- Sei qui:
-
Casa

- Parte X. Industrie basate su risorse biologiche

bambini categorie

64. Agricoltura e industrie basate sulle risorse naturali (34)

64. Agricoltura e industrie basate sulle risorse naturali
Editor del capitolo: Melvin L.Myers
Sommario
Tabelle e figure
Profilo generale
Melvin L.Myers
Caso di studio: aziende agricole familiari
Ted Scharf, David E. Baker e Joyce Salg
Sistemi di allevamento
piantagioni
Melvin L. Myers e IT Cabrera
Lavoratori agricoli migranti e stagionali
Marc B. Schenker
Agricoltura Urbana
Melvin L.Myers
Operazioni in serra e vivaio
Mark M. Methner e John A. Miglia
Floricoltura
Samuel H. Henao
Istruzione dei lavoratori agricoli sui pesticidi: un caso di studio
Merry Weinger
Operazioni di piantagione e coltivazione
Yuri Kundiev e VI Chernyuk
Operazioni di raccolta
William E. Campo
Operazioni di stoccaggio e trasporto
Thomas L. Fagiolo
Operazioni manuali in agricoltura
Pranab Kumar Nag
Meccanizzazione
Dennis Murphy
Caso di studio: macchine agricole
LW Knapp, Jr.
Colture alimentari e fibre
Riso
Malinee Wongphanich
Grani agricoli e semi oleosi
Charles Schwab
Coltivazione e lavorazione della canna da zucchero
RA Munoz, EA Suchman, JM Baztarrica e Carol J. Lehtola
Raccolta delle patate
Steven Johnson
Verdure e Meloni
BH Xu e Toshio Matsushita
Colture arboree, di rovo e di vite
Bacche e Uva
William E.Steinke
Colture di frutteto
Melvin L.Myers
Albero tropicale e colture di palme
Melvin L.Myers
Produzione di corteccia e linfa
Melvin L.Myers
Bambù e canna
Melvin L. Myers e YC Ko
Colture Speciali
Coltivazione del tabacco
Gerald F.Peedin
Ginseng, Menta e Altre Erbe
Larry J. Chapman
funghi
LJLD Van Griensven
Piante acquatiche
Melvin L. Myers e JWG Lund
Colture di bevande
Coltivazione del caffè
Jorge da Rocha Gomes e Bernardo Bedrikow
Coltivazione del tè
Fernando LVR
Luppolo
Thomas Karsky e William B. Symons
Problemi di salute e ambiente
Problemi di salute e modelli di malattia in agricoltura
Melvin L.Myers
Caso di studio: agromedicina
Stanley H. Schuman e Jere A. Brittain
Problemi ambientali e di salute pubblica in agricoltura
Melvin L.Myers
tavoli
Fare clic su un collegamento sottostante per visualizzare la tabella nel contesto dell'articolo.
1. Fonti di nutrienti
2. Dieci passaggi per un'indagine sui rischi del lavoro nelle piantagioni
3. I sistemi agricoli nelle aree urbane
4. Consigli di sicurezza per attrezzature da prato e da giardino
5. Categorizzazione delle attività agricole
6. Pericoli comuni del trattore e come si verificano
7. Rischi comuni dei macchinari e dove si verificano
8. Precauzioni di sicurezza
9. Alberi tropicali e subtropicali, frutti e palme
10 Prodotti di palma
11 Prodotti e usi di corteccia e linfa
12 Rischi respiratori
13 Rischi dermatologici
14 Rischi tossici e neoplastici
15 Rischi di lesioni
16 Ferite da tempo perso, Stati Uniti, 1993
17 Rischi di stress meccanico e termico
18 Rischi comportamentali
19 Confronto di due programmi di agromedicina
20 Colture geneticamente modificate
21 Coltivazione di droghe illecite, 1987, 1991 e 1995
Cifre
Punta su una miniatura per vedere la didascalia della figura, fai clic per vedere la figura nel contesto dell'articolo.
|
|







































65. Industria delle bevande (10)
65. Industria delle bevande
Editor del capitolo: Lance A. Ward
Sommario
Tabelle e figure
Profilo generale
Davide Fransone
Produzione di concentrati per bevande analcoliche
Zaida Colón
Imbottigliamento e inscatolamento di bevande analcoliche
Matteo Hirsheimer
Industria del caffè
Jorge da Rocha Gomes e Bernardo Bedrikow
Industria del tè
Lou Piombino
Industria dei distillati
RG Aldi e Rita Seguin
Industria del vino
Álvaro Durao
Industria della birra
JF Eustachio
Preoccupazioni per la salute e l'ambiente
Lance A. Ward
tavoli
Fare clic su un collegamento sottostante per visualizzare la tabella nel contesto dell'articolo.
1. Importatori selezionati di caffè (in tonnellate)
Cifre
Punta su una miniatura per vedere la didascalia della figura, fai clic per vedere la figura nel contesto dell'articolo.








66. Pesca (10)
66. pesca
Redattori del capitolo: Hulda Ólafsdóttir e Vilhjálmur Rafnsson
Sommario
Tabelle e figure
Profilo generale
Ragnar Arnason
Caso di studio: subacquei indigeni
David Gold
Principali settori e processi
Hjálmar R. Bardarson
Caratteristiche psicosociali della forza lavoro in mare
Eva Munk-Madsen
Caso di studio: donne che pescano
Caratteristiche psicosociali della forza lavoro nella lavorazione del pesce a terra
Marit Husmo
Effetti sociali dei villaggi di pescatori a settore unico
Barbara Nei
Problemi di salute e modelli di malattia
Vilhjálmur Rafnsson
Disturbi muscoloscheletrici tra pescatori e lavoratori nell'industria della lavorazione del pesce
Hulda Ólafsdottir
Pesca commerciale: questioni ambientali e di salute pubblica
Bruce McKay e Kieran Mulvaney
tavoli
Fare clic su un collegamento sottostante per visualizzare la tabella nel contesto dell'articolo.
1. Dati sulla mortalità per infortuni mortali tra i pescatori
2. I lavori o i luoghi più importanti correlati al rischio di infortuni
Cifre
Punta su una miniatura per vedere la didascalia della figura, fai clic per vedere la figura nel contesto dell'articolo.









67. Industria alimentare (11)
67. Industria alimentare
Editor del capitolo: Deborah E. Berkowitz
Sommario
Tabelle e figure
Panoramica ed effetti sulla salute
Processi dell'industria alimentare
M. Malagié, G. Jensen, JC Graham e Donald L. Smith
Effetti sulla salute e modelli di malattia
John J.Svagr
Tutela dell'ambiente e problemi di salute pubblica
Jerry Spiegel
Settori della trasformazione alimentare
Confezionamento/lavorazione della carne
Deborah E. Berkowitz e Michael J. Fagel
Lavorazione del pollame
Tony Ashdown
Industria dei prodotti lattiero-caseari
Marianne Smukowski e Norman Brusk
La produzione di cacao e l'industria del cioccolato
Anaide Vilasboas de Andrade
Grano, macinazione del grano e prodotti di consumo a base di grano
Thomas E. Hawkinson, James J. Collins e Gary W. Olmstead
panetterie
RF Villard
Industria della barbabietola da zucchero
Carol J. Lehtola
Olio e Grasso
Pantalone NM
tavoli
Fare clic su un collegamento sottostante per visualizzare la tabella nel contesto dell'articolo.
1. Le industrie alimentari, le loro materie prime e processi
2. Malattie professionali comuni nell'industria alimentare e delle bevande
3. Tipi di infezioni segnalate nelle industrie alimentari e delle bevande
4. Esempi di utilizzo di sottoprodotti dell'industria alimentare
5. Rapporti tipici di riutilizzo dell'acqua per diversi sottosettori industriali
Cifre
Punta su una miniatura per vedere la didascalia della figura, fai clic per vedere la figura nel contesto dell'articolo.








68. Silvicoltura (17)
68. Silvicoltura
Editor del capitolo: Peter Poschen
Sommario
Tabelle e figure
Profilo generale
Pietro Poschen
Raccolta del legno
Dennis Dykstra e Peter Poschen
Trasporto di legname
Olli Eeronheimo
Raccolta di prodotti forestali non legnosi
Rodolfo Heinrich
Piantagione di alberi
Denis Giguere
Gestione e controllo degli incendi boschivi
Mike Jurvelius
Rischi per la sicurezza fisica
Bengt Pontén
Carico fisico
Bengt Pontén
Fattori psicosociali
Peter Poschen e Marja-Liisa Juntunen
Rischi chimici
Juhani Kanga
Rischi biologici tra i lavoratori forestali
Jörg Augusta
Norme, legislazione, regolamenti e codici di pratiche forestali
Othmar Wettmann
Equipaggiamento per la protezione personale
Eero Korhonen
Condizioni di lavoro e sicurezza nei lavori forestali
Lucie Laflamme e Esther Cloutier
Competenze e Formazione
Pietro Poschen
Condizioni di vita
Elias Apud
Problemi di salute ambientale
Shane mcmahon
tavoli
Fare clic su un collegamento sottostante per visualizzare la tabella nel contesto dell'articolo.
1. Superficie forestale per regione (1990)
2. Categorie ed esempi di prodotti forestali non legnosi
3. Pericoli ed esempi di raccolta non legnosa
4. Carico tipico trasportato durante la semina
5. Raggruppamento degli incidenti di piantagione di alberi per parti del corpo colpite
6. Dispendio energetico nel lavoro forestale
7. Prodotti chimici utilizzati nella silvicoltura in Europa e Nord America negli anni '1980
8. Selezione di infezioni comuni in silvicoltura
9. Dispositivi di protezione individuale idonei per le operazioni forestali
10 Potenziali benefici per la salute ambientale
Cifre
Punta su una miniatura per vedere la didascalia della figura, fai clic per vedere la figura nel contesto dell'articolo.
|
|



















69. Caccia (2)
69. A caccia
Editor del capitolo: George A. Conway
Sommario
tavoli
Un profilo di caccia e cattura negli anni '1990
Giovanni N. Trento
Malattie associate alla caccia e alla cattura
Maria E. Marrone
tavoli
Fare clic su un collegamento sottostante per visualizzare la tabella nel contesto dell'articolo.
1. Esempi di malattie potenzialmente significative per cacciatori e trapper
70. Allevamento di bestiame (21)
70. Allevamento di bestiame
Editor del capitolo: Melvin L.Myers
Sommario
Tabelle e figure
Allevamento di bestiame: la sua estensione e gli effetti sulla salute
Melvin L.Myers
Problemi di salute e modelli di malattia
Kendall Thu, Craig Zwerling e Kelley Donham
Caso di studio: problemi di salute sul lavoro correlati agli artopodi
Donald Barnardo
Colture foraggere
Lorann Stallones
Confinamento del bestiame
Kelly Donham
Zootecnia
Dean T. Stueland e Paul D. Gunderson
Caso di studio: comportamento animale
David L. Duro
Gestione del letame e dei rifiuti
Guglielmo Popendorf
Una lista di controllo per le pratiche di sicurezza dell'allevamento del bestiame
Melvin L.Myers
Prodotti lattiero-caseari
Giovanni maggio
Bovini, ovini e caprini
Melvin L.Myers
Pigs
Melvin L.Myers
Pollame e produzione di uova
Steven W. Lenhart
Caso di studio: cattura, trasporto e lavorazione di pollame vivo
Tony Ashdown
Cavalli e altri equini
Lynn Barroby
Caso di studio: elefanti
Melvin L.Myers
Animali da tiro in Asia
DD Gioshi
Alzare il Toro
David L. Duro
Produzione di animali da compagnia, da pelliccia e da laboratorio
Christian E. Nuovo arrivato
Piscicoltura e acquacoltura
George A. Conway e Ray RaLonde
Apicoltura, allevamento di insetti e produzione di seta
Melvin L. Myers e Donald Barnard
tavoli
Fare clic su un collegamento sottostante per visualizzare la tabella nel contesto dell'articolo.
1. Usi zootecnici
2. Produzione zootecnica internazionale (1,000 tonnellate)
3. Produzione annuale di feci di bestiame e urina negli Stati Uniti
4. Tipi di problemi di salute umana associati al bestiame
5. Zoonosi primarie per regione del mondo
6. Occupazioni diverse e salute e sicurezza
7. Potenziali rischi di artropodi sul posto di lavoro
8. Reazioni normali e allergiche alla puntura di insetto
9. Composti identificati nel confinamento dei suini
10 Livelli ambientali di vari gas nel confinamento dei suini
11 Malattie respiratorie associate alla produzione suina
12 Malattie zoonotiche degli allevatori di bestiame
13 Proprietà fisiche del letame
14 Alcuni importanti benchmark tossicologici per l'idrogeno solforato
15 Alcune procedure di sicurezza relative agli spandiletame
16 Tipi di ruminanti addomesticati come bestiame
17 Processi di allevamento del bestiame e potenziali pericoli
18 Malattie respiratorie da esposizioni in allevamenti
19 Zoonosi associate ai cavalli
20 Potenza di tiraggio normale di vari animali
Cifre
Punta su una miniatura per vedere la didascalia della figura, fai clic per vedere la figura nel contesto dell'articolo.
|
|










71. Legname (4)
71. Legname
Redattori di capitoli: Paul Demers e Kay Teschke
Sommario
Tabelle e figure
Profilo generale
Paolo Demers
Principali settori e processi: rischi e controlli sul lavoro
Hugh Davies, Paul Demers, Timo Kauppinen e Kay Teschke
Modelli di malattia e infortunio
Paolo Demers
Problemi ambientali e di salute pubblica
Kay Teschke e Anya Keefe
tavoli
Fare clic su un collegamento sottostante per visualizzare la tabella nel contesto dell'articolo.
1. Produzione di legno stimata nel 1990
2. Produzione stimata di legname per i 10 maggiori produttori mondiali
3. Rischi OHS per area di processo dell'industria del legname
Cifre
Punta su una miniatura per vedere la didascalia della figura, fai clic per vedere la figura nel contesto dell'articolo.






72. Industria della carta e della cellulosa (13)
72. Industria della carta e della cellulosa
Redattori di capitoli: Kay Teschke e Paul Demers
Sommario
Tabelle e figure
Profilo generale
Kay Teschke
Principali settori e processi
Fonti di fibre per pasta di legno e carta
Anya Keefe e Kay Teschke
Manipolazione del legno
Anya Keefe e Kay Teschke
Spappolando
Anya Keefe, George Astrakianakis e Judith Anderson
sbiancante
George Astrakianakis e Judith Anderson
Operazioni con carta riciclata
Dick Heederik
Produzione e trasformazione di lastre: cellulosa, carta, cartone
George Astrakianakis e Judith Anderson
Generazione di energia e trattamento delle acque
George Astrakianakis e Judith Anderson
Produzione di prodotti chimici e sottoprodotti
George Astrakianakis e Judith Anderson
Rischi e controlli sul lavoro
Kay Teschke, George Astrakianakis, Judith Anderson, Anya Keefe e Dick Heederik
Modelli di malattia e infortunio
Lesioni e malattie non maligne
Susan Kennedy e Kjell Torén
Cancro
Kjell Torén e Kay Teschke
Problemi ambientali e di salute pubblica
Anya Keefe e Kay Teschke
tavoli
Fare clic su un collegamento sottostante per visualizzare la tabella nel contesto dell'articolo.
1. Occupazione e produzione in paesi selezionati (1994)
2. Costituenti chimici delle fonti di cellulosa e fibre di carta
3. Agenti sbiancanti e loro condizioni d'uso
4. Additivi per la fabbricazione della carta
5. Potenziali rischi per la salute e la sicurezza per area di processo
6. Studi su cancro del polmone e dello stomaco, linfoma e leucemia
7. Sospensioni e domanda biologica di ossigeno nel macero
Cifre
Punta su una miniatura per vedere la didascalia della figura, fai clic per vedere la figura nel contesto dell'articolo.
|
|












Verdure e Meloni
Viene coltivata un'ampia varietà di verdure (piante erbacee) per ottenere foglie, steli, radici, frutti e semi commestibili. Le colture includono insalate a foglia (ad es. lattuga e spinaci), radici (ad es. barbabietole, carote, rape), colture di cole (cavoli, broccoli, cavolfiori) e molte altre coltivate per i loro frutti o semi (ad es. piselli, fagioli, zucche, meloni, pomodori).
Dagli anni '1940, la natura dell'agricoltura vegetale, in particolare in Nord America e in Europa, è cambiata radicalmente. In precedenza, la maggior parte degli ortaggi freschi veniva coltivata vicino ai centri abitati da orti o agricoltori ed erano disponibili solo durante o subito dopo il raccolto. La crescita dei supermercati e lo sviluppo di grandi aziende di trasformazione alimentare hanno creato una domanda di forniture di verdure costanti per tutto l'anno. Allo stesso tempo, la produzione di ortaggi su larga scala nelle fattorie commerciali è diventata possibile in aree lontane dai principali centri abitati grazie ai sistemi di irrigazione in rapida espansione, al miglioramento degli spray contro gli insetti e al controllo delle infestanti e allo sviluppo di macchinari sofisticati per la semina, l'irrorazione, la raccolta e la cernita . Oggi, la principale fonte di verdure fresche negli Stati Uniti sono le aree a lunga stagione, come gli stati di California, Florida, Texas e Arizona e Messico. L'Europa meridionale e il Nord Africa sono le principali fonti vegetali per l'Europa settentrionale. Molte verdure vengono coltivate anche in serra. I mercati degli agricoltori che vendono prodotti locali, tuttavia, rimangono il principale sbocco per i coltivatori di ortaggi in gran parte del mondo, in particolare in Asia, Africa e Sud America.
L'orticoltura richiede competenze e cure sostanziali per garantire la produzione di ortaggi di alta qualità che verranno venduti. Le operazioni di coltivazione di ortaggi comprendono la preparazione del terreno, la semina e la coltivazione di colture, la raccolta, la lavorazione e il trasporto. Il controllo delle infestanti e dei parassiti e la gestione dell'acqua sono fondamentali.
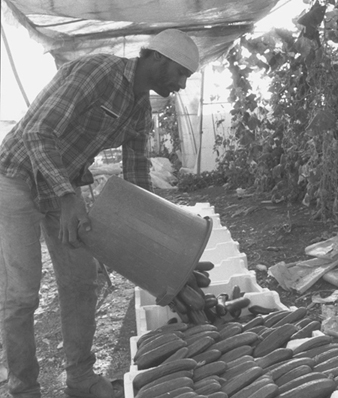
I lavoratori di ortaggi e meloni sono esposti a molti rischi professionali nel loro ambiente di lavoro, che includono piante e loro prodotti, prodotti agrochimici per il controllo di parassiti e oli e detergenti per la manutenzione e la riparazione di macchinari. Anche il lavoro manuale o automatico costringe i lavoratori in posizioni scomode (vedi figura 1). I disturbi muscoloscheletrici come la lombalgia sono importanti problemi di salute in questi lavoratori. Gli attrezzi e le macchine agricole utilizzate con ortaggi e meloni danno luogo a rischi elevati di lesioni traumatiche e vari danni alla salute simili a quelli osservati in altri lavori agricoli. Inoltre, i coltivatori all'aperto sono esposti alla radiazione solare e al calore, mentre l'esposizione a pollini, endotossine e funghi dovrebbe essere presa in considerazione tra i coltivatori in serra. Pertanto, in queste popolazioni si può trovare un'ampia varietà di disturbi legati al lavoro.
Figura 1. Lavoro manuale in un'azienda agricola vicino ad Assam, in Giordania
Le allergie alimentari a verdure e meloni sono ben note. Sono per lo più provocati da allergeni vegetali e possono provocare una reazione immediata. Clinicamente, i sintomi mucocutanei e respiratori compaiono nella maggior parte dei pazienti. L'allergia professionale tra i lavoratori del settore vegetale differisce dall'allergia alimentare in diversi modi. Gli allergeni occupazionali sono diversi, compresi quelli di origine vegetale, chimici e derivati biologici. È stato segnalato che carciofo, cavoletti di Bruxelles, cavolo, carota, sedano, cicoria, erba cipollina, indivia, aglio, rafano, porro, lattuga, gombo, cipolla, prezzemolo e pastinaca contengono allergeni vegetali e sensibilizzano i lavoratori del settore. Le allergie professionali agli allergeni del melone, tuttavia, sono raramente segnalate. Solo pochi allergeni da verdure e meloni sono stati isolati e identificati a causa della difficoltà e complessità delle tecniche di laboratorio richieste. La maggior parte degli allergeni, specialmente quelli di origine vegetale, sono liposolubili, ma alcuni sono idrosolubili. La capacità di sensibilizzazione varia anche a seconda di fattori botanici: gli allergeni possono essere sequestrati in canali di resina e rilasciati solo quando le verdure sono ammaccate. Tuttavia, in altri casi possono essere prontamente rilasciati da fragili peli granulari, o essere espulsi sulla foglia, ricoprire i pollini o essere ampiamente disseminati dall'azione del vento sui tricomi (escrescenze simili a peli sulle piante).
Clinicamente, le malattie professionali allergiche più comuni riportate nei lavoratori dell'orto sono la dermatite allergica, l'asma e la rinite. In alcuni casi si possono osservare alveolite allergica estrinseca, fotodermatite allergica e orticaria allergica (orticaria). Va sottolineato che verdure, meloni, frutta e pollini hanno alcuni allergeni in comune o allergeni cross-reattivi. Ciò implica che le persone atopiche e gli individui con un'allergia a uno di questi possono diventare più suscettibili di altri allo sviluppo di allergie professionali. Per lo screening e la diagnosi di queste allergie professionali, sono attualmente disponibili numerosi test immunitari. In generale, il prick test, il test intradermico, la misurazione dell'anticorpo IgE allergene-specifico e in vivo allergen challenge test sono utilizzati per le allergie immediate, mentre il patch test può essere scelto per l'allergia di tipo ritardato. Il test di proliferazione dei linfociti allergene-specifici e la produzione di citochine sono utili nella diagnosi di entrambi i tipi di allergia. Questi test possono essere eseguiti utilizzando verdure autoctone, i loro estratti e le sostanze chimiche rilasciate.
