- Vous êtes ici:
-
Accueil

- Partie X. Industries basées sur les ressources biologiques

Catégories Enfants

64. Industries basées sur l'agriculture et les ressources naturelles (34)

64. Industries basées sur l'agriculture et les ressources naturelles
Éditeur de chapitre : Melvin L.Myers
Table des matières
Tableaux et figures
Profil général
Melvin L.Myers
Étude de cas : Fermes familiales
Ted Scharf, David E. Baker et Joyce Salg
Systèmes agricoles
Des plantations
Melvin L. Myers et IT Cabrera
Travailleurs agricoles migrants et saisonniers
Marc B. Schenker
Agriculture urbaine
Melvin L.Myers
Opérations de serre et de pépinière
Mark M. Methner et John A. Miles
Floriculture
Samuel H. Henao
Formation des travailleurs agricoles sur les pesticides : une étude de cas
Merri Weinger
Opérations de plantation et de culture
Yuri Kundiev et VI Chernyuk
Opérations de récolte
William E. Champ
Opérations de stockage et de transport
Thomas L.Bean
Opérations manuelles dans l'agriculture
Pranab Kumar Nag
Mécanisation
Dennis Murphy
Étude de cas : Machines agricoles
LW Knapp, Jr.
Cultures vivrières et à fibres
Riz
Malinee Wongphanich
Céréales agricoles et oléagineux
Charles Schwab
Culture et transformation de la canne à sucre
RA Munoz, EA Suchman, JM Baztarrica et Carol J. Lehtola
Récolte de pommes de terre
Steven Johnson
Légumes et Melons
BH Xu et Toshio Matsushita
Cultures d'arbres, de ronces et de vignes
Baies et raisins
William E. Steinke
Cultures de verger
Melvin L.Myers
Cultures tropicales d'arbres et de palmiers
Melvin L.Myers
Production d'écorce et de sève
Melvin L.Myers
Bambou et Canne
Melvin L. Myers et YC Ko
Cultures spécialisées
Culture du tabac
Gérald F. Peedin
Ginseng, menthe et autres herbes
Larry J. Chapman
Mushrooms
LJLD Van Griensven
Plantes aquatiques
Melvin L. Myers et JWG Lund
Cultures de boissons
Culture du café
Jorge da Rocha Gomes et Bernardo Bedrikow
Culture du thé
LVR Fernando
houblon
Thomas Karsky et William B. Symons
Problèmes de santé et d'environnement
Problèmes de santé et caractéristiques des maladies dans l'agriculture
Melvin L.Myers
Étude de cas : Agromédecine
Stanley H. Schuman et Jere A. Brittain
Problèmes environnementaux et de santé publique dans l'agriculture
Melvin L.Myers
Tables
Cliquez sur un lien ci-dessous pour afficher le tableau dans le contexte de l'article.
1. Sources de nutriments
2. Dix étapes pour une enquête sur les risques liés au travail dans les plantations
3. Systèmes agricoles en milieu urbain
4. Conseils de sécurité pour l'équipement de pelouse et de jardin
5. Catégorisation des activités agricoles
6. Dangers courants des tracteurs et comment ils se produisent
7. Risques courants liés aux machines et où ils se produisent
8. Consignes de sécurité
9. Arbres, fruits et palmiers tropicaux et subtropicaux
10. Produits de palme
11. Produits et utilisations de l'écorce et de la sève
12. Dangers respiratoires
13. Risques dermatologiques
14. Dangers toxiques et néoplasiques
15. Risques de blessures
16. Blessures avec perte de temps, États-Unis, 1993
17. Risques liés aux contraintes mécaniques et thermiques
18. Dangers comportementaux
19. Comparaison de deux programmes d'agromédecine
20. Cultures génétiquement modifiées
21. Culture illicite de drogues, 1987, 1991 et 1995
Figures
Pointez sur une vignette pour voir la légende de la figure, cliquez pour voir la figure dans le contexte de l'article.
|
|







































65. Industrie des boissons (10)
65. Industrie des boissons
Éditeur de chapitre : Lance A. Ward
Table des matières
Tableaux et figures
Profil général
David Franson
Fabrication de concentrés de boissons gazeuses
Côlon de Zaïda
Embouteillage et mise en conserve de boissons gazeuses
Matthieu Hirsheimer
Industrie du café
Jorge da Rocha Gomes et Bernardo Bedrikow
Industrie du thé
Lou Piombino
Industrie des spiritueux distillés
RG Aldi et Rita Seguin
Industrie du vin
Álvaro Durao
Industrie brassicole
JF Eustache
Préoccupations sanitaires et environnementales
Lance A. Ward
Tables
Cliquez sur un lien ci-dessous pour afficher le tableau dans le contexte de l'article.
1. Importateurs de café sélectionnés (en tonnes)
Figures
Pointez sur une vignette pour voir la légende de la figure, cliquez pour voir la figure dans le contexte de l'article.








66. Pêche (10)
66. Faire de la pêche
Rédacteurs de chapitre : Hulda Ólafsdóttir et Vilhjálmur Rafnsson
Table des matières
Tableaux et figures
Profil général
Ragnar Arnasson
Étude de cas : plongeurs autochtones
David Gold
Principaux secteurs et processus
Hjálmar R. Bardarson
Caractéristiques psychosociales de la main-d'œuvre en mer
Eva Munk Madsen
Caractéristiques psychosociales de la main-d'œuvre dans la transformation du poisson à terre
Marit Husmo
Effets sociaux des villages de pêche à industrie unique
Barbara Neis
Problèmes de santé et schémas pathologiques
Vilhjálmur Rafnsson
Troubles musculo-squelettiques chez les pêcheurs et les travailleurs de l'industrie de transformation du poisson
Hulda Ólafsdóttir
Pêches commerciales : problèmes environnementaux et de santé publique
Bruce McKay et Kieran Mulvaney
Tables
Cliquez sur un lien ci-dessous pour afficher le tableau dans le contexte de l'article.
1. Chiffres de mortalité sur les blessures mortelles chez les pêcheurs
2. Les emplois ou lieux les plus importants liés au risque de blessures
Figures
Pointez sur une vignette pour voir la légende de la figure, cliquez pour voir la figure dans le contexte de l'article.









67. Industrie alimentaire (11)
67. Industrie alimentaire
Éditeur de chapitre : Deborah E. Berkowitz
Table des matières
Tableaux et figures
Aperçu et effets sur la santé
Processus de l'industrie alimentaire
M. Malagié, G. Jensen, JC Graham et Donald L. Smith
Effets sur la santé et schémas de maladies
John J.Svagr
Protection de l'environnement et questions de santé publique
Jerry Spiegel
Secteurs de la transformation alimentaire
Conditionnement/transformation de la viande
Deborah E. Berkowitz et Michael J. Fagel
Traitement de la volaille
Tony Ashdown
Industrie des produits laitiers
Marianne Smukowski et Norman Brusk
Production de cacao et industrie du chocolat
Anaïde Vilasboas de Andrade
Céréales, meunerie et produits de consommation à base de céréales
Thomas E. Hawkinson, James J. Collins et Gary W. Olmstead
Boulangeries
RF Villard
Industrie de la betterave sucrière
Carol J.Lehtola
Huile et graisse
Pantalon NM
Tables
Cliquez sur un lien ci-dessous pour afficher le tableau dans le contexte de l'article.
1. Les industries agro-alimentaires, leurs matières premières & procédés
2. Maladies professionnelles courantes dans les industries agro-alimentaires
3. Types d'infections signalées dans les industries alimentaires et des boissons
4. Exemples d'utilisations de sous-produits de l'industrie agroalimentaire
5. Ratios typiques de réutilisation de l'eau pour différents sous-secteurs de l'industrie
Figures
Pointez sur une vignette pour voir la légende de la figure, cliquez pour voir la figure dans le contexte de l'article.








68. Foresterie (17)
68. Sylviculture
Éditeur de chapitre : Peter Poschen
Table des matières
Tableaux et figures
Profil général
Pierre Poschen
Récolte du bois
Dennis Dykstra et Peter Poschen
Transport de bois
Olli Eeronheimo
Récolte de produits forestiers non ligneux
Rudolf Henri
Plantation d'arbres
Denis Giguère
Gestion et contrôle des incendies de forêt
Mike Jurvélius
Dangers pour la sécurité physique
Bengt Ponten
Charge physique
Bengt Ponten
Facteurs psychosociaux
Peter Poschen et Marja-Liisa Juntunen
Risques chimiques
Juhani Kangas
Risques biologiques chez les travailleurs forestiers
Jörg Augusta
Règles, législation, règlements et codes de pratiques forestières
Othmar Wettman
Équipement de protection individuelle (EPI) et produits de sécurité au travail
Eero Korhonen
Conditions de travail et sécurité dans les travaux forestiers
Lucie Laflamme et Esther Cloutier
Compétences et formation
Pierre Poschen
Conditions de vie
Elias Apud
Problèmes de santé environnementale
Shane McMahon
Tables
Cliquez sur un lien ci-dessous pour afficher le tableau dans le contexte de l'article.
1. Superficie forestière par région (1990)
2. Catégories et exemples de produits forestiers non ligneux
3. Dangers non liés à la récolte de bois et exemples
4. Charge typique transportée lors de la plantation
5. Regroupement des accidents de plantation d'arbres par parties du corps touchées
6. Dépense énergétique dans les travaux forestiers
7. Produits chimiques utilisés en foresterie en Europe et en Amérique du Nord dans les années 1980
8. Sélection d'infections courantes en foresterie
9. Équipements de protection individuelle adaptés aux opérations forestières
10. Avantages potentiels pour la santé environnementale
Figures
Pointez sur une vignette pour voir la légende de la figure, cliquez pour voir la figure dans le contexte de l'article.
|
|



















69. Chasse (2)
69. Chasse
Éditeur de chapitre : George A. Conway
Table des matières
Tables
Un profil de la chasse et du piégeage dans les années 1990
John N.Trent
Maladies associées à la chasse et au piégeage
Mary E. Brown
Tables
Cliquez sur un lien ci-dessous pour afficher le tableau dans le contexte de l'article.
1. Exemples de maladies potentiellement importantes pour les chasseurs et les trappeurs
70. Elevage (21)
70. Elevage de bétail
Éditeur de chapitre : Melvin L.Myers
Table des matières
Tableaux et figures
L'élevage : son étendue et ses effets sur la santé
Melvin L.Myers
Problèmes de santé et schémas pathologiques
Kendall Thu, Craig Zwerling et Kelley Donham
Étude de cas : Problèmes de santé au travail liés aux arthropodes
Donald Barnard
Cultures fourragères
Lorann Stallones
Confinement du bétail
Kelley Donham
L'élevage
Dean T. Stueland et Paul D. Gunderson
Étude de cas : comportement animal
David L. Dur
Manipulation du fumier et des déchets
Guillaume Popendorf
Une liste de contrôle pour les pratiques de sécurité dans l'élevage du bétail
Melvin L.Myers
Produits laitiers
Jean May
Bovins, ovins et caprins
Melvin L.Myers
Porcs
Melvin L.Myers
Production de volaille et d'œufs
Steven W. Lenhart
Étude de cas : capture, transport et transformation de volailles vivantes
Tony Ashdown
Chevaux et autres équidés
Lynn Barroby
Étude de cas : Éléphants
Melvin L.Myers
Animaux de trait en Asie
DD Joshi
Élevage de taureaux
David L. Dur
Élevage d'animaux de compagnie, d'animaux à fourrure et de laboratoire
Christian E. Nouveau venu
Pisciculture et Aquaculture
George A. Conway et Ray RaLonde
Apiculture, élevage d'insectes et production de soie
Melvin L. Myers et Donald Barnard
Tables
Cliquez sur un lien ci-dessous pour afficher le tableau dans le contexte de l'article.
1. Utilisations du bétail
2. Production animale internationale (1,000 XNUMX tonnes)
3. Production annuelle d'excréments et d'urine de bétail aux États-Unis
4. Types de problèmes de santé humaine associés au bétail
5. Zoonoses primaires par région du monde
6. Différents métiers & santé & sécurité
7. Dangers potentiels des arthropodes sur le lieu de travail
8. Réactions normales et allergiques aux piqûres d'insectes
9. Composés identifiés en confinement porcin
10. Niveaux ambiants de divers gaz en confinement porcin
11. Maladies respiratoires associées à la production porcine
12. Maladies zoonotiques des éleveurs
13. Propriétés physiques du fumier
14. Quelques repères toxicologiques importants pour le sulfure d'hydrogène
15. Quelques consignes de sécurité liées aux épandeurs de fumier
16. Types de ruminants domestiqués comme bétail
17. Processus d'élevage et dangers potentiels
18. Maladies respiratoires dues à des expositions dans des élevages
19. Zoonoses associées aux chevaux
20. Puissance de traction normale de divers animaux
Figures
Pointez sur une vignette pour voir la légende de la figure, cliquez pour voir la figure dans le contexte de l'article.
|
|










71. Bois (4)
71. Bois
Éditeurs de chapitre : Paul Demers et Kay Teschke
Table des matières
Tableaux et figures
Profil général
Paul Demers
Principaux secteurs et processus : risques professionnels et contrôles
Hugh Davies, Paul Demers, Timo Kauppinen et Kay Teschke
Modèles de maladies et de blessures
Paul Demers
Questions environnementales et de santé publique
Kay Teschke et Anya Keefe
Tables
Cliquez sur un lien ci-dessous pour afficher le tableau dans le contexte de l'article.
1. Estimation de la production de bois en 1990
2. Estimation de la production de bois pour les 10 plus grands producteurs mondiaux
3. Dangers pour la SST par domaine de transformation de l'industrie du bois d'oeuvre
Figures
Pointez sur une vignette pour voir la légende de la figure, cliquez pour voir la figure dans le contexte de l'article.






72. Industrie du papier et de la pâte (13)
72. Industrie du papier et de la pâte à papier
Éditeurs de chapitre : Kay Teschke et Paul Demers
Table des matières
Tableaux et figures
Profil général
Kay Teschke
Principaux secteurs et processus
Sources de fibres pour les pâtes et papiers
Anya Keefe et Kay Teschke
Manutention du bois
Anya Keefe et Kay Teschke
Pulpage
Anya Keefe, George Astrakianakis et Judith Anderson
Blanchiment
George Astrakianakis et Judith Anderson
Opérations de papier recyclé
Dick Heederik
Production et transformation de feuilles : pâte commerciale, papier, carton
George Astrakianakis et Judith Anderson
Production d'électricité et traitement de l'eau
George Astrakianakis et Judith Anderson
Production de produits chimiques et de sous-produits
George Astrakianakis et Judith Anderson
Risques professionnels et contrôles
Kay Teschke, George Astrakianakis, Judith Anderson, Anya Keefe et Dick Heederik
Modèles de maladies et de blessures
Blessures et maladies non malignes
Susan Kennedy et Kjell Torén
Cancer
Kjell Torén et Kay Teschke
Questions environnementales et de santé publique
Anya Keefe et Kay Teschke
Tables
Cliquez sur un lien ci-dessous pour afficher le tableau dans le contexte de l'article.
1. Emploi et production dans certains pays (1994)
2. Constituants chimiques des sources de fibres de pâtes et papiers
3. Agents de blanchiment et leurs conditions d'utilisation
4. Additifs papetiers
5. Dangers potentiels pour la santé et la sécurité par domaine de traitement
6. Études sur le cancer du poumon et de l'estomac, le lymphome et la leucémie
7. Suspensions et demande biologique en oxygène dans la réduction en pâte
Figures
Pointez sur une vignette pour voir la légende de la figure, cliquez pour voir la figure dans le contexte de l'article.
|
|












Profil général
Aperçu du secteur
L'industrie des boissons comprend deux grandes catégories et huit sous-groupes. La catégorie des boissons non alcoolisées comprend la fabrication de sirops pour boissons gazeuses ; embouteillage et mise en conserve de boissons gazeuses et d'eau; embouteillage, mise en conserve et mise en boîte de jus de fruits; l'industrie du café et l'industrie du thé. Les catégories de boissons alcoolisées comprennent les spiritueux distillés, le vin et la brasserie.
Évolution de l'industrie
Bien que bon nombre de ces boissons, y compris la bière, le vin et le thé, existent depuis des milliers d'années, l'industrie ne s'est développée qu'au cours des derniers siècles.
L'industrie des boissons, considérée comme un groupe global, est très fragmentée. Cela est évident par le nombre de fabricants, les méthodes d'emballage, les processus de production et les produits finaux. L'industrie des boissons gazeuses fait exception à la règle, car elle est assez concentrée. Bien que l'industrie des boissons soit fragmentée, la consolidation en cours depuis les années 1970 change la donne.
Depuis le début des années 1900, les entreprises de boissons sont passées d'entreprises régionales qui produisaient principalement des biens pour les marchés locaux à des entreprises géantes d'aujourd'hui qui fabriquent des produits pour les marchés internationaux. Ce changement a commencé lorsque les entreprises de ce secteur manufacturier ont adopté des techniques de production de masse qui leur ont permis de se développer. Également au cours de cette période, il y a eu des progrès dans l'emballage et les processus des produits qui ont considérablement augmenté la durée de conservation des produits. Les récipients hermétiques pour le thé empêchaient l'absorption d'humidité, qui est la principale cause de la perte de saveur. De plus, l'avènement des équipements de réfrigération a permis de brasser des bières blondes pendant les mois d'été.
Importance économique
L'industrie des boissons emploie plusieurs millions de personnes dans le monde et chaque type de boisson rapporte des milliards de dollars de revenus chaque année. En effet, dans plusieurs petits pays en développement, la production de café est le principal soutien de l'ensemble de l'économie.
Caractéristiques de la main-d'œuvre
Bien que les ingrédients et la production des boissons varient, les caractéristiques des personnes employées dans cette industrie présentent généralement de nombreux points communs. Le processus de récolte des matières premières, qu'il s'agisse de grains de café, d'orge, de houblon ou de raisin, emploie des personnes ou des familles à faible revenu et non qualifiées. En plus d'être leur principale source de revenus, la récolte détermine une grande partie de leur culture et de leur mode de vie.
En revanche, la transformation du produit implique des opérations automatisées et mécanisées, employant généralement une main-d'œuvre semi-qualifiée et col bleu. Dans les installations de production et les entrepôts, certains des emplois courants incluent opérateur de machine d'emballage et de remplissage, opérateur de chariot élévateur, mécanicien et ouvrier. La formation pour ces postes est complétée sur place avec une formation approfondie en cours d'emploi. À mesure que la technologie et l'automatisation évoluent, la main-d'œuvre diminue en nombre et la formation technique devient plus importante. Cette main-d'œuvre manufacturière semi-qualifiée est généralement soutenue par un groupe technique hautement qualifié composé d'ingénieurs industriels, de directeurs de fabrication, de comptables des coûts et de techniciens en assurance qualité/sécurité alimentaire.
L'industrie des boissons distribue en grande partie ses produits aux grossistes par l'intermédiaire de transporteurs publics. Cependant, les fabricants de boissons gazeuses emploient généralement des chauffeurs pour livrer leurs produits directement aux détaillants individuels. Ces chauffeurs-vendeurs représentent environ un septième des travailleurs de l'industrie des boissons gazeuses.
L'atmosphère plus soucieuse de la santé en Europe et en Amérique du Nord dans les années 1990 a entraîné une stagnation du marché dans l'industrie des boissons alcoolisées, la demande se déplaçant vers les boissons non alcoolisées. Cependant, les boissons alcoolisées et non alcoolisées se développent considérablement dans les pays en développement d'Asie, d'Amérique du Sud et, dans une certaine mesure, d'Afrique. En raison de cette expansion, de nombreux emplois locaux sont créés pour répondre aux besoins de production et de distribution.
Conditionnement/transformation de la viande
Les sources de viande abattue pour la consommation humaine comprennent les bovins, les porcs, les moutons, les agneaux et, dans certains pays, les chevaux et les chameaux. La taille et la production des abattoirs varient considérablement. À l'exception des très petites exploitations situées en milieu rural, les animaux sont abattus et transformés dans des lieux de travail de type usine. Ces lieux de travail sont généralement soumis à des contrôles de sécurité alimentaire par le gouvernement local pour prévenir la contamination bactérienne qui peut provoquer des maladies d'origine alimentaire chez les consommateurs. Des exemples d'agents pathogènes connus dans la viande comprennent la salmonelle et Escherichia coli. Dans ces usines de transformation de la viande, le travail est devenu très spécialisé, presque tout le travail étant effectué sur des lignes de production de démontage où la viande se déplace sur des chaînes et des convoyeurs, et chaque travailleur n'effectue qu'une seule opération. La quasi-totalité de la coupe et de la transformation est encore effectuée par des ouvriers. Les travaux de production peuvent nécessiter entre 10,000 20,000 et XNUMX XNUMX coupes par jour. Dans certaines grandes usines aux États-Unis, par exemple, quelques travaux, tels que le fendage des carcasses et le tranchage du bacon, ont été automatisés.
Processus d'abattage
Les animaux sont rassemblés dans un enclos d'attente jusqu'à l'abattage (voir figure 1). L'animal doit être étourdi avant d'être saigné, sauf s'il a été abattu conformément aux rites juifs ou musulmans. Habituellement, l'animal est soit assommé avec un pistolet paralysant à boulon, soit avec un pistolet paralysant utilisant de l'air comprimé qui enfonce une épingle dans la tête (le bulbe rachidien) de l'animal. Après l'étourdissement ou le « cognement », l'une des pattes arrière de l'animal est fixée par une chaîne accrochée à un convoyeur aérien qui transfère l'animal dans la pièce voisine, où il est saigné en « collant » les artères jugulaires dans le cou avec un couteau bien aiguisé. Le processus de saignée s'ensuit et le sang est évacué par des tuyaux pour être traité aux étages inférieurs.
Figure 1. Organigramme d'abattage de boeuf
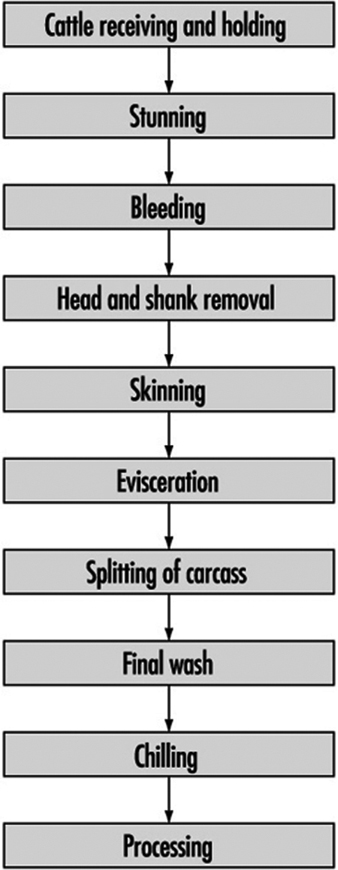
La peau (peau) est retirée par une série de coupes avec des couteaux (de nouveaux couteaux pneumatiques sont utilisés dans les grandes usines pour certaines opérations de retrait de la peau) et l'animal est ensuite suspendu par les deux pattes arrière au système de convoyeur aérien. Dans certaines exploitations porcines, la peau n'est pas enlevée à ce stade. Au lieu de cela, les poils sont éliminés en envoyant la carcasse dans des réservoirs d'eau chauffée à 58 ºC, puis dans une machine à épiler qui enlève les poils de la peau. Tous les poils restants sont enlevés par flambage et enfin rasage.
Les pattes avant puis les viscères (intestins) sont retirés. La tête est ensuite coupée et lâchée, et la carcasse est divisée en deux verticalement le long de la colonne vertébrale. Les scies à ruban hydrauliques sont l'outil habituel pour ce travail. Une fois la carcasse fendue, elle est rincée à l'eau chaude et peut être aspirée à la vapeur ou même traitée avec un nouveau procédé de pasteurisation introduit dans certains pays.
Les inspecteurs sanitaires du gouvernement inspectent généralement après l'enlèvement de la tête, l'enlèvement des viscères et le fendage de la carcasse et le lavage final.
Après cela, la carcasse, toujours suspendue au système de convoyeur aérien, se déplace vers une chambre froide pour être refroidie au cours des 24 à 36 heures suivantes. La température est généralement d'environ 2 ºC pour ralentir la croissance bactérienne et empêcher la détérioration.
En cours
Une fois refroidies, les moitiés de carcasse sont ensuite découpées en quartiers avant et arrière. Après cela, les pièces sont ensuite divisées en coupes principales, en fonction des spécifications du client. Certains quartiers sont transformés pour être livrés comme quartiers avant ou arrière sans autre parage significatif. Ces pièces peuvent peser de 70 à 125 kg. De nombreuses usines (aux États-Unis, la majorité des usines) effectuent une transformation ultérieure de la viande (certaines usines ne font que cette transformation et reçoivent leur viande des abattoirs). Les produits de ces usines sont expédiés dans des caisses d'environ 30 kg.
La coupe se fait à la main ou à la scie électrique, selon les coupes, généralement après des opérations de parage pour enlever la peau. De nombreuses usines utilisent également de grands broyeurs pour broyer les hamburgers et autres viandes hachées. La transformation ultérieure peut impliquer des équipements tels que des presses à bacon, des gobelets et des extrudeuses à jambon, des trancheuses à bacon, des attendrisseurs de viande électriques et des fumoirs. Les bandes transporteuses et les vis sans fin sont souvent utilisées pour transporter le produit. Les zones de traitement sont également maintenues au frais, avec des températures de l'ordre de 4 °C.
Les viandes d'abats, comme le foie, les cœurs, les ris de veau, les langues et les glandes, sont transformées dans une zone séparée.
De nombreuses usines traitent également les peaux avant de les envoyer à un tanneur.
Les dangers et leur prévention
Le conditionnement de la viande a l'un des taux de blessures les plus élevés de toutes les industries. Un travailleur peut être blessé par les animaux en mouvement alors qu'ils sont conduits à travers l'enclos d'attente dans l'usine. Une formation adéquate doit être donnée aux travailleurs sur la manipulation des animaux vivants, et une exposition minimale des travailleurs dans ce processus est conseillée. Les pistolets paralysants peuvent se décharger prématurément ou par inadvertance pendant que les travailleurs tentent d'immobiliser les animaux. Les chutes d'animaux et les réactions du système nerveux chez les bovins étourdis qui provoquent des secousses présentent des risques pour les travailleurs de la zone. De plus, de nombreuses opérations utilisent une série de crochets, de chaînes et de rails de tram de convoyeur pour déplacer le produit entre les étapes de traitement, posant le risque de chute des carcasses et du produit.
Un entretien adéquat de tout l'équipement est nécessaire, en particulier l'équipement utilisé pour déplacer la viande. Ces équipements doivent être vérifiés fréquemment et réparés au besoin. Des protections adéquates pour frapper les armes à feu, telles que des interrupteurs de sécurité et s'assurer qu'il n'y a pas de retour de flamme, doivent être prises. Les travailleurs impliqués dans les opérations de frapper et de coller doivent être formés sur les dangers de ce travail, ainsi que des couteaux protégés et un équipement de protection pour éviter les blessures. Pour les opérations de collage, cela comprend des protège-bras, des gants en filet et des couteaux à protection spéciale.
Tant dans l'abattage que dans la transformation ultérieure des animaux, des couteaux à main et des dispositifs de coupe mécaniques sont utilisés. Les dispositifs de coupe mécaniques comprennent les fendeuses de tête, les fendeuses d'os, les arrache-museau, les scies à ruban et circulaires électriques, les couteaux à lame circulaire électriques ou pneumatiques, les rectifieuses et les processeurs de bacon. Ces types d'opérations présentent un taux élevé de blessures, allant des coupures au couteau aux amputations, en raison de la vitesse à laquelle les travailleurs opèrent, du danger inhérent aux outils utilisés et de la nature souvent glissante du produit des processus gras et humides. Les travailleurs peuvent être coupés par leurs propres couteaux et par les couteaux d'autres travailleurs pendant le processus de boucherie (voir figure 2).
Figure 2. Couper et trier la viande sans équipement de protection dans une usine de conditionnement de viande thaïlandaise

