- Vous êtes ici:
-
Accueil

- Partie X. Industries basées sur les ressources biologiques

Catégories Enfants

64. Industries basées sur l'agriculture et les ressources naturelles (34)

64. Industries basées sur l'agriculture et les ressources naturelles
Éditeur de chapitre : Melvin L.Myers
Table des matières
Tableaux et figures
Profil général
Melvin L.Myers
Étude de cas : Fermes familiales
Ted Scharf, David E. Baker et Joyce Salg
Systèmes agricoles
Des plantations
Melvin L. Myers et IT Cabrera
Travailleurs agricoles migrants et saisonniers
Marc B. Schenker
Agriculture urbaine
Melvin L.Myers
Opérations de serre et de pépinière
Mark M. Methner et John A. Miles
Floriculture
Samuel H. Henao
Formation des travailleurs agricoles sur les pesticides : une étude de cas
Merri Weinger
Opérations de plantation et de culture
Yuri Kundiev et VI Chernyuk
Opérations de récolte
William E. Champ
Opérations de stockage et de transport
Thomas L.Bean
Opérations manuelles dans l'agriculture
Pranab Kumar Nag
Mécanisation
Dennis Murphy
Étude de cas : Machines agricoles
LW Knapp, Jr.
Cultures vivrières et à fibres
Riz
Malinee Wongphanich
Céréales agricoles et oléagineux
Charles Schwab
Culture et transformation de la canne à sucre
RA Munoz, EA Suchman, JM Baztarrica et Carol J. Lehtola
Récolte de pommes de terre
Steven Johnson
Légumes et Melons
BH Xu et Toshio Matsushita
Cultures d'arbres, de ronces et de vignes
Baies et raisins
William E. Steinke
Cultures de verger
Melvin L.Myers
Cultures tropicales d'arbres et de palmiers
Melvin L.Myers
Production d'écorce et de sève
Melvin L.Myers
Bambou et Canne
Melvin L. Myers et YC Ko
Cultures spécialisées
Culture du tabac
Gérald F. Peedin
Ginseng, menthe et autres herbes
Larry J. Chapman
Mushrooms
LJLD Van Griensven
Plantes aquatiques
Melvin L. Myers et JWG Lund
Cultures de boissons
Culture du café
Jorge da Rocha Gomes et Bernardo Bedrikow
Culture du thé
LVR Fernando
houblon
Thomas Karsky et William B. Symons
Problèmes de santé et d'environnement
Problèmes de santé et caractéristiques des maladies dans l'agriculture
Melvin L.Myers
Étude de cas : Agromédecine
Stanley H. Schuman et Jere A. Brittain
Problèmes environnementaux et de santé publique dans l'agriculture
Melvin L.Myers
Tables
Cliquez sur un lien ci-dessous pour afficher le tableau dans le contexte de l'article.
1. Sources de nutriments
2. Dix étapes pour une enquête sur les risques liés au travail dans les plantations
3. Systèmes agricoles en milieu urbain
4. Conseils de sécurité pour l'équipement de pelouse et de jardin
5. Catégorisation des activités agricoles
6. Dangers courants des tracteurs et comment ils se produisent
7. Risques courants liés aux machines et où ils se produisent
8. Consignes de sécurité
9. Arbres, fruits et palmiers tropicaux et subtropicaux
10. Produits de palme
11. Produits et utilisations de l'écorce et de la sève
12. Dangers respiratoires
13. Risques dermatologiques
14. Dangers toxiques et néoplasiques
15. Risques de blessures
16. Blessures avec perte de temps, États-Unis, 1993
17. Risques liés aux contraintes mécaniques et thermiques
18. Dangers comportementaux
19. Comparaison de deux programmes d'agromédecine
20. Cultures génétiquement modifiées
21. Culture illicite de drogues, 1987, 1991 et 1995
Figures
Pointez sur une vignette pour voir la légende de la figure, cliquez pour voir la figure dans le contexte de l'article.
|
|







































65. Industrie des boissons (10)
65. Industrie des boissons
Éditeur de chapitre : Lance A. Ward
Table des matières
Tableaux et figures
Profil général
David Franson
Fabrication de concentrés de boissons gazeuses
Côlon de Zaïda
Embouteillage et mise en conserve de boissons gazeuses
Matthieu Hirsheimer
Industrie du café
Jorge da Rocha Gomes et Bernardo Bedrikow
Industrie du thé
Lou Piombino
Industrie des spiritueux distillés
RG Aldi et Rita Seguin
Industrie du vin
Álvaro Durao
Industrie brassicole
JF Eustache
Préoccupations sanitaires et environnementales
Lance A. Ward
Tables
Cliquez sur un lien ci-dessous pour afficher le tableau dans le contexte de l'article.
1. Importateurs de café sélectionnés (en tonnes)
Figures
Pointez sur une vignette pour voir la légende de la figure, cliquez pour voir la figure dans le contexte de l'article.








66. Pêche (10)
66. Faire de la pêche
Rédacteurs de chapitre : Hulda Ólafsdóttir et Vilhjálmur Rafnsson
Table des matières
Tableaux et figures
Profil général
Ragnar Arnasson
Étude de cas : plongeurs autochtones
David Gold
Principaux secteurs et processus
Hjálmar R. Bardarson
Caractéristiques psychosociales de la main-d'œuvre en mer
Eva Munk Madsen
Caractéristiques psychosociales de la main-d'œuvre dans la transformation du poisson à terre
Marit Husmo
Effets sociaux des villages de pêche à industrie unique
Barbara Neis
Problèmes de santé et schémas pathologiques
Vilhjálmur Rafnsson
Troubles musculo-squelettiques chez les pêcheurs et les travailleurs de l'industrie de transformation du poisson
Hulda Ólafsdóttir
Pêches commerciales : problèmes environnementaux et de santé publique
Bruce McKay et Kieran Mulvaney
Tables
Cliquez sur un lien ci-dessous pour afficher le tableau dans le contexte de l'article.
1. Chiffres de mortalité sur les blessures mortelles chez les pêcheurs
2. Les emplois ou lieux les plus importants liés au risque de blessures
Figures
Pointez sur une vignette pour voir la légende de la figure, cliquez pour voir la figure dans le contexte de l'article.









67. Industrie alimentaire (11)
67. Industrie alimentaire
Éditeur de chapitre : Deborah E. Berkowitz
Table des matières
Tableaux et figures
Aperçu et effets sur la santé
Processus de l'industrie alimentaire
M. Malagié, G. Jensen, JC Graham et Donald L. Smith
Effets sur la santé et schémas de maladies
John J.Svagr
Protection de l'environnement et questions de santé publique
Jerry Spiegel
Secteurs de la transformation alimentaire
Conditionnement/transformation de la viande
Deborah E. Berkowitz et Michael J. Fagel
Traitement de la volaille
Tony Ashdown
Industrie des produits laitiers
Marianne Smukowski et Norman Brusk
Production de cacao et industrie du chocolat
Anaïde Vilasboas de Andrade
Céréales, meunerie et produits de consommation à base de céréales
Thomas E. Hawkinson, James J. Collins et Gary W. Olmstead
Boulangeries
RF Villard
Industrie de la betterave sucrière
Carol J.Lehtola
Huile et graisse
Pantalon NM
Tables
Cliquez sur un lien ci-dessous pour afficher le tableau dans le contexte de l'article.
1. Les industries agro-alimentaires, leurs matières premières & procédés
2. Maladies professionnelles courantes dans les industries agro-alimentaires
3. Types d'infections signalées dans les industries alimentaires et des boissons
4. Exemples d'utilisations de sous-produits de l'industrie agroalimentaire
5. Ratios typiques de réutilisation de l'eau pour différents sous-secteurs de l'industrie
Figures
Pointez sur une vignette pour voir la légende de la figure, cliquez pour voir la figure dans le contexte de l'article.








68. Foresterie (17)
68. Sylviculture
Éditeur de chapitre : Peter Poschen
Table des matières
Tableaux et figures
Profil général
Pierre Poschen
Récolte du bois
Dennis Dykstra et Peter Poschen
Transport de bois
Olli Eeronheimo
Récolte de produits forestiers non ligneux
Rudolf Henri
Plantation d'arbres
Denis Giguère
Gestion et contrôle des incendies de forêt
Mike Jurvélius
Dangers pour la sécurité physique
Bengt Ponten
Charge physique
Bengt Ponten
Facteurs psychosociaux
Peter Poschen et Marja-Liisa Juntunen
Risques chimiques
Juhani Kangas
Risques biologiques chez les travailleurs forestiers
Jörg Augusta
Règles, législation, règlements et codes de pratiques forestières
Othmar Wettman
Équipement de protection individuelle (EPI) et produits de sécurité au travail
Eero Korhonen
Conditions de travail et sécurité dans les travaux forestiers
Lucie Laflamme et Esther Cloutier
Compétences et formation
Pierre Poschen
Conditions de vie
Elias Apud
Problèmes de santé environnementale
Shane McMahon
Tables
Cliquez sur un lien ci-dessous pour afficher le tableau dans le contexte de l'article.
1. Superficie forestière par région (1990)
2. Catégories et exemples de produits forestiers non ligneux
3. Dangers non liés à la récolte de bois et exemples
4. Charge typique transportée lors de la plantation
5. Regroupement des accidents de plantation d'arbres par parties du corps touchées
6. Dépense énergétique dans les travaux forestiers
7. Produits chimiques utilisés en foresterie en Europe et en Amérique du Nord dans les années 1980
8. Sélection d'infections courantes en foresterie
9. Équipements de protection individuelle adaptés aux opérations forestières
10. Avantages potentiels pour la santé environnementale
Figures
Pointez sur une vignette pour voir la légende de la figure, cliquez pour voir la figure dans le contexte de l'article.
|
|



















69. Chasse (2)
69. Chasse
Éditeur de chapitre : George A. Conway
Table des matières
Tables
Un profil de la chasse et du piégeage dans les années 1990
John N.Trent
Maladies associées à la chasse et au piégeage
Mary E. Brown
Tables
Cliquez sur un lien ci-dessous pour afficher le tableau dans le contexte de l'article.
1. Exemples de maladies potentiellement importantes pour les chasseurs et les trappeurs
70. Elevage (21)
70. Elevage de bétail
Éditeur de chapitre : Melvin L.Myers
Table des matières
Tableaux et figures
L'élevage : son étendue et ses effets sur la santé
Melvin L.Myers
Problèmes de santé et schémas pathologiques
Kendall Thu, Craig Zwerling et Kelley Donham
Étude de cas : Problèmes de santé au travail liés aux arthropodes
Donald Barnard
Cultures fourragères
Lorann Stallones
Confinement du bétail
Kelley Donham
L'élevage
Dean T. Stueland et Paul D. Gunderson
Étude de cas : comportement animal
David L. Dur
Manipulation du fumier et des déchets
Guillaume Popendorf
Une liste de contrôle pour les pratiques de sécurité dans l'élevage du bétail
Melvin L.Myers
Produits laitiers
Jean May
Bovins, ovins et caprins
Melvin L.Myers
Porcs
Melvin L.Myers
Production de volaille et d'œufs
Steven W. Lenhart
Étude de cas : capture, transport et transformation de volailles vivantes
Tony Ashdown
Chevaux et autres équidés
Lynn Barroby
Étude de cas : Éléphants
Melvin L.Myers
Animaux de trait en Asie
DD Joshi
Élevage de taureaux
David L. Dur
Élevage d'animaux de compagnie, d'animaux à fourrure et de laboratoire
Christian E. Nouveau venu
Pisciculture et Aquaculture
George A. Conway et Ray RaLonde
Apiculture, élevage d'insectes et production de soie
Melvin L. Myers et Donald Barnard
Tables
Cliquez sur un lien ci-dessous pour afficher le tableau dans le contexte de l'article.
1. Utilisations du bétail
2. Production animale internationale (1,000 XNUMX tonnes)
3. Production annuelle d'excréments et d'urine de bétail aux États-Unis
4. Types de problèmes de santé humaine associés au bétail
5. Zoonoses primaires par région du monde
6. Différents métiers & santé & sécurité
7. Dangers potentiels des arthropodes sur le lieu de travail
8. Réactions normales et allergiques aux piqûres d'insectes
9. Composés identifiés en confinement porcin
10. Niveaux ambiants de divers gaz en confinement porcin
11. Maladies respiratoires associées à la production porcine
12. Maladies zoonotiques des éleveurs
13. Propriétés physiques du fumier
14. Quelques repères toxicologiques importants pour le sulfure d'hydrogène
15. Quelques consignes de sécurité liées aux épandeurs de fumier
16. Types de ruminants domestiqués comme bétail
17. Processus d'élevage et dangers potentiels
18. Maladies respiratoires dues à des expositions dans des élevages
19. Zoonoses associées aux chevaux
20. Puissance de traction normale de divers animaux
Figures
Pointez sur une vignette pour voir la légende de la figure, cliquez pour voir la figure dans le contexte de l'article.
|
|










71. Bois (4)
71. Bois
Éditeurs de chapitre : Paul Demers et Kay Teschke
Table des matières
Tableaux et figures
Profil général
Paul Demers
Principaux secteurs et processus : risques professionnels et contrôles
Hugh Davies, Paul Demers, Timo Kauppinen et Kay Teschke
Modèles de maladies et de blessures
Paul Demers
Questions environnementales et de santé publique
Kay Teschke et Anya Keefe
Tables
Cliquez sur un lien ci-dessous pour afficher le tableau dans le contexte de l'article.
1. Estimation de la production de bois en 1990
2. Estimation de la production de bois pour les 10 plus grands producteurs mondiaux
3. Dangers pour la SST par domaine de transformation de l'industrie du bois d'oeuvre
Figures
Pointez sur une vignette pour voir la légende de la figure, cliquez pour voir la figure dans le contexte de l'article.






72. Industrie du papier et de la pâte (13)
72. Industrie du papier et de la pâte à papier
Éditeurs de chapitre : Kay Teschke et Paul Demers
Table des matières
Tableaux et figures
Profil général
Kay Teschke
Principaux secteurs et processus
Sources de fibres pour les pâtes et papiers
Anya Keefe et Kay Teschke
Manutention du bois
Anya Keefe et Kay Teschke
Pulpage
Anya Keefe, George Astrakianakis et Judith Anderson
Blanchiment
George Astrakianakis et Judith Anderson
Opérations de papier recyclé
Dick Heederik
Production et transformation de feuilles : pâte commerciale, papier, carton
George Astrakianakis et Judith Anderson
Production d'électricité et traitement de l'eau
George Astrakianakis et Judith Anderson
Production de produits chimiques et de sous-produits
George Astrakianakis et Judith Anderson
Risques professionnels et contrôles
Kay Teschke, George Astrakianakis, Judith Anderson, Anya Keefe et Dick Heederik
Modèles de maladies et de blessures
Blessures et maladies non malignes
Susan Kennedy et Kjell Torén
Cancer
Kjell Torén et Kay Teschke
Questions environnementales et de santé publique
Anya Keefe et Kay Teschke
Tables
Cliquez sur un lien ci-dessous pour afficher le tableau dans le contexte de l'article.
1. Emploi et production dans certains pays (1994)
2. Constituants chimiques des sources de fibres de pâtes et papiers
3. Agents de blanchiment et leurs conditions d'utilisation
4. Additifs papetiers
5. Dangers potentiels pour la santé et la sécurité par domaine de traitement
6. Études sur le cancer du poumon et de l'estomac, le lymphome et la leucémie
7. Suspensions et demande biologique en oxygène dans la réduction en pâte
Figures
Pointez sur une vignette pour voir la légende de la figure, cliquez pour voir la figure dans le contexte de l'article.
|
|












Légumes et Melons
Une grande variété de légumes (plantes herbacées) est cultivée pour ses feuilles, tiges, racines, fruits et graines comestibles. Les cultures comprennent les salades feuillues (par exemple, la laitue et les épinards), les plantes-racines (par exemple, les betteraves, les carottes, les navets), les cultures de choux (chou, brocoli, chou-fleur) et bien d'autres cultivées pour leurs fruits ou leurs graines (par exemple, pois, haricots, courges, melons, tomates).
Depuis les années 1940, la nature de la culture maraîchère, en particulier en Amérique du Nord et en Europe, a radicalement changé. Auparavant, la plupart des légumes frais étaient cultivés à proximité des centres de population par des jardiniers ou des maraîchers et n'étaient disponibles que pendant ou peu après la récolte. La croissance des supermarchés et le développement de grandes entreprises de transformation alimentaire ont créé une demande d'approvisionnement régulier en légumes tout au long de l'année. Dans le même temps, la production de légumes à grande échelle dans des fermes commerciales est devenue possible dans des zones éloignées des grands centres de population grâce à l'expansion rapide des systèmes d'irrigation, à l'amélioration des pulvérisations d'insectes et du contrôle des mauvaises herbes et au développement de machines sophistiquées pour la plantation, la pulvérisation, la récolte et le classement. . Aujourd'hui, la principale source de légumes frais aux États-Unis est les régions à longue saison, comme les États de Californie, de Floride, du Texas et de l'Arizona, et le Mexique. L'Europe du Sud et l'Afrique du Nord sont les principales sources de légumes pour l'Europe du Nord. De nombreux légumes sont également cultivés dans des serres. Les marchés de producteurs vendant des produits locaux restent cependant le principal débouché pour les producteurs de légumes dans une grande partie du monde, en particulier en Asie, en Afrique et en Amérique du Sud.
La culture maraîchère nécessite des compétences et des soins importants pour assurer la production de légumes de haute qualité qui se vendront. Les exploitations maraîchères comprennent la préparation du sol, la plantation et la culture des cultures, la récolte, la transformation et le transport. La lutte contre les mauvaises herbes et les ravageurs et la gestion de l'eau sont cruciales.
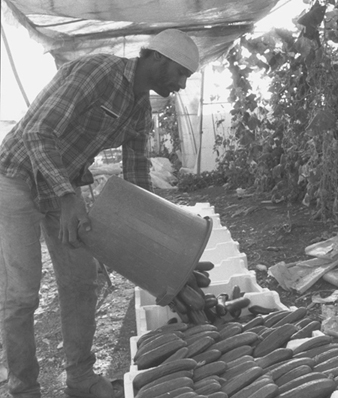
Les travailleurs des légumes et des melons sont exposés à de nombreux risques professionnels dans leur environnement de travail, notamment les plantes et leurs produits, les produits agrochimiques pour lutter contre les ravageurs et les huiles et les détergents pour l'entretien et la réparation des machines. Le travail manuel ou automatique oblige également les travailleurs à adopter des positions inconfortables (voir figure 1). Les troubles musculo-squelettiques tels que les lombalgies sont des problèmes de santé importants chez ces travailleurs. Les outils et machines agricoles utilisés avec les légumes et les melons entraînent des risques élevés de blessures traumatiques et diverses altérations de la santé similaires à celles observées dans d'autres travaux agricoles. De plus, les cultivateurs en extérieur sont exposés au rayonnement solaire et à la chaleur, alors que l'exposition aux pollens, endotoxines et champignons doit être prise en compte chez les serriculteurs. Par conséquent, une grande variété de troubles liés au travail peut être trouvée dans ces populations.
Figure 1. Travail manuel dans une ferme maraîchère près d'Assam, en Jordanie
Les allergies alimentaires aux légumes et aux melons sont bien connues. Ils sont le plus souvent provoqués par des allergènes végétaux et peuvent provoquer une réaction immédiate. Cliniquement, des symptômes cutanéo-muqueux et respiratoires apparaissent chez la plupart des patients. L'allergie professionnelle chez les maraîchers diffère de l'allergie alimentaire de plusieurs manières. Les allergènes professionnels sont divers, incluant ceux d'origine végétale, chimiques et dérivés biologiques. L'artichaut, le chou de Bruxelles, le chou, la carotte, le céleri, la chicorée, la ciboulette, l'endive, l'ail, le raifort, le poireau, la laitue, le gombo, l'oignon, le persil et le panais contiennent des allergènes végétaux et sensibilisent les maraîchers. Les allergies professionnelles aux allergènes du melon sont cependant rarement rapportées. Seuls quelques allergènes de légumes et de melons ont été isolés et identifiés en raison de la difficulté et de la complexité des techniques de laboratoire nécessaires. La plupart des allergènes, en particulier ceux d'origine végétale, sont liposolubles, mais quelques-uns sont hydrosolubles. La capacité de sensibilisation varie également en fonction de facteurs botaniques : Les allergènes peuvent être séquestrés dans des canaux résinifères et libérés uniquement lorsque les légumes sont meurtris. Cependant, dans d'autres cas, ils peuvent être facilement libérés par des poils granuleux fragiles, ou être excrétés sur la feuille, enrober les pollens ou être largement disséminés par l'action du vent sur les trichomes (excroissances ressemblant à des cheveux sur les plantes).
Sur le plan clinique, les maladies allergiques professionnelles les plus courantes signalées chez les travailleurs de l'horticulture sont la dermatite allergique, l'asthme et la rhinite. Une alvéolite allergique extrinsèque, une photodermatite allergique et une urticaire allergique (urticaire) peuvent être observées dans certains cas. Il convient de souligner que les légumes, les melons, les fruits et les pollens ont des allergènes communs ou des allergènes à réaction croisée. Cela implique que les personnes atopiques et les personnes allergiques à l'un d'entre eux peuvent devenir plus susceptibles que les autres de développer des allergies professionnelles. Pour dépister et diagnostiquer ces allergies professionnelles, plusieurs tests immunitaires sont actuellement disponibles. En général, le prick test, le test intradermique, la mesure des anticorps IgE spécifiques de l'allergène et in vivo Les tests de provocation allergène sont utilisés pour les allergies immédiates, tandis que le test épicutané peut être choisi pour les allergies de type retardé. Le test de prolifération lymphocytaire spécifique à l'allergène et la production de cytokines sont utiles pour diagnostiquer les deux types d'allergie. Ces tests peuvent être effectués en utilisant des légumes indigènes, leurs extraits et les produits chimiques libérés.