Nei lavoratori vegetali si osservano dermatosi come pachilosi, ipercheratosi, cromatosi da lesione delle unghie e dermatiti. In particolare, le dermatiti da contatto, sia irritative che allergiche, sono più frequenti. La dermatite irritativa è causata da fattori chimici e/o fisici. Le parti vegetali come i tricomi, le spicole, i peli grossolani, le pelli di rapa e le spine sono responsabili della maggior parte di questa irritazione. Le dermatiti allergiche, invece, vengono classificate in immediate e ritardate in base alla loro immunopatogenesi. Il primo è mediato da risposte immunitarie umorali, mentre il secondo è mediato da risposte immunitarie cellulari.
Clinicamente, molti pazienti con dermatite allergica manifestano una serie di sintomi tra cui prurito, eritema, eruzione cutanea, gonfiore e vescicole. Le sedi delle lesioni sono principalmente mani, braccia, viso e collo. In un'indagine sul campo dei coltivatori di gombo giapponesi (Nomura 1993), oltre il 50% degli agricoltori presentava lesioni cutanee, che apparivano principalmente sulle mani e sulle braccia. Circa il 20-30% degli agricoltori ha mostrato una reazione positiva al patch test al tampone di gombo o agli estratti di foglie. Inoltre, è stato dimostrato che l'attività proteolitica degli estratti di gombo causa le lesioni cutanee.
I prodotti chimici per l'agricoltura sono anche importanti allergeni responsabili di dermatiti allergiche. Questi includono insetticidi (DDVP, diazinon, EPN, malathion, naled, parathion e così via), fungicidi (benomil, captafol, captan, maneb, manzeb, nitrofen, plondrel®, tiram, zineb, ziram e così via), erbicidi (carbyne , randox e così via) e fumiganti (miscela DD® di 1,3-dicloropropene e 1,1,2-dicloropropano e composti correlati). Inoltre, batteri opportunisti e Streptococcus pyogenes si trovano a svolgere un ruolo importante nella dermatite allergica e nell'orticaria per i lavoratori dell'orticoltura.
I lavoratori dell'orticoltura, in particolare quelli che lavorano in serra o al chiuso, sono esposti a molti prodotti vegetali ea composti come i pesticidi, responsabili dell'aumento delle malattie polmonari. In uno studio nazionale condotto tra gli agricoltori svizzeri, è stato documentato che la mortalità proporzionale standardizzata per età per tutte le malattie polmonari, bronchite e asma e solo per l'asma era rispettivamente di 127, 140 e 137. I prodotti vegetali possono causare direttamente asma allergico professionale, oppure fornire irritanti non specifici e/o veicolo di altri allergeni inclusi pollini, spore, acari e altre sostanze. I prodotti vegetali che possono causare asma allergico sono bromelina, semi di ricino e cera, fresia, polline di grano, gomma di guar, papaina, paprika, luppolo, ipecacuanha, acido plicatico, acido quillaico, saponina e polline di girasole.
I funghi nell'ambiente di lavoro producono molte spore, alcune delle quali causano asma allergico e/o alveolite allergica estrinseca. Tuttavia, è raro che l'asma allergico e l'alveolite allergica estrinseca da tali allergeni si manifestino negli stessi soggetti. Per quanto riguarda i microrganismi responsabili, Alternaria, Aspergillus niger, Cladosporium, fanghi di umidificazione, Merulius lacrymans, Micropolispora faei, Pecilomice ed Verticillium è stato identificato. Nella maggior parte dei casi, antigeni di origine fungina sono presenti nelle spore e nei prodotti di degradazione.
I pazienti con asma professionale causata da prodotti vegetali mostrano sempre anticorpi IgE sierici elevati, eosinofilia e prick test positivo, mentre nei pazienti con alveolite allergica estrinseca si osservano anticorpi precipitanti specifici, prick test positivi e reperti radiologici distinti. Oltre all'allergia polmonare ai prodotti vegetali e alle spore fungine, i sintomi nasali sono provocati nei pazienti atopici quando si maneggiano verdure come carote e lattuga. Generalmente non si riscontrano disturbi gastrointestinali.
Gli agrochimici vengono applicati per vari scopi sia nella coltivazione di ortaggi indoor che outdoor. Tra le sostanze chimiche utilizzate, alcune sono risultate potenzialmente asmatiche. Includono captafol, clorotalonil, creosoto, formaldeide, piretrina e streptomicina. Gli usi impropri dei pesticidi possono potenzialmente provocare la contaminazione del suolo e delle verdure. L'applicazione di pesticidi senza adeguati dispositivi di protezione individuale può portare a effetti tossici sia acuti che cronici.
Industria del caffè
Generale: presentazione
Il caffè come bevanda fu introdotto in Europa nel corso del XVI secolo, prima in Germania e poi in tutto il continente europeo nel secolo successivo, soprattutto in Francia e Olanda. Successivamente, si è diffuso nel resto del mondo.
Poiché il caffè non conserva a lungo il suo caratteristico odore e sapore, dopo la tostatura e la macinatura, sono diventati necessari stabilimenti industriali per tostare e macinare il caffè ovunque si consumi il caffè. Gli stabilimenti sono generalmente impianti di piccole o medie dimensioni, ma esistono grandi fabbriche, principalmente per produrre caffè normale e istantaneo (solubile).
È difficile stimare il numero di lavoratori occupati dall'industria del caffè. Alcuni degli impianti più piccoli non tengono registri e le cifre non sono del tutto affidabili. Considerando un consumo totale di circa 100 milioni di sacchi da 60 kg di caffè durante l'anno 1995, il commercio mondiale di caffè rappresenta circa 50 milioni di dollari USA. La tabella 1 elenca alcuni paesi importatori di caffè, dando un'idea dell'attuale consumo mondiale.
Tabella 1. Importatori selezionati di caffè (in tonnellate).
|
Paese |
1990 |
1991 |
1992 |
|
Stati Uniti |
1,186,244 |
1,145,916 |
1,311,986 |
|
Francia |
349,306 |
364,214 |
368,370 |
|
Giappone |
293,969 |
302,955 |
295,502 |
|
Spagna |
177,681 |
176,344 |
185,601 |
|
UK |
129,924 |
119,020 |
128,702 |
|
Austria |
108,797 |
118,935 |
125,245 |
|
Canada |
120,955 |
126,165 |
117,897 |
Fonte: FAO 1992.
La produzione del caffè è un processo relativamente semplice, che comprende i processi di pulitura, tostatura, macinatura e confezionamento, come mostrato nella figura 1. Tuttavia, la tecnologia moderna ha portato a processi complessi, con un aumento della velocità di produzione e la necessità di laboratori per i test di controllo della qualità di il prodotto.
Figura 1. Diagramma di flusso della produzione del caffè.

I chicchi di caffè arrivano agli stabilimenti in sacchi da 60 kg, che vengono scaricati meccanicamente o manualmente. In quest'ultimo caso, di solito due lavoratori tengono una borsa e la mettono sulla testa di un altro lavoratore. Questo lavoratore porterà la borsa da riporre. Anche quando il trasporto avviene su nastri trasportatori, è richiesto uno sforzo fisico con un elevato consumo di energia.
L'utilizzo del caffè solubile è in costante aumento, raggiungendo circa il 20% del consumo mondiale. Il caffè istantaneo si ottiene attraverso un complesso processo in cui colpi di aria calda soffiano sugli estratti di caffè, seguiti da evaporazione, raffreddamento e liofilizzazione (liofilizzazione), che variano nei dettagli da una fabbrica all'altra. Nella produzione del caffè decaffeinato, che rappresenta oltre il 10% del consumo negli Stati Uniti e in Europa, alcuni stabilimenti utilizzano ancora solventi clorurati (come il cloruro di metilene), che viene rimosso mediante un getto di vapore acqueo.
Potenziali rischi ed effetti sulla salute
Per avviare la lavorazione del caffè, i sacchetti vengono aperti con un coltellino e i chicchi vengono gettati all'interno di un bidone per essere puliti. L'area di lavoro è rumorosa e rimane in sospensione una grande quantità di materiale particolato residuo, rilasciato dalla macchina pulitrice.
La tostatura espone i lavoratori a rischi di scottature e disagi termici. La miscelazione dei chicchi, o miscelazione, avviene automaticamente, così come la macinatura, in zone che possono essere carenti di illuminazione a causa dell'interferenza della polvere di caffè in sospensione. Lo sporco può accumularsi, i livelli di rumore possono essere elevati e la meccanizzazione richiede un lavoro ad alta velocità.
Dopo la macinazione, i sacchi di diversi materiali e dimensioni vengono riempiti e poi imballati, solitamente in scatole di cartone. Se eseguite manualmente, queste operazioni richiedono movimenti ripetitivi ad alta velocità di mani e braccia. Le scatole di cartone vengono trasportate nelle aree di stoccaggio e quindi alla loro destinazione finale.
Il forte odore caratteristico dell'industria del caffè può infastidire i lavoratori all'interno degli stabilimenti e anche la comunità circostante. Il significato di questo problema come potenziale rischio per la salute non è stato ancora chiarito. L'odore del caffè è dovuto ad una miscela di prodotti diversi; sono in corso ricerche per identificare i singoli effetti di queste sostanze chimiche. Alcuni componenti della polvere di caffè e alcune delle sostanze che producono odori sono notoriamente allergeni.
I potenziali rischi nelle piante di caffè istantaneo sono simili a quelli nella normale produzione di caffè; inoltre vi sono rischi dovuti al vapore caldo e alle esplosioni della caldaia. Nella rimozione della caffeina, anche se eseguita automaticamente, può essere presente il rischio di esposizione al solvente.
Altri potenziali rischi che possono incidere sulla salute dei lavoratori sono simili a quelli riscontrati nelle industrie alimentari in generale. I rischi di infortuni derivano da tagli da coltelli utilizzati per l'apertura dei sacchetti, ustioni durante la tostatura e schiacciamento durante le operazioni di macinazione, soprattutto in macchinari vecchi senza protezione automatica della macchina. Esistono rischi di incendio ed esplosione a causa delle grandi quantità di polvere, cavi elettrici non sicuri e gas utilizzati per riscaldare le tostatrici.
Nell'industria del caffè si possono riscontrare diversi pericoli tra cui, tra gli altri: perdita dell'udito dovuta a rumore eccessivo, stress termico durante la tostatura, avvelenamento da pesticidi e disturbi muscoloscheletrici, soprattutto alla schiena dei lavoratori che sollevano e trasportano sacchi pesanti.
Disturbi allergici che colpiscono gli occhi, la pelle o il sistema respiratorio possono verificarsi in qualsiasi area di una pianta di caffè. È la polvere di caffè che è associata alla bronchite con compromissione della funzionalità polmonare; anche la rinite e la congiuntivite sono preoccupazioni (Sekimpi et al. 1996). Si sono verificate anche reazioni allergiche a contaminanti di sacchi precedentemente utilizzati per altri materiali, come i semi di ricino (Romano et al. 1995).
Disturbi da movimenti ripetitivi possono derivare da movimenti ad alta velocità durante le operazioni di imballaggio, specialmente quando i lavoratori non sono avvertiti del rischio.
Nei paesi meno sviluppati, gli effetti dei rischi professionali possono svilupparsi precocemente perché le condizioni di lavoro possono essere inadeguate e, inoltre, altri fattori sociali e di salute pubblica possono contribuire alla malattia. Tali fattori includono: salari bassi, assistenza medica e sicurezza sociale inadeguate, alloggi e servizi igienici inadeguati, bassi livelli di istruzione, analfabetismo, malattie endemiche e malnutrizione.
Misure preventive
Protezione dei macchinari, ventilazione generale e sistemi di scarico locali, abbattimento del rumore, manutenzione e pulizia, riduzione del peso dei sacchi, sostituti dei solventi utilizzati nell'estrazione della caffeina, ispezione periodica e manutenzione preventiva delle caldaie sono esempi di misure preventive necessarie per garantire livelli adeguati di igiene e sicurezza. L'intensità dell'odore può essere ridotta modificando le procedure di tostatura. L'organizzazione del lavoro può essere modificata in modo da evitare i disturbi del movimento ripetitivo attraverso l'alterazione della posizione e del ritmo di lavoro, nonché l'introduzione di pause sistematiche ed esercizi regolari, tra le altre pratiche.
Lo screening periodico della salute dovrebbe sottolineare la valutazione dell'esposizione a erbicidi e pesticidi, disturbi della colonna vertebrale e segni precoci di disturbi del movimento ripetitivo. Gli scratch test che utilizzano estratti di chicchi di caffè, anche se non universalmente accettati come completamente affidabili, possono essere utili nell'identificazione di individui ipersensibili. I test di funzionalità polmonare possono aiutare nella diagnosi precoce delle condizioni respiratorie ostruttive.
L'educazione alla salute è uno strumento importante per consentire ai lavoratori di identificare i rischi per la salute e le loro conseguenze e di prendere coscienza del loro diritto a un ambiente di lavoro sano.
È necessaria un'azione governativa, attraverso la legislazione e l'applicazione; la partecipazione dei datori di lavoro è necessaria per fornire e mantenere condizioni di lavoro adeguate.
Grano, macinazione del grano e prodotti di consumo a base di grano
Il grano passa attraverso molti passaggi e processi per essere preparato per il consumo umano. Le fasi principali sono: raccolta, consolidamento e stoccaggio presso i silos; macinazione in un prodotto intermedio come amido o farina; e trasformazione in prodotti finiti come pane, cereali o snack.
Raccolta, consolidamento e stoccaggio del grano
I cereali vengono coltivati nelle fattorie e spostati negli elevatori per cereali. Vengono trasportati su camion, ferrovia, chiatta o nave a seconda dell'ubicazione dell'azienda agricola e delle dimensioni e del tipo di ascensore. Gli elevatori per cereali vengono utilizzati per raccogliere, classificare e conservare i prodotti agricoli. I chicchi vengono separati in base alla loro qualità, contenuto proteico, contenuto di umidità e così via. Gli elevatori per cereali sono costituiti da bins, serbatoi o silos con nastri continui verticali e orizzontali. I nastri verticali sono dotati di tazze per trasportare il grano fino alle bilance e nastri orizzontali per la distribuzione del grano nei silos. I bins hanno scarichi sul fondo che depositano il grano su un nastro orizzontale che convoglia il prodotto su un nastro verticale per la pesatura e il trasporto o il ritorno allo stoccaggio. Gli ascensori possono avere capacità che vanno da poche migliaia di bushel in un ascensore di campagna a milioni di bushel in un ascensore di terminal. Man mano che questi prodotti si spostano verso la lavorazione, possono essere movimentati molte volte attraverso ascensori di dimensioni e capacità crescenti. Quando sono pronti per essere trasportati in un altro ascensore o impianto di lavorazione, vengono caricati su camion, vagoni ferroviari, chiatte o navi.
Macinazione del grano
La macinazione è una serie di operazioni che comportano la macinazione di cereali per produrre amido o farina, più comunemente da grano, avena, mais, segale, orzo o riso. Il prodotto grezzo viene macinato e setacciato fino al raggiungimento della pezzatura desiderata. Tipicamente, la macinazione prevede le seguenti fasi: il grano grezzo viene consegnato a un elevatore del mulino; il grano viene pulito e preparato per la macinazione; il grano viene macinato e separato per grandezza e parte del grano; farina, amido e sottoprodotti vengono confezionati per la distribuzione al consumatore o trasportati alla rinfusa per essere utilizzati in varie applicazioni industriali.
Produzione di prodotti di consumo a base di cereali
Pane, cereali e altri prodotti da forno vengono prodotti utilizzando una serie di passaggi, tra cui: combinazione di materie prime, produzione e lavorazione della pastella, formatura del prodotto, cottura o tostatura, ricopertura o glassatura, confezionamento, inscatolamento, pallettizzazione e spedizione finale.
Le materie prime sono spesso immagazzinate in bidoni e cisterne. Alcuni sono gestiti in grandi sacchi o altri contenitori. I materiali vengono trasportati alle aree di lavorazione utilizzando trasportatori pneumatici, pompe o metodi di movimentazione manuale dei materiali.
La produzione dell'impasto è una fase in cui gli ingredienti grezzi, tra cui farina, zucchero e grassi o oli, e ingredienti minori, come aromi, spezie e vitamine, vengono combinati in un recipiente di cottura. Eventuali ingredienti particolati vengono aggiunti insieme a purea o polpa di frutta. Di solito le noci vengono sbucciate e tagliate a misura. Vengono utilizzati cuocitori (processo continuo o discontinuo). La lavorazione dell'impasto in fasi intermedie del prodotto può coinvolgere estrusori, formatrici, pellettizzatrici e sistemi di formatura. L'ulteriore lavorazione può coinvolgere sistemi di laminazione, formatori, riscaldatori, essiccatori e sistemi di fermentazione.
I sistemi di imballaggio prendono il prodotto finito e lo racchiudono in un involucro individuale di carta o plastica, posizionano i singoli prodotti in una scatola e quindi imballano le scatole su un pallet per prepararsi alla spedizione. L'accatastamento manuale dei pallet o la movimentazione dei prodotti viene utilizzato insieme ai carrelli elevatori.
Problemi di sicurezza meccanica
I rischi per la sicurezza delle apparecchiature includono punti operativi che possono provocare abrasione, taglio, contusione, schiacciamento, frattura e amputazione. I lavoratori possono essere protetti sorvegliando o isolando i pericoli, diseccitando tutte le fonti di alimentazione prima di eseguire qualsiasi intervento di manutenzione o regolazione sull'attrezzatura e addestrando i lavoratori sulle procedure adeguate da seguire quando si lavora sull'attrezzatura.
Le macchine utilizzate per la macinazione e il trasporto dei prodotti possono essere particolarmente pericolose. Il sistema pneumatico e le sue valvole rotative possono causare gravi amputazioni delle dita o delle mani. L'apparecchiatura deve essere bloccata durante la manutenzione o la pulizia. Tutte le attrezzature devono essere adeguatamente protette e tutti i lavoratori devono essere addestrati alle procedure operative adeguate.
I sistemi di lavorazione hanno parti meccaniche in movimento sotto controllo automatico che possono causare gravi lesioni, in particolare alle dita e alle mani. I fornelli sono caldi e rumorosi, di solito comportano il riscaldamento a vapore sotto pressione. Le matrici di estrusione possono avere parti mobili pericolose, comprese le lame che si muovono ad alta velocità. Frullatori e miscelatori possono causare gravi lesioni e sono particolarmente pericolosi durante la pulizia tra i lotti. Le procedure di lockout e tagout ridurranno al minimo i rischi per i lavoratori. I coltelli da taglio e i coltelli ad acqua possono causare gravi lacerazioni e sono particolarmente pericolosi durante le operazioni di cambio e regolazione. L'ulteriore lavorazione può coinvolgere sistemi di laminazione, formatori, riscaldatori, essiccatori e sistemi di fermentazione, che presentano ulteriori rischi per le estremità sotto forma di lesioni da schiacciamento e ustioni. La manipolazione e l'apertura manuale dei sacchetti può provocare tagli e contusioni.
I sistemi di imballaggio hanno parti mobili automatizzate e possono causare lesioni da schiacciamento o lacerazione. Le procedure di manutenzione e regolazione sono particolarmente pericolose. L'accatastamento manuale dei pallet o la movimentazione dei prodotti può causare lesioni da sforzo ripetuto. Anche i carrelli elevatori e i transpallet manuali sono pericolosi e i carichi impilati o fissati male possono cadere sul personale nelle vicinanze.
Fuoco ed esplosione
Il fuoco e l'esplosione possono distruggere le strutture per la movimentazione del grano e ferire o uccidere i lavoratori e altri che si trovano nella struttura o nelle vicinanze al momento dell'esplosione. Le esplosioni richiedono ossigeno (aria), carburante (polvere di grano), una fonte di accensione di energia e durata sufficienti (scintilla, fiamma o superficie calda) e confinamento (per consentire l'aumento della pressione). In genere, quando si verifica un'esplosione in un impianto di movimentazione del grano, non si tratta di una singola esplosione ma di una serie di esplosioni. L'esplosione primaria, che può essere piuttosto piccola e localizzata, può sospendere la polvere nell'aria in tutta la struttura in concentrazioni sufficienti a sostenere esplosioni secondarie di grande entità. Il limite inferiore di esplosione per la polvere di grano è di circa 20,000 mg/m3. La prevenzione dei rischi di incendio ed esplosione può essere ottenuta progettando impianti con confinamento minimo (ad eccezione di cassonetti, serbatoi e silos); controllare le emissioni di polvere nell'aria e gli accumuli su pavimenti e superfici delle apparecchiature (racchiudendo flussi di prodotti, LEV, additivi per la pulizia e cereali come olio minerale o acqua per uso alimentare); e controllo dell'esplosione (sistemi di soppressione di incendi ed esplosioni, sfogo di esplosioni). Dovrebbero esserci adeguate uscite antincendio o mezzi di fuga. Le attrezzature antincendio dovrebbero essere posizionate strategicamente e i lavoratori dovrebbero essere addestrati alla risposta alle emergenze; ma solo incendi molto piccoli dovrebbero essere combattuti a causa del potenziale di esplosione.
Salute e benessere Pericoli
La polvere può essere creata quando il grano viene spostato o disturbato. Sebbene la maggior parte delle polveri di grano siano semplici irritanti per le vie respiratorie, le polveri di grano non lavorato possono contenere muffe e altri contaminanti che possono causare febbre e reazioni allergiche di asma nelle persone sensibili. I dipendenti tendono a non lavorare per periodi prolungati in aree polverose. In genere, un respiratore viene indossato quando necessario. Le maggiori esposizioni alla polvere si verificano durante le operazioni di carico/scarico o durante le pulizie importanti. Alcune ricerche hanno indicato cambiamenti della funzione polmonare legati all'esposizione alla polvere. L'attuale TLV della Conferenza americana degli igienisti industriali governativi (ACGIH) per l'esposizione professionale alla polvere di grano è di 4 mg/m3 per avena, frumento e orzo e 10 mg/m3 per altre polveri di grani (particolati, non altrimenti classificati).