Les opérations ci-dessus nécessitent un équipement de protection, notamment des casques de protection, des chaussures, des gants et des tabliers en filet, des protège-poignets et avant-bras et des tabliers imperméables. Des lunettes de protection peuvent être nécessaires pendant les opérations de désossage, de parage et de coupe pour empêcher les corps étrangers de pénétrer dans les yeux des travailleurs. Les gants en maille métallique ne doivent pas être utilisés lors de l'utilisation de tout type de scie électrique ou électrique. Les scies et outils électriques doivent être équipés de protections de sécurité appropriées, telles que des protège-lames et des interrupteurs d'arrêt. Les pignons et chaînes non protégés, les bandes transporteuses et autres équipements peuvent présenter un danger. Tous ces équipements doivent être correctement protégés. Les couteaux à main doivent également avoir des protections pour empêcher la main qui tient le couteau de glisser sur la lame. Une formation et un espacement adéquat entre les travailleurs sont nécessaires pour mener les opérations en toute sécurité.
Les travailleurs qui entretiennent, nettoient ou débloquent des équipements tels que des tapis roulants, des transformateurs de bacon, des hachoirs à viande et d'autres équipements de transformation sont exposés au risque de démarrage intempestif de l'équipement. Cela a causé des décès et des amputations. Certains équipements sont nettoyés pendant leur fonctionnement, ce qui expose les travailleurs au risque de se coincer dans les machines.
Les travailleurs doivent être formés aux procédures de verrouillage/étiquetage de sécurité. La mise en œuvre de procédures empêchant les travailleurs de réparer, de nettoyer ou de débloquer l'équipement jusqu'à ce que l'équipement soit éteint et verrouillé permettra d'éviter les blessures. Les travailleurs impliqués dans le cadenassage des équipements doivent être formés sur les procédures de neutralisation de toutes les sources d'énergie.
Les planchers et les escaliers mouillés et traîtreusement glissants dans toute l'usine présentent un grave danger pour les travailleurs. Les plates-formes de travail surélevées présentent également un risque de chute. Les travailleurs doivent être équipés de chaussures de sécurité à semelles antidérapantes. Des revêtements de sol antidérapants et des sols rugueux, approuvés par les agences de santé locales, sont disponibles et doivent être utilisés sur les sols et les escaliers. Un drainage adéquat dans les zones humides doit être fourni, ainsi qu'un entretien ménager approprié et adéquat des sols pendant les heures de production afin de minimiser les surfaces humides et glissantes. Toutes les surfaces surélevées doivent également être correctement équipées de garde-corps à la fois pour empêcher les chutes accidentelles des travailleurs et pour empêcher le contact des travailleurs et la chute de matériaux des convoyeurs. Les plinthes doivent également être utilisées sur les plates-formes surélevées, si nécessaire. Des garde-corps doivent également être utilisés dans les escaliers de l'atelier de production pour éviter les glissades.
La combinaison de conditions de travail humides et de câblage électrique élaboré présente un risque d'électrocution pour les travailleurs. Tous les équipements doivent être correctement mis à la terre. Les boîtes de prises électriques doivent être munies de couvercles qui protègent efficacement contre tout contact accidentel. Tout le câblage électrique doit être vérifié périodiquement pour détecter les fissures, l'effilochage ou d'autres défauts, et tout l'équipement électrique doit être mis à la terre. Des disjoncteurs de fuite à la terre doivent être utilisés dans la mesure du possible.
Le transport de carcasses (qui peuvent peser jusqu'à 140 kg) et le levage répétitif de caisses de viande de 30 kg prêtes à être expédiées peuvent causer des blessures au dos. Les troubles traumatiques cumulatifs tels que le syndrome du canal carpien, les tendinites et les ténosynovites sont répandus dans l'industrie. Aux États-Unis, par exemple, les usines de conditionnement de viande ont des taux plus élevés de ces troubles que toute autre industrie. Le poignet, le coude et l'épaule sont tous touchés. Ces troubles peuvent provenir de la nature très répétitive et énergique du travail à la chaîne dans les usines, de l'utilisation d'équipements vibrants dans certains travaux, de l'utilisation de couteaux émoussés, de la découpe de viande congelée et de l'utilisation de tuyaux à haute pression pour le nettoyage. opérations. La prévention de ces troubles passe par une refonte ergonomique des équipements, l'utilisation d'assistances mécaniques, un entretien vigilant des équipements vibrants pour minimiser les vibrations et une amélioration de la formation des travailleurs et des programmes médicaux. Les mesures de reconception ergonomiques comprennent :
- abaisser les convoyeurs aériens pour réduire les projections aériennes répétitives sur les lignes de production (voir figure 3)
- plates-formes horizontales mobiles qui permettent aux travailleurs de diviser les animaux avec un minimum de portée
- fournir des couteaux tranchants avec des poignées redessinées
- construire des aides mécaniques qui réduisent la force d'un travail (voir figure 4)
- augmentation de la dotation en personnel pour les travaux à force élevée, garantissant des outils à main et des gants de taille appropriée et une conception soignée des zones d'emballage pour minimiser la torsion lors du levage, ainsi que pour minimiser le levage sous les genoux et au-dessus des épaules
- palans à vide et autres appareils de levage mécaniques pour réduire le levage des caisses (voir figure 5).
Figure 3. Avec des tapis roulants situés sous les tables de travail, les travailleurs peuvent pousser les produits finis à travers un trou dans la table au lieu d'avoir à jeter la viande par-dessus leur tête

Travailleurs unis de l'alimentation et du commerce, AFL-CIO
Figure 4. Le fait d'avoir des os de pagaie tirés par la force d'une chaîne attachée plutôt que manuellement réduit les risques musculo-squelettiques

Travailleurs unis de l'alimentation et du commerce, AFL-CIO
Figure 5. L'utilisation de palans à vide pour soulever les caisses permet aux travailleurs de guider les caisses plutôt que de les charger à la main