Des dermatoses telles que la pachylose, l'hyperkératose, la chromatose des lésions unguéales et la dermatite sont observées chez les maraîchers. En particulier, les dermatites de contact, à la fois irritantes et allergiques, sont plus fréquentes. La dermatite irritante est causée par des facteurs chimiques et/ou physiques. Les parties végétales telles que les thrichomes, les spicules, les poils grossiers, les raphides et les épines sont responsables de la majeure partie de cette irritation. D'autre part, les dermatites allergiques sont classées en types immédiats et retardés sur la base de leur immunopathogenèse. Le premier est médié par des réponses immunitaires humorales, tandis que le second est médié par des réponses immunitaires cellulaires.
Cliniquement, de nombreux patients atteints de dermatite allergique présentent une gamme de symptômes, notamment des démangeaisons, un érythème, une éruption cutanée, un gonflement et des vésicules. Les sites de lésions sont principalement les mains, les bras, le visage et le cou. Dans une enquête sur le terrain auprès de producteurs de gombo japonais (Nomura 1993), plus de 50% des agriculteurs avaient des lésions cutanées, et celles-ci apparaissaient principalement sur les mains et les bras. Environ 20 à 30% des agriculteurs ont montré une réaction positive au test épicutané aux extraits de tampons ou de feuilles de gombo. De plus, il a été démontré que l'activité protéolytique des extraits de gombo provoque les lésions cutanées.
Les produits chimiques agricoles sont également des allergènes importants responsables de la dermatite allergique. Il s'agit notamment des insecticides (DDVP, diazinon, EPN, malathion, naled, parathion...), des fongicides (benomyl, captafol, captan, maneb, manzeb, nitrofen, plondrel®, thiram, zineb, ziram...), des herbicides (carbyne , randox, etc.) et des fumigants (mélange DD® de 1,3-dichloropropène et 1,1,2-dichloropropane et composés apparentés). De plus, les bactéries opportunistes et Streptococcus pyogenes jouent un rôle important dans les dermatites allergiques et l'urticaire chez les travailleurs des légumes.
Les maraîchers, en particulier ceux qui travaillent dans les serres ou à l'intérieur, sont exposés à de nombreux produits végétaux et à des composés tels que les pesticides, qui sont responsables d'une augmentation des maladies pulmonaires. Dans une étude nationale menée auprès d'agriculteurs suisses, il a été documenté que la mortalité proportionnelle normalisée selon l'âge pour toutes les maladies pulmonaires, la bronchite et l'asthme, et l'asthme seul était de 127, 140 et 137, respectivement. Les produits végétaux peuvent provoquer directement l'asthme allergique professionnel ou fournir des irritants non spécifiques et/ou le véhicule d'autres allergènes, notamment les pollens, les spores, les acariens et d'autres substances. Les produits végétaux qui peuvent provoquer un asthme allergique sont la broméline, les graines de ricin et la cire, le freesia, le pollen de céréales, la gomme de guar, la papaïne, le paprika, le houblon, l'ipecacuanha, l'acide plicatique, l'acide quillaïque, la saponine et le pollen de tournesol.
Les champignons présents dans l'environnement de travail produisent de nombreuses spores, dont certaines provoquent de l'asthme allergique et/ou des alvéolites allergiques extrinsèques. Cependant, il est rare que l'asthme allergique et l'alvéolite allergique extrinsèque à ces allergènes surviennent chez les mêmes sujets. Quant aux micro-organismes responsables, Alternaria, Aspergillus Niger, Cladosporium, boues d'humidification, Merulius lacrymans, Micropolyspora faei, Paecilomyces ainsi que Verticillium a été identifié. Dans la plupart des cas, des antigènes d'origine fongique sont présents dans les spores et les produits de dégradation.
Les patients souffrant d'asthme professionnel causé par des produits végétaux présentent toujours des anticorps IgE sériques élevés, une éosinophilie et un test de piqûre positif, tandis que des anticorps précipitants spécifiques, un test de piqûre positif et des résultats radiologiques distincts sont observés chez les patients atteints d'alvéolite allergique extrinsèque. En plus de l'allergie pulmonaire aux produits végétaux et aux spores de champignons, des symptômes nasaux sont provoqués chez les patients atopiques lors de la manipulation de légumes tels que les carottes et la laitue. Les plaintes gastro-intestinales ne sont généralement pas trouvées.
Les produits agrochimiques sont appliqués à diverses fins dans la culture de légumes en intérieur et en extérieur. Parmi les produits chimiques utilisés, certains ont un potentiel asthmatique. Ils comprennent le captafol, le chlorothalonil, la créosote, le formaldéhyde, la pyréthrine et la streptomycine. L'utilisation inappropriée des pesticides peut potentiellement entraîner une contamination du sol et des légumes. L'application de pesticides sans équipement de protection individuelle adapté peut entraîner des effets toxiques aigus ou chroniques.
Industrie du café
Aperçu général
Le café en tant que boisson a été introduit en Europe au XVIe siècle, d'abord en Allemagne, puis sur tout le continent européen au cours du siècle suivant, notamment en France et en Hollande. Ensuite, il s'est propagé au reste du monde.
Étant donné que le café ne conservera pas longtemps son odeur et sa saveur caractéristiques, après la torréfaction et la mouture, les établissements industriels pour torréfier et moudre le café sont devenus nécessaires partout où le café est consommé. Les établissements sont généralement des usines de petite ou moyenne taille, mais de grandes usines existent, principalement pour produire du café ordinaire et instantané (soluble).
Il est difficile d'estimer le nombre de travailleurs employés par l'industrie du café. Certaines des plus petites usines ne tiennent pas de registres et les chiffres ne sont pas entièrement fiables. Si l'on considère une consommation totale d'environ 100 millions de sacs de 60 kg de café au cours de l'année 1995, le commerce mondial du café représente environ 50 millions de dollars EU. Le tableau 1 énumère certains pays importateurs de café, donnant une idée de la consommation mondiale actuelle.
Tableau 1. Importateurs de café sélectionnés (en tonnes).
|
Pays |
1990 |
1991 |
1992 |
|
États-Unis |
1,186,244 |
1,145,916 |
1,311,986 |
|
France |
349,306 |
364,214 |
368,370 |
|
Japon |
293,969 |
302,955 |
295,502 |
|
Espagne |
177,681 |
176,344 |
185,601 |
|
Royaume Uni |
129,924 |
119,020 |
128,702 |
|
Autriche |
108,797 |
118,935 |
125,245 |
|
Canada |
120,955 |
126,165 |
117,897 |
Source : FAO 1992.
La fabrication du café est un processus relativement simple, comprenant les processus de nettoyage, de torréfaction, de broyage et d'emballage, comme le montre la figure 1. Cependant, la technologie moderne a conduit à des processus complexes, avec une augmentation de la vitesse de production et nécessitant des laboratoires pour les tests de contrôle de la qualité du café. le produit.
Figure 1. Organigramme de la fabrication du café.

Les grains de café arrivent aux usines dans des sacs de 60 kg, qui sont déchargés mécaniquement ou manuellement. Dans ce dernier cas, généralement deux travailleurs tiennent un sac et le placent sur la tête d'un autre travailleur. Cet ouvrier portera le sac à ranger. Même lorsque le transport se fait sur des tapis roulants, un certain effort physique avec une forte consommation d'énergie est requis.
L'utilisation du café instantané n'a cessé d'augmenter, atteignant environ 20 % de la consommation mondiale. Le café instantané est obtenu par un processus complexe dans lequel des jets d'air chaud soufflent sur les extraits de café, suivis d'une évaporation, d'un refroidissement et d'une lyophilisation (lyophilisation), dont les détails varient d'une usine à l'autre. Dans la fabrication du café décaféiné, qui représente plus de 10 % de la consommation aux États-Unis et en Europe, certaines usines utilisent encore des solvants chlorés (comme le chlorure de méthylène) qui sont éliminés par un jet de vapeur d'eau.
Risques potentiels et effets sur la santé
Pour commencer le traitement du café, les sacs sont ouverts avec un petit couteau et les grains sont jetés dans une poubelle pour être nettoyés. La zone de travail est bruyante et une grande quantité de matière particulaire résiduelle reste en suspension, libérée de la machine de nettoyage.
La torréfaction expose les travailleurs à des risques de brûlures et d'inconfort thermique. Le mélange des grains, ou mélange, se fait automatiquement, tout comme le broyage, dans les zones qui peuvent manquer d'éclairage en raison des interférences de la poussière de café en suspension. La saleté peut s'accumuler, les niveaux de bruit peuvent être élevés et la mécanisation nécessite un travail à grande vitesse.
Après broyage, des sacs de différents matériaux et tailles sont remplis puis emballés, généralement dans des boîtes en carton. Lorsqu'elles sont effectuées manuellement, ces opérations nécessitent des mouvements répétitifs à grande vitesse des mains et des bras. Les cartons sont acheminés vers les zones de stockage puis vers leur destination finale.
La forte odeur caractéristique de l'industrie du café peut déranger les travailleurs à l'intérieur des usines, ainsi que la communauté environnante. L'importance de ce problème en tant que risque potentiel pour la santé n'a pas encore été clarifiée. L'odeur du café est due à un mélange de différents produits ; des recherches sont en cours pour identifier les effets individuels de ces produits chimiques. Certains composants de la poussière de café et certaines des substances produisant des odeurs sont connus pour être des allergènes.
Les risques potentiels dans les usines de café instantané sont similaires à ceux de la production de café ordinaire ; en outre, il existe des risques dus à la vapeur chaude et aux explosions de chaudières. Lors de l'élimination de la caféine, même lorsqu'elle est effectuée automatiquement, le risque d'exposition aux solvants peut être présent.
D'autres risques potentiels pouvant affecter la santé des travailleurs sont similaires à ceux rencontrés dans les industries alimentaires en général. Les risques d'accidents proviennent des coupures des couteaux utilisés pour l'ouverture des sacs, des brûlures lors de la torréfaction et de l'écrasement lors des opérations de broyage, en particulier dans les anciennes machines sans protection automatique de la machine. Il existe des risques d'incendie et d'explosion en raison des grandes quantités de poussière, des câbles électriques dangereux et du gaz utilisé pour chauffer les torréfacteurs.
Plusieurs dangers peuvent être présents dans l'industrie du café dont, entre autres : la perte auditive due au bruit excessif, le stress thermique lors de la torréfaction, l'empoisonnement par les pesticides et les troubles musculo-squelettiques, affectant notamment le dos des travailleurs qui soulèvent et portent des sacs lourds.
Des troubles allergiques affectant les yeux, la peau ou le système respiratoire peuvent survenir dans n'importe quelle zone d'un caféier. C'est la poussière de café qui est associée à la bronchite avec altération de la fonction pulmonaire ; la rhinite et la conjonctivite sont également préoccupantes (Sekimpi et al. 1996). Des réactions allergiques aux contaminants des sacs précédemment utilisés pour d'autres matériaux, tels que les graines de ricin, se sont également produites (Romano et al. 1995).
Les troubles des mouvements répétitifs peuvent résulter de mouvements à grande vitesse dans les opérations d'emballage, en particulier lorsque les travailleurs ne sont pas avertis du risque.
Dans les pays moins développés, les effets des risques professionnels peuvent se manifester tôt parce que les conditions de travail peuvent être inadéquates et, en outre, d'autres facteurs sociaux et de santé publique peuvent contribuer à la maladie. Ces facteurs comprennent : les bas salaires, les soins médicaux et la sécurité sociale inadéquats, le logement et l'assainissement inadéquats, les faibles niveaux d'éducation, l'analphabétisme, les maladies endémiques et la malnutrition.
Mesures préventives
La protection des machines, la ventilation générale et les systèmes d'évacuation locaux, la réduction du bruit, l'entretien ménager et le nettoyage, la réduction du poids des sacs, les substituts de solvants utilisés dans l'extraction de la caféine, l'inspection périodique et l'entretien préventif des chaudières sont des exemples de mesures préventives nécessaires pour garantir des niveaux adéquats de production industrielle. hygiène et sécurité. L'intensité des odeurs peut être réduite en modifiant les procédures de torréfaction. L'organisation du travail peut être modifiée afin d'éviter les troubles des mouvements répétitifs par une modification de la position et du rythme de travail, ainsi que par l'introduction de pauses systématiques et d'exercices réguliers, entre autres pratiques.
Le dépistage médical périodique doit mettre l'accent sur l'évaluation de l'exposition aux herbicides et aux pesticides, les troubles de la colonne vertébrale et les premiers signes de troubles des mouvements répétitifs. Les tests de grattage utilisant des extraits de grains de café, même s'ils ne sont pas universellement acceptés comme totalement fiables, peuvent être utiles pour l'identification des individus hypersensibles. Les tests de la fonction pulmonaire peuvent aider au diagnostic précoce des affections respiratoires obstructives.
L'éducation à la santé est un instrument important pour permettre aux travailleurs d'identifier les risques pour la santé et leurs conséquences et de prendre conscience de leur droit à un environnement de travail sain.
Une action gouvernementale est nécessaire, par le biais de la législation et de l'application de la loi ; la participation des employeurs est nécessaire pour assurer et maintenir des conditions de travail adéquates.
Céréales, meunerie et produits de consommation à base de céréales
Le grain passe par de nombreuses étapes et processus avant d'être préparé pour la consommation humaine. Les principales étapes sont : la collecte, le regroupement et le stockage dans les élévateurs à grains ; broyage en un produit intermédiaire tel que l'amidon ou la farine ; et la transformation en produits finis tels que le pain, les céréales ou les collations.
Collecte, consolidation et stockage des céréales
Les céréales sont cultivées dans des fermes et transportées vers des élévateurs à grains. Ils sont transportés par camion, train, barge ou bateau selon l'emplacement de la ferme et la taille et le type d'élévateur. Les élévateurs à grain sont utilisés pour collecter, classer et stocker les produits agricoles. Les grains sont séparés en fonction de leur qualité, de leur teneur en protéines, de leur teneur en humidité, etc. Les élévateurs à grains sont constitués de trémies, de réservoirs ou de silos à tapis continus verticaux et horizontaux. Les courroies verticales ont des godets pour transporter le grain jusqu'aux balances et des courroies horizontales pour la distribution du grain dans des bacs. Les bacs ont des décharges sur le fond qui déposent le grain sur une bande horizontale qui transporte le produit vers une bande verticale pour le pesage et le transport ou le retour au stockage. Les silos peuvent avoir des capacités allant de quelques milliers de boisseaux dans un silo de campagne à des millions de boisseaux dans un silo terminal. Au fur et à mesure que ces produits se dirigent vers la transformation, ils peuvent être manipulés plusieurs fois par des silos de taille et de capacité croissantes. Lorsqu'ils seront prêts à être transportés vers un autre silo ou une autre installation de traitement, ils seront chargés dans un camion, un wagon, une barge ou un navire.
Fraisage du grain
La mouture est une série d'opérations impliquant le broyage de grains pour produire de l'amidon ou de la farine, le plus souvent à partir de blé, d'avoine, de maïs, de seigle, d'orge ou de riz. Le produit brut est broyé et tamisé jusqu'à ce que la taille souhaitée soit atteinte. En règle générale, la mouture comprend les étapes suivantes : le grain brut est livré à un silo de meunerie ; le grain est nettoyé et préparé pour la mouture; le grain est moulu et séparé selon la taille et la partie du grain ; la farine, l'amidon et les sous-produits sont conditionnés pour être distribués aux consommateurs ou transportés en vrac pour être utilisés dans diverses applications industrielles.
Fabrication de produits de consommation à base de céréales
Le pain, les céréales et autres produits de boulangerie sont produits en suivant une série d'étapes, notamment : la combinaison des matières premières, la production et la transformation de la pâte à frire, la formation du produit, la cuisson ou le grillage, l'enrobage ou le glaçage, l'emballage, la mise en caisse, la palettisation et l'expédition finale.
Les matières premières sont souvent stockées dans des bacs et des réservoirs. Certains sont manipulés dans de grands sacs ou d'autres conteneurs. Les matériaux sont transportés vers les zones de traitement à l'aide de convoyeurs pneumatiques, de pompes ou de méthodes manuelles de manutention.
La production de pâte est une étape où les ingrédients bruts, y compris la farine, le sucre et les graisses ou les huiles, et les ingrédients mineurs, tels que les arômes, les épices et les vitamines, sont combinés dans un récipient de cuisson. Tous les ingrédients particulaires sont ajoutés avec les fruits en purée ou en pulpe. Les noix sont généralement décortiquées et coupées à la bonne taille. Des cuiseurs (processus continus ou discontinus) sont utilisés. La transformation de la pâte en étapes de produits intermédiaires peut impliquer des extrudeuses, des formeuses, des granulateurs et des systèmes de façonnage. Le traitement ultérieur peut impliquer des systèmes de laminage, des formeurs, des appareils de chauffage, des séchoirs et des systèmes de fermentation.
Les systèmes d'emballage prennent le produit fini et l'emballent dans un emballage individuel en papier ou en plastique, placent les produits individuels dans une boîte, puis emballent les boîtes sur une palette pour préparer l'expédition. L'empilage manuel des palettes ou la manutention des produits est utilisé avec les chariots élévateurs à fourche.
Problèmes de sécurité mécanique
Les risques pour la sécurité de l'équipement comprennent les points d'opération qui peuvent éroder, couper, meurtrir, écraser, fracturer et amputer. Les travailleurs peuvent être protégés en gardant ou en isolant les dangers, en mettant hors tension toutes les sources d'alimentation avant d'effectuer tout entretien ou réglage sur l'équipement et en formant les travailleurs aux procédures appropriées à suivre lorsqu'ils travaillent sur l'équipement.
Les machines utilisées pour broyer et transporter les produits peuvent être particulièrement dangereuses. Le système pneumatique et ses vannes rotatives peuvent provoquer de graves amputations des doigts ou des mains. L'équipement doit être verrouillé pendant l'entretien ou le nettoyage. Tout l'équipement doit être correctement protégé et tous les travailleurs doivent être formés aux procédures d'utilisation appropriées.
Les systèmes de traitement comportent des pièces mécaniques se déplaçant sous contrôle automatique qui peuvent causer des blessures graves, en particulier aux doigts et aux mains. Les cuisinières sont chaudes et bruyantes, impliquant généralement un chauffage à la vapeur sous pression. Les matrices d'extrusion peuvent avoir des pièces mobiles dangereuses, y compris des couteaux se déplaçant à grande vitesse. Les mélangeurs et mélangeurs peuvent causer des blessures graves et sont particulièrement dangereux lors du nettoyage entre les lots. Les procédures de verrouillage et d'étiquetage minimiseront les risques pour les travailleurs. Les couteaux à refendre et les couteaux à eau peuvent provoquer de graves lacérations et sont particulièrement dangereux lors des procédures de remplacement et de réglage. Le traitement ultérieur peut impliquer des systèmes de laminage, des moules, des appareils de chauffage, des séchoirs et des systèmes de fermentation, qui présentent des risques supplémentaires pour les extrémités sous la forme d'écrasements et de brûlures. La manipulation et l'ouverture manuelles des sacs peuvent entraîner des coupures et des contusions.
Les systèmes d'emballage ont des pièces mobiles automatisées et peuvent causer des blessures par écrasement ou déchirure. Les procédures de maintenance et de réglage sont particulièrement dangereuses. L'empilage manuel de palettes ou la manipulation de produits peut provoquer des microtraumatismes répétés. Les chariots élévateurs à fourche et les transpalettes manuels sont également dangereux, et des charges mal empilées ou mal fixées peuvent tomber sur le personnel à proximité.
Incendie et explosion
Un incendie et une explosion peuvent détruire les installations de manutention du grain et blesser ou tuer des travailleurs et d'autres personnes qui se trouvent dans l'installation ou à proximité au moment de l'explosion. Les explosions nécessitent de l'oxygène (air), du combustible (poussière), une source d'inflammation d'une énergie et d'une durée suffisantes (étincelle, flamme ou surface chaude) et un confinement (pour permettre la montée en pression). Généralement, lorsqu'une explosion se produit dans une installation de manutention du grain, il ne s'agit pas d'une seule explosion mais d'une série d'explosions. L'explosion primaire, qui peut être assez petite et localisée, peut suspendre la poussière dans l'air dans toute l'installation à des concentrations suffisantes pour supporter des explosions secondaires de grande ampleur. La limite inférieure d'explosivité pour la poussière de céréales est d'environ 20,000 XNUMX mg/m3. La prévention des risques d'incendie et d'explosion peut être réalisée en concevant des usines avec un confinement minimal (à l'exception des bacs, réservoirs et silos) ; contrôler les émissions de poussières dans l'air et les accumulations sur les sols et les surfaces des équipements (flux de produits, LEV, additifs d'entretien ménager et de céréales tels que l'huile minérale de qualité alimentaire ou l'eau) ; et contrôler l'explosion (systèmes d'extinction d'incendie et d'explosion, évents d'explosion). Il devrait y avoir des issues de secours ou des moyens d'évacuation adéquats. L'équipement de lutte contre les incendies doit être stratégiquement situé et les travailleurs doivent être formés aux interventions d'urgence ; mais seuls de très petits incendies doivent être combattus en raison du potentiel d'explosion.
Santé Dangers
De la poussière peut être créée lorsque le grain est déplacé ou déplacé. Bien que la plupart des poussières de céréales soient de simples irritants respiratoires, les poussières de céréales non transformées peuvent contenir des moisissures et d'autres contaminants qui peuvent provoquer de la fièvre et des réactions d'asthme allergique chez les personnes sensibles. Les employés ont tendance à ne pas travailler pendant de longues périodes dans des zones poussiéreuses. En règle générale, un respirateur est porté en cas de besoin. Les expositions les plus élevées à la poussière se produisent lors des opérations de chargement/déchargement ou lors de grands nettoyages. Certaines recherches ont indiqué des changements de la fonction pulmonaire liés à l'exposition à la poussière. Les TLV actuelles de l'American Conference of Governmental Industrial Hygienists (ACGIH) pour l'exposition professionnelle à la poussière de céréales sont de 4 mg/m3 pour l'avoine, le blé et l'orge et 10 mg/m3 pour les autres poussières céréalières (particules, non classées ailleurs).