La protezione respiratoria viene spesso indossata per ridurre al minimo l'esposizione alla polvere. I respiratori antipolvere approvati possono essere molto efficaci se indossati correttamente. I lavoratori devono essere formati sul loro corretto utilizzo, manutenzione e limitazioni. Le pulizie sono essenziali.
I pesticidi sono utilizzati nelle industrie del grano e della lavorazione del grano per controllare insetti, roditori, uccelli, muffe e così via. Alcuni dei pesticidi più comuni sono la fosfina, gli organofosfati e le piretrine. I potenziali effetti sulla salute possono includere dermatiti, vertigini, nausea e problemi a lungo termine con le funzioni del fegato, dei reni e del sistema nervoso. Questi effetti si verificano solo se i dipendenti sono sovraesposti. L'uso corretto dei DPI e le seguenti procedure di sicurezza eviteranno la sovraesposizione.
La maggior parte degli impianti di lavorazione del grano applica pesticidi durante i periodi di chiusura, quando ci sono pochi dipendenti negli edifici. I lavoratori presenti dovrebbero far parte del team di applicazione dei pesticidi e ricevere una formazione specifica. È necessario seguire le regole di rientro per evitare la sovraesposizione. Molte località riscaldano l'intera struttura a circa 60 ºC per 24-48 ore invece di utilizzare pesticidi chimici. I lavoratori possono anche essere esposti a pesticidi sul grano trattato che viene portato all'impianto di carico su camion o vagoni ferroviari.
Il rumore è un problema comune nella maggior parte degli impianti di lavorazione del grano. I livelli di rumore predominanti vanno da 83 a 95 dBA, ma in alcune aree possono superare i 100 dBA. È possibile utilizzare un assorbimento acustico relativamente ridotto a causa della necessità di pulizia delle apparecchiature utilizzate in queste strutture. La maggior parte dei pavimenti e delle pareti sono in cemento, piastrelle e acciaio inossidabile per consentire una facile pulizia ed evitare che la struttura diventi un rifugio per gli insetti. Molti dipendenti si spostano da una zona all'altra e trascorrono poco tempo a lavorare nelle zone più rumorose. Ciò riduce considerevolmente l'esposizione personale, ma è necessario indossare protezioni acustiche per ridurre l'esposizione al rumore a livelli accettabili.
Lavorare in uno spazio ristretto come un bidone, un serbatoio o un silo può presentare ai lavoratori rischi fisici e per la salute. La preoccupazione maggiore è la carenza di ossigeno. Contenitori, serbatoi e silos ermeticamente sigillati possono diventare carenti di ossigeno a causa di gas inerti (azoto e anidride carbonica per prevenire l'infestazione da parassiti) e azione biologica (infestazione di insetti o grano ammuffito). Prima di entrare in un bidone, serbatoio, silo o altro spazio confinato, è necessario controllare le condizioni atmosferiche all'interno dello spazio confinato per verificare la presenza di ossigeno sufficiente. Se l'ossigeno è inferiore al 19.5%, lo spazio confinato deve essere ventilato. Gli spazi confinati dovrebbero anche essere controllati per l'applicazione recente di pesticidi o qualsiasi altro materiale tossico che possa essere presente. I pericoli fisici negli spazi confinati includono l'inghiottimento nella grana e l'intrappolamento nello spazio a causa della sua configurazione (pareti inclinate verso l'interno o intrappolamento in apparecchiature all'interno dello spazio). Nessun lavoratore dovrebbe trovarsi in uno spazio ristretto come un silo per cereali, un bidone o un serbatoio mentre il grano viene rimosso. Lesioni e morte possono essere prevenute diseccitando e bloccando tutte le apparecchiature associate allo spazio confinato, assicurando che i lavoratori indossino imbracature con cavi di sicurezza mentre si trovano all'interno dello spazio confinato e mantenendo una fornitura di aria respirabile. Prima dell'ingresso, l'atmosfera all'interno di un contenitore, silo o serbatoio deve essere testata per la presenza di gas combustibili, vapori o agenti tossici e per la presenza di ossigeno sufficiente. I dipendenti non devono entrare in bidoni, silos o serbatoi al di sotto di una condizione di ponte o dove l'accumulo di prodotti a base di grano sui lati potrebbe cadere e seppellirli.
Screening medico
I potenziali dipendenti dovrebbero sottoporsi a una visita medica incentrata su eventuali allergie preesistenti e sul controllo della funzionalità epatica, renale e polmonare. Possono essere richiesti esami speciali per gli applicatori di pesticidi e per i lavoratori che utilizzano protezioni respiratorie. Le valutazioni dell'udito devono essere fatte per valutare qualsiasi perdita dell'udito. Il follow-up periodico dovrebbe cercare di rilevare eventuali cambiamenti.
Industria del tè
La leggenda narra che il tè potrebbe essere stato scoperto in Cina dall'imperatore Shen-Nung, "Il divino guaritore". Consapevole del fatto che le persone che bevevano acqua bollita godevano di una salute migliore, il saggio imperatore insistette su questa precauzione. Quando si aggiungevano rami al fuoco, alcune foglie di tè cadevano accidentalmente nell'acqua bollente. L'imperatore approvò l'aroma gradevole e il sapore delizioso e nacque il tè.
Dalla Cina il tè si diffuse in tutta l'Asia, diventando ben presto la bevanda nazionale di Cina e Giappone. Non è stato fino al 1600 che l'Europa ha acquisito familiarità con la bevanda. Poco dopo, il tè fu introdotto in Nord America. All'inizio del 1900, Thomas Sullivan, un grossista di New York, decise di confezionare il tè in piccoli sacchetti di seta piuttosto che in lattine. La gente ha iniziato a preparare il tè nella borsa di seta piuttosto che rimuoverne il contenuto. Così fu introdotta per la prima volta la bustina di tè.
Il tè è la seconda bevanda più popolare al mondo; solo l'acqua viene consumata più spesso. I consumatori possono scegliere tra un'ampia varietà di prodotti per il tè: tè istantaneo, miscele di tè freddo, tè speciali e aromatizzati, tisane, tè pronti da bere, tè decaffeinati e bustine di tè. La confezione dei prodotti per il tè è cambiata in modo significativo; la maggior parte dei piccoli negozi che un tempo distribuivano il tè da casse di legno in singoli barattoli hanno lasciato il posto a sofisticate linee di produzione ad alta velocità che lavorano, confezionano e/o imbottigliano migliaia di libbre di tè e miscele pronte da bere all'ora.
Panoramica del processo
La produzione di bustine di tè consiste nella miscelazione di varie foglie di tè tagliate ed essiccate provenienti da diverse regioni del mondo. Il tè viene solitamente ricevuto in casse di legno o in grandi sacchi. Il tè viene miscelato e inviato alle macchine per l'imballaggio del tè, dove viene confezionato come bustine di tè singole o in confezioni sfuse. Il tè in polvere istantaneo richiede che il tè miscelato sotto forma di foglie tagliate venga preparato con acqua calda. Il concentrato di tè liquido viene quindi essiccato a spruzzo in una polvere fine e posto in fusti. La polvere di tè può essere inviata alle linee di confezionamento dove viene confezionata in barattoli o barattoli o miscelata con altri ingredienti come zucchero o sostituti dello zucchero. Durante la fase di miscelazione prima del confezionamento possono anche essere aggiunti aromi come limone e altri aromi di frutta.
Pericoli
Esistono numerosi rischi comuni per la sicurezza e problemi di salute associati alla miscelazione, alla lavorazione e al confezionamento del tè. I rischi per la sicurezza come la protezione della macchina, il rumore, gli scivolamenti e le cadute e le lesioni legate al sollevamento sono abbastanza comuni nell'industria delle bevande. Altri pericoli, come la polvere nelle aree di miscelazione e confezionamento, di solito non si trovano nelle operazioni di imbottigliamento e inscatolamento a umido.
Pericoli della macchina
La miscelazione e il confezionamento del tè coinvolgono attrezzature e macchinari in cui i lavoratori sono esposti a catene e ruote dentate, cinghie e pulegge, alberi e attrezzature rotanti e linee di confezionamento ad alta velocità contenenti una serie di pericolosi punti di pizzicamento. La maggior parte delle lesioni sono il risultato di lacerazioni e contusioni alle dita, alle mani o alle braccia. La protezione di questa apparecchiatura è fondamentale per proteggere i lavoratori dall'essere intrappolati dentro, sotto o tra le parti in movimento. Devono essere installate protezioni e/o interblocchi per proteggere i lavoratori dalle parti in movimento in cui esiste il rischio di lesioni. Ogni volta che viene rimossa una protezione (ad esempio per la manutenzione), tutte le fonti di energia devono essere isolate e la manutenzione e la riparazione delle apparecchiature devono essere effettuate con un efficace programma di lockout/tagout in atto.
Rischi di polvere
La polvere di tè può essere presente nelle operazioni di miscelazione e confezionamento. La polvere di tè può anche essere presente in alte concentrazioni durante le operazioni di pulizia o di spurgo. La polvere di tè con un diametro superiore a 10 micrometri può essere classificata come “polvere fastidiosa”. La polvere fastidiosa ha pochi effetti negativi sui polmoni e non dovrebbe produrre malattie organiche significative o effetti tossici quando le esposizioni sono mantenute sotto ragionevole controllo. Tuttavia, concentrazioni eccessive di polvere fastidiosa nell'aria del laboratorio possono causare spiacevoli depositi negli occhi, nelle orecchie e nelle vie nasali. Una volta inalate, queste particelle possono rimanere intrappolate nella regione nasale e faringea dell'apparato respiratorio, finché non vengono espulse attraverso i meccanismi di pulizia del corpo (p. es., tosse o starnuti).
Le particelle di polvere respirabile sono quelle che hanno un diametro inferiore a 10 micrometri e quindi abbastanza piccole da passare attraverso le regioni nasali e faringee ed entrare nel tratto respiratorio inferiore. Una volta nei polmoni, possono incorporarsi nella regione alveolare, dove potrebbe svilupparsi tessuto cicatriziale. Il particolato respirabile può essere irritante per le vie respiratorie, specialmente negli asmatici. Guarnizioni e chiusure efficaci contribuiranno a contenere le particelle di polvere.
Presso il sito di produzione della polvere devono essere forniti sistemi di ventilazione o altri tipi di apparecchiature per il controllo della polvere per mantenere i livelli di polvere al di sotto degli standard generalmente riconosciuti (10 mg/m3) o di altre normative governative applicabili. Le maschere antipolvere devono essere indossate dai lavoratori che possono essere molto sensibili alle polveri e dai lavoratori esposti a grandi concentrazioni di polvere in qualsiasi momento. Le persone con bronchite cronica o asma sono a più alto rischio. I lavoratori che soffrono di ipersensibilità alla polvere di tè dovrebbero essere allontanati dall'area.
Sebbene ci siano poche informazioni sulle effettive esplosioni di polvere di tè, i dati dei test indicano che le caratteristiche di esplosione della polvere di tè sono relativamente deboli. Sembra che il più grande potenziale per un'esplosione di polvere di tè esista con contenitori di stoccaggio e collettori di polveri in cui le concentrazioni e le dimensioni delle particelle sono ottimizzate. Ridurre al minimo la concentrazione di polvere all'interno di una stanza o di un processo ridurrà il potenziale di un'esplosione di polvere. In alcune operazioni possono essere desiderabili anche apparecchiature elettriche progettate per aree a rischio di polvere.
Anche se il tè e la polvere di tè non sempre prendono fuoco, grandi quantità di tè quasi sempre bruceranno se accese. Grandi quantità di acqua in una nebbia sottile possono essere utilizzate per raffreddare il tè fumante al di sotto della sua temperatura di accensione.
Rumore
Come nella maggior parte delle operazioni di confezionamento ad alta velocità, nell'industria del tè sono quasi sempre presenti alti livelli di rumore. Elevati livelli di rumorosità possono essere generati da miscelatori vibranti, confezionatrici pneumatiche e di altro tipo, sistemi di trasporto ad aria, collettori di polvere e taglierini. I livelli di rumore in molte di queste aree possono variare da 85 dBA a oltre 90 dBA. Il principale rischio potenziale per la salute associato all'esposizione al rumore risiede nella possibilità di provocare una perdita permanente dell'udito. La gravità della perdita dell'udito dipende dai livelli di rumore all'interno del posto di lavoro, dalla durata dell'esposizione e dalla suscettibilità personale dell'individuo. I programmi di conservazione del rumore e dell'udito sono discussi ulteriormente altrove in questo Enciclopedia.
Rischi chimici
Sebbene la maggior parte dei processi di produzione e delle operazioni di imballaggio non espongano i lavoratori a sostanze chimiche pericolose, le operazioni di sanificazione utilizzano sostanze chimiche per pulire e disinfettare le attrezzature. Alcuni prodotti chimici per la pulizia vengono manipolati in grandi quantità attraverso sistemi di tubi fissi, mentre altri prodotti chimici vengono applicati a mano utilizzando miscele predeterminate. L'esposizione a queste sostanze chimiche può causare problemi respiratori, dermatiti o irritazioni cutanee e ustioni chimiche alla pelle. Anche gravi ustioni agli occhi e/o perdita della vista sono rischi associati alla manipolazione di prodotti chimici per la pulizia. Sono essenziali valutazioni adeguate in merito ai pericoli delle sostanze chimiche utilizzate. La corretta selezione e l'uso dei DPI dovrebbero far parte della procedura lavorativa di routine. Devono essere presi in considerazione DPI come occhiali o schermi facciali a prova di schizzi, guanti resistenti agli agenti chimici, grembiuli, stivali e un respiratore. Dovrebbero essere fornite stazioni di emergenza per il lavaggio degli occhi e del corpo dove vengono immagazzinate, miscelate o utilizzate sostanze chimiche pericolose.
Logistica
Il tè arriva su pallet in sacchi o casse e viene immagazzinato nei magazzini in attesa di miscelazione e confezionamento. Questi sacchi e casse vengono movimentati manualmente o mediante dispositivi di movimentazione dei materiali come carrelli elevatori o sollevatori a vuoto. Una volta miscelato, il tè viene convogliato nelle tramogge per il confezionamento. Le operazioni di confezionamento possono variare dall'utilizzo di apparecchiature altamente automatizzate a operazioni di confezionamento manuale ad alta intensità di manodopera (figura 1). Lesioni alla parte bassa della schiena derivanti da attività di sollevamento sono abbastanza comuni quando si maneggiano borse del peso di 100 libbre (45.5 kg) o più. Movimenti ripetitivi sulle linee di confezionamento possono provocare traumi cumulativi al polso, al braccio e/o alla zona della spalla.
Figura 1. Confezionamento del tè presso la fabbrica di tè e caffè Brooke Bond a Dar-es-Salaam, in Tanzania.

Dispositivi meccanici come i sollevatori a vuoto possono aiutare a ridurre le attività di sollevamento pesanti. Assegnare due lavoratori a un'attività di sollevamento pesante può aiutare a ridurre le possibilità di un grave infortunio alla schiena. Modificare le postazioni di lavoro per renderle più corrette dal punto di vista ergonomico e/o automatizzare le apparecchiature sulle linee di confezionamento può ridurre l'esposizione dei lavoratori a compiti ripetitivi. La rotazione dei lavoratori verso compiti leggeri può anche ridurre l'esposizione dei lavoratori a tali compiti.
Gli ausili personali come cinture per la schiena e polsiere sono utilizzati anche da alcuni lavoratori per assisterli nelle loro attività di sollevamento o per alleviare temporaneamente le tensioni minori. Tuttavia, questi non hanno dimostrato di essere efficaci e potrebbero persino essere dannosi.
La maggior parte delle operazioni di magazzino richiede l'uso di carrelli elevatori. Mancata guida a velocità di sicurezza, curve strette, guida con forche sollevate, inosservanza o cedimento ai pedoni e incidenti di carico/scarico sono le principali cause di infortuni che coinvolgono gli operatori di carrelli elevatori. Solo operatori addestrati e competenti dovrebbero essere autorizzati a guidare i carrelli elevatori. La formazione dovrebbe consistere in una formazione formale in aula e in un esame di guida in cui gli operatori possono dimostrare le proprie capacità. Anche una corretta manutenzione e ispezioni giornaliere prima dell'uso contribuiscono a garantire il funzionamento sicuro di questi veicoli.
Scivola, inciampa e cade
Scivolamenti, inciampi e cadute sono una delle principali preoccupazioni. Nelle operazioni di miscelazione e confezionamento a secco, la polvere fine di tè si accumula sulle superfici di lavoro e di calpestio. Una buona pulizia è importante. I pavimenti devono essere puliti regolarmente dalla polvere di tè. I detriti e altri oggetti lasciati sul pavimento devono essere raccolti immediatamente. Le scarpe antiscivolo con suola in gomma sembrano fornire la migliore trazione. Le aree di processo umide forniscono anche rischi di scivolamento e caduta. I pavimenti devono essere mantenuti il più asciutti possibile. In tutte le aree di processo a umido deve essere fornito un adeguato drenaggio del pavimento. L'acqua stagnante non dovrebbe accumularsi. Dove esiste acqua stagnante, dovrebbe essere asciugata negli scarichi a pavimento.
Esposizione ad alte temperature
Il contatto con acqua calda, linee di vapore e apparecchiature di processo può causare gravi ustioni. La maggior parte delle ustioni si verifica sulle mani, sulle braccia e sul viso. È anche noto che l'acqua calda utilizzata per la pulizia o il lavaggio provoca ustioni a piedi e gambe.
Anche le termosigillatrici e le operazioni di colla sulle linee di confezionamento possono causare ustioni. La protezione dei punti caldi esposti sulle apparecchiature è importante. La corretta valutazione dei pericoli, la selezione e l'uso dei dispositivi di protezione individuale contribuiranno anche a ridurre o eliminare l'esposizione dei lavoratori alle alte temperature e alle ustioni. L'uso di procedure di rottura e blocco delle condutture proteggerà i lavoratori dal rilascio imprevisto di liquidi caldi e vapore.
Pratiche sicure
Un programma di sicurezza generale che affronta l'uso e la selezione dei DPI, l'ingresso in spazi confinati, l'isolamento delle fonti di energia, l'identificazione e la comunicazione di sostanze chimiche pericolose, i programmi di autoispezione, i programmi di conservazione dell'udito, il controllo dei materiali infetti, la gestione dei processi e la risposta alle emergenze anche i programmi dovrebbero essere inclusi come parte del processo di lavoro. La formazione dei lavoratori sulle pratiche di lavoro sicure è importante per ridurre l'esposizione dei lavoratori a condizioni pericolose e lesioni.
panetterie
Adattato dalla 3a edizione, "Encyclopaedia of Occupational Health and Safety".
La produzione di alimenti a partire da amidi e zuccheri viene effettuata nei panifici e negli stabilimenti di biscotteria, pasticceria e pasticceria. I rischi per la sicurezza e la salute presentati dalle materie prime, dagli impianti e dalle attrezzature e dai processi di produzione in questi impianti sono simili. Questo articolo si occupa di panetterie su piccola scala e riguarda il pane e vari prodotti correlati.
Produzione
Ci sono tre fasi principali nella panificazione: impastare e modellare, fermentare e cuocere al forno. Questi processi vengono eseguiti in diverse aree di lavoro: il magazzino delle materie prime, la sala di miscelazione e formatura, le camere fredde e di fermentazione, il forno, la cella frigorifera e l'officina di incarto e confezionamento. I locali di vendita sono spesso annessi ai negozi di produzione.
Farina, acqua, sale e lievito vengono mescolati insieme per fare l'impasto; la miscelazione manuale è stata in gran parte sostituita dall'uso di macchine di miscelazione meccanica. Le macchine per battere sono utilizzate nella fabbricazione di altri prodotti. L'impasto viene lasciato fermentare in un ambiente caldo e umido, dopodiché viene diviso, pesato, modellato e cotto (vedi figura 1).
Figura 1. Produzione di pane per una catena di supermercati in Svizzera
 I forni di piccola produzione sono del tipo a suola fissa a trasmissione diretta o indiretta del calore. Nel tipo diretto, il rivestimento refrattario viene riscaldato in modo intermittente o continuo prima di ogni carica. I gas di scarico passano al camino attraverso gli orifizi regolabili nella parte posteriore della camera. Nel tipo indiretto, la camera è riscaldata dal vapore che passa attraverso tubi nella parete della camera o dalla circolazione forzata di aria calda. Il forno può essere alimentato a legna, carbone, petrolio, gas di città, gas di petrolio liquefatto o elettricità. Nelle zone rurali si trovano ancora forni con focolari riscaldati direttamente da fuochi a legna. Il pane viene caricato nel forno su pale o vassoi. L'interno del forno può essere illuminato in modo che il pane in cottura possa essere osservato attraverso le finestre della camera. Durante la cottura l'aria della camera si carica di vapore acqueo sprigionato dal prodotto e/o immesso sotto forma di vapore. L'eccesso di solito fuoriesce dal camino, ma la porta del forno può anche essere lasciata aperta.
I forni di piccola produzione sono del tipo a suola fissa a trasmissione diretta o indiretta del calore. Nel tipo diretto, il rivestimento refrattario viene riscaldato in modo intermittente o continuo prima di ogni carica. I gas di scarico passano al camino attraverso gli orifizi regolabili nella parte posteriore della camera. Nel tipo indiretto, la camera è riscaldata dal vapore che passa attraverso tubi nella parete della camera o dalla circolazione forzata di aria calda. Il forno può essere alimentato a legna, carbone, petrolio, gas di città, gas di petrolio liquefatto o elettricità. Nelle zone rurali si trovano ancora forni con focolari riscaldati direttamente da fuochi a legna. Il pane viene caricato nel forno su pale o vassoi. L'interno del forno può essere illuminato in modo che il pane in cottura possa essere osservato attraverso le finestre della camera. Durante la cottura l'aria della camera si carica di vapore acqueo sprigionato dal prodotto e/o immesso sotto forma di vapore. L'eccesso di solito fuoriesce dal camino, ma la porta del forno può anche essere lasciata aperta.