Travailleurs unis de l'alimentation et du commerce, AFL-CIO
Les allées et les allées doivent être sèches et exemptes d'obstacles afin que le transport et le transport de charges lourdes puissent être effectués en toute sécurité.
Les travailleurs doivent être formés ou utiliser correctement les couteaux. Couper de la viande congelée doit être complètement évité.
Une intervention médicale et un traitement précoces pour les travailleurs symptomatiques sont également souhaitables. En raison de la nature similaire des facteurs de stress sur les emplois dans cette industrie, la rotation des emplois doit être utilisée avec prudence. Des analyses de tâches doivent être effectuées et révisées pour s'assurer que les mêmes groupes de tendons musculaires ne sont pas utilisés dans différentes tâches. De plus, les travailleurs doivent être adéquatement formés à tous les postes de toute rotation prévue.
Les machines et équipements trouvés dans les usines de conditionnement de viande produisent un niveau de bruit élevé. Les travailleurs doivent être munis de bouchons d'oreille, ainsi que des examens auditifs pour déterminer toute perte auditive potentielle. En outre, des équipements d'insonorisation doivent être utilisés sur les machines dans la mesure du possible. Un bon entretien des systèmes de convoyage peut éviter les bruits inutiles.
Les travailleurs peuvent être exposés à des produits chimiques toxiques lors du nettoyage et de la désinfection de l'équipement. Les composés utilisés comprennent à la fois des nettoyants alcalins (caustiques) et acides. Ceux-ci peuvent provoquer une sécheresse, des éruptions cutanées allergiques et d'autres problèmes de peau. Les liquides peuvent éclabousser et brûler les yeux. Selon le type de produit de nettoyage utilisé, des EPI, y compris des protections pour les yeux, le visage et les bras, des tabliers et des chaussures de protection, doivent être fournis. Des installations de lavage des mains et des yeux doivent également être disponibles. Les tuyaux à haute pression utilisés pour transporter l'eau chaude pour désinfecter l'équipement peuvent également causer des brûlures. Une formation adéquate des travailleurs sur l'utilisation de ces tuyaux est importante. Le chlore dans l'eau utilisée pour laver les carcasses peut également provoquer une irritation des yeux, de la gorge et de la peau. De nouveaux rinçages antibactériens sont introduits du côté de l'abattage pour réduire les bactéries qui peuvent causer des maladies d'origine alimentaire. Une ventilation adéquate doit être prévue. Des précautions particulières doivent être prises pour s'assurer que la force des produits chimiques ne dépasse pas les instructions du fabricant.
L'ammoniac est utilisé comme réfrigérant dans l'industrie et les fuites d'ammoniac des tuyaux sont courantes. Le gaz ammoniac est irritant pour les yeux et la peau. Une exposition légère à modérée au gaz peut produire des maux de tête, des brûlures dans la gorge, de la transpiration, des nausées et des vomissements. Si l'évacuation n'est pas possible, il peut y avoir une grave irritation des voies respiratoires, produisant de la toux, un œdème pulmonaire ou un arrêt respiratoire. Un entretien adéquat des conduites de réfrigération est essentiel pour prévenir de telles fuites. De plus, une fois qu'une fuite d'ammoniac est détectée, des procédures de surveillance et d'évacuation doivent être effectuées pour éviter les expositions dangereuses.
Dioxyde de carbone (CO2) sous forme de neige carbonique est utilisé dans la zone de conditionnement. Au cours de ce processus, le CO2 du gaz peut s'échapper de ces cuves et se répandre dans la pièce. L'exposition peut causer des maux de tête, des étourdissements, des nausées, des vomissements et, à des niveaux élevés, la mort. Une ventilation adéquate doit être prévue.
Les réservoirs de sang présentent des risques associés aux espaces confinés si l'usine n'utilise pas une tuyauterie fermée et un système de traitement pour le sang. Les substances toxiques émises par la décomposition du sang et le manque d'oxygène présentent de graves dangers pour ceux qui doivent entrer et/ou nettoyer les réservoirs ou travailler dans la zone. Avant l'entrée, l'atmosphère doit être testée pour les produits chimiques toxiques, et la présence d'oxygène adéquat doit être assurée.
Les travailleurs sont exposés à des maladies infectieuses telles que la brucellose, l'érysipéloïde, la leptospirose, les dermatophytoses et les verrues.
La brucellose est causée par une bactérie et se transmet par la manipulation de bovins ou de porcs infectés. Les personnes infectées par cette bactérie souffrent de fièvre constante ou récurrente, de maux de tête, de faiblesse, de douleurs articulaires, de sueurs nocturnes et de perte d'appétit. Limiter le nombre de bovins infectés abattus est l'une des clés de la prévention de ce trouble.
L'érysipéloïde et la leptospirose sont également causées par des bactéries. L'érysipéloïde est transmis par l'infection des plaies perforantes cutanées, des égratignures et des écorchures; il provoque des rougeurs et des irritations autour du site de l'infection et peut se propager à la circulation sanguine et aux ganglions lymphatiques. La leptospirose se transmet par contact direct avec des animaux infectés ou par l'eau, le sol humide ou la végétation contaminés par l'urine d'animaux infectés. Des douleurs musculaires, des infections oculaires, de la fièvre, des vomissements, des frissons et des maux de tête se produisent, et des dommages aux reins et au foie peuvent se développer.
La dermatophytose, quant à elle, est une maladie fongique et se transmet par contact avec les cheveux et la peau de personnes et d'animaux infectés. La dermatophytose, également connue sous le nom de teigne, provoque la chute des cheveux et la formation de petites croûtes jaunâtres en forme de coupe sur le cuir chevelu.
La verrue vulgaire, une verrue causée par un virus, peut être propagée par des travailleurs infectieux qui ont contaminé des serviettes, de la viande, des couteaux à poisson, des tables de travail ou d'autres objets.
D'autres maladies que l'on trouve dans les usines de conditionnement de viande dans certains pays comprennent la fièvre Q et la tuberculose. Les principaux porteurs de la fièvre Q sont les bovins, les ovins, les caprins et les tiques. Les humains sont généralement infectés par l'inhalation de particules aérosolisées provenant d'environnements contaminés. Les symptômes typiques comprennent la fièvre, des malaises, des maux de tête sévères et des douleurs musculaires et abdominales. L'incidence des anticorps toxoplasmiques chez les travailleurs des abattoirs est élevée dans certains pays.
La dermatite est également courante dans les usines de conditionnement de viande. L'exposition au sang et à d'autres fluides animaux, l'exposition à des conditions humides et l'exposition aux produits de nettoyage utilisés pour le nettoyage/l'assainissement dans les installations peuvent entraîner une irritation de la peau.
Les maladies infectieuses et les dermatites peuvent être évitées grâce à une hygiène personnelle comprenant un accès rapide et facile à des installations sanitaires et de lavage des mains contenant du savon et des essuie-mains jetables, la fourniture d'EPI appropriés (qui peuvent inclure des gants de protection ainsi qu'une protection oculaire et respiratoire le cas échéant). l'exposition aux fluides corporels d'animaux en suspension dans l'air est possible), l'utilisation de certaines crèmes protectrices pour fournir une protection limitée contre les irritants, l'éducation des travailleurs et les soins médicaux précoces.
L'aire d'abattage, où se font l'abattage, la saignée et le fendage de l'animal, peut être particulièrement chaude et humide. Un système de ventilation fonctionnant correctement qui élimine l'air chaud et humide et prévient le stress thermique doit être utilisé. Les ventilateurs, de préférence aériens ou de toit, augmentent le mouvement de l'air. Des boissons devraient être fournies pour remplacer les liquides et les sels perdus par la transpiration, et des pauses fréquentes, dans un endroit frais, devraient être autorisées.
Il existe également une odeur particulière dans les abattoirs, due à un mélange d'odeurs telles que celles du cuir mouillé, du sang, du vomi, de l'urine et des excréments d'animaux. Cette odeur se répand dans tout le plancher d'abattage, les abats, l'équarrissage et les zones de masquage. Une ventilation par aspiration est nécessaire pour éliminer les odeurs.
Les environnements de travail réfrigérés sont essentiels dans l'industrie du conditionnement de la viande. La transformation et le transport des produits carnés nécessitent généralement des températures égales ou inférieures à 9 °C. Les zones telles que les congélateurs peuvent nécessiter des températures aussi basses que –40 °C. Les blessures liées au froid les plus courantes sont les engelures, les engelures, le pied d'immersion et le pied des tranchées, qui surviennent dans des zones localisées du corps. L'hypothermie est une conséquence grave du stress dû au froid. Le système respiratoire, le système circulatoire et le système ostéoarticulaire peuvent également être affectés par une surexposition au froid.
Pour prévenir les conséquences du stress dû au froid et réduire les dangers des conditions de travail au froid, les travailleurs doivent porter des vêtements appropriés et le lieu de travail doit disposer d'un équipement, de contrôles administratifs et de contrôles techniques appropriés. Plusieurs couches de vêtements offrent une meilleure protection que des vêtements épais simples. L'équipement de refroidissement et les systèmes de distribution d'air doivent minimiser la vitesse de l'air. Les refroidisseurs doivent être placés aussi loin que possible des travailleurs, et des déflecteurs et des barrières anti-vent doivent être utilisés pour protéger les travailleurs contre le refroidissement éolien.
Blessures et maladies non malignes
blessures
Seules des statistiques limitées sont disponibles sur les taux d'accidents en général dans cette industrie. Comparé à d'autres industries manufacturières, le taux d'accidents en 1990 en Finlande était inférieur à la moyenne; au Canada, les taux de 1990 à 1994 étaient semblables à ceux des autres industries; aux États-Unis, le taux de 1988 était légèrement supérieur à la moyenne; en Suède et en Allemagne, les taux étaient de 25 % et 70 % supérieurs à la moyenne (BIT 1992; Workers' Compensation Board of British Columbia 1995).
Les facteurs de risque les plus couramment rencontrés pour les accidents graves et mortels dans l'industrie des pâtes et papiers sont l'équipement de fabrication du papier lui-même et la taille et le poids extrêmes des balles et des rouleaux de pâte ou de papier. Dans une étude menée en 1993 par le gouvernement des États-Unis sur les décès au travail de 1979 à 1984 dans les usines de pâtes, papiers et cartons (US Department of Commerce 1993), 28 % étaient dus à des travailleurs coincés dans ou entre des rouleaux ou des équipements en rotation (« points de pincement »). ) et
18 % étaient dus à des travailleurs écrasés par des chutes ou des chutes d'objets, en particulier des rouleaux et des balles. Les autres causes de décès multiples comprenaient l'électrocution, l'inhalation de sulfure d'hydrogène et d'autres gaz toxiques, des brûlures thermiques/chimiques massives et un cas d'épuisement par la chaleur. Le nombre d'accidents graves associés aux machines à papier a diminué avec l'installation d'équipements plus récents dans certains pays. Dans le secteur de la transformation, le travail répétitif et monotone et l'utilisation d'équipements mécanisés avec des vitesses et des forces plus élevées sont devenus plus courants. Bien qu'aucune donnée sectorielle ne soit disponible, on s'attend à ce que ce secteur connaisse des taux plus élevés de blessures de surmenage associées au travail répétitif.
Maladies non malignes
Les problèmes de santé les mieux documentés rencontrés par les travailleurs des usines de pâte à papier sont les troubles respiratoires aigus et chroniques (Torén, Hagberg et Westberg 1996). L'exposition à des concentrations extrêmement élevées de chlore, de dioxyde de chlore ou de dioxyde de soufre peut se produire à la suite d'une fuite ou d'un autre processus perturbé. Les travailleurs exposés peuvent développer des lésions pulmonaires aiguës induites par des produits chimiques avec une inflammation grave des voies respiratoires et une libération de liquide dans les espaces aériens, nécessitant une hospitalisation. L'étendue des dommages dépend de la durée et de l'intensité de l'exposition, ainsi que du gaz spécifique impliqué. Si le travailleur survit à l'épisode aigu, il peut se rétablir complètement. Cependant, lors d'incidents d'exposition moins intenses (généralement également à la suite de perturbations ou de déversements de processus), une exposition aiguë au chlore ou au dioxyde de chlore peut déclencher le développement ultérieur de l'asthme. Cet asthme induit par des irritants a été enregistré dans de nombreux rapports de cas et études épidémiologiques récentes, et les preuves actuelles indiquent qu'il peut persister pendant de nombreuses années après l'incident d'exposition. Les travailleurs exposés de manière similaire qui ne développent pas d'asthme peuvent présenter une irritation nasale, une toux, une respiration sifflante et une réduction des débits d'air constamment accrues. Les travailleurs les plus exposés à ces incidents d'exposition sont les travailleurs de l'entretien, les travailleurs des usines de blanchiment et les travailleurs de la construction sur les sites des usines de pâte à papier. Des niveaux élevés d'exposition au dioxyde de chlore provoquent également une irritation des yeux et la sensation de voir des halos autour des lumières.
Certaines études sur la mortalité ont indiqué un risque accru de décès par maladie respiratoire chez les travailleurs des usines de pâte à papier exposés au dioxyde de soufre et à la poussière de papier (Jäppinen et Tola 1990; Torén, Järvholm et Morgan 1989). Une augmentation des symptômes respiratoires a également été signalée chez les travailleurs des usines de sulfite qui sont exposés de façon chronique à de faibles niveaux de dioxyde de soufre (Skalpe, 1964), bien qu'une obstruction accrue des voies respiratoires ne soit normalement pas signalée parmi les populations des usines de pâte à papier en général. Des symptômes d'irritation respiratoire sont également signalés par des travailleurs exposés à de fortes concentrations atmosphériques de terpènes dans les processus de récupération de la térébenthine souvent présents sur les sites des usines de pâte à papier. Il a également été rapporté que la poussière de papier mou était associée à une augmentation de l'asthme et des maladies pulmonaires obstructives chroniques (Torén, Hagberg et Westberg 1996).
L'exposition aux micro-organismes, en particulier autour des tas de copeaux et de déchets de bois, des écorceuses et des presses à boues, crée un risque accru de réactions d'hypersensibilité dans les poumons. Les preuves en ce sens semblent se limiter à des rapports de cas isolés de pneumopathie d'hypersensibilité, qui peuvent entraîner des cicatrices pulmonaires chroniques. La bagassose, ou pneumopathie d'hypersensibilité associée à l'exposition à des micro-organismes thermophiles et à la bagasse (un sous-produit de la canne à sucre), est encore observée dans les usines utilisant la bagasse comme fibre.
Parmi les autres risques respiratoires couramment rencontrés dans l'industrie des pâtes et papiers, mentionnons les fumées de soudage de l'acier inoxydable et l'amiante (voir « Amiante », « Nickel » et « Chrome » ailleurs dans le Encyclopédie). Les travailleurs de l'entretien sont le groupe le plus susceptible d'être exposé à ces expositions.
Les composés soufrés réduits (y compris le sulfure d'hydrogène, les disulfures de diméthyle et les mercaptans) sont de puissants irritants oculaires et peuvent provoquer des maux de tête et des nausées chez certains travailleurs. Ces composés ont des seuils d'odeur très bas (plage ppb) chez les individus non exposés auparavant ; cependant, parmi les travailleurs de longue date de l'industrie, les seuils d'odeur sont considérablement plus élevés. Des concentrations de l'ordre de 50 à 200 ppm produisent une fatigue olfactive, et les sujets ne peuvent plus détecter l'odeur distinctive « d'œufs pourris ». À des concentrations plus élevées, l'exposition entraînera une perte de conscience, une paralysie respiratoire et la mort. Des décès associés à l'exposition à des composés de soufre réduit dans des espaces confinés se sont produits sur des sites d'usines de pâte à papier.
Il a été rapporté que la mortalité cardiovasculaire était augmentée chez les travailleurs des pâtes et papiers, certaines preuves exposition-réponse suggérant un lien possible avec l'exposition à des composés soufrés réduits (Jäppinen 1987; Jäppinen et Tola 1990). Cependant, d'autres causes de cette mortalité accrue peuvent inclure l'exposition au bruit et le travail posté, qui ont tous deux été associés à un risque accru de cardiopathie ischémique dans d'autres industries.
Les problèmes de peau rencontrés par les travailleurs des usines de pâtes et papiers comprennent les brûlures chimiques et thermiques aiguës et la dermatite de contact (irritante et allergique). Les travailleurs des usines de pâte à papier dans les usines de traitement kraft subissent fréquemment des brûlures alcalines de la peau à la suite d'un contact avec des liqueurs de réduction en pâte chaudes et des suspensions d'hydroxyde de calcium provenant du processus de récupération. La dermatite de contact est signalée plus fréquemment chez les travailleurs des papeteries et de la transformation, car de nombreux additifs, agents anti-mousse, biocides, encres et colles utilisés dans la fabrication du papier et des produits en papier sont des irritants et des sensibilisants cutanés primaires. Une dermatite peut résulter d'une exposition aux produits chimiques eux-mêmes ou de la manipulation de papier ou de produits en papier fraîchement traités.
Le bruit est un danger important dans l'industrie des pâtes et papiers. Le département américain du travail a estimé que des niveaux de bruit supérieurs à 85 dBA étaient observés dans plus de 75 % des usines des industries du papier et des produits connexes, contre 49 % des usines de fabrication en général, et que plus de 40 % des travailleurs étaient régulièrement exposés à des niveaux de bruit supérieurs à 85 dBA (US Department of Commerce 1983). Les niveaux de bruit autour des machines à papier, des déchiqueteuses et des chaudières de récupération sont généralement bien supérieurs à 90 dBA. Les opérations de conversion ont également tendance à générer des niveaux de bruit élevés. La réduction de l'exposition des travailleurs autour des machines à papier est généralement tentée par l'utilisation de salles de contrôle fermées. En transformation, où l'opérateur est généralement posté à côté de la machine, ce type de mesure de contrôle est rarement utilisé. Cependant, lorsque les machines de conversion ont été fermées, cela a entraîné une diminution de l'exposition à la fois à la poussière de papier et au bruit.
Une exposition excessive à la chaleur est rencontrée par les travailleurs des papeteries travaillant dans les zones des machines à papier, avec des températures de 60 ° C enregistrées, bien qu'aucune étude des effets de l'exposition à la chaleur dans cette population ne soit disponible dans la littérature scientifique publiée.
Céréales agricoles et oléagineux
Plusieurs plantes de la famille des graminées, notamment le blé, le seigle, l'orge, l'avoine, le maïs, le riz, le sorgho et le millet, sont des produits agricoles précieux, représentant le plus grand effort dans l'agriculture de production. Les céréales fournissent une forme concentrée de glucides et sont une importante source de nourriture pour les animaux et les humains.
Dans l'alimentation humaine, les céréales représentent environ 60 % des calories et 55 % des protéines, et sont utilisées aussi bien pour les aliments que pour les boissons. Le pain est le produit alimentaire le plus connu à base de céréales, bien que les céréales soient également importantes dans la production de bière et d'alcool. Le grain est un ingrédient de base dans la distillation des spiritueux neutres qui produisent des liqueurs au goût et à l'arôme de grain. Les céréales sont également utilisées pour fabriquer des aliments pour les animaux, y compris les animaux de compagnie, les animaux de travail et les animaux élevés dans la production de produits à base de viande destinés à la consommation humaine.
La production céréalière remonte au début de la civilisation. En 1996, la production mondiale de céréales était de 2,003,380,000 10 1980 1997 tonnes. Ce volume a augmenté de plus de XNUMX% depuis le milieu des années XNUMX (FAO XNUMX).
Trois des principales céréales produites pour leur huile, également appelées oléagineux, sont le soja, le colza et le tournesol. Bien qu'il existe dix types différents de cultures oléagineuses, ces trois représentent la majorité du marché, avec le soja en tête. Pratiquement toutes les graines oléagineuses sont broyées et transformées pour produire des huiles végétales et des farines riches en protéines. Une grande partie de l'huile végétale est utilisée comme huile de salade ou de cuisine, et la farine est principalement utilisée dans les aliments pour animaux. La production mondiale d'oléagineux en 1996 était de 91,377,790 41 1986 tonnes, soit une augmentation de près de 1997 % depuis XNUMX (FAO XNUMX).
La production de céréales et d'oléagineux est influencée par des facteurs régionaux comme les conditions météorologiques et la géographie. Les sols et les environnements secs limitent la production de maïs, tandis que les sols humides découragent la production de blé. La température, les précipitations, la fertilité du sol et la topographie affectent également le type de grain ou d'oléagineux qui peut être produit avec succès dans une région.
Pour la production de céréales et d'oléagineux, le travail se répartit en quatre domaines : la préparation et la plantation du lit de semence, la récolte, le stockage et le transport de la récolte vers le marché ou les installations de transformation. Dans l'agriculture moderne, certains de ces processus ont complètement changé, mais d'autres processus ont peu changé depuis les débuts de la civilisation. Cependant, la mécanisation de l'agriculture a créé de nouvelles situations et des problèmes de sécurité.
Les dangers et leur prévention
Tous les outils utilisés dans la récolte des céréales - des moissonneuses-batteuses complexes à la simple faux - ont un aspect en commun : ils sont dangereux. Les outils de récolte sont agressifs; ils sont conçus pour couper, mâcher ou hacher les matières végétales qui y sont placées. Ces outils ne font pas de distinction entre une culture et une personne. Divers risques mécaniques associés à la récolte du grain comprennent le point de cisaillement, l'entraînement, le point d'écrasement, l'enchevêtrement, le point d'enroulement et le point de pincement. Une moissonneuse-batteuse tire des tiges de maïs à une vitesse de 3.7 mètres par seconde (m/s), trop rapidement pour que les humains évitent l'enchevêtrement, même avec un temps de réaction normal. Les vis sans fin et les unités de prise de force sont utilisées pour déplacer le grain, faire pivoter et avoir des vitesses d'enrubannage de 3 m/s et 2 m/s, respectivement, et présentent également un risque d'enchevêtrement.
Les travailleurs agricoles peuvent également subir une perte auditive due au bruit des machines et équipements de grande puissance utilisés dans la production agricole. Les ventilateurs à aubes axiales qui forcent l'air chauffé à travers un silo ou une structure de stockage pour sécher le grain peuvent générer des niveaux de bruit de 110 dBA ou plus. Étant donné que les unités de séchage des céréales sont souvent situées à proximité des habitations et fonctionnent en continu tout au long d'une saison, elles entraînent souvent une perte auditive importante chez les ouvriers agricoles ainsi que les membres de la famille sur de longues périodes. D'autres sources de bruit qui peuvent contribuer à la perte auditive sont les machines telles que les tracteurs, les moissonneuses-batteuses et les équipements de convoyage, ainsi que le grain passant par une goulotte à gravité.
Les travailleurs agricoles peuvent également être exposés à des risques importants de suffocation en s'engouffrant dans le grain qui coule ou en s'effondrant sur les surfaces du grain. Une personne prise dans le grain est presque impossible à sauver en raison du poids énorme du grain. Les travailleurs peuvent éviter de s'engouffrer dans le flux de grain en coupant toujours toutes les sources d'alimentation de l'équipement de déchargement et de transport avant d'entrer dans une zone et en verrouillant toutes les vannes d'écoulement par gravité. L'engloutissement dans une surface de grain effondrée est difficile à prévenir, mais les travailleurs peuvent éviter la situation en connaissant l'historique de la structure de stockage et le grain qu'elle contient. Tous les travailleurs doivent suivre les procédures d'entrée dans les espaces confinés pour les risques d'engloutissement physique lorsqu'ils travaillent avec du grain.
Lors de la récolte, de l'entreposage et du transport des céréales et des oléagineux, les travailleurs agricoles sont exposés à des poussières, des spores, des mycotoxines et des endotoxines qui peuvent être nocives pour le système respiratoire. La poussière biologiquement active est capable de produire des irritations et/ou des réactions allergiques, inflammatoires ou infectieuses dans les poumons. Les travailleurs peuvent éviter ou réduire leur exposition à la poussière, ou porter des équipements de protection individuelle tels que des respirateurs à filtre mécanique ou des respirateurs à adduction d'air dans les environnements poussiéreux. Certains systèmes de manutention et de stockage minimisent la création de poussière, et des additifs tels que les huiles végétales peuvent empêcher la poussière de se propager dans l'air.
Dans certaines conditions pendant le stockage, le grain peut se gâter et émettre des gaz qui présentent un risque de suffocation. Dioxyde de carbone (CO2) peut s'accumuler au-dessus d'une surface de grain pour déplacer l'oxygène, ce qui peut nuire aux travailleurs si les niveaux d'oxygène chutent en dessous de 19.5 %. Les respirateurs à filtre mécanique sont inutiles dans ces situations.
Un autre danger est le potentiel d'incendies et d'explosions qui peuvent se produire lorsque les céréales ou les oléagineux sont entreposés ou manipulés. Les particules de poussière qui sont en suspension dans l'air lorsque le grain est déplacé créent une atmosphère propice à une explosion puissante. Seule une source d'allumage est nécessaire, telle qu'un roulement surchauffé ou une courroie frottant contre un composant du boîtier. Les plus grands dangers existent dans les grands silos portuaires ou les silos communautaires intérieurs où d'énormes volumes de céréales sont manutentionnés. Un entretien préventif régulier et de bonnes politiques d'entretien minimisent le risque d'inflammation possible et d'atmosphères explosives.
Les produits chimiques utilisés au début du cycle de production des cultures pour la préparation du lit de semence et la plantation peuvent également présenter des risques pour les travailleurs agricoles. Les produits chimiques peuvent augmenter la fertilité des sols, réduire la concurrence des mauvaises herbes et des insectes et augmenter les rendements. La plus grande préoccupation concernant les dangers des produits chimiques agricoles est l'exposition à long terme; cependant, l'ammoniac anhydre, un engrais liquide comprimé, peut causer des dommages immédiats. Ammoniac anhydre (NH3) est un composé hygroscopique, ou à la recherche d'eau, et des brûlures caustiques se produisent lorsqu'il dissout les tissus corporels. Le gaz ammoniac est un puissant irritant pulmonaire, mais possède de bonnes propriétés d'avertissement. Il a également un point d'ébullition bas et gèle au contact, provoquant un autre type de brûlure grave. Le port d'équipements de protection est le meilleur moyen de réduire les risques d'exposition. En cas d'exposition, les premiers soins nécessitent un rinçage immédiat de la zone à grande eau.
Les travailleurs de la production céréalière sont également exposés à des blessures potentielles causées par des glissades et des chutes. Une personne peut mourir de blessures lors d'une chute d'une hauteur aussi basse que 3.7 m, ce qui est facilement dépassé par les plates-formes de l'opérateur sur la plupart des machines ou des structures de stockage du grain. Les structures de stockage des céréales mesurent au moins 9 et jusqu'à 30 m de haut, accessibles uniquement par des échelles. Le mauvais temps peut rendre les surfaces glissantes à cause de la pluie, de la boue, de la glace ou de l'accumulation de neige. Il est donc important d'utiliser des protections, des mains courantes et des chaussures à semelles antidérapantes. Des dispositifs tels qu'un harnais de sécurité ou une longe peuvent également être utilisés pour arrêter la chute et minimiser les blessures.
Production de jus de fruits
Les jus de fruits sont fabriqués à partir d'une grande variété de fruits, y compris les oranges et autres agrumes, les pommes, les raisins, les canneberges, les ananas, les mangues, etc. Dans de nombreux cas, divers jus de fruits sont mélangés. Habituellement, les fruits sont transformés en concentré près de l'endroit où ils sont cultivés, puis expédiés à un emballeur de jus de fruits. Les jus de fruits peuvent être vendus sous forme de concentrés, de concentrés congelés (en particulier le jus d'orange) et de jus dilué. Souvent, du sucre et des conservateurs sont ajoutés.
Une fois reçues à l'usine de transformation, les oranges sont lavées, calibrées pour éliminer les fruits abîmés, triées selon leur taille et envoyées aux extracteurs de jus. Là, les huiles sont extraites de la peau, puis le jus extrait par broyage. Le jus pulpeux est tamisé pour en retirer les graines et la pulpe, qui finissent souvent comme aliments pour le bétail. Si le jus d'orange est destiné à la vente comme « non fait de concentré », il est alors pasteurisé. Sinon, le jus est envoyé vers des évaporateurs, qui éliminent la majeure partie de l'eau par la chaleur et le vide, puis refroidis, pour produire le jus d'orange concentré congelé. Ce processus élimine également de nombreuses huiles et essences qui sont mélangées dans le concentré avant d'être expédiées à l'emballeur de jus.
Le concentré congelé est expédié à l'emballeur dans des camions ou des camions-citernes réfrigérés. De nombreuses laiteries emballent le jus d'orange en utilisant le même équipement que celui utilisé pour emballer le lait. (Voir l'article « Industrie des produits laitiers » ailleurs dans ce volume.) Le concentré est dilué avec de l'eau filtrée, pasteurisé et conditionné dans des conditions stériles. Selon la quantité d'eau ajoutée, le produit final peut être des canettes de concentré de jus d'orange congelé ou de jus d'orange prêt à servir.
Traitement de la volaille
Importance économique
La production de poulet et de dinde a considérablement augmenté aux États-Unis depuis les années 1980. Selon un rapport du département américain du travail, cela est dû à un changement dans les habitudes alimentaires des consommateurs (Hetrick 1994). Le passage de la viande rouge et du porc à la volaille est dû en partie aux premières études médicales.
L'augmentation de la consommation a en conséquence stimulé une augmentation du nombre d'installations de transformation et de producteurs et une forte augmentation des niveaux d'emploi. Par exemple, l'industrie de la volaille aux États-Unis a connu une augmentation de l'emploi de 64 % de 1980 à 1992. La productivité, en termes de rendement en livres par travailleur, a augmenté de 3.1 % en raison de la mécanisation ou de l'automatisation, ainsi que d'une augmentation de la vitesse de la ligne, ou oiseaux par heure de travail. Cependant, par rapport à la production de viande rouge, la production de volaille est encore très intensive en main-d'œuvre.
La mondialisation est également en marche. Il existe des installations de production et de transformation détenues conjointement par des investisseurs américains et chinois et des installations de sélection, de croissance et de transformation en Chine exportent des produits vers le Japon.
Les travailleurs typiques de la chaîne de production de volaille sont relativement peu qualifiés, moins éduqués, souvent membres de groupes minoritaires et bien moins bien payés que les travailleurs des secteurs de la viande rouge et de la fabrication. Le roulement est inhabituellement élevé dans certains aspects du processus. Les travaux de suspension, de désossage et d'assainissement sont particulièrement stressants et ont des taux de rotation élevés. La transformation de la volaille, de par sa nature, est une industrie essentiellement rurale que l'on trouve dans les régions économiquement défavorisées où il y a un excédent de main-d'œuvre. Aux États-Unis, de nombreuses usines de transformation comptent un nombre croissant de travailleurs hispanophones. Ces travailleurs sont plutôt de passage, travaillant dans les usines de transformation une partie de l'année. Alors que les cultures de la région approchent de la récolte, une grande partie des travailleurs se déplacent à l'extérieur pour cueillir et récolter.
En cours
Tout au long de la transformation du poulet, des exigences strictes en matière d'hygiène doivent être respectées. Cela signifie que les sols doivent être lavés périodiquement et souvent et que les débris, les pièces et la graisse doivent être enlevés. Les convoyeurs et les équipements de traitement doivent être accessibles, lavés et désinfectés également. La condensation ne doit pas pouvoir s'accumuler sur les plafonds et l'équipement au-dessus du poulet exposé ; il doit être essuyé avec des vadrouilles éponges à long manche. Des ventilateurs aériens à pales radiales sans protection font circuler l'air dans les zones de traitement.
En raison de ces exigences sanitaires, les équipements rotatifs protégés ne peuvent souvent pas être réduits au silence à des fins de réduction du bruit. Par conséquent, dans la majorité des zones de production de l'usine de transformation, l'exposition au bruit est élevée. Un programme de conservation de l'ouïe approprié et bien géré est nécessaire. Non seulement les audiogrammes initiaux et les audiogrammes annuels doivent être fournis, mais une dosimétrie périodique doit également être effectuée pour documenter l'exposition. L'équipement de traitement acheté doit avoir un niveau de bruit de fonctionnement aussi faible que possible. Une attention particulière doit être accordée à l'éducation et à la formation de la main-d'œuvre.
Réception et accrochage en direct
La première étape du traitement consiste à décharger les modules et à désempiler les plateaux sur un système de convoyage vers la zone de suspension en direct. Ici, le travail se fait dans l'obscurité presque complète, car cela a un effet calmant sur les oiseaux. La bande transporteuse avec un plateau est à peu près au niveau de la taille. Un cintre, avec des mains gantées, doit atteindre et saisir un oiseau par les deux cuisses et accrocher ses pieds dans une manille sur un convoyeur aérien circulant dans la direction opposée.
Les aléas de l'opération varient. Outre le niveau de bruit normalement élevé, l'obscurité et l'effet désorientant des convoyeurs opposés, il y a la poussière des oiseaux qui battent, l'urine ou les excréments soudainement pulvérisés sur le visage et la possibilité qu'un doigt ganté se coince dans une manille. Les lignes de convoyage doivent être équipées d'arrêts d'urgence. Les cintres frappent constamment le dos de leurs mains contre les chaînes voisines lorsqu'ils passent au-dessus de leur tête.
Il n'est pas rare qu'un cintre doive suspendre en moyenne 23 oiseaux (ou plus) par minute. (Certaines positions sur les lignes du cintre nécessitent plus de mouvements physiques, peut-être 26 oiseaux par minute.) En règle générale, sept cintres sur une ligne peuvent suspendre 38,640 4 oiseaux en 1.9 heures avant qu'ils ne fassent une pause. Si chaque oiseau pèse environ 1,057 kg, chaque cintre soulève en théorie un total de 4 XNUMX kg au cours des XNUMX premières heures de son quart de travail avant une pause prévue. Le métier de cintre est extrêmement stressant tant d'un point de vue physiologique que psychologique. Réduire la charge de travail pourrait diminuer ce stress. Le fait de saisir constamment avec les deux mains, de tirer et de soulever simultanément un oiseau battant et grattant à hauteur d'épaule ou de tête est stressant pour le haut de l'épaule et du cou.
Les plumes et les pieds de l'oiseau peuvent facilement rayer les bras non protégés d'un cintre. Les cintres doivent rester debout pendant de longues périodes sur des surfaces dures, ce qui peut entraîner une gêne et des douleurs dans le bas du dos. Des chaussures appropriées, l'utilisation éventuelle d'un repose-croupe, des lunettes de protection, des respirateurs jetables à usage unique, des douches oculaires et des protège-bras doivent être disponibles pour la protection du cintre.
Un élément extrêmement important pour assurer la santé du travailleur est un programme approprié de conditionnement au travail. Pendant une période allant jusqu'à 2 semaines, un nouveau cintre doit être acclimaté aux conditions et travailler lentement jusqu'à un quart de travail complet. Un autre ingrédient clé est la rotation des postes ; après deux heures de suspension d'oiseaux, un cintre peut être tourné vers une position moins pénible. La division du travail entre les cintres peut être telle que de courtes pauses fréquentes dans une zone climatisée sont essentielles. Certaines usines ont essayé la double équipe pour permettre aux équipes de travailler pendant 20 minutes et de se reposer pendant 20 minutes, afin de réduire les facteurs de stress ergonomiques.
Les conditions de santé et de confort des hangars dépendent quelque peu des conditions météorologiques extérieures et des conditions des oiseaux. Si le temps est chaud et sec, les oiseaux emportent avec eux de la poussière et des acariens, qui s'envolent facilement dans l'air. Si le temps est humide, les oiseaux sont plus difficiles à manipuler, les gants des cintres se mouillent facilement et les cintres doivent travailler plus fort pour retenir les oiseaux. Il y a eu des développements récents dans les gants réutilisables avec dos rembourré.
L'impact des particules en suspension dans l'air, des plumes, des acariens, etc. peut être atténué grâce à un système efficace de ventilation par aspiration locale (LEV). Un système équilibré utilisant le principe push-pull, qui utilise le refroidissement ou le chauffage à courant descendant, serait avantageux pour les travailleurs. Des ventilateurs de refroidissement supplémentaires placés environ perturberaient l'efficacité d'un système push-pull équilibré.
Une fois accrochés aux fers, les oiseaux sont convoyés pour être dans un premier temps étourdis à l'électricité. La haute tension ne les tue pas mais les oblige à se suspendre mollement alors qu'une roue rotative (pneu de vélo) guide leur cou contre une lame de coupe circulaire contrarotative. Le cou est partiellement coupé et le cœur de l'oiseau bat toujours pour pomper le reste du sang. Il ne doit pas y avoir de sang dans la carcasse. Un ouvrier qualifié doit être positionné pour trancher les oiseaux que la machine d'abattage manque. En raison de la quantité excessive de sang, le travailleur doit être protégé en portant un équipement humide (un vêtement de pluie) et une protection oculaire. Des installations de lavage ou de rinçage des yeux doivent également être mises à disposition.
VInaigrette
Le convoyeur d'oiseaux traverse ensuite une série d'auges ou réservoirs d'eau chaude en circulation. Ceux-ci sont appelés échaudoirs. L'eau est généralement chauffée par des serpentins à vapeur. L'eau est généralement traitée ou chlorée pour tuer les bactéries. Cette phase permet de retirer facilement les plumes. Des précautions doivent être prises lors du travail autour des échaudoirs. Souvent, la tuyauterie et les vannes ne sont pas protégées ou mal isolées et sont des points de contact pour les brûlures.
Lorsque les oiseaux sortent des échaudoirs, la carcasse est passée à travers un arrangement en forme de U qui arrache la tête. Ces pièces sont généralement acheminées dans des bacs à eau courante vers une zone d'équarrissage (ou de sous-produits).
La ligne de carcasses passe par des machines qui ont une série de tambours rotatifs fixés avec des doigts en caoutchouc qui enlèvent les plumes. Les plumes tombent dans une tranchée en dessous avec de l'eau qui coule menant à la zone de rendu.
L'uniformité du poids des oiseaux est extrêmement critique pour tous les aspects de l'opération de transformation. Si les poids varient d'une charge à l'autre, les départements de production doivent ajuster leur équipement de traitement en conséquence. Par exemple, si des oiseaux plus légers suivent des oiseaux plus lourds à travers les cueilleurs, les tambours rotatifs peuvent ne pas retirer toutes les plumes. Cela provoque des rejets et des retouches. Non seulement cela augmente les coûts de traitement, mais cela entraîne des contraintes ergonomiques supplémentaires pour la main, car quelqu'un doit cueillir les plumes à la main à l'aide d'une pince.
Une fois à travers les cueilleurs, la file d'oiseaux passe par un chanteur. Il s'agit d'un arrangement au gaz avec trois brûleurs de chaque côté, utilisé pour brûler les poils fins et les plumes de chaque oiseau. Des précautions doivent être prises pour s'assurer que l'intégrité de la tuyauterie de gaz est maintenue en raison des conditions corrosives de la zone de prélèvement ou de dressage.
Les oiseaux passent ensuite un coupe-jarret pour couper les pieds (ou les pattes). Les pattes peuvent être transportées séparément vers une zone de traitement distincte de l'usine pour le nettoyage, le calibrage, le tri, le refroidissement et l'emballage pour le marché asiatique.
Les oiseaux doivent être suspendus à différentes manilles avant d'entrer dans la section d'éviscération de l'usine. Les manilles ici sont configurées légèrement différemment, généralement plus longues. L'automatisation est facilement disponible pour cette partie du processus (voir figure 1). Cependant, les travailleurs doivent fournir un renfort si une machine se bloque, pour raccrocher les oiseaux tombés ou pour couper manuellement les pieds avec un sécateur si le coupe-jarret ne coupe pas correctement. Du point de vue du traitement et des coûts, il est essentiel que chaque manille soit remplie. Les travaux de rehang impliquent une exposition à des mouvements très répétitifs et un travail impliquant des postures inconfortables (coudes et épaules levés). Ces travailleurs présentent un risque accru de troubles traumatiques cumulatifs (TCD).
Figure 1. Machines multi-coupes réduisant le travail manuel répétitif