Une protection respiratoire est souvent portée pour minimiser l'exposition à la poussière. Les respirateurs anti-poussière approuvés peuvent être très efficaces s'ils sont portés correctement. Les travailleurs doivent être formés à leur utilisation, à leur entretien et à leurs limites. Le ménage est indispensable.
Les pesticides sont utilisés dans les industries céréalières et de transformation des céréales pour lutter contre les insectes, les rongeurs, les oiseaux, les moisissures, etc. Certains des pesticides les plus courants sont la phosphine, les organophosphorés et les pyréthrines. Les effets potentiels sur la santé peuvent inclure des dermatites, des étourdissements, des nausées et des problèmes à long terme avec les fonctions du foie, des reins et du système nerveux. Ces effets ne se produisent que si les employés sont surexposés. L'utilisation appropriée de l'EPI et le respect des procédures de sécurité préviendront la surexposition.
La plupart des installations de transformation des céréales appliquent des pesticides pendant les périodes de fermeture, lorsqu'il y a peu d'employés dans les bâtiments. Les travailleurs présents devraient faire partie de l'équipe d'application des pesticides et recevoir une formation spéciale. Les règles de rentrée doivent être suivies pour éviter une surexposition. De nombreux endroits chauffent toute la structure à environ 60 ºC pendant 24 à 48 heures au lieu d'utiliser des pesticides chimiques. Les travailleurs peuvent également être exposés à des pesticides sur le grain traité transporté à l'installation de fret routier dans des camions ou des wagons.
Le bruit est un problème courant dans la plupart des usines de transformation des céréales. Les niveaux de bruit prédominants varient de 83 à 95 dBA, mais peuvent dépasser 100 dBA dans certaines zones. Une absorption acoustique relativement faible peut être utilisée en raison de la nécessité de nettoyer l'équipement utilisé dans ces installations. La plupart des sols et des murs sont en ciment, en carrelage et en acier inoxydable pour permettre un nettoyage facile et éviter que l'installation ne devienne un refuge pour les insectes. De nombreux employés se déplacent d'une zone à l'autre et passent peu de temps à travailler dans les zones les plus bruyantes. Cela réduit considérablement l'exposition personnelle, mais une protection auditive doit être portée pour réduire l'exposition au bruit à des niveaux acceptables.
Travailler dans un espace confiné tel qu'une poubelle, un réservoir ou un silo peut présenter des risques physiques et pour la santé des travailleurs. La plus grande préoccupation est le manque d'oxygène. Les bacs, réservoirs et silos hermétiquement fermés peuvent manquer d'oxygène en raison des gaz inertes (azote et dioxyde de carbone pour prévenir l'infestation de ravageurs) et de l'action biologique (infestation d'insectes ou grain moisi). Avant toute entrée dans une poubelle, un réservoir, un silo ou un autre espace confiné, les conditions atmosphériques à l'intérieur de l'espace confiné doivent être vérifiées pour s'assurer qu'il y a suffisamment d'oxygène. Si l'oxygène est inférieur à 19.5 %, l'espace confiné doit être ventilé. Les espaces confinés doivent également être vérifiés pour l'application récente de pesticides ou de toute autre matière toxique qui peut être présente. Les risques physiques dans les espaces confinés comprennent l'engloutissement dans le grain et le piégeage dans l'espace en raison de sa configuration (murs inclinés vers l'intérieur ou piégeage dans l'équipement à l'intérieur de l'espace). Aucun travailleur ne doit se trouver dans un espace confiné tel qu'un silo à grains, une trémie ou un réservoir pendant l'enlèvement du grain. Les blessures et la mort peuvent être évitées en mettant hors tension et en verrouillant tous les équipements associés à l'espace confiné, en veillant à ce que les travailleurs portent des harnais avec des lignes de vie lorsqu'ils se trouvent à l'intérieur de l'espace confiné et en maintenant une alimentation en air respirable. Avant l'entrée, l'atmosphère à l'intérieur d'un bac, d'un silo ou d'un réservoir doit être testée pour la présence de gaz combustibles, de vapeurs ou d'agents toxiques, et pour la présence d'une quantité suffisante d'oxygène. Les employés ne doivent pas entrer dans les bacs, les silos ou les réservoirs sous une condition de pontage, ou là où des accumulations de produits céréaliers sur les côtés pourraient tomber et les ensevelir.
Dépistage médical
Les employés potentiels doivent subir un examen médical axé sur toute allergie préexistante et sur la vérification des fonctions hépatique, rénale et pulmonaire. Des examens spéciaux peuvent être requis pour les applicateurs de pesticides et les travailleurs qui utilisent une protection respiratoire. Des évaluations de l'audition doivent être faites pour évaluer toute perte auditive. Un suivi périodique doit chercher à détecter tout changement.
Industrie du thé
La légende raconte que le thé a peut-être été découvert en Chine par l'empereur Shen-Nung, "le guérisseur divin". Conscient du fait que les personnes qui buvaient de l'eau bouillie jouissaient d'une meilleure santé, le sage Empereur insista sur cette précaution. Lors de l'ajout de branches au feu, des feuilles de thé sont tombées accidentellement dans l'eau bouillante. L'empereur a approuvé l'arôme agréable et la saveur délicieuse et le thé est né.
De Chine, le thé s'est répandu dans toute l'Asie, devenant rapidement la boisson nationale de la Chine et du Japon. Ce n'est que dans les années 1600 que l'Europe s'est familiarisée avec la boisson. Peu de temps après, le thé a été introduit en Amérique du Nord. Au début des années 1900, Thomas Sullivan, un grossiste new-yorkais, décide de conditionner le thé dans de petits sachets de soie plutôt que dans des boîtes. Les gens ont commencé à infuser le thé dans le sac en soie plutôt que d'en retirer le contenu. Ainsi, le sachet de thé a été introduit pour la première fois.
Le thé est la deuxième boisson la plus populaire au monde ; seule l'eau est consommée plus souvent. Les consommateurs peuvent choisir parmi une grande variété de produits de thé : thé instantané, mélanges de thé glacé, thés de spécialité et aromatisés, tisanes, thés prêts à boire, thés décaféinés et sachets de thé. L'emballage des produits à base de thé a considérablement changé ; la plupart des petits magasins qui distribuaient autrefois du thé à partir de caisses en bois dans des boîtes individuelles ont cédé la place à des lignes de production sophistiquées à grande vitesse qui traitent, emballent et/ou embouteillent des milliers de livres de thé et de mélanges prêts à boire par heure.
Présentation du processus
La production de sachets de thé consiste à mélanger divers thés en feuilles coupés et séchés provenant de plusieurs régions du monde. Le thé est généralement reçu dans des caisses en bois ou de grands sacs. Le thé est mélangé et envoyé dans des machines d'emballage de thé, où il est emballé soit en sachets de thé individuels, soit en emballages en vrac. Le thé en poudre instantané nécessite que le thé mélangé sous forme de feuilles coupées soit infusé avec de l'eau chaude. Le concentré de thé liquide est ensuite séché par pulvérisation en une fine poudre et placé dans des fûts. La poudre de thé peut être envoyée aux lignes de conditionnement où elle est conditionnée dans des boîtes ou des bocaux, ou mélangée avec d'autres ingrédients tels que du sucre ou des substituts de sucre. Des arômes tels que du citron et d'autres arômes de fruits peuvent également être ajoutés pendant l'étape de mélange avant l'emballage.
Dangers
Il existe un certain nombre de risques de sécurité et de problèmes de santé courants associés au mélange, à la transformation et à l'emballage du thé. Les risques pour la sécurité tels que la protection des machines, le bruit, les glissades et les chutes et les blessures liées au levage sont assez courants dans l'industrie des boissons. D'autres dangers, tels que la poussière dans les zones de mélange et d'emballage, ne sont généralement pas présents dans les opérations d'embouteillage et de mise en conserve par voie humide.
Risques liés aux machines
Le mélange et l'emballage du thé impliquent des équipements et des machines où les travailleurs sont exposés à des chaînes et des pignons, des courroies et des poulies, des arbres et des équipements rotatifs et des lignes d'emballage à grande vitesse contenant un certain nombre de points de pincement dangereux. La plupart des blessures sont le résultat de lacérations et d'ecchymoses aux doigts, aux mains ou aux bras. La protection de cet équipement est essentielle pour empêcher les travailleurs de se coincer dans, sous ou entre des pièces mobiles. Des protections et/ou des verrouillages doivent être installés pour protéger les travailleurs des pièces mobiles lorsqu'il existe un risque de blessure. Chaque fois qu'un protecteur est retiré (par exemple pour l'entretien), toutes les sources d'énergie doivent être isolées et l'entretien et la réparation de l'équipement doivent être accompagnés d'un programme de verrouillage/étiquetage efficace.
Risques liés à la poussière
De la poussière de thé peut être présente dans les opérations de mélange et d'emballage. De la poussière de thé peut également être présente à des concentrations élevées lors des opérations de nettoyage ou de purge. La poussière de thé d'un diamètre supérieur à 10 micromètres peut être classée comme "poussière nuisible". Les poussières nuisibles ont peu d'effets nocifs sur les poumons et ne devraient pas produire de maladies organiques importantes ou d'effets toxiques lorsque les expositions sont maintenues sous contrôle raisonnable. Cependant, des concentrations excessives de poussières nuisibles dans l'air de la salle de travail peuvent provoquer des dépôts désagréables dans les yeux, les oreilles et les voies nasales. Une fois inhalées, ces particules peuvent être piégées dans la région nasale et pharyngienne du système respiratoire, jusqu'à ce qu'elles soient expulsées par les propres mécanismes de nettoyage du corps (par exemple, toux ou éternuements).
Les particules de poussière respirables sont celles qui mesurent moins de 10 micromètres de diamètre et sont donc suffisamment petites pour traverser les régions nasales et pharyngées et pénétrer dans les voies respiratoires inférieures. Une fois dans les poumons, ils peuvent s'incruster dans la région alvéolaire, où du tissu cicatriciel pourrait se développer. Les particules inhalables peuvent être des irritants respiratoires, en particulier chez les asthmatiques. Des joints et des fermetures efficaces aideront à contenir les particules de poussière.
Une ventilation par aspiration ou d'autres types d'équipements de contrôle de la poussière doivent être fournis sur le site de production de poussière pour maintenir les niveaux de poussière en dessous des normes généralement reconnues (10 mg/m3) ou d'autres réglementations gouvernementales qui peuvent s'appliquer. Les masques antipoussières doivent être portés par les travailleurs qui peuvent être très sensibles aux poussières et par les travailleurs exposés à de fortes concentrations de poussière à tout moment. Les personnes souffrant de bronchite chronique ou d'asthme sont plus à risque. Les travailleurs qui souffrent d'hypersensibilité à la poussière de thé doivent être éloignés de la zone.
Bien qu'il existe peu d'informations sur les explosions réelles de poussière de thé, les données des tests indiquent que les caractéristiques d'explosion de la poussière de thé sont relativement faibles. Il semble que le plus grand potentiel d'explosion de poussière de thé existe avec des bacs de stockage et des dépoussiéreurs où les concentrations et la taille des particules sont optimisées. Minimiser la concentration de poussière dans une pièce ou un processus réduira le risque d'explosion de poussière. L'équipement électrique conçu pour les zones à risque de poussière peut également être souhaitable dans certaines opérations.
Bien que le thé et la poussière de thé ne s'enflamment pas toujours, de grandes quantités de thé couveront presque toujours si elles sont enflammées. De grandes quantités d'eau dans une fine brume peuvent être utilisées pour refroidir le thé fumant en dessous de sa température d'inflammation.
Bruit
Comme dans la plupart des opérations d'emballage à grande vitesse, des niveaux de bruit élevés sont presque toujours présents dans l'industrie du thé. Des niveaux de bruit élevés peuvent être générés par les mélangeurs vibrants, les machines d'emballage pneumatiques et autres, les systèmes de transport d'air, les dépoussiéreurs et les coupe-boîtes. Les niveaux de bruit dans bon nombre de ces zones peuvent varier de 85 dBA à plus de 90 dBA. Le principal danger potentiel pour la santé associé à l'exposition au bruit réside dans la possibilité de produire une perte auditive permanente. La gravité de la perte auditive dépend des niveaux de bruit sur le lieu de travail, de la durée de l'exposition et de la susceptibilité personnelle de l'individu. Les programmes de protection contre le bruit et l'ouïe sont abordés plus en détail ailleurs dans ce Encyclopédie.
Risques chimiques
Bien que la plupart des processus de production et des opérations d'emballage n'exposent pas les travailleurs à des produits chimiques dangereux, les opérations d'assainissement utilisent des produits chimiques pour nettoyer et désinfecter l'équipement. Certains produits chimiques de nettoyage sont manipulés en grandes quantités par des systèmes de tuyaux fixes, tandis que d'autres produits chimiques sont appliqués à la main à l'aide de mélanges prédéterminés. L'exposition à ces produits chimiques peut causer des problèmes respiratoires, des dermatites ou des irritations cutanées et des brûlures chimiques de la peau. Les brûlures graves aux yeux et/ou la perte de la vision sont également des risques associés à la manipulation des produits chimiques de nettoyage. Des évaluations appropriées quant aux dangers des produits chimiques utilisés sont essentielles. La sélection et l'utilisation appropriées des EPI doivent faire partie de la procédure de travail de routine. Les EPI tels que des lunettes ou des écrans faciaux anti-éclaboussures, des gants résistant aux produits chimiques, des tabliers, des bottes et un respirateur doivent être envisagés. Des douches d'urgence pour les yeux et le corps doivent être prévues là où des produits chimiques dangereux sont stockés, mélangés ou utilisés.
Manipulation du matériel
Le thé arrive sur des palettes dans des sacs ou des caisses et est stocké dans des entrepôts en attendant le mélange et l'emballage. Ces sacs et caisses sont déplacés soit à la main, soit à l'aide d'appareils de manutention tels que des chariots élévateurs ou des élévateurs à vide. Une fois mélangé, le thé est acheminé vers des trémies pour être emballé. Les opérations d'emballage peuvent aller de l'utilisation d'équipements hautement automatisés à des opérations d'emballage manuel à forte intensité de main-d'œuvre (figure 1). Les blessures au bas du dos résultant de tâches de levage sont assez courantes lors de la manipulation de sacs pesant 100 livres (45.5 kg) ou plus. Les mouvements répétitifs sur les lignes d'emballage peuvent entraîner des traumatismes cumulés au niveau du poignet, du bras et/ou de l'épaule.
Figure 1. Emballage de thé à l'usine de thé et de café Brooke Bond à Dar-es-Salaam, en Tanzanie.

Les dispositifs mécaniques tels que les élévateurs à ventouses peuvent aider à réduire les tâches de levage lourdes. Affecter deux travailleurs à une tâche de levage lourd peut aider à réduire les risques de blessures graves au dos. La modification des postes de travail pour qu'ils soient plus ergonomiques et/ou l'automatisation des équipements sur les lignes d'emballage peuvent réduire l'exposition des travailleurs aux tâches répétitives. La rotation des travailleurs vers des tâches légères peut également réduire l'exposition des travailleurs à ces tâches.
Des aides personnelles telles que des ceintures dorsales et des bracelets sont également utilisées par certains travailleurs pour les aider dans leurs tâches de levage ou pour soulager temporairement des contraintes mineures. Cependant, leur efficacité n'a pas été démontrée et ils peuvent même être nocifs.
La plupart des opérations d'entrepôt nécessitent l'utilisation de chariots élévateurs. Le non-respect des vitesses de sécurité, les virages serrés, la conduite avec les fourches levées, le non-respect ou le non-respect des piétons et les accidents de chargement/déchargement sont les principales causes de blessures chez les caristes. Seuls des opérateurs formés et compétents devraient être autorisés à conduire des chariots élévateurs. La formation devrait consister en une formation formelle en salle de classe et un examen de conduite où les opérateurs peuvent démontrer leurs compétences. Un entretien adéquat et des inspections quotidiennes avant utilisation contribuent également à assurer le fonctionnement sécuritaire de ces véhicules.
Glissades, trébuchements et chutes
Les glissades, les trébuchements et les chutes sont une préoccupation majeure. Dans les opérations de mélange à sec et d'emballage, de la fine poussière de thé s'accumule sur les surfaces de marche et de travail. Un bon ménage est important. Les sols doivent être nettoyés régulièrement de la poussière de thé. Les débris et autres objets laissés sur le sol doivent être ramassés immédiatement. Les chaussures antidérapantes à semelles en caoutchouc semblent offrir la meilleure traction. Les zones de traitement par voie humide présentent également des risques de glissade et de chute. Les sols doivent être maintenus aussi secs que possible. Un drainage de sol adéquat doit être fourni dans toutes les zones de traitement par voie humide. L'eau stagnante ne devrait pas pouvoir s'accumuler. Là où il y a de l'eau stagnante, elle doit être épongée dans les drains de plancher.
Exposition à des températures élevées
Le contact avec l'eau chaude, les conduites de vapeur et l'équipement de traitement peut entraîner des blessures graves par brûlures. La plupart des brûlures se produisent sur les mains, les bras et le visage. L'eau chaude utilisée pour le nettoyage ou le lavage est également connue pour causer des brûlures aux pieds et aux jambes.
Les opérations de thermoscellage et de collage sur les lignes d'emballage peuvent également provoquer des brûlures. La protection des points chauds exposés sur l'équipement est importante. L'évaluation appropriée des risques et la sélection et l'utilisation d'équipements de protection individuelle contribueront également à réduire ou à éliminer l'exposition des travailleurs aux températures élevées et aux brûlures. L'utilisation de procédures de bris de pipeline et de verrouillage protégera les travailleurs contre la libération inattendue de liquides chauds et de vapeur.
Pratiques sécuritaires
Un programme de sécurité générale qui traite de l'utilisation et de la sélection des EPI, de l'entrée dans des espaces confinés, de l'isolement des sources d'énergie, de l'identification et de la communication des produits chimiques dangereux, des programmes d'auto-inspection, des programmes de préservation de l'ouïe, du contrôle des matières infectieuses, de la gestion des processus et des interventions d'urgence les programmes devraient également être inclus dans le cadre du processus de travail. La formation des travailleurs aux pratiques de travail sécuritaires est importante pour réduire l'exposition des travailleurs à des conditions dangereuses et à des blessures.
Boulangeries
Adapté de la 3e édition, « Encyclopaedia of Occupational Health and Safety ».
La fabrication de denrées alimentaires à partir d'amidons et de sucres s'effectue dans les boulangeries et les biscuiteries, pâtisseries et pâtisseries. Les risques pour la sécurité et la santé présentés par les matières premières, l'usine et l'équipement et les procédés de fabrication dans ces usines sont similaires. Cet article traite des boulangeries artisanales et couvre le pain et divers produits connexes.
Vidéo
Il y a trois étapes principales dans la fabrication du pain : le mélange et le moulage, la fermentation et la cuisson. Ces processus sont réalisés dans différentes zones de travail : le magasin de matières premières, la salle de mélange et de moulage, les chambres froides et de fermentation, le four, la chambre de refroidissement et l'atelier d'emballage et de conditionnement. Les locaux de vente sont fréquemment rattachés aux ateliers de fabrication.
La farine, l'eau, le sel et la levure sont mélangés pour faire de la pâte; le mélange manuel a été largement remplacé par l'utilisation de malaxeurs mécaniques. Les batteuses sont utilisées dans la fabrication d'autres produits. La pâte est laissée à fermenter dans une atmosphère chaude et humide, après quoi elle est divisée, pesée, façonnée et cuite (voir figure 1).
Figure 1. Production de pain pour une chaîne de supermarchés en Suisse
 Les fours de production artisanale sont du type à sole fixe à transfert de chaleur direct ou indirect. Dans le type direct, le garnissage réfractaire est chauffé soit par intermittence, soit en continu avant chaque charge. Les gaz de dégagement passent à la cheminée à travers les orifices réglables à l'arrière de la chambre. Dans le type indirect, la chambre est chauffée par de la vapeur traversant des tubes dans la paroi de la chambre ou par circulation forcée d'air chaud. Le four peut fonctionner au bois, au charbon, au fioul, au gaz de ville, au gaz de pétrole liquéfié ou à l'électricité. En milieu rural, on trouve encore des fours à soles chauffées directement au feu de bois. Le pain est chargé dans le four sur des palettes ou des plateaux. L'intérieur du four peut être éclairé afin que la cuisson du pain puisse être observée à travers les fenêtres de la chambre. Lors de la cuisson, l'air de la chambre se charge de vapeur d'eau dégagée par le produit et/ou introduite sous forme de vapeur. L'excédent s'échappe généralement par la cheminée, mais la porte du four peut également être laissée ouverte.
Les fours de production artisanale sont du type à sole fixe à transfert de chaleur direct ou indirect. Dans le type direct, le garnissage réfractaire est chauffé soit par intermittence, soit en continu avant chaque charge. Les gaz de dégagement passent à la cheminée à travers les orifices réglables à l'arrière de la chambre. Dans le type indirect, la chambre est chauffée par de la vapeur traversant des tubes dans la paroi de la chambre ou par circulation forcée d'air chaud. Le four peut fonctionner au bois, au charbon, au fioul, au gaz de ville, au gaz de pétrole liquéfié ou à l'électricité. En milieu rural, on trouve encore des fours à soles chauffées directement au feu de bois. Le pain est chargé dans le four sur des palettes ou des plateaux. L'intérieur du four peut être éclairé afin que la cuisson du pain puisse être observée à travers les fenêtres de la chambre. Lors de la cuisson, l'air de la chambre se charge de vapeur d'eau dégagée par le produit et/ou introduite sous forme de vapeur. L'excédent s'échappe généralement par la cheminée, mais la porte du four peut également être laissée ouverte.