Pericoli e loro prevenzione
Condizioni di lavoro
Le condizioni di lavoro nei forni artigianali possono avere le seguenti caratteristiche: lavoro notturno a partire dalle 2:00 o dalle 3:00, soprattutto nei paesi del Mediterraneo, dove la pasta viene preparata la sera; locali spesso infestati da parassiti quali scarafaggi, topi e ratti, che possono essere portatori di microrganismi patogeni (dovranno essere utilizzati idonei materiali di costruzione per garantire che tali locali siano mantenuti in un adeguato stato igienico); la consegna del pane a domicilio, che non sempre avviene in adeguate condizioni igieniche e che può comportare un carico di lavoro eccessivo; bassi salari integrati da vitto e alloggio.
Premesse
I locali sono spesso vecchi e fatiscenti e comportano notevoli problemi di sicurezza e salute. Il problema è particolarmente grave nei locali in affitto per i quali né il locatore né il locatario possono permettersi il costo della ristrutturazione. Le superfici del pavimento possono essere molto scivolose quando sono bagnate, sebbene ragionevolmente sicure quando sono asciutte; quando possibile dovrebbero essere fornite superfici antiscivolo. L'igiene generale soffre a causa di impianti sanitari difettosi, maggiori rischi di avvelenamento, esplosioni e incendi e difficoltà di ammodernamento dell'impianto di panetteria pesante a causa dei termini del contratto di locazione. I piccoli locali non possono essere adeguatamente suddivisi; di conseguenza le corsie di traffico sono bloccate o intasate, le apparecchiature sono distanziate in modo inadeguato, la movimentazione è difficile e aumenta il pericolo di scivolamenti e cadute, collisioni con impianti, ustioni e lesioni derivanti da sforzi eccessivi. Dove i locali sono situati su due o più piani c'è il pericolo di cadute dall'alto. I locali seminterrati sono spesso privi di uscite di sicurezza, hanno scale di accesso strette, tortuose o ripide e sono dotati di scarsa illuminazione artificiale. Solitamente sono poco ventilate, e di conseguenza temperature e umidità eccessive; l'uso di semplici ventilatori per cantine a livello della strada porta solo alla contaminazione dell'aria del forno da parte della polvere della strada e dei gas di scarico dei veicoli.
incidenti
Coltelli e aghi sono largamente utilizzati nei panifici artigianali, con rischio di tagli e punture e conseguente infezione; oggetti pesanti e contundenti come pesi e vassoi possono causare lesioni da schiacciamento se cadono sul piede del lavoratore.
I forni presentano una serie di pericoli. A seconda del combustibile utilizzato, sussiste il pericolo di incendio ed esplosione. Ritorni di fiamma, vapore, scorie, prodotti da forno o piante non isolate possono causare ustioni o scottature. Apparecchiature di combustione mal regolate o con tiraggio insufficiente, o camini difettosi, possono provocare l'accumulo di vapori o gas di combustibile incombusto o di prodotti della combustione, compreso il monossido di carbonio, che possono provocare intossicazione o asfissia. Apparecchiature e installazioni elettriche difettose, in particolare di tipo portatile o mobile, possono causare scosse elettriche. La segatura o spaccatura della legna per forni a legna può provocare tagli e abrasioni.
La farina viene consegnata in sacchi del peso massimo di 100 kg, che spesso devono essere sollevati e trasportati dagli operai attraverso tortuose passerelle (ripide salite e scale) fino ai locali di stoccaggio. C'è il pericolo di cadute durante il trasporto di carichi pesanti e questa faticosa movimentazione manuale può causare mal di schiena e lesioni ai dischi intervertebrali. I pericoli possono essere evitati: predisponendo adeguate vie di accesso ai locali; stabilire un adeguato peso massimo per i sacchi di farina; utilizzando mezzi di movimentazione meccanica di tipo idoneo all'impiego in piccole imprese ea un prezzo alla portata della maggior parte degli artigiani; e da un uso più ampio del trasporto di farina sfusa, che è però adatto solo quando il fornaio ha un fatturato sufficientemente ampio.
Anche la polvere di farina rappresenta un pericolo di incendio ed esplosione e devono essere prese le dovute precauzioni, compresi i sistemi di soppressione di incendi ed esplosioni.
Nei panifici meccanizzati, l'impasto in attivo stato di fermentazione può sprigionare quantità pericolose di anidride carbonica; pertanto, negli spazi ristretti, dove è probabile che si accumuli il gas (scivoli della pasta e così via), dovrebbe essere fornita una ventilazione completa. I lavoratori dovrebbero essere addestrati alle procedure in spazi ristretti.
Un'ampia varietà di macchine viene utilizzata nella produzione del pane, in particolare nelle panetterie industriali. La meccanizzazione può portare con sé gravi incidenti. Le moderne macchine per panificazione sono solitamente dotate di protezioni incorporate il cui corretto funzionamento spesso dipende dal funzionamento dei finecorsa elettrici e degli interblocchi positivi. Le tramogge e gli scivoli di alimentazione presentano pericoli speciali che possono essere eliminati estendendo la lunghezza dell'apertura di alimentazione oltre la lunghezza del braccio per impedire all'operatore di raggiungere le parti in movimento; doppie porte incernierate o alette rotanti sono talvolta utilizzate come dispositivi di alimentazione per lo stesso scopo. I nips sui freni della pasta possono essere protetti da protezioni fisse o automatiche. Sulle impastatrici è possibile utilizzare una varietà di protezioni (coperchi, griglie e così via) per impedire l'accesso alla zona di intrappolamento consentendo l'inserimento di materiale aggiuntivo e il raschiamento della vasca. Sempre più diffuso è l'utilizzo di macchine per affettare e incartare il pane con alternanza di lame seghettate o coltelli rotanti; tutte le parti mobili devono essere completamente chiuse, essendo previste coperture ad incastro dove è necessario l'accesso. Ci dovrebbe essere un programma di lockout/tagout per la manutenzione e la riparazione dei macchinari.
Rischi per la salute
I lavoratori del forno sono solitamente vestiti in modo leggero e sudano copiosamente; sono soggetti a correnti d'aria e variazioni pronunciate della temperatura ambiente quando si passa, ad esempio, dalla carica del forno al lavoro di raffreddamento. La polvere di farina dispersa nell'aria può causare rinite, disturbi alla gola, asma bronchiale (“asma del panettiere”) e malattie degli occhi; la polvere di zucchero può causare la carie dentale. La polvere vegetale trasportata dall'aria deve essere controllata mediante un'adeguata ventilazione. La dermatite allergica può verificarsi in persone con predisposizione speciale. I suddetti rischi per la salute e l'elevata incidenza di tubercolosi polmonare tra i fornai sottolineano la necessità di un controllo medico con frequenti visite periodiche; inoltre, una rigorosa igiene personale è essenziale nell'interesse sia dei lavoratori che del pubblico in generale.
Industria dei distillati
Gli spiriti distillati possono essere prodotti da qualsiasi numero di materiali, come puree fermentate di cereali, succhi di frutta fermentati, succo di canna da zucchero, melassa, miele e succo di cactus. La fermentazione per la produzione di vino e birra può essere fatta risalire tra il 5000 e il 6000 aC; tuttavia, la storia della distillazione è molto più recente. Sebbene non sia chiaro dove abbia avuto origine la distillazione, era nota agli alchimisti e iniziò a diffondersi in uso per tutto il XIII e XIV secolo. I primi usi erano principalmente farmaceutici.
Panoramica del processo
Le bevande alcoliche sono divise in due gruppi, a seconda della loro modalità di preparazione: bevande fermentate, come vino e birra, e bevande distillate, come whisky e brandy. I liquori sono fondamentalmente preparati miscelando succhi o estratti di frutta, noci o altri prodotti alimentari. La produzione di vino e birra è discussa in articoli separati in questo capitolo.
Le fasi dell'attività nella produzione di distillati includono il ricevimento del grano, la macinazione, la cottura, la fermentazione, la distillazione, lo stoccaggio, la miscelazione e l'imbottigliamento (vedi figura 1).
Figura 1. Diagramma di flusso della produzione per la produzione di distillati.
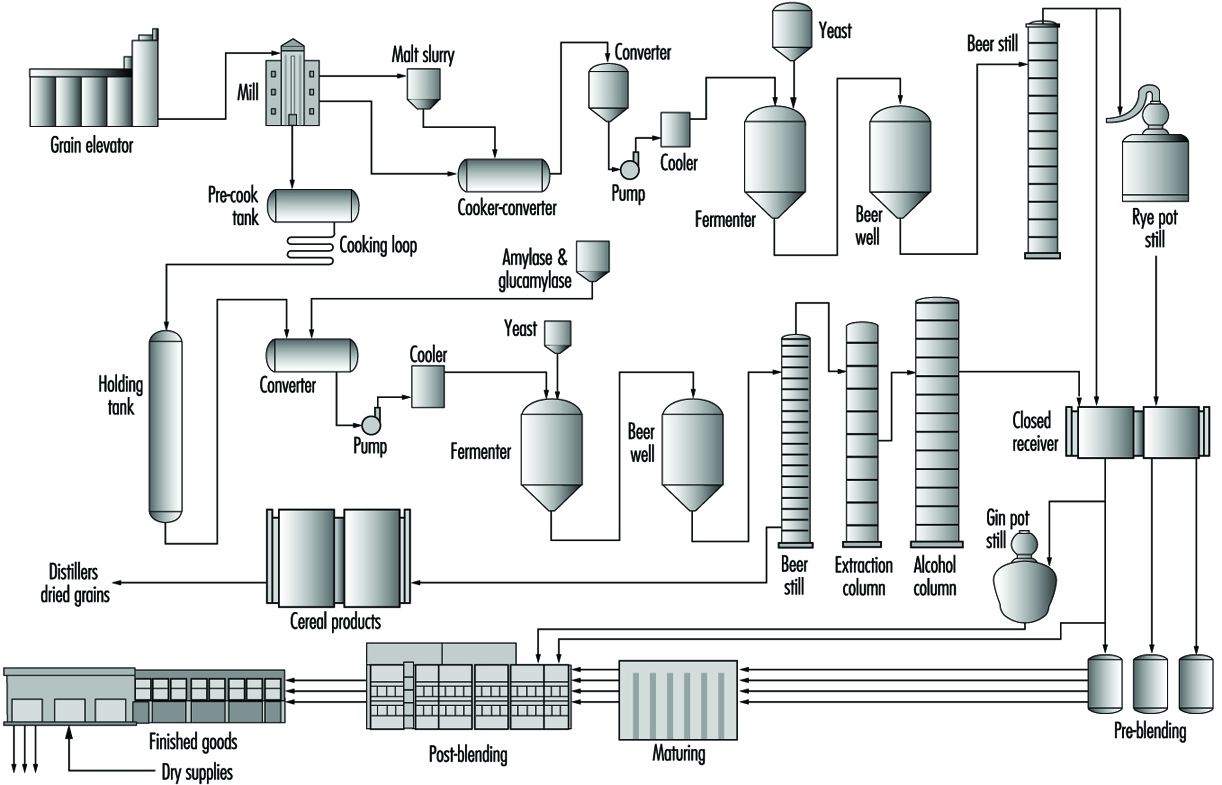
L'elevatore per cereali riceve e pesa i chicchi in arrivo e li deposita negli appositi bins. La molitura consiste nella macinazione dei chicchi necessari al becco del mosto. Il mash bill è la ricetta per il processo di fermentazione.
I cuocitori ricevono farina dal mulino e fanghi con scolo, acqua e ammoniaca a pH (acidità) e temperatura prestabiliti. L'amido viene solubilizzato mediante cottura a getto di vapore. Gli enzimi vengono aggiunti per abbattere l'amido in molecole di amido più piccole, riducendo la viscosità del mosto. Il mosto risultante viene raffreddato alla temperatura di fermentazione.
La fermentazione è il processo di conversione degli zuccheri in alcol e anidride carbonica mediante l'attività del lievito. I fermentatori vengono raffreddati a condizioni di temperatura ottimali per il lievito, poiché le reazioni che avvengono sono di natura esotermica. L'igiene è importante: i sistemi biologici di fermentazione sono in costante competizione con batteri indesiderati che possono produrre componenti aromatici indesiderati.
Il tipo di distillazione dipenderà dallo spirito prodotto. Gli alambicchi sono generalmente utilizzati quando è richiesto un particolare "carattere" per un prodotto come cognac e scotch, mentre la distillazione continua multicolonna è generalmente utilizzata per produrre alcolici più neutri che possono essere utilizzati come miscelatori o acquaviti di cereali neutri.
Il recupero dei sottoprodotti è un aspetto molto importante del funzionamento di una moderna distilleria. Il grano residuo (fermentato e dealcolizzato) è ricco di proteine, vitamine, fibre e grassi e può essere ulteriormente trasformato in un prezioso integratore alimentare per animali. Questi processi consistono generalmente in centrifugazione, evaporazione, essiccazione e miscelazione.
Whisky, brandy e rum vengono invecchiati (maturati) in botti di rovere carbonizzato. La stagionatura avviene in più anni per produrre le caratteristiche finali che contraddistinguono questi prodotti. Una volta che questi prodotti sono stati maturati, vengono miscelati e filtrati e quindi confezionati come prodotti finiti per l'uso da parte del consumatore.
La sala di imbottigliamento è separata dal resto della struttura, proteggendo il prodotto da eventuali contaminanti. L'operazione di riempimento altamente automatizzata richiede un monitoraggio per un'efficienza continua. Le bottiglie vuote vengono trasportate tramite nastro trasportatore alle riempitrici.
L'imballaggio è l'ultimo passaggio prima dello stoccaggio. Questo processo è diventato automatizzato, sebbene vi sia una discreta quantità di imballaggio manuale, a seconda delle dimensioni della bottiglia e del tipo di imballaggio. Il prodotto imballato entra quindi in una macchina pallettizzata, che impila automaticamente le scatole sui pallet, che vengono poi prelevati dai carrelli elevatori ai magazzini per lo stoccaggio.
Problemi di salute e sicurezza
La preoccupazione più ovvia per la sicurezza negli impianti di movimentazione del grano è la minaccia di incendi ed esplosioni da polvere. Alte concentrazioni di polvere di grano possono essere esplosive; pertanto, una buona pulizia è il singolo fattore più importante per ridurre il rischio di esplosione di polvere di grano. Alcuni chicchi, se umidi o conservati per un lungo periodo, generano calore, diventando così un pericolo di incendio. La rotazione del grano da silo a silo o l'adozione di una procedura di consegna del grano "just-in-time" eliminerà questo rischio.
L'esposizione a vapori e gas rilasciati durante la produzione di distillati è un possibile pericolo. Durante il processo di fermentazione, i gas refrigeranti possono causare rischi tossici ed esplosivi. Pertanto, sono essenziali un'adeguata ventilazione e una rigorosa manutenzione, incluso l'uso di apparecchiature a sicurezza intrinseca come gli utensili pneumatici. Particolarmente significativi sono i rischi di asfissia da vapori di alcool e anidride carbonica sprigionati dal processo di fermentazione, soprattutto quando i liquidi vengono trasportati e travasati in serbatoi, e in ambienti confinati dove l'aerazione è insufficiente. I respiratori devono essere indossati dai lavoratori in questo processo. Il riquadro allegato descrive alcuni rischi di ingresso in spazi confinati, discussi anche altrove in questo documento Enciclopedia.
In tutta la struttura vengono utilizzati materiali pericolosi come varsol (ragia minerale), sostanze caustiche, acidi e molti altri solventi e detergenti. I dipendenti devono essere formati per maneggiare questi prodotti in sicurezza. Una revisione annuale di un sistema informativo sui materiali pericolosi sul posto di lavoro, come il WHMIS canadese, può fornire l'opportunità per tale formazione continua. I lavoratori devono essere istruiti sull'uso delle schede di sicurezza dei dati materiali (MSDS), che sono schede informative disponibili presso i fornitori, che forniscono informazioni sul contenuto del prodotto pericoloso e sui relativi rischi per la salute, azioni di emergenza, primo soccorso e così via. È imperativo che ogni lavoratore esposto o che potrebbe essere esposto a un materiale pericoloso sia formato e quindi sottoposto a una revisione annuale della manipolazione del materiale pericoloso. In molti paesi è richiesto che le MSDS siano disponibili in ogni luogo in cui sono presenti sostanze controllate e dovrebbero essere rese accessibili a tutti i lavoratori. Oltre alla formazione dei dipendenti, in tutto lo stabilimento dovrebbero essere disponibili postazioni per il lavaggio oculare, docce e postazioni di pronto soccorso, al fine di ridurre al minimo le lesioni a chiunque venga accidentalmente esposto a una sostanza chimica pericolosa.
I carrelli elevatori sono utilizzati in molti processi diversi nello stabilimento. I due usi più comuni sono per il trasferimento delle botti per lo stoccaggio della maturazione e la movimentazione del prodotto finito. Dovrebbe essere in atto un programma di manutenzione preventiva per i carrelli elevatori, nonché un programma di sicurezza che garantisca che tutti i conducenti comprendano i principi di sicurezza dei carrelli elevatori. Tutti i conducenti devono essere autorizzati a utilizzare un carrello elevatore.
I rischi professionali associati al processo di imbottigliamento sono simili a quelli nella maggior parte degli impianti di imbottigliamento. Le lesioni da sforzi ripetuti come le tendiniti e la sindrome del tunnel carpale sono le lesioni più comuni, risultanti dal lavoro ripetitivo richiesto per imballare bottiglie e utilizzare etichettatrici. Tuttavia, la frequenza di questi infortuni sul lavoro è diminuita; ciò può essere dovuto ai cambiamenti tecnologici nell'impianto che hanno reso i lavori meno laboriosi, tra cui l'automazione dell'imballaggio e l'uso di attrezzature computerizzate.
I DPI sono comuni in tutto l'impianto di imbottigliamento. È obbligatorio che i dipendenti della sala di imbottigliamento indossino occhiali di sicurezza per la protezione degli occhi e protezioni per le orecchie dove sono esposti a livelli di rumore elevati. Dovrebbe essere in atto un programma di scarpe antinfortunistiche, con i dipendenti che dovrebbero indossare scarpe con punta d'acciaio. Se un pericolo non può essere eliminato alla fonte (tramite ingegneria) o lungo il percorso (attraverso barriere), è necessario utilizzare DPI per la sicurezza del lavoratore.
Esistono molti metodi chiave per creare un ambiente di lavoro sicuro. Un'azienda deve avere una politica per la salute e la sicurezza e dovrebbe trasmetterla attraverso un manuale di sicurezza che delinei le procedure di sicurezza. Inoltre, le ispezioni mensili degli impianti possono prevenire i pericoli e ridurre al minimo gli infortuni. La comunicazione con i dipendenti in merito alle pratiche di sicurezza è la parte più essenziale di un programma di sicurezza di successo.
Rischi di ingresso in spazi confinati nell'industria delle bevande
Uno spazio confinato è definito come uno spazio in cui, a causa della sua costruzione, ubicazione, contenuto o attività lavorativa, può verificarsi l'accumulo di gas, vapori, polveri o fumi pericolosi o la creazione di un'atmosfera carente di ossigeno. . Laddove potrebbe verificarsi l'ingresso in spazi confinati, è imperativo che sia in atto una procedura di ingresso in spazi confinati e che tutti i lavoratori siano formati e istruiti sulla procedura. Prima di entrare in uno spazio confinato, devono essere condotti test per carenza di ossigeno, gas combustibili e gas tossici. I lavoratori possono dover indossare un autorespiratore a pressione positiva (SCBA) o altri respiratori approvati durante l'ingresso. Il monitoraggio continuo è obbligatorio mentre il personale si trova all'interno dello spazio confinato. Tutto il personale che entra deve essere adeguatamente equipaggiato con imbracatura di sicurezza, completa di spallacci e cosciali. All'interno di uno spazio confinato deve essere assegnato un osservatore di guardia che mantenga una sorveglianza costante dei dipendenti e deve essere opportunamente disponibile una persona adeguatamente addestrata alla respirazione artificiale.
L'industria delle bevande presenta molte situazioni in cui sono presenti rischi di ingresso in spazi ristretti. Esempi di tali situazioni includono:
· vasche di miscelazione nell'industria delle bibite in cui potrebbero essere presenti vapori o gas pericolosi
· silos per cereali nelle industrie della birra e dei distillati
· tini di fermentazione nella produzione di birra e vinificazione
· fermentatori e alambicchi nell'industria dei distillati.
Questi bidoni del grano, serbatoi di fermentazione e così via potrebbero dover essere inseriti di volta in volta per la pulizia, la riparazione e così via. Durante il processo di fermentazione, in particolare, vi sono rischi di asfissia da parte dei vapori di alcol e di anidride carbonica sprigionati dal processo di fermentazione quando si entra in spazi confinati dove la ventilazione è inadeguata (Giullemin e Horisberger 1994).
RG Aldi e Rita Seguin
Industria della barbabietola da zucchero
Si tratta di un aggiornamento dell'articolo preparato dal Comitato europeo dei produttori di zucchero (CEFS) per la 3a edizione dell'“Enciclopedia della salute e sicurezza sul lavoro”.
Processando
Il processo di produzione dello zucchero dalle barbabietole consiste in molte fasi, che sono state continuamente migliorate nel corso della storia più che secolare dell'industria della barbabietola da zucchero. Gli impianti di lavorazione della barbabietola da zucchero sono stati modernizzati e utilizzano la tecnologia attuale e le attuali misure di sicurezza. I lavoratori sono ora addestrati all'uso di attrezzature moderne e sofisticate.
Il contenuto di zucchero delle barbabietole varia dal 15 al 18%. Vengono prima puliti in una lavatrice per barbabietole. Vengono poi tagliate in tagliabietole e le “cossette” così ottenute vengono convogliate tramite uno scottatore nel diffusore, dove viene estratta la maggior parte dello zucchero contenuto nelle barbabietole in acqua calda. Le cuccette dezuccherate, dette “polpe”, vengono pressate meccanicamente ed essiccate, per lo più a caldo. Le polpe contengono molte sostanze nutritive e sono utilizzate come mangime per animali.