Si une machine tombe en panne ou se dérègle, beaucoup d'efforts et de stress sont appliqués pour faire fonctionner les lignes, parfois au détriment de la sécurité des travailleurs. Lorsqu'il grimpe aux points d'accès de l'équipement, un préposé à l'entretien peut ne pas prendre le temps d'obtenir une échelle, mais plutôt marcher sur un équipement mouillé et glissant. Les chutes sont un danger. Lorsqu'un tel équipement est acheté et installé, des dispositions doivent être prises pour en faciliter l'accès et l'entretien. Des points de verrouillage et des arrêts doivent être placés sur chaque pièce d'équipement. Le fabricant doit tenir compte de l'environnement et des conditions dangereuses dans lesquelles son équipement doit être entretenu.
Éviscération
Lorsque le convoyeur d'oiseaux sort de l'habillage dans une partie physiquement séparée du processus, ils passent généralement par un autre chanteur, puis par une lame circulaire rotative qui découpe le sac ou la glande d'huile sur le dos de chaque oiseau à la base de la queue. Souvent, les lames de ces équipements tournent librement et doivent être correctement protégées. Encore une fois, si la machine n'est pas ajustée en fonction du poids de l'oiseau, des travailleurs doivent être chargés d'enlever le sac en le coupant avec un couteau.
Ensuite, la ligne de convoyage des oiseaux passe à travers une machine de ventilation automatique, qui pousse légèrement sur l'abdomen tandis qu'une lame coupe la carcasse sans perturber l'intestin. La machine suivante ou une partie du processus pénètre dans la cavité et extrait les viscères intacts pour inspection. Aux États-Unis, les prochaines étapes de traitement peuvent impliquer des inspecteurs gouvernementaux qui vérifient les excroissances, les maladies des sacs aériens, la contamination fécale et une série d'autres anomalies. Habituellement, un inspecteur ne vérifie que deux ou trois éléments. S'il y a un taux élevé d'anomalies, les inspecteurs ralentiront la ligne. Souvent, les anomalies ne provoquent pas de rejets totaux, mais des parties spécifiques des oiseaux peuvent être lavées ou récupérées de la carcasse pour augmenter le rendement.
Plus il y a de rejets, plus il y a de retouches manuelles impliquant des mouvements répétitifs dus à la coupe, au tranchage, etc. que les travailleurs de la production doivent effectuer. Les inspecteurs du gouvernement sont généralement assis sur des supports élévateurs réglables obligatoires, tandis que les travailleurs de la production appelés assistants, à leur gauche et à leur droite, se tiennent sur une grille ou peuvent utiliser un support assis réglable, le cas échéant. Des repose-pieds, des plates-formes à hauteur réglable, des supports assis et la rotation des tâches aideront à soulager les contraintes physiques et psychologiques associées à cette partie du processus.
Une fois passées les inspections, les viscères sont triées lors de leur passage dans un récolteur de foie/cœur ou d'abats. Les intestins, estomacs, rates, reins et vésicules biliaires séparés sont jetés et évacués dans une tranchée coulante en dessous. Le cœur et le foie sont séparés et pompés vers des convoyeurs de tri séparés, où les travailleurs inspectent et cueillent à la main. Les foies et les cœurs intacts restants sont pompés ou transportés vers une zone de transformation séparée pour être emballés en vrac à la main ou recombinés ultérieurement dans un emballage d'abats pour être farcis à la main dans la cavité d'un oiseau entier destiné à la vente.
Une fois que la carcasse a quitté la moissonneuse, la récolte de l'oiseau est évacuée; chaque cavité corporelle est sondée à la main pour extraire les viscères et le gésier restants si nécessaire. Le travailleur utilise chaque main dans un oiseau séparé lorsque le convoyeur passe devant. Un dispositif d'aspiration est souvent utilisé pour aspirer les poumons ou les reins restants. Souvent, en raison de l'habitude de l'oiseau d'ingérer de petits cailloux ou des morceaux de litière pendant le grossissement, un travailleur atteint la cavité de l'oiseau et reçoit des blessures douloureuses par perforation au bout des doigts ou sous les ongles des doigts.
Les petites plaies, si elles ne sont pas traitées correctement, courent le risque d'infection grave car la cavité de l'oiseau n'est toujours pas nettoyée des bactéries. Étant donné que la sensibilité tactile est nécessaire pour le travail, il n'existe pas encore de gants disponibles pour prévenir ces incidents fréquents. Un gant de type chirurgien bien ajusté a été essayé avec un certain succès. Le rythme de la ligne est si rapide qu'il ne permet pas au travailleur d'insérer soigneusement ses mains.
Enfin, le cou de la carcasse est retiré à la machine et récolté. Les oiseaux passent par un laveur d'oiseaux qui utilise un spray chloré pour laver l'excès de viscères à l'intérieur et à l'extérieur de chaque oiseau.
Tout au long de l'habillage et de l'éviscération, les travailleurs sont exposés à des niveaux élevés de bruit, à des sols glissants et à un stress ergonomique élevé lors des travaux d'abattage, de cisaillement et d'emballage. Selon une étude du NIOSH, les taux de CTD documentés dans les usines de volaille peuvent varier de 20 à 30 % des travailleurs (NIOSH 1990).
Opérations de refroidisseur
Selon le processus, les cols sont pompés vers un réservoir de refroidisseur à surface ouverte avec des bras rotatifs, des palettes ou des vis sans fin. Ces réservoirs ouverts constituent une menace sérieuse pour la sécurité du travailleur pendant le fonctionnement et doivent être correctement protégés par des couvercles ou des grilles amovibles. Le couvercle du réservoir doit permettre une inspection visuelle du réservoir. Si un couvercle est retiré ou soulevé, des verrouillages doivent être fournis pour arrêter les bras rotatifs ou la tarière. Les cous réfrigérés sont soit emballés en vrac pour un traitement ultérieur, soit amenés dans la zone d'emballage des abats pour être recombinés et emballés.
Une fois éviscérées, les lignes de convoyage des oiseaux sont soit déposées dans de grands réservoirs de refroidissement horizontaux à surface ouverte, soit, en Europe, passent dans de l'air réfrigéré en circulation. Ces refroidisseurs sont équipés de palettes qui tournent lentement dans le refroidisseur, abaissant la température corporelle de l'oiseau. L'eau réfrigérée est fortement chlorée (20 ppm ou plus) et aérée pour l'agitation. Le temps de séjour des carcasses d'oiseaux dans le refroidisseur peut aller jusqu'à une heure.
En raison des niveaux élevés de chlore libre libéré et circulant, les travailleurs sont exposés et peuvent présenter des symptômes d'irritation des yeux et de la gorge, de toux et d'essoufflement. Le NIOSH a mené plusieurs études sur l'irritation des yeux et des voies respiratoires supérieures dans les usines de transformation de la volaille, qui recommandaient que les niveaux de chlore soient surveillés et contrôlés de près, que des rideaux soient utilisés pour contenir le chlore libéré (ou qu'une enceinte quelconque entoure la surface ouverte de la réservoir) et qu'un système de ventilation par aspiration doit être installé (Sanderson, Weber et Echt 1995).
Le temps de résidence est critique et sujet à controverse. À la sortie de l'éviscération, la carcasse n'est pas complètement propre et les pores de la peau et les follicules des plumes sont ouverts et abritent des bactéries pathogènes. Le but principal du voyage à travers le refroidisseur est de refroidir rapidement l'oiseau pour réduire la détérioration. Il ne tue pas les bactéries et le risque de contamination croisée est un grave problème de santé publique. Les critiques ont qualifié la méthode du bain réfrigérant de "soupe fécale". Du point de vue du profit, un avantage secondaire est le fait que la viande absorbe l'eau du refroidisseur comme une éponge. Il ajoute près de 8 % au poids de marché du produit (Linder 1996).
A la sortie du refroidisseur, les carcasses sont déposées sur un convoyeur ou une table vibrante. Des travailleurs spécialement formés, appelés niveleurs, inspectent les oiseaux pour déceler les contusions, les déchirures de la peau, etc. Les oiseaux déclassés peuvent voyager vers différents processus de récupération des pièces. Les classeurs restent debout pendant de longues périodes à manipuler des volailles réfrigérées, ce qui peut entraîner des engourdissements et des douleurs aux mains. Les gants avec doublure sont portés non seulement pour protéger les mains des travailleurs contre les résidus de chlore, mais aussi pour fournir un certain degré de chaleur.
Découpe
Depuis le classement, les oiseaux voyagent en hauteur vers différents processus, machines et lignes dans une zone de l'usine appelée deuxième transformation ou transformation ultérieure. Certaines machines sont alimentées à la main avec des voyages à deux mains. D'autres équipements européens plus modernes, à des postes séparés, peuvent retirer les cuisses et les ailes et fendre la poitrine, sans être touchés par le travailleur. Encore une fois, la cohérence de la taille ou du poids des oiseaux est essentielle au bon fonctionnement de cet équipement automatisé. Les lames circulaires rotatives doivent être changées tous les jours.
Des techniciens de maintenance et des opérateurs qualifiés doivent être attentifs aux équipements. L'accès à ces équipements pour le réglage, l'entretien et l'assainissement doit être fréquent, nécessitant des escaliers, et non des échelles, et des plates-formes de travail importantes. Lors du changement de lame, la manipulation doit être prudente en raison du glissement dû à l'accumulation de graisse. Des gants spéciaux anti-coupures et antidérapants dont le bout des doigts a été retiré protègent la majeure partie de la main, tandis que le bout des doigts peut être utilisé pour manipuler les outils, les boulons et les écrous utilisés pour le remplacement.
L'évolution des goûts des consommateurs a affecté le processus de production. Dans certains cas, les produits (p. ex. pilon, cuisses et poitrines) doivent être sans peau. L'équipement de traitement a été développé pour éliminer efficacement la peau afin que les travailleurs n'aient pas à le faire à la main. Cependant, à mesure que des équipements de traitement automatisés sont ajoutés et que les lignes sont réorganisées, les conditions deviennent plus encombrées et difficiles pour les travailleurs de se déplacer, de manœuvrer des crics et de transporter des bacs ou des bacs en plastique de produits glacés pesant plus de 27 kg sur des sols glissants et humides.
En fonction de la demande des clients et des ventes de la gamme de produits, les travailleurs se tiennent face à des convoyeurs à hauteur fixe, sélectionnant et disposant les produits sur des plateaux en plastique. Le produit se déplace dans une direction ou tombe d'une goulotte. Les plateaux arrivent sur des convoyeurs aériens, descendant afin que les travailleurs puissent saisir une pile et les placer devant pour un accès facile. Les défauts du produit peuvent être soit placés sur un convoyeur à contre-courant en dessous, soit suspendus à une manille se déplaçant dans la direction opposée au-dessus. Les travailleurs se tiennent debout pendant de longues périodes presque côte à côte, peut-être séparés uniquement par un bac dans lequel les défauts ou les déchets sont déposés. Les travailleurs doivent être équipés de gants, de tabliers et de bottes.
Certains produits peuvent être emballés en vrac dans des cartons recouverts de glace. C'est ce qu'on appelle la banquise. Les travailleurs remplissent les cartons à la main sur des balances et les transfèrent manuellement sur des convoyeurs mobiles. Plus tard dans la salle des packs de glace, la glace est ajoutée, les cartons récupérés et les cartons retirés et empilés manuellement sur des palettes prêtes à être expédiées.
Certains travailleurs de la découpe sont également exposés à des niveaux de bruit élevés.
Désossage
Si la carcasse est destinée au désossage, le produit est évacué dans de grands bacs en aluminium ou des cartons (ou gaylords) montés sur des palettes. La viande de poitrine doit être vieillie pendant un certain nombre d'heures avant d'être transformée à la machine ou à la main. Le poulet frais est difficile à couper et à parer à la main. D'un point de vue ergonomique, le vieillissement de la viande est un point clé pour aider à réduire les blessures des mouvements répétitifs à la main.
Il existe deux méthodes de désossage. Dans la méthode manuelle, une fois prêtes, les carcasses ne contenant que la viande de poitrine restante sont déversées dans une trémie menant à un convoyeur. Cette section des travailleurs de la chaîne doit manipuler chaque carcasse et la maintenir contre deux rouleaux de dépeceur texturés horizontaux en marche. La carcasse est roulée sur les rouleaux pendant que la peau est retirée et descendue vers un convoyeur en dessous. Il existe un risque que les travailleurs deviennent inattentifs ou distraits et que leurs doigts soient tirés dans les rouleaux. Les interrupteurs d'arrêt d'urgence (arrêt d'urgence) doivent être installés à portée de la main libre ou du genou. Les gants et les vêtements amples ne peuvent pas être portés autour de ces équipements. Des tabliers (portés bien ajustés) et des lunettes de protection doivent être portés en raison de la possibilité que des copeaux ou des fragments d'os soient projetés.
L'étape suivante est effectuée par des travailleurs appelés nickers. Ils tiennent une carcasse dans une main et font une tranche le long de la quille (ou du sternum) avec l'autre. Des couteaux tranchants à lame courte sont normalement utilisés. Les gants en filet d'acier inoxydable sont généralement portés par-dessus une main gantée de latex ou de nitrile tenant la carcasse. Les couteaux utilisés pour cette opération n'ont pas besoin d'être pointus. Des lunettes de protection doivent être portées.
La troisième étape est réalisée par les tireurs de quille. Cela peut être fait manuellement ou avec un gabarit ou un accessoire où la carcasse est guidée sur un accessoire en « Y » peu coûteux (fabriqué à partir de barres en acier inoxydable) et tirée vers le travailleur. La hauteur de travail de chaque appareil doit être ajustée au travailleur. La méthode manuelle oblige simplement le travailleur à utiliser une pince avec une main gantée et à retirer le bréchet. Les lunettes de protection doivent être portées comme décrit ci-dessus.
La quatrième étape nécessite le filetage à la main. Les travailleurs se tiennent côte à côte pour attraper la viande de poitrine alors qu'elle se déplace sur des plateaux à manilles devant eux. Certaines techniques doivent être observées pour cette partie du processus. Une instruction de travail appropriée et une correction immédiate lorsque des erreurs sont observées sont nécessaires. Les travailleurs sont protégés par une chaîne ou un gant en maille sur une main. Dans l'autre, ils tiennent un couteau extrêmement tranchant (avec une pointe peut-être trop pointue).
Le travail est rapide et les travailleurs qui prennent du retard sont obligés de prendre des raccourcis, comme tendre la main devant l'associé à côté d'eux ou atteindre et/ou poignarder un morceau de viande passant hors de leur portée. Non seulement la perforation du couteau réduit la qualité du produit, mais elle entraîne également des blessures graves pour les collègues de travail sous la forme de lacérations, qui sont souvent sujettes à l'infection. Des protège-bras en plastique sont disponibles pour prévenir ce type de blessure fréquent.
Au fur et à mesure que la viande de filet est remplacée sur la manille du convoyeur, elle est ramassée par la prochaine section de travailleurs, appelés pareurs. Ces travailleurs doivent éliminer l'excès de gras, la peau et les os manquants de la viande à l'aide de cisailles tranchantes et ajustées. Une fois paré, le produit fini est soit emballé à la main sur des plateaux, soit déposé dans des sacs en vrac et placé dans des cartons pour une utilisation en restaurant.
La deuxième méthode de désossage implique un équipement de traitement automatique développé en Europe. Comme pour la méthode manuelle, des boîtes en vrac ou des réservoirs de carcasses, parfois avec des ailes encore attachées, sont chargés dans une trémie et une goulotte. Les carcasses peuvent ensuite être prélevées manuellement et placées dans des convoyeurs segmentés, ou chaque carcasse doit être placée manuellement sur un sabot de la machine. La machine se déplace rapidement, transportant la carcasse à travers une série de doigts (pour enlever la peau), des lames de coupe et des refendeuses. Tout ce qui reste est une carcasse sans viande qui est gonflée et utilisée ailleurs. La plupart des positions de la ligne manuelle sont supprimées, à l'exception des coupe-bordures à ciseaux.
Les travailleurs du désossage sont exposés à de graves risques ergonomiques en raison de la nature énergique et répétitive du travail. Dans chacun des postes de désossage, en particulier les fileteurs et les pareurs, la rotation des tâches peut être un élément clé pour réduire les contraintes ergonomiques. Il faut comprendre que la position vers laquelle un travailleur tourne ne doit pas utiliser le même groupe musculaire. Un argument faible a été avancé selon lequel les filets et les rogneurs peuvent tourner les uns dans les autres. Cela ne devrait pas être autorisé, car les mêmes méthodes de préhension, de torsion et de rotation sont utilisées dans la main qui ne tient pas l'outil (couteau ou ciseaux). On peut faire valoir que les muscles tenant un couteau de manière lâche pour tordre et tourner tout en faisant des coupes de filet sont utilisés différemment lors de l'ouverture et de la fermeture des ciseaux. Cependant, la torsion et la rotation de la main sont toujours nécessaires. Les vitesses de ligne jouent un rôle critique dans l'apparition de troubles ergonomiques sur ces métiers.
Suremballage et réfrigération
Une fois que le produit est emballé en barquettes en découpe ou en désossage, les barquettes sont acheminées vers une autre étape du processus appelée suremballage. Les travailleurs récupèrent un produit spécifique dans des barquettes et introduisent les barquettes dans des machines qui appliquent et étirent une pellicule transparente imprimée sur la barquette, la replient sous et passent la barquette sur une thermoscelleuse. Le plateau peut ensuite passer dans une laveuse, où il est récupéré et placé dans un panier. Le panier contenant un produit particulier est placé sur un convoyeur où il passe dans une zone de refroidissement. Les plateaux sont ensuite triés et empilés manuellement ou automatiquement.
Les travailleurs dans la zone de suremballage restent debout pendant de longues périodes et sont tournés de manière à ce que les mains qu'ils utilisent pour ramasser les plateaux de produits soient tournées. Normalement, la zone de suremballage est relativement sèche. Des tapis rembourrés réduiraient la fatigue des jambes et du dos.
La demande des consommateurs, les ventes et le marketing peuvent créer des risques ergonomiques particuliers. À certaines périodes de l'année, de grands plateaux sont emballés avec plusieurs livres de produit pour « la commodité et les économies de coûts ». Ce poids supplémentaire a contribué à des blessures supplémentaires aux mains liées aux mouvements répétitifs simplement parce que le processus et le système de transport sont conçus pour un ramassage à une main. Un travailleur n'a tout simplement pas la force nécessaire pour soulever d'une seule main des plateaux en surpoids.
L'emballage en plastique transparent utilisé dans l'emballage peut libérer de petites quantités de monomère ou d'autres produits de décomposition lorsqu'il est chauffé pour le scellage. Si des plaintes surviennent concernant les fumées, le fabricant ou le fournisseur du film doit être appelé pour aider à évaluer le problème. LEV peut être nécessaire. L'équipement de thermoscellage doit être correctement entretenu et ses arrêts d'urgence vérifiés pour un bon fonctionnement au début de chaque quart de travail.
La chambre froide ou la zone de réfrigération présente un ensemble différent de risques d'incendie, de sécurité et de santé. Du point de vue du feu, l'emballage du produit présente un risque puisqu'il s'agit généralement de polystyrène hautement combustible. L'isolation du mur est généralement une âme en mousse de polystyrène. Les refroidisseurs doivent être correctement protégés par des systèmes de gicleurs secs à préaction conçus pour les risques extraordinaires. (Les systèmes à préaction utilisent des gicleurs automatiques attachés à des systèmes de tuyauterie contenant de l'air sec ou de l'azote ainsi qu'un système de détection supplémentaire installé dans la même zone que les gicleurs.)
Une fois que les paniers de plateaux entrent dans le refroidisseur, les travailleurs doivent physiquement ramasser un panier et le soulever à hauteur d'épaule ou plus haut jusqu'à une pile sur un chariot. Une fois que tant de paniers ont été empilés, les travailleurs doivent s'entraider pour empiler les paniers de produits plus haut.
Les températures dans le refroidisseur peuvent descendre jusqu'à –2 °C. Les travailleurs devraient être informés et informés de porter des vêtements multicouches ou des «combinaisons de congélation» ainsi que des chaussures de sécurité isolées. Les chariots ou les piles de paniers doivent être physiquement manipulés et poussés vers différentes zones du refroidisseur jusqu'à ce qu'ils soient demandés. Souvent, les travailleurs tentent de gagner du temps en poussant plusieurs piles de plateaux à la fois, ce qui peut entraîner des tensions musculaires ou lombaires.
L'intégrité du panier est un aspect important du contrôle de la qualité des produits et de la sécurité des travailleurs. Si des paniers cassés sont empilés avec d'autres paniers pleins empilés sur le dessus, la charge entière devient instable et se renverse facilement. Les emballages de produits tombent sur le sol et deviennent sales ou endommagés, ce qui entraîne des reprises et une manipulation manuelle supplémentaire par les travailleurs. Des piles de paniers peuvent également tomber sur d'autres travailleurs.
Lorsqu'un assortiment particulier de produits est requis, les paniers peuvent être désempilés manuellement. Les plateaux sont chargés sur un convoyeur avec une balance qui les pèse et attache des étiquettes marquées du poids et des codes à des fins de suivi. Les barquettes sont emballées manuellement dans des cartons ou des boîtes parfois doublées de doublures imperméables. Les travailleurs doivent souvent atteindre des plateaux. Comme dans le cas du processus de suremballage, des emballages de produits plus gros et plus lourds peuvent causer des tensions aux mains, aux bras et aux épaules. Les travailleurs restent debout pendant de longues périodes au même endroit. Les tapis antifatigue peuvent réduire les tensions dans les jambes et le bas du dos.
Au fur et à mesure que les cartons d'emballages passent sur un convoyeur, les doublures peuvent être thermosoudées tandis que le CO2 est injecté. Ceci, associé à une réfrigération continue, prolonge la durée de conservation du produit. De plus, au fur et à mesure que le carton ou la caisse continue sa progression, une boule de CO2 des pépites (neige carbonique) sont ajoutées pour prolonger la durée de conservation lors de son acheminement vers un client dans une remorque réfrigérée. Cependant, CO2 présente des dangers inhérents dans les espaces clos. Les pépites peuvent être soit déposées par la goulotte, soit retirées d'un grand bac partiellement couvert. Bien que la limite d'exposition (TLV) pour le CO2 est relativement élevé et que des moniteurs continus sont facilement disponibles, les travailleurs doivent également connaître ses dangers et ses symptômes et porter des gants de protection et des lunettes de protection. Des panneaux d'avertissement appropriés doivent également être affichés dans la zone.
Les cartons ou les caisses de produits en barquettes sont généralement scellés avec un adhésif thermofusible injecté sur le carton. Des brûlures de contact douloureuses sont possibles si les réglages, les capteurs et les pressions sont inappropriés. Les travailleurs doivent porter des lunettes de protection avec écrans latéraux. L'équipement d'application et de scellement doit être complètement hors tension, avec une purge de pression, avant que des ajustements ou des réparations ne soient effectués.
Une fois les cartons scellés, ils peuvent soit être soulevés manuellement du convoyeur, soit passer dans un palettiseur automatique ou un autre équipement télécommandé. En raison du taux de production élevé, le risque de blessures au dos existe. Ce travail est généralement effectué dans un environnement froid, ce qui a tendance à entraîner des microtraumatismes.
D'un point de vue ergonomique, la récupération et l'empilage des cartons sont facilement automatisés, mais les coûts d'investissement et de maintenance seront élevés.
Désossage de cuisse et poulet haché
Aucune partie du poulet n'est gaspillée dans la transformation moderne de la volaille. Les cuisses de poulet sont emballées en vrac, stockées à ou près de la congélation, puis transformées ou désossées, soit avec des ciseaux, soit avec des tondeuses manuelles à commande pneumatique. Comme pour l'opération de désossage des poitrines, les préposés au désossage des cuisses doivent enlever l'excès de graisse et de peau avec des ciseaux. Les températures de la zone de travail peuvent être aussi basses que 4 à 7 °C. Malgré le fait que les tailleurs puissent porter des doublures avec des gants, leurs mains sont suffisamment froides pour restreindre la circulation sanguine, ce qui amplifie les contraintes ergonomiques.
Une fois refroidie, la viande de cuisse est ensuite transformée en ajoutant des arômes et en broyant sous un CO2 couverture. Il est extrudé sous forme de galettes de poulet haché ou en vrac.
Traitement de charcuterie
Les cous, les dos et les carcasses restantes du désossage de la poitrine ne sont pas gaspillés, mais jetés dans de grands broyeurs à pales ou mélangeurs, pompés à travers des mélangeurs réfrigérés et extrudés dans des conteneurs en vrac. Celui-ci est généralement vendu ou envoyé pour être transformé en ce qu'on appelle des « hot-dogs au poulet » ou des « saucisses de Francfort ».
Le développement récent des aliments prêts-à-servir, qui nécessitent peu de transformation ou de préparation à la maison, a donné lieu à des produits à haute valeur ajoutée pour l'industrie avicole. Des morceaux de viande sélectionnés issus du désossage de la poitrine sont placés dans un récipient rotatif; les solutions d'arômes et d'épices sont ensuite mélangées sous vide pendant une durée prescrite. La viande gagne non seulement en saveur mais aussi en poids, ce qui améliore la marge bénéficiaire. Les pièces sont ensuite conditionnées individuellement dans des barquettes. Les barquettes sont scellées sous vide et emballées dans de petites caisses pour l'expédition. Ce processus ne dépend pas du temps, de sorte que les travailleurs ne sont pas soumis aux mêmes vitesses de ligne que les autres lors de la découpe. Le produit final doit être manipulé, inspecté et emballé avec soin afin qu'il soit bien présenté dans les magasins.
Résumé
Dans toutes les usines de volaille, les processus humides et la graisse peuvent créer des sols très dangereux, avec un risque élevé de glissades et de chutes. Un nettoyage adéquat des sols, un drainage adéquat (avec des barrières de protection placées sur tous les trous du sol), des chaussures appropriées (étanches et antidérapantes) fournies aux travailleurs et des sols antidérapants sont essentiels pour prévenir ces risques.
De plus, des niveaux élevés de bruit sont omniprésents dans les installations avicoles. Il faut prêter attention aux mesures techniques qui réduisent les niveaux de bruit. Des bouchons d'oreille et des remplacements doivent être fournis, ainsi qu'un programme complet de conservation de l'audition avec des examens auditifs annuels.
L'industrie de la volaille est un mélange intéressant d'opérations à forte intensité de main-d'œuvre et de transformation de haute technologie. La sueur et l'angoisse humaines caractérisent toujours l'industrie. Les demandes de rendement accru et de vitesses de ligne plus élevées éclipsent souvent les efforts visant à former et à protéger correctement les travailleurs. Au fur et à mesure que la technologie s'améliore pour aider à éliminer les blessures ou les troubles liés aux mouvements répétitifs, l'équipement doit être soigneusement entretenu et calibré par des techniciens qualifiés. L'industrie n'attire généralement pas de techniciens hautement qualifiés en raison des niveaux de rémunération médiocres, des conditions de travail extrêmement stressantes et de la gestion souvent autocratique, qui résiste également souvent aux changements positifs qui peuvent être obtenus avec une programmation proactive en matière de sécurité et de santé.
Cancer
Des expositions à de nombreuses substances désignées par le Centre international de recherche sur le cancer (CIRC) comme cancérogènes connus, probables et possibles peuvent se produire dans les usines de pâtes et papiers. L'amiante, connu pour causer le cancer du poumon et le mésothéliome, est utilisé pour isoler les tuyaux et les chaudières. Le talc est largement utilisé comme additif pour le papier et peut être contaminé par l'amiante. D'autres additifs du papier, y compris les colorants à base de benzidine, le formaldéhyde et l'épichlorhydrine, sont considérés comme des cancérogènes probables pour l'homme. Les composés de chrome et de nickel hexavalents, générés lors du soudage de l'acier inoxydable, sont des cancérogènes pulmonaires et nasaux connus. La poussière de bois a récemment été classée par le CIRC comme cancérogène connu, principalement sur la base de preuves de cancer nasal chez les travailleurs exposés à la poussière de bois dur (CIRC, 1995). Les gaz d'échappement diesel, l'hydrazine, le styrène, les huiles minérales, les phénols chlorés et les dioxines, ainsi que les rayonnements ionisants sont d'autres cancérogènes probables ou possibles qui peuvent être présents dans les opérations de l'usine.
Peu d'études épidémiologiques spécifiques aux opérations de pâtes et papiers ont été menées, et elles indiquent peu de résultats cohérents. Les classifications d'exposition dans ces études ont souvent utilisé la grande catégorie industrielle « pâtes et papiers », et même les classifications les plus spécifiques regroupant les travailleurs par types de pâte ou par grandes surfaces d'usine. Les trois études de cohorte dans la littérature à ce jour ont impliqué moins de 4,000 150,000 travailleurs chacune. Plusieurs grandes études de cohorte sont actuellement en cours, et le CIRC coordonne une étude multicentrique internationale susceptible d'inclure des données provenant de plus de 1980 1987 travailleurs des pâtes et papiers, permettant des analyses d'exposition beaucoup plus spécifiques. Cet article passera en revue les connaissances disponibles à partir des études publiées à ce jour. Des informations plus détaillées peuvent être obtenues à partir de revues publiées antérieurement par le CIRC (1995, 1996 et 1) et par Torén, Persson et Wingren (XNUMX). Les résultats pour les tumeurs malignes pulmonaires, gastriques et hématologiques sont résumés dans le tableau XNUMX.
Tableau 1. Résumé des études sur le cancer du poumon, le cancer de l'estomac, le lymphome et la leucémie chez les travailleurs des pâtes et papiers
|
Processus |
Localisation |
Type de |
Poumon |
Estomac |
Lymphome |
Leucémie |
|
Sulfite |
Finlande |
C |
0.9 |
1.3 |
X / X |
X |
|
Sulfite |
États-Unis |
C |
1.1 |
0.7 |
- |
0.9 |
|
Sulfite |
États-Unis |
C |
0.8 |
1.5 |
1.3 / X |
0.7 |
|
Sulfite |
États-Unis |
PM |
0.9 |
2.2 * |
2.7*/X |
1.3 |
|
Sulfate |
Finlande |
C |
0.9 |
0.9 |
0/0 |
X |
|
Sulfate |
États-Unis |
C |
0.8 |
1.0 |
2.1/0 |
0.2 |
|
Sulfate |
États-Unis |
PM |
1.1 |
1.9 |
1.1 / 4.1 * |
1.7 |
|
Chlore |
Finlande |
C |
3.0 * |
- |
- |
- |
|
Sulfite/papier |
Suède |
CR |
- |
2.8 * |
- |
- |
|
Poussière de papier |
Canada |
CR |
2.0 * |
- |
- |
- |
|
Papeterie |
Finlande |
C |
2.0 * |
1.7 |
X / X |
- |
|
Papeterie |
Suède |
C |
0.7 * |
- |
- |
- |
|
Papeterie |
États-Unis |
C |
0.8 |
2.0 |
- |
2.4 |
|
Papeterie |
Suède |
CR |
1.6 |
- |
- |
- |
|
Papeterie |
États-Unis |
PM |
1.3 |
0.9 |
X / 1.4 |
1.4 |
|
Usine de carton |
Finlande |
C |
2.2 * |
0.6 |
X / X |
X |
|
Centrale électrique |
Finlande |
C |
0.5 |
2.1 |
- |
- |
|
Entretien |
Finlande |
C |
1.3 |
0.3 * |
1.0 / X |
1.5 |
|
Entretien |
Suède |
CR |
2.1 * |
0.8 |
- |
- |
|
Pâtes et papiers |
États-Unis |
C |
0.9 |
1.2 |
0.7 / X |
1.8 |
|
Pâtes et papiers |
États-Unis |
C |
0.8 |
1.2 |
1.7 / X |
0.5 |
|
Pâtes et papiers |
Suède |
CR |
0.8 |
1.3 |
1.8 |
1.1 |
|
Pâtes et papiers |
Suède |
CR |
- |
- |
2.2/0 |
- |
|
Pâtes et papiers |
Suède |
CR |
1.1 |
0.6 |
- |
- |
|
Pâtes et papiers |
États-Unis |
CR |
1.2 * |
- |
- |
- |
|
Pâtes et papiers |
États-Unis |
CR |
1.1 |
- |
- |
- |
|
Pâtes et papiers |
États-Unis |
CR |
- |
- |
-/4.0 |
- |
|
Pâtes et papiers |
Canada |
PM |
- |
1.2 |
3.8*/— |
- |
|
Pâtes et papiers |
États-Unis |
PM |
1.5 * |
0.5 |
4.4/4.5 |