Les dangers et leur prévention
Les conditions de travail
Les conditions de travail dans les boulangeries artisanales peuvent avoir les caractéristiques suivantes : travail de nuit à partir de 2h ou 00h du matin, surtout dans les pays méditerranéens, où la pâte est préparée le soir ; des locaux souvent infestés de parasites tels que cafards, souris et rats, qui peuvent être porteurs de micro-organismes pathogènes (des matériaux de construction adaptés doivent être utilisés pour assurer le maintien de ces locaux dans un état d'hygiène adéquat) ; la livraison de pain de porte à porte, qui n'est pas toujours effectuée dans des conditions d'hygiène adéquates et qui peut entraîner un surcroît de travail ; bas salaires complétés par la pension et le logement.
Locaux
Les locaux sont souvent vétustes et vétustes et entraînent des problèmes de sécurité et de santé considérables. Le problème est particulièrement aigu dans les locaux loués pour lesquels ni le bailleur ni le preneur ne peuvent assumer les frais de rénovation. Les sols peuvent être très glissants lorsqu'ils sont mouillés, mais raisonnablement sûrs lorsqu'ils sont secs. des surfaces antidérapantes doivent être fournies dans la mesure du possible. L'hygiène générale souffre en raison des installations sanitaires défectueuses, des risques accrus d'empoisonnement, d'explosion et d'incendie, et de la difficulté de moderniser l'usine de boulangerie lourde en raison des conditions du bail. Les petits locaux ne peuvent pas être convenablement divisés ; par conséquent, les allées de circulation sont bloquées ou encombrées, les équipements sont mal espacés, la manipulation est difficile et le risque de glissades et de chutes, de collisions avec des plantes, de brûlures et de blessures résultant d'un effort excessif est accru. Lorsque les locaux sont situés sur deux étages ou plus, il existe un risque de chute de hauteur. Les locaux en sous-sol manquent souvent d'issues de secours, ont des escaliers d'accès étroits, sinueux ou raides et sont mal éclairés artificiellement. Ils sont généralement insuffisamment ventilés et, par conséquent, les températures et les niveaux d'humidité sont excessifs; l'utilisation de simples ventilateurs de cave au niveau de la rue n'entraîne que la contamination de l'air du fournil par la poussière de la rue et les gaz d'échappement des véhicules.
Les accidents
Les couteaux et les aiguilles sont largement utilisés dans les boulangeries artisanales, avec un risque de coupures et de perforations et d'infection ultérieure ; les objets lourds et contondants tels que les poids et les plateaux peuvent causer des blessures par écrasement s'ils tombent sur le pied du travailleur.
Les fours présentent un certain nombre de dangers. Selon le combustible utilisé, il existe un risque d'incendie et d'explosion. Les retours de flamme, la vapeur, les cendres, les produits de boulangerie ou les plantes non isolées peuvent provoquer des brûlures ou des échaudures. Des appareils de cuisson mal réglés ou à tirage insuffisant, ou des cheminées défectueuses, peuvent entraîner l'accumulation de vapeurs ou de gaz de combustible imbrûlés, ou de produits de combustion, dont le monoxyde de carbone, pouvant provoquer une intoxication ou une asphyxie. Les équipements et installations électriques défectueux, en particulier de type portable ou mobile, peuvent provoquer des chocs électriques. Le sciage ou le hachage du bois pour les fours à bois peut entraîner des coupures et des abrasions.
La farine est livrée dans des sacs pesant jusqu'à 100 kg, et ceux-ci doivent souvent être soulevés et transportés par les travailleurs à travers des passerelles tortueuses (pentes et escaliers raides) jusqu'aux salles de stockage. Il existe un risque de chute lors du port de charges lourdes, et cette manutention manuelle pénible peut provoquer des maux de dos et des lésions des disques intervertébraux. Les dangers peuvent être évités en : fournissant des voies d'accès appropriées aux locaux ; stipulant un poids maximum approprié pour les sacs de farine ; utiliser un équipement de manutention mécanique d'un type adapté à une utilisation dans de petites entreprises et à un prix à la portée de la plupart des artisans; et par une utilisation plus large du transport de farine en vrac, qui n'est cependant adapté que lorsque le boulanger a un chiffre d'affaires suffisamment important.
La poussière de farine est également un risque d'incendie et d'explosion, et des précautions appropriées doivent être prises, y compris des systèmes d'extinction d'incendie et d'explosion.
Dans les boulangeries mécanisées, la pâte qui est dans un état actif de fermentation peut dégager des quantités dangereuses de dioxyde de carbone ; une ventilation poussée doit donc être prévue dans les espaces confinés là où le gaz est susceptible de s'accumuler (goulottes à pâte...). Les travailleurs doivent être formés aux procédures en espace confiné.
Une grande variété de machines est utilisée dans la fabrication du pain, en particulier dans les boulangeries industrielles. La mécanisation peut entraîner de graves accidents dans son sillage. Les machines de boulangerie modernes sont généralement équipées de protections intégrées dont le bon fonctionnement dépend souvent du fonctionnement des interrupteurs de fin de course électriques et des verrouillages positifs. Les trémies d'alimentation et les goulottes présentent des dangers particuliers qui peuvent être éliminés en prolongeant la longueur de l'ouverture d'alimentation au-delà de la longueur du bras pour empêcher l'opérateur d'atteindre les pièces mobiles ; des portes doubles à charnières ou des volets rotatifs sont parfois utilisés comme dispositifs d'alimentation dans le même but. Les pincements sur les freins à pâte peuvent être protégés par des protections fixes ou automatiques. Une variété de protections (couvercles, grilles, etc.) peuvent être utilisées sur les pétrins pour empêcher l'accès à la zone de piégeage tout en permettant l'insertion de matériau supplémentaire et le raclage du bol. On utilise de plus en plus des machines à trancher et à emballer le pain avec des lames de scie alternées ou des couteaux rotatifs; toutes les pièces mobiles doivent être complètement fermées, des couvercles à verrouillage étant prévus là où l'accès est nécessaire. Il devrait y avoir un programme de verrouillage/étiquetage pour l'entretien et la réparation des machines.
Risques pour la santé
Les ouvriers de la boulangerie sont généralement légèrement vêtus et transpirent abondamment; ils sont soumis à des courants d'air et à de fortes variations de température ambiante lors du passage, par exemple, de la charge du four à un travail plus frais. La poussière de farine en suspension dans l'air peut provoquer des rhinites, des troubles de la gorge, de l'asthme bronchique (« asthme du boulanger ») et des maladies oculaires ; la poussière de sucre peut provoquer des caries dentaires. La poussière végétale en suspension dans l'air doit être contrôlée par une ventilation appropriée. Une dermatite allergique peut survenir chez les personnes ayant une prédisposition particulière. Les risques pour la santé ci-dessus et la forte incidence de la tuberculose pulmonaire chez les boulangers soulignent la nécessité d'une surveillance médicale avec des examens périodiques fréquents ; en outre, une hygiène personnelle stricte est essentielle dans l'intérêt des travailleurs et du public en général.
Industrie des spiritueux distillés
Les spiritueux distillés peuvent être produits à partir d'un certain nombre de matériaux, tels que des purées fermentées de grains de céréales, des jus de fruits fermentés, du jus de canne à sucre, de la mélasse, du miel et du jus de cactus. La fermentation pour faire du vin et de la bière remonte à entre 5000 et 6000 av. cependant, l'histoire de la distillation est beaucoup plus récente. Bien que l'origine de la distillation soit incertaine, elle était connue des alchimistes et a commencé à se répandre tout au long des XIIIe et XIVe siècles. Les premières utilisations étaient principalement pharmaceutiques.
Présentation du processus
Les boissons alcoolisées sont divisées en deux groupes, selon leur mode de préparation : les boissons fermentées, comme le vin et la bière, et les boissons distillées, comme le whisky et le brandy. Les liqueurs sont essentiellement préparées en mélangeant des jus ou des extraits de fruits, de noix ou d'autres produits alimentaires. La fabrication du vin et de la bière fait l'objet d'articles distincts dans ce chapitre.
Les phases d'activité dans la production de spiritueux distillés comprennent la réception du grain, la mouture, la cuisson, la fermentation, la distillation, le stockage, le mélange et la mise en bouteille (voir figure 1).
Figure 1. Organigramme de production pour la fabrication de spiritueux distillés.
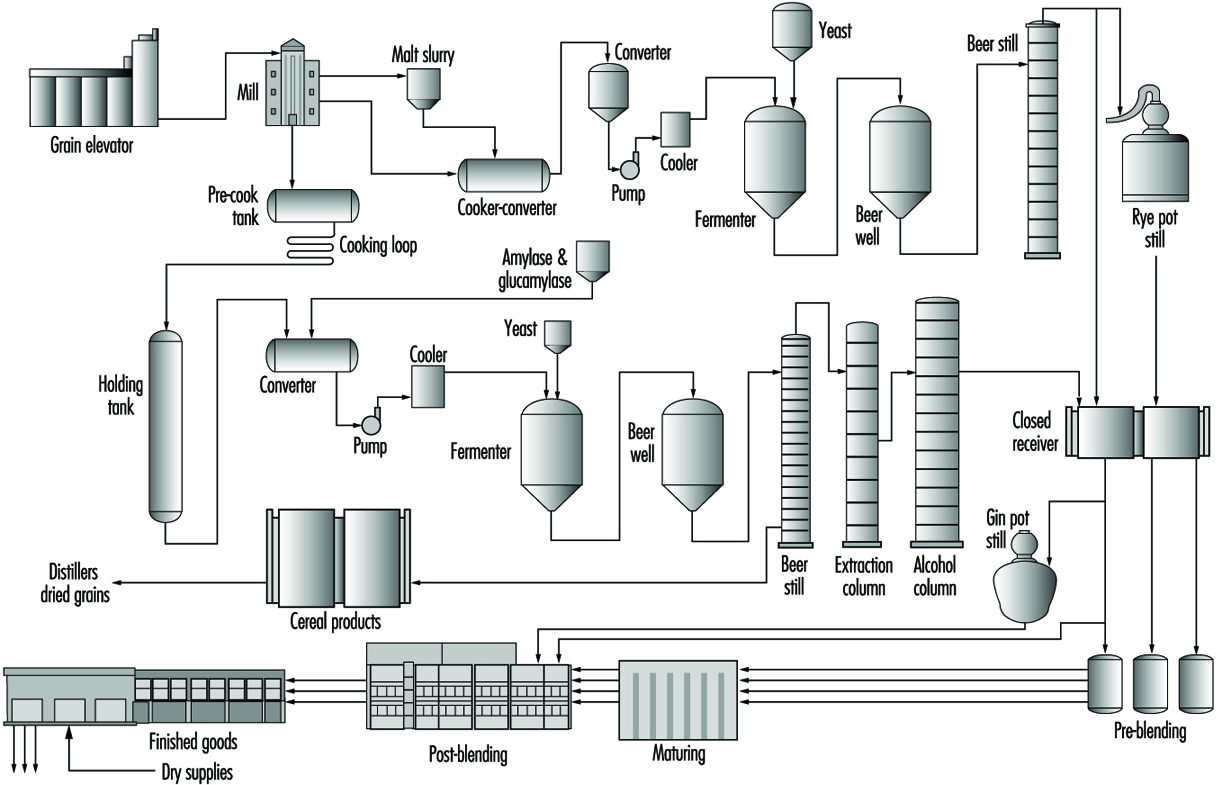
L'élévateur à grains reçoit et pèse les grains entrants et les place dans les bacs appropriés. La mouture consiste à broyer les grains nécessaires à la facture de moût. La facture de purée est la recette du processus de fermentation.
Les cuiseurs reçoivent de la farine du broyeur et des boues avec du backslop, de l'eau et de l'ammoniac à un pH (acidité) et une température définis. L'amidon est solubilisé par cuisson au jet de vapeur. Des enzymes sont ajoutées pour décomposer l'amidon en molécules d'amidon plus petites, réduisant ainsi la viscosité de la purée. La purée résultante est refroidie à la température de fermentation.
La fermentation est le processus de conversion des sucres en alcool et en dioxyde de carbone par les activités de la levure. Les fermenteurs sont refroidis à des conditions de température optimales pour la levure, car les réactions qui s'y produisent sont de nature exothermique. L'assainissement est important : les systèmes biologiques de fermentation sont en concurrence constante avec des bactéries indésirables qui peuvent produire des composants aromatiques indésirables.
Le type de distillation dépendra du spiritueux produit. Les alambics à pot sont généralement utilisés lorsqu'un "caractère" particulier est requis pour un produit tel que le cognac et les scotchs, tandis que la distillation multicolonne continue est généralement utilisée pour produire des spiritueux plus neutres qui peuvent être utilisés comme mélangeurs ou des spiritueux de grain neutres.
La récupération des sous-produits est un aspect très important du fonctionnement d'une distillerie moderne. Le grain résiduel (fermenté et désalcoolisé) est riche en protéines, vitamines, fibres et graisses, et il peut être transformé ultérieurement en un précieux complément alimentaire pour animaux. Ces procédés consistent généralement en une centrifugation, une évaporation, un séchage et un mélange.
Les whiskies, eaux-de-vie et rhums sont vieillis (affinés) en fûts de chêne calcinés. La maturation se déroule sur plusieurs années pour produire les caractéristiques finales qui distinguent ces produits. Une fois ces produits mûris, ils sont assemblés et filtrés puis conditionnés en produits finis destinés au consommateur.
La salle d'embouteillage est séparée du reste de l'installation, protégeant le produit de tout contaminant éventuel. L'opération de remplissage hautement automatisée nécessite une surveillance continue de l'efficacité. Les bouteilles vides sont transportées par convoyeur vers les machines de remplissage.
L'emballage est la dernière étape avant l'entreposage. Ce processus est devenu automatisé, bien qu'il y ait une bonne quantité d'emballage manuel, en fonction de la taille de la bouteille et du type d'emballage. Le produit emballé entre ensuite dans une machine de palettisation, qui empile automatiquement les cartons sur des palettes, qui sont ensuite transportées par des chariots élévateurs vers des entrepôts pour y être stockées.
Problèmes de santé et de sécurité
Le problème de sécurité le plus évident dans les installations de manutention du grain est la menace d'incendies de poussière et d'explosions. Des concentrations élevées de poussière de grain peuvent être explosives ; par conséquent, un bon entretien ménager est le facteur le plus important pour réduire le risque d'explosion de poussière de céréales. Certains grains, s'ils sont humides ou stockés pendant une longue période, génèrent de la chaleur, devenant ainsi un risque d'incendie. La rotation du grain d'un silo à l'autre ou l'adoption d'une procédure de livraison de grain « juste à temps » éliminera ce risque.
L'exposition aux vapeurs et aux gaz dégagés tout au long de la production de spiritueux distillés est un danger possible. Pendant le processus de fermentation, les gaz réfrigérants peuvent entraîner des risques toxiques et explosifs. Par conséquent, une ventilation adéquate et un entretien strict, y compris l'utilisation d'équipements à sécurité intrinsèque tels que des outils pneumatiques, sont essentiels. Particulièrement importants sont les risques d'asphyxie par les vapeurs d'alcool et de dioxyde de carbone dégagées par le processus de fermentation, en particulier lorsque les liquides sont transportés et transvasés dans des réservoirs, et dans des espaces confinés où la ventilation est insuffisante. Des respirateurs doivent être portés par les travailleurs dans ce processus. L'encadré ci-joint décrit certains dangers liés à l'entrée dans un espace confiné, qui sont également abordés ailleurs dans ce Encyclopédie.
Des matières dangereuses telles que le varsol (essence minérale), les caustiques, les acides et de nombreux autres solvants et nettoyants sont utilisés dans l'ensemble de l'installation. Les employés doivent être formés pour manipuler ces produits en toute sécurité. Un examen annuel d'un système d'information sur les matières dangereuses utilisées au travail, comme le SIMDUT canadien, peut fournir l'occasion d'une telle formation continue. Les travailleurs doivent être formés à l'utilisation des fiches de données de sécurité (MSDS), qui sont des fiches d'information disponibles auprès des fournisseurs, donnant des informations sur le contenu du produit dangereux et les risques pour la santé associés, les mesures d'urgence, les premiers secours, etc. Il est impératif que chaque travailleur exposé ou susceptible d'être exposé à une matière dangereuse reçoive une formation et reçoive ensuite un examen annuel de la manipulation des matières dangereuses. Dans de nombreux pays, il est exigé que les fiches signalétiques soient disponibles à chaque endroit où se trouvent des substances contrôlées et qu'elles soient faciles d'accès pour tous les travailleurs. En plus de la formation des employés, des douches oculaires, des douches et des postes de premiers soins doivent être mis à disposition dans toute l'usine afin de minimiser les blessures à toute personne exposée accidentellement à un produit chimique dangereux.
Les chariots élévateurs à fourche sont utilisés dans de nombreux processus différents dans l'usine. Les deux utilisations les plus courantes sont le transfert de barriques pour le stockage d'affinage et la manutention du produit fini. Il devrait y avoir un programme d'entretien préventif en place pour les chariots élévateurs ainsi qu'un programme de sécurité qui garantit que tous les conducteurs comprennent les principes de sécurité des chariots élévateurs. Tous les conducteurs doivent être autorisés à conduire un chariot élévateur.
Les risques professionnels associés au processus d'embouteillage sont similaires à ceux de la plupart des installations d'embouteillage. Les microtraumatismes répétés tels que les tendinites et le syndrome du canal carpien sont les blessures les plus courantes, résultant du travail répétitif requis pour emballer les bouteilles et faire fonctionner les étiqueteuses. Cependant, la fréquence de ces lésions professionnelles a diminué ; cela peut être dû aux changements technologiques dans l'usine qui ont rendu les emplois moins intensifs en main-d'œuvre, notamment l'automatisation de l'emballage et l'utilisation d'équipements informatisés.
L'EPI est courant dans toute l'installation d'embouteillage. Il est obligatoire pour les employés de la salle d'embouteillage de porter des lunettes de sécurité pour la protection des yeux et des oreilles lorsqu'ils sont exposés à des niveaux de bruit élevés. Il devrait y avoir un programme de chaussures de sécurité en place, les employés devant porter des chaussures à embout d'acier. Si un danger ne peut pas être éliminé à la source (grâce à l'ingénierie) ou le long du chemin (à travers des barrières), alors l'EPI doit être utilisé pour la sécurité du travailleur.
Il existe de nombreuses méthodes clés pour créer un environnement de travail sûr. Une entreprise doit avoir une politique de santé et de sécurité et doit la transmettre au moyen d'un manuel de sécurité qui décrit les procédures de sécurité. De plus, des inspections mensuelles de l'usine peuvent prévenir les dangers et minimiser les blessures. La communication avec les employés concernant les pratiques de sécurité est la partie la plus essentielle d'un programme de sécurité réussi.
Dangers d'entrée en espace confiné dans l'industrie des boissons
Un espace confiné est défini comme un espace dans lequel, en raison de sa construction, de son emplacement, de son contenu ou de l'activité de travail qui s'y déroule, l'accumulation d'un gaz, vapeur, poussière ou fumée dangereux, ou la création d'une atmosphère pauvre en oxygène, peut se produire. . Lorsqu'une entrée dans un espace confiné pourrait se produire, il est impératif qu'une procédure d'entrée dans un espace confiné soit en place et que tous les travailleurs soient formés et éduqués sur la procédure. Avant d'entrer dans un espace confiné, des tests de manque d'oxygène, de gaz combustibles et de gaz toxiques doivent être effectués. Un appareil respiratoire autonome à pression positive (ARA) ou d'autres appareils respiratoires approuvés peuvent devoir être portés par les travailleurs lors de l'entrée. Une surveillance continue est obligatoire pendant que le personnel se trouve à l'intérieur de l'espace confiné. Tout le personnel entrant doit être correctement équipé d'un harnais de sécurité, avec des sangles d'épaule et de jambe. Un observateur de réserve doit être désigné et maintenir une surveillance constante des employés dans un espace confiné, et une personne adéquatement formée à la respiration artificielle doit être facilement disponible.
L'industrie des boissons connaît de nombreuses situations dans lesquelles il existe des risques d'entrée dans des espaces confinés. Voici des exemples de telles situations :
· cuves de mélange dans l'industrie des boissons non alcoolisées dans lesquelles des vapeurs ou des gaz dangereux peuvent être présents
· silos à grains dans les industries de la brasserie et des spiritueux distillés
· cuves de fermentation en brassage et vinification
· fermenteurs et alambics dans l'industrie des spiritueux distillés.
Ces silos à grains, cuves de fermentation, etc., peuvent devoir être saisis de temps à autre pour être nettoyés, réparés, etc. Au cours du processus de fermentation, en particulier, il existe des risques d'asphyxie par les vapeurs d'alcool et de dioxyde de carbone libérées par le processus de fermentation lorsque l'on pénètre dans des espaces confinés où la ventilation est insuffisante (Giullemin et Horisberger 1994).
RG Aldi et Rita Seguin
Industrie de la betterave sucrière
Il s'agit d'une mise à jour de l'article préparé par le Comité européen des fabricants de sucre (CEFS) pour la 3e édition de l'« Encyclopédie de la santé et de la sécurité au travail ».
En cours
Le processus de production de sucre à partir de betteraves comprend de nombreuses étapes, qui ont été continuellement améliorées tout au long de l'histoire plus que centenaire de l'industrie de la betterave sucrière. Les installations de transformation de la betterave à sucre se sont modernisées et utilisent la technologie actuelle ainsi que les mesures de sécurité actuelles. Les travailleurs sont désormais formés à l'utilisation d'équipements modernes et sophistiqués.