Il succo grezzo ottenuto nel diffusore, oltre allo zucchero, contiene anche impurità non zuccherine che vengono precipitate (mediante aggiunta di calce e anidride carbonica) e poi filtrate. Il succo crudo diventa così succo sottile, con un contenuto di zucchero dal 12 al 14%. Il succo sottile è concentrato negli evaporatori al 65-70% di materia secca. Questo succo denso viene fatto bollire in una pentola sottovuoto ad una temperatura di circa 70 °C fino alla formazione di cristalli. Questo viene quindi scaricato nei miscelatori e il liquido che circonda i cristalli viene espulso. Lo sciroppo basso così separato dai cristalli di zucchero contiene ancora zucchero che può essere cristallizzato. Il processo di dezuccheraggio viene continuato fino a quando non è più economico. La melassa è lo sciroppo rimasto dopo l'ultima cristallizzazione.
Dopo l'essiccazione e il raffreddamento, lo zucchero viene immagazzinato in silos, dove può essere conservato a tempo indeterminato se adeguatamente climatizzato e controllato dall'umidità.
La melassa contiene circa il 60% di zucchero e, insieme alle impurità non zuccherine, costituisce un prezioso mangime per animali nonché un terreno di coltura ideale per molti microrganismi. Per l'alimentazione degli animali, parte della melassa viene aggiunta alle polpe esaurite dagli zuccheri prima che vengano essiccate. La melassa viene utilizzata anche per la produzione di lievito e alcool.
Con l'aiuto di altri microrganismi si possono realizzare altri prodotti, come l'acido lattico, importante materia prima per l'industria alimentare e farmaceutica, o l'acido citrico, di cui l'industria alimentare necessita in grandi quantità. La melassa è anche utilizzata nella produzione di antibiotici come la penicillina e la streptomicina e anche del glutammato di sodio.
Condizioni di lavoro
Nell'industria altamente meccanizzata della barbabietola da zucchero, la barbabietola viene trasformata in zucchero durante la cosiddetta “campagna”. La campagna dura dai 3 ai 4 mesi, durante i quali gli impianti di lavorazione operano ininterrottamente. Il personale lavora a turni XNUMX ore su XNUMX. Ulteriori lavoratori possono essere aggiunti temporaneamente durante i periodi di punta. Al termine della lavorazione della barbabietola, le riparazioni, la manutenzione e gli aggiornamenti vengono eseguiti nelle strutture.
Pericoli e loro prevenzione
La lavorazione della barbabietola da zucchero non produce né comporta lavorazioni con gas tossici o polveri aerodisperse. Alcune parti dell'impianto di lavorazione possono essere estremamente rumorose. Nelle aree in cui i livelli di rumore non possono essere ridotti ai limiti di soglia, è necessario fornire una protezione dell'udito e istituire un programma di conservazione dell'udito. Tuttavia, per la maggior parte, le malattie professionali sono rare negli impianti di trasformazione della barbabietola da zucchero. Ciò è in parte dovuto al fatto che la campagna dura solo da 3 a 4 mesi all'anno.
Come nella maggior parte delle industrie alimentari, la dermatite da contatto e le allergie cutanee dovute ai detergenti utilizzati per pulire le vasche e le attrezzature possono essere un problema e richiedere guanti. Quando si entra nelle vasche per la pulizia o per altri motivi, dovrebbero essere in vigore le procedure per spazi confinati.
Bisogna fare attenzione quando si entra nei silos di zucchero granulare immagazzinato, a causa del rischio di inghiottimento, un pericolo simile a quello dei silos di grano. (Vedi l'articolo "Grano, macinazione del grano e prodotti di consumo a base di grano" in questo capitolo per consigli più dettagliati.)
Le ustioni causate dalle linee del vapore e dall'acqua calda sono motivo di preoccupazione. Una corretta manutenzione, DPI e formazione dei dipendenti possono aiutare a prevenire questo tipo di lesioni.
La meccanizzazione e l'automazione nell'industria della barbabietola da zucchero riducono al minimo il rischio di disturbi ergonomici.
I macchinari devono essere regolarmente controllati e regolarmente mantenuti e riparati come richiesto. Le protezioni ei meccanismi di sicurezza devono essere mantenuti in posizione. I dipendenti devono avere accesso a dispositivi e dispositivi di protezione. I dipendenti dovrebbero essere tenuti a partecipare alla formazione sulla sicurezza.
Industria del vino
Adattato dalla 3a edizione, "Encyclopaedia of Occupational Health and Safety".
Il vino è prodotto dall'uva. L'uva matura, quando pigiata, cede il devono obbligatoriamente: che, per fermentazione totale o parziale e normale, si trasforma in vino. Durante la fermentazione, prima rapida e turbolenta, poi gradualmente rallentata, lo zucchero si trasforma in alcol e anidride carbonica. Molti elementi contenuti nell'uva rimangono nella bevanda. Le varie fasi dell'attività nella produzione del vino da uva comprendono la vinificazione, lo stoccaggio e l'imbottigliamento.
Vinificazione
La vinificazione comporta una varietà di attività svolte con una varietà di metodi che vanno dalla tradizionale "produzione agricola" alla moderna produzione industriale. L'antico metodo di pigiatura dell'uva, in cui i vendemmiatori pigiavano durante la notte l'uva raccolta durante il giorno, è sempre meno visto nella moderna vinificazione. Il vino viene oggi prodotto in impianti appartenenti a gruppi di agricoltori o ad aziende commerciali, utilizzando tecniche che producono un tipo di vino più omogeneo e riducono il rischio di deterioramento, soprattutto quello che deriva dall'acidificazione che trasforma il vino in aceto.
All'arrivo in cantina, le uve vengono pigiate in semplici frantoi o grandi macchine, come frangitrici centrifughe, a rulli o in altro modo. Queste lavorazioni comportano sempre rischi meccanici e di rumore per tutto il periodo in cui si movimentano grandi quantità di mosto. La massa frantumata viene quindi trasferita in grandi serbatoi, mediante pompaggio o altri procedimenti, dove verrà pressata per separare il succo dalle bucce e dai raspi. Il mosto viene poi trasferito in fermentini. Terminata la fermentazione, il vino viene svinato dalle fecce e travasato in silos o cisterne. Le sostanze estranee e le impurità vengono rimosse dai filtri. La farina fossile ha sostituito l'amianto come agente filtrante in alcuni paesi, come gli Stati Uniti. I corpi estranei più grandi possono essere rimossi dalle centrifughe.
La qualità del vino può essere migliorata mediante refrigerazione utilizzando frigoriferi a flusso continuo e serbatoi di raffreddamento a doppia camicia. In queste operazioni si deve tenere conto dell'esposizione ai vapori e ai gas sprigionati durante le varie fasi del processo, in particolare la filtrazione, la fermentazione e l'uso di disinfettanti e altri prodotti atti a garantire lo stato igienico e qualitativo del vino. I gas refrigeranti come l'ammoniaca possono causare rischi tossici ed esplosivi e sono essenziali una ventilazione adeguata e una manutenzione rigorosa per evitare perdite. Per le emergenze dovrebbero essere disponibili dispositivi di rilevamento automatico delle perdite e dispositivi di protezione delle vie respiratorie, frequentemente testati. Vi sono poi i comuni rischi dovuti ai pavimenti bagnati e scivolosi, al disordine caratteristico delle attività stagionali e alla qualità dell'illuminazione e della ventilazione (i locali dove viene preparato il vino sono spesso adibiti anche alla conservazione e sono progettati per mantenere un livello uniforme, relativamente basso temperatura).
Particolarmente significativi sono i rischi di asfissia da vapori di alcol e anidride carbonica liberati dal processo di fermentazione, soprattutto quando i liquidi vengono trasportati e travasati in serbatoi o spazi confinati dove l'aerazione è insufficiente.
Alcune altre sostanze nocive vengono utilizzate nella vinificazione. Il metabisolfito in soluzione concentrata è irritante per la pelle e le mucose; l'acido tartarico, considerato non tossico, può essere leggermente irritante in soluzioni molto concentrate; l'anidride solforosa provoca un'intensa irritazione degli occhi e delle vie respiratorie; i tannini possono seccare la pelle di un lavoratore e fargli perdere la pigmentazione; l'uso di disinfettanti e detergenti per il lavaggio dei serbatoi di stoccaggio provoca dermatiti; e il bitartrato di potassio, l'acido ascorbico, gli enzimi proteolitici e così via, che possono essere utilizzati nella preparazione di bevande alcoliche, possono causare diarrea o reazioni allergiche.
Quando i processi di lavoro vengono modernizzati, i lavoratori possono aver bisogno di supporto e assistenza per adattarsi. Le grandi cantine di produzione dovrebbero tenere conto dei principi ergonomici nella scelta delle attrezzature per tali impianti. Le pigiatrici e le presse devono avere un facile accesso per facilitare il travaso dell'uva e dei residui. Quando possibile, devono essere installate pompe idonee, facilmente ispezionabili e con una base solida per non creare ostruzioni, rumorosità e vibrazioni elevate.
L'organizzazione generale della cantina di produzione dovrebbe essere tale da non causare rischi inutili e che i rischi non dovrebbero estendersi ad altre aree; la ventilazione dovrebbe essere conforme agli standard; potrebbe essere necessario il controllo della temperatura; compressori, condensatori, apparecchiature elettriche e quant'altro devono essere installati in modo da scongiurare ogni possibile rischio. A causa dell'umidità di diversi processi, è necessario proteggere le apparecchiature elettriche e, ove possibile, dovrebbero essere utilizzate basse tensioni, in particolare per le apparecchiature portatili e le lampade di ispezione. Ove necessario, devono essere installati interruttori automatici per guasto a terra. Le apparecchiature elettriche in prossimità degli impianti di distillazione devono essere di costruzione ignifuga.
I tini di legno sono sempre meno diffusi, anche se occasionalmente si possono trovare in piccole cantine per la produzione agricola. Nella moderna enologia i tini sono rivestiti in vetro o acciaio inox per motivi igienici e di controllo; vengono utilizzati anche cemento armato rivestito e, talvolta, plastica. I tini devono avere dimensioni adeguate ed essere adeguatamente resistenti per consentire la fermentazione e il travaso (fino alla feccia), per contenere il volume delle riserve per il tempo necessario e per consentire un facile scambio del loro contenuto, qualora si rivelasse necessario. La pulizia dei contenitori comporta rischi particolarmente elevati e dovrebbe essere in atto un programma per spazi ristretti: il gas deve essere espulso da ventilatori mobili prima di entrare nei contenitori e devono essere indossate cinture di sicurezza, cavi di sicurezza e dispositivi di protezione respiratoria. Un lavoratore competente dovrebbe essere di stanza all'esterno per supervisionare e soccorrere i lavoratori all'interno, se necessario. Vedere il riquadro sugli spazi confinati per maggiori informazioni.
Conservazione del vino
Lo stoccaggio comporta non solo la conservazione di grandi volumi di liquidi ma anche una serie di attività come la pulizia e la disinfezione dei serbatoi o delle botti; la loro manutenzione e conservazione; applicazione di anidride solforosa, acido ascorbico, acido tartarico, gas inerti, tannini e albumine; e altri processi aggiuntivi, come la miscelazione, l'incollaggio, il filtraggio, la centrifugazione e così via. Alcuni trattamenti del vino prevedono l'uso del caldo e del freddo per distruggere lieviti e batteri; l'utilizzo di carbone e altri deodoranti; l'applicazione della CO2, e così via. Come esempio di questo tipo di installazione si può fare riferimento al sistema di refrigerazione istantanea, per la stabilizzazione dei vini ad una temperatura vicina al punto di congelamento, che facilita l'eliminazione di colloidi, microbi e altri prodotti come il bitartrato di potassio, che provoca la precipitazione nelle bottiglie. È ovvio che queste installazioni comportano rischi che prima non dovevano essere considerati in questa fase di stoccaggio. La prevenzione si basa essenzialmente su una pianificazione ergonomica e una buona manutenzione.
Imbottigliamento del vino
Il vino viene solitamente venduto in bottiglie di vetro (da 1.0, 0.8, 0.75 o 0.30 l di capacità); Occasionalmente vengono utilizzati contenitori di vetro da 5 l. I contenitori di plastica non sono così comuni. Negli impianti di imbottigliamento le bottiglie vengono prima pulite e poi riempite, sigillate ed etichettate. I trasportatori sono ampiamente utilizzati negli impianti di imbottigliamento.
I rischi dell'imbottigliamento derivano dalla manipolazione del materiale vetroso; queste variano a seconda che le bottiglie da lavare siano nuove o rese, e in base ai prodotti utilizzati (acqua e detersivi) e alle tecniche applicate (lavaggio manuale o meccanico o entrambi). Forma delle bottiglie; come deve essere fatto il riempimento (si va dai metodi manuali a sofisticate macchine riempitrici che possono anche introdurre anidride carbonica); il processo di tappatura; il sistema più o meno complicato di accatastamento, o inserimento in scatole o casse dopo l'etichettatura; e altri ritocchi finali determinano i rischi.
I rischi in questione sono quelli che generalmente corrispondono al riempimento di contenitori con liquidi. Le mani sono costantemente bagnate; se le bottiglie si rompono, la proiezione di particelle di vetro e liquido può causare lesioni. Lo sforzo richiesto per trasportarli una volta imballati in scatole (di solito a dozzine) potrebbe essere eliminato almeno in parte dalla meccanizzazione. Si veda anche l'articolo “Imbottigliamento e inscatolamento di bibite”.
Ringraziamenti: L'autore desidera ringraziare la Junta Nacional dos Vinhos (Lisbona) per i consigli sugli aspetti tecnici.
Olio e Grasso
Adattato dalla 3a edizione, "Encyclopaedia of Occupational Health and Safety".
Il termine oli e grassi è generalmente applicato ai trigliceridi degli acidi grassi nei semi delle piante e nei tessuti animali. Oli e grassi costituiscono uno dei tre tipi principali di materiali organici considerati come materiali da costruzione degli organismi viventi, gli altri due sono proteine e carboidrati.
Più di 100 varietà di piante e animali oleari sono sfruttate come fonti di oli e grassi. Le fonti vegetali più importanti sono: oliva, cocco, arachidi, semi di cotone, soia, semi di colza (olio di canola), semi di senape, lino o semi di lino, frutti di palma, sesamo, girasole, palmisti, semi di ricino, semi di canapa, tung, cacao, mowrah, mais e babassu.
Le principali fonti animali sono i bovini da carne, i maiali e gli ovini, la balena, il merluzzo e l'halibut.
Oli e grassi commestibili forniscono una fonte concentrata di energia alimentare, fungono da vettori di vitamine liposolubili e forniscono anche gli acidi grassi essenziali che sono di vitale importanza per il metabolismo. Oli e grassi costituiscono le principali materie prime per saponi e detergenti, pitture, lacche e vernici, lubrificanti e illuminanti come le candele. Sono anche utilizzati nella fabbricazione di linoleum e tessuti oliati, nella fabbricazione di fissativi e mordenti nella concia delle pelli e come materia prima per la sintesi chimica.
Processando
La lavorazione iniziale dipende dalla materia prima; ad esempio, i grassi animali vengono fusi in recipienti rivestiti di vapore, i semi vengono puliti, macinati e separati e la polpa delle noci viene tagliata in scaglie. I grassi o gli oli vengono estratti mediante pressatura o trattamento con solventi e l'ulteriore lavorazione dipende dall'uso finale. Le olive possono essere frante più volte, ma di solito non è necessario alcun ulteriore trattamento. Per altri oli e grassi commestibili, la lavorazione può comprendere una serie di fasi diverse, tra cui la raffinazione, la deodorizzazione, l'idrogenazione, la solidificazione o l'emulsione.
Oli e grassi grezzi contengono impurità, alcune delle quali sono discutibili perché scuriscono l'olio, lo fanno schiumare e fumare quando viene riscaldato, conferiscono un sapore o un odore indesiderabile o influiscono sulla lavorazione. La raffinazione, che consiste nella neutralizzazione e nello sbiancamento, rimuove la maggior parte di queste impurità. La neutralizzazione rimuove gli acidi grassi ei fosfatidi gommosi mediante trattamenti alcalini e sgrassanti. Le materie prime vengono sbiancate per assorbimento su terre sbiancanti naturali o attivate; tuttavia, può essere impiegato lo sbiancamento a caldo. La temperatura dell'olio normalmente non supera i 100 °C durante la raffinazione.
La deodorizzazione rimuove i composti odoriferi mediante distillazione a vapore ad alta temperatura e bassa pressione assoluta.
Oli liquidi e grassi molli vengono convertiti in grassi plastici compatti mediante idrogenazione, che aiuta anche a prevenire l'irrancidimento dovuto all'ossidazione. In questo processo, l'olio viene fatto reagire con idrogeno a una temperatura di 180 ºC o più in presenza di un catalizzatore, solitamente nichel finemente suddiviso. L'idrogeno viene immesso ad una pressione compresa tra 2 e 30 atmosfere, a seconda del prodotto finale desiderato.
Se l'olio o il grasso devono essere commercializzati sotto forma di plastica o emulsione, è necessaria un'ulteriore lavorazione. Molti oli e grassi di marca proprietaria vengono miscelati e gli accorciamenti vengono solidificati per produrre granuli mediante raffreddamento graduale controllato (frazionamento) e separazione delle frazioni cristallizzate a varie temperature in base ai loro punti di fusione. Un metodo alternativo produce un prodotto testurizzato mediante raffreddamento rapido in un'apparecchiatura speciale chiamata votator.
Pericoli e loro prevenzione
L'idrogeno presenta un alto rischio di esplosione e incendio nel processo di idrogenazione. La combustione di oli e grassi può emettere fumi altamente irritanti come l'acroleina. I solventi, come l'esano, utilizzati per l'estrazione degli oli sono altamente infiammabili, sebbene siano comunemente usati in sistemi chiusi. Le precauzioni contro gli incendi e le esplosioni includono:
- eliminazione di tutte le fonti di accensione
- utilizzo di apparecchiature antideflagranti e strumenti antiscintilla
- divieto di fumare
- garantire che le uscite antincendio non siano bloccate e siano ben mantenute
- fornitura di adeguati estintori
- sviluppo di procedure per sversamenti e fughe di idrogeno e solventi infiammabili
- formazione del personale nelle procedure antincendio.
Gli impianti elettrici presentano un rischio di scosse elettriche in condizioni di umidità e vapore. Tutte le apparecchiature, i conduttori e così via devono essere adeguatamente protetti con particolare attenzione a qualsiasi apparecchiatura portatile o luci. Gli interruttori automatici per guasto a terra devono essere installati su apparecchiature elettriche in aree umide o piene di vapore.
Gli infortuni causati da parti mobili del macchinario possono essere prevenuti con protezioni del macchinario efficienti e ben mantenute. Particolare attenzione deve essere data alle macchine di frantumazione, alle macchine riempitrici e aggraffatrici e alle prese tra nastri, tamburi e pulegge dei trasportatori. Le procedure di lockout/tagout devono essere utilizzate durante la manutenzione e la riparazione delle apparecchiature. I rischi di esplosione e perdite nell'impianto a vapore devono essere prevenuti mediante regolari procedure di ispezione e manutenzione.
Il rumore eccessivo delle apparecchiature dovrebbe essere ridotto al minimo mediante controlli tecnici, se possibile. I dipendenti esposti a rumore eccessivo dovrebbero indossare protezioni acustiche adeguate e dovrebbe esserci un programma di conservazione dell'udito.
La movimentazione manuale dei fusti può causare stiramenti muscoloscheletrici e lesioni alle mani e alle dita dei piedi. Quando possibile, devono essere utilizzate attrezzature di movimentazione meccanica. Ci dovrebbe essere formazione sui metodi corretti di manipolazione e sollevamento, protezione dei piedi e delle mani e controllo dei contenitori per spigoli vivi. I fusti mal impilati possono cadere e causare gravi lesioni; la supervisione e la formazione nell'accatastamento e nel disimpilamento ridurranno il rischio connesso.
Le cadute possono verificarsi su pavimenti e scale scivolosi e possono essere prevenute con superfici del pavimento antiscivolo ben mantenute, una pulizia regolare e una buona pulizia e indossando calzature antiscivolo.
Le ustioni possono essere causate dall'idrossido di sodio durante la movimentazione dei fusti per la raffinazione e dagli schizzi di liquido caustico all'apertura dei fusti; da olio caldo o catalizzatore esausto durante la pulizia delle filtropresse; dagli acidi; e da linee di vapore e perdite di vapore. Indumenti protettivi, stivali, grembiuli e guanti prevengono molti infortuni; gli schermi facciali sono necessari per proteggere gli occhi da schizzi di materiale corrosivo o caldo.
Gli oli vengono lavorati a temperature elevate e possono verificarsi disagi fisici, soprattutto ai tropici, a meno che non vengano prese misure efficaci. Possono verificarsi crampi muscolari, spossatezza e colpi di calore. Il calore radiante dovrebbe essere ridotto isolando o isolando i recipienti e i tubi del vapore. Una ventilazione meccanica efficiente dovrebbe fornire frequenti cambi d'aria. I lavoratori dovrebbero avere accesso frequente a liquidi e pause frequenti in aree fresche.
Entrare in cisterne per la riparazione o la pulizia può rappresentare un pericolo per spazi ristretti. I dipendenti dovrebbero essere addestrati alle procedure in spazi confinati, come i test dell'aria negli spazi confinati e le procedure di salvataggio di emergenza. Dovrebbero essere presenti almeno due lavoratori.
I solventi utilizzati per l'estrazione di grassi e oli possono presentare rischi tossici. Il benzene non deve essere utilizzato e deve essere sostituito con il solvente meno tossico possibile (ad esempio, sostituzione dell'eptano con l'esano). LEV è necessario per rimuovere i vapori di solvente nel punto di origine, oppure devono essere utilizzati sistemi chiusi.