2.3 |
|
Pâtes et papiers |
États-Unis |
PM |
0.9 |
1.7 * |
1.6/1.0 |
1.1 |
|
Pâtes et papiers |
États-Unis |
PM |
0.9 |
1.2 |
1.5 / 1.9 * |
1.4 |
|
Pâtes et papiers |
États-Unis |
PM |
- |
1.7 * |
1.4 |
1.6 * |
C = étude de cohorte, CR = étude cas-témoins, PM = étude de mortalité proportionnelle.
* Statistiquement significatif. § = Lorsque rapporté séparément, LNH = lymphome non hodgkinien et MH = maladie de Hodgkin. X = 0 ou 1 cas notifié, aucune estimation du risque calculée, — = Aucune donnée notifiée.
Une estimation du risque supérieure à 1.0 signifie que le risque est accru, et une estimation du risque inférieure à 1.0 indique une diminution du risque.
Source : Adapté de Torén, Persson et Wingren 1996.
Cancers du système respiratoire
Les travailleurs de l'entretien des usines de papier et de pâte sont exposés à un risque accru de cancer du poumon et de mésothéliome malin, probablement en raison de leur exposition à l'amiante. Une étude suédoise a montré un triplement du risque de mésothéliome pleural chez les travailleurs des pâtes et papiers (Malker et al. 1985). Lorsque l'exposition a été analysée plus en détail, 71 % des cas avaient été exposés à l'amiante, la majorité ayant travaillé dans l'entretien des usines. Des augmentations du risque de cancer du poumon chez les travailleurs d'entretien ont également été démontrées dans les usines de pâtes et papiers suédoises et finlandaises (Torén, Sällsten et Järvholm 1991; Jäppinen et al. 1987).
Dans la même étude finlandaise, un doublement du risque de cancer du poumon a également été observé chez les travailleurs des usines de papier et de carton. Les enquêteurs ont ensuite réalisé une étude limitée aux travailleurs des usines de pâte à papier exposés à des composés chlorés et ont découvert un risque multiplié par trois de cancer du poumon.
Peu d'autres études sur les travailleurs des pâtes et papiers ont montré des risques accrus de cancer du poumon. Une étude canadienne a montré un risque accru chez les personnes exposées à la poussière de papier (Siemiatycki et al. 1986), et des études américaines et suédoises ont montré des risques accrus chez les travailleurs des papeteries (Milham et Demers 1984; Torén, Järvholm et Morgan 1989).
Cancers gastro-intestinaux
Un risque accru de cancer de l'estomac a été indiqué dans de nombreuses études, mais les risques ne sont pas clairement associés à un domaine en particulier ; par conséquent, l'exposition pertinente est inconnue. Le statut socio-économique et les habitudes alimentaires sont également des facteurs de risque de cancer de l'estomac et peuvent être des facteurs de confusion ; ces facteurs n'ont été pris en compte dans aucune des études examinées.
L'association entre le cancer gastrique et le travail dans les pâtes et papiers a été observée pour la première fois dans une étude américaine dans les années 1970 (Milham et Demers 1984). Le risque s'est avéré encore plus élevé, presque doublé, lorsque les travailleurs au sulfite étaient examinés séparément. Une étude ultérieure a également découvert que les travailleurs américains du sulfite et du bois de construction couraient un risque accru de cancer de l'estomac (Robinson, Waxweiller et Fowler 1986). Un risque de la même ampleur a été trouvé dans une étude suédoise chez les travailleurs d'usines de pâtes et papiers d'une région où seule la pâte au bisulfite était produite (Wingren et al. 1991). Les travailleurs américains des usines de papier, de carton et de pâte à papier du New Hampshire et de l'État de Washington ont connu une augmentation de la mortalité due au cancer de l'estomac (Schwartz 1988; Milham 1976). Les sujets étaient probablement un mélange d'ouvriers du sulfite, du sulfate et des papeteries. Dans une étude suédoise, une mortalité multipliée par trois due au cancer de l'estomac a été constatée dans un groupe composé de travailleurs des usines de sulfite et de papier (Wingren, Kling et Axelson 1985). La majorité des études sur les pâtes et papiers ont signalé des excès de cancer de l'estomac, bien que certaines ne l'aient pas fait.
En raison du petit nombre de cas, la plupart des études sur les autres cancers gastro-intestinaux ne sont pas concluantes. Une augmentation du risque de cancer du côlon chez les travailleurs du procédé au sulfate et dans la production de carton a été signalée dans une étude finlandaise (Jäppinen et al. 1987), ainsi que chez les travailleurs américains des pâtes et papiers (Solet et al. 1989). L'incidence du cancer des voies biliaires en Suède entre 1961 et 1979 a été liée aux données professionnelles du recensement national de 1960 (Malker et al. 1986). Une augmentation de l'incidence du cancer de la vésicule biliaire chez les travailleurs masculins des papeteries a été identifiée. Des risques accrus de cancer du pancréas ont été observés dans certaines études sur les travailleurs des usines de papier et les travailleurs des sulfites (Milham et Demers 1984; Henneberger, Ferris et Monson 1989), ainsi que dans le vaste groupe des travailleurs des pâtes et papiers (Pickle et Gottlieb 1980; Wingren et al. 1991). Ces résultats n'ont pas été confirmés dans d'autres études.
Hématologies malignes
La question des lymphomes chez les travailleurs des usines de pâtes et papiers a été initialement abordée dans une étude américaine des années 1960, où un risque quadruplé de maladie de Hodgkin a été constaté chez les travailleurs des pâtes et papiers (Milham et Hesser 1967). Dans une étude ultérieure, la mortalité parmi les travailleurs des usines de pâtes et papiers de l'État de Washington entre 1950 et 1971 a été étudiée, et un double risque de maladie de Hodgkin et de myélome multiple a été observé (Milham 1976). Cette étude a été suivie d'une autre analysant la mortalité chez les membres des syndicats des pâtes et papiers aux États-Unis et au Canada (Milham et Demers 1984). Il a montré un risque presque multiplié par trois de lymphosarcome et de sarcome à cellules réticulaires chez les travailleurs au sulfite, tandis que les travailleurs au sulfate avaient un risque quatre fois plus élevé de maladie de Hodgkin. Dans une étude de cohorte américaine, on a observé que les travailleurs du sulfate présentaient un double risque de lymphosarcome et de réticulosarcome (Robinson, Waxweiller et Fowler 1986).
Dans de nombreuses études où il a été possible d'étudier la survenue de lymphomes malins, un risque accru a été trouvé (Wingren et al. 1991; Persson et al. 1993). Étant donné que le risque accru se produit à la fois chez les travailleurs des usines de sulfate et de sulfite, cela indique une source commune d'exposition. Dans les services de tri et de déchiquetage, les expositions sont assez similaires. La main-d'œuvre est exposée à la poussière de bois, aux terpènes et à d'autres composés extractibles du bois. De plus, les deux processus de réduction en pâte blanchissent avec du chlore, ce qui a le potentiel de créer des sous-produits organiques chlorés, y compris de petites quantités de dioxines.
Par rapport aux lymphomes, les études sur les leucémies montrent des schémas moins cohérents et les estimations du risque sont plus faibles.
Autres tumeurs malignes
Parmi les travailleurs de papeteries américaines présumés exposés au formaldéhyde, quatre cas de cancer des voies urinaires ont été découverts après 30 ans de latence, alors qu'un seul était attendu (Robinson, Waxweiller et Fowler 1986). Toutes ces personnes avaient travaillé dans les aires de séchage du papier des papeteries.
Dans une étude cas-témoin du Massachusetts, les tumeurs du système nerveux central dans l'enfance étaient associées à une profession paternelle non précisée comme ouvrier d'usine de papier et de pâte (Kwa et Fine 1980). Les auteurs considéraient leur observation comme un événement aléatoire. Cependant, dans trois études ultérieures, des risques accrus ont également été trouvés (Johnson et al. 1987; Nasca et al. 1988; Kuijten, Bunin et Nass 1992). Dans des études suédoises et finlandaises, des risques de tumeurs cérébrales deux à trois fois plus élevés ont été observés chez les travailleurs des usines de pâtes et papiers.
Culture et transformation de la canne à sucre
Adapté de la 3e édition, « Encyclopaedia of Occupational Health and Safety ».
Cultivation
La canne à sucre est une culture rustique qui est cultivée dans les régions tropicales et subtropicales pour sa teneur en saccharose et ses sous-produits tels que la mélasse et la bagasse (le résidu fibreux des déchets). La plante pousse en touffes de tiges cylindriques mesurant de 1.25 à 7.25 cm de diamètre et atteignant 6 à 7 m de hauteur. Les tiges de canne poussent vers le haut jusqu'à ce que la tige devienne trop lourde pour se tenir debout. Il se couche alors sur le côté et continue de croître vers le haut. Il en résulte un champ de canne à maturité couché sur lui-même dans un motif maillé. Les tiges de canne à sucre contiennent une sève à partir de laquelle le sucre est transformé. La canne à sucre est cultivée dans les Caraïbes, en Amérique centrale et du Sud, en Inde, dans les îles du Pacifique, en Australie, en Afrique centrale et du Sud, à Maurice et dans le sud des États-Unis. L'utilisation principale de la canne à sucre est le sucre; cependant, il peut être fermenté et distillé pour produire du rhum. La bagasse, la matière cellulosique qui reste après le pressage, peut être utilisée dans la production de papier et d'autres produits ou comme source de carburant.
Dans des conditions favorables et l'utilisation appropriée de pesticides et d'engrais, la canne pousse rapidement. Pour assurer une teneur maximale en sucre de 1 à 17 % du poids total, la canne doit être récoltée immédiatement après avoir atteint sa période de croissance finale. Les champs de canne sont brûlés avant la récolte, pour éliminer les mauvaises herbes (sans détruire la récolte) et pour détruire les serpents, les insectes dangereux et autres ravageurs qui vivent dans la croissance dense des champs de canne. La récolte se fait soit à la main (des machettes sont utilisées pour couper la canne) soit par une machine à récolter la canne à sucre. La mécanisation de la récolte de la canne à sucre s'est généralisée au cours des années 1990. Cependant, la récolte manuelle se produit encore dans de nombreuses régions du monde, ainsi que dans des emplacements de terrain qui ne sont pas propices à l'équipement de récolte. Un grand nombre de travailleurs saisonniers ou migrants sont employés pendant la récolte de la canne, en particulier dans les zones de récolte manuelle.
Pour conserver la teneur en sucre, la canne doit être transformée le plus tôt possible après la récolte ; par conséquent, les usines de transformation (moulins) sont situées à proximité des principales zones de production de canne à sucre. La récolte est transportée vers les moulins par des tracteurs, des semi-remorques ou, dans certaines régions, par des systèmes ferroviaires internes.
Les dangers et leur prévention
Dans les régions où la récolte manuelle prévaut, de nombreuses blessures sont liées à la machette. Ces blessures peuvent aller de coupures mineures à la rupture de parties du corps. De plus, la machette est l'outil le plus couramment utilisé par les travailleurs les moins qualifiés de la ferme ou de la plantation. Garder la machette tranchante aide à réduire les blessures, car avec une machette tranchante, le travailleur n'a pas à se balancer aussi fort et peut garder un meilleur contrôle sur la machette. Il y a aussi des cas de travailleurs qui se battent avec des machettes. Des gants de sécurité blindés avec des mailles de chaîne ont été développés pour protéger la main contre les blessures liées à la machette. L'utilisation de bottes à embout d'acier et de protège-bras et de jambes réduira également ces types de blessures. Les bottes fourniront également une certaine protection contre les morsures de serpent. Travailler avec la canne peut aussi très facilement produire des blessures et des coupures aux yeux. La protection des yeux est recommandée lors de la récolte manuelle, où les travailleurs sont exposés aux tiges de canne. Étant donné que la canne est cultivée dans des régions tropicales et subtropicales, les travailleurs doivent également se préoccuper des problèmes de santé liés à la chaleur. Cela peut être exacerbé par l'utilisation des vêtements de protection nécessaires. Ces régions sont également des zones de niveaux élevés d'exposition au soleil, ce qui peut entraîner divers types de cancers de la peau. Des précautions doivent être prises pour limiter ou se protéger contre l'exposition au soleil.
La récolte manuelle avec des machettes peut également entraîner des blessures musculo-squelettiques dues aux mouvements répétitifs et à l'effort physique. La taille de la machette, la netteté et la fréquence des coups de coupe sont des facteurs qui affectent cela. Voir aussi l'article « Opérations manuelles en agriculture » dans ce chapitre.
Des précautions doivent être prises pour prévenir l'infection en cas de coupures et d'abrasions. Lorsque la récolte est devenue mécanisée, il existe des risques associés à la machine particulière utilisée. Ceux-ci sont similaires à ceux des autres équipements de récolte agricole.
Les pesticides et autres produits chimiques peuvent comporter des risques toxiques pouvant entraîner une intoxication par absorption cutanée ou inhalation. Les personnes qui appliquent les pesticides doivent être informées des dangers de l'opération et munies de vêtements de protection et d'installations sanitaires adéquates. Leur équipement doit être entretenu et réparé au besoin afin d'éviter les déversements. Les pulvérisateurs à dos sont particulièrement susceptibles de développer des fuites qui entraîneront un déversement sur la personne. Les applications aériennes de pesticides peuvent affecter d'autres personnes qui se trouvent dans la zone d'application. De plus, lorsque des pesticides sont appliqués, l'étiquette du produit fournit des exigences légales et pratiques pour la manipulation et l'élimination après utilisation, ainsi que la liste des intervalles de temps après lesquels il est sûr pour les personnes de retourner sur le terrain.
Usines de canne à sucre (usines de transformation)
L'industrie de la canne à sucre ne se limite pas à la production d'aliments destinés à la consommation humaine. Certains types de sucre et de résidus de sucre fournissent des aliments complémentaires nutritifs pour les animaux, et divers produits d'importance commerciale sont obtenus à partir de la matière première et de ses sous-produits.
Les principaux sous-produits sont le saccharose, le glucose, le lévulose, le raffinose, la pectine, les cires et les bétaïnes. Les sous-produits sont les tiges (utilisées pour le fourrage), la bagasse, le rhum et la mélasse. Parmi les produits fabriqués à l'échelle industrielle figurent l'octacétate de saccharose, l'alcool éthylique et les acides acétique, citrique, glutamique, oxalique, formique et saccharique. Le papier et les panneaux durs sont fabriqués industriellement à partir de la bagasse. La bagasse peut également, une fois séchée, être utilisée comme source de biogaz ou comme combustible dans la sucrerie.
Dans la sucrerie, la canne est broyée et le jus extrait par de lourds rouleaux. Le jus contient du saccharose, du glucose, du lévulose, des sels organiques et des acides en solution, et est mélangé avec des fibres de bagasse, des gravillons, de l'argile, des matières colorantes, de l'albumine et de la pectine en suspension. En raison des propriétés de l'albumine et de la pectine, le jus ne peut pas être filtré à froid. La chaleur et les produits chimiques sont nécessaires pour éliminer les impuretés et obtenir le saccharose.
Le mélange est clarifié par chauffage et ajout de précipitants à base de chaux. Une fois clarifié, le jus est concentré par évaporation sous vide jusqu'à ce qu'il précipite sous forme de cristaux grisâtres. Le jus concentré, ou mélasse, est composé à 45% d'eau. Le traitement centrifuge produit du sucre granulé de teinte grisâtre (cassonade), pour lequel il existe un marché. Le sucre blanc est obtenu par un procédé de raffinage. Dans ce procédé, la cassonade est dissoute avec divers produits chimiques (anhydride sulfurique, acide phosphorique) et filtrée avec ou sans noir d'os, selon la pureté souhaitée. Le sirop filtré s'évapore sous vide jusqu'à ce qu'il cristallise. Il est ensuite centrifugé jusqu'à l'obtention d'une poudre cristalline blanche.
Les dangers et leur prévention
Les conditions de travail varient selon la localisation géographique. Les travailleurs saisonniers sont particulièrement susceptibles de vivre dans des conditions inférieures aux normes. Les risques pour la santé varieront en fonction des facteurs environnementaux, des conditions de travail, des conditions de vie et de la classe socio-économique du travailleur.
En raison des températures élevées dans les zones de production de la canne, les travailleurs doivent consommer de grandes quantités de liquide.
Des fumées et des gaz tels que le dioxyde de carbone, le dioxyde de soufre, le monoxyde de carbone et l'acide chlorhydrique peuvent être dégagés à différentes étapes du processus de raffinage. Les températures élevées de traitement peuvent également entraîner des fumées et de la vapeur qui sont non seulement irritantes ou chaudes, mais qui peuvent aussi parfois être toxiques.
Dans certaines zones de l'usine, les niveaux de bruit sont excessifs.
La bagassose est une maladie pulmonaire professionnelle de type alvéolite allergique extrinsèque, causée par l'inhalation de poussières contenant des spores d'actinomycètes thermophiles qui se développent dans la bagasse moisie stockée. Une pneumopathie d'hypersensibilité peut également résulter de cette exposition.
Dans les pays en développement, les travailleurs peuvent être non qualifiés, sans formation en matière de sécurité. De plus, il peut y avoir un taux de rotation élevé des employés, ce qui peut entraîner des problèmes de suivi de la formation et d'augmentation des niveaux de compétence. Bien que les données statistiques ne montrent pas une incidence élevée de maladies professionnelles, cela peut être dû en partie à des problèmes de déclaration et de calcul, comme le fait que les usines de traitement et de raffinage ne sont pas ouvertes toute l'année, mais seulement pendant 5 à 6 mois de l'année. Ainsi, les taux annuels d'accidents peuvent sembler faibles. Pendant le reste de l'année, les travailleurs saisonniers seront employés dans des emplois entièrement différents, tandis que les employés permanents entretiendront et travailleront avec les machines, l'équipement et les installations.
Les accidents du travail, comme les chutes, les foulures, les entorses, etc., diffèrent peu de ceux des autres activités industrielles et agricoles. Avec l'augmentation de la mécanisation, les accidents du travail sont moins nombreux mais souvent plus graves. Les blessures les plus fréquentes comprennent les maladies liées aux coups de chaleur ou au stress thermique, les dermatites, les conjonctivites, les brûlures et les chutes.
Afin de planifier et de mettre en œuvre un programme de santé et de sécurité pour une sucrerie spécifique, il est nécessaire de procéder à une évaluation qualitative et quantitative des risques et dangers impliqués, y compris l'identification de mesures correctives, telles que l'utilisation de systèmes d'aspiration locaux pour la poussière, les gaz et les fumées, le cas échéant. Le contrôle de la poussière peut être utilisé efficacement pour contrôler la poussière de bagasse. L'installation doit être correctement aérée et ventilée pour réduire la chaleur excessive, et un éclairage adéquat doit être fourni. Les machines doivent être correctement protégées et des vêtements de protection appropriés doivent être fournis et facilement accessibles aux travailleurs. Les normes et règlements d'hygiène et de sécurité doivent être respectés. Un programme de sécurité approprié, dont le personnel qualifié est responsable, pour assurer la sécurité des travailleurs doit être en place.
Le bruit est un danger répandu. Les machines bruyantes doivent être insonorisées et, dans les zones où le niveau de bruit ne peut pas être réduit de manière adéquate, une protection auditive doit être fournie et un programme de conservation de l'ouïe doit être institué. Ce programme devrait inclure des tests audiométriques et une formation des travailleurs.
Fabrication de concentrés de boissons gazeuses
Présentation du processus
La fabrication du concentré est la première étape de la production d'une boisson gazeuse non alcoolisée. Aux débuts de l'industrie, au XIXe siècle, les concentrés et les boissons gazeuses étaient fabriqués dans la même usine. Parfois, le concentré était vendu aux consommateurs, qui fabriquaient leurs propres boissons gazeuses. Au fur et à mesure que le secteur des boissons gazeuses s'est développé, la fabrication de concentrés et de boissons gazeuses s'est spécialisée. Aujourd'hui, une usine de fabrication de concentré vend son produit à diverses entreprises d'embouteillage.
Les usines de concentré optimisent constamment leur fonctionnement grâce à l'automatisation des systèmes. À mesure que la demande de concentré augmente, l'automatisation a permis au fabricant de satisfaire la demande sans augmenter la taille de l'usine de fabrication. La taille des emballages a également augmenté. Au début de l'industrie, les conteneurs de 1/2, 1 et 5 gallons étaient les plus courants. Aujourd'hui, des barils de 40 et 50 gallons et même des camions-citernes d'une capacité de 3,000 4,000 à XNUMX XNUMX gallons sont utilisés.
Les opérations dans une usine de fabrication de concentrés peuvent être divisées en cinq processus de base :
- traitement de l'eau
- réception des matières premières
- fabrication de concentré
- remplissage de concentré et d'additifs
- expédier les produits finis.
Chacun de ces processus présente des risques pour la sécurité qui doivent être évalués et contrôlés. L'eau est un ingrédient très important dans le concentré et elle doit être d'excellente qualité. Chaque usine de concentré traite l'eau jusqu'à ce qu'elle atteigne la qualité souhaitée et soit exempte de micro-organismes. Le traitement de l'eau est contrôlé à toutes les étapes.
Lorsque l'usine reçoit les ingrédients de préparation, l'inspection, l'échantillonnage et l'analyse des ingrédients dans le service de contrôle de la qualité commencent. Seuls les matériaux ayant réussi les tests seront utilisés dans le processus de fabrication du concentré. Certaines des matières premières sont reçues dans des camions-citernes et nécessitent une manutention spéciale. De plus, les matériaux d'emballage sont reçus, évalués et analysés de la même manière que les matières premières.
Lors de la fabrication du concentré, l'eau traitée et les ingrédients liquides et solides sont pompés dans des réservoirs en acier inoxydable, où ils sont mélangés, homogénéisés et/ou extraits conformément aux instructions de fabrication. Les réservoirs ont des capacités de 50 gallons, 10,000 XNUMX gallons et même plus. Ces réservoirs sont complètement propres et désinfectés au moment du mélange.
Une fois le concentré fabriqué, l'étape de remplissage est lancée. Tous les produits sont acheminés vers la salle de remplissage. Les machines de remplissage sont strictement nettoyées et désinfectées avant le début du processus de remplissage. La plupart des machines de remplissage sont dédiées à des tailles de conteneurs spécifiques. Le produit est conservé à l'intérieur des tuyaux et des réservoirs à certains moments pendant le processus de remplissage afin d'éviter toute contamination. Chaque conteneur doit être étiqueté avec le nom du produit et les risques de manipulation (si nécessaire). Les conteneurs pleins sont déplacés par des convoyeurs vers la zone de conditionnement. Les conteneurs sont placés sur des palettes et emballés dans du plastique ou attachés avant d'être stockés. Outre les concentrés, des additifs destinés à être utilisés dans la préparation de boissons gazeuses non alcoolisées sont emballés. Beaucoup de ces additifs sont emballés dans des sacs en plastique et placés dans des boîtes.
Une fois à l'entrepôt, les produits sont divisés et préparés pour être envoyés aux différentes sociétés d'embouteillage. Ces produits doivent être étiquetés conformément à toutes les réglementations gouvernementales. Si les produits sont destinés à un autre pays, le produit doit être étiqueté conformément aux exigences d'étiquetage de l'autre pays.
Production de jus de fruits
Les jus de fruits sont fabriqués à partir d'une grande variété de fruits, y compris les oranges et autres agrumes, les pommes, les raisins, les canneberges, les ananas, les mangues, etc. Dans de nombreux cas, divers jus de fruits sont mélangés. Habituellement, les fruits sont transformés en concentré près de l'endroit où ils sont cultivés, puis expédiés à un emballeur de jus de fruits. Les jus de fruits peuvent être vendus sous forme de concentrés, de concentrés congelés (en particulier le jus d'orange) et de jus dilué. Souvent, du sucre et des conservateurs sont ajoutés.
Une fois reçues à l'usine de transformation, les oranges sont lavées, calibrées pour éliminer les fruits abîmés, triées selon leur taille et envoyées aux extracteurs de jus. Là, les huiles sont extraites de la peau, puis le jus extrait par broyage. Le jus pulpeux est tamisé pour en retirer les graines et la pulpe, qui finissent souvent comme aliments pour le bétail. Si le jus d'orange est destiné à la vente comme « non fait de concentré », il est alors pasteurisé. Sinon, le jus est envoyé vers des évaporateurs, qui éliminent la majeure partie de l'eau par la chaleur et le vide, puis refroidis, pour produire le jus d'orange concentré congelé. Ce processus élimine également de nombreuses huiles et essences qui sont mélangées dans le concentré avant d'être expédiées à l'emballeur de jus.
Le concentré congelé est expédié à l'emballeur dans des camions ou des camions-citernes réfrigérés. De nombreuses laiteries emballent le jus d'orange en utilisant le même équipement que celui utilisé pour emballer le lait. (Voir l'article « Industrie des produits laitiers » ailleurs dans ce volume.) Le concentré est dilué avec de l'eau filtrée, pasteurisé et conditionné dans des conditions stériles. Selon la quantité d'eau ajoutée, le produit final peut être des canettes de concentré de jus d'orange congelé ou de jus d'orange prêt à servir.
Michel McCann
Prévention des risques
Les risques dans une usine de fabrication de concentrés varient selon les produits fabriqués et la taille de l'usine.
Les usines de concentré ont un faible taux de blessures en raison d'un degré élevé d'automatisation et de manutention mécanisée. Les matériaux sont manutentionnés par des chariots élévateurs et les conteneurs pleins sont placés sur des palettes par des palettiseurs automatiques. Bien que les employés n'aient généralement pas à utiliser une force excessive pour faire le travail, les blessures liées au levage restent une préoccupation. Les principaux dangers comprennent les moteurs et les équipements en mouvement, les chutes d'objets des conteneurs aériens, les risques énergétiques lors de la réparation et de l'entretien, les risques liés aux espaces confinés lors du nettoyage des réservoirs de mélange, le bruit, les accidents de chariot élévateur et les agents de nettoyage chimiques dangereux. Consultez l'article « Embouteillage et mise en conserve de boissons gazeuses » pour plus d'informations sur les dangers et les précautions.
Industrie des produits laitiers
Les produits laitiers ont constitué un élément important de l'alimentation humaine depuis les premiers jours où les animaux ont été domestiqués pour la première fois. A l'origine, le travail était effectué à la maison ou à la ferme, et aujourd'hui encore, une grande partie est produite dans de petites entreprises, bien que dans de nombreux pays les industries à grande échelle soient courantes. Les coopératives ont été d'une grande importance dans le développement de l'industrie et l'amélioration de ses produits.
Dans de nombreux pays, il existe des réglementations strictes régissant la préparation des produits laitiers, par exemple, l'exigence que tous les liquides soient pasteurisés. Dans la plupart des laiteries, le lait est pasteurisé ; parfois il est stérilisé ou homogénéisé. Des produits laitiers sûrs et de haute qualité sont aujourd'hui l'objectif des usines de fabrication. Bien que les récentes avancées technologiques permettent une plus grande sophistication et automatisation, la sécurité reste une préoccupation.
Le lait liquide ou liquide est la matière première de base de l'industrie des produits laitiers. Le lait est réceptionné via des camions-citernes (ou parfois en bidons) et est déchargé. Chaque camion-citerne est contrôlé pour les résidus de médicaments et la température. Le lait est filtré et stocké dans des cuves/silos. La température du lait doit être inférieure à 7 °C et maintenue pendant 72 heures maximum. Après le stockage, le lait est séparé, la crème crue est stockée dans la maison ou expédiée ailleurs et le lait restant est pasteurisé. La température de la crème crue doit également être inférieure à 7 °C et maintenue pendant 72 heures maximum. Avant ou après la pasteurisation (chauffage à 72°C pendant 15 secondes), des vitamines peuvent être ajoutées. Si des vitamines sont ajoutées, des concentrations appropriées doivent être administrées. Après pasteurisation, le lait passe dans une cuve de stockage. Le lait est ensuite conditionné, réfrigéré et mis en distribution.
Dans la production de fromage cheddar, le lait cru entrant est filtré, stocké et la crème séparée comme indiqué ci-dessus. Avant la pasteurisation, les ingrédients secs et non laitiers sont mélangés au lait. Ce produit mélangé est ensuite pasteurisé à une température supérieure à 72 °C pendant plus de 15 secondes. Après la pasteurisation, le milieu de départ (qui a également été pasteurisé) est ajouté. Le mélange fromage-lait entre ensuite dans la cuve à fromage. A ce moment la couleur, le sel (NaCl), la présure et le chlorure de calcium (CaCl2) peut être ajouté. Le fromage entre ensuite dans la table d'égouttage. Le sel peut également être ajouté à ce moment. Le lactosérum est ensuite expulsé et mis dans un réservoir de stockage. Un détecteur de métaux peut être utilisé avant le remplissage pour détecter tout fragment de métal présent dans le fromage. Après remplissage, le fromage est pressé, conditionné, stocké et introduit dans la chaîne de distribution.
Pour la formation du beurre, la crème brute issue de la séparation du lait est soit stockée en interne, soit réceptionnée via des camions ou des bidons. La crème crue est pasteurisée à des températures supérieures à 85 °C pendant plus de 25 secondes et placée dans des cuves de stockage. La crème est préchauffée et pompée dans la baratte. Pendant le barattage, de l'eau, du colorant, du sel et/ou du distillat de départ peuvent être ajoutés. Après barattage, le babeurre produit est stocké dans des cuves. Le beurre est pompé dans un silo puis conditionné. Un détecteur de métaux peut être utilisé avant ou après l'emballage pour détecter tout fragment de métal présent dans le beurre. Après conditionnement, le beurre est palettisé, stocké et introduit dans la chaîne de distribution.
Dans la production de lait en poudre, le lait cru est reçu, filtré et stocké comme indiqué précédemment. Après stockage, le lait est préchauffé et séparé. La crème crue est stockée dans la maison ou expédiée ailleurs. Le lait restant est pasteurisé. La température de la crème crue et de l'écrémé cru doit être inférieure à 7 °C et maintenue pendant 72 heures au maximum. Le lait cru écrémé est pasteurisé à une température supérieure à 72 °C pendant 15 secondes, évaporé par séchage entre cylindres chauffés ou par atomisation et stocké dans des réservoirs. Après stockage, le produit entre dans un système de séchage. Après séchage, le produit est refroidi. L'air chaud et froid utilisé doit être filtré. Après refroidissement, le produit entre dans un réservoir de stockage en vrac, est tamisé et emballé. Un aimant peut être utilisé avant l'emballage pour détecter tout fragment de métal ferreux supérieur à 0.5 mm dans le lait en poudre. Un détecteur de métaux peut être utilisé avant ou après l'emballage. Après conditionnement, le lait en poudre est stocké et expédié.
Bonnes pratiques de fabrication
Les bonnes pratiques de fabrication (BPF) sont des lignes directrices visant à faciliter l'exploitation quotidienne d'une usine laitière et à assurer la fabrication d'un produit laitier salubre. Les domaines couverts comprennent les locaux, la réception/le stockage, les performances et l'entretien des équipements, les programmes de formation du personnel, les programmes d'assainissement et de rappel.