La teneur en sucre des betteraves varie de 15 à 18 %. Ils sont d'abord nettoyés dans une laveuse à betteraves. Elles sont ensuite découpées dans des trancheuses à betteraves et les « cossettes » ainsi obtenues sont acheminées via un échaudoir dans le diffuseur, où la majeure partie du sucre contenu dans les betteraves est extraite à l'eau chaude. Les cossettes désucrées, appelées « pulpes », sont pressées mécaniquement et séchées, le plus souvent par la chaleur. Les pulpes contiennent de nombreux nutriments et sont utilisées comme aliments pour animaux.
Le jus brut obtenu dans le diffuseur, en plus du sucre, contient également des impuretés non sucrées qui sont précipitées (par ajout de chaux et de dioxyde de carbone) puis filtrées. Le jus brut devient ainsi un jus clair, avec une teneur en sucre de 12 à 14 %. Le jus clair est concentré dans des évaporateurs à 65 à 70 % de matière sèche. Ce jus épais est bouilli dans une casserole sous vide à une température d'environ 70 °C jusqu'à ce que des cristaux se forment. Celui-ci est ensuite déchargé dans des mélangeurs, et le liquide entourant les cristaux est centrifugé. Le sirop bas ainsi séparé des cristaux de sucre contient encore du sucre qui peut être cristallisé. Le processus de désucrage est poursuivi jusqu'à ce qu'il ne soit plus économique. La mélasse est le sirop qui reste après la dernière cristallisation.
Après séchage et refroidissement, le sucre est stocké dans des silos, où il peut être conservé indéfiniment s'il est correctement climatisé et à humidité contrôlée.
La mélasse contient environ 60% de sucre et, avec les impuretés non sucrées, constitue un aliment précieux pour les animaux ainsi qu'un milieu de culture idéal pour de nombreux micro-organismes. Pour l'alimentation animale, une partie de la mélasse est ajoutée aux pulpes épuisées en sucre avant leur séchage. La mélasse est également utilisée pour la production de levure et d'alcool.
Avec l'aide d'autres micro-organismes, d'autres produits peuvent être fabriqués, comme l'acide lactique, une matière première importante pour les industries alimentaires et pharmaceutiques, ou l'acide citrique, dont l'industrie alimentaire a besoin en grande quantité. La mélasse est également utilisée dans la production d'antibiotiques tels que la pénicilline et la streptomycine, ainsi que du glutamate de sodium.
Conditions de travail
Dans la filière betteravière très mécanisée, la betterave est transformée en sucre lors de ce qu'on appelle la « campagne ». La campagne dure de 3 à 4 mois, période pendant laquelle les usines de traitement fonctionnent en continu. Le personnel travaille en équipes tournantes XNUMX heures sur XNUMX. Des travailleurs supplémentaires peuvent être ajoutés temporairement pendant les périodes de pointe. Une fois le traitement des betteraves terminé, les réparations, l'entretien et les mises à jour sont effectués dans les installations.
Les dangers et leur prévention
La transformation de la betterave à sucre ne produit ni n'implique de travailler avec des gaz toxiques ou des poussières en suspension dans l'air. Certaines parties de l'installation de traitement peuvent être extrêmement bruyantes. Dans les zones où les niveaux de bruit ne peuvent pas être ramenés aux seuils limites, une protection auditive doit être fournie et un programme de préservation de l'ouïe doit être institué. Cependant, dans la plupart des cas, les maladies professionnelles sont rares dans les usines de transformation de betteraves sucrières. Cela est dû en partie au fait que la campagne ne dure que 3 à 4 mois par an.
Comme dans la plupart des industries alimentaires, les dermatites de contact et les allergies cutanées causées par les agents de nettoyage utilisés pour nettoyer les cuves et les équipements peuvent être un problème, nécessitant des gants. Lors de l'entrée des cuves pour le nettoyage ou pour d'autres raisons, les procédures d'espace confiné doivent être en vigueur.
Des précautions doivent être prises lors de l'entrée dans les silos de sucre granulé stocké, en raison du risque d'engloutissement, un danger similaire à celui des silos à grains. (Voir l'article « Céréales, meunerie et produits de consommation à base de céréales » dans ce chapitre pour des recommandations plus détaillées.)
Les brûlures causées par les conduites de vapeur et l'eau chaude sont préoccupantes. Un bon entretien, l'EPI et la formation des employés peuvent aider à prévenir ce type de blessure.
La mécanisation et l'automatisation dans l'industrie de la betterave à sucre minimisent les risques de troubles ergonomiques.
Les machines doivent être régulièrement vérifiées et régulièrement entretenues et réparées au besoin. Les protections et les mécanismes de sécurité doivent être maintenus en place. Les employés doivent avoir accès à des équipements et dispositifs de protection. Les employés devraient être tenus de participer à une formation sur la sécurité.
Industrie du vin
Adapté de la 3e édition, « Encyclopaedia of Occupational Health and Safety ».
Le vin est produit à partir de raisins. Le raisin mûr, une fois écrasé, donne le must qui, par fermentation totale ou partielle et normale, se transforme en vin. Au cours de la fermentation, d'abord rapide et turbulente, puis progressivement ralentie, le sucre se transforme en alcool et gaz carbonique. De nombreux éléments contenus dans les raisins restent dans la boisson. Les différentes phases d'activité de la production de vin à partir de raisins comprennent la vinification, le stockage et la mise en bouteille.
Vinification
La vinification implique une variété d'activités menées par une variété de méthodes allant de la «production agricole» traditionnelle à la production industrielle moderne. L'ancienne méthode de pressurage des raisins, dans laquelle les vendangeurs foulaient pendant la nuit les raisins qu'ils avaient récoltés pendant la journée, est de moins en moins présente dans la vinification moderne. Le vin est désormais produit dans des installations appartenant à des groupements d'agriculteurs ou à des sociétés commerciales, selon des techniques permettant d'obtenir un type de vin plus homogène et de réduire les risques d'altération, notamment celle due à l'acidification qui transforme le vin en vinaigre.
A leur arrivée dans les caves, les raisins sont foulés dans de simples moulins ou de grosses machines, comme des broyeurs centrifuges, par des rouleaux ou autrement. Ces procédés impliquent toujours des risques mécaniques et du bruit pendant toute la durée de manutention de grandes quantités de moût. La masse broyée est ensuite transférée dans de grands réservoirs, par pompage ou autres procédés, où elle sera pressée pour séparer le jus des peaux et des rafles. Le moût est ensuite transféré dans des cuves de fermentation. A la fin de la fermentation, le vin est soutiré de la lie et versé dans des bacs de stockage ou des cuves. Les matières étrangères et les impuretés sont éliminées par des filtres. La terre de diatomées a remplacé l'amiante comme agent filtrant dans certains pays, comme les États-Unis. Les matières étrangères plus grosses peuvent être éliminées par des centrifugeuses.
La qualité du vin peut être améliorée par réfrigération à l'aide de réfrigérateurs à flux continu et de cuves de refroidissement à double enveloppe. Dans ces opérations, il faut tenir compte de l'exposition aux vapeurs et gaz dégagés au cours des différentes étapes du processus, notamment le foulage, la fermentation et l'utilisation de désinfectants et autres produits destinés à garantir l'état hygiénique et la qualité du vin. Les gaz réfrigérants tels que l'ammoniac peuvent entraîner des risques toxiques et explosifs, et une ventilation adéquate et un entretien strict pour éviter les fuites sont essentiels. Des équipements de détection automatique des fuites et de protection respiratoire, fréquemment testés, doivent être disponibles en cas d'urgence. S'y ajoutent les risques habituels dus aux sols humides et glissants, au désordre caractéristique des activités saisonnières et à la qualité de l'éclairage et de la ventilation (les locaux où le vin est élaboré sont souvent également utilisés pour le stockage et sont conçus pour maintenir un niveau uniforme, relativement faible Température).
Particulièrement importants sont les risques d'asphyxie par les vapeurs d'alcool et le dioxyde de carbone dégagé par le processus de fermentation, en particulier lorsque les liquides sont transportés et transvasés dans des réservoirs ou des espaces confinés où la ventilation est insuffisante.
Certaines autres substances nocives sont utilisées dans la vinification. Le métabisulfite en solution concentrée est irritant pour la peau et les muqueuses ; l'acide tartrique, considéré comme non toxique, peut être légèrement irritant dans des solutions très concentrées ; le dioxyde de soufre provoque une intense irritation des yeux et des voies respiratoires ; les tanins peuvent assécher la peau d'un travailleur et lui faire perdre sa pigmentation; l'utilisation de désinfectants et de détergents pour le lavage des réservoirs de stockage provoque des dermatites ; et le bitartarate de potassium, l'acide ascorbique, les enzymes protéolytiques, etc., qui peuvent être utilisés dans la préparation de boissons alcoolisées, peuvent provoquer des diarrhées ou des réactions allergiques.
Lorsque les processus de travail sont modernisés, les travailleurs peuvent avoir besoin de soutien et d'assistance pour s'adapter. Les grandes caves de production doivent tenir compte des principes ergonomiques dans le choix de l'équipement pour de telles installations. Les fouloirs et les pressoirs doivent être facilement accessibles afin de faciliter le versement des raisins et des résidus. Dans la mesure du possible, des pompes appropriées doivent être installées, qui doivent être faciles à inspecter et doivent avoir une base solide afin de ne pas causer d'obstruction, de niveaux de bruit élevés et de vibrations.
L'organisation générale de la cave de production doit être telle qu'aucun risque inutile n'est causé et que les risques ne doivent pas se propager à d'autres zones ; la ventilation doit être conforme aux normes ; un contrôle de la température peut être nécessaire ; les compresseurs, condenseurs, équipements électriques, etc. doivent être installés de manière à éviter tous les risques possibles. En raison de l'humidité de plusieurs processus, la protection des équipements électriques est nécessaire et, dans la mesure du possible, des basses tensions doivent être utilisées, en particulier pour les équipements portables et les lampes d'inspection. Des disjoncteurs de fuite à la terre doivent être installés si nécessaire. L'équipement électrique à proximité des usines de distillation devrait être de construction antidéflagrante.
Les cuves en bois sont de moins en moins courantes, bien qu'on les trouve parfois dans de petites caves pour la production agricole. Dans la vinification moderne, les cuves sont doublées de verre ou d'inox pour des raisons sanitaires et de contrôle ; du béton armé revêtu et, parfois, des plastiques sont également utilisés. Les cuves doivent être dimensionnées et suffisamment résistantes pour permettre la fermentation et la décantation (jusqu'à la lie), conserver le volume des réserves aussi longtemps que nécessaire et permettre un échange aisé de leur contenu si cela s'avérait nécessaire. Le nettoyage des conteneurs comporte des risques particulièrement élevés, et un programme d'espace confiné doit être en vigueur : le gaz doit être évacué par des ventilateurs mobiles avant l'entrée dans les conteneurs, et des ceintures de sécurité, des lignes de vie et des équipements de protection respiratoire doivent être portés. Un travailleur compétent doit être posté à l'extérieur pour superviser et secourir les travailleurs à l'intérieur, si nécessaire. Voir l'encadré sur les espaces confinés pour plus d'informations.
Cave à vin
Le stockage implique non seulement la conservation de grands volumes de liquide, mais également un certain nombre d'activités telles que le nettoyage et la désinfection des réservoirs ou des fûts ; leur entretien et leur conservation ; application de dioxyde de soufre, d'acide ascorbique, d'acide tartrique, de gaz inertes, de tanins et d'albumines ; et d'autres processus supplémentaires, tels que le mélange, le collage, le filtrage, la centrifugation, etc. Certains traitements du vin impliquent l'utilisation de la chaleur et du froid pour détruire les levures et les bactéries ; l'utilisation de charbon et d'autres désodorisants ; l'application du CO2, etc. Comme exemple de ce type d'installation, on peut citer le système de réfrigération instantanée, pour la stabilisation des vins à une température proche du point de congélation, ce qui facilite l'élimination des colloïdes, des microbes et d'autres produits tels que le bitartarate de potassium, qui provoque des précipitations dans les bouteilles. Il est évident que ces installations impliquent des risques qui auparavant n'avaient pas besoin d'être pris en compte dans cette phase de stockage. La prévention repose essentiellement sur une planification ergonomique et un bon entretien.
Bouteille de vin
Le vin est généralement vendu dans des bouteilles en verre (d'une capacité de 1.0, 0.8, 0.75 ou 0.30 l); des récipients en verre de 5 l sont parfois utilisés. Les contenants en plastique ne sont pas aussi courants. Dans les usines de remplissage, les bouteilles sont d'abord nettoyées, puis remplies, scellées et étiquetées. Les convoyeurs sont largement utilisés dans les usines d'embouteillage.
Les risques d'embouteillage proviennent de la manipulation de matériaux en verre ; ceux-ci varient selon que les bouteilles à laver sont neuves ou récupérées, et selon les produits utilisés (eau et détergents) et les techniques appliquées (lavage à la main ou mécanique ou les deux). Forme des bouteilles ; comment le remplissage doit être effectué (allant des méthodes manuelles aux machines de remplissage sophistiquées qui peuvent également introduire du dioxyde de carbone) ; le processus de bouchage; le système plus ou moins compliqué d'empilage, ou de mise en cartons ou caisses après étiquetage ; et autres touches finales déterminent les risques.
Les risques encourus sont ceux qui correspondent généralement au remplissage de récipients avec des liquides. Les mains sont constamment mouillées; si les bouteilles se cassent, la projection de particules de verre et de liquide peut provoquer des blessures. L'effort nécessaire pour les transporter une fois qu'ils sont emballés dans des boîtes (généralement par dizaines) pourrait être éliminé au moins partiellement par la mécanisation. Voir aussi l'article « Embouteillage et mise en conserve de boissons gazeuses ».
Remerciements: L'auteur tient à remercier la Junta Nacional dos Vinhos (Lisbonne) pour ses conseils sur les aspects techniques.
Huile et graisse
Adapté de la 3e édition, « Encyclopaedia of Occupational Health and Safety ».
Le terme huiles et graisses est généralement appliqué aux triglycérides d'acides gras dans les graines de plantes et les tissus animaux. Les huiles et les graisses constituent l'un des trois principaux types de matières organiques considérées comme les matériaux de construction des organismes vivants, les deux autres étant les protéines et les glucides.
Plus de 100 variétés de plantes et d'animaux oléagineux sont exploitées comme sources d'huiles et de graisses. Les sources végétales les plus importantes sont : l'olive, la noix de coco, l'arachide, la graine de coton, le soja, le colza (huile de colza), la graine de moutarde, le lin ou le lin, le palmier, le sésame, le tournesol, le palmiste, le ricin, le chanvre, l'abrasin, cacao, mowrah, maïs et babassu.
Les principales sources animales sont les bovins de boucherie, les porcs et les moutons, la baleine, la morue et le flétan.
Les huiles et les graisses comestibles fournissent une source concentrée d'énergie alimentaire, servent de supports de vitamines liposolubles et fournissent également les acides gras essentiels qui sont d'une importance vitale pour le métabolisme. Les huiles et les graisses constituent les principales matières premières pour les savons et les détergents, les peintures, les laques et les vernis, les lubrifiants et les illuminants tels que les bougies. Ils sont également utilisés dans la fabrication de linoléum et de tissus huilés, dans la fabrication de fixateurs et de mordants dans le tannage du cuir et comme matière première pour la synthèse chimique.
En cours
Le traitement initial dépend de la matière première; par exemple, les graisses animales sont fondues dans des récipients à chemise de vapeur, les graines sont nettoyées, broyées et séparées et la chair des noix est émiettée. Les graisses ou les huiles sont extraites par pressage ou traitement par des solvants, et le traitement ultérieur dépend de l'utilisation finale. Les olives peuvent être pressées plusieurs fois, mais aucun autre traitement n'est généralement nécessaire. Pour les autres huiles et graisses comestibles, la transformation peut comprendre un certain nombre d'étapes différentes, y compris le raffinage, la désodorisation, l'hydrogénation, la solidification ou l'émulsification.
Les huiles et graisses brutes contiennent des impuretés, dont certaines sont indésirables car elles assombrissent l'huile, la font mousser et fumer lors du chauffage, lui confèrent une saveur ou une odeur indésirable ou affectent le traitement. Le raffinage, qui consiste en une neutralisation et un blanchiment, élimine la plupart de ces impuretés. La neutralisation élimine les acides gras et les phosphatides gommeux par des traitements alcalins et de dégommage. Les matières premières sont blanchies par absorption sur des terres décolorantes naturelles ou activées ; cependant, le blanchiment à la chaleur peut être employé. La température de l'huile ne dépasse normalement pas 100 °C pendant le raffinage.
La désodorisation élimine les composés odoriférants par distillation à la vapeur à haute température et basse pression absolue.
Les huiles liquides et les graisses molles sont converties en graisses plastiques fermes par hydrogénation, ce qui aide également à prévenir le rancissement dû à l'oxydation. Dans ce procédé, l'huile est mise à réagir avec de l'hydrogène à une température de 180 ºC ou plus en présence d'un catalyseur, généralement du nickel finement divisé. L'hydrogène est introduit à une pression comprise entre 2 et 30 atmosphères, selon le produit final souhaité.
Si l'huile ou la graisse doit être commercialisée sous forme de plastique ou d'émulsion, un traitement supplémentaire est nécessaire. De nombreuses huiles et graisses de marque exclusive sont mélangées et les matières grasses sont solidifiées pour donner des granulés par refroidissement progressif contrôlé (fractionnement) et séparation des fractions cristallisées à différentes températures en fonction de leurs points de fusion. Une méthode alternative produit un produit texturé par refroidissement rapide dans un équipement spécial appelé votator.
Les dangers et leur prévention
L'hydrogène présente un risque élevé d'explosion et d'incendie dans le processus d'hydrogénation. La combustion d'huiles et de graisses peut émettre des fumées hautement irritantes telles que l'acroléine. Les solvants, tels que l'hexane, utilisés pour l'extraction des huiles sont hautement inflammables, bien qu'ils soient couramment utilisés dans des systèmes fermés. Les précautions contre les incendies et les explosions comprennent :
- élimination de toutes les sources d'inflammation
- utilisation d'équipements antidéflagrants et d'outils anti-étincelles
- interdiction de fumer
- s'assurer que les issues de secours ne sont pas bloquées et sont bien entretenues
- mise à disposition d'extincteurs appropriés
- élaboration de procédures pour les déversements et les fuites d'hydrogène et de solvants inflammables
- formation du personnel aux procédures de lutte contre l'incendie.
Les installations électriques présentent un risque de choc électrique dans des conditions d'humidité et de vapeur. Tous les équipements, conducteurs, etc. doivent être convenablement protégés, en accordant une attention particulière à tout équipement portable ou éclairage. Les interrupteurs de circuit de fuite à la terre doivent être installés sur l'équipement électrique dans les zones humides ou embuées.
Les blessures causées par les pièces mobiles des machines peuvent être évitées grâce à une protection efficace et bien entretenue des machines. Une attention particulière devrait être accordée aux machines de concassage, aux machines de remplissage et de sertissage des tambours et aux pincements entre les courroies, les tambours et les poulies des convoyeurs. Des procédures de verrouillage/étiquetage doivent être utilisées lors de l'entretien et de la réparation de l'équipement. Les risques d'explosion et de fuite dans les centrales à vapeur doivent être évités par des procédures d'inspection et d'entretien régulières.
Le bruit excessif de l'équipement doit être minimisé par des contrôles techniques si possible. Les employés exposés à un bruit excessif doivent porter des protections auditives appropriées et un programme de préservation de l'ouïe doit être mis en place.
La manipulation manuelle des fûts peut entraîner des tensions musculo-squelettiques et des blessures aux mains et aux orteils. Un équipement de manutention mécanique doit être utilisé dans la mesure du possible. Il devrait y avoir une formation sur les méthodes correctes de manutention et de levage, sur la protection des pieds et des mains et sur la vérification des bords tranchants des conteneurs. Les fûts mal empilés peuvent tomber et provoquer des blessures graves ; une supervision et une formation à l'empilage et au désempilage réduiront les risques encourus.
Les chutes peuvent se produire sur des sols et des escaliers glissants et peuvent être évitées par des surfaces de sol antidérapantes bien entretenues, un nettoyage régulier et un bon entretien ménager, et le port de chaussures antidérapantes.
Des brûlures peuvent être causées par l'hydroxyde de sodium lors de la manipulation des fûts de raffinage et par des jets de caustique liquide lors de l'ouverture des fûts ; par l'huile chaude ou le catalyseur usé lors du nettoyage des filtres-presses ; des acides; et des conduites de vapeur et des fuites de vapeur. Des vêtements de protection, des bottes, des tabliers et des gants préviendront de nombreuses blessures; des écrans faciaux sont nécessaires pour protéger les yeux des éclaboussures de matières corrosives ou chaudes.
Les huiles sont traitées à des températures élevées et un inconfort physique peut en résulter, en particulier sous les tropiques, à moins que des mesures efficaces ne soient prises. Des crampes musculaires, de l'épuisement et des coups de chaleur peuvent survenir. La chaleur rayonnante doit être réduite en calorifugeant ou en isolant les récipients et les conduites de vapeur. Une ventilation mécanique efficace doit assurer des renouvellements d'air fréquents. Les travailleurs doivent avoir un accès fréquent aux liquides et des pauses fréquentes dans des zones fraîches.
Entrer dans des réservoirs de vrac pour les réparer ou les nettoyer peut constituer un danger en espace confiné. Les employés doivent être formés aux procédures en espace confiné, telles que les tests de l'air en espace confiné et les procédures de sauvetage d'urgence. Un minimum de deux travailleurs doit être présent.
Les solvants utilisés pour l'extraction des graisses et des huiles peuvent présenter des risques toxiques. Le benzène ne doit pas être utilisé et le solvant le moins toxique possible doit être remplacé (par exemple, substitution de l'heptane à l'hexane). Le LEV est nécessaire pour éliminer les vapeurs de solvant au point d'origine, ou des systèmes fermés doivent être utilisés.
La dermatite peut être causée par la manipulation d'huiles, de graisses et de solvants. La fourniture et l'utilisation d'installations sanitaires et sanitaires adéquates sont essentielles ; les crèmes protectrices et les vêtements de protection contribuent également à la prévention.