La dermatite può essere causata dalla manipolazione di oli, grassi e solventi. La fornitura e l'uso di adeguati servizi igienici e igienici è essenziale; creme barriera e indumenti protettivi aiutano anche nella prevenzione.
Negli impianti di lavorazione dell'olio di arachidi, in condizioni idonee di umidità e temperatura, i panelli possono essere contaminati da muffe di Aspergillus flavus, che contengono aflatossine. È stato riscontrato che i lavoratori esposti a una forte contaminazione da aflatossine nell'aria del laboratorio sviluppano danni epatici acuti o subacuti e presentano una maggiore prevalenza di tumori.
Anche il trattamento degli animali per la produzione di grassi animali e mangimi per animali può comportare rischi biologici. Sebbene la maggior parte degli animali e dei materiali animali utilizzati come fonte per il rendering siano sani o provengano da animali sani, una piccola percentuale proviene da animali uccisi per strada o morti per cause sconosciute e forse malati. Alcune malattie animali, come l'antrace e la brucellosi, possono colpire anche l'uomo. I lavoratori nei macelli e negli impianti di trasformazione possono essere a rischio. Nel Regno Unito, le persone chiamate knackers si guadagnano da vivere andando in giro per la campagna raccogliendo animali morti e gettandoli nei loro cortili. Potrebbero essere maggiormente a rischio a causa della maggiore probabilità di esposizione ad animali malati e delle crude condizioni in cui lavorano.
Il precedente rendering di organi di pecora, compreso il cervello, come fonte per l'alimentazione del bestiame ha provocato l'encefalopatia spongiforme bovina ("malattia della mucca pazza") in alcune mucche britanniche in cui le pecore avevano una malattia del cervello chiamata scrapie. Sembra che alcuni esseri umani abbiano sviluppato questa malattia mangiando carne bovina di mucche affette dal morbo della mucca pazza.
La visita medica periodica dei lavoratori, la selezione, la formazione e la supervisione sono coadiuvanti nella prevenzione sia degli infortuni che delle malattie professionali.
Industria della birra
Adattato dalla 3a edizione, "Encyclopaedia of Occupational Health and Safety".
La produzione della birra è una delle industrie più antiche: la birra in diverse varietà era bevuta nel mondo antico, e i Romani la introdussero in tutte le loro colonie. Oggi viene prodotta e consumata in quasi tutti i paesi, in particolare in Europa e nelle aree di insediamento europeo.
Panoramica del processo
Il grano utilizzato come materia prima è solitamente l'orzo, ma vengono impiegati anche segale, mais, riso e farina d'avena. Nella prima fase il grano viene maltato, facendolo germogliare o con mezzi artificiali. Questo converte i carboidrati in destrina e maltosio, e questi zuccheri vengono quindi estratti dal grano immergendolo in un tino di ammostamento (tino o botte) e quindi agitando in un tino di filtrazione. Il liquore che ne risulta, noto come mosto dolce, viene poi fatto bollire in un recipiente di rame con il luppolo, che conferisce un sapore amaro e aiuta a conservare la birra. Il luppolo viene quindi separato dal mosto e viene fatto passare attraverso i refrigeratori nei recipienti di fermentazione dove viene aggiunto il lievito - un processo noto come pitching - e viene eseguito il processo principale di conversione dello zucchero in alcol. (Per una discussione sulla fermentazione vedi il cap Industria farmaceutica.) La birra viene quindi raffreddata a 0 °C, centrifugata e filtrata per chiarificarla; è quindi pronto per la spedizione tramite fusto, bottiglia, lattina di alluminio o trasporto alla rinfusa. La Figura 1 è un diagramma di flusso del processo di produzione della birra.
Figura 1. Diagramma di flusso del processo di fermentazione.
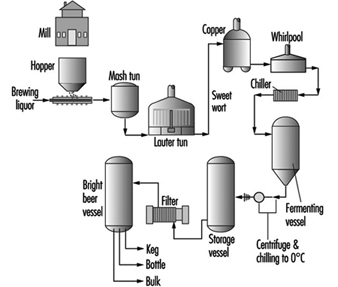
Pericoli e loro prevenzione
Movimentazione manuale
La movimentazione manuale rappresenta la maggior parte degli infortuni nei birrifici: le mani sono contuse, tagliate o perforate da cerchi frastagliati, schegge di legno e vetri rotti. I piedi sono ammaccati e schiacciati dalla caduta o dal rotolamento dei barili. Si può fare molto per prevenire queste lesioni con un'adeguata protezione delle mani e dei piedi. L'aumento dell'automazione e la standardizzazione delle dimensioni del fusto (diciamo a 50 l) possono ridurre i rischi di sollevamento. Il mal di schiena causato dal sollevamento e dal trasporto di botti e così via può essere drasticamente ridotto allenandosi nelle tecniche di sollevamento del suono. Anche la movimentazione meccanica su pallet può ridurre i problemi ergonomici. Le cadute su pavimenti bagnati e scivolosi sono comuni. Le superfici e le calzature antiscivolo e un regolare sistema di pulizia sono la migliore precauzione.
La manipolazione del grano può produrre prurito d'orzo, causato da un acaro che infesta il grano. L'asma del lavoratore del mulino, a volte chiamato febbre da malto, è stato registrato nei lavoratori del grano e ha dimostrato di essere una risposta allergica al punteruolo del grano (Sitophilus granariuS). La manipolazione manuale del luppolo può produrre una dermatite dovuta all'assorbimento delle essenze resinose attraverso la pelle rotta o screpolata. Le misure preventive includono buoni servizi igienici e di lavaggio, un'efficiente ventilazione dei locali di lavoro e la supervisione medica dei lavoratori.
Quando l'orzo viene maltato con il metodo tradizionale di macerazione e poi spargendolo sui pavimenti per produrre la germinazione, può essere contaminato da Aspergillus clavatus, che può produrre crescita e formazione di spore. Quando l'orzo viene rivoltato per prevenire l'intasamento delle radici dei germogli, o quando viene caricato nei forni, le spore possono essere inalate dai lavoratori. Ciò può produrre alveolite allergica estrinseca, che nella sintomatologia è indistinguibile dal polmone del contadino; l'esposizione in un soggetto sensibilizzato è seguita da un aumento della temperatura corporea e da mancanza di respiro. C'è anche un calo delle normali funzioni polmonari e una diminuzione del fattore di trasferimento del monossido di carbonio.
Uno studio sulle polveri organiche contenenti alti livelli di endotossina in due birrifici in Portogallo ha rilevato che la prevalenza dei sintomi della sindrome tossica da polvere organica, che è distinta dall'alveolite o dalla polmonite da ipersensibilità, è del 18% tra i lavoratori del birrificio. L'irritazione delle mucose è stata riscontrata nel 39% dei lavoratori (Carveilheiro et al. 1994).
In una popolazione esposta, l'incidenza della malattia è di circa il 5% e l'esposizione continua produce una grave incapacità respiratoria. Con l'introduzione del malto automatizzato, dove i lavoratori non sono esposti, questa malattia è stata in gran parte eliminata.
Macchinario
Dove il malto è immagazzinato in silos, l'apertura deve essere protetta e devono essere applicate rigide regole per quanto riguarda l'ingresso del personale, come descritto nel riquadro sugli spazi confinati in questo capitolo. I trasportatori sono molto utilizzati negli impianti di imbottigliamento; Gli intrappolamenti negli ingranaggi tra nastri e tamburi possono essere evitati mediante un'efficiente protezione dei macchinari. Ci dovrebbe essere un efficace programma di lockout/tagout per la manutenzione e la riparazione. Dove ci sono passerelle sopra o sopra i nastri trasportatori, dovrebbero essere forniti anche pulsanti di arresto frequenti. Nel processo di riempimento possono essere causate lesioni molto gravi dallo scoppio delle bottiglie; protezioni adeguate sui macchinari e protezioni per il viso, guanti di gomma, grembiuli gommati e stivali antiscivolo per i lavoratori possono prevenire lesioni.
Impianti elettrici
A causa delle prevalenti condizioni di umidità, gli impianti e le apparecchiature elettriche necessitano di una protezione speciale, e questo vale in particolare per gli apparecchi portatili. Ove necessario, devono essere installati interruttori automatici per guasto a terra. Ove possibile, dovrebbero essere utilizzate basse tensioni, in particolare per le lampade di ispezione portatili. Il vapore è ampiamente utilizzato e si verificano ustioni e scottature; devono essere forniti isolamento e protezione dei tubi e blocchi di sicurezza sulle valvole del vapore impediranno il rilascio accidentale di vapore bollente.
Diossido di carbonio
Anidride carbonica (CO2) si forma durante la fermentazione ed è presente nei tini di fermentazione, così come nei tini e nei recipienti che hanno contenuto la birra. Concentrazioni del 10%, anche se respirate solo per breve tempo, producono perdita di coscienza, asfissia ed eventuale morte. L'anidride carbonica è più pesante dell'aria e una ventilazione efficiente con estrazione a bassa altezza è essenziale in tutte le camere di fermentazione in cui vengono utilizzati tini aperti. Poiché il gas è impercettibile ai sensi, dovrebbe essere presente un sistema di allarme acustico che intervenga immediatamente in caso di guasto del sistema di ventilazione. La pulizia degli spazi confinati presenta seri pericoli: il gas deve essere espulso da ventilatori mobili prima che i lavoratori possano entrare, devono essere disponibili cinture di sicurezza, cavi di sicurezza e dispositivi di protezione delle vie respiratorie del tipo autonomo o alimentato ad aria e un altro lavoratore deve essere affisso all'esterno per la supervisione e il salvataggio, se necessario.
gassing
La gassificazione si è verificata durante il rivestimento di vasche con rivestimenti protettivi contenenti sostanze tossiche come il tricloroetilene. Devono essere prese precauzioni simili a quelle sopra elencate contro l'anidride carbonica.
Gas refrigeranti
Il raffreddamento viene utilizzato per raffreddare il mosto caldo prima della fermentazione e per scopi di conservazione. Lo scarico accidentale di refrigeranti può produrre gravi effetti tossici e irritanti. In passato si utilizzavano principalmente clorometano, bromometano, anidride solforosa e ammoniaca, ma oggi l'ammoniaca è la più comune. Un'adeguata ventilazione e un'attenta manutenzione eviteranno la maggior parte dei rischi, ma per le emergenze dovrebbero essere forniti rilevatori di perdite e autorespiratori frequentemente testati. Possono anche essere necessarie precauzioni contro i rischi esplosivi (es. impianti elettrici antideflagranti, eliminazione delle fiamme libere).
Lavoro a caldo
In alcuni processi, come la pulizia dei mash tuns, i lavoratori sono esposti a condizioni di caldo e umidità mentre svolgono lavori pesanti; possono verificarsi casi di colpo di calore e crampi da calore, soprattutto in chi è nuovo al lavoro. Queste condizioni possono essere prevenute aumentando l'assunzione di sale, periodi di riposo adeguati e la fornitura e l'uso di bagni con doccia. La supervisione medica è necessaria per prevenire le micosi dei piedi (p. es., il piede d'atleta), che si diffondono rapidamente in condizioni di caldo umido.
In tutto il settore, il controllo della temperatura e della ventilazione, con particolare attenzione all'eliminazione dei vapori di vapore, e la fornitura di DPI sono precauzioni importanti, non solo contro incidenti e infortuni, ma anche contro i pericoli più generali di umidità, caldo e freddo (ad es. abiti da lavoro per i lavoratori nelle celle frigorifere).
Dovrebbero essere esercitati controlli per evitare un consumo eccessivo del prodotto da parte delle persone impiegate e dovrebbero essere disponibili bevande calde alternative durante le pause pasto.
Rumore
Quando le botti di metallo hanno sostituito le botti di legno, i birrifici hanno dovuto affrontare un grave problema di rumore. Le botti di legno fanno poco o nessun rumore durante il caricamento, la manipolazione o il rotolamento, ma le botti di metallo quando sono vuote creano livelli di rumore elevati. I moderni impianti di imbottigliamento automatizzati generano un notevole volume di rumore. Il rumore può essere ridotto mediante l'introduzione della movimentazione meccanica su pallet. Negli impianti di imbottigliamento, la sostituzione di rulli e guide in metallo con nylon o neoprene può ridurre sensibilmente il livello di rumorosità.
Di Più...
Preoccupazioni per la salute e l'ambiente
Le bevande, sia alcoliche che analcoliche, sono normalmente prodotte secondo rigide linee guida sanitarie stabilite dalle normative governative. Per soddisfare queste linee guida, le apparecchiature all'interno degli stabilimenti per la produzione di bevande vengono costantemente pulite e disinfettate con detergenti aggressivi. L'abbondante uso di detergenti può, di per sé, porre problemi di salute ai lavoratori che vi sono esposti durante le loro mansioni lavorative. Il contatto della pelle e degli occhi con i detergenti caustici può causare gravi dermatiti. Un'altra preoccupazione è che l'inalazione dei fumi o degli spruzzi prodotti durante l'utilizzo dei detergenti può causare danni ai polmoni, al naso, alla bocca o alla gola. L'acqua o altri liquidi si trovano comunemente dentro e intorno alla produzione, causando scivolamenti e cadute un infortunio comune e causando molti altri infortuni semplicemente a causa della scarsa trazione.
Contenitori in vetro, riempitrici ad alta velocità e trasportatori aerei danno luogo a una combinazione di elementi che possono causare gravi danni causati dal lancio di vetri. Tagli e lesioni agli occhi sono comuni a causa della rottura del vetro. Gran parte dell'industria delle bevande è passata all'utilizzo di quantità sempre maggiori di lattine di alluminio e contenitori di plastica; questo ha ridotto l'incidenza delle lesioni causate dal vetro. Tuttavia, in alcuni paesi e settori specifici, come il vino e gli alcolici, non è stato così.
I sistemi elettrici in qualsiasi settore presentano un alto grado di potenziale danno. Se miscelato con l'onnipresente acqua nella produzione di bevande, la minaccia di folgorazione diventa estrema. I sistemi elettrici all'interno degli impianti di produzione di bevande vengono costantemente rielaborati mentre l'industria si modernizza rapidamente con nuove apparecchiature ad alta velocità che si traducono in una maggiore visibilità.
Il processo produttivo nell'industria delle bevande comporta la movimentazione di massicce quantità di materie prime in sacchi e fusti, su pallet di legno e plastica; carichi di bottiglie e lattine vuote; e prodotto finito in una varietà di contenitori. Le bevande, essendo liquide, sono naturalmente pesanti. Le lesioni da movimenti ripetitivi dovute alla cernita e all'ispezione delle bottiglie di vetro e ad alcune operazioni di imballaggio si verificano frequentemente. Questo movimento continuo di oggetti leggeri e pesanti presenta sfide ergonomiche per l'industria delle bevande e per altri settori. L'incidenza della distorsione dei tessuti molli e delle lesioni da sforzo negli Stati Uniti è aumentata di quasi il 400% dal 1980, ad esempio. Le nazioni sono in diverse fasi di progresso nel determinare misure preventive per ridurre questi tipi di lesioni.
Le moderne attrezzature meccanizzate hanno drasticamente ridotto il numero di personale necessario per far funzionare le linee di imbottigliamento e inscatolamento, il che di per sé ha ridotto l'esposizione a lesioni. Tuttavia, i trasportatori ad alta velocità e le attrezzature automatiche di palettizzazione e depalettizzazione possono causare lesioni gravi, anche se meno frequenti. Il personale tentato di raggiungere un nastro trasportatore in movimento per mettere una bottiglia o una lattina in posizione verticale può impigliare gli indumenti ed essere trascinato nel meccanismo. I pallettizzatori e i depalettizzatori possono incepparsi e un lavoratore può subire la frattura degli arti nel tentativo di liberare le macchine.
Le moderne apparecchiature ad alta velocità hanno, nella maggior parte dei casi, portato a un aumento dei livelli di rumore, specialmente alle frequenze più alte. La perdita dell'udito causata dal rumore sul posto di lavoro è classificata come una malattia, poiché si manifesta insidiosamente nel tempo ed è irreversibile. I tassi di incidenza della perdita dell'udito sono in aumento. I controlli tecnici per ridurre i livelli di rumore vengono testati e utilizzati, ma l'applicazione dell'uso di protezioni acustiche standard è ancora il metodo preferito utilizzato dalla maggior parte dei datori di lavoro. Una novità all'orizzonte è l'indagine sullo stress dei lavoratori dovuto alla combinazione di alti livelli di rumore, orari di 24 ore e ritmo di lavoro.
Spazi ristretti, come serbatoi, fusti, tini, fosse per acque reflue e recipienti di stoccaggio o miscelazione utilizzati comunemente negli impianti di produzione di bevande, possono potenzialmente causare lesioni catastrofiche. Questo problema non ha ricevuto molta attenzione da parte della direzione dell'industria delle bevande perché la maggior parte delle navi sono considerate "pulite" e gli incidenti si verificano molto raramente. Sebbene gli infortuni nei tipi di recipienti utilizzati dagli impianti di produzione di bevande siano rari, può verificarsi un grave incidente dovuto all'introduzione di materiali pericolosi durante le operazioni di pulizia oa causa di anomalie atmosferiche, che potrebbero causare una morte vicina o effettiva. (Vedi il riquadro sugli spazi confinati.)
La maggior parte degli impianti di produzione di bevande dispone di aree di stoccaggio delle materie prime e dei prodotti finiti. Le attrezzature semoventi per la movimentazione dei materiali rappresentano una seria minaccia in un impianto di produzione come in qualsiasi magazzino. Gli infortuni che coinvolgono carrelli elevatori e attrezzature simili spesso provocano lesioni da schiacciamento al personale pedonale o all'operatore in caso di ribaltamento del veicolo. Gli impianti di produzione spesso comportano condizioni anguste poiché si verifica l'espansione della capacità produttiva nelle strutture esistenti. Queste condizioni anguste sono spesso favorevoli a un grave incidente che coinvolge le attrezzature per la movimentazione dei materiali.
La produzione di bevande di solito richiede acqua pura e sistemi di refrigerazione. Le sostanze chimiche utilizzate più comunemente per soddisfare questi requisiti sono rispettivamente il cloro e l'ammoniaca liquida anidra, ed entrambe sono considerate sostanze estremamente pericolose. Il cloro viene spesso acquistato e conservato in bombole metalliche pressurizzate di varie dimensioni. Possono verificarsi infortuni al personale durante il passaggio da un cilindro all'altro oa causa di una valvola che perde o difettosa. Un rilascio accidentale di ammoniaca anidra può causare ustioni alla pelle e al sistema respiratorio al contatto. Un rilascio ampio e incontrollato di ammoniaca anidra può provocare concentrazioni di aria sufficientemente elevate da esplodere violentemente. I sistemi di emergenza per rilevare le perdite e la ventilazione automatica e le apparecchiature di spegnimento vengono utilizzati frequentemente, insieme alle procedure di evacuazione e di risposta. Il cloro e l'ammoniaca anidra sono sostanze chimiche che hanno forti odori identificabili e sono facilmente rilevabili nell'aria. Si ritiene che abbiano forti proprietà di avvertimento per avvisare i lavoratori della loro presenza.
L'anidride carbonica, più comunemente utilizzata per la pressurizzazione e la carbonatazione, e il monossido di carbonio, emesso dai motori a combustione interna, sono presenti nella maggior parte degli impianti di produzione di bevande. I locali di riempimento delle bevande sono solitamente i più soggetti ad avere livelli elevati di anidride carbonica, specialmente durante le procedure di cambio prodotto. Le aziende produttrici di bevande hanno aumentato l'assortimento di prodotti offerti al pubblico, quindi questi cambi si verificano più frequentemente, aumentando la necessità di ventilazione per esaurire l'anidride carbonica. Il monossido di carbonio può essere presente se vengono utilizzati carrelli elevatori o attrezzature simili. Una concentrazione pericolosa può accumularsi se i motori non funzionano secondo le specifiche del produttore.
L'occupazione nell'industria delle bevande è spesso stagionale. Questo è più comune nelle aree del mondo con stagioni distinte e nei climi settentrionali. Una combinazione di tendenze di produzione mondiali come il controllo dell'inventario just-in-time e l'uso di personale a contratto e temporaneo può avere un grande impatto sulla sicurezza e sulla salute. Spesso ai lavoratori assunti per brevi periodi di tempo non viene concessa la stessa quantità di formazione relativa alla sicurezza dei dipendenti a tempo indeterminato. In alcuni casi, i costi risultanti associati agli infortuni subiti dal personale temporaneo non sono sostenuti dal datore di lavoro ma da un'agenzia che fornisce il lavoratore al datore di lavoro. Ciò ha creato un'apparente situazione “win-win” per il datore di lavoro e l'effetto opposto sui lavoratori occupati in posizioni come queste. Governi, datori di lavoro e associazioni di categoria più illuminati stanno iniziando a guardare da vicino questo problema crescente e stanno lavorando su metodi per migliorare la quantità e la qualità della formazione sulla sicurezza fornita ai lavoratori di questa categoria.
Le preoccupazioni ambientali non sono spesso associate alla produzione di bevande, poiché non è considerata una "industria delle ciminiere". Escludendo il rilascio accidentale di una sostanza chimica pericolosa come l'ammoniaca anidra o il cloro, lo scarico principale della produzione di bevande è rappresentato dalle acque reflue. Di solito queste acque reflue vengono trattate prima dell'immissione nel flusso dei rifiuti, quindi è raro che si verifichi un problema. Occasionalmente è necessario scartare un lotto difettoso di prodotto che, a seconda degli ingredienti coinvolti, potrebbe dover essere trasportato via per il trattamento o fortemente diluito prima dell'immissione nel sistema di smaltimento dei rifiuti. Una grande quantità di bevanda acida che si fa strada in un ruscello o in un lago può causare grandi uccisioni di pesci e deve essere evitata.
L'uso crescente di additivi chimici per esaltare il sapore, prolungare la durata di conservazione o come dolcificante sostitutivo ha sollevato preoccupazioni per la salute pubblica. Alcuni prodotti chimici usati come dolcificanti artificiali sono proibiti in alcuni paesi perché ritenuti cancerogeni. La maggior parte, tuttavia, non presenta alcun rischio apparente per la salute del pubblico. La manipolazione di queste sostanze chimiche grezze e la loro presenza sul posto di lavoro non è stata studiata in modo sufficientemente approfondito per determinare se vi sono rischi di esposizione dei lavoratori.