La contamination microbiologique, physique et chimique des produits laitiers est une préoccupation majeure de l'industrie. Les dangers microbiologiques comprennent Brucella, Clostridium botulinum, Listeria monocytogenes, hépatite A et E, salmonelle, Escherichia coli 0157:H7, Bacillus cereus, Staphylococcus aureus et parasites. Les dangers physiques comprennent le métal, le verre, les insectes, la saleté, le bois, le plastique et les effets personnels. Les risques chimiques comprennent les toxines naturelles, les métaux, les résidus de médicaments, les additifs alimentaires et les produits chimiques accidentels. En conséquence, les laiteries effectuent des tests approfondis sur les médicaments, microbiologiques et autres pour garantir la pureté du produit. Le nettoyage à la vapeur et chimique de l'équipement est nécessaire pour maintenir des conditions sanitaires.
Les dangers et leur prévention
Les risques pour la sécurité comprennent les glissades et les chutes causées par des surfaces de plancher et d'échelle humides ou savonneuses; expositions à des machines non protégées telles que points de pincement, convoyeurs, machines d'emballage, remplisseuses, trancheuses, etc. ; et l'exposition aux chocs électriques, en particulier dans les zones humides.
Les allées doivent être dégagées. Les matériaux renversés doivent être nettoyés immédiatement. Les sols doivent être recouverts d'un matériau antidérapant. Les machines doivent être correctement protégées et correctement mises à la terre, et des disjoncteurs de fuite à la terre doivent être installés dans les zones humides. Des procédures de verrouillage/étiquetage appropriées sont nécessaires pour s'assurer que la possibilité d'un démarrage inattendu des machines et de l'équipement ne causera pas de blessures au personnel de l'usine.
Brûlures thermiques peuvent se produire à cause des conduites de vapeur et du nettoyage à la vapeur et des fuites ou des ruptures de conduites d'équipements hydrauliques à haute pression. Des « brûlures » cryogéniques peuvent survenir à la suite d'une exposition à un réfrigérant à base d'ammoniac liquide. Un bon entretien, des procédures de déversement et de fuite et une bonne formation peuvent minimiser le risque de brûlures.
Incendies et explosions. Les systèmes à ammoniac qui fuient (la limite inférieure d'explosivité pour l'ammoniac est de 16 % ; la limite supérieure d'explosivité est de 25 %), le lait en poudre en poudre et d'autres matériaux inflammables et combustibles, le soudage et les équipements hydrauliques à haute pression qui fuient peuvent tous entraîner des incendies ou des explosions. Un détecteur de fuite d'ammoniac doit être installé dans les zones équipées de systèmes de réfrigération à l'ammoniac. Les matières inflammables et combustibles doivent être entreposées dans des récipients métalliques fermés. La pulvérisation de lait en poudre doit répondre aux exigences antidéflagrantes appropriées. Seul le personnel autorisé doit effectuer le soudage. Les bouteilles de gaz comprimé doivent être régulièrement contrôlées. Des précautions doivent être prises pour éviter le mélange d'oxygène avec des gaz inflammables. Les bouteilles doivent être tenues à l'écart des sources de chaleur.
Gelure ainsi que stress dû au froid peut se produire à la suite d'une exposition dans les congélateurs et les réfrigérateurs. Des vêtements de protection adéquats, la rotation des tâches vers des zones plus chaudes, des salles à manger chaudes et la fourniture de boissons chaudes sont des précautions recommandées.
Expositions à niveaux de bruit élevés peuvent se produire dans les opérations de transformation, d'emballage, de broyage et de soufflage de modèles en plastique. Les précautions comprennent l'isolement des équipements bruyants, un entretien approprié, le port de protections auditives et un programme de préservation de l'ouïe.
En entrant espaces confinés- par exemple, lors de l'entrée dans les fosses d'égout ou le nettoyage des réservoirs - une ventilation doit être fournie. La zone doit être exempte d'équipement, de produit, de gaz et de personnel. Les turbines, agitateurs et autres équipements doivent être verrouillés.
Levage de matières premières, tirant caisses de produit et l'emballage des produits sont associés à des problèmes ergonomiques. Les solutions comprennent la mécanisation et l'automatisation des opérations manuelles.
Une grande variété de expositions chimiques peut survenir dans l'industrie des produits laitiers, y compris l'exposition à :
- vapeurs d'ammoniac dues à des fuites dans les systèmes de réfrigération à l'ammoniac
- produits chimiques corrosifs (par exemple, acide phosphorique utilisé dans la fabrication du fromage cottage, produits de nettoyage, acides de batterie, etc.)
- chlore gazeux généré par le mélange par inadvertance de désinfectant chloré avec des acides
- peroxyde d'hydrogène généré lors des opérations de conditionnement à ultra-haute température
- exposition à l'ozone (et aux ultraviolets) due à la lumière UV utilisée dans les opérations de désinfection
- monoxyde de carbone généré par l'action des caustiques réagissant avec le sucre du lait lors des opérations de nettoyage en place (NEP) dans les évaporateurs de lait
- le monoxyde de carbone généré par les chariots élévateurs au propane ou à essence, les appareils de chauffage au gaz ou les thermoscelleuses de cartons au gaz
- chrome, nickel et autres fumées et gaz de soudage.
Les employés doivent être formés et conscients des pratiques de manipulation des produits chimiques dangereux. Les produits chimiques doivent être correctement étiquetés. Des procédures opérationnelles standard doivent être établies et suivies lors du nettoyage des déversements. Le LEV doit être fourni si nécessaire. Des vêtements de protection, des lunettes de sécurité, des écrans faciaux, des gants, etc. doivent être disponibles et entretenus par la suite. Une douche oculaire et une douche rapide doivent être accessibles lorsque vous travaillez avec des matériaux corrosifs.
Dangers biologiques. Les employés peuvent être exposés à une variété de bactéries et d'autres risques microbiologiques provenant du lait cru non transformé et des fromages. Les précautions comprennent des gants appropriés, une bonne hygiène personnelle et des installations sanitaires adéquates.
En savoir plus
Questions environnementales et de santé publique
Étant donné que l'industrie des pâtes et papiers est une grande consommatrice de ressources naturelles (c'est-à-dire de bois, d'eau et d'énergie), elle peut être un contributeur majeur aux problèmes de pollution de l'eau, de l'air et du sol et a fait l'objet d'un examen minutieux ces dernières années. Cette préoccupation semble être justifiée, compte tenu de la quantité de polluants de l'eau générés par tonne de pâte (par exemple, 55 kg de demande biologique en oxygène, 70 kg de solides en suspension et jusqu'à 8 kg de composés organochlorés) et la quantité de pâte produite dans le monde sur une base annuelle (environ 180 millions de tonnes en 1994). De plus, environ 35 % seulement du papier utilisé est recyclé, et les vieux papiers sont un contributeur majeur au total mondial des déchets solides (environ 150 millions sur 500 millions de tonnes par an).
Historiquement, le contrôle de la pollution n'a pas été pris en compte dans la conception des usines de pâtes et papiers. De nombreux procédés utilisés dans l'industrie ont été développés sans se soucier de minimiser le volume des effluents et la concentration des polluants. Depuis les années 1970, les technologies de réduction de la pollution font partie intégrante de la conception des usines en Europe, en Amérique du Nord et dans d'autres parties du monde. La figure 1 illustre les tendances au cours de la période de 1980 à 1994 dans les usines de pâtes et papiers canadiennes en réponse à certaines de ces préoccupations environnementales : utilisation accrue de déchets de bois et de papier recyclable comme sources de fibres; et diminution de la demande en oxygène et des composés organiques chlorés dans les eaux usées.
Figure 1. Indicateurs environnementaux dans les usines canadiennes de pâtes et papiers, de 1980 à 1994, montrant l'utilisation de déchets de bois et de papier recyclable dans la production, ainsi que la demande biologique en oxygène (DBO) et les composés organochlorés (AOX) dans les effluents d'eaux usées.
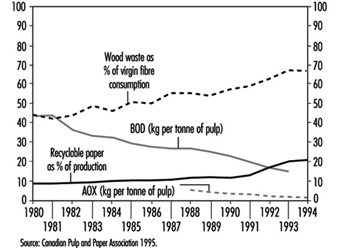
Cet article traite des principaux problèmes environnementaux associés au procédé des pâtes et papiers, identifie les sources de pollution au sein du procédé et décrit brièvement les technologies de contrôle, y compris le traitement externe et les modifications en usine. Les problèmes liés aux déchets de bois et aux fongicides anti-taches de l'aubier sont traités plus en détail dans le chapitre Bois d'oeuvre.
Problèmes de pollution atmosphérique
Les émissions atmosphériques de composés soufrés oxydés provenant des usines de pâtes et papiers ont causé des dommages à la végétation, et les émissions de composés soufrés réduits ont suscité des plaintes au sujet des odeurs d'œufs pourris. Des études menées auprès des résidents des communautés d'usines de pâte à papier, en particulier des enfants, ont montré des effets respiratoires liés aux émissions de particules, ainsi qu'une irritation des muqueuses et des maux de tête qui seraient liés aux composés soufrés réduits. Parmi les procédés de réduction en pâte, ceux qui risquent le plus de causer des problèmes de pollution de l'air sont les méthodes chimiques, en particulier la réduction en pâte kraft.
Les oxydes de soufre sont émis aux taux les plus élevés par les opérations de sulfite, en particulier celles utilisant des bases de calcium ou de magnésium. Les principales sources comprennent les soufflages des digesteurs discontinus, les évaporateurs et la préparation de la liqueur, les opérations de lavage, de criblage et de récupération contribuant à des quantités moindres. Les fours de récupération de pâte kraft sont également une source de dioxyde de soufre, tout comme les chaudières électriques qui utilisent du charbon ou du pétrole à haute teneur en soufre comme combustible.
Les composés soufrés réduits, y compris le sulfure d'hydrogène, le méthylmercaptan, le sulfure de diméthyle et le disulfure de diméthyle, sont presque exclusivement associés à la pâte kraft et donnent à ces usines leur odeur caractéristique. Les principales sources comprennent le four de récupération, le soufflage du digesteur, les soupapes de décharge du digesteur et les évents de la laveuse, bien que les évaporateurs, les réservoirs d'éperlan, les extincteurs, le four à chaux et les eaux usées puissent également y contribuer. Certaines opérations de sulfite utilisent des environnements réducteurs dans leurs fours de récupération et peuvent avoir des problèmes d'odeur de soufre réduit associés.
Les gaz de soufre émis par la chaudière de récupération sont mieux contrôlés en réduisant les émissions à la source. Les contrôles comprennent l'oxydation de la liqueur noire, la réduction de la sulfurité de la liqueur, des chaudières de récupération à faible odeur et le bon fonctionnement du four de récupération. Les gaz soufrés provenant du soufflage du digesteur, des soupapes de décharge du digesteur et de l'évaporation de la liqueur peuvent être collectés et incinérés - par exemple, dans le four à chaux. Les fumées de combustion peuvent être récupérées à l'aide d'épurateurs.
Les oxydes d'azote sont produits en tant que produits de la combustion à haute température et peuvent survenir dans n'importe quelle usine dotée d'une chaudière de récupération, d'une chaudière électrique ou d'un four à chaux, selon les conditions de fonctionnement. La formation d'oxydes d'azote peut être contrôlée en régulant les températures, les rapports air-carburant et le temps de séjour dans la zone de combustion. D'autres composés gazeux sont des contributeurs mineurs à la pollution atmosphérique de l'usine (par exemple, le monoxyde de carbone provenant d'une combustion incomplète, le chloroforme provenant des opérations de blanchiment et les composés organiques volatils provenant de la décharge du digesteur et de l'évaporation de la liqueur).
Les particules proviennent principalement des opérations de combustion, bien que les réservoirs de dissolution de l'éperlan puissent également être une source mineure. Plus de 50 % des particules de l'usine de pâte à papier sont très fines (moins de 1 μm de diamètre). Ce matériau fin comprend du sulfate de sodium (Na2SO4) et carbonate de sodium (Na2CO3) provenant des fours de récupération, des fours à chaux et des réservoirs de dissolution de la fonte, et du NaCl provenant des sous-produits de la combustion des bûches qui ont été stockées dans de l'eau salée. Les émissions des fours à chaux comprennent une quantité importante de particules grossières dues à l'entraînement des sels de calcium et à la sublimation des composés de sodium. Les particules grossières peuvent également inclure des cendres volantes et des produits de combustion organiques, en particulier des chaudières électriques. La réduction des concentrations de particules peut être obtenue en faisant passer les gaz de combustion à travers des précipitateurs ou des épurateurs électrostatiques. Les innovations récentes dans la technologie des chaudières électriques comprennent des incinérateurs à lit fluidisé qui brûlent à des températures très élevées, entraînent une conversion d'énergie plus efficace et permettent de brûler des déchets de bois moins uniformes.
Problèmes de pollution de l'eau
Les eaux usées contaminées des usines de pâtes et papiers peuvent causer la mort d'organismes aquatiques, permettre la bioaccumulation de composés toxiques dans les poissons et altérer le goût de l'eau potable en aval. Les effluents d'eaux usées des pâtes et papiers sont caractérisés sur la base de caractéristiques physiques, chimiques ou biologiques, les plus importantes étant la teneur en solides, la demande en oxygène et la toxicité.
La teneur en matières solides des eaux usées est généralement classée sur la base de la fraction en suspension (par opposition à la fraction dissoute), de la fraction de solides en suspension qui se dépose et des fractions de l'une ou l'autre qui sont volatiles. La fraction décantable est la plus gênante car elle peut former une couverture de boue dense à proximité du point de rejet, ce qui épuise rapidement l'oxygène dissous dans les eaux réceptrices et permet la prolifération de bactéries anaérobies qui génèrent du méthane et des gaz soufrés réduits. Bien que les solides non décantables soient généralement dilués par les eaux réceptrices et soient donc moins préoccupants, ils peuvent transporter des composés organiques toxiques vers les organismes aquatiques. Les solides en suspension rejetés par les usines de pâtes et papiers comprennent les particules d'écorce, les fibres de bois, le sable, les gravillons des broyeurs de pâte mécanique, les additifs de fabrication du papier, les résidus de liqueur, les sous-produits des procédés de traitement de l'eau et les cellules microbiennes des opérations de traitement secondaire.
Les dérivés du bois dissous dans les liqueurs de dépulpage, y compris les oligosaccharides, les sucres simples, les dérivés de lignine de faible poids moléculaire, l'acide acétique et les fibres de cellulose solubilisées, sont les principaux contributeurs à la fois à la demande biologique en oxygène (DBO) et à la demande chimique en oxygène (DCO). Les composés qui sont toxiques pour les organismes aquatiques comprennent les composés organiques chlorés (AOX ; provenant du blanchiment, en particulier la pâte kraft) ; acides résiniques; les acides gras insaturés ; les alcools diterpéniques (issus notamment de l'écorçage et de la réduction en pâte mécanique) ; les juvabiones (surtout issus de la pâte au bisulfite et de la pâte mécanique) ; les produits de dégradation de la lignine (surtout issus de la réduction en pâte au bisulfite) ; les produits organiques synthétiques, tels que les slimicides, les huiles et les graisses ; et les produits chimiques de traitement, les additifs pour la fabrication du papier et les métaux oxydés. Les composés organiques chlorés ont été particulièrement préoccupants, car ils sont extrêmement toxiques pour les organismes marins et peuvent se bioaccumuler. Ce groupe de composés, y compris le dibenzo-polychlorép-dioxines, ont été le principal moteur de la réduction de l'utilisation du chlore dans le blanchiment de la pâte.
La quantité et les sources de solides en suspension, la demande en oxygène et les rejets toxiques dépendent du procédé (tableau 1). En raison de la solubilisation des extraits de bois avec peu ou pas de récupération chimique et d'acide résinique, la pâte au sulfite et la pâte CTMP génèrent des effluents extrêmement toxiques avec une DBO élevée. Les usines de pâte kraft utilisaient historiquement plus de chlore pour le blanchiment et leurs effluents étaient plus toxiques; cependant, les effluents des usines de pâte kraft qui ont éliminé le Cl2 dans le blanchiment et l'utilisation d'un traitement secondaire présentent généralement peu de toxicité aiguë, voire aucune, et la toxicité subaiguë a été considérablement réduite.
Tableau 1. Total des solides en suspension et de la DBO associés à l'effluent non traité (brut) de divers procédés de réduction en pâte
|
Processus de réduction en pâte |
Total des solides en suspension (kg/tonne) |
DBO (kg/tonne) |
|
Bois de meule |
50-70 |
10-20 |
|
TMP |
45-50 |
25-50 |
|
CTMP |
50-55 |
40-95 |
|
Kraft, non blanchi |
20-25 |
15-30 |
|
Kraft, blanchi |
70-85 |
20-50 |
|
Sulfite, à faible rendement |
30-90 |
40-125 |
|
Sulfite, haut rendement |
90-95 |
140-250 |
|
Désencrage, non-tissu |
175-180 |
10-80 |
|
Vieux papiers |
110-115 |
5-15 |
Les solides en suspension sont devenus moins problématiques car la plupart des broyeurs utilisent la clarification primaire (par exemple, la sédimentation par gravité ou la flottation à l'air dissous), qui élimine 80 à 95 % des solides décantables. Les technologies secondaires de traitement des eaux usées telles que les lagunes aérées, les systèmes de boues activées et la filtration biologique sont utilisées pour réduire la DBO, la DCO et les composés organiques chlorés dans les effluents.
Les modifications de processus en usine pour réduire les solides décantables, la DBO et la toxicité comprennent l'écorçage à sec et le transport des grumes, un criblage amélioré des copeaux pour permettre une cuisson uniforme, une délignification prolongée pendant la réduction en pâte, des modifications des opérations de récupération chimique par digestion, des technologies de blanchiment alternatives, un lavage de la pâte à haute efficacité, récupération des fibres des eaux vives et amélioration du confinement des déversements. Cependant, les perturbations du processus (en particulier si elles entraînent un égouttage intentionnel des liqueurs) et les changements opérationnels (en particulier l'utilisation de bois non séché avec un pourcentage plus élevé de matières extractibles) peuvent encore provoquer des percées périodiques de toxicité.
Une stratégie de lutte contre la pollution relativement récente visant à éliminer complètement la pollution de l'eau est le concept d'« usine fermée ». De telles usines sont une alternative attrayante dans les endroits qui manquent de grandes sources d'eau pour agir comme flux d'approvisionnement de processus ou de réception d'effluents. Des systèmes fermés ont été mis en œuvre avec succès dans les CTMP et les broyeurs au bisulfite à base de sodium. Ce qui distingue les broyeurs fermés, c'est que l'effluent liquide est évaporé et que le condensat est traité, filtré, puis réutilisé. Les autres caractéristiques des moulins fermés sont les salles grillagées fermées, le lavage à contre-courant dans l'usine de blanchiment et les systèmes de contrôle du sel. Bien que cette approche soit efficace pour minimiser la pollution de l'eau, il n'est pas encore clair comment les expositions des travailleurs seront affectées par la concentration de tous les flux de contaminants dans l'usine. La corrosion est un problème majeur auquel sont confrontées les usines utilisant des systèmes fermés, et les concentrations de bactéries et d'endotoxines sont augmentées dans l'eau de traitement recyclée.
Traitement des solides
La composition des solides (boues) retirés des systèmes de traitement des effluents liquides varie en fonction de leur source. Les solides issus du traitement primaire sont principalement constitués de fibres de cellulose. Les cellules microbiennes constituent le principal composant des solides issus du traitement secondaire. Si l'usine utilise des agents de blanchiment chlorés, les solides primaires et secondaires peuvent également contenir des composés organiques chlorés, une considération importante pour déterminer l'étendue du traitement requis.
Avant leur élimination, les boues sont épaissies dans des unités de sédimentation gravitaire et déshydratées mécaniquement dans des centrifugeuses, des filtres sous vide ou des presses à bande ou à vis. Les boues issues du traitement primaire sont relativement faciles à déshydrater. Les boues secondaires contiennent une grande quantité d'eau intracellulaire et existent dans une matrice de vase ; ils nécessitent donc l'ajout de floculants chimiques. Une fois suffisamment déshydratées, les boues sont éliminées dans des applications terrestres (par exemple, épandues sur des terres arables ou forestières, utilisées comme compost ou comme conditionneur de sol) ou incinérées. Bien que l'incinération soit plus coûteuse et puisse contribuer aux problèmes de pollution de l'air, elle peut être avantageuse car elle peut détruire ou réduire les matières toxiques (par exemple, les composés organiques chlorés) qui pourraient créer de graves problèmes environnementaux si elles s'infiltraient dans les eaux souterraines à partir d'applications terrestres. .
Des déchets solides peuvent être générés dans d'autres opérations de l'usine. Les cendres des chaudières électriques peuvent être utilisées dans les plates-formes routières, comme matériau de construction et comme abat-poussière. Les déchets des fours à chaux peuvent être utilisés pour modifier l'acidité du sol et améliorer la chimie du sol.
Récolte de pommes de terre
Les racines et les tubercules constituent une part importante de l'alimentation, de l'énergie alimentaire et de la source de nutriments de plus d'un milliard de personnes dans le monde en développement. Les plantes-racines sont utilisées pour produire des produits alimentaires, notamment des farines composites, des nouilles, des chips et des produits déshydratés. Ils fournissent environ 1 % de l'alimentation de la moitié de la population d'Afrique subsaharienne. Le manioc est devenu l'un des aliments de base les plus importants du monde en développement, fournissant une alimentation de base à environ 40 millions de personnes. Le manioc est également devenu une importante culture d'exportation pour l'alimentation animale en Europe.
Les racines et les tubercules - pommes de terre, patates douces, manioc, ignames et taro - sont connus comme les féculents. Ils sont riches en glucides, en calcium et en vitamine C, mais pauvres en protéines. Ces aliments sont les cultures de subsistance dans certains des pays les plus pauvres. Plusieurs racines alimentaires sont des aliments de base dans les principales régions du monde. Il s'agit notamment de l'igname en Indochine, en Indonésie et en Afrique ; la pomme de terre en Amérique du Sud, en Amérique Centrale, au Mexique et en Europe ; et le manioc et la patate douce en Amérique du Sud (Alexandratos 1995).
La pomme de terre a été introduite en Irlande dans les années 1580, et une petite parcelle pouvait nourrir une famille de six enfants, une vache et un cochon. De plus, la culture pouvait rester dans le sol à l'abri des gelées hivernales et des incendies. La pomme de terre est devenue la nourriture des pauvres en Irlande, en Angleterre, en France, en Allemagne, en Pologne et en Russie. En 1845, un fléau a frappé la pomme de terre dans toute l'Europe, ce qui a entraîné la grande et mortelle famine de la pomme de terre en Irlande, où les cultures de remplacement n'étaient pas disponibles (Tannahill 1973).
La pomme de terre est toujours une culture principale dans le monde développé. Sa production continue d'augmenter aux États-Unis, et une grande partie de cette augmentation est attribuée aux pommes de terre transformées. La croissance des pommes de terre transformées se produit dans les croustilles et les juliennes, les frites surgelées, d'autres produits surgelés et les pommes de terre en conserve. Les principaux risques professionnels sont liés aux blessures et surviennent lors de l'opération de récolte mécanique. Dans une étude canadienne, les producteurs de pommes de terre présentaient un risque élevé de cancer du pancréas, mais aucune association n'a été établie avec une exposition.
Dangers
Chaque partie mobile de la récolteuse de pommes de terre présente un potentiel de blessure. L'arbre de prise de force du tracteur, qui relie le tracteur et la moissonneuse par des joints universels ou chapes, est la source d'énergie cinétique et de blessures. L'arbre de prise de force doit être protégé. La blessure la plus courante sur un arbre de prise de force se produit lorsque le joug attrape un vêtement ample, emmêlant le porteur.
Tous les systèmes hydrauliques fonctionnent sous pression, même jusqu'à 2,000 14,000 livres par pouce carré (XNUMX XNUMX Kpa), soit trois fois la pression nécessaire pour pénétrer la peau. Ainsi, un travailleur ne doit jamais couvrir avec un doigt un tuyau hydraulique qui fuit, car le liquide pourrait être injecté à travers la peau. Si du liquide est injecté dans la peau, il doit être enlevé chirurgicalement en quelques heures ou une gangrène peut se développer. Si un point quelconque du système hydraulique tombe en panne, des blessures graves peuvent survenir. Un tuyau hydraulique rompu peut pulvériser du liquide sur une grande distance. Les systèmes hydrauliques stockent de l'énergie. Un entretien ou un réglage négligent peut entraîner des blessures.
A blessure de type pincement peut se produire lorsque deux pièces de machines se déplacent ensemble et qu'au moins l'une d'entre elles se déplace en cercle. Les transmissions par engrenage et par courroie sont des exemples de points de pincement. Des vêtements ou des parties du corps peuvent s'accrocher et être entraînés dans les engrenages. Une bonne protection des pièces de l'arracheuse de pommes de terre réduit le risque de blessure par pincement.
A blessure de type enveloppement peut se produire lorsqu'un composant rotatif exposé et non protégé, tel qu'un arbre de prise de force, emmêle un vêtement ample : une manche, un pan de chemise, un vêtement effiloché ou même des cheveux longs. Les arbres de prise de force lisses avec de la rouille ou des entailles peuvent être suffisamment rugueux pour attraper les vêtements ; un arbre à cardan tournant lentement doit toujours être considéré avec prudence. Cependant, les tiges plus rondes et plus lisses sont moins susceptibles d'attraper les vêtements que les tiges carrées. Les universels à l'extrémité des arbres de prise de force sont les plus susceptibles d'attraper des vêtements amples et de causer une blessure de type enveloppant. Ces pièces volumineuses s'étendent au-delà de l'arbre de prise de force et peuvent causer des blessures enveloppantes même si l'on est à l'écart de l'arbre de prise de force. Les arbres à cardan du tracteur à l'arracheuse de pommes de terre doivent être protégés. Personne ne doit travailler dans des conditions dangereuses telles que des arbres de prise de force non protégés.
Points de cisaillement sont des zones où deux pièces se déplacent dans un mouvement de coupe. Un doigt placé dans un joint de flèche ou entre une courroie de ventilateur et la poulie serait rapidement sectionné. La courroie, entraînée par le moteur qui entraîne le ventilateur, est un site d'amputation ainsi que d'autres blessures corporelles. Encore une fois, une protection adéquate des pièces de la récolteuse de pommes de terre réduit le risque de blessure par cisaillement.
Points d'écrasement se trouvent lorsque deux objets se déplacent l'un vers l'autre, ou un objet se déplace vers un objet stationnaire. De gros camions sont impliqués dans une récolte de pommes de terre. Les déplacements dans les champs et en particulier dans une installation fermée telle qu'un entrepôt de pommes de terre peuvent entraîner des écrasements et des écrasements de pieds ou de jambes.
A blessure par traction survient lorsqu'un travailleur est entraîné dans une machine. Des blessures par traction peuvent survenir chaque fois qu'il y a une tentative de retirer quelque chose d'une arracheuse de pommes de terre pendant qu'elle fonctionne, même si elle n'avance pas.
Blessures par objet lancé se produisent lorsque des projectiles sont lancés. Les arracheuses de pommes de terre assistées par air jettent régulièrement de la terre et de petites roches lors du processus de séparation des tubercules de pommes de terre des roches. La terre et les débris sont projetés avec suffisamment de force pour causer des blessures aux yeux.
Prévention
Heureusement, il y a beaucoup à faire pour éviter les blessures. Les vêtements peuvent faire la différence entre être pris dans un point de pincement ou d'enveloppement et être en sécurité. Les cheveux lâches et longs peuvent s'enrouler et se pincer les doigts et entraîner la tête du travailleur dans un endroit dangereux. Les cheveux longs doivent être solidement attachés. Les chaussures antidérapantes empêchent le travailleur de glisser lorsqu'il se tient debout sur la plate-forme de tri, ce qui peut être dangereux avec de la boue et des vignes. Les gants, s'ils sont portés pendant le travail sur la table de tri, doivent être bien ajustés et ne pas avoir de bords effilochés ni de poignets souples.
L'attitude, la vigilance et l'évitement des situations dangereuses complètent une tenue de sécurité. Personne ne devrait jamais monter ou descendre d'une arracheuse de pommes de terre pendant qu'elle est en mouvement. Le cavalier doit attendre que la moissonneuse s'arrête. Bon nombre des blessures graves et débilitantes résultent d'une chute et d'un écrasement lors d'une tentative de monter ou de descendre d'une moissonneuse en mouvement. Il faut essayer d'être dans une position stable avant que le tracteur ne commence à tirer l'arracheuse de pommes de terre. Cela réduira le risque de chute lorsque le tracteur se met à avancer brusquement. Personne ne doit jamais se trouver entre le tracteur et la moissonneuse pendant qu'ils sont en mouvement ou lorsqu'ils sont démarrés. Le conducteur du tracteur ou les travailleurs qui conduisent l'arracheuse de pommes de terre ne doivent jamais être suffisamment proches pour toucher l'arbre de prise de force lorsqu'il est en marche ou lorsqu'il est démarré. Les moissonneuses ne doivent pas être lubrifiées, ajustées ou réparées pendant le fonctionnement. Aucune tentative de déloger quoi que ce soit des courroies ne doit être faite pendant qu'elles sont en mouvement.
Embouteillage et mise en conserve de boissons gazeuses
Dans la plupart des marchés établis du monde, les boissons non alcoolisées se classent désormais au premier rang des boissons manufacturées, dépassant même le lait et le café en termes de consommation par habitant.
Y compris les produits emballés prêts à boire et les mélanges en vrac pour la distribution en fontaine, les boissons gazeuses sont disponibles dans presque toutes les tailles et saveurs imaginables et dans pratiquement tous les canaux de distribution au détail. En complément de cette disponibilité universelle, une grande partie de la croissance de la catégorie des boissons gazeuses peut être attribuée à des emballages pratiques. Les consommateurs étant devenus de plus en plus mobiles, ils ont opté pour des produits emballés plus faciles à transporter. Avec l'avènement de la canette en aluminium et, plus récemment, de la bouteille en plastique refermable, les emballages de boissons gazeuses sont devenus plus légers et plus portables.
Des normes strictes de contrôle de la qualité et des processus de traitement de l'eau à la pointe de la technologie ont également permis à l'industrie des boissons gazeuses d'avoir un degré élevé de confiance en ce qui concerne la pureté des produits. De plus, les usines de fabrication ou d'embouteillage qui produisent des boissons gazeuses sont devenues des installations de transformation des aliments hautement mécanisées, efficaces et d'une propreté impeccable.
Dès les années 1960, la plupart des embouteilleurs produisaient des boissons avec des machines qui tournaient à 150 bouteilles par minute. Alors que la demande de produits a continué de monter en flèche, les fabricants de boissons gazeuses se sont tournés vers des machines plus rapides. Grâce aux progrès de la technologie de production, les lignes de remplissage peuvent désormais fonctionner à plus de 1,200 1 conteneurs par minute, avec des temps d'arrêt minimes, à l'exception des changements de produit ou de saveur. Cet environnement hautement automatisé a permis aux fabricants de boissons gazeuses de réduire le nombre d'employés nécessaires pour faire fonctionner les lignes (voir figure XNUMX). Pourtant, alors que l'efficacité de la production a considérablement augmenté, la sécurité de l'usine est restée une considération toujours plus importante.
Figure 1. Panneau de commande dans une usine automatisée de boissons non alcoolisées à Novosibirsk, en Russie.