Dans les usines de traitement de l'huile d'arachide, dans des conditions d'humidité et de température appropriées, les tourteaux peuvent être contaminés par des moisissures de Aspergillus flavus, qui contiennent des aflatoxines. Il a été constaté que les travailleurs exposés à une forte contamination par l'aflatoxine dans l'air de la salle de travail développent des lésions hépatiques aiguës ou subaiguës et présentent une prévalence accrue de tumeurs.
L'équarrissage d'animaux pour la production de graisses animales et d'aliments pour animaux peut également comporter des risques biologiques. Bien que la plupart des animaux et des matières animales utilisés comme source d'équarrissage soient sains ou proviennent d'animaux sains, un petit pourcentage provient d'animaux qui ont été tués sur la route ou qui sont morts de causes inconnues et qui sont peut-être malades. Certaines maladies animales, telles que l'anthrax et la brucellose, peuvent également affecter les humains. Les travailleurs des abattoirs et des usines d'équarrissage peuvent être à risque. Au Royaume-Uni, des personnes appelées knackers gagnent leur vie en parcourant la campagne en ramassant des animaux morts et en les élevant dans leur arrière-cour. Ils pourraient être plus à risque en raison de la plus grande probabilité d'être exposés à des animaux malades et des conditions rudimentaires dans lesquelles ils travaillent.
L'équarrissage passé d'organes de moutons, y compris de cerveaux, comme source d'alimentation pour le bétail a entraîné l'encéphalopathie spongiforme bovine («maladie de la vache folle») chez certaines vaches britanniques chez lesquelles les moutons souffraient d'une maladie cérébrale appelée tremblante. Il semble que certains humains aient développé cette maladie en mangeant du bœuf de vaches atteintes de la maladie de la vache folle.
L'examen médical périodique des travailleurs, la sélection, la formation et la surveillance sont des aides à la prévention des accidents et des maladies professionnelles.
Industrie brassicole
Adapté de la 3e édition, « Encyclopaedia of Occupational Health and Safety ».
La brasserie est l'une des industries les plus anciennes : la bière sous différentes variétés était bue dans le monde antique, et les Romains l'ont introduite dans toutes leurs colonies. Aujourd'hui, il est brassé et consommé dans presque tous les pays, en particulier en Europe et dans les zones de peuplement européen.
Présentation du processus
Le grain utilisé comme matière première est généralement l'orge, mais le seigle, le maïs, le riz et la farine d'avoine sont également utilisés. Dans un premier temps, le grain est malté, soit en le faisant germer, soit par des moyens artificiels. Cela convertit les glucides en dextrine et en maltose, et ces sucres sont ensuite extraits du grain par trempage dans une cuve de brassage (cuve ou fût) puis agitation dans une cuve de filtration. La liqueur obtenue, connue sous le nom de moût sucré, est ensuite bouillie dans un récipient en cuivre avec du houblon, qui donne une saveur amère et aide à conserver la bière. Le houblon est ensuite séparé du moût et il est passé à travers des refroidisseurs dans des cuves de fermentation où la levure est ajoutée - un processus connu sous le nom de tangage - et le processus principal de conversion du sucre en alcool est effectué. (Pour une discussion sur la fermentation, voir le chapitre Industrie pharmaceutique.) La bière est ensuite refroidie à 0 °C, centrifugée et filtrée pour la clarifier ; il est alors prêt à être expédié par fût, bouteille, canette en aluminium ou transport en vrac. La figure 1 est un organigramme du processus de brassage.
Figure 1. Organigramme du processus de brassage.
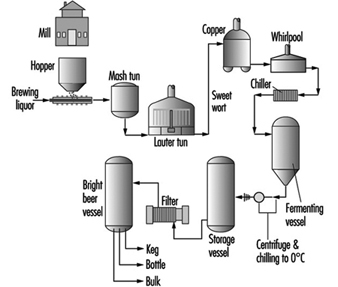
Les dangers et leur prévention
Manipulation manuelle
La manutention manuelle est à l'origine de la plupart des blessures dans les brasseries : les mains sont contusionnées, coupées ou percées par des cerceaux déchiquetés, des éclats de bois et des éclats de verre. Les pieds sont meurtris et écrasés par la chute ou le roulement de barils. Beaucoup peut être fait pour prévenir ces blessures par une protection appropriée des mains et des pieds. L'augmentation de l'automatisation et la standardisation de la taille du baril (disons à 50 l) peuvent réduire les risques de levage. Les maux de dos causés par le levage et le transport de barils, etc., peuvent être considérablement réduits par une formation aux techniques de levage sonores. La manutention mécanique sur palettes peut également réduire les problèmes ergonomiques. Les chutes sur des sols mouillés et glissants sont courantes. Des surfaces et des chaussures antidérapantes, ainsi qu'un système de nettoyage régulier, sont la meilleure précaution.
La manipulation du grain peut produire des démangeaisons causées par un acarien qui infeste le grain. L'asthme du travailleur de meunerie, parfois appelé fièvre du malt, a été signalé chez des manutentionnaires de céréales et s'est avéré être une réaction allergique au charançon du grain (Sitophilus granarius). La manipulation manuelle du houblon peut produire une dermatite due à l'absorption des essences résineuses à travers la peau cassée ou gercée. Les mesures préventives comprennent de bonnes installations de lavage et sanitaires, une ventilation efficace des salles de travail et une surveillance médicale des travailleurs.
Lorsque l'orge est maltée selon la méthode traditionnelle de trempage puis d'étalement sur les sols pour produire la germination, elle peut être contaminée par Aspergillus clavatus, ce qui peut produire de la croissance et la formation de spores. Lorsque l'orge est retournée pour empêcher l'enchevêtrement des racines des pousses, ou lorsqu'elle est chargée dans des fours, les spores peuvent être inhalées par les ouvriers. Cela peut produire une alvéolite allergique extrinsèque, dont la symptomatologie est indiscernable du poumon du fermier; l'exposition chez un sujet sensibilisé est suivie d'une élévation de la température corporelle et d'un essoufflement. Il y a aussi une chute des fonctions pulmonaires normales et une diminution du facteur de transfert du monoxyde de carbone.
Une étude sur les poussières organiques contenant des niveaux élevés d'endotoxines dans deux brasseries au Portugal a révélé que la prévalence des symptômes du syndrome toxique des poussières organiques, distinct de l'alvéolite ou de la pneumonie d'hypersensibilité, était de 18 % chez les travailleurs de la brasserie. Une irritation des muqueuses a été retrouvée chez 39 % des travailleurs (Carveilheiro et al. 1994).
Dans une population exposée, l'incidence de la maladie est d'environ 5 % et une exposition continue entraîne une insuffisance respiratoire sévère. Avec l'introduction du maltage automatisé, où les travailleurs ne sont pas exposés, cette maladie a été en grande partie éliminée.
Machinerie
Lorsque le malt est stocké dans des silos, l'ouverture doit être protégée et des règles strictes appliquées concernant l'entrée du personnel, comme décrit dans l'encadré sur les espaces confinés de ce chapitre. Les convoyeurs sont très utilisés dans les usines d'embouteillage ; les pièges dans les engrenages entre les courroies et les tambours peuvent être évités grâce à une protection efficace des machines. Il devrait y avoir un programme efficace de verrouillage/étiquetage pour l'entretien et les réparations. Là où il y a des passerelles à travers ou au-dessus des convoyeurs, des boutons d'arrêt fréquents doivent également être fournis. Lors du remplissage, des lésions très graves peuvent être causées par l'éclatement des bouteilles ; des protections adéquates sur les machines et des protecteurs faciaux, des gants en caoutchouc, des tabliers caoutchoutés et des bottes antidérapantes pour les travailleurs peuvent prévenir les blessures.
Électricité
En raison des conditions d'humidité ambiantes, les installations et équipements électriques nécessitent une protection particulière, et cela s'applique particulièrement aux appareils portables. Des disjoncteurs de fuite à la terre doivent être installés si nécessaire. Dans la mesure du possible, des basses tensions doivent être utilisées, en particulier pour les lampes d'inspection portables. La vapeur est largement utilisée et des brûlures et des échaudures se produisent; un calorifugeage et une protection des tuyaux doivent être fournis, et des verrous de sécurité sur les vannes de vapeur empêcheront la libération accidentelle de vapeur brûlante.
Gaz carbonique
Dioxyde de carbone (CO2) se forme au cours de la fermentation et est présent dans les cuves de fermentation, ainsi que dans les cuves et récipients ayant contenu de la bière. Des concentrations de 10%, même si elles ne sont respirées que pendant une courte période, produisent une perte de conscience, une asphyxie et éventuellement la mort. Le dioxyde de carbone est plus lourd que l'air et une ventilation efficace avec une extraction à faible hauteur est essentielle dans toutes les chambres de fermentation où des cuves ouvertes sont utilisées. Comme le gaz est imperceptible aux sens, il devrait y avoir un système d'avertissement acoustique qui se déclenchera immédiatement si le système de ventilation tombe en panne. Le nettoyage des espaces confinés présente des risques graves : le gaz doit être évacué par des ventilateurs mobiles avant que les travailleurs ne soient autorisés à entrer, des ceintures de sécurité et des lignes de vie et des équipements de protection respiratoire de type autonome ou à adduction d'air doivent être disponibles, et un autre travailleur doit être posté à l'extérieur pour la surveillance et le sauvetage, si nécessaire.
Gazage
Un gazage s'est produit lors du regarnissage de cuves avec des revêtements protecteurs contenant des substances toxiques telles que le trichloroéthylène. Des précautions similaires à celles énumérées ci-dessus doivent être prises contre le dioxyde de carbone.
Gaz réfrigérants
Le refroidissement est utilisé pour refroidir le moût chaud avant la fermentation et à des fins de stockage. Une décharge accidentelle de réfrigérants peut produire de graves effets toxiques et irritants. Dans le passé, le chlorométhane, le bromométhane, le dioxyde de soufre et l'ammoniac étaient principalement utilisés, mais aujourd'hui l'ammoniac est le plus courant. Une ventilation adéquate et un entretien soigneux préviendront la plupart des risques, mais des détecteurs de fuites et des appareils respiratoires autonomes doivent être fournis pour les urgences fréquemment testées. Des précautions contre les risques d'explosion peuvent également être nécessaires (par exemple, installations électriques antidéflagrantes, élimination des flammes nues).
Travail à chaud
Dans certains processus, tels que le nettoyage des cuves de brassage, les travailleurs sont exposés à des conditions chaudes et humides lorsqu'ils effectuent des travaux lourds ; des cas de coup de chaleur et de crampes de chaleur peuvent survenir, en particulier chez les nouveaux venus. Ces conditions peuvent être évitées par une consommation accrue de sel, des périodes de repos adéquates et la mise à disposition et l'utilisation de douches. Une surveillance médicale est nécessaire pour prévenir les mycoses des pieds (par exemple, le pied d'athlète), qui se propagent rapidement dans des conditions chaudes et humides.
Dans l'ensemble de l'industrie, le contrôle de la température et de la ventilation, avec une attention particulière à l'élimination de la vapeur de vapeur, et la fourniture d'EPI sont des précautions importantes, non seulement contre les accidents et les blessures, mais aussi contre les risques plus généraux d'humidité, de chaleur et de froid (p. vêtements de travail pour les travailleurs dans les chambres froides).
Un contrôle doit être exercé pour éviter une consommation excessive du produit par les personnes employées, et des boissons chaudes alternatives doivent être disponibles pendant les pauses repas.
Bruit
Lorsque les fûts métalliques ont remplacé les fûts en bois, les brasseries ont été confrontées à un grave problème de bruit. Les fûts en bois faisaient peu ou pas de bruit pendant le chargement, la manutention ou le roulage, mais les fûts en métal lorsqu'ils étaient vides créaient des niveaux de bruit élevés. Les usines d'embouteillage automatisées modernes génèrent un volume de bruit considérable. Le bruit peut être réduit par l'introduction de la manutention mécanique sur palettes. Dans les usines d'embouteillage, la substitution du nylon ou du néoprène aux rouleaux et guides métalliques peut réduire considérablement le niveau de bruit.
En savoir plus
Préoccupations sanitaires et environnementales
Les boissons, alcoolisées et non alcoolisées, sont normalement produites selon des directives sanitaires strictes établies par des réglementations gouvernementales. Pour respecter ces directives, l'équipement des usines de boissons est constamment nettoyé et désinfecté avec des agents de nettoyage agressifs. L'utilisation abondante de produits de nettoyage peut, à elle seule, poser des problèmes de santé aux travailleurs qui y sont exposés dans le cadre de leurs fonctions. Le contact de la peau et des yeux avec les nettoyants caustiques peut provoquer une dermatite grave. Une autre préoccupation est que l'inhalation des vapeurs ou des aérosols produits lors de l'utilisation des nettoyants peut endommager les poumons, le nez, la bouche ou la gorge. L'eau ou d'autres liquides se trouvent couramment dans et autour de la production, faisant des glissades et des chutes des blessures courantes et causant de nombreuses autres blessures simplement en raison d'une mauvaise traction.
Les récipients en verre, les remplisseuses à grande vitesse et les convoyeurs aériens entraînent une combinaison d'éléments qui peuvent produire de graves dommages dus aux éclats de verre. Les coupures et les blessures aux yeux sont fréquentes en raison de bris de verre. Une grande partie de l'industrie des boissons est passée à l'utilisation de quantités de plus en plus importantes de canettes en aluminium et de contenants en plastique; cela a réduit l'incidence des blessures causées par le verre. Cependant, dans certains pays et secteurs spécifiques, tels que le vin et les spiritueux, cela n'a pas été le cas.
Les systèmes électriques de toute industrie présentent un degré élevé de blessures potentielles. Lorsqu'il est mélangé à l'eau toujours présente dans la fabrication des boissons, la menace d'électrocution devient extrême. Les systèmes électriques des usines de boissons sont constamment retravaillés à mesure que l'industrie se modernise rapidement avec de nouveaux équipements à grande vitesse qui entraînent une exposition croissante.
Le processus de fabrication dans l'industrie des boissons implique le déplacement de quantités massives de matières premières dans des sacs et des fûts, sur des palettes en bois et en plastique ; des tas de bouteilles et de canettes vides ; et produit fini dans une variété de contenants. Les boissons, étant liquides, sont naturellement lourdes. Les blessures par mouvements répétitifs dues au tri et à l'inspection des bouteilles en verre et à certaines opérations d'emballage sont fréquentes. Ce mouvement continu d'objets légers et lourds présente des défis ergonomiques pour l'industrie des boissons ainsi que pour d'autres industries. L'incidence des entorses et des foulures des tissus mous aux États-Unis a augmenté de près de 400 % depuis 1980, par exemple. Les nations sont à différents stades de progrès dans la détermination des mesures préventives pour réduire ces types de blessures.
L'équipement mécanisé moderne a considérablement réduit le nombre de personnes nécessaires pour faire fonctionner les lignes d'embouteillage et de mise en conserve, ce qui en soi a réduit l'exposition aux blessures. Cependant, les convoyeurs à grande vitesse et les équipements de palettisation et de dépalettisation automatiques peuvent causer des blessures graves, bien que moins fréquentes. Le personnel tenté de mettre la main dans un convoyeur en mouvement pour mettre une bouteille ou une canette à la verticale peut se faire prendre des vêtements et être entraîné dans le mécanisme. Les palettiseurs et dépalettiseurs peuvent se coincer et un travailleur peut se fracturer les membres en essayant de dégager les machines.
Les équipements modernes à grande vitesse ont, dans la plupart des cas, entraîné une augmentation des niveaux de bruit, en particulier aux fréquences les plus élevées. La perte auditive causée par le bruit au travail est classée comme une maladie, car elle survient insidieusement au fil du temps et est irréversible. Les taux d'incidence impliquant une perte auditive augmentent. Des contrôles techniques pour réduire les niveaux de bruit sont testés et utilisés, mais l'application du port de protections auditives standard reste la méthode préférée utilisée par la plupart des employeurs. Une nouveauté à l'horizon est l'étude du stress des travailleurs dû à la combinaison de niveaux de bruit élevés, d'horaires de 24 heures et du rythme de travail.
Les espaces confinés, tels que les réservoirs, les fûts, les cuves, les fosses d'eaux usées et les récipients de stockage ou de mélange couramment utilisés dans les installations de fabrication de boissons, peuvent causer des blessures catastrophiques. Ce problème n'a pas reçu beaucoup d'attention de la part de la direction de l'industrie des boissons, car la plupart des navires sont considérés comme « propres » et les accidents se produisent si rarement. Bien que les blessures dans les types de récipients utilisés par les usines de boissons soient rares, un incident grave peut survenir en raison de l'introduction de matières dangereuses lors des opérations de nettoyage ou d'anomalies atmosphériques, entraînant potentiellement un décès proche ou réel. (Voir l'encadré sur les espaces confinés.)
La plupart des installations de fabrication de boissons ont des zones de stockage des matières premières et des produits finis. Les équipements de manutention automoteurs représentent une menace aussi sérieuse dans une usine de production que dans n'importe quel entrepôt. Les blessures impliquant des chariots élévateurs à fourche et des équipements similaires entraînent souvent des blessures par écrasement du personnel piéton ou de l'opérateur si le véhicule se renverse. Les usines de production impliquent souvent des conditions exiguës au fur et à mesure de l'expansion de la capacité de production dans les installations existantes. Ces conditions d'exiguïté sont souvent propices à un accident grave impliquant des engins de manutention.
La production de boissons nécessite généralement de l'eau pure et des systèmes de réfrigération. Les produits chimiques les plus couramment utilisés pour satisfaire à ces exigences sont respectivement le chlore et l'ammoniac anhydre liquide, tous deux considérés comme des substances extrêmement dangereuses. Le chlore est souvent acheté et stocké dans des bouteilles métalliques sous pression de différentes tailles. Des blessures peuvent survenir au personnel lors du passage d'une bouteille à l'autre ou à cause d'une vanne qui fuit ou est défectueuse. Une libération accidentelle d'ammoniac anhydre peut provoquer des brûlures de la peau et du système respiratoire au contact. Un rejet important et incontrôlé d'ammoniac anhydre peut entraîner des concentrations dans l'air suffisamment élevées pour exploser violemment. Les systèmes d'urgence pour détecter les fuites et les équipements de ventilation et d'arrêt automatiques sont fréquemment utilisés, ainsi que les procédures d'évacuation et d'intervention. Le chlore et l'ammoniac anhydre sont des produits chimiques qui ont de fortes odeurs identifiables et sont facilement détectables dans l'air. Ils sont considérés comme ayant de fortes propriétés d'avertissement pour alerter les travailleurs de leur présence.
Le dioxyde de carbone, le plus couramment utilisé pour la pressurisation et la carbonatation, et le monoxyde de carbone, émis par les moteurs à combustion interne, sont présents dans la plupart des usines de boissons. Les salles de remplissage de boissons sont généralement les plus susceptibles d'avoir des niveaux élevés de dioxyde de carbone, en particulier lors des procédures de changement de produit. Les entreprises de boissons ont augmenté l'assortiment de produits offerts au public, de sorte que ces changements se produisent plus fréquemment, ce qui augmente le besoin de ventilation pour évacuer le dioxyde de carbone. Du monoxyde de carbone peut être présent si des chariots élévateurs ou des équipements similaires sont utilisés. Une concentration dangereuse peut s'accumuler si les moteurs ne fonctionnent pas conformément aux spécifications des fabricants.
L'emploi dans l'industrie des boissons est souvent saisonnier. Ceci est plus courant dans les régions du monde avec des saisons distinctes et dans les climats nordiques. Une combinaison de tendances de fabrication mondiales telles que le contrôle des stocks juste à temps et l'utilisation de personnel contractuel et temporaire peut avoir un impact important sur la sécurité et la santé. Souvent, les travailleurs employés pour de courtes périodes ne bénéficient pas du même niveau de formation en matière de sécurité que les employés permanents. Dans certains cas, les coûts résultant des blessures subies par le personnel temporaire ne sont pas supportés par l'employeur mais par une agence fournissant le travailleur à l'employeur. Cela a créé une situation apparemment « gagnant-gagnant » pour l'employeur et l'effet inverse sur les travailleurs occupant des postes comme ceux-ci. Des gouvernements, des employeurs et des associations professionnelles plus éclairés commencent à examiner de près ce problème croissant et travaillent sur des méthodes pour améliorer la quantité et la qualité de la formation à la sécurité dispensée aux travailleurs de cette catégorie.
Les préoccupations environnementales ne sont pas souvent associées à la production de boissons, car elle n'est pas considérée comme une « industrie des cheminées ». À l'exception d'un rejet accidentel d'un produit chimique dangereux tel que l'ammoniac anhydre ou le chlore, le principal rejet de la production de boissons est les eaux usées. Habituellement, ces eaux usées sont traitées avant d'entrer dans le flux de déchets, il est donc rare qu'un problème survienne. Parfois, un mauvais lot de produit doit être jeté, qui, selon les ingrédients impliqués, peut devoir être transporté pour être traité ou fortement dilué avant d'être rejeté dans le système de déchets. Une grande quantité de boisson acide se retrouvant dans un cours d'eau ou un lac peut entraîner la mort d'un grand nombre de poissons et doit être évitée.
L'utilisation croissante d'additifs chimiques pour améliorer la saveur, prolonger la durée de conservation ou comme édulcorant de remplacement a soulevé des préoccupations de santé publique. Certains produits chimiques utilisés comme édulcorants artificiels sont interdits dans certains pays car ils se sont révélés cancérigènes. La plupart, cependant, ne présentent aucun risque apparent pour la santé du public. La manipulation de ces produits chimiques bruts et leur présence sur le lieu de travail n'ont pas été suffisamment étudiées pour déterminer s'il existe des risques d'exposition des travailleurs.
Baies et raisins
Cet article couvre les méthodes de prévention des blessures et des maladies contre les dangers couramment rencontrés dans la production de raisins (pour la consommation fraîche, le vin, le jus ou les raisins secs) et les baies, y compris les ronces (c'est-à-dire les framboises), les fraises et les baies de brousse (c'est-à-dire les bleuets et les canneberges) .