Bacche e Uva
Questo articolo copre i metodi di prevenzione degli infortuni e delle malattie contro i pericoli comunemente riscontrati nella produzione di uva (per il consumo fresco, vino, succo o uva passa) e frutti di bosco, inclusi rovi (cioè lamponi), fragole e frutti di bosco (cioè mirtilli e mirtilli rossi) .
Le viti sono fusti che si arrampicano su strutture portanti. Le viti piantate nei vigneti commerciali vengono solitamente avviate in primavera da talee radicate o innestate di un anno. In genere sono piantati a una distanza compresa tra 2 e 3.5 m. Ogni anno le viti devono essere scavate, concimate, suddivise e potate. Lo stile di potatura varia nelle diverse parti del mondo. Nel sistema prevalente negli Stati Uniti, tutti i tralci tranne quelli più forti della vite vengono successivamente potati; i germogli rimanenti vengono ridotti a 2 o 3 gemme. La pianta risultante sviluppa un forte fusto principale che può stare in piedi da solo, prima che possa dare frutti. Durante l'espansione del fusto principale, la vite è legata in modo lasco a un supporto verticale alto 1.8 m o più alto. Raggiunta la fase di fruttificazione, le viti vengono accuratamente potate per controllare il numero di gemme.
Le fragole vengono piantate all'inizio della primavera, in piena estate o più tardi, a seconda della latitudine. Le piante fruttificano nella primavera dell'anno successivo. Una varietà chiamata fragola rifiorente produce un secondo raccolto di frutta più piccolo in autunno. La maggior parte delle fragole viene propagata naturalmente per mezzo di stoloni che si formano circa due mesi dopo la stagione della semina. Il frutto si trova a livello del suolo. I rovi come i lamponi sono tipicamente arbusti con steli spinosi (canne) e frutti commestibili. Le parti sotterranee dei rovi sono perenni e le canne biennali; solo le canne del secondo anno portano fiori e frutti. I rovi crescono frutti ad altezze di 2 m o meno. Come le viti, le bacche richiedono potature frequenti.
Le pratiche colturali differiscono per ogni specie di frutta, a seconda del tipo di terreno, clima e fertilizzante di cui ha bisogno. È essenziale uno stretto controllo di insetti e malattie, che spesso richiedono frequenti applicazioni di pesticidi. Alcuni coltivatori moderni si sono spostati verso controlli biologici e un attento monitoraggio delle popolazioni di parassiti, spruzzando sostanze chimiche solo nei momenti più efficaci. La maggior parte dell'uva e dei frutti di bosco vengono raccolti a mano.
In uno studio sugli infortuni non mortali per il periodo di 10 anni dal 1981 al 1990 in California, l'infortunio più comune all'interno di questa categoria di allevamenti era distorsioni e stiramenti, che rappresentavano il 42% di tutti gli infortuni riportati. Lacerazioni, fratture e contusioni rappresentano un altro 37% degli infortuni. Le cause più comuni di lesioni sono state l'essere colpiti da un oggetto (27%), lo sforzo eccessivo (23%) e le cadute (19%) (AgSafe 1992). In un'indagine del 1991, Steinke (1991) ha rilevato che il 65% degli infortuni nelle fattorie identificate come produttrici di questa categoria di colture in California erano stiramenti, distorsioni, lacerazioni, fratture e contusioni. Parti del corpo ferite sono state le dita (17%), la schiena (15%), gli occhi (14%) e la mano o il polso (11%). Villarejo (1995) ha riferito che ci sono state 6,000 richieste di risarcimento danni per 100,000 equivalenti a tempo pieno ai lavoratori della produzione di fragole in California nel 1989. Ha anche notato che la maggior parte dei lavoratori non trova lavoro durante tutto l'anno, quindi la percentuale di lavoratori che soffre gli infortuni potrebbero essere molte volte superiori alla cifra del 6% riportata.
Problemi muscoloscheletrici
Il rischio principale associato alle lesioni muscoloscheletriche in queste colture è il ritmo di lavoro. Se il proprietario sta lavorando nei campi, in genere lavora rapidamente per completare un'attività e passare a quella successiva. Il lavoro salariato è spesso pagato a cottimo, la pratica di pagare il lavoro esclusivamente in base a ciò che viene realizzato (ad esempio, chilogrammi di bacche raccolte o numero di viti potate). Questo tipo di pagamento è spesso in contrasto con il tempo extra necessario per assicurarsi che le dita siano fuori dalla cesoia prima di spremere, o camminando con cautela da e verso il bordo del campo quando si scambiano i cesti pieni con quelli vuoti durante il raccolto. Un alto tasso di prestazioni lavorative può portare all'uso di posture scorrette, all'assunzione di rischi eccessivi e al mancato rispetto di buone pratiche e procedure di sicurezza.
La potatura a mano di bacche o viti richiede la frequente spremitura della mano per innestare un tagliacapelli o l'uso frequente di un coltello. I pericoli del coltello sono evidenti, in quanto non vi è alcuna superficie solida contro cui posizionare la vite, il tralcio o il gambo ed è probabile che ne risultino frequenti tagli a dita, mani, braccia, gambe e piedi. La potatura con un coltello dovrebbe essere eseguita solo come ultima risorsa.
Sebbene un tagliacapelli sia lo strumento preferito per la potatura, sia nella stagione dormiente che mentre il fogliame è sulle piante o sulle viti, il suo utilizzo presenta dei rischi. Il principale rischio per la sicurezza è la minaccia di tagli dovuti al contatto con la lama aperta mentre si inserisce una vite o un gambo nelle mascelle, o dal taglio involontario di un dito mentre si taglia anche una vite o un gambo. I robusti guanti in pelle o tessuto sono una buona protezione contro entrambi i pericoli e possono anche fornire protezione contro dermatiti da contatto, allergie, insetti, api e tagli da un traliccio.
La frequenza e lo sforzo richiesti per il taglio determinano la probabilità di sviluppare lesioni da trauma cumulativo. Sebbene i rapporti sugli infortuni non mostrino attualmente infortuni diffusi, si ritiene che ciò sia dovuto alla frequente rotazione del lavoro riscontrata nelle fattorie. La forza richiesta per azionare un comune tagliacapelli è superiore ai valori raccomandati e la frequenza dello sforzo indica il potenziale per disturbi da trauma cumulativo, secondo le linee guida accettate (Miles 1996).
Per ridurre al minimo la probabilità di lesioni, le cesoie devono essere mantenute ben lubrificate e le lame devono essere affilate frequentemente. Quando si incontrano viti di grandi dimensioni, come spesso accade nell'uva, la dimensione della tosatrice dovrebbe essere aumentata di conseguenza, in modo da non sovraccaricare il polso o la stessa tosatrice. Le cesoie o le seghe da potatura sono spesso necessarie per il taglio sicuro di viti o piante di grandi dimensioni.
Il sollevamento e il trasporto di carichi è tipicamente associato alla raccolta di queste colture. Le bacche o i frutti vengono solitamente raccolti a mano e trasportati in qualche tipo di cesto o supporto fino al bordo del campo, dove vengono depositati. I carichi spesso non sono pesanti (10 kg o meno), ma la distanza da percorrere è notevole in molti casi e su terreni sconnessi, che possono anche essere bagnati o scivolosi. I lavoratori non devono correre sul terreno irregolare e devono mantenere sempre un appoggio solido.
La raccolta di questi raccolti viene spesso effettuata in posizioni scomode e ad un ritmo rapido. Le persone in genere si torcono e si piegano, si piegano a terra senza piegare le ginocchia e si muovono rapidamente tra il cespuglio o la vite e il contenitore. I contenitori a volte vengono posizionati a terra e spinti o trascinati insieme al lavoratore. Frutta e bacche possono essere trovate ovunque dal livello del suolo a 2 m di altezza, a seconda del raccolto. I rovi si trovano tipicamente ad altezze di 1 m o meno, portando a una flessione quasi continua della schiena durante la raccolta. Le fragole sono a livello del suolo, ma i lavoratori rimangono in piedi e si chinano per raccogliere.
Le uve vengono anche comunemente tagliate per liberarle dalla vite durante la vendemmia a mano. Anche questo movimento di taglio è molto frequente (centinaia di volte all'ora) e richiede una forza sufficiente a destare preoccupazione per le lesioni da trauma cumulativo se la stagione del raccolto dovesse durare più di qualche settimana.
Lavorare con tralicci o pergole è spesso coinvolto nella produzione di viti e bacche. L'installazione o la riparazione di pergolati spesso comporta l'esecuzione di lavori ad altezze superiori alla propria testa e lo stretching mentre si esercita una forza. Uno sforzo prolungato di questo tipo può portare a lesioni cumulative. Ogni istanza è un'esposizione a lesioni da stiramento e distorsione, in particolare alle spalle e alle braccia, risultanti dall'esercizio di una forza significativa mentre si lavora in una postura scomoda. La coltivazione delle piante su graticci richiede l'esercizio di una forza notevole, una forza che viene aumentata dal peso delle viti, del fogliame e dei frutti. Questa forza viene comunemente esercitata attraverso le braccia, le spalle e la schiena, che sono tutte suscettibili di lesioni sia acute che a lungo termine dovute a tale sforzo eccessivo.
Pesticidi e fertilizzanti
L'uva e le bacche sono soggette a frequenti applicazioni di pesticidi per il controllo di insetti e agenti patogeni. Gli applicatori, i miscelatori, i caricatori e chiunque altro sul campo o che assiste all'applicazione deve seguire le precauzioni elencate sull'etichetta del pesticida o come richiesto dalle normative locali. Le applicazioni in queste colture possono essere particolarmente pericolose a causa della natura del deposito richiesto per il controllo dei parassiti. Spesso tutte le parti della pianta devono essere coperte, comprese le parti inferiori delle foglie e tutte le superfici dei frutti o delle bacche. Ciò implica spesso l'uso di goccioline molto piccole e l'uso dell'aria per favorire la penetrazione della chioma e il deposito del pesticida. Pertanto vengono prodotti molti aerosol, che possono essere pericolosi per inalazione, vie di esposizione oculari e dermiche.
I fungicidi vengono spesso applicati come polveri all'uva e a molti tipi di bacche. La più comune di queste polveri è lo zolfo, che può essere utilizzato in agricoltura biologica. Lo zolfo può essere irritante per l'applicatore e per gli altri sul campo. È anche noto che raggiunge concentrazioni nell'aria sufficienti a provocare esplosioni e incendi. È necessario prestare attenzione per evitare di viaggiare attraverso una nuvola di polvere di zolfo con qualsiasi possibile fonte di accensione, come un motore, un motore elettrico o un altro dispositivo che produce scintille.
Molti campi vengono fumigati con materiali altamente tossici prima che queste colture vengano piantate per ridurre la popolazione di parassiti come nematodi, batteri, funghi e virus prima che possano attaccare le giovani piante. La fumigazione di solito comporta l'iniezione di un gas o di un liquido nel terreno e la copertura con un telo di plastica per evitare che il pesticida fuoriesca troppo presto. La fumigazione è una pratica specializzata e dovrebbe essere tentata solo da persone adeguatamente addestrate. I campi sottoposti a fumigazione devono essere affissi con avvisi e non devono essere entrati fino a quando la copertura non è stata rimossa e il fumigante si è dissipato.
I fertilizzanti possono generare pericoli durante la loro applicazione. Possono verificarsi inalazione di polvere, dermatite da contatto con la pelle e irritazione dei polmoni, della gola e delle vie respiratorie. Una maschera antipolvere può essere utile per ridurre l'esposizione a livelli non irritanti.
Ai lavoratori può essere richiesto di entrare nei campi per operazioni di coltivazione come l'irrigazione, la potatura o il raccolto subito dopo l'applicazione dei pesticidi. Se questo è prima dell'intervallo di rientro specificato dall'etichetta del pesticida o dalle normative locali, è necessario indossare indumenti protettivi per proteggersi dall'esposizione. La protezione minima dovrebbe essere una camicia a maniche lunghe, pantaloni a gamba lunga, guanti, copricapo, copripiedi e protezione per gli occhi. Potrebbe essere necessaria una protezione più rigorosa, tra cui un respiratore, indumenti impermeabili e stivali di gomma in base al pesticida utilizzato, al tempo trascorso dall'applicazione e alle normative. Le autorità locali per i pesticidi dovrebbero essere consultate per determinare il livello adeguato di protezione.
Esposizioni di macchine
L'uso di macchinari in queste colture è comune per la preparazione del terreno, la semina, la coltivazione delle erbe infestanti e il raccolto. Molte di queste colture vengono coltivate su pendii e campi irregolari, aumentando la possibilità di ribaltamenti di trattori e attrezzature. Devono essere seguite le regole generali di sicurezza del funzionamento del trattore e dell'attrezzatura per evitare il ribaltamento, così come la politica di non far salire a bordo l'attrezzatura a meno che non sia necessario la presenza di personale aggiuntivo per il corretto funzionamento dell'attrezzatura e che sia prevista una piattaforma per la loro sicurezza. Ulteriori informazioni sull'uso corretto delle apparecchiature sono disponibili nell'articolo "Meccanizzazione" in questo capitolo e altrove in questo Enciclopedia.
Molte di queste colture vengono coltivate anche in campi irregolari, come letti o creste o solchi. Queste caratteristiche aumentano il pericolo quando diventano fangose, scivolose o nascoste dalle erbacce o dalla chioma della pianta. Cadere davanti all'attrezzatura rappresenta un pericolo, così come la caduta e lo stiramento o la distorsione di una parte del corpo. Ulteriori precauzioni dovrebbero essere prese in particolare quando i campi sono bagnati o al momento del raccolto, quando la frutta scartata può essere sotto i piedi.
La potatura meccanica delle uve è in aumento in tutto il mondo. La potatura meccanica in genere comporta la rotazione di coltelli o dita per raccogliere le viti e trascinarle oltre i coltelli fissi. Questa attrezzatura può essere pericolosa per chiunque si trovi nelle vicinanze del punto di ingresso delle lame e deve essere utilizzata solo da un operatore adeguatamente addestrato.
Le operazioni di raccolta in genere utilizzano più macchine contemporaneamente, richiedendo il coordinamento e la collaborazione di tutti gli operatori delle attrezzature. Le operazioni di raccolta, per loro stessa natura, comprendono anche la raccolta e la rimozione del raccolto, che spesso richiedono l'uso di aste o pale vibranti, dita di scuoiatura, ventagli, operazioni di taglio o affettatura e rastrelli, ognuno dei quali è in grado di causare gravi danni fisici alle persone che ne rimangono invischiati. Si deve prestare attenzione a non posizionare alcuna persona vicino all'aspirazione di tali macchine mentre sono in funzione. Le protezioni della macchina devono essere sempre mantenute in posizione e sottoposte a manutenzione. Se le protezioni devono essere rimosse per la lubrificazione, la regolazione o la pulizia, devono essere sostituite prima di riavviare la macchina. Le protezioni su una macchina in funzione non devono mai essere aperte o rimosse.
Altri pericoli
infezioni
Una delle lesioni più comuni subite dai lavoratori dell'uva e dei frutti di bosco è un taglio o una perforazione, causata da spine sulla pianta, strumenti o tralicci o strutture di supporto. Tali ferite aperte sono sempre soggette all'infezione da parte dei numerosi batteri, virus o agenti infettivi presenti nei campi. Tali infezioni possono causare gravi complicazioni, persino la perdita di un arto o della vita. Tutti i lavoratori sul campo dovrebbero essere protetti con un'immunizzazione antitetanica aggiornata. I tagli devono essere lavati e puliti e deve essere applicato un agente antibatterico; eventuali infezioni che si sviluppano devono essere trattate immediatamente da un medico.
Morsi di insetti e punture di api
I lavoratori sul campo che si occupano e raccolgono sono a maggior rischio di punture di insetti e punture di api. Mettere le mani e le dita nella chioma della pianta per selezionare e afferrare frutti o bacche maturi aumenta l'esposizione alle api e agli insetti che potrebbero nutrirsi o riposare nella chioma. Alcuni insetti possono nutrirsi anche delle bacche mature, così come i roditori e altri parassiti. La migliore protezione è indossare maniche lunghe e guanti quando si lavora nel fogliame.
Radiazione solare
Stress termico
L'esposizione a radiazioni solari e calore eccessivi può facilmente portare a colpi di calore, colpi di calore o addirittura morte. Il calore aggiunto al corpo umano attraverso la radiazione solare, lo sforzo del lavoro e il trasferimento di calore dall'ambiente devono essere rimossi dal corpo attraverso il sudore o una sensibile perdita di calore. Quando la temperatura ambiente è superiore a 37 °C (cioè la normale temperatura corporea), non può esserci una sensibile perdita di calore, quindi il corpo deve fare affidamento esclusivamente sul sudore per il raffreddamento.
La traspirazione richiede acqua. Chiunque lavori al sole o in un clima caldo dovrebbe bere molti liquidi durante l'intera giornata. Dovrebbero essere utilizzate acqua o bevande sportive, anche prima di avere sete. L'alcool e la caffeina dovrebbero essere evitati, poiché tendono ad agire come diuretici e in realtà accelerano la perdita di acqua e interferiscono con il processo di termoregolazione del corpo. Si consiglia spesso alle persone di bere 1 litro per ora di lavoro al sole o in climi caldi. Un segno di bere liquidi insufficienti è la mancanza della necessità di urinare.
Le malattie legate al calore possono essere pericolose per la vita e richiedono un'attenzione immediata. Le persone che soffrono di colpi di calore dovrebbero essere fatte sdraiare all'ombra e bere molti liquidi. Chiunque soffra di un colpo di calore è in grave pericolo e necessita di cure immediate. L'assistenza medica deve essere convocata immediatamente. Se l'assistenza non è disponibile entro pochi minuti, si dovrebbe tentare di raffreddare la vittima immergendola in acqua fresca. Se la vittima è incosciente, la respirazione continua dovrebbe essere assicurata attraverso il primo soccorso. Non somministrare liquidi per via orale.
I segni di malattie legate al caldo includono sudorazione eccessiva, debolezza degli arti, disorientamento, mal di testa, vertigini e, in casi estremi, perdita di coscienza e anche perdita della capacità di sudare. Questi ultimi sintomi sono immediatamente pericolosi per la vita ed è necessaria un'azione.
Lavorare nei vigneti e nei campi di frutti di bosco può aumentare il rischio di malattie legate al caldo. La circolazione dell'aria tra le file è ridotta e si ha l'illusione di lavorare parzialmente all'ombra. L'elevata umidità relativa e le coperture nuvolose possono anche dare una falsa impressione degli effetti del sole. È necessario bere molti liquidi ogni volta che si lavora nei campi.
Malattie della pelle
L'esposizione a lungo termine al sole può portare all'invecchiamento precoce della pelle e ad una maggiore probabilità di tumori della pelle. Le persone esposte ai raggi diretti del sole devono indossare indumenti o prodotti per la protezione solare per fornire protezione. Alle latitudini più basse, anche pochi minuti di esposizione al sole possono provocare gravi scottature, soprattutto in chi ha la carnagione chiara.
I tumori della pelle possono iniziare in qualsiasi parte del corpo e i tumori sospetti devono essere immediatamente controllati da un medico. Alcuni dei segni frequenti di tumori della pelle o lesioni precancerose sono cambiamenti in un neo o una voglia, un bordo irregolare, sanguinamento o un cambiamento di colore, spesso in una tonalità marrone o grigia. Quelli con una storia di esposizione al sole dovrebbero sottoporsi a screening annuali per il cancro della pelle.
Dermatite da contatto e altre allergie
Il contatto frequente e prolungato con escrementi vegetali o pezzi di piante può provocare sensibilizzazione e casi di allergie da contatto e dermatiti. La prevenzione attraverso l'uso di camicie a maniche lunghe, pantaloni a gamba lunga e guanti quando possibile è la linea d'azione preferita. Alcune creme possono essere utilizzate per fornire una barriera al trasferimento di sostanze irritanti sulla pelle. Se la pelle non può essere protetta dall'esposizione alle piante, il lavaggio subito dopo la fine del contatto con la pianta ridurrà al minimo gli effetti. I casi di dermatite con eruzioni cutanee o che non guariscono devono essere visitati da un medico.
Profilo generale
Panoramica
La pesca è tra le attività produttive più antiche dell'uomo. La ricerca archeologica e storica mostra che la pesca, sia d'acqua dolce che oceanica, era diffusa nelle civiltà antiche. Sembra, infatti, che gli insediamenti umani si siano stabiliti frequentemente in zone di buona pesca. Queste scoperte riguardanti il ruolo della pesca per il sostentamento umano sono confermate dalla moderna ricerca antropologica delle società primitive.
Negli ultimi secoli, la pesca mondiale è stata radicalmente trasformata. I metodi di pesca tradizionali sono stati in gran parte sostituiti da una tecnologia più moderna derivante dalla rivoluzione industriale. Ciò è stato seguito da un notevole aumento dello sforzo di pesca effettivo, da un aumento molto minore dei livelli di cattura globali e da un grave declino di molti stock ittici. L'industrializzazione della pesca globale ha anche portato alla destabilizzazione e al declino di molte attività di pesca tradizionali. Infine, l'aumento della pressione mondiale sulla pesca ha dato luogo a controversie internazionali sui diritti di pesca.