L'embouteillage ou la fabrication de boissons gazeuses implique cinq processus majeurs, chacun avec ses propres problèmes de sécurité qui doivent être évalués et contrôlés :
- traitement de l'eau
- ingrédients de composition
- produit de carbonatation
- produit de remplissage
- Recyclé.
Voir la figure 2.
Figure 2. Organigramme des opérations de mise en bouteille de base.
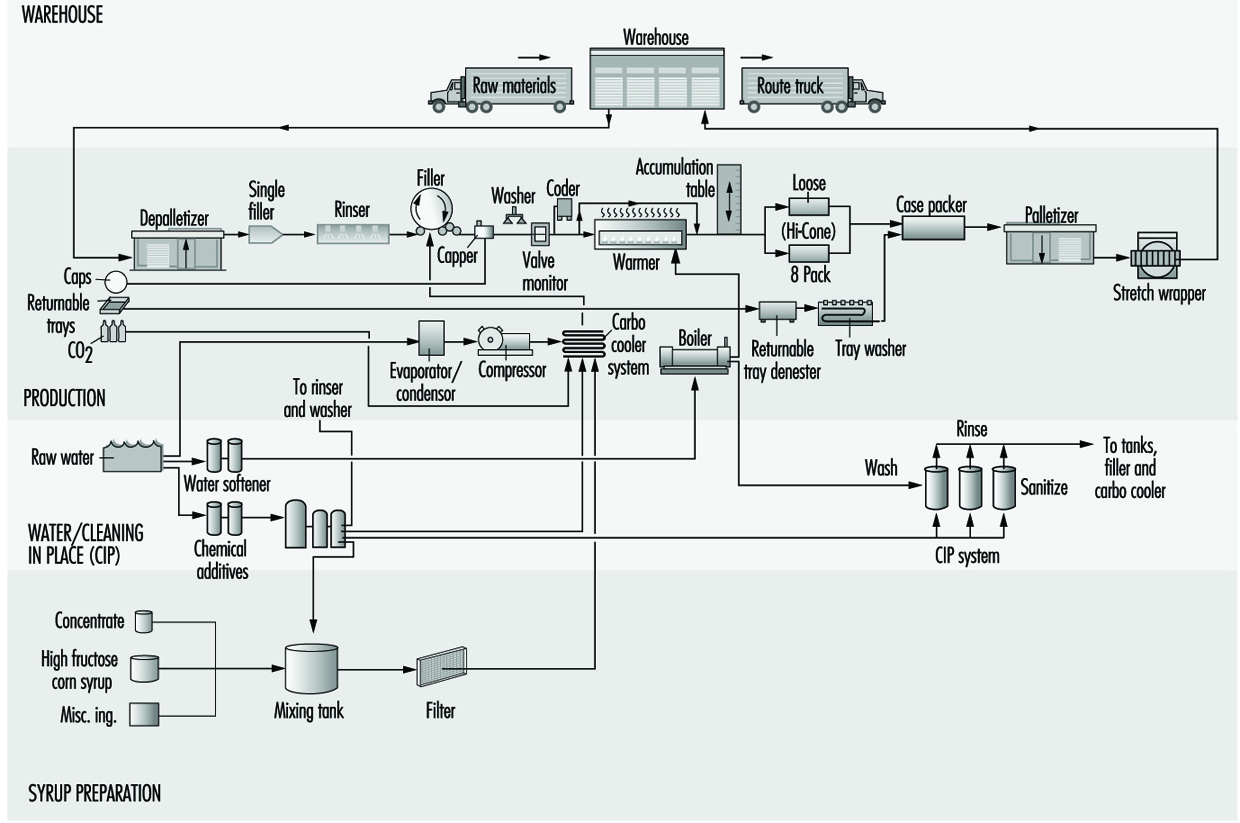
La fabrication de boissons gazeuses commence avec de l'eau, qui est traitée et purifiée pour répondre à des normes de contrôle de qualité rigoureuses, dépassant généralement la qualité de l'approvisionnement en eau local. Ce processus est essentiel pour obtenir des produits de haute qualité et des profils de goût constants.
Au fur et à mesure que les ingrédients sont mélangés, l'eau traitée est acheminée vers de grands réservoirs en acier inoxydable. C'est l'étape à laquelle divers ingrédients sont ajoutés et mélangés. Les boissons diététiques sont mélangées à des édulcorants artificiels non nutritifs tels que l'aspartame ou la saccharine, tandis que les boissons régulièrement sucrées utilisent généralement des sucres liquides comme le fructose ou le saccharose. C'est au cours de cette étape du processus de production que le colorant alimentaire peut être ajouté. Les eaux pétillantes aromatisées reçoivent l'arôme souhaité à ce stade, tandis que les eaux plates sont stockées dans les cuves de mélange jusqu'à ce que la ligne de remplissage les appelle. Il est courant que les entreprises d'embouteillage achètent du concentré à d'autres entreprises.
Pour la carbonatation (absorption de dioxyde de carbone (CO2)) pour se produire, les boissons non alcoolisées sont refroidies à l'aide de grands systèmes de réfrigération à base d'ammoniac. C'est ce qui donne aux produits gazeux leur effervescence et leur texture. CO2 est stocké à l'état liquide et acheminé vers des unités de carbonatation selon les besoins. Ce processus peut être manipulé pour contrôler le taux d'absorption de boisson requis. Selon le produit, les boissons gazeuses peuvent contenir de 15 à 75 psi de CO2. Les boissons gazeuses aromatisées aux fruits ont tendance à avoir moins de gaz carbonique que les colas ou l'eau pétillante. Une fois gazéifié, le produit est prêt à être distribué dans des bouteilles et des canettes.
La salle de remplissage est généralement séparée du reste de l'installation, protégeant ainsi les produits ouverts de tout contaminant éventuel. Encore une fois, l'opération de remplissage hautement automatisée nécessite un nombre minimal de personnel. Voir figure 3 . Les opérateurs de la salle de remplissage surveillent l'efficacité de l'équipement, ajoutant des couvercles ou des bouchons en vrac à l'opération de bouchage si nécessaire. Les bouteilles et les canettes vides sont automatiquement transportées vers la machine de remplissage via un équipement de manutention de matériaux en vrac.
Figure 3. Ligne de mise en conserve de boissons gazeuses montrant les opérations de remplissage.
Des procédures rigoureuses de contrôle de la qualité sont suivies tout au long du processus de production. Les techniciens mesurent de nombreuses variables, y compris le CO2, la teneur en sucre et le goût, pour s'assurer que les boissons finies répondent aux normes de qualité requises.
L'emballage est la dernière étape avant l'entreposage et la livraison. Ce processus est également devenu hautement automatisé. Répondant aux diverses exigences du marché, les bouteilles ou les canettes entrent dans les machines d'emballage et peuvent être emballées dans du carton pour former des étuis ou placées dans des plateaux ou des coques en plastique réutilisables. Les produits emballés entrent ensuite dans une machine de palettisation, qui les empile automatiquement sur des palettes. (Voir figure 4.) Ensuite, les palettes chargées sont déplacées, généralement par chariot élévateur, vers un entrepôt, où elles sont stockées.
Figure 4. Huit packs de bouteilles en plastique de boissons gazeuses de 2 litres en route vers un palettiseur automatique.