Les vignes sont des tiges qui grimpent sur des structures de support. Les vignes plantées dans des vignobles commerciaux sont généralement démarrées au printemps à partir de boutures enracinées ou greffées d'un an. Ils sont généralement plantés à une distance de 2 à 3.5 m. Chaque année, les vignes doivent être bêchées, fertilisées, subdivisées et taillées. Le style d'élagage varie dans différentes parties du monde. Dans le système qui prévaut aux États-Unis, toutes les pousses, à l'exception des plus fortes de la vigne, sont ensuite taillées ; les pousses restantes sont coupées à 2 ou 3 boutons. La plante résultante développe une tige principale solide qui peut se tenir seule, avant de pouvoir porter des fruits. Lors de l'expansion de la tige principale, la vigne est lâchement attachée à un support vertical de 1.8 m de haut ou plus. Une fois le stade de fructification atteint, les vignes sont soigneusement taillées pour contrôler le nombre de bourgeons.
Les fraises sont plantées au début du printemps, au milieu de l'été ou plus tard, selon la latitude. Les plantes fructifient au printemps de l'année suivante. Une variété appelée fraise remontante produit une deuxième récolte de fruits plus petite à l'automne. La plupart des fraises se propagent naturellement au moyen de stolons qui se forment environ deux mois après la saison de plantation. Le fruit se trouve au niveau du sol. Les ronces telles que les framboises sont généralement des arbustes à tiges épineuses (cannes) et à fruits comestibles. Les parties souterraines des ronces sont pérennes et les cannes bisannuelles ; seules les cannes de deuxième année portent des fleurs et des fruits. Les ronces produisent des fruits à des hauteurs de 2 m ou moins. Comme les vignes, les baies nécessitent une taille fréquente.
Les pratiques de culture diffèrent pour chaque espèce fruitière, en fonction du type de sol, de climat et d'engrais dont elle a besoin. Un contrôle étroit des insectes et des maladies est essentiel, nécessitant souvent une application fréquente de pesticides. Certains producteurs modernes se sont tournés vers les contrôles biologiques et la surveillance attentive des populations de ravageurs, ne pulvérisant des produits chimiques qu'aux moments les plus efficaces. La plupart des raisins et des baies sont récoltés à la main.
Dans une étude sur les blessures non mortelles pour la période de 10 ans de 1981 à 1990 en Californie, les blessures les plus courantes dans cette catégorie de fermes étaient les entorses et les foulures, représentant 42 % de toutes les blessures signalées. Les lacérations, les fractures et les contusions représentaient 37 % des blessures. Les causes les plus courantes de blessures étaient les chocs avec un objet (27 %), le surmenage (23 %) et les chutes (19 %) (AgSafe 1992). Dans une enquête de 1991, Steinke (1991) a constaté que 65 % des blessures dans les fermes identifiées comme produisant cette catégorie de cultures en Californie étaient des foulures, des entorses, des lacérations, des fractures et des contusions. Les parties du corps blessées étaient les doigts (17 %), le dos (15 %), les yeux (14 %) et la main ou le poignet (11 %). Villarejo (1995) a rapporté qu'il y avait 6,000 100,000 réclamations pour blessures accordées pour 1989 6 équivalents temps plein aux travailleurs de la production de fraises en Californie en XNUMX. Il a également noté que la plupart des travailleurs ne trouvent pas d'emploi tout au long de l'année, de sorte que le pourcentage de travailleurs qui souffrent les blessures pourraient être plusieurs fois plus élevées que le chiffre de XNUMX % signalé.
Problèmes musculosquelettiques
Le principal danger associé aux blessures musculo-squelettiques dans ces cultures est le rythme de travail. Si le propriétaire travaille dans les champs, il travaille généralement rapidement pour terminer une tâche et passer à la tâche suivante. La main-d'œuvre salariée est souvent payée à la pièce, la pratique consistant à payer le travail uniquement en fonction de ce qui est accompli (c'est-à-dire les kilogrammes de baies récoltées ou le nombre de vignes taillées). Ce type de paiement est souvent en contradiction avec le temps supplémentaire nécessaire pour s'assurer que les doigts sont sortis de la tondeuse avant de presser, ou marcher prudemment vers et depuis le bord du champ lors de l'échange de paniers remplis contre des paniers vides pendant la récolte. Un taux élevé de performance au travail peut conduire à adopter de mauvaises postures, à prendre des risques indus et à ne pas suivre les bonnes pratiques et procédures de sécurité.
La taille manuelle des baies ou des vignes nécessite de serrer fréquemment la main pour engager une tondeuse ou l'utilisation fréquente d'un couteau. Les dangers du couteau sont évidents, car il n'y a pas de surface solide contre laquelle placer la vigne, les pousses ou la tige et des coupures fréquentes aux doigts, aux mains, aux bras, aux jambes et aux pieds sont susceptibles d'en résulter. La taille au couteau ne doit être pratiquée qu'en dernier recours.
Bien qu'une tondeuse soit l'outil de prédilection pour la taille, que ce soit pendant la saison de dormance ou pendant que le feuillage est sur les plantes ou les vignes, son utilisation comporte des risques. Le principal danger pour la sécurité est la menace de coupures dues au contact avec la lame ouverte lors du placement d'une vigne ou d'une tige dans les mâchoires, ou de la coupure accidentelle d'un doigt tout en coupant également une vigne ou une tige. Des gants en cuir ou en tissu robustes sont une bonne protection contre les deux dangers et peuvent également fournir une protection contre les dermatites de contact, les allergies, les insectes, les abeilles et les coupures d'un treillis.
La fréquence et l'effort requis pour la coupe déterminent la probabilité de développement de lésions traumatiques cumulatives. Bien que les rapports de blessures ne montrent pas actuellement de blessures généralisées, on pense que cela est dû à la rotation fréquente des emplois dans les fermes. La force requise pour faire fonctionner une tondeuse commune dépasse les valeurs recommandées, et la fréquence de l'effort indique le potentiel de troubles de traumatismes cumulatifs, selon les lignes directrices acceptées (Miles 1996).
Pour minimiser les risques de blessures, les tondeuses doivent être bien lubrifiées et les lames doivent être affûtées fréquemment. Lorsque l'on rencontre de grandes vignes, comme c'est souvent le cas dans les raisins, la taille de la tondeuse doit être augmentée en conséquence, afin de ne pas surcharger le poignet ou la tondeuse elle-même. Des sécateurs ou des scies à élaguer sont souvent nécessaires pour couper en toute sécurité de grandes vignes ou des plantes.
Le levage et le transport de charges sont généralement associés à la récolte de ces cultures. Les baies ou les fruits sont généralement récoltés à la main et transportés dans un type de panier ou de support jusqu'au bord du champ, où ils sont déposés. Les charges sont souvent peu lourdes (10 kg ou moins), mais la distance à parcourir est importante dans bien des cas et sur des terrains accidentés, qui peuvent aussi être humides ou glissants. Les travailleurs ne doivent pas courir sur un terrain accidenté et doivent maintenir une assise solide en tout temps.
La récolte de ces cultures se fait souvent dans des postures inconfortables et à un rythme rapide. Les personnes se tordent et se plient généralement, se penchent vers le sol sans plier les genoux et se déplacent rapidement entre le buisson ou la vigne et le conteneur. Les conteneurs sont parfois placés sur le sol et poussés ou tirés avec le travailleur. Les fruits et les baies peuvent être trouvés n'importe où du niveau du sol à 2 m de hauteur, selon la culture. Les ronces se trouvent généralement à des hauteurs de 1 m ou moins, ce qui entraîne une flexion presque continue du dos pendant la récolte. Les fraises sont au ras du sol, mais les ouvriers restent debout et se baissent pour récolter.
Les raisins sont également couramment coupés pour les libérer de la vigne lors de la récolte manuelle. Ce mouvement de coupe est également très fréquent (des centaines de fois par heure) et nécessite une force suffisante pour susciter des inquiétudes concernant les traumatismes cumulatifs si la saison des récoltes devait durer plus de quelques semaines.
Le travail avec des treillis ou des tonnelles est souvent impliqué dans la production de vignes et de baies. L'installation ou la réparation de tonnelles implique souvent d'effectuer des travaux en hauteur au-dessus de la tête et de s'étirer en exerçant une force. Un effort soutenu de ce type peut entraîner des blessures cumulatives. Chaque cas est une exposition à des foulures et des entorses, en particulier aux épaules et aux bras, résultant de l'exercice d'une force importante tout en travaillant dans une posture inconfortable. Le palissage des plants sur treillis nécessite l'exercice d'une force importante, force qui est augmentée par le poids des lianes, du feuillage et des fruits. Cette force est généralement exercée par les bras, les épaules et le dos, qui sont tous susceptibles de blessures aiguës et à long terme dues à un tel surmenage.
Pesticides et engrais
Les raisins et les baies sont soumis à des applications fréquentes de pesticides pour lutter contre les insectes et les agents pathogènes. Les applicateurs, les mélangeurs, les chargeurs et toute autre personne sur le terrain ou aidant à l'application doivent suivre les précautions indiquées sur l'étiquette du pesticide ou comme l'exigent les réglementations locales. Les applications dans ces cultures peuvent être particulièrement dangereuses en raison de la nature du dépôt requis pour la lutte antiparasitaire. Souvent, toutes les parties de la plante doivent être couvertes, y compris le dessous des feuilles et toutes les surfaces des fruits ou des baies. Cela implique souvent l'utilisation de très petites gouttelettes et l'utilisation d'air pour favoriser la pénétration de la canopée et le dépôt du pesticide. Ainsi, de nombreux aérosols sont produits, qui peuvent être dangereux par voie d'exposition par inhalation, oculaire et cutanée.
Les fongicides sont fréquemment appliqués sous forme de poussières sur les raisins et de nombreux types de baies. La plus courante de ces poussières est le soufre, qui peut être utilisé en agriculture biologique. Le soufre peut être irritant pour l'applicateur et pour les autres personnes sur le terrain. Il est également connu qu'il atteint des concentrations dans l'air suffisantes pour provoquer des explosions et des incendies. Des précautions doivent être prises pour éviter de traverser un nuage de poussière de soufre avec une source d'inflammation possible, telle qu'un moteur, un moteur électrique ou un autre dispositif produisant des étincelles.
De nombreux champs sont fumigés avec des matériaux hautement toxiques avant que ces cultures ne soient plantées afin de réduire la population de ravageurs tels que les nématodes, les bactéries, les champignons et les virus avant qu'ils ne puissent attaquer les jeunes plants. La fumigation consiste généralement à injecter un gaz ou un liquide dans le sol et à le recouvrir d'une feuille de plastique pour empêcher le pesticide de s'échapper trop tôt. La fumigation est une pratique spécialisée et ne devrait être tentée que par des personnes dûment formées. Les champs fumigés doivent être affichés avec des avertissements et ne doivent pas être entrés tant que le couvercle n'a pas été retiré et que le fumigant ne s'est pas dissipé.
Les engrais peuvent générer des dangers lors de leur application. Une inhalation de poussière, une dermatite de contact avec la peau et une irritation des poumons, de la gorge et des voies respiratoires peuvent survenir. Un masque anti-poussière peut être utile pour réduire l'exposition à des niveaux non irritants.
Les travailleurs peuvent être tenus d'entrer dans les champs pour des opérations de culture telles que l'irrigation, l'élagage ou la récolte peu de temps après l'application de pesticides. Si cela est plus tôt que l'intervalle de rentrée spécifié par l'étiquette du pesticide ou les réglementations locales, des vêtements de protection doivent être portés pour se protéger contre l'exposition. La protection minimale devrait être une chemise à manches longues, un pantalon à jambes longues, des gants, un couvre-chef, des couvre-pieds et une protection oculaire. Une protection plus stricte, y compris un respirateur, des vêtements imperméables et des bottes en caoutchouc, peut être requise en fonction du pesticide utilisé, du temps écoulé depuis l'application et des réglementations. Les autorités locales responsables des pesticides doivent être consultées pour déterminer le niveau de protection approprié.
Expositions à la machine
L'utilisation de machines dans ces cultures est courante pour la préparation du sol, la plantation, la culture des mauvaises herbes et la récolte. Bon nombre de ces cultures sont cultivées sur des coteaux et des champs inégaux, ce qui augmente les risques de renversement de tracteurs et d'équipements. Les règles générales de sécurité relatives à l'utilisation du tracteur et de l'équipement pour éviter les renversements doivent être suivies, de même que la politique interdisant de monter sur l'équipement, à moins que du personnel supplémentaire ne soit présent pour le bon fonctionnement de l'équipement et qu'une plate-forme soit fournie pour leur sécurité. Plus d'informations sur l'utilisation appropriée de l'équipement peuvent être trouvées dans l'article "Mécanisation" dans ce chapitre et ailleurs dans ce Encyclopédie.
Beaucoup de ces cultures sont également cultivées dans des champs inégaux, comme sur des lits ou des crêtes ou dans des sillons. Ces caractéristiques augmentent le danger lorsqu'elles deviennent boueuses, glissantes ou cachées par les mauvaises herbes ou le couvert végétal. Tomber devant l'équipement est un danger, tout comme tomber et se forcer ou se fouler une partie du corps. Des précautions supplémentaires doivent être prises, en particulier lorsque les champs sont humides ou lors de la récolte, lorsque les fruits jetés peuvent être sous les pieds.
La taille mécanique des raisins se développe dans le monde entier. L'élagage mécanique consiste généralement à faire tourner des couteaux ou des doigts pour cueillir des vignes et les faire passer devant des couteaux fixes. Cet équipement peut être dangereux pour toute personne se trouvant à proximité du point d'entrée des couteaux et ne doit être utilisé que par un opérateur correctement formé.
Les opérations de récolte utilisent généralement plusieurs machines à la fois, ce qui nécessite la coordination et la coopération de tous les opérateurs d'équipement. Les opérations de récolte comprennent également, de par leur nature même, le ramassage et l'enlèvement de la récolte, ce qui nécessite fréquemment l'utilisation de tiges ou de palettes vibrantes, de doigts d'effeuillage, de ventilateurs, d'opérations de coupe ou de tranchage et de râteaux, qui sont tous capables de causer de graves dommages physiques aux personnes. qui s'y empêtrent. Des précautions doivent être prises pour ne placer personne à proximité de l'entrée de ces machines pendant qu'elles fonctionnent. Les protections de la machine doivent toujours être maintenues en place et entretenues. Si les protections doivent être retirées pour la lubrification, le réglage ou le nettoyage, elles doivent être remises en place avant de redémarrer la machine. Les protections d'une machine en marche ne doivent jamais être ouvertes ou retirées.
Autres dangers
Infections
L'une des blessures les plus courantes subies par les travailleurs de la vigne et des baies est une coupure ou une perforation causée par des épines sur la plante, des outils ou le treillis ou la structure de support. Ces plaies ouvertes sont toujours sujettes à l'infection par les nombreuses bactéries, virus ou agents infectieux présents dans les champs. De telles infections peuvent entraîner de graves complications, voire la perte d'un membre ou la mort. Tous les agents de terrain doivent être protégés par une vaccination antitétanique à jour. Les coupes doivent être lavées et nettoyées, et un agent antibactérien doit être appliqué ; toute infection qui se développe doit être traitée immédiatement par un médecin.
Piqûres d'insectes et piqûres d'abeilles
Les travailleurs agricoles qui entretiennent et récoltent courent un risque accru de piqûres d'insectes et de piqûres d'abeilles. Placer les mains et les doigts dans le couvert végétal pour sélectionner et saisir des fruits mûrs ou des baies augmente l'exposition aux abeilles et aux insectes qui peuvent butiner ou se reposer dans le couvert. Certains insectes peuvent également se nourrir des baies mûres, tout comme les rongeurs et autres vermines. La meilleure protection consiste à porter des manches longues et des gants lorsque vous travaillez dans le feuillage.
Radiation solaire
Stress thermique
L'exposition à un rayonnement solaire excessif et à la chaleur peut facilement entraîner un épuisement par la chaleur, un coup de chaleur ou même la mort. La chaleur ajoutée au corps humain par le rayonnement solaire, l'effort de travail et le transfert de chaleur de l'environnement doivent être évacués du corps par la sueur ou la perte de chaleur sensible. Lorsque la température ambiante est supérieure à 37 °C (c'est-à-dire la température corporelle normale), il ne peut y avoir de perte de chaleur sensible, de sorte que le corps doit compter uniquement sur la transpiration pour se refroidir.
La transpiration nécessite de l'eau. Quiconque travaille au soleil ou dans un climat chaud doit boire beaucoup de liquides tout au long de la journée. De l'eau ou des boissons pour sportifs doivent être consommées, avant même que l'on ait soif. L'alcool et la caféine doivent être évités, car ils ont tendance à agir comme diurétiques, à accélérer la perte d'eau et à interférer avec le processus de régulation de la chaleur du corps. Il est souvent recommandé aux personnes de boire 1 litre par heure de travail au soleil ou dans les climats chauds. Un signe de consommation insuffisante de liquides est l'absence de besoin d'uriner.
Les maladies liées à la chaleur peuvent mettre la vie en danger et nécessitent une attention immédiate. Les personnes souffrant d'épuisement par la chaleur doivent être obligées de s'allonger à l'ombre et de boire beaucoup de liquides. Toute personne souffrant d'un coup de chaleur court un grave danger et nécessite une attention immédiate. L'assistance médicale doit être appelée immédiatement. Si l'assistance n'est pas disponible en quelques minutes, il faut essayer de refroidir la victime en l'immergeant dans de l'eau fraîche. Si la victime est inconsciente, la respiration continue doit être assurée par les premiers secours. Ne donnez pas de liquides par la bouche.
Les signes de maladies liées à la chaleur comprennent une transpiration excessive, une faiblesse des membres, une désorientation, des maux de tête, des étourdissements et, dans les cas extrêmes, une perte de conscience et également une perte de la capacité à transpirer. Ces derniers symptômes mettent immédiatement la vie en danger et une action s'impose.
Le travail dans les vignobles et les champs de baies de brousse peut augmenter le risque de maladies liées à la chaleur. La circulation de l'air est réduite entre les rangs, et il y a l'illusion de travailler partiellement à l'ombre. Une humidité relative élevée et des couvertures nuageuses peuvent également donner une fausse impression des effets du soleil. Il est nécessaire de boire beaucoup de liquides chaque fois que vous travaillez dans les champs.
Maladies de la peau
Une exposition à long terme au soleil peut entraîner un vieillissement prématuré de la peau et une probabilité accrue de cancers de la peau. Les personnes exposées aux rayons directs du soleil doivent porter des vêtements ou des produits de protection solaire pour assurer leur protection. À des latitudes plus basses, même quelques minutes d'exposition au soleil peuvent entraîner un coup de soleil grave, en particulier chez les personnes au teint clair.
Les cancers de la peau peuvent commencer sur n'importe quelle partie du corps, et les cancers suspectés doivent être immédiatement examinés par un médecin. Certains des signes fréquents des cancers de la peau ou des lésions précancéreuses sont des changements dans un grain de beauté ou une tache de naissance, une bordure irrégulière, des saignements ou un changement de couleur, souvent vers un ton brun ou gris. Ceux qui ont des antécédents d'exposition au soleil devraient subir des dépistages annuels du cancer de la peau.
Dermatite de contact et autres allergies
Un contact fréquent et prolongé avec des excrétions végétales ou des morceaux de plantes peut entraîner une sensibilisation et des cas d'allergies de contact et de dermatite. La prévention par le port de chemises à manches longues, de pantalons longs et de gants dans la mesure du possible est la ligne de conduite privilégiée. Certaines crèmes peuvent être utilisées pour fournir une barrière au transfert d'irritants sur la peau. Si la peau ne peut pas être protégée contre l'exposition aux plantes, un lavage immédiatement après la fin du contact avec les plantes minimisera les effets. Les cas de dermatite avec éruptions cutanées ou qui ne guérissent pas doivent être examinés par un médecin.
Profil général
Vue d'ensemble
La pêche est l'une des activités de production les plus anciennes de l'humanité. Les recherches archéologiques et historiques montrent que la pêche, tant en eau douce qu'en mer, était répandue dans les civilisations anciennes. En fait, il semble que les établissements humains aient été fréquemment établis dans des zones de bonne pêche. Ces découvertes concernant le rôle de la pêche pour la subsistance humaine sont confirmées par la recherche anthropologique moderne des sociétés primitives.
Au cours des derniers siècles, les pêcheries mondiales se sont radicalement transformées. Les méthodes de pêche traditionnelles ont été largement supplantées par une technologie plus moderne issue de la révolution industrielle. Cela a été suivi d'une augmentation spectaculaire de l'effort de pêche effectif, d'une augmentation beaucoup plus faible des niveaux de capture mondiaux et d'un grave déclin de nombreux stocks de poissons. L'industrialisation de la pêche mondiale a également entraîné la déstabilisation et le déclin de nombreuses pêcheries traditionnelles. Enfin, l'augmentation de la pression mondiale de la pêche a donné lieu à des différends internationaux sur les droits de pêche.
En 1993, la récolte mondiale de poisson était d'environ 100 millions de tonnes métriques par an (FAO 1995). Sur cette quantité, la pisciculture (aquaculture et mariculture) représentait environ 16 millions de tonnes. Ainsi, les pêcheries mondiales produisaient quelque 84 millions de tonnes par an. Environ 77 millions de tonnes proviennent de la pêche maritime et le reste, quelque 7 millions de tonnes, de la pêche continentale. Pour capturer cette quantité, il y avait une flotte de pêche comptant 3.5 millions de navires et mesurant environ 30 millions de tonneaux de jauge brute (FAO 1993, 1995). Il existe peu de données concrètes sur le nombre de pêcheurs employés dans l'exploitation de cette flottille. L'Organisation des Nations Unies pour l'alimentation et l'agriculture (FAO 1993) a estimé qu'ils pourraient être jusqu'à 13 millions. Il y a encore moins d'informations sur le nombre de travailleurs employés dans la transformation et la distribution des captures. Selon des estimations prudentes, ils pourraient représenter 1 à 2 fois le nombre de pêcheurs. Cela signifie que 25 à 40 millions de personnes pourraient être directement employées dans l'industrie de la pêche dans le monde.
