
riesgo de esguince y lesión por distensión. Además, las herramientas manuales como cuchillos y tijeras son un peligro de cortes en el trabajo del huerto. Los horticultores también están expuestos a la caída de objetos de los árboles durante la cosecha y lesiones por caídas de escaleras.
Control de peligros
En el uso de pesticidas, primero se debe identificar la plaga para que se pueda usar el método de control y el momento de control más efectivos. Se deben seguir los procedimientos de seguridad en la etiqueta, incluido el uso de equipo de protección personal. El estrés por calor es un peligro cuando se usa equipo de protección, por lo que se necesitan descansos frecuentes y mucha agua potable. Se debe prestar atención para permitir suficiente tiempo de reingreso para evitar exposiciones peligrosas a los residuos de pesticidas, y se debe evitar la deriva de pesticidas de las aplicaciones en otras partes del huerto. Se necesitan buenas instalaciones sanitarias y los guantes pueden ser útiles para evitar trastornos de la piel. Además, la tabla 1 muestra varias precauciones de seguridad al operar segadoras rotativas, perforadoras de hoyos para postes, clavadoras de postes y esparcidores de fertilizantes.
Tabla 1. Precauciones de seguridad para segadoras rotativas, excavadoras de hoyos para postes y clavadoras de postes
Segadoras rotativas (cortadores)
- Evite cortar sobre tocones de árboles, metales y rocas, que pueden convertirse en proyectiles lanzados
de la segadora.
- Mantenga a las personas fuera del área de trabajo para evitar ser golpeadas por objetos voladores.
- Mantenga los protectores de cadena alrededor del cortacésped para evitar que los proyectiles salgan disparados.
- arrojado desde la cortadora de césped.
- No permita pasajeros en el tractor para evitar una caída debajo del cortacésped.
- Mantenga los protectores de la toma de fuerza en su lugar.
- Desengrane la toma de fuerza antes de arrancar el tractor.
- Tenga cuidado al girar en esquinas cerradas y tirar de cortacéspedes remolcados para no
atrapar el cortacésped en la rueda del tractor, lo que puede resultar en que el cortacésped se
lanzada hacia el operador.
- Utilice pesos en las ruedas delanteras cuando esté conectado a un cortacésped mediante el enganche de tres puntos para que
como para mantener las ruedas delanteras girando para mantener el control de la dirección.
- Utilice neumáticos anchos si es posible para aumentar la estabilidad del tractor.
- Baje el cortacésped al suelo antes de dejarlo desatendido.
Excavadoras de postes (sinfines montados en tractor)
- Cambie la transmisión a estacionamiento o neutral antes de la operación.
- Ponga los frenos del tractor antes de excavar.
- Haga funcionar la excavadora lentamente para mantener el control.
- Cava el hoyo en pequeños pasos.
- Nunca use cabello, ropa o cordones sueltos al excavar.
- Mantenga a todos alejados de la barrena y los ejes de potencia al excavar.
- Detenga la barrena y bájela al suelo cuando no esté excavando.
- No encienda la energía al desalojar una barrena. Retire los sinfines alojados
manualmente girándolo en sentido contrario a las agujas del reloj y luego levante hidráulicamente el sinfín con el tractor.
Publicar controladores (montado en tractor, atornillador de impacto)
- Apague el motor del tractor y baje el martillo antes de la lubricación o el ajuste.
- Nunca coloque las manos entre la parte superior del poste y el martillo.
- No exceda el golpe de martillo recomendado por minuto.
- Utilice una guía para sujetar el poste durante la conducción en caso de que se rompa.
- Mantenga las manos alejadas de los postes que están a punto de ser conducidos.
- Coloque todos los protectores en su lugar antes de la operación.
- Utilice gafas de seguridad y protección auditiva durante el funcionamiento.
Esparcido de fertilizantes (mecánico)
- Manténgase alejado de la parte trasera de los esparcidores de fertilizante.
- No desenchufe un esparcidor mientras está funcionando.
- Trabaje en áreas bien ventiladas lejos de fuentes de ignición al limpiar
los esparcidores con combustible diesel.
- Mantenga el polvo fuera de la piel, use camisas de manga larga y cuello abotonado cuando
manejo de fertilizante seco. Lava varias veces al día.
- Trabaje con el viento soplando lejos del trabajo.
- Los operadores de tractores deben conducir el viento cruzado hacia el esparcidor para evitar que el polvo les caiga encima.
Cuando los ROP interfieran con el trabajo del huerto, se deben instalar ROP plegables o telescópicos. El operador no debe estar abrochado en el asiento cuando opera sin un ROP desplegado. Tan pronto como lo permita el espacio libre superior, se deben desplegar los ROP y abrochar el cinturón de seguridad.
Para evitar caídas, se debe prohibir el uso del peldaño superior de la escalera, los peldaños de la escalera deben tener superficies antideslizantes y los trabajadores deben recibir capacitación y orientación sobre el uso adecuado de la escalera al comienzo de su empleo. Se deben usar escaleras no conductoras o escaleras con aisladores diseñados para evitar posibles descargas eléctricas si entran en contacto con una línea eléctrica.
" EXENCIÓN DE RESPONSABILIDAD: La OIT no se responsabiliza por el contenido presentado en este portal web que se presente en un idioma que no sea el inglés, que es el idioma utilizado para la producción inicial y la revisión por pares del contenido original. Ciertas estadísticas no se han actualizado desde la producción de la 4ª edición de la Enciclopedia (1998)."