Prévention des risques
Les blessures liées au levage, en particulier au dos et aux épaules des employés, ne sont pas rares dans le secteur des boissons. Bien que de nombreuses avancées technologiques aient été réalisées dans le domaine de la manutention au fil des ans, l'industrie continue de rechercher des moyens plus sûrs et plus efficaces de déplacer des produits lourds.
Certes, les employés doivent recevoir la formation appropriée sur les pratiques de travail sécuritaires. Les blessures peuvent également être minimisées en limitant l'exposition au levage grâce à une conception améliorée du poste de travail. Des tables réglables peuvent être utilisées pour élever ou abaisser le matériel au niveau de la taille, par exemple, afin que les employés n'aient pas à se pencher et à se soulever autant. De cette manière, la plupart des contraintes liées au poids sont transférées à un équipement plutôt qu'au corps humain. Tous les fabricants de boissons devraient mettre en œuvre des programmes d'ergonomie qui identifient les dangers liés au travail et minimisent les risques, soit par des modifications, soit en développant de meilleurs équipements. Un moyen raisonnable à cette fin est la rotation des postes, qui réduit l'exposition des employés aux tâches à haut risque.
L'utilisation de la protection des machines est un autre élément essentiel de la fabrication de boissons sûres. Les équipements tels que les remplisseuses et les convoyeurs se déplacent à grande vitesse et, s'ils ne sont pas surveillés, peuvent accrocher les vêtements ou des parties du corps des employés, causant des blessures potentiellement graves. Les convoyeurs, poulies, engrenages et broches doivent avoir des couvercles appropriés pour empêcher tout contact avec les employés. Les convoyeurs aériens peuvent créer un risque supplémentaire de chute de caisses. Des filets ou des écrans grillagés doivent être installés pour se protéger contre ce danger. Les programmes d'entretien doivent stipuler que tous les dispositifs de protection retirés pour réparation doivent être remplacés dès que les travaux de réparation sont terminés.
Étant donné que les conditions humides sont fréquentes dans la salle de remplissage, un drainage adéquat est nécessaire pour empêcher le liquide de s'accumuler sur les allées voisines. Afin d'éviter les blessures par glissade et chute, des efforts appropriés doivent être faits pour garder les sols aussi secs que possible. Bien que les chaussures à embout d'acier ne soient généralement pas nécessaires dans la salle de remplissage, des semelles antidérapantes sont fortement recommandées. Les chaussures doivent être sélectionnées en fonction du coefficient de glissement de la semelle. De plus, tous les équipements électriques doivent être correctement mis à la terre et protégés de toute humidité. Les employés doivent prendre des précautions pour sécher les zones autour de l'équipement avant le début de tout travail électrique.
De bonnes pratiques d'entretien ménager et des inspections de routine sont également bénéfiques pour maintenir le lieu de travail sans danger. En prenant ces mesures relativement simples, la direction peut être sûre que tout l'équipement est en bon état de fonctionnement et correctement stocké. Les équipements d'urgence tels que les extincteurs et les douches oculaires doivent également être inspectés pour s'assurer qu'ils fonctionnent correctement.
Bien que la plupart des produits chimiques présents dans les usines d'embouteillage ne soient pas extrêmement dangereux, chaque opération utilise des substances inflammables, des acides, des caustiques, des corrosifs et des oxydants. Des pratiques de travail appropriées doivent être développées afin que les employés sachent comment travailler en toute sécurité avec ces produits chimiques. Ils doivent apprendre à stocker, manipuler et éliminer correctement les produits chimiques et à porter un équipement de protection. La formation doit couvrir l'emplacement et le fonctionnement de l'équipement d'intervention d'urgence. Les douches oculaires et les douches peuvent minimiser les blessures de toute personne exposée accidentellement à un produit chimique dangereux.
Il est également nécessaire d'installer des équipements tels que des barrages chimiques et des digues, ainsi que des matériaux absorbants, à utiliser en cas de déversement. Des installations de stockage de produits chimiques dangereux correctement conçues minimiseront également le risque de blessure des employés. Les inflammables doivent être séparés des corrosifs et des oxydants.
Les grands réservoirs utilisés pour mélanger les ingrédients, qui doivent être entrés et nettoyés régulièrement, sont considérés comme des espaces confinés. Voir l'encadré sur les espaces confinés dans ce chapitre pour des informations sur les dangers et précautions associés.
Les équipements mécanisés sont devenus de plus en plus complexes, souvent contrôlés par des ordinateurs distants, des lignes pneumatiques ou même la gravité. Les employés doivent s'assurer que cet équipement a été mis hors tension avant de procéder à son entretien. Des procédures de mise hors tension appropriées doivent être développées pour garantir la sécurité de ceux qui entretiennent et réparent cet équipement. L'énergie doit être coupée et verrouillée à sa source afin que l'unité en cours d'entretien ne puisse pas être alimentée accidentellement, causant des blessures potentiellement mortelles aux employés d'entretien ou aux opérateurs de lignes à proximité.
La formation à la sécurité et les procédures écrites de mise hors tension sont essentielles pour chaque pièce d'équipement. Les interrupteurs d'arrêt d'urgence doivent être stratégiquement placés sur tous les équipements. Des dispositifs de sécurité interverrouillés sont utilisés pour arrêter l'équipement automatiquement lorsque les portes sont ouvertes ou que les faisceaux lumineux sont interrompus. Les employés doivent cependant être informés que ces dispositifs ne peuvent pas être utilisés pour mettre complètement l'équipement hors tension, mais uniquement pour l'arrêter en cas d'urgence. Les interrupteurs d'arrêt d'urgence ne peuvent pas remplacer une procédure de mise hors tension éprouvée pour la maintenance des équipements.
Le chlore, qui est utilisé dans la zone de traitement de l'eau, pourrait être dangereux en cas de rejet accidentel. Le chlore est généralement livré dans des bouteilles en acier, qui doivent être stockées dans un endroit isolé et bien ventilé et à l'abri des renversements. Les employés doivent être formés pour suivre les procédures de changement de bouteille en toute sécurité. Ils doivent également apprendre à prendre des mesures rapides et décisives en cas de rejet accidentel de chlore. À la fin des années 1990, de nouveaux composés chlorés remplacent progressivement le besoin de chlore gazeux. Bien que toujours dangereux, ces composés sont beaucoup plus sûrs à manipuler que le gaz.
L'ammoniac est utilisé comme réfrigérant dans les opérations d'embouteillage. En règle générale, les grands systèmes d'ammoniac peuvent créer un danger pour la santé en cas de fuite ou de déversement. Les installations d'embouteillage doivent élaborer des procédures d'intervention d'urgence pour identifier les responsabilités des employés concernés. Les personnes qui doivent intervenir dans une telle situation d'urgence doivent être formées à l'intervention en cas de déversement et à l'utilisation d'un respirateur. En cas de fuite ou de déversement, des respirateurs doivent être immédiatement disponibles et tout le personnel non essentiel doit être évacué vers des zones sûres jusqu'à ce que la situation soit maîtrisée.
CO2, qui est utilisé dans l'opération de remplissage, peut également créer des problèmes de santé. Si les salles de remplissage et les zones de travail adjacentes ne sont pas suffisamment ventilées, le CO2 l'accumulation peut déplacer l'oxygène dans les zones respiratoires des employés. Les installations doivent être surveillées régulièrement pour les niveaux élevés de CO2 niveaux et, s'ils sont détectés, les systèmes de ventilation doivent être inspectés pour déterminer la cause de cet événement. Une ventilation supplémentaire peut être nécessaire pour corriger la situation.
Les progrès technologiques ont rendu disponible un meilleur matériau d'absorption acoustique pour isoler ou étouffer les moteurs et les engrenages dans la plupart des équipements. Néanmoins, compte tenu de la fonction et de la taille des équipements de remplissage, les niveaux de bruit dépassent généralement 90 dBA dans cette zone. Les employés qui sont exposés à ce niveau de bruit pendant une moyenne pondérée de 8 heures doivent être protégés. De bons programmes de protection auditive devraient inclure des recherches sur de meilleurs moyens de contrôler le bruit ; l'éducation des employés sur les effets connexes sur la santé ; protection individuelle contre le bruit ; et une formation à l'utilisation des protections auditives dont le port doit être imposé dans les zones bruyantes. L'ouïe des employés doit être vérifiée régulièrement.
Des chariots élévateurs sont utilisés dans toute l'usine d'embouteillage et leur utilisation en toute sécurité est impérative. En plus de démontrer leurs compétences de conduite, les opérateurs potentiels doivent comprendre les principes de sécurité des chariots élévateurs. Les licences sont généralement délivrées pour montrer qu'un niveau minimum de compétence a été atteint. Les programmes de sécurité des chariots élévateurs doivent inclure un processus d'inspection avant utilisation, par lequel les véhicules sont vérifiés pour s'assurer que tous les équipements de sécurité sont en place et fonctionnent. Toute condition défectueuse doit être immédiatement signalée et corrigée. Les chariots élévateurs à fourche à gaz ou à pétrole liquide (GPL) génèrent du monoxyde de carbone comme sous-produit de la combustion. De telles émissions peuvent être minimisées en maintenant les moteurs des chariots élévateurs réglés selon les spécifications des fabricants.
L'équipement de protection individuelle (EPI) est commun dans toute l'installation d'embouteillage. Les employés de la salle de remplissage portent des protections oculaires et auditives. Les équipes d'assainissement portent une protection du visage, des mains et des pieds adaptée aux produits chimiques auxquels ils sont exposés. Bien que des chaussures antidérapantes soient recommandées dans toute l'usine, les employés d'entretien devraient également bénéficier de la protection supplémentaire des chaussures à embout d'acier. La clé d'un bon programme d'EPI est d'identifier et d'évaluer les dangers potentiels associés à chaque travail et de déterminer si ces dangers peuvent être éliminés grâce à des modifications techniques. Si ce n'est pas le cas, l'EPI doit être sélectionné pour traiter le danger spécifique en question.
Le rôle de la direction est essentiel dans l'identification des dangers et l'élaboration de pratiques et de procédures pour les minimiser sur le lieu de travail. Une fois élaborées, ces pratiques et procédures doivent être communiquées aux employés afin qu'ils puissent effectuer leur travail en toute sécurité.
Au fur et à mesure que la technologie des usines continue de progresser - offrant de meilleurs équipements, de nouveaux protecteurs et dispositifs de protection - les embouteilleurs de boissons gazeuses auront encore plus de moyens de maintenir la sécurité de leur main-d'œuvre.
Production de cacao et industrie du chocolat
Le cacao est originaire de la région amazonienne d'Amérique du Sud et, au cours des premières années du XXe siècle, la région méridionale de Bahia a fourni les conditions idéales pour sa croissance. La région productrice de cacao de Bahia est composée de 92 municipalités et Ilheus et Itabuna en sont les principaux centres. Cette région représente 87% de la production nationale de cacao au Brésil, actuellement le deuxième producteur mondial de fèves de cacao. Le cacao est également produit dans environ 50 autres pays, le Nigeria et le Ghana étant les principaux producteurs.
La grande majorité de cette production est exportée vers des pays comme le Japon, la Fédération de Russie, la Suisse et les États-Unis ; la moitié est vendue sous forme de produits transformés (chocolat, graisse végétale, liqueur de chocolat, poudre de cacao et beurre) et le reste est exporté sous forme de fèves de cacao.
Présentation du processus
La méthode industrielle de transformation du cacao comporte plusieurs étapes. Cela commence par le stockage de la matière première dans des hangars adéquats, où elle subit une fumigation pour empêcher la prolifération des rongeurs et des insectes. Ensuite, le processus de nettoyage des grains commence afin d'éliminer tout corps étranger ou résidu. Ensuite, toutes les fèves de cacao sont séchées pour extraire l'excès d'humidité jusqu'à ce qu'un niveau idéal soit atteint. L'étape suivante est la fissuration des grains afin de séparer la peau du noyau, suivie de l'étape de torréfaction qui consiste à chauffer la partie interne du grain.
Le produit résultant, qui se présente sous la forme de petites particules appelées "nibs", est soumis à un processus de broyage (concassage), devenant ainsi une pâte liquide, qui à son tour est filtrée et solidifiée dans des chambres de réfrigération et vendue sous forme de pâte.
La plupart des entreprises de broyage séparent normalement la liqueur par un processus de pressage jusqu'à ce que la graisse soit extraite et convertie en deux produits finaux : le beurre de cacao et le tourteau de cacao. Le gâteau est emballé en morceaux solides tandis que le beurre de cacao est filtré, désodorisé, refroidi dans des chambres de réfrigération et ensuite emballé.
Les dangers et leur prévention
Bien que le traitement du cacao soit généralement automatisé de telle sorte qu'il nécessite peu de contact manuel et qu'un niveau élevé d'hygiène soit maintenu, la grande majorité des employés de l'industrie sont toujours exposés à une variété de risques professionnels.
Le bruit et les vibrations excessives sont des problèmes rencontrés tout au long de la chaîne de production car, afin d'empêcher l'accès facile des rongeurs et des insectes, des hangars fermés sont construits avec les machines suspendues sur des plates-formes métalliques. Ces machines doivent être soumises à des routines d'entretien et de réglage appropriées. Des dispositifs anti-vibratoires doivent être installés. Les machines bruyantes doivent être isolées ou des barrières antibruit doivent être utilisées.
Pendant le processus de fumigation, des comprimés de phosphate d'aluminium sont utilisés; au contact de l'air humide, du gaz phosphine est libéré. Il est recommandé que les grains restent couverts pendant des périodes de 48 à 72 heures pendant et après ces séances de fumigation. L'échantillonnage de l'air doit être effectué avant la rentrée.
Le fonctionnement des broyeurs, des presses hydrauliques et des machines de séchage génère beaucoup de chaleur avec des niveaux de bruit élevés ; la forte chaleur est intensifiée par le type de construction des bâtiments. Cependant, de nombreuses mesures de sécurité peuvent être adoptées : utilisation de gestes barrières, isolement des opérations, mise en place d'horaires de travail et de pauses, disponibilité de liquides à boire, utilisation d'une tenue vestimentaire adéquate et acclimatation appropriée des employés.
Dans les zones de produits finis, où la température moyenne est de 10 °C, les membres du personnel doivent porter des vêtements appropriés et avoir des périodes de travail de 20 à 40 minutes. Le processus d'acclimatation est également important. Des pauses dans les zones chaudes sont nécessaires.
Dans les opérations de réception des produits, où le stockage des matières premières et de tous les produits finis sont conditionnés, les procédures et les équipements ergonomiquement inadéquats sont courants. L'équipement mécanisé devrait remplacer la manutention manuelle dans la mesure du possible, car le déplacement et le transport de charges peuvent causer des blessures, des objets lourds peuvent heurter les employés et des blessures peuvent résulter de l'utilisation de machines sans protections appropriées.
Les procédures et les équipements doivent être évalués d'un point de vue ergonomique. Les chutes dues à des sols glissants sont également une préoccupation. En outre, il existe d'autres activités, comme le craquage des grains et le broyage et la production de poudre de cacao, où il existe des niveaux élevés de poussière organique. Une ventilation par dilution adéquate ou des systèmes d'évacuation locale doivent être installés ; processus et opérations isolés et séparés, le cas échéant.
Un programme rigoureux de prévention des risques environnementaux est fortement recommandé, en plus du système régulier de prévention et de sécurité incendie, d'une protection adéquate des machines et de bonnes normes d'hygiène. Des panneaux et des bulletins d'information devraient être affichés dans des endroits très visibles et des équipements et dispositifs de protection individuelle devraient être distribués à chaque travailleur. Lors de l'entretien des machines, un programme de verrouillage/étiquetage doit être institué pour prévenir les blessures.
" AVIS DE NON-RESPONSABILITÉ : L'OIT n'assume aucune responsabilité pour le contenu présenté sur ce portail Web qui est présenté dans une langue autre que l'anglais, qui est la langue utilisée pour la production initiale et l'examen par les pairs du contenu original. Certaines statistiques n'ont pas été mises à jour depuis la production de la 4ème édition de l'Encyclopédie (1998)."