L'Asie est de loin le plus grand continent de pêche au monde, avec près de la moitié de la récolte annuelle totale de poisson (FAO 1995). L'Amérique du Nord et du Sud ensemble (30%) viennent ensuite, suivies de l'Europe (15%). En tant que continents de pêche, l'Afrique et l'Océanie sont relativement insignifiants, avec une récolte combinée d'environ 5 % des prises mondiales annuelles.
En 1993, la plus grande nation de pêche en termes de volume de récolte était la Chine, avec environ 10 millions de tonnes de captures marines, correspondant à environ 12% des captures mondiales de poissons marins. Les deuxième et troisième places ont été occupées par le Pérou et le Japon, avec environ 10 % des prises marines mondiales chacun. En 1993, 19 pays avaient des prises marines supérieures à 1 million de tonnes.
La récolte mondiale de poisson est répartie entre un grand nombre d'espèces et de pêcheries. Très peu de pêcheries ont un rendement annuel supérieur à 1 million de tonnes. Les plus importantes en 1993 étaient la pêcherie péruvienne d'anchois (8.3 millions de tonnes), la pêcherie de goberge d'Alaska (4.6 millions de tonnes) et la pêcherie chilienne de chinchard (3.3 millions de tonnes). Ensemble, ces trois pêcheries représentent environ 1/5 de la pêche marine totale mondiale.
Évolution et structure de l'industrie de la pêche
La combinaison de la croissance démographique et des progrès de la technologie de la pêche a conduit à une grande expansion de l'activité de pêche. Amorcée il y a des siècles en Europe, cette expansion a été particulièrement prononcée dans le monde au cours du siècle actuel. Selon les statistiques de la FAO (FAO 1992, 1995), les prises mondiales totales ont quadruplé depuis 1948, passant de moins de 20 millions de tonnes au niveau actuel d'environ 80 millions de tonnes. Cela correspond à près de 3 % de croissance annuelle. Cependant, au cours des dernières années, la récolte de l'océan a stagné à environ 80 millions de tonnes par an. Comme l'effort de pêche mondial a continué d'augmenter, cela suggère que l'exploitation des stocks de poissons les plus importants du monde est déjà égale ou supérieure au rendement maximal durable. Par conséquent, à moins que de nouveaux stocks de poissons ne soient exploités, les prises de poissons océaniques ne peuvent pas augmenter à l'avenir.
La transformation et la commercialisation de la récolte de poisson se sont également considérablement développées. Aidés par les améliorations des technologies de transport et de conservation, et stimulés par l'augmentation des revenus personnels réels, des volumes toujours croissants de prises sont transformés, emballés et commercialisés en tant que produits alimentaires de grande valeur. Cette tendance devrait se poursuivre à un rythme encore plus rapide à l'avenir. Cela signifie une valeur ajoutée substantiellement accrue par unité de capture. Cependant, il représente également un remplacement de l'activité traditionnelle de transformation et de distribution du poisson par des méthodes de production industrielle de haute technologie. Plus sérieusement, ce processus (parfois appelé mondialisation des marchés du poisson) menace de priver les communautés sous-développées de leur approvisionnement en poisson de base en raison de la surenchère du monde industriel.
La pêche mondiale est aujourd'hui composée de deux secteurs bien distincts : la pêche artisanale et la pêche industrielle. La plupart des pêcheries artisanales sont une continuation des pêcheries locales traditionnelles qui ont très peu changé au cours des siècles. Par conséquent, il s'agit généralement de pêcheries à faible technologie et à forte intensité de main-d'œuvre, confinées aux zones de pêche côtières ou côtières (voir l'article « Étude de cas : plongeurs autochtones »). La pêche industrielle, en revanche, est de haute technologie et extrêmement capitalistique. Les navires de pêche industrielle sont généralement grands et bien équipés, et peuvent sillonner largement les océans.
En ce qui concerne le nombre de navires et l'emploi, le secteur artisanal domine la pêche mondiale. Près de 85 % des navires de pêche dans le monde et 75 % des pêcheurs sont des artisans. Malgré cela, en raison de sa faible technologie et de sa portée limitée, la flotte artisanale ne représente qu'une petite fraction des prises mondiales de poisson. De plus, en raison de la faible productivité de la flotte artisanale, les revenus des pêcheurs artisanaux sont généralement faibles et leurs conditions de travail médiocres. Le secteur de la pêche industrielle est économiquement beaucoup plus efficace. Bien que la flotte industrielle ne représente que 15 % des navires de pêche mondiaux et environ 50 % du tonnage total de la flotte de pêche mondiale, elle représente plus de 80 % du volume des captures marines dans le monde.
L'augmentation de la pêche au cours de ce siècle est principalement causée par une expansion de la pêche industrielle. La flotte industrielle a accru l'efficacité de l'activité de récolte dans les zones de pêche traditionnelles et élargi la portée géographique des pêcheries, des zones côtières relativement peu profondes à presque toutes les parties des océans où l'on trouve du poisson. En revanche, la pêche artisanale est restée relativement stagnante, bien qu'il y ait également eu des progrès techniques dans cette partie de la pêche.
Importance économique
La valeur actuelle de la récolte mondiale de poisson à quai est estimée à environ 60 à 70 milliards de dollars américains (FAO 1993, 1995). Bien que l'on puisse supposer que la transformation et la distribution du poisson doublent ou triplent cette quantité, la pêche est néanmoins une industrie relativement mineure d'un point de vue mondial, en particulier par rapport à l'agriculture, la principale industrie de production alimentaire du monde. Pour certaines nations et régions, cependant, la pêche est très importante. Cela s'applique, par exemple, à de nombreuses communautés bordant l'Atlantique Nord et le Pacifique Nord. De plus, dans de nombreuses communautés d'Afrique de l'Ouest, d'Amérique du Sud et d'Asie du Sud-Est, la pêche est la principale source de protéines animales de la population et, par conséquent, est économiquement très importante.
Gestion des pêches
L'effort de pêche mondial a fortement augmenté au cours de ce siècle, surtout après la fin de la Seconde Guerre mondiale. En conséquence, bon nombre des stocks de poissons les plus précieux au monde se sont épuisés au point où l'augmentation de l'effort de pêche entraîne en fait une baisse du niveau de capture durable. La FAO estime que la plupart des principaux stocks de poissons du monde sont soit pleinement exploités soit surexploités dans ce sens (FAO 1995). En conséquence, la récolte de bon nombre des espèces les plus importantes au monde s'est en fait contractée et, malgré les progrès continus de la technologie de la pêche et l'augmentation du prix réel du poisson, les rendements économiques de l'activité de pêche ont diminué.
Face à la diminution des stocks de poissons et à la baisse de la rentabilité de l'industrie de la pêche, la plupart des nations de pêche du monde ont activement cherché des moyens de remédier à la situation. Ces efforts ont généralement suivi deux voies : l'extension des juridictions nationales des pêches à 200 milles marins et plus, et l'imposition de nouveaux systèmes de gestion des pêches au sein des juridictions nationales des pêches.
De nombreuses méthodes différentes de gestion des pêches ont été employées dans le but d'améliorer l'économie de la pêche. Reconnaissant que la source du problème de la pêche est la nature de propriété commune des stocks de poissons, les systèmes de gestion des pêches les plus avancés cherchent à résoudre le problème en définissant des droits de quasi-propriété dans les pêcheries. Une méthode courante consiste à fixer le total autorisé des captures pour chaque espèce, puis à allouer ce total autorisé des captures aux différentes entreprises de pêche sous la forme de quotas de capture individuels. Ces quotas de capture constituent un droit de propriété sur la pêcherie. À condition que les quotas soient négociables, l'industrie de la pêche trouve avantageux de limiter l'effort de pêche au minimum nécessaire pour réaliser le total autorisé des captures et, à condition que les quotas soient également permanents, d'adapter la taille de la flotte de pêche à la pêche à long terme rendement durable de la pêcherie. Cette méthode de gestion des pêches (généralement appelée système de quotas individuels transférables (QIT)) se développe rapidement dans le monde aujourd'hui et semble susceptible de devenir la norme de gestion pour l'avenir.
L'éventail croissant des juridictions nationales en matière de pêche et les systèmes de gestion fondés sur les droits de propriété qui y sont mis en œuvre impliquent une restructuration substantielle de la pêche. La quasi-fermeture des océans du monde par les juridictions nationales des pêches, déjà bien amorcée, éliminera à l'évidence la pêche en eaux lointaines. Les systèmes de gestion des pêches fondés sur les droits de propriété représentent également une incursion accrue des forces du marché dans la pêche. La pêche industrielle est économiquement plus efficace que la pêche artisanale. De plus, les entreprises de pêche industrielle sont mieux placées pour s'adapter aux nouveaux systèmes de gestion des pêches que les pêcheurs artisanaux. Il semble donc que l'évolution actuelle de la gestion des pêches constitue une nouvelle menace pour la pêche artisanale. Compte tenu de cela et de la nécessité de réduire l'effort de pêche global, il semble inévitable que le niveau d'emploi dans les pêcheries mondiales chute de manière drastique à l'avenir.
Cultures de verger
Généralement, les fermes où poussent des arbres fruitiers dans les zones tempérées sont appelées vergers ; les arbres tropicaux sont généralement cultivés dans des plantations ou des bosquets villageois. Des arbres fruitiers naturels ont été élevés et sélectionnés au cours des siècles pour produire une diversité de cultivars. Les cultures de vergers tempérés comprennent la pomme, la poire, la pêche, la nectarine, la prune, l'abricot, la cerise, le kaki et le pruneau. Les fruits à coque cultivés dans les climats tempérés ou semi-tropicaux comprennent la noix de pécan, l'amande, la noix, l'aveline, la noisette, la châtaigne et la pistache. Les cultures de vergers semi-tropicaux comprennent l'orange, le pamplemousse, la mandarine, le citron vert, le citron, les figues, les kiwis, le tangelo, le kumquat, le calamondin (orange de Panama), le citron, le pomelo javanais et la datte.
Systèmes de verger
La culture des arbres fruitiers implique plusieurs processus. Les arboriculteurs peuvent choisir de propager leur propre stock soit en plantant des graines, soit de manière asexuée par une ou plusieurs techniques de bouturage, d'écussonnage, de greffage ou de culture de tissus. Les arboriculteurs labourent ou disquent le sol pour planter le stock d'arbres, creusent des trous dans le sol, plantent l'arbre et ajoutent de l'eau et des engrais.
La croissance de l'arbre nécessite de la fertilisation, du contrôle des mauvaises herbes, de l'irrigation et de la protection de l'arbre contre le gel printanier. L'engrais est appliqué agressivement pendant les premières années de croissance d'un arbre. Les composants des mélanges d'engrais utilisés comprennent le nitrate et le sulfate d'ammonium, les engrais élémentaires (azote, phosphore et potassium), la farine de graines de coton, la farine de sang, la farine de poisson, les boues d'épuration stérilisées et l'urée formaldéhyde (libération lente). Les mauvaises herbes sont contrôlées par le paillage, le labourage, la tonte, le binage et l'application d'herbicides. Les insecticides et les fongicides sont appliqués avec des pulvérisateurs, qui sont tirés par des tracteurs dans les grandes exploitations. Plusieurs ravageurs peuvent endommager l'écorce ou manger les fruits, notamment les écureuils, les lapins, les ratons laveurs, les opossums, les souris, les rats et les cerfs. Les contrôles comprennent des filets, des pièges vivants, des clôtures électriques et des fusils, ainsi que des moyens de dissuasion visuels ou odorants.
Les gelées printanières peuvent détruire la floraison des fleurs en quelques heures. Les gicleurs aériens sont utilisés pour maintenir un mélange eau-glace afin que la température ne descende pas en dessous de zéro. Des produits chimiques spéciaux de protection contre le gel peuvent être appliqués avec l'eau pour contrôler les bactéries glaciogènes, qui peuvent attaquer les tissus endommagés des arbres. Des radiateurs peuvent également être utilisés dans le verger pour empêcher le gel, et ils peuvent être au mazout dans des zones ouvertes ou des ampoules électriques à incandescence sous un film plastique soutenu par des cadres de tuyaux en plastique.
Les outils d'élagage peuvent transmettre des maladies, ils sont donc trempés dans une solution d'eau de Javel ou d'alcool à friction après avoir taillé chaque arbre. Tous les membres et parures sont enlevés, déchiquetés et compostés. Les membres sont entraînés, ce qui nécessite le positionnement d'échafaudages entre les membres, la construction de treillis, l'enfoncement de piquets verticaux dans le sol et l'attachement des membres à ces dispositifs.
L'abeille est le principal pollinisateur des arbres fruitiers. L'annélation partielle - des coupes au couteau dans l'écorce de chaque côté du tronc - du pêcher et du poirier peut stimuler la production. Pour éviter un rabougrissement excessif, la rupture des membres et un port irrégulier, les arboriculteurs éclaircissent les fruits à la main ou chimiquement. L'insecticide carbaryl (Sevin), un photo-inhibiteur, est utilisé pour l'éclaircissage chimique.
La cueillette manuelle des fruits nécessite de grimper sur des échelles, d'atteindre les fruits ou les noix, de placer les fruits dans des conteneurs et de transporter le conteneur rempli le long de l'échelle et jusqu'à une zone de collecte. Les noix de pécan sont frappées des arbres avec de longues perches et ramassées manuellement ou par une machine spéciale qui enveloppe et secoue le tronc de l'arbre et attrape et canalise automatiquement les noix de pécan dans un récipient. Les camions et les remorques sont couramment utilisés sur le terrain pendant la récolte et pour le transport sur les routes publiques.
Dangers liés aux cultures arboricoles
Les arboriculteurs utilisent une variété de produits chimiques agricoles, notamment des engrais, des herbicides, des insecticides et des fongicides. Les expositions aux pesticides se produisent pendant l'application, à partir des résidus lors de diverses tâches, de la dérive des pesticides, pendant le mélange et le chargement et pendant la récolte. Les employés peuvent également être exposés au bruit, aux gaz d'échappement diesel, aux solvants, aux carburants et aux huiles. Le mélanome malin est également élevé chez les arboriculteurs, en particulier sur le tronc, le cuir chevelu et les bras, vraisemblablement à cause de la lumière du soleil (exposition aux ultraviolets). La manipulation de certains types de fruits, en particulier les agrumes, peut provoquer des allergies ou d'autres problèmes de peau.
Les tondeuses rotatives sont des machines populaires pour couper les mauvaises herbes. Ces faucheuses sont attachées et alimentées par des tracteurs. Les conducteurs de tracteurs peuvent tomber et être gravement blessés ou tués par la tondeuse, et des débris peuvent être projetés à des centaines de mètres et causer des blessures.
La construction de clôtures, de treillis et de piquets verticaux dans les vergers peut nécessiter l'utilisation de tarières ou d'enfonce-piquets montés sur tracteur. Les tarières sont des tarières à moteur qui forent des trous de 15 à 30 cm de diamètre. Les enfonce-piquets sont des enfonce-pieux à percussion pour enfoncer les poteaux dans le sol. Ces deux machines sont dangereuses si elles ne sont pas utilisées correctement.
Les engrais secs peuvent provoquer des brûlures de la peau et des irritations de la bouche, du nez et des yeux. Le mécanisme de rotation à l'arrière d'un épandeur à diffusion centrifuge est également une source de blessures. Les épandeurs sont également nettoyés avec du carburant diesel, qui présente un risque d'incendie.
Des décès parmi les travailleurs des vergers peuvent survenir à la suite d'accidents de véhicules à moteur, de renversements de tracteurs, d'incidents liés à la machinerie agricole et d'électrocutions causées par le déplacement de tuyaux d'irrigation ou d'échelles qui entrent en contact avec des lignes électriques aériennes. Pour les travaux dans les vergers, les structures de protection contre le renversement (ROP) sont généralement retirées des tracteurs en raison de leur interférence avec les branches des arbres.
La manipulation manuelle des fruits et des noix dans les opérations de cueillette et de transport place les arboriculteurs à
risque d'entorse et de foulure. De plus, les outils à main tels que les couteaux et les cisailles présentent des risques de coupures dans le travail des vergers. Les arboriculteurs sont également exposés aux chutes d'objets des arbres pendant la récolte et aux blessures causées par les chutes d'échelles.
Contrôle des dangers
Lors de l'utilisation de pesticides, le ravageur doit d'abord être identifié afin que la méthode de contrôle et le moment de contrôle les plus efficaces puissent être utilisés. Les procédures de sécurité sur l'étiquette doivent être suivies, y compris l'utilisation d'équipements de protection individuelle. Le stress thermique est un danger lorsque vous portez un équipement de protection, donc des pauses fréquentes et beaucoup d'eau potable sont nécessaires. Il faut veiller à laisser suffisamment de temps de rentrée pour éviter les expositions dangereuses aux résidus de pesticides, et la dérive des pesticides provenant d'applications ailleurs dans le verger doit être évitée. De bonnes installations sanitaires sont nécessaires et des gants peuvent être utiles pour éviter les troubles cutanés. De plus, le tableau 1 montre plusieurs précautions de sécurité lors de l'utilisation de tondeuses rotatives, de tarières, d'enfonce-piquets et d'épandage d'engrais.
Tableau 1. Précautions de sécurité pour les tondeuses rotatives, les tarières et les enfonce-piquets
Tondeuses rotatives (coupeurs)
- Évitez de couper les souches d'arbres, le métal et les rochers, qui peuvent devenir des projectiles lancés
de la tondeuse.
- Gardez les personnes hors de la zone de travail pour éviter d'être frappé par des objets volants.
- Entretenez les carters de chaîne autour de la tondeuse pour éviter que des projectiles ne soient
- jeté de la tondeuse.
- Ne permettez pas aux conducteurs de monter sur le tracteur pour éviter une chute sous la tondeuse.
- Maintenez les écrans de prise de force en place.
- Débrayer la prise de force avant de démarrer le tracteur.
- Soyez prudent lorsque vous tournez dans des virages serrés et tirez des tondeuses tractées afin de ne pas
attraper la tondeuse sur la roue du tracteur, ce qui peut entraîner l'arrêt de la tondeuse
projeté vers l'opérateur.
- Utilisez des poids de roue avant lorsqu'ils sont attachés à une tondeuse par l'attelage à trois points afin
comme pour garder les roues avant sur le rond pour garder le contrôle de la direction.
- Utilisez des pneus larges si possible pour ajouter à la stabilité du tracteur.
- Abaissez la tondeuse au sol avant de la laisser sans surveillance.
Pelleteuses de trous (tarières montées sur tracteur)
- Mettez la transmission en position de stationnement ou au point mort avant l'utilisation.
- Réglez les freins du tracteur avant de creuser.
- Exécutez la pelle lentement pour garder le contrôle.
- Creusez le trou par petites étapes.
- Ne portez jamais de cheveux lâches, de vêtements ou de cordons lorsque vous creusez.
- Gardez tout le monde à l'écart de la tarière et des arbres de transmission lorsque vous creusez.
- Arrêtez la tarière et abaissez-la au sol lorsque vous ne creusez pas.
- Ne pas engager la puissance lors du délogement d'une tarière. Retirer les vis coincées
manuellement en la tournant dans le sens inverse des aiguilles d'une montre, puis soulevez hydrauliquement la tarière avec le tracteur.
Chauffeurs de poste (monté sur tracteur, visseuse à percussion)
- Arrêtez le moteur du tracteur et abaissez le marteau avant la lubrification ou le réglage.
- Ne placez jamais les mains entre le haut du poteau et le marteau.
- Ne dépassez pas le nombre de coups de marteau recommandé par minute.
- Utilisez un guide pour tenir le poteau pendant la conduite au cas où le poteau se casse.
- Gardez les mains à l'écart des poteaux qui sont sur le point d'être enfoncés.
- Mettez tous les écrans en place avant l'utilisation.
- Portez des lunettes de sécurité et une protection auditive pendant le fonctionnement.
Épandage d'engrais (mécanique)
- Restez à l'écart de l'arrière des épandeurs d'engrais.
- Ne débranchez pas un épandeur pendant qu'il fonctionne.
- Travaillez dans des zones bien ventilées, loin des sources d'inflammation du feu lors du nettoyage
les épandeurs avec du carburant diesel.
- Gardez la peau hors de la poussière, portez des chemises à manches longues et un col boutonné lorsque
manipulation d'engrais sec. Laver plusieurs fois par jour.
- Travaillez avec le vent soufflant loin du travail.
- Les opérateurs de tracteur doivent conduire le vent de travers vers l'épandeur pour éviter que la poussière ne soit soufflée dessus.
Là où les ROP interfèrent avec le travail du verger, des ROP pliables ou télescopiques doivent être installés. L'opérateur ne doit pas être attaché au siège lorsqu'il travaille sans ROP déployé. Dès que la hauteur libre le permet, les ROP doivent être déployées et la ceinture de sécurité bouclée.
Pour prévenir les chutes, l'utilisation de la marche supérieure de l'échelle devrait être interdite, les échelons de l'échelle devraient avoir des surfaces antidérapantes et les travailleurs devraient être formés et orientés sur l'utilisation appropriée de l'échelle au début de leur emploi. Des échelles non conductrices ou des échelles avec des isolants intégrés doivent être utilisées pour éviter un éventuel choc électrique si elles entrent en contact avec une ligne électrique.
" AVIS DE NON-RESPONSABILITÉ : L'OIT n'assume aucune responsabilité pour le contenu présenté sur ce portail Web qui est présenté dans une langue autre que l'anglais, qui est la langue utilisée pour la production initiale et l'examen par les pairs du contenu original. Certaines statistiques n'ont pas été mises à jour depuis la production de la 4ème édition de l'Encyclopédie (1998)."