Nel 1993, il raccolto mondiale di pesce si aggirava intorno ai 100 milioni di tonnellate metriche all'anno (FAO 1995). Di questa quantità, la piscicoltura (acquacoltura e maricoltura) ha rappresentato circa 16 milioni di tonnellate. Quindi la pesca mondiale ha prodotto circa 84 milioni di tonnellate all'anno. Circa 77 milioni di tonnellate provengono dalla pesca marittima e il resto, circa 7 milioni di tonnellate, dalla pesca nelle acque interne. Per catturare questa quantità, esisteva una flotta peschereccia che contava 3.5 milioni di pescherecci e misurava circa 30 milioni di tonnellate lorde registrate (FAO 1993, 1995). Esistono pochi dati certi sul numero di pescatori impiegati nel funzionamento di questa flotta. L'Organizzazione delle Nazioni Unite per l'Alimentazione e l'Agricoltura (FAO 1993) ha stimato che possano essere fino a 13 milioni. Ancora meno informazioni sul numero di addetti alla lavorazione e distribuzione del pescato. Secondo una stima prudente, potrebbero essere da 1 a 2 volte il numero dei pescatori. Ciò significa che da 25 a 40 milioni di persone possono essere impiegate direttamente nell'industria della pesca in tutto il mondo.
L'Asia è di gran lunga il più grande continente di pesca del mondo, con quasi la metà del raccolto ittico totale annuale (FAO 1995). Seguono Nord e Sud America insieme (30%), seguiti dall'Europa (15%). In quanto continenti di pesca, l'Africa e l'Oceania sono relativamente insignificanti, con un raccolto combinato di circa il 5% delle catture globali annuali.
Nel 1993, la più grande nazione di pescatori in termini di volume di raccolta era la Cina, con circa 10 milioni di tonnellate di catture marine, corrispondenti a circa il 12% delle catture marine mondiali. Il secondo e il terzo posto sono stati occupati da Perù e Giappone, con circa il 10% delle catture marine globali ciascuno. Nel 1993, 19 nazioni avevano un pescato marino superiore a 1 milione di tonnellate.
Il raccolto mondiale di pesce è distribuito su un gran numero di specie e tipi di pesca. Pochissime attività di pesca hanno un rendimento annuo superiore a 1 milione di tonnellate. I più grandi nel 1993 sono stati la pesca dell'acciuga peruviana (8.3 milioni di tonnellate), la pesca del merluzzo dell'Alaska (4.6 milioni di tonnellate) e la pesca del sugarello cileno (3.3 milioni di tonnellate). Insieme, queste tre attività di pesca rappresentano circa 1/5 del raccolto marino totale mondiale.
Evoluzione e struttura dell'industria della pesca
La combinazione di crescita della popolazione e progressi nella tecnologia della pesca ha portato a una grande espansione dell'attività di pesca. Iniziata secoli fa in Europa, questa espansione è stata particolarmente pronunciata in tutto il mondo durante il secolo in corso. Secondo le statistiche della FAO (FAO 1992, 1995), le catture mondiali totali sono quadruplicate dal 1948, passando da meno di 20 milioni di tonnellate all'attuale livello di circa 80 milioni di tonnellate. Ciò corrisponde a quasi il 3% di crescita annua. Tuttavia, negli ultimi anni, il raccolto oceanico è rimasto fermo a circa 80 milioni di tonnellate all'anno. Poiché lo sforzo di pesca globale ha continuato ad aumentare, ciò suggerisce che lo sfruttamento degli stock ittici più importanti del mondo è già pari o superiore al rendimento massimo sostenibile. Pertanto, a meno che non vengano sfruttati nuovi stock ittici, le catture oceaniche non potranno aumentare in futuro.
Anche la lavorazione e la commercializzazione del raccolto di pesce sono notevolmente aumentate. Aiutati dai miglioramenti nella tecnologia dei trasporti e della conservazione e stimolati dall'aumento dei redditi personali reali, volumi sempre crescenti di catture vengono lavorati, confezionati e commercializzati come prodotti alimentari di alto valore. È probabile che questa tendenza continui a un ritmo ancora più rapido in futuro. Ciò significa un sostanziale aumento del valore aggiunto per unità di pescato. Tuttavia, rappresenta anche una sostituzione della tradizionale attività di lavorazione e distribuzione del pesce con metodi di produzione industriale ad alta tecnologia. Più seriamente, questo processo (a volte indicato come la globalizzazione dei mercati del pesce) minaccia di privare le comunità sottosviluppate del loro approvvigionamento di pesce di base a causa delle eccessive offerte del mondo industriale.
La pesca mondiale oggi è composta da due settori ben distinti: la pesca artigianale e la pesca industriale. La maggior parte della pesca artigianale è una continuazione della tradizionale pesca locale che è cambiata molto poco nel corso dei secoli. Di conseguenza, si tratta generalmente di attività di pesca a bassa tecnologia e ad alta intensità di manodopera confinate in zone di pesca costiere o costiere (vedi l'articolo "Caso di studio: subacquei indigeni"). La pesca industriale, al contrario, è ad alta tecnologia e ad alta intensità di capitale. I pescherecci industriali sono generalmente grandi e ben attrezzati e possono spaziare ampiamente sugli oceani.
Per quanto riguarda il numero di pescherecci e l'occupazione, il settore artigianale domina la pesca mondiale. Quasi l'85% dei pescherecci mondiali e il 75% dei pescatori sono artigiani. Nonostante ciò, a causa della sua bassa tecnologia e della portata limitata, la flotta artigianale rappresenta solo una piccola parte delle catture mondiali di pesce. Inoltre, a causa della bassa produttività della flotta artigianale, il reddito dei pescatori artigianali è generalmente basso e le loro condizioni di lavoro precarie. Il settore della pesca industriale è economicamente molto più efficiente. Sebbene la flotta industriale comprenda solo il 15% dei pescherecci mondiali e circa il 50% del tonnellaggio totale della flotta peschereccia mondiale, rappresenta oltre l'80% del volume delle catture marine nel mondo.
L'aumento della pesca durante questo secolo è principalmente causato da un'espansione della pesca industriale. La flotta industriale ha aumentato l'efficacia dell'attività di raccolta nelle zone di pesca tradizionali e ha ampliato la portata geografica delle attività di pesca dalle zone costiere relativamente poco profonde a quasi tutte le parti degli oceani in cui si trovano i pesci. Al contrario, la pesca artigianale è rimasta relativamente stagnante, sebbene vi siano stati progressi tecnici anche in questa parte della pesca.
Importanza economica
Si stima che il valore attuale del raccolto mondiale di pesce al porto sia di circa 60-70 miliardi di dollari USA (FAO 1993, 1995). Sebbene si possa presumere che la lavorazione e la distribuzione del pesce raddoppi o triplichi tale quantità, la pesca è comunque un'industria relativamente minore da una prospettiva globale, soprattutto se paragonata all'agricoltura, la principale industria di produzione alimentare del mondo. Per alcune nazioni e regioni, tuttavia, la pesca è molto importante. Questo vale, ad esempio, per molte comunità che si affacciano sull'Atlantico settentrionale e sul Pacifico settentrionale. Inoltre, in molte comunità dell'Africa occidentale, del Sudamerica e del Sudest asiatico, la pesca rappresenta la principale fonte di proteine animali per la popolazione e, di conseguenza, è molto importante dal punto di vista economico.
Gestione della pesca
Lo sforzo di pesca globale è aumentato notevolmente durante questo secolo, soprattutto dopo la fine della seconda guerra mondiale. Di conseguenza, molti degli stock ittici più preziosi del mondo si sono esauriti al punto che l'aumento dello sforzo di pesca porta effettivamente a un calo del livello di cattura sostenibile. La FAO stima che la maggior parte dei principali stock ittici del mondo sia completamente utilizzata o sovrasfruttata in questo senso (FAO 1995). Di conseguenza, il raccolto di molte delle specie più importanti del mondo si è effettivamente contratto e, nonostante i continui progressi nella tecnologia della pesca e gli aumenti del prezzo reale del pesce, i ritorni economici dell'attività di pesca sono diminuiti.
Di fronte alla diminuzione degli stock ittici e al calo della redditività dell'industria della pesca, la maggior parte delle nazioni di pesca del mondo ha cercato attivamente i mezzi per porre rimedio alla situazione. Questi sforzi hanno generalmente seguito due percorsi: l'estensione delle giurisdizioni nazionali della pesca a 200 miglia nautiche e oltre e l'imposizione di nuovi sistemi di gestione della pesca all'interno delle giurisdizioni nazionali della pesca.
Molti diversi metodi di gestione della pesca sono stati impiegati allo scopo di migliorare l'economia della pesca. Riconoscendo che la fonte del problema della pesca è la natura di proprietà comune degli stock ittici, i sistemi di gestione della pesca più avanzati cercano di risolvere il problema definendo diritti di quasi proprietà sulla pesca. Un metodo comune consiste nel fissare il totale ammissibile di catture per ogni specie e quindi assegnare questo totale ammissibile di catture alle singole società di pesca sotto forma di quote di cattura individuali. Queste quote di cattura costituiscono un diritto di proprietà sulla pesca. A condizione che le quote siano commerciabili, l'industria della pesca trova vantaggioso limitare lo sforzo di pesca al minimo necessario per catturare il totale ammissibile di catture e, a condizione che le quote siano anche permanenti, adeguare le dimensioni della flotta peschereccia al lungo termine rendimento sostenibile della pesca. Questo metodo di gestione della pesca (di solito denominato sistema di quote trasferibili individuali (ITQ)) si sta rapidamente espandendo nel mondo di oggi e sembra destinato a diventare la norma di gestione per il futuro.
La crescente gamma di giurisdizioni nazionali in materia di pesca ei sistemi di gestione basati sui diritti di proprietà in corso di attuazione al loro interno implicano una sostanziale ristrutturazione della pesca. La chiusura virtuale degli oceani del mondo da parte delle giurisdizioni nazionali della pesca, già ben avviata, ovviamente eliminerà del tutto la pesca in acque lontane. I sistemi di gestione della pesca basati sui diritti di proprietà rappresentano anche una maggiore incursione delle forze di mercato nella pesca. La pesca industriale è economicamente più efficiente della pesca artigianale. Inoltre, le imprese della pesca industriale sono in una posizione migliore per adeguarsi ai nuovi sistemi di gestione della pesca rispetto ai pescatori artigianali. Sembra quindi che l'attuale evoluzione della gestione della pesca rappresenti un'altra minaccia per il modo artigianale di pescare. Alla luce di ciò e della necessità di ridurre lo sforzo di pesca complessivo, sembra inevitabile che il livello di occupazione nel mondo della pesca diminuirà drasticamente in futuro.
Colture di frutteto
Generalmente si chiamano frutteti le aziende agricole dove crescono alberi da frutto nelle zone temperate; gli alberi tropicali sono tipicamente coltivati in piantagioni o boschetti di villaggio. Gli alberi da frutto presenti in natura sono stati allevati e selezionati nel corso dei secoli per produrre una varietà di cultivar. Le colture temperate dei frutteti includono mele, pere, pesche, nettarine, prugne, albicocche, ciliegie, cachi e prugne. Le colture di noci coltivate in climi temperati o semitropicali includono noci pecan, mandorle, noci, nocciole, nocciole, castagne e pistacchi. Le colture di frutteti semitropicali includono arance, pompelmi, mandarini, lime, limoni, fichi, kiwi, tangelo, kumquat, calamondin (arancia di Panama), cedro, pomelo giavanese e datteri.
Sistemi di frutteto
La coltivazione degli alberi da frutto comporta diversi processi. I frutticoltori possono scegliere di propagare il proprio ceppo piantando semi o asessualmente attraverso una o più tecniche di taglio, germogliamento, innesto o coltura tissutale. I fruttetisti arano o dischizzano il terreno per piantare il ceppo dell'albero, scavare buche nel terreno, piantare l'albero e aggiungere acqua e fertilizzante.
La crescita dell'albero richiede concimazione, controllo delle infestanti, irrigazione e protezione dell'albero dal gelo primaverile. Il fertilizzante viene applicato in modo aggressivo durante i primi anni di crescita di un albero. I componenti delle miscele di fertilizzanti utilizzati includono nitrato e solfato di ammonio, fertilizzante elementare (azoto, fosforo e potassio), farina di semi di cotone, farina di sangue, farina di pesce, fanghi di depurazione sterilizzati e urea formaldeide (a rilascio lento). Le infestanti vengono controllate mediante pacciamatura, lavorazione del terreno, falciatura, zappatura e applicazione di erbicidi. Insetticidi e fungicidi vengono applicati con irroratori, trainati da trattori nelle operazioni più grandi. Diversi parassiti possono danneggiare la corteccia o mangiare il frutto, inclusi scoiattoli, conigli, procioni, opossum, topi, ratti e cervi. I controlli includono reti, trappole vive, recinzioni elettriche e pistole, nonché deterrenti visivi o odorosi.
Le gelate primaverili possono distruggere le fioriture in poche ore. Gli irrigatori sopraelevati vengono utilizzati per mantenere una miscela acqua-ghiaccio in modo che la temperatura non scenda sotto lo zero. Speciali prodotti chimici antigelo possono essere applicati con l'acqua per controllare i batteri che nucleano il ghiaccio, che possono attaccare il tessuto danneggiato dell'albero. I riscaldatori possono anche essere utilizzati nel frutteto per prevenire il congelamento e possono essere alimentati a petrolio in aree aperte o lampadine elettriche a incandescenza sotto una pellicola di plastica supportata da telai di tubi di plastica.
Gli strumenti di potatura possono trasmettere malattie, quindi vengono immersi in una soluzione di candeggina acqua-cloro o alcol denaturato dopo la potatura di ogni albero. Tutti gli arti e le guarnizioni vengono rimossi, sminuzzati e compostati. Gli arti vengono addestrati, il che richiede il posizionamento di impalcature tra gli arti, la costruzione di tralicci, l'infissione di paletti verticali nel terreno e la legatura degli arti a questi dispositivi.
L'ape mellifera è il principale impollinatore degli alberi da frutto. I tagli parziali del coltello nella corteccia su ciascun lato del tronco del pesco e del pero possono stimolare la produzione. Per evitare l'eccessiva crescita della crescita, la rottura degli arti e il portamento irregolare, i frutticoltori assottigliano i frutti a mano o chimicamente. L'insetticida carbaril (Sevin), un fotoinibitore, viene utilizzato per il diradamento chimico.
La raccolta manuale della frutta richiede di salire le scale, raggiungere la frutta o le noci, mettere la frutta in contenitori e portare il contenitore pieno giù per la scala e in un'area di raccolta. I pecan vengono abbattuti dagli alberi con lunghi pali e raccolti manualmente o da una macchina speciale che avvolge e scuote il tronco dell'albero e cattura e incanala automaticamente i pecan in un contenitore. Camion e rimorchi sono comunemente usati nei campi durante la raccolta e per il trasporto su strade pubbliche.
Rischi delle colture arboree
I frutteti utilizzano una varietà di prodotti chimici agricoli, inclusi fertilizzanti, erbicidi, insetticidi e fungicidi. Le esposizioni ai pesticidi si verificano durante l'applicazione, dai residui durante varie attività, dalla deriva dei pesticidi, durante la miscelazione e il caricamento e durante la raccolta. I dipendenti possono anche essere esposti a rumore, scarichi diesel, solventi, carburanti e oli. Il melanoma maligno è elevato anche per i frutticoltori, specialmente al tronco, al cuoio capelluto e alle braccia, presumibilmente dalla luce solare (esposizione ai raggi ultravioletti). La manipolazione di alcuni tipi di frutta, in particolare gli agrumi, può causare allergie o altri problemi alla pelle.
Le falciatrici rotative sono macchine popolari per il taglio delle erbacce. Queste falciatrici sono attaccate e alimentate da trattori. I conducenti sui trattori possono cadere e rimanere gravemente feriti o uccisi dal tosaerba, mentre i detriti possono essere lanciati per centinaia di metri e causare lesioni.
La costruzione di recinzioni, tralicci e pali verticali nei frutteti può richiedere l'uso di scavapali montati su trattore o di battipali. Le trivelle sono trivelle azionate da un trattore che praticano fori da 15 a 30 cm di diametro. I driver di posta sono driver di impatto a potenza del trattore per martellare i pali nel terreno. Entrambe queste macchine sono pericolose se non utilizzate correttamente.
Il fertilizzante secco può causare ustioni alla pelle e irritazione della bocca, del naso e degli occhi. Anche il meccanismo rotante nella parte posteriore di uno spargitore centrifugo è una fonte di lesioni. Anche gli spargitori vengono puliti con gasolio, che presenta un rischio di incendio.
Gli incidenti mortali tra i lavoratori dei frutteti possono verificarsi a causa di incidenti automobilistici, ribaltamenti di trattori, incidenti con macchinari agricoli e folgorazioni dovute allo spostamento di tubi di irrigazione o scale che entrano in contatto con linee elettriche aeree. Per il lavoro nei frutteti, le strutture protettive in caso di ribaltamento (ROP) vengono comunemente rimosse dai trattori a causa della loro interferenza con i rami degli alberi.
La movimentazione manuale di frutta e noci nelle operazioni di raccolta e trasporto pone i frutticoltori a
rischio di distorsione e lesioni da sforzo. Inoltre, gli utensili manuali come coltelli e cesoie rappresentano un pericolo per i tagli nel lavoro nei frutteti. I frutticoltori sono anche esposti alla caduta di oggetti dagli alberi durante la raccolta e alle lesioni dovute alle cadute dalle scale.
Controllo dei rischi
Nell'uso di pesticidi, il parassita deve essere identificato per primo in modo da poter utilizzare il metodo di controllo e la tempistica più efficaci. Devono essere seguite le procedure di sicurezza riportate sull'etichetta, incluso l'uso di dispositivi di protezione individuale. Lo stress da calore è un pericolo quando si indossano indumenti protettivi, quindi sono necessarie frequenti pause di riposo e molta acqua potabile. È necessario prestare attenzione a consentire un tempo di rientro sufficiente per prevenire esposizioni pericolose da residui di pesticidi e occorre evitare la deriva di pesticidi dalle applicazioni in altre parti del frutteto. Sono necessarie buone strutture sanitarie e i guanti possono essere utili per evitare disturbi della pelle. Inoltre, la tabella 1 mostra diverse precauzioni di sicurezza per l'utilizzo di falciatrici rotative, scavapali, battipali e spargimento di fertilizzante.
Tabella 1. Precauzioni di sicurezza per falciatrici rotative, scavapali e battipali
Falciatrici rotative (tagliatori)
- Evita di tagliare ceppi d'albero, metallo e rocce, che possono diventare proiettili lanciati
dal tosaerba.
- Tenere le persone fuori dall'area di lavoro per evitare di essere colpite da oggetti volanti.
- Mantenere le protezioni della catena attorno al tosaerba per evitare che i proiettili vengano sparati
- lanciato dal tosaerba.
- Non consentire ai conducenti sul trattore di evitare di cadere sotto la falciatrice.
- Mantenere gli schermi PTO in posizione.
- Disinserire la presa di forza prima di avviare il trattore.
- Prestare attenzione quando si girano angoli acuti e si tirano falciatrici trainate in modo da non farlo
intrappolare il tosaerba sulla ruota del trattore, il che può provocare la caduta del tosaerba
lanciato verso l'operatore.
- Utilizzare i pesi delle ruote anteriori quando sono attaccati a un tosaerba tramite l'attacco a tre punti
da mantenere le ruote anteriori in tondo per mantenere il controllo dello sterzo.
- Se possibile, utilizzare pneumatici larghi per aumentare la stabilità del trattore.
- Abbassare il tosaerba a terra prima di lasciarlo incustodito.
Post scavatori (trivelle montate su trattore)
- Portare la trasmissione in parcheggio o in folle prima dell'uso.
- Impostare i freni del trattore prima di scavare.
- Fai funzionare lentamente la scavatrice per mantenere il controllo.
- Scava la buca a piccoli passi.
- Non indossare mai capelli sciolti, vestiti o lacci durante lo scavo.
- Tenere tutti lontani dalla trivella e dagli alberi di trasmissione durante lo scavo.
- Arrestare la trivella e abbassarla a terra quando non si sta scavando.
- Non attivare l'alimentazione quando si sblocca una coclea. Rimuovere le coclee bloccate
manualmente ruotandola in senso antiorario e poi sollevando idraulicamente la coclea con il trattore.
Autisti postali (montato su trattore, avvitatore a percussione)
- Spegnere il motore del trattore e abbassare il martello prima della lubrificazione o della regolazione.
- Non mettere mai le mani tra la parte superiore del palo e il martello.
- Non superare la corsa del martello consigliata al minuto.
- Utilizzare una guida per tenere il palo durante la guida nel caso in cui il palo si rompa.
- Tieni le mani lontane dai pali che stanno per essere guidati.
- Mettere tutti gli schermi in posizione prima dell'operazione.
- Indossare occhiali di sicurezza e protezioni per l'udito durante il funzionamento.
Spargimento di fertilizzanti (meccanico)
- Stare lontano dalla parte posteriore degli spandiconcime.
- Non scollegare uno spargitore mentre è in funzione.
- Lavorare in aree ben ventilate lontano da fonti di ignizione del fuoco durante la pulizia
gli spargitori con gasolio.
- Tieni la pelle lontana dalla polvere, indossa camicie a maniche lunghe e colletto con bottoni quando
manipolazione di fertilizzante secco. Lavare più volte al giorno.
- Lavora con il vento che soffia lontano dal lavoro.
- Gli operatori del trattore devono guidare il vento laterale verso lo spargitore per evitare che la polvere soffi su di loro.
Laddove i POR interferiscono con il lavoro nei frutteti, devono essere installati POR pieghevoli o telescopici. L'operatore non deve essere allacciato al sedile quando opera senza un ROP dispiegato. Non appena lo spazio sopraelevato lo consente, i ROP devono essere dispiegati e la cintura di sicurezza allacciata.
Per prevenire le cadute, l'uso del gradino più alto della scala dovrebbe essere vietato, i pioli della scala dovrebbero avere superfici antiscivolo e i lavoratori dovrebbero essere formati e orientati all'uso corretto della scala all'inizio del loro impiego. Le scale non conduttive o le scale con isolatori inseriti devono essere utilizzate per evitare possibili scosse elettriche se entrano in contatto con una linea elettrica.
" DISCLAIMER: L'ILO non si assume alcuna responsabilità per i contenuti presentati su questo portale Web presentati in una lingua diversa dall'inglese, che è la lingua utilizzata per la produzione iniziale e la revisione tra pari del contenuto originale. Alcune statistiche non sono state aggiornate da allora la produzione della 4a edizione dell'Enciclopedia (1